「例解 生産システム情報学」 サンプルページ · 2.4...
TRANSCRIPT


「例解 生産システム情報学」
サンプルページ
この本の定価・判型などは,以下の URL からご覧いただけます.
http://www.morikita.co.jp/books/mid/092031
※このサンプルページの内容は,初版 1 刷発行当時のものです.


i
ま え が き
本書は一貫して効率化,最適化の観点から生産活動に必要な情報学を解説している.モノを生産をするには,いつ,どの製品を,どのような設備で,いかなる作業によって生み出すかという生産情報が必要になる.生産のタイミングやスピードが重視されるなかで,生産情報の重要性もますます増大している.単純にモノを生産すれば売れるという前提で生産するのは時代遅れであり,生産したモノがどの程度売れるかを十分にリサーチする必要がある.需要と供給のバランスは,従来は製品在庫がその役割を果たしていたが,現在では生産情報がその機能を果たしている.そこでは,生産情報の評価の一つである最適化についても考慮しなければならない.本書は大学において,生産システム情報学,生産管理学や経営工学の講義のための教科書として執筆されたものである.最適化解法である分岐限界法および動的計画法(DP)のスケジューリング問題への適用,およびラインバランシング問題に動的計画法を適用させた新しい手法を解説するとともに,伝統的な最適化理論である在庫管理法や,設備更新問題,物品交換理論も説明する.さらに理解を助けるために,図表を豊富に用いるとともに,各管理法の最適値の導出法を修得するため随所に例題を掲載した.なお,例題は導出法の解説を繰り返してたどる形式をとっているため,本書では地を入れて,解説との違いを強調している.まず「序章 本書の概要」で,各章の関係を述べ,それらの内容を概観し,全体像を把握してから各章に入るようにている.「第 1章 生産管理と生産システム」では,生産活動,情報,生産とは何か,生産管理の目的と役割とは何かについて述べ,生産システムの現状と新しい生産管理手法を紹介する.続いて,「第 2章 オペレーションズスケジューリング」では,時間的側面の生産管理手法であるスケジューリングとはどのようなものかを解説する.「第 3章 最適化解法」では,あらゆる組合せ問題に適用可能である分岐限界法および動的計画法を,単一工程スケジューリング問題に適用し,解法の例題とともに解説する.「第 4章 在庫管理」は,量的側面の生産管理法の一つである在庫管理法として伝統的な経済的発注量モデルや,購入価格を考慮した定量発注方式などを取り上げる.「第 5章 オペレーションズリサーチの手法」では,設備更新問題,物品交換理論,ラインバランス問題および待ち行列など,オペレーションズリサーチの理論と例題を記述する.「第 6章 品質管理法」では,品質管理の七つの手法を簡単に示

ii ま え が き
し,管理図の重要性を認識していく.「第 7章 生産システムの発展と課題」では,生産システムの管理手法の歴史変遷を述べ,ジャストインタイムシステムの内容を詳しく解説する.また,生産システムの問題点やの今後の新しい考えや方法を紹介する.執筆にあたり尊敬する人見勝人先生(京都大学名誉教授,龍谷大学名誉教授)の著書「生産システム工学(第 2版)」(共立出版,1992)および大阪府立大学名誉教授加瀬滋男先生の著書「新版オペレーションズリサーチの手ほどき」(日刊工業新聞社,1984)を,とくに参照させていただいた.また,多くの賢人,諸先輩の方々の著書や文献を参考とさせていただいた.ここに深甚の謝辞を表したい.通勤のために,毎日駅まで車で送迎してくれる家族,妻惠子と三男雅史に感謝する.研究室元秘書の田辺眞紀さん,秘書の鈴木美穂さん,大学院生宝音徳力格君および赤井秀行君には図表原稿の入力に多大の貢献をいただいた.また,出版に際して援助してくださった森北出版株式会社に対して御礼を申し上げる.大学生,大学院生や専門学校生が製造業やサービス業などに就職する際,本書で得た知識が必ず役立つことを期待し,また企業の生産管理部門のビジネスマンが本書の知識を使って社会に貢献することを確信している.
2010年 2月
吹田市にて 宮﨑茂次

iii
目 次
序 章 本書の概要 ......................................................................... 1
第 1 章 生産管理と生産システム ...................................................... 3
1.1 生産と情報 ...................................................................................... 3
1.1.1 生産活動と情報 3
1.1.2 生産の定義と内容 4
1.1.3 付加価値活動の観点からの生産 5
1.2 生産管理の概要 ................................................................................ 6
1.2.1 生 産 業 務 6
1.2.2 生産管理サイクル 8
1.2.3 生産管理の目的 9
1.2.4 生産管理の手法 9
1.2.5 生産管理の役割 10
1.3 生産管理の機能 .............................................................................. 10
1.3.1 生 産 計 画 11
1.3.2 生産実施および生産統制・照合 12
1.3.3 生 産 改 善 12
1.3.4 生産管理の組織 13
1.4 生産システムの現状 ........................................................................ 14
1.4.1 生産システムの基本的概念 14
1.4.2 システム論からみた生産活動 15
1.4.3 生産形態の分類 16
1.4.4 効率的な生産システムへのアプローチ 16
1.5 新しい生産管理手法 ........................................................................ 18
1.5.1 サプライチェーンマネジメントシステム 19
1.5.2 モジュール化 21
1.5.3 ディジタル化 22
1.5.4 OEM 22
1.5.5 アウトソーシング 22

iv 目 次
1.5.6 生産拠点の日本国内への回帰 23
第 1章 演習問題 .................................................................................. 23
第 2 章 オペレーションズスケジューリング ..................................... 25
2.1 オペレーションズスケジューリングのモデル ....................................... 25
2.1.1 スケジューリングの分類 25
2.1.2 オペレーションズスケジューリングモデルの構成と分類 27
2.1.3 オペレーションズスケジューリングの目的 29
2.2 スケジューリングのモデルの定式化と困難性 ....................................... 30
2.2.1 スケジューリングの評価尺度 31
2.2.2 スケジューリング問題の表示 33
2.2.3 スケジューリング問題の困難性 33
2.3 単一工程スケジューリング問題の解法 ................................................ 35
2.3.1 平均実滞留時間の最小化 35
2.3.2 平均滞留時間(平均処理時間)の最小化 36
2.3.3 最大納期ずれ時間の最小化 37
2.3.4 最大納期遅れ時間 0のもとでの平均滞留時間の最小化 37
2.3.5 スミスの解法の制約条件 38
2.4 フローショップスケジューリング問題の解法 ....................................... 39
2.4.1 ジョンソンの定理 39
2.4.2 ジョンソンの定理に基づくアルゴリズム 40
2.5 ジョブショップスケジューリング問題の解法 ....................................... 45
2.5.1 エイカーの図的最適化解法 45
2.5.2 エイカーの図的最適化解法のアルゴリズム 46
第 2章 演習問題 .................................................................................. 49
第 3 章 最適化解法 ...................................................................... 51
3.1 分岐限界法 .................................................................................... 51
3.1.1 分岐限界法の特徴 51
3.1.2 分岐手続き 52
3.1.3 最新ノード探索手順 52
3.1.4 境界ノード探索手順 54
3.1.5 探索手順の選択 55
3.1.6 下界(上界)値と適用可能問題 55
3.2 分岐限界法のスケジューリング問題への適用 ....................................... 56

目 次 v
3.2.1 適用するスケジューリングのモデル 56
3.2.2 分岐限界法の利用 57
3.3 動的計画法 .................................................................................... 62
3.3.1 動的計画法の導入 62
3.3.2 動的計画法の解法 62
第 3章 演習問題 .................................................................................. 67
第 4 章 在 庫 管 理 ...................................................................... 69
4.1 在庫の役割と目的 ........................................................................... 69
4.1.1 景気の判断資料としての在庫 69
4.1.2 在庫の費用要因と動機 71
4.2 定量発注方式 ................................................................................. 72
4.2.1 経済的発注量モデル 72
4.2.2 経済的発注量モデルの解析 73
4.3 購入価格を考慮する定量発注方式 ...................................................... 76
4.3.1 購入価格の割引を考慮するモデルの解析 76
4.3.2 購入価格を考慮する定量発注方式の解法 78
4.4 その他の在庫管理法 ........................................................................ 80
4.4.1 定期発注方式 80
4.4.2 (S, s)方式 81
第 4章 演習問題 .................................................................................. 82
第 5 章 オペレーションズリサーチの手法 ........................................ 83
5.1 設備更新問題 ................................................................................. 83
5.1.1 設備更新問題の意味 83
5.1.2 設備更新問題の解析 84
5.2 物品交換理論 ................................................................................. 87
5.3 ラインバランシング問題 .................................................................. 90
5.3.1 目 標 関 数 91
5.3.2 ラインバラシング問題の定式化と解法 92
5.4 待ち行列理論 ............................................................................... 101
5.4.1 待ち行列モデル 101
5.4.2 待ち行列モデルの表記法 103
5.4.3 待ち行列モデルで求められる値 104
第 5章 演習問題 ................................................................................ 105

vi 目 次
第 6 章 品質管理法 .................................................................... 107
6.1 品質管理法の七つの手法 ................................................................ 107
6.2 管 理 図 法 .................................................................................. 109
6.2.1 管理図とは 109
6.2.2 管理図の種類とその用途 110
6.2.3 管理図の見方 110
第 6章 演習問題 ................................................................................ 113
第 7 章 生産システムの発展と課題 ............................................... 114
7.1 テイラーシステム ......................................................................... 114
7.1.1 テイラーシステムの導入 114
7.1.2 「出来高払制私案」での主張 114
7.1.3 「工場管理法」での主張 116
7.1.4 「科学的管理法の諸原理」での主張 117
7.2 フォードシステム ......................................................................... 118
7.2.1 フォード主義 118
7.2.2 フォード生産方式 119
7.3 ジャストインタイムシステム .......................................................... 120
7.3.1 ジャストインタイムシステムの理念と目的 120
7.3.2 ジャストインタイムシステムの手段 121
7.4 生産システムの今後の動向 ............................................................. 126
7.4.1 金融操作で露呈した生産システムの問題点 126
7.4.2 製品設計思想のかい離 128
7.4.3 生産システムへの新しい考え方 129
第 7章 演習問題 ................................................................................ 131
演習問題解答 .............................................................................. 132
参 考 文 献 ................................................................................. 142
索 引 ................................................................................. 145

1
序 章
本書の概要
本書は,まえがきでも触れたが,一貫して生産活動の効率化,最適化を目指す観点で,生産システムにおける生産情報の最適な適用および管理手法を紹介する.ここでは,まず,各章の内容と位置づけを示す(図 1).
図 1 各章の位置づけ
第 1章では,本書の根幹である生産管理と生産システムをとりあげ,生産情報と生産管理との関連を解説する.生産管理の目的は,生産する際の無駄を省き,効率的に生産を続けることにある.また,生産情報は時間的側面,量的側面,物流的側面と,三つの側面をもつ.生産効率を向上させるために,その三つの生産情報が生産管理の手法としてどのように使われるかを学ぶ.時間的側面の管理手法は「第 2
章 オペレーションズスケジューリング」で,量的側面の管理手法は「第 4章 在庫管理」で,それぞれ述べる.なお,物流的側面については独立した章ではなく,

2 序 章 本書の概要
関連項目(1.4および 1.5節,第 7章など)でとりあげる.また,生産システムの現状とディジタル化した生産管理手法を紹介する.第 2章では,第 1章に述べた生産情報の時間的側面の管理手法であるオペレーションズスケジューリング(日程計画)を解説する.オペレーションズスケジューリングとは,製品を生産する際に,いつ,どの生産設備(機械)で,どの作業者が,いかなる作業を行うかの情報を詳細に決定することである.第 2章でとりあげる手法はすべて実数値をもとに最小(もしくは最大)となる状態を解析する最適化解法である.第 3章では,第 2章で解説したスケジューリングの問題を題材とし,最適化解法の一般的な問題に適用可能なものをとりあげる.第 3章で示した解法は,「第 2章オペレーションスケジューリング」,「第 4章 在庫管理」,「第 6章 品質管理法」の各分野にも適用可能である.このように,本書で解説する最適化解法は,対象の領域がそれぞれ異なっているが,第 3章ではあらゆる組合せ問題にも対処できるように,より一般化して解説している.第 4章では,第 1章に述べた生産情報の量的側面の生産管理手法である在庫管理をとりあげる.在庫管理の手法は,「第 3章 最適化解法」や「第 5章 オペレーションズリサーチの手法」と関連する.そのため,在庫管理をオペレーションズリサーチの手法の一つとしてとりあげている書籍もあるが,本書では在庫の役割と目的を含めて在庫管理の手法を解説する.第 5章では,生産設備の更新問題や物品交換理論および生産ラインバランシング問題などに適用されるオペレーションズリサーチの手法をとりあげる.オペレーションズリサーチとは,生産や経営上の諸問題に対して,最適な意思決定問題を解決するための数学的な解法の一つである.したがって,「第 2章 オペレーションズスケジューリング」,「第 4章 在庫管理」や「第 6章 品質管理法」にも関連し,本書で解法の一部を提供している.生産合理化の目標は,納期,品質,原価に要約され,目標の達成には,三つの管理手法,すなわち生産管理,品質管理,原価管理を調和して適用しなければならないといわれている.第 6章では,品質に着目して,品質管理における管理図について詳しく解説する.第 6章は,「第 3章 最適化解法」や「第 5章 オペレーションズリサーチの手法」から適用可能な分野もある.第 7章では,テイラーシステム,フォードシステムおよびジャストインタイムシステムなどをそれぞれの時代に提唱されてきた生産システムを歴史的観点とともに解説する.また,米国の金融危機により不況になった原因を明らかにし,新しい生産システムの考え方を提案する.

3
第 1 章生産管理と生産システム
本章では,はじめに生産システムの基本となる生産活動について,その定義および管理について解説する.人間生活および社会活動の維持には,食料,衣服,サービスなど,さまざまなモノが必要となる.モノをつくり出す活動を生産活動というが,ここでは,付加価値を生み出す観点での生産活動も解説し,サービスを提供することも生産活動の一つであることに注目したい.秩序ある生産活動を維持し,生産業務として遂行するには,生産活動の管理が重要である.ここでは生産業務と必要な生産管理サイクルを解説し,生産管理の目的および生産組織における役割を明らかにする.さらに,生産活動を維持するシステムについて,その概念と形態を解説して,現代までにさまざまに提唱された効率的な生産システムを紹介する.また,最近になっていちじるしくディジタル化された情報は,生産システムの維持とコスト減に不可欠な存在である.第 1章の最後では,ディジタル化された情報を活用する新しい生産管理手法を紹介する.
1.1 生産と情報
ここでは,生産とは何かを知るため,生産の定義と内容および生産活動における情報を述べる.また,付加価値を生み出す観点での生産の定義についても解説する.
1.1.1 生産活動と情報
人間は古くから生産活動にかかわっている.たとえば,米の栽培・収穫・貯蔵・精米・炊飯なども生産活動といえる.その活動のなかで米の貯蔵する場所を確保し,家族あるいは共同生活者の米の消費速度を考えて消費量を調節する行動は,在庫管理の業務に相当する.また,衣服は糸を紡ぎ,布を織って裁断し,裁縫してつくられるが,石器時代の人も,衣服をつくる前に,頭のなかで考えた形を何かに表現する方法をまず考えたはずである.たとえば,炭で石灰岩に描く方法が考えられるが,これは現在の製品設計における製図に相当する.

4 第 1 章 生産管理と生産システム
このように,精米業や繊維業から自動車産業に至るまでいろいろな生産活動が実施されている.また,物をつくるときには,情報が必要とされる.在庫管理では在庫量,需要予測や出庫状況などの入力情報により,発注量ほかの情報を出力する.製品設計ではその製品の大きさ,硬さや材質などの入力情報により,図面や仕様書などの情報を出力する.このような生産活動における情報を生産情報とよぶ.生産情報とは,生産活動において原料や材料(ハードウェア)など,目で見えるモノを動かす無形的なソフトウェアである.生産情報の観点では,在庫管理や製品設計などは,生産活動の効率や能率を向上させる方法を提供する.たとえば,1.5.1項で紹介する新しい管理手法であるサプライチェーンマネジメント(supply chain management,SCM)では,システムのなかを物流(物の流れ),情報流(情報の流れ),商流(お金の流れ)と三つの流れに分けているが,情報流がとりわけ重要視されている.
1.1.2 生産の定義と内容
伝統的な生産の定義は,カール・マルクス(1818–1883)の定義によると,土地や天然資源である自然と,肉体的・頭脳的人間技術である労働と,再生産を行うための経済財,と三つの主要素からなる.現在の生産の定義は,図 1.1に示すように,労働力を使い,生産対象(原料・材料)や前述した在庫管理や製品設計などをインプットし,変換工程で生産的手段や情報的手段を使い,価値のある有形物や無形物(サービス)に変換してアウトプットすることである.アウトプットの内容は図 1.1に示すように,有形物である自動車やコンピュータなどの製造,または無形物,すなわち商品そのものに価値をつけない商品の輸送,小規模に売る小売,コンサルタント(経営の指導),コンピュータのソフトウエア(プログラム)の開発などである.アウトプットでは,生産効率を考え,デザイン,時間節約,場所移動,所有欲,新
図 1.1 生産の定義

1.1 生産と情報 5
しい情報および人を楽しくする仕掛けなどの効用(utility)を産出する.効用とは,人間が消費することによって得られる満足の度合いを指し,主観的尺度で表されるので,定量が困難である.それぞれの製品から産出される効用の例を表 1.1に示す.
表 1.1 アウトプットによる効用の例効 用 製 品
デザイン 衣服,宝石,自動車時間節約 電話,航空機,新幹線,自動車場所移動 輸送,自動車,航空機,新幹線所有欲 家,宝石,自動車新しい情報 インターネット,コンピュータ,テレビ人を楽しくする テレビゲーム,インターネット,テレビ,仕掛け コンピュータ
1.1.3 付加価値活動の観点からの生産
ここでは,付加価値活動の観点から,生産の新しい定義を紹介する.人間は他人に役立ちたい,あるいは便利さを与えたいという利他の心によって,物をつくり,つくった物に価値をつけたいという欲求をもっている.人に役立つ,あるいは便利にする新しいアイディアを形に表す活動も生産行為といえる.たとえば,洗濯機のごみ取りネットは,目の細かいネットにうきを取り付けて洗濯槽に浮かべて水中の糸くずを回収する.ネットとうきという別個の物を一つに組み合わせることで,洗濯で使う価値がある有形物となる.また,ゴルフバッグを専門に運ぶ宅配便は,ゴルフ場との往復が手ぶらとなり,ゴルフをする人に便利なサービスという無形物で人に役立つ.いずれも多くの人々が利用することにより,価値が認められたことになる.つまり,生産とは新しい価値をつけ加えるという活動,すなわち付加価値活動でもある.自動車の生産は,1.1.2項の生産の定義に基づくと,薄型鋼をプレス機械で曲げて溶接し,色を塗り,エンジンを積む,ことである.一方で,付加価値活動としての生産で考えると,鉄鋼材料が設計図で指定された形に整えられ,装置や部品を取り付け,精密に仕上げられた車の形へと構成されていくなかで,自動車としての価値が増すことになる.鋼材の価格は 2008年度では 1トンあたり 7万円~10万円であったが,自動車という形につくり上げられることで,1台あたり 100万円~700万円の価値がつけられる.

6 第 1 章 生産管理と生産システム
1.2 生産管理の概要
合理的な生産活動を行うには,生産業務が計画的かつ組織的に統制されていることが重要である.ここでは,生産業務の概要を示し,そのなかで業務が計画に沿って進められるための管理手法として,管理サイクルを紹介する.また,生産管理における目的と手段を示し,生産管理を行う意義を明らかにする.
1.2.1 生 産 業 務
まずは,生産業務の概要について説明する.図 1.2は,生産管理の基本業務を中心として,受注生産に対する生産業務の手順を示している.それぞれの業務は,使用される入力資料(インプット),業務名ならびに作成される出力資料(アウトプット)と並んでいる.また,需要を見越して生産する見込生産では,「新規受注」を「見込生産の決定」に置き換える.まず「新規受注」では,受注表を入力資料として用い,「総合計画」や「製造命令書」の資料を出力する.総合計画では,機能,品種,数量,価格,納期などを決める.新規受注に対しては,「設計」では過去の製品図面を蓄積した CAD資料を入力資料として使用し,設計部門で製品や部品を設計し,仕様書や CAD図面などの資料を出力する.仕様書とは,材質や製法などを記述していて,図面に付属した文書である.また,これらの出力資料は,「工程計画(手順計画)」の部門の入力資料にもなる.これ以降の業務は生産計画・管理の部門に入る.まず,生産計画の一部である基本業務の「工程計画(手順計画)」を実行する.工程計画では「設計」で作成された仕様書や CAD図面に加えて,標準資料を入力資料として使用し,工程図および工程表の資料を出力する.工程図は,作業番号,運搬,在庫,検査,機械名など,工程の流れをイメージできるように図で表し,「中・小日程計画」の作成に利用する.工程表は,工程名,作業名,標準作業時間,部品名,機械名などを表し,「原価管理」の資料として利用されている.次に,「工数計画」,「大日程計画」および「材料計画」の基本業務につなぐ.「工数計画」および「大日程計画」を作成するためには,工程余力表および基準日程計画を入力資料に使う.「工数計画」からは,設備計画および人員計画の資料を出力する.「工数計画」および「大日程計画」は,「中・小日程計画」を生産業務の基本とするために必要となる.「中・小日程計画」により作業予定表が出力され,「外注計画」,「発注計画」,「生産実施」,「原価管理」,「生産統制・照合」および「生産改善」

1.2 生産管理の概要 7
図 1.2 生産業務の概要図
の基本業務に入る.また,「生産実施」するための「差し立て指示」(1.3.2項参照)の出力資料を作成する.「原価管理」は管理部門の業務であるが,生産実施の状況をふまえて,改善の資料になる.なお,生産管理の四つの要素すなわち「生産計画」,「生産実施」,「生産統制・照合」,および「生産改善」の内容は,1.3節で詳細に説明する.

8 第 1 章 生産管理と生産システム
1.2.2 生産管理サイクル
一般的な事業の管理では,図 1.3に示すPDCAサイクルが用いられている.PDCA
サイクルとは,まず「計画(Plan)」を立て,この計画に対してその内容を正しく慎重に「実施(Do)」する.計画に合わない点があれば,ただちに計画に合うように「統制(Check)」を試みる.実施の後,計画と実績を比較して「照合(Check)」をする.計画と実績が合わない点があれば,「改善(Action)」に着手し,次期の計画に反映させる.このようにして管理サイクルが構成される.
図 1.3 一般的な管理サイクル
生産現場では,図 1.4のような管理サイクルができる.まず,「生産計画(Plan)」が作成され,その製品に約束された納入時期である納期が生産計画と一致していれば,ただちに「生産実施(Do)」をする.生産開始後,生産工程の進捗状況と生産計画とのかい離があるかどうかをチェックする.このチェックを「生産統制(Check)」という.生産終了後,生産計画と生産実績を「生産照合(Check)」し,改善点があれば「生産改善(Action)」を行う.また,これらのことを次期の生産計画に反映させる.このように生産管理サイクル,すなわち PDCAサイクルが構成される.
図 1.4 現場での生産管理サイクル

1.2 生産管理の概要 9
1.2.3 生産管理の目的
合理的な生産活動を達成するには,図 1.5に示す納期,品質,原価の三つ項目で管理目標を設定し,その目標を達成するために生産管理,品質管理,原価管理の三つの管理手法を調和して適用しなければならない.
図 1.5 生産合理化の目標
ここでは重要な生産管理について述べる.生産管理の目的は,まず生産する際の無駄を省き,効率的に生産を続けることにある.たとえば,品質水準の上昇を追求するあまり,納期を守らないような生産ではなく,納期に合わせて設計された品質水準での生産を維持するために,最大限に経済的な生産を行うことが生産管理で求められる.企業活動の一環として利益を生み出すために,生産は合理的にかつ経済的に実施されなければならない.また,新しい付加価値を備えた製品をつくり,設計で定めた仕様書の品質や計画した原価を実現し,かつ計画した数量の製品を計画した納期に納入するために,工場の資産すなわち知的労働力,工場設備,生産対象,生産情報などを実用的かつ合理的に活用させることも生産管理の目的の一つである.
1.2.4 生産管理の手法
生産管理という目的を実現するための手法として,時間的側面の管理手法(スケジューリング手法),量的側面の管理手法(在庫管理法),物流的側面の管理手法(レイアウト解法)があげられる.時間的側面の管理手法であるスケジューリング手法では,生産計画を立案し,各種製品や部品の納期を設定して,それらの納期を守りつつ,かつ納期に対して生産完了時間をあまり早くしすぎない方法を探る.つまり,納期を考慮した生産時間の最小化に主眼がおかれる.生産管理における「納期」は,製品の生産期間を短縮し(リードタイム短縮),また納期を確実に守る(納期に遅れない)という点で重要である.リードタイム短縮

10 第 1 章 生産管理と生産システム
により納期が早くなれば,販売部門の受注競合性で優位になるとともに,生産を始めた物品(仕掛品や製品在庫)の量が減るので,運転資金が減少し,資本回転率を上げるという好影響もある.さらに,納期を確実に守ることにより,顧客の信用度が高まるとともに,納期の遅れに対する損失額を少なくすることができる.また,資材から製品まで生産活動に関わる物の量を適正に調節し,調達,保管のコスト,物の欠乏による逸失利益,生産の回復までにかかる損失などを最小に抑えることで,生産における需要と供給のバランスをとる.これを量的側面の管理手法(在庫管理法)といい,第 4章で詳細に解説する.さらに,生産活動では,必ず人と物の移動が生じる.そこで,移動の最短距離を導入する解法が求められている.たとえば,与えられた空間を効果的に活用し,単位空間あたりの生産性をあげることにより,生産活動の効率化がはかられる.これを物流的側面の管理手法(レイアウト解法)という.
1.2.5 生産管理の役割
企業の経営方針として,毎期の販売計画を作成し,それに従って「どの製品を,何個,納期日までに生産する」という「計画」が決定されると,それに対する原材料の仕入や設備および工具類の準備を提示し,各事業所に仕事の予定を与え,それぞれの作業者に作業分配を行うことができる.生産活動を「実施」するなかで,毎日の原材料の入庫状態や作業の進捗状態などを「統制」し,「計画」と「照合」するのも生産管理の役割である.工場の職場の管理はもちろん,研究所,設計部門,検査部門,倉庫管理,購買(外注)部,輸送部門などの各部門も生産管理と密接に関連しているので,生産管理の役割はすべての生産部門に関する活動を統括するといえる.生産管理は,品質管理や原価管理の業務に直接に関係をもちつつ,納期や数量を統制して,通常の生産活動を物的な側面から全面的に統制する役割をもっている.また,生産は時間的合理性(納期)が求められることはもちろんであるが,価値の合理性(原価)や技術の合理性(品質)も考慮に入れて,統合的に管理されることが望まれる.
1.3 生産管理の機能
1.2節で紹介したように,生産管理は,生産計画,生産実施,生産統制・照合,および生産改善と四つの段階に大別される.ここでは,各段階をそれぞれ説明するとともに,生産管理を円滑に実行する組織についても考察する.

51
第 3 章
最適化解法
スケジューリング問題は,第 2章でも述べたように NP完全問題になる問題が多い.本章では,解法が難しいとされる NP完全問題について,コンピュータの計算時間を少なくするように工夫した「最適化解法」をとりあげる.ここでは一般の組合せ問題に対応する分岐限界法および動的計画法について,単一工程スケジューリングの例題を用いて解説する.
3.1 分岐限界法
ここでは,一般の組合せ問題の最適化解法として分岐限界法の特徴,分岐手続き,ノードの探索手順,下界(上界)値と適用可能問題を解説する.
3.1.1 分岐限界法の特徴
分岐限界法(分枝限定法ともいう,branch and bound method)は,一般的な制約条件つき最適化手法の一つであり,陰伏的列挙法(implicit enumeration)に属する解法の一つとして表すことできる.陰伏的列挙法とは,すべての実行可能解の集合を小さな部分解集合(ノード)に分けたなかで,以後不要となるノードを消去する手続きによって,実行可能解の集合を完全に列挙することなく,逐次計算の手数をはるかに減じられる手法であり,組合せ論的問題に対する最適解が得られる.分岐限界法は,すべての実行可能解の集合をノードに分ける「分岐手続き」と,それぞれのノードに対して,評価尺度(目標関数値)の下界(評価尺度を最小化する場合)または上界(評価尺度を最大化する場合)の値を計算する「限界手続き」とで構成される.既知の実行可能解に対する評価尺度より大きな下界値(または小さな上界値)をもつノードは,以後の分岐を行っても現時点の評価尺度よりよい値は得られないため,この分岐段階で消去される.そして,これらの手続きを繰り返し,どのノードに対する下界値よりも小さな(または上界値よりも大きな)評価尺度をもつ最適解が見つかるまで,分岐が続けられる.

52 第 3 章 最適化解法
3.1.2 分岐手続き
分岐手続きはいろいろ提案されているが,ここでは最新ノード探索手順(active
new search procedure)および境界ノード探索手順(frontier node search procedure)[2]について,それぞれ説明する.また,分岐手続きでは 4ジョブ単一工程スケジューリングの最小の下界値を探索する分岐図(図 3.1)を使用する.楕円はノードであり,ノードの中はスケジューリングの部分解の順序を表している.ノードの右上にある数値は,下界値を表し,左下にある数値はノードの作成順序である.下界値とは,最適解法の評価尺度を最小にする問題で,新しいノードがうまく分岐して実行可能解の値を得たとしても,その値より小さい評価尺度をもつ解は得られないという下限の値を示す.下界値より大きな評価尺度を解にもつノードは,以後の分岐を行っても現時点の解よりもよい解は存在しないので,このステージで消去される.なお,ここでの分岐手続きについては,それぞれのノードに対して下界値やノードが消去されるという前提で説明する.
3.1.3 最新ノード探索手順
( a ) 分岐の進展
図 3.1の最新ノード探索手順は,「分岐されたばかりのノードのなかで,最小の下界値(または最大の上界値)をもつノードを分岐していく.一つの実行可能解(試行解)に到達すれば,消去されていないノードならびに分岐済みのノードを除いて,最小の枝数で到達できるノードにもどる方法」である.まず,図 3.1のように順序づけがまだ決まっていない状態を表すノード Φから,
図 3.1 最新ノード探索手順

3.1 分岐限界法 53
分岐を進める.4ジョブの問題であるから,四つのノードに分岐できる.J1から J4
までのノードの下界値は,たとえば後述の式 (3.2)で計算したとすればそれぞれ 15,10,11および 12になるとする.ここでは最小化問題を取り上げているので,最新ノード探索手順では,分岐されたばかりのノードのなかで,最小の下界値をもつノードを分岐する.したがって,最小の下界値をもつノードとして,J2(下界値 10)を選ぶことになり,J2 から J1J2,J3J2 および J4J2 と,三つのノードが作成される.( b ) 最小下界値のノードの探索
ここでは,バックワード法(2.1.2項参照)を用いている.つまり,ジョブ J2 が最後に順序づけられ,その前に二つのジョブが順序づけられている状態を示している.これらのノード J1J2,J3J2 および J4J2 の下界値は,それぞれ 11,13および13とする.続いて分岐されたばかりのノード J1J2,J3J2および J4J2のなかで,最小の下界値をもつノードを探すと,J1J2(下界値 11)にたどりつく.( c ) 試行解の作成
そこで,対象ノードの J1J2を分岐すると,J3J1J2および J4J1J2と二つのノードが作成され,下界値 12および 13を得る.分岐されたばかりの二個のノード J3J1J2,および J4J1J2 のなかで,最小の下界値 12をもつ J3J1J2 を分岐すると,解として試行解 1のノード J4J3J1J2 が得られる.試行解1のスケジューリングの評価尺度は 12になる.( d ) ノードの消去
ここで,試行解 1の評価尺度 12以上をもつノードは消去される.ノードを消去する意味は,前述したように既知の実行可能解に対する評価尺度より大きな下界(または小さな上界)をもつノードは,以後の分岐を行っても現時点の解よりもよい解は出ないので,このステージで消去される.試行解 1に到達しているので,消去されていないノードならびに分岐済みのノードを除いて最小の枝数で到達できるノードである.作成順序 3のノード J3(下界値 11)に戻る.( e ) 最 適 解
ノード J3から,ノード J1J3,J2J3および J4J3が作成され,ノードの下界値はそれぞれ 12,11,13とする.そのなかで最小の下界値 11をもつ J2J3が分岐対象ノードとなり,ノード J1J2J3 と J4J2J3 が作成される.ノード下界値はそれぞれ 12と14とする.ここで,試行解 1(J4J3J1J2)の評価尺度 12未満の下界値をもつノードがなくなり,試行解 1は最適解になる.評価尺度 12の最適解がすべて必要であれば,評価尺度 12の解ができるまで分岐限界法の手続きをそのまま続ければよい.

54 第 3 章 最適化解法
3.1.4 境界ノード探索手順
( a ) 分岐の進展
図 3.2の境界ノード探索手順は,「消去されていないノードならびに分岐済みのノードを除いて,最小の下界値(または最大の上界値)をもつノードを分岐していく方法」である.図 3.2は,図 3.1で使用した同数値を使う.
図 3.2 境界ノード探索手順
まず,最新ノード探索手順と同様に,順序づけがまだ決まっていない状態を表すノード Φから分岐を進める.4ジョブの問題であるから,四つのノードに分岐できる.ノード J1から J4までの下界値は,それぞれ 15,10,11および 12とする.今回も最小化問題を取り上げているので,境界ノード探索手順では,消去されていないノード(現在,消去したノードはない状態)のなかで最小の下界値をもつノードを分岐する.最小の下界値をもつノードは J2 になり,J2 から J1J2,J3J2 およびJ4J2 と,三つのノードに分岐される.それらのノードの下界値は,11,13および13とする.( b ) 最小下界値のノードの探索
つづいて,境界ノード探索手順を使用しているので,消去されていないノードならびに分岐済みのノード J2を除いて,ノード J1,J1J2,J3J2,J4J2,J3および J4
のなかで,最小の下界値をもつノードを探索する.ここでは,最新ノード探索手順と異なり,Φから開いたすべてのノード(J1,J3,J4も含む)も対象となることを注意しなければならない.ここでは,作成順序 5のノード J1J2および作成順序 3のノード J3 が最小の下界値 11をもつノードであり,どちらかを選ぶ.このステージでは,解に早く到着する
3.1 分岐限界法 55
J1J2を選ぶ.したがって,対象ノード J1J2を分岐し,ノード J3J1J2および J4J1J2
が作成され,下界値は 12および 13になる.分岐済みのノード J2および J1J2を除いて,ノード J1,J3J1J2,J4J1J2,J3J2,J4J2,J3 および J4 のなかで,最小の下界値をもつノードを探す.( c ) 試行解 1の作成
作成順序 3のノード J3 の下界値が 11と最小であり,その下に J1J3,J2J3 および J4J3 と三つのノードが作成され,下界値は 12,11および 13になる.ふたたび最小の下界値を探すと作成順序 11のノード J2J3(下界値 11)になる.J2J3 からノード J1J2J3および J4J2J3が作成され,下界値 12 および 14を得る.最小の下界値 12のノード J1J2J3 を分岐すると,解として試行解 1のノード J4J1J2J3 および評価尺度 13が得られる.( d ) ノードの消去および最適解
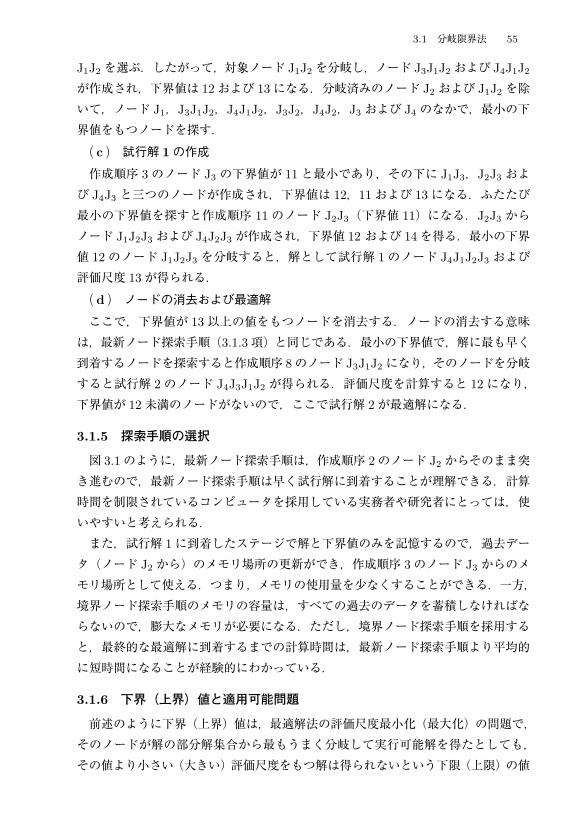
ここで,下界値が 13以上の値をもつノードを消去する.ノードの消去する意味は,最新ノード探索手順(3.1.3項)と同じである.最小の下界値で,解に最も早く到着するノードを探索すると作成順序 8のノード J3J1J2になり,そのノードを分岐すると試行解 2のノード J4J3J1J2 が得られる.評価尺度を計算すると 12になり,下界値が 12未満のノードがないので,ここで試行解 2が最適解になる.
3.1.5 探索手順の選択
図 3.1のように,最新ノード探索手順は,作成順序 2のノード J2からそのまま突き進むので,最新ノード探索手順は早く試行解に到着することが理解できる.計算時間を制限されているコンピュータを採用している実務者や研究者にとっては,使いやすいと考えられる.また,試行解 1に到着したステージで解と下界値のみを記憶するので,過去データ(ノード J2 から)のメモリ場所の更新ができ,作成順序 3のノード J3からのメモリ場所として使える.つまり,メモリの使用量を少なくすることができる.一方,境界ノード探索手順のメモリの容量は,すべての過去のデータを蓄積しなければならないので,膨大なメモリが必要になる.ただし,境界ノード探索手順を採用すると,最終的な最適解に到着するまでの計算時間は,最新ノード探索手順より平均的に短時間になることが経験的にわかっている.
3.1.6 下界(上界)値と適用可能問題
前述のように下界(上界)値は,最適解法の評価尺度最小化(最大化)の問題で,そのノードが解の部分解集合から最もうまく分岐して実行可能解を得たとしても,その値より小さい(大きい)評価尺度をもつ解は得られないという下限(上限)の値

56 第 3 章 最適化解法
を表す.評価尺度最小化(最大化)の問題とは,評価尺度の最小化,または最大化する解を求めることを意味していて,それぞれの問題で異なった計算式が得られる.分岐限界法は,次のような問題に対して最適解の導出のために適用できる.(1) グラフネットワークに関する問題
最短経路問題,巡回セールスマン問題,最大フロー問題など.(2) スケジューリング問題
ジョブショップスケジューリング問題,フローショップスケジューリング問題,ラインバランシング問題など.
(3) 最適割当ておよび配置などに関する問題ナップザック問題,取替問題,工場レイアウト問題,集合カバー問題など.
3.2 分岐限界法のスケジューリング問題への適用
ここでは,単一工程スケジューリングのモデル [3]を取り上げて,分岐限界法の解法を説明する.
3.2.1 適用するスケジューリングのモデル
単一工程スケジューリングのモデルでは次の①~④が前提条件となる.
① n個のジョブが連続的に使用可能な単一生産設備によって生産される.② すべてのジョブ Ji (i = 1, 2, · · · , n)には,加工時間 pi,納期 diが与えられており,変動はないものとする.③ 各ジョブの段取り時間は,ジョブの処理順序にかかわらず一定で,加工時間に含められる.④ すべてのジョブは,他のジョブに割り込まれることなく加工完了する.
評価尺度は表 2.2で定義した総絶対納期ずれ時間 LAを採用する.
LA =
n∑i=1
|Li(Ci)| =n∑
i=1
|Ci − di| (3.1)
ただし,Ci:ジョブ Ji (i = 1, 2, · · · , n)の加工完了時刻,n:ジョブ数,Li(Ci):Ji の加工完了時刻 Ci のもとでの納期ずれ時間とする.以上のスケジューリングモデルをガントチャートで表せば,図 3.3のように示すことができる.たとえば,最初に加工するジョブ J1 の評価尺度の絶対納期ずれ時間は,LA1 = |C1 − d1| = d1 − C1 � 0となり,また,一般的のジョブ Ji の絶対納期ずれ時間も正になる.このスケジューリングの評価尺度は,加工完了時刻と納期の差の絶対値の総和となる総絶対納期ずれ時間 LA を最小化することがここで扱うスケジューリング問題の目的である.総絶対納期ずれ時間が 0となるスケジューリ

83
第 5 章オペレーションズリサーチの手法
オペレーションズリサーチは,生産活動や経営上の諸問題に対して,科学的および数学的に最適解を求める意思決定の行為の一つとして生まれた.ここでは,設備更新問題や物品交換理論,ラインバランシング問題および待ち行列問題をとりあげて,生産活動に適用される「オペレーションズリサーチの手法」を解説する.ラインバランシング問題の手法については,再帰関係式を用いた動的計画法の応用による解法も紹介する.
5.1 設備更新問題
ここでは,設備更新問題の意味を解説し,設備更新問題の最適解法の解析方法を紹介する.
5.1.1 設備更新問題の意味
最近の工場で発生する事故の一因として,リストラ(人員整理)による要員の減少や工場施設の老朽化などがあげられている.ここでは,工場施設の投資を考える際のオペレーションズリサーチの手法である工場設備の更新問題をとりあげ,工場における管理レベルの向上策を示す.ここでとりあげる更新(renewal)問題は,設備管理の一環である取り替え(re-
placement),合理化や能力改善の意味を含む.また,更新と保全は同じ意味の語として用いる.設備管理は PMといわれているが,現在では予防保全(preventive maintenance)としてではなく,生産保全(productive maintenance)としての意味として使われるようになっている.つまり,予防的な保全による生産の損失額を少なくするよりも,生産性を高めるような積極的な意義をもつようになった.設備は必ず老朽化または陳腐化する.老朽化とは,設備そのものが劣悪化することで,時間経過にともない生産性が落ちたり,運転費用が増加したりする現象を指し,金額で表すことが多い.また,陳腐化は,新設備などの出現により相対的に性能が劣ってしまうことである.

84 第 5 章 オペレーションズリサーチの手法
設備更新問題の比較で使われる有効さの評価尺度は,5.1.2項で解説するように,各方針の関連費用の現在価値あるいは未来費用の割引金額(discounted value)で示される.割引金額とは,設備管理方針を決めるための金額であり,その金額を複利に運用し,未来の支払い金額と同等になる.
5.1.2 設備更新問題の解析
( a ) 解 析 法
設備費用 P 円の設備を n期で更新する場合の設備費用と運転費用の関連を図 5.1
に示す.図 5.1は,運転費用 Ai (i = 1, 2, · · · , n)を各期末に支払い,同じ設備を n
期で更新するモデルである.このモデルは運転費用の単調増加を前提条件として,運転費用を期末に支払いするモデルである.運転費用は設備の老朽化により,一般的には期の経過に従って増大していく.
図 5.1 設備費用と運転費用
第 1期の運転費用A1はそのときの支払う金額(未来費用)で,各期の利子率を r
とすると,現在価値または割引金額 A1′ は
A′1 =
A1
1 + r
で表され,両辺に (r + 1)をかけると,1期後の未来費用は次のように表される.
A1 = A′1(1 + r)
つまり,第 1期に支払う運転費用 A1 の現在価値 A1′ は,A1
′ の金額を複利で運用することで,未来の支払い金額と同等になる.A1
′ は通常では A1 よりも小さい金額になる.次に A2 の現在価値を A2
′ と表すと
A′2 =
A2
(1 + r)2
となり,2期後の未来費用は次のように表される.
A2 = A′2(1 + r)2

5.1 設備更新問題 85
よって,1サイクル(n期)中の設備費用と運転費用の総費用 C1 は
C1 = P +A1
1 + r+
A2
(1 + r)2+ · · ·+ An
(1 + r)n= P +
n∑i=1
Ai
(1 + r)i
と表すことができる.次に 2サイクル(n期)を解析する.第 n期の最終にあたる第 (n + 1)期のはじめに,設備を更新するので,そのときの設備費用 P の現在価値は
P
(1 + r)n
になる.また,第 (n + 1)期における運転費用の現在価値は新しい設備の運転費用であるから,新たに A1 を支払うので
An+1′ =
A1
(1 + r)n+1
になり,一般項の第 (n+ i)期においては
An+i′ =
Ai
(1 + r)n+i
で表すことができる.したがって,第 2サイクルの稼動期間である第 (n+ 1)期から第 2n期までの n期間の未来費用の現在価値 C2 は次のように表される.
C2 =P
(1 + r)n+
A1
(1 + r)n+1+
A2
(1 + r)n+2+ · · ·+ An
(1 + r)2n
=P
(1 + r)n+
n∑i=1
Ai
(1 + r)n+i
したがって,n期間で更新する設備費および運転費用の総費用の現在価値Hn は
Hn = C1 + C2 + · · ·
=
{P +
A1
1 + r+
A2
(1 + r)2+ · · ·+ An
(1 + r)n
}+
{P
(1 + r)n+
A1
(+r)n+1+
A2
(1 + r)n+2+ · · ·+ An
(1 + r)2n
}+ · · · · · · · · ·
で表すことができる.この式を単純化すると
Hn = C1 + C2 + · · ·
=
{P +
n∑i=1
Ai
(1 + r)i
}+
1
(1 + r)n
{P +
n∑i=1
Ai
(1 + r)i
}+ · · ·

86 第 5 章 オペレーションズリサーチの手法
となり,かっこ内はすべて等しいので,Hn は等比級数
Hn =
P +n∑
i=1
Ai
(1 + r)i
1− 1
(1 + r)n
(5.1)
を得る.ここで,分母のなかの 1/(1 + r)n は等比級数の公比である.ここでは,Ai が単調増加(Ai � Ai + 1)と仮定したので,
Hn+1 > Hn, Hn < Hn−1 (5.2)
が成立するとき,第 n期ごとの更新は,第 (n + 1)期ごとの更新よりもよくなる.いいかえれば,Hnが最小のとき,その n期ごとの取り替えが最適であるといえる.また,ここまでは運転費用 Ai を期末に支払いするモデルであった.運転費用 Ai
が各期首で支払われるとするとき,式 (5.1)は
H ′n =
P +n∑
i=1
Ai
(1 + r)i−1
1− 1
(1 + r)n
(5.3)
に書き換えられ,H ′n はHn より一般に大きくなる.
( b ) 例 題
設備更新問題の理論を理解するために,次の簡単な例題をあげる.たとえば,設備費 P = 100,第 i期の設備の運転費用を Ai = 20 · (i− 1)として,期とともに運転費用は多くかかるとする.r = 0.02とおくと,期末に運転費用を払うとした式 (5.1)の計算は表 5.1のように表すことができる.
表 5.1 設備更新期間の例題(期末払)
期間n
費用Ai
1
(1 + 0.02)iP +
n∑
i=1
Ai
(1 + 0.02)i1 − 1
(1 + 0.02)nHn
1 0 0.9804 100 0.0196 5102.0
2 20 0.9612 119.2 0.0388 3072.7
3∗ 40 0.9423 156.9 0.0577 2719.6
4 60 0.9238 212.3 0.0762 2786.6
5 80 0.9057 284.8 0.0943 3020.1
表 5.1の第 1行は,Hn を求められるための式 (5.1)の各項を示している.第1列 nは,更新期間を表している.第 1列 nの第 2行は,n = 1になる.第 2列Aiは,更新期間 nに対しての運転費用を表し,n = 1に対しては Ai = A1になる.図 5.1に示しているように,期末に運転費用を払うようにしているので,値は n = 1に対して A1 = 0となる.

145
索 引
英数先頭
CAM 18
CO2 排出量 130
DP 62
EDD 37
EMS 23
EOQ 72
IE 16
IT 18
JIT 18
LPT 35
MRP 17
NP 34
NP完全問題 34, 45
OEM 22
QCサークル 125
SCM 19
SPT 36
(S, s)方式 81
U字型レイアウト方式 125
あ 行
アウトソーシング 22
後工程引き取り生産方式 121
安全在庫量 80
あんどん 124
異常原因 109
一斉交換方策 89
一般的職長制度 13
移動組立法 120
インテグラル型 129
上側管理限界線 109, 111
運転費用 84
エイカーの図的最適化解法 45
エレクトロニクス部品製造サービス23
押し出し生産方式 121
オペレーションズスケジューリング25
オペレーションズリサーチ 83
か 行
改善の遅れによる損失 71
外注計画 6
価格調整動機 71
科学的管理法の諸原理 117
科学的賃率決定法 115
科学的動作研究 118
課業 116
課業管理 116
課業制度 116
過剰生産能力 127
稼働あんどん 124
間欠生産 16
ガントチャート 29
かんばん方式 18, 121
管理限界線 111
管理サイクル 8
管理図 107
簡略化ラベリング法 95
機械設備の特殊化 119
機械的な労働化 119
擬似動的計画法 94
キャッシュフロー 21, 120
境界ノード探索手順 52
均等化指数 92
偶然原因 109
組立生産 16
経営工学 16

146 索 引
計画部門 116
経済財 14
経済的発注量モデル 72
下界値 52
限界手続き 51
原価管理 6
現在価値 84
工具の特殊化 119
工場管理法 116
工場の特殊化 119
更新問題 83
工数計画 6
工程計画 6
購入価格 76
購入価格分岐量 76
効用 5, 14
互換性部品 119
個性差別化 130
個別生産 16
混合交換方策 87
コンピュータ援用製造 18
さ 行
サーブリック 118
再帰関係式 63, 94, 95
サイクルタイム 91
在庫循環図 69
最小作業時間順 36
最小総費用 75
最新ノード探索手順 52
最早納期順 37
最大作業時間順 35
最大滞留時間 31
最適解 31
最適化解法 25
最適能率 117
最適発注時間間隔 75
最適発注量 74
最適物品交換方策 90
材料計画 6
作業管理 117
作業時間 91
作業の科学 117
差し立て指示 7
サービス活動 14
サービス分布 103
サブプライムローン 126
サプライチェーンマネジメント 19
差別的出来高払制度 116
産出高 15
散布図 107
時間研究 117
試行解 53
時刻中心モデル 105
事後交換方策 88
資材所要量計画 17
市場生産 14
事象中心モデル 105
下側管理限界線 109, 111
実行可能集合 94
実行可能スケジューリング 31
失敗時の損失負担 116
自働化 123
指導票制度 116
品切れ損失 71
シミュレーション 101
シミュレーション法 45
ジャクソンの定理 58
ジャストインタイムシステム 18, 120
周期点変動 113
自由財 14
重農主義 14
受注生産 16
寿命分布 89
需要変動動機 71
準最適解 94
上界値 52
情報技術 18
情報流 4
商流 4
職能的職長制度 14, 116
職場の特殊化 119
職務拡大 125
ショップ 27
索 引 147
ジョブ 27
ジョブショップスケジューリング27, 45
ジョンソンの定理 39
ジョンソンの問題 39
新規受注 6
推測 115
スケジューリング問題の表示例 33
ステーションタイム 91
スミスの解法 38
成功時の高賃金 116
生産改善 6, 12
生産管理 9
生産管理サイクル 8
生産業務 6
生産計画 11
生産指示かんばん 121
生産システムの構造的側面 15
生産システムの手続的側面 15
生産システムの変換的側面 15
生産実施 6, 12
生産照合 6
生産性 14
生産調整動機 71
生産統制 6, 12
生産の標準化 119
静的スケジューリング問題 27
製品の単一化 119
製品リードタイム 21
制約条件 33
整流化 129
設備更新問題 83
設備費用 84
セル生産方式 16
総均衡遅れ 91
総作業時間 91
総絶対納期ずれ時間 56
総納期遅れ時間 64
総納期遅れ費用 62
総費用 73
総遊休時間 91
損益分岐点 127
た 行
第一次産業 14
第 1種の誤り 111
大気汚染防止 130
第三次産業 14
第二次産業 14
第 2種の誤り 111
大日程計画 6
タウンハルシー制度 116
多項式オーダー 34
単一工程スケジューリング 27, 56
単一窓口 103
タンデム型 103
段取り替時間の短縮 124
チェックシート 107
中・小日程計画 6
調達費用 71
直列型複数窓口 103
提案制度 125
定期発注方式 80
定量発注方式 72
出来高払制私案 115
手順計画 6
手待時間 30
伝習的方法 115
動作研究者 117
到着分布 103
動的計画法 26, 62
動的スケジューリング問題 27
投入高 15
特性要因図 107
な 行
成り行き制度 116
人間性重視 124
納期 9
ノード 51
は 行
廃棄物の削減 130
バックワードスケジューリング法 29

148 索 引
バックワード法 29
発見的方法 93
発注計画 6
パレート図 107
引き取りかんばん 121
非決定的多項式完全問題 34
ヒストグラム 107
一人生産方式 16
非平準化生産方式 122
ヒューリスティクス法 93
評価尺度 28, 31
標準作業時間 117
標準的諸条件 116
品質管理法 107
フォード主義 118
フォワードスケジューリング法 29
フォワード法 29
付加価値 13
付加価値活動 5
プッシュシステム 121
物流 4
部品中心生産方式 17
部品の規格化 119
部分解集合 51
プルシステム 121
プロジェクトスケジューリング 26
フローショップスケジューリング 27
プロセス生産 16
分解生産 16
分岐限界法 26, 51
分岐図 52
分岐手続き 51
平滑化指数 91
平均処理時間 31
平均滞留時間 31
平準化生産方式 122
並列型複数窓口 103
変換工程 4
編成効率 91
保管費用 71
補充発注方式 80
補助要求用ひも 124
ま 行
待ち行列モデル 101
待ち行列モデルの表記法 103
待ち行列問題 101
窓口数 103
見込生産 16
無形物の産出 14
目で見る管理方式 124
目標関数 91
モジュラーデザイン生産方式 130
モジュール化 21
モジュール生産方式 18, 128
や 行
遊休時間 30
有形物の産出 14
要素的賃率決定法 115
ら 行
ライン停止権限 124
ライン停止用ひも 124
ラインバランシング 26
ラインバランシング問題 56, 91
ラベル値 95
ランチャート 107
列挙法 34
連続生産 16
わ 行
ワークステーション 92
ワークステーション数 91, 92

例解 生産システム情報学 © 宮﨑茂次 2010
2010 年 5 月 31 日 第 1 版第 1 刷発行 【本書の無断転載を禁ず】
著 者 宮﨑茂次発 行 者 森北博巳発 行 所 森北出版株式会社
東京都千代田区富士見 1-4-11(〒 102-0071)電話 03-3265-8341 / FAX 03-3264-8709http://www.morikita.co.jp/日本書籍出版協会・自然科学書協会・工学書協会 会員 <(社)出版者著作権管理機構 委託出版物>
落丁・乱丁本はお取替えいたします 印刷 /エーヴィス・製本 / 協栄製本
Printed in Japan/ ISBN978-4-627-92031-6
著 者 略 歴宮﨑 茂次(みやざき・しげじ)1970 年 東京工業大学大学院理工学研究科修士課程修了1988 年 大阪府立大学工学部助教授1990 年 岡山大学工学部教授2005 年 岡山大学大学院自然科学研究科教授 現在に至る 工学博士