工具機振動噪音量測 暨診斷分析技術 ·...
TRANSCRIPT

產情趨勢
創新研發
驗證技術
精選論文
97
科研成果
工具機振動噪音量測暨診斷分析技術
車輛中心 技術服務處 黃敏祥
工具機因其工業應用層面廣,一直以來素有「機械之母」之稱,過去主要應用於各類機械設
備與金屬零件等傳統加工製造,近幾年已被大量應用於生醫及綠能產業,各類工具機的應用開發
與國家產業發展息息相關,也是全球工業的重要命脈與重要基礎。製造業一直是我國經濟發展之
主軸,即使近幾年國內經濟環境改變與產業結構快速調整等變異,無論在簡易零件製造或電子、
電機、航太產業等精密機械加工,工具機都是帶動台灣經濟發展不可或缺的角色,更有長期研究
台灣產業發展的學者提出「沒有一流的工具機,就沒有一流的製造業」之重要概念。
就工具機產品開發與銷售面,隨著全球化貿易發展,市場競爭除了與韓國、西班牙等技術、
售價水準相近國家短兵相接外,同時也面臨東歐、東南亞與中國大陸等後進競爭者挑戰,台灣工
具機業者面臨如此困境,如何掌握關鍵成長契機與產業轉型升級為刻不容緩之議題;工具機產品
於設計開發、驗證與產品測試過程中,由於控制系統整合及週邊加值軟體技術不易發展,大幅影
響國內工具機產業競爭力;為突破目前困境,國內工具機製造商無不投入心力提升自身製造品質
要求,希能針對問題加以改良,期提高產品加工精密度與可靠度,朝向高速、高精度、複合化,
以提高產品附加價值,並進行產業轉型邁入高階機種市場。
本文主要整理出工具機常見的振動或噪音現象及其對應的頻率特性,並以實際案例輔以說明
立式車床噪音問題診斷技術,透過感應器量測並搭配訊號處理方法解析問題,可建置系統化診斷
流程;未來更可協助國內業者透過感測器安裝以記錄產品運轉過程因相關元件磨損或缺陷所產生
的振動特性異常,並達到即時預知、監控數位化與製程最佳化,以達減少重工、提升效率、生產
力等效益。
壹、工具機轉動故障型態
工具機在加工運轉過程中,加工狀態主要
受溫度、潤滑、工件狀態與控制系統等關鍵參
數影響,各項參數所貢獻之能量亦反映出機台
不同程度的加工品質。由於產品線現場的加工
品質或狀態受限於環境或訊號響應不夠敏感,
上述參數不易即時檢出;而振動或噪音是綜合
上述參數所表現出的綜合物理現象,透過該訊
號解析係目前公認最具效率之方法之一,以下
簡要說明工具機運轉不良之振動特徵:
一、 轉軸平衡不良
當轉動件慣性軸心線與轉動軸心線不在同

產情趨勢
創新研發
驗證技術
精選論文
98
科研成果
▲圖 1:轉軸平衡不良之振動頻率特徵
▲圖 2:轉軸對心不良及軸彎曲之振動特徵
▲圖 3:工具機機件鬆脫之振動特徵
一直線上時,即為平衡不良,造成此現象原因
主要包括組裝不當、加工製造公差、運轉變形
或磨耗等因素;其對應的振動頻譜特徵 如圖 1
所示,主要發生於 1 倍轉速下,振動方向通常
發生於徑向,軸向振幅遠小於徑向之 2 倍、3
倍以上。
二、 對心不良或軸彎曲問題:
圖 2 為轉軸對心不良及軸彎曲之振動特
徵示意圖,對心不良是指軸心聯結在一起的兩
台設備,其運轉中心線不在同一直線上,容易
造成軸承、軸封或聯軸器提早損壞;其振動頻
率主要發生在 1 倍、2 倍與 3 倍的轉速上,且
振動方向同時來自於徑向與軸向。此外,若在
軸中心處產生彎曲,會造成 1 倍轉速頻率的振
動,而靠近聯軸器的彎曲現象則會造成 2 倍轉
速頻率振動,其振動方向主要發生於軸向。
三、 機械鬆脫與轉軸摩擦問題
圖 3 為工具機機件鬆脫之振動特徵示意
圖,當機件鬆脫時,頻譜均會顯示明顯的1倍、
2 倍、3 倍….7 倍或更高的轉速頻率,且徑向
與軸向皆有相同特徵;而轉軸摩擦通常會激發
轉速頻率之諧頻,如 1/2、1/3、1/4…. 等轉速
倍頻。
四、軸承損壞問題
圖 4 為軸承損壞特徵頻率示意圖,軸承
損壞振動頻率與各元件尺寸有關,且會因滾珠
滑動及實際滾動直徑的差異而有所偏差,且內
外環的損壞頻率可能不止一處,一般若無實際
元件尺寸時,可用下列方式概估:
內 環 滾 珠 通 過 頻 率 (Ball Pass
Frequency Inner race, BPFI):
其中 N_b 為滾珠數量、B_d 為滾珠外
徑、P_d 為節圓直徑、θ為接觸角。
滾 珠 通 過 外 環 頻 率 (Ball Pass
Frequency Outer race, BPFO):
產情趨勢
創新研發
驗證技術
精選論文
99
科研成果
▲圖 4:軸承損壞特徵頻率
▲圖 5:齒輪振動特徵頻率
保 持 器 基 本 頻 率 (fundamental train
frequency, FTF):
滾 珠 轉 動 頻 率 (ball spin frequency,
BSF):
軸承元件損壞時,大部分均會產生諧
頻 (harmonic) 並伴隨著轉速之旁波 (side
band)。
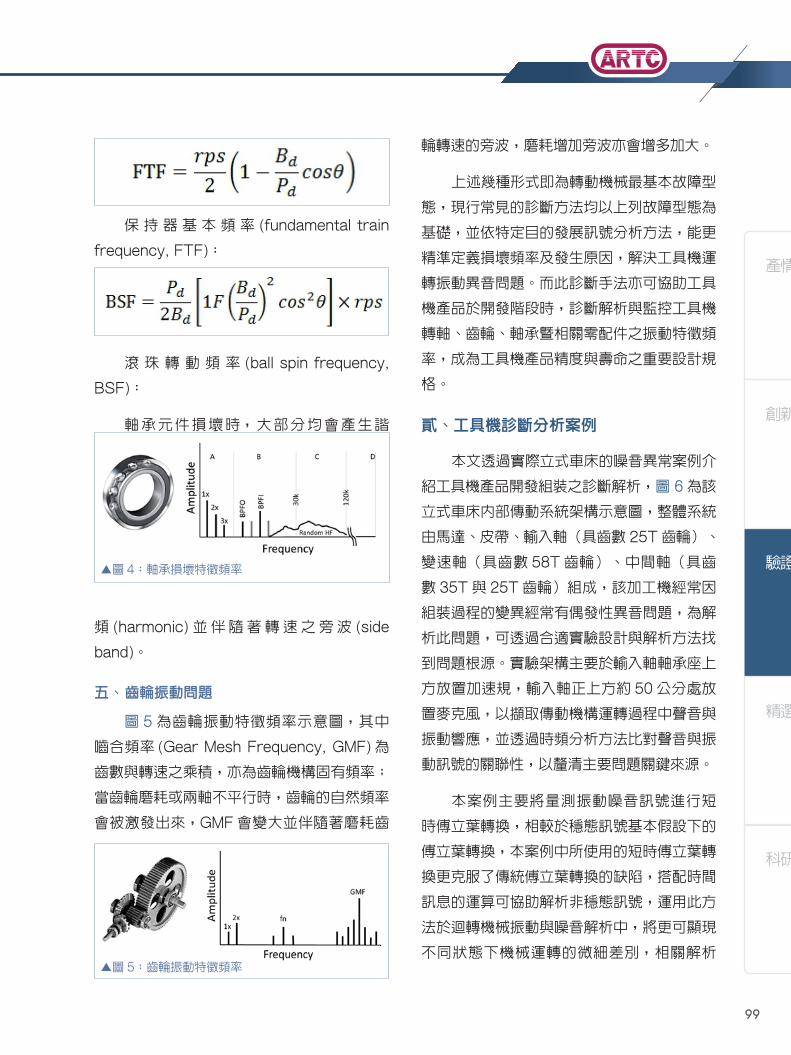
五、 齒輪振動問題
圖 5 為齒輪振動特徵頻率示意圖,其中
嚙合頻率 (Gear Mesh Frequency, GMF) 為
齒數與轉速之乘積,亦為齒輪機構固有頻率;
當齒輪磨耗或兩軸不平行時,齒輪的自然頻率
會被激發出來,GMF 會變大並伴隨著磨耗齒
輪轉速的旁波,磨耗增加旁波亦會增多加大。
上述幾種形式即為轉動機械最基本故障型
態,現行常見的診斷方法均以上列故障型態為
基礎,並依特定目的發展訊號分析方法,能更
精準定義損壞頻率及發生原因,解決工具機運
轉振動異音問題。而此診斷手法亦可協助工具
機產品於開發階段時,診斷解析與監控工具機
轉軸、齒輪、軸承暨相關零配件之振動特徵頻
率,成為工具機產品精度與壽命之重要設計規
格。
貳、工具機診斷分析案例
本文透過實際立式車床的噪音異常案例介
紹工具機產品開發組裝之診斷解析,圖 6 為該
立式車床內部傳動系統架構示意圖,整體系統
由馬達、皮帶、輸入軸(具齒數 25T 齒輪)、
變速軸(具齒數 58T 齒輪)、中間軸(具齒
數 35T 與 25T 齒輪)組成,該加工機經常因
組裝過程的變異經常有偶發性異音問題,為解
析此問題,可透過合適實驗設計與解析方法找
到問題根源。實驗架構主要於輸入軸軸承座上
方放置加速規,輸入軸正上方約 50 公分處放
置麥克風,以擷取傳動機構運轉過程中聲音與
振動響應,並透過時頻分析方法比對聲音與振
動訊號的關聯性,以釐清主要問題關鍵來源。
本案例主要將量測振動噪音訊號進行短
時傅立葉轉換,相較於穩態訊號基本假設下的
傅立葉轉換,本案例中所使用的短時傅立葉轉
換更克服了傳統傅立葉轉換的缺陷,搭配時間
訊息的運算可協助解析非穩態訊號,運用此方
法於迴轉機械振動與噪音解析中,將更可顯現
不同狀態下機械運轉的微細差別,相關解析

產情趨勢
創新研發
驗證技術
精選論文
100
科研成果
▲圖 6:立式車床內部傳動系統架構示意圖
▲圖 7:傳動系統聲音與振動時頻分析結果示意圖
產情趨勢
創新研發
驗證技術
精選論文
101
科研成果
方法尚有小波轉換 (wavelet transform) 或希
爾伯特 - 黃轉換 (Hilbert Huang Transform,
HHT) 等,其目的皆為透過訊號處理與分析來
了解機械運轉頻率隨時間的變化情形,以方便
觀察運轉過程中的振動噪音問題;圖 7 為此工
具機傳動系統所測得之聲音與振動時頻分析結
果,圖中橫軸為時間,縱軸為頻率,相關說明
如下:
● 從聲音量測結果顯示 0~1000 Hz 中關
鍵的兩個頻率分別約 171 Hz 與 418 Hz,為
釐清此二頻率來源,可就 圖 6 系統架構著手
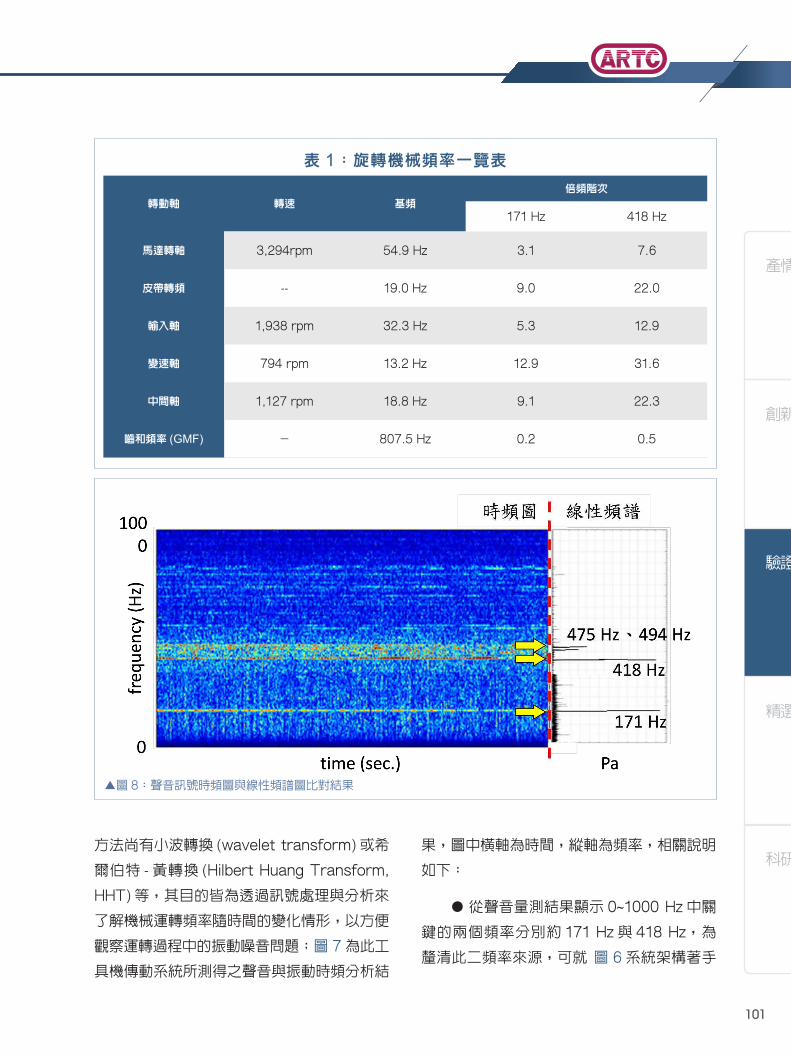
▲圖 8:聲音訊號時頻圖與線性頻譜圖比對結果
表 1:旋轉機械頻率一覽表
轉動軸 轉速 基頻
倍頻階次
171 Hz 418 Hz
馬達轉軸 3,294rpm 54.9 Hz 3.1 7.6
皮帶轉頻 -- 19.0 Hz 9.0 22.0
輸入軸 1,938 rpm 32.3 Hz 5.3 12.9
變速軸 794 rpm 13.2 Hz 12.9 31.6
中間軸 1,127 rpm 18.8 Hz 9.1 22.3
嚙和頻率 (GMF) - 807.5 Hz 0.2 0.5

產情趨勢
創新研發
驗證技術
精選論文
102
科研成果
調查。
● 其中馬達轉軸、輸入軸、變速軸與中間
軸因齒輪比差異,其轉速基頻即對應問題頻率
倍頻階次 如表 1 所示,顯示皮帶轉動頻率與
聲音頻率 171 Hz 及 418 Hz 具有整數倍 ( 分
別為 9 與 22 倍 ) 諧波關係。
● 再進一步比對聲音時頻分析結果與線性
頻譜 ( 圖 8),其中頻率點 418 Hz 附近明顯有
一帶寬出現,由右側二維細化譜可發現尚存在
475 Hz 與 494 Hz,恰好為皮帶轉動頻率的
25 與 26 倍。
● 由上述量測結果與探討可推論造成組裝
時的異音問題主要來自於皮帶張力不均;此工
具機於組裝過程為確保馬達轉軸與輸入軸端動
力可有效傳遞,又同時考量皮帶張力均質性,
故選擇兩組寬度較小的皮帶搭配,以提高動力
傳動穩定性,但組裝過程卻因馬達轉軸與輸入
軸平行度的微小差異造成兩條皮帶有不同張力
變化,進而引發皮帶高階頻率響應,影響產品
聲音品質。
● 探討此系統所量測之振動訊號,由如圖
7 右側時頻圖中,可發現皮帶轉動頻率的 9 倍
頻 (171 Hz) 上,對應時間軸出現明顯節距現
象,經推算發現此時間間隔恰好與轉子週期相
當,顯示皮帶不同張力所引發之抖動確實激發
出高階振動與聲音。
● 此外,除了馬達軸心的倍頻諧波外,輸
入軸齒輪嚙和頻率 GMF 807Hz 及其旁波亦清
晰可見;對應左側聲音時頻結果,顯示此振動
訊號並未影響產品運轉過程的聲音響應。
參、結論
本文除了整理工具機常出現的故障模式
外,更以振動噪音量測針對立式車床的組裝異
常提供診斷分析案例說明,結合振動噪音量測
與迴轉機械故障診斷模式,可推論異常原因主
要來自於馬達與輸入軸之間,皮帶安裝之張力
不均因而引發組裝異音問題;未來短期應用可
就此解析模式應用於各類工具機產品生產、組
裝品質的提升,中長期則可建立異常判斷指
標,以協助工具機自主智慧化關鍵技術開發。
就目前台灣「智慧機械」發展策略中,許
多工廠雖因自主生產製造技術或週邊軟硬體尚
未能即時接軌而不易落實,而國內業者所擁有
最大優勢在於產業靈活應變,可因應變化快速
的市場需求,工具機產品提升與產業升級即可
補足現有產業之不足,未來期望相關產品可以
此診斷分析技術為基礎並深化發展自主關鍵技
術,以扮演國內工業製造智慧化轉型之關鍵角
色。