富士通の携帯電話のものづくり革新 - fujitsu€¦ ·...
TRANSCRIPT
富士通の携帯電話のものづくり革新
Fujitsu’s Manufacturing Innovation for Cell Phones
あらまし
富士通は,携帯電話の心臓部となる無線プラットフォームやミドルウェア,アプリケー
ションソフトウェアなどの要素技術から,端末装置までの一連のプロセスを一貫して開発し,
日本の携帯電話の発展をリードしてきた。今,携帯電話のものづくり現場で最も重要なキー
ワードは「開発期間の短縮とコスト削減」である。富士通グループでは,携帯電話のものづ
くり現場に最適化した統合設計環境を構築し,企画・開発から製造に至る一連のものづくり
を効率化し,「開発期間の短縮とコスト削減」に取り組んでいる。 本稿では,富士通の携帯電話開発プロセスの変遷を追いながら,携帯電話開発に求めら
れる要素と,その解決手段を中心に全体像を紹介する。
Abstract
Fujitsu has led the advancement of Japanese cell phones by developing a series of processes in an integrated manner from elemental technologies such as wireless platforms, middleware and application software, which form the heart of cell phones, to handsets. Currently, the most important key phrase on the cell phone manufacturing front is the “reduction of development period and cost.” The Fujitsu Group has built an integrated design environment optimized for cell phone manufacturing and improved the efficiency of the entire manufacturing process, from the planning and development to the manufacturing phases, to work on the aforementioned reduction of development period and cost. This paper gives an overall picture of manufacturing innovation mainly including the elements required for cell phone development and solutions that enable us to provide those elements, while tracing back the changes in Fujitsu’s cell phone development processes.
岩渕 敦(いわぶち あつし)
ビジネス推進統括部 所属 現在,携帯電話のビジネス戦略,
業務改革に従事。
140 FUJITSU. 61, 2, p. 140-151 (03, 2010)
富士通の携帯電話のものづくり革新
ま え が き
富士通は,安心・安全をキーワードに,指紋認証
をはじめとするセキュリティ機能や防水・防塵じん
性
能に優れた携帯電話の開発や,らくらくホンに代表
される人に優しいユニバーサルデザイン端末の開発
に力を注いできた。また,無線プラットフォームや
ミドルウェア,アプリケーションソフトウェアなど
の要素技術から,端末装置までの一連のプロセスを
一貫して開発するという世界でも稀まれ
なメーカとし
て,日本の携帯電話の発展に寄与してきた。 今,ものづくり現場で最も重要なキーワードは
「開発期間の短縮とコスト削減」である。富士通グ
ループでは,携帯電話のものづくり現場に最適化し
た統合設計環境を構築し,企画・開発から製造に至
る一連のものづくりを効率化し,「開発期間の短縮
とコスト削減」を実践している。(1),(2)
本稿では,富士通の携帯電話開発プロセスの変遷
を追いながら,携帯電話開発に求められる要素と,
その解決手段を中心に全体像を紹介する。
携帯電話の動向
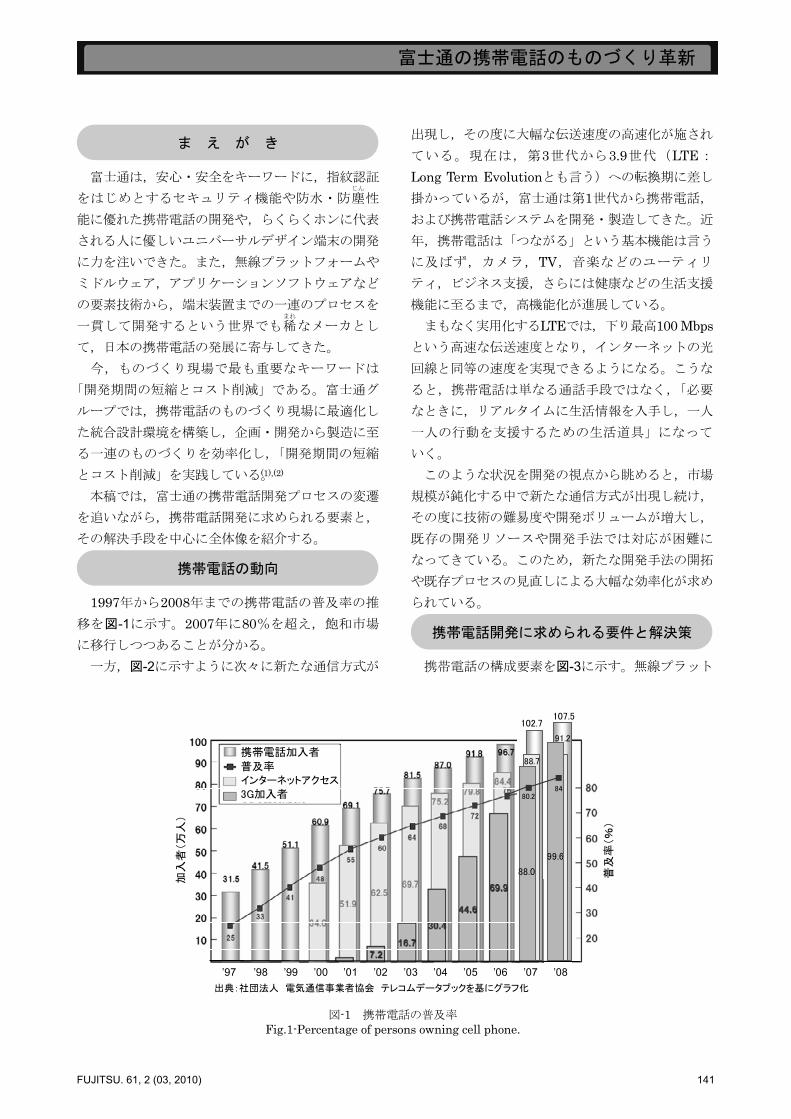
1997年から2008年までの携帯電話の普及率の推
移を図-1に示す。2007年に80%を超え,飽和市場
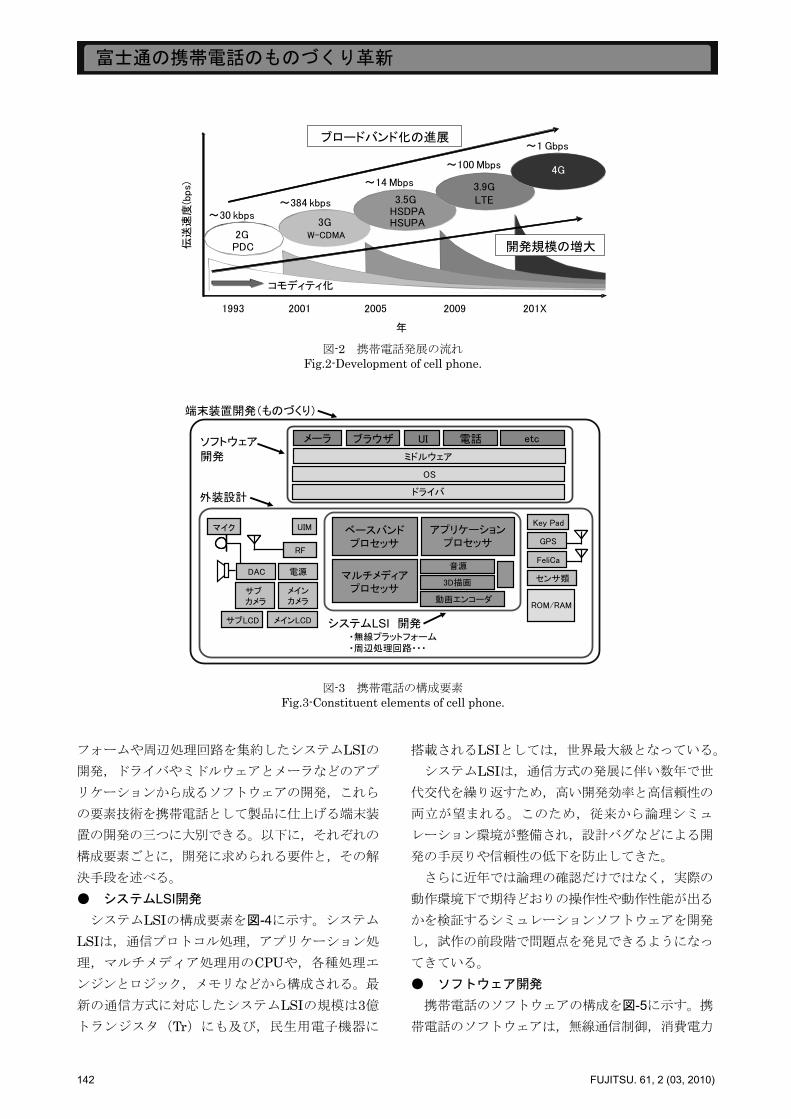
に移行しつつあることが分かる。 一方,図-2に示すように次々に新たな通信方式が
出現し,その度に大幅な伝送速度の高速化が施され
ている。現在は,第3世代から3.9世代(LTE:
Long Term Evolutionとも言う)への転換期に差し
掛かっているが,富士通は第1世代から携帯電話,
および携帯電話システムを開発・製造してきた。近
年,携帯電話は「つながる」という基本機能は言う
に及ばず,カメラ,TV,音楽などのユーティリ
ティ,ビジネス支援,さらには健康などの生活支援
機能に至るまで,高機能化が進展している。 まもなく実用化するLTEでは,下り最高100 Mbpsという高速な伝送速度となり,インターネットの光
回線と同等の速度を実現できるようになる。こうな
ると,携帯電話は単なる通話手段ではなく,「必要
なときに,リアルタイムに生活情報を入手し,一人
一人の行動を支援するための生活道具」になって
いく。 このような状況を開発の視点から眺めると,市場
規模が鈍化する中で新たな通信方式が出現し続け,
その度に技術の難易度や開発ボリュームが増大し,
既存の開発リソースや開発手法では対応が困難に
なってきている。このため,新たな開発手法の開拓
や既存プロセスの見直しによる大幅な効率化が求め
られている。
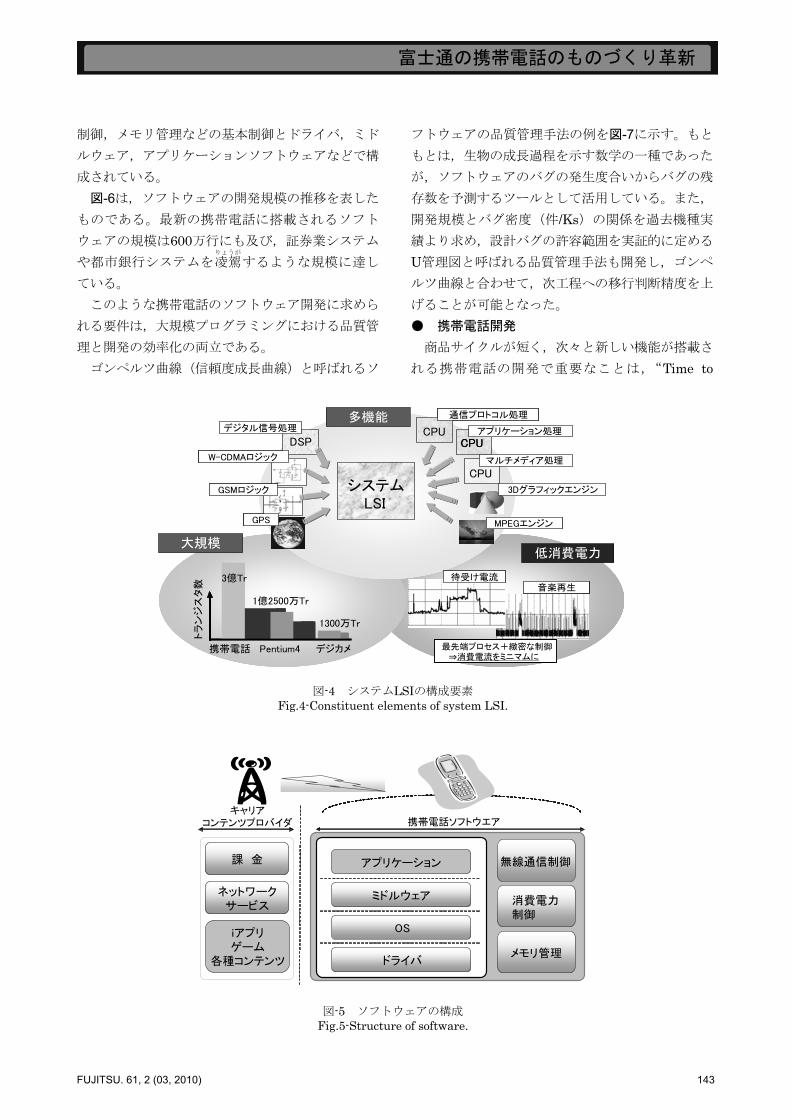
携帯電話開発に求められる要件と解決策
携帯電話の構成要素を図-3に示す。無線プラット
出典:社団法人 電気通信事業者協会 テレコムデータブックを基にグラフ化
107.5102.7
88.7
91.2
888.08.0
80.2
99.699.6
84
携帯電話加入者
普及率インターネットアクセス
3G加入者
’97 ’98 ’99 ’00 ’01 ’02 ’03 ’04 ’05 ’06 ’07 ’08
加入
者(万
人)
普及
率(%
)
図-1 携帯電話の普及率
Fig.1-Percentage of persons owning cell phone.
FUJITSU. 61, 2 (03, 2010) 141
富士通の携帯電話のものづくり革新
1993
年
2001 2009 201X
~30 kbps
~14 Mbps
~100 Mbps
~1 Gbps
~384 kbps
2005
2GPDC
3GW-CDMA
3.5GHSDPAHSUPA
3.9GLTE
4G
ブロードバンド化の進展
コモディティ化
開発規模の増大伝送
速度
(bps)
図-2 携帯電話発展の流れ
Fig.2-Development of cell phone.
メインLCDサブLCD
ミドルウェア
OS
メーラ ブラウザ UI etc
ドライバ
電話
ROM/RAM
メインカメラ
Key Pad
サブカメラ
GPS
電源
FeliCa
UIM アプリケーションプロセッサ
マルチメディアプロセッサ
ベースバンドプロセッサ
音源
3D描画
動画エンコーダ
RF
センサ類DAC
システムLSI 開発・無線プラットフォーム・周辺処理回路・・・
ソフトウェア
開発
端末装置開発(ものづくり)
マイク
外装設計
図-3 携帯電話の構成要素
Fig.3-Constituent elements of cell phone.
フォームや周辺処理回路を集約したシステムLSIの開発,ドライバやミドルウェアとメーラなどのアプ
リケーションから成るソフトウェアの開発,これら
の要素技術を携帯電話として製品に仕上げる端末装
置の開発の三つに大別できる。以下に,それぞれの
構成要素ごとに,開発に求められる要件と,その解
決手段を述べる。 ● システムLSI開発 システムLSIの構成要素を図-4に示す。システム
LSIは,通信プロトコル処理,アプリケーション処
理,マルチメディア処理用のCPUや,各種処理エ
ンジンとロジック,メモリなどから構成される。最
新の通信方式に対応したシステムLSIの規模は3億トランジスタ(Tr)にも及び,民生用電子機器に
搭載されるLSIとしては,世界最大級となっている。 システムLSIは,通信方式の発展に伴い数年で世
代交代を繰り返すため,高い開発効率と高信頼性の
両立が望まれる。このため,従来から論理シミュ
レーション環境が整備され,設計バグなどによる開
発の手戻りや信頼性の低下を防止してきた。 さらに近年では論理の確認だけではなく,実際の
動作環境下で期待どおりの操作性や動作性能が出る
かを検証するシミュレーションソフトウェアを開発
し,試作の前段階で問題点を発見できるようになっ
てきている。 ● ソフトウェア開発 携帯電話のソフトウェアの構成を図-5に示す。携
帯電話のソフトウェアは,無線通信制御,消費電力
142 FUJITSU. 61, 2 (03, 2010)
富士通の携帯電話のものづくり革新
制御,メモリ管理などの基本制御とドライバ,ミド
ルウェア,アプリケーションソフトウェアなどで構
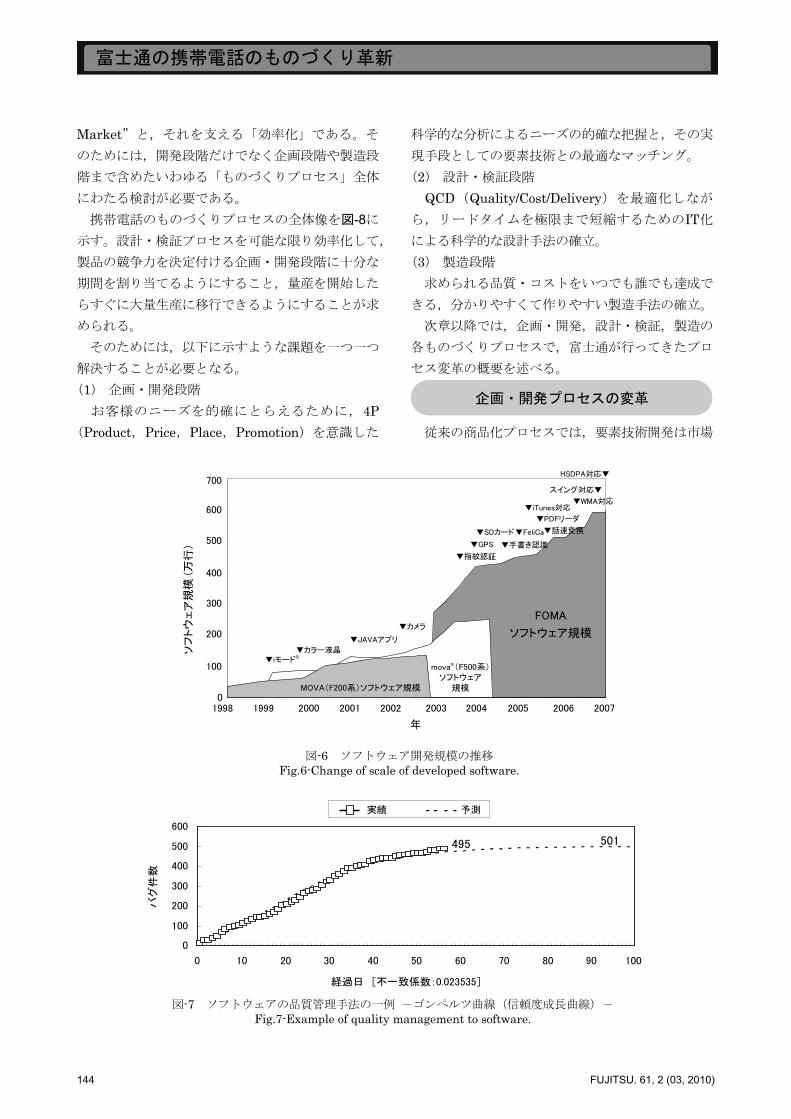
成されている。 図-6は,ソフトウェアの開発規模の推移を表した
ものである。最新の携帯電話に搭載されるソフト
ウェアの規模は600万行にも及び,証券業システム
や都市銀行システムを凌駕りょうが
するような規模に達し
ている。 このような携帯電話のソフトウェア開発に求めら
れる要件は,大規模プログラミングにおける品質管
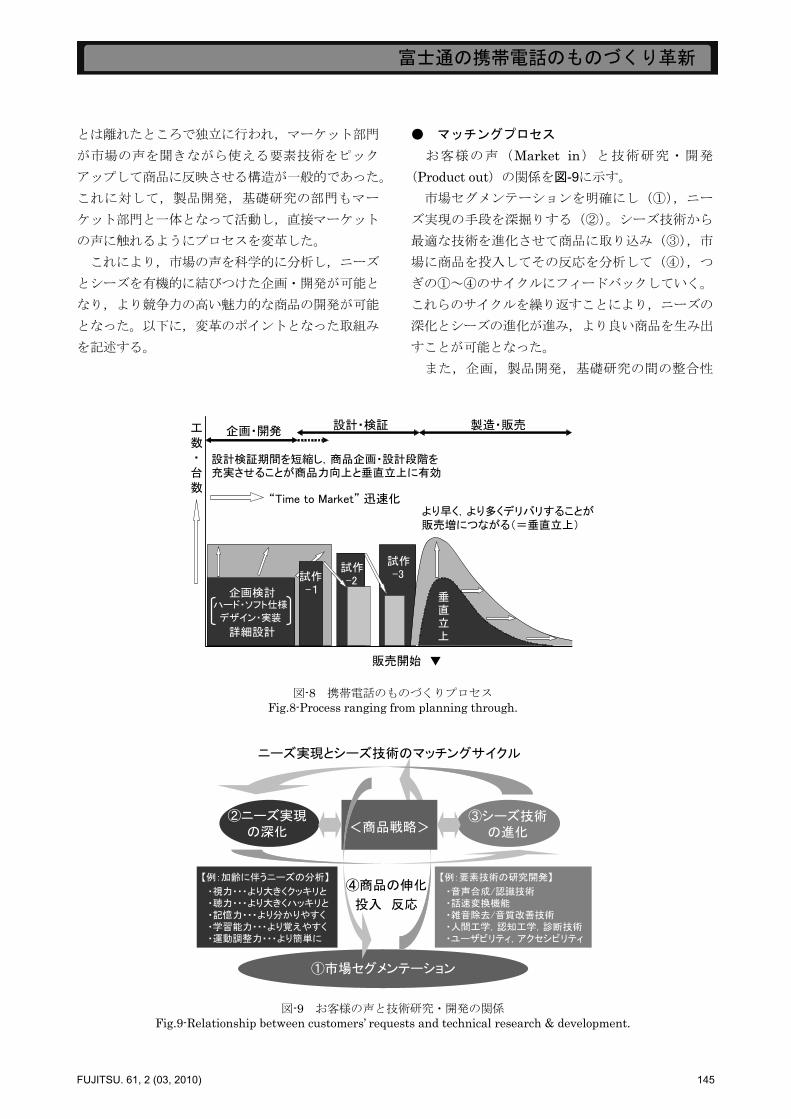
理と開発の効率化の両立である。 ゴンペルツ曲線(信頼度成長曲線)と呼ばれるソ
フトウェアの品質管理手法の例を図-7に示す。もと
もとは,生物の成長過程を示す数学の一種であった
が,ソフトウェアのバグの発生度合いからバグの残
存数を予測するツールとして活用している。また,
開発規模とバグ密度(件/Ks)の関係を過去機種実
績より求め,設計バグの許容範囲を実証的に定める
U管理図と呼ばれる品質管理手法も開発し,ゴンペ
ルツ曲線と合わせて,次工程への移行判断精度を上
げることが可能となった。 ● 携帯電話開発 商品サイクルが短く,次々と新しい機能が搭載さ
れる携帯電話の開発で重要なことは,“Time to
システムLSI
通信プロトコル処理
CPUロジック
3D
MPEG エンジンGPS
待受け電流音楽再生
最先端プロセス+緻密な制御⇒消費電流をミニマムに
システムLSI
通信プロトコル処理
CPUアプリケーション処理
マルチメディア処理
DSPデジタル信号処理
W-CDMAロジック
3Dグラフィックエンジン
1億2500万Tr
デジカメPentium4携帯電話
トラ
ンジ
スタ
数
1300万Tr
MPEGエンジン
GSM ロジックGSMロジック
GPS
待受け電流音楽再生
最先端プロセス+緻密な制御⇒消費電流をミニマムに
低消費電力大規模
多機能CPU
CPU
3億Tr
図-4 システムLSIの構成要素
Fig.4-Constituent elements of system LSI.
ドライバ
課 金
iアプリゲーム
各種コンテンツ
携帯電話ソフトウエアキャリア
コンテンツプロバイダ
ネットワークサービス
無線通信制御
消費電力制御
メモリ管理
OS
ミドルウェア
アプリケーション
図-5 ソフトウェアの構成 Fig.5-Structure of software.
FUJITSU. 61, 2 (03, 2010) 143
富士通の携帯電話のものづくり革新
Market”と,それを支える「効率化」である。そ
のためには,開発段階だけでなく企画段階や製造段
階まで含めたいわゆる「ものづくりプロセス」全体
にわたる検討が必要である。 携帯電話のものづくりプロセスの全体像を図-8に示す。設計・検証プロセスを可能な限り効率化して,
製品の競争力を決定付ける企画・開発段階に十分な
期間を割り当てるようにすること,量産を開始した
らすぐに大量生産に移行できるようにすることが求
められる。 そのためには,以下に示すような課題を一つ一つ
解決することが必要となる。 (1) 企画・開発段階 お客様のニーズを的確にとらえるために,4P(Product,Price,Place,Promotion)を意識した
科学的な分析によるニーズの的確な把握と,その実
現手段としての要素技術との最適なマッチング。 (2) 設計・検証段階 QCD(Quality/Cost/Delivery)を最適化しなが
ら,リードタイムを極限まで短縮するためのIT化
による科学的な設計手法の確立。 (3) 製造段階 求められる品質・コストをいつでも誰でも達成で
きる,分かりやすくて作りやすい製造手法の確立。 次章以降では,企画・開発,設計・検証,製造の
各ものづくりプロセスで,富士通が行ってきたプロ
セス変革の概要を述べる。
企画・開発プロセスの変革
従来の商品化プロセスでは,要素技術開発は市場
0
▼iモード®
▼カメラ
▼JAVAアプリ
▼FeliCa
▼GPS
▼カラー液晶
▼指紋認証
mova®(F500系)ソフトウェア
規模
FOMA
ソフトウェア規模
▼SDカード
▼手書き認識
▼iTunes対応
▼PDFリーダ
▼話速変換
スイング対応▼
▼WMA対応
HSDPA対応▼700
600
500
400
300
200
100
01998
年
1999 2000 2001 2002 2003 2004 2005 2006 2007
ソフ
トウ
ェア
規模
(万行
)
MOVA(F200系)ソフトウェア規模
図-6 ソフトウェア開発規模の推移
Fig.6-Change of scale of developed software.
495 501
0
100
200
300
400
500
600
0 10 20 30 40 50 60 70 80 90 1
経過日 [不一致係数:0.023535]
バグ
件数
00
実績 予測
図-7 ソフトウェアの品質管理手法の一例 -ゴンぺルツ曲線(信頼度成長曲線)-
Fig.7-Example of quality management to software.
144 FUJITSU. 61, 2 (03, 2010)
富士通の携帯電話のものづくり革新
とは離れたところで独立に行われ,マーケット部門
が市場の声を聞きながら使える要素技術をピック
アップして商品に反映させる構造が一般的であった。
これに対して,製品開発,基礎研究の部門もマー
ケット部門と一体となって活動し,直接マーケット
の声に触れるようにプロセスを変革した。 これにより,市場の声を科学的に分析し,ニーズ
とシーズを有機的に結びつけた企画・開発が可能と
なり,より競争力の高い魅力的な商品の開発が可能
となった。以下に,変革のポイントとなった取組み
を記述する。
● マッチングプロセス お客様の声(Market in)と技術研究・開発
(Product out)の関係を図-9に示す。 市場セグメンテーションを明確にし(①),ニー
ズ実現の手段を深掘りする(②)。シーズ技術から
最適な技術を進化させて商品に取り込み(③),市
場に商品を投入してその反応を分析して(④),つ
ぎの①~④のサイクルにフィードバックしていく。
これらのサイクルを繰り返すことにより,ニーズの
深化とシーズの進化が進み,より良い商品を生み出
すことが可能となった。 また,企画,製品開発,基礎研究の間の整合性
設計検証期間を短縮し,商品企画・設計段階を充実させることが商品力向上と垂直立上に有効
“Time to Market” 迅速化より早く,より多くデリバリすることが販売増につながる(=垂直立上)
販売開始 ▼
設計・検証 製造・販売企画・開発
垂直立上
試作-1
試作-2
試作-3
企画検討ハード・ソフト仕様
デザイン・実装
詳細設計
工数・台数
図-8 携帯電話のものづくりプロセス Fig.8-Process ranging from planning through.
③シーズ技術の進化
②ニーズ実現の深化 <商品戦略>
【例:要素技術の研究開発】
・音声合成/認識技術・話速変換機能・雑音除去/音質改善技術・人間工学,認知工学,診断技術・ユーザビリティ,アクセシビリティ
【例:加齢に伴うニーズの分析】
・視力・・・より大きくクッキリと・聴力・・・より大きくハッキリと・記憶力・・・より分かりやすく・学習能力・・・より覚えやすく・運動調整力・・・より簡単に
①市場セグメンテーション
ニーズ実現とシーズ技術のマッチングサイクル
④商品の伸化
投入 反応
図-9 お客様の声と技術研究・開発の関係
Fig.9-Relationship between customers’ requests and technical research & development.
FUJITSU. 61, 2 (03, 2010) 145
富士通の携帯電話のものづくり革新
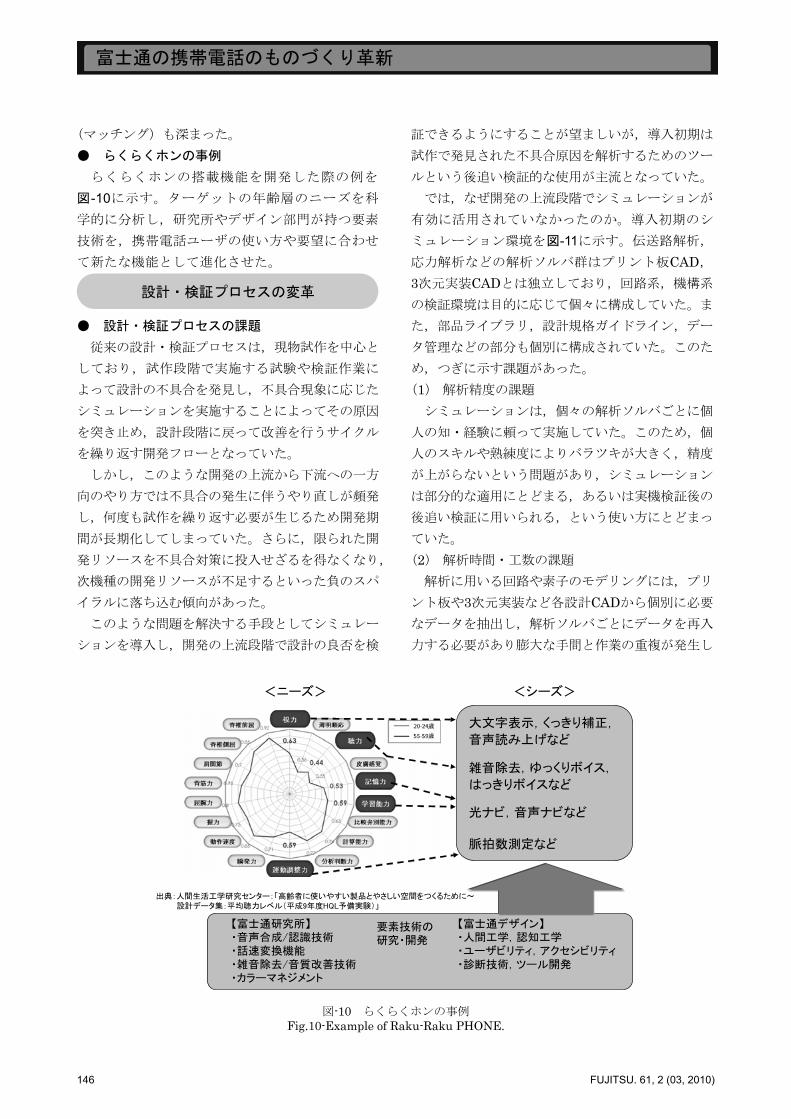
(マッチング)も深まった。 ● らくらくホンの事例 らくらくホンの搭載機能を開発した際の例を
図-10に示す。ターゲットの年齢層のニーズを科
学的に分析し,研究所やデザイン部門が持つ要素
技術を,携帯電話ユーザの使い方や要望に合わせ
て新たな機能として進化させた。
設計・検証プロセスの変革
● 設計・検証プロセスの課題 従来の設計・検証プロセスは,現物試作を中心と
しており,試作段階で実施する試験や検証作業に
よって設計の不具合を発見し,不具合現象に応じた
シミュレーションを実施することによってその原因
を突き止め,設計段階に戻って改善を行うサイクル
を繰り返す開発フローとなっていた。 しかし,このような開発の上流から下流への一方
向のやり方では不具合の発生に伴うやり直しが頻発
し,何度も試作を繰り返す必要が生じるため開発期
間が長期化してしまっていた。さらに,限られた開
発リソースを不具合対策に投入せざるを得なくなり,
次機種の開発リソースが不足するといった負のスパ
イラルに落ち込む傾向があった。 このような問題を解決する手段としてシミュレー
ションを導入し,開発の上流段階で設計の良否を検
証できるようにすることが望ましいが,導入初期は
試作で発見された不具合原因を解析するためのツー
ルという後追い検証的な使用が主流となっていた。 では,なぜ開発の上流段階でシミュレーションが
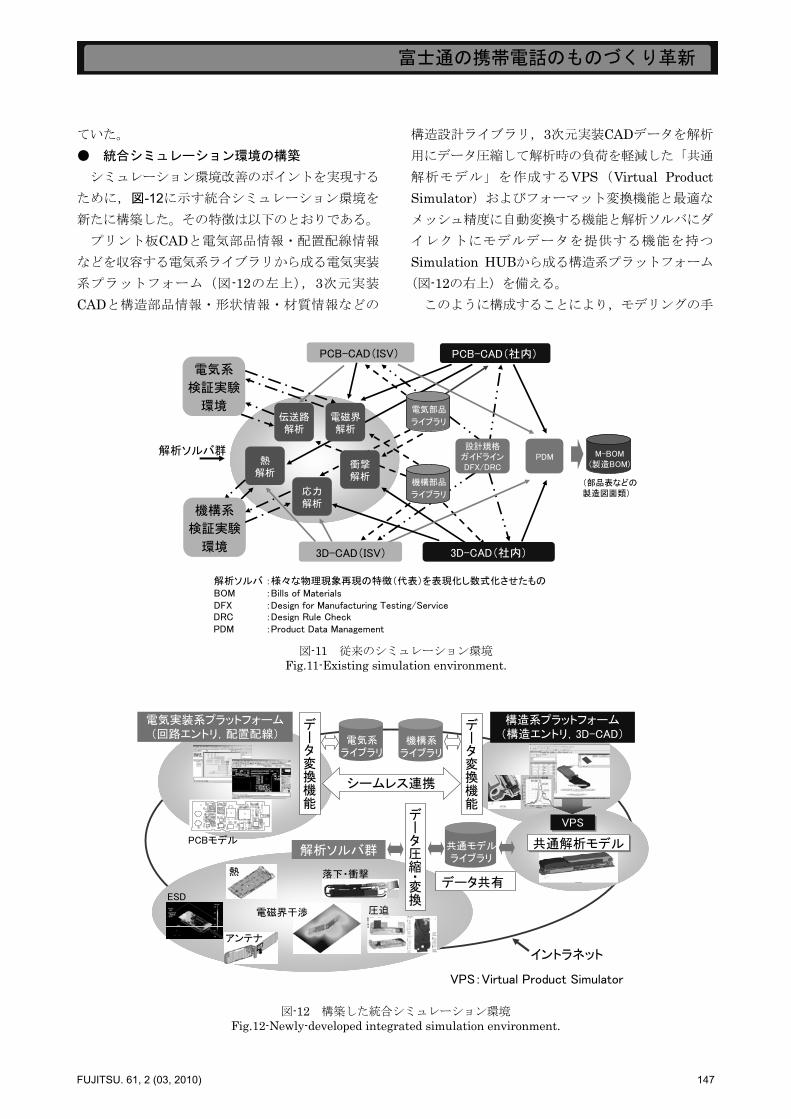
有効に活用されていなかったのか。導入初期のシ
ミュレーション環境を図-11に示す。伝送路解析,
応力解析などの解析ソルバ群はプリント板CAD,
3次元実装CADとは独立しており,回路系,機構系
の検証環境は目的に応じて個々に構成していた。ま
た,部品ライブラリ,設計規格ガイドライン,デー
タ管理などの部分も個別に構成されていた。このた
め,つぎに示す課題があった。 (1) 解析精度の課題 シミュレーションは,個々の解析ソルバごとに個
人の知・経験に頼って実施していた。このため,個
人のスキルや熟練度によりバラツキが大きく,精度
が上がらないという問題があり,シミュレーション
は部分的な適用にとどまる,あるいは実機検証後の
後追い検証に用いられる,という使い方にとどまっ
ていた。 (2) 解析時間・工数の課題 解析に用いる回路や素子のモデリングには,プリ
ント板や3次元実装など各設計CADから個別に必要
なデータを抽出し,解析ソルバごとにデータを再入
力する必要があり膨大な手間と作業の重複が発生し
<ニーズ>
大文字表示,くっきり補正,
音声読み上げなど
雑音除去,ゆっくりボイス,
はっきりボイスなど
光ナビ,音声ナビなど
脈拍数測定など
要素技術の研究・開発
<シーズ>
出典:人間生活工学研究センター:「高齢者に使いやすい製品とやさしい空間をつくるために~設計データ集:平均聴力レベル(平成9年度HQL予備実験)」
【富士通研究所】・音声合成/認識技術・話速変換機能・雑音除去/音質改善技術・カラーマネジメント
【富士通デザイン】・人間工学,認知工学・ユーザビリティ,アクセシビリティ・診断技術,ツール開発
図-10 らくらくホンの事例
Fig.10-Example of Raku-Raku PHONE.
146 FUJITSU. 61, 2 (03, 2010)
富士通の携帯電話のものづくり革新
ていた。 ● 統合シミュレーション環境の構築 シミュレーション環境改善のポイントを実現する
ために,図-12に示す統合シミュレーション環境を
新たに構築した。その特徴は以下のとおりである。 プリント板CADと電気部品情報・配置配線情報
などを収容する電気系ライブラリから成る電気実装
系プラットフォーム(図-12の左上),3次元実装
CADと構造部品情報・形状情報・材質情報などの
構造設計ライブラリ,3次元実装CADデータを解析
用にデータ圧縮して解析時の負荷を軽減した「共通
解析モデル」を作成するVPS(Virtual Product Simulator)およびフォーマット変換機能と最適な
メッシュ精度に自動変換する機能と解析ソルバにダ
イレクトにモデルデータを提供する機能を持つ
Simulation HUBから成る構造系プラットフォーム
(図-12の右上)を備える。 このように構成することにより,モデリングの手
解析ソルバ :様々な物理現象再現の特徴(代表)を表現化し数式化させたものBOM :Bills of MaterialsDFX :Design for Manufacturing Testing/ServiceDRC :Design Rule CheckPDM :Product Data Management
M-BOM(製造BOM)
PDM
応力解析
電磁界解析
熱解析
伝送路解析
衝撃解析
電気系
検証実験
環境
機構部品
ライブラリ
PCB-CAD(社内)PCB-CAD(ISV)
3D-CAD(社内)3D-CAD(ISV)
機構系
検証実験
環境
電気部品
ライブラリ
設計規格ガイドラインDFX/DRC
(部品表などの製造図面類)
解析ソルバ群
図-11 従来のシミュレーション環境
Fig.11-Existing simulation environment.
VPS:Virtual Product Simulator
電気系ライブラリ
機構系ライブラリ
データ変換機能
熱
アンテナ
圧迫
落下・衝撃
電気実装系プラットフォーム(回路エントリ,配置配線)
構造系プラットフォーム(構造エントリ,3D-CAD)
解析ソルバ群
データ共有
PCBモデル
シームレス連携
共通モデルライブラリ
データ変換機能
共通解析モデル共通解析モデル
データ圧縮・変換
VPSVPS
電磁界干渉
ESD
イントラネット
図-12 構築した統合シミュレーション環境 Fig.12-Newly-developed integrated simulation environment.
FUJITSU. 61, 2 (03, 2010) 147

富士通の携帯電話のものづくり革新
間自体と各設計者間の作業の重複を同時に解消し,
モデリングや解析に要する時間を大幅に短縮するこ
とが可能になる。 ● 「ものを作らないものづくり」への移行 統合シミュレーション環境を構築し,開発をIT化することによって,従来行っていた現物試作から
バーチャルな試作による「ものを作らないものづく
り」へ開発スタイルを移行させた。 図-13は,商品企画から生産に至るプロセスのエ
ンジニアリングチェーンで,どの段階でどのような
仮想試作を利活用しているかを表したものである。
企画段階で従来は現物試作してみないと影響度合い
が把握できなかったノイズや内部発熱の影響や振
動・衝撃耐力を推定できるようになり,企画の実現
性を早期に判断しながら最終的な仕様へ落とし込む
ことができるようになった。 また,設計から試作評価の段階でも,手軽に仮想
試作しながら検証できるようになり,開発の手戻り
が大幅に削減された結果,開発工数・開発リードタ
イム・現物試作の大幅な削減につながった。 さらに,各地にまたがる開発拠点間で様々なデータを
リアルタイムに共有できる環境をイントラネット上に整
え,空間距離による効率の低下を取り除いた。 図-14(a)は,同一パソコン内のダイナミック連
携の例で,他拠点にいる設計者が作成している部品
ライブラリや回路図を自身のパソコンにリアルタイ
ムに取り込みプリント基板の設計を行っている。同
図(b)は札幌・仙台・川崎の各拠点間をMicrosoft NetMeetingで結び,デザインレビューをしている
例である。 ● 知の蓄積と継承 統合シミュレーション環境の導入により,開発
リードタイムの短縮と設計品質の向上が図れるよう
になった。また,科学的な解析手法を学ぶことに
よって,設計担当者一人一人が論理的思考を持つよ
うになり,事象をより深掘りして探求する姿勢が強
まるなど,開発現場のカルチャーにも変革をもたら
しつつある。開発現場のIT化により設計者のスキ
ル低下を心配する声が聞かれるが,現象を可視化し
て事象を具体的にとらえる訓練を重ねることによっ
て,むしろ論理的思考力を育てる効果も出ている。 一方で,IT化の弊害として設計者の基礎技術習
得機会の喪失やベテランから若手への知の伝承がし
にくくなるなどの懸念の声も聞こえてくる。 確かにIT化の進展により,極端に言えば設計の
基礎知識がなくてもある程度の設計はできてしまう
し,効率性を追求するあまり先輩・後輩を問わず設
計者間の横の会話が少なくなり設計ノウハウが個人
概略フロアプラン 部品配置/パターン設計 製造データ作成
モデル生成 シグナルアドバイス ノイズシミュレーション 製造性チェック
回路図作成
企画・仕様/基本設計 詳細設計 製造準備
回路設計 実装設計
設計CAD
開発プロセス
解析CAD
エンジニアリングチェーン
電磁波解析応力解析 熱流体解析 作業指導
製造試験
調達購買
物流
販売
サプライチェーン
CAM出力構想設計
図-13 構築したエンジニアリングチェーン Fig.13-Constructed engineering chain.
148 FUJITSU. 61, 2 (03, 2010)

富士通の携帯電話のものづくり革新
持ちとなる傾向は否めない。つまり,統合シミュ
レーション環境の目指すべき方向として「技術
(知)の蓄積と伝承」を考える必要がある。 知の蓄積と伝承をシステム化するに当たっては,
これまでの調査結果を踏まえてあたかもベテランの
有識者とペアを組んで設計しているかのような環境
を作ることを考えた。そのイメージを図-15に示す。 この仕組みの特長は以下のとおりである。 (1) 設計中のデータを共有データに変換して共有
サーバに自動的に公開する。
(2) 上司や同僚などの有識者が,時間のあるとき
に公開された共有データをチェックできる。 (3) 有識者からの指摘が,共有データを公開した
設計者の画面に表示される。 (4) 同時に,各指摘はノウハウとして自動登録さ
れる。 このような仕組みを統合シミュレーション環境の
電気系プラットフォームと機構系プラットフォーム
に組み込むことで,設計者は通常の設計作業の中で
あたかもたくさんの上司や同僚などが隣にいて,ア
(a)同一パソコン内のダイナミック連携-回路~実装CADの強調連携-
(b)NetMeetingの活用による設計拠点間DR(Design Review)
-遠隔地パソコン画面のモニタ・遠隔操作-
◆出張費の削減◆移動時間ロスの解消
◆確認作業の効率アップ
川崎
札幌
仙台
図-14 拠点間連携例
Fig.14-Linkage between development bases.
①設計中データを瞬時に,かつ自動的に共通サーバに公開
②上司や同僚などの有識者が公開されたデータを随時チェック
仮想大部屋
・ 解析報告書や注意事項を共有化・ 課題管理表取込みと上記2点との連携・ 運用ルール
③ 有識者からの指摘を瞬時に設計者の画面に表示各指摘はノウハウとして自動登録
課題管理表と進捗管理
解析報告書
各指摘の詳細情報を表示
形状,名前,材料,キーワードなどから自動ひも付け
図-15 知の蓄積と伝承のシステムイメージ Fig.15-System image for accumulation and tradition of technical knowledge.
FUJITSU. 61, 2 (03, 2010) 149

富士通の携帯電話のものづくり革新
ドバイスを受けながら設計しているような状態を作
り出すことができる。
製造プロセスの変革
統合化したITによるものづくりプロセスによっ
て設計資産がデータ化され,現物を仮想的にビジュ
アル表現できるようになると,量産に向けた製造と
のレビューや作業指導などにも設計資産を有効に活
用できるようになってきた。 図-16は,設計から製造に至るプロセスでのIT活用のフローを表したものである。VPSで作成した
組立てアニメーションから工程・工数見積を算出し
た り , 製 造 フ ロ ー を 見 え る 化 し て MR(Manufacturing Review)の場で仮想組立てによ
る検証を実施したり,作業指導書をアニメーション
化して製造現場の作業員の教育に活用したり,と応
用範囲を広げてきている。 図-17は,VPS/Manufacturingを使って3次元モ
デルから組み立ててアニメーションを作成する機能
と,各種設計・製造図面とのインタフェースを持つ
特長を生かして,量産現場の作業指導書をアニメー
ション化した例である。作成した作業フローから
設計改善
構成表
製造フロー
工数見積り
VPS組立てアニメーション
3D-CADSK
作業指導書 保守作業VPSアニメーション
改造仕様書
治具情報
試作結果による作業注意事項
工数見積り
FMPL)製造
設計部門
FMPL)CS
設計で工数見積(VPS)
ビジネス計画
事業計画(予算策定)
品証部
FMEA
MR
FMEA:Failure Mode and Effect Analysis FMPL:富士通モバイルフォンプロダクツ株式会社 図-16 バーチャル製造運用フロー
Fig.16-Operational flow in virtual manufacturing.
図-17 VPS/Manufacturingによる作業指示例 Fig.17-Example of operating instruction by VPS/Manufacturing.
150 FUJITSU. 61, 2 (03, 2010)

富士通の携帯電話のものづくり革新
VPSのアニメーションを呼び出し,対象の作業者
に割り当てた組立ての手順を作業者の動きに合わせ
て表示させることによって,あたかもベテランの指
導員から常時作業指導を受けながら現場作業してい
るような状況を作り出すことが可能となる。
む す び
本稿では,富士通の携帯電話開発プロセスの変遷
を追いながら,携帯電話開発に求められる要素と,
その解決手段を中心に事例を交えながら全体像を紹
介した。 携帯電話は,人の快適さや生活の豊かさを追求す
るヒューマンセントリック社会を担う重要なフロン
ト商品として一層発展していくものと思われる。富
士通は,日本の携帯電話の発展のために,未来への
あらゆる可能性を追求し,安心・安全でお客様に喜
んでいただける商品を提供し続けていく所存である。 なお,本特集で使用の「FOMA/フォーマ」
「mova/ムーバ」「 i-mode」「MOAP」「 iモード」
「iアプリ/アイアプリ」「おサイフケータイ」「IMCS」は,株式会社NTTドコモの登録商標です。 参 考 文 献
(1) 菊池俊二:統合設計CADシステムを実現するため
の現状認識と課題について.エレクトロニクス実装学
会誌,Vol.4,No.5,p.432-435(2001). (2) 山口高男ほか:ものづくり革新を支える統合設計
環境.FUJITSU,Vol.56,No.6,p.573-579(2005).
FUJITSU. 61, 2 (03, 2010) 151