perancangandanpengembanganmeja packing
TRANSCRIPT

PERANCANGAN DAN PENGEMBANGAN MEJAPACKING BOTOL SUSU 190 ml DENGAN METODE
QUALITY FUNCTION DEPLOYMENT
OlehKharisma Auliya
NIM : 004201205013
Diajukan untuk Memenuhi Persyaratan Akademik Mencapai GelarSarjana Strata Satu pada Fakultas Teknik Program Studi Teknik
Industri
2019

I
LEMBAR PERSETUJUAN PEMBIMBING

II
LEMBAR PERNYATAAN ORISINALITAS

III
LEMBAR PENGESAHAN

IV
ABSTRAK
Pada perusahaan manufaktur kemampuan perusahaan dalam menghadapi setiap
tantangan sangat penting untuk tetap bersaing dalam dunia usaha. Pada awalnya PT.
R hanya didesain untuk jalan produksi secara inline (wall to wall), tetapi seiring
perjalanan waktu PT. R menghadapi tantangan untuk jalan produksi secara offline.
Dalam perubahan sistem kerja itu, PT. R menemukan masalah terkait jumlah
pengiriman ke konsumen yang tidak sesuai permintaan, biaya pengiriman yang
kurang efisien, serta adanya waste berupa inventory. Untuk menyelesaikan
permasalahan itu penulis merancang meja packing dengan tujuan bisa mengatasi
masalah yang dihadapi PT. R. Perancangan tersebut menggunakan metode Quality
Function Deployment (QFD) untuk menterjemahkan kebutuhan konsumen serta
memberikan solusi sesuai kapasitas yang dapat dipenuhi nantinya. Dalam
pengambilan data dilakukan melalui focus group discussion, wawancara serta
observasi lapangan secara langsung. Beberapa tools yang digunakan dalam penelitian
ini diantaranya adalah house of quality, screening serta scooring. Hasil dari
penelitian ini berupa prototype meja packing yang dapat menambah kapasitas muatan
pengiriman serta mempermudah operator untuk mengemas produk. Dalam satu
pengiriman bisa memperbanyak sebanyak 21.600 botol.
Kata kunci: Ergonomi, Product Design and Development, Quality Function
Deployment, House of Quality, Waste, Delivery

V
KATA PENGANTAR
Puji syukur kehadirat Allah Azza wa jalla atas segala rahmat, karunia serta hidayah-
NYA, sehingga penulis dapat menyelesaikan laporan skripsi dengan baik. Laporan
skripsi ini disusun untuk memenuhi salah satu syarat memperoleh gelar sarjana teknik
industri di Fakultas Teknik Universitas President. Dalam pelaksanaan penelitian dan
penyusunan laporan skripsi ini penulis banyak mendapat bimbingan, arahan dan
dukungan dari berbagai pihak. Oleh karena itu penulis menyampaikan terima kasih
kepada:
1. Bapak Imam Hanafi dan Ibu Siti Chasanah yang telah mendukung penulis dalam
menyelesaikan studi S1 di Universitas President.
2. Ibu Diyas Mustikaning Pratiwi yang telah mendukung penulis dalam
menyelesaikan laporan Skripsi di Universitas President.
3. Ibu Ir. Andira Taslim, MT., selaku dosen pembimbing dan Kepala Program Studi
Teknik Industri yang telah memberikan bimbingan, saran dan masukan dalam
penyusunan laporan skripsi ini. Terima kasih banyak atas bimbingan yang
diberikan.
4. Semua dosen Universitas President yang telah memberi arahan dan membekali
penulis dengan ilmu pengetahuan dan pembelajaran yang berharga selama waktu
pembelajaran.
5. Rekan-rekan kerja, keluarga dan teman-teman Fakultas Teknik Industri angkatan
2012 yang telah mendukung penulis dalam menyelesaikan studi SI di Universitas
President.
Penulis menyadari dalam penulisan laporan skripsi ini masih jauh dari kata sempurna,
oleh karena itu penulis mengharapkan kritik dan saran yang membangun dari
pembaca agar kedepanya lebih baik lagi.
Cikarang, 26 Mei 2019
Kharisma Auliya

VI
DAFTAR ISI
LEMBAR PERSETUJUAN PEMBIMBING................................................................ I
LEMBAR PERNYATAAN ORISINALITAS............................................................. II
LEMBAR PENGESAHAN......................................................................................... III
ABSTRAK.................................................................................................................. IV
KATA PENGANTAR.................................................................................................. V
DAFTAR ISI............................................................................................................... VI
DAFTAR GAMBAR....................................................................................................X
DAFTAR TABEL......................................................................................................XII
DAFTAR ISTILAH..................................................................................................XIV
BAB I.............................................................................................................................1
PENDAHULUAN......................................................................................................... 1
1.1 Latar Belakang Masalah.......................................................................................1
1.2 Rumusan Masalah................................................................................................ 2
1.3 Tujuan Penelitian................................................................................................. 2
1.4 Batasan Masalah.................................................................................................. 2
1.5 Asumsi................................................................................................................. 3
1.6 Sistematika Penulisan.......................................................................................... 3
BAB II........................................................................................................................... 4
TINJAUAN PUSTAKA................................................................................................ 4
2.1 Product Design & Development (Perencanaan dan Pengembangan Produk)......4
2.1.1 Pengertian Pengembangan Produk................................................................4
2.1.2 Proses Pengembangan Produk.......................................................................5

VII
2.1.2.1 Jenis Produk........................................................................................ 7
2.1.3 Proses Pengembangan Konsep......................................................................8
2.2 Quality Function Deployment (QFD)................................................................ 12
2.2.1 Sejarah Quality Function Deployment........................................................ 12
2.2.2 Pengertian Quality Function Deployment................................................... 13
2.2.3 Keuntungan Metode Quality Function Deployment................................... 13
2.2.4 Tahapan Quality Function Deployment...................................................... 14
2.3 House of Quality................................................................................................ 15
2.3.1 Suara Konsumen (voice of customers)........................................................ 18
2.3.1.1 Tahapan Pengumpulan Suara Konsumen (VOC)..............................18
2.3.1.2 Mengkarifikasikan Kebutuhan Konsumen........................................18
2.3.1.3 Planing Matrik.................................................................................. 20
2.4 Lean Manufacturing...........................................................................................24
2.4.1 Pemborosan (Waste)....................................................................................26
2.5 Beban Kalori...................................................................................................... 28
BAB III........................................................................................................................ 30
METODE PENILITIAN............................................................................................. 30
3.1 Kerangka Penelitian........................................................................................... 30
3.2 Identifikasi dan Perumusan Masalah................................................................. 31
3.3 Tinjauan Pustaka................................................................................................ 31
3.4 Pengumpulan Data............................................................................................. 31
3.5 Pengolahan Data................................................................................................ 33
3.6 Kesimpulan dan Saran....................................................................................... 33
BAB IV........................................................................................................................34
VIII
PENGUMPULAN DAN PENGOLAHAN DATA..................................................... 34
4.1 Pengumpulan Data............................................................................................. 34
4.1.1 Data Voice of Customer (VOC)...................................................................34
4.1.2 Data Botol Susu dan Karton Box................................................................ 39
4.1.3 Data Pengiriman.......................................................................................... 41
4.2. Analisis Data..................................................................................................... 42
4.2.1 Identification Customer Needs.................................................................... 43
4.2.1.1 Pernyataan Misi.................................................................................43
4.2.1.2 Diagram Afinitas............................................................................... 43
4.2.1.3 Interpretasi Kebutuhan Customer..................................................... 45
4.2.2 Product Specifications.................................................................................45
4.2.2.1Menentukan Kebutuhan Relatif (Mudge Diagram)........................... 45
4.2.2.2 Spesifikasi Perancangan Produk....................................................... 48
4.2.3.1 Concept Selection............................................................................. 53
4.2.3.2 Konsep 1 (Meja tanpa tempat menggulung plastik)......................... 53
4.2.3.3 Konsep 2 (Meja dengan tempat menggulung plastik)...................... 54
4.2.3.4 Produk Pembanding.......................................................................... 55
4.2.4 Concept Selection........................................................................................ 57
4.2.4.1 Screening Concept............................................................................ 57
4.2.4.2 Scoring Concept................................................................................58
4.3 House of Quality................................................................................................ 58
4.4.1. Detail Drawing...........................................................................................60
4.4.2 Pemilihan Material...................................................................................... 62
4.4.3 Biaya Pembuatan.........................................................................................62
IX
4.5 Prototype............................................................................................................63
4.5.1 Simulasi Pemakaian.................................................................................... 63
4.5.2 Kelebihan dan kekurangan.......................................................................... 68
BAB V......................................................................................................................... 72
SIMPULAN DAN SARAN.........................................................................................72
5.1 Simpulan............................................................................................................ 72
5.2 Saran...................................................................................................................72
DAFTAR PUSTAKA..................................................................................................73

X
DAFTAR GAMBAR
Gambar 2.1 House of Quality...................................................................................... 16
Gambar 2.2 Planing Matrik dan Phase 1 QFD........................................................... 20
Gambar 2.3 Correlation Matric abd Trade off between technical Requirement........ 23
Gambar 2.4 Tabel perkiraan beban kerja menurut kebutuhan kalori.......................... 29
Gambar 3.1 Kerangka Kerja Penelitian....................................................................... 30
Gambar 3.2 House of Quality...................................................................................... 32
Gambar 4.1 Dimensi Botol.......................................................................................... 39
Gambar 4.2 Gambar standar packing tampak atas...................................................... 40
Gambar 4.3 Susunan standar packing botol tampak dari samping.............................. 40
Gambar 4.4 Dimensi karton box................................................................................. 41
Gambar 4.5 CDD Wingsbox ...................................................................................... 41
Gambar 4.6 Technical Correlation............................................................................. 52
Gambar 4.7 Kode Technical Correlation ................................................................... 53
Gambar 4.8 Desain isometri meja konsep 1 ............................................................... 53
Gambar 4.9 Gambar 2 dimensi konsep nomor 2 dengan tambahan tempat plastik.... 54
Gambar 4.10 Gambar Isometri untuk konsep 2 dengan tambahan tempat plastik...... 55
Gambar 4.11 House of Quality.................................................................................... 59
Gambar 4.12 Gambar konsep terpilih......................................................................... 60
Gambar 4.13 Prototype meja packing......................................................................... 63

XI
Gambar 4.14 Meja dan botol yang akan dikemas....................................................... 63
Gambar 4.15 Persiapan proses packing....................................................................... 64
Gambar 4.16 Ujung Plastik dilipat untuk memudahkan............................................. 65
Gambar 4.17 Proses memasukkan botol pada plastik................................................. 65
Gambar 4.18 Prose memasukkan botol ke dalam plastik............................................ 66
Gambar 4.19 Ujung Plastik dilipat dan dikunci dengan lakban.................................. 66
Gambar 4.20 Plastik kemasan botol diberi lapis plastik dengan arah berlawanan
dengan tujuan mengurangi kontaminasi...................................................................... 67
Gambar 4.21 Plastik kemasan botol diberi 2 lapis plastik dengan arah berlawanan... 67
Gambar 4.22 Hasil akhir pengemasan botol............................................................... 68

XII
DAFTAR TABEL
Tabel 2.1 Jenis produk menrut pengembangan generik.............................................. 7
Tabel 4.1 Focus Group Discussion............................................................................. 34
Tabel 4.2 Resume FGD............................................................................................... 36
Tabel 4.3 Kesimpulan kebutuhan konsumen.............................................................. 38
Tabel 4.4 Perhitungan jumlah botol dalam kendaraan menggunakan karton box...... 42
Tabel 4.5 Perhitungan biaya pengiriman dengan menggunakan karton box.............. 42
Tabel 4.6 Pernyataan misi FGD.................................................................................. 43
Tabel 4.7 Peserta teknikal FGD.................................................................................. 44
Tabel 4.8 Pengelompokan kebutuhan konsumen........................................................ 44
Tabel 4.9 Peserta anggota FGD................................................................................... 46
Tabel 4.10 Prioritas kebutuhan.................................................................................... 46
Tabel 4.11 Mudge Diagram........................................................................................ 47
Tabel 4.12 Technical Response................................................................................... 48
Tabel 4.13 Matric Correlation.................................................................................... 50
Tabel 4.14 Produk pembanding...................................................................................56
Tabel 4.15 Screening concept..................................................................................... 57
Tabel 4.16 Scoring concept......................................................................................... 58
Tabel 4.17 Perbandingan biaya pembuatan meja packing.......................................... 62

XIII
Tabel 4.18 Perbandingan konsep.................................................................................69
Tabel 4.19 Perbandingan jumlah muatan pengiriman.................................................69
Tabel 4.20 Perhitungan selisih biaya pengiriman....................................................... 70

XIV
DAFTAR ISTILAH
Inline : Proses pengiriman produk jadi secara langsung dari output
mesin supplier menuju input mesin konsumen.
Offline : Proses pengiriman produk jadi secara tidak langsung dari
output mesin supplier menuju input mesin konsumen.
Wall to wall : Sistem kerjasama pengiriman produk jadi antara konsumen
dan supplier dalam satu lokasi pabrik.
Metabolisme basal : Energi minimal yang diperlukan tubuh untuk
mempertahankan proses-proses hidup yang dasar, dalam
satuan kalori per satuan waktu.
Beban kerja : Beban yang dialami oleh tenaga kerja sebagai akibat
pekerjaan yang dilakukan olehnya.
Conveyor : Alat mekanis untuk membawa produk jadi dari suatu tempat
ke suatu tempat yang lain menggunakan sabuk ( rantai, ban
atau plastik).
Blow Molding : Suatu proses manufaktur plastik untuk membuat produk-
produk berongga di mana porison yang dihasilkan dari proses
ekstrusi dikembangkan dalam cetakan oleh tekanan gas.

1
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Dalam mendesain proses manufaktur perlu diperhatikan kendala-kendala yang
muncul dalam proses produksi sebagai bahan perbaikan juga respon terhadap
kebutuhan customer yang berubah sangat cepat. PT. R adalah sebuah perusahaan
yang didirikan pada tahun 2016 dan bergerak pada industri plastik kemasan, dengan
produk utama berupa botol plastik kemasan susu cair. Pada kasus PT. R, pada awal
desain proses manufakturnya produk finish good dikirim secara (wall to wall)
langsung dari output mesin produksi PT. R menuju inputan mesin konsumen yang
dihubungkan dengan conveyor sistem. Seiring berjalannya waktu PT. R mendapatkan
order dari konsumen lain yang mengharuskan PT. R mempunyai alternatif lain untuk
pengiriman produknya yaitu dikirim secara langsung (inline) atau produk akan
dikirim secara (offline) dengan menambahkan proses pengemasan pada produk yang
akan dikirim menggunakan truk menuju gudang konsumen.
Atas perubahan proses produksi tersebut terdapat beberapa masalah yang timbul,
diantaranya adalah standar pengemasan dan biaya pengiriman yang muncul. Untuk
standar pengemasan konsumen mensyaratkan bahawa jumlah botol dam satu kemasan
harus 200 botol. Tercatat data dari tim penjualan selama Juni-Desember 2017 ada 5
kali komplain dari konsumen terkait tidak sesuainya surat jalan dengan barang yang
diterima terkait jumlah botol.
Selanjutnya dari standar pengemasan tersebut nantinya akan berpengaruh terhadap
jumlah produk yang bisa dikirim dalam satu truk, jika tidak bisa efisien maka akan
menjadi biaya tambahan pada proses pengiriman. Atas permasalahan tersebut
manajemen meminta tim engineering untuk membuatkan alat berupa meja packing

2
untuk memudahkan dan mempercepat pembungkusan produk dengan batasan-batasan
yang ada.
Dengan latar belakang masalah diatas maka diperlukan sebuah desain meja packing
yang bisa memastikan jumlah produk sesuai kebutuhan konsumen dan biaya
pengiriman produk menjadi lebih efisien. Salah satu metode yang mampu untuk
menganalisa kebutuhan konsumen adalah quality function deployment (QFD), metode
ini dapat menterjemahkan keinginan dan kebutuhan konsumen kepada suatu
rancangan produk yang mempunyai karakteristik tertentu dan teknis (Mazur, 1994).
untuk memudahkan peneiltian, penulis sedikit-banyak mengacu pada jurnal yang
ditulis (Natasyashinta, 2007).
1.2 Rumusan Masalah
Berdasarkan masalah yang dijabarkan dalam latar belakang diatas, maka terdapat
permasalahan yang perlu dikaji lebih dalam, yaitu:
Bagaimana mendesain atau merancang meja packing untuk memudahkan
mengemas produk agar cepat dan tepat jumlah botol yang dikemas.
Bagaimana mendesain meja packing agar menghemat biaya pengiriman.
1.3 Tujuan Penelitian
Pada penelitian ini ada beberapa tujuan yang ingin dicapai, yaitu:
Mendesain meja packing yang dapat mempercepat pengemasan dan tepat jumlah
produk yang dikirim.
Mendesain meja packing yang dapat menghemat biaya pengiriman.
1.4 Batasan Masalah
Pembatasan masalah tidak hanya dimaksudkan untuk menyederhanakan penelitian,
namun juga diharapkan dapat mengendalikan arah pembatasan masalah agar sesuai
dengan yang diinginkan. Adapun pembatasan masalah dalam penelitian ini antara lain:
Penelitian dilakukan di PT. R pada departemen produksi pada bagian pengemasan.
Perancanagan meja packing hanya untuk memenuhi kebutuhan konsumen yang
membutuhkan proses produksi secara offline.

3
1.5 Asumsi
Untuk mendukung kelancaran penelitian ini, maka menggunakan beberapa asumsi,
yaitu :
Permintaan pelanggan dianggap sebagai requirement yang harus dipenuhi.
Pengerjaan atau pembuatan part bisa dikerjakan oleh subcount dengan spesifikasi
dari tim engineering PT. R
1.6 Sistematika Penulisan
Sistematika penulisan penelitian ini terbagi menjadi lima bab pembahasan, yaitu
sebagai berikut :
BAB I PENDAHULUAN
Bab pendahuluan menjelaskan hal-hal yang menjadi dasar penulis
melakukan pengamatan dan penelitian, bab ini berisi latar belakang masalah,
perumusan masalah, tujuan, batasan masalah, asumsi dan sistematika
penulisan.
BAB II TINJAUAN PUSTAKA/LANDASAN TEORI
Bab ini menjelaskan dasar-dasar teori yang digunakan dalam proses
pengolahan data untuk melakukan pemecahan permasalahan yang ditemukan.
BAB IIIMETODE PENELITIAN
Bab ini menjelaskan kerangka pemikiran penelitian dalam menganalisis
masalah yang dihadapi
BAB IVPENGUMPULAN DAN PENGOLAHAN DATA
Dalam bab ini berisi data-data yang diperoleh selama penelitian yang
digunakan sebagai bahan analisis.
BAB V KESIMPULAN DAN SARAN
Bab terakhir memberikan simpulan dan pemecahan masalah dari hasil
penelitian yang dilakukan penulis, serta memberikan saran-saran sebagai
bahan pertimbangan untuk memperbaiki permasalahan yang ada.
4
BAB II
TINJAUAN PUSTAKA
2.1 Product Design & Development (Perencanaan dan Pengembangan Produk)
2.1.1 Pengertian Pengembangan Produk
Pengembangan produk adalah urutan langkah-langkah atau aktivitas yang digunakan
perusahaan untuk menyusun, mendesain,dan memasarkan suatu produk. Tidak
adanya pengembangan produk akan akan mengakibatkan tidak berkembangnya
perusahaan karena produk yang dihasilkan tidak berubah sehingga pangsa pasar
pelanggan tidak akan bertambah dan akan sangat rentan terhadap persaingan usaha.
Setidaknya berikut ini ada 4 hal kenapa pengembangan produk sangat penting untuk
disiapkan secara jelas:
1. Terjaminnya kualitas
Sebuah proses pengembangan produk yang baik akan menghasilkan terjaminnya
kualitas suatu produk. Karena ketika tahapan sebuah proses pengembangan produk
dipenuhi maka selama itu juga kualitas akan terpenuhi.
2. Koordinasi
Ketika sebuah rancangan pengembangan product dimunculkan pasti akan ada
interaksi antar tim yang terkait. Dari interaksi tersebut akan munculah koordinasi-
koordinasi dari berbagai anggota. Maka akan sangat penting pembagian tugas dan
tanggung jawab setiap tim untuk dijelaskan sehingga jelas peran masing-masing tim
dan kepada siapa mereka akan bertanggung jawab.
3. Perencanaan

5
Sebuah perencanaan pengembangan produk mencakup patokan kapan setiap tahap
selesai dikerjakan. Dan penentuan patokan tersebut menjadi acuan pengembangan
produk secara keseluruhan.
4. Management
5. Pengembangan proses adalah sebuah tolak ukur untuk mengukur kinerja sebuah
upaya pengembangan yang sedang berlangsung. Seorang manajer akan terbantu
untuk mengidentifikasi area yang bermasalah dengan membandingkan aktual proses
dengan proses yang ditetapkan.
6. Improvement
Dokumentasi yang jelas dan tinjauan yang berkelanjutan akan menimbulkan adanya
peluang untuk perbaikan dari sistem yang ada.
2.1.2 Proses Pengembangan Produk
Proses pengembangan produk secara umum mempunyai 6 tahapan (Ulrich dan
Epinger, 2012):
1. Perencanaan Produk
Tahapan ini biasa disebut “tahapan nol” karena mendahului proyek disetujui serta
jauh sebelum peluncuruan proses pengembangan produk yang sebenarnya. Tahapan
ini dimulai dengan mengidentifikasi peluang yang diarahkan oleh strategi perusahaan
dan meliputi penilaian perkembangan teknologi dan tujuan pasar. Keluaran dari
tahapan ini adalah pernyataan misi proyek, menentukan target pasar untuk produk,
tujuan proyek, asumsi utama, serat kendala-kendala yang ada.
2. Pengembangan Konsep
Dalam tahapan ini, kebutuhan pasar diidentifikasi, konsep produk alternatif
dihasilkan lalu dievaluasi, dan konsep-konsep yang ada dipilih untuk dikembangkan
dan diuji lebih lanjut. Yang dimaksud konsep disini adalah bentuk, fungsi, dan fitur
dari suatu produk dan biasanya disertai dengan serangkaian spesifikasi, analisa
produk kompetitif, dan pembenaran ekonomi proyek.

6
3. Perancangan Tingkat Sistem
Tahapan ini meliputi pengertian arsitektur produk, penguraian produk menjadi
beberapa sistem dan komponen, desain awal komponen utama. Dalam tahapan ini
biasanya rencana awal untuk sistem produksi dan perakitan akhir sudah ditetapkan.
Keluaran dari tahapan ini mencakup layout geometris produk, spesifikasi fungsional
masing-masing subsistem produk, dan flowchart awal untuk proses perakitan akhir..
4. Perancangan Detail
Pada tahapan ini secara rinci meliputi spesifikasi lengkap geometri, bahan, dan
toleransi semua bagian produk yang unik dan identifikasi semua bagian standar yang
akan dibeli dari supplier. Process planning dibuat dan equipment didesain untuk
setiap bagian yang akan dibuat dalam keseluruhan sistem produksi. Keluaran tahapan
ini adalah dokumentasi kontrol untuk produk atau data komputer yang
menggambarkan geometri setiap bagian dan perkakas produksinya, persyartan bagian
yang akan dibeli, dan planning process untuk pembuatan serta perakitan produk. Tiga
masalah kritis yang paling dipertimbangkan selama proses pengembangan produk,
tetapi diselesaikan dalam tahapan desain detail adalah, pemilihan bahan, biaya
produksi dan kinerja yang kuat.
5. Pengujian dan Perbaikan
Pada tahapan ini melibatkan penilaian dai berbagai macama produk yang ada
sebelumnya. Pada tahap ini proses analisa bisa dilakukan dengan menggunakan
software tertentu sehingga dapat mengetahui struktur terbaik dari desain yang dibuat.
Pada tahap ini prototipe menentukan apakah produk akan berfungsi sebagaimana
dirancang dan apakah kebutuhan konsumen utama terpenuhi.
6. Peningkatan Produksi
Dalam tahapan ini, produk diciptakan menggunakan sistem produksi yang dimaksud
dengan tujuan melatih tenaga kerja agar terbiasa serta untuk mencari dan
menyelesaiakan masalah yang masih ada dalam proses produksi.

7
2.1.2.1 Jenis ProdukTabel 2.1 Jenis produk menurut pengembangan generik (diadopsi dari Eppinger dan
Ulrich, 2012)
Tipe Proses Deskripsi Perbedaan Fitur Contoh produk
Generic (Market-Pull) Products
Tim berawal darikesempatan pasaryang ada lalumemilih teknologiyang cocok untukmemenuhikebutuhankonsumen
Secara umumprosesnyamempunyaiperencanaan,konsep, desainlevel sistem, detailperencanaan,pengujian danperbaikan, danpeningkatanproduksi yangberbeda.
Barang supporting,alat, furnitur.
Technology-PushProducts
Tim memulaidengan teknologibaru lalu mencaripasar yang sesuai
Tahap perencanaanmelibatkanpencocokan pasardan teknologi.Konseppengembanganmengasumsikanteknologi yangdiberikan.
Gore-Tex Jashujan, Tyvekamplop.
Platform Products Tim berasumsibahwa produk baruakan hadir danmembangunsubsistemteknologi.
Konseppengembanganmengasumsikanplatform teknologiyang terbukti.
Produk elektronik,komputer, scanner.
Process-IntensiveProducts
Karakteristik daripproduk sangatterbatasi olehprosesproduksinya..
Antara prosesproduksi harusditentukan sejakawal atau prosesproduksi danproduknya harusdikembangkanbersama sejakpermulaan
Makan ringan,sereal untuksarapan, cairankimia,semikonduktor.
CustomizedProducts
Produk barumempunyai sedikitalternatif dari
Kesamaan proyekmemungkinkanproses
Motor, saklar,baterai, kontainer.

8
pengaturan yangberlaku.
pengembanganyang ramping dansangat terstruktur.
High-Risk Products Ketidakpastianpasar dan sisitehnik membuatresiko kegagalanyang tinggi.
Resiko dapatdideteksi lebihawal. Analisa danaktivitas pengujianditempatkan seawal mungkin.
Obat-obatan,sistem antariksa.
Quick-BuildProducts
Prototipe danpermodelan yangcepat mengaktifkanbanyak perputarandesain-buat-uji
Desain detail dantahapan pengujiandiulang beberapakali sampai produkselesai atauanggaran/waktunyahabis.
Program software,handphone.
Complex Systems System harusdiuraikan menjadibeberapa subsistemdan banyakkomponen
Komponen dansubsystemdikembangkan olehbanyak tim yangbekerja secaraparalel yang diikutiintegrasi danvalidasi sistem
Pesawat terbang,mesin jet, automobil.
2.1.3 Proses Pengembangan Konsep
Menurut (Ulrich dan Epinger, 2012) proses pengembangan konsep mempunyai
beberapa tahapan, diantaranya adalah disebutkan dibawah ini:
1. Mengidentifikasi Kebutuhan Konsumen
Tujuan dari tahapan ini adalah untuk memahami kenutuhan konsumen serta untuk
mengomunikasikannya kepada tim pengembangan. Tujuan dari tahap ini adalah
seperangkat pernyataan kebutuhan konsumen yang dibangun dengan hati-hati,
disusun dalam daftar hierarkis, dengan pembobotan tingkat kepentingan untuk
banyak atau semua kebutuhan.
Lebih lanjut dalam langkah mengidentifikasi kebutuhan konsumen ini mempunyai
target berikut:

9
Memastikan produk difokuskan pada kebutuhan pelanggan.
Mengidentifikasi kebutuhan tersembunyi sama seperti kebutuhan eksplisit.
Sebagai dasar dalam penyusunan spesifikasi Produk yang akan dibuat
Tersedianya catatan kegiatan kegiatan proses pengembangan.
Memastikan tidak ada kebutuhan penting pelanggan yang terlewatkan atau
dilupakan.
Memberikan keselarasan pemikiran antara anggota tim pengembangan mengenai
kebutuhan konsumen.
2. Menetapkan Spesifikasi Target
Penetapan spesifikasi target memberikan penjelasan secara rinci apa yang akan
dilakukan terhadap produk. Hal ini adalah terjemahan dari kebutuhan konsumen
menjadi ketentuan-ketentuan tehnik.
Ada empat langkah untuk membuat penetapan spesifikasi target diantaranya:
Membuat daftar matrik kebutuhan konsumen yang mencerminkan kepentingan
kebuthan konsumen
Mengumpulkan informasi perbandingan dengan kompetitor. Hal ini bisa
dilakukan dengan menggali informasi dari konsumen atau melakukan riset sendiri
dengan survey ke lapangan.
Menentukan target ideal dan marginal yang mampu dicapai ditiap-tiap matrik
dengan berdasarkan informasi-informasi yang diterima.
Mengevaluasi hasil dan keseluruhan proses agar bisa menjadi bahan
pertimbangan di penetuan spesifikasi target selanjutnya.
3. Penyusunan Konsep
Tahapan ini bertujuan mengekplorasi seluruh ruang konsep produk yang dapat
memnuhi kebutuhan konsumen. Penyusunan konsep bisa berasal dari pencarian dari
luar, pemecahan kreativ dari tim internal, atau eksplorasi sistematis dari berbagai
10
segmen yang bisa dihasilkan oleh tim. Untuk penyusunan langkah ini bisa ditumpuh
dengan beberapa langkah berikut:
Mengklarifikasi masalah dengan cara mengembangkan pemahaman terkait
permasalahnnya dan membagi-bagi masalah tersebut menjadi sub masalah. Hal
ini bisa dilakukan dengan membuat diagram fungsi.
Pencarian eksternal perusahaan, pencarian ini bertujuan untuk mencari solusi dari
permasalah yang telah dibentuk di tahap pengklarifikasian masalah.pencarian ini
dilakukan terus menerus selam proses pengembangan konsep.
Pencarian internal perusahaan, adalah penggalian pengetahuan dan kreativitas
individu dan tim untuk mengeluarkan konsep-konsep solusi. Sering disebut
brainstorming, jenis pencarian ini bersifat internal karena semua ide yang muncul
dari langkah ini dibuat dari pengetahuan yang sudah dimiliki tim.
Pendalaman yang sistematis dengan menggunakan pohon klarifikasi dan tabel
kombinasi
Evaluasi setiap solusi dan proses yang ada.
4. Memilih Konsep
Tahapan ini adalah aktivitas dimana berbagai konsep produk dianalisa dan kemudian
dihilangkan secara berurutan untk mengetahui konsep yang paling meyakinkan.
Tahapan ini biasanya memerlukan beberapa iterasi dan dapat memulai pembuatan
konsep dan penyempurnaan tambahan. Dalam tahap ini ada dua metode:
A. Concept Screening (Konsep Penyaringan)
Konsep ini mempunyai sasaran untuk mempersempit dari jumlah konsep yang
diajukan. Setelah dilakukan analisa dengan cepat juga melakukan perbaikan konsep
yang ada agar lebih baik
B. Concept Scooring (Konsep Penilaian)
Pada tahap ini tim pengembangan berperan untuk menilai kepentingan relative dari
masing-masing kriteria yang diseleksi dan difokuskan pada hasil dari perbandingan
yang lebih baik lagi dengan penekanan terhadap setiap kriteria.

11
Kedua tahap diatas, mengikuti proses enam langkah yang memimpin tim melalui
kegiatan pemilihan konsep. Langkah-langkahnya adalah:
Siapkan matriks seleksi.
Nilai konsep.
Rangking konsep.
Kombinasikan dan tingkatkan konsep.
Pilih satu atau lebih konsep.
Evaluasi hasil dan prosesnya
5. Pengujian Konsep
Satu atau lebih konsep kemudian diuji untuk memverifikasi bahwa kebutuhan
pelanggan telah dipenuhi, menilai potensi pasar produk, dan mengidentifikasi segala
kekurangan yang harus diperbaiki selama pengembangan lebih lanjut. Jika respons
pelanggan buruk, proyek pengembangan dapat dihentikan atau beberapa kegiatan
sebelumnya dapat diulang sesuai kebutuhan.
6. Menentukan Spesifikasi Akhir
Pada tahap ini tim harus konsisten dengan nilai besaran spesifik yang meperlihatkan
batasan konsep produk tersebut. Hal itu dilakukan dengan penentuan kembali
spesifikasi target pada awal proses dan ditinjau ulang setelah proses dipilih dan diuji.
Batasan yang diidentifikasi melalui permodelan dengan software secara teknis, serta
pilihan antara biaya dan kinerja yang ada.
7. Perencanaan Proyek
Dalam tahapan ini, tim membuat timeline pengembangan terperinci, menyusun
strategi agar meminimalkan jumlah waktu yang dibutuhkan, serta mengidentifikasi
sumber daya yang diperlukan untuk menyelesaikan proyek ini.
8. Analisa Ekonomi
Dengan dukungan analisa keuangan, tim membuat model ekonomi untuk produk
yang baru. Model ini diperlukan untuk menjustifikasi keberlangsungan program
pengembangan keseluruhan dan untuk menyelesaikan trade-off tertentu antara

12
misalnya biaya pengembangan dan biaya produksi. Pada awal analisa ekonomi akan
hampir elalu ditempuh sebelum proyek dimulai, dan analisa itu diperbarui ketika
lebih banyak informasi tersedia.
9. Membandingkan Dengan Produk Kompetitor
Mengetahui perbandingan dengan produk kompetitor sangat penting sebagai bahan
evaluasi, dari sana kita bisa mendapatkan banyak sumber ide untuk pengembangan
produk yang sedang dilakukan. Dari sana juga kita bisa mendapatakan pengetahuan
tentang ancaman dan peluang yang tersedia di pasaran.
10. Permodelan dan Prototipe
Pada tahap ini gagasan awal dituangkan dalam bentuk contoh produk yang sedang
dikembangkan. Tujuan proses ini untuk mengevaluasi nilai ergonomi dan style dari
produk tersebut
2.2 Quality Function Deployment (QFD)
Kualitas produk sangat menentukan keberhasilan suatu produk perusahaan, maka dari
itu proses perancangan produk tersebut harus menghubungkan antara spsesifikasi
produk dengan keinginan konsumen, karena bicara kualitas selalu bertujuan kepada
kepuasan konsumen. Metode QFD adalah salah satu metode yang menerjemahkan
keinginan konsumen kepada karakteristik engineering.
2.2.1 Sejarah Quality Function Deployment
Quality Function Deployment muncul pada tahun 1965-1967 ketika Yoji AKao dan
Katsuyoshi Ishihara mempraktekannya pada bisdang pengedalian kualitas. Untuk
memajukan Total Quality Management, dimana fungsi-fungsi dari kualitas
dikerahkan untuk mencapai kualitas itu sendiri. QFD ini didasari pada penelitian
Katsuyoshi Ishahara yang pada waktu itu bekerja pada divisi komponen elektronik di
perusahaan Matsushita. Dia merupakan orang pertama yang menerapkan pengerahan
Function Deployment untuk memperjelas tugas-tugas dari kualitas. QFD diterapkan
pertama kali di Jepang oleh Mitsubishi’s Kobe Shipyard pada 1972 yang kemudian
diadopsi oleh Toyota, Xerox dan Ford Motor Company lalu dibawa ke Amerika

13
Serikat pada tahun 1986. Semenjak itu QFD ramai diterapkan oleh berbagai
perusahaan Jepang, dan Eropa.
2.2.2 Pengertian Quality Function Deployment
Quality Function Deployment merupakan metode pengembangan dan perencanaan
secara terstruktur yang memungkinkan tim pengembangan mendefiniskan secara jelas
kebutuhan dan harapan konsumen, dan mengevaluasi kemampuan produk atau jasa
secara sistematik guna memenuhi kebutuhan dan harapan tersebut (Ariani, 2002).
Sedangkan menurut Subagyo dan Marimin 2004, QFD merupakan cara untuk
meningktakan kualitas jasa atau barang dengan memahami kebutuhan konsumen, lalu
menghubungkannya dengan spesifikasi teknis guna menghasilkan jasa atau barang
dsetiap langkah pembuatan jasa atau barang yang dihasilkan. Selanjutnya QFD
dijelaskan sebagai suatu proses atau mekanisme terstruktur untuk menentukan
kebutuhan konsumen dan menerjemahkan kebutuhan itu ke dalam spesifikasi teknis
yang relevan, dimana masing-masing wolayah fungsional dan tingkat organisasi
dapat memahami dan bertindak. Ia mencakup juga pemantauan dan pengendalian
yang tepat dari proses menufacturing menuju sasaran (Gaspersz, 2013). Menurut
Rampersad tahun 2006, QFD digunakan untuk memperbaiki pemahaman tentang
konsumen dan untuk mengembangkan produk, jasa serta proses dengan cara yan
lebih ditekankan kepada konsumen.
2.2.3 Keuntungan Metode Quality Function Deployment
Dalam penerapan merode QFD, Devis dkk (2004) memberi 4 alasan mengunakan
metode QFD dalam proses product development yaitu:
1. Orientasi terhadap teamwork. Metode Quality Function Deployment ialah metode
dengan pendekatan kerjasama antar tim, semua proses yang dilakukan melalui
proses diskusi dan brainstorming atau Focus Grup Discussion (FGD).
2. Fokus terhadap konsumen. Data pengolahan pada tahapan FGD diperoleh dari
data kebutuhan dan keinginan konsumen untuk pengembangan produk yang akan
dilakukan.
14
3. Orientasi terhadap pendokumentasian yang rapi dan jelas. Produk yang keluarkan
dari metode QFD mempunyai dokumentasi yang jelas dan rapi. Isi dari dokumen
tersebut adalah identifikasi kebutuhan konsumen, pertimbangan,alasan dan
spesifikasi akhir dari proses diskusi menggunakan metode QFD, jika ditemukan
hal-hal yang kurang relevan akan dilakukan perbaikan secara berkelanjutan.
4. Efisiensi terhadap waktu proses pengembangan produk. Metode QFD adalah
metode yang fokus terhadap identifikasi kebutuhan konsumen, sehingga dapat
mengurangi waktu yang dibutuhkan untuk pengembangan produk yang tidak
efisien yang terbuang untuk pengembangan komponen atau fitur yang tidak
diinginkan oleh konsumen.
Sedangkan menurut (Gasperz dkk, 2003). JIka QFD dilakukan secara tepat maka
akan memberikan hasil-hasil sebagai berikut:
1. Meningkatkan kefektifan komunikasi antara tiap-tiap departemen.
2. Kebutuhan konsumen dibawa melalui proses langsung ke tingkat operasional.
3. Perubahan sistem yang terjadi lebih sedikit.
4. Built in system quality
5. Biaya start up yang rendah.
6. Berkurangnya waktu pengembangan.
7. Meningkatnya pemahaman dari hubungan komplels dan meningkatnya
kemampuan mengurangi kerumitan dengan tingkat integrasi lebih tinggi daam
perusahaan untuk mendukung adanya penyelesaian
8. Identifikasi dan penyelesaian kembali dari kebutuhan-kebutuhan yang
bertentangan dari berbagai konsumen.
2.2.4 Tahapan Quality Function Deployment
Pondasi QFD selalu diawali dengan “suara pelanggan” dan dilanjutkan dengan empat
langkah utama, yaitu (Gasperz dkk, 2003):
1. Perencanaan product (Product Planning) menterjemahkan kebutuhan pelanggan
kedalam kebutuhan teknik (technical requirement). dikutip dari jurnal Yuliarty,

15
yang menyatakan bahwa, tahap ini dimulai dari kebutuhan konsumen, untuk
setiap kebutuhan pelanggan harus ditentukan persyaratan desain yang diperlukan,
dimana jika memuaskna maka akan membawa hasil dalam pemenuhan kebutuhan
konsumen.
2. Desain produk (product design) / Perencanaan komponen (part deployment):
yaitu mentrasformasikan kebutuhan teknik menjadi karakteristik komponen.
3. Perencanaan proses (Process Planning) : mengidentifikasi tahap-tahap proses dan
parameter serta mendefinisikannya kedalam karakteristik proses.
4. Perencanaan produksi (Process Manufacturing): menentukan metode-metode
pengendalian untuk mengontrol karakteristik proses. Dikutip dari jurnal Yuliarty,
yang menyataan bahwa pada tahap ini dikeluarkan sebuah prototipe dari produk
yang akan diluncurkan.
2.3 House of Quality
Merupakan langkah awal dari penerapan metode Quality Function Deployment.
Disebut sebagai rumah karena bentuk matrik ini menyerupai rumah yang mempunyai
badan dan atap. Secara garis besar matriks ini merupakan usaha untuk
mengkonversikan suara konsumen secara langsung terhadap spesifikasi teknis dari
produk barang atau jasa yang dihasilkan. Bagian dari HOQ bisa dilihat pada gambar
2.1

16
Penjelasan dari masing-masing matrik:
a. Bagian Customer Requirments
Pada bagian ini berisi informasi mengenai kebutuhan konsumen atas dasar
penelitian dari bagian pemasaran. Data itu bersifat kualitatif dan dijabarkan
terhadap bahas konsumen, data tersebut juga ditempatkan secara terstruktur dalam
Tree diagram.
b. Bagian Planning Matrix
Bagian ini berfungsi untuk mengetahui hubungan produk terhadap produk
kompetitor. Pada bagian ini bermuatan tiga tipe informasi:
Data pasar kuantitatif yaitu data yang menunjukan tingkat kebutuhan dan
kepuasan relatif konsumen terhadap produk yang diluncurkan maupun produk
yang diluncurkan oleh kompetitor.
Goal setting (target capaian) yang ditujukan untuk jasa atau produk yang akan
diluncurkan
Kalkulasi untuk mengurutkan keinginan dan kebutuhan pelanggan.
c. Bagian Tanggap Teknik (Technial Response)
Gambar 2.1 House of Quality

17
Technical Response berisikan tentang spesifikasi teknik yang diturunkan dari Voice
Of Customer pada bagian 1. Bagian ini mendeskripsikan aplikasi dan layanan
produk yang dirancang. Dengan mudah dapat disusu dengan cara “Whats vs How”.
Selain itu perlu dicanagkan tearget terbaik yang bisa dicapai (Direction of
Goodness)
d. Bagian Relationships between Customer and Technical Requirements
Berisikan tentang penilaian keterikatan antara setaip bagian kebutuhan konsumen
(bagian 1) dengan elemen spesifikasi teknis yang diberikan (bagian 3).
e. Bagian Korelasi Teknik (Technical Correlation)
Bagian ini berisikan tentang penilaian tim perancang terhadap penerapan
keterhubungan antar bagian-bagian spesifikasi teknis bagian 3. Keterhubungan
dipengaruhi oleh direction of goodness dari setiap spesifikasi teknis. Spesifikasi
tersebut antara lain:
Dampak positif yang kuat. Diartikan melakukan perubahan pada spesifikasi
teknis 1 menuju direction of goodness akan mengakibatkan pengaruh positif
kuat pada direction of goodness yang ada pada spesifikasi teknis 2.
Dampak positif pertengahan. Diartikan melakukan perubahan pada spesifikasi
teknis 1 kearah direction of goodness akan mengakibatkan pengaruh yang
positif yang pertengahan pada direction of goodness pada spesifikasi teknis 2.
Netral. Diartikan mengadakan perubahan pada spesifikasi teknis 1 kearah
direction of goodness tidak menimbulkan pengaruh apa-apa pada direction of
goodnes pada spesifikasi teknis 2.
Dampak negatif pertengahan. Diartikan melakukan perubahan pada
spesifikasi teknis 1 kearah direction of goodness akan menimbulkan pengaruh
negatif pertengahan pada direction of goodness pada spesifikasi teknis 2
Dampak negatif yang kuat. Diartikan melakukan perubahan pada spesifikasi
teknis 1 ke arah direction of goodness menyebabkan timbulnya pengaruh
negatif yang kuat pada direction of goodness pada spesifikasi teknis 2
f. Bagian Target Matrix
Pada bagian ini mengandung tiga jenis data, diantaranya:

18
Target kinerja spesifikasi teknis dari produk yang dikembangkan.
Urutan kepentingan (peringkat) spesifikasi teknis.
Perbandingan teknis dari produk yang dikembangkan.
2.3.1 Suara Konsumen (voice of customers)
Suara konsumen atau sering disebut dengan voice of customers merupakan ekpresi
dari keinginan dan kebutuhan konsumen. VOC dapat memberikan hal yang lebih
spesifik sebagai contoh “ perusahaan kami membutuhkan pengiriman selama 1
minggu untuk pengiriman luar negeri) VOC juga dapat memberikan hal yang
ambigius sebagai contoh “Perusahaan kami dapat mengirim barang lebih cepat”.
Selain itu VOC juga dapat digunakan sebagai pembanding dengan data internal (voice
of the process), yang berfungsi memberikan penilaian proses capability dan proses
performance pada saat ini (Wignjosoebroto, 2008)
2.3.1.1 Tahapan Pengumpulan Suara Konsumen (VOC)
Untuk memperoleh suara pelanggan (VOC) perlu dilakukan survei kepada konsumen,
tujuannya untuk mendapatkan keluhan yang dirasakan oleh konsumen, yang akan
dibuat sebagai data atribut dari jasa produk. Setiap atribut mempunyai informasi
numerik yang mempunyai keterkaitan dengan kepenting relatif dan tingkat kepuasan
konsumen dari produk yang dihasilkan (Nasution, 2003) Data yang diperoleh dari
konsumen dapat memberikan petunjuk dari variasi pola hubungan yang bergantung
pada pengumpulan performasi kepuasan pelanggan. Untuk memperoleh interpretasi
data maka konsumen harus disurvei apakah mengguanakn satu produk atau lebih,
kemudian sampel dari konsumen terdiri dari konsumen berbagai tipe atau segmentasi.
Tahapan pada proses ini dapat dijelaskan sebagai berikut (Nasution, 2003)
2.3.1.2 Mengkarifikasikan Kebutuhan Konsumen
Model yang digunakan untuk mengidentifikasi kebutuhan konsumen yaitu
menggunakan revealed importance dan stated importance. Pengklarifikasian
kebutuhan konsumen dikelompokan jadi 4 kategori, yaitu:
19
Kebutuhan yang tersembunyi (low stated importance dan high revealed
importance.
Kebutuhan yang diharapkan (high stated importance dan low revealed
importance)
Kebutuhan dengan impact rendah (low stated importance dan low revealed
importance)
Kebutuhan dengan impact tinggi (high stated importance dan high revealed
importance)
A. Pengumpulan data kualitatif
Produsen wajib mengetahui kebutuhan konsumen, agar pengambilan keputusan
sesuai dengan kebutuhan yang konsumen harapkan. Adapun pengumpulan data
kualitatif dapat dilakukan dengan cara berikut, diantaranya:
Contextual Inquiry (CI) / permintaan kontekstual
Focus Group Discussion (FGD) / diskusi grup
Interview / wawancara
Menganalisa data pelanggan
Menganalisa data pelanggan berfungsi untuk membuat diagram afinitas, dimana
tahapan yang dilakukan seperti berikut ini:
Mengidentifikasi frasa yang mewakili kebutuhan konsumen melalui kalimat
pernyataan dari pengalaman nyata.
Memilih urutan prioritas perwakilan dari kebutuhan dan keinginan konsumen
pada HOQ
Pembuatan diagram afinitas, dimana diagram ini sebagai tools yang berfungsi
untuk memberikan data kualitatif dan tersusu secara hirarki (bottom up).
Menyusun frasa-frasa menjadi kebutuhan pelanggan yang sebenarnya dengan
menggunakan voice of customer.
B. Kuantifikasi Data
Data yang perlukan pada metode QFD, yaitu:
Tingkat performasi kepuasan pelanggan terhadap setiap kebutuhan konsumen.
Kepentingan relatif dari semua kebutuhan konsumen.

20
2.3.1.3 PlaningMatrik
Planing matrik berisikan informasi penting mengenai penilaian perancangan yang
akan dikembangkan dan yang akan datang berdasarkan kebutuhan dan keinginan
pelanggan pada saat ini.
Gambar 2.2 Planing Matrik dan Phase 1 QFD (diadopsi dari Yang dan El-Haik, 2003)

21
Menurut Kai Yang dan Basem El-Haik (2009) bagian-bagian Planing Matrix yaitu:
a. Row Weight / Absolute Importances
KOlom ini berisi tentang data dari perhitungan data dan data yang dibuat dalam
planning matrik. Row weight berfungsi untuk mengetahui tingkatan kepentingan dari
setiap kriteria pelanggan. Selain itu juga dapat digunakan untuk mengetahui
keuntungan dengan mempertimbangkan hal yang penting seperti important ratio
(rasio kepentingan). Pada dasarnya customer needs dan row weight adalah
perbandingan senilai dimana semakin penting customer needs tersebut bagi
perusahaan maka semakin besar nilai row weight. Maka unruk memenuhi kepuasan
pelangan menggunakan rumus sebagai berikut:
Rwi = Iwi X Spi X Iri......................................................…………………….............(2.1)
Keterangan :
RWi = Row Weight atribut I
IWi = Bobot/nilai tingkat kepentingan untuk atribut konsumen I
SPi = Sales point atribut I
IRi = Importance Ratio atribut I
b. Sales point/Rank Oraders
Sales Point/Rank oraders adalah nilai yang diberikan oleh perusahaan berdasarkan
kemampuan dari fungsi daya jual. Secara umum sales point dapat dibagi menjadi 3
bagian yaitu:
1 = fungsi yang mempunyai daya jual rendah
1,2 = fungsi yang mempunyai daya jual sedang
1,3 = fungsi yang mempunyai daya jual tinggi
c. Normalized Row Weight/Relative Importances
d. NRW (Normalized Row Weight) merupakan presentasi dari nilai row weight. Nilai
normalized row weight menggunakan urutan pembobotan dari customer needs dan
benefit secara menyeluruh. NRW digunakan sebagai pertimbangan pemilihan
prioritas technical response yang digunakan sebagai rencana peningkatan kualitas
produk yang akan dibuat. Rumus NRW adalah sebagai berikut:

22
RWi
NRW = .......... ............................................……………..............(2.2)
∑ni=1(Rwi)
Keterangan :
NRW = Normalized Row Weight
Rwi = Row Weight atribut i
d. Technical Responses
Technical response atau sering disebut dengan matrik How’s merupakan data yang
digunakan untuk menggambarkan kinerja dari produk atau jasa yang akan dibuat oleh
perusahaan. Matrik ini merupakan translasi dari kriteria kebutuhan konsumen
kedalam gambaran produk atau jasa yang dikembangkan. Salah satu cara yang
digunakan untuk menentukan isi dari matrik ini adalah dengan menentukan dimensi
dan cara peengukurannya dan dengan memperhatikan fungsi dari jasa atau produk
tersebut beserta subsistensinya. Untuk pengukurna kinerja dibidang jasa bisa
menggunakan pendekatan proses atau jalannya proses melalui pelayanan jasa tersebut
dari permulaan sama finish ke konsumen.
e. Matrik Relationship
Matrik relationship atau sering disebut dengan matrik hubungan yaitu matrik yang
memberikan pernyataan tentang relasi yeng terjadi antara kebutuhan konsumen
dengan jawaban teknis (technical responses). Setiap hubungan memberikan petunjuk
hubungan antara masing-masing technical rsponse terhadap masing-masing VOC.
Kekuatan relasi tersebut dipengaruhi (impact) dari technical response terhadap VOC.
Probabilitas pada matrik hubungan ini akan digambarkan oleh angka-angka untuk
memuudahkan pembacaan dengan pembagian atribut respon teknis menjadi tidak
saling terhubung sama sekali (0), sedang (1), kuat (3) dan sangat kuat (9).
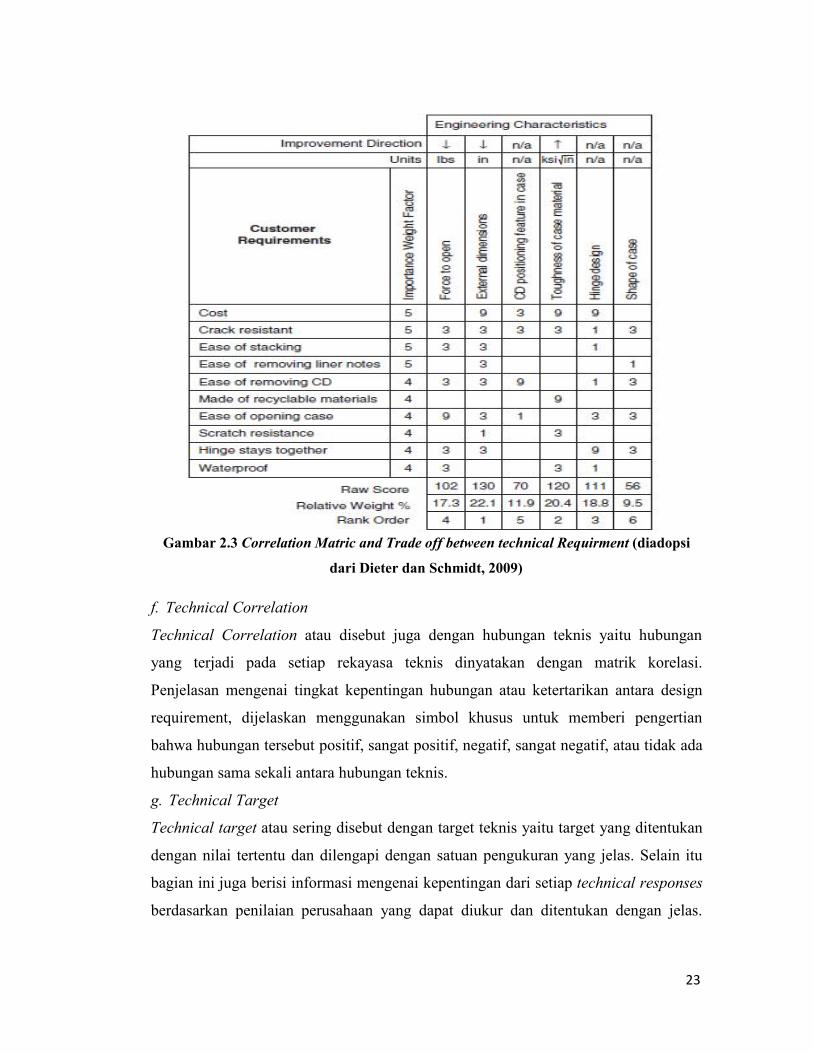
23
Gambar 2.3 Correlation Matric and Trade off between technical Requirment (diadopsi
dari Dieter dan Schmidt, 2009)
f. Technical Correlation
Technical Correlation atau disebut juga dengan hubungan teknis yaitu hubungan
yang terjadi pada setiap rekayasa teknis dinyatakan dengan matrik korelasi.
Penjelasan mengenai tingkat kepentingan hubungan atau ketertarikan antara design
requirement, dijelaskan menggunakan simbol khusus untuk memberi pengertian
bahwa hubungan tersebut positif, sangat positif, negatif, sangat negatif, atau tidak ada
hubungan sama sekali antara hubungan teknis.
g. Technical Target
Technical target atau sering disebut dengan target teknis yaitu target yang ditentukan
dengan nilai tertentu dan dilengapi dengan satuan pengukuran yang jelas. Selain itu
bagian ini juga berisi informasi mengenai kepentingan dari setiap technical responses
berdasarkan penilaian perusahaan yang dapat diukur dan ditentukan dengan jelas.

24
yang ditentukan dengan nilai tertentu dan dilengkapi dengan satuan pengukuran yang
jelas. Selain itu bagian ini juga berisi beberapa informasi mengenai tingkat
kepentingan dari setiap technical responses berdasarkan penilaian perusahaan yang
dapat diukur dan ditentukan dengan jelas.
h. Absolute Importance
Nilai ukuran yang memberikan petunjuk tinggkat kepentingan technical responses
yang akan dilakukan dengan hubungan antara customer requirement, customer
importance, dan technical responses. Absolute importance dapat dihitung dengan
rumus sebagai berikut:
AI = ∑ni=1(M(i,j) x IRi).....................................................………………..............(2.3)
Keterangan:
AI = Absolute Importance
M = Relationship Matrik
IR = Relatif Importance of Requirement
i = Relative Importance
Relative Importance nilai absolute importance yang dinyatakan dengan presentasi
kumulatif. Relative Importance dapat dihitung dengan rumus sebagai berikut:
RI = �㥀��㥀
�thh�..........................................................................……….........(2.4)
RI = Relative Importance
AI = Absolute Importance
2.4 Lean Manufacturing
Menurut (Gasperz 2011), lean manufacture ialah usaha terus menerus untuk
meminimalisr pemborosan (waste) yang terjadi disuatu perusahaan industri dan
menaikkan nilai tambah (added value) produk (jasa dan/atau barang) dengan tujuan
memberikan nilai tambah kepada konsumen (customer value). Lean manufacture
bertujuan meningkatkan terus menerus customer value melalui peningkatan terus
menerus rasio antara nilai tambah terhadap waste (the value added to waste). Menurut
APICS Dictionary (2005), Lean manufacture merupakan salah satu filosofi bisnis
yang berlandaskan pada minimasi pemakaian sumber-sumber daya (termasuk waktu)

25
dalam aktivitas-aktivitas perusahaan. Lean memfokuskan pada identifikasi dan
eliminasi berbagai aktifitas yang tidak bernilai tambah (non value added activities)
dalam desain, produksi ( untuk bidang manufaktur) atau operasi (bidang jasa), dan
supply chain management, yang berkaitan langsung dengan konsumen.Dari
pernyataan-pernyataan diatas dapat disimpulkan Lean adalah suatu pendekatan
sistematik dan sistemik untuk mengidentifikasi dan menghilangkan pemborosan
(waste) atau berbagai aktifitas yang tidak bernilai tambah (non added value activities)
melalui peningkatan terus menerus secara radikal (radical continous improvement)
dengan cara mengalirkan produk (material, work in process, output) dan data
menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal untuk
mendapatkan keunggulan dan kesempurnaan.
Menurut Gaspersz 2013, ada lima prinsip dasar lean:
1. Mengidentifikasi nilai produk (jasa dan/atau barang) didasarkan pada perspektif
konsumen, dimana konsumen menginginkan produk (jasa dan/atau barang)
berkualitas superior, dengan harga yang bersaing dan pengiriman yang tepat waktu.
2. Mengidentifkasi value stream process mapping (pemetaan proses pada value
stream) untuk setiap produk (jasa dan/atau barang). kebanyakan manajemen
perusahaan industri di Indonesia hanya memetakan proses bisnis atau proses kerja ,
bukan memetakan proses produk. Yang demikian berbeda dengan pendekatan lean
manufacture.
3. Menghilangkan pemborosan yang tidak bernilai tambah dari berbagai aktifitas
sepanjang proses value stream itu.
4. Mengatur agar material informasi, dan produk itu mengalir lancar dan efisien
sepanjang proses value stream memakai sistem tarik (pull system).
5. Secara continue mencari berbagai metode dan alat peningkatan untuk mencapai
keunggulan dan peningkatan terus menerus.

26
2.4.1 Pemborosan (Waste)
Pemborosan (waste) diartikan sebagai semua aktivitas kerja yang tidak memberikan
nilai tambah dalam proses perubahan input menjadi output sepanjang value stream
(Gaspersz, 2013).
Menurut (Gaspersz, 2013) terdapat dua jenis waste, type one waste dan type two
waste. One waste ialah semua aktivitas yang tidak bernilai tambah dalam proses
perubahan input menjadi output sepanjang value stream, tetapi aktifitas tersebut tidak
dapat dihindari pada saat sekarang. Contohnya, aktifitas pengechekan dan penyortiran
merupakan kegiatan yang tidak menambah nilai produk sehingga dikatakan sebagai
waste, namun aktifitas itu tidak dapat dihindari. Kemudian type two waste merupakan
kegiatan yang tidak menghasilkan nilai tambah dan perlu dihilangkan. Contohnya,
melakukan kesalahan (error) dan menghasilkan produk cacat (defect).
Dalam (Hines & Taylor, 2000) Shiego Shingo mendefinisikan waste menjadi 7 jenis,
diantaranya:
1. Overproduction
Pemborosan jenis ini dikarenakan produksi yang berlebih dari kuantitas yang dipesan
oleh konsumen. Perusahaan memproduksi lebih dari yang dibutuhkan dan stock berlebih
merupakan pemborosan tipe ini. Hal ini sering disebabkan oleh:
Hanya menggunakan perkiraan, tidak ada perhitungan pasti mengenai permintaan
periode selanjutnya.
Proses seting produksi yang lama.
Pengaturan jadwal produksi yang kurang terencana.
Tidak seimbangnya bebean kerja antara mesin dan tenaga kerja.
2. Defect
Tipe ini disebabkan oleh kecacatan dan/atau kegagalan produk setelah melalui suatu
tahap proses. Pemborosan ini selalu berhubungan dengan masalah kualitas produk atau
rendahnya performa pengiriman. Hal ini disebabkan oleh:
Minimnya proses control.
Kurang matangnya perencanaan maintenance
Tidak sesuainya pendidikan dan pelatihan yang dilakukan

27
Desain produk kurang menarik
3. Inventory
Kategori waste yang keempat yaitu masalah persediaan. Persediaan termasuk waste
dalam proses produksi karena material yang tidak dibutuhkan harus disimpan.
Penyebabnya adalah:
Solusi perusahaan terhadap masalah yang tidak diinginkan
Kerumitan produk
Kurang terencananya penjadwalan produksi
Perencanaan terhadap permintaan pasar yang kurang bagus
Proses yang tidak capable
4. Processing
Kategori waste ini terjadi karena langkah-langkah proses yang panjang dan yang
seharusnya sepanjang proses value stream. Kategori ini meliputi prosess atau prosedur
atau prosedur yang tidak perlu, pengerjaan pada produk akan tetapi tidak menambah nilai
dari prosedur itu sendiri. Penyebabnya adalah:
Proses yang tidak efisien dan efektif serta terlalu berlebihan
Tidak mampu mengidentifikasi keinginan konsumen
Proses perizinan yang terlalu rumit
Proses kerja dengan peralatan dan sistem yang tidak sesuai
Ketidaksesuaian standart prosedur kerja dengan kenyataan dilapangan
Perbedaan metode kerja dengan operator
5. Transportation
Waste kategori ini meliputi pemindahan material yang terlalu sering dan penundaan
pergerakan material. Penyebab utama dari transportasi berlebih adalah layout pabrik.
Tata letak pabrik yang kurang sesuai
Kurangnya pemahaman terhadap aliran proses produksi
Area penyimpanan yang terlalu luas atau sempit
6. Waiting
Waiting dan waktu tunggu termasuk waste karena hal tersebut tidak memberi nilai
tambah kepada produk. Penyebabnya antara lain:
Tidak adanya rencana maintenance yang matang

28
Lamanya waktu Set up
Adanya masalah dalam kualitas
Penjadwalan produksi yang kurang teencana
7. Motion
Jenis pemborosan yang terjadi karena banyaknya pergerakan dari yang seharusnya
sepanjang proses value stream. Pergerakan merupakan waste karena perpindahan
material atau orang tidak menambah nilai kepada produk. Solusi untuk menguarangi
waste kategori ini adalah dengan mendesain atau menata ulang layout pabrik. Penyebab
pemborosan kategori ini antara lain adalah:
Metode kerja yang tidak konsisten atau kurangnya standarisasi
Tata letak fasilitas yang kurang sesuai
Pergerakan ekstra “sibuk” ketika waiting
2.5 Beban Kalori
Dalam setiap kegiatan kita pasti memerlukan tenaga untuk melakukannya. Banyaknya
tenaga yang kita butuhkan untuk melakukan kegiatan tersebut biasa disebut kalori.
Banyaknya kalori yang digunakan sangat tergantung dari berat badan dan juga berat
ringannya suatu pekerjaan. Besarnya kalori yang kita gunakan untuk melakukan kegiatan
bisa diukur dengan pendekatan rumus sebagai berikut:
jamKkalx /60Tn) . . . T2 (T1
Tn)(BKn x . . . T2) x (BK2 T1) x (BK1 BK rata-Rata
……..(2.5)
Sedangkan untuk total beban kerja bisa dihitung mengggunakan rumus sebagai berikut:
MBrataBKrataTotalBK ………………………………………………………(2.6)
Dimana :
BK = beban kerja per jam
BK1, BK2, BKn = beban kerja sesuai aktivitas kerja 1, 2, n (dalam satuan menit)
T1, T2, Tn = waktu kerja sesuai aktivitas kerja 1,2, n (dalam satuan menit)
MB = Metabolisme basal
= untuk laki-laki yaitu berat badan dalam Kg x 1 kkal perjam
= untuk wanita yaitu berat badan dalam Kg x 0,9 kkal perjam

29
Gambar 2.4 Tabel perkiraan beban kerja menurut kebutuhan kalori
30
BAB III
METODE PENILITIAN
Metode penelitian merupakan kerangka kerja secara sistematis yang akan
menggambarkan tahapan-tahapan untuk mengidentifikasi, merumuskan, menganalisa,
memecahkan dan menyimpulkan suatu masalah sehingga lebih terarah dan beraturan
dalam melakukan penelitian.
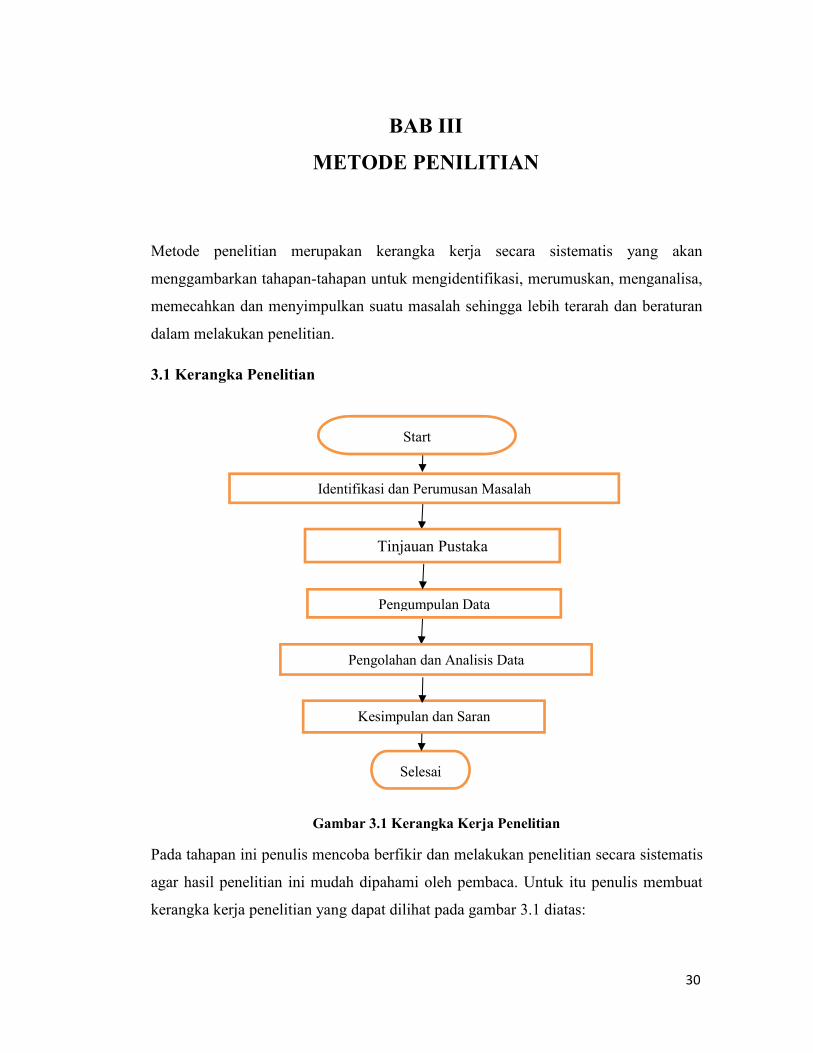
3.1 Kerangka Penelitian
Pada tahapan ini penulis mencoba berfikir dan melakukan penelitian secara sistematis
agar hasil penelitian ini mudah dipahami oleh pembaca. Untuk itu penulis membuat
kerangka kerja penelitian yang dapat dilihat pada gambar 3.1 diatas:
Selesai
Start
Identifikasi dan Perumusan Masalah
Pengumpulan Data
Kesimpulan dan Saran
Pengolahan dan Analisis Data
Tinjauan Pustaka
Gambar 3.1 Kerangka Kerja Penelitian

31
3.2 Identifikasi dan Perumusan Masalah
Identifikasi masalah adalah tahapan dalam menemukan dan mengenali objek
permasalahan yang akan diteliti. Metode yang dilakukan untuk penelitian ini yaitu
melalui interview dan meeting terhadap manajemen mengenai kebutuhan-kebutuhan
yang diharapkan untuk pembuatan part atau jig untuk pengemasan produk. Langkah
selanjutnya mengambil data kuantitatif terhadap kebutuhan konsumen dari hasil
meeting atau Focus Group Discussion (FGD).
3.3 Tinjauan Pustaka
Tinjauan pustaka dilakuakan dengan cara mempelajari konsep aktifitas dalam
melakukan penelitian dengan landasan teori-teori tentang metode Quality Function
Deployment (QFD), Product Design and Development. Tujuan tinjauan pustaka
tersebut untuk membantu memecahkan masalah yang ada tanpa keluar dari ruang
lingkup batasan masalah yang telah dibuat sebelumnya.
3.4 Pengumpulan Data
Pengumpulan data dilakukan untuk memperoleh informasi yang dapat mendukung
penelitian untuk mencapai tujuan penelitian dalam memecahkan masalah yang ada.
Sesuai metode QFD yang telah dibahas di BAB 2, tahapan pengumpulan data
mengikuti alur House of Quality yang dapat dilihat pada gambar 3.2

32
Dalam penelitian ini penulis meneliti meja pengemasan untuk produk botol susu,
dengan tujuan untuk mengumpulkan data keinginan konsumen. Data yang
dikumpulkan adalah sebagai berikut:
a. Data Voice of Customer (VOC)
Tahap pertama untuk mendapatkan data VOC adalah dengan cara mengundang
manajemen yang akan menggunakan produk meja pengemasan. Kemudian dibentuk
Focus Grup Discussion (FGD) dengan melibatkan tim drafter dan product
develpoment agar produk sesuai yang konsumen harapkan.
b. Data botol susu, carton box, serta pengiriman
Data unit yang akan dikembangkan sangat penting untuk menunjang keberhasilan
project. Maka perlu mengumpulkan data botol susu sebagai unit yang akan menjadi
objek pengemasanan. Data ini diperoleh dengan pengukuran aktual dilapangan yang
Gambar 3.2 House of Quality (diadopsi dari Dieter dan Schmidt, 2008)

33
dilakukan oleh tim pengembangan. Selain itu data juga diperoleh dari team produk
development sebagai acuan dalam pengembangan produk.
c. Data Tim Pengembangan
Untuk mempermudah dalam pengontrolan dalam pengembangan produk meja
packing maka dibentuk tim pengembangan. Tujuan dibentuknya tim tersebut agar ada
yang bertanggung jawab atas projek tersebut sehingga dapat memuaskan konsumen.
Pada projek ini dibentuk 3 departemen yaitu Research and Development Department,
Marketing dan Sales Department, Engineering department.
3.5 Pengolahan Data
Data yang sudah dikumpulkan diolah dengan metode Quality Function Deployment.
Adapun tahapan pengolahan data pada penelitian ini adalah sebagai berikut:
a. Karakteristik dan keinginan konsumen
Kebutuhan dan keinginan konsumen dilihat dari diagram afinitas dan screening dari
hasil pengumpulan data.
b. Menetukan Kepentingan Relatif
Pada tahap ini menggunakan metode scoring dan mudge diagram.
c. Perencanaan Produk
Pada tahap ini dibentuk House Of Quality fase 1 yang dibuat dari data kebutuhan
konsumen dan kepentingan relatif. Tim pengembangan membuat technical responses
untuk menjawab kebutuhan konsumen. Technical responses diperoleh dari anggota
Focus Group yang sudah memiliki keahlian tentang produk meja pengemasan. Pada
fase ini menghasilkan Quality Function Deployment.
3.6 Kesimpulan dan Saran
Tahapan ini berisi kesimpulan yang didapat dari hasil penelitian yang dilakukan atas
rumusan masalah yang telah ditentukan sebelumnya dan memberikan saran mengenai
permasalahan yang ada dalam perusahaan yang ditemukan saat penelitian.

34
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
Untuk mempermudah menganalisa dan pengambilan keputusan maka memerlukan
data yang lengkap dan valid. Selain itu metode yang digunakan harus mempunyai
banyak pengaruh terhadap hasil analisa. Teknik pengumpulan data yang digunakan
dalam penelitian ini yaitu observasi, wawancara dan Focus Group Discussion.
Adapun data yang dikumpulkan adalah sebagai berikut:
4.1.1 Data Voice of Customer (VOC)
Data yang perlu diketahui terlebih dahulu adalah VOC. Data ini didapatkan dari
interview dengan operator dan FGD dengan perwakilan manajemen selaku
penerjemah keperluan konsumen diwakili oleh Senior Sales officer dan tim Research
and Development untuk mengetahui kepentingan konsumen. Wawancara dengan
operator dengan tujuan mencari informasi terkait hal-hal dilapangan yang berkaitan
dengan proses packing.
Berikut adalah daftar peserta Focus Group Discussion yang dilakukan:
Tabel 4.1 Focus Group Discussion
No Bagian Keterangan
1 Senior Sales officer Konsumen
2 Departemen head Research and Development Produsen
3 Section Head Engineering Produsen
4 Operator mesin Konsumen
5 Drafter Produsen

35
Dengan total jumlah peserta adalah 5 orang, dua perwakilan konsumen dan tiga orang
dari perwakilan produsen. Diskusi difokuskan untuk memperoleh kebutuhan
manajemen terkait rencana untuk supplai produk secara offline. Data tersebut akan
digunakan oleh tim pengembang untuk memecahkan masalah yang dihadapi untuk
memnuhi kebutuhan konsumen. Untuk itu tim pengembangan telah menyiapkan
beberapa pertanyaan sebagai berikut:
1. Mengapa ada sistem packing secara offline?
2. Masalah apa yang sekarang sedang dihadapi oleh manajemen?
3. Masalah apa yang sekarang sedang dihadapi oleh operator?
4. Apa kekurangan sistem packing yang sekarang?
5. Solusi yang diharapkan dari permasalahan operator dan manajemen?
Dari pertanyaan yang diajukan diatas, tim pengembangan memperoleh tanggapan
sebagai berikut:
1. Pada awalnya sistem memang didesain hanya untuk beroperasi secara inline, tetapi
karena project sistem inline belum beroperasi maka tim penjualan mencari order
dari konsumen lain agar perusahaan bisa tetap beroperasi.
2. Saat ini menajemen mengeluhkan biaya pengiriman yang tidak sesuai budget
dikarenakan pengemasan sekarang kurang efisien. Saat ini packing menggunakan
2 lapis kemasan. Lapis pertama adalah kantong plastik dengan peletakan botol
yang tidak beraturan, dan lapis kedua adalah karton box dengan ukuran
520x386x386 cm. Konsumen meminta minimal dua lapis karena untuk
meminimalisir kontaminasi material lain masuk ke dalam botol.
3. Kecepatan output mesin blow molding PT. R saat ini mencapai 300 botol/menit,
karena belum ada mesin packing maka proses packing dilakukan dengan manual
menggunakan tenaga manusia. Sedangkan kecepatan proses packing tidak bisa
mengimbangi kecepatan output mesin, dan akhirnya timbul bahan work in process
dalam area produksi.
4. Kelemahan sistem packing yang sekarang adalah peletakan botol yang tidak
beraturan membuat manajemen memutuskan untuk memilih karton box sebagai
pelapis kedua untuk melindungi botol agar tidak rusak saat pengiriman.

36
Pengiriman menggunakan karton box membuat kapasitas muat truck sedikit.
Metode packing manual saat ini dilakukan dengan memindahkan botol dari
kantong plastik output dari mesin sambil mengechek kualitas bersamaan dengan
menghitung jumlah yang dimasukan ke kantong plastik packing. Tiga proses
dalam satu gerakan itu yang membuat lama proses packing. Penghitungan jumlah
produk yang dimasukkan kedalam plastik packing rentan terjadi kesalahan karena
harus mengingat sejumlah angka sambil mengechek kualitas botol. Tidak kurang
per shift operator menemukan 2 kali menghitung ulang hasil kemasan yang telah
selesai dikemas.
5. Operator dan manajemen sama-sama menginginkan adanya perbaikan proses
packing sehingga didapatkan dimensi volume packing yang lebih compact
sehingga menghemat biaya dan kecepatan proses packing meningkat sehingga
tidak ada lagi bahan work in process yang tersisa dalam area produksi. Oleh karena
itu diusulkan untuk membuatkan sebuah meja yang berfungsi sebagai jig untuk
menjadi acuan jumlah botol dalam satu plastik packing sehingga operator tidak
perlu menghitung lagi jumlah botol yang telah dimasukkan didalam plastik
packing dengan mendesain meja yang tidak mungkin kelebihan dan jika kurang
akan langsung kelihatan. Serta meja hanya dibolehkan berbahan metal yang tidak
korosif karena produk merupakan wadah produk minuman.
Selanjutnya tanggapan dari manajemen dirangkum dan diterjemahkan agar tidak
terjadi kesalahan dalam pengumpulan dan pengolahan data. Resume dari hasil diskusi
FGD ditampilkan pada tabel berikut ini:
Tabel 4.2 Resume FGD
Pertanyaan Pernyataan Manjaemen Kesimpulan Kebutuhan
Alasan kebutuhan
produk
Kebutuhan perusahaan untuk
memenuhi kebutuhan
konsumen dengan
menjalankan produksinya
secara offline. Yang dari
Perlu adanya tambahan
sarana untuk memfasilitasi
perubahan proses packing

37
desain awal hanya didesain
untuk pengiriman secara
inline dengan konsumen.
Sehingga memerlukan
bebrapa adaptasi disisi
produksi.
Permasalahan
Manajemen
Dimensi packing yang
menggunakan karton box
membuat jumlah botol
pengiriman menjadi sedikit.
Biaya kirim botol menjadi
mahal.
Permasalahan Operator Operator mengeluhkan
adanya botol yang masih
dalam proses work in process
dalam area produksi,
dikarenakan perbedaan
kecepatan antara output mesin
dan kecepatan proses packing.
Proses pengecheckan ulang
kemasan mengurangi
kecepatan produksi.
Kecepatan proses packing
tidak sebanding dengan
kecepatan output mesin.
Pengemasan ulang per
shift 2 box.
Solusi yang diinginkan Pihak manajemen dan
operator sama-sama
menginginkan adanya
perbaikan proses packing agar
biaya yang ditimbulkan
karena penggunaan karton
box membuat kapasitas muat
truck menjadi berkurang,
Meningkatnya kecepatan
proses packing dan
menurunkan biaya
pengiriman

38
serta agar membantu
mempercepat proses packing
agar tidak menimbulkan
barang work in process dalam
ruangan produksi.
Saran yang diberikan Pembuatan meja packing
yang berfungsi sebagi acuan
agar jumlah botol dalam
plastik sesuai dengan standar,
sehingga mengurangi waktu
yang dipakai operator untuk
menghitung jumlah botol
yang telah dimasukkan
kedalam plastik. Pembuatan
meja ini juga berfungsi untuk
meminimalkan dimensi yang
terpakai dalam truck sehingga
kapasitas kapaistas
pengiriman menjadi lebih
banyak dalam satu
pengiriman. Meja berbahan
logam yang tidak korosif.
Membuat meja packing
dengan tujuan mengurangi
komponen kerja operator
serta meminimalkan biaya
pengiriman.
Meja berbahan logam
yang tidak korosif.
Berdasarkan respon dan masukan yang diberikan anggota group FGD, maka tim
pengembangan menyimpulkan kebutuhan teknis dalam tabel dibawah:
Tabel 4.3 Kesimpulan kebutuhan konsumen
No Kebutuhan Konsumen1. Mempermudah dan mempercepat proses packing2. Tidak ada sisi tajam yang akan merobek plastik

39
3. Ringan jika ingin dipindah.4. Aman saat digunakan5. Rendah biaya6. Tidak menimbulkan potensi kontaminasi produk7. Mudah digunakan operator
4.1.2 Data Botol Susu dan Karton Box
Tahapan berikutnya dalam pengumpulan data yang diperlukan tim pengembangan
adalah data botol susu yang akan dikemas dan dibuatkan meja pengemasannya.
Metode yang dipakai untuk pengumpulan data ini adalah observasi langsung
dilapangan dan mengumpulkan data-data teknis mengenai botol susu tersebut.
Berikut adalah dimensi dan spesifikasi botol susu yang akan dikemas.
Dari data dimensi botol susu diatas, didapatkan susunan standar packing yang telah
ditentukan sebelumnya oleh tim R&D dengan berbagai macam pertimbangan,
diantaranya adalah kerapian dan kekuatan botol saat ditumpuk/disusun dengan botol
Gambar 4.1 Dimensi Botol
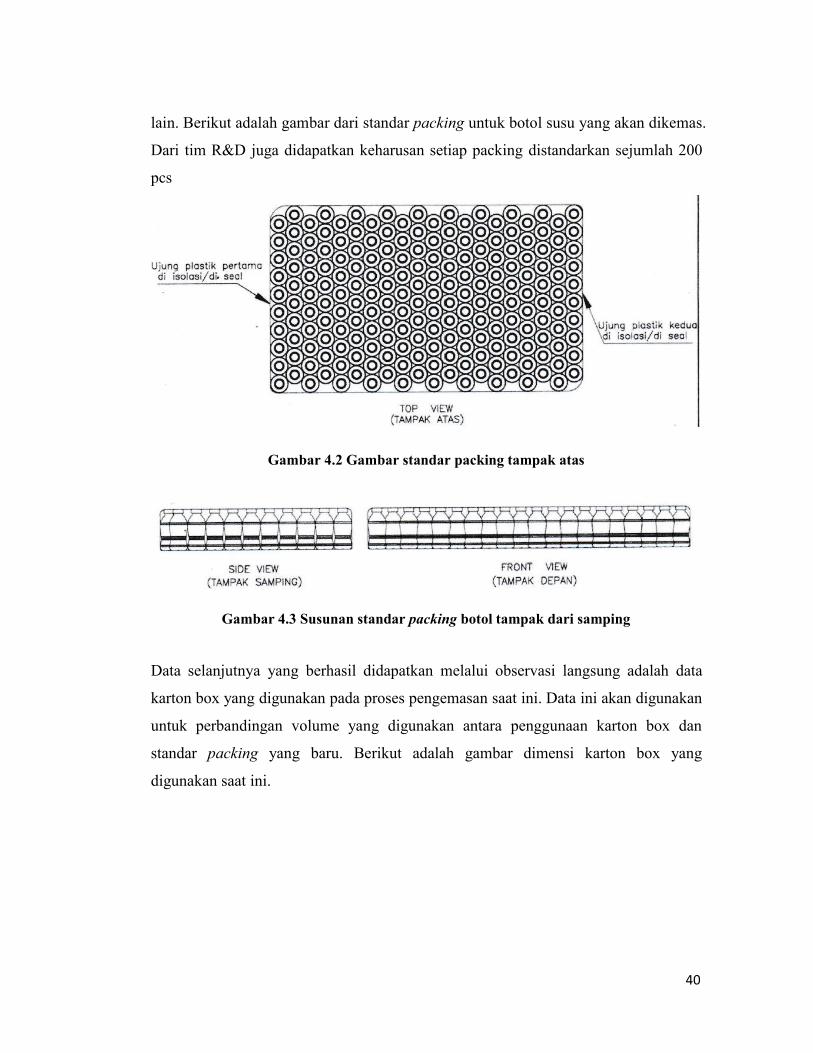
40
lain. Berikut adalah gambar dari standar packing untuk botol susu yang akan dikemas.
Dari tim R&D juga didapatkan keharusan setiap packing distandarkan sejumlah 200
pcs
Gambar 4.2 Gambar standar packing tampak atas
Data selanjutnya yang berhasil didapatkan melalui observasi langsung adalah data
karton box yang digunakan pada proses pengemasan saat ini. Data ini akan digunakan
untuk perbandingan volume yang digunakan antara penggunaan karton box dan
standar packing yang baru. Berikut adalah gambar dimensi karton box yang
digunakan saat ini.
Gambar 4.3 Susunan standar packing botol tampak dari samping

41
4.1.3 Data Pengiriman
Data pengiriman disini berisikan jenis kendaraan yang dipakai, berapa jumlah yang
bisa dikirim serta berapa biaya yang harus dibayar untuk pengiriman botol tersebut.
A. Kendaraan pengiriman
Gambar 4.5 CDD Wingsbox
Saat ini kendaraan yang dipakai adalah truck dengan tipe (colt double diesel) CDD
wingsbox. Dengan pertimbangan akses yang cocok dengan loading dock di area
perusahaan kendaraan dengan bukaan samping, agar memudahkan bongkar muat
barang. Kendaraan CDD wingsbox yang dipakai diseragamkan dengan dimensi P=
930 cm, L = 250 cm, T = 250 cm (https://www.kargo.co.id/kapasitas-truk/).
B. Jumlah maksimum pengiriman botol dengan karton box
Gambar 4.4 Dimensi karton box

42
Dengan manggabungkan data dimensi kendaraan dengan dimensi karton box akan
didapatkan berapa jumlah botol maksimum yang bisa dikrimkan melalui kedaraan
CDD wingsbox.Tabel .4.4 Perhitungan jumlah botol dalam kendaraan menggunakan karton box
Dimensi (cm) JumlahPanjang Lebar Tinggi Kardus (pcs) Botol (pcs)
m n o p = (mxnxo) q = p x 200Truck a 930 250 250
Karton Box b 52 38,6 38,6
Susunan dalam truck (pcs)
Karton Box c = rounddown(a:b) 17 6 6 612 122.400
C. Biaya pengiriman dengan karton box
Data yang didapatkan mengenai forecast pengiriman perbulan dari sales adalah
sebesar 4.000.000 botol perbulan. Sedangkan biaya pengiriman menggunakan
kendaraan CDD wingsbox ke arah kabupaten Pasuruan seperti dikutip dari web
www.kargo.co.id adalah sebesar Rp. 7.000.000 per pengiriman. Sehingga bisa
disimulasikan seperti tabel berikut:Tabel 4.5 Perhitungan biaya pengiriman dengan menggunakan karton box
Forecast/bulan a 4.000.000Kapasitas CDD Wingsbox (pcs) b 122.400Biaya pengiriman (Rp) c 7.000.000Biaya pengiriman/bulan (Rp) d = ((a/b) x c) 228.758.170
Dari tabel diatas bisa ditarik informasi bahwa biaya pengiriman botol perbulan sesuai
forecast dari sales adalah sebesar Rp. 228.758.170.
4.2. Analisis Data
Data-data yang berhasil dikumpulkan kemudian diolah oleh tim Pengembangan PT R.
dalam beberapa tahapan tim pengembangan juga melakukan focus group discussion
dengan menajemen agar dapat menentukan tingkata kepentingan kebutuhan dan
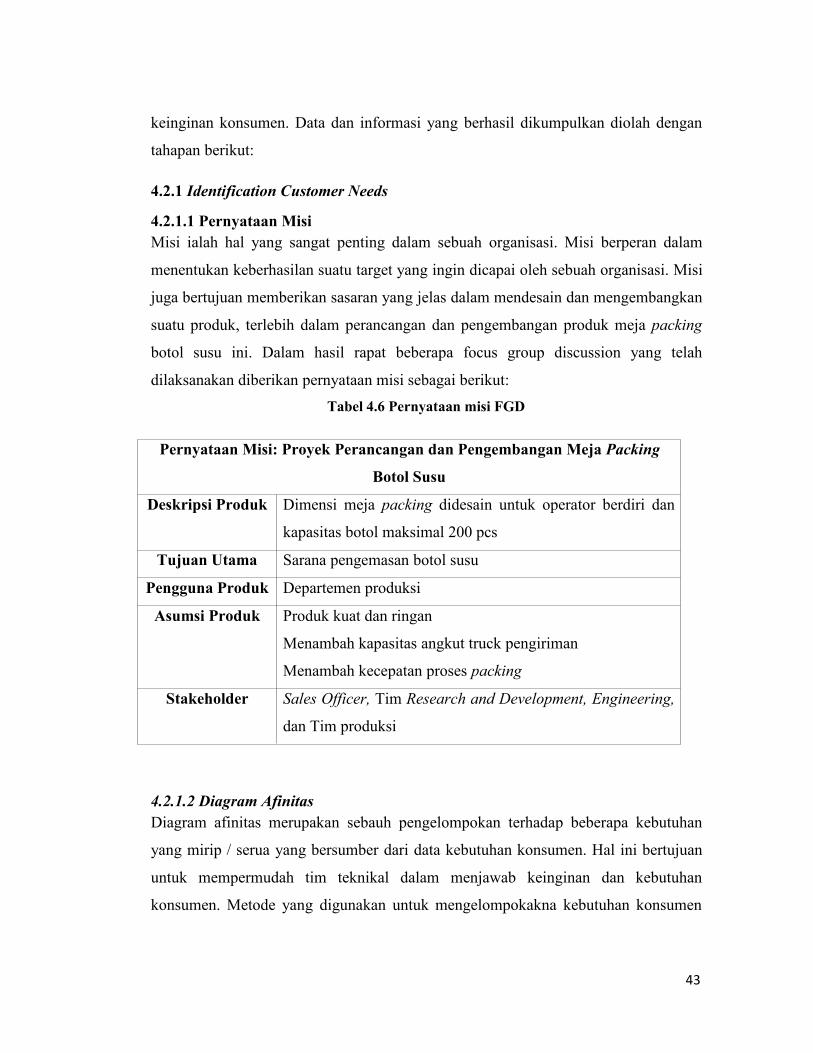
43
keinginan konsumen. Data dan informasi yang berhasil dikumpulkan diolah dengan
tahapan berikut:
4.2.1 Identification Customer Needs
4.2.1.1 Pernyataan MisiMisi ialah hal yang sangat penting dalam sebuah organisasi. Misi berperan dalam
menentukan keberhasilan suatu target yang ingin dicapai oleh sebuah organisasi. Misi
juga bertujuan memberikan sasaran yang jelas dalam mendesain dan mengembangkan
suatu produk, terlebih dalam perancangan dan pengembangan produk meja packing
botol susu ini. Dalam hasil rapat beberapa focus group discussion yang telah
dilaksanakan diberikan pernyataan misi sebagai berikut:Tabel 4.6 Pernyataan misi FGD
4.2.1.2 Diagram AfinitasDiagram afinitas merupakan sebauh pengelompokan terhadap beberapa kebutuhan
yang mirip / serua yang bersumber dari data kebutuhan konsumen. Hal ini bertujuan
untuk mempermudah tim teknikal dalam menjawab keinginan dan kebutuhan
konsumen. Metode yang digunakan untuk mengelompokakna kebutuhan konsumen
Pernyataan Misi: Proyek Perancangan dan Pengembangan Meja Packing
Botol Susu
Deskripsi Produk Dimensi meja packing didesain untuk operator berdiri dan
kapasitas botol maksimal 200 pcs
Tujuan Utama Sarana pengemasan botol susu
Pengguna Produk Departemen produksi
Asumsi Produk Produk kuat dan ringan
Menambah kapasitas angkut truck pengiriman
Menambah kecepatan proses packing
Stakeholder Sales Officer, Tim Research and Development, Engineering,
dan Tim produksi
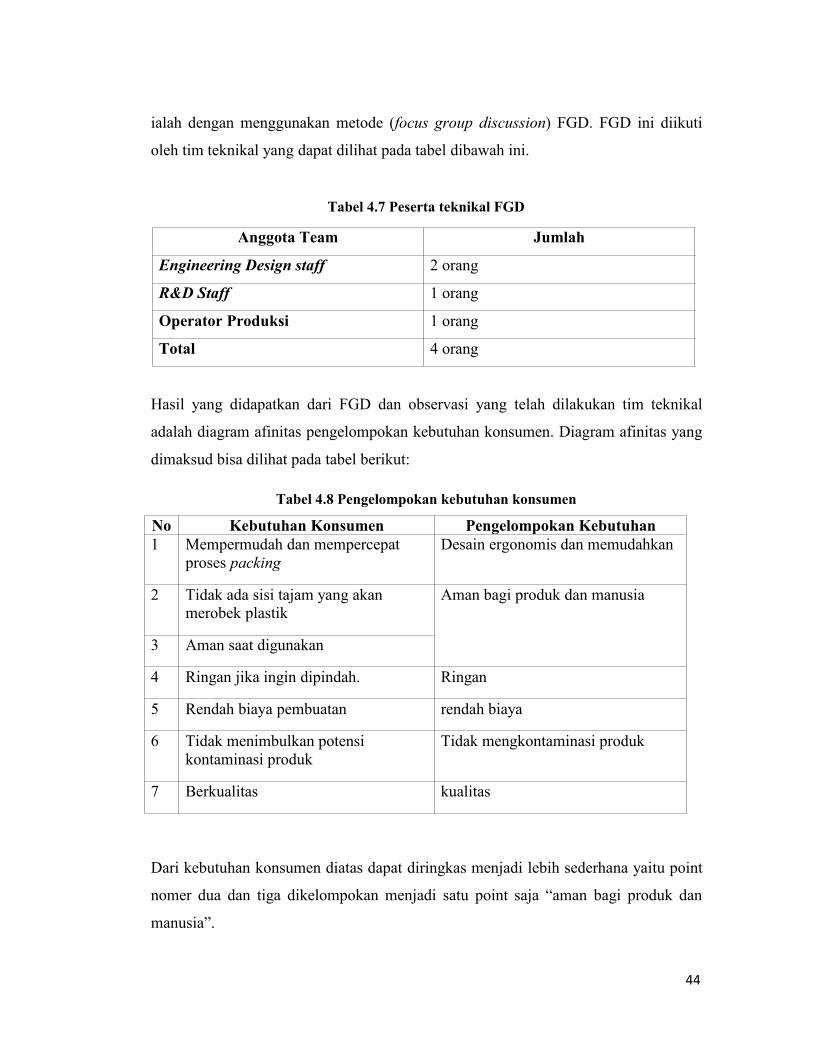
44
ialah dengan menggunakan metode (focus group discussion) FGD. FGD ini diikuti
oleh tim teknikal yang dapat dilihat pada tabel dibawah ini.
Tabel 4.7 Peserta teknikal FGD
Hasil yang didapatkan dari FGD dan observasi yang telah dilakukan tim teknikal
adalah diagram afinitas pengelompokan kebutuhan konsumen. Diagram afinitas yang
dimaksud bisa dilihat pada tabel berikut:
Tabel 4.8 Pengelompokan kebutuhan konsumen
No Kebutuhan Konsumen Pengelompokan Kebutuhan1 Mempermudah dan mempercepat
proses packingDesain ergonomis dan memudahkan
2 Tidak ada sisi tajam yang akanmerobek plastik
Aman bagi produk dan manusia
3 Aman saat digunakan
4 Ringan jika ingin dipindah. Ringan
5 Rendah biaya pembuatan rendah biaya
6 Tidak menimbulkan potensikontaminasi produk
Tidak mengkontaminasi produk
7 Berkualitas kualitas
Dari kebutuhan konsumen diatas dapat diringkas menjadi lebih sederhana yaitu point
nomer dua dan tiga dikelompokan menjadi satu point saja “aman bagi produk dan
manusia”.
Anggota Team Jumlah
Engineering Design staff 2 orang
R&D Staff 1 orang
Operator Produksi 1 orang
Total 4 orang

45
4.2.1.3 Interpretasi Kebutuhan CustomerData diagram afinitas yang diperoleh dari hasil FGD dan observasi, selanjutnya
diolah menjadi daftar kebutuhan konsumen dalam perancangan dan pengembangan
produk meja packing. Untuk mempermudah tim teknikal dalam memilih kepentingan
kebutuhan dan keinginan konsumen, maka akan digubakan kode A. Sehingga dapat
dikodekan sebagai berikut:
A.1 Desain ergonomis dan memudahkan
A.2 Aman bagi produk dan manusia
A.3 Ringan
A.4 Rendah biaya
A.5 Tidak mengkontaminasi produk
A.6 Kualitas
4.2.2 Product Specifications
4.2.2.1 Menentukan Kebutuhan Relatif (Mudge Diagram)
Mudge diagram adalah metode yang berfungsi utuk menentukan skala prioritas
kebutuhan konsumen. Kebutuhan relatif dapat dinilai dari angka 1 sampai dengan
angka 5. angka 1diibaratkan menunjukan bahwa kebutuhan konsumen kurang penting,
sedangkan angka 5 menunjukan kebutuhan konsumen yang paling penting.
Permasalahn yang muncul biasanya adalah menggunakan skala 1 sampai 5 saja
kurang begitu akurat untuk menentukan skala prioritas kebutuhan konsumen.
Kemungkinan nilai sama antara kepentingan dan kebutuhan sering ditemukan. Oleh
karena itu metode mudge diagram digunakan untuk menghindari hal tersebut.
Dengan mudge diagram satu tingkat kepentingan dihadapkan dengan tingkat
kepentingan yang lain. Mudge diagram juga bisa berfungsi untuk membandingkan
fungsi satu dengan fungsi yang lain.
Pada tabel dibawah ini adalah susunan anggota FGD yang terdiri dari beberapa pihak
yang akan memberihan arahan teknis dan memberi nilai terhadap tingkat kebutuhan
konsumen.

46
Table 4.9 Peserta anggota FGD
Anggota Team Produsen Konsumen Jumlah
Senior Sales officer ✓ 1 orangOperator packing ✓ 2 orangOperator Machine ✓ 1 orangEnginering drafter ✓ 1 orangEnginering section head ✓ 1 orangResearch and Development staff ✓ 1 orangPurchasing staff ✓ 1 orang
Total 8 orang
Pada tabel dibawah ini memperlihatkan pertanyaan pembanding yang diberikan untuk
mempermudah pemberian nilai.
Tabel 4.10 Prioritas kebutuhan
Penentuan Prioritas Kebutuhan
Pilihlah kebutuhan paling penting dari kebutuhan kiri dan kebuthan dikananTandi (√) dikolom kotak. Angka 3 berarti bersifat lebih penting dari pada angka 1
Contoh:A.1 3 2 1 x 1 2 3 A.2
√
Isian diatas mempunyai definisi bahwa fungsi A.1 mempunyai tingkat kepentingan yang lebihpenting dari fungsi A.2 dan diberi nilai 3
3 2 1 X 1 2 3
A.1 Desain ergonomisdan memudahkan
√ x Aman bagi produkdan manusia A.2
√ x Ringan A.3√ x rendah biaya A.4
√ xTidakmengkontaminasiproduk
A.5
√ x Kualitas A.6
A.2 Aman bagi produkdan manusia
√ x Ringan A.3√ x Rendah biaya A.4
√ x Tidakmengkontaminasi A.5

47
produk√ x Kualitas A.6
A.3 Ringan
√ x Rendah biaya A.4
x √Tidakmengkontaminasiproduk
A.5
x √ Kualitas A.6
A.4 Rendah biaya x √Tidakmengkontaminasiproduk
A.5
√ x Kualitas A.6
A.5Tidakmengkontaminasiproduk
√ x Kualitas A.6
Dari skor yang didapatkan pada tabel diatas, selanjutnya dilakukan penjumlahan dan
diprosentasekan sehingga didapatkan skala prioritasnya. Data yang telah didapat
diterjemahkan pada tabel dibawah ini.
Tabel 4.11Mudge Diagram
1 2 3 4 5 6 Nilai % Rank
1 A1 A1.1 A1.3 A1.3 A1.2 A1.2 11 33,3% 1
2 A2 A2.3 A2.3 A2.2 A2.2 10 30,3% 2
3 A3 A3.2 A.5.3 A.6.2 2 6,1% 5
4 A4 A4. 1 A6. 2 1 3,0% 6
5 A5 A5. 2 5 15,2% 3
6 A6 4 12,1% 4
33 100%

48
4.2.2.2 Spesifikasi Perancangan Produk
Setelah kebutuhan konsumen (what’s) dan tingkat kepentingan telah diketahui,
langkah selanjutnya adalah membentuk House of Quality QFD. Pada tahap ini
dilakukan dilakukan focus group discussion yang sudah dijelaskan pada tabel 4.9
Focus group ini membahas tentang technical response dari kebutuhan konsumen.
Detail rinci pembahasan tersebut dapat dilihat pada tabel dibawah ini.
Tabel 4.12 Technical Response
ID Customer Needs ID TechnicalResponses
Technical Target
A.1 Desain ergonomis danmemudahkan
B.1 Dirancang untukorang berdiridengan mejaberkapasitasmaksimum 200botol
Tinggi meja dibuat830 mm dan luasmeja dibuat600.000 mm2
A.2 Aman bagi produk danmanusia
B.2 Setiap tepi dibuatradius
Minimal radius.Zero accident
A.3 Ringan B.3 Rangka terbuat darihollow dan sisi atasdibuat dari platlogam
Berat totaldibawah 5 kg
A.4 rendah biaya B.4 Menggunakanstock material yangada
Hanya keluar biayajasa
A.5 Tidak mengkontaminasiproduk
B.5 Berbahan logamdan dilapisi cat besi
Plate SPHC1,5mm2
A.6 Kualitas B.6 Pengontrolanpekerjaan diawasioleh tim qualitycontrol, dandikerjakan olehyang ahli
Zero defect
Dalam penentuan technical response tim technical yang sudah berkompeten dan
berpengalaman memilki alasan-alasan tersendiri dalam memutuskan respon yang
49
dipilih. Berikut beberapa penjelasan dari tim technical mengenai pemilihan respon
yang diberikan:
Dalam hal perancangan meja, didesain untuk orang yang berdiri sehingga
membuat operator bebas bergerak untuk melakukan pekerjaan dan untuk tinggi
diseting disekitaran area siku operator disekitar 83cm sehingga membuat pekerja
tidak gampang lelah. Dalam hal desain bentuk meja bagian atas luasan meja tim
mengacu pada gambar standar packing yang dibuat oleh team Research and
Development sebelumnya dengan membuat operator langsung mengetahui jika
botol kurang dan di desain tidak bisa kelebihan botol dalam satu kemasan dengan
mengatur panjang dan lebar meja mengacu kepada panjang (100cm) dan lebar
(60 cm) standar packing botol. Pada bagian tepi meja diberi dinding hampir
setinggi botol (10 cm) dengan tujuan botol tidak keluar dari bentuk standar
packing.
Dalam hal meja packing harus aman untuk botol dan manusia tim mengantisipasi
pemotongan plat yang kurang rapi sehingga menimbulkan sisi tajam pada tepi-
tepi plat. Sisi tajam ini dikhawatirkan bisa merobek plastik kemasan serta
melukai manusia. Sehingga tim metuskan agar tepi plat difinishing sampe
berbentuk radius.
Untuk memudahkan dalam hal memnidahkan meja setelah selesai digunakan
meja didesain seringan mungkin. Agar bisa didapatkan berat total yang dibawah
5 Kg. Untuk rangka dipilihkan hollow 30x30x1.2 mm dan untuk papan meja
dibuat dari plat SPHC 1,5 mm. Dalam hal ini sebagai antisipasi plat tertekan
kebawah dan berubah bentuk maka dibagian bawah papan meja diberikan
tulangan dari hollow 30x30x1.2mm agar menjaga kulitas meja tetap terjaga.
Untuk mengurangi biaya produksi dam proses perancangan dan pengembangan
produk, maka akan menggunakan material yang sudah ada digudang sehingga
nanti yang muncul hanya untuk biaya jasa pembuatan.
Karena botol merupakan bagian dari produk makanan dan minuman maka sebisa
mungkin dihindari potensi botol terkontaminasi oleh benda asing. Oleh karena itu
dipilih material dari logam bukan kayu. Untuk menghindari korosi maka

50
dipersyaratkan untuk meja di cat besi agar mencegah permukaan logam
teroksidasi.
Kepuasan konsumen adalah target utama dalam perencanaan dan pengembangan
produk. Untuk memenuhi hal tersebut maka dilakukan pengecheckan oleh tim
quality control mulai dari proses pengadaan barang oleh suplier hingga incoming
produk setelah selesai dibuat oleh supplier.
Proses selanjutnya adalah penyusunan matric correlation yang dilakukan oleh tim
pengembangan melalui diskusi. Matric tersebut dapat dilihat pada tabel berikut:
Tabel 4.13Matric Correlation
Pada tabel diatas nilai Importanece weight factor diambil dari hasil mudge diagram
(tabel 4.10) dimana untuk rank pertama ditempati oleh Desain ergonomis dan
memudahkan dengan nilai importance weight factor sebesar 33%. diikuti oleh Aman

51
bagi produk dan manusia dengan bobot 30%, dan seterusnya hingga rangking terakhir
(rangking keenam) yaitu rendah biaya.
Setelah memasukkan importance weight factor, langkah selanjutnya adalah penilaian
hubungan antara Kebutuhan konsumen dengan technical correlation. Penilaian
dilakukan dengan menggunakan angka 1,3,9 dan kosong. Sel yang kosong itu
menunjukan tidak ada hubungan antara kebutuhan konsumen dengan spesifikasi
produk. Lalu, angka 1 menunjukan adanya keterhubungan antara spesifikasi produk
dengan kebutuhan konsumen meskipun hanya sedikit. Selanjutnya angka 3, angka 3
menunjukan adanya hubungan antara spesifikasi produk dengan kebutuhan konsumen
yang kuat. Dan angka 9 menunjukan adanya hubungan yang sangat kuat antara
kebutuhan konsumen dengan spesifikasi produk yang dibuat. Angka angka ini
memperlihatkan kebutuhan konsumen yang harus dipenuhi.
Hasil dari pengolahan Matric Correlation adalah raw score, relative weight, dan rank
order. Pada tabel diatas terlihat raw score terbaik adalah desain ergonomis dan
memudahkan dengan total nilai 315. Nilai tersebut didapatkan dari penjumlahan hasil
kali dari importance weight factor dengan spesifikasi produk (33x9) + (6x1) + (3x1)
+ (12x1) = 315. Untuk nilai relative weight (%) didapat dari prosentase nilai raw
material spesifikasi produk tertentu dengan total keseluruhan nilai raw material
contoh untuk spessifikasi produk “setiap tepi dibuat radius” adalah (285/1045) x 100
= 27%. Sedangkan untuk Rank order didapatkan dari pengurutan raw score dari yang
terbesar menuju yang terkecil, dimana didapatkan rank order no 1 ditempati
spesifikasi produk “dirancang untuk orang berdiri dengan meja berkapasitas
maksimum 200 botol” dan yang rank order terakhir ditempati oleh “menggunakan
stock material yang ada”. Secara detail dapat dilihat tabel 4.10.

52
Setelah Matrix Corelation dibuat maka langkah selanjutnya adalah pembuatan
Technical Corelation. Technical correlation menggambarkan hubungan antar
spesifikasi produk. Sebagai gambaran pada spesifikasi produk setiap tepi dibuat
radius mempunyai hubungan yang netral terhadap rangka terbuat dari hollow dan sisi
atas dibuat dari plat logam. Lalu mempunyai hubungan positif sedang terhadap
“berbahan logam dan dilapisi cat besi” serta mempunyai hubungan yang kuat dengan
pengontrolan pekerjaan diawasi oleh tim quality dan dikerjakan oleh yang ahli”D
iranc
ang
untu
k or
ang
berd
iri d
enga
n m
eja
berk
apas
itas m
aksim
um 2
00 b
otol
Setia
p te
pi d
ibua
t rad
ius
Ran
gka
terb
uat d
ari h
ollo
w d
an si
si at
as d
ibua
t da
ri pl
at lo
gam
Men
ggun
akan
stoc
k m
ater
ial y
ang
ada
Ber
baha
n lo
gam
dan
dila
pisi
cat b
esi
Peng
ontro
lan
peke
rjaan
dia
was
i ole
h tim
qua
lity
cont
rol,
dan
dike
rjaka
n ol
eh y
ang
ahli
Gambar 4.6 Technical Correlation

53
Berikut penjelasan kode pada technical correlation:
.4.2.3 Concept Generation
Setelah menentukkan skala prioritas yang dibutuhkan maka langkah selanjutnya
adalah mengeneralisasi konsep yang akan dibuat dan juga konsep pembandingnya.
Generalisasi konsep ini dilakukan untuk mengetahui seberapa besar kriteria yang
dapat terpenuhi dari masing-masing konsep terhadap matrik korelasinya.
4.2.3.1 Concept Selection
4.2.3.2 Konsep 1 (Meja tanpa tempat menggulung plastik)
Pada pembuatan konsep meja ini dibuat sesederhana mungkin karena dibatasi dengan
berat dan bahan yang tersedia. Tidak ada mekanisme tambahan pada meja, semua
murni dari pergerakan operator packing.
Gambar desain meja bisa dilihat pada gambar 4.8
HUbungan positif kuat 5Hubungan positif sedang 4Netral 3Hubungan negatif sedang 2Hubungan negatif kuat' 1
Derajat Hubungan
Gambar 4.7 Kode Technical Correlation
Gambar 4.8 Desain isometri meja konsep 1

54
Pada konsep pertama ini ditemukan kesulitan pada saat memasukkan botol kedalam
plastik karena plastik dibuka dan dimasukkan satu persatu untuk ditata.
4.2.3.3 Konsep 2 (Meja dengan tempat menggulung plastik)
Pada konsep 2 ini meja sudah mengalami perbaikan pada kendala yang ada pada
konsep pertama yaitu pembuatan tempat pemegang plastik. Sehingga kriteria
memudahkan proses pengemasan terpenuhi.
Berikut gambar desain meja dengan konsep adanya tambahan tempat plastik.
Gambar 4.9 Gambar 2 dimensi konsep nomor 2 dengan tambahan tempat plastik

55
4.2.3.4 Produk Pembanding
Untuk produk pembanding pada produk ini dipasaran umum tidak ada, maka dari itu
sebagai bahan pembanding menggunakan metode yang sebelumnya dengan
menggunakan metode existing, yaitu packing menggunakan box karton.
Gambar 4.10 Gambar Isometri untuk konsep 2 dengan tambahan tempat plastik
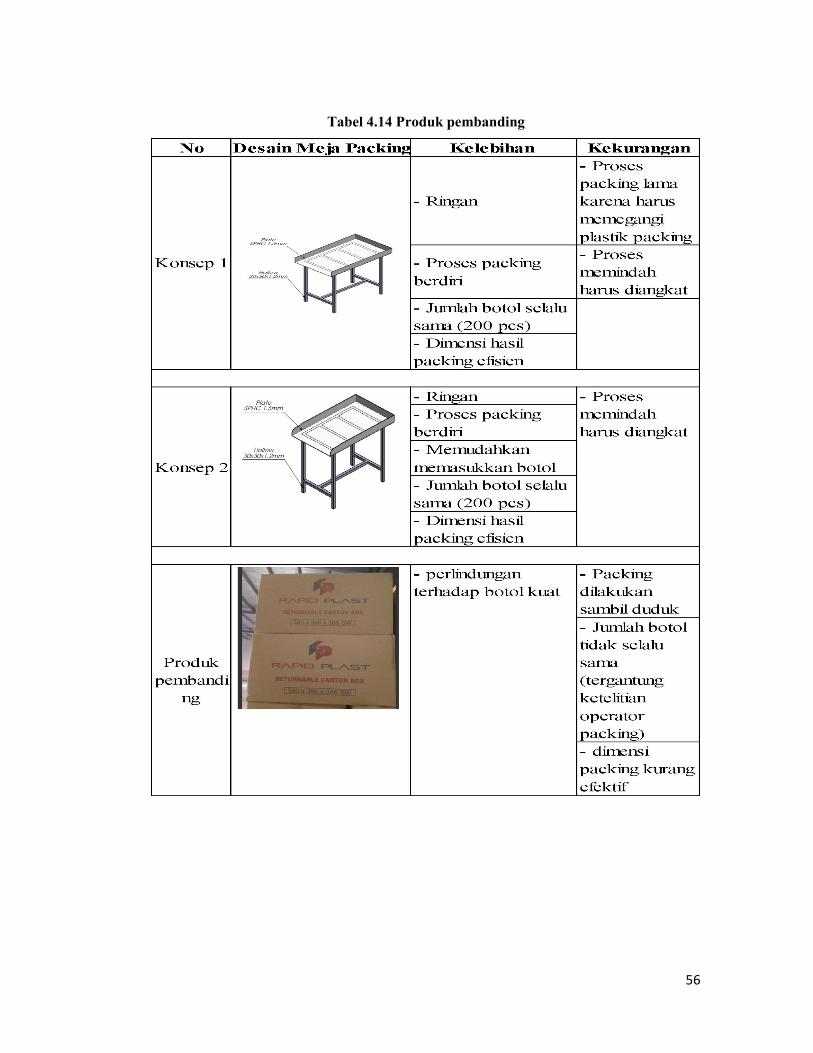
56
Tabel 4.14 Produk pembanding

57
4.2.4 Concept Selection
Setelah melakukan pengembangan konsep, maka selanjutnya dilakukan seleksi konsep.
Untuk menyeleksi konsep yang sudah dibuat dan mencari konsep yang terbaik, maka
dilakukan proses screening dan scoring.
4.2.4.1 Screening Concept
Setelah ditetapkan konsep design yang akan dibuat maka dilakukan screening untuk tiap
produk yang akan dibuat. Tujuan dari tahapan ini adalah untuk mempersempit jumlah
konsep dengan cepat dan untuk meningkatkan konsep untuk mencari konsep yang terbaik.
Tabel screening ditunjukkan seperti tampak pada tabel 4.15
Tabel 4.15 Screening concept
Dari data tabel screening diatas dapat dilihat bahwa produk konsep ke-2 mempunyai nilai
yang paling tinggi yaitu 4. Konsep produk 2 mempunyai banyak kelebihan dibandingkan
dengan konsep yang lain ataupun produk pembandingnya.

58
4.2.4.2 Scoring Concept
Setelah melalui tahap screening maka tahap selanjutnya adalah scoring. Data scoring
seperti tampak pada tabel 4.16
Tabel 4.16 Scoring concept
Dari table diatas dapat dilihat bahwa produk 2 mempunyai nilai scoring yang paling
tinggi yaitu 21 atau dengan weighted score 700. Dengan hasil tersebut maka
dipilihlah konsep no 2 untuk dilakukan pembuatan prototypenya.
4.3 House of Quality
Dari house of quality dibawah dapat disimpulkan bahwa peringkat teratas yang harus
diutamakan adalah sebagai berikut:
1. Produk dirancang untuk orang berdiri dengan meja berkapasitas maksimum 200
botol dengan jumlah raw score 315 dengan relative weight 30.1%
2. Setiap tepi meja harus dibuat radius agar plastik tidak sobek dan tidak melukai
manusia dengan jumlah raw score 285 dengan relative weight 27.3%
3. Kemudian meja diharuskan terbuat dari logam dan dilapisi dengan cat besi agar
potensi meja mengkkontaminasi botol bisa diminimalisir dengan jumlah raw
score 210 dengan relative weight 20.1%

59
4. Pengontrolan pekerjaan selalu diawasi oleh quality control dan pekerjaan
dilakukan oleh yang ahli agar kualitas meja packing memenuhi standar konsumen
dengan nila raw score 106 dengan relative weight sebesar 10.1%
5. Meja agar memakai bahan hollow 30x30x1.5 mm dan memakai plat untuk sisi
atas agar target berat meja dibawah 5 kg dengan nilai raw score 102 dengan
relative weight 9.8%
6. Kemudian agar biaya produksi rendah maka material menggunakan stock yang
ada dengan nilai raw score 27 dengan relative weight sebesar 2.6%.
Gambar 4.11 House of Quality

60
4.4 Konsep Terpilih
Setelah membuat house of quality , maka langkah selanjutnya adalah pembuatan
detail drawing dan bill of material-nya.
4.4.1. Detail Drawing
Detail drawing yang digunakan adalah drawing konsep yang terpilih yaitu konsep
yang ke-2. Detail drawing seperti tampak pada gambar 4.10.
Gambar 4.12 Gambar konsep terpilih

61
Bagian kritikal dari meja packing ini ada 4 bagian, diantaranya adalah:
1. Bagian Panjang Meja
Bagian panjang meja disesuaikan dengan standar packing botol yang telah disepakati
dengan konsumen yaitu 980 mm dengan dilebihkan 20 mm sehingga panjang total
meja menjadi 1000 mm dengan pertimbangan agar botol tidak bisa melebihi jumlah
yang diinginkan konsumen.
2. Bagian Lebar Meja
Bagian lebar meja disesuaikan dengan standar packing botol yang telah disepakati
dengan konsumen yaitu lebar 580 mm dengan dilebihkan masing 20 mm sehingga
lebar total meja menjadi 600 mm dengan pertimbangan clearance botol saat
dimasukan maupun dikeluarkan dari meja serta agar botol tidak bisa melebihi jumlah
yang diinginkan konsumen.
3. Bagian Tinggi Meja
Untuk penentuan tinggi meja, tim mempertimbangkan mobilitas yang cukup tinggi
dalam proses pengemasan maka meja dirancang untuk operator posisi berdiri.
Sedangkan untuk ketinggian 830mm tim mempertimbangkan operator packing yang
semuanya adalah perempuan dengan mangacu pada pendapat Dreyfuss bahwa tinggi
bangku kerja untuk pekerja perempuan adalah 810-860 mm.
4. Bagiang Tinggi Dinding Meja
Pada bagian ini hanya diberikan tinggi 100mm tidak sesuai dengan tinggi botol
(125mm) dengan alasan penghematan biaya serta agar memudahkn pegechekan dari
samping apakah ada posisi botol yang kurang pas. Serta yang paling kritikal pada
bagian tinggi meja ini adalah pada posisi terdepan yaitu tempat pemasangan plastik
kemasan. Hanya diberi tinggi 90mm sepanjang 165mm dikhususkan untuk tempat
pemasangan plastik kemasan agar memudahkan untuk proses pengemasan.
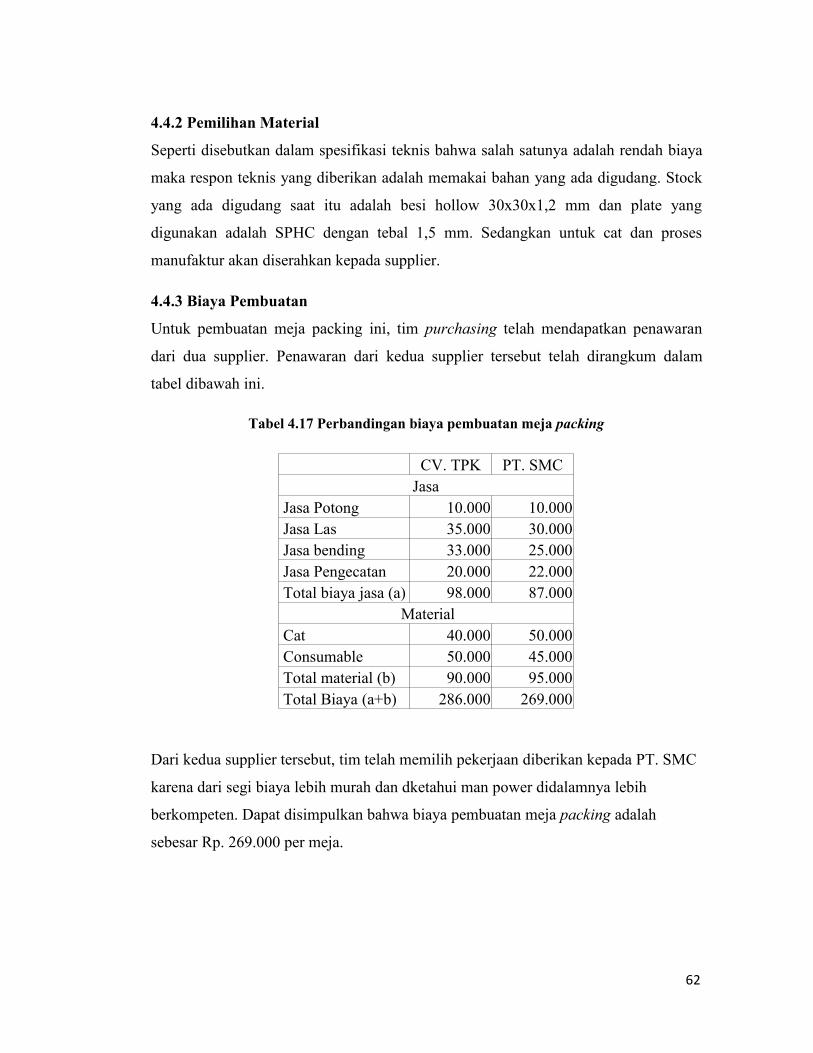
62
4.4.2 Pemilihan Material
Seperti disebutkan dalam spesifikasi teknis bahwa salah satunya adalah rendah biaya
maka respon teknis yang diberikan adalah memakai bahan yang ada digudang. Stock
yang ada digudang saat itu adalah besi hollow 30x30x1,2 mm dan plate yang
digunakan adalah SPHC dengan tebal 1,5 mm. Sedangkan untuk cat dan proses
manufaktur akan diserahkan kepada supplier.
4.4.3 Biaya Pembuatan
Untuk pembuatan meja packing ini, tim purchasing telah mendapatkan penawaran
dari dua supplier. Penawaran dari kedua supplier tersebut telah dirangkum dalam
tabel dibawah ini.
Tabel 4.17 Perbandingan biaya pembuatan meja packing
CV. TPK PT. SMCJasa
Jasa Potong 10.000 10.000Jasa Las 35.000 30.000Jasa bending 33.000 25.000Jasa Pengecatan 20.000 22.000Total biaya jasa (a) 98.000 87.000
MaterialCat 40.000 50.000Consumable 50.000 45.000Total material (b) 90.000 95.000Total Biaya (a+b) 286.000 269.000
Dari kedua supplier tersebut, tim telah memilih pekerjaan diberikan kepada PT. SMC
karena dari segi biaya lebih murah dan dketahui man power didalamnya lebih
berkompeten. Dapat disimpulkan bahwa biaya pembuatan meja packing adalah
sebesar Rp. 269.000 per meja.

63
4.5 Prototype
Tahapan selannjutnya setelah detail drawing dan bill of material adalah prototype.
Prototype digunakan untuk mengetahui menentukan apakah produk akan berfungsi.
4.5.1 Simulasi Pemakaian
Simulasi diperlukan untuk mengetahui kendala-kendala yang mungkin muncul saat
terjadinya proses berlangsung pada keadaan sebenarnya. Sebagai gambaran berikut
tahapan proses pengemasan botol susu pada meja packing. Sebagaimana dirancang
dan apakah produk memenuhi kebutuhan pelanggan.
Gambar 4.13 Prototype meja packing

64
1. Persiapkan meja dan botol yang akan dikemas
2. Letakkan plastik tahap pertama pada meja packingGambar 4.14 Meja dan botol yang akan dikemas
Gambar 4.15 Persiapan proses packing

65
3. Lipat plastik pada ujung meja untuk membantu perapian botol pada ujung plastik
4. Masukkan botol kedalam plastik perbaris sejumlah 10 pcs dan lanjutkan sampai
botol sampai dipinggir meja.
Gambar 4.16 Ujung plastik dilipat untuk memudahkanmemasukkan botol
Gambar 4.17 Proses memasukkan botol pada plastik
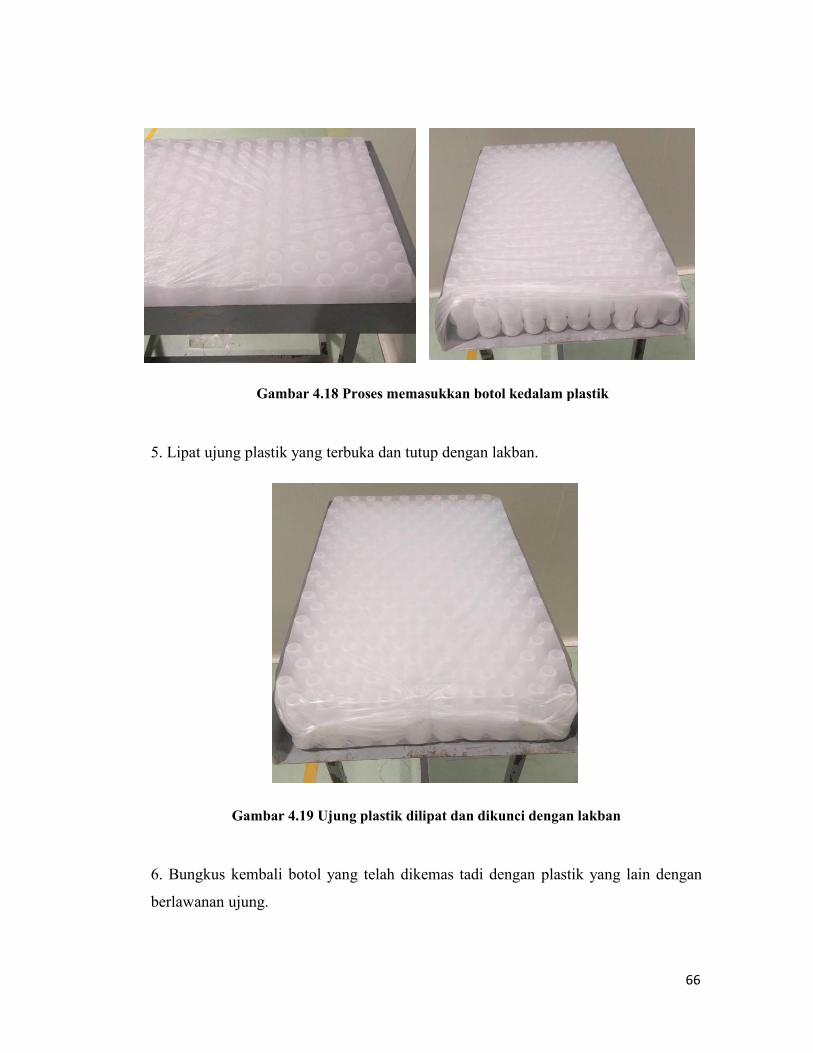
66
5. Lipat ujung plastik yang terbuka dan tutup dengan lakban.
Gambar 4.19 Ujung plastik dilipat dan dikunci dengan lakban
6. Bungkus kembali botol yang telah dikemas tadi dengan plastik yang lain dengan
berlawanan ujung.
Gambar 4.18 Proses memasukkan botol kedalam plastik

67
Gambar 4.20 Plastik kemasan botol diberi 2 lapis plastik dengan arah berlawanan dengantujuan mengurangi kontaminasi
Gambar 4.21 Plastik kemasan botol diberi 2 lapis plastik dengan arah berlawanan

68
7. Lipat kembali ujung plastik yang terbuka dan tutup dengan lakban.
Dari percobaan simulasi menggunakan prototype ini didapatkan data sebagai berikut:
1. Dimensi total untuk hasil packing didapatkan dimensi 980mm x 580mm x
125mm. Secara volume didapatkan dimensi 98cm x 58cm x 12.5cm = 71.050cm3
2. Sedangkan dimensi volume untuk karton box 58cm x 36cm x 36cm = 75.168cm3
3. Operator merasa dimudahkan dengan tidak perlu menghitung secara manual
setiap kali memasukkan botol kedalam plastik. Karena langsung terlihat
jumlahnya ketika kurang atau kelebihan.
4. Perlu waktu penyesuaian untuk terlatih merapikan botol didalam plastik.
4.5.2 Kelebihan dan kekurangan
Dari hasil penelitian diperoleh kelebihan dan kekurangan dari desain produk ini.
Untuk perbandingan konsep terpilih dengan produk pembanding dapat dilihat pada
tabel berikut:
Gambar 4.22 Hasil akhir pengemasan botol

69
Tabel 4.18 Perbandingan konsep
Perbandingan konsep terpilih dengan konsep existing
No Kriteria Konsep terpilih Konsep existing
1 Ergonomis Dilakukan sambil berdiri Dilakukan sambil duduk
2 Kemudahan Pengemasan tidak perlumenghitung jumlah botol
Pengemasan dilakukansambil menghitung botol
3 Dimensi 71.050 cm3 75.168 cm34 Kekuatan Plastik double layer Plastik + kardus5 Energi 3,1 kkal per jam 2,8 kkal per jam6 Repacking Tidak pernah terjadi 2 x pershift
Dari tabel diatas terlihat dimensi kemasan mengalami penurunan dari 75.168 cm3
menjadi 71.050 cm3. Hal ini akan berdampak pada jumlah botol yang bisa terkirim
dalam satu truck. Diketahui dimensi karoseri sebuah truck wing box adalah 930cm x
250 cm x 250 cm (www.kargo.id), secara volume akan didapatkan besaran volume
58.125.000 cm3 .
Tabel 4.19 Perbandingan jumlah muatan pengiriman
Dimensi (cm)
Panjang Lebar Tinggi Jumlah kantong (pcs)m n o p = (mxnxo)
Truck a 930 250 250Konsep Terpilih b 98 58 12,5Konsep Existing c 58 36 36
Susunan dalam truck(pcs)
Konsep Terpilih d =rounddown(a:b) 9 4 20 720Konsep Existing e =rounddown(a:c) 16 6 6 576
Dari tabel diatas dapat kita lihat perbedaan jumlah kantong yang bisa dimuat dalam
sebuah truck wings box, jika menggunakan konsep terpilih maka akan bisa memuat
720 kantong sedangkan jika memakai konsep existing hanya sejumlah 612 kantong,
selisih sekitar 108 kantong.
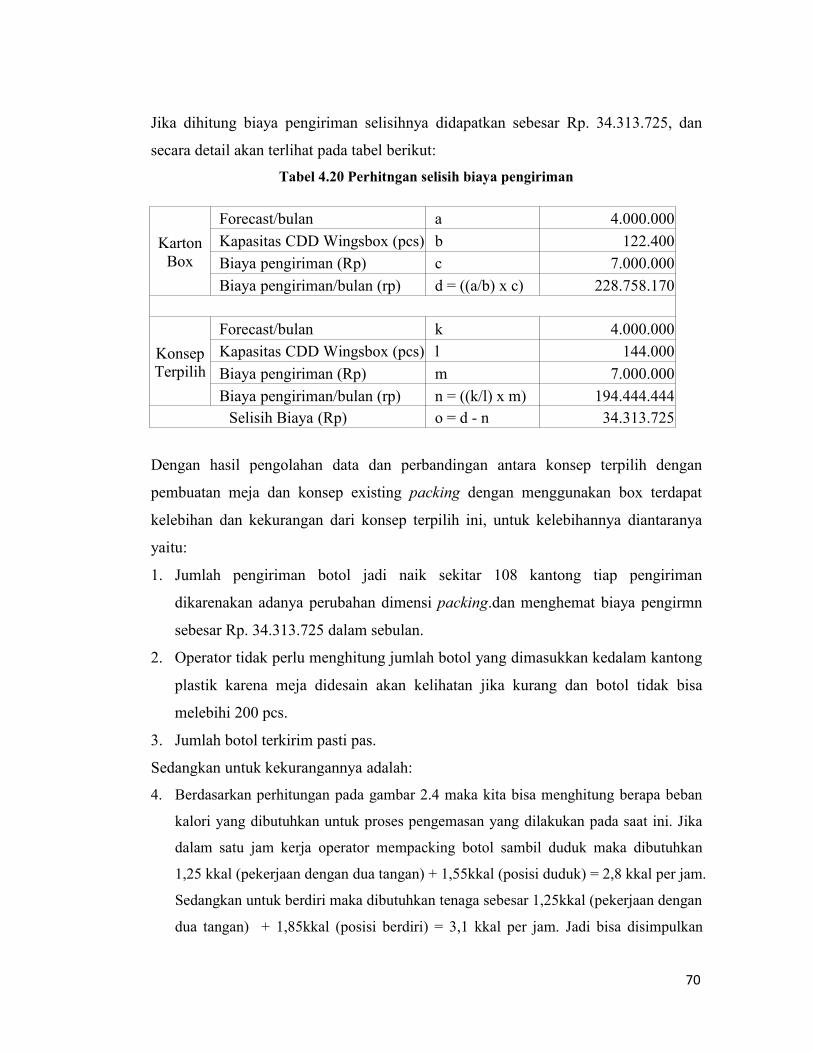
70
Jika dihitung biaya pengiriman selisihnya didapatkan sebesar Rp. 34.313.725, dan
secara detail akan terlihat pada tabel berikut:Tabel 4.20 Perhitngan selisih biaya pengiriman
KartonBox
Forecast/bulan a 4.000.000Kapasitas CDD Wingsbox (pcs) b 122.400Biaya pengiriman (Rp) c 7.000.000Biaya pengiriman/bulan (rp) d = ((a/b) x c) 228.758.170
KonsepTerpilih
Forecast/bulan k 4.000.000Kapasitas CDD Wingsbox (pcs) l 144.000Biaya pengiriman (Rp) m 7.000.000Biaya pengiriman/bulan (rp) n = ((k/l) x m) 194.444.444
Selisih Biaya (Rp) o = d - n 34.313.725
Dengan hasil pengolahan data dan perbandingan antara konsep terpilih dengan
pembuatan meja dan konsep existing packing dengan menggunakan box terdapat
kelebihan dan kekurangan dari konsep terpilih ini, untuk kelebihannya diantaranya
yaitu:
1. Jumlah pengiriman botol jadi naik sekitar 108 kantong tiap pengiriman
dikarenakan adanya perubahan dimensi packing.dan menghemat biaya pengirmn
sebesar Rp. 34.313.725 dalam sebulan.
2. Operator tidak perlu menghitung jumlah botol yang dimasukkan kedalam kantong
plastik karena meja didesain akan kelihatan jika kurang dan botol tidak bisa
melebihi 200 pcs.
3. Jumlah botol terkirim pasti pas.
Sedangkan untuk kekurangannya adalah:
4. Berdasarkan perhitungan pada gambar 2.4 maka kita bisa menghitung berapa beban
kalori yang dibutuhkan untuk proses pengemasan yang dilakukan pada saat ini. Jika
dalam satu jam kerja operator mempacking botol sambil duduk maka dibutuhkan
1,25 kkal (pekerjaan dengan dua tangan) + 1,55kkal (posisi duduk) = 2,8 kkal per jam.
Sedangkan untuk berdiri maka dibutuhkan tenaga sebesar 1,25kkal (pekerjaan dengan
dua tangan) + 1,85kkal (posisi berdiri) = 3,1 kkal per jam. Jadi bisa disimpulkan

71
perubahan metode packing ini membuat energi lebih banyak terpakai sebesar 0,3kkal
per jam.
5. Saat selesai proses packing maka operator harus mengangkat meja packing untuk
dibereskan.
6. Perlu adanya waktu belajar untuk merapikan botol saat memasukkan ke plastik.

72
BAB V
SIMPULAN DAN SARAN
5.1 Simpulan
Berdasarkan hasil dari penilitian yang telah dilakukan maka diperoleh beberap
kesimpulan sebagai berikut:
1. Desain meja packing yang dibuat berhasil menaikkan jumlah pengiriman botol
dalam satu kali pengiriman sebesar 108 kantong atau 21.600 pcs botol dan
menghemat biaya pngiriman sebesar Rp. 34.313.725 perbulan.
2. Desain meja packing yang terpilih berhsail memudahkan operator dalam memastikan
jumlah botol yang dimasukkan dalam plastik packing.
5.2 Saran
Apabila akan ada penelitian lanjutan dari skripsi ini maka ada sedikit saran yang
mungkin dapan membantu dalam menyempurnakan desain ini. Saran yang dapat
diberikan yaitu :
a. Memberikan tambahan desain berupa roda yang dapat dikunci pergerakannya
agar saat akan merapikan tidak perlu mengangkat meja packing tersebut.
b. Dapat dibuatkan versi otomatisnya, karena gerakan yang sama berulang-ulang
terjadi pada proses ini.

73
DAFTAR PUSTAKA
Yang, K., & Heik, B. E. (2009). Design for Six Sigma (4th ed.). Mc Graw Hill. NewYork
SNI 7269:2009, Pengukuran Beban Kerja Berdasarkan Kebutuhan Kalori,https://www.scribd.com/doc/261115904/pengukuran-beban-kerja-berdasarkan-kebutuhan -kalori-SNI
Ulrich, Karl T. and Steven D. Epinger. (2012). Product Design and Development,Fifth Edition, McGraw-Hill, Inc, New York
Mazur, Glenn. (1994). “QFD for Small Business: A Shortcut Through The Maze OfMatrices”. Transactions From The Sixth Symposium On Quality FunctionDeployment, ann arbor, MI: QFD Institute. ISBN 1-889477-06-0
Akao, Y. (1990). Quality Function Deployment: Integrating Customer RequirementInto Product Design. Productivity Press. Massachusets.
Gaspersz, V. 2003. Total Quality Management. PT. Gramedia Pustaka Utama. Jakarta.
Marimin. 2004. Teknik dan Aplikasi Pengambilan Keputusan Kriteria Majemuk.Grasindo. Jakarta.
Ariani, D. W., M. Ali. 2002. Manajemen Kualitas: Pendekatan Sisi Kualitatif.Direktorat Jenderal Pendidikan Tinggi, Departemen Pendidikan Nasional.Yogyakarta