perencanaan kebutuhan kapasitas produksi untuk...
TRANSCRIPT
1
PERENCANAAN KEBUTUHAN KAPASITAS PRODUKSI UNTUK
MEMENUHI PERMINTAAN SONGKOK DI UD.SONGKOK NIZAM
GRESIK DENGAN MENGGUNAKAN METODE RCCP
Yoyok Tri Sulistyo
Dr. Ir Muslimin Abdulrahim,M.Sc
Teknik Industri. Universitas 17 Agustus 1945 Surabaya
ABSTRAK
1Perkembangan dunia industri berjalan semakin pesat sesuai dengan perkembangan
jaman baik industri besar, industri menengah, maupun industri kecil. Sehingga timbul
persaingan yang sangat ketat terhadap sesama jenis barang yang di hasilkan. UD. Songkok
Nizam Gresik yang berlokasi di jalan Sindujoyo VII/13 Gresik bergerak dalam bidang
pembuatan songkok. Bahan baku utama pembuatan songkok adalah kain beludru. Akan
tetapi kendala yang dihapi perusahaan saat ini adalah tidak bisa memenuhi permintaan
konsumen sesuai jadwal yang telah ditetapkan. Sehingga perusahaan akan mengalami
kerugian karena perolehan keuntungan yang tidak maksimal.2Perencanaan produksi tanpa
kapasitas yang memadai dapat menyebabkan perencanaan produksi tidak dapat
dilaksanakan secara baik. Hasil dari penelitian ini adalah merencanakan kapasitas produksi
untuk memenuhi permintaan songkok. Berdasarkan perencanaan produksi yang dilakukan
perusahaan telah menghemat biaya perencanaan sebesar Rp. 1.340.000 untuk pusat kerja
pembordiran dan Rp. 38.130.000 untuk pusat kerja penjahitan.
Kata kunci : Songkok, Permintaan, Perencanaan, Rought Cut Capacity Planning (
RCCP )
ABSTRACT
1The development of the industrial world is growing rapidly in accordance with the
development of the era of both large industries, medium industries, and small industries.
So there is a very tight competition against the same kind of goods that are produced. UD.
Songkok Nizam Gresik located on Sindujoyo VII / 13 Gresik road is engaged in making
songkok. The main raw material of making songkok is velvet fabric. However, the
constraints faced by companies today are not able to meet consumer demand according to a
predetermined schedule. So that the company will suffer losses due to the gain that is not
maximal. Production planning without adequate capacity can lead to production planning
can not be implemented properly. The result of this research is to plan production capacity
to fulfill the demand of songkok. Based on the production planning the company has saved
the cost of planning of Rp. 1.340.000 for embroidery work center and Rp. 38.130.000 for
sewing center.
Keywords: Songkok, Request, Planning, Rought Cut Capacity Planning (RCCP).
2
PENDAHULUAN
UD. Songkok Nizam Gresik yang berlokasi di jalan Sindujoyo VII/13 Gresik
bergerak dalam bidang pembuatan songkok. Permintaan songkok meningkat apalagi saat
memasuki bulan ramadhan dan tahun baru islam. Untuk wilayah pemasaran meliputi Pulau
Jawa dan Makassar. Bahan baku utama pembuatan songkok adalah kain beludru yang
didatangkan langsung dari korea. Dipilih bahan baku dari Negara tersebut dinilai sangat
baik.3Perusahaan akan mampu memberikan nilai terbaik kepada pelanggannya apabila
memiliki rencana produksi yang realistis yang berarti bahwa output produksi direncanakan
berdasarkan sumber daya potensial, khususnya kapasitas produksi. Perusahaan juga4selalu
berupaya untuk meningkatkan mutu produk yang dihasilkan, memberikan harga jual yang
wajar, dan mengirimkan produk secara tepat waktu agar perusahaan tetap mendapatkan
order dari pelanggan dan tidak menimbulkan kekecewaan bagi pelanggan. Akan tetapi
kendala yang dihapi perusahaan saat ini adalah tidak bisa memenuhi permintaan konsumen
sesuai jadwal yang telah ditetapkan. Sehingga perusahaan akan mengalami kerugian karena
perolehan keuntungan yang tidak maksimal.
. Adapun data mesin dan permintaan UD. Songkok Nizam pada tahun 2017-2018 dibawah
ini:
Tabel 1.1 Data Mesin
No Jenis Mesin Unit/jumlah
mesin
1 Mesin jahit 15
2 Mesin bordir 12
Sumber : UD.Songkok Nizam,tahun 2017- 2018.
Tabel 1.2 Data Permintaan songkok UD. Songkok Nizam tahun 2017-2018.
Bulan
Jenis Songkok
Songkok Nasional Songkok Tingkat Songkok
Bordir
Permi Realis Kek Perminta Realis Kekur Permint Rea Kekur
3
ntaan asi uranga
n (%)
an asi angan
(%)
aan lisas
i
angan
(%)
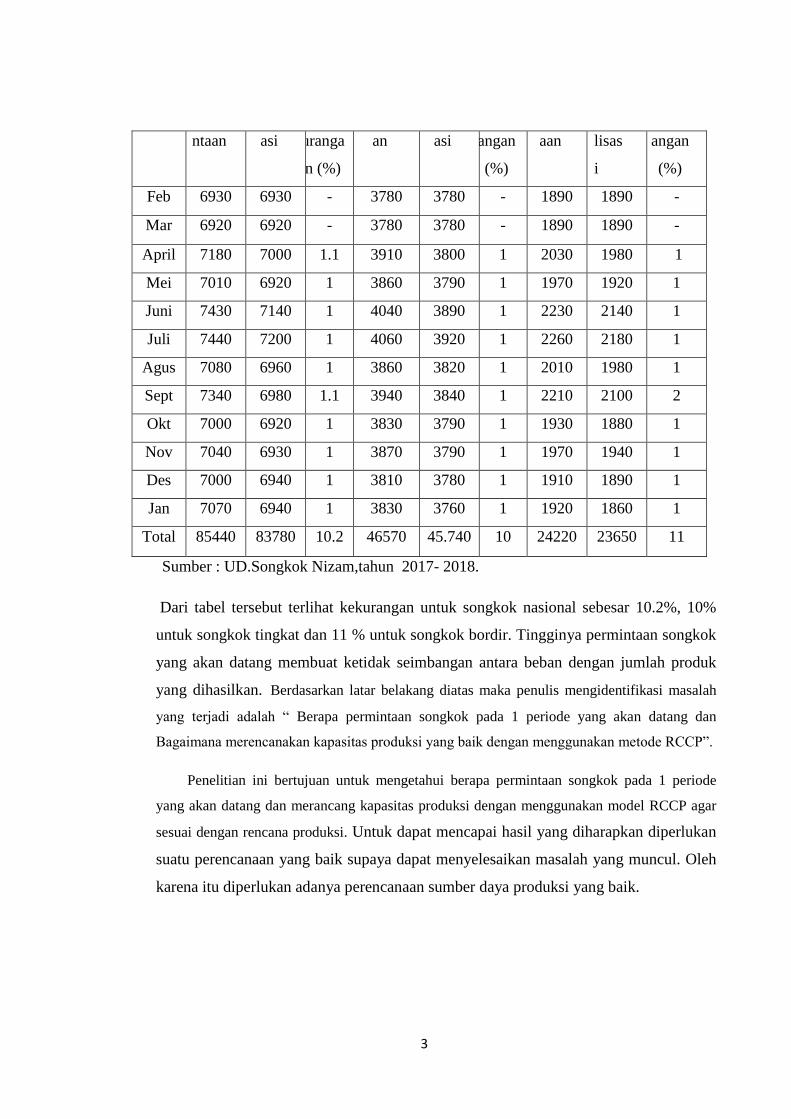
Feb 6930 6930 - 3780 3780 - 1890 1890 -
Mar 6920 6920 - 3780 3780 - 1890 1890 -
April 7180 7000 1.1 3910 3800 1 2030 1980 1
Mei 7010 6920 1 3860 3790 1 1970 1920 1
Juni 7430 7140 1 4040 3890 1 2230 2140 1
Juli 7440 7200 1 4060 3920 1 2260 2180 1
Agus 7080 6960 1 3860 3820 1 2010 1980 1
Sept 7340 6980 1.1 3940 3840 1 2210 2100 2
Okt 7000 6920 1 3830 3790 1 1930 1880 1
Nov 7040 6930 1 3870 3790 1 1970 1940 1
Des 7000 6940 1 3810 3780 1 1910 1890 1
Jan 7070 6940 1 3830 3760 1 1920 1860 1
Total 85440 83780 10.2 46570 45.740 10 24220 23650 11
Sumber : UD.Songkok Nizam,tahun 2017- 2018.
Dari tabel tersebut terlihat kekurangan untuk songkok nasional sebesar 10.2%, 10%
untuk songkok tingkat dan 11 % untuk songkok bordir. Tingginya permintaan songkok
yang akan datang membuat ketidak seimbangan antara beban dengan jumlah produk
yang dihasilkan.5Berdasarkan latar belakang diatas maka penulis mengidentifikasi masalah
yang terjadi adalah “ Berapa permintaan songkok pada 1 periode yang akan datang dan
Bagaimana merencanakan kapasitas produksi yang baik dengan menggunakan metode RCCP”.
6Penelitian ini bertujuan untuk mengetahui berapa permintaan songkok pada 1 periode
yang akan datang dan merancang kapasitas produksi dengan menggunakan model RCCP agar
sesuai dengan rencana produksi. Untuk dapat mencapai hasil yang diharapkan diperlukan
suatu perencanaan yang baik supaya dapat menyelesaikan masalah yang muncul. Oleh
karena itu diperlukan adanya perencanaan sumber daya produksi yang baik.
4
MATERI DAN METODE
Penelitian ini terletak di UD.songkok nizam di jl. Sindujoyo Gresik Jawa Timur.
Pabrik ini bergerak dalam bidang pembuatan songkok.
Metode yang saya gunakan dalam penelitian ini adalah:
1. Peramalan
Dengan menggunakan 3 metode peramalan tujuanya adalah untuk meramalkan
permintaan songkok pada masa 1 tahun yang akan datang sehinggga dapat
diketahui berapa permintaan songkok pada 1 tahun yang datang.
2. Tes keseragaman data
Dilakukukan untuk mengetahui apakah data tersebut sudah seragam atau belum,
yang selanjutnya data tersebut digunakan untuk menghitung waktu normal.
3. Uji kecukupan data
Uji dilakukan untuk mengetahui apakah data tersebut sudah mencukupi atau belum
sehingga dilakukan pada setiap proses operasi pembuatan songkok.
4. Penetapan Jadwal Induk Produksi
Merupakan gambaran dari perhitungan peramalan yang terpilih dari metode yang
telah dihitung dan mempunyai nilai MAD yang terkecil yang selanjutnya
digunakan untuk mengetahui permintaan pada periode yang akan datang.
5. Rough Cut Capacity (RCCP)
5Memberikan informasi tentang produksi pada masa yang akan datang dan akan
memenuhi permintaan total tersebut. Pada dasarnya RCCP masuk dalam kebutuhan
kapasitas yang berkaitan dengan sumber-sumber daya seperti, tenaga kerja, mesin,
dan peralatan lainnya.
5
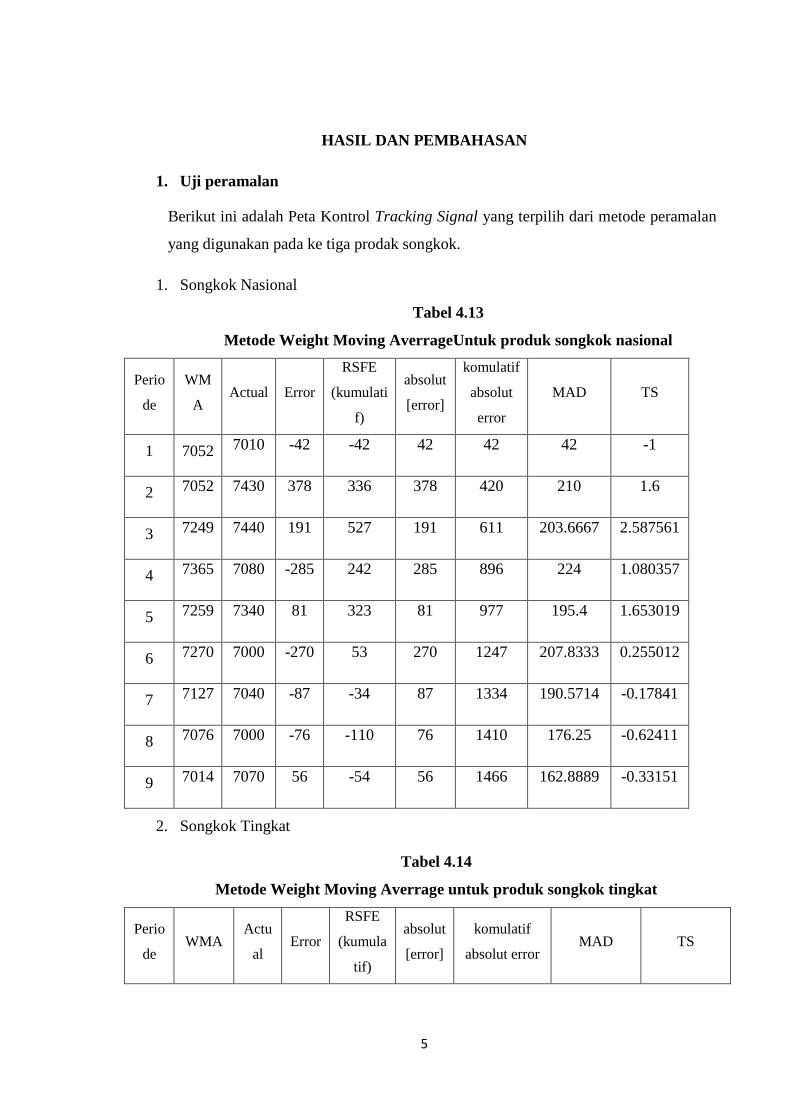
HASIL DAN PEMBAHASAN
1. Uji peramalan
Berikut ini adalah Peta Kontrol Tracking Signal yang terpilih dari metode peramalan
yang digunakan pada ke tiga prodak songkok.
1. Songkok Nasional
Tabel 4.13
Metode Weight Moving AverrageUntuk produk songkok nasional
Perio
de
WM
A Actual Error
RSFE
(kumulati
f)
absolut
[error]
komulatif
absolut
error
MAD TS
1 7052 7010 -42 -42 42 42 42 -1
2 7052 7430 378 336 378 420 210 1.6
3 7249 7440 191 527 191 611 203.6667 2.587561
4 7365 7080 -285 242 285 896 224 1.080357
5 7259 7340 81 323 81 977 195.4 1.653019
6 7270 7000 -270 53 270 1247 207.8333 0.255012
7 7127 7040 -87 -34 87 1334 190.5714 -0.17841
8 7076 7000 -76 -110 76 1410 176.25 -0.62411
9 7014 7070 56 -54 56 1466 162.8889 -0.33151
2. Songkok Tingkat
Tabel 4.14
Metode Weight Moving Averrage untuk produk songkok tingkat
Perio
de WMA
Actu
al Error
RSFE
(kumula
tif)
absolut
[error]
komulatif
absolut error MAD TS

6
1 3845 3860 15 15 15 15 15 1
2 3864 4040 176 191 176 191 95.5 2
3 3959 4060 101 292 101 292 97.33333 3
4 4020 3860 -160 132 160 452 113 1.168142
5 3957 3940 -17 115 17 469 93.8 1.226013
6 3934 3830 -104 11 104 573 95.5 0.115183
7 3872 3870 -2 9 2 575 82.14286 1
8 3869 3810 -59 -50 59 634 79.25 -0.63091
9 3834 3830 -4 -54 4 638 70.88889 -0.76176
3. Songkok Bordir
Tabel 4.15
Metode Single Eksponential Smoothing untuk produk songkok bordir
Period
e
SES Actual Error RSFE
(kumul
atif)
absolu
t
[error]
komulatif
absolut
error
MAD TS
1 2019 1890 -129 -129 129 129 129 -1
2 1903 1890 -13 -142 13 142 71 -2
3 1892 2030 138 -4 138 280 93.33333 -0.04286
4 2017 1970 -47 -51 47 327 81.75 -0.62385
5 1975 2230 255 204 255 582 116.4 1.752577
6 2205 2260 55 259 55 637 106.1667 2.43956
7 2255 2010 -245 14 245 882 126 0.111111
8 2035 2210 175 189 175 1057 132.125 1.430464
9 2193 1930 -263 -74 263 1320 146.6667 -0.50455
10 1957 1970 13 -61 13 1333 133.3 -0.45761
7
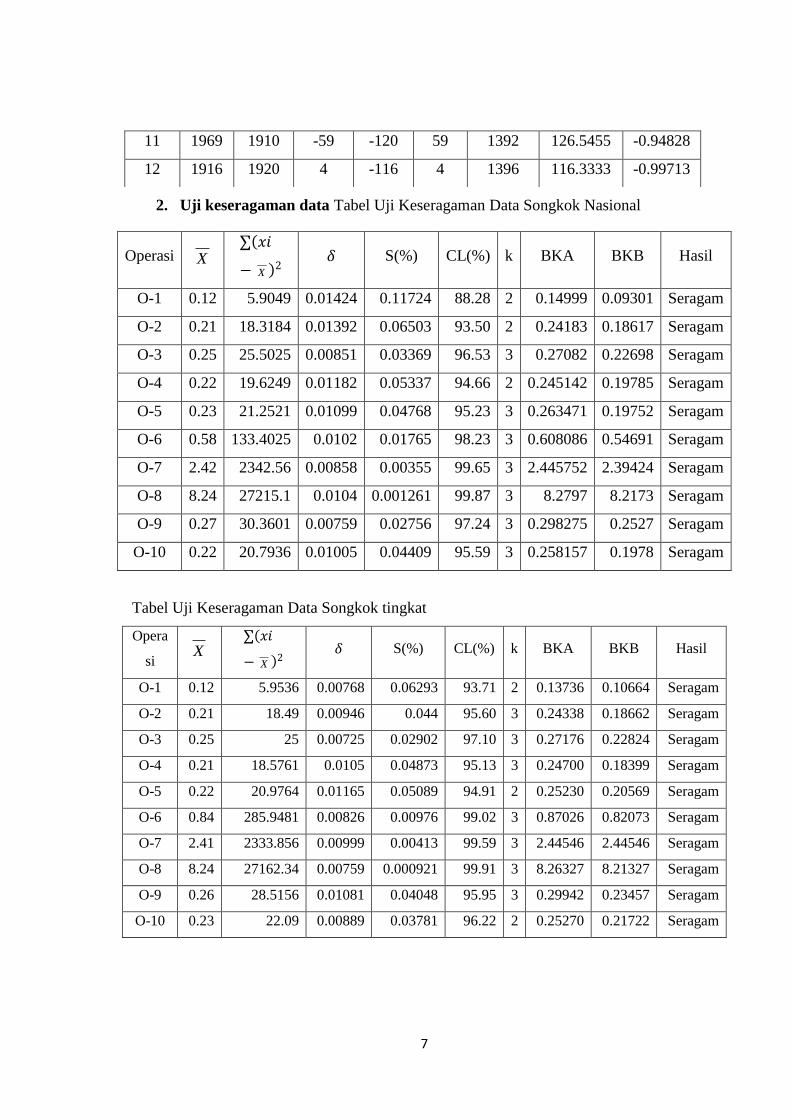
2. Uji keseragaman data Tabel Uji Keseragaman Data Songkok Nasional
Operasi X ∑ 𝑥𝑖
− X 2 𝛿 S(%) CL(%) k BKA BKB Hasil
O-1 0.12 5.9049 0.01424 0.11724 88.28 2 0.14999 0.09301 Seragam
O-2 0.21 18.3184 0.01392 0.06503 93.50 2 0.24183 0.18617 Seragam
O-3 0.25 25.5025 0.00851 0.03369 96.53 3 0.27082 0.22698 Seragam
O-4 0.22 19.6249 0.01182 0.05337 94.66 2 0.245142 0.19785 Seragam
O-5 0.23 21.2521 0.01099 0.04768 95.23 3 0.263471 0.19752 Seragam
O-6 0.58 133.4025 0.0102 0.01765 98.23 3 0.608086 0.54691 Seragam
O-7 2.42 2342.56 0.00858 0.00355 99.65 3 2.445752 2.39424 Seragam
O-8 8.24 27215.1 0.0104 0.001261 99.87 3 8.2797 8.2173 Seragam
O-9 0.27 30.3601 0.00759 0.02756 97.24 3 0.298275 0.2527 Seragam
O-10 0.22 20.7936 0.01005 0.04409 95.59 3 0.258157 0.1978 Seragam
Tabel Uji Keseragaman Data Songkok tingkat
Opera
si X
∑ 𝑥𝑖
− X 2 𝛿 S(%) CL(%) k BKA BKB Hasil
O-1 0.12 5.9536 0.00768 0.06293 93.71 2 0.13736 0.10664 Seragam
O-2 0.21 18.49 0.00946 0.044 95.60 3 0.24338 0.18662 Seragam
O-3 0.25 25 0.00725 0.02902 97.10 3 0.27176 0.22824 Seragam
O-4 0.21 18.5761 0.0105 0.04873 95.13 3 0.24700 0.18399 Seragam
O-5 0.22 20.9764 0.01165 0.05089 94.91 2 0.25230 0.20569 Seragam
O-6 0.84 285.9481 0.00826 0.00976 99.02 3 0.87026 0.82073 Seragam
O-7 2.41 2333.856 0.00999 0.00413 99.59 3 2.44546 2.44546 Seragam
O-8 8.24 27162.34 0.00759 0.000921 99.91 3 8.26327 8.21327 Seragam
O-9 0.26 28.5156 0.01081 0.04048 95.95 3 0.29942 0.23457 Seragam
O-10 0.23 22.09 0.00889 0.03781 96.22 2 0.25270 0.21722 Seragam
11 1969 1910 -59 -120 59 1392 126.5455 -0.94828
12 1916 1920 4 -116 4 1396 116.3333 -0.99713

8
Tabel Uji Keseragaman Data Songkok Bordir
Operasi X ∑ 𝑥𝑖
− X 2 𝛿 S(%) CL(%) K BKA BKB Hasil
O-1 0.12 5.9049 0.00988 0.08132 91.87 2 0.14126 0.10174 Seragam
O-2 10.18 41440.7 0.00813 0.0008 99.92 3 10.2029 10.1541 Seragam
O-3 0.21 18.6624 0.00995 0.04605 95.39 3 0.24854 0.18616 Seragam
O-4 0.24 23.8144 0.01046 0.04288 95.71 3 0.27538 0.21261 Seragam
O-5 0.21 18.1476 0.00923 0.04335 95.66 3 0.24070 0.18529 Seragam
O-6 0.23 21.7156 0.00979 0.04201 95.80 3 0.26236 0.20363 Seragam
O-7 1.02 420.660 0.0105 0.01024 98.98 3 1.05700 0.99399 Seragam
O-8 2.41 2325.16 0.00911 0.00378 99.62 3 2.43857 2.38364 Seragam
O-9 8.22 27073.4 0.01031 0.00125 99.87 3 8.25793 8.19606 Seragam
O-10 0.27 29.7025 0.0102 0.03741 96.26 3 0.30308 0.24191 Seragam
O- 11 0.22 19.7136 0.01399 0.06303 93.70 2 0.24998 0.19401 Seragam
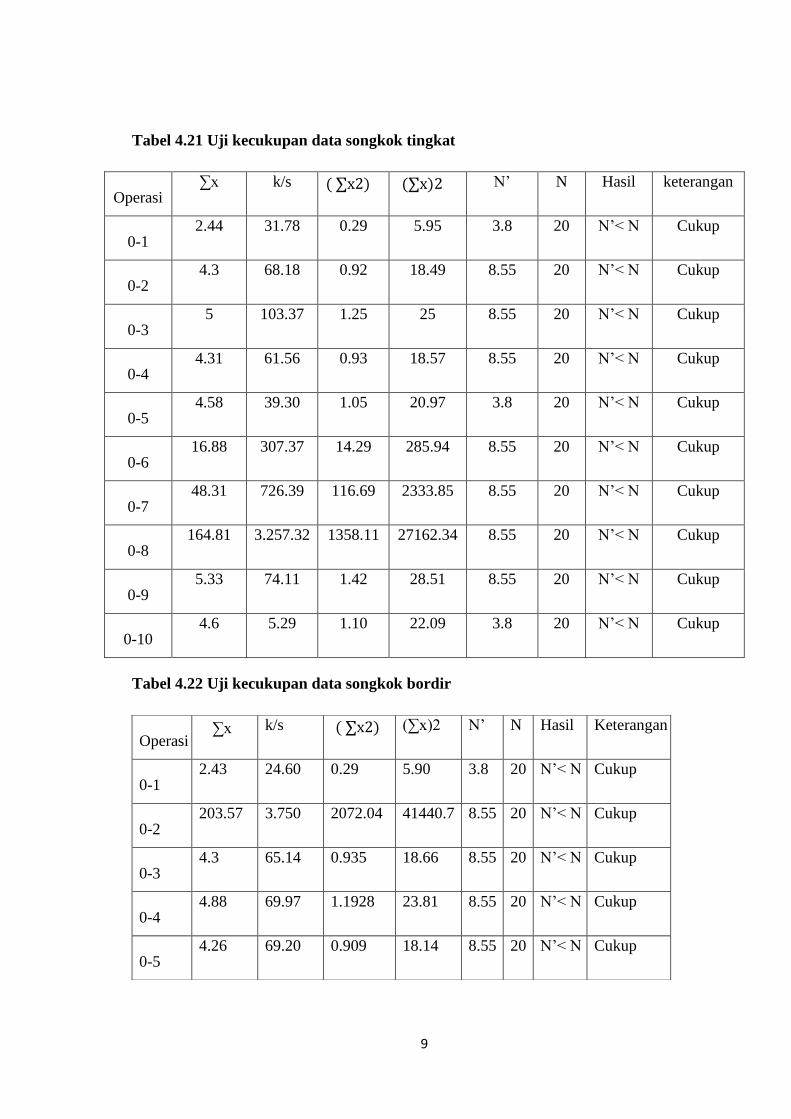
3. Uji Kecukupan Data Produk Songkok
Tabel 4.20 Uji kecukupan data songkok nasional
Operasi ∑x k/s ( ∑x2) (∑x)2 N’ N Hasil keterangan
0-1 2.43 17.06 0.29 5.90 3.8 20 N’< N Cukup
0-2 4.28 30.75 0.91 18.31 3.8 20 N’< N Cukup
0-3 5.05 89.04 1.27 25.50 8.55 20 N’< N Cukup
0-4 4.43 37.47 0.98 19.62 3.8 20 N’< N Cukup
0-5 4.61 62.91 1.06 21.25 8.55 20 N’< N Cukup
0-6 11.55 169.97 6.67 133.40 8.55 20 N’< N Cukup
0-7 48.4 845.07 117.12 2342.56 8.55 20 N’< N Cukup
0-8 164.97 2.279.06 1360.75 27215.1 8.55 20 N’< N Cukup
0-9 5.51 108.85 1.51 30.36 8.55 20 N’< N Cukup
0-10 4.56 68.04 1.04 20.79 8.55 20 N’< N Cukup
9
Tabel 4.21 Uji kecukupan data songkok tingkat
Operasi ∑x k/s ( ∑x2) (∑x)2 N’ N Hasil keterangan
0-1 2.44 31.78 0.29 5.95 3.8 20 N’< N Cukup
0-2 4.3 68.18 0.92 18.49 8.55 20 N’< N Cukup
0-3 5 103.37 1.25 25 8.55 20 N’< N Cukup
0-4 4.31 61.56 0.93 18.57 8.55 20 N’< N Cukup
0-5 4.58 39.30 1.05 20.97 3.8 20 N’< N Cukup
0-6 16.88 307.37 14.29 285.94 8.55 20 N’< N Cukup
0-7 48.31 726.39 116.69 2333.85 8.55 20 N’< N Cukup
0-8 164.81 3.257.32 1358.11 27162.34 8.55 20 N’< N Cukup
0-9 5.33 74.11 1.42 28.51 8.55 20 N’< N Cukup
0-10 4.6 5.29 1.10 22.09 3.8 20 N’< N Cukup
Tabel 4.22 Uji kecukupan data songkok bordir
Operasi ∑x k/s ( ∑x2) (∑x)2 N’ N Hasil Keterangan
0-1 2.43 24.60 0.29 5.90 3.8 20 N’< N Cukup
0-2 203.57 3.750 2072.04 41440.7 8.55 20 N’< N Cukup
0-3 4.3 65.14 0.935 18.66 8.55 20 N’< N Cukup
0-4 4.88 69.97 1.1928 23.81 8.55 20 N’< N Cukup
0-5 4.26 69.20 0.909 18.14 8.55 20 N’< N Cukup

10
4. JIP
Tabel 4.24 Jadwal Induk Produksi
Periode/Bulan
Songkok
Jumlah
semua
produk
( unit )
Nasional
( unit )
Tingkat
( unit )
Bordir
( unit )
13 Januari 7042 3830 1920 12.792
14 Februari 7045 3827 1920 12.792
15 Maret 7049 3829 1920 12.798
16 April 7047 3830 1920 12.797
17 Mei 7048 3830 1920 12.798
18 Juni 7048 3830 1920 12.798
19 juli 7048 3830 1920 12.798
20 Agustus 7048 3830 1920 12.798
21 September 7048 3830 1920 12.798
22 Oktober 7048 3830 1920 12.798
23 November 7048 3830 1920 12.798
24 Desember 7048 3830 1920 12.798
0-6 4.66 71.41 1.0876 21.71 8.55 20 N’< N Cukup
0-7 20.51 327.51 21.05 421.07 8.55 20 N’< N Cukup
0-8 48.22 1.006.37 116.06 2321.31 8.55 20 N’< N Cukup
0-9 164.54 2.400 1353.67 27073.4 8.55 20 N’< N Cukup
0-10 5.45 80.19 1.4871 29.71 8.55 20 N’< N Cukup
0-11 4.44 31.73 0.9894 19.71 3.8 20 N’< N Cukup
11
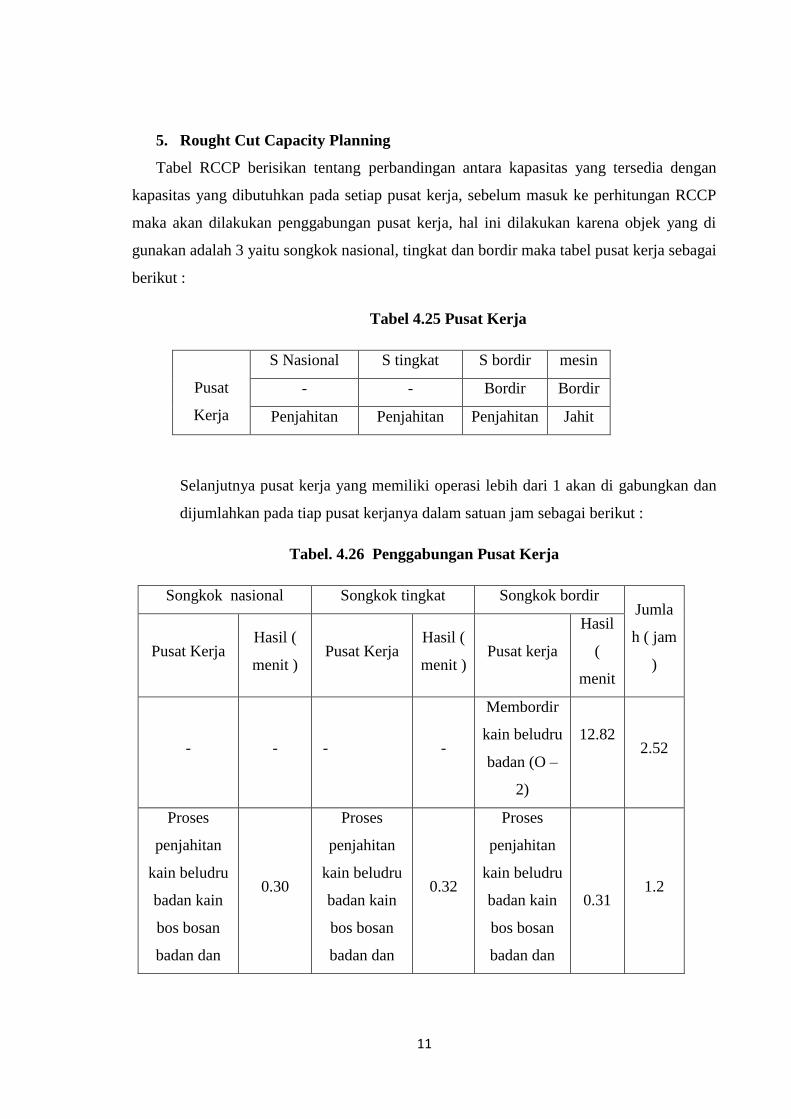
5. Rought Cut Capacity Planning
Tabel RCCP berisikan tentang8perbandingan antara kapasitas yang tersedia dengan
kapasitas yang dibutuhkan pada setiap pusat kerja, sebelum masuk ke perhitungan RCCP
maka akan dilakukan penggabungan pusat kerja, hal ini dilakukan karena objek yang di
gunakan adalah 3 yaitu songkok nasional, tingkat dan bordir maka tabel pusat kerja sebagai
berikut :
Tabel 4.25 Pusat Kerja
Pusat
Kerja
S Nasional S tingkat S bordir mesin
- - Bordir Bordir
Penjahitan Penjahitan Penjahitan Jahit
Selanjutnya pusat kerja yang memiliki operasi lebih dari 1 akan di gabungkan dan
dijumlahkan pada tiap pusat kerjanya dalam satuan jam sebagai berikut :
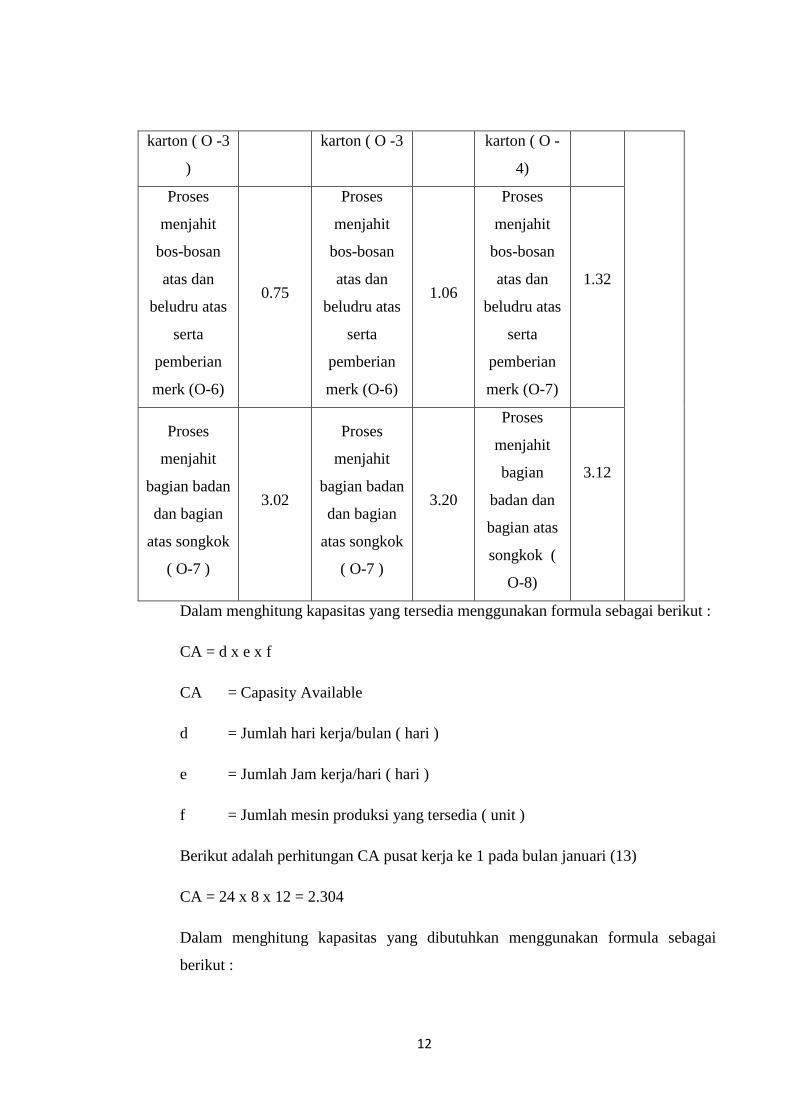
Tabel. 4.26 Penggabungan Pusat Kerja
Songkok nasional Songkok tingkat Songkok bordir Jumla
h ( jam
) Pusat Kerja
Hasil (
menit ) Pusat Kerja
Hasil (
menit )
Pusat kerja
Hasil
(
menit
- - - -
Membordir
kain beludru
badan (O –
2)
12.82 2.52
Proses
penjahitan
kain beludru
badan kain
bos bosan
badan dan
0.30
Proses
penjahitan
kain beludru
badan kain
bos bosan
badan dan
0.32
Proses
penjahitan
kain beludru
badan kain
bos bosan
badan dan
0.31 1.2
12
karton ( O -3
)
karton ( O -3 karton ( O -
4)
Proses
menjahit
bos-bosan
atas dan
beludru atas
serta
pemberian
merk (O-6)
0.75
Proses
menjahit
bos-bosan
atas dan
beludru atas
serta
pemberian
merk (O-6)
1.06
Proses
menjahit
bos-bosan
atas dan
beludru atas
serta
pemberian
merk (O-7)
1.32
Proses
menjahit
bagian badan
dan bagian
atas songkok
( O-7 )
3.02
Proses
menjahit
bagian badan
dan bagian
atas songkok
( O-7 )
3.20
Proses
menjahit
bagian
badan dan
bagian atas
songkok (
O-8)
3.12
Dalam menghitung kapasitas yang tersedia menggunakan formula sebagai berikut :
CA = d x e x f
CA = Capasity Available
d = Jumlah hari kerja/bulan ( hari )
e = Jumlah Jam kerja/hari ( hari )
f = Jumlah mesin produksi yang tersedia ( unit )
Berikut adalah perhitungan CA pusat kerja ke 1 pada bulan januari (13)
CA = 24 x 8 x 12 = 2.304
Dalam menghitung kapasitas yang dibutuhkan menggunakan formula sebagai
berikut :
13
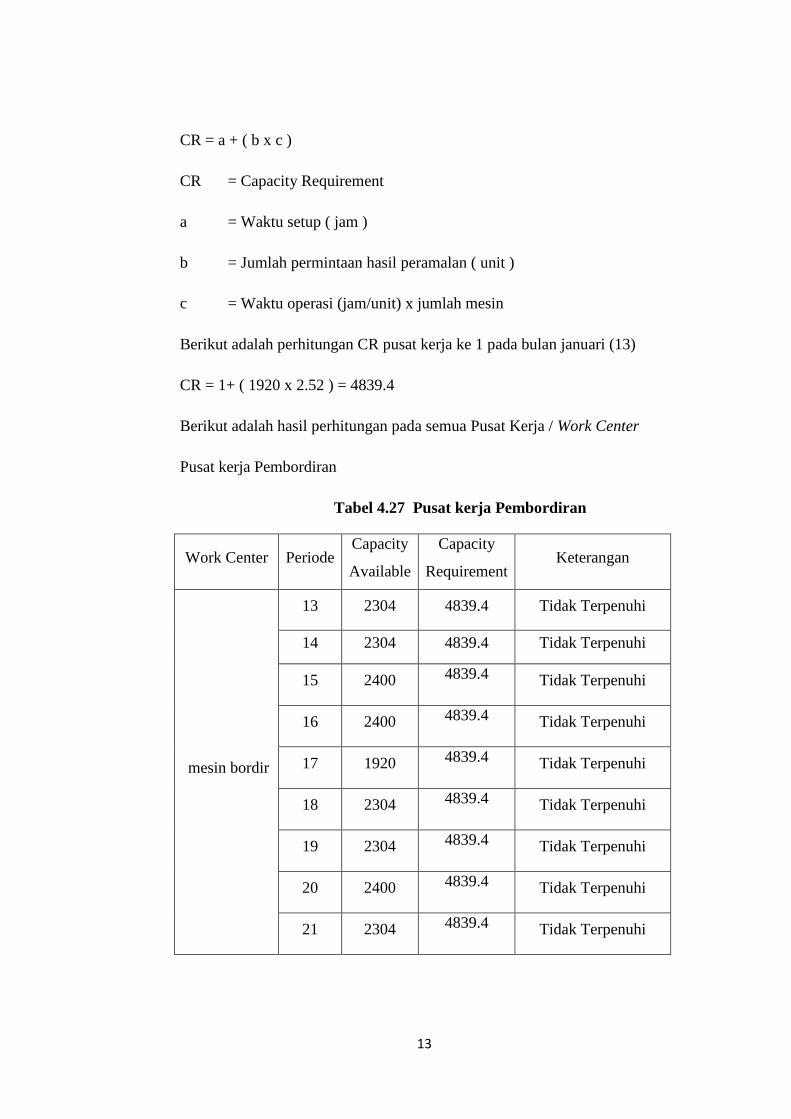
CR = a + ( b x c )
CR = Capacity Requirement
a = Waktu setup ( jam )
b = Jumlah permintaan hasil peramalan ( unit )
c = Waktu operasi (jam/unit) x jumlah mesin
Berikut adalah perhitungan CR pusat kerja ke 1 pada bulan januari (13)
CR = 1+ ( 1920 x 2.52 ) = 4839.4
Berikut adalah hasil perhitungan pada semua Pusat Kerja / Work Center
Pusat kerja Pembordiran
Tabel 4.27 Pusat kerja Pembordiran
Work Center Periode Capacity
Available
Capacity
Requirement Keterangan
mesin bordir
13 2304 4839.4 Tidak Terpenuhi
14 2304 4839.4 Tidak Terpenuhi
15 2400 4839.4 Tidak Terpenuhi
16 2400 4839.4 Tidak Terpenuhi
17 1920 4839.4 Tidak Terpenuhi
18 2304 4839.4 Tidak Terpenuhi
19 2304 4839.4 Tidak Terpenuhi
20 2400 4839.4 Tidak Terpenuhi
21 2304 4839.4 Tidak Terpenuhi

14
22 2304 4839.4 Tidak Terpenuhi
23 2208 4839.4 Tidak Terpenuhi
24 2400 4839.4 Tidak Terpenuhi
Dari tabel pusat kerja pembordiran diatas dapat dilihat bahwa kekurangan kapasitas
terjadi dalam semua periode. Maka tindakan yang harus dilakukan adalah dengan
melakukan perbandingan jumlah jam lembur dan penambahan mesin.
Pusat kerja penjahitan
Tabel 4.28 Pusat kerja Penjahitan
Work Center Periode Capacity
Available
Capacity
Requirement Keterangan
(Penjahitan)
mesin jahit
13 2880 15351.4 Tidak Terpenuhi
14 2880 15351.4 Tidak Terpenuhi
15 3000 15358.6 Tidak Terpenuhi
16 3000 15357.4 Tidak Terpenuhi
17 2880 15358.6 Tidak Terpenuhi
18 2880 15358.6 Tidak Terpenuhi
19 3000 15358.6 Tidak Terpenuhi
20 3000 15358.6 Tidak Terpenuhi
21 2880 15358.6 Tidak Terpenuhi
22 2880 15358.6 Tidak Terpenuhi
23 2760 15358.6 Tidak Terpenuhi
24 3000 15358.6 Tidak Terpenuhi
15
Dari tabel pusat kerja penjahitan diatas dapat dilihat bahwa kekurangan kapasitas
terjadi dalam semua periode. Maka tindakan yang harus dilakukan adalah dengan
melakukan perbandingan jumlah jam lembur dan penambahan mesin
4.6.1 Pemberian usulan dan perencanaan kapasitas
Usulan dan perencanaan ini digunakan untuk mengatasi permasalahan pada pusat
kerja yang mengalami kekurangan kapasitas.
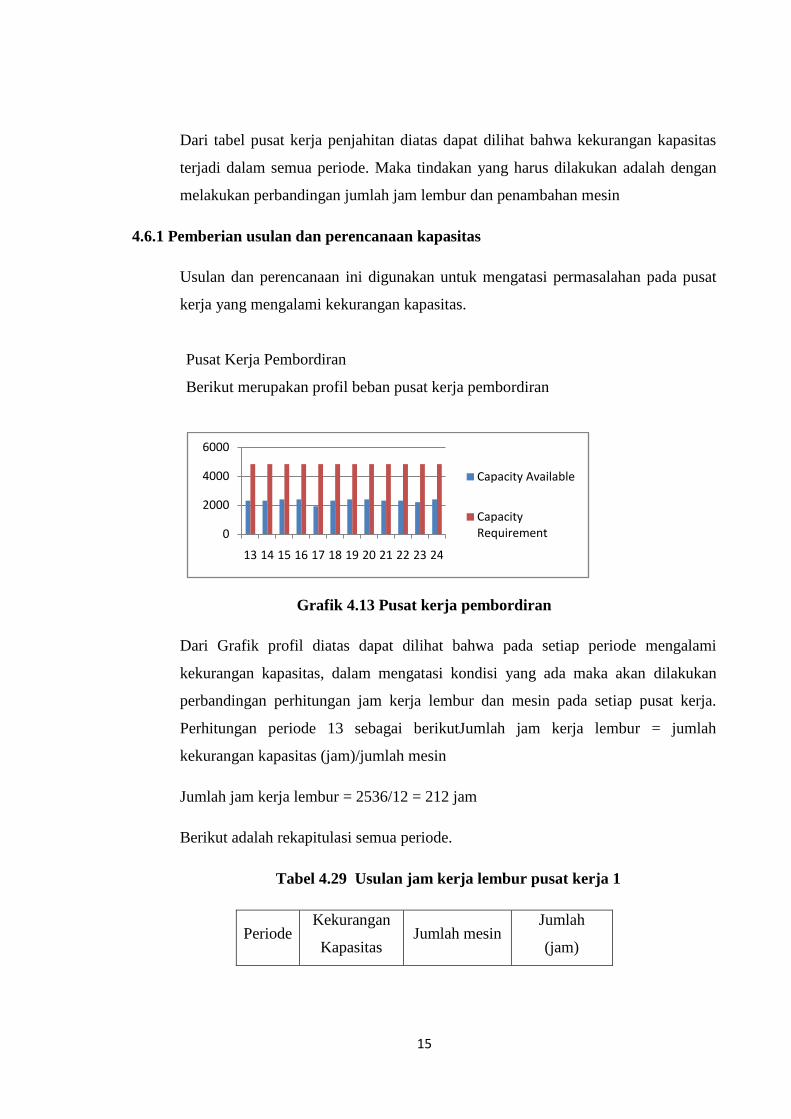
Pusat Kerja Pembordiran
Berikut merupakan profil beban pusat kerja pembordiran
Grafik 4.13 Pusat kerja pembordiran
Dari Grafik profil diatas dapat dilihat bahwa pada setiap periode mengalami
kekurangan kapasitas, dalam mengatasi kondisi yang ada maka akan dilakukan
perbandingan perhitungan jam kerja lembur dan mesin pada setiap pusat kerja.
Perhitungan periode 13 sebagai berikutJumlah jam kerja lembur = jumlah
kekurangan kapasitas (jam)/jumlah mesin
Jumlah jam kerja lembur = 2536/12 = 212 jam
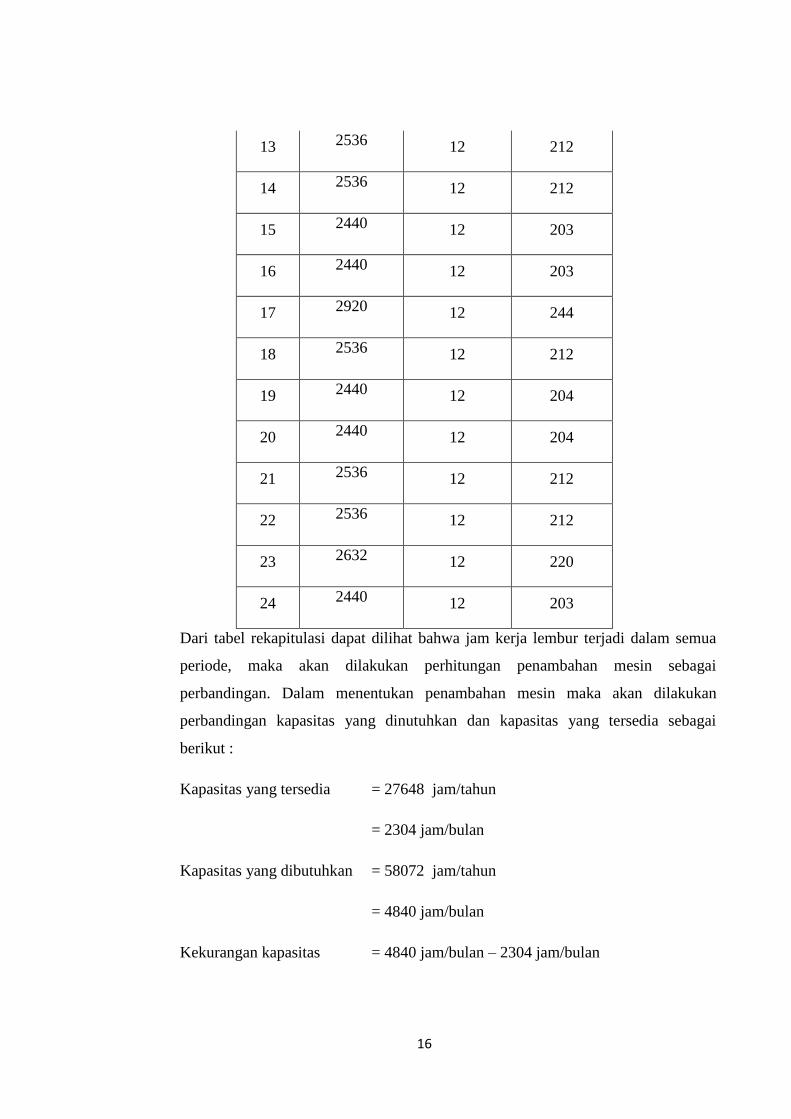
Berikut adalah rekapitulasi semua periode.
Tabel 4.29 Usulan jam kerja lembur pusat kerja 1
Periode Kekurangan
Kapasitas Jumlah mesin
Jumlah
(jam)
0
2000
4000
6000
13 14 15 16 17 18 19 20 21 22 23 24
Capacity Available
Capacity Requirement
16
13 2536 12 212
14 2536 12 212
15 2440 12 203
16 2440 12 203
17 2920 12 244
18 2536 12 212
19 2440 12 204
20 2440 12 204
21 2536 12 212
22 2536 12 212
23 2632 12 220
24 2440 12 203
Dari tabel rekapitulasi dapat dilihat bahwa jam kerja lembur terjadi dalam semua
periode, maka akan dilakukan perhitungan penambahan mesin sebagai
perbandingan. Dalam menentukan penambahan mesin maka akan dilakukan
perbandingan kapasitas yang dinutuhkan dan kapasitas yang tersedia sebagai
berikut :
Kapasitas yang tersedia = 27648 jam/tahun
= 2304 jam/bulan
Kapasitas yang dibutuhkan = 58072 jam/tahun
= 4840 jam/bulan
Kekurangan kapasitas = 4840 jam/bulan – 2304 jam/bulan

17
= 2536
Total kapasitas mesin= Kapasitas yang tersedia/ jumlah mesin
= 2304 / 12 = 192 jam/unit/bulan
Penambahan mesin = kekurangan kapasitas/ kapasitas mesin/unit/bulan
= 2536 / 192 = 13.2 = 14
Dari perhitungan diatas dapat diketahui bahwa jumlah penambahan mesin adalah
14 yang berarti bahwa kekurangan kapasitas pada pusat kerja pembordiran perlu
dilakukan perbandingan antara penambahan jam kerja lembur dengan penambahan
mesin baru.
Pusat Kerja Penjahitan
Berikut merupakan profil beban pusat kerja pembordiran
Grafik 4.14 Pusat kerja penjahitan
Dari Grafik profil diatas dapat dilihat bahwa pada setiap periode mengalami
kekurangan kapasitas, dalam mengatasi kondisi yang ada maka akan dilakukan
perbandingan perhitungan jam kerja lembur dan mesin pada setiap pusat kerja.
Perhitungan periode 13 sebagai berikut:
Jumlah jam kerja lembur = jumlah kekurangan kapasitas (jam)/jumlah mesin
Jumlah jam kerja lembur = 12472/15 = 832 jam
Berikut adalah rekapitulasi semua periode.
0
5000
10000
15000
20000
1 2 3 4 5 6 7 8 9 101112
Periode
Capacity Available
Capacity Requirement
18
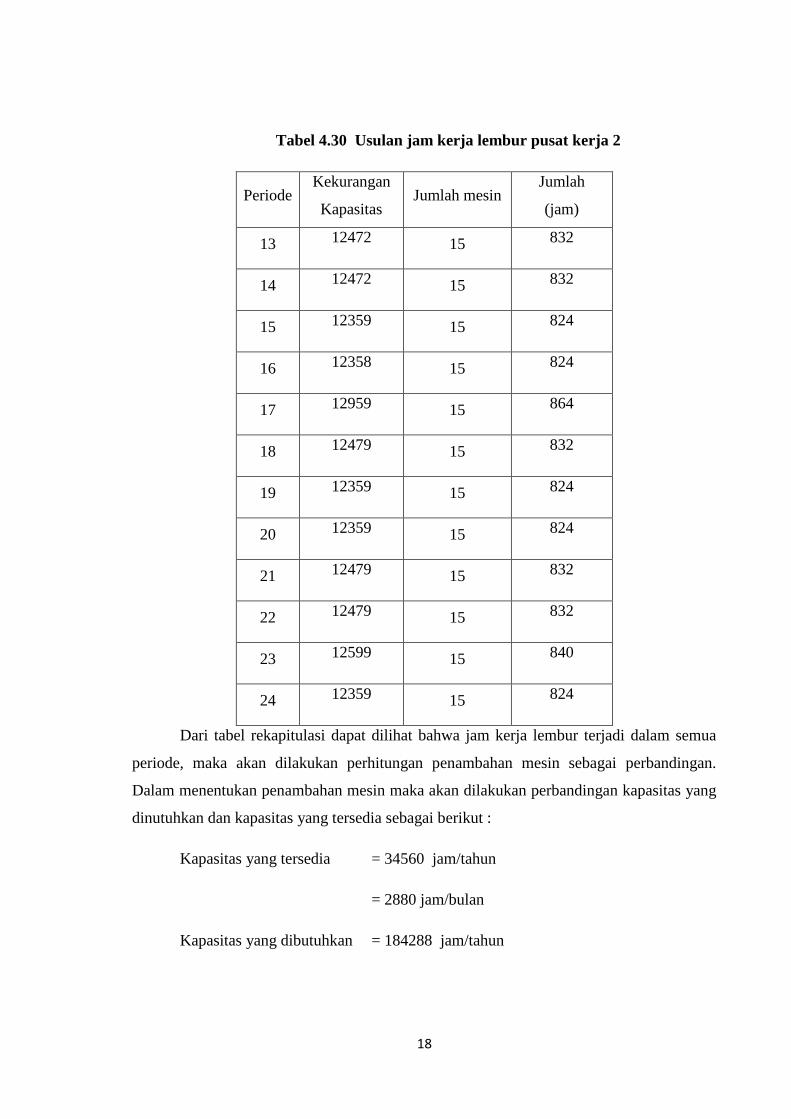
Tabel 4.30 Usulan jam kerja lembur pusat kerja 2
Periode Kekurangan
Kapasitas Jumlah mesin
Jumlah
(jam)
13 12472 15 832
14 12472 15 832
15 12359 15 824
16 12358 15 824
17 12959 15 864
18 12479 15 832
19 12359 15 824
20 12359 15 824
21 12479 15 832
22 12479 15 832
23 12599 15 840
24 12359 15 824
Dari tabel rekapitulasi dapat dilihat bahwa jam kerja lembur terjadi dalam semua
periode, maka akan dilakukan perhitungan penambahan mesin sebagai perbandingan.
Dalam menentukan penambahan mesin maka akan dilakukan perbandingan kapasitas yang
dinutuhkan dan kapasitas yang tersedia sebagai berikut :
Kapasitas yang tersedia = 34560 jam/tahun
= 2880 jam/bulan
Kapasitas yang dibutuhkan = 184288 jam/tahun
19
= 15358 jam/bulan
Kekurangan kapasitas =15358jam/bulan – 2880 jam/bulan
= 12478
Total kapasitas mesin= Kapasitas yang tersedia/ jumlah mesin
= 2880 / 15 = 192 jam/unit/bulan
Penambahan mesin = kekurangan kapasitas/ kapasitas mesin/unit/bulan
= 12478 / 192 = 64.9 = 65
Dari perhitungan diatas dapat diketahui bahwa jumlah penambahan mesin adalah
65 yang berarti bahwa kekurangan kapasitas pada pusat kerja pembordiran perlu
dilakukan perbandingan antara penambahan jam kerja lembur dengan penambahan
mesin baru.
4.6.2 Penyelesaian usulan perencanaan kapasitas
Berikut ini adalah penyelesaian usulan yang telah di tetapkan pada poin usulan
diatas.
Pusat kerja pembordiran
Dari pengusulan perencanaan kapasitas pada pusat kerja pembordiran diketahui
bahwa pusat kerja pembordiran perlu dilakukan perbandingan antara menambah
jam kerja lembur atau penambahan mesin.
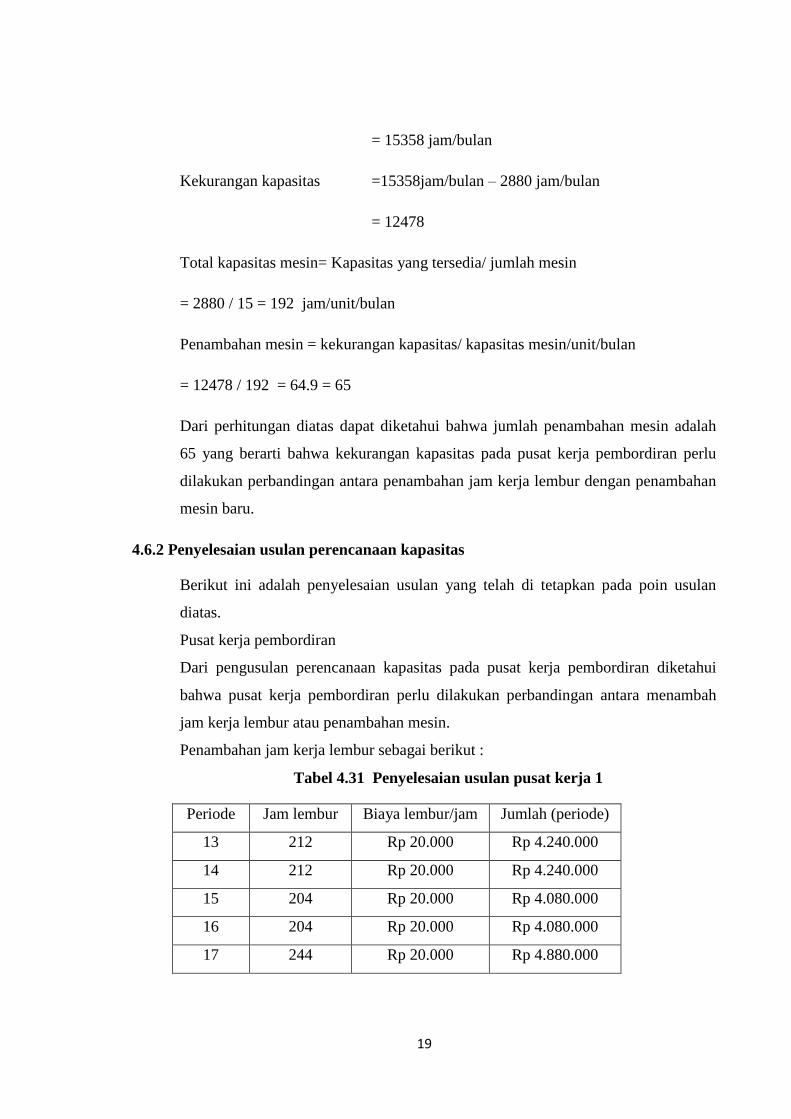
Penambahan jam kerja lembur sebagai berikut :
Tabel 4.31 Penyelesaian usulan pusat kerja 1
Periode Jam lembur Biaya lembur/jam Jumlah (periode)
13 212 Rp 20.000 Rp 4.240.000
14 212 Rp 20.000 Rp 4.240.000
15 204 Rp 20.000 Rp 4.080.000
16 204 Rp 20.000 Rp 4.080.000
17 244 Rp 20.000 Rp 4.880.000

20
18 212 Rp 20.000 Rp 4.240.000
19 204 Rp 20.000 Rp 4.080.000
20 204 Rp 20.000 Rp 4.080.000
21 212 Rp 20.000 Rp 4.240.000
22 212 Rp 20.000 Rp 4.240.000
23 220 Rp 20.000 Rp 4.400.000
24 204 Rp 20.000 Rp 4.080.000
Total ( tahun ) Rp 50.880.000
.Dari penambahan jam kerja lembur diatas didapat total pertahun sebesar Rp
50.880.000
Penambahan mesin sebagai berikut :
Pada perhitungan usulan perencanaan kapasitas pusat kerja penjahitan dapat di
ketahui bahwa mesin yang harus ditambah adalah 14 unit, maka perhitungan
sebagai berikut :
1 unit mesin bordir = Rp. 3.500.000
14 x 3.500.000 = Rp. 49.000.000
Harga 14 unit mesin bordir adalah Rp. 49.000.000
Dari kedua perhitungan diatas dapat diketahui bahwa biaya jam lembur adalah
Rp50.880.000 dan biaya penambahan 14 mesin bordir adalah Rp. Rp 49.000.000
sehingga dapat diketahui usulan yang terpilih adalah penambahan mesin baru.
Grafik 4.15 Profil beban pusat kerja pembordilan
Dari profil beban diatas dapat diketahui bahwa setelah dilakukan penambahan 14
mesin bordir pusat kerja pembordilan masih mengalami kekurangan kapsitas
0
2000
4000
6000
13 14 15 16 17 18 19 20 21 22 23 24
Capacity Available
Capacity Requirement
21
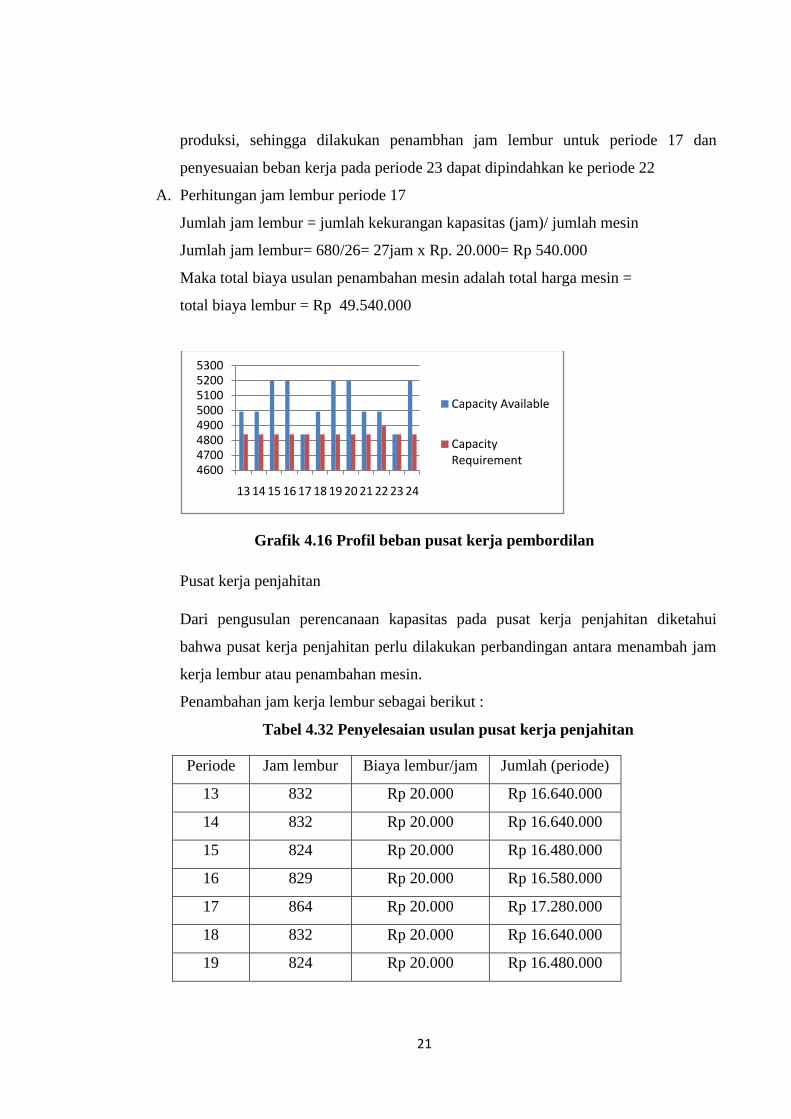
produksi, sehingga dilakukan penambhan jam lembur untuk periode 17 dan
penyesuaian beban kerja pada periode 23 dapat dipindahkan ke periode 22
A. Perhitungan jam lembur periode 17
Jumlah jam lembur = jumlah kekurangan kapasitas (jam)/ jumlah mesin
Jumlah jam lembur= 680/26= 27jam x Rp. 20.000= Rp 540.000
Maka total biaya usulan penambahan mesin adalah total harga mesin =
total biaya lembur = Rp 49.540.000
Grafik 4.16 Profil beban pusat kerja pembordilan
Pusat kerja penjahitan
Dari pengusulan perencanaan kapasitas pada pusat kerja penjahitan diketahui
bahwa pusat kerja penjahitan perlu dilakukan perbandingan antara menambah jam
kerja lembur atau penambahan mesin.
Penambahan jam kerja lembur sebagai berikut :
Tabel 4.32 Penyelesaian usulan pusat kerja penjahitan
Periode Jam lembur Biaya lembur/jam Jumlah (periode)
13 832 Rp 20.000 Rp 16.640.000
14 832 Rp 20.000 Rp 16.640.000
15 824 Rp 20.000 Rp 16.480.000
16 829 Rp 20.000 Rp 16.580.000
17 864 Rp 20.000 Rp 17.280.000
18 832 Rp 20.000 Rp 16.640.000
19 824 Rp 20.000 Rp 16.480.000
46004700480049005000510052005300
13 14 15 16 17 18 19 20 21 22 23 24
Capacity Available
Capacity Requirement
22
20 824 Rp 20.000 Rp 16.480.000
21 832 Rp 20.000 Rp 16.640.000
22 832 Rp 20.000 Rp 16.640.000
23 840 Rp 20.000 Rp 16.800.000
24 824 Rp 20.000 Rp 16.480.000
Total ( tahun ) Rp 168.140.000
.
Dari penambahan jam kerja lembur diatas didapat total pertahun sebesar Rp
168.140.000
Penambahan mesin sebagai berikut :
Pada perhitungan usulan perencanaan kapasitas pusat kerja penjahitan dapat di
ketahui bahwa mesin yang harus ditambah adalah 14 unit, maka perhitungan
sebagai berikut :
1 unit mesin jahit = Rp. 2.000.000
65 x 2.000.000 = Rp. 130.000.000
Harga 65 unit mesin bordir adalah Rp. 130.000.000
Dari kedua perhitungan diatas dapat diketahui bahwa biaya jam lembur adalah Rp
168.140.000 dan biaya penambahan 15 mesin bordir adalah Rp 130.000.000
sehingga dapat diketahui usulan yang terpilih adalah penambahan mesin baru.
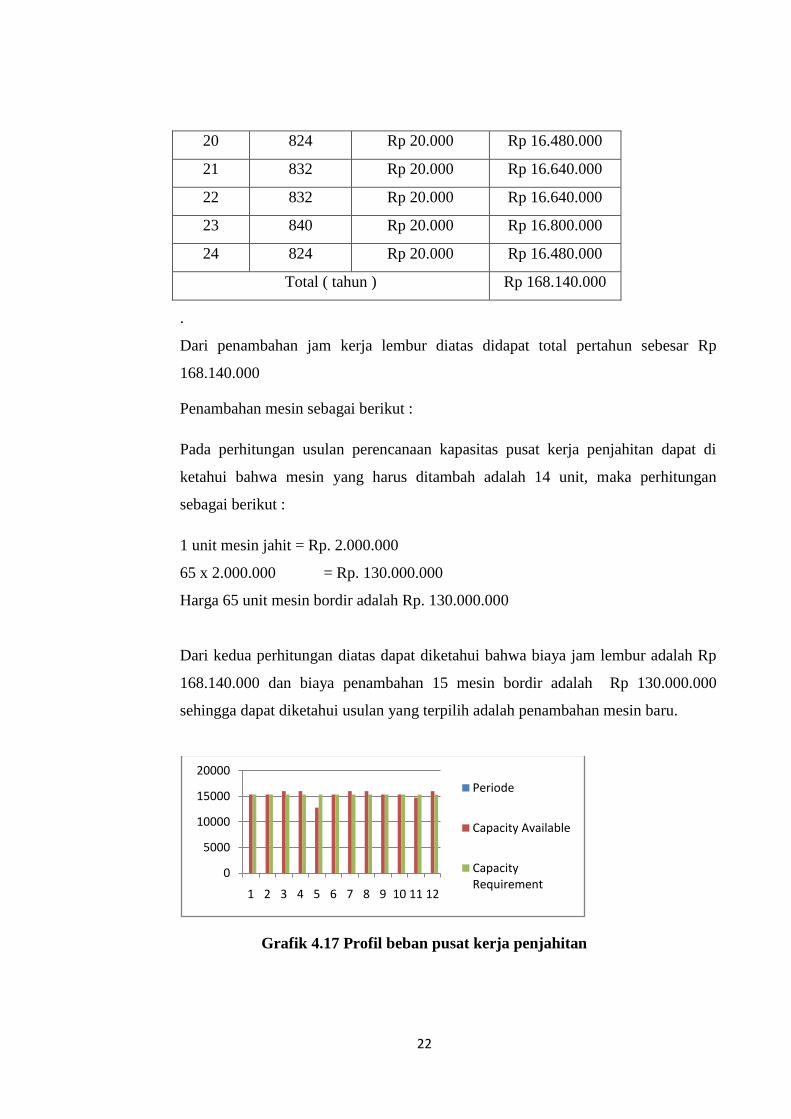
Grafik 4.17 Profil beban pusat kerja penjahitan
0
5000
10000
15000
20000
1 2 3 4 5 6 7 8 9 10 11 12
Periode
Capacity Available
Capacity Requirement
23
Dari profil beban diatas dapat diketahui bahwa setelah dilakukan penambahan 65
mesin jahit pusat kerja penjahitan masih mengalami kekurangan kapsitas produksi,
sehingga dilakukan penambahan jam lembur untuk periode 5 dan 11.
A. Perhitungan jam lembur periode 5
Jumlah jam lembur = jumlah kekurangan kapasitas (jam)/ jumlah mesin
Jumlah jam lembur= 32/80= 0.4 jam x Rp. 20.000= Rp 8.000
B. Perhitungan jam lembur periode 11
Jumlah jam lembur = jumlah kekurangan kapasitas (jam)/ jumlah mesin
Jumlah jam lembur= 8/80= 0.1 jam x Rp. 20.000= Rp 2.000
Maka total biaya usulan penambahan mesin adalah total harga mesin = total biaya lembur
= Rp 130.010.000
KESIMPULAN
Setelah melakukan pengolahan dan analisa data, maka dapat diambil kesimpulan :
1.Diketahui Jadwal Induk Produksi untuk periode yang akan datang.
2.Dapat merencanakan kapasitas produksi dengan perhitungan sebagai berikut:
No Pusat Kerja Usulan
Perencanaan
Penyelesaian
usulan
Sebelum
Perencanaan
Sesudah
Perencanaan
1 Pembordiran Perbandingan
jam kerja
lembur
dengan
penambahan
mesin baru
Usulan yang
mempunyai
biaya terkecil
adalah
penambahan
mesin, setelah
dilakukan
penambahan
mesin masih
terdapat
periode yang
Terdapat
kekurangan
kapasitas
pada semua
periode
Kapasitas
produksi
terpenuhi di
setiap
periode
24
mengalami
kekurangan
kapasitas
produksi yaitu
pada periode
17.
Kekurangan
kapasitas
pada periode
17 dilakukan
kerja lembur.
2 Penjahitan Perbandingan
jam kerja
lembur
dengan
penambahan
mesin baru
Usulan yang
mempunyai
biaya terkecil
adalah
penambahan
mesin, setelah
dilakukan
penambahan
mesin masih
terdapat
periode yang
mengalami
kekurangan
kapasitas
produksi yaitu
pada periode
5 dan 11.
Kekurangan
kapasitas
pada periode
Terdapat
kekurangan
kapasitas
pada semua
periode
Kapasitas
produksi
terpenuhi di
setiap
periode
25
5 dan 11
dilakukan
kerja lembur.
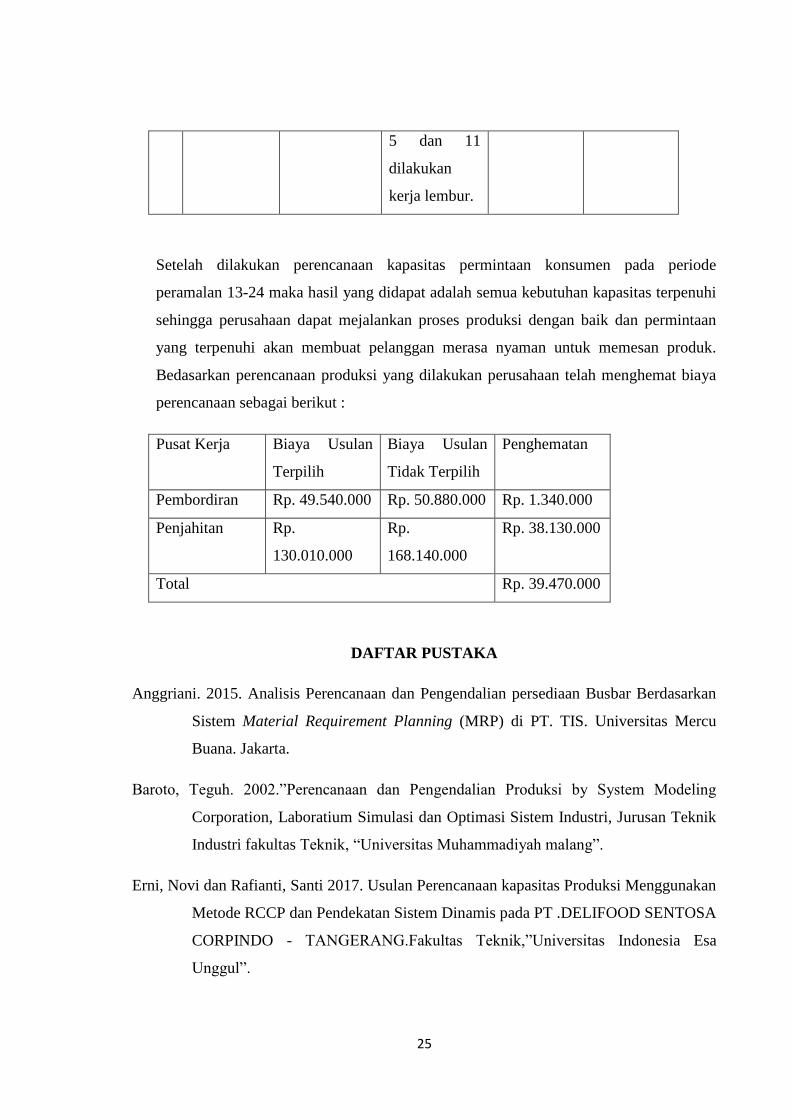
Setelah dilakukan perencanaan kapasitas permintaan konsumen pada periode
peramalan 13-24 maka hasil yang didapat adalah semua kebutuhan kapasitas terpenuhi
sehingga perusahaan dapat mejalankan proses produksi dengan baik dan permintaan
yang terpenuhi akan membuat pelanggan merasa nyaman untuk memesan produk.
Bedasarkan perencanaan produksi yang dilakukan perusahaan telah menghemat biaya
perencanaan sebagai berikut :
Pusat Kerja Biaya Usulan
Terpilih
Biaya Usulan
Tidak Terpilih
Penghematan
Pembordiran Rp. 49.540.000 Rp. 50.880.000 Rp. 1.340.000
Penjahitan Rp.
130.010.000
Rp.
168.140.000
Rp. 38.130.000
Total Rp. 39.470.000
DAFTAR PUSTAKA
Anggriani. 2015. Analisis Perencanaan dan Pengendalian persediaan Busbar Berdasarkan
Sistem Material Requirement Planning (MRP) di PT. TIS. Universitas Mercu
Buana. Jakarta.
Baroto, Teguh. 2002.”Perencanaan dan Pengendalian Produksi by System Modeling
Corporation, Laboratium Simulasi dan Optimasi Sistem Industri, Jurusan Teknik
Industri fakultas Teknik, “Universitas Muhammadiyah malang”.
Erni, Novi dan Rafianti, Santi 2017. Usulan Perencanaan kapasitas Produksi Menggunakan
Metode RCCP dan Pendekatan Sistem Dinamis pada PT .DELIFOOD SENTOSA
CORPINDO - TANGERANG.Fakultas Teknik,”Universitas Indonesia Esa
Unggul”.
26
Gasper, Vincent.2004. Production Planning and Inventory Control berdasarkan pendekat
system terintegrasi MRP II dan menuju JIT manufacturing 21. Edisi Revisi dan
diperluasan, Jakarta: Penerbit PT Gramedia Pustaka Utama.
Heizer, Jay dan Render, Barry. 2005. Manajemen Operasi. Edisi 7. Jakarta: Salemba
Empat.
Rumiris Hutagulung, Ira dan Nazalina. 2013. Perencanaan Kebutuhan Kapasitas
Produksi pada PT XYZ. Fakultas Teknik. Universitas Sumatera Utara. Medan
Irwansyah. 2010. Penerapan Material Requirement Planning (MRP) dalam Perencanaan
Persediaan Bahan Baku Jamu Sehat Perkasa. Fakultas Ekonomi, Universitas
Diponegoro. Semarang.
Koeswara, Suhada. 2010. Perencanaan Kebutuhan Material (MRP) dengan menggunakan
Teknik Lot Sizing Pada bahan baku Brispack J Varnish. Teknik Industri fakultas
Teknik. Universitas Mercu Buana. Jakarta.
Kusuma, Hendra. 2004. MANAJEMEN PRODUKSI Perencanaan dan Pengendalian
Produksi, Yogyakarta : Penerbit ANDI
Saleh, Dharmayanti. 2012. Penerapan Material Requirement Planning (MRP) pada Sistem
Informasi Pesanan dan Inventory Control pada CV. ABC, Fakultas Teknik dan
Ilmu Komputer, “Universitas Komputer Indonesia”.
Subagyo, Pangestu. “ Statistika Terapan Aplikasi Pada Perencanaan dan Ekonomi”.(2004).
Surianto. 2013. Penerapan Metode Material Requirement Planning (MRP) di
PT.BOKOKRMAS MOJOKERTO. Jurusan Manajemen, Fakultas Ekonomi dan
Bisnis. Universitas Brawijaya. Malang.
Sutalaksana, Iftikar Zulfikar, 2006, Teknik Perancangan Sistem Kerja, Edisi Kedua.Badan
Penerbit ITB, Bandung