priprava armature v Železokrivniciza rezano in krivljeno armaturo ter rezane in krivljene armaturne...
TRANSCRIPT

UNIVERZA V MARIBORUFAKULTETA ZA GRADBENIŠTVO
Rok Krajnc
PRIPRAVA ARMATUREV ŽELEZOKRIVNICI
Diplomsko delo
Maribor, september 2012
I
Diplomsko delo univerzitetnega študijskega programa
PRIPRAVA ARMATURE
V ŽELEZOKRIVNICI
Študent: Rok Krajnc
Študijski program: univerzitetni, Gradbeništvo
Smer: Komunalna
Mentor: izr. prof. dr. Andrej ŠTRUKELJ, univ. dipl. inž. grad
Maribor, september 2012
I
Diplomsko delo univerzitetnega študijskega programa
PRIPRAVA ARMATURE
V ŽELEZOKRIVNICI
Študent: Rok Krajnc
Študijski program: univerzitetni, Gradbeništvo
Smer: Komunalna
Mentor: izr. prof. dr. Andrej ŠTRUKELJ, univ. dipl. inž. grad
Maribor, september 2012
I
Diplomsko delo univerzitetnega študijskega programa
PRIPRAVA ARMATURE
V ŽELEZOKRIVNICI
Študent: Rok Krajnc
Študijski program: univerzitetni, Gradbeništvo
Smer: Komunalna
Mentor: izr. prof. dr. Andrej ŠTRUKELJ, univ. dipl. inž. grad
Maribor, september 2012


III
ZAHVALA
Zahvaljujem se mentorju izr. prof. dr. Andreju
Štruklju za pomoč, nasvete in vodenje pri
opravljanju diplomskega dela.
Posebna zahvala gre mojim staršem, ki so mi
omogočili študij. Zahvaljujem se tudi ženi za
moralno podporo pri pisanju diplomske naloge.
IV
PRIPRAVA ARMATURE V ŽELEZOKRIVNICI
Ključne besede: gradbeništvo, železokrivnica, armatura, armaturne mreže, Slovenskotehnično soglasje.
UDK: 624.072.46:666.97.055 (043.2)
Povzetek
Namen diplomskega dela je prikazati pripravo armature v proizvodnem obratu
železokrivnice s pridobljenim Slovenskim tehničnim soglasjem – STS za rezano in krivljeno
armaturo ter za rezane in krivljene armaturne mreže. Priprava armature obsega dobavo
osnovnih materialov, skladiščenje, izdelavo končnih izdelkov ter vezanje armature.
Železokrivnica deluje v okviru obrata montažnih armiranobetonskih konstrukcij in
zagotavlja redno ter kvalitetno dobavo armature za proizvodnjo montažnih elementov.

V
PREPARATION OF STEEL REINFORCEMENT BARS
Key words: civil engineering, bending plant, reinforcing steel, reinforcing mesh,Slovenian technical approval.
UDK: 624.072.46:666.97.055 (043.2)
Abstract
Purpose of this study is to show the preparation of steel reinforcement bars in
manufacturing plant with acquired Slovenian technical approval. Preparation of
reinforcement volume supply of basic materials, storage, manufacture of finished products
and tying reinforcement. The manufacturing plant operates within the plant prefabricated
reinforced concrete structures and ensure regular and quality supply of fittings for the
production of prefabricated elements.

VI
VSEBINA
1. UVOD ........................................................................................................ 1
2. PROIZVODNI OBRAT ŽELEZOKRIVNICA .................................... 22.1. Tehnološki proces priprave armaturnih palic ............................................................ 5
2.2. Proizvodni program železokrivnice........................................................................... 6
2.3. Postopek proizvodnje rezane in krivljene armature ter rezanih in krivljenih
armaturnih mrež......................................................................................................... 9
2.4. Skladiščenje osnovnih materialov ........................................................................... 10
2.5. Kontrola postopka proizvodnje in končanih izdelkov............................................. 12
2.6. Označevanje, skladiščenje in transport končnih izdelkov ....................................... 12
2.7. Priprava in vgrajevanje armature............................................................................. 13
3. SLOVENSKO TEHNIČNO SOGLASJE ............................................ 143.1. Opis proizvoda in opredelitev predvidene uporabe................................................. 16
3.2. Lastnosti proizvoda in metode preverjanja.............................................................. 18
3.3. Vrednotenje in potrjevanje skladnosti proizvoda .................................................... 26
3.4. Odgovornosti in naloge proizvajalca....................................................................... 26
3.5. Naloge določenega organa....................................................................................... 30
3.6. Obveznosti imetnika STS ........................................................................................ 35
3.7. Transport in skladiščenje proizvoda ........................................................................ 36
3.8. Načrt kontrole .......................................................................................................... 37
3.9. Naloge proizvajalca, imetnika Slovenskega tehničnega soglasja – STS................. 38
3.10. Naloge določenega organa pri nadzoru in kontroli proizvodnje ............................. 40
4. IZDELAVA MONTAŽNEGA AB STEBRA ...................................... 434.1. Tehnologija izdelave montažnih armiranobetonskih konstrukcij............................ 43
4.2. Postopek proizvodnje montažnih armiranobetonskih izdelkov............................... 45
4.3. Prednosti in slabosti montažne gradnje ................................................................... 46
4.4. Proizvodni proces v obratu armiranobetonskih konstrukcij .................................... 47
4.5. Proizvodnja montažnih betonskih izdelkov............................................................. 48
4.6. Kontrola postopka proizvodnje in končanih izdelkov............................................. 48
4.7. Označevanje, skladiščenje in transport.................................................................... 49
VII
4.8. Primer montažnega armiranobetonskega stebra ...................................................... 50
5. LITERATURA IN VIRI........................................................................ 565.1. Knjige ...................................................................................................................... 56
5.2. Internetni viri ........................................................................................................... 57
6. PRILOGE................................................................................................ 586.1. Seznam slik.............................................................................................................. 58
6.2. Seznam preglednic................................................................................................... 59
6.3. Naslov študenta ....................................................................................................... 60
6.4. Kratek življenjepis................................................................................................... 60

VIII
UPORABLJENI SIMBOLI
- nominalni premer armaturne palice∅ - premer armaturne palice
- napetost tečenja
- natezna trdnost
- raztezek pri minimalni sili
- trajna dinamična trdnost, - naklon reber
- minimalna površina rebričenja
- strižna sila zvara. - povprečna vrednost opravljenih preizkusov
- tlačna trdnost betona
- mejna natezna trdnost armature
- meja tečenja (plastičnosti) armature
IX
UPORABLJENE KRATICE
STS - Slovensko tehnično soglasje
ZGPro - Zakon o gradbenih proizvodih
ZAG - Zavod za gradbeništvo Slovenije
EU - Evropska unija
ETA - Evropsko tehnično soglasje
EOTA - Evropska organizacija za tehnična soglasja
SIST - Slovenski inštitut za standardizacijo
CE - Oznaka za proizvod, ki izpolnjuje bistvene zahteve za varnost, zdravje in
varovanje okolja, določene z evropsko regulativo

Priprava armature v železokrivnici 1
1. UVOD
Namen diplomske naloge je prikazati pripravo armature v proizvodnem obratu
železokrivnice s pridobljenim Slovenskim tehničnim soglasjem – STS za rezano in
krivljeno armaturo ter za rezane in krivljene armaturne mreže. Priprava armature obsega
dobavo osnovnih materialov, skladiščenje, izdelavo končnih izdelkov ter vezanje armature.
Železokrivnica deluje v okviru obrata montažnih armiranobetonskih konstrukcij in
zagotavlja redno in kvalitetno dobavo armature za proizvodnjo montažnih elementov.
Tehnično soglasje temelji na tehnični presoji določenega tipa ali družine gradbenih
proizvodov. Tehnična presoja zajema preiskave, preizkuse in oceno, ki jih je potrebno
izvesti, da bi se lahko izkazala ustreznost tega proizvoda za predvideno uporabo glede
njegovih predpisanih lastnosti obnašanja.
Zavod za gradbeništvo Slovenije (ZAG) je organ za podeljevanje tehničnih soglasij po
zakonodaji o gradbenih proizvodih.
Tehnično soglasje se podeli takrat, ko za gradbeni proizvod še ni mogoče pripraviti
ustreznega standarda oz. ko ta proizvod znatno odstopa od tistega v standardu.
Tehnično soglasje se praviloma uporabi predvsem pri gradbenem proizvodu, ki:
je sestavljen iz več posameznih proizvodov – komponent, in je zato priprava
ustreznega standarda zanj praktično nemogoča,
zaradi "inovativnosti" samega proizvoda, njegove priprave ali načina vgradnje,
priprava ustreznega standarda ne sledi pričakovanjem proizvajalca takšnega proizvoda.

Priprava armature v železokrivnici 2
2. PROIZVODNI OBRAT ŽELEZOKRIVNICA
Pri proizvodnji v železokrivnici se za krivljenje na posebnih avtomatskih strojih in ročno
uporablja izključno rebričene oziroma rebraste kolute in rebraste palice ter zavarjene
rebričene armaturne mreže, ki se po krivljenju odrežejo na predpisano dolžino, glede na
zahteve armaturnih načrtov ali internih specifikacij imetnika Slovenskega tehničnega
soglasja (STS).
Armaturne palice se z deponije prepeljejo v železokrivsko delavnico, kjer se opravi razrez
in krivljenje po armaturnih načrtih in priloženi specifikaciji armature. Razkladanje
armature in nakladanje rezane ter krivljene armature na tovorna vozila se vrši s stolpnim
dvigalom.
Slika 1: Železokrivska delavnica
V zunanjem delu železokrivnice so postavljene pomične škarje za rezanje armature večjih
profilov premera od 12 mm do 32 mm. Škarje se pomikajo nad prekati skladiščene
armature do mesta določenega profila in ga odrežejo na predpisano dolžino. Tako
razrezane palice se skozi odprtino v zidu pomikajo do krivilnih miz, kjer se armatura krivi
po armaturnem načrtu.

Priprava armature v železokrivnici 3
V notranje delu železokrivnice so razporejeni stroji, s pomočjo katerih se opravljajo
različne faze krivljenja armature. To so krivilni stroji in stroji za izdelavo stremen. Glave
krivilnih strojev se menjajo glede na želeni radij in obliko krivljenja. Stroji za izdelavo
stremen imajo računalniško nastavitev za oblike palic, število komadov ter rezno dolžino.
Slika 2: Razporeditev strojev v železokrivski delavnici
rezalni stroj R1, R2,
električna miza z valji za pomik armature do krivilnega stroja EM1, EM2, EM3,
ravnalno sekalni stroj O1,
krivilni stroj K1, K2,
stroj za izdelavo stremen M1, M2,
delovna miza DM1, DM2, DM3, DM4.
V železokrivnici se lahko uporabljajo različni programi, ki so namenjeni računalniško
podprtem spremljanju proizvodnje. Upravljanje proizvodnje železokrivske dejavnosti nam
tako omogoča projektiranje armature, naročanja armature, izdelavo delovnih nalogov
opremljenih s črtno kodo, strojne ukaze za izdelavo armature na strojih, optimizacijo
razreza materiala, ovrednotenje dela preko normativov, izdelavo prevoznic izdelane
armature za dostavo na gradbišča, dokumente za avtomatizacijo in evidentiranje polaganja
armature na gradbiščih, izdelavo računov in situacij za obračune, izdelavo gradbene knjige.

Priprava armature v železokrivnici 4
V računalniško vodene avtomatske stroje se vnesejo podatki o dimenzijah, merah, kotih in
oblikah krivljene armature. Pri ročnem krivljenju se označi dolžino rezane ravne palice in
na njej označi mesto krivljenja.
Slika 3: Avtomatski stroj za rezanje in krivljene armature
Skladnost proizvodov se zagotavlja s kontrolo proizvoda med in po krivljenju, v skladu s
planom kontrole proizvodnje in planom kontrole proizvoda. Pri transportu in skladiščenju
rezane in krivljene armature ter rezanih in krivljenih armaturnih mrež je potrebno
vzdrževati take okoljske pogoje, da je onemogočen pojav degradacijskih procesov, ki bi
znatno vplivali na nosilnost armaturnega jekla. Preprečiti je potrebno zmanjšanje
nominalnega preseka ter pojav lokalnih poškodb armature (mehanske ali korozijske
narave).
Slika 4: Računalniško voden avtomatski stroj za krivljenje armaturnih palic

Priprava armature v železokrivnici 5
V železokrivnici so organizirane posebne linije priprave armature:
skladiščenje (pomembna je vhodna kontrola in tehtanje),
ravnanje, rezanje,
krivljenje (linija lahkih, srednjih in težkih profilov),
krivljenje in rezanje armaturnih mrež,
označevanje (pozicije in število – oznaka mora biti obstojna),
skladiščenje,
kontrola kvalitete pripravljene armature.
2.1. Tehnološki proces priprave armaturnih palic
Tehnološki proces armiranja je sestavljen iz naslednjih elementov:
ravnanje in rezanje palic na predpisano dolžino,
krivljenje palic v predpisano obliko,
sestavljanje posameznih palic v prostorski sklop ali armaturni koš.
Slika 5: Krivljenje armature na krivilnem stroju
Priprava armature v železokrivnici 6
S sodobno tehnologijo v železokrivnici dosežemo naslednje prednosti:
visoka izkoriščenost strojev,
število delovne sile je minimalno,
kvaliteta krivljenja in priprava armaturnih sklopov je zelo visoka,
pogoji za delo so boljši,
stopnja izkoriščenosti materiala je zelo visoka,
uporaba najsodobnejše opreme.
2.2. Proizvodni program železokrivnice
Proizvodni program obsega proizvodnjo rezane in krivljene armatura ter rezanih in
krivljenih armaturnih mrež v skladu z zahtevami Slovenskega tehničnega soglasja – STS.
Proizvodna, merilna in preizkuševalna oprema je označena z identifikacijskimi številkami.
Za obvladovanje in vzdrževanje proizvodne opreme je zadolžen vodja proizvodnje.
Dokumentacijo o proizvodni opremi vodi vodja proizvodnje, ki sproti beleži vsa
vzdrževalna dela ali nadgradnjo opreme. Naloga vodje proizvodnje je poučiti delavce o
delu s to opremo, spremlja nastavitve na strojih in delovanje strojev.
Za vso preizkusno opremo vodja laboratorija preizkusne opreme opravlja umerjanja ali
preverjanja v odvisnosti od intenzivnosti uporabe. Preizkusna oprema, ki se intenzivnejše
uporablja, se obvezno umerja ali preverja vsako leto, manj uporabljana oprema pa na dve
leti. Obvezno je potrebno izvesti umerjanje ali preverjanje opreme po dostavi novo
nabavljenih meril in po vsakem večjem popravilu.
Za vsa preverjanja ali umerjanja preizkusne opreme je potrebno izdelati ustrezne postopke
in voditi zapise, iz katerih so preverjanja ali umerjanja razvidna in dokazljiva. Pri tem
upoštevamo veljavne standarde. Zapise o kontroli proizvodne opreme vzdržuje in
evidentira vzdrževalna služba.

Priprava armature v železokrivnici 7
Podrobnejši opis posameznega proizvoda in zahteve so vsebovani na delovnem nalogu za
izdelavo proizvoda, katere priprava, vsebina in hranjenje je v pristojnosti odgovorne osebe
za vodenje priprave tehnične dokumentacije.
Slika 6: Stroj za samodejni transport armaturnih mrež do rezalnega stroja
Slika 7: Stroj za rezanje in krivljenje armaturnih mrež

Priprava armature v železokrivnici 8
Slika 8: Dvosmerni stroj za rezanje armaturnih mrež
Slika 9: Avtomatski stroj za krivljenje armaturnih mrež
Slika 10: Primer krivljene armaturne mreže za 90°

Priprava armature v železokrivnici 9
2.3. Postopek proizvodnje rezane in krivljene armature ter rezanih in krivljenih
armaturnih mrež
priprava delovnih strojev (pregled ter nastavitev strojev za rezanje in krivljenje),
rezanje armature in mrež na potrebno dolžino/širino,
preverjanje odreznih dolžin/širin z merilnimi sredstvi,
krivljenje armature oz. armaturnih mrež,
označevanje izdelkov ter deponiranje.
Za rezano in krivljeno armaturo ter rezane in krivljene armaturne mreže so določene t.i.
kode krivljenja ter druge zahteve glede krivljenja:
oblike in način izračuna dimenzij krivljene armature,
oblike armature z in brez zaključnih kljuk,
minimalni trni in dimenzije ter minimalni radij,
minimalna oddaljenost med krivljenji za palice in žice
pravila za krivljenje armaturnih mrež.
Pri rezanju in krivljenju armature se izvajajo pregledi in preizkušanja proizvoda med
proizvodnjo:
oblika krivljenja (najmanj 1 kos na krivljeno vrsto, obvezno prvega v seriji),
dimenzijska kontrola (najmanj 1 kos na krivljeno vrsto, obvezno prvega v seriji),
geometrijska kontrola (vsak krivljen kos).

Priprava armature v železokrivnici 10
2.4. Skladiščenje osnovnih materialov
Skladiščenje osnovnih materialov je urejeno tako, da material ne spremeni svojih lastnosti,
in da je zagotovljeno sledenje šarž ter preprečeno mešanje šarž oziroma jekla različnih
profilov. Zagotovljena mora biti sledljivost materiala z dokumenti, ki dokazujejo kvaliteto
materialov.
Slika 11: Armatura v kolutih
Za razporejanje in prevzem osnovnih materialov je odgovoren delovodja oziroma
skladiščnik, ki pregleda material in spremne dokumente, ter preveri ujemanje z naročilom.
Dobavo vpiše v obrazec za prevzem materiala in s podpisom potrdi ustreznost prejetega
materiala. Vse spremne dokumente nabavljenih materialov hrani nabavna služba.
Dokumente, ki dokazujejo kvaliteto materialov hrani vodja priprave tehnične
dokumentacije. Pri izvajanju kontrole uporabljenih materialov upoštevamo zahteve STS.

Priprava armature v železokrivnici 11
Slika 12: Armatura v vezih
Slika 13: Armaturne mreže

Priprava armature v železokrivnici 12
2.5. Kontrola postopka proizvodnje in končanih izdelkov
Za kontrolo proizvodnega procesa in končnih izdelkov je odgovoren vodja kontrole
proizvodnje ter zajema aktivnosti po načrtu kontrole. Če se pri kontroli proizvodnje
ugotovijo neskladnosti z zahtevami STS, ukrepamo na naslednji način:
na kontrolni list zabeležimo vsa odstopanja od zahtev,
če je možno, neskladne proizvode vračamo v predhodne faze izdelave,
v primeru, da jih ni mogoče vračati v predhodno fazo izdelave, jih izločamo oziroma
odstranjujemo na mesto, ki je določeno za neskladne proizvode,
neuporabne končne proizvode kontrolirano odvažamo na deponijo starega železa,
ugotovimo vzroke in preučimo možnost za odpravo pomanjkljivosti,
izvedemo korektivni ukrep s katerim odstranimo vzroke nastanka pomanjkljivosti,
izvedemo preventivni ukrep s katerim preprečimo potencialno neskladnost proizvoda,
vodjo kontrole proizvodnje obveščamo o neskladnosti in načinu odprave
pomanjkljivosti,
vse ukrepe beležimo na kontrole liste izdelkov.
2.6. Označevanje, skladiščenje in transport končnih izdelkov
V skladu z zahtevami STS se izdela izjava o skladnosti in proizvod označi etiketo skladno
z navodili. Končane izdelke skladiščimo na označenem mestu, nedokončane in neustrezne
izdelke skladiščimo ločeno na za to označenem mestu.
Neuporabne končne proizvode kontrolirano odvažamo na deponijo odpadnega železa.
Vsaka pošiljka končanega izdelka je označena skladno s STS.
Za nadzor nad označevanjem, skladiščenje in predajo je zadolžen vodja proizvodnje, ki ob
vsaki predaji preveri pravilnost oznak, pravilnost nakladanja in pravilnost ter popolnost
spremnih dokumentov (dobavnice in izjave o skladnosti).

Priprava armature v železokrivnici 13
2.7. Priprava in vgrajevanje armature
Rezana in krivljena armatura ter rezane in krivljene armaturne mreže se sme vgrajevati v
skladu z zahtevami Pravilnika o mehanski odpornosti in stabilnosti armiranobetonskih
konstrukcij, Ur. List RS, št. 101/05.
Vse do vgraditve mora vsak vez oziroma kos rezane in krivljene armature ter rezanih in
krivljenih armaturnih mrež imeti identifikacijsko oznako, ki zagotavlja sledljivost jekla iz
katerega je proizvod izdelan in njen proizvodni obrat. Vezanje armature se opravlja ročno
ali s pomočjo strojčkov za vezanje armature.
Slika 14: Ročno vezanje armature
Slika 15: Baterijski ročni strojček za vezanje armature

Priprava armature v železokrivnici 14
3. SLOVENSKO TEHNIČNO SOGLASJE
Tehnična soglasja so pomožna (rezervna, sekundarna) vrsta tehničnih specifikacij, ki
skupaj s standardi predstavljajo vse tehnične specifikacije, po katerih je lahko določen
gradbeni proizvod dan na trg. Zavod za gradbeništvo Slovenije (ZAG) je organ za
podeljevanje tehničnih soglasij po zakonodaji o gradbenih proizvodih.
Tehnično soglasje se podeli takrat, ko za gradbeni proizvod še ni mogoče pripraviti
ustreznega standarda oziroma ko ta proizvod znatno odstopa od tistega v standardu.
Tehnično soglasje se praviloma uporabi predvsem pri gradbenem proizvodu, ki:
je sestavljen iz več posameznih proizvodov – komponent, in je zato priprava
ustreznega standarda zanj praktično nemogoča,
zaradi "inovativnosti" samega proizvoda, njegove priprave ali načina vgradnje,
priprava ustreznega standarda ne sledi pričakovanjem proizvajalca takšnega proizvoda.
Tehnično soglasje po Zakonu o gradbenih proizvodih (ZGPro) ni "dovoljenje" proizvajalcu
za uvrstitev določenega gradbenega proizvoda na trg, temveč zapis ustreznosti njegovih
tehničnih lastnosti, glede bistvene zahteve za objekte po zakonodaji o graditvi objektov.
Tehnično soglasje je pozitivna tehnična ocena ustreznosti gradbenega proizvoda za
predvideno uporabo, ki temelji na izpolnjevanju bistvenih zahtev za gradbene objekte, za
katere se gradbeni proizvod uporablja.
Tehnično soglasje temelji na tehnični presoji določenega tipa ali družine gradbenih
proizvodov, ki zajema preiskave, preizkuse in oceno, ki jih je potrebno izvesti, da bi se
lahko izkazala ustreznost tega proizvoda za predvideno uporabo glede njegovih
predpisanih lastnosti obnašanja.
Tehnično soglasje praviloma velja pet let, veljavnost pa se lahko podaljša. Poleg tega se
tehnično soglasje lahko tudi spremeni. V primeru, da proizvod ni več skladen s podeljenim
tehničnim soglasjem, se tehnično soglasje tudi razveljavi.

Priprava armature v železokrivnici 15
Slovensko tehnično soglasje – STS podeli Zavod za gradbeništvo Slovenije skladno z
naslednjimi referenčnimi dokumenti:
z zakonom o gradbenih proizvodih - ZGPro (Ur. list RS, št.52/00 in št.110/02-ZGO-1),
s pravilnikom o bistvenih zahtevah za gradbene objekte, ki jih je potrebno upoštevati
pri določitvi osnovnih lastnosti gradbenih proizvodov (Ur. list RS, št. 9/01),
s pravilnikom o potrjevanju skladnosti in označevanju gradbenih proizvodov
(Ur. list RS, št. 54/01),
z odločbo Komisije o skupnih pravilih postopka za podelitev evropskega tehničnega
soglasja (94/23/ES) oziroma, glede na razliko med obema vrstama tehničnih soglasij, s
smiselno uporabo določil in vsebine priloge in obeh dodatkov te odločbe,
s smiselno uporabo trenutne prakse pri obdelavi zahtev in podelitvi evropskih tehničnih
soglasij (ETA) v Evropski organizaciji za tehnična soglasja (EOTA) in njenih članicah,
odločbo Ministrstva za gospodarstvo Republike Slovenije št. 3210-9/2002-23 z dne
20.12.2006, o določitvi Zavoda za gradbeništvo Slovenije kot organ za tehnična
soglasja,
z organizacijskimi predpisi Zavoda za gradbeništvo Slovenije, ki se nanašajo na
tehnična soglasja,
s pogodbo med Zavodom za gradbeništvo Slovenije in imetnikom STS.
Zavod za gradbeništvo Slovenije (ZAG) je določen, da preverja izpolnjevanje določb
Slovenskega tehničnega soglasja. Preverjanje se lahko izvede tudi v proizvodnem obratu,
ne glede na to, pa je imetnik Slovenskega tehničnega soglasja dogovoren za skladnost
proizvoda s Slovenskim tehničnim soglasjem in za njegovo ustreznost za predvideno
uporabo. Slovensko tehnično soglasje se ne sme prenašati na druge proizvajalce,
zastopnike proizvajalcev ali druge proizvodne obrate.
Slika 16: Znak skladnosti ZAG, nadstandardna oznaka gradbenih proizvodov in storitev
Priprava armature v železokrivnici 16
Nosilec dovoljenja mora pri namestitvi znaka skladnosti ZAG upoštevati pravila uporabe
znaka skladnosti. Znak skladnosti ZAG sestavljajo:
logotipa Zavoda,
oznake tehnične specifikacije in letnice,
oznake tipa ali stopnje, če je potrebno,
številke certifikata.
3.1. Opis proizvoda in opredelitev predvidene uporabe
Predmet slovenskega tehničnega soglasja je rezana in krivljena armatura ter rezane in
krivljene armaturne mreže za armiranje betonskih konstrukcij.
Za izdelavo krivljene armature se uporabljajo koluti nominalnih premerov od 4 mm do
20 mm in palice nominalnih premerov od 6 mm do 40 mm, ki se ravnajo, režejo in krivijo
na predpisane oblike in dimenzije. Zavarjene rebričene armaturne mreže nominalnih
premerov žice od 5 mm do 16 mm standardnih dimenzij, ki se režejo in krivijo na
predpisane oblike. Omenjeni proizvod je namenjen za armiranje betonskih konstrukcij, ki
so grajene v skladu s Pravilnikom o mehanski odpornosti in stabilnosti armiranobetonskih
konstrukcij, Ur. list RS, št. 101/05.
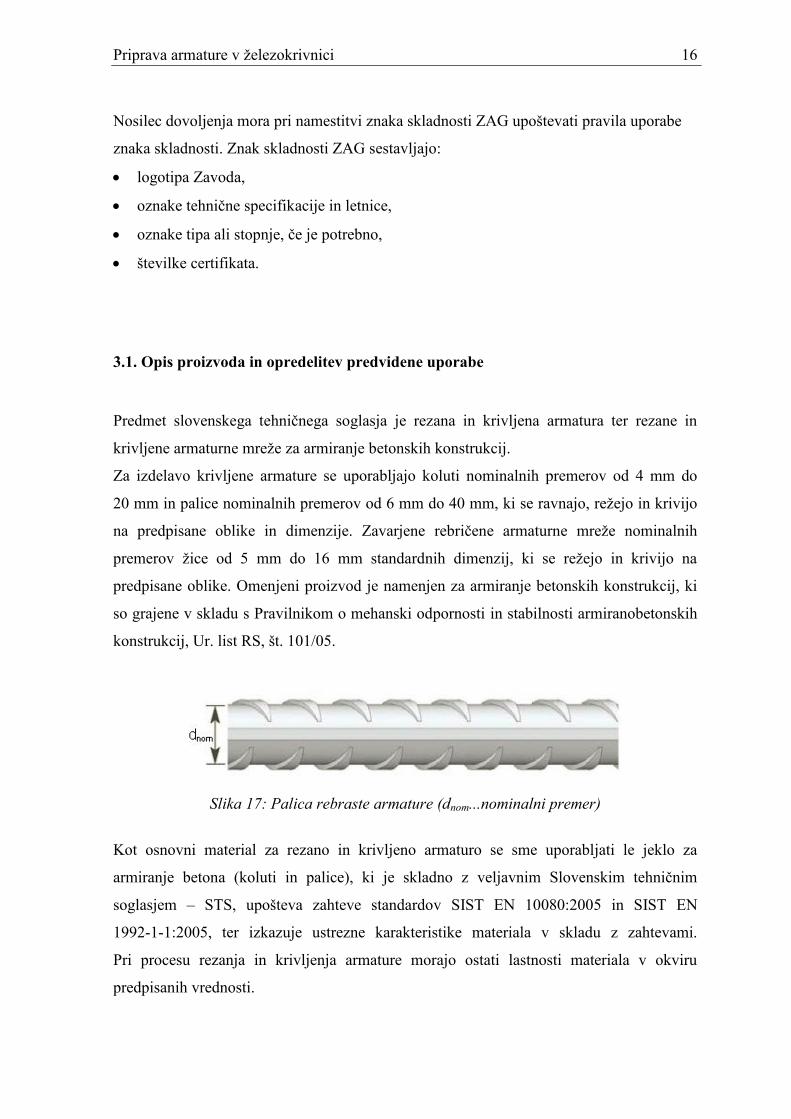
Slika 17: Palica rebraste armature (dnom...nominalni premer)
Kot osnovni material za rezano in krivljeno armaturo se sme uporabljati le jeklo za
armiranje betona (koluti in palice), ki je skladno z veljavnim Slovenskim tehničnim
soglasjem – STS, upošteva zahteve standardov SIST EN 10080:2005 in SIST EN
1992-1-1:2005, ter izkazuje ustrezne karakteristike materiala v skladu z zahtevami.
Pri procesu rezanja in krivljenja armature morajo ostati lastnosti materiala v okviru
predpisanih vrednosti.

Priprava armature v železokrivnici 17
Za rezanje in krivljenje armaturnih mrež se sme uporabljati armaturne mreže, ki so skladne
z veljavnim Slovenskim tehničnim soglasjem – STS, upoštevajo zahteve standardov
SIST EN 10080:2005 in SIST EN 1992-1-1:2005, ter dokazujejo ustrezne karakteristike
materiala v skladu z zahtevami. Pri procesu rezanja in krivljenja armaturnih mrež morajo
ostati lastnosti materiala v okviru predpisanih vrednosti.
Slika 18: Armaturna mreža
l …. dolžina mreže x …. vzdolžni previs palic
b …. širina mreže y …. prečni previs palic
t …. vzdolžni razmik palic dQ…. vzdolžni presek palice
a …. prečni razmik palic dL…. prečni presek palice
Rezana in krivljena armatura ter rezane in krivljene armaturne mreže se uporabljajo za vse
načine armiranja betonskih konstrukcij (konstrukcijski elementi kot so: piloti, temelji,
stebri, stene, nosilci, plošče, itd.) zgrajenih v skladu s Pravilnikom o mehanski odpornosti
in stabilnosti armiranobetonskih konstrukcij, Ur. List RS, št. 101/05. Oblike in dimenzije
odstopanja pri rezanju in krivljenju armature ter rezanju in krivljenju armaturnih mrež se
smejo proizvajati le v skladu z zahtevami STS.
Proizvajalec je dolžan zagotoviti, da se pri uporabi proizvoda na voljo ustrezni podatki
in informacije, ki so potrebni za pravilen način uporabe proizvoda, in da je le ta v
armiranobetonske objekte vgrajen trajno.

Priprava armature v železokrivnici 18
3.2. Lastnosti proizvoda in metode preverjanja
Obravnavani proizvod je rezana in krivljena armatura ter rezane in krivljene armaturne
mreže za katerega veljajo določene značilnosti, metode ocenjevanja (preizkus, izračun) in
kriteriji za oceno ustreznosti za predviden namen uporabe.
Značilnosti obravnavanega proizvoda:
natezna trdnost,
napetost tečenja,
razmerje med natezno trdnostjo in napetostjo tečenja,
razteznost pri maksimalni sili,
trajna dinamična trdnost,
upogibnost,
kemijska sestava,
odstopanje od nominalne mase,
geometrijske karakteristike,
strižna sila zvara,
oblikovne in dimenzijske karakteristike,
odziv na ogenj.

Priprava armature v železokrivnici 19
Lastnosti za rezano in krivljeno armaturno jeklo v kolutih in palicah, standarda SIST EN
1992-1-1:2005 in SIST EN 10080:2005:
površinska geometrija,
nominalni premer (mm),
napetost tečenja (Mpa),
razmerje med napetostjo tečenja in natezno trdnostjo ⁄ ,
raztezek pri maksimalni sili (%),
trajna dinamična trdnost (območje utrujanja 2 in število ciklusov do porušitve ),
sposobnost upogibanja,
višina prečnih reber ℎ (mm),
višina vzdolžnih reber ℎ (mm),
globina utorov (mm),
širina utorov (mm),
vsota utorov Σ (mm),
razmak med rebri / utori (mm),
naklon reber , (°),
minimalna površina rebričenja ,
odstopanja od nominalne mase/meter - posamezna palica ali žica (%),
kemijska sestava (mas %),
ekvivalentna vrednost ogljika (mas %).

Priprava armature v železokrivnici 20
Lastnosti armaturnih mrež, standarda SIST EN 1992-1-1:2005 in SIST EN 10080:2005:
površinska geometrija,
nominalni premer (mm),
napetost tečenja (Mpa),
razmerje med napetostjo tečenja in natezno trdnostjo ⁄ ,
raztezek pri maksimalni sili (%),
trajna dinamična trdnost (območje utrujanja 2 in število ciklusov do porušitve ),
sposobnost upogibanja,
strižna sila zvara (N),
višina prečnih reber ℎ (mm),
višina vzdolžnih reber ℎ (mm),
razmak med rebri (mm),
naklon reber , (°),
minimalna površina rebričenja ,
odstopanja od nominalne mase/meter (posamezna žica) (%),
kemijska sestava (mas %),
ekvivalentna vrednost ogljika (mas %).
Priprava armature v železokrivnici 21
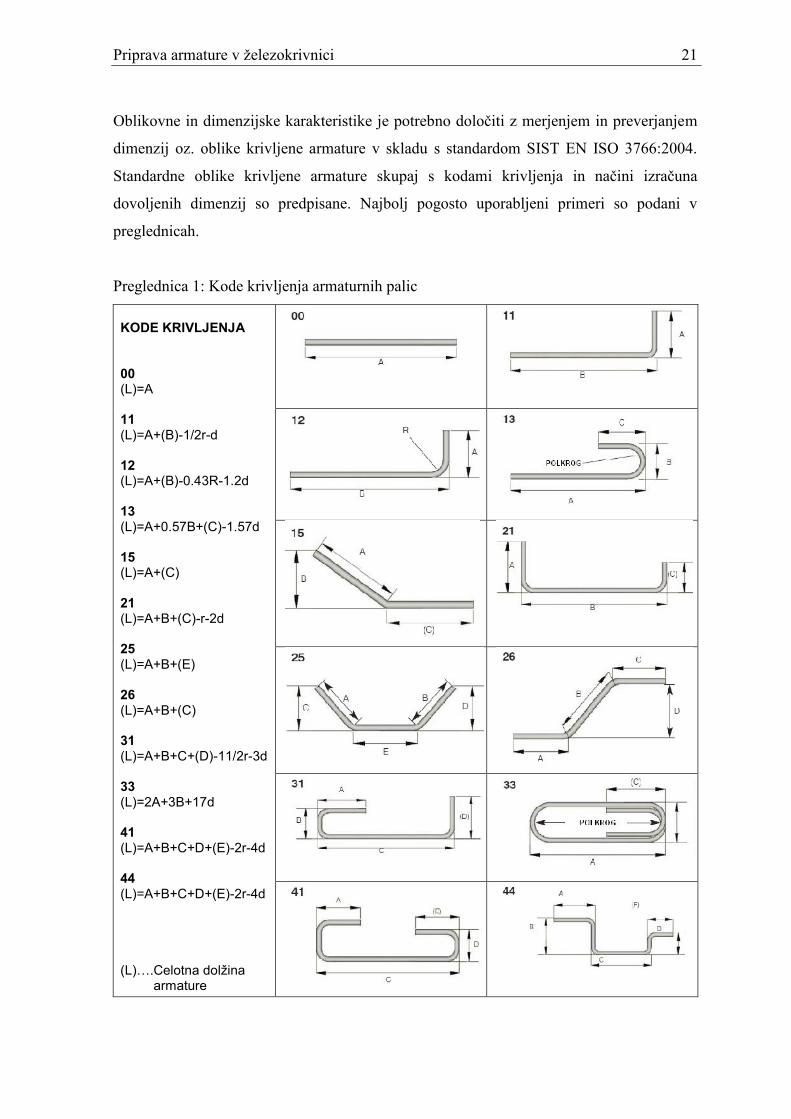
Oblikovne in dimenzijske karakteristike je potrebno določiti z merjenjem in preverjanjem
dimenzij oz. oblike krivljene armature v skladu s standardom SIST EN ISO 3766:2004.
Standardne oblike krivljene armature skupaj s kodami krivljenja in načini izračuna
dovoljenih dimenzij so predpisane. Najbolj pogosto uporabljeni primeri so podani v
preglednicah.
Preglednica 1: Kode krivljenja armaturnih palic
KODE KRIVLJENJA
00(L)=A
11(L)=A+(B)-1/2r-d
12(L)=A+(B)-0.43R-1.2d
13(L)=A+0.57B+(C)-1.57d
15(L)=A+(C)
21(L)=A+B+(C)-r-2d
25(L)=A+B+(E)
26(L)=A+B+(C)
31(L)=A+B+C+(D)-11/2r-3d
33(L)=2A+3B+17d
41(L)=A+B+C+D+(E)-2r-4d
44(L)=A+B+C+D+(E)-2r-4d
(L)….Celotna dolžinaarmature

Priprava armature v železokrivnici 22
Preglednica 2: Kode krivljenja armaturnih palic
KODE KRIVLJENJA
46(L)=A+2B+C+(E)
67(L)=A
51(L)=2(A+B+C)-21/2-5d
77(L)=C(((A-d)2+B2)0.5
99Za vse nestandardneoblike krivljenja
(L)….Celotna dolžinaArmature
99
Skica mora biti narisana v celoti. Vsaka dimenzija mora bitispecificirana. Dimenzija, ki odstopa od dopuste mora biti navedena voklepaju, drugače lahko proizvajalec sam določi dimenzije intolerančne vrednosti.
Vsaka standardna oblika ima kodo s predpisanimi dimenzijami in razmerji med njimi
(kritične dimenzije), predpisan radij krivljenja in predpisane tolerančne vrednosti. Za vse
ostale nestandardne oblike krivljenih proizvodov je potrebno pred izdelavo določiti način
za izračun dimenzij.
Pri krivljenju je treba poleg nominalnega premera armature in minimalnega premera trna
upoštevati tudi dolžino krivljene armature. Za vsako obliko krivljenja mora biti označena
smer krivljenja in radijev.
Slika 19: Minimalne dimenzije pri krivljenju armature

Priprava armature v železokrivnici 23
Preglednica 3: Minimalni premer trna za palice in žice
Nominalni premer armature(mm)
Minimalni premer trna(mm)≤ 16 4> 16 7
Preglednica 4: Minimalni premer trna za mreže
Minimalni premer trna (mm)
ali ali
5 ≥ 3 ∶ 5< 3 ali če zvar znotrajobmočja krivljenja: 20
Preglednica 5: Minimalni trni in dimenzije za palice in žice
PALICE ŽICANominalni
premerarmature
dnom (mm)
Min.radij
r(mm)
Min.premertrna M(mm)
Minimalna končnadimenzija P (mm)
Nominalnipremerarmatur
dnom (mm)
Min.radij
r(mm)
Min.premertrna M(mm)
Min.končna
dimenzijaP (mm)
kot≥150°(min 5d)
kot≤150°(min 10d)
- - - - - 5 10 20 1106 12 24 110a 110a 6 12 24 110- - - - - 7 14 28 1158 16 32 115a 115a 8 16 32 115- - - - - 9 18 36 120
10 20 40 120a 130 10 20 40 12012 24 48 125a 160 12 24 48 12516 32 64 130 210 - - - -20 70 140 190 290 - - - -25 87 175 240 365 - - - -32 112 224 305 465 - - - -40 140 280 380 580 - - - -
a Pri minimalni končni dimenziji manjših premerov armature velja načelo uporabnosti krivljenearmature
Opomba 1: Zaradi povratnega upogiba mora biti dejanski upogibni radij nekoliko večji odpolovice premera trna.
Opomba 2: Za upogibe minimalne ravne dolžine naj bo končni del upogiba na drugi strani vrazmerju 5d ali 10d, odvisno od kota krivljenja.

Priprava armature v železokrivnici 24
Pri krivljenju se sme vsako naslednje krivljenje izvesti šele v oddaljenosti štirih premerov
palice, to je min. 4 .
Slika 20: Minimalna oddaljenost med krivljenji za palice in žice
Za vse rezane in krivljene proizvode je treba upoštevati dopustna odstopanja.
Preglednica 6: Dopustna odstopanja za rezane in krivljene proizvode
Rezanje in krivljenje Dopustna odstopanja (mm)
Rezanje ravnih dolžin: ± 25Krivljene dolžine: 1000 mm
> 1000 mm do 2000 mm> 2000 mm
+5, -5+5, -10+5, -25
Dolžina palic v armaturni mreži: ± 25 ali 0.5% dolžine (kar je večje)
Pri krivljenju armaturnih mrež se sme kriviti armaturo v oddaljenosti minimalno štirih
premerov palic od zvara.
Slika 21: Minimalna oddaljenost zvara od krivljenja armaturnih mrež
Priprava armature v železokrivnici 25
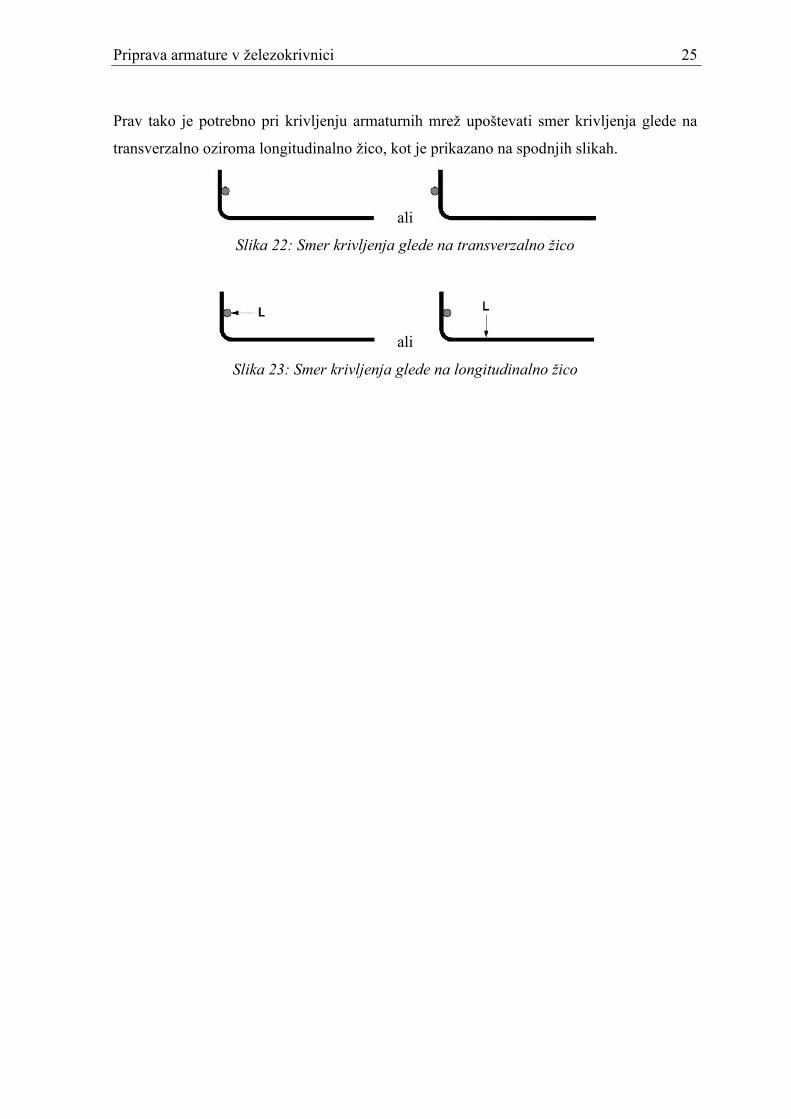
Prav tako je potrebno pri krivljenju armaturnih mrež upoštevati smer krivljenja glede na
transverzalno oziroma longitudinalno žico, kot je prikazano na spodnjih slikah.
ali
Slika 22: Smer krivljenja glede na transverzalno žico
ali
Slika 23: Smer krivljenja glede na longitudinalno žico

Priprava armature v železokrivnici 26
3.3. Vrednotenje in potrjevanje skladnosti proizvoda
Skladno z zakonom in pravilnikom mora proizvajalec in vključeni določeni organ za
potrditev skladnosti proizvoda, opraviti naslednje naloge:
a) Proizvajalec – imetnik Slovenskega tehničnega soglasja STS:
kontrolo proizvodnje v proizvodnem obratu,
preizkušanje vzorcev odvzetih v proizvodnem obratu po predpisanem programu
preizkušanja.
b) Določeni organ za izvajanje nalog in potrjevanja skladnosti:
začetni preizkus vrste proizvoda,
certificiranje proizvoda na podlagi začetnega preverjanja proizvodnega obrata in
vpeljane kontrole proizvodnje,
stalni nadzor, ocenjevanje in odobritev kontrole proizvodnje,
kontrolno preizkušanje vzorcev odvzetih v proizvodnem obratu.
Določeni organ je tisti, ki je dobil od pristojnega ministrstva dovoljenje za to, da lahko
opravlja certificiranja (certifikacijski organ), kontrole (kontrolni organ) in/ali preizkušanja
(preizkuševalni laboratorij) proizvoda, ki mu je bilo podeljeno STS.
3.4. Odgovornosti in naloge proizvajalca
Proizvajalec mora v proizvodnem obratu, v katerem izdeluje proizvod (rezana in krivljenja
armatura ter rezane in krivljene armaturne mreže), vzpostaviti, dokumentirati in vzdrževati
sistem kontrole proizvodnje, s katerim zagotavlja, da bo v promet dani proizvod skladen z
zahtevami STS. Omogočiti mora učinkovito izvajanje sistema, ki obsega postopke, redne
preglede in preizkuse, ter ocene rezultatov kontrole osnovnih materialov, opreme,
proizvodnega procesa in končnega proizvoda.

Priprava armature v železokrivnici 27
Kontrola rezane in krivljene armature ter rezanih in krivljenih armaturnih mrež se mora
izvajati skladno z Načrtom kontrole, v katerem je določena pogostost obveznih pregledov
in preizkusov:
v obratu in na opremi,
med proizvodnjo,
osnovnih materialov,
končnega proizvoda.
Načrt kontrole hranita proizvajalec – imetnik STS in organ za tehnična soglasja.
Proizvajalec ga posreduje izbranemu določenemu organu, vključenemu v postopek
potrjevanja skladnosti, v obsegu, ki je pomemben za izvajanje nalog tega organa.
Proizvajalec je dolžan izdelati Poslovnik kakovosti, ki mora vsebovati:
organizacijsko strukturo proizvajalca v obsegu, ki vpliva na kakovost proizvodnje in
proizvoda, odgovornosti in pooblastila osebja, sledljivost vhodnih materialov in
končnega proizvoda, notranje presoje sistema, šolanje osebja,
obvladovanje dokumentacije,
zahteve za prevzemanje in skladiščenje osnovnih materialov,
kontrolne postopke v obratu in na opremi,
kontrolne postopke za dobavljene osnovne materiale: vrste in pogostost pregledov ter
preizkusov,
kontrolo proizvodnega procesa,
zahteve za kalibriranje in vzdrževanje proizvodne opreme,
zahteve za kalibriranje in vzdrževanje kontrolne, merilne in preizkuševalne opreme,
zahteve za skladiščenje in dobavljanje končnega proizvoda,
zahteve za preglede in preizkuse v procesu proizvodnje in končnega proizvoda, vrste in
pogostost pregledov ter preizkusov,
postopke v primeru neskladnosti.
Zapise o kontroli proizvodnje mora proizvajalec posredovati določenemu organu, ki je
vključen v potrjevanje skladnosti.

Priprava armature v železokrivnici 28
Vpeljani sistem vodenja kakovosti po zahtevah standarda SIST ISO 9001:2000, šteje za
ustreznega, če izpolnjuje zahteve STS glede kontrole proizvodnje v obratu.
Preizkušanje vzorcev, odvzetih v proizvodnem obratu, se izvaja po predpisanem programu
preizkušanja. Proizvajalec mora izvajati preizkušanja končnega proizvoda v skladu s
predpisanim programom preizkušanja vzorcev, ki je del Načrta kontrole.
Proizvajalec je odgovoren za vrednotenje skladnosti končnega proizvoda (tj. rezane in
krivljene armature ter rezanih in krivljenih armaturnih mrež) na podlagi dobljenih
rezultatov pregledov in preizkusov. Skladnost končnega proizvoda se ocenjuje glede na
zahteve STS. Proizvajalec je odgovoren za statistično vrednotenje skladnosti dobljenih
vrednosti opravljenih preizkusov v polletnem obdobju ali pa rezultati zadnjih
200 preizkusov (upošteva se postavko z več rezultati). Vrednotenje se opravi glede na
nominalni premer armature. Rezultati parametrov , in ⁄ morajo ustrezati
naslednji zahtevi: . − × ≥ (3.1)
Kjer je smotrno, mora razmerje , ,⁄ ter zgornja meja za ⁄ ustrezati
zahtevi:
. + × ≤ (3.2)
Pri čemer pomenijo:
. – povprečna vrednost, ki se izračuna po enačbi:
. = ∙ (∑ ) (3.3)
– standardna deviacija, ki se izračuna po enačbi:= ∑ . (3.4)
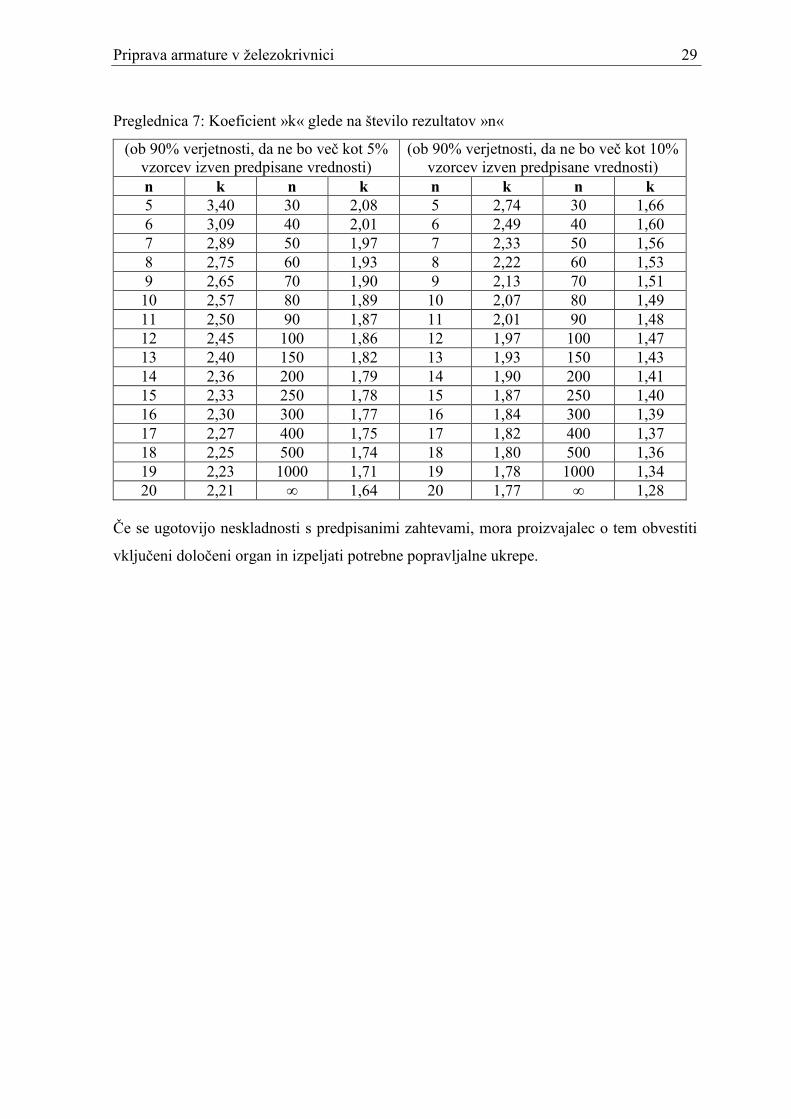
– koeficient kot funkcija števila rezultatov meritev podan v preglednici št. 7,
– karakteristična vrednost (Mpa) podana v preglednici št. 8 in preglednici št. 9,
– število rezultatov.
Priprava armature v železokrivnici 29
Preglednica 7: Koeficient »k« glede na število rezultatov »n«
(ob 90% verjetnosti, da ne bo več kot 5%vzorcev izven predpisane vrednosti)
(ob 90% verjetnosti, da ne bo več kot 10%vzorcev izven predpisane vrednosti)
n k n k n k n k5 3,40 30 2,08 5 2,74 30 1,666 3,09 40 2,01 6 2,49 40 1,607 2,89 50 1,97 7 2,33 50 1,568 2,75 60 1,93 8 2,22 60 1,539 2,65 70 1,90 9 2,13 70 1,5110 2,57 80 1,89 10 2,07 80 1,4911 2,50 90 1,87 11 2,01 90 1,4812 2,45 100 1,86 12 1,97 100 1,4713 2,40 150 1,82 13 1,93 150 1,4314 2,36 200 1,79 14 1,90 200 1,4115 2,33 250 1,78 15 1,87 250 1,4016 2,30 300 1,77 16 1,84 300 1,3917 2,27 400 1,75 17 1,82 400 1,3718 2,25 500 1,74 18 1,80 500 1,3619 2,23 1000 1,71 19 1,78 1000 1,3420 2,21 ∞ 1,64 20 1,77 ∞ 1,28
Če se ugotovijo neskladnosti s predpisanimi zahtevami, mora proizvajalec o tem obvestiti
vključeni določeni organ in izpeljati potrebne popravljalne ukrepe.

Priprava armature v železokrivnici 30
3.5. Naloge določenega organa
a) Začetni preizkus vrste proizvoda
Proizvajalec mora organ za tehnična soglasja in izbrani določeni organ pravočasno pisno
obvestiti o vsakršni nameravani spremembi, ki bi utegnila kakorkoli vplivati na skladnost
proizvoda s podeljenim STS. Med takšne spremembe sodijo predvsem spremembe
osnovnih materialov za njegovo izdelavo, proizvodnega procesa, končne uporabe
proizvoda in tudi podatkov o imetniku STS. Pred izvedbo takšne spremembe mora
proizvajalec pridobiti od organa za tehnična soglasja mnenje o pomembnosti tega vpliva na
ustreznost proizvoda za opredeljeno uporabo.
Če se je sprememba, ki kakorkoli vpliva na skladnost proizvoda s podeljenim STS
nepredvideno že dogodila, mora proizvajalec o tem takoj obvestiti organ za tehnična
soglasja in izbrani določeni organ. Ta presodita, na podlagi opisa spremembe, kako bosta
ukrepala v zvezi s podeljenim STS.
V primeru, da je ta sprememba pomembna, mora določeni organ ponovno odvzeti vzorce
končnega proizvoda za začetni preizkus vrste proizvoda, in sicer po pet vzorcev zgornjega,
sprednjega in spodnjega nominalnega premera rezane in krivljene armature oziroma
krivljenih armaturnih mrež za naslednja preizkušanja: natezni preizkus, strižni preizkus,
upogibni preizkus ter dimenzijsko in geometrijsko kontrolo. Vsi rezultati preizkušanj
vzorcev morajo ustrezati predpisanim zahtevam, ki so podani v preglednici št. 8 in
preglednici št. 9.

Priprava armature v železokrivnici 31
Preglednica 8: Lastnosti jekel za rezano in krivljeno armaturoArmaturno jeklo v kolutih in palicah, standarda SIST EN 1992-1-1:2005 in SIST EN 10080:2005
Značilnost proizvoda Razred jekla A Razred jekla B Razred jekla C vrednostCv
aKoluti Koluti Palice Koluti Palice KolutiPovršinska geometrija rebra utori rebra rebra rebra rebra /Nominalni premer (mm) 5 -20 4 – 20 6 – 40 6 – 20 6 – 40 6 – 20 /Napetost tečenja (Mpa) 400 – 600 p=0.95Razmerje , / , ≤ 1.30 p=0.90Razmerje med napetostjo tečenjain natezno trdnostjo / ≥1.05 b ≥1.05 b ≥1.08 ≥1.15
≤1.35 p=0.90
Raztezek pri maksimalni sili(%) ≥2.5 c ≥2.5 c ≥5.0 ≥7.5 p=0.90
Trajna dinamična trdnost:- Območje utrujanja 2 (Mpa)- Število ciklov do porušitve N
≥150≥2 10 - ≥150
≥ 2 ∗ 10 ≥150≥ 2 10 p=0.90
Sposobnost upogibanja (-) zdrži upogib / povratni upogib /
Višina prečnih reber h (mm) 0.03− 0.15 . - 0.03 . − 0.15 . 0.03 . − 0.15 . min/max
Višina vzdolžnih reber h (mm) ≤ 0.15 . - ≤ 0.15 . ≤ 0.15 . max
Globina utorov t (mm) - 0.02 .− 0.1 . - - min/max
Širina utorov b (mm) - 0.02 .− 1.0 . - - min/max
Vsota utorov ∑ (mm) - 0.75 . - - max
Razmak med rebri/utori c (mm) 0.4 .− 1.2 . 0.4 .− 1.5 . 0.4 . − 1.2 . 0.4 . − 1.2 . min/max
Naklon reber / utorov , (°)35° ≤≤ 75°∝≥ 45° 35° ≤≤ 75° 35° ≤ ≤ 75°∝≥ 45° 35° ≤ ≤ 75°∝≥ 45° min/max
Minimalna površina rebričenja. (-). = 5 − 6 mm. = 6.5 − 12 mm. ≥ 12 mm
0.0350.0400.056
- 0.0350.0400.056
0.0350.0400.056
p=0.95
Odstopanje od nominalnemase/meter (posamezna palicaali žica) (%)
± 6.0 % za . ≤ 8 mm± 4.5 % za . > 8 mm p=0.95
Kemijska sestavad (mas%) ogljik ≤ 0.22 (0.24)e; žveplo ≤ 0.050 (0.055); fosfor ≤ 0.050(0.055); dušik ≤ 0.012 (0.014)f; baker ≤ 0.80 (0.85) max
Ekvivalentna vrednost ogljikad
(mas%)Cekv = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15 ≤ 0.50
(0.52)e max
a : karakteristična vrednost: min – minimalna vrednost; max – maksimalna vrednostb = 1.03⁄ za < 5 mmc = 2% za < 5 mmd Vrednosti v oklepaju veljajo za proizvode Dovoljeno je prekoračiti maksimalno vrednost za ogljik za 0.03 mas%, pod pogojem, da se ekvivalentna vrednost za
ogljik zmanjša za 0.02 mas%f Višja vsebnost dušika je dovoljena le, če je prisotna zadostna količina elementov, ki vežejo dušik

Priprava armature v železokrivnici 32
Preglednica 9: Lastnosti armaturnih mrež
Armaturne mreže, standarda SIST EN 1992-1-1:2005 in SIST EN 10080:2005Značilnosti proizvoda Razred jekla A Razred jekla B Razred jekla C Vrednost
CvaPovršinska geometrija Rebra
Nominalni premer (mm) 5 – 16 6 – 16 6 – 16 /Napetost tečenja (Mpa) 400 – 600 p=0.95Razmerje , / , ≤ 1.30 p=0.90Razmerje med napetostjo tečenja innatezno trdnostjo / ≥1.05 b ≥1.08 ≥1.15
≤1.35 p=0.90
Raztezek pri maksimalni sili(%) ≥2.5 c ≥5.0 ≥7.5 p=0.90
Trajna dinamična trdnost:- Območje utrujanja 2 (Mpa)- Število ciklov do porušitve N
≥100≥ 2 ∗ 10 p=0.90
Sposobnost upogibanja (-) zdrži upogib / povratni upogib /
Strižna sila zvara (N) 0.3 ∗ ∗ minVišina prečnih reber h (mm) 0.03 − 0.15 . min/maxVišina vzdolžnih reber h (mm) ≤ 0.15 . maxRazmak med rebri c (mm) 0.4 . − 1.2 . min/max
Naklon reber , (°) 35° ≤ ≤ 75°, ∝≥ 45° min/maxMinimalna površina rebričenja. (-). = 5 − 6 mm. = 6.5 − 12 mm. ≥ 12 mm
0.0350.0400.056
p=0.95
Odstopanje od nominalnemase/meter (posamezna žica) (%)
± 6.0 % za . ≤ 8 mm± 4.5 % za . > 8 mm p=0.95
Kemijska sestavac (mas%) ogljik ≤ 0.22 (0.24)d; žveplo ≤ 0.050 (0.055); fosfor ≤ 0.050(0.055); dušik ≤ 0.012 (0.014)e; baker ≤ 0.80 (0.85) max
Ekvivalentna vrednost ogljikae
(mas%) Cekv=C+Mn/6+(Cr + Mo + V)/5+(Ni + Cu)/15 ≤ 0.50 (0.52)d max
a : karakteristična vrednost: min – minimalna vrednost; max – maksimalna vrednostb A: nominalni presek žicec Vrednosti v oklepaju veljajo za proizvodd Dovoljeno je prekoračiti maksimalno vrednost za ogljik za 0.03 mas%, pod pogojem, da se ekvivalentna vrednost
za ogljik zmanjša za 0.02 mas%e Višja vsebnost dušika je dovoljena le, če je prisotna zadostna količina elementov, ki vežejo dušik

Priprava armature v železokrivnici 33
b) Certificiranje kontrole proizvodnje na podlagi začetnega pregleda obrata in
kontrole proizvodnje
Pri začetnem pregledu pridobi določeni organ podatke in informacije o obratu ter o
izvajanju kontrole proizvodnje, ki dokazujejo ali je proizvajalec:
spremenil osnovne materiale oziroma končni proizvod, ki je predmet podeljenega STS,
vpeljal kontrolo proizvodnje v obratu,
začel s preizkušanjem vzorcev po predpisanem programu preizkušanj iz Načrta
kontrole.
Po pregledu izdela določeni organ ocenitveno poročilo, ki je tudi podlaga za ugotavljanje
sprememb v sistemu kontrole proizvodnje pri kasnejših pregledih, v okviru stalnega
nadzora.
Certifikacijski organ izda certifikat o skladnosti proizvoda, katerega vsebina je predpisana,
na podlagi ocenitvenega poročila določenega kontrolnega organa. V nasprotnem primeru
certifikacijski organ počaka z izdajo certifikata toliko časa, dokler imetnik STS ne izpolni
vseh predpisanih nalog ter o tem seznani organ za tehnična soglasja.
c) Certificiranje kontrole proizvodnje na podlagi stalnega nadzora, ocenitve in
odobritve kontrole proizvodnje
Določeni organ mora v okviru stalnega nadzora kontrole proizvodnje vsaj dvakrat na leto
opraviti redni pregled obrata in kontrole proizvodnje.
S pregledom določeni organ preveri:
ali stalno izvaja kontrolo proizvodnje v obratu,
ali sistem kontrole proizvodnje in postopek izdelave proizvoda stalno ustrezata
zahtevam STS in Načrta kontrole,
ali redno izvaja preizkušanja vzorcev po predpisanem programu preizkušanj,
ali ustrezno ukrepa v primeru neskladnosti.
Priprava armature v železokrivnici 34
Po pregledu izdela določeni organ poročilo o rednem pregledu. Certifikacijski organ na
predlog določenega organa, ki temelji na pozitivni oceni iz tega poročila, podaljša
veljavnost izdanega certifikata o skladnosti proizvoda.
V primeru ugotovljenih neskladnosti pa ima določeni organ pravico vpeljati naslednje
sankcije: opozorilo, začasno razveljavitev certifikata ali preklic certifikata. Za odpravo
izrečene sankcije lahko določeni organ zahteva izredni pregled obrata (delni ali celoviti) in
kontrole proizvodnje.
Pri pregledu ima določeni organ pravico vzeti vzorce proizvoda za kontrolne preizkuse. Na
zahtevo mora certifikacijski organ posredovati ugotovitve rednega pregleda organu, ki je
podelil STS.
d) Preizkušanje vzorcev, odvzetih v proizvodnem obratu po predpisanem programu
preizkušanja
Določeni organ v okviru stalnega nadzora odvzame vzorce za preizkušanja ter opravi
preizkušanja končnega proizvoda v skladu s predpisanim programom kontrolnega
preizkušanja izdelanih vzorcev, ki je del Načrta kontrole.

Priprava armature v železokrivnici 35
3.6. Obveznosti imetnika STS
a) Izjava o skladnosti:
Na podlagi zakona (ZGPro) in pravilnika (STS) mora proizvajalec, imetnik STS, potrditi
skladnost končnega proizvoda (tj. rezane in krivljene armature ter rezanih in krivljenih
armaturnih mrež) z zahtevami tega STS, z izjavo o skladnosti.
Vsebina izjave o skladnosti je predpisana in vsebuje:
ime in naslov proizvajalca (imetnika STS),
opis proizvoda (vrsta, oznaka, namen uporabe…),
zahteve STS s katerim je proizvod skladen,
posebne pogoje povezane z uporabo proizvoda,
ime in naslov določenega organa, vključenega v potrjevanje skladnosti,
ime in položaj osebe, ki je pooblaščena za podpis izjave v imenu proizvajalca.
b) Označitev proizvoda
Proizvajalec imetnik STS mora vsako pošiljko končnega proizvoda označiti z naslednjimi
podatki:
ime in naslov proizvajalca in proizvodnega obrata,
ime določenega organa, vključenega v potrjevanje skladnosti,
naziv proizvoda (komercialno ime),
oznaka STS,
številka certifikata o skladnosti,
predvideni namen uporabe proizvoda.

Priprava armature v železokrivnici 36
Proizvajalec na končni proizvod pritrdi etiketo s sledečimi podatki:
naziv naročnika oz. kupca,
gradbišče naročnika oz. kupca,
kvaliteta jekla, razred jekla, številka sarže,
dimenzije proizvoda po armaturnem načrtu oz. naročilu (na hrbtni strani etikete se
nariše oblika krivljene armature z vsemi podatki – merami potrebnimi za izdelavo in
kodo krivljenja),
število kosov v vezu,
datum izdelave.
Imetnik STS je dolžan zagotoviti, da imajo uporabniki rezane in krivljene armature ter
rezanih in krivljenih armaturnih mrež (projektanti objektov in izvajalci del), na voljo
ustrezne podatke in informacije o lastnostih proizvoda.
3.7. Transport in skladiščenje proizvoda
Pri transportu in skladiščenju rezane in krivljene armature ter reznih in krivljenih
armaturnih mrež je potrebno vzdrževati take okoljske pogoje, da je onemogočen pojav
degradacijskih procesov, ki bi znatno vplivali na nosilnost armaturnega jekla. Preprečiti je
potrebno zmanjšanje nominalnega preseka ter pojav lokalnih poškodb armature (mehanske
ali korozijske narave). V skladu z zahtevami STS se izdela izjava o skladnosti in proizvod
označi z etiketo, skladno z navodili.
Končane izdelke skladiščimo na označenem mestu, nedokončane in neustrezne izdelke
skladiščimo ločeno na za to označenem mestu. Vsaka pošiljka končanega izdelka je
označena skladno z zahtevami STS. Neuporabne končne proizvode kontrolirano
odvažamo na deponijo odpadnega železa.

Priprava armature v železokrivnici 37
3.8. Načrt kontrole
Načrt kontrole je dokument, ki predpisuje vrste in pogostost pregledov in preskusov
proizvajalca in imenovanega organa, (če je le ta vključen v potrjevanje skladnosti) ter
zahtevane vrednostne ravni kontrolnih parametrov, ki so potrebni za vzdrževanje
predpisanih značilnosti proizvoda, oziroma, da se dokazuje trajna skladnost proizvoda z
STS.
Načrt kontrole je sestavljen iz preglednic, ki obravnavajo:
načrt kontrole proizvajalca končnega proizvoda (zlasti: začetno preizkušanje končnega
proizvoda in kontrola proizvodnje v obratu),
načrt kontrole proizvajalca končnega proizvoda pri prevzemanju komponent oziroma
sestavin, uporabljenih pri izdelavi končnega proizvoda,
načrt kontrole imenovanega (kontrolnega ali certifikacijskega) organa, če je vključen
(zlasti: začetni pregled obrata in redni nadzor skladnosti).
V načrt kontrole ni potrebno vključiti vseh zahtevanih značilnosti proizvoda, ampak le
tiste, ki jih je potrebno preizkušati, za ugotavljanje skladnosti proizvoda in za njegovo
identifikacijo.
V načrtu kontrole se običajno zahteva, da mora proizvajalec imeti dokumentacijo o sistemu
kontrole proizvodnje. To je lahko poslovnik sistema kontrole proizvodnje, ki pa mora
obvezno vsebovati tudi zahteve tega STS, o vrednotenju skladnosti in kontroli proizvodnje.
Vpeljani sistem vodenja kakovosti po standardu SIST ISO 9001 lahko izpolnjuje zahteve
za vodenje in izvajanje kontrole proizvodnje, če so upoštevane tudi vse relevantne zahteve
tega STS o kontroli proizvodnje.
Priprava armature v železokrivnici 38
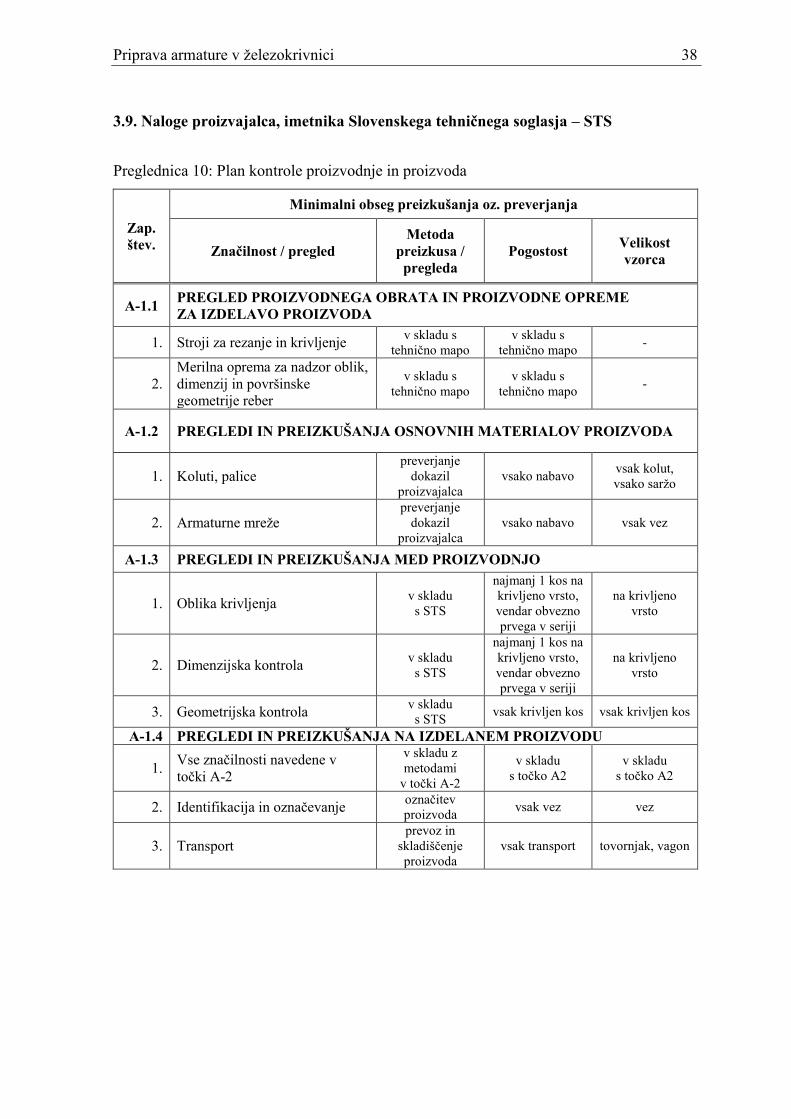
3.9. Naloge proizvajalca, imetnika Slovenskega tehničnega soglasja – STS
Preglednica 10: Plan kontrole proizvodnje in proizvoda
Zap.štev.
Minimalni obseg preizkušanja oz. preverjanja
Značilnost / pregledMetoda
preizkusa /pregleda
Pogostost Velikostvzorca
A-1.1 PREGLED PROIZVODNEGA OBRATA IN PROIZVODNE OPREMEZA IZDELAVO PROIZVODA
1. Stroji za rezanje in krivljenje v skladu stehnično mapo
v skladu stehnično mapo -
2.Merilna oprema za nadzor oblik,dimenzij in površinskegeometrije reber
v skladu stehnično mapo
v skladu stehnično mapo -
A-1.2 PREGLEDI IN PREIZKUŠANJA OSNOVNIH MATERIALOV PROIZVODA
1. Koluti, palicepreverjanje
dokazilproizvajalca
vsako nabavo vsak kolut,vsako saržo
2. Armaturne mrežepreverjanje
dokazilproizvajalca
vsako nabavo vsak vez
A-1.3 PREGLEDI IN PREIZKUŠANJA MED PROIZVODNJO
1. Oblika krivljenja v skladus STS
najmanj 1 kos nakrivljeno vrsto,vendar obveznoprvega v seriji
na krivljenovrsto
2. Dimenzijska kontrola v skladus STS
najmanj 1 kos nakrivljeno vrsto,vendar obveznoprvega v seriji
na krivljenovrsto
3. Geometrijska kontrola v skladus STS vsak krivljen kos vsak krivljen kos
A-1.4 PREGLEDI IN PREIZKUŠANJA NA IZDELANEM PROIZVODU
1. Vse značilnosti navedene vtočki A-2
v skladu zmetodami
v točki A-2
v skladus točko A2
v skladus točko A2
2. Identifikacija in označevanje označitevproizvoda vsak vez vez
3. Transportprevoz in
skladiščenjeproizvoda
vsak transport tovornjak, vagon

Priprava armature v železokrivnici 39
Preglednica 11: Predpisan program kontrole proizvoda
Zap.štev.
Minimalni obseg preizkušanja oz. preverjanja
Značilnost /pregled
Metodapreizkusa /pregleda
Pogostost VelikostvzorcaNormalna
kontrolaReducirana
kontrola
A-2 PREIZKUŠANJA VZORCEV IZDELANEGA PROIZVODA PO PREDPISANEMPROGRAMU
1. Nateznipreizkus
SIST EN ISO 15630-1,2:2003,
SIST EN 10002-1:2002
1 kos nakrivljeno
vrsto na teden
1 kos nakrivljeno
vrsto na 20t
v skladu sstandardom
SIST EN ISO15630-1,2:2003
2. Strižna silazvara
SIST EN ISO15630-2:2003
1 kos nakrivljeno
vrsto na teden
1 kos nakrivljeno
vrsto na 20t
v skladu sstandardom
SIST EN ISO15630-2:2003
3. Upogibnipreizkus
SIST EN ISO 15630-1,2:2003,
SIST EN ISO 7438:2000
1 kos nakrivljeno
vrsto na teden
1 kos nakrivljeno
vrsto na 20t
v skladu sstandardom
SIST EN ISO15630-1,2:2003
4. Geometrijskekarakteristike
SIST EN ISO 15630-1,2:2003,
SIST EN 10080:2005
1 krivljenikos na mesec
1 krivljenikos na mesec
v skladu sstandardom
SIST EN ISO15630-1,2:2003
5. Dimenzijskekarakteristike
SIST EN ISO 3766:2004,BS 8666:2005,
SIST EN 10080:2005
1 kos naproizvedeno
vrsto
1 kos naproizvedeno
vrsto
v skladu sstandardom
SIST EN ISO3766:2004,
BS 8666:2005
6. Kemijskasestava
v skladu z metodaminavedenimi v
SIST EN ISO 15630-1,2:2003
kontrolirano zverifikacijovhodnegamateriala
kontrolirano zverifikacijovhodnegamateriala
-
7.Trajnadinamičnatrdnost
SIST EN ISO 15630-1,2:2003
posrednopreizkušanje
prekolastnosti
od 1. do 6.
posrednopreizkušanje
prekolastnosti
od 1. do 6.
-
Priprava armature v železokrivnici 40
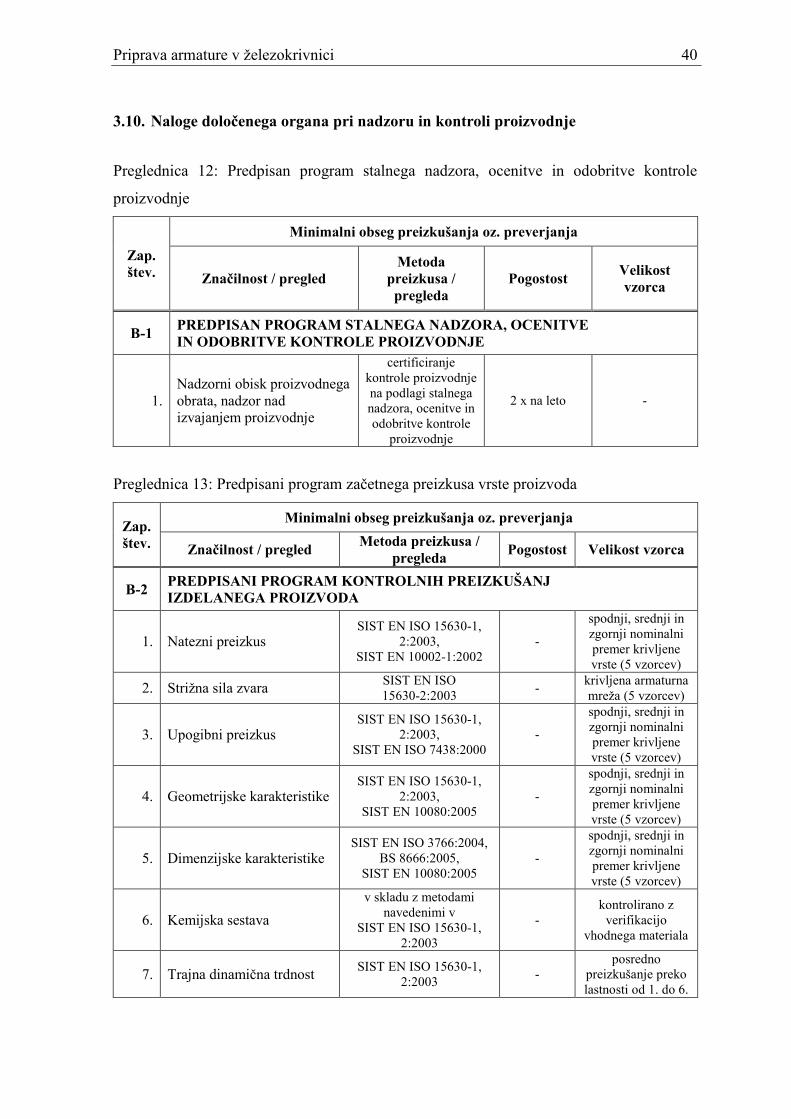
3.10. Naloge določenega organa pri nadzoru in kontroli proizvodnje
Preglednica 12: Predpisan program stalnega nadzora, ocenitve in odobritve kontrole
proizvodnje
Zap.štev.
Minimalni obseg preizkušanja oz. preverjanja
Značilnost / pregledMetoda
preizkusa /pregleda
Pogostost Velikostvzorca
B-1 PREDPISAN PROGRAM STALNEGA NADZORA, OCENITVEIN ODOBRITVE KONTROLE PROIZVODNJE
1.Nadzorni obisk proizvodnegaobrata, nadzor nadizvajanjem proizvodnje
certificiranjekontrole proizvodnjena podlagi stalneganadzora, ocenitve inodobritve kontrole
proizvodnje
2 x na leto -
Preglednica 13: Predpisani program začetnega preizkusa vrste proizvoda
Zap.štev.
Minimalni obseg preizkušanja oz. preverjanja
Značilnost / pregled Metoda preizkusa /pregleda Pogostost Velikost vzorca
B-2 PREDPISANI PROGRAM KONTROLNIH PREIZKUŠANJIZDELANEGA PROIZVODA
1. Natezni preizkusSIST EN ISO 15630-1,
2:2003,SIST EN 10002-1:2002
-
spodnji, srednji inzgornji nominalnipremer krivljenevrste (5 vzorcev)
2. Strižna sila zvara SIST EN ISO15630-2:2003 - krivljena armaturna
mreža (5 vzorcev)
3. Upogibni preizkusSIST EN ISO 15630-1,
2:2003,SIST EN ISO 7438:2000
-
spodnji, srednji inzgornji nominalnipremer krivljenevrste (5 vzorcev)
4. Geometrijske karakteristikeSIST EN ISO 15630-1,
2:2003,SIST EN 10080:2005
-
spodnji, srednji inzgornji nominalnipremer krivljenevrste (5 vzorcev)
5. Dimenzijske karakteristikeSIST EN ISO 3766:2004,
BS 8666:2005,SIST EN 10080:2005
-
spodnji, srednji inzgornji nominalnipremer krivljenevrste (5 vzorcev)
6. Kemijska sestavav skladu z metodami
navedenimi vSIST EN ISO 15630-1,
2:2003
-kontrolirano z
verifikacijovhodnega materiala
7. Trajna dinamična trdnost SIST EN ISO 15630-1,2:2003 -
posrednopreizkušanje prekolastnosti od 1. do 6.

Priprava armature v železokrivnici 41
Preglednica 14: Predpisani program kontrolnih preizkušanj proizvoda
Zap.štev.
Minimalni obseg preizkušanja oz. preverjanja
Značilnost / pregled Metoda preizkusa /pregleda Pogostost Velikost vzorca
B-2 PREDPISANI PROGRAM KONTROLNIH PREIZKUŠANJIZDELANEGA PROIZVODA
1. Natezni preizkusSIST EN ISO 15630-1,
2:2003,SIST EN 10002-1:2002
2 x na leto 3 krivljeni kosina vrsto
2. Strižna sila zvara SIST EN ISO15630-2:2003 2 x na leto 3 krivljeni kosi
na vrsto
3. Upogibni preizkusSIST EN ISO 15630-1,
2:2003,SIST EN ISO 7438:2000
2 x na leto 3 krivljeni kosina vrsto
4. Geometrijske karakteristikeSIST EN ISO 15630-1,
2:2003,SIST EN 10080:2005
2 x na leto 3 krivljeni kosina vrsto
5. Dimenzijske karakteristikeSIST EN ISO 3766:2004,
BS 8666:2005,SIST EN 10080:2005
2 x na leto 3 krivljeni kosina vrsto
6. Kemijska sestavav skladu z metodami
navedenimi vSIST EN ISO 15630-1,
2:2003
2 x na letokontrolirano z
verifikacijovhodnega materiala
7. Trajna dinamična trdnost SIST EN ISO 15630-1,2:2003 2 x na leto
posrednopreizkušanje prekolastnosti od 1. do 6.

Priprava armature v železokrivnici 42
Zavod za gradbeništvo Slovenije (ZAG) po uspešno izpeljanem postopku za pridobitev
tehničnega soglasja izda podjetju oziroma posameznemu proizvodnemu obratu Slovensko
tehnično soglasje – STS za določeni proizvod.
Slika 24: Primer Slovenskega tehnično soglasje – STS

Priprava armature v železokrivnici 43
4. IZDELAVA MONTAŽNEGA AB STEBRA
4.1. Tehnologija izdelave montažnih armiranobetonskih konstrukcij
Za montažne armiranobetonske konstrukcije je značilno, da se konstrukcijski elementi
izdelajo v proizvodnem obratu, in se nato prepeljejo na lokacijo objekta, kjer se izvede
montaža. Zato so tehnološki postopki izdelave armiranobetonskih montažnih elementov
zasnovani in prilagojeni za industrijski način izdelave v betonskem obratu.
Kot gradbeni material se uporablja sveža betonska mešanica in armatura, ki se vgradi v
pripravljen opaž, kot je predviden s projektom konstrukcije.
a) Posebnosti montažnih betonskih konstrukcij
Pri projektiranju in detajliranju montažnih betonskih elementov in konstrukcije je treba
upoštevati naslednje:
predhodna stanja,
ležišča (začasna in stalna),
povezave in stike med elementi.
Pri tem predhodno stanje pri montažni gradnji betonskih konstrukcij vsebuje:
razopaževanje,
prevoz v skladišče,
skladiščenje (pogoji podpiranja in obtežbe),
transport na gradbišče,
montažo,
vgradnjo (povezovanje).
Priprava armature v železokrivnici 44
b) Analiza montažnih konstrukcij mora upoštevati:
obnašanje posameznih delov konstrukcije v vseh fazah gradnje, ob upoštevanju
ustrezne geometrije in lastnosti v vsaki fazi,
obnašanja konstrukcijskega sistema, na katerega vpliva tudi obnašanja medsebojnih
povezav posameznih elementov,
nezanesljivosti, ki vplivajo na preprečitve deformiranja in prenos sil med elementi.
c) Tehnične zahteve za opaž:
stabilnost v času betoniranja, da ne pride do nezaželenih deformacij in posedkov opaža,
opaž mora prevzeti obtežbo svežega betona, armature in vgrajenih sredstev, ter
obremenitve, ki izhajajo iz procesa betoniranja,
oblika in dimenzije konstrukcijskega elementa,
tesnost opaža, da preprečimo uhajanje betona v času vgrajevanja,
površina betona mora odgovarjati zahtevam v projektu betona (viden beton),
zagotovljen mora biti predviden potek strjevanja vgrajenega betona.
d) Tehnološke zahteve za opaž:
notranje površine opaža morajo biti čiste in premazane s primernimi premazi,
pri razopaževanju ne sme priti do poškodb elementov,
pri večjih razpetinah armiranobetonskih konstrukcijskih elementov je potrebno
predvideti ustrezno nadvišanje opaža.

Priprava armature v železokrivnici 45
4.2. Postopek proizvodnje montažnih armiranobetonskih izdelkov
Postopek proizvodnje montažnih betonskih izdelkov obsega:
priprava opaža,
vgradnja armature ter vstavkov in veznih elementov,
priprava sveže betonske mešanice v betonarni,
transport betonske mešanice do opaža,
vgradnja betonske mešanice v opaž,
vezanje betona,
razopaženje izdelka,
nega vgrajenega betona,
notranji transport in skladiščenje
transport na gradbišče,
montaža armiranobetonskih elementov.

Priprava armature v železokrivnici 46
4.3. Prednosti in slabosti montažne gradnje
a) Prednosti montažne gradnje:
predhodno izdelani elementi se v proizvodnem obratu izdelujejo pod optimalnimi
pogoji (prisotnost tehnike, tehnologije, nadzorovane klime in visoke produktivnosti),
v proizvodnem obratu se dosega boljša kvaliteta izdelave zaradi višje stopnje
kontrole, boljšega izkoristka materiala ter stalnega kadra,
vremenske razmere ne vplivajo na delovni proces,
z večjo uporabo mehanizacije in avtomatizacije je težko fizično delo zmanjšano na
minimum,
del na višini pri proizvodnji ni, zato odpade strošek in čas za pripravo delovnih
in lovilnih odrov, posledično se zmanjša tveganje za nesreče pri delu,
proizvodnja je naravnana serijsko, elementi so tipizirani, kapacitete so izkoriščene,
elementi se vgrajujejo v objekt večinoma s suhomontažnimi postopki, s tem se v objekt
vnaša minimalna količina vlage,
hitrejša gradnja, manjša potreba režijskega kadra, istočasna izvedba zaključnih del na
konstrukciji,
manjše potrebe po deponijah na gradbišču, saj odpade deponiranje gradbenega
materiala in surovin,
možnost demontaže objektov, transport ter ponovna montaža na drugih lokacijah.
b) Slabosti montažne gradnje
veliki začetni investicijski stroški za postavitev proizvodnje,
višji stroški transportiranja elementov od proizvodnje do mesta vgradnje, ki jih lahko
zmanjšamo z ustrezno organizacijo logistike ali s selitvijo proizvodnega
obrata bližje gradbišču, kar je lahko upravičeno predvsem pri večjih projektih,
veliko število spojev med elementi ter njihova izvedba. Spoji morajo
zagotavljati statično stabilnost konstrukcije, izvedeni morajo biti enostavno in
kvalitetno, hkrati pa morajo zadostiti zahtevam gradbene fizike (toplotna,
zvočna izolacija, vodotesnost, veter…).

Priprava armature v železokrivnici 47
4.4. Proizvodni proces v obratu armiranobetonskih konstrukcij
Osnova za izdelavo armiranobetonskega elementa je delovni nalog, ki ga pripravi tehnolog
v pripravi dela. Le ta vsebuje:
obliko in dimenzije elementa,
število kosov,
trdnostni razred,
količina betona,
teža elementa,
naziv objekta,
datum izdelave delovnega naloga,
ime tehnologa,
ime odgovornega projektanta.
Glede na statični izračun, kjer je določena armatura, se izdela armaturni načrt za določen
armiranobetonski element in seznam potrebne armature. Na osnovi naročila armature se v
proizvodnem obratu železokrivnice režejo in krivijo armaturne palice določenih pozicij. Le
te se po armaturnem načrtu povežejo v armaturne koše, ki so nato pripravljeni za vgradnjo.
Glede na obliko elementa, se pripravi opaž. Dno in stranice opaža morajo biti ravne,
gladke, očiščene in naoljene, da se beton ne sprime z opažem.
Pred betoniranjem je potrebno pregledati:
če je armatura pravilno nameščena v opaž,
če je pritrdilni material (ploščice, klini, sidra) na točno določenem mestu,
če so podložke pravilno razporejene pod armaturo.
Nato se element lahko zalije z betonom določenega trdnostnega razreda. Zelo pomembna
je tudi nega vgrajenega betona, predvsem pri višjih trdnostnih razredih (prenapeti
elementi). Naslednji dan se element razopaži. Pred dvigom se preveri trdnostni razred s
pomočjo sklerometra. Če le ta ustreza dvižni trdnosti, ki jo določi statik konstrukcije, se
element dvigne iz opaža in transportira na deponijo. Na deponiji se mora element zaradi
upogibnih deformacij, podložiti na točno določenih točkah.

Priprava armature v železokrivnici 48
4.5. Proizvodnja montažnih betonskih izdelkov
Proizvodnjo montažnih betonskih izdelkov sestavljajo:
železokrivnica za krivljenje in vezanje armature za armiranobetonske izdelke,
betonarna za proizvodnjo svežega betona,
proizvodni prostor, v katerem so postavljeni opaži oz. modeli za proizvodnjo betonskih
izdelkov,
prostor za varjenje jeklenih sider,
prostor za razrez in deponiranje vložkov opažev,
prostor za nego svežih izdelkov,
skladiščni prostor za hranjenje dokončanih izdelkov.
Kontrola v laboratoriju zagotavlja pogoje za izvedbo preizkusov in hranjenje vzorcev,
skladno z zahtevami ustreznih produktnih standardov.
4.6. Kontrola postopka proizvodnje in končanih izdelkov
Postopek proizvodnje montažnih betonskih izdelkov (pri tem upoštevamo pogoje, ki so
podani v standardu SIST EN 13369:2004 ) obsega:
pripravo opaža,
vgradnjo armature, vstavkov in veznih elementov,
vgradnjo kablov za prednapenjanje in napenjanje,
pripravo sveže betonske mešanice v betonarni,
transport betonske mešanice do ustreznega opaža,
vgradnjo betonske mešanice v opaž,
vezanje betona,
razopaženje izdelka,
nego vgrajenega betona,
notranji transport,
skladiščenje in transport na gradbišče,
montažo armiranobetonskih elementov.

Priprava armature v železokrivnici 49
4.7. Označevanje, skladiščenje in transport
V skladu z zahtevami produktnega standarda, se izdela izjava o skladnosti, in proizvod
označi z oznako CE. Poleg zahtev CE označevanja se upoštevajo še splošne zahteve za
označevanje. Izdelke označimo z odporno barvo na mestu, kjer ni predviden vidni beton.
Element označimo z nalepko, ki vsebuje predpisane podatke.
1404
Ime podjetja in naslov
07
1404 - CPD - _ _ _ _
SIST EN 13225:2004 in SIST EN 13225:2004/AC:2007Linijski konstrukcijski elementi
ELEMENT
Beton:Tlačna trdnost.......................................................... fck = 37 N/mm2
ArmaturaMejna natezna trdnost............................................ ftk = 550 N/mm2Meja tečenja (plastičnost)...................................... fyk = 500 N/mm2
Dimenzije, detajli, mehanska trdnost, odpornost na ogenj intrajnost - glej projektno dokumentacijo.
Projektna specifikacija:Številka načrta...................................................... __/__
Slika 25: Primer nalepke s predpisanimi podatki za označbo elementa
Z oznako CE, ki jo najdemo na proizvodu, proizvajalec izjavlja, da ta proizvod izpolnjuje
bistvene zahteve za varnost, zdravje in varovanje okolja, ki jih določa evropska regulativa
oz. večina tako-imenovanih direktiv za proizvode. Za vladne organe je oznaka CE na
proizvodu dokaz, da se ta proizvod pojavlja na trgu legalno. Omogoča prost pretok blaga
znotraj enotnega trga EU in je lahko osnova, ki jo lahko carinski organi ali drugi organi
tržnega nadzora uporabijo za umik neskladnih proizvodov s trga.

Priprava armature v železokrivnici 50
4.8. Primer montažnega armiranobetonskega stebra
Predstavljena je izdelava montažnega armiranobetonskega stebra v proizvodnem
betonskem obratu, preseka dimenzij 50x50 cm in dolžine 6,08 m. Prikazan je načrt
delovnega naloga, ki je osnova za izdelavo opaža, betoniranje in dvig iz opaža. Podrobneje
pa je prikazan armaturni načrt, ki vsebuje tudi specifikacijo in izvleček armature. Vsa
rezana in krivljena armatura je izdelana v skladu z zahtevami STS.
OPAŽ ZA STEBER: Kovinski opaž za izdelavo stebrov sestavljata dva podstavka (dno
opaža) širine 125 cm in dolžine 16,00 m, ki sta fiksno pritrjena na betonski tlak v
proizvodni hali. Zraven pripadajo dvojne kovinske stranice z višino 50 in 60 cm, kar
omogoča izdelavo stebrov dimenzij od 50/60 – 100/60 in 50/50 – 100/50 cm. Stranice so
montažne. Na določeni dolžini ima opaž možnost obojestranske razširitve 50/125 cm, kar
omogoča izdelavo konzol v horizontalnem položaju, obstaja pa možnost izdelave konzole z
vrha opaža. Na opažu so s spodnje strani pritrjeni vibratorji. Stranici pred betoniranjem
stisnemo na potrebno razdaljo s kovinskimi distančniki, ki preprečujejo razmak stranic
med betoniranjem.
VZDRŽEVANJE OPAŽA: Po vsaki uporabi se opaž razstavi, očisti ostankov betona in
naolji s posebnim opažnim oljem. Pregledati in preveriti je potrebno:
opažne vibratorje, če delujejo brezhibno,
električne kable, da niso poškodovani ter da so povezani med sabo,
da je podnožje dobro pričvrščeno na tla,
da so pohištveni profili dobro privarjeni na kalup, da ni prisotnih poškodb (zvitost,
razpadanje materiala, lasaste razpoke…),
da so vsi vijaki na stranicah dobro pričvrščeni, če imajo matice in podložke,
da je opaž v horizontalnem položaju ter da stranice opaža niso zvite,
preveriti dimenzije opaža,
da so stranice postavljene pravokotno na dno opaža.

Priprava armature v železokrivnici 51
Slika 26: Opažni načrt montažnega armiranobetonskega stebra

Priprava armature v železokrivnici 52
Slika 27: Armaturni načrt montažnega armiranobetonskega stebra

Priprava armature v železokrivnici 53
Preglednica 15: Specifikacija armature za montažni steber
Specifikacija armature AB Montažni steberozn k
(kom)Ø
(mm)l
(cm)L
(cm)Oblika in mere
(cm)
AB Montažni steber (1 kom.)
1 4 25 600 2400
2 2 18 564 1128
3 2 18 108 216
4 2 18 352 704
5 2 18 110 220
6 46 10 249 11454
7 30 8 187 5610
8 10 8 145 1450
9 12 12 100 1200
600
563
108
352
109
12
45
45
45
45
45
12
11
33
3333
3333
11
11
11
45
11
45
11
11
100

Priprava armature v železokrivnici 54
Preglednica 16: Izvleček armature za montažni steber
Izvleček armature ( BSt 500S ) AB Montažni steber
ARMATURA V VEZIH (ravne palice) Teža nameter ARMATURA V KOLUTIH
Ø(mm)
d(m)
Teža(kg) kg/m' Ø
(mm)d
(m)Teža(kg)
6 0.222 6
8 0.395 8 70.6 27.89
10 0.617 10 114.54 70.67
12 12 10.66 0.888 12
14 1.210 14
16 1.580 16
18 22.68 46.49 2.050 18
20 2.170 20
25 24 100.08 4.170 25
28 5.550 28
Skupna teža armaturev vezih (ravne palice) 157.23 kg Skupna teža armature
v kolutih 98.56 kg
Skupaj število pozicij 3 SKUPAJ: 255.79 kg

Priprava armature v železokrivnici 55
Slika 28: Primer rezane in krivljene armature – streme za AB montažni steber
dnom = 10 mm …… nominalni premer
A = 450 mm …… širina stremena
B = 450 mm …… višina stremena
P = 120 mm …… minimalna končna dimenzija
r = 20 mm …… minimalni radij krivljenja
= 90° …… kot krivljenja
M = 40 mm …… minimalni premer trna
Streme je izdelano skladno z zahtevami Slovenskega tehničnega soglasja. Pri tem so
upoštevane vse zahteve, kot so oblika predpisana s kodo krivljenja, koti krivljenja,
minimalni radiji in dolžine trnov.

Priprava armature v železokrivnici 56
5. LITERATURA IN VIRI
5.1. Knjige
[1] Priročnik za projektiranje gradbenih konstrukcij po evrokod standardih 2009,
Inženirska zbornica Slovenije, Ljubljana
[2] Pravilnik o mehanski odpornosti in stabilnosti objektov, Uradni list RS, št. 101/05
[3] Standard: SIST EN 1992-1-1:2005, Evrokod 2: Projektiranje betonskih
konstrukcij - 1-1. del: Splošna pravila in pravila za stavbe
[4] Standard: SIST EN 10080:2005, Jeklo za armiranje betona – Varivo armaturno
jeklo – Splošno
[5] Standard: SIST EN ISO 3766:2004, Gradbeniške risbe – Poenostavljeno
prikazovanje armature (ISO 3766:2003)
[6] Standard: SIST ISO 9001:2000, Sistemi vodenja kakovosti – Zahteve
[7] Standard: SIST EN ISO 15630-1:2003, Jeklo za armiranje in prednapenjanje
betona - Metode preskušanja - 1. del: Armaturne palice, palice iz žice in žica
(ISO 15630-1:2002)
[8] Standard: SIST EN ISO 15630-2:2003, Jeklo za armiranje in prednapenjanje
betona - Metode preskušanja - 2. del: Armaturne mreže (ISO 15630-2:2002)
[9] Standard: SIST EN 10002-1:2002, Kovinski materiali - Natezni preskus - 1. del:
Metoda preskušanja pri temperaturi okolice
[10] Standard: SIST EN ISO 7438:2000, Kovinski materiali - Upogibni preskus
(ISO 7438:1985)
[11] Standard: SIST EN 13369:2004, Skupna pravila za montažne betonske izdelke
[12] Standard: SIST EN 13225:2004, Montažni betonski izdelki - Linijski konstrukcijski
elementi
[13] Katalog montažnih armiranobetonskih elementov, Ingrad Gramat d.d., Celje
[14] Interno gradivo

Priprava armature v železokrivnici 57
5.2. Internetni viri
http://www.zag.si
http://www.sist.si
http://siq.si
http://www.vls.si
http://www.skart.hr
http://www.vendereallestero.it
http://www.spikdoo.net
http://tzxindalu.en.made-in-china.com
http://www.arminox.com
http://www.wincro.com
http://www.pedax.com
http://www.betonfer.com

Priprava armature v železokrivnici 58
6. PRILOGE
6.1. Seznam slik
Slika 1: Železokrivska delavnica........................................................................................... 2
Slika 2: Razporeditev strojev v železokrivski delavnici........................................................ 3
Slika 3: Avtomatski stroj za rezanje in krivljene armature ................................................... 4
Slika 4: Računalniško voden avtomatski stroj za krivljenje armaturnih palic ...................... 4
Slika 5: Krivljenje armature na krivilnem stroju ................................................................... 5
Slika 6: Stroj za samodejni transport armaturnih mrež do rezalnega stroja .......................... 7
Slika 7: Stroj za rezanje in krivljenje armaturnih mrež ......................................................... 7
Slika 8: Dvosmerni stroj za rezanje armaturnih mrež ........................................................... 8
Slika 9: Avtomatski stroj za krivljenje armaturnih mrež....................................................... 8
Slika 10: Primer krivljene armaturne mreže za 90°............................................................... 8
Slika 11: Armatura v kolutih ............................................................................................... 10
Slika 12: Armatura v vezih.................................................................................................. 11
Slika 13: Armaturne mreže.................................................................................................. 11
Slika 14: Ročno vezanje armature ....................................................................................... 13
Slika 15: Baterijski ročni strojček za vezanje armature ...................................................... 13
Slika 16: Znak skladnosti ZAG, nadstandardna oznaka gradbenih proizvodov in storitev 15
Slika 17: Palica rebraste armature (dnom...nominalni premer) ............................................. 16
Slika 18: Armaturna mreža.................................................................................................. 17
Slika 19: Minimalne dimenzije pri krivljenju armature ...................................................... 22
Slika 20: Minimalna oddaljenost med krivljenji za palice in žice....................................... 24
Slika 21: Minimalna oddaljenost zvara od krivljenja armaturnih mrež .............................. 24
Slika 22: Smer krivljenja glede na transverzalno žico ........................................................ 25
Slika 23: Smer krivljenja glede na longitudinalno žico....................................................... 25
Slika 24: Primer Slovenskega tehnično soglasje – STS ...................................................... 42
Slika 25: Primer nalepke s predpisanimi podatki za označbo elementa.............................. 49
Slika 26: Opažni načrt montažnega armiranobetonskega stebra ......................................... 51
Slika 27: Armaturni načrt montažnega armiranobetonskega stebra .................................... 52
Slika 28: Primer rezane in krivljene armature – streme za AB montažni steber................. 55

Priprava armature v železokrivnici 59
6.2. Seznam preglednic
Preglednica 1: Kode krivljenja armaturnih palic ................................................................. 21
Preglednica 2: Kode krivljenja armaturnih palic ................................................................. 22
Preglednica 3: Minimalni premer trna za palice in žice ...................................................... 23
Preglednica 4: Minimalni premer trna za mreže ................................................................. 23
Preglednica 5: Minimalni trni in dimenzije za palice in žice .............................................. 23
Preglednica 6: Dopustna odstopanja za rezane in krivljene proizvode ............................... 24
Preglednica 7: Koeficient »k« glede na število rezultatov »n« ........................................... 29
Preglednica 8: Lastnosti jekel za rezano in krivljeno armaturo........................................... 31
Preglednica 9: Lastnosti armaturnih mrež ........................................................................... 32
Preglednica 10: Plan kontrole proizvodnje in proizvoda..................................................... 38
Preglednica 11: Predpisan program kontrole proizvoda...................................................... 39
Preglednica 12: Predpisan program stalnega nadzora, ocenitve in odobritve kontrole
proizvodnje .......................................................................................................................... 40
Preglednica 13: Predpisani program začetnega preizkusa vrste proizvoda......................... 40
Preglednica 14: Predpisani program kontrolnih preizkušanj proizvoda.............................. 41
Preglednica 15: Specifikacija armature za montažni steber ................................................ 53
Preglednica 16: Izvleček armature za montažni steber ....................................................... 54

Priprava armature v železokrivnici 60
6.3. Naslov študenta
Rok Krajnc
Kopitarjeva 1
3270 Laško
6.4. Kratek življenjepis
Rojen: 14.04.1978, Celje
Šolanje: 1985 – 1993 Osnovna šola Primoža Trubarja Laško
1993 – 1997 Šolski center Celje, Srednja šola za gradbeništvo
1997 – 2011 Fakulteta za gradbeništvo v Mariboru, Univerzitetni študijski
program Gradbeništvo, komunalna smer
Zaposlitev: 2007 – 2011 Ingrad Gramat d.d., Celje