proiect mucn
DESCRIPTION
Proiect Programare manuala cu comanda numericaTRANSCRIPT

FACULTATEA DE INGINERIE bdquoHERMANN OBERTHrdquo
PROIECT SISTEME INTELIGENTE DE PRODUCTIE
STRUNG CNC HAAS
Studiul constructiv si cinematic al MUCN
Prezentare general
Sistemul de setare a sculei este utilizat pentru setarea corecţiilor sculei prin atingerea sculei de un palpator Palpatorul este mai icircntacirci setat pentru sculă icircn modul manual ocazie cu care se fac măsurătorile iniţiale ale sculei După această setare este disponibil modul automat pentru resetarea corecţiilor atunci cacircnd se schimbă inserţiile Este disponibilă de asemenea sistemul de detectare a ruperii sculei pentru monitorizarea uzurii sau ruperii sculei Software-ul generează un cod G ce poate fi inserat icircn programele strungului pentru a se permite utilizarea palpatorului icircn cursul funcţionării automate
Cacircnd maşina este pusă icircn funcţiune dacă setarea 109 şi cel puţin una dintre setările110 111 sau 112 sunt setate la o valoare diferită de zero va fi afişată următoarea avertizareATENŢIE Warm up Compensation is specified Do you wish to activateWarm up Compensation (YN) (ATENŢIE Compensare icircncălzire specificată Doriţi să activaţi compensarea la icircncălzire (danu)Dacă se tastează bdquoYrdquo unitatea de comandă aplică imediat compensarea totală (setarea 110 111 112) iar compensarea icircncepe să descrească odată cu trecerea timpului De exemplu după ce se scurge 50 din timpul specificat icircn setarea 109 distanţa de compensare va fi de 50Pentru a bdquoreiniţializardquo perioada de timp este necesar să opriţi şi reporniţi maşina apoi să răspundeţi bdquoYrdquo (da) la icircntrebarea referitoare la compensare de la iniţializarea maşinii
ATENŢIE Modificarea setării 110 111 sau 112 icircn timp ce compensarea este icircn evoluţie poate determina o mişcarebruscă de pacircnă la 00044 ţoliTimpul de icircncălzire rămas este afişat icircn colţul din dreapta jos al ecranului Diagnostics Inputs 2 (intrări diagnosticare) icircntr-un format hhmmss
Podus Strunguri CNC (Centre de strunjire)Inclusiv toate dotările opţionale instalate din fabricaţie sau instalate la client de către o Reprezentanţă autorizată Haas (HFO)Fabricat de Haas Automation Inc2800 Sturgis Road Oxnard CA 93030 805-278-1800
Descrierea Echipamentului de CN utilizat
Acest echipament a fost testat şi s-a constatat că se icircncadrează icircn limitele Clasei A de aparate digitale icircn conformitate cu Partea 15 a Normelor FCC Aceste limite sunt menite să asigure protecţia moderată icircmpotriva interferenţelor perturbatoare atunci cacircnd echipamentul este
exploatat icircntr-un mediu comercial Acest echipament generează utilizează şi poate emite energie la frecvenţe radio şi dacă nu este instalat şi exploatat icircn conformitate cu instrucţiunile din manualul de faţă poate determina interferenţe perturbatoare cu aparatura de radio-comunicaţie Exploatarea acestui echipament icircntr-o zonă rezidenţială este pasibilă să producă interferenţe perturbatoare caz icircn care utilizatorul va trebui să corecteze aceste interferenţe pe cheltuială proprie
Vederea simplificata a MU si Partile Componenete
DS-30 este un strung cu doi arbori Primul este arborele principal ce este acţionat la fel ca arborele principal al unui strung cu 2 axe Cel de-al doilea arbore bdquoarborele secundarrdquo icircnlocuieşte păpuşa mobilă clasică şi dispune de un set propriu de coduri M Poziţionarea este programată pe axa BStrungurile cu doi arbori au capacitatea de sincronizare a arborelui principal şi arborelui secundar Aceasta icircnseamnă că arborele principal este comandat la o turaţie iar arborele secundar icircl va urma la exact aceeaşi turaţie Acesta este aşa-numitul bdquocontrol sincronrdquo Icircn cursul controlului sincron ambii arbori vor accelera vor menţine o turaţie constantă şi vor decelera icircmpreună De aceea o singură piesă poate fi susţinută la ambele capete pentru un sprijin maxim cu un minim de vibraţii Icircn plus transferul piesei icircntre arborele principal şi arborele secundar poate fi realizat fără oprirea arborilor
Ambii arbori se vor orienta icircnainte să atingă turaţia programată atunci cacircnd se utilizează modul G199 Cuplarea controlului sincron al arborilor (SSC) Pentru a ieşi din modul SSC utilizaţi o comandă G198 icircn program Cacircnd se apasă tasta Reset (resetare) sau E-stop (oprire de urgenţă) unitatea de comandă va rămacircne icircn modul sincron pacircnă cacircnd orice mişcare a arborilor este oprită Pentru a ieşi din modul sincron introduceţi o comandă G198 icircn MDI şi apăsaţi tasta Cycle start (pornire ciclu) Structura programului pentru arborele secundar este aceeaşi cu a programului pentru arborele principal Codurile M ale arborelui principal şi ciclurile icircnchise sunt suportate icircn modul G14 (arbore secundar) Consultaţi secţiunea Codurile G
Icircn cele ce urmează se va face o prezentare vizuală a centrului de strunjire Haas Unele dintre componentele prezentate vor fi abordate aprofundat icircn secţiuni separate
Axe si Origini ale Masini-Unelte
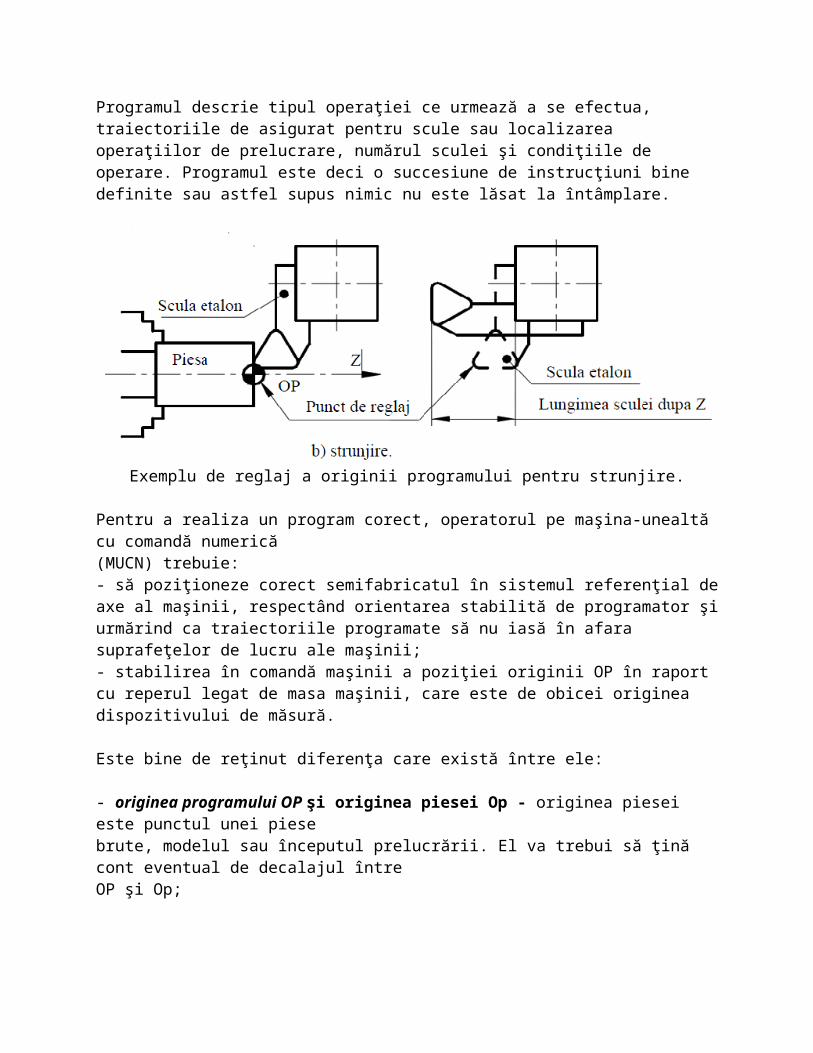
Programul icircn comandă numerică a maşinii este realizat icircn raport cu triedrul triortogonal drept de referinţă ales de programator denumit bdquooriginea programului OPrdquo cu originea icircntr-un punct singular icircn raport cu care se definesc cotele punctelor caracteristice ale traiectoriilor sculelorAcest sistem de referinţă indică icircn mod egal şi orientarea semifabricatului pa masa maşiniiProgramul descrie tipul operaţiei ce urmează a se efectua traiectoriile de asigurat pentru scule sau localizarea operaţiilor de prelucrare numărul sculei şi condiţiile de operare Programul este deci o succesiune de instrucţiuni bine definite sau astfel supus nimic nu este lăsat la icircntacircmplare
Exemplu de reglaj a originii programului pentru strunjire
Pentru a realiza un program corect operatorul pe maşina-unealtă cu comandă numerică(MUCN) trebuie- să poziţioneze corect semifabricatul icircn sistemul referenţial de axe al maşinii respectacircnd orientarea stabilită de programator şi urmărind ca traiectoriile programate să nu iasă icircn afara suprafeţelor de lucru ale maşinii- stabilirea icircn comandă maşinii a poziţiei originii OP icircn raport cu reperul legat de masa maşinii care este de obicei originea dispozitivului de măsură
Este bine de reţinut diferenţa care există icircntre ele
- originea programului OP şi originea piesei Op - originea piesei este punctul unei piesebrute modelul sau icircnceputul prelucrării El va trebui să ţină cont eventual de decalajul icircntreOP şi Op
- originea maşinii Om şi originea sistemului de măsurare OM primul fiind materializat deoriginile traiectoriilor pe fiecare axă Ea este cacircteodată decalaă de originea echipamentuluide măsură şi acest decalaj este luat icircn seamă icircn cadrul procedurii automate de deplasare
Sistemele de coordonate ale maşinii şi piesei
Pentru maşinile de strunjit de exemplu care reprezintă majoritate aplicaţiilor deplasareeste definită indicacircnd natura deplasării (rectilinie circulară) şi coordonatele punctelor dorite
Originile sistemelor de axe de coordonate de pe o maşină unealtă‐
Originea maşinii este pentru fiecare axă un punct definit de constructor acela unde el a plasat reperul care serveşte la cunoaşterea poziţiei elementelor mobile La punerea sub tensiune este necesar să fie aduse toate organele mobile icircn această origine (poartă denumirea de iniţializare a sistemului de măsură) icircn afară de cazurile cacircnd avem rigle sau discuri codificate Pentru uşurinţamaterializării acestei originii ndash maşina ea poate fi diferită de aceea care este pusă la dispoziţiautilizatorului pe de o parte pentru localizarea piesei icircn raport cu maşina iar pe de altă parte pentru situarea punctelor de referinţă a programului icircn raport cu piesa
Punctul bdquoorigine-maşinărdquo este introdus cu funcţie de restricţie tehnologică icircn timp ce punctul bdquoorigine-măsurărdquo este definit icircn raport de restricţiile funcţionale (de exemplu suprafaţa frontală a broşei)bdquoOriginea-măsurărdquo este definită de constructorul maşinii pe fiecare axă icircn raport cu care se efectuează deplasările programate Acest punct defineşte poziţia triedrului de referinţă al maşinii Originea-măsură este punctul de coordonate absolută (0 0 0) şi corespunde adesea cu poziţia extremă a elementului mobil pe diferite axe
Originea piesei Op ndash este un punct al piesei care permite poziţionarea ei icircn sistemulreferenţial al maşinii
1048707 fie direct utilizacircnd un montaj (dispozitiv) bine cunoscut Diferite piese poziţionate succesiv pe maşina-unealtă vor avea aceeaşi poziţie spaţială1048707 sau manual cu ajutorul calelor şi comparatoarelor
Originea piesei este stabilită de operator Punctul origine-piesă Op (bdquoprdquo este utilizat pentru piesă iar bdquoPrdquo pentru program) este definit de operator
Origine program OP ndash este punctul piesei pe care programul l-a memorat pentru a definicotele introduse icircn program Este o origine independentă de sistemul de măsură al maşinii ea este adesea aleasă icircn funcţie de uşurinţa pe care o oferă pentru definirea cotelor De remarcat că atunci cacircnd semifabricatul este fixat pe maşină axele reperului-program trebuie să fie paralele cu acela ale maşinii Originea programului este comunicată de programator operatorului
Corecția de sculă la strunjire
Tipul sculei defineşte distanţele icircntre punctul de referinţă (de exemplu axa turelei) şipunctul de pe sculă măsurat icircn paralel cu axa maşinii figura 44 Cunoaşterea razei vacircrfului sculeieste necesară pentru a efectua corecţiile normale la profilul executat figura 45Icircn funcţie de tipul sculei strungurile CN pot fi
- fie cu o singură turelă icircn spate- fie cu o singură turelă icircn faţă
- fie cu două turele
Definirea tipului de sculă la strunjire
Sistemul de Operare utilizat pentru prelucrarea pieselor
Interacţiunea cu datele poate fi realizată numai icircn cadrul panoului activ icircn momentul respectiv Doar un singur panou este activ la un moment dat acesta fiind indicat printr-un fundal alb De exemplu pentru a lucra cu tabelul Corecţii scule mai icircntacirci activaţi tabelul prin apăsarea butonului Offset (corecţie) pacircnă cacircnd acesta este afişat pe un fundal alb apoi operaţi modificările dorite ale datelor Schimbarea panoului activ icircn cadrul unui mod de control este de regulă realizată cu ajutorul butoanelor de afişare Funcţiile de control sunt organizate icircn trei moduri Setare Editare şi Operare Fiecare mod oferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modul respectiv organizate astfel icircncacirct să intre pe un ecran De exemplu modul Setare afişează atacirct tabelele pentru corecţiile sculelor şi decalajele de origine cacirct şi informaţiile de poziţie Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemele VQCP şi IPSWIPS (dacă sunt instalate)
Ecranul de comandă este organizat icircn panouri ce variază icircn funcţie de modul de control curent şi de butoanele de afişare utilizate Figura următoare prezintă structura de bază a ecranului
Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica

Studiul constructiv si cinematic al MUCN
Prezentare general
Sistemul de setare a sculei este utilizat pentru setarea corecţiilor sculei prin atingerea sculei de un palpator Palpatorul este mai icircntacirci setat pentru sculă icircn modul manual ocazie cu care se fac măsurătorile iniţiale ale sculei După această setare este disponibil modul automat pentru resetarea corecţiilor atunci cacircnd se schimbă inserţiile Este disponibilă de asemenea sistemul de detectare a ruperii sculei pentru monitorizarea uzurii sau ruperii sculei Software-ul generează un cod G ce poate fi inserat icircn programele strungului pentru a se permite utilizarea palpatorului icircn cursul funcţionării automate
Cacircnd maşina este pusă icircn funcţiune dacă setarea 109 şi cel puţin una dintre setările110 111 sau 112 sunt setate la o valoare diferită de zero va fi afişată următoarea avertizareATENŢIE Warm up Compensation is specified Do you wish to activateWarm up Compensation (YN) (ATENŢIE Compensare icircncălzire specificată Doriţi să activaţi compensarea la icircncălzire (danu)Dacă se tastează bdquoYrdquo unitatea de comandă aplică imediat compensarea totală (setarea 110 111 112) iar compensarea icircncepe să descrească odată cu trecerea timpului De exemplu după ce se scurge 50 din timpul specificat icircn setarea 109 distanţa de compensare va fi de 50Pentru a bdquoreiniţializardquo perioada de timp este necesar să opriţi şi reporniţi maşina apoi să răspundeţi bdquoYrdquo (da) la icircntrebarea referitoare la compensare de la iniţializarea maşinii
ATENŢIE Modificarea setării 110 111 sau 112 icircn timp ce compensarea este icircn evoluţie poate determina o mişcarebruscă de pacircnă la 00044 ţoliTimpul de icircncălzire rămas este afişat icircn colţul din dreapta jos al ecranului Diagnostics Inputs 2 (intrări diagnosticare) icircntr-un format hhmmss
Podus Strunguri CNC (Centre de strunjire)Inclusiv toate dotările opţionale instalate din fabricaţie sau instalate la client de către o Reprezentanţă autorizată Haas (HFO)Fabricat de Haas Automation Inc2800 Sturgis Road Oxnard CA 93030 805-278-1800
Descrierea Echipamentului de CN utilizat
Acest echipament a fost testat şi s-a constatat că se icircncadrează icircn limitele Clasei A de aparate digitale icircn conformitate cu Partea 15 a Normelor FCC Aceste limite sunt menite să asigure protecţia moderată icircmpotriva interferenţelor perturbatoare atunci cacircnd echipamentul este
exploatat icircntr-un mediu comercial Acest echipament generează utilizează şi poate emite energie la frecvenţe radio şi dacă nu este instalat şi exploatat icircn conformitate cu instrucţiunile din manualul de faţă poate determina interferenţe perturbatoare cu aparatura de radio-comunicaţie Exploatarea acestui echipament icircntr-o zonă rezidenţială este pasibilă să producă interferenţe perturbatoare caz icircn care utilizatorul va trebui să corecteze aceste interferenţe pe cheltuială proprie
Vederea simplificata a MU si Partile Componenete
DS-30 este un strung cu doi arbori Primul este arborele principal ce este acţionat la fel ca arborele principal al unui strung cu 2 axe Cel de-al doilea arbore bdquoarborele secundarrdquo icircnlocuieşte păpuşa mobilă clasică şi dispune de un set propriu de coduri M Poziţionarea este programată pe axa BStrungurile cu doi arbori au capacitatea de sincronizare a arborelui principal şi arborelui secundar Aceasta icircnseamnă că arborele principal este comandat la o turaţie iar arborele secundar icircl va urma la exact aceeaşi turaţie Acesta este aşa-numitul bdquocontrol sincronrdquo Icircn cursul controlului sincron ambii arbori vor accelera vor menţine o turaţie constantă şi vor decelera icircmpreună De aceea o singură piesă poate fi susţinută la ambele capete pentru un sprijin maxim cu un minim de vibraţii Icircn plus transferul piesei icircntre arborele principal şi arborele secundar poate fi realizat fără oprirea arborilor
Ambii arbori se vor orienta icircnainte să atingă turaţia programată atunci cacircnd se utilizează modul G199 Cuplarea controlului sincron al arborilor (SSC) Pentru a ieşi din modul SSC utilizaţi o comandă G198 icircn program Cacircnd se apasă tasta Reset (resetare) sau E-stop (oprire de urgenţă) unitatea de comandă va rămacircne icircn modul sincron pacircnă cacircnd orice mişcare a arborilor este oprită Pentru a ieşi din modul sincron introduceţi o comandă G198 icircn MDI şi apăsaţi tasta Cycle start (pornire ciclu) Structura programului pentru arborele secundar este aceeaşi cu a programului pentru arborele principal Codurile M ale arborelui principal şi ciclurile icircnchise sunt suportate icircn modul G14 (arbore secundar) Consultaţi secţiunea Codurile G
Icircn cele ce urmează se va face o prezentare vizuală a centrului de strunjire Haas Unele dintre componentele prezentate vor fi abordate aprofundat icircn secţiuni separate
Axe si Origini ale Masini-Unelte
Programul icircn comandă numerică a maşinii este realizat icircn raport cu triedrul triortogonal drept de referinţă ales de programator denumit bdquooriginea programului OPrdquo cu originea icircntr-un punct singular icircn raport cu care se definesc cotele punctelor caracteristice ale traiectoriilor sculelorAcest sistem de referinţă indică icircn mod egal şi orientarea semifabricatului pa masa maşiniiProgramul descrie tipul operaţiei ce urmează a se efectua traiectoriile de asigurat pentru scule sau localizarea operaţiilor de prelucrare numărul sculei şi condiţiile de operare Programul este deci o succesiune de instrucţiuni bine definite sau astfel supus nimic nu este lăsat la icircntacircmplare
Exemplu de reglaj a originii programului pentru strunjire
Pentru a realiza un program corect operatorul pe maşina-unealtă cu comandă numerică(MUCN) trebuie- să poziţioneze corect semifabricatul icircn sistemul referenţial de axe al maşinii respectacircnd orientarea stabilită de programator şi urmărind ca traiectoriile programate să nu iasă icircn afara suprafeţelor de lucru ale maşinii- stabilirea icircn comandă maşinii a poziţiei originii OP icircn raport cu reperul legat de masa maşinii care este de obicei originea dispozitivului de măsură
Este bine de reţinut diferenţa care există icircntre ele
- originea programului OP şi originea piesei Op - originea piesei este punctul unei piesebrute modelul sau icircnceputul prelucrării El va trebui să ţină cont eventual de decalajul icircntreOP şi Op
- originea maşinii Om şi originea sistemului de măsurare OM primul fiind materializat deoriginile traiectoriilor pe fiecare axă Ea este cacircteodată decalaă de originea echipamentuluide măsură şi acest decalaj este luat icircn seamă icircn cadrul procedurii automate de deplasare
Sistemele de coordonate ale maşinii şi piesei
Pentru maşinile de strunjit de exemplu care reprezintă majoritate aplicaţiilor deplasareeste definită indicacircnd natura deplasării (rectilinie circulară) şi coordonatele punctelor dorite
Originile sistemelor de axe de coordonate de pe o maşină unealtă‐
Originea maşinii este pentru fiecare axă un punct definit de constructor acela unde el a plasat reperul care serveşte la cunoaşterea poziţiei elementelor mobile La punerea sub tensiune este necesar să fie aduse toate organele mobile icircn această origine (poartă denumirea de iniţializare a sistemului de măsură) icircn afară de cazurile cacircnd avem rigle sau discuri codificate Pentru uşurinţamaterializării acestei originii ndash maşina ea poate fi diferită de aceea care este pusă la dispoziţiautilizatorului pe de o parte pentru localizarea piesei icircn raport cu maşina iar pe de altă parte pentru situarea punctelor de referinţă a programului icircn raport cu piesa
Punctul bdquoorigine-maşinărdquo este introdus cu funcţie de restricţie tehnologică icircn timp ce punctul bdquoorigine-măsurărdquo este definit icircn raport de restricţiile funcţionale (de exemplu suprafaţa frontală a broşei)bdquoOriginea-măsurărdquo este definită de constructorul maşinii pe fiecare axă icircn raport cu care se efectuează deplasările programate Acest punct defineşte poziţia triedrului de referinţă al maşinii Originea-măsură este punctul de coordonate absolută (0 0 0) şi corespunde adesea cu poziţia extremă a elementului mobil pe diferite axe
Originea piesei Op ndash este un punct al piesei care permite poziţionarea ei icircn sistemulreferenţial al maşinii
1048707 fie direct utilizacircnd un montaj (dispozitiv) bine cunoscut Diferite piese poziţionate succesiv pe maşina-unealtă vor avea aceeaşi poziţie spaţială1048707 sau manual cu ajutorul calelor şi comparatoarelor
Originea piesei este stabilită de operator Punctul origine-piesă Op (bdquoprdquo este utilizat pentru piesă iar bdquoPrdquo pentru program) este definit de operator
Origine program OP ndash este punctul piesei pe care programul l-a memorat pentru a definicotele introduse icircn program Este o origine independentă de sistemul de măsură al maşinii ea este adesea aleasă icircn funcţie de uşurinţa pe care o oferă pentru definirea cotelor De remarcat că atunci cacircnd semifabricatul este fixat pe maşină axele reperului-program trebuie să fie paralele cu acela ale maşinii Originea programului este comunicată de programator operatorului
Corecția de sculă la strunjire
Tipul sculei defineşte distanţele icircntre punctul de referinţă (de exemplu axa turelei) şipunctul de pe sculă măsurat icircn paralel cu axa maşinii figura 44 Cunoaşterea razei vacircrfului sculeieste necesară pentru a efectua corecţiile normale la profilul executat figura 45Icircn funcţie de tipul sculei strungurile CN pot fi
- fie cu o singură turelă icircn spate- fie cu o singură turelă icircn faţă
- fie cu două turele
Definirea tipului de sculă la strunjire
Sistemul de Operare utilizat pentru prelucrarea pieselor
Interacţiunea cu datele poate fi realizată numai icircn cadrul panoului activ icircn momentul respectiv Doar un singur panou este activ la un moment dat acesta fiind indicat printr-un fundal alb De exemplu pentru a lucra cu tabelul Corecţii scule mai icircntacirci activaţi tabelul prin apăsarea butonului Offset (corecţie) pacircnă cacircnd acesta este afişat pe un fundal alb apoi operaţi modificările dorite ale datelor Schimbarea panoului activ icircn cadrul unui mod de control este de regulă realizată cu ajutorul butoanelor de afişare Funcţiile de control sunt organizate icircn trei moduri Setare Editare şi Operare Fiecare mod oferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modul respectiv organizate astfel icircncacirct să intre pe un ecran De exemplu modul Setare afişează atacirct tabelele pentru corecţiile sculelor şi decalajele de origine cacirct şi informaţiile de poziţie Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemele VQCP şi IPSWIPS (dacă sunt instalate)
Ecranul de comandă este organizat icircn panouri ce variază icircn funcţie de modul de control curent şi de butoanele de afişare utilizate Figura următoare prezintă structura de bază a ecranului
Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica

exploatat icircntr-un mediu comercial Acest echipament generează utilizează şi poate emite energie la frecvenţe radio şi dacă nu este instalat şi exploatat icircn conformitate cu instrucţiunile din manualul de faţă poate determina interferenţe perturbatoare cu aparatura de radio-comunicaţie Exploatarea acestui echipament icircntr-o zonă rezidenţială este pasibilă să producă interferenţe perturbatoare caz icircn care utilizatorul va trebui să corecteze aceste interferenţe pe cheltuială proprie
Vederea simplificata a MU si Partile Componenete
DS-30 este un strung cu doi arbori Primul este arborele principal ce este acţionat la fel ca arborele principal al unui strung cu 2 axe Cel de-al doilea arbore bdquoarborele secundarrdquo icircnlocuieşte păpuşa mobilă clasică şi dispune de un set propriu de coduri M Poziţionarea este programată pe axa BStrungurile cu doi arbori au capacitatea de sincronizare a arborelui principal şi arborelui secundar Aceasta icircnseamnă că arborele principal este comandat la o turaţie iar arborele secundar icircl va urma la exact aceeaşi turaţie Acesta este aşa-numitul bdquocontrol sincronrdquo Icircn cursul controlului sincron ambii arbori vor accelera vor menţine o turaţie constantă şi vor decelera icircmpreună De aceea o singură piesă poate fi susţinută la ambele capete pentru un sprijin maxim cu un minim de vibraţii Icircn plus transferul piesei icircntre arborele principal şi arborele secundar poate fi realizat fără oprirea arborilor
Ambii arbori se vor orienta icircnainte să atingă turaţia programată atunci cacircnd se utilizează modul G199 Cuplarea controlului sincron al arborilor (SSC) Pentru a ieşi din modul SSC utilizaţi o comandă G198 icircn program Cacircnd se apasă tasta Reset (resetare) sau E-stop (oprire de urgenţă) unitatea de comandă va rămacircne icircn modul sincron pacircnă cacircnd orice mişcare a arborilor este oprită Pentru a ieşi din modul sincron introduceţi o comandă G198 icircn MDI şi apăsaţi tasta Cycle start (pornire ciclu) Structura programului pentru arborele secundar este aceeaşi cu a programului pentru arborele principal Codurile M ale arborelui principal şi ciclurile icircnchise sunt suportate icircn modul G14 (arbore secundar) Consultaţi secţiunea Codurile G
Icircn cele ce urmează se va face o prezentare vizuală a centrului de strunjire Haas Unele dintre componentele prezentate vor fi abordate aprofundat icircn secţiuni separate
Axe si Origini ale Masini-Unelte
Programul icircn comandă numerică a maşinii este realizat icircn raport cu triedrul triortogonal drept de referinţă ales de programator denumit bdquooriginea programului OPrdquo cu originea icircntr-un punct singular icircn raport cu care se definesc cotele punctelor caracteristice ale traiectoriilor sculelorAcest sistem de referinţă indică icircn mod egal şi orientarea semifabricatului pa masa maşiniiProgramul descrie tipul operaţiei ce urmează a se efectua traiectoriile de asigurat pentru scule sau localizarea operaţiilor de prelucrare numărul sculei şi condiţiile de operare Programul este deci o succesiune de instrucţiuni bine definite sau astfel supus nimic nu este lăsat la icircntacircmplare
Exemplu de reglaj a originii programului pentru strunjire
Pentru a realiza un program corect operatorul pe maşina-unealtă cu comandă numerică(MUCN) trebuie- să poziţioneze corect semifabricatul icircn sistemul referenţial de axe al maşinii respectacircnd orientarea stabilită de programator şi urmărind ca traiectoriile programate să nu iasă icircn afara suprafeţelor de lucru ale maşinii- stabilirea icircn comandă maşinii a poziţiei originii OP icircn raport cu reperul legat de masa maşinii care este de obicei originea dispozitivului de măsură
Este bine de reţinut diferenţa care există icircntre ele
- originea programului OP şi originea piesei Op - originea piesei este punctul unei piesebrute modelul sau icircnceputul prelucrării El va trebui să ţină cont eventual de decalajul icircntreOP şi Op
- originea maşinii Om şi originea sistemului de măsurare OM primul fiind materializat deoriginile traiectoriilor pe fiecare axă Ea este cacircteodată decalaă de originea echipamentuluide măsură şi acest decalaj este luat icircn seamă icircn cadrul procedurii automate de deplasare
Sistemele de coordonate ale maşinii şi piesei
Pentru maşinile de strunjit de exemplu care reprezintă majoritate aplicaţiilor deplasareeste definită indicacircnd natura deplasării (rectilinie circulară) şi coordonatele punctelor dorite
Originile sistemelor de axe de coordonate de pe o maşină unealtă‐
Originea maşinii este pentru fiecare axă un punct definit de constructor acela unde el a plasat reperul care serveşte la cunoaşterea poziţiei elementelor mobile La punerea sub tensiune este necesar să fie aduse toate organele mobile icircn această origine (poartă denumirea de iniţializare a sistemului de măsură) icircn afară de cazurile cacircnd avem rigle sau discuri codificate Pentru uşurinţamaterializării acestei originii ndash maşina ea poate fi diferită de aceea care este pusă la dispoziţiautilizatorului pe de o parte pentru localizarea piesei icircn raport cu maşina iar pe de altă parte pentru situarea punctelor de referinţă a programului icircn raport cu piesa
Punctul bdquoorigine-maşinărdquo este introdus cu funcţie de restricţie tehnologică icircn timp ce punctul bdquoorigine-măsurărdquo este definit icircn raport de restricţiile funcţionale (de exemplu suprafaţa frontală a broşei)bdquoOriginea-măsurărdquo este definită de constructorul maşinii pe fiecare axă icircn raport cu care se efectuează deplasările programate Acest punct defineşte poziţia triedrului de referinţă al maşinii Originea-măsură este punctul de coordonate absolută (0 0 0) şi corespunde adesea cu poziţia extremă a elementului mobil pe diferite axe
Originea piesei Op ndash este un punct al piesei care permite poziţionarea ei icircn sistemulreferenţial al maşinii
1048707 fie direct utilizacircnd un montaj (dispozitiv) bine cunoscut Diferite piese poziţionate succesiv pe maşina-unealtă vor avea aceeaşi poziţie spaţială1048707 sau manual cu ajutorul calelor şi comparatoarelor
Originea piesei este stabilită de operator Punctul origine-piesă Op (bdquoprdquo este utilizat pentru piesă iar bdquoPrdquo pentru program) este definit de operator
Origine program OP ndash este punctul piesei pe care programul l-a memorat pentru a definicotele introduse icircn program Este o origine independentă de sistemul de măsură al maşinii ea este adesea aleasă icircn funcţie de uşurinţa pe care o oferă pentru definirea cotelor De remarcat că atunci cacircnd semifabricatul este fixat pe maşină axele reperului-program trebuie să fie paralele cu acela ale maşinii Originea programului este comunicată de programator operatorului
Corecția de sculă la strunjire
Tipul sculei defineşte distanţele icircntre punctul de referinţă (de exemplu axa turelei) şipunctul de pe sculă măsurat icircn paralel cu axa maşinii figura 44 Cunoaşterea razei vacircrfului sculeieste necesară pentru a efectua corecţiile normale la profilul executat figura 45Icircn funcţie de tipul sculei strungurile CN pot fi
- fie cu o singură turelă icircn spate- fie cu o singură turelă icircn faţă
- fie cu două turele
Definirea tipului de sculă la strunjire
Sistemul de Operare utilizat pentru prelucrarea pieselor
Interacţiunea cu datele poate fi realizată numai icircn cadrul panoului activ icircn momentul respectiv Doar un singur panou este activ la un moment dat acesta fiind indicat printr-un fundal alb De exemplu pentru a lucra cu tabelul Corecţii scule mai icircntacirci activaţi tabelul prin apăsarea butonului Offset (corecţie) pacircnă cacircnd acesta este afişat pe un fundal alb apoi operaţi modificările dorite ale datelor Schimbarea panoului activ icircn cadrul unui mod de control este de regulă realizată cu ajutorul butoanelor de afişare Funcţiile de control sunt organizate icircn trei moduri Setare Editare şi Operare Fiecare mod oferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modul respectiv organizate astfel icircncacirct să intre pe un ecran De exemplu modul Setare afişează atacirct tabelele pentru corecţiile sculelor şi decalajele de origine cacirct şi informaţiile de poziţie Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemele VQCP şi IPSWIPS (dacă sunt instalate)
Ecranul de comandă este organizat icircn panouri ce variază icircn funcţie de modul de control curent şi de butoanele de afişare utilizate Figura următoare prezintă structura de bază a ecranului
Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica

DS-30 este un strung cu doi arbori Primul este arborele principal ce este acţionat la fel ca arborele principal al unui strung cu 2 axe Cel de-al doilea arbore bdquoarborele secundarrdquo icircnlocuieşte păpuşa mobilă clasică şi dispune de un set propriu de coduri M Poziţionarea este programată pe axa BStrungurile cu doi arbori au capacitatea de sincronizare a arborelui principal şi arborelui secundar Aceasta icircnseamnă că arborele principal este comandat la o turaţie iar arborele secundar icircl va urma la exact aceeaşi turaţie Acesta este aşa-numitul bdquocontrol sincronrdquo Icircn cursul controlului sincron ambii arbori vor accelera vor menţine o turaţie constantă şi vor decelera icircmpreună De aceea o singură piesă poate fi susţinută la ambele capete pentru un sprijin maxim cu un minim de vibraţii Icircn plus transferul piesei icircntre arborele principal şi arborele secundar poate fi realizat fără oprirea arborilor
Ambii arbori se vor orienta icircnainte să atingă turaţia programată atunci cacircnd se utilizează modul G199 Cuplarea controlului sincron al arborilor (SSC) Pentru a ieşi din modul SSC utilizaţi o comandă G198 icircn program Cacircnd se apasă tasta Reset (resetare) sau E-stop (oprire de urgenţă) unitatea de comandă va rămacircne icircn modul sincron pacircnă cacircnd orice mişcare a arborilor este oprită Pentru a ieşi din modul sincron introduceţi o comandă G198 icircn MDI şi apăsaţi tasta Cycle start (pornire ciclu) Structura programului pentru arborele secundar este aceeaşi cu a programului pentru arborele principal Codurile M ale arborelui principal şi ciclurile icircnchise sunt suportate icircn modul G14 (arbore secundar) Consultaţi secţiunea Codurile G
Icircn cele ce urmează se va face o prezentare vizuală a centrului de strunjire Haas Unele dintre componentele prezentate vor fi abordate aprofundat icircn secţiuni separate
Axe si Origini ale Masini-Unelte
Programul icircn comandă numerică a maşinii este realizat icircn raport cu triedrul triortogonal drept de referinţă ales de programator denumit bdquooriginea programului OPrdquo cu originea icircntr-un punct singular icircn raport cu care se definesc cotele punctelor caracteristice ale traiectoriilor sculelorAcest sistem de referinţă indică icircn mod egal şi orientarea semifabricatului pa masa maşiniiProgramul descrie tipul operaţiei ce urmează a se efectua traiectoriile de asigurat pentru scule sau localizarea operaţiilor de prelucrare numărul sculei şi condiţiile de operare Programul este deci o succesiune de instrucţiuni bine definite sau astfel supus nimic nu este lăsat la icircntacircmplare
Exemplu de reglaj a originii programului pentru strunjire
Pentru a realiza un program corect operatorul pe maşina-unealtă cu comandă numerică(MUCN) trebuie- să poziţioneze corect semifabricatul icircn sistemul referenţial de axe al maşinii respectacircnd orientarea stabilită de programator şi urmărind ca traiectoriile programate să nu iasă icircn afara suprafeţelor de lucru ale maşinii- stabilirea icircn comandă maşinii a poziţiei originii OP icircn raport cu reperul legat de masa maşinii care este de obicei originea dispozitivului de măsură
Este bine de reţinut diferenţa care există icircntre ele
- originea programului OP şi originea piesei Op - originea piesei este punctul unei piesebrute modelul sau icircnceputul prelucrării El va trebui să ţină cont eventual de decalajul icircntreOP şi Op
- originea maşinii Om şi originea sistemului de măsurare OM primul fiind materializat deoriginile traiectoriilor pe fiecare axă Ea este cacircteodată decalaă de originea echipamentuluide măsură şi acest decalaj este luat icircn seamă icircn cadrul procedurii automate de deplasare
Sistemele de coordonate ale maşinii şi piesei
Pentru maşinile de strunjit de exemplu care reprezintă majoritate aplicaţiilor deplasareeste definită indicacircnd natura deplasării (rectilinie circulară) şi coordonatele punctelor dorite
Originile sistemelor de axe de coordonate de pe o maşină unealtă‐
Originea maşinii este pentru fiecare axă un punct definit de constructor acela unde el a plasat reperul care serveşte la cunoaşterea poziţiei elementelor mobile La punerea sub tensiune este necesar să fie aduse toate organele mobile icircn această origine (poartă denumirea de iniţializare a sistemului de măsură) icircn afară de cazurile cacircnd avem rigle sau discuri codificate Pentru uşurinţamaterializării acestei originii ndash maşina ea poate fi diferită de aceea care este pusă la dispoziţiautilizatorului pe de o parte pentru localizarea piesei icircn raport cu maşina iar pe de altă parte pentru situarea punctelor de referinţă a programului icircn raport cu piesa
Punctul bdquoorigine-maşinărdquo este introdus cu funcţie de restricţie tehnologică icircn timp ce punctul bdquoorigine-măsurărdquo este definit icircn raport de restricţiile funcţionale (de exemplu suprafaţa frontală a broşei)bdquoOriginea-măsurărdquo este definită de constructorul maşinii pe fiecare axă icircn raport cu care se efectuează deplasările programate Acest punct defineşte poziţia triedrului de referinţă al maşinii Originea-măsură este punctul de coordonate absolută (0 0 0) şi corespunde adesea cu poziţia extremă a elementului mobil pe diferite axe
Originea piesei Op ndash este un punct al piesei care permite poziţionarea ei icircn sistemulreferenţial al maşinii
1048707 fie direct utilizacircnd un montaj (dispozitiv) bine cunoscut Diferite piese poziţionate succesiv pe maşina-unealtă vor avea aceeaşi poziţie spaţială1048707 sau manual cu ajutorul calelor şi comparatoarelor
Originea piesei este stabilită de operator Punctul origine-piesă Op (bdquoprdquo este utilizat pentru piesă iar bdquoPrdquo pentru program) este definit de operator
Origine program OP ndash este punctul piesei pe care programul l-a memorat pentru a definicotele introduse icircn program Este o origine independentă de sistemul de măsură al maşinii ea este adesea aleasă icircn funcţie de uşurinţa pe care o oferă pentru definirea cotelor De remarcat că atunci cacircnd semifabricatul este fixat pe maşină axele reperului-program trebuie să fie paralele cu acela ale maşinii Originea programului este comunicată de programator operatorului
Corecția de sculă la strunjire
Tipul sculei defineşte distanţele icircntre punctul de referinţă (de exemplu axa turelei) şipunctul de pe sculă măsurat icircn paralel cu axa maşinii figura 44 Cunoaşterea razei vacircrfului sculeieste necesară pentru a efectua corecţiile normale la profilul executat figura 45Icircn funcţie de tipul sculei strungurile CN pot fi
- fie cu o singură turelă icircn spate- fie cu o singură turelă icircn faţă
- fie cu două turele
Definirea tipului de sculă la strunjire
Sistemul de Operare utilizat pentru prelucrarea pieselor
Interacţiunea cu datele poate fi realizată numai icircn cadrul panoului activ icircn momentul respectiv Doar un singur panou este activ la un moment dat acesta fiind indicat printr-un fundal alb De exemplu pentru a lucra cu tabelul Corecţii scule mai icircntacirci activaţi tabelul prin apăsarea butonului Offset (corecţie) pacircnă cacircnd acesta este afişat pe un fundal alb apoi operaţi modificările dorite ale datelor Schimbarea panoului activ icircn cadrul unui mod de control este de regulă realizată cu ajutorul butoanelor de afişare Funcţiile de control sunt organizate icircn trei moduri Setare Editare şi Operare Fiecare mod oferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modul respectiv organizate astfel icircncacirct să intre pe un ecran De exemplu modul Setare afişează atacirct tabelele pentru corecţiile sculelor şi decalajele de origine cacirct şi informaţiile de poziţie Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemele VQCP şi IPSWIPS (dacă sunt instalate)
Ecranul de comandă este organizat icircn panouri ce variază icircn funcţie de modul de control curent şi de butoanele de afişare utilizate Figura următoare prezintă structura de bază a ecranului
Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica
Icircn cele ce urmează se va face o prezentare vizuală a centrului de strunjire Haas Unele dintre componentele prezentate vor fi abordate aprofundat icircn secţiuni separate
Axe si Origini ale Masini-Unelte
Programul icircn comandă numerică a maşinii este realizat icircn raport cu triedrul triortogonal drept de referinţă ales de programator denumit bdquooriginea programului OPrdquo cu originea icircntr-un punct singular icircn raport cu care se definesc cotele punctelor caracteristice ale traiectoriilor sculelorAcest sistem de referinţă indică icircn mod egal şi orientarea semifabricatului pa masa maşiniiProgramul descrie tipul operaţiei ce urmează a se efectua traiectoriile de asigurat pentru scule sau localizarea operaţiilor de prelucrare numărul sculei şi condiţiile de operare Programul este deci o succesiune de instrucţiuni bine definite sau astfel supus nimic nu este lăsat la icircntacircmplare
Exemplu de reglaj a originii programului pentru strunjire
Pentru a realiza un program corect operatorul pe maşina-unealtă cu comandă numerică(MUCN) trebuie- să poziţioneze corect semifabricatul icircn sistemul referenţial de axe al maşinii respectacircnd orientarea stabilită de programator şi urmărind ca traiectoriile programate să nu iasă icircn afara suprafeţelor de lucru ale maşinii- stabilirea icircn comandă maşinii a poziţiei originii OP icircn raport cu reperul legat de masa maşinii care este de obicei originea dispozitivului de măsură
Este bine de reţinut diferenţa care există icircntre ele
- originea programului OP şi originea piesei Op - originea piesei este punctul unei piesebrute modelul sau icircnceputul prelucrării El va trebui să ţină cont eventual de decalajul icircntreOP şi Op
- originea maşinii Om şi originea sistemului de măsurare OM primul fiind materializat deoriginile traiectoriilor pe fiecare axă Ea este cacircteodată decalaă de originea echipamentuluide măsură şi acest decalaj este luat icircn seamă icircn cadrul procedurii automate de deplasare
Sistemele de coordonate ale maşinii şi piesei
Pentru maşinile de strunjit de exemplu care reprezintă majoritate aplicaţiilor deplasareeste definită indicacircnd natura deplasării (rectilinie circulară) şi coordonatele punctelor dorite
Originile sistemelor de axe de coordonate de pe o maşină unealtă‐
Originea maşinii este pentru fiecare axă un punct definit de constructor acela unde el a plasat reperul care serveşte la cunoaşterea poziţiei elementelor mobile La punerea sub tensiune este necesar să fie aduse toate organele mobile icircn această origine (poartă denumirea de iniţializare a sistemului de măsură) icircn afară de cazurile cacircnd avem rigle sau discuri codificate Pentru uşurinţamaterializării acestei originii ndash maşina ea poate fi diferită de aceea care este pusă la dispoziţiautilizatorului pe de o parte pentru localizarea piesei icircn raport cu maşina iar pe de altă parte pentru situarea punctelor de referinţă a programului icircn raport cu piesa
Punctul bdquoorigine-maşinărdquo este introdus cu funcţie de restricţie tehnologică icircn timp ce punctul bdquoorigine-măsurărdquo este definit icircn raport de restricţiile funcţionale (de exemplu suprafaţa frontală a broşei)bdquoOriginea-măsurărdquo este definită de constructorul maşinii pe fiecare axă icircn raport cu care se efectuează deplasările programate Acest punct defineşte poziţia triedrului de referinţă al maşinii Originea-măsură este punctul de coordonate absolută (0 0 0) şi corespunde adesea cu poziţia extremă a elementului mobil pe diferite axe
Originea piesei Op ndash este un punct al piesei care permite poziţionarea ei icircn sistemulreferenţial al maşinii
1048707 fie direct utilizacircnd un montaj (dispozitiv) bine cunoscut Diferite piese poziţionate succesiv pe maşina-unealtă vor avea aceeaşi poziţie spaţială1048707 sau manual cu ajutorul calelor şi comparatoarelor
Originea piesei este stabilită de operator Punctul origine-piesă Op (bdquoprdquo este utilizat pentru piesă iar bdquoPrdquo pentru program) este definit de operator
Origine program OP ndash este punctul piesei pe care programul l-a memorat pentru a definicotele introduse icircn program Este o origine independentă de sistemul de măsură al maşinii ea este adesea aleasă icircn funcţie de uşurinţa pe care o oferă pentru definirea cotelor De remarcat că atunci cacircnd semifabricatul este fixat pe maşină axele reperului-program trebuie să fie paralele cu acela ale maşinii Originea programului este comunicată de programator operatorului
Corecția de sculă la strunjire
Tipul sculei defineşte distanţele icircntre punctul de referinţă (de exemplu axa turelei) şipunctul de pe sculă măsurat icircn paralel cu axa maşinii figura 44 Cunoaşterea razei vacircrfului sculeieste necesară pentru a efectua corecţiile normale la profilul executat figura 45Icircn funcţie de tipul sculei strungurile CN pot fi
- fie cu o singură turelă icircn spate- fie cu o singură turelă icircn faţă
- fie cu două turele
Definirea tipului de sculă la strunjire
Sistemul de Operare utilizat pentru prelucrarea pieselor
Interacţiunea cu datele poate fi realizată numai icircn cadrul panoului activ icircn momentul respectiv Doar un singur panou este activ la un moment dat acesta fiind indicat printr-un fundal alb De exemplu pentru a lucra cu tabelul Corecţii scule mai icircntacirci activaţi tabelul prin apăsarea butonului Offset (corecţie) pacircnă cacircnd acesta este afişat pe un fundal alb apoi operaţi modificările dorite ale datelor Schimbarea panoului activ icircn cadrul unui mod de control este de regulă realizată cu ajutorul butoanelor de afişare Funcţiile de control sunt organizate icircn trei moduri Setare Editare şi Operare Fiecare mod oferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modul respectiv organizate astfel icircncacirct să intre pe un ecran De exemplu modul Setare afişează atacirct tabelele pentru corecţiile sculelor şi decalajele de origine cacirct şi informaţiile de poziţie Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemele VQCP şi IPSWIPS (dacă sunt instalate)
Ecranul de comandă este organizat icircn panouri ce variază icircn funcţie de modul de control curent şi de butoanele de afişare utilizate Figura următoare prezintă structura de bază a ecranului
Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica

Axe si Origini ale Masini-Unelte
Programul icircn comandă numerică a maşinii este realizat icircn raport cu triedrul triortogonal drept de referinţă ales de programator denumit bdquooriginea programului OPrdquo cu originea icircntr-un punct singular icircn raport cu care se definesc cotele punctelor caracteristice ale traiectoriilor sculelorAcest sistem de referinţă indică icircn mod egal şi orientarea semifabricatului pa masa maşiniiProgramul descrie tipul operaţiei ce urmează a se efectua traiectoriile de asigurat pentru scule sau localizarea operaţiilor de prelucrare numărul sculei şi condiţiile de operare Programul este deci o succesiune de instrucţiuni bine definite sau astfel supus nimic nu este lăsat la icircntacircmplare
Exemplu de reglaj a originii programului pentru strunjire
Pentru a realiza un program corect operatorul pe maşina-unealtă cu comandă numerică(MUCN) trebuie- să poziţioneze corect semifabricatul icircn sistemul referenţial de axe al maşinii respectacircnd orientarea stabilită de programator şi urmărind ca traiectoriile programate să nu iasă icircn afara suprafeţelor de lucru ale maşinii- stabilirea icircn comandă maşinii a poziţiei originii OP icircn raport cu reperul legat de masa maşinii care este de obicei originea dispozitivului de măsură
Este bine de reţinut diferenţa care există icircntre ele
- originea programului OP şi originea piesei Op - originea piesei este punctul unei piesebrute modelul sau icircnceputul prelucrării El va trebui să ţină cont eventual de decalajul icircntreOP şi Op
- originea maşinii Om şi originea sistemului de măsurare OM primul fiind materializat deoriginile traiectoriilor pe fiecare axă Ea este cacircteodată decalaă de originea echipamentuluide măsură şi acest decalaj este luat icircn seamă icircn cadrul procedurii automate de deplasare
Sistemele de coordonate ale maşinii şi piesei
Pentru maşinile de strunjit de exemplu care reprezintă majoritate aplicaţiilor deplasareeste definită indicacircnd natura deplasării (rectilinie circulară) şi coordonatele punctelor dorite
Originile sistemelor de axe de coordonate de pe o maşină unealtă‐
Originea maşinii este pentru fiecare axă un punct definit de constructor acela unde el a plasat reperul care serveşte la cunoaşterea poziţiei elementelor mobile La punerea sub tensiune este necesar să fie aduse toate organele mobile icircn această origine (poartă denumirea de iniţializare a sistemului de măsură) icircn afară de cazurile cacircnd avem rigle sau discuri codificate Pentru uşurinţamaterializării acestei originii ndash maşina ea poate fi diferită de aceea care este pusă la dispoziţiautilizatorului pe de o parte pentru localizarea piesei icircn raport cu maşina iar pe de altă parte pentru situarea punctelor de referinţă a programului icircn raport cu piesa
Punctul bdquoorigine-maşinărdquo este introdus cu funcţie de restricţie tehnologică icircn timp ce punctul bdquoorigine-măsurărdquo este definit icircn raport de restricţiile funcţionale (de exemplu suprafaţa frontală a broşei)bdquoOriginea-măsurărdquo este definită de constructorul maşinii pe fiecare axă icircn raport cu care se efectuează deplasările programate Acest punct defineşte poziţia triedrului de referinţă al maşinii Originea-măsură este punctul de coordonate absolută (0 0 0) şi corespunde adesea cu poziţia extremă a elementului mobil pe diferite axe
Originea piesei Op ndash este un punct al piesei care permite poziţionarea ei icircn sistemulreferenţial al maşinii
1048707 fie direct utilizacircnd un montaj (dispozitiv) bine cunoscut Diferite piese poziţionate succesiv pe maşina-unealtă vor avea aceeaşi poziţie spaţială1048707 sau manual cu ajutorul calelor şi comparatoarelor
Originea piesei este stabilită de operator Punctul origine-piesă Op (bdquoprdquo este utilizat pentru piesă iar bdquoPrdquo pentru program) este definit de operator
Origine program OP ndash este punctul piesei pe care programul l-a memorat pentru a definicotele introduse icircn program Este o origine independentă de sistemul de măsură al maşinii ea este adesea aleasă icircn funcţie de uşurinţa pe care o oferă pentru definirea cotelor De remarcat că atunci cacircnd semifabricatul este fixat pe maşină axele reperului-program trebuie să fie paralele cu acela ale maşinii Originea programului este comunicată de programator operatorului
Corecția de sculă la strunjire
Tipul sculei defineşte distanţele icircntre punctul de referinţă (de exemplu axa turelei) şipunctul de pe sculă măsurat icircn paralel cu axa maşinii figura 44 Cunoaşterea razei vacircrfului sculeieste necesară pentru a efectua corecţiile normale la profilul executat figura 45Icircn funcţie de tipul sculei strungurile CN pot fi
- fie cu o singură turelă icircn spate- fie cu o singură turelă icircn faţă
- fie cu două turele
Definirea tipului de sculă la strunjire
Sistemul de Operare utilizat pentru prelucrarea pieselor
Interacţiunea cu datele poate fi realizată numai icircn cadrul panoului activ icircn momentul respectiv Doar un singur panou este activ la un moment dat acesta fiind indicat printr-un fundal alb De exemplu pentru a lucra cu tabelul Corecţii scule mai icircntacirci activaţi tabelul prin apăsarea butonului Offset (corecţie) pacircnă cacircnd acesta este afişat pe un fundal alb apoi operaţi modificările dorite ale datelor Schimbarea panoului activ icircn cadrul unui mod de control este de regulă realizată cu ajutorul butoanelor de afişare Funcţiile de control sunt organizate icircn trei moduri Setare Editare şi Operare Fiecare mod oferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modul respectiv organizate astfel icircncacirct să intre pe un ecran De exemplu modul Setare afişează atacirct tabelele pentru corecţiile sculelor şi decalajele de origine cacirct şi informaţiile de poziţie Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemele VQCP şi IPSWIPS (dacă sunt instalate)
Ecranul de comandă este organizat icircn panouri ce variază icircn funcţie de modul de control curent şi de butoanele de afişare utilizate Figura următoare prezintă structura de bază a ecranului
Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica

Exemplu de reglaj a originii programului pentru strunjire
Pentru a realiza un program corect operatorul pe maşina-unealtă cu comandă numerică(MUCN) trebuie- să poziţioneze corect semifabricatul icircn sistemul referenţial de axe al maşinii respectacircnd orientarea stabilită de programator şi urmărind ca traiectoriile programate să nu iasă icircn afara suprafeţelor de lucru ale maşinii- stabilirea icircn comandă maşinii a poziţiei originii OP icircn raport cu reperul legat de masa maşinii care este de obicei originea dispozitivului de măsură
Este bine de reţinut diferenţa care există icircntre ele
- originea programului OP şi originea piesei Op - originea piesei este punctul unei piesebrute modelul sau icircnceputul prelucrării El va trebui să ţină cont eventual de decalajul icircntreOP şi Op
- originea maşinii Om şi originea sistemului de măsurare OM primul fiind materializat deoriginile traiectoriilor pe fiecare axă Ea este cacircteodată decalaă de originea echipamentuluide măsură şi acest decalaj este luat icircn seamă icircn cadrul procedurii automate de deplasare
Sistemele de coordonate ale maşinii şi piesei
Pentru maşinile de strunjit de exemplu care reprezintă majoritate aplicaţiilor deplasareeste definită indicacircnd natura deplasării (rectilinie circulară) şi coordonatele punctelor dorite
Originile sistemelor de axe de coordonate de pe o maşină unealtă‐
Originea maşinii este pentru fiecare axă un punct definit de constructor acela unde el a plasat reperul care serveşte la cunoaşterea poziţiei elementelor mobile La punerea sub tensiune este necesar să fie aduse toate organele mobile icircn această origine (poartă denumirea de iniţializare a sistemului de măsură) icircn afară de cazurile cacircnd avem rigle sau discuri codificate Pentru uşurinţamaterializării acestei originii ndash maşina ea poate fi diferită de aceea care este pusă la dispoziţiautilizatorului pe de o parte pentru localizarea piesei icircn raport cu maşina iar pe de altă parte pentru situarea punctelor de referinţă a programului icircn raport cu piesa
Punctul bdquoorigine-maşinărdquo este introdus cu funcţie de restricţie tehnologică icircn timp ce punctul bdquoorigine-măsurărdquo este definit icircn raport de restricţiile funcţionale (de exemplu suprafaţa frontală a broşei)bdquoOriginea-măsurărdquo este definită de constructorul maşinii pe fiecare axă icircn raport cu care se efectuează deplasările programate Acest punct defineşte poziţia triedrului de referinţă al maşinii Originea-măsură este punctul de coordonate absolută (0 0 0) şi corespunde adesea cu poziţia extremă a elementului mobil pe diferite axe
Originea piesei Op ndash este un punct al piesei care permite poziţionarea ei icircn sistemulreferenţial al maşinii
1048707 fie direct utilizacircnd un montaj (dispozitiv) bine cunoscut Diferite piese poziţionate succesiv pe maşina-unealtă vor avea aceeaşi poziţie spaţială1048707 sau manual cu ajutorul calelor şi comparatoarelor
Originea piesei este stabilită de operator Punctul origine-piesă Op (bdquoprdquo este utilizat pentru piesă iar bdquoPrdquo pentru program) este definit de operator
Origine program OP ndash este punctul piesei pe care programul l-a memorat pentru a definicotele introduse icircn program Este o origine independentă de sistemul de măsură al maşinii ea este adesea aleasă icircn funcţie de uşurinţa pe care o oferă pentru definirea cotelor De remarcat că atunci cacircnd semifabricatul este fixat pe maşină axele reperului-program trebuie să fie paralele cu acela ale maşinii Originea programului este comunicată de programator operatorului
Corecția de sculă la strunjire
Tipul sculei defineşte distanţele icircntre punctul de referinţă (de exemplu axa turelei) şipunctul de pe sculă măsurat icircn paralel cu axa maşinii figura 44 Cunoaşterea razei vacircrfului sculeieste necesară pentru a efectua corecţiile normale la profilul executat figura 45Icircn funcţie de tipul sculei strungurile CN pot fi
- fie cu o singură turelă icircn spate- fie cu o singură turelă icircn faţă
- fie cu două turele
Definirea tipului de sculă la strunjire
Sistemul de Operare utilizat pentru prelucrarea pieselor
Interacţiunea cu datele poate fi realizată numai icircn cadrul panoului activ icircn momentul respectiv Doar un singur panou este activ la un moment dat acesta fiind indicat printr-un fundal alb De exemplu pentru a lucra cu tabelul Corecţii scule mai icircntacirci activaţi tabelul prin apăsarea butonului Offset (corecţie) pacircnă cacircnd acesta este afişat pe un fundal alb apoi operaţi modificările dorite ale datelor Schimbarea panoului activ icircn cadrul unui mod de control este de regulă realizată cu ajutorul butoanelor de afişare Funcţiile de control sunt organizate icircn trei moduri Setare Editare şi Operare Fiecare mod oferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modul respectiv organizate astfel icircncacirct să intre pe un ecran De exemplu modul Setare afişează atacirct tabelele pentru corecţiile sculelor şi decalajele de origine cacirct şi informaţiile de poziţie Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemele VQCP şi IPSWIPS (dacă sunt instalate)
Ecranul de comandă este organizat icircn panouri ce variază icircn funcţie de modul de control curent şi de butoanele de afişare utilizate Figura următoare prezintă structura de bază a ecranului
Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica
Pentru maşinile de strunjit de exemplu care reprezintă majoritate aplicaţiilor deplasareeste definită indicacircnd natura deplasării (rectilinie circulară) şi coordonatele punctelor dorite
Originile sistemelor de axe de coordonate de pe o maşină unealtă‐
Originea maşinii este pentru fiecare axă un punct definit de constructor acela unde el a plasat reperul care serveşte la cunoaşterea poziţiei elementelor mobile La punerea sub tensiune este necesar să fie aduse toate organele mobile icircn această origine (poartă denumirea de iniţializare a sistemului de măsură) icircn afară de cazurile cacircnd avem rigle sau discuri codificate Pentru uşurinţamaterializării acestei originii ndash maşina ea poate fi diferită de aceea care este pusă la dispoziţiautilizatorului pe de o parte pentru localizarea piesei icircn raport cu maşina iar pe de altă parte pentru situarea punctelor de referinţă a programului icircn raport cu piesa
Punctul bdquoorigine-maşinărdquo este introdus cu funcţie de restricţie tehnologică icircn timp ce punctul bdquoorigine-măsurărdquo este definit icircn raport de restricţiile funcţionale (de exemplu suprafaţa frontală a broşei)bdquoOriginea-măsurărdquo este definită de constructorul maşinii pe fiecare axă icircn raport cu care se efectuează deplasările programate Acest punct defineşte poziţia triedrului de referinţă al maşinii Originea-măsură este punctul de coordonate absolută (0 0 0) şi corespunde adesea cu poziţia extremă a elementului mobil pe diferite axe
Originea piesei Op ndash este un punct al piesei care permite poziţionarea ei icircn sistemulreferenţial al maşinii
1048707 fie direct utilizacircnd un montaj (dispozitiv) bine cunoscut Diferite piese poziţionate succesiv pe maşina-unealtă vor avea aceeaşi poziţie spaţială1048707 sau manual cu ajutorul calelor şi comparatoarelor
Originea piesei este stabilită de operator Punctul origine-piesă Op (bdquoprdquo este utilizat pentru piesă iar bdquoPrdquo pentru program) este definit de operator
Origine program OP ndash este punctul piesei pe care programul l-a memorat pentru a definicotele introduse icircn program Este o origine independentă de sistemul de măsură al maşinii ea este adesea aleasă icircn funcţie de uşurinţa pe care o oferă pentru definirea cotelor De remarcat că atunci cacircnd semifabricatul este fixat pe maşină axele reperului-program trebuie să fie paralele cu acela ale maşinii Originea programului este comunicată de programator operatorului
Corecția de sculă la strunjire
Tipul sculei defineşte distanţele icircntre punctul de referinţă (de exemplu axa turelei) şipunctul de pe sculă măsurat icircn paralel cu axa maşinii figura 44 Cunoaşterea razei vacircrfului sculeieste necesară pentru a efectua corecţiile normale la profilul executat figura 45Icircn funcţie de tipul sculei strungurile CN pot fi
- fie cu o singură turelă icircn spate- fie cu o singură turelă icircn faţă
- fie cu două turele
Definirea tipului de sculă la strunjire
Sistemul de Operare utilizat pentru prelucrarea pieselor
Interacţiunea cu datele poate fi realizată numai icircn cadrul panoului activ icircn momentul respectiv Doar un singur panou este activ la un moment dat acesta fiind indicat printr-un fundal alb De exemplu pentru a lucra cu tabelul Corecţii scule mai icircntacirci activaţi tabelul prin apăsarea butonului Offset (corecţie) pacircnă cacircnd acesta este afişat pe un fundal alb apoi operaţi modificările dorite ale datelor Schimbarea panoului activ icircn cadrul unui mod de control este de regulă realizată cu ajutorul butoanelor de afişare Funcţiile de control sunt organizate icircn trei moduri Setare Editare şi Operare Fiecare mod oferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modul respectiv organizate astfel icircncacirct să intre pe un ecran De exemplu modul Setare afişează atacirct tabelele pentru corecţiile sculelor şi decalajele de origine cacirct şi informaţiile de poziţie Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemele VQCP şi IPSWIPS (dacă sunt instalate)
Ecranul de comandă este organizat icircn panouri ce variază icircn funcţie de modul de control curent şi de butoanele de afişare utilizate Figura următoare prezintă structura de bază a ecranului
Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica

- fie cu două turele
Definirea tipului de sculă la strunjire
Sistemul de Operare utilizat pentru prelucrarea pieselor
Interacţiunea cu datele poate fi realizată numai icircn cadrul panoului activ icircn momentul respectiv Doar un singur panou este activ la un moment dat acesta fiind indicat printr-un fundal alb De exemplu pentru a lucra cu tabelul Corecţii scule mai icircntacirci activaţi tabelul prin apăsarea butonului Offset (corecţie) pacircnă cacircnd acesta este afişat pe un fundal alb apoi operaţi modificările dorite ale datelor Schimbarea panoului activ icircn cadrul unui mod de control este de regulă realizată cu ajutorul butoanelor de afişare Funcţiile de control sunt organizate icircn trei moduri Setare Editare şi Operare Fiecare mod oferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modul respectiv organizate astfel icircncacirct să intre pe un ecran De exemplu modul Setare afişează atacirct tabelele pentru corecţiile sculelor şi decalajele de origine cacirct şi informaţiile de poziţie Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemele VQCP şi IPSWIPS (dacă sunt instalate)
Ecranul de comandă este organizat icircn panouri ce variază icircn funcţie de modul de control curent şi de butoanele de afişare utilizate Figura următoare prezintă structura de bază a ecranului
Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica

Operarea şi programarea
Axa Y este o axă suplimentară la strunguri (dacă este prevăzută) aceasta poate fi comandată şi se comport icircn acelaşi mod ca axele X şi Z standard Nu este necesară o comandă de activare a axei Y Aceasta este disponibilă permanent atunci cacircnd maşina este icircn funcţiune sau icircn modul de setareStrungul va poziţiona automat axa Y faţă de axa centrală a arborelui principal după o schimbare a sculeiAsiguraţi-vă că este poziţionat corect capul revolver icircnainte să comandaţi rotaţiaCodurile G şi M Haas standard sunt disponibile la programarea cu axa Y Consultaţi secţiunile Codurile G şi Codurile M ale acestui manual pentru informaţii suplimentare icircn acest sensCompensarea frezei se poate aplica icircn ambele planuri G17 şi G19 atunci cacircnd se execută operaţii cu scule antrenate Se vor respecta regulile referitoare la compensarea frezei pentru a se preveni mişcarea necontrolată atunci cacircnd se activează sau dezactivează funcţia de compensare Valoarea razei sculei utilizate trebuie introdusă icircn coloana Radius (rază) a paginii Tool Geometry (geometrie scule) valabilă pentru scula respectivă Vacircrful sculei va fi considerat a fi bdquo0rdquo dacă nu se introduce nicio valoare
Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica

Exemlu de Program de prelucrare a unei piese pe Strung CNC
G73 (DEGROSARE DUPA CONTUR)
BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica

BIBLIOGRAFIE
1 125543377-Manual-Operator-CNC2 Manual de programare3 Programare CNC-45678544 Prelucrare cu comanda numerica