proyecto arcelor mittal (5)
TRANSCRIPT

RESUMEN
Desde hace mas de 50 años de existir en Costa Rica Laminadora, fue hasta en el
año 2006 que Arcelor-Mittal quienes son dueños de más de 300 plantas dedicadas
a la “transformación de acero” alrededor del mundo, decidió comprar en su
totalidad las acciones de laminadora quien hasta entonces era propiedad de una
asociación entre los Puyol-Martí y grupo Arcelor-Mittal.
En la actualidad dicha laminadora ha sido capaz de triplicar la producción de
metal, logrando así producir 300 mil toneladas de acero anuales, además se ha
hecho participe de grandes mercados por medio de la elaboración de varilla, Vigas
U y I y angulares; todos estos en gran cantidad de espesores los cuales
contrarrestan y satisface la demanda interna del país y gran parte de
Centroamérica abarcando países como Guatemala, Honduras, El salvador,
Nicaragua y Panamá.
El avance fructífero que experimento esta gran empresa a partir del 2006 fue
gracias a la inversión en cuanto capital, tecnología y la implementación de
profesionales en el tema.
Usando una técnica de un reabastecimiento que se ha mantenido mensualmente
entre las 15 mil y 18 mil toneladas durante varios años, es como la laminadora ha
podido hacer frente a las demandas del mercado, hasta la fecha sus costos por
ordenar y mantener no sobrepasan cifras cuantiosas ya que el material activo
“acero” no lo implica; Por esa razón hemos trabajado con esta empresa para
optimizar sus ordenes en cuanto a la verificación de la estabilidad de la forma en
cómo proceden a pedir sus materias primas, por ello aplicamos EOQ, PMP, ABC,
(Economic Order Quantity , media móvil ponderada y clasificación de materiales)
1

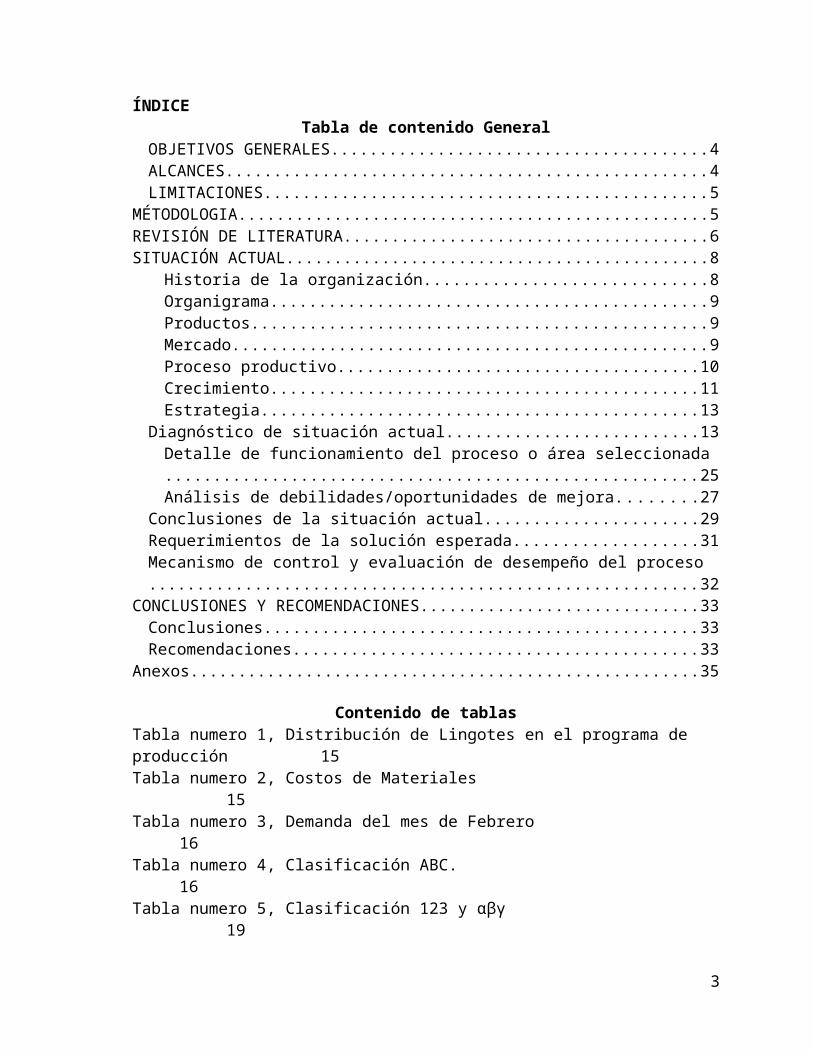
ÍNDICETabla de contenido General
OBJETIVOS GENERALES...................................................................................4ALCANCES..........................................................................................................4LIMITACIONES....................................................................................................5
MÉTODOLOGIA.......................................................................................................5REVISIÓN DE LITERATURA...................................................................................6SITUACIÓN ACTUAL...............................................................................................8
Historia de la organización................................................................................8Organigrama.....................................................................................................9Productos..........................................................................................................9Mercado............................................................................................................9Proceso productivo.........................................................................................10Crecimiento.....................................................................................................11Estrategia........................................................................................................13
Diagnóstico de situación actual..........................................................................13Detalle de funcionamiento del proceso o área seleccionada..........................25Análisis de debilidades/oportunidades de mejora...........................................27
Conclusiones de la situación actual....................................................................29Requerimientos de la solución esperada............................................................31Mecanismo de control y evaluación de desempeño del proceso........................32
CONCLUSIONES Y RECOMENDACIONES.........................................................33Conclusiones......................................................................................................33Recomendaciones..............................................................................................33
Anexos...................................................................................................................35
Contenido de tablasTabla numero 1, Distribución de Lingotes en el programa de producción 15Tabla numero 2, Costos de Materiales 15Tabla numero 3, Demanda del mes de Febrero 16Tabla numero 4, Clasificación ABC. 16Tabla numero 5, Clasificación 123 y αβγ 19Tabla numero 6, Historiales de Producción 20Tabla numero 7, Promedio Móvil Ponderado 22Tabla numero 8, Eventual Stock Periodo 2012 23Tabla numero 9, Información Básica para EOQ 24Tabla numero 10, Comparación de Pronósticos 25Tabla numero 11, Punto de Reordenar 32
Contenido de figuras
Figura numero 1, Organigrama 10 Figura numero 2, Diagrama de flujo de Lingotes 28
2
INTRODUCCIÓN
Actualmente ante el constante cambio debemos estar anuentes a optar opciones
que permitan adatarnos a estos cambios y al entorno competitivo en el que
estamos rodeados, y que este crecimiento acelerado no afecten las bases de las
empresas, en el presente proyecto desarrollamos técnicas que permiten ser
adaptadas por la empresa Arcelor Mittal y que gracias a los resultados de estas
técnicas y herramientas usadas ayudamos a que se maneje de una manera
óptima y correcta los inventarios de materias primas que existen en dicha
compañía, ya que los mismos son de un alto costo, como es el caso del acero, en
esta empresa los lingotes ( barras de acero de 12 m de largo ) son la principal
materia prima que da vida al proceso de la fabricación de varillas y sus derivados ,
la fluctuante variación en el precio internacional del acero, hace que esta empresa
tenga que tomar medidas a la hora de mantener inventarios y cuando realiza
pedidos a sus proveedores tienen que tener mucho cuidado ya que cada vez son
lastimados por las alzas en los precios del acero y este mineral tiene costo muy
alto a nivel mundial, de allí nace la opción de implementar herramientas de
ingeniería para analizar y definir la manera o crear una serie de alternativas para
manejar este inventario que por su costo es de vital importancia para la empresa,
esta materia prima está ubicada como el tercer gasto de mayor importancia a nivel
de empresa con un monto aproximado a los 10 millones de dólares por mes
aproximadamente, de allí nace la expectativa de investigar a fondo y aplicar el
análisis de la situación actual de Arcelor Mittal.
Pretendemos analizar el estado actual de estos inventarios y a forma en que son
manejados en el área de bodega de materia prima y así mismo hacer
recomendaciones importantes para mejorar el manejo de estas materias primas y
que sea de beneficio directo para la empresa ante un futuro ajustes
organizacionales en la parte de logística de inventarios.
3

OBJETIVOS GENERALES
Analizar y evaluar los métodos de pronósticos y manejo de inventarios utilizados
por Arcelor Mittal ya que no existe una distribución adecuada ni un pronóstico para
la compra de la materia prima utilizada por la empresa.
OBJETIVOS ESPECÍFICOS
Realizar una distribución adecuada de los lingotes en la bodega de materia
prima mediante los modelos ABC, 123 y αβγ.
Evaluar los métodos de pronósticos que utiliza la empresa actualmente
para la compra de materia prima.
Determinar un patrón (recomendación) mediante el modelo EOQ para la
compra de materia prima en la empresa.
Comparar los pronósticos que utiliza la empresa contra los resultados de
las herramientas usadas (PMP, EOQ )
ALCANCES
Mediante la realización de este proyecto pretendemos dar alternativas al
departamento de logística de materia prima para el manejo y control de
inventarios, ya que actualmente se presentan muchos problemas sobre
desabastecimiento de la bodega, problemas de entrega con los proveedores y
demás, en síntesis el objetivo de este proyecto es que la empresa cuente con una
distribución adecuada de su bodega de materia prima y un aprovechamiento del
espacio al máximo ya que en ocasiones no se hace por la falta de planificación ,
además que los lingotes se ubique en posiciones estratégicas de acuerdo al
ritmo de producción y que se minimicen los movimientos erróneos por parte del
departamento, en este caso el gruero es quien moviliza los lingotes, así mismo
pretendemos dar un punto de equilibrio a la hora de mantener los inventarios ya
que se han presentado paros importantes en la línea de producción por falta de
materia prima causado por problemas con los proveedores o por la mala
planificación.
4

LIMITACIONES
Algunas de las limitaciones que tuvimos a la hora de realizar este proyecto fue
coincidir en los horarios de los supervisores de planta para la recolección de los
datos ya que en su mayoría se encontraban fuera del país y se tuvo que hacer las
entrevistas o preguntas vía correo electrónico, limitándonos así de la rapidez en la
que podríamos obtener dichos datos, igualmente la empresa cuenta con una serie
de restricciones para brindar datos económicos acerca de sus costos por adquirir
materia prima, esta limitación logro ser evadía gracias al entendimiento por parte
de la gerencia y mediante una explicación detallada del objetivo general de este
proyecto, se llegó a un acuerdo de beneficiar directamente a la empresa mediante
nuestro análisis desarrollado y al mismo tiempo poniendo a prueba los análisis
hechos, sin embargo obtuvimos limitaciones de información ya que la empresa no
cuenta con el registro de algunos costos importantes que necesitábamos tener
para este proyecto lo cual nos llevo a usar supuestos en algunos modelos
empleados.
MÉTODOLOGIA
En el presente proyecto pretendemos cumplir nuestro objetivo principal es cual es
Analizar y evaluar los métodos actuales utilizados por la empresa en el control de
inventarios y pronósticos de los mismos, con el fin de satisfacer las necesidades y
buscar la mejora continua de la empresa. Para ello aplicaremos herramientas de
ingeniería, como el análisis ABC, 123 y αβγ, promedio móvil ponderado (PMP) y
además el EOQ para poder analizar las causas que perjudican el control del
inventario que tiene la empresa actualmente. El EOQ analizará toda la palanquilla
por igual sin importar el tipo ya que por características propias del proyecto
decidimos emplearlo así, logrando concretar soluciones que ayuden a eliminar o
disminuir las fallas que se encuentren. Primeramente, con la guía de actividades,
(ver anexo 1), se dio inicio al presente proyecto, preguntando un poco sobre
problemas existentes en la parte de inventarios
5
REVISIÓN DE LITERATURA
Proceso: Es un conjunto de actividades o eventos (coordinados u organizados)
que se realizan o suceden bajo ciertas circunstancias con un fin determinado.
Producción: La producción es la actividad económica que aporta valor agregado
por creación y suministro de bienes y servicios, es decir, consiste en la creación
de productos o servicios y, al mismo tiempo, la creación de valor.
Métodos: Modo ordenado y sistemático de proceder para llegar a un resultado o
fin determinado: las investigaciones científicas se rigen por el llamado método
científico, basado en la observación y experimentación, recopilación de datos y
comprobación de las hipótesis
Herramientas: Son todos los sistemas, aplicaciones, controles, soluciones de
cálculo, metodología, etc., que ayudan a la gestión de una empresa.
Materia Prima: Se conocen como materias primas a la materia extraída de la
naturaleza y que se transforma para elaborar materiales que más tarde se
convertirán en bienes de consumo. Las materias primas que ya han sido
manufacturadas pero todavía no constituyen definitivamente un bien de consumo
se denominan productos semielaborados, productos semiacabados o productos
en proceso, o simplemente materiales.
Lámina: En ingeniería estructural, una lámina es un elemento estructural que
geométricamente es una superficie, llamada superficie media, a la que se añade
un cierto espesor, de tal manera que este espesor sea pequeño comparado con
las dimensiones de la lámina y a su vez pequeña comparada con los radios de
curvatura de la superficie.
Acero: Es la denominación que comúnmente se le da en ingeniería metalúrgica a
una aleación de hierro con una cantidad de carbono
6

Lingote: Se le llama lingote o palanquilla a las barras de acero que se utilizan en
los procesos de laminación en caliente, cuyas barras se transforman mediantes
esfuerzos físicos hasta obtener diámetros solicitados.
Análisis ABC: Se una metodología mediante la cual los materiales se clasifican
en tres categorías de acuerdo a su valor monetario.
Análisis 123: Es una metodología mediante la cual la utilización de materiales
puede generar algún aspecto crítico que no tiene que ver en forma directa con
aspectos de índole económica
Análisis αβγ: Es la combinación del Análisis ABC y del Análisis 123.
Modelo EOQ: Modelo básico de cantidad económica del periodo económico
utilizado para considerar los costos de mantenimiento de inventario y los costos
de pedido de los mismos.
Promedio Móvil Ponderado: Es un modelo de media móvil que incorpora algún
peso a la demanda anterior distinto a un peso igual para todos los periodos
anteriores bajo consideración.
7

SITUACIÓN ACTUAL
Historia de la organización
Antiguamente existía una empresa llamada Laminadora ubicada en Colima de
Tibás en los años 1970 a 1980 aproximadamente, esta empresa inicia con lo que
se conoce como el proceso de laminación en caliente, en esos años Laminadora
era la única empresa dedicada a la fabricación de productos de acero como
varillas, angulares únicamente, por la tecnología de esos años la producción era
muy limitada obteniendo producciones de 100 mil toneladas por año, conforme
pasaron los años la organización encargada la cual era los Pujol-Martí se dieron
a la tarea de crear una planta más grande y con más capacidad productiva la cual
está ubicada en Anita Grande de Jiménez y también llamada Laminadora, esta
planta dio inicios de producción en el año 2002-2003 obteniendo una capacidad de
producción de 300 mil toneladas de acero por año aproximadamente, en el año
2006 el grupo Arcelor-Mirtal, dueños de más de 300 plantas a nivel mundial
dedicadas al mismo principio transformación de acero, compró el total de las
acciones al grupo Pujol-Martí, pasando a ser actualmente ArcelorMittal,
normalmente las personas la conocen como la antigua Laminadora por cariño a
las personas que les dio origen a esta fábrica, esta empresa actualmente abastece
al mercado nacional e internacional teniendo presencia en los mercados del
Caribe, y Centro América, cuenta con 120 empleados y labora en dos turnos de
aproximadamente de 8 a 12 horas por día, actualmente el grupo ArcelorMittal
cuenta con dos plantas en Costa Rica las cuales son , la que está ubicada en
Anita Grande de Jiménez llamada Laminadora y la que está en Caldera, esta se
dedica a los productos trefilados como clavos , grapas, tubo galvanizado, malla
electro soldada entre otros.
Arcelor Mittal Costa Rica en la actualidad es una organización constituida por dos
empresas; Laminadora costarricense S.A ubicada en Jiménez de guápiles y
Trefilería colima ubicada en Caldera Puntarenas, estas dos son las líderes en la
fabricación de aceros largos y trefilados en el país.
8
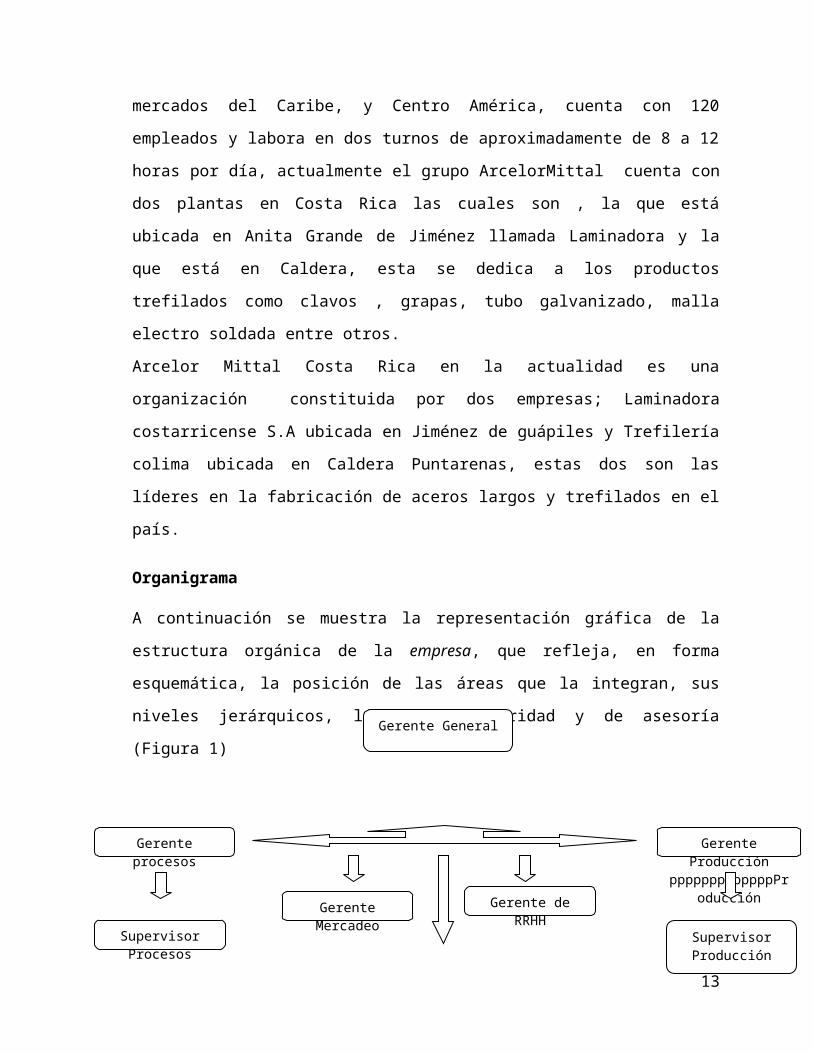
Organigrama
A continuación se muestra la representación gráfica de la estructura orgánica de la
empresa, que refleja, en forma esquemática, la posición de las áreas que la
integran, sus niveles jerárquicos, líneas de autoridad y de asesoría (Figura 1)
Figura 1. Organigrama de Empresa Arcelor Mittal.
Productos
En la planta ubicada en Guápiles se fabrican productos como varilla, Vigas U e I y
angulares, pletinas, todos estos en gran cantidad de espesores. En la planta
ubicada en Caldera se fabrica mayas electro soldadas, clavos, tachuelas y
alambre de púas.
Mercado
Los productos de estas dos organizaciones cumplen con toda la demanda de todo
el mercado interno y gran parte de centro América abarcando países como
Guatemala, Honduras, El salvador, Nicaragua y Panamá.
9
Gerente Producción pppppppppppppProdu
cción
Gerente procesos
Supervisor Procesos Supervisor Producción
Gerente Mercadeo Gerente de RRHH
Gerente Mantenimiento
Supervisor Mantenimiento
Gerente General
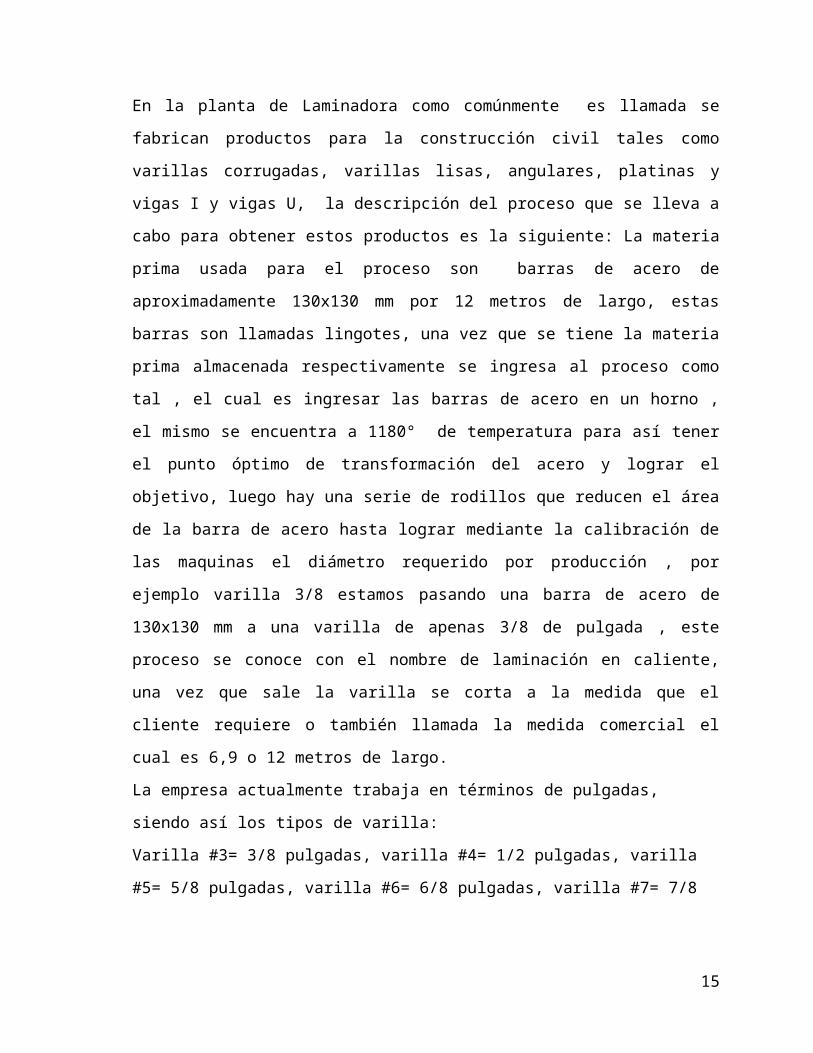
Proceso productivo
En la planta de Laminadora como comúnmente es llamada se fabrican productos
para la construcción civil tales como varillas corrugadas, varillas lisas, angulares,
platinas y vigas I y vigas U, la descripción del proceso que se lleva a cabo para
obtener estos productos es la siguiente: La materia prima usada para el proceso
son barras de acero de aproximadamente 130x130 mm por 12 metros de largo,
estas barras son llamadas lingotes, una vez que se tiene la materia prima
almacenada respectivamente se ingresa al proceso como tal , el cual es ingresar
las barras de acero en un horno , el mismo se encuentra a 1180° de temperatura
para así tener el punto óptimo de transformación del acero y lograr el objetivo,
luego hay una serie de rodillos que reducen el área de la barra de acero hasta
lograr mediante la calibración de las maquinas el diámetro requerido por
producción , por ejemplo varilla 3/8 estamos pasando una barra de acero de
130x130 mm a una varilla de apenas 3/8 de pulgada , este proceso se conoce con
el nombre de laminación en caliente, una vez que sale la varilla se corta a la
medida que el cliente requiere o también llamada la medida comercial el cual es
6,9 o 12 metros de largo.
La empresa actualmente trabaja en términos de pulgadas, siendo así los tipos de
varilla:
Varilla #3= 3/8 pulgadas, varilla #4= 1/2 pulgadas, varilla #5= 5/8 pulgadas, varilla
#6= 6/8 pulgadas, varilla #7= 7/8 pulgadas, varilla #8= 1 pulgada, varilla #9= 1 1/8
pulgadas
Varilla #10 = 1 1/4 pulgadas. Varilla # 11= 1 3/8 pulgadas.
10

Crecimiento
Esta corporación Arcelor Mittal a nivel mundial tiene grandes objetivos y metas
que se realizan según la alta gerencia, una de las principales visiones que tiene la
corporación a nivel mundial es ser lideres en el mercado del país donde están
instaladas, ser competitivamente poderosos de tal manera que se cumplan las
necesidades del cliente con productos de alta calidad y que cumplan con todas las
normativas correspondientes, con sus diferentes plantas ubicadas en más de 60
países, Arcelor Mittal Costa Rica como se denomina en nuestro país, tiene una
serie de proyectos a mediano y largo plazo de tal forma que ayudan al
acondicionamiento continuo en el mercado debido a la alta importación de
productos similares a los que fabrica la empresa, la misma ha crecido y se ha
dado a conocer en el medio como una empresa que cumple con la calidad de sus
productos dado esto a la importancia crítica que tienen en la obra gris de una
construcción.
Como principales proyectos que tiene la empresa a corto plazo en nuestro país es
dar accesoria técnica acerca de las resistencias mecánicas de los productos en
las construcciones, este proyecto fue planteado por el gerente general de
mercadeo externo ya que la idea surgió a raíz de una reunión gerencial en la cual
salió a relucir la competitividad que enfrenta actualmente Arcelor Mittal y la
necesidad de innovar con algo que las demás empresas que están tratando de
incorporarse al mercado nacional no ofrecen a sus clientes , de ahí se origino este
proyecto , el cual consiste en tener a un ingeniero a cargo del puesto de asesor
técnico en la parte mecánica de resistencias de aceros laminados, el objetivo
principal de la creación de este puesto es dar soporte en información sobre los
productos que vende la empresa a sus clientes principalmente manteniendo así la
satisfacción de los mismos en una área que no se tomaba en cuenta a la hora de
vender el producto, esto consiste por ejemplo el ICE, es uno de los principales
clientes a nivel nacional, para la construcciones de todas las represas
hidroeléctricas que tiene el ICE, como proyectos a futuro o corto plazo cuenta con
el soporte técnico de Arcelor Mittal acerca de las resistencias del acero a grandes
presiones, allí es donde entra el objetivo principal del proyecto de la empresa, el
11

ingeniero a cargo de dar el soporte técnico les brinda los cálculos
correspondientes con ecuaciones donde se demuestra las diferentes resistencias
que pueden tener los productos a emplearse en la represa y el grado de fallo que
podrían tener, al igual el margen de productos que se pueden utilizar para que los
ingenieros del ICE tengan una gama de opciones en donde queda a criterio de
ellos las recomendaciones que hace el proveedor del producto en este caso
Arcelor Mittal, además la empresa tiene como metas en nuestro país ser líderes
del mercado nacional con productos de calidad y con un buen precio, mantener a
los clientes existentes e incorporar nuevos clientes externos e internamente en
nuestro país. Generalmente cuando en Arcelor Mittal se habla de crecimiento se
relaciona directamente con el proceso ya que la planta cuenta con una maquinaria
moderna que ha sufrido modificaciones principalmente por los requerimientos del
mercado principalmente de los clientes externos que solicitan nuevos productos
con dimensiones nuevas para la empresa, es allí donde el crecimiento de la
empresa es continuo, anteriormente cuando un cliente externo pedía un producto
que no estaba en el repertorio de la empresa la misma le decía que no al cliente,
esto ocurría en los inicios de operación de la empresa, actualmente hay un
departamento a cargo llamado procesos que tiene como objetivo innovar y crear
esos productos que los clientes solicitan manteniendo la calidad de los mismos y
las dimensiones especificas que requiere el cliente, todo esto es parte del
crecimiento continuo que tienen Arcelor Mittal para mantenerse en el mercado y
satisfacer a sus clientes. Todo esto son inversiones que la empresa hace para
mejorar continuamente, el enfoque organizacional permite tener a su personal
capacitado, esto se toma como inversiones que hace la empresa para asegurar la
calidad de operación en todos sus departamentos, en infraestructura la empresa
no tiene proyectos ya que cuenta con una capacidad de instalaciones apropiadas
que amortiguan toda modificación que se haga dentro de la misma. En síntesis la
empresa tiene una visión en el futuro con metas realistas y proyectos ambiciosos
que les permite mantenerse en el mercado competitivamente.
12
Estrategia
Visión: Ser líder de mercado en América Central y contar con presencia en
mercado del Caribe siendo benchmarking de Arcelor Mittal en seguridad y gestión
de negocio.
Misión: comercializar competitivamente productos Arcelor Mittal enfocados en la
construcción civil, atravez de la gestión integral de los procesos, capitalizando las
sinergias con Arcelor Mittal mundial
Diagnóstico de situación actual
En el presente proyecto emplearemos herramientas de ingeniería que nos van a
permitir determinar el estado del manejo y control de los inventarios en el
departamento de materia prima de Arcelor Mittal y así mismo crear alternativas
que nos permitan hacer la mejora continua del departamento, para ello
utilizaremos el análisis ABC, 123, αβγ, promedio móvil ponderado (PMP) y el
modelo EOQ ( Costo de mantenimiento de inventario y costo de pedido ), con
estas herramientas determinaremos la criticidad de la materia prima implicada en
el proceso productivo, cuál de los tipos de lingote es el que se debe tener más
control ya que es el más consumido por el proceso y de allí partir con el modelo
EOQ basado en el tipo de lingote de consumo masivo que tiene actualmente la
planta ya que sería el enfoque del proyecto sin dejar de lado los demás tipos de
lingote, este análisis se basa en el presente año ya que decidimos tomar datos
actuales para ser más precisos, en el anexo número 2 se muestra el programa de
producción para el mes de febrero del presente año, a partir de este plan de
producción nace el análisis del proyecto, antes de comenzar a emplear las
herramientas, analizamos el plan de producción y hicimos la distribución de
palanquillas que va tener el presente mes , porque en el programa de producción
solo viene los tipos de productos que se van hacer pero en la siguiente tabla se
muestra la distribución del lingote a lo largo del mes de febrero, a continuación la
tabla de distribución de palanquillas para el mes de Febrero
13

Tipos de lingote 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 17 18 19 20 21 22 23 24 25 26 27 28 29
A 36
A 706
A615Total de tonelaje para el mes de Febrero 13025 toneladas
Mes de FebreroTotal de toneladas
1875
8020
3130
Tabla número 1. Distribución de lingotes en el programa de producción.
Gracias a esta información obtenida y analizada de acuerdo al programa de
producción y a la distribución de lingotes en el presente mes, se muestra a
continuación el análisis del costo que conlleva estas materias primas para la
empresa, resaltando que es el costo del mes de febrero del presente año.
Costo toal de materia prima8,752,800$
Costo x tonelada
672.00$ 672.00$ 672.00$
Tipos de lingote
A36 A706A615
Costo total x mes
1,260,000$ 5,389,440$ 2,103,360$
Toneledas requeridas
187580203130
Tabla número 2. Costos de materia
Con esta información damos inicio al análisis y elaboración de las primeras
herramientas, tomando en cuenta todos los datos disponibles por parte de la
empresa, a continuación se muestra el análisis de la clasificación ABC.
14
Clasificación ABC
und de medidaCosto x unidad
Demanda mensualCostos x
demanda %
Utilización
Ton $672.00 1875 $1,260,000 14.4%Ton $672.00 8020 $5,389,440 61.6%Ton $672.00 3130 $2,103,360 24.0%
13025 $8,752,800 100.0%Totales
Tipo de lingote
A 36A706A 615
Tabla número 3. Demanda del mes de Febrero.
A continuación se representa la clasificación ABC, en donde los lingotes tipo A
serán aquellos cuya inversión es la más alta, los lingotes tipo B se encuentran en
una posición intermedia, y los lingotes tipo C serán los de inversión más baja.
und de medidaCosto x unidad
Demanda mensualCostos x
demanda %
Utilización
% Utilización acumulada
Clasificación
Ton $672.00 8020 $5,389,440 61.6% 61.6% A
Ton $672.00 3130 $2,103,360 24.0% 85.6% B
Ton $672.00 1875 $1,260,000 14.4% 100.0% C
13025 $8,752,800 100.0%Totales
Tipo de lingote
A706
A 615
A 36
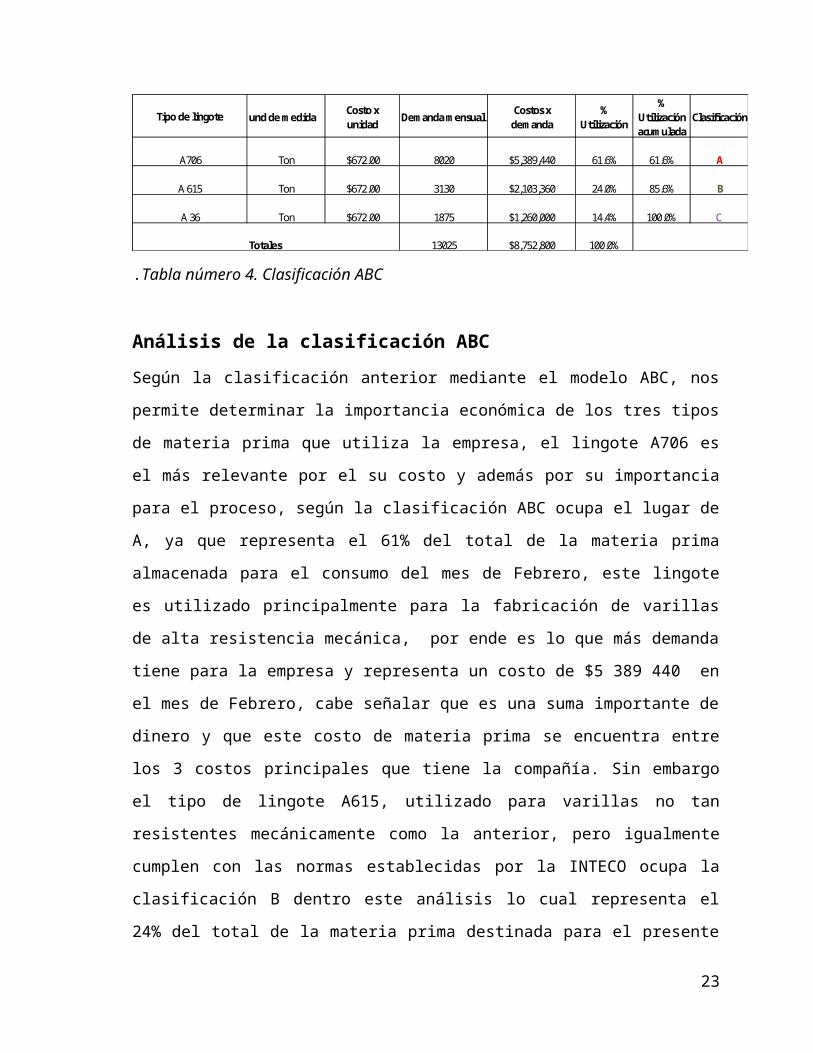
.Tabla número 4. Clasificación ABC
Análisis de la clasificación ABC
Según la clasificación anterior mediante el modelo ABC, nos permite determinar la
importancia económica de los tres tipos de materia prima que utiliza la empresa, el
lingote A706 es el más relevante por el su costo y además por su importancia para
el proceso, según la clasificación ABC ocupa el lugar de A, ya que representa el
61% del total de la materia prima almacenada para el consumo del mes de
Febrero, este lingote es utilizado principalmente para la fabricación de varillas de
alta resistencia mecánica, por ende es lo que más demanda tiene para la
empresa y representa un costo de $5 389 440 en el mes de Febrero, cabe señalar
que es una suma importante de dinero y que este costo de materia prima se
15

encuentra entre los 3 costos principales que tiene la compañía. Sin embargo el
tipo de lingote A615, utilizado para varillas no tan resistentes mecánicamente
como la anterior, pero igualmente cumplen con las normas establecidas por la
INTECO ocupa la clasificación B dentro este análisis lo cual representa el 24% del
total de la materia prima destinada para el presente mes y equivale en un costo de
$2 103 360, claramente se nota la diferencia entre la clasificación A y la B donde
hay aproximadamente $3 millones de allí la contundente posición A para el
anterior tipo de materia prima, finalmente la clasificación C la obtiene el tipo de
lingote A36, equivale cerca del 14 % del total de inventario destinado para el mes
de Febrero, esta materia prima equivale a un costo de $1 260 000 a diferencia de
los materiales tipo A y B es de bajo costo para la empresa pero altamente costoso
por lo que significa esta cantidad de dinero.
A continuación algunas reseñas importantes para la clasificación dada
anteriormente:
Materiales tipo A
Se debe tener un control estricto de inventario ya que un exceso de materia prima
genera una cantidad importante de millones de colones al mes que están lo que
llamamos estancados y por la alta variabilidad del precio del acero se puede ver
incurrida la empresa en pérdidas millonarias, por ejemplo el mes anterior el precio
por tonelada estaba a $600, según el encargado de costos de Arcelor Mittal, un
mes después (Febrero) el precio por tonelada esta a $672, esto quiere decir que
no existe una estabilidad en el precio y que de pronto se puede caer y las
bodegas pueden quedar llenas de materia prima de alto costo, lo cual es una
pérdida económica muy grande. Con esta clasificación A se debe conocer
previamente el programa de producción del mes siguiente para hacer un pedido
acorde con la cantidad de toneladas que se van a producir usando este tipo de
lingote, ya que son muchos millones de colones los que están almacenados y una
mala planificación puede provocar un sobrante o faltante de esta materia prima.
Como medidas preventivas se debe tomar un método de pronóstico que se ajuste
al sistema de producción para tener un dato respaldado mediante un modelo de
16

ingeniería, ya que actualmente la empresa no cuenta con ningún procedimiento a
seguir de compra de esta materia prima determinada en la clasificación como A,
cabe señalar que en ocasiones la empresa ha perdido millones de colones por
caer en las famosas ofertas que le hacen los proveedores y por ganarse unos
dólares de más, al final del mes de producción se dan cuenta que las bodegas
están llenas y que el precio del acero bajo considerablemente, esto conlleva a
que se tenga que producir con esa materia prima de alto costo y vender a precio
bajo, en otras palabras pérdidas económicas, de allí la importancia de mantenerle
un estricto control a este tipo de lingote A 706.
Clasificación B
El tipo de lingote A 615 ocupa la clasificación B, algunas recomendaciones que se
pueden tomar en cuenta para esta categoría es que al tener un costo mucho más
bajo con respecto al material tipo A, pero a su vez representa una inversión de $ 2
103 360, que es una importante cantidad de dinero pero mucho más baja que la
anterior, la empresa debe considerar en este caso esas ofertas que le hacen los
proveedores ya que al incurrir en un costo medio, la empresa puede crear un
margen de inventario que no va ser exceso, simplemente mediante un análisis de
costo-beneficio se puede determinar con la implementación de una herramienta de
ingeniería por ejemplo el EOQ o el descuento por volumen de pedido que muestre
los costos que conllevan tener esas palanquillas de más en el inventario pero
aprovechando el precio de compra, de esta manera se puede crear un beneficio
siempre y cuando se le de seguimiento y analizando todas las variables implicadas
en este tipo de material B, ya que representa el 24% del total de la producción.
17
Clasificación C
La materia prima ubicada como categoría C, es de bajo costo con respecto a las
dos anteriores, tiene un costo de $ 1 260 000, por su precio se puede mantener un
mínimo de inventario siempre y cuando hayan producciones que requiera de este
lingote, para la compañía esta materia prima no es de importancia económica
porque se maneja poco volumen de inventario y así su costo es menor a
comparación de los otros dos tipos d lingote.
Análisis de la Clasificación 1, 2,3 y αβγ
A continuación se presenta la tabla con las clasificaciones correspondientes.
und de
medida
Costo x unidad
Demanda mensual
Costos x demanda
% Utilización
% Utilización acumulada
A,B,C
1,2,3αβγ
Ton $672.00 8020 $5,389,440 61.6% 61.6% A 1 α
Ton $672.00 3130 $2,103,360 24.0% 85.6% B 2 β
Ton $672.00 1875 $1,260,000 14.4% 100.0% C 3 γ
13025 $8,752,800 100.0%
A 36
Totales
Tipo de lingote
A706
A 615
Tabla 4, clasificaciones 1, 2,3 y αβγ
Analizando los datos correspondientes de la tabla anterior nos damos cuenta que
la clasificación 1 y α es para el tipo de lingote A706, el cual es de suma prioridad
para el proceso productivo de la empresa, un faltante del mismo provocaría paros
importantes en la línea por lo que se debe manejar un estricto control sobre el
inventario que se maneja en de este lingote, como clasificación 2 o β tenemos el
tipo de lingote A615 que en menor proporción comparándolo con el tipo de lingote
anterior es importante para el proceso pero un faltante del mismo no provocaría
paros en la línea ya que se maneja poco tonelaje de este tipo, sin embargo no lo
18
podemos descuidar ya que ocupa una importancia en el proceso para productos
especiales que no se pueden descuidar, por ultimo en la clasificación 3 o γ
tenemos el tipo de lingote A 36, usado únicamente para los llamados perfiles
(angulares, vigas, pletinas) este lingote no tiene importancia significativa en el
proceso ya que son productos contra pedidos, lo cual permite a la empresa ubicar
la fecha de entrega a conveniencia del cliente y así da un margen a que llegue el
pedido del lingote ya que no se maneja inventario de este tipo, en la fabrica por el
bajo tonelaje que representa la producción de perfiles en los meses de producción
un faltante no pararía la línea no obstante se debería mantener un margen de
seguridad para evitar que causas externas provoquen faltantes en las bodegas de
la empresa ya que en ocasiones por ser poco tonelera los proveedores no mandan
la cantidad solicitada y la empresa tienen que esperar meses para recibir el
pedido.
Análisis promedio móvil ponderado
Historial de producción en toneladas periodo 2003-2011.
MUESTRA DE LA PRODUCCION MES A MES PERIODO2003 -2011
MESAÑOS
2003 2004 2005 2006 2007 2008 2009 2010 2011
JAN 8581 7888 11021 7512 17001 13449 13695 17387 14687
FEB 1280 4693 7949 15010 19043 28550 19539 10880 11281
MAR 5602 12557 5090 16896 20083 25266 13695 10817 17917
ABR 13350 7888 7714 4862 16722 26627 12148 12101 16295
MAY 11891 13315 3634 22001 13575 26380 12451 15317 19384
JUN 16365 3233 7417 24339 13550 28226 7132 14842 10961
JUL 8581 12409 13960 25048 10152 28086 10147 14508 13616
AGO 8581 6304 2054 16958 18027 23347 13695 12282 21259
SET 8581 10971 6506 22545 20396 17739 17403 10591 14687
OCT 8917 4429 12451 15652 27656 3609 11556 12282 14915
NOV 6338 4594 7900 22440 26142 22128 19183 9942 11120
DEC 4905 6372 9103 9489 11036 22128 13695 6432 10118
Total Producido
102972 94653 94799 202752 213383 265535 164339 147381 176240
Promedio 8581 7888 7900 16896 17782 22128 13695 12282 14687
19
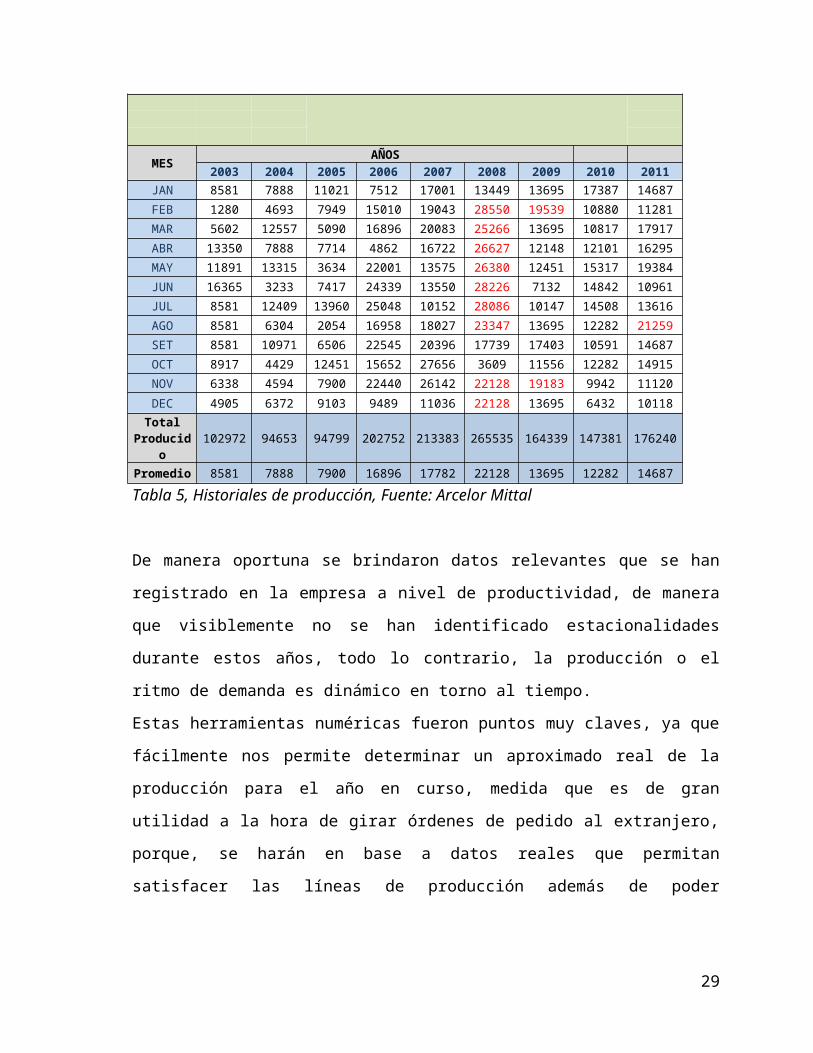
Tabla 5, Historiales de producción, Fuente: Arcelor Mittal
De manera oportuna se brindaron datos relevantes que se han registrado en la
empresa a nivel de productividad, de manera que visiblemente no se han
identificado estacionalidades durante estos años, todo lo contrario, la producción o
el ritmo de demanda es dinámico en torno al tiempo.
Estas herramientas numéricas fueron puntos muy claves, ya que fácilmente nos
permite determinar un aproximado real de la producción para el año en curso,
medida que es de gran utilidad a la hora de girar órdenes de pedido al extranjero,
porque, se harán en base a datos reales que permitan satisfacer las líneas de
producción además de poder mantenerse en la empresa un stock idóneo para
algún tipo de eventualidad inesperada.
La forma a proceder, fue con base a los últimos 4 historiales (2008-2011) con los
cuales se pudo hacer una estimación de producción mensual para este 2012,
implementándoles un peso de 0.40 a los meses de año 2011, 0.30 a los meses del
año 2010, 0.20 a los meses del año 2009 y 0.10 a los meses del año 2008;
preparando de manera colectiva y constructiva a los encargados de girar los
pedidos al extranjero mensualmente, disminuyendo considerablemente así
cualquier tipo de error en cuanto a faltantes y sobrantes cuantiosos de materiales.
Según el análisis del promedio móvil ponderado, observamos que el
comportamiento de los últimos dos años 2010 y 2011 tienen una tendencia similar
a lo producido mes a mes, (mostrado en la tabla anterior) , con diferencias no muy
significantes al tonelaje producido, cabe resaltar que esta herramienta nos permitió
establecer una comparación del comportamiento que tuvo la compañía en los
últimos tres años donde los resultados son favorables ya que comparándolos con
el pronóstico que se estima para este año 2012 la probabilidad de acertar es
máxima por ende el objetivo principal de aplicar este PMP, la idea fue establecer
una parámetro que tome en cuenta el comportamiento pasado de las
producciones para determinar cuál sería el posible comportamiento para el
presente año.
20

PRODUCCION CONTABILIZADA MUESTRA DE L APRODUCCION MES A MES PERIODO
2008-2011
Proyección 2012
MES PERIODO PMP (0,40,0,30,0,20,0,10)2008 2009 2010 2011
JAN 13449 13695 17387 14687 15175
FEB 28550 19539 10880 11281 14539
MAR 25266 13695 10817 17917 15678
ABR 26627 12148 12101 16295 15241
MAY 26380 12451 15317 19384 17477
JUN 28226 7132 14842 10961 13086
JUL 28086 10147 14508 13616 14637
AGO 23347 13695 12282 21259 17262
SET 17739 17403 10591 14687 14307
OCT 3609 11556 12282 14915 12323
NOV 22128 19183 9942 11120 13480
DEC 22128 13695 6432 10118 10929
Total Producido 265535 164339 147381 176240 174132
Promedio 22128 13695 12282 14687 14511
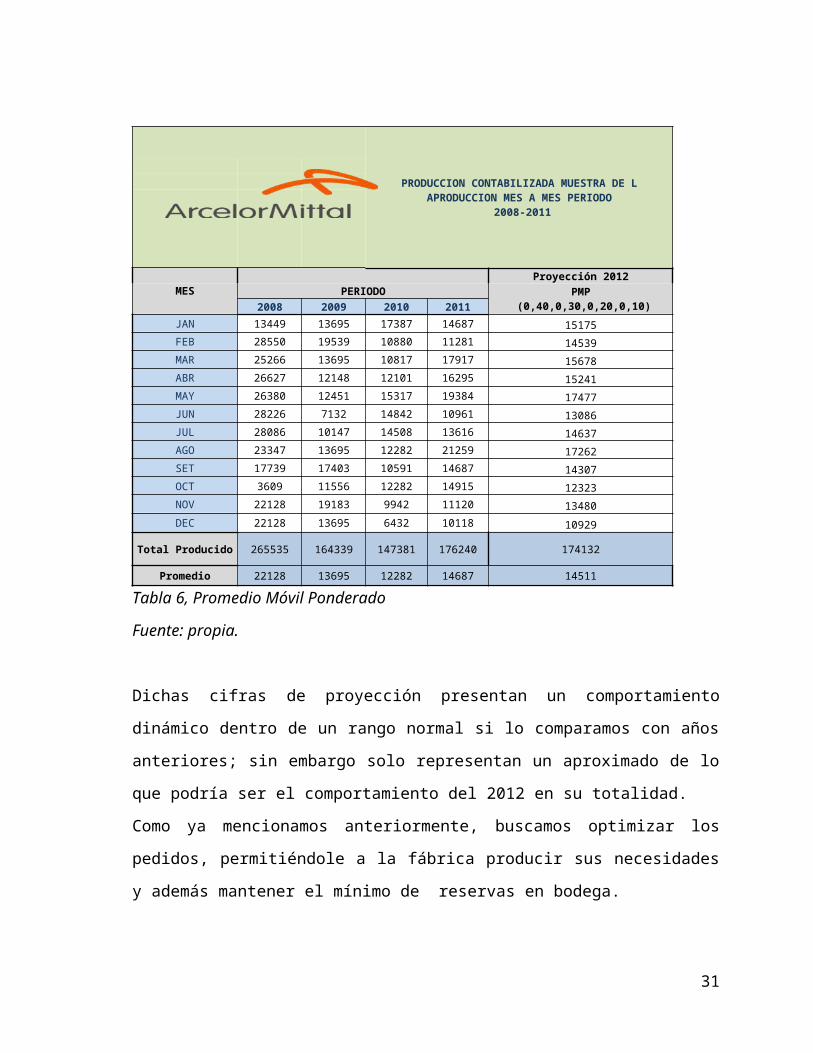
Tabla 6, Promedio Móvil Ponderado
Fuente: propia.
Dichas cifras de proyección presentan un comportamiento dinámico dentro de un
rango normal si lo comparamos con años anteriores; sin embargo solo
representan un aproximado de lo que podría ser el comportamiento del 2012 en su
totalidad.
Como ya mencionamos anteriormente, buscamos optimizar los pedidos,
permitiéndole a la fábrica producir sus necesidades y además mantener el mínimo
de reservas en bodega.
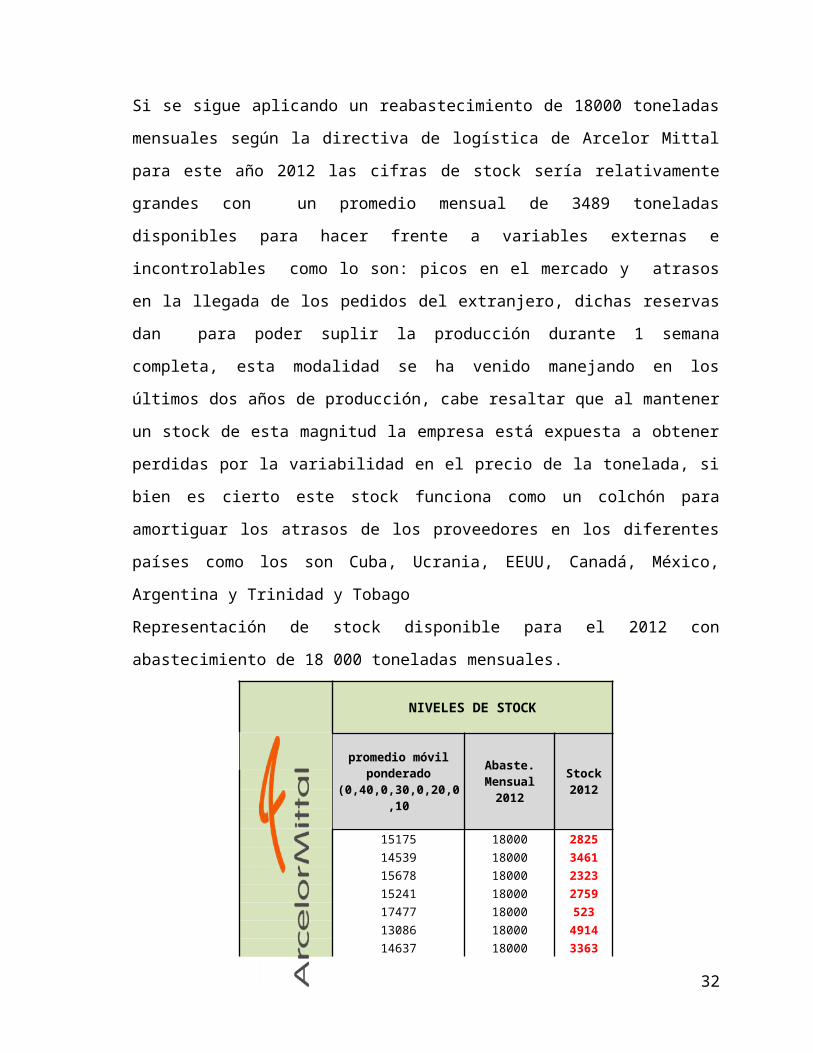
Si se sigue aplicando un reabastecimiento de 18000 toneladas mensuales según
la directiva de logística de Arcelor Mittal para este año 2012 las cifras de stock
sería relativamente grandes con un promedio mensual de 3489 toneladas
disponibles para hacer frente a variables externas e incontrolables como lo son:
21

picos en el mercado y atrasos en la llegada de los pedidos del extranjero, dichas
reservas dan para poder suplir la producción durante 1 semana completa, esta
modalidad se ha venido manejando en los últimos dos años de producción, cabe
resaltar que al mantener un stock de esta magnitud la empresa está expuesta a
obtener perdidas por la variabilidad en el precio de la tonelada, si bien es cierto
este stock funciona como un colchón para amortiguar los atrasos de los
proveedores en los diferentes países como los son Cuba, Ucrania, EEUU,
Canadá, México, Argentina y Trinidad y Tobago
Representación de stock disponible para el 2012 con abastecimiento de 18 000
toneladas mensuales.
NIVELES DE STOCK
promedio móvil ponderado
(0,40,0,30,0,20,0,10
Abaste. Mensual 2012
Stock 2012
15175 18000 2825
14539 18000 3461
15678 18000 2323
15241 18000 2759
17477 18000 523
13086 18000 4914
14637 18000 3363
17262 18000 738
14307 18000 3693
12323 18000 5677
13480 18000 4520
10929 18000 7071
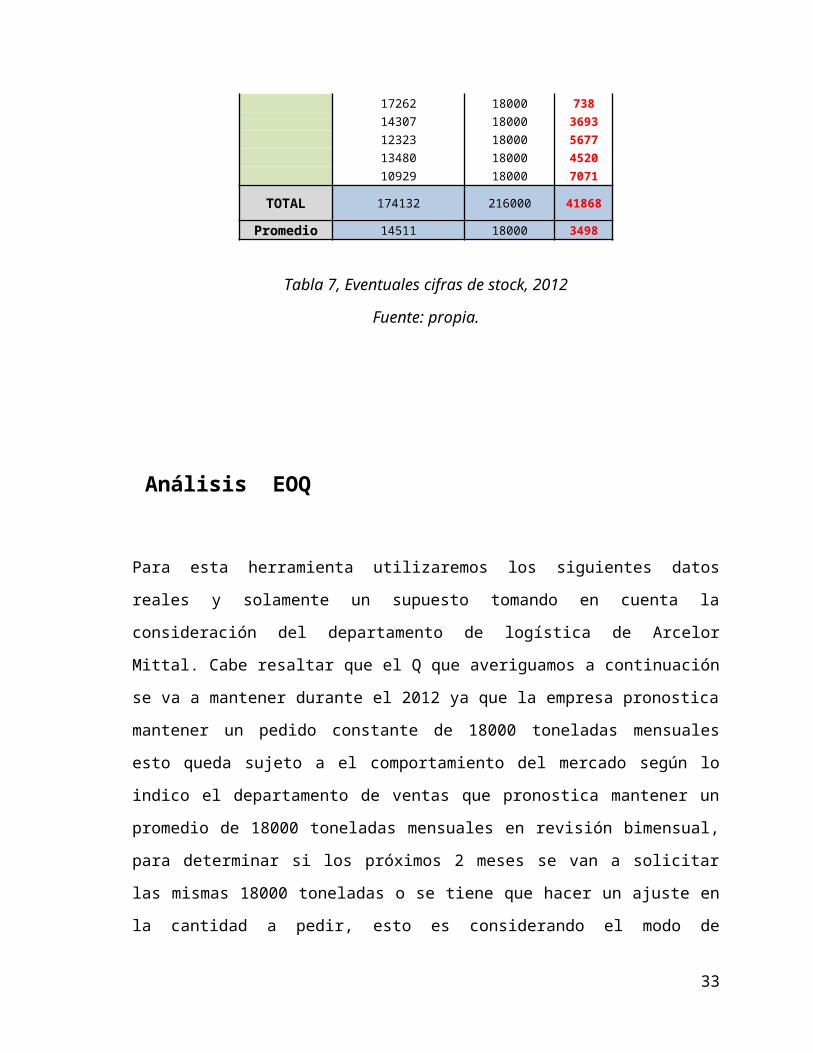
TOTAL 174132 216000 41868
Promedio 14511 18000 3498
Tabla 7, Eventuales cifras de stock, 2012
Fuente: propia.
22
Análisis EOQ
Para esta herramienta utilizaremos los siguientes datos reales y solamente un
supuesto tomando en cuenta la consideración del departamento de logística de
Arcelor Mittal. Cabe resaltar que el Q que averiguamos a continuación se va a
mantener durante el 2012 ya que la empresa pronostica mantener un pedido
constante de 18000 toneladas mensuales esto queda sujeto a el comportamiento
del mercado según lo indico el departamento de ventas que pronostica mantener
un promedio de 18000 toneladas mensuales en revisión bimensual, para
determinar si los próximos 2 meses se van a solicitar las mismas 18000 toneladas
o se tiene que hacer un ajuste en la cantidad a pedir, esto es considerando el
modo de pronostico que utiliza la empresa actualmente, para nuestro EOQ, vamos
a tomar la demanda de 18000 toneladas mensuales para todos los meses del
2012. A continuación los datos empleados en el EOQ.
$672 0,004%$200
18000 ton7 dias
Supestos utilizadosCosto de mantener
Datos realesCosto por toneladaCosto de ordenar
Demanda mensualTiempo de entrega
Tabla 8, información para el EOQ; fuente Arcelor Mittal.
Con estos datos dimos inicio al cálculo del EOQ para el año 2012 que se muestra a
continuación.
Cantidad a ordenar:
Q =
Q = 16366 toneladas.
Punto de reorden: 18000*7 / 30 = 4200 toneladas
23
Para este EOQ se toma en cuenta que la empresa solamente pide una vez al mes
la cantidad de 18000 toneladas. Analizando los resultados que deja la ecuación la
cantidad optima de pedido es de 16366 toneladas mensuales y el punto de
reorden es de 4200 toneladas, esto quiere decir que cuando en stock quede esta
cantidad de tonelaje se tiene que mandar a pedir al proveedor tomando en
consideración los días que dura el barco en atracar al país, por lo general los
proveedores rondan de 7 a 14 días en duración a entregar la materia prima,
seguidamente compararemos los resultados del promedio móvil ponderado (PMP)
contra el EOQ y el pronóstico actual de 18000 toneladas mensuales por Arcelor
Mittal, a continuación se muestra a tabla de comparación entre los diferentes
pronósticos de demandas.
Tabla 9, comparación de pronósticos. Fuente propia.
24
Recomendaciones estratégicas Para control de Materiales de Acerlor-Mittal 2012
Period
osPromedio
Móvil Ponderado
(0, 40, 0, 30, 0, 20,0,10
EOQ Estimado
Pronostico De Acerlor
Mittal
Enero 15175 16366 18000
Febrero 14539 16366 18000
Marzo 15678 16366 18000
Abril 15241 16366 18000
Mayo 17477 16366 18000
Junio 13086 16366 18000
Julio 14637 16366 18000
Agosto 17262 16366 18000
Setiembre 14307 16366 18000
Octubre 12323 16366 18000
Noviembre 13480 16366 18000
Diciembre 10929 16366 18000
Period
osPromedio
Móvil Ponderado
(0, 40,0,30,0,200, 10
EOQ Estimado
Pronostico De Acerlor
Mittal

Teniendo en cuenta los resultados de la tabla anterior enfocándonos en el EOQ,
observamos que existe gran diferencia con respecto al pronóstico que hace
Arcelor Mittal para todos los meses con un dato de 18000 toneladas, y el promedio
móvil ponderado da una gama de resultados retadores que nos ponen a pensar
en la proximidad de la realidad con respecto a esta herramienta ya que en la tabla
se muestra la comparación que existe entre el PMP y el EOQ y solamente en los
meses de Mayo y Agosto sobrepasa el Q optimo calculado por el modelo,
analizando esta situación nos basamos en las revisiones que hace la empresa
bimensualmente de esta forma se podría ajustar el Q y no incurriríamos en un
faltante que pare la línea de producción, como futuros ingenieros es retador ver el
comportamiento de los datos y hacer el análisis correspondiente ya que con un
poco de seguimiento del desarrollo de este proyecto podríamos dar mejores y
más justas recomendaciones a la empresa para evitar al máximo el exceso de
inventario. Este Q que calculamos mediante la ecuación del modelo podría
ajustarse mes a mes dándole seguimiento al comportamiento de la demanda que
tendría este año 2012 y para el próximo año sería un pronóstico más concreto y
con mejores bases, es importante que la empresa seleccionada tome en
consideración estos resultados ya que en termino de 1 años estaríamos teniendo
un pronóstico mas real del comportamiento que tendría la materia prima en la
empresa.
Detalle de funcionamiento del proceso o área seleccionada
En el área de bodega de materia prima es el departamento que se encarga de
almacenar, descargar y controlar de manera cuantitativa los inventarios en Arcelor
Mittal, este departamento cuenta con un encargado quien es el responsable
directo de mantener la zona ordenada y de llevar los reportes actualizados sobre
cuantas palanquillas se consumen por turno, cuantas quedan y de acuerdo a esto
llevar paralelamente el programa de producción ya que para cada producto que se
fabrica en la planta existe una materia prima diferente, esta diferencia es química,
no visual porque los lingotes todos van a tener el mismo tamaño la variedad va ser
en la composición química por ejemplo para fabricar la varilla 3/8 que todos
25
conocemos se utiliza lingotes con la siguiente denominación A615 caso contrario
es para fabricar lo que se le llaman perfiles ( viga, pletinas y angulares ) para esta
gama de productos se usa el acero llamado A36, la diferencias que tienen
químicamente es por su composición de acuerdo a la cantidad de carbono que
tiene los lingotes así se emplea a la hora de programar la producción ya que no
todos los lingotes sirven para todos los productos esto se da por las pruebas que
se le hacen a los productos terminados, entre esas pruebas están las de tención ,
torsión y doblado, si el lingote es el adecuado de acuerdo a su composición
química estas pruebas muestran resultados satisfactorios y estos productos
pueden salir al mercado sin ningún problema, estas pruebas son estipuladas por
las normas de la INTECO quien es que regula las normas de peso, dimensiones ,
esfuerzos físicos y mecánicos de los productos de acero a nivel nacional. El área
de bodega de materia prima consta de su encargado y 4 personas más quienes
son los que descargan la materia prima del tren, cabe resaltar en este caso los
barcos llegan al muelle de Moin o Limón centro y de allí los lingotes son cargados
y trasladados en tráiler o en tren, estos dos medios de transporte se dirigen a la
fabrica y pasan a ser descargados, contados y revisados de acuerdo al plan de
carga que lleva cada uno , esta revisión la hacen las personas del departamento
de materia prima ( bodega de lingote ) ya que es en este momento donde se debe
ir apartando los diferentes tipos de lingote para que no hayan errores a la hora de
seguir el plan de producción, recordando que visualmente todos los lingotes son
iguales y ante una confusión se puede dar un paro de la línea de producción ya
que el producto que se está produciendo con lingote erróneo simplemente es
chatarra, esto es pérdida para la empresa y un paro de la línea de
aproximadamente 4 a 5 horas por ende es que este control se hace una vez que
llega el tren o los camiones, cuando el personal identifica la composición química
del lingote recibido los estiban de una forma no planificada , mejor dicho donde
hay campo allí se colocan hasta después que pasa todos los camiones el gruero
se encargan de hacer nuevamente estos movimientos para reordenar el área, a
continuación vemos un diagrama de flujo donde se representa la secuencia de
acciones que se realizan con los lingotes de Arcelor Mittal.
26

Figura número 2. Diagrama de flujo del manejo de lingote.
Análisis de debilidades/oportunidades de mejora
El parte de bodega de materia prima es el departamento en el cual se va enfocar
este proyecto debido a situaciones que se han venido presentando a lo largo de
los últimos años,
Uno de los mayores problemas que se dan en este departamento es la mala
planificación de la compra de la materia prima, en este caso los lingotes de acero,
faltantes y excesos de inventarios son frecuentes en el departamento, todo esto se
da a raíz de una mala planificación de compra y se adjunta el motivo de que la
empresa no cuenta con un modelo de pronóstico para realizar los cálculos
pertinentes y así tener un aproximado de lo que se va a consumir de materia prima
en el mes de producción, cabe resaltar que se deben mejorar los siguientes
puntos.
27
Barcos llegan a los puertos de Limón y Moin
Coordinación con camioneros Coordinación con Incofer
Lingotes trasladados hasta la fábrica
Revisiones correspondientes
Conteo de lingote Revisión del plan de carga y de las propiedades químicas
Revisión de las longitudes del lingote
Distribución del material en la bodega de materia prima

Implementar el uso de un modelo de pronóstico que se ajuste al tipo de
proceso para evitar excesos y faltantes de inventarios en el departamento.
Demarcar la zona de bodega de lingote para identificar los tipos de lingote
por estiba.
Realizar una distribución adecuada de movimientos para evitar que se esté
movilizando la materia prima constantemente.
Si se toman medidas correctivas para mejorar estos puntos indicados
anteriormente se lograrían resultados positivos ya que actualmente no se ha
hecho un análisis de esta situación que tiene la compañía, mediante este proyecto
vamos a implementar herramientas de ingeniería que permitan hacer una
comparación del pronostico que la empresa utiliza actualmente con el pronóstico
que vamos hacer para determinar cuánto margen de error presentan y así dar las
respectivas recomendaciones para que la empresa pueda optar a usarlo y así
estaremos atacando uno de los principales problemas que se dan en el
departamento, por parte de la demarcación y distribución de movimientos
tomamos unas fotografías de la bodega de materia prima ver anexo número 3
para mostrar la forma en la que esta demarcada actualmente la bodega de materia
prima.
28
Conclusiones de la situación actual
La forma en que la empresa hace los pronósticos de compra de lingotes
no tienen bases técnicas, lo hacen mediante formas rudimentarias en
base a criterios de encargados de ventas, sin tomar en cuenta la
producción real.
La empresa como tal no utiliza una herramienta formal que le permita
hacer los pronósticos correspondientes para calcular la producción y la
compra de los lingotes.
Con el empleo de esta técnica de mantener un cierto sobrante de
inventario la empresa está incurriendo en perdidas si tenemos en
consideración la variabilidad en el precio de la tonelada, por ejemplo si hay
un sobrante de 2000 toneladas a un precio de $700 y al mes siguiente por
la inestabilidad del precio baja a $600 la empresa está incurriendo en
pérdidas de aproximadamente $100 por tonelada, de allí es que se debe
de mejorar esta parte de manejo de sobrantes de inventario.
Como conclusión de la situación actual, se debe hacer un análisis de los métodos
que se están empleando para el manejo de inventario y tomando en consideración
los resultados de las herramientas de este proyecto proponer como futuras
recomendaciones a ser tomadas por parte del departamento de logística.
Estos puntos que fueron mencionados serán tratados con soluciones que se
adapten al tipo de proceso que tiene la empresa con respecto al manejo de su
materia prima, ya que actualmente no se ha hecho ningún análisis en el
29

departamento desde que la empresa comenzó a operar en el año 2002
aproximadamente.
30
Propuesta de valor, Solución al problema planteado
Los números obtenidos en los modelos aplicados (ordenamiento ABC - 1,2,3 -
αβγ, Promedio Móvil Ponderado y EOQ), nos han demostrado que el sistema
actual de reabastecimiento de los materiales que maneja Arcelor-Mittal es y
seguirá siendo perjudicial, ya que 18 000 toneladas mensuales no va hacer la
cantidad optima que le permita producir mensualmente sus productos, porque se
han llegado a señalar sobrantes en cantidades considerables, además no
permite que la empresa maneje un inventario favorable desde el punto de vista
económico ya que la variabilidad del precio por tonelada cambia radicalmente, son
dos eventualidades que representan riesgos considerables para la fabrica, por ello
la solución es usar modelos que enfoquen lo que aún no sucede pero que les sirva
como material de respaldo para actuar.
Con un modelo de clasificación ABC los encargados saben cuáles son sus
materiales de prioridad e importancia económica , a la vez sabrán cuanto y cuando
pedirlo para tenerlos a tiempo en sus líneas trabajándolos; con el modelo de
promedio móvil ponderado en base a producciones anteriores podrán percibir o
visualizar los comportamientos futuros de su negocio, conociendo cuales de sus
materias primas son clasificadas como 1,2 o 3 así crear planes estratégicos
(punto de reorden) para tener al alcance materia prima en disponibilidad una vez
que se presente la eventualidad inesperada (faltantes principalmente); con EOQ
optimizaran sus pedidos en cantidades más favorables económicamente, tomando
como punto de partida el promedio móvil ponderado que revela el posible
comportamiento de la producción del año; el EOQ cubrirá la demanda planteada y
a la vez permitirá a la empresa manejar recursos en disponibilidad (inventario de
seguridad).
31
Requerimientos de la solución esperada
En la siguiente tabla se presenta de manera visual el proceder del área logística
en cuanto a el reordenamiento mensual que debe seguir la compañía como tal,
sería perjudicial si ignora el nivel de reorden, ya que en el mejor de los casos la
carga de material solicitado dura solamente 7 días, dependiendo el país proveedor
el pedido puede durar unos 14 días, de no ser así se sufriría un paro de línea
producción.
Tabla 10, punto de reorden. Fuente: propia.
Y también se observa claramente según el análisis realizado del EOQ y el
promedio móvil ponderado que la cantidad de pedido que brinda el departamento
de logística sobrepasa por una cantidad de 18000 toneladas según el ideal
16336 toneladas por esta herramienta y esto conlleva a un exceso de inventario
de materia prima; Por esto recomendable aplicar y respetar el promedio móvil
32
Toneladas
18000
16336
4200
7 días
ponderado y el EOQ ya que optimiza pedidos, mejorando solvencia económica de
la fabrica.
Mecanismo de control y evaluación de desempeño del proceso
Conociendo los resultados de las herramientas usadas podemos emplear
mecanismos de control que permitan mantener los resultados mostrados y
evaluarlos periódicamente para conocer el nivel de error que se pueda presentar
en los pronósticos, por parte del pronostico seguir usando el modelo EOQ para
establecer las cantidades optimas a pedir y para hacer una comparación
podríamos seguir empleando el PMP para ver que tan real son las proyecciones
de un promedio en comparación con los Q óptimos, como mecanismos de control
planteamos las siguientes ideas.
Establecer y capacitar al personal responsable de la compra de la
palanquilla en cuanto a el uso del EOQ para tener un respaldo de una
herramienta de ingeniería que permita hacer ese alto a la hora de
establecer el monto a pedir por ejemplo antes de pensar en 18000
toneladas se haría el cálculo para conocer cuál sería el pronóstico y
tomarlo en cuenta para no incurrir en excesos ni faltantes de inventarios.
Analizar el comportamiento del mercado correspondiente al mes siguiente
para tener un margen de seguridad a la hora de hacer los pronósticos
correspondientes ya que si se hacen con periodos tiempo muy cortos la
precisión de los datos pueden ser erróneos, estos análisis se recomiendan
hacerlos la segunda semana del mes en el que se está produciendo.
Crear y mantener un registro de los datos para establecer comparaciones y
afinamientos de los resultados, para crear el ciclo de mejora continua
correspondiente a la compra de materia prima para la empresa. Estos datos
deben de ser concretos y verdaderos para que los resultados reflejados
sean confiables, y no se cumpla el refrán que dice “si basura entra basura
sale”
33

CONCLUSIONES Y RECOMENDACIONES
Conclusiones
Como conclusión general a la situación encontrada en el desarrollo del presente
informe esperamos que los puntos propuestos sean valorados y tomados en
cuenta a mediano plazo en la empresa Arcelor Mittal ya que son posibles
soluciones que al darle seguimiento pueden traer futuros beneficios, cabe resaltar
que nuestras propuestas quedan plasmadas en papel y que no tenemos los
recursos para implementar este proyecto en la empresa y mostrarles a la parte de
logística que verdaderamente son herramientas diseñadas para el pronóstico,
manejo y control del inventario, ya que nunca han utilizado nada sobre esto y cada
vez que se hacían cálculos para determinar estimaciones el personal de la fábrica
se mostraba dudoso de la funcionabilidad de estas herramientas. En síntesis la
situación actual no es crítica pero si necesita unas implementaciones para la
mejora continua y que este proyecto puede ayudar a encaminar ese ciclo de
mejora.
Recomendaciones
Valorar la oportunidad de capacitar al personal encargado de la logística del
lingote (compra y almacenamiento en bodega) sobre herramientas y
modelos tales como (EOQ, PMP, ABC, 1, 2,3,) que permitan mejorar esta
parte en la empresa.
Actualmente la empresa cuenta con personas graduadas en ingeniería
industrial, este recurso no se está aprovechando principalmente en esta
área de bodega de almacenamiento, la cual el encargado es un estudiante
de Ing. Industrial, como recomendación se debería dar un mayor enfoque a
la capacidad del personal en implementar herramientas que mejoren la
situación de la empresa correspondiente al manejo y compra del inventario.
34

5. BIBLIOGRAFÍA
Toda la información fue tomada de la base de datos de ArcelorMittal Costa Rica, esto a partir desde el año 2003 hasta la actualidad.
35
Anexos
Anexo número 1, Cronograma de actividades.
Comienzo Fin Duración 23/01/2012 29/01/2012 1 semana30/01/2012 05/02/2012 1 semana06/02/2012 12/02/2012 1 semana13/02/2012 19/02/2012 1 semana20/02/2012 26/02/2012 1 semana27/02/2012 04/03/2012 1 semana05/03/2012 11/03/2012 1 semana12/03/2012 14/03/2012 1 semana
Aplicación de las herramientas Concluciones planteadasRecomendaciones propuestas Revision de presentacion final
Nombre de la tarea SemanaVisita a la empesa selecionada.Recoleccion de información Entrevistas a supervisoresAnalisis de la situacion de la empresa
Tabla, cronograma de actividades
36
Anexo número 2, Programa de producción del mes de Febrero.
8-feb-12
TIPO PROD TONS VEL. PROD. TONS / HR
T. PROD HRS
T CAMBIO HRS
T CAMBIOS CALIBRE
HRS
Cuad 12,7 425 40 10.6 0.0 0 20:00 31-ene-12 22:00 1-feb-12
Cuad 11 265 45 5.9 2.0 0 0:00 2-feb-12 6:00 2-feb-12
Cuad 10 345 40 8.6 2.0 0 20:00 2-feb-12 6:00 3-feb-12
Cuad 12 180 40 4.5 0.0 0 20:00 3-feb-12 1:00 4-feb-12
Cuad 15,88 55 40 1.4 2.0 0 3:00 4-feb-12 6:00 4-feb-12
10 x 60 W lisa 160 65 2.5 0.0 0 20:00 5-feb-12 23:00 5-feb-12
8 x 60 W 1685 65 25.9 2.0 0 1:00 6-feb-12 21:00 8-feb-12
8 x 40 V 55 65 0.8 0.5 0 21:30 8-feb-12 22:30 8-feb-12
7 x 60 W 895 65 13.8 2.0 0 0:30 9-feb-12 4:00 10-feb-12
A30 x 5 75 35 2.1 0.5 0 20:00 10-feb-12 23:00 10-feb-12
A30 x 3 135 25 5.4 2.0 0 1:00 11-feb-12 6:00 11-feb-12
A25 x 6 55 35 1.6 2.0 0 20:00 12-feb-12 22:00 12-feb-12
A25 x 3 160 25 6.4 2.0 0 0:00 13-feb-12 6:00 13-feb-12
P40 x 6 60 50 1.2 0.0 0 20:00 13-feb-12 22:00 13-feb-12
P40 x 5 55 50 1.1 0.5 0 22:30 13-feb-12 0:00 14-feb-12
P40 x 3 65 20 3.3 1.0 0 1:00 14-feb-12 6:00 14-feb-12
3 x 60 W 1230 45 27.3 0.0 0 20:00 14-feb-12 4:00 17-feb-12
3 x 40 70 50 1.4 0.5 0 4:30 17-feb-12 6:00 17-feb-12
3 x 40 1650 55 30.0 0.5 0 20:00 17-feb-12 6:00 20-feb-12
6 x 60 W 1000 65 15.4 0.0 0 20:00 20-feb-12 2:00 22-feb-12
6 x 40 V 65 65 1.0 0.5 0 2:30 22-feb-12 3:30 22-feb-12
6 x 60 S 55 65 0.8 0.5 0 4:00 22-feb-12 6:00 22-feb-12
4 x 60 W 1370 65 21.1 0.0 0 20:00 22-feb-12 22:00 24-feb-12
4 x 60 V 160 65 2.5 0.5 0 22:30 24-feb-12 1:00 25-feb-12
4 x 40 180 65 2.8 0.5 0 1:30 25-feb-12 4:30 25-feb-12
4 x 60 S 55 65 0.8 0.5 0 5:00 25-feb-12 6:00 25-feb-12
5 x 60 W 1680 65 25.8 0.0 0 20:00 25-feb-12 2:00 28-feb-12
5 x 60 S 160 65 2.5 0.5 0 2:30 28-feb-12 6:00 28-feb-12
3 x 40 V 415 55 7.5 0.0 0 20:00 28-feb-12 3:30 29-feb-12
3 x 40 265 50 5.3 1.0 0 4:00 29-feb-12 6:00 29-feb-12
INICIO FIN
PROGRAMACION FEBRERO
37

Anexo 3, fotografías de la bodega de materia prima.
38