repositorio digital - epn: página de inicio · consumo de vapor en hidrólisis enzimática y...
TRANSCRIPT


© Escuela Politécnica Nacional (2017) Reservados todos los derechos de reproducción

DECLARACIÓN
Yo, Esthela Del Cisne Flores Salazar, declaro que el trabajo aquí descrito es de
mi autoría; que no ha sido previamente presentado para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas que se
incluyen en este documento.
La Escuela Politécnica Nacional puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de Propiedad
Intelectual, por su Reglamento y por la normativa institucional vigente.
_____________________________
Esthela Del Cisne Flores Salazar

CERTIFICACIÓN
Certifico que el presente trabajo fue desarrollado por Esthela Del Cisne Flores
Salazar, bajo mi supervisión.
___________________________________
Ing. Neyda Espín, M.Sc.
DIRECTORA DE PROYECTO

AGRADECIMIENTO
A Dios, por su amor y soporte en cada momento de mi vida.
A la ingeniera Neyda Espín por darme una excelente dirección, facilidades y por
toda su ayuda en la realización del presente proyecto.
De manera muy especial a María Augusta Páez, por su acertada guía, concejos y
amistad a lo largo de este proyecto. Gracias infinitas por tu ayuda en todo
momento y por compartir tu tiempo y conocimientos.
Al personal del laboratorio de bioprocesos, especialmente a Gaby Hidrobo,
gracias amiga por tu asistencia cuando la necesité y por estar pendiente en todo
momento.
A mis queridos Padres por su apoyo durante toda mi vida, este logro también es
de ustedes, a mis hermanos y amigos Juan y Diana.
A Nury y Oscar, gracias por el apoyo y la confianza.
A Jamil, por los buenos y malos momentos, cada reto superado es una victoria de
los tres.

DEDICATORIA
Para ti y por ti mi Isabella Valentina

ÍNDICE DE CONTENIDOS
RESUMEN
i
1. 1.1. 1.2. 1.3. 1.4.
JUSTIFICACIÓN Análisis de la produccion de maracuyá Tecnología empleada en la producción de concentrado de maracuyá Mercado Tamaño y localización de la planta
1
1
3
5
5
2. 2.1. 2.2. 2.3.
DESCRIPCIÓN DEL PROCESO Definición del producto Materia prima Esquema del proceso
8
8
8
10
3. 3.1. 3.2. 3.3. 3.4. 3.5. 3.6. 3.7. 3.8. 3.9.
CRITERIOS DE DISEÑO Propiedades termofísicas del jugo de maracuyá en las distintas etapas del proceso Recepción y clasificación Lavado y desinfección Despulpado Centrifugación Hidrólisis enzimática Microfiltración tangencial (MFT) Pasteurización Evaporación osmótica 3.9.1. Número de módulos y tiempo de residencia para evaporación
17
17
19
20
20
20
20
21
22
23 23
PÁGINA

3.10. 3.11. 3.12. 3.13.
osmótica 3.9.2. Regeneración de la salmuera Envasado Congelación 3.11.1. Predicción del tiempo de congelación 3.11.2. Dimensionamiento de la cámara de congelación 3.11.3. Cálculo de cargas térmicas Almacenamiento Tanques pulmón
24
25
25 25 28 30
34
34
4. 4.1. 4.2. 4.3. 4.4. 4.5. 4.6. 4.7. 4.8.
DISEÑO DE PLANTA Balance de masa
Dimensionamiento y especificaciones de los equipos propuestos 4.2.1. Módulo de Microfiltración Tangencial (MFT) 4.2.2. Módulo de Evaporación Osmótica (EO) 4.2.3. Tanques pulmón 4.2.4. Cámaras de congelación 4.2.5. Cálculo de cargas térmicas Planificación de la producción Balance de energía 4.4.1. Consumo de vapor en hidrólisis enzimática y microfiltración
itangencial 4.4.2. Consumo de vapor en la regeneración de salmuera 4.4.3. Consumo de energía eléctrica Diagrama de bloques (BPD) Diagrama de flujo (PFD) Disposición en planta y planos de elevación Diagrama de tuberías e instrumentación (P&ID)
36
36
36 37 38 39 39 41
41
44 44
44 45
46
48
50
56
5. 5.1. 5.2.
ESTUDIO DE PRE FACTIBILIDAD ECONÓMICA Inversión
Ventas netas
59
59
60

5.3. 5.4. 5.5.
Costos y gastos Punto de equilibrio Indicadores financieros TIR Y VAN
61
61
62
6. CONCLUSIONES
64
REFERENCIAS BIBLIOGRÁFICAS
65
ANEXOS
70

ÍNDICE DE TABLAS
PÁGINA
Tabla 1.1.
Ubicación de las empresas productoras de concentrado de maracuyá a nivel nacional
2
Tabla 1.2. Superficie plantada y producción de maracuyá en Ecuador
3
Tabla 1.3. Método de selección de la micro localización de la planta
6
Tabla 2.1. Propiedades físicas del producto y subproducto de la planta
8
Tabla 2.2. Propiedades físicas del maracuyá durante su recolección
9
Tabla 2.3. Color del fruto en relación a la madurez
9
Tabla 2.4. Composición del coctel enzimático
12
Tabla 3.1. Características termo físicas del jugo y concentrado de maracuyá
17
Tabla 3.2. Ecuaciones para el cálculo de densidades (kg/m3)
18
Tabla 3.3. Ecuaciones para el cálculo de conductividad térmica (W/m∙K)
18
Tabla 3.4. Dimensiones de las fundas de concentrado y pulpa
26
Tabla 3.5. Dimensiones para el diseño de la cámara de congelación
29
Tabla 3.6. Condiciones del producto a congelar
32
Tabla 4.1. Resultados del balance de masa para la obtención de concentrado de maracuyá
36
Tabla 4.2. Requerimiento de equipos para la obtención de concentrado de maracuyá
37
Tabla 4.3. Dimensiones de los tanques pulmón
39
Tabla 4.4. Dimensiones internas de la cámara de congelación
40
Tabla 4.5. Resumen de las cargas térmicas en la congelación de pulpa y concentrado de maracuyá
41
Tabla 4.6. Duración de cada operación unitaria en el proceso productivo por día
41
Tabla 4.7. Consumo de vapor diario en la planta de concentrado de maracuyá
45

Tabla 4.8. Consumo de energía eléctrica diario en la planta de concentrado de maracuyá
46
Tabla 4.9. Nomenclatura utilizada en el diagrama de flujo del proceso (PFD)
48
Tabla 4.10. Superficie ocupada por los diferentes procesos en la planta
50
Tabla 4.11. Especificaciones principales de las bombas empleadas en el proceso
57
Tabla 5.1. Inversiones para la instalación de la planta
59
Tabla 5.2. Detalle de la inversión fija
59
Tabla 5.3. Costo de maquinaria y equipos
60
Tabla 5.4. Detalle del capital de operación
60
Tabla 5.5. Ventas netas anuales
60
Tabla 5.6. Costos y gastos anuales
61
Tabla 5.7. Parámetros para calcular el punto de equilibrio
61

ÍNDICE DE FIGURAS
PÁGINA
Figura 1.1. Superficie plantada de maracuyá por provincia
2
Figura 1.2. Ubicación geográfica de la planta en la provincia de Santa Elena
6
Figura 2.1. Grados de madurez de maracuyá
9
Figura 2.2. Esquema del proceso de obtención de concentrado de maracuyá
11
Figura 2.3. Sistema de funcionamiento de la MFT
14
Figura 2.4. Esquema de funcionamiento de la evaporación osmótica
15
Figura 3.1. Procedimiento de escalado simple para establecer el número de membranas por módulo de MFT
22
Figura 3.2. Procedimiento de escalado simple para establecer el número de membranas por módulo de EO
24
Figura 3.3. Gaveta empleada para producto terminado 28
Figura 3.4. Base con ruedas 29
Figura 4.1. Dimensiones (mm) de la cámara de congelación y distribución de las gavetas
40
Figura 4.2. Diagrama de Gantt para la obtención de concentrado de maracuyá
43
Figura 4.3. Diagrama de bloques (BPD) para la producción de concentrado de maracuyá por evaporación osmótica
47
Figura 4.4. Diagrama de flujo (PFD) para la producción de concentrado de maracuyá
49
Figura 4.5. Layout con flujos de la planta procesadora de concentrado de maracuyá por evaporación osmótica
52
Figura 4.6. Layout de la planta procesadora de concentrado de maracuyá por evaporación osmótica con cortes
53
Figura 4.7. Plano de elevación de la planta procesadora de concentrado de maracuyá primera parte
54
Figura 4.8. Plano de elevación de la planta procesadora de concentrado de maracuyá segunda parte
55

Figura 4.9. Nomenclatura para las tuberías en el diagrama P&ID
56
Figura 4.10. Diagrama de tuberías para la obtención de concentrado de maracuyá por evaporación osmótica
58
Figura 5.1. Punto de equilibrio del proyecto 62

ÍNDICE DE ANEXOS
PÁGINA
ANEXO I Norma técnica ecuatoriana NTE INEN 1971:2012
71
ANEXO II Resumen de cálculos de la conductividad térmica y densidad de la pulpa y el concentrado de maracuyá
76
ANEXO III Ejemplo de cálculo para de número de módulos y tiempo de residencia en MFT
77
ANEXO IV Ejemplo de cálculo para de número de módulos y tiempo de residencia en EO
78
ANEXO V Predicción del tiempo de congelación del concentrado y retenido de maracuyá
79
ANEXO VI Catálogo técnico Taver® para cámaras de refrigeración
81
ANEXO VII Propiedades del aire seco a presión atmosférica
82
ANEXO VIII Cartas psicrométricas
83
ANEXO IX Balance de masa
85
ANEXO X Hojas de especificación de los equipos principales para el procesamiento de concentrado de maracuyá
92
ANEXO XI Calculo de diseño de tanques pulmón
105
ANEXO XII Tablas de vapor saturado
107
ANEXO XIII Cálculos de balance de energía
108
ANEXO XIV Cálculos para determinar la potencia de las bombas
109

ANEXO XV Flujo de caja del proyecto
111

I
RESUMEN
El presente trabajo tiene como objetivo el diseño de una planta para la
elaboración de concentrado de maracuyá mediante evaporación osmótica con
una capacidad de procesamiento de 5,5 toneladas de maracuyá fresca por día. La
planta estará localizada en la Provincia de Santa Elena y producirá concentrado
de maracuyá congelada en envases de 250 g y pulpa de maracuyá congelada en
una presentación de 500 g. El proceso de obtención del concentrado incluye
como operaciones principales la microfiltración tangencial y la evaporación
osmótica. Como subproducto de la microfiltración tangencial se obtiene pulpa de
maracuyá. Los criterios de diseño considerados incluyeron porcentaje de pérdidas
durante la clasificación, concentración de cloro y consumo de agua para lavado
de fruta, porcentajes de corteza, semilla y almidones para el despulpado y la
centrifugación, concentración de cóctel enzimático y temperatura para la hidrólisis
enzimática, velocidad de flujo de permeado y el factor de retención volumétrica
para la microfiltración tangencial y de manera análoga velocidad de flujo de agua
evaporada en la evaporación osmótica. Los datos fueron tomados de los trabajos
realizados por Villarreal (1999), Vasco (2000) hasta microfiltración tangencial de
pulpa de maracuyá, para el procesamiento de evaporación osmótica se tomaron
en cuenta los datos proporcionados por Vaillant et. al. (2001), dichos trabajos
fueron realizados a escala piloto.
El rendimiento de concentrado de maracuyá es de 5,07 % de acuerdo al balance
de masa, sin embargo como un sub producto del proceso se puede obtener un
11,07 % de pulpa de maracuyá que sale como retenido del proceso de
microfiltración que puede ser comercializado después de pasteurizarlo. De
acuerdo al balance de energía realizado, el mayor consumo energético se
produce durante la congelación y almacenamiento del producto terminado.
La planta trabajará 5 días a la semana durante 24 horas en 3 turnos, y
diariamente producirá dos lotes a partir del proceso de despulpado.

Finalmente, se realizó el análisis de factibilidad económica con la información
obtenida a lo largo del diseño para un periodo de 10 años, el cual indica una tasa
interna de retorno (TIR) de 9 % y un valor actual neto (VAN) de 122 501,75 USD.

1
1. JUSTIFICACIÓN
La tendencia hacia el consumo de jugos de frutas se ha incrementado debido a
que se consideran fuente de vitaminas, antioxidantes entre otros compuestos que
son beneficiosos para la salud. Así mismo, el mercado de alimentos y bebidas, a
nivel mundial, se ha visto dinamizado por una tendencia hacia el consumo de
productos saludables, de agradable sabor y aroma y que no contengan aditivos
artificiales. En el caso de la industria de jugos y bebidas naturales, el ingrediente
principal de la producción constituyen los concentrados de fruta (Jácome y
Gualavisí, 2011, p. 7).
La concentración de jugos de frutas consiste en la remoción de agua de su
contenido para facilitar el almacenamiento y transporte además de alargar la vida
útil del producto. Este proceso se realiza procurando mantener las características
organolépticas y nutritivas del producto inicial (Jiao et. al. 2003, p. 304).
1.1. ANÁLISIS DE LA PRODUCCION DE MARACUYÁ
El maracuyá (Passiflora edulis) es una fruta tropical que se consume en una
amplia diversidad de preparaciones, tales como: jugos, batidos, postres y helados.
Debido a sus características organolépticas, se utiliza en mayor proporción en la
industria que para consumo directo (Ayala y Cevallos, 2013, p. 3). El maracuyá
está categorizado como una de las materias primas más importantes para las
procesadoras de jugos y conservas después del banano y la piña (Jácome y
Gualavisí, 2011, p. 9)
La producción de concentrados de frutas en el Ecuador ocupa un 55,4 % en la
industria de jugos y conservas. De este porcentaje, el concentrado de maracuyá
se destaca con un 40 % de participación en este segmento de mercado (Jácome
y Gualavisí, 2011, p. 11).
Se estima que la demanda del maracuyá en el mundo alcanza las 45 000 y
50 000 toneladas de jugo simple, los países que tienen el 90 % del mercado son
Ecuador, Colombia, Brasil y Perú. De las exportaciones de jugo y concentrado en

2
el Ecuador, el concentrado alcanza el 88 % de estos dos rubros, convirtiendo a
ese sector agrícola en uno de los más importantes en el país (Ayala y Cevallos,
2013, p. 16). De acuerdo a las cifras mencionadas en el segundo concejo
consultivo del maracuyá (2016) en el año 2015 se exportaron 221 toneladas de
fruta congelada o cocida entre las que se encuentra el concentrado. Las
principales empresas productoras se detallan en la Tabla 1.1. Una encuesta
realizada a las empresas mencionadas indica que el 95 % de la producción se
destina al mercado internacional, mientras que el restante 5 % es consumido
localmente (González y Álvarez, 2009, p. 97).
Tabla 1.1. Ubicación de las empresas productoras de concentrado de maracuyá a nivel nacional
Empresa Ubicación
ECUAPLANTATION Guayaquil
AGPASA Guayaquil
EXOFRUT Guayaquil
FRUTA DE LA PASION Guayaquil
QUICORNAC S.A. Vinces
TROPIFRUTAS Quevedo (González y Álvarez, 2009, p.30)
Para abastecer diferentes mercados, el Ecuador cuenta con un total de 12 554
hectáreas plantadas con maracuyá que se distribuyen en varias provincias, como
se observa en la Figura 1.1, destacándose Santo Domingo, Esmeraldas y Manabí
como las de mayor producción.
Figura 1.1. Superficie plantada de maracuyá por provincia (INEC, 2015)
0 1000 2000 3000 4000
MANABÍESMERALDAS
SANTO DOMINGO DE LOS…
LOS RÍOSGUAYAS
SANTA ELENAEL ORO
LOJAPICHINCHA
CAÑARCHIMBORAZO
3408,67 2881,33
2120,81 1519,87
1364,6 424,09
339,59 258,82 217,1
9,88 9,38
Hectáreas

3
En la Tabla 1.2 se presentan los datos de producción de maracuyá a nivel
nacional, reportados por el Ministerio de Agricultura, Ganadería, Acuacultura y
Pesca a través del Sistema de Información Nacional (reportes dinámicos ESPAC).
Tabla 1.2. Superficie plantada y producción de maracuyá en Ecuador
AÑO SUPERFICIE PLANTADA
(ha)
Producción (t/año)
2011 8316 43223 2012 3696 10473 2013 3173 6370 2014 11464 40801 2015 9464 43378
(INEC-ESPAC, 2017)
Se observa que la producción de maracuyá tuvo un descenso importante en los
años 2012 y 2013, según la Federación de Productores de Maracuyá de Manabí
(Feproma) debido a la disminución de los precios de la fruta (Revista Líderes,
2015); sin embargo a partir del año 2014 incrementa notablemente debido a los
incentivos dados tanto por los entidades gubernamentales como por ejemplo el
Ministerio de Comercio Exterior a través de ProEcuador: Instituto de Promoción
de Exportaciones e Inversiones.
1.2. TECNOLOGÍA EMPLEADA EN LA PRODUCCIÓN DE
CONCENTRADO DE MARACUYÁ
En Ecuador las empresas procesadoras de concentrado de maracuyá emplean
tecnologías basadas en la aplicación de calor mediante vapor, sometiendo el
jugo o pulpa a temperaturas entre 55 – 60 °C con el fin de obtener un producto
con 50 °Brix. La aplicación de calor se da en varias etapas del procesamiento
que incluyen tratamientos enzimáticos, pasteurización y la evaporación del
agua, en estas dos últimas etapas los tratamientos térmicos tienen un mayor
tiempo de exposición a temperaturas elevadas (Alvarado, 2001, pp. 24-30).

4
Si bien el producto final obtenido por evaporación térmica cumple con la función
de brindar sabor a una bebida al ser reconstituido, se ha evidenciado que el uso
de temperaturas superiores a 34 °C tiene como efecto la pérdida de sustancias
nutritivas como vitamina C además de compuestos volátiles responsables del
aroma y sabor (Villarreal, 1999, p. 106). La evaporación térmica es un proceso
que tarda entre 12 a 36 horas, lo que demanda un alto consumo energético y el
consecuente incremento de los costos de producción (Ávila y Bullón, 2013,
p. 67).
Debido a la pérdida de compuestos y aromas en la evaporación térmica, en la
última década se ha incursionado en la evaporación osmótica que, mediante un
diferencial de presión de vapor generado por una solución fuertemente
concentrada, permite la transferencia de agua solo en forma de vapor a través
de una membrana microporosa de naturaleza hidrófoba (Forero y Vélez, 2013,
pp. 90-91).
La evaporación osmótica se ha empleado ampliamente en la concentración de
leche, vegetales, café instantáneo y té. No obstante, la implementación en la
concentración de jugos de frutas es relativamente nueva y poco explorada (Jiao
et al., 2004). Sheng et al. (1991) analizaron el efecto de las condiciones de
operación – tasa de flujo de jugo, concentración de jugo y temperatura – en la
evaporación osmótica para concentración de jugos de manzana, naranja y uva;
encontraron que a temperatura ambiental se logran las condiciones óptimas de
operación. Vaillant et al. (2001) evaluaron las condiciones de operación
adecuadas para la obtención de concentrado de maracuyá adaptando
evaporación osmótica con microfiltración tangencial para alcanzar un contenido
de sólidos solubles de 60 g/100 g en el concentrado, además de un contenido
importante de vitamina C ya que con evaporación osmótica la pérdida de
vitamina C alcanza apenas el 1,5 % mientras que por vía térmica la pérdida
llega al 80 %.
Entre las ventajas de esta tecnología se pueden mencionar que es un proceso
simple, de un costo energético menor comparado con la evaporación térmica,
trabaja con condiciones moderadas de temperatura y presión, permite la
conservación de aromas y sustancias nutritivas además de la versatilidad de

5
trabajar con varios productos en el mismo módulo. De esta forma, la
evaporación osmótica se convierte en una alternativa tecnología útil y eficiente
que permite mejorar la calidad del producto final sin el uso de aditivos (Ávila y
Bullón, 2013, pp. 68-71; Jiao et al., 2004, p. 310-311).
1.3. MERCADO
De acuerdo al proyecto desarrollado por Pita (2013), existe un mercado
insatisfecho de concentrado de maracuyá de nueve toneladas en la zona urbana
de la provincia de Santa Elena.
Por otro lado, el mercado de concentrado de maracuyá se extiende
internacionalmente. De acuerdo a datos proporcionados por la Secretaría
Nacional de Aduanas en el año 2016 las exportaciones de esta fruta y sus
productos superan los 41 millones de dólares con una constante demanda
especialmente por países Europeos.
1.4. TAMAÑO Y LOCALIZACIÓN DE LA PLANTA
La determinación del tamaño de la planta y su localización se basó en el trabajo
realizado por Pita (2013). Se consideró una superficie de cultivo de maracuyá de
100 hectáreas, en Santa Elena (Pita 2013, pp. 64).
En Colombia el rendimiento de maracuyá se encuentra entre las 17 y 20 t/ha,
por año (Miranda, et. al. 2009, pg. 309). Sin embargo el rendimiento reportado
por Pita (2013) es de 14 t/ha, dato que se toma en cuenta para el cálculo de la
capacidad de procesamiento de la planta.
Finalmente, se consideró que la planta procesadora operará 22 días por mes.
Con estas consideraciones, se estima una capacidad de procesamiento
aproximada de 5,5 toneladas de maracuyá diarias según la relación 1.1.:
100 Ha* 14 ton1 Ha ∙ año * 1 año12 meses * 1 mes22 días ≅ 5,5 ton maracuyádía [ 1.1]

6
Figura 1.2. Ubicación geográfica de la planta en la provincia de Santa Elena
Tabla 1.3. Método de selección de la micro localización de la planta
Recinto Cerezal Bellavista
Comuna Manantial de
Guangala
Recinto Las Balsas
FACTOR PESO CALIF. POND. CALIF. POND. CALIF. POND.Materia prima disponible
(Calidad/Precio) 45 8 3,6 5 2,25 7 3,15
Cercanía mercado 20 9 1,8 8 1,6 8 1,6Medios y costes de
transporte15 7 1,05 5 0,75 5 0,75
En cuanto a la localización, la planta de concentrado de maracuyá se situará en la
provincia de Santa Elena (Figura 1.2), ubicada en la región costa del Ecuador.
Después de la selección por un método cualitativo por puntos Pita, (2013)
establece como micro-localización de la planta el Recinto Cerezal de Bellavista
por tener la mayor ponderación. Entre los factores tomados en cuenta se
encuentran: disponibilidad de materia prima, cercanía del mercado, medios y
costes de transporte, disponibilidad de mano de obra y disponibilidad de
suministros eléctricos y de agua potable como se muestra en la Tabla 1.3.
Además en esta zona cuentan con aproximadamente 200 hectáreas de
cultivos de maracuyá, donde se puede hacer convenios con los productores
a fin de garantizar la disponibilidad de la materia prima durante todo el año
(Pita, 2013, p. 64).

7
Tabla 1.3. Método de selección de la micro localización de la planta (continuación…)
Recinto Cerezal Bellavista
Comuna Manantial de
Guangala
Recinto Las Balsas
FACTOR PESO CALIF. POND. CALIF. POND. CALIF. POND.
Clima 5 9 0,45 4 0,2 6 0,3Disponibilidad y costo de
M.O10 9 0,9 4 0,4 6 0,6
Disponibilidad de agua, energía y otros
suministros5 7 0,35 3 0,15 4 0,2
Totales 100 8,15 5,35 6,6(Pita, 2013, p. 68.)

8
2. DESCRIPCIÓN DEL PROCESO
2.1. DEFINICIÓN DEL PRODUCTO
El producto final es un concentrado congelado de maracuyá sin aditivos
alimenticios envasado en bolsas flexibles de polietileno de 250 gramos. Durante el
procesamiento, también se obtiene como subproducto pulpa congelada de
maracuyá proveniente de la microfiltración y comercializada en bolsas flexibles de
polietileno de 500 g. Las propiedades físicas referentes a grados Brix, densidad y
viscosidad tanto del concentrado como de la pulpa se detallan en la Tabla 2.1.
Tabla 2.1. Propiedades físicas del producto y subproducto de la planta
Propiedad Física Pulpa de
maracuyá Concentrado de
maracuyá
Grados Brix 16 60
Densidad (kg/cm3) 1 049 1 300
Viscosidad dinámica (cP) 3,38 15,0
(Vaillant et. al., 2001, p. 201; Villarreal, 1999, p. 95)
2.2. MATERIA PRIMA
El fruto de maracuyá es una baya de forma ovoide con un diámetro de 4 – 8 cm y
de 6 – 8 cm de largo, la base y el ápice son redondeados, la corteza es de color
amarillo y consistencia dura. El pericarpio es grueso, contiene de 200 – 300
semillas, la misma que está rodeada de una membrana mucilaginosa en donde se
encuentra el jugo que por su naturaleza es aromático (García, 2006, p. 55).
Los valores promedio de las propiedades físicas de la fruta durante su recolección
se reportan en la Tabla 2.2.
La norma técnica ecuatoriana NTE INEN 1971:2012 (Anexo I) para el maracuyá
que se destina para el consumo fresco y para procesamiento industrial muestra
los defectos tolerables y no tolerables del maracuyá. Se ha tomado un 5 % de
rechazo del maracuyá al momento de la clasificación (Vasco, 2000, p. 94).

9
Tabla 2.2. Propiedades físicas del maracuyá durante su recolección
Propiedad Promedio ± sd
Diámetro (cm) 6,51 ± 0,479
Grados Brix 13,864 ± 1,535
Humedad (%) 74,62 ± 0,1185
Longitud (cm) 7,544 ± 0,706
Peso (g) 140,69 ± 35,890 (Ortega, 2015, p. 51)
La Figura 2.1 junto con la Tabla 2.3, explican los diferentes grados de madurez
que presenta el maracuyá. De acuerdo a este criterio, la fruta para consumir en
fresco está entre la coloración 4 y 5 mientras que para industrialización la
coloración 3, 4 y 5 son las adecuadas. Se ha verificado que el grado de madurez
está directamente relacionado con los grados Brix en la fruta (Romero y
González, 2012, p. 26).
Figura 2.1. Grados de madurez de maracuyá (Romero y González, 2012, p. 26)
Tabla 2.3. Color del fruto en relación a la madurez Color del
fruto Características
0 Fruto de color verde oscuro bien desarrollado
1 El color verde pierde intensidad y aparecen leves tonalidades amarillas
2 Aumenta el color amarillo en la zona central del fruto y permanece el color verde en las zonas cercanas al pedúnculo y a la base
3 El color amarillo se hace más intenso, y se mantiene el verde en las zonas más cercanas al pedúnculo y a la base
4 El color amarillo ocupa casi toda la superficie del fruto, excepto en pequeñas áreas verdes cercanas al pedúnculo y a la base
5 El fruto es totalmente amarillo
6 El fruto presenta una coloración amarilla intensa ("sobre madurez")
(Romero y González, 2012, p.26)

10
2.3. ESQUEMA DEL PROCESO
En formal general, el procesamiento de concentrado congelado de maracuyá a
partir de 5,5 toneladas de fruta fresca diaria inicia con la recepción, clasificación,
lavado y desinfección de la fruta para posteriormente realizar el despulpado. Una
vez obtenida la pulpa sin semillas se procede a la centrifugación que permitirá
acondicionar el producto para el proceso de microfiltración. El jugo clarificado
resultante de la microfiltración ingresa a la evaporación osmótica a fin de obtener
un concentrado de maracuyá con 60 °Brix, que posteriormente es envasado en
fundas de polietileno para finalmente ser almacenado en congelación a -20 °C
hasta su distribución. Es importante mencionar que para la obtención de
concentrado de maracuyá no se contemplan procesos de pasteurización ya que el
uso de microfiltración tangencial garantiza la ausencia de microorganismos en el
clarificado debido al reducido diámetro de poro que presentan las membranas.
Como subproducto del proceso de microfiltración, se obtiene la pulpa de
maracuyá que representa el retenido del proceso. La pulpa es pasteurizada a
través de un pasteurizados tubular y posteriormente empacada en fundas de
polietileno y finalmente almacenada en congelación a -20 °C hasta su distribución.
La Figura 2.2 presenta el esquema del proceso empleado en este trabajo.

11
RECEPCIÓN
CLASIFICACIÓN
DESPULPADO
Maracuyá lavada
CENTRIFUGACIÓN
Pulpa de maracuyá
HIDRÓLISIS ENZIMÁTICA
MICROFILTRACIÓN TANGENCIAL
Pulpa hidrolizada de maracuyá
EVAPORACIÓN OSMÓTICA
Clarificado de maracuyá
ENVASADO
Concentrado de maracuyá
LAVADO Y DESINFECCIÓN
Coctel enzimático 1000 ppm
Agua clorada 50 ppm
Maracuyá fruta
Retenido/Pulpa
CONGELACIÓN
Fruta no apta
REGENERACIÓN DE SALMUERA
Salmuera regenerada
Pulpa centrifugada de maracuyá
PASTEURIZACIÓN
Retenido/Pulpa pasteurizada
Agua evaporada
Agua clorada 50 ppm mas impurezas
Cáscaras, semillas
Almidones
Salmuera hidratada
Concentrado envasado de maracuyá
Retenido/Pulpa envasada de
maracuyá
ALMACENAMIENTO
Figura 2.2. Esquema del proceso de obtención de concentrado de maracuyá
a) RECEPCIÓN Y CLASIFICACIÓN
En esta etapa se realiza la cuantificación de la materia prima que entra al
proceso y se clasifica la misma con base en el control de las características
físicas y organolépticas deseadas.

12
b) LAVADO Y DESINFECCIÓN
Remueve las impurezas superficiales adheridas a la fruta.
c) DESPULPADO
Permite separar la pulpa o parte comestible de la fruta, de las cáscaras,
semillas y otros residuos, hasta obtener un producto líquido para continuar con
el procesamiento (Díaz, 2015, p. 11).
d) CENTRIFUGACIÓN
Elimina los almidones presentes en la pulpa para evitar un taponamiento de
las membranas de microfiltración posteriores (Vasco, 2001, p. 40).
Tabla 2.4. Composición del coctel enzimático
EnzimaActividad
(µmol/mg∙min)
Proteína 78,9 mg/mL
Pectinliasa (PL) 0,60
e) HIDRÓLISIS ENZIMÁTICA
La pulpa centrifugada es sometida a un pre tratamiento que tiene la finalidad
de disminuir la colmatación o taponamiento de poros en la membrana, e
incrementar el flujo de permeado durante la microfiltración (VillaRreal, 1999, p.
21). Este taponamiento se produce porque el retenido de jugo de maracuyá
está compuesto por pectina (34,6 %), sacarosa (21,6 %), glucosa (20,4 %),
fructosa (10,8 %), ácido cítrico (1,2 %), celulosa (3,5 %) y hemicelulosa (1,5 %)
(Huang y Ran, 1987). VillaRreal (1999) y Vasco (2000) consideraron el uso de
un coctel enzimático que ayude a degradar los compuestos que provocan un
mayor taponamiento de los poros de la membrana, encontraron que el coctel
enzimático Pomaliq 2F® dio los mejores resultados. Para este estudio se
consideró el mismo coctel enzimático, cuya composición se muestra en la
Tabla 2.4.

13
Tabla 2.4. Composición del coctel enzimático (continuación…)
Enzima Actividad
(µmol/mg∙min)
Exocelulasa (CI) 0,33
Pectinesterasa (PE) 5,91
Exoarabinosidas (EXO) 0,03
f) MICROFILTRACIÓN TANGENCIAL
Es una técnica de separación donde la pulpa centrifugada atraviesa una
membrana de forma tangencial, en el interior y por la acción de la presión
transmembranaria las partículas más grandes no pasan a través de la
membrana formándose un retenido. Esta técnica se emplea para clasificar o
purificar una solución, donde el diámetro de partícula se encuentra en un
rango de 0,1 y 10 µm (Vasco, 2000, p. 12) El principio de funcionamiento se
muestra en la Figura 2.3.
El mecanismo de separación consiste en permitir el paso del líquido a través
de una membrana semipermeable, las partículas de tamaño mayor al poro se
retendrán, dividiendo de esta forma a la corriente en retenido y permeado. El
paso de la solución se da debido a una diferencia de presión entre las dos
fases. El material que atraviesa la membrana constituye el jugo de maracuyá
clarificado o permeado mientras que el retenido es el sub-producto es
considerado como pulpa la cual tiene una alta concentración de sólidos
(Vaillant, 2016, p. 15).

14
Figura 2.3. Sistema de funcionamiento de la MFT (Vaillant, 2016, p. 20.)
Entre las ventajas de la microfiltración se pueden mencionar:
· Retiene microorganismos (bacterias, esporas, etc.), consiguiendo una
esterilización sin el uso de calor.
· Mantiene atributos de calidad como aromas y compuestos nutricionales.
· Condiciones de operación (temperatura y presión) moderadas.
· Fácil limpieza y mantenimiento.
· Pre tratamiento para otros procesos.
g) PASTEURIZACIÓN
La pasteurización se aplica a la pulpa o retenido del proceso de microfiltración
tangencial, ya que este subproducto tiene una alta carga microbiológica.
Debido a que el pH de la pulpa de maracuyá es menor a 4,5; el proceso de
pasteurización requerido tiene como objetivo eliminar células viables de
microorganismos patógenos, este proceso es de baja intensidad calórica con
temperaturas menores a los 100 ºC (Casp y Abril, 2003, p. 163.).

15
h) EVAPORACIÓN OSMÓTICA
Es una técnica que consiste en el uso de membranas hidrófobas, donde
mediante un diferencial de presión parcial, producido por una solución de
extracción fuertemente concentrada (salmuera CaCl2 5,3 M) y por el jugo
clarificado, se transfiere agua solo en forma de vapor a través de la
membrana obteniéndose el concentrado de maracuyá (Forero, 2011, p. 90).
La diferencia de actividad de agua entre las dos soluciones (jugo-salmuera)
genera un diferencial de presiones de vapor, facilitando el transporte del agua
a través de los poros en forma de vapor (Forero y Velez, 2013).
La evaporación osmótica se lleva a cabo acondiciones de baja temperatura,
por ello algunas de sus ventajas son:
· Mantener las características del producto que se procesa.
· Es un proceso simple que no implica de altos costos energéticos.
El esquema del funcionamiento de la evaporación osmótica a escala piloto se
observa en la Figura 2.4.
Una sub etapa importante de este proceso es la regeneración de la salmuera.
Figura 2.4. Esquema de funcionamiento de la evaporación osmótica (Vaillant, et. al., 2000, p. 197.)

16
Durante el proceso de evaporación osmótica la salmuera ingresa a una
concentración alta con la finalidad de captar el agua que se encuentra en el
jugo, por ello al salir del sistema de evaporación osmótica sale como salmuera
diluida o hidratada. Esta salmuera debe alcanzar su concentración inicial a fin
de re ingresar al sistema, por ello es necesario evaporar térmicamente el agua
que ha sido captada para que esta recircule por el sistema una y otra vez. Este
proceso de regeneración de la salmuera se realiza en un evaporador de
película descendente.
i) ENVASADO
El concentrado y la pulpa de maracuyá se envasa en fundas de polietileno de
baja densidad LDPE (Santacruz y Suarez, 2007, p. 29).
j) CONGELACIÓN
La pulpa y el concentrado son almacenados en cámaras a de congelación a
-35 ºC en donde se da dicho proceso de una manera relativamente rápida, ya
que el producto es dispuesto en gavetas separadas de tal manera que circule
el aire frío entre cada gaveta y cada funda de producto. Una vez congelado, se
apila en gavetas de mayor capacidad. Esta operación permite aumentar el
tiempo de vida útil del producto terminado (Sharma et al., 2003, p. 130).
k) ALMACENAMIENTO
Una vez congelado el producto, pasa a cámaras de almacenamiento a -20 °C
a fin de mantener el producto hasta su despacho.

17
3. CRITERIOS DE DISEÑO
Los criterios de diseño considerados en este trabajo incluyen las propiedades
termofísicas del jugo de maracuyá, las mismas que se presentan inicialmente.
Posteriormente se describen los criterios empleados para cada una de las etapas.
3.1. PROPIEDADES TERMOFÍSICAS DEL JUGO DE MARACUYÁ
EN LAS DISTINTAS ETAPAS DEL PROCESO
Tabla 3.1. Características termo físicas del jugo y concentrado de maracuyá
Característica Jugo despulpado Concentrado
Densidad (kg/m3) 1 049,00a 1 300,00b
Grados Brix 15,90a 60,00b
Densidad al congelar ρf (kg/m3)c 990,17c 1 225,74c
Cu (antes de congelar) (J/kg∙K)c 3 652,67 2 176,20
Cf (bajo la congelación) (J/kg∙K)c 1 893,29 1 339,40
Conductividad térmica k (W/m∙°C)c 2,03 1,28
Número de Biot NBic 0,05 0,06
a (Villarreal, 1999, p. 95)b (Vaillant, 2001, p. 201)c Calculadas a partir de fórmulas o modelos empíricos
Para el cálculo de la densidad del alimento congelado se considera la ecuación
sugerida por Ibarz y Barbosa-Cánovas (2005) (p. 552):
1ρ$ = X%&'%ρ%&'% + X(ó)-./(ρ(ó)-./( + X3-6)/ρ3-6)/[ 3.1]
Donde:
X%&'%: Fracción de agua no congelada, se tomó como referencia que el jugo de
naranja a -20 °C presenta un 8 % de agua no congelada (Orrego, 2003,
p. 77)
Durante las distintas etapas del proceso se utilizaron las propiedades termo
físicas del jugo de maracuyá que se presentan en la Tabla 3.1, ciertas
características fueron tomadas de bibliografía y otras fueron calculadas a partir
de fórmulas empíricas o modelos reportados bibliográficamente.

18
X(ó)-./(: Fracción de sólidos, se toma en cuenta los grados Brix ya sea del
concentrado o de la pulpa
ρ(ó)-./(: Se calcula de acuerdo a la ecuación de los carbohidratos de la
Tabla 3.2
ρ3-6)/: Se calcula de acuerdo a la ecuación de la Tabla 3.2 para el hielo
Para lo cual se realiza el cálculo mediante las ecuaciones de la Tabla 3.2 y 3.3
para la conductividad térmica y densidad de los materiales:
Tabla 3.2. Ecuaciones para el cálculo de densidades (kg/m3)
Material Ecuación
Agua ρ = 997,18 + 0,0031439T − 0,0037574T>
Hielo ρ = 916,89 − 0,13071T
Carbohidratos ρ = 1559,1 − 0,31046T (Orrego, 2003) Entre -40 y 150 °C
Tabla 3.3. Ecuaciones para el cálculo de conductividad térmica (W/m∙K)
Material Ecuación
Agua k = 0,571 + 1,76x10@AT − 6,7x10@BT>
Hielo k = 2,2196 − 6,25x10@AT + 1,02x10@CT>
Carbohidratos k = 0,201 + 1,39x10@AT − 4,33x10@BT> (Choi y Oikos, 1986) Entre -40 y 50 °C
Berk (2013), calcula la capacidad calorífica (kJ/kg∙°C) para temperaturas sobre
congelación mediante la ecuación [3.3] y para temperaturas por debajo de la
congelación con la ecuación [3.4]:
c' = 0,837 + 3,348X%&'% [ 3.2]
c$ = 0,837 + 1,256X%&'% [ 3.3]
La conductividad térmica k se calcula mediante:
k = D V-k- [ 3.4]
Donde:
Vi: Fracción volumétrica
19
V- =XE%F6G-%)ρE%F6G-%)∑ XE%F6G-%)6(ρE%F6G-%)6(
[ 3.5]
X: fracción másica
Las densidades se calculan con las ecuaciones de la Tabla 3.2, el cuadro de
resumen de cálculos se presenta en el Anexo II.
El número de Biot se calcula mediante la ecuación [3.6]:
NJ- = hdKk [ 3.6]
Donde:
dK: Dimensión característica (m)
h: Coeficiente de transferencia de calor por convección (W/m2∙K) se considera
un valor de 10 para cámara con débil corriente de aire (Casp y Abril, 2003,
p. 302)
k: Conductividad térmica del producto congelado (W/m∙K):
3.2. RECEPCIÓN Y CLASIFICACIÓN
Una vez pesada la materia prima, mediante la clasificación se descarta el
producto que se considera no tolerable para el procesamiento, pese a establecer
parámetros de recepción con el productor durante el transporte, la fruta puede
sufrir golpes que afecten la calidad. Además, se categoriza como fruta no apta
aquella con coloración verde que no se encuentra en su estado de madurez
adecuado (grados 1 y 2) ya que influye en el contenido de los grados Brix de la
pulpa a procesar.
Se tomó en cuenta un 5 % en pérdidas de materia prima no apta para el
procesamiento (Vasco, 2000) y un peso promedio de 140,69 g por cada fruta
recolectada (Ortega, 2015).
Para la determinación de los tiempos de clasificación, se consideró que a lo largo
de la banda transportadora están 4 personas clasificando la fruta a razón de un

20
segundo por persona por fruta, de tal manera que el tiempo de esta etapa se
obtuvo de la siguiente expresión:
5 500 kg frutadía x 1 000 g1 kg x 1 maracuyá140,69 g x 1 s4 maracuyá x 1 h3 600 s= 2,72 horas en clasificardía
[ 3.7]
3.3. LAVADO Y DESINFECCIÓN
El lavado se realiza con inyección de agua clorada con una concentración de 50
mg/kg, donde las frutas deberán permanecer en movimiento para facilitar la
remoción de contaminantes (Díaz, 2015, p. 10). De acuerdo con la guía de
buenas prácticas para el sector alimentos del departamento técnico administrativo
de medio ambiente de Bogotá, (2004), la cantidad de agua empleada durante el
lavado en la industria de conservas de frutas es de 2,5 L/kg de fruta (p. 48). Este
dato se utilizó para determinar el consumo de agua en esta etapa del proceso.
3.4. DESPULPADO
Se consideró que el porcentaje de cáscaras y semillas que se separan de la
pulpa es de 64 % de acuerdo a lo reportado por Vasco (2000).
3.5. CENTRIFUGACIÓN
Este proceso que separa los almidones de la pulpa se lleva a cabo en un
decantador centrífugo a 6 000 rpm. El porcentaje de almidones se definió en 3 %
de acuerdo a lo reportado por Vasco (2000).
3.6. HIDRÓLISIS ENZIMÁTICA
Para la hidrólisis enzimática se consideró una temperatura de operación de
32,5 °C por 1 hora y una concentración de 1 000 ppm de coctel enzimático,
equivalente a 1 mL de coctel enzimático por kg de jugo (Vasco, 2000 y Villarreal,
1999).

21
Debido a que la planta está ubicada en la provincia de Santa Elena se consideró
una temperatura ambiente promedio de 24,1 °C (Climate Data, 2017).
3.7. MICROFILTRACIÓN TANGENCIAL (MFT)
Para definir esta operación se aplicó un procedimiento de escalado simple a
partir de datos a escala piloto obtenidos por Vasco, (2000) y Villarreal, (1999);
esto consiste en estimar el tiempo de residencia del producto en el equipo de
microfiltración tangencial en función del número de módulos a emplear a fin de
obtener un jugo clarificado. Para ello se tomó en cuenta:
· El factor de retención volumétrica (FRV): 3 (Vasco, 2000, p. 104) que
corresponde a una relación de permeado 66,65 % y retenido 33,35 % del
total de producto ingresado a la microfiltración tangencial (Vasco, 2000,
p. 104)
· Flux de permeado: 12 L/h·m2 obtenido por extrapolación de los datos
tomados de Villarreal (1999) para un FRV de 3.
· un área efectiva de 5,07 m2, que es proporcionado por el fabricante de los
módulos.
· Temperatura de operación: 34 °C
Como datos adicionales para el diseño, están las características de las
membranas a usarse en los módulos de microfiltración tangencial las cuales son:
· Diámetro de poro: 100 nm (0,1 µm)
· Material: Cerámica
Para cada lote o parada de microfiltración se consideró 1 hora de
acondicionamiento al inicio y 2 horas posteriores para la limpieza (GE, 2014). El
sistema de limpieza (CIP) de acuerdo a información del fabricante está
incorporado en el equipo.
Además, se consideró:
Flujo de permeado = Flux ∙ n ∙ Área efectiva de cada membrana [ 3.8]
n: Número de membranas

22
La Figura 3.1 muestra el procedimiento de escalado simple que se efectuó a fin
de determinar el número de membranas por módulo para MFT. Este
procedimiento parte de la velocidad de flujo de permeado y el área efectiva, la
cual es definida por el fabricante, un ejemplo de cálculo se encuentra en el
Anexo III.
Tasa de flujo de permeado12 L/h∙m2
MFT
Área efectiva de un módulo (membranas de cerámica)
Define el número de módulos
Cálculo de tiempo de residencia en función de la velocidad de
flujo de permeado diario
Tiempo < 24 horas
SI
Número de membranas y tiempo de residencia finales
NO
Figura 3.1. Procedimiento de escalado simple para establecer el número de membranas por módulo de MFT
3.8. PASTEURIZACIÓN
Se tomaron en cuenta los resultados obtenido por Flores (2004) donde obtuvo un
proceso de pasteurización adecuado a una temperatura de 90 °C durante 14 min.
Se estimó en 8 °C la temperatura de salida de la pulpa al finalizar la
pasteurización.

23
3.9. EVAPORACIÓN OSMÓTICA
De manera análoga a la microfiltración, se aplicó un escalado simple tomando en
cuenta los siguientes criterios a escala piloto obtenidos por Vaillant et al. (2001):
· Tasa de agua evaporada que es de 0,6 kg/h·m2 ,y;
· Área efectiva de la membrana de 14 m2 la cual es proporcionada por el
fabricante.
· Temperatura de operación: 31 °C
· La relación entre concentrado y agua evaporada: concentrado final 23 % y
agua evaporada 77 % respecto a la alimentación inicial.
Las características de la membrana para evaporación osmótica son:
· Diámetro de poro: interno 1,8 mm y externo 2,6 mm
· Material: hidrofóbica de polipropileno de fibra hueca
3.9.1. NÚMERO DE MÓDULOS Y TIEMPO DE RESIDENCIA PARA
EVAPORACIÓN OSMÓTICA
Para de determinar el número de membranas para EO se consideró el flux de
agua evaporada proporcionada por Vaillant (2001):
Tasa de agua evaporada = 0,6 kgh. m>
Adicionalmente, se consideró:
Flujo de agua evaporada = Tasa de agua evaporada ∙ n ∙ Área efectiva [ 3.9]
Donde:
n: Número de membranas
La Figura 3.2 muestra el procedimiento de escalado simple que se efectuó a fin
de determinar el número de membranas por módulo para EO, el Anexo IV
muestra un ejemplo de cálculo. Este procedimiento parte de la velocidad de flujo
de agua evaporada y el área efectiva, la cual es igual a 14 m2 según la ficha
técnica proporcionada por el fabricante.

24
Tasa de flujo de agua evaporada0,6 kg/h∙m2
EO
Área efectiva de un módulo (membranas hidrófobas de
polipropileno)
Define el número de módulos
Cálculo de tiempo de residencia en función de la velocidad de flujo de agua evaporada diaria
Tiempo < 24 horas
SI
Número de membranas y tiempo de residencia finales
NO
Figura 3.2. Procedimiento de escalado simple para establecer el número de membranas por módulo de EO
3.9.2. REGENERACIÓN DE LA SALMUERA
El proceso de evaporación osmótica requiere un sistema de regeneración de
salmuera, que para este caso es una solución de cloruro de calcio 5,3 M,
escogida por su baja toxicidad, baja actividad de agua y fácil disponibilidad en el
mercado.
La salmuera ingresa al sistema de evaporación osmótica a una temperatura de
28 °C y abandona el sistema como una solución hidratada que se regenera
continuamente mediante evaporación del agua captada (Vaillant et al., 2001).
La densidad de la salmuera a la concentración de 45 % P/V es de 1 043 kg/m3 a
la entrada al proceso (Dow, 2003).
Los caudales de salmuera y de jugo clarificado, 242 mL/min y 146 mL/min
respectivamente (Forero y Vélez, 2013) permitieron establecer la relación

25
volumétrica y así conocer el flujo de salmuera para jugo permeado que se va a
manejar en este diseño.
A medida que la salmuera va saliendo hidratada del módulo de evaporación
osmótica, se debe someter a una evaporación térmica a fin de eliminar el agua
captada del jugo; por ello, se consideró el uso de un evaporador de flujo
descendente a que a medida que va saliendo las salmuera hidratada esta pueda
regenerarse y volver a emplearse en el sistema. El equipo requerido en esta
operación unitaria se determina con base en el balance de masa.
En este proceso se consideró el empleo de vapor requerido según
especificaciones del fabricante del equipo.
3.10. ENVASADO
Lo usual en el caso de pulpas naturales, es envasar en fundas de polietileno de
baja densidad, aunque también el uso de laminados constituye una opción
atractiva para el buen manejo del producto congelado (Díaz, 2015, p.12).
Para este caso, se consideraron empaques de polietileno flexible de 250 gramos
para el concentrado y de 500 gramos para la pulpa.
3.11. CONGELACIÓN
3.11.1. PREDICCIÓN DEL TIEMPO DE CONGELACIÓN
Se consideró que el producto envasado se almacena en cámaras de congelación
a -35 °C (Vasco, 2000, p. 104). Para estimar el tiempo de congelación del
concentrado, inicialmente se definieron las dimensiones del empaque final
mediante el volumen ocupado por el producto al considerar una densidad de
1 300 kg/m3 (Vaillant, 2001, p. 201) y las dimensiones de las fundas de polietileno
especificadas por el proveedor. Luego, se aplicó el método de Pham de acuerdo
con las ecuaciones desde la [3.10] a la [3.22] (Singh y Heldman, 2001, p. 427):
t = dKE$h P∆HR∆TR + ∆H>∆T> S U1 + NJ-2 W [ 3.10]
Donde:
dK: Dimensión característica (m)

26
E : Factor de forma
∆H": Cambio en la entalpía volumétrica en el periodo de pre enfriamiento (J/m3)
∆H#: Cambio en la entalpía volumétrica en el periodo después del enfriamiento
(J/m3) N%&: Numero de Biot
h: Coeficiente de transferencia de calor por convección (W/m2∙K), se ha
considerado un h=10 que corresponde a congelación en cámara con débil
corriente de aire (Casp y Abril, 2003, p. 302).
Factor de forma
'( = )" + )#'" + )#'# [ 3.11]
G1, G2 y G3 es igual a 1 cada uno según Singh y Heldman (2001) para una forma
de ladrillo rectangular.
E" = X"β"
+ (1 + X") 0,73β"#,/
[ 3.12]
E# = X#β#
+ (1 + X#) 0,73β"#,/
[ 3.13]
β" = segunda dimensión menor del objetodimensión menor
[ 3.14]
β# = dimensión mayor del objetodimensión menor
[ 3.15]
Para los cálculos de β1 y β2 se establecieron las dimensiones de los empaques
para pulpa y concentrado como se muestran en la Tabla 3.4.
Tabla 3.4. Dimensiones de las fundas de concentrado y pulpa
Concentrado Pulpa/Retenido
Espesor (cm) 1,45 2,05
Alto (cm) 12,5 9,4
Largo (cm) 10,6 25
27
X" = 2,32β"4",55
(2N%&)",68 + 2,32β"4",55 [ 3.16]
X# = 2,32β#4",55
(2N%&)",68 + 2,32β#4",55 [ 3.17]
T 9 = 1,8 + 0,263T> + 0,105T@ [ 3.18]
Donde:
T 9: Temperatura media de congelación
T>: Temperatura final en el centro igual a -20 °C
T@: Temperatura del medio de congelación igual a -35 °C
∆H" = ρBcB(T& − T 9) [ 3.19]
Donde:
cB: Capacidad calorífica del material no congelado (J/kg∙°C)
T&: Temperatura inicial del material (°C)
ρB: Densidad del alimento no congelado (kg/m3)
∆H# = ρ [L +c (T 9 − T>)] [ 3.20]
Donde:
c : Capacidad calorífica del material congelado (J/kg∙°C)
L : Calor latente de fusión del alimento (J/kg)
ρ : Densidad del alimento congelado (kg/m3), la cual se determina mediante la
ecuación [3.1] expresada anteriormente.
Para calcular los gradientes de temperatura se usaron las ecuaciones [3.21] y
[3.22]:
∆T" = DT& + T 92 F − T@
[ 3.21]
∆T# = T 9 − T@ [ 3.22]

28
Para el caso del retenido se tomaron los resultados de densidad y grados Brix
reportados por Villarreal (1999, p. 95) iguales a 1 049 kg/m3 y 15,9
respectivamente. Los detalles de la predicción del tiempo de congelado se
presentan en el Anexo V.
3.11.2. DIMENSIONAMIENTO DE LA CÁMARA DE CONGELACIÓN
Para dimensionar la cámara de congelación se consideró que el producto
envasado se distribuye en gavetas como las de la Figura 3.3. En cada gaveta se
distribuyen 12 fundas de concentrado de 250 gramos, o 6 fundas de pulpa de 500
gramos para llevarlas a congelación. Las dimensiones de las fundas se
mencionan en la Tabla 3.4 y las dimensiones de las gavetas están definidas por el
fabricante.
Se consideró un apilamiento máximo de 15 gavetas las cuales están sobre una
base con ruedas, mostrada en la Figura 3.4, para ser transportadas del área de
envasado a la cámara de congelación.
Figura 3.3. Gaveta empleada para producto terminado

29
Tabla 3.5. Dimensiones para el diseño de la cámara de congelación
CondiciónDimensión
(mm)
Altura de apilamiento (máximo 15 gavetas) 1 827
Separación entre base y paredes laterales 500
Separación entre base y parede posterior 600
Separación entre bases 600
Separación entre bases y pared de entrada 600
Separación entre ultima gaveta y techo 500
Gavetaa 328x500x111
Base con ruedasa 402x602x162
Ancho de la puerta 1 000
Alto de la puerta 2 000
a (ficha técnica Daplast y Equitienda)
La pulpa representa la mayor carga a ingresar en la cámara de congelación, por
tal motivo las dimensiones de la cámara se calcularon con base en la cantidad de
pulpa ingresada.
Figura 3.4. Base con ruedas
Las dimensiones de las gavetas y de la base se especifican en la Tabla 3.5.
Así como también las dimensiones que se consideraron para el dimensionamiento
de la cámara.

30
3.11.3. CÁLCULO DE CARGAS TÉRMICAS
3.11.3.1. Por congelación del alimento (Qa)
Esta dada por la expresión [3.23]:
Q% = Q%R + Q%> + Q%A [ 3.23]
Donde la carga térmica para disminuir la temperatura hasta la congelación (Q%R)
está dada por la ecuación [3.24] (Toledo,2007, pp. 402):
Q%R = mC'∆T [ 3.24]
Donde:
m: Masa del alimento a congelar (kg)
Cu: Capacidad calorífica antes de la congelación (J/kg∙°C)
∆T: Variación de la temperatura (°C)
Carga térmica invertida en la congelación (Q%>), ecuación [3.25]:
Q%> = mX%&'%L%&'% [ 3.25]
Donde:
L: Calor latente del agua (334 000 J/kg)
Xagua: Fracción de agua en el alimento
La ecuación [3.26] muestra el cálculo de la carga térmica al congelar (Q%A):
Q%A = mC$∆T [ 3.26]
Donde:
c$: Capacidad calorífica del material congelado (J/kg∙°C)
∆T: Variación de la temperatura (°C)
31
Para la variación de la temperatura se considera que la pulpa se congela a -2 °C y
el concentrado a -6 °C, tomando como referencia los puntos de congelación de
los zumos de pera, manzana y melocotón en relación al aumento de los grados
Brix (Auleda et al., 2008, p. 6).
3.11.3.2. Carga debido a pérdidas por paredes y techo (Qb)
Esta expresada con la ecuación [3.27] (Torres, 2014, p. 48):
Q\ = U ∙ S ∙ ∆T [ 3.27]
Donde:
U: Coeficiente de transferencia de calor de la pared o techo (W/m2∙K), se ha
considerado un valor de 0,13 dado por el fabricante de los paneles de la
cámara de congelación para un espesor de 180 mm (recomendado para
cámaras a -20 °C) el catálogo se muestra en el Anexo VI (Taver®,
2016).
S: Superficie del cerramiento (m2)
∆T: Variación de la temperatura (°C) entre el exterior y el interior de la cámara
QK = V ∙ ρ%-G6 ∙ N ∙ ∆h [ 3.28]
Donde:
V: Volumen de la cámara (m3)
3.11.3.3. Por renovación de aire (Qc)
Es la pérdida que se considera por el ingreso de aire cuando ingresa o sale
producto de la cámara, depende de las condiciones externas de la cámara que se
muestran en la Tabla 3.6 y que sirven para realizar los cálculos respectivos con la
ecuación [3.28] (Torres, 2014, p. 48):

32
ρ%-G6: Densidad del aire (Anexo VII. Tabla de propiedades del aire seco a presión
atmosférica) (kg/m3)
N: Renovaciones de aire (dependiendo del número de veces que ingrese el
producto)
∆h: Variación de la entalpía. La entalpía del exterior y del interior se toma de
las cartas psicrométricas del Anexo VIII, por lo tanto:
Tabla 3.6. Condiciones del producto a congelar
Parámetro Valor
Temperatura media anual del exterior 24,1 °C
Temperatura del interior de la cámara -35 °C
Humedad relativa exteriora 80 %
Humedad relativa interior 90 %
Densidad del aireb 1.18 kg/m3
a (INAMHI, 2013) b (Coronel et. al., 2016, p.9)
h6_F6G-/G = 63 kJkg%-G6 (6K/
h-qF6G-/G = −18,5 kJkg%-G6 (6K/
3.11.3.4. Por personas que ingresan (Qd)
Para estimar el calor por persona, Orrego (2003), asigna un valor de 293 W por
persona, y calcula mediante la ecuación [3.29]:
Q. = Calor por persona ∙ N ∙ t [ 3.29]
Donde:
N: Número de personas que ingresan
t: Tiempo medio de permanencia

33
Se consideró que para estibar y mover las pilas se requiere el ingreso de 1
persona por un tiempo de dos minutos por cada ingreso de la persona a la
cámara.
3.11.3.5. Por iluminación (Qe)
Se tomó en cuenta que se usa una iluminación de 12 W/m2, y para ello la
ecuación [3.30] la determina (Orrego, 2003, p. 236):
Q6 = n ∙ P ∙ t [ 3.30]
Donde:
n: Número de focos
P: Potencia de los focos (W)
t: Tiempo de funcionamiento de los focos, se considera dos minutos al realizar el
ingreso a la cámara de congelación, al pasar de congelación a
almacenamiento se considera 7 minutos por cada ingreso a la cámara ya que
deben apilar mayor cantidad de fundas de concentrado o pulpa congelada por
gaveta.
3.11.3.6. Por apertura de puertas (Qf)
Toledo (2007), calcula la carga térmica por apertura de puertas (W) mediante la
ecuación [3.31]:
Q$ = 2126We{,{C|C∆}HR,~R
[ 3.31]
W: ancho de la puerta (m)
H: alto de la puerta (m)
∆T: variación de temperatura del exterior de la cámara respecto al interior de la
cámara.

34
3.11.3.7. Cálculo de la carga total
La carga total se determina con la ecuación [3.32] y representa la sumatoria de
las cargas térmicas calculadas, más un 15% de factor de seguridad
Q} = 1,15 (Q% + Q\+QK + Q. + Q6 + Q$ [ 3.32]
3.12. ALMACENAMIENTO
Una vez congeladas las fundas de pulpa y concentrado son apiladas una sobre
otras en las gavetas, el almacenamiento se lo realiza en cámaras separadas para
el concentrado y para las pulpas. Para el caso de la pulpa se consideró un
almacenamiento de 24 fundas por gaveta, y para el concentrado de 60 fundas por
gaveta. Una vez apiladas se trasladan a una cámara de almacenamiento a -20 °C
hasta el momento de su despacho. Se consideró un almacenamiento de hasta
dos días de producción. La carga frigorífica se calculó con las mismas
expresiones del numeral 3.11 descritas en este capítulo con excepción de la
carga para congelar el producto.
3.13. TANQUES PULMÓN
Se consideró el diseño de tanques verticales que permiten almacenar los
productos de determinadas operaciones unitarias con el fin de recolectar el
producto saliente hasta conseguir un determinado volumen y poder abastecer la
siguiente operación unitaria.
Se consideró colocar tanques pulmón después del proceso de despulpado,
hidrolisis enzimática, microfiltración tangencial, pasteurización y evaporación
osmótica.
De acuerdo con Páez (2013), los tanques diseñados son atmosféricos con una
relación altura:diámetro de 2:1, la altura se calcula mediante la ecuación [3.33]:

35
H = 2D [ 3.33]
Donde:
H: Altura (m)
D: Diámetro (m)
Para determinar el diámetro se empleó la ecuación [3.34]
D = �2Vπ�
[ 3.34]
Donde:
V: Volumen (m3)
Se diseñaron los tanques de acuerdo a la capacidad de almacenamiento
requerida tomando en cuenta un 15 % de sobredimensionamiento y acero
inoxidable 304 como material de construcción.
Para calcular el espesor de la tapa se tomó en cuenta el tipo elipsoidal 2:1, y se
empleó la ecuación [3.35] (Páez, 2013, p.32):
t = P. D2S ∗ E − 0,2P
[ 3.35]
Donde:
P: Presión de diseño (1 atm)
S: Esfuerzo del material
E: Eficiencia de la soldadura
D: Diámetro interno del tanque

36
4. DISEÑO DE PLANTA
4.1. BALANCE DE MASA
En la Tabla 4.1 se muestran los resultados del balance de masa en cada etapa
del proceso. Los cálculos para cada etapa se presentan en el Anexo IX.
Tabla 4.1. Resultados del balance de masa para la obtención de concentrado de maracuyá
No Corriente
Descripción Flujo másico
(kg/día)
1 Maracuyá fresca 5 500,00
2 Maracuyá pesada 5 500,00
3 Maracuyá rechazada 275,00
4 Maracuyá clasificada 5 225,00
5 Agua clorada 13 715,63
6 Agua con impurezas 13 715,63
7 Maracuyá lavada 5 225,00
8 Cáscaras y semillas 3 344,00
9 Pulpa de maracuyá 1 881,00
10 Almidones 56,43
11 Pulpa centrifugada 1 824,57
12 Coctel enzimático 1,91
13 Pulpa hidrolizada 1 826,48
14 Retenido/ Pulpa (sub-producto) 609,13
15 Permeado 1 217,35
16 Concentrado de maracuyá 284,05
17 Salmuera 5,3 M 2 843,18
18 Agua evaporada 933,30
19 Salmuera hidratada 3 776,50
20 Concentrado envasado 284,05
21 Pulpa pasteurizada envasada 609,13
4.2. DIMENSIONAMIENTO Y ESPECIFICACIONES DE LOS
EQUIPOS PROPUESTOS
De acuerdo a la información proporcionada en el diagrama BPD y los criterios de
diseño se seleccionaron los equipos vía catálogo según la capacidad de cada

37
operación unitaria. En la Tabla 4.2 se describen los equipos principales para cada
etapa del proceso así como los tanques pulmón requeridos junto con la respectiva
capacidad de procesamiento.
Tabla 4.2. Requerimiento de equipos para la obtención de concentrado de maracuyá
Proceso Equipo Capacidad de Procesamiento
Número de unidades
Recepción y clasificación
Balanza 1 500 kg máx. 1 Banda trasportadora 4 m de largo 1
Lavado y desinfección
Lavadora de frutas 1 000 kg/h 1
Despulpado Despulpadora 500 kg/h 2
Tanque pulmón 1082 L 1
Centrifugación Decantadora centrífuga
2 500 L/h 1
Hidrólisis enzimática
Tanque enchaquetado 1 000 L 1 Tanque pulmón 1050 L 1
Microfiltración Módulo de MFT
4,32 m2 área efectiva
1
Tanque pulmón 702 L 1 Tanque pulmón 351 L 1
Pasteurización Pasteurizador tubular 600 L/h 1
Tanque pulmón 351 L 1
Evaporación Osmótica
Módulo de EO 14 m2 área
efectiva 1
Tanque pulmón 163 L 1 Regeneración de
Salmuera Evaporador de
película descendente 500 kg/h máx. 1
Envasado Llenadora 1 800 bolsas/h 1
Congelación Cámara de
congelación 32,62 m3 1
Almacenamiento Cámara de
congelación 32,62 m3 3
Las hojas de especificaciones de los equipos principales de la planta procesadora
se detallan en el Anexo X. Las especificaciones se presentan de acuerdo a la
información proporcionada en los catálogos de los fabricantes.
4.2.1. MÓDULO DE MICROFILTRACIÓN TANGENCIAL (MFT)
Después de varias estimaciones con el número de módulos de acuerdo al tiempo
de procesamiento y procurando que no sobrepasen las 24 horas se determinó un

38
número de módulos = 2. Con este número de módulos y dividiendo la producción
en dos lotes se puede hacer un uso eficiente de los mismos.
El área efectiva por módulo = 4,56 m2 (dato del fabricante)
Al reemplazar los datos en la ecuación 3.8 se obtiene:
Flujo de permeado = 13,33 Lh. m> ∗ 2 ∗ 4,56 m> = 121,57 Lh ∗ 1,049 kgL = 127,52 kgh
Para hacer uso eficiente del equipo se consideran dos cargas al módulo con la
mitad de la producción diaria cada una, por lo tanto:
Flujo másico de permeado = 1 217,35 kgdía
Mitad de la carga = 608,68 kgdía ∙ batch 608,68 kg de permeadodía ∙ batch ∗ 1 h127,52 kg de permeado ≅ 5 horasbatch ∙ día
Cada carga tardará 5 horas en procesar 913,24 kg de pulpa hidrolizada para
obtener 608,68 kg de jugo clarificado por día. Adicionalmente se tomó en cuenta
las dos horas de limpieza del equipo.
4.2.2. MÓDULO DE EVAPORACIÓN OSMÓTICA (EO)
Se conoce: Velocidad de flujo de agua evaporada (Flux) = 0,6 �&3.E� Al reemplazar en el Ecuación 3.9:
Número de módulos = 6 y área efectiva por módulo = 14 m2 (dato del fabricante)
Flujo de agua evaporada = 0,6 kgh. m> ∗ 6 ∗ 14m> = 50,4 kgh Se consideran dos cargas diarias al módulo:
Flujo másico de agua evaporada = 937,35 kgdía
39
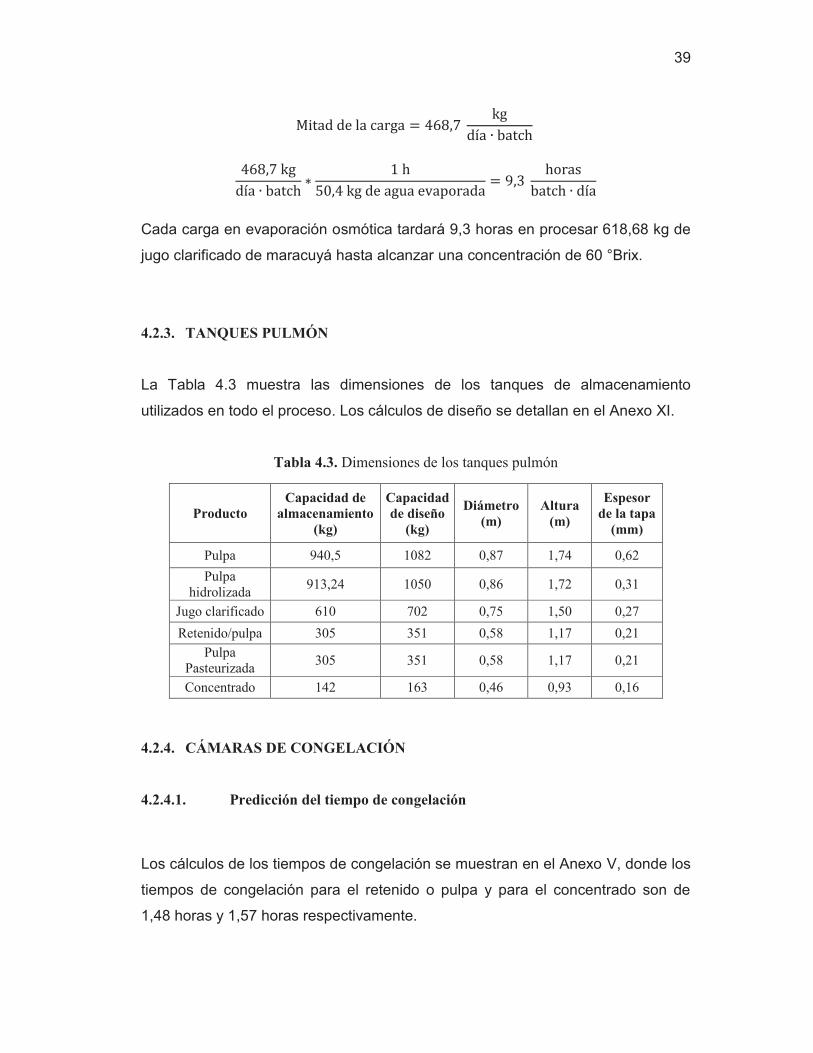
Mitad de la carga = 468,7 kgdía ∙ batch 468,7 kgdía ∙ batch ∗ 1 h50,4 kg de agua evaporada = 9,3 horasbatch ∙ día
Cada carga en evaporación osmótica tardará 9,3 horas en procesar 618,68 kg de
jugo clarificado de maracuyá hasta alcanzar una concentración de 60 °Brix.
4.2.3. TANQUES PULMÓN
La Tabla 4.3 muestra las dimensiones de los tanques de almacenamiento
utilizados en todo el proceso. Los cálculos de diseño se detallan en el Anexo XI.
Tabla 4.3. Dimensiones de los tanques pulmón
Producto Capacidad de
almacenamiento (kg)
Capacidad de diseño
(kg)
Diámetro (m)
Altura (m)
Espesor de la tapa
(mm)
Pulpa 940,5 1082 0,87 1,74 0,62
Pulpa hidrolizada
913,24 1050 0,86 1,72 0,31
Jugo clarificado 610 702 0,75 1,50 0,27
Retenido/pulpa 305 351 0,58 1,17 0,21
Pulpa Pasteurizada
305 351 0,58 1,17 0,21
Concentrado 142 163 0,46 0,93 0,16
4.2.4. CÁMARAS DE CONGELACIÓN
4.2.4.1. Predicción del tiempo de congelación
Los cálculos de los tiempos de congelación se muestran en el Anexo V, donde los
tiempos de congelación para el retenido o pulpa y para el concentrado son de
1,48 horas y 1,57 horas respectivamente.

40
4.2.4.2. Dimensionamiento de la cámara de congelación
Como se mencionó en los criterios de diseño las dimensiones de la cámara fueron
tomadas de acuerdo al ingreso de la pulpa por ser el producto de mayor flujo a
congelar. De tal forma que las dimensiones se muestran en la Tabla 4.4.
Tabla 4.4. Dimensiones internas de la cámara de congelación
Medida Unidades
Altura 2,33 m
Ancho 2,80 m
Largo 4,61 m
Área del piso y techo 12,91 m2
Área de paredes (ancho) 6,52 m2
Área de paredes (largo) 10,74 m2
Volumen 30,01 m3
La figura 4.1 muestra las dimensiones y la distribución de las torres de gavetas en
la cámara de congelación tomando en cuenta los criterios de diseño
anteriormente mencionados.
Figura 4.1. Dimensiones (mm) de la cámara de congelación y distribución
de las gavetas

41
4.2.5. CÁLCULO DE CARGAS TÉRMICAS
De acuerdo a los datos proporcionados en los criterios de diseño, se reemplaza
en cada una de las ecuaciones para calcular las diferentes cargas térmicas. La
Tabla 4.5 muestra el resumen de las cargas en kW calculadas para el
congelamiento de pulpa y concentrado.
Tabla 4.5. Resumen de las cargas térmicas en la congelación de pulpa y concentrado de maracuyá
Qa Qb Qc Qd Qe Qf Qtotal Qtotal
Pulpa 20,08 0,23 3,79 0,05 1,8x10-3 121,51 145,65 167,50
Concentrado 5,47 0,23 1,53 0,02 7,6x10-4 121,51 128,76 148,08
4.3. PLANIFICACIÓN DE LA PRODUCCIÓN
Conocidos los flujos a procesar y las capacidades de los equipos se estableció la
planificación de la producción mediante el diagrama de Gantt que se muestra en
la Figura 4.2. La planta opera 24 horas en tres turnos con la finalidad de cumplir
los tiempos de residencia en los módulos de microfiltración tangencial y
evaporación osmótica.
Se consideraron 22 días laborables por cada mes durante el año ya que la
producción de maracuyá es constante, la producción diaria se dividió en dos lotes
una vez concluido el proceso de lavado de la fruta.
La Tabla 4.6 indica la duración de cada operación unitaria y se identificó con
colores a los lotes.
Tabla 4.6. Duración de cada operación unitaria en el proceso productivo por día
Operación Unitaria Horas Comienzo Fin
Clasificación 2,71 8:00 10:43
Lavado 5,23 8:15 13:29
Despulpado 2,62 8:40 11:17

42
Tabla 4.6. Duración de cada operación unitaria en el proceso productivo por día (continuación…)
Operación Unitaria Horas Comienzo Fin
Centrifugación 0,38 11:17 11:40
Hidrólisis 1 11:40 12:40
Microfiltración 5 12:40 17:40
Pasteurización 1 17:40 18:40
Envasado pulpa 0,33 18:40 19:00
Congelación pulpa 1,48 19:00 20:29
Evaporación osmótica 9,3 17:40 2:58
Envasado concentrado 0,27 2:50 3:06
Congelación concentrado 1,57 3:06 4:40
Despulpado 2,62 19:30 22:07
Centrifugación 0,38 22:07 22:30
Hidrólisis 1 22:41 23:41
Microfiltración 5 23:41 4:41
Pasteurización 1 4:41 5:41
Envasado de la pulpa 0,34 5:41 6:01
Congelación de la pulpa 1,48 6:01 7:30
Evaporación osmótica 9,3 5:00 14:18
Envasado concentrado 0,27 14:20 14:36
Congelación concentrado 1,57 14:36 16:10
Primer lote
Segundo lote
Los dos lotes unidos

43
Fig
ura
4.2
.Dia
gram
a de
Gan
tt p
ara
la o
bten
ción
de
conc
entr
ado
de m
arac
uyá
Op
erac
ión
Uni
tari
aC
lasi
fica
ción
Lav
ado
Des
pulp
ado
Cen
trif
ugac
ión
Hid
róli
sis
Mic
rofi
ltra
ción
Pas
teur
izac
ión
Env
asad
o re
teni
doE
vapo
raci
ón o
smót
ica
Env
asad
o co
ncen
trad
oC
onge
laci
ónP
rim
erlo
teSe
gund
olo
teU
nso
lolo
te
5:00
6:00
7:00
8:00
9:00
10:0
011
:00
12:0
013
:00
14:0
04:
0015
:00
16:0
017
:00
18:0
019
:00
20:0
021
:00
22:0
023
:00
0:00
1:00
2:00
3:00
4:00

44
4.4. BALANCE DE ENERGÍA
4.4.1. CONSUMO DE VAPOR EN HIDRÓLISIS ENZIMÁTICA Y
MICROFILTRACIÓN TANGENCIAL
Únicamente la hidrólisis enzimática y la microfiltración tangencial requieren
acondicionamiento de temperatura utilizando tanques con sistema de
calentamiento mediante vapor saturado. La presión a la que se encuentra Santa
Elena es de 1 bar.
En estos procesos, se plantea el balance de energía para un sistema abierto de
acuerdo a la ecuación [4.1]:
Q&%q%./ = −Q�6G.-./ [ 4.1]
Donde:
Q&%q%./: Flujo calórico ganado por el jugo de maracuyá
Q�6G.-./: Flujo calórico cedido por el vapor saturado a 1 bar
Al reemplazar los flujos calóricos sensible y latente se obtiene la ecuación [4.2]:
m�'&/C��'&/∆T = −m�%�/GLp�%�/G [ 4.2]
Donde:
Lp�%�/G: Calor latente de vaporización (kJ/kg), se encuentra en las tablas de vapor
saturado (Anexo XII)
Para el cálculo se emplearon los datos de la Tabla 3.1 de las propiedades termo
físicas para el jugo y concentrado de maracuyá.
Los cálculos realizados se muestran en el Anexo XIII.
4.4.2. CONSUMO DE VAPOR EN LA REGENERACIÓN DE SALMUERA
La regeneración de salmuera, proceso complementario a la evaporación
osmótica, requiere la remoción de agua continuamente empleando un evaporador
de película descendente. El catálogo de este equipo indica que es necesario

45
1,25 kg de vapor de 105 °C a 1,2 bar por kg de agua evaporada. En la Tabla 4.7
se resumen el flujo diario de vapor requerido en cada proceso.
Tabla 4.7. Consumo de vapor diario en la planta de concentrado de maracuyá
Proceso Equipo Flujo de vapor
(kg/día) Porcentaje %
Hidrólisis enzimática Tanque enchaquetado 12,40 2,58
Microfiltración tangencial Módulo de MFT 2,22 0,46
Regeneración de salmuera Evaporador de película
descendente 466,65 96,96
TOTAL 481,27 100
Más un factor de seguridad del 15 %: 553,46 kg/día
El mayor consumo de vapor se da en la regeneración de la salmuera, en la que
aproximadamente trabaja el evaporador por 9 horas como máximo, que es el
tiempo que dura la evaporación osmótica.
Al dividir la cantidad de vapor para las 9 horas, se determinó la necesidad de un
calderín con la capacidad de generar vapor de 61,5 kg/h. Las especificaciones del
equipo se encuentran en el Anexo X junto con los otros equipos anteriormente
mencionados. Los cálculos se detallan en el Anexo XIII.
4.4.3. CONSUMO DE ENERGÍA ELÉCTRICA
Los requerimientos de energía eléctrica global en la planta se determinaron de
acuerdo a la potencia especificada en cada equipo, el número de unidades
requeridas y el tiempo de operación diario establecido en la planificación de la
producción. En la Tabla 4.8 se sintetiza el consumo de energía eléctrica diario por
proceso.
En los procesos de microfiltración tangencial así como de evaporación osmótica
se requiere de un sistema de limpieza en el lugar denominado CIP por sus siglas
en inglés (Clean in place), este sistema está incluido en el equipo de MFT y EO;
46
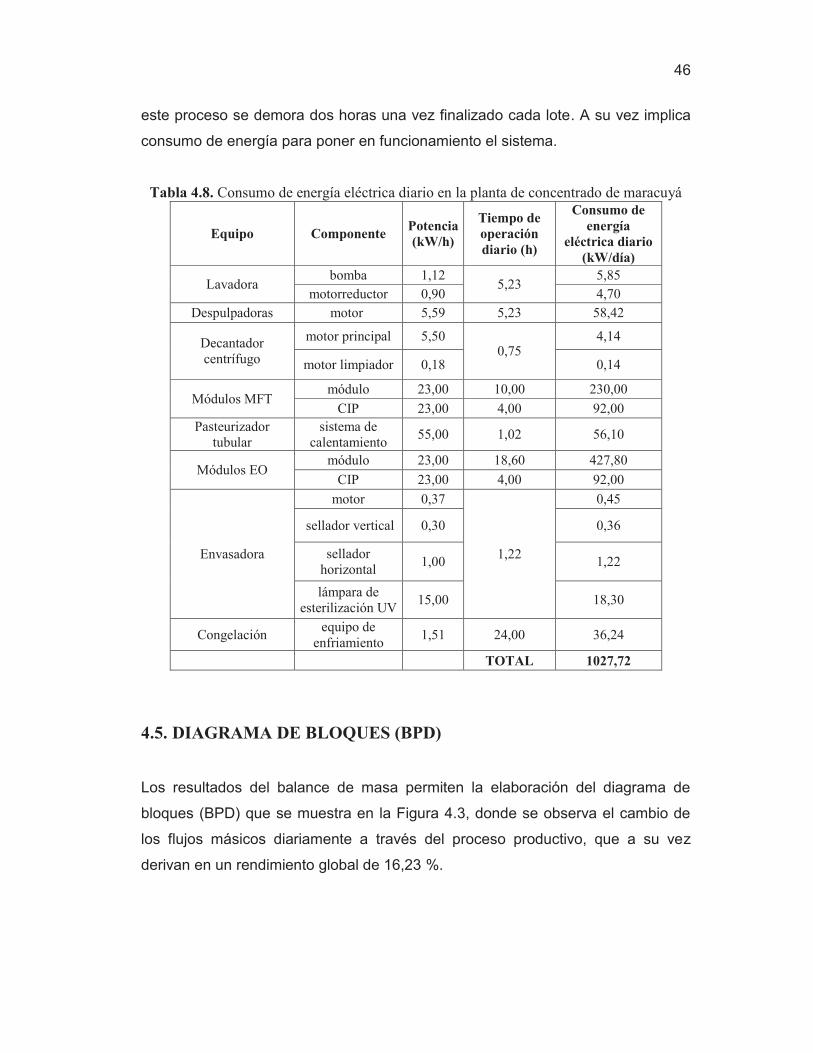
este proceso se demora dos horas una vez finalizado cada lote. A su vez implica
consumo de energía para poner en funcionamiento el sistema.
Tabla 4.8. Consumo de energía eléctrica diario en la planta de concentrado de maracuyá
Equipo ComponentePotencia (kW/h)
Tiempo de operación diario (h)
Consumo de energía
eléctrica diario (kW/día)
Lavadorabomba 1,12
5,235,85
motorreductor 0,90 4,70Despulpadoras motor 5,59 5,23 58,42
Decantador centrífugo
motor principal 5,500,75
4,14
motor limpiador 0,18 0,14
Módulos MFTmódulo 23,00 10,00 230,00
CIP 23,00 4,00 92,00Pasteurizador
tubularsistema de
calentamiento55,00 1,02 56,10
Módulos EOmódulo 23,00 18,60 427,80
CIP 23,00 4,00 92,00
Envasadora
motor 0,37
1,22
0,45
sellador vertical 0,30 0,36
sellador horizontal
1,00 1,22
lámpara de esterilización UV
15,00 18,30
Congelaciónequipo de
enfriamiento1,51 24,00 36,24
TOTAL 1027,72
4.5. DIAGRAMA DE BLOQUES (BPD)
Los resultados del balance de masa permiten la elaboración del diagrama de
bloques (BPD) que se muestra en la Figura 4.3, donde se observa el cambio de
los flujos másicos diariamente a través del proceso productivo, que a su vez
derivan en un rendimiento global de 16,23 %.

4
7
REC
EPC
IÓN
CLA
SIFI
CAC
IÓN
DES
PULP
AD
O
Mar
acuy
á La
vada
5225
kg/
día
CEN
TRIF
UG
AC
IÓN
Pul
pa d
e
Mar
acuy
á1
881
kg/d
ía
HID
RÓ
LISI
S EN
ZIM
ÁTI
CA
MIC
RO
FILT
RACI
ÓN
TA
NG
ENC
IAL
Pul
pa h
idro
lizad
ad
e m
arac
uyá
1826
,48
kg/d
ía
EVA
PO
RA
CIÓ
N
OSM
ÓTI
CA
Cla
rifi
cado
d
e m
arac
uyá
1 21
7,35
kg/
día
ENV
ASA
DO
Con
cent
rado
De
mar
acu
yá28
4,05
kg/
día
LAV
AD
O Y
D
ESIN
FEC
CIÓ
N
Mar
acuy
á cl
asif
icad
a52
25 k
g/d
ía
Coc
tel e
nzim
átic
o
1,91
kg/
día
Alm
ido
nes
56,4
3 kg
/día
Agu
a cl
ora
da 5
0 p
pm13
715
,6 k
g/d
ía
Mar
acuy
á fr
uta
5
500
kg/d
ía
Agu
a cl
ora
da 5
0 p
pm
mas
imp
urez
as13
715
,6 k
g/d
ía
Cás
cara
s, s
emill
as3
344
kg/d
ía
Ret
enid
o/P
ulp
a60
9,10
kg/
día
CO
NG
ELA
CIÓ
N
Frut
a n
o a
pta
27
5 Kg
/día
REG
ENER
AC
IÓN
DE
SA
LMU
ERA
Salm
uer
a h
idra
tad
a3
780,
53 k
g/d
íaSa
lmu
era
rege
ner
ada
2843
,18
kg/d
ía
609,
13 K
g/dí
a d
e R
eten
ido
de m
arac
uyá
284,
05 K
g/dí
a d
e C
once
ntra
do d
e m
arac
uyá
Pul
pa c
ent
rifu
gada
de
mar
acu
yá1
824,
57 k
g/d
ía
PA
STEU
RIZ
AC
IÓN
Ret
enid
o/P
ulp
a p
aste
uriz
ada
609,
13 k
g/d
ía
Agu
a e
vapo
rada
937,
35 k
g/d
ía
Fig
ura
4.3
. Dia
gram
a de
blo
ques
(B
PD
) pa
ra la
pro
ducc
ión
de c
once
ntra
do d
e m
arac
uyá
por
evap
orac
ión
osm
ótic
a

48
4.6. DIAGRAMA DE FLUJO (PFD)
La Figura 4.4 muestra el diagrama de flujo (PFD) para la obtención de
concentrado de maracuyá por evaporación osmótica. La simbología empleada
para la representación de los equipos está de acuerdo a la norma ANSI /ISA-S5.5
y la nomenclatura se describe en la Tabla 4.9, donde las letras constituyen las
siglas de identificación del equipo, el primer número el área de ubicación en
planta y los últimos números el orden de acuerdo a la secuencia de operaciones
unitarias en el proceso.
Tabla 4.9. Nomenclatura utilizada en el diagrama de flujo del proceso (PFD)
Área Proceso Equipo Codificación
1
Recepción Balanza BA-101
Clasificación Banda transportadora BT-102
Lavado Lavadora LA-103
2
Despulpado Despulpadora DP-201
Centrifugado Decantadora centrifuga DC-203
Hidrólisis enzimática Tanque enchaquetado TC-204
3
Microfiltración Módulo de MFT MF-302
Pasteurización Pasteurizador PA-309
Evaporación osmótica
Módulo de EO EO-304
Evaporador EV-305
Tanque de enfriamiento TE-306
4 Envasado Envasadora EN-401
Los tanques de almacenamiento tienen como nomenclatura las letras TA
seguidas del número de acuerdo al orden presentado en el diagrama de flujo
PFD.

ES
CU
EL
A P
OL
ITÉ
CN
ICA
NA
CIO
NA
L
FA
CU
LT
AD
DE
IN
GE
NIE
RÍA
QU
ÍMIC
A Y
AG
RO
IND
US
TR
IAL
Fec
ha:
10 d
e M
arzo
del
201
7
Esc
ala:
1_15
0
Pag
inas
:1
de 1
Nom
bre
del P
roye
cto:
DIS
EÑ
O D
E P
LA
NT
A P
AR
A L
A P
RO
DU
CC
IÓN
DE
CO
NC
EN
TR
AD
O C
ON
GE
LA
DO
DE
MA
RA
CU
YA
PO
R E
VA
PO
RA
CIÓ
N O
SM
OT
ICA
Ela
bora
do p
or:
ES
TH
EL
A F
LO
RE
S S
.
Mar
acu
yá
Ag
uacl
orad
a5
0p
pm
Ag
uacl
orad
am
asim
pur
eza
s
Alm
idon
es
Coc
tele
nzi
má
tico
Con
cen
trado
dem
arac
uyá
1
Cás
cara
sy
sem
illas
Va
por
deag
ua
Nú
mer
ode
laco
rrie
nte
12
34
56
78
910
1112
1314
1516
1718
1920
21
Des
crip
ción
dela
corr
ien
teM
arac
uyá
fres
caM
arac
uyá
pesa
daM
arac
uyá
rech
azad
aM
arac
uyá
clas
ific
ada
Agu
ac l
orad
aA
gua
con
i mpu
reza
sM
arac
uyá
lava
daC
ásca
ras
yse
mill
asP
ulpa
dem
arac
uyá
Alm
idon
esP
ulpa
cent
rifu
gada
Coc
tél
enzi
mát
ico
Pul
pah i
drol
izad
aP
ulpa
Cla
rifi
cado
dem
arac
uyá
Con
cent
rado
dem
arac
uyá
Salm
uera
h idr
atad
aA
gua
evap
orad
aSa
lmue
rare
gene
rada
Con
cent
rado
enva
sado
Pul
paen
vasa
da
Flu
jom
ásic
o(K
g/dí
a)
Fru
tano
apta
2
3
4
5
AA
6
7
8
91010101010
11
12
13
14
15
16
1718
19
20
BA
-10
1
BT
-10
2
LA-1
03
DP
-20
1D
C-2
03
TC
-20
4
TA
-30
1M
F-3
02
TA
-30
3
EO
-30
4
EV
-30
5
TA
-30
7
EN
-40
1
TE
-30
6
32
,5
34
31
28
9'
19'
16'
13'
15'
TA
-30
8
21
14'
TA
-31
0
14'
'1
4''
11114444''444
'''
PA
-30
9
TA
-20
2
Concentr
ado d
e m
ara
cuyá
e
nvasado
Pu
lpa
de m
ara
cuyá
envasad
a
5 50
0,00
5 5
00,0
027
5,0
05
225,
00
13 7
15,0
013
715
,00
5 22
5,00
3 34
4,00
1 88
1,00
56
,43
1
824,
57 1
,91
1
826
,40 8
609
,13
1
217
,35
28
4,05
2
843,
18 9
37,3
5 3
780,
53 2
84,0
4 60
9,13
Not
a: L
a no
men
clat
ura
de la
s co
rrie
ntes
con
apo
stro
fe c
orre
spon
den
a fl
ujos
pro
veni
ente
s de
tanq
ues
pulm
ón
49
Fig
ura
4.4
. D
iag
ram
a d
e fl
ujo
PF
D p
ara
la p
lan
ta p
roce
sad
ora
de
con
cen
trad
o d
e m
arac
uy
á p
or
evap
ora
ció
n o
smó
tica

50
4.7. DISPOSICIÓN EN PLANTA Y PLANOS DE ELEVACIÓN
De acuerdo a la naturaleza de las operaciones unitarias en el proceso, es decir,
posible generación de desechos, uso de agua para limpieza y asepsia requerida
se han considerado cuatro áreas principales en la distribución en planta:
· Área sucia que abarca desde la recepción de fruta hasta la desinfección ( 1 ),
· Área de tratamiento secundario de la fruta que culmina con la hidrólisis
enzimática ( 2 ),
· Área limpia que involucra los módulos de microfiltración y evaporación
osmótica ( 3 )
· Área de envasado y almacenamiento del producto terminado ( 4 )
Bajo esta clasificación y conocidas las dimensiones de cada equipo requerido en
las diferentes operaciones unitarias se propone la disposición de equipos en
planta (layout) que se presenta en la Figura 4.5.
Esta distribución es del tipo “U” de manera que la zona de recepción de materia
prima y la correspondiente a descarga del producto terminado se ubican en un
mismo lado de la planta. El espaciamiento entre equipos para el movimiento de
operarios y labores de mantenimiento se ha establecido de acuerdo al código
ecuatoriano para la construcción CPE INEN 5 resultando en una planta con
superficie total de 400,59 m2 repartida como se indica en la Tabla 4.10.
Tabla 4.10. Superficie ocupada por los diferentes procesos en la planta
Nombre del Área Superficie (m2) Clasificación y lavado 41,74 Extracción de la pulpa 73,76
Microfiltración y evaporación osmótica 25,67 Regeneración de salmuera 19,47
Envasado 16,46 Cámaras de congelación 46,59
Bodega de Insumos 41,22 Baños, vestidores y área administrativa 135,68
TOTAL 400,59

51
Adicionalmente, se plantean tres cortes (A-A’, B-B’ y C-C’) (Figura 4.5) sobre el
plano de distribución que a su vez dan origen a tres planos de elevación que se
muestran en las Figuras 4.6, 4.7 y 4.8 donde se pueden observar de manera
íntegra las dimensiones y espaciamiento entre todas las unidades de
procesamiento en la planta.
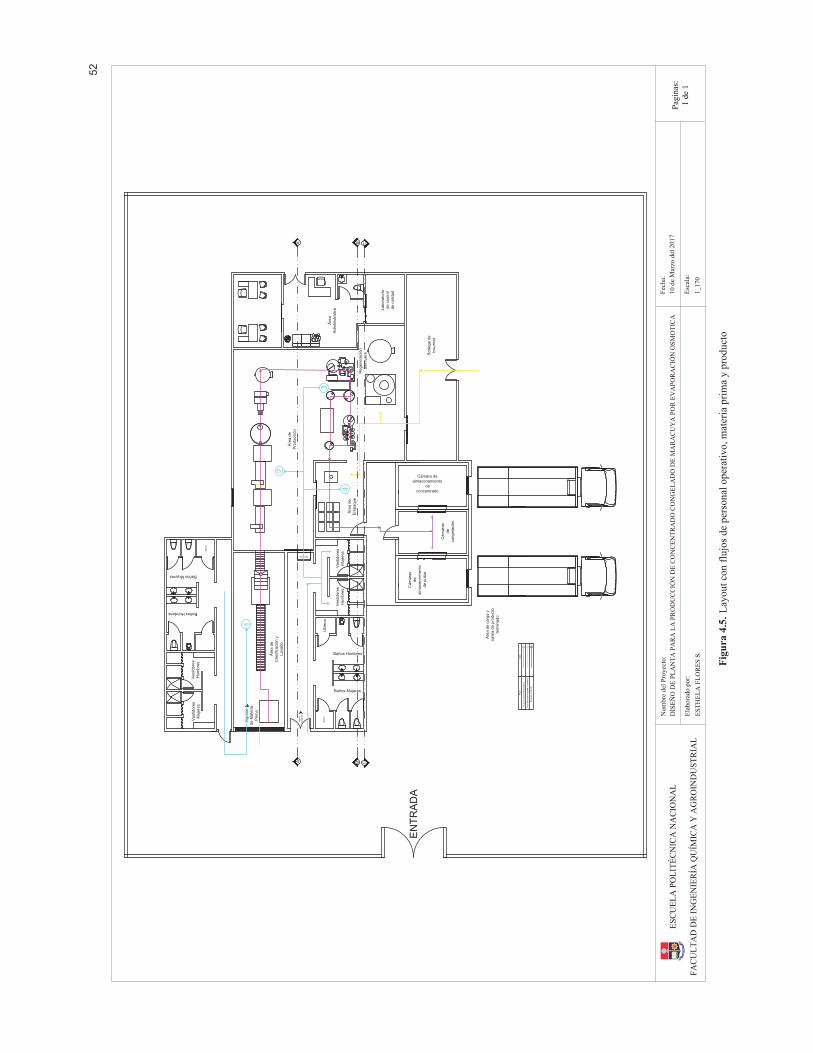
ES
CU
EL
A P
OL
ITÉ
CN
ICA
NA
CIO
NA
L
FA
CU
LT
AD
DE
IN
GE
NIE
RÍA
QU
ÍMIC
A Y
AG
RO
IND
US
TR
IAL
Fec
ha:
10 d
e M
arzo
del
201
7P
agin
as:
1 de
1
Nom
bre
del P
roye
cto:
DIS
EÑ
O D
E P
LA
NT
A P
AR
A L
A P
RO
DU
CC
IÓN
DE
CO
NC
EN
TR
AD
O C
ON
GE
LA
DO
DE
MA
RA
CU
YA
PO
R E
VA
PO
RA
CIÓ
N O
SM
OT
ICA
Ela
bora
do p
or:
ES
TH
EL
A F
LO
RE
S S
.
Exclusas
Baños Hombres
Baños Mujeres
Ing
reso
Pe
ato
na
l
Ingre
sode M
ate
ria
Prim
a
Áre
a d
e c
arg
a y
salid
a d
e p
roduct
ote
rmin
ado
Bodega d
eIn
sum
os
Áre
aA
dm
inis
trativ
aV
est
idore
sH
om
bre
sV
est
idore
sM
uje
res
Áre
a d
eP
roducc
ión
Áre
a d
eE
mpaque
Regenera
ción
Salm
uera
Áre
a d
eC
lasi
ficaci
ón y
Lava
do
Util
eria
Util
eria
1
Flu
jo d
e p
ers
on
al o
pe
rativ
o
Flu
jo d
e p
rod
uct
o
Flu
jo d
e m
ate
ria
prim
a e
insu
mo
s
Flu
joC
olo
r
Labora
torio
de c
ontr
ol
de c
alid
ad
Baños Hombres
Baños Mujeres
Vest
idore
sH
om
bre
sV
est
idore
sM
uje
res
Util
eria
2
3
4
EN
TR
AD
A
Cám
ara
sde
congela
ción
Cámara dealmacenamiento
deconcentrado
Cám
ara
sde
alm
ace
nam
iento
de p
ulp
a
BAA
'
C
B'
C'
Esc
ala:
1_17
0
52
Fig
ura
4.5
.L
ayo
ut
con
flu
jos
de
per
son
al o
per
ativ
o,
mat
eria
pri
ma
y p
rod
uct
o

Fec
ha:
10 d
e M
arzo
del
201
7P
agin
as:
1 de
1E
SC
UE
LA
PO
LIT
ÉC
NIC
A N
AC
ION
AL
FA
CU
LT
AD
DE
IN
GE
NIE
RÍA
QU
ÍMIC
A Y
AG
RO
IND
US
TR
IAL
Nom
bre
del P
roye
cto:
DIS
EÑ
O D
E P
LA
NT
A P
AR
A L
A P
RO
DU
CC
IÓN
DE
CO
NC
EN
TR
AD
O C
ON
GE
LA
DO
DE
MA
RA
CU
YA
PO
R E
VA
PO
RA
CIÓ
N O
SM
OT
ICA
Ela
bora
do p
or:
ES
TH
EL
A F
LO
RE
S S
.
Exclusas
Baños Hombres
Baños Mujeres
Ing
reso
Pe
ato
na
l
Ingre
sode M
ate
ria
Prim
a
Bodega d
eIn
sum
os
Áre
aA
dm
inis
trativ
aV
est
idore
sH
om
bre
sV
est
idore
sM
uje
res
Áre
a d
eP
roducc
ión
Áre
a d
eE
mpaque
Regenera
ción
Salm
uera
Áre
a d
eC
lasi
ficaci
ón y
Lava
do
Util
eria
Util
eria
Labora
torio
de c
ontr
ol
de c
alid
ad
Baños Hombres
Baños Mujeres
Vest
idore
sH
om
bre
sV
est
idore
sM
uje
res
Util
eria
Cám
ara
sde
congela
ción
Cámara dealmacenamiento
deconcentrado
Cám
ara
sde
alm
ace
nam
iento
de p
ulp
a
BAA
'
C
B'
C'
BA
-101
BT
-102
LA
-103
DP
-201
TE
-202
DC
-203
TC
-204
TA
-308
MF
-302
EO
-304
TA
-307
PA
-309
EN
-401
EV
-305
TE
-306
Esc
ala:
1_16
0
Fig
ura
4.6
.L
ayo
ut
de
la p
lan
ta p
roce
sad
ora
de
con
cen
trad
o d
e m
arac
uy
a p
or
evap
ora
ció
n o
smó
tica
co
n c
ort
es
53

Fec
ha:
10 d
e M
arzo
del
201
7
Esc
ala:
1_15
0
Pag
inas
:1
de 1
ES
CU
EL
A P
OL
ITÉ
CN
ICA
NA
CIO
NA
L
FA
CU
LT
AD
DE
IN
GE
NIE
RÍA
QU
ÍMIC
A Y
AG
RO
IND
US
TR
IAL
Nom
bre
del P
roye
cto:
DIS
EÑ
O D
E P
LA
NT
A P
AR
A L
A P
RO
DU
CC
IÓN
DE
CO
NC
EN
TR
AD
O C
ON
GE
LA
DO
DE
MA
RA
CU
YA
PO
R E
VA
PO
RA
CIÓ
N O
SM
OT
ICA
Ela
bora
do p
or:
ES
TH
EL
A F
LO
RE
S S
.
TA
-308
MF
-302
Cor
te B
-B'
Cor
te A
-A'
PR
OD
UC
TO
EM
PA
CA
DO
EN
-401
TA
-307
EO
-304
BA
-101
BT
-102
LA
-103
DP
-201
DP
-201
TE
-202
DC
-203
TC
-204
ES
C. 1_
120
ES
C. 1_8
0
Fig
ura
4.7
. P
lan
o d
e el
evac
ión
de
la p
lan
ta p
roce
sad
ora
de
con
cen
trad
o d
e m
arac
uy
á p
rim
era
par
te
54

ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA QUÍMICA Y AGROINDUSTRIALFecha:
10 de Marzo del 2017
Escala:
1_150
Paginas:1 de 1
Nombre del Proyecto:
DISEÑO DE PLANTA PARA LA PRODUCCIÓN DE CONCENTRADO CONGELADO DE MARACUYA POR EVAPORACIÓN OSMOTICA
Elaborado por:
ESTHELA FLORES S.
EO-304 TE-306Corte C-C' ESC. 1_50
Figura 4.8. Plano de elevación de la planta procesadora de concentrado de maracuyá segunda parte
55

56
4.8. DIAGRAMA DE TUBERÍAS E INSTRUMENTACIÓN (P&ID)
12 – AB – 012 – CS SA
Diámetro nominal
Código de fluido
Código del materialNúmero
de corriente
Figura 4.9. Nomenclatura para las tuberías en el diagrama P&ID
Dada la naturaleza de los fluidos a transportarse a lo largo del proceso, se
considera tuberías de acero inoxidable 304 y de igual manera para los accesorios
involucrados en la conducción (codos, ensanchamiento y reducciones, divisores
de flujo y válvulas manuales). Además, se ha definido el uso de bombas
centrífugas en todo el proceso, cuya potencia teórica se determinó aplicando un
balance de energía mecánica expresado a través de la ecuación [4.3] de
Bernoulli:
PRγ + ZR + VR>2g + HE = P>γ + Z> + V>>
2g + h$} + h$�� [ 4.3]
Donde:
PR, P>: Presión absoluta en la entrada y salida
ZR, Z>: Diferencia de nivel entre la entrada y salida
VR, V>: Velocidad del fluido a través de la tubería
γ: Gravedad específica del fluido
HE: Altura manométrica de la bomba
En concordancia con el diagrama de flujo del proceso (PFD) y la distribución de
equipos en la planta se establece el diagrama de tuberías e instrumentación
(P&ID) que se muestra en la Figura 4.10. La caracterización de las tuberías se
realiza de acuerdo a nomenclatura PDVSA que se describe a continuación en la
Figura 4.9:

57
h$}, h$��: Pérdidas por fricción en la tubería y en accesorios respectivamente
Un ejemplo de cálculo de potencia se presenta en el Anexo XIV y las
especificaciones principales de las bombas centrífugas se muestran en la Tabla
4.11, la Figura 4.10 muestra el diagrama de tuberías P&ID para la planta.
Tabla 4.11. Especificaciones principales de las bombas empleadas en el proceso
Nomenclatura Caudal (m3/h)
Altura manométrica (m)
Potencia teórica (hp)
B-01 0,35 11,19 0,15
B-02 4,72 11,46 2,06
B-03 4,58 11,42 2,17
B-04 4,58 13,91 2,43
B-05 0,11 12,09 0,05
B-06 0,05 10,94 0,02
B-07 0,11 12,09 0,05
B-08 0,01 11,64 0,01
B-09 0,29 16,39 0,19
B-10 0,18 11,24 0,08
B-11 0,18 11,41 0,08
B-12 0,01 11,49 0,01
B-13 0,05 11,67 0,02
B-14 0,05 10,96 0,02
B-15 0,05 11,67 0,02

ES
CU
EL
A P
OL
ITÉ
CN
ICA
NA
CIO
NA
L
FA
CU
LT
AD
DE
IN
GE
NIE
RÍA
QU
ÍMIC
A Y
AG
RO
IND
US
TR
IAL
Fec
ha:
10 d
e M
arzo
del
201
7P
agin
as:
1 de
1
Nom
bre
del P
roye
cto:
DIS
EÑ
O D
E P
LA
NT
A P
AR
A L
A P
RO
DU
CC
IÓN
DE
CO
NC
EN
TR
AD
O C
ON
GE
LA
DO
DE
MA
RA
CU
YA
PO
R E
VA
PO
RA
CIÓ
N O
SM
OT
ICA
Ela
bora
do p
or:
ES
TH
EL
A F
LO
RE
S S
.
Mara
cuyá n
o
apta
Agua c
lora
da
Agua c
on
impure
zas
Cáscara
s y
sem
illas
Em
paques
Conce
ntr
ado
enva
sado
Rete
nid
oenva
sado
Agua
eva
pora
da
B-0
1B
-02
B-0
7
B-0
8
B-0
9B
-10
B-1
2
B-1
3
VM
-01
VM
-02
VM
-0
VM
-08
VM
-09
VM
-10
VM
-16
VM
-12
VM
-14
Em
paques
VM
-15
B-1
B-1
5B
-14
VM
-13
Esc
ala:
S/E
58
Fig
ura
4.10
.
Dia
gra
ma
de
tub
ería
s e
inst
rum
enta
ció
n (
P&
ID)
par
a la
pla
nta
pro
cesa
do
ra d
e co
nce
ntr
ado
de
mar
acu
yá
po
r ev
apo
raci
ón
osm
óti
ca

59
5. ESTUDIO DE PRE FACTIBILIDAD ECONÓMICA
Los resultados obtenidos a través de las diferentes etapas del diseño de la planta
procesadora de concentrado de maracuyá por evaporación osmótica permiten
establecer rubros referidos a inversión y costos preliminares a la instalación de la
planta. Dichos montos facilitan el estudio de pre factibilidad económica que se
presenta en las siguientes secciones.
5.1. INVERSIÓN
La Tabla 5.1 muestra los montos que se han tomado en cuenta para la instalación
de la planta junto con el desglose de la inversión fija y capital de operación que se
indica en las Tablas 5.2 a 5.4.
Tabla 5.1. Inversiones para la instalación de la planta
Inversiones Valor (Dólares) %
Inversión fija 524 709,00 32,58
Capital de operaciones 1 085 798,00 67,42
INVERSIÓN TOTAL 1 610 508,00 100,00
Tabla 5.2. Detalle de la inversión fija
Denominación Valor (dólares) %
Terrenos y construcciones 82 700,00 15,76
Maquinaria y equipo 374 560,00 71,38
Otros activos 42 463,00 8,09
SUBTOTAL 499 723,00 95,24
Imprevistos de la inversión fija (5%) 24 986,15 4,76
TOTAL 524 709,15 100

60
Tabla 5.3. Costo de maquinaria y equipos
Denominación Valor (dólares)
Equipo de producción 304 560
Gastos de instalación y montaje 20 000
Camión y vehículos de trabajo 50 000
TOTAL 374 560
Tabla 5.4. Detalle del capital de operación
Denominación Tiempo (meses)
Valor (dólares)
Materiales directos 12 657 948
Mano de obra directa 12 76 841
Carga fabril 12 320 227
Gastos de administración 12 20 767
Gastos de venta 12 10 014
TOTAL 1 085 798
5.2. VENTAS NETAS
La Tabla 5.5 refleja la posibilidad de alcanzar ventas aproximadas de 1 395 240
USD, donde el mayor aporte de ingresos representa la pulpa como subproducto
dentro de este proyecto. El precio unitario del concentrado de maracuyá obtenido
mediante evaporación osmótica se mantiene en el límite inferior dentro del rango
de la competencia que emplea evaporación térmica convencional.
Tabla 5.5. Ventas netas anuales
Producto Cantidad
(kg) Valor Unitario
(dólares) Valor Total
(dólares)
Concentrado 73 920 8,00 591 360
Retenido/Pulpa 160 776 5,00 803 880
TOTAL 1 395 240

61
5.3. COSTOS Y GASTOS
La Tabla 5.6 muestra los costos y gastos correspondientes a materiales directos,
mano de obra directa y carga fabril.
Tabla 5.6. Costos y gastos anuales
Denominación Valor (dólares) %
Materiales directos 657 948 59,35
Mano de obra directa 76 841 6,93
Carga fabril
a) Mano de obra indirecta 8535 0,77
b) Materiales indirectos 10 000 0,90
c) Depreciación 50 957,3 4,6
e) Suministros 284 209 25,64
d) Reparación y mantenimiento 4 573 0,41
f) Seguros 4 573 0,41
g) Imprevistos 10 885 0,98
TOTAL 1 108 522 100
5.4. PUNTO DE EQUILIBRIO
La Figura 5.1 muestra que el proyecto para obtención de concentrado de
maracuyá alcanza su punto de equilibrio económico cuando el 64 % de la
capacidad es utilizada con un monto total de ingresos de 1 395 240 USD. Los
parámetros considerados para calcular el punto de equilibrio se detallan en la
Tabla 5.7.
Tabla 5.7. Parámetros para calcular el punto de equilibrio
Costos Fijos Costos Variables
(Dólares) Totales (Dólares)
Materiales Directos 657.948,41
Mano de Obra Directa 76.841,28
Carga Fabril
Mano de obra indirecta 8.535,20
Materiales indirectos 10.000,00
Depreciación 50.957,30
Suministros 284.209,32

62
Tabla 5.8. Parámetros para calcular el punto de equilibrio (continuación…)
Costos Fijos Costos Variables
(Dólares) Totales (Dólares)
Reparaciones y mantenimiento 4 572,60
Seguros 4 572,60
Imprevistos 10 885,41
Gastos de ventas 10 014,48
Gastos administración, generales 25 847,03
TOTAL 409 593,95 734 789,69
Figura 5.1. Punto de equilibrio del proyecto
5.5. INDICADORES FINANCIEROS TIR Y VAN
Para determinar los indicadores financieros se determina el flujo de caja para 10
años, donde se considera el desembolso de inversión en el año cero, de manera
que el flujo resultante es negativo. Los ingresos por ventas se contemplan desde
el primer año con un crecimiento anual del 5 % y una depreciación lineal. El flujo
de caja desarrollado se presenta en el Anexo XV.
S/-
S/200.000
S/400.000
S/600.000
S/800.000
S/1.000.000
S/1.200.000
S/1.400.000
S/1.600.000
0 20 40 60 80 100 120
% Capacidad Utilizada
Costos Fijos Costos Variables Costos Totales Ingresos

63
En este sentido, el valor actual neto (VAN) se ha estimado en 122 501,75 USD y
la tasa interna de retorno (TIR) en 8,7 % calculado considerando una tasa de
interés esperada del 6,5 % (BAN ECUADOR, 2017), que representa el interés de
mantener el dinero en una cuenta ganado el interés bancario.
64
6. CONCLUSIONES
1. De acuerdo al balance de masa se prevé que el rendimiento de concentrado
respecto a la fruta que ingresa es de 16,3 %.
2. De acuerdo al escalado simple realizado en microfiltración tangencial, es
necesaria la adquisición de dos membranas con las especificaciones
señaladas, y 6 membranas para el módulo de evaporación osmótica, de igual
manera con las características expuestas en los criterios de diseño.
3. En la predicción del tiempo de congelación de la pulpa y el concentrado los
resultados fueron de 1,57 horas para el concentrado y 1,48 horas para la
pulpa, pese a que la funda de concentrado tiene menor espesor que la de la
funda; sin embargo, hay que tomar en cuenta que la pulpa sale de un proceso
de pasteurización ya fría (8 °C), en cambio el concentrado se envasa a la
temperatura ambiente (24,1 °C).
4. De acuerdo a los requerimientos de vapor calculados en el balance de
energía, se evidenció que la mayor cantidad de vapor se usa en la
regeneración de salmuera (96,96 %), ya que en las operaciones unitarias
previas el requerimiento de vapor es bajo en comparación con la usada en la
evaporación térmica para renovar la salmuera.
5. Los indicadores financieros TIR y VAN de 9 % y 122 501,75 USD
respectivamente reflejan la factibilidad económica de implementar evaporación
osmótica con todos los procesos que ello implica para obtener concentrado de
maracuyá.

65
7. REFERENCIAS BIBLIOGRAFICA
1. Alvarado, R. (2001). Calculo se sistema de vapor para la industria de
concentrado de maracuya. Tesis de grado para la obtención del titulo de
ingeniero mecanico. Escuela Politecnica del Litoral. Guayaquil, Ecuador.
2. Auleda, J., Hernández, E., y Raventós, M. (2008). Modelo para la predicción
de los puntos de congelación de zumos. II Congreso Iberoamericano Sobre
Seguridad Alimentaria, 1-8.
3. Ávila, R., y Bullón, J. (2013). La concentración de jugos de fruta: Aspectos
básicos de los procesos sin y con membrana.Revista de la Facultad de
Ingeniería. Revista de la Facultad de Ingeniería, 28(3), 65-76.
4. Ayala, A., y Cevallos, E. (2013). Plan de exportación de concentrado de
maracuyá ecuatoriano al mercado japonés. (Tesis para optar al título de
Ingeniero Comercial con Mención Comercio Exterior). Escuela Politécnica
Salesiana. Guayaquil, Ecuador.
5. Berk, Z. (2013). Food process engineering and technology (Segunda ed.).
Academic press.
6. Casp, A., y Abril, J. (2003). Tecnología de alimentos: Procesos de
conservación de alimentos (Segunda ed.). Madrid: Mundi-Prensa.
7. Cimate-Data. (s.f.). Cimate Data Org. Recuperado el Enero de 2017, de
https://es.climate-data.org/location/2976/
8. Coronel, J., y Pérez, L. (2016). Colección de Tablas, Gráficas y Ecuaciones
de transmision de Calor. 48.
9. Departamento Técnico Administrativo del Medio Ambiente - DAMA. (2004).
Guía de buenas prácticas para el sector alimentos del departamento técnico
administrativo de medio ambiente de Bogotá. Recuperado el Agosto de 2016,
de http://oab.ambientebogota.gov.co/es/con-la-comunidad/ES/guia-de-buenas-
practicas-para-el-sector-alimentos

66
10. Departamento Técnico Administrativo del Medio Ambiente. (2004). Guía de
Buenas Prácticas Para el Sector Alimentos. Recuperado el Septiembre de
2016, de http://oab.ambientebogota.gov.co/es/con-la-comunidad/ES/guia-de-
buenas-practicas-para-el-sector-alimentos
11. Díaz, V. (2015). Frutas Tropicales: Elaboración de pulpas, jugos y
deshidratados. Recuperado el Agosto de 2016, de Instituto Nacional de
Tecnologia Industrial: http://www.ue-
inti.gob.ar/pdf/publicaciones/cuadernillo12.pdf
12. DOW. (2003). Calcium chloride handbook. Recuperado el Octubre de 2016, de
http://www.osi-univers.org/IMG/pdf/CalciumChloridHandbook-2.pdf
13. ESPAC. (2017). Coordinación General del Sistema de Información Nacional.
Recuperado el Febrero de 2017, de
http://sinagap.agricultura.gob.ec/index.php/reportes-dinamicos-espac
14. Flores Avila, E. (2004). Desarrollo de una Bebida Funcional de Maracuyá
(Passiflora edulis f. flavicarpa). Tesis Maestría. Ciencia de Alimentos.
Departamento de Ingeniería Química y Alimentos, Escuela de Ingeniería,
Universidad de las Américas Puebla. Puebla, Mexico.
15. Forero, F. (2011). Análisis de los fenómenos de transferencia en el proceso de
evaporación osmótica. Ingeniería e investigación, 31(3), 40-49. Recuperado de
http://www.scielo.org.co/pdf/iei/v31n3/v31n3a05.pdf (Agosto, 2016).
16. Forero, F., y Vélez, C. (2013). Optimizacion de la concentracion por
evaporacion osmotica del jugo de maracuya (passifora edullis). Dyna, págs.
90-98.
17. García, I. (2006.). Plan de negocios para la producción y exportación de
concentrado de maracuyá a la comunidad europea (Holanda). Universidad
Tecnológica Equinoccial. Quito, Ecuador.
18. GE, G. E. (2014). Cross Flow Filtration Method Handbook. Suecia.
19. Huang, B., y Ran, Z. (1987). Fouling and flux restoration of ultrafiltration of
passion fruit juice. Journal of Food Science, 52(2), 369-371.

67
20. Ibarz, A., y Barbosa-Cánovas, G. (2005). Operaciones Unitarias en la
Ingeniería de Alimentos. Barcelona: Mundi-Prensa.
21. INAMHI. (2013). Condiciones meteorológicas. Recuperado el enero de 2017,
de
https://www.inocar.mil.ec/erfen/images/reuniones/20130117/INAMHI_ERFEN_
20130117.pdf
22. Jácome, H., y Gualavisí, M. (2011). Boletín Mensual de Análisis Sectorial de
MIPYMES - Elaboración de jugos y conservas de frutas. FLACSO-MIPRO.
Quito.
23. Jiao, B. C. (2004). Recent advances on membrane processes for the
concentration of fruit juices: a review. Journal of food engineering(63), 303-
324.
24. Orrero, C. (2003). Procesamiento de Alimentos (Primera ed.). Manizales,
Colombia: Universidad Nacional de Colombia.
25. Ortega, A. (2015). Extracción, caracterización por CG-EM y actividad
antibacteriana del aceite esencial obtenido mediante hidrodestilación de
Passiflora edulis Flavicarpa de origen ecuatoriano. Tesis para optar por el titulo
de Ingeniero en Alimentos. Guayaquil, Escuela Politecnica del Litoral, Ecuador.
26. Páez, M. (2013). Manual para el estudiante de diseño de plantas industriales-
Curso de pregrado. Quito, Ecuador.
27. Pita, K. (2013). Proyecto de Inversion para la creación de una empresa
industrializadora del concentrado de la maracuyá en la provincia de Santa
Elena. Santa Elena, Ecuador.
28. Romero, A., y González, A. (2011). Cultivo de Maracuyá (Passiflora edulis f.
flavicarpa) establecido con Buenas Prácticas Agrícolas (BPA) en el Centro
Internacional de Agricultura Tropical CIAT. Documento de Trabajo CIAT219.
Registro ISBN, 978-958.
29. Santacruz, E., y Suarez, J. (2007). Diseño y modelamiento de una máquina
dosificadora y empacadora de frutas deshidratadas. Bogotá , Colombia.

68
30. Servicio Ecuatoriano de Normalización. (s.f.). Código ecuatoriano de la
construccion. Ordenanza municipal básica de construcciones. Recuperado el
Febrero de 2017, de www.inen.gov.e c:
https://law.resource.org/pub/ec/ibr/ec.cpe.5.5.1984.pdf
31. Sharma, S. M. (2003). Ingeniería de Alimentos (1ra. ed.). Mexico: Limusa.
(1era edición ed.). Mexico: Limusa.
32. Sheng, J. J. (1991). Mass and heat transfer mechanism in the osmotic
distillation process. Desalination, 80(2–3), 113–121. Doi: 10.1016/0011-
9164(91)85152-K.
33. Singh, R., y Heldman, D. (2001). Introduction to food engineering. Gulf
Professional Publishing.
34. Tapia, E. (2015). El cultivo de maracuyá necesita tecnificarse. Recuperado el
Agosto de 2016, de Revista Lideres:
http://www.revistalideres.ec/lideres/cultivo-maracuya-produccion-ecuador.html
35. Taver. (2016). Catálogo Técnico. Recuperado el Marzo de 2017, de
http://instaclack.com/pdf/catalogo_tecnico2.pdf
36. Toledo, R. (2007). Fundamentals of food process engineering (Tercera ed.).
Springer Science y Business Media.
37. Torres, D. (2014). Diseño de cámara para la congelacion y almacenamiento de
pan. (Tesis para optar al título de Ingeniero Técnico Industrial). Universidad
Carlos III.Madrid.
38. Vaillant, F. (2016). Procesos innovadores de obtención de alimentos
funcionales y bioactivos a pequeña y mediana escala. Recuperado el Marzo
de 2017, de http://www.ue-inti.gob.ar/pdf/publicaciones/cuadernillo24.pdf
39. Vaillant, F. J. (2001). Concentration of passion fruit juice on an industrial pilot
scale using osmotic evaporation. Journal of Food Engineering, 47(3), págs.
195-202.

69
40. Vasco, M. (2000). Influencia del proceso de microfiltración tangencial sobre el
contenido de carbohidratos y polifenoles en la clarificación de maracuyá.
(Tesis para optar al título de Ingeniero Químico). Escuela Politécnica Nacional.
Quito, Ecuador.
41. Villarreal, L. (1999). Estudio de las condiciones de operación para la
clarificación de jugo de maracuya (Passiflora Flavicarpa) mediante
microfiltración tangencial. . Quito, Ecuador.

70
ANEXOS

71
ANEXO I
NORMA TÉCNICA ECUATORIANA NTE INEN 1971:2012
1. OBJETO
1.1 Esta norma establece los requisitos generales que debe cumplir el
maracuyá para ser consumido en estado fresco, incluído aquellos destinados al procesamiento industrial.
2. DEFINICIONES
2.1 Maracuyá. Fruto que pertenece a la familia Passiflorácea, género Passiflora, especie edulis, variedad flavicarpa degener (amarilla), variedad púrpura sims (morada), y se le conoce también con el nombre de Fruta de la Pasión. 2.2 Tipo de maracuyá. Para objeto de esta norma, es el carácter dimensional del maracuyá lo que permite clasificarlo por su tamaño. 2.3 Grado de maracuyá. Es el valor porcentual de defectos admitidos para un mismo tipo de maracuyá. 2.4 Maracuyá fuera de norma. Es aquel que no cumple con los requisitos establecidos por esta norma. 2.5 Madurez de cosecha. Fruto que ha completado su desarrollo fisiológico dándole una consistencia firme y que conserva las características propias de la variedad, permitiendo su manipulación y transporte. 2.6 Madurez uniforme. Estado de desarrollo homogéneo que alcanzará el maracuyá como resultado del proceso de maduración. 2.7 Sobremadurez. Estado que alcanza el fruto en el proceso de maduración, luego de completar su desarrollo fisiológico y se caracteriza por tener el mesocarpo arrugado por deshidratación. 2.8 Maracuyá fresca. Fruto que luego de la recolección, no sufre ningún cambio que afecte su maduración natural. 2.9 Maracuyá pintón. Cuando el fruto no ha alcanzado la madurez de cosecha y el color característico de la variedad, no se extiende en toda la superficie del fruto; el mesocarpio es parcialmente verde, duro e intensamente brillante. 2.10 Maracuyá defectuoso. Fruto con uno o más defectos que afecten
su calidad comercial. 2.11 Defectos tolerables. (Que no afecten la aptitud de consumo). Pequeñas manchas, rajaduras, magulladuras, decoloraciones, daños físicos o mecánicos que afecten superficialmente la presentación del maracuyá. 2.12 Defectos no tolerables. (Que afectan la aptitud de consumo). Lesiones causadas por microorganismos, hongos, bacterias, etc. insectos y otros; grietas, cortes, perforaciones, rajaduras y magulladuras profundas que afecten la presentación externa e interna del maracuyá.
3. CLASIFICACIÓN 3.1 El maracuyá, en función de su tamaño, según el diámetro ecuatorial, se clasifica como se indica en la tabla 1.

72
TABLA 1. Clasificación del maracuyá según su tamaño.
TIPO TAMAÑO Diámetro
en mm I Grande Más de 60 II Mediano 50 - 59 III Pequeño 40 - 49
3.2 Para cada tipo se establecen los grados de calidad, como se indica en la tabla 2.
TABLA 2. Grados de calidad del maracuyá
CARACTERÍSTICAS GRADO 1 MÁXIMO GRADO 2 MÁXIMO
Defectos tolerables % 5 10
Diferencia de tamaño % 10 10
por defecto, por unidad
de empaque en % de masa
(peso)
4. DISPOSICIONES GENERALES 4.1 El maracuyá en cualquiera de los tipos de selección, debe presentar caracteres de forma, tamaño, color de pulpa y epidermis (cáscara) que caracterizan a la variedad. 4.2 La madurez de cosecha deberá permitir la conservación adecuada del producto en condiciones normales de manipuleo, almacenamiento y transporte.
5. REQUISITOS
5.1 El maracuyá para su consumo debe estar fisiológicamente bien desarrollado, limpio, entero, libre de daños ocasionados por ataque de insectos, enfermedades, magulladuras, podredumbre, cicatrices, cortaduras, sin humedad exterior anormal, con el aroma y sabor ácido agradable, jugoso, típico de la variedad. 5.2 Hasta que se expidan las Normas INEN correspondientes, para los límites máximos de residuos de plaguicidas y productos afines en alimentos, se adoptarán las recomendaciones del Códex Alimentarius. 5.3 Requisitos complementarios. La comercialización de este producto debe sujetarse con lo dispuesto en la Ley de Pesas y Medidas y las Regulaciones correspondientes.
(Continúa)

73
6. MUESTREO 6.1 El muestreo del maracuyá se efectuará de acuerdo con la Norma NTE
INEN 1750.
7. INSPECCIÓN 7.1 Si la muestra inspeccionada no cumple con uno o más de los requisitos y parámetros establecidos en esta Norma, se repetirá la inspección en otra muestra. Cualquier resultado no satisfactorio en este segundo caso será motivo para considerar el lote como fuera de Norma, quedando su comercialización sujeta al acuerdo de las partes interesadas. 7.2 Si la muestra inspeccionada no cumple con el tipo y grado declarado en el rótulo o etiqueta del envase o embalaje, el proveedor deberá rectificar la información suministrada previamente a su aceptación.
8. MÉTODOS DE ENSAYO 8.1 El proceso de verificación de los requisitos del tamaño del producto, así como sus defectos, se realizará de acuerdo al Anexo A, de esta Norma.
9. EMBALAJE Y ROTULADO 9.1 Embalaje. El maracuyá debe comercializarse al granel o en cajas rígidas de madera, cartón, plástico rígido o una combinación de éstos, de una capacidad máxima de 15 Kg, que reúna las condiciones de higiene, ventilación y resistencia a la humedad, manipulación y transporte, de manera que garantice una adecuada conservación del producto. No se permitirá el uso de ninguna clase de relleno. 9.2 Rotulado. Las inscripciones en el rótulo se harán en el empaque, en uno de sus ladod, en etiquetas o impresiones con caracteres legibles, en español, y colocados de tal forma que no desaparezcan bajo condiciones normales de almacenamiento y transporte, debiendo contener la información mínima siguiente: - Nombre del producto - Tipo y grado de calidad, (INEN 1 971) - Contenido neto en kilogramos (Kg) - Nombre y dirección del empacador y/o cultivador - Lugar de origen del producto - Fecha de empaque

74
ANEXO A
A.1 Determinación del tipo o tamaño A.1.1 El maracuyá puede clasificarse manualmente, mediante el uso de calibradores fijos confeccionados en madera u otro material adecuado, tal como se aprecia en la figura siguiente: A.1.1.1 El maracuyá debe separarse según su tamaño y registrarse el número de cada tipo. A.1.2 El maracuyá puede clasificarse mecánicamente, mediante el uso de máquinas adecuadas. A.2 Defectos tolerables o no tolerables. A.2.1 El maracuyá debe separarse según sus defectos y registrarse el número de cada grado.

75
APÉNDICE Z
Z.1 DOCUMENTOS NORMATIVOS A CONSULTAR
INEN 1 750 Hortalizas y frutas frescas. Muestreo.
INEN 1 751 Hortalizas y frutas frescas. Terminología y clasificación.
Z.2 BASES DE ESTUDIO
Norma Colombiana ICONTEC 1 267 “Maracuyá”. Instituto Colombiano de Normas Técnicas (Primera revisión). 1976.
Memorias del Curso sobre “Cultivo, Procesamiento y Comercialización de Maracuyá”. Instituto
Latinoamericano de Fomento Industrial. 1991.

76
ANEXO II
RESUMEN DE CÁLCULOS DE LA CONDUCTIVIDAD TÉRMICA Y
DENSIDAD DE LA PULPA Y EL CONCENTRADO DE MARACUYÁ
Tabla AII.1. Resumen de cálculos de k y ρ para la pulpa de maracuyá
Material Fracción
másica (X) k ρ X/ρ Vi Vi∙k
agua 0,070 0,532 995,614 7,03E-05 0,070 0,037
carbohidratos 0,160 0,171 1565,309 1,02E-04 0,101 0,017
hielo 0,770 2,385 919,504 8,37E-04 0,829 1,978
∑ 1,000 1,01E-03 1,000 2,032
Tabla AII.2. Resumen de cálculos de k y ρ para el concentrado de maracuyá
Material Fraccion
masica (X) k ρ X/ρ Vi Vi∙k
agua 0,030 0,532 995,614 3,01E-05 0,037 0,020
carbohidratos 0,600 0,171 1565,309 3,83E-04 0,470 0,081
hielo 0,370 2,385 919,504 4,02E-04 0,493 1,176
∑ 1,000 8,16E-04 1,000 1,277

77
ANEXO III
EJEMPLO DE CÁLCULO PARA DE NÚMERO DE MÓDULOS Y
TIEMPO DE RESIDENCIA EN MFT
Reemplazando en la ecuación 3.8 el Flux y el área efectiva de la membrana,
considerando el uso de dos modulos:
flujo de permeado = 12 Lh ∙ m> ∗ 2 ∗ 4,56m> = 121,68 Lh
Multiplicando por la densidad:
121,68 Lh ∗ 1049 kgmA ∗ 0,001 mAL = 127,64 kgh
Para el diseño se considera dividir la producción en dos batch:
mitad de la carga = 12172 = 608,68 kgdía ∙ batch
∴ 608,68 kgdía ∙ batch ∗ h127,64 kg de permeado = 4,7 ≈ 5 horas
A medida que aumenta el número de módulos el tiempo de operación disminuye.

78
ANEXO IV
EJEMPLO DE CÁLCULO PARA DE NÚMERO DE MÓDULOS Y
TIEMPO DE RESIDENCIA EN EO
����� �� ���� ��������� = 0,6 �ℎ ∙ ¢> ∗ 6 ∗ 14 ¢> = 50,4 � �� ���� ���������ℎ
La carga de agua evaporada del balance de masa se divide para 2 batch:
mitad de la carga = 937,352 = 468,7 kgdía ∙ batch
∴ 468,7 kgdía ∙ batch ∗ h50,4 kg de agua evaporada = 9,3 ℎ���£

79
ANEXO V
PREDICCIÓN DEL TIEMPO DE CONGELACIÓN DEL
CONCENTRADO Y RETENIDO DE MARACUYÁ
AV.1. Concentrado
T$E = 1,8 + 0,263TK + 0,105T% T$E = 1,8 + 0,263(−20) + 0,105(−35)
T$E = −7,135 °C
∆HR = ρ'c'(T- − T$E)
¤¥ = ¦R + ¦>¤R + ¦>¤>
∆HR = 1 300 ∗ 2 176,2 ∗ §24,1 − (−7,135)¨ = 88 365 689,1 JmA
∆H> = ρ$[L$+c$(T$E − TK)] ∆H> = 1 225,74[133600 + 1 339,4(−7,135 − (−20))] = 184 880 040,9 JmA
∆TR = UT- + T$E2 W − T%
∆TR = U24,1 + (−7,135)2 W − (−35) = 43,48
∆T> = T$E − T%
∆T> = (−7,135) − (−35) = 27,87
NJ- = hdKk = 10(0,00725)1,277 = 0,06
E$ = 1,15
Reemplazando los cálculos anteriores en la ecuación de Pham:
t = dKE$h P∆HR∆TR + ∆H>∆T> S U1 + NJ-2 W

80
t = «0,007252 ¬1,146 ∗ 10 P88 365 689,143,48 + 184 880 040,927,865 S U1 + 0,062 W = 5 640,66 segundos
t = 1,57 horas
AV.2. Retenido
T$E = 1,8 + 0,263TK + 0,105T% T$E = 1,8 + 0,263(−20) + 0,105(−35)
T$E = −7,135 °C
∆HR = ρ'c'(T- − T$E)
∆HR = 1 049 ∗ 3 652,67 ∗ §24,1 − (−7,135)¨ = 57 992 003 JmA
∆H> = ρ$[L$+c$(T$E − TK)] ∆H> = 990,17[280 894 + 1893,29(−7,135 − (−20))] = 302 249 193 JmA
∆TR = UT- + T$E2 W − T%
∆TR = U8 + (−7,135)2 W − (−35) = 35,43
∆T> = T$E − T%
∆T> = (−7,135) − (−35) = 27,87
NJ- = hdKk = 10(0,01025)2,032 = 0,05
¤¥ = ¦R + ¦>¤R + ¦>¤> = 1,23
Reemplazando los cálculos anteriores en la ecuación de Pham:
t = dKE$h P∆HR∆TR + ∆H>∆T> S U1 + NJ-2 W
t = «0,010252 ¬1,23 ∗ 10 P57 992 00335,43 + 302 249 19327,865 S U1 + 0,052 W = 5 333,68 segundos= 1,48 horas

81
ANEXO VI
CATÁLOGO TÉCNICO TAVER® PARA CÁMARAS DE
REFRIGERACIÓN
Figura AV.1. Catálogo técnico para paneles de refrigeración Taver®

82
ANEXO VII
PROPIEDADES DEL AIRE SECO A PRESION ATMOSFÉRICA

83
ANEXO VIII
CARTAS PSICROMÉTRICAS

84

85
ANEXO IX
BALANCE DE MASA
AIX.1 BALANCE DE MASA EN LA RECEPCIÓN
RECEPCIÓNA B
Figura AIX.1. Proceso de recepción
Corriente 1:
A = 5 500 kg de fruta frescadía
Corriente 2:
A = B
B = 5 500 kg de fruta pesadadía
AIX.2 BALANCE DE MASA EN LA CLASIFICACIÓN
CLASIFICACIÓN
D
B C
Figura AIX.2. Proceso de clasificación
B = C + D
Corriente 3:
D = 0,05 (5 5500) kg de fruta de rechazodía
D = 275 kg de fruta de rechazodía

86
Corriente 4:
C = B − D
C = 5 500 − 275 = 5 225 kg de fruta clasificadadía AIX.3 BALANCE DE MASA EN EL LAVADO Y DESINFECCIÓN
LAVADO Y DESINFECCIÓN
F
C E
D
Figura AIX.3. Proceso de lavado y desinfección
C + D = E + F
Corriente 5:
Para el cálculo de la corriente 5 hay un sub proceso de cloración del agua
CLORACIÓND1 D
D2D2
Figura AIX.4. Proceso de cloración
D1 + D2 = D
D1 = 2,5 L de aguakg de fruta × día ∗ 5 225kg de fruta = 13 062 L de aguadía

87
D2 = 50 mg de clorokg de agua × día ∗ 13 062 kg de agua ∗ 1kg de cloro1000mg de cloro= 653,13 kg de clorodía
D = 13 062 + 653,13 = 13 715 kg de agua cloradadía
Corriente 6:
D = F = 13 715 kg de agua con impurezasdía
Corriente 7:
C = E = 5 225 kg de fruta lavadadía
AIX.4 BALANCE DE MASA EN EL DESPULPADO
DESPULPADO
G
E F
Figura AIX.5. Proceso de despulpado
E = F + G
Corriente 8:
G = 5 225 kg de fruta lavadadía ∗ 64 kg cáscaras y semillas100 kg de fruta lavada= 3 344 kg de cáscaras y semillasdía
Corriente 9:
F = 5 225 − 3 344 = 1 881 kg de pulpa de maracuyádía

88
AIX.5 BALANCE DE MASA EN EL CENTRIFUGADO DE LA PULPA
CENTRIFUGADO
I
F H
Figura AIX.6. Proceso de centrifugado
F = H + I Corriente 10:
H = 1 881 kg de pulpa de maracuyá ∗ 3 kg de almidones100 kg de pulpa de maracuyá= 56,43 kg de almidonesdía
Corriente 11:
I = 1881 − 56,43 = 1 824,57 kg de pulpa centrifugadadía
AIX.6 BALANCE DE MASA EN LA HIDROLISIS ENZIMÁTICA
HIDROLISIS ENZIMATICAI K
JJ
Figura AIX.7. Proceso de hidrólisis enzimática
I = J + K
Corriente 12:
J = 1824,57 kg de pulpadía ∗ 1 ml de c. enzimático1 kg de pulpa ∗ 1,049 gml ∗ 1 kg1000g= 1,91 kg c. enzimático

89
Corriente 13:
K = 1824,57 + 1,91 = 1 826,48 kg de pulpa hidrolizadadía
AIX.7 BALANCE DE MASA EN LA MICROFILTRACIÓN
MICROFILTRACIÓN
L
K M
Figura AIX.8. Proceso de microfiltración
K = L + M
Corriente 14:
L = 1 826,48 kg de pulpa hidrolizadadía ∗ 33,35 kg retenido100 kg de p. hidrolizada= 609,13 kg de retenidodía
Corriente 15:
M = 1826,48 + 609,13 = 1 217,35 kg de permeadodía
AIX.8 BALANCE DE MASA EN LA EVAPORACIÓN OSMÓTICA
EVAPORACIÓN OSMÓTICA
O
M P
NN
Figura AIX.9. Proceso de evaporación osmótica

90
N representa la salmuera, en el proceso de evaporación osmótica la salmuera no
se mezcla con el jugo, consecuentemente en el balance general O representa la
salida de agua del permeado. Por lo tanto:
M = O + P
Corriente 16:
P = 1 217,35 kg de permeadodía ∗ 23 kg concentrado100 kg de permeado = 280 kg de concentradodía
Corriente 17:
En el proceso de evaporación osmótica se lleva a cabo un sub proceso de
regeneración de salmuera, el agua que sale del permeado de maracuyá es
absorbida por la salmuera, saliendo del sistema de evaporación osmótica una
salmuera hidratada. Para calcular la salmuera se realiza una relación de flujos
volumétricos:
jugo permeadosalmuera = 146242 = 0,6
A partir del flujo de jugo permeado:
1 217,35 kg de permeadodía ∗ mA1049 kg ∗ 1000 LmA = 1 160,48 L de permeadodía
Reemplazando en la relación de flujos volumétricos:
1 160,48salmuera = 0,6
flujo de salmuera = 1 934,13 Ldía
A partir de la densidad de la sal a la concentración establecida se puede conocer
el flujo másico de salmuera necesario para el proceso:
1 934,13 Ldía ∗ 1,470kgL = 2 843,18 kg de CaCl2día (Solución 5,3 M)
Corriente 18:

91
O = 1 217,35 kg de permeadodía ∗ 77 kg agua evaporada100 kg de permeado= 937,35 kg de agua evaporadadía
Corriente 19:
m(%)E'6G% 3-.G%F%.% = 937,35 + 2843,18 = 3780,53 kg de salmuera hidratada día
A partir del flujo másico de la salmuera 5,3 M, se determina cuanto de insumo de
CaCl2 se requiere:
m�%�)2 = 1 934,13 Ldía ∗ 5,3 moles CaCl2 1 L solución ∗ 40,08 g CaCl21 mol CaCl2 ∗ 1 kg deCaCl2 1000 g CaCl2= 410,86 kg de CaCl2

92
ANEXO X
HOJAS DE ESPECIFICACIÓN DE LOS EQUIPOS PRINCIPALES
PARA EL PROCESAMIENTO DE CONCENTRADO DE MARACUYÁ
Tabla AX.1. Hoja de especificación de la balanza industrial
HOJA DE ESPECIFICACIÓN No. 1 Nombre del equipo: Balanza industrial
Fabricante: Mettler Toledo Material: Acero inoxidable Numero en Planta: BA-101
Dimensiones Parámetros de diseño Alto: 90 mm Capacidad: hasta 1500 kg
Ancho: 1 250 mm Profundidad: 1500 mm Principio de funcionamiento: Plataforma de pesaje de maracuyá de forma rápida con terminal digital.
Modalidad de Operación: Batch
Esquema del Equipo:

93
Tabla AX.2. Hoja de especificación de la banda transportadora
HOJA DE ESPECIFICACIÓN NO. 2 Nombre del equipo: Banda transportadora
Fabricante: Vulcano Material: Acero inoxidable Numero en Planta: BT-102
Dimensiones Parámetros de diseño Alto: 800 mm Potencia: 1.12 kW
Ancho: 600 mm Largo 4 500 mm Principio de funcionamiento: Equipo para clasificación y transporte del maracuyá
Modalidad de Operación: Continua
Esquema del Equipo:

94
Tabla AX.3. Hoja de especificación de la lavadora de frutas
HOJA DE ESPECIFICACIÓN No. 3
Nombre del equipo: Lavadora de inmersión con aspersión
Fabricante: Citalsa Material: Inox Numero en Planta: LA-103
Dimensiones Parámetros de diseño Alto: 1 738 mm Capacidad de procesamiento:
hasta 1000 kg/ hora Potencia bomba: 1,12 kW Potencia motorreductor: 0,9 kW
Ancho: 1 028 mm Profundidad: 2 233 mm Principio de funcionamiento: El equipo consta de un tanque donde se genera turbulencia, unas duchas de aspersión plana para lavar el producto que una vez lavado sube por un elevador.
Modalidad de Operación: Continua
Esquema del Equipo:

95
Tabla AX.4. Hoja de especificación de la despulpadora
HOJA DE ESPECIFICACIÓN No. 4
Nombre del equipo: Despulpadora
Fabricante: Vulcano Material: Acero inoxidable AISI 304 Numero en Planta: DP-201
Dimensiones Parámetros de diseño Alto: 1 600 mm Capacidad:500 kg/h
Potencia: 5,59 kW Ancho: 950 mm Profundidad: 1 800 mm Principio de funcionamiento: Se basa en alimentar la tolva con fruta fresca, el equipo consta con una pre-cámara de proceso con cuchillas de corte que permite la separación de la cáscara con pulpa y las semillas, la misma que va a pasar por un tamiz provisto de paletas que empujan la pulpa contra el tamiz y separa el jugo de las semillas.
Modalidad de Operación: Batch
Esquema del Equipo:

96
Tabla AX.5. Hoja de especificación de la decantadora centrífuga
HOJA DE ESPECIFICACIÓN NO. 5
Nombre del equipo: Decantadora centrifuga
Fabricante: Pieralisi Material: Acero inoxidable 304 Numero en Planta: DC-203
Dimensiones Parámetros de diseño Alto: 1 095 mm Capacidad: 2500 L/h
Potencia motor principal: 5,5 kW Potencia motor limpiador: 0,18 kW
Ancho: 825 mm Profundidad: 1 660 mm Principio de funcionamiento: Se basa en la separación de componentes sólidos y líquidos mientras gira a gran velocidad (6000 rpm), en este caso va a separar los almidones contenidos en el jugo.
Modalidad de Operación: Batch
Esquema del Equipo:

97
Tabla AX.6. Hoja de especificación del tanque enchaquetado
HOJA DE ESPECIFICACIÓN No. 6 Nombre del equipo: Tanque enchaquetado
Fabricante: Packo Material: Acero inoxidable 304 Numero en Planta: TC-204
Dimensiones Parámetros de diseño Alto (A): 2 050 mm Capacidad: 1000 L
Ancho (C): 1 700 mm Profundidad (B): 1 620 mm Principio de funcionamiento: Consiste en el calentamiento de una chaqueta de vapor que rodea el equipo. El calentamiento se realiza haciendo circular el vapor a presión.
Modalidad de Operación: Batch
1. ESQUEMA DEL EQUIPO:
B

98
Tabla AX.7. Hoja de especificación del módulo de microfiltración tangencial
HOJA DE ESPECIFICACIÓN No. 7
Nombre del equipo: Modulo de microfiltración tangencial
Fabricante: Tia Material: Acero inoxidable 316 Numero en Planta: MF-302
Dimensiones Parámetros de diseño Alto: 2 800 mm Membrana: cerámica de 100 nm
(0,1µm) de diámetro de poro Potencia Area efectiva: 5,07
Ancho: 1 000 mm Profundidad: 1 500 mm Principio de funcionamiento: Por acción de la presión transmembranaria permite la separación de partículas de mayor tamaño (retenido) y recolectándose el permeado en un tanque de almacenamiento.
Modalidad de Operación: Continua
Esquema del Equipo*:
*La imagen es referencial, ya que el modulo propuesto en este trabajo utiliza dos módulos de membranas de cerámica

99
Tabla AX.8. Hoja de especificación del pasteurizador tubular
HOJA DE ESPECIFICACIÓN No. 8
Nombre del equipo: Pasteurizador tubular
Fabricante: Voran Material: Acero inoxidable Numero en Planta: PA-309
Dimensiones Parámetros de diseño Alto: 1 827 mm Capacidad: 600 L/h
Potencia del sistema de calefacción: 55 kW Carga conectada: 1,1 kW
Ancho: 914 mm Profundidad: 1 617 mm Principio de funcionamiento: EL producto es sometido a un tratamiento controlado de aumento de temperatura seguido por un enfriamiento consiguiendo reducir la carga de microorganismos indeseables.
Modalidad de Operación: Continua
Esquema del Equipo:

100
Tabla AX.9. Hoja de especificación del módulo de evaporación osmótica
HOJA DE ESPECIFICACIÓN No. 9 Nombre del equipo: Evaporador Osmótico
Fabricante: Mycrodin Material: Acero inoxidable 316 Numero en Planta: EO-304
Dimensiones Parámetros de diseño Alto: 1330 mm Área efectiva de membrana: 14 m2 Ancho: 266 mm Profundidad: 266 mm Principio de funcionamiento: Por un diferencial de presión entre la salmuera y el jugo diluido, el agua del jugo se encapsula en forma de vapor en los poros de la membrana hidrofóbica, la salmuera capta el vapor hidratándose y el concentrado es depositado en un recipiente hermético.
Modalidad de Operación: Continua
Esquema del Equipo:

101
Tabla AX.10. Hoja de especificación del evaporador de flujo descendente
HOJA DE ESPECIFICACIÓN No. 10 Nombre del equipo: Evaporador de flujo descendente
Fabricante: SiccaDania Material: Acero inoxidable Numero en Planta: EV-305
Dimensiones Parámetros de diseño Alto: 6000 mm Capacidad nominal de evaporación:
250 kg/h Consumo de vapor: 1 kg de vapor por kilogramo de agua evaporada
Ancho: 2000 mm Profundidad: 2000 mm
Principio de funcionamiento: Se alimenta por la parte superior el flujo a evaporar generando una caída descendente por un área provista de calor por vapor que permitirá la concentración del fluido, se recoge por la parte inferior el vapor y el producto concentrado.
Modalidad de Operación: Continua
Esquema del Equipo:

102
Tabla AX.11. Hoja de especificación de la envasadora de líquidos automática
HOJA DE ESPECIFICACIÓN No. 11
Nombre del equipo: Envasadora de líquidos automática
Fabricante: Thor Material: Acero inoxidable Numero en Planta: EN-401
Dimensiones Parámetros de diseño Alto: 1 900 mm Capacidad: 1800 bolsas/hora
Potencia del motor: 0,37 kW Potencia Sellador Vertical: 0,3 kW Potencia Sellador Horizontal por impulso: 1 kW Potencia de la lámpara de esterilización ultravioleta: 15 kW
Ancho: 750 mm Profundidad: 850 mm
Principio de funcionamiento: El producto es alimentado por la parte superior y el equipo envasa de acuerdo a las especificaciones previamente calibradas
Modalidad de Operación: Continuo
Esquema del Equipo:
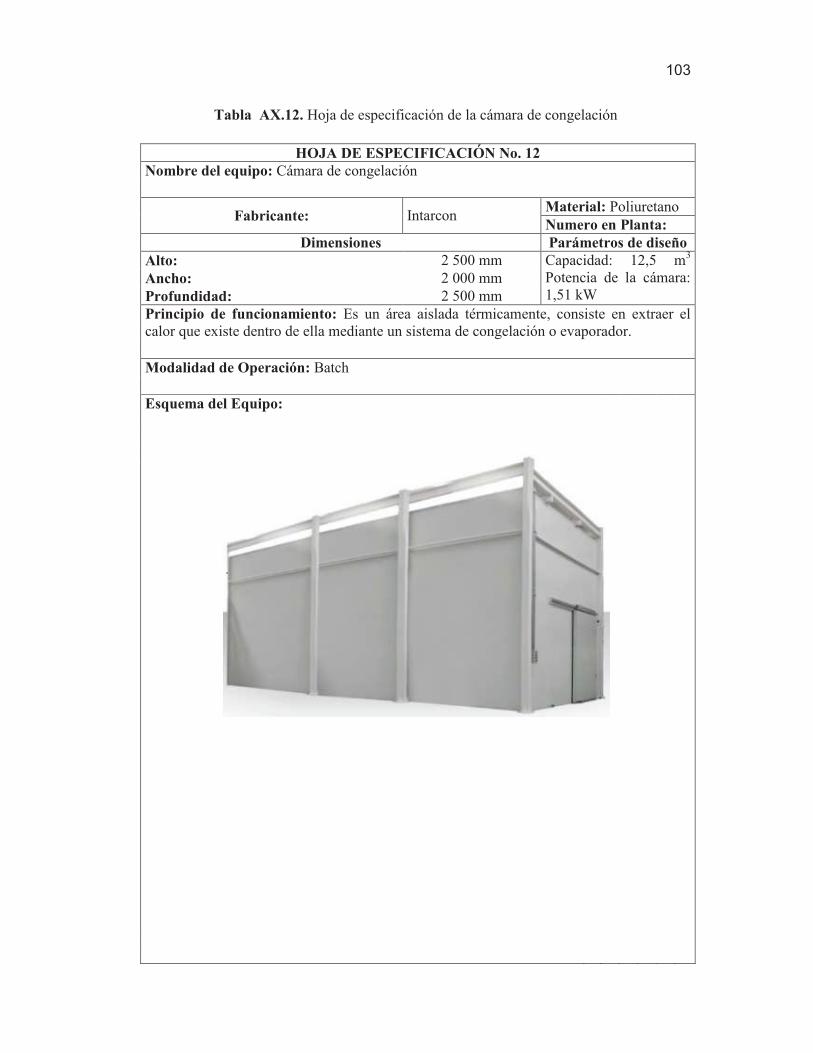
103
Tabla AX.12. Hoja de especificación de la cámara de congelación
HOJA DE ESPECIFICACIÓN No. 12 Nombre del equipo: Cámara de congelación
Fabricante: Intarcon Material: Poliuretano Numero en Planta:
Dimensiones Parámetros de diseño Alto: 2 500 mm Capacidad: 12,5 m3
Potencia de la cámara: 1,51 kW
Ancho: 2 000 mm Profundidad: 2 500 mm Principio de funcionamiento: Es un área aislada térmicamente, consiste en extraer el calor que existe dentro de ella mediante un sistema de congelación o evaporador.
Modalidad de Operación: Batch
Esquema del Equipo:

104
Tabla AX.13. Hoja de especificación del generador de vapor o calderín
HOJA DE ESPECIFICACIÓN No. 13
Nombre del equipo: Generador de vapor o calderín
Fabricante: Stritzel Material: Acero inoxidable Numero en Planta:
Dimensiones Parámetros de diseño Alto: 950 mm Potencia: 60 kW Ancho: 550 mm Profundidad: 1000 mm Principio de funcionamiento: Generador de vapor de agua por transferencia de calor mediante una superficie en contacto.
Modalidad de Operación: Continuo
Esquema del Equipo:

105
ANEXO XI
CALCULO DE DISEÑO DE TANQUES PULMÓN
Teniendo en cuenta la capacidad de almacenamiento que deben tener los
tanques y con la densidad del flujo se calcula el volumen:
µ = ¢¶
Donde:
¶·¸¹·º »¼½¾¿¹¼Àº½º = 1049 �¢A
¶·¸¹·º »¼½¾¿¹¼Àº½º = 1043 �¢A
Se toma los flujos másicos obtenidos en el balance de masa y se divide para dos
ya que la producción se dividió en dos batch.
µ·¸¹·º »¼½¾¿¹¼Àº½º = 1 0001049 = 0,95¢A
µ·Â¾Ãº½¿ = 6101049 = 0,58¢A
µ¾ÂÄÂż½¿ = 3051049 = 0,29¢A
µÆ¿ÅÆÂÅľº½¿ = 2851043 = 0,27¢A
Se considera un diseño de relación altura- diámetro de 2:1, por lo tanto:
µ = Ç4 È>É = Ç4 È>(2È)
È = �2µÇ�
È·¸¹·º »¼½¾¿¹¼Àº½º = �2 ∗ 0,95Ç� = 0,85 ¢ ∴ É = 1,69 ¢

106
ȷ¾Ãº½¿ = �2 ∗ 0,58Ç� = 0,72 ¢ ∴ É = 1,44 ¢
ȾÂÄÂż½¿ = �2 ∗ 0,29Ç� = 0,72 ¢ ∴ É = 1,14 ¢
ÈÆ¿ÅÆÂÅľº½¿ = �2 ∗ 0,27Ç� = 0,56 ¢ ∴ É = 1,12 ¢
Para determinar el espesor:
Ê = Ë. È2Ì ∗ ¤ − 0,2Ë
Donde la presión de diseño:
Ë = 14,7 + 30 = 44,7 ËÌÍ
S= 89 923,56 PSI
E= 0,7
Ê·¸¹·º »¼½¾¿¹¼Àº½º = 44,7 ∗ 0,852 ∗ 89923,56 ∗ 0,7 − 0,2 ∗ 44,7 ∗ 1000 = 0,30 ¢¢
ʷ¾Ãº½¿ = 44,7 ∗ 0,722 ∗ 89923,56 ∗ 0,7 − 0,2 ∗ 44,7 ∗ 1000 = 0,25 ¢¢
ʾÂÄÂż½¿ = 44,7 ∗ 0,572 ∗ 89923,56 ∗ 0,7 − 0,2 ∗ 44,7 ∗ 1000 = 0,20 ¢¢
ÊÆ¿ÅÆÂÅľº½¿ = 44,7 ∗ 0,562 ∗ 89923,56 ∗ 0,7 − 0,2 ∗ 44,7 ∗ 1000 = 0,20 ¢¢

107
ANEXO XII
TABLAS DE VAPOR SATURADO

108
ANEXO XIII
CALCULOS DE BALANCE DE ENERGÍA
AXIII. Vapor necesario en hidrólisis enzimática
Tomando en cuenta que:
¢Î¸Ï¿Ð·Î¸Ï¿∆Ñ = ¢Òº·¿¾Ó�Òº·¿¾
¢Òº·¿¾ = ¢Î¸Ï¿Ð·Î¸Ï¿∆ÑÓ�Òº·¿¾
∆Ñ = Ñ� − Ñ�
∆Ñ = 32,5 − 24,1 = 8,4 °Ð
Entonces, el vapor necesario para calentar 913,24 es:
¢Òº·¿¾ = 913,24 ∗ 3,652 ∗ 8,42258 = 12,40 �
AXIII. Vapor necesario en microfiltración tangencial
Tomando en cuenta que:
¢Òº·¿¾ = ¢Î¸Ï¿Ð·Î¸Ï¿∆ÑÓ�Òº·¿¾
∆Ñ = Ñ� − Ñ�
∆Ñ = 34 − 32,5 = 1,5 °Ð
El calor específico del jugo de maracuyá en MFT:
c� = 3,652 kJ/kg ∙ K
¢Òº·¿¾ = 913,24 ∗ 3,652 ∗ 1,52258 = 2,22 �

109
ANEXO XIV
CALCULOS PARA DETERMINAR LA POTENCIA DE LAS BOMBAS
Aplicando Bernoulli:
ËRÕ + ÖR>2� + ØR + ÉÙ = Ë>Õ + Ö>>
2� + Ø> + É¥
Donde:
ÚÛÜ Ý Ú�Ü : Se anulan ya que se trabaja a presión atmosférica
ÖR: Velocidad del fluido en el punto 1
Ö>: Velocidad del fluido en el punto 2
ØR Ý Ø>: Alturas en los puntos 1 y 2 respectivamente
ÉÙ: Altura de la bomba
É¥: Perdidas por fricción
ÖR = Þß = ¢/¶Ç4 Èà>
Ejemplo en la corriente 9:
Se usará tubería de 1” con un diámetro interno de 30,1 mm
ÖR = 940,5/1048Ç4 0,0301> = 0,135 ¢£
Además se calcula el número de Reynolds (Re) a fin de conocer si el flujo es
laminar o turbulento.
â� = ÖÈàÕ
Donde:
Õ: Viscosidad cinemática

110
La viscosidad en esa corriente es igual a 6,87 cps
Õ = 㶠= 0,006871048 = 6,55ä10@B ¢>£
∴ â� = 0,135 ∗ 0,03016,55ä10@B = 618,18
Re es menor a 2000 por lo tanto es un flujo laminar, por lo tanto el factor de
fricción (f):
� = 64â� = 64618,18 = 0,1034
Para determinar las perdidas por fricción se debe conocer cuántos codos y
válvulas se utilizará en ese tramo de tubería. Para la corriente 9 se empleará 3
codos y 1 válvula de bola abierta.
HJ = Z> − ZR + f Lϑ>Di ∗ 2g + H$æççèéêëìêé
HJ = 1,09 − 0,6 + 0,1034 2,29 ∗ 0,135>0,0301 ∗ 2 ∗ 9,81 + 10,69 = 11,19 m
PotenciaF6óG-K% = QρgHJ75 = 9,59x10@î ∗ 1048 ∗ 9,81 ∗ 11,1975 = 0,15 HP

1
11
A
NE
XO
XV
FL
UJO
DE
CA
JA D
EL
PR
OY
EC
TO
Con
cept
o A
ño 0
A
ño 1
A
ño 2
A
ño 3
A
ño 4
A
ño 5
A
ño 6
A
ño 7
A
ño 8
A
ño 9
A
ño 1
0
Inve
rsió
n in
icia
l -1
6550
54
-
Ingr
eso
por
vent
as
0 13
9524
0 14
6500
2 15
3825
2 16
1516
5 16
9592
3 17
8071
9 18
6975
5 19
6324
3 20
6140
5 21
6447
5
Cos
tos
dire
ctos
0
6579
48
6908
45
7253
88
7616
57
7997
40
8397
27
8817
13
9257
99
9720
89
1020
693
Car
ga f
abri
l 0
3202
27
3362
38
3530
50
3707
03
3892
38
4087
00
4291
35
4505
92
4731
21
4967
77
Gas
tos
de v
enta
s 0
1001
4 10
515
1104
1 11
593
1217
3 12
781
1342
0 14
091
1479
6 15
536
Gas
tos
adm
inis
trat
ivos
0
2076
7 21
805
2289
6 24
040
2524
2 26
505
2783
0 29
221
3068
2 32
216
Man
o de
obr
a di
rect
a 0
7684
1 80
683
8471
7 88
953
9340
1 98
071
1029
74
1081
23
1135
29
1192
06
Cos
tos
tota
les
0 10
8579
7 10
5940
4 11
1237
5 11
6799
3 12
2639
3 12
8771
3 13
5209
8 14
1970
3 14
9068
8 15
6522
3
Uti
lida
d M
argi
nal
0 30
9443
40
5598
42
5878
44
7171
46
9530
49
3007
51
7657
54
3540
57
0717
59
9253
Impu
esto
s (2
2%)
0 68
077
8923
1 93
693
9837
8 10
3297
10
8461
11
3885
11
9579
12
5558
13
1836
Dep
reci
acio
nes
0 50
957
5095
7 50
957
5095
7 50
957
5095
7 50
957
5095
7 50
957
5095
7
Uti
lida
d N
eta
19
0408
26
5409
28
1228
29
7837
31
5276
33
3588
35
2815
37
3004
39
4202
41
6460
Dep
reci
acio
nes
0 50
957
5095
7 50
957
5095
7 50
957
5095
7 50
957
5095
7 50
957
5095
7
Flu
jo d
e ef
ecti
vo
oper
acio
nal
0 24
1365
31
6366
33
2185
34
8794
36
6233
38
4545
40
3772
42
3961
44
5159
46
7417
Am
orti
zaci
ón d
el
prés
tam
o
0 0
0 0
0 0
0 0
0 0
Flu
jo N
eto
-1
6550
54
2413
65
3163
66
3321
85
3487
94
3662
33
3845
45
4037
72
4239
61
4451
59
4674
17
Flu
jo d
esco
ntad
o
2815
90
2763
26
2711
62
2660
93
2611
19
2562
39
2514
49
2467
49
2421
37
2376
11