strategie di lavorazione della ghisa - solutionsrbm.com · un materiale in grado di sostituire...
TRANSCRIPT

36 Macchine Utensiliaprile 2013
Tecn
olog
ie di
pro
duzio
ne Materialigg Daniela Tommasi
Fino a pochi anni fa considerata la Cenerentola delle leghe ferrose, la ghisa è andata assumendo un ruolo via via più importante, divenendo, in talune applicazioni, un materiale in grado di sostituire vantaggiosamente l’acciaio. Alla base di questo sviluppo stanno gli
studi di metallurgia che hanno permesso di individuare nuove tecniche produttive, per materiali sempre più performanti.
La ghisa viene oggi impiegata in una gran varietà di prodotti, daLLe grandi dimensioni aLLe piccoLissime, con produzioni che vanno daL pezzo singoLo aLLe grandi serie. moLtepLici sono Le appLicazioni e diversi sono i tipi di ghisa impiegati/impiegabiLi, condizioni queste che spingono verso La ricerca di approcci produttivi ottimaLi, in termini di operazioni, strategie, utensiLi e parametri tecnoLogici.
Strategie di lavorazione della ghisa
[email protected] 36 02/04/13 11.05
Macchine Utensili 37aprile 2013
Le ghise sono leghe Fe-C con percentuali di Carbonio maggiori della massima miscibilità nell’austenite. Non è detto che questo limite sia sempre il 2,11% ma, come si evince dal diagramma Fe-C, può variare con gli elementi in lega, in particolare al variare del tenore di Silicio.Caratteristiche generali della ghisa sono la non deformabilità sia a caldo che a freddo, la struttura fortemente anisotropa a causa della presenza di grafite, l’alta colabilità e la temperatura di fusione, che è la più
bassa fra le leghe Fe-C. La ghisa ha anche una notevole scorrevolezza allo stato fuso che la rende particolarmente idonea alla fusione di getti di forma anche complessa.La ghisa viene oggi impiegata in una gran varietà di prodotti, dalle grandi dimensioni alle piccolissime, con produzioni che vanno dal pezzo singolo alle grandi serie. Molteplici sono le applicazioni e diversi sono i tipi di ghisa impiegati/impiegabili, condizioni queste che spingono verso la ricerca di approcci produttivi ottimali, in termini di operazioni, strategie, utensili e parametri tecnologici.
La lavorazione della ghisaLe lavorazioni per asportazione di truciolo sono oggi utilizzate per gran parte dei prodotti in ghisa, in particolare nella
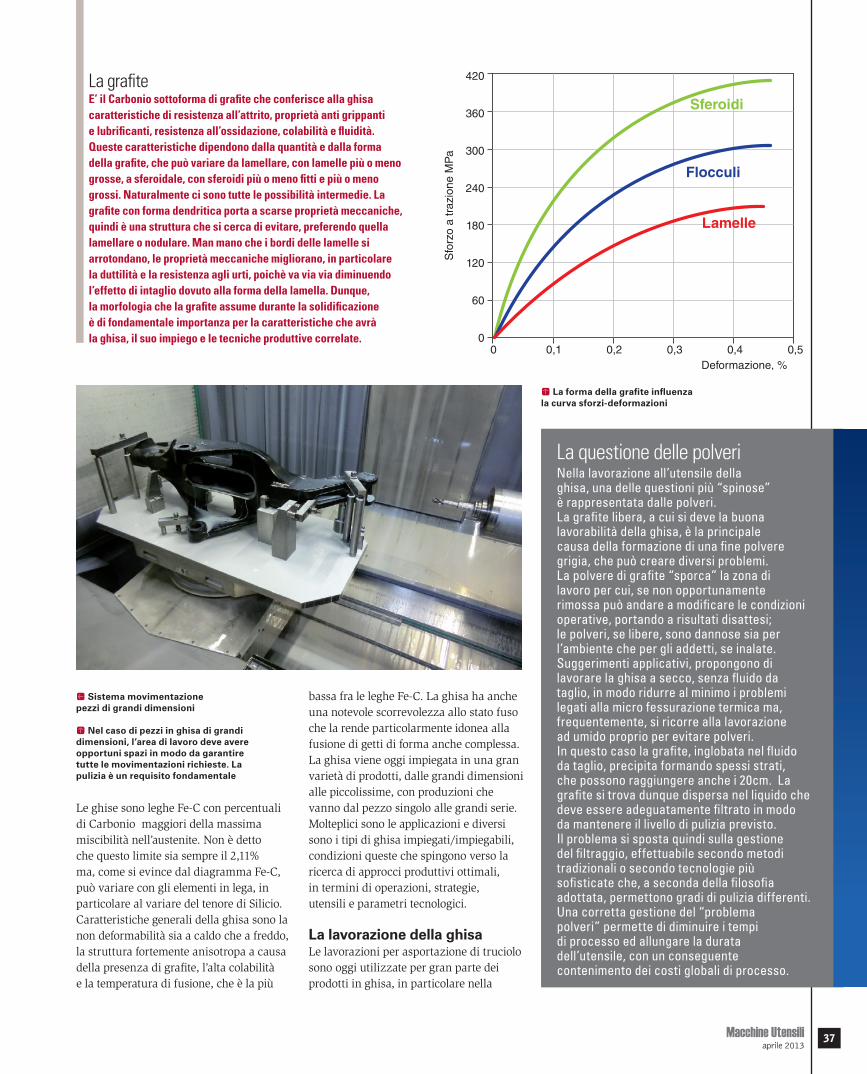
La grafiteE’ il Carbonio sottoforma di grafite che conferisce alla ghisa caratteristiche di resistenza all’attrito, proprietà anti grippanti e lubrificanti, resistenza all’ossidazione, colabilità e fluidità. Queste caratteristiche dipendono dalla quantità e dalla forma della grafite, che può variare da lamellare, con lamelle più o meno grosse, a sferoidale, con sferoidi più o meno fitti e più o meno grossi. Naturalmente ci sono tutte le possibilità intermedie. La grafite con forma dendritica porta a scarse proprietà meccaniche, quindi è una struttura che si cerca di evitare, preferendo quella lamellare o nodulare. Man mano che i bordi delle lamelle si arrotondano, le proprietà meccaniche migliorano, in particolare la duttilità e la resistenza agli urti, poichè va via via diminuendo l’effetto di intaglio dovuto alla forma della lamella. Dunque, la morfologia che la grafite assume durante la solidificazione è di fondamentale importanza per la caratteristiche che avrà la ghisa, il suo impiego e le tecniche produttive correlate.
La questione delle polveriNella lavorazione all’utensile della ghisa, una delle questioni più “spinose” è rappresentata dalle polveri. La grafite libera, a cui si deve la buona lavorabilità della ghisa, è la principale causa della formazione di una fine polvere grigia, che può creare diversi problemi. La polvere di grafite “sporca” la zona di lavoro per cui, se non opportunamente rimossa può andare a modificare le condizioni operative, portando a risultati disattesi; le polveri, se libere, sono dannose sia per l’ambiente che per gli addetti, se inalate.Suggerimenti applicativi, propongono di lavorare la ghisa a secco, senza fluido da taglio, in modo ridurre al minimo i problemi legati alla micro fessurazione termica ma, frequentemente, si ricorre alla lavorazione ad umido proprio per evitare polveri. In questo caso la grafite, inglobata nel fluido da taglio, precipita formando spessi strati, che possono raggiungere anche i 20cm. La grafite si trova dunque dispersa nel liquido che deve essere adeguatamente filtrato in modo da mantenere il livello di pulizia previsto. Il problema si sposta quindi sulla gestione del filtraggio, effettuabile secondo metodi tradizionali o secondo tecnologie più sofisticate che, a seconda della filosofia adottata, permettono gradi di pulizia differenti.Una corretta gestione del “problema polveri” permette di diminuire i tempi di processo ed allungare la durata dell’utensile, con un conseguente contenimento dei costi globali di processo.
C La forma della grafite influenza la curva sforzi-deformazioni
B Sistema movimentazione pezzi di grandi dimensioni
C Nel caso di pezzi in ghisa di grandi dimensioni, l’area di lavoro deve avere opportuni spazi in modo da garantire tutte le movimentazioni richieste. La pulizia è un requisito fondamentale
[email protected] 37 02/04/13 11.05

38 Macchine Utensiliaprile 2013
Tecn
olog
ie di
pro
duzio
ne Materiali
fase finale della produzione: fusione o forgiatura, con successiva lavorazione meccanica sono, nella maggior parte dei casi, le scelte più economiche. Diversamente, quando si tratta di produrre serie piccolissime o sono richieste precisioni particolarmente spinte, può essere economicamente interessante produrre solo per asportazione di truciolo.Partendo dal getto, le lavorazioni tipiche partono dallo sbavo per arrivare a fresatura, tornitura, foratura, pulizia della superficie ed eventuali lavorazioni più specifiche, laddove richiesto. Lavorabilità e durezza della ghisa sono direttamente correlate: considerando la ghisa grigia, che durezza 130÷250 HB, la variazione di pochi punti di durezza può comunque avere una forte influenza sulla velocità di taglio. In linea generale, durezze superiori a 240HB iniziano a rendere difficoltosa la lavorazione, a causa della presenza di carburi liberi, con un possibile crollo della durata dell’utensile.
Utensili e parametri tecnologiciSe è sempre buona norma avere sotto controllo le proprietà del pezzo in lavorazione, ciò diventa particolarmente importante nel caso della ghisa: una variazione anche minima può influire negativamente, in modo diretto o
L’ADICon l’acronimo ADI (Austempered Ductile Iron) viene indicata una famiglia di ghise nodulari sottoposte a trattamento termico di tempra bainitica (austempering), in modo da ottenere un materiale che sia contemporaneamente resistente, tenace, resistente ad usura e a fatica. Con una maggiore resistenza per unità di peso rispetto all’alluminio e una resistenza ad usura paragonabile a quella dell’acciaio, l’ADI risulta essere un materiale particolarmente interessante per il settore automotive e l’industria della produzione
di energia, in particolare quando l’impiego dell’acciaio forgiato presenta limiti a livello di costo o di lavorabilità.La lavorabilità dell’ADI dopo trattamento termico presenta delle criticità per cui normalmente viene eseguita la sgrossatura in condizioni as cast, o comunque prima della tempra; la finitura viene eseguita su materiale temprato, che è molto abrasivo e che quindi richiede una attenta valutazione nella scelta degli utensili.A seconda dei gradi di ghise ADI da tagliare, le macchine utensili devono presentare caratteristiche di potenza e rigidezza adeguate.
A Ogni pezzo richiede sistemi di staffaggio personalizzati che vengono studiati partendo dal disegno del grezzo
F I ganci di sollevamento sono progettati per una presa bilanciata del manufatto in ghisa. Ogni pezzo ha un gancio diverso, a seconda della morfologia e della fase di lavorazione.
co
rte
sia
off
icin
e Vi
ca
co
rte
sia
off
icin
e Vi
ca
[email protected] 38 02/04/13 11.05

Macchine Utensili 39aprile 2013
indiretto, sulla produttività totale e sui costi di processo. Quindi, materiale, morfologia del manufatto, e in particolare la finitura superficiale richiesta, utensile e parametri della macchina utensile devono essere noti preventivamente e le scelte tecnologiche vanno opportunamente calibrate e verificate nel corso del processo produttivo.La ghisa viene lavorata con utensili con elevata durezza e resistenza all’usura, frequentemente con angoli di spoglia negativi (-4° ÷ -6°), che rendono l’utensile più robusto, presentando taglienti tenaci e garantendo condizioni applicative sicure. Per quanto riguarda la fresatura, è sovente consigliata, se possibile, la fresatura concorde in modo da garantire una vita utensile più lunga. Infatti la fresatura concorde favorisce l’allontanamento del truciolo dall’area di lavoro, contiene l’usura dei taglienti permettendo una miglior finitura superficiale, richiedendo una potenza minore rispetto alla fresatura discorde. La vita utile dell’utensile dipende in buona misura dalla matrice e, in particolare, dalla microstruttura intorno alla grafite, ricordando che la matrice ferritica è lavorabile più facilmente in quanto con minor durezza, mentre la perlite, composta da lamelle tenere e carburi duri, dà più problemi in lavorazione. Di conseguenza, anche i valori della velocità di taglio dipendono fortemente dalla microstruttura della ghisa: assenza di carburi con matrice ferritica significa alti valori di velocità, matrice perlitica significa velocità più basse.
Lavorazioni e criticitàFondamentalmente la lavorazione delle varie tipologie di ghisa richiede attenzione per quanto riguarda la forte usura dell’utensile, la presenza in vasca di melma, il maneggio talvolta difficoltoso dei manufatti in ghisa.Come si è detto, i prodotti in ghisa possono avere dimensioni sensibilmente diverse e, di conseguenza, richiedono attenzioni diverse, sia per la movimentazione che per lo staffaggio che per la dimensione che deve avere l’area di lavoro della macchina utensile. Naturalmente anche la quantità di materiale asportato deve essere opportunamente considerata. Focalizzando l’attenzione su manufatti di grosse dimensioni, è evidente come il maneggio possa essere più difficoltoso a causa del maggior peso specifico, per esempio rispetto all’acciaio. Come previsto dalle norme per pezzi che superino 10kg di peso, devono essere previsti ganci di sollevamento per ogni fase della lavorazione, ed ognuno di questi ganci deve essere studiato e realizzato ad hoc in modo da garantire una presa bilanciata, che non interferisca con altri sistemi accessori. Partendo dal disegno del grezzo, oltre ai ganci di sollevamento devono essere studiate tutte le attrezzature di staffaggio e le pedane di movimentazione, coerentemente con le lavorazioni da eseguire e i sistemi di movimentazione pezzi presenti in officina. Il pezzo di grosse dimensioni e pesante richiede spesso staffaggio e impiego di antivibranti in modo da garantire rigidezza.La lavorazione della ghisa genera un
truciolo corto e una polvere finissima di grafite. Inoltre il manufatto in ghisa è spesso verniciato: durante la lavorazione, la vernice si stacca in piccole scaglie e/o sottoforma di pulviscolo. Il problema non è tanto rappresentato dal truciolo, ma dalla polvere e dalla vernice. Spesso si evita la lavorazione a secco o minimale proprio perché il fluido da taglio svolge una “benefica azione”, inglobando buona parte delle polveri generate. Di fatto il truciolo raccolto in vasca viene separato, raccolto e venduto come sfrido. Resta il problema della vernice e delle micro particelle. In realtà la vernice ha un basso peso specifico, quindi galleggia e può agevolmente essere catturata e separata dal fluido. Il vero problema resta la polvere di grafite che forma una melma grigia che va a depositarsi sui galleggianti, arrivando anche ad inficiarne l’utilizzo. Impianti ad alta produttività possono essere costretti alla pulizia delle vasche anche 1 volta alla settimana, stimando un fermo macchina di 6 ore/settimana, con un costo indiretto non sottovalutabile, cui va ad aggiungersi la prestazione dell’addetto alla pulizia e lo smaltimento degli esausti, che vanno adeguatamente compattati e smaltiti in accordo con le norme ISO14000, oltre al costo diretto del fluido, sostituito integralmente. Una adeguata pulizia non va sottovalutata in quanto migliora il pezzo finito e, talvolta, può fare la differenza fra lo scartare o meno il pezzo stesso: se si tratta di manufatti di grosse dimensioni, è evidente il danno economico che potrebbe scaturirne. z
Lo sbavo e l’utensile diamantato con legante galvanicoUna lavorazione particolare è lo sbavo, che trova negli utensili diamantati con legante galvanico uno strumento interessante. Grazie alla durata e alla inalterabilità della forma, questi utensili si sono affermati nella lavorazione di superfici e taglio di molti materiali, ma soprattutto di ghisa grigia e ghisa sferoidale, specie, appunto, in sbavatura. Sono costituiti da un unico strato di granuli su un supporto base metallico e i singoli granuli di diamante sono legati tra loro da uno strato di Nichel ottenuto tramite processo galvanico. I granuli sporgendo dallo strato di legante, creano un utensile tagliente e molto aperto, con ampi spazi per l’evacuazione del truciolo. Gli utensili diamantati a legante galvanico, grazie all’abrasivo diamantato superduro, sono molto aggressivi e permettono una asportazione veloce, specie di bave di getti di fusione. Poiché è possibile ricoprire corpi base di qualsiasi geometria, gli utensili diamantati con legante galvanico risultano essere molto flessibili ed economicamente interessanti.
C Utensili diamantati con legante galvanico:i singoli grani sono legati fra loro da uno stato di Nichel
co
rte
sia
Pfer
d it
alia
© R
IPR
OD
UZ
ION
E R
ISE
RV
ATA
[email protected] 39 02/04/13 11.05