study on improving flow balance and clamp force of family...
TRANSCRIPT

561
Journal of the Korean Society of Manufacturing Technology Engineers 23:6 (2014) 561~568
http://dx.doi.org/10.7735/ksmte.2014.23.6.561 J. Korean Soc. Manuf. Technol. Eng.
ISSN 2283-4846(Online) / ISSN 2233-6036(Print)
냉장고용 선반 패밀리금형의 유동 밸런스와 클램프힘 개선에 관한 연구
박제홍a, 윤경원
b, 고창오
b, 서상원
a, 김수진
a*
Study on Improving Flow Balance and Clamp Force of
Family Mold for Refrigerator Shelf
Je-Hong Parka, Kyeong-Won Yoon
b, Chang-Oh Ko
b, Sang-Won Seo
a, Su-Jin Kim
a*
a Department of Mechanical Engineering, Gyeongsang National University,
501 Jinjudae-ro, Jinju-si, Gyeongsangnam-do, 660-701, Koreab Taesung Precision Co.,LDT, 653-1 Byeongdong-ri, Gimhae-si, Gyeongsangnam-do, 621-873, Korea
ARTICLE INFO ABSTRACT
Article history: Injection molding industries realize the necessity of developing family molds to
improve competitiveness. One of the primary causes of manufacturing defective
products is the imbalance of flow in a family mold. In this study, the family mold
of a shelf for refrigerators is analyzed by using CAE software. First, the flow
balance, clamping force, and injection pressure are analyzed for different gate
diameters of two cavities. Second, the flow balance, clamping force, and
injection pressure are improved when the two gate valves are open at different
times. Finally, the results of filling analysis are compared with the test injection
product.
Received 12 September 2014
Revised 3 November 2014
Accepted 4 November 2014
Keywords:
Family mold
Flow balance
Mold flow
Clamp force
Injection pressure
CAE
* Corresponding author. Tel.: +82-55-772-1636
Fax: +82-55-772-1577
E-mail address: [email protected] (Su-Jin Kim).
1. 서 론
사출 형은 제품의 배치 방식에 따라 싱 캐비티(Single
cavity), 멀티 캐비티(Multi cavity), 그리고 패 리 형(Family
mold) 방식으로 나뉘며, 일반 으로는 싱 캐비티와 멀티 캐비티
형이 많이 사용되고 있다.[1]
재 국내 사출제품 사출 형 생
산업체들의 경우, 재까지 하나의 형에서 한 개의 제품(성형품)
을 만드는 싱 캐비티 는 멀티 캐비티를 제작하여 사출성형기
한 에서 하나의 제품을 성형하는 형을 제작 양산하고 있다.
그러나 최근 세계 으로 사출 제품 사출 형 시장의 생산성,
품질, 가격 경쟁이 치열해지고 있어 패 리 형 개발을 통해 생산
효율 향상 원가 감을 통한 제품 경쟁력을 향상의 필요성이
제기되고 있다.[2]
패 리 형이란 일반 으로 서로 다른 형상의 제
품을 하나의 형에서 동시에 사출 성형하는 것을 말하며 서로 다
른 체 , 수지의 유동거리에 의해서 유동밸런스(Flow balance)의
불균형으로 인해 과도한 사출압력 잔류응력이 발생하여 제품의
결함이 발생하게 된다. 유동밸런스는 용융수지가 게이트(gate)로
부터 제품 캐비티를 충 하는 동안에 특정한 말단 역을 먼 채
우지 않고 말단 역들을 동시에 채우는 것을 말한다. 만약 제품
캐비티의 충진 과정에서 유동밸런스가 부족하게 되면 수지가 먼

Je-Hong Park et al.
562
Fig. 1 Refrigerator shelf
Fig. 2 Cross section of shelf
Fig. 3 Valve position of family mold
채워지는 말단 부 들에서 과도한 수지 충 으로 인해서 성형 후에
큰 수축편차가 발생하게 되 고 이것이 제품의 휨을 래하게 된
다.[3]
유동밸런스 조 을 해 게이트의 치, 러 (Runner)의 형
상을 변화시키는 방법과 오버 로우(Overflow)를 설치하는 등의
방법이 이용된다.[4]
기존에는 러 의 직경을 조 하여 같은 시간
에 충진이 완료되도록 유동밸런스를 조 하는 방법이 사용되었지
만, 러 의 직경 선정과정이 복잡하고 해석과 시험사출 결과가 일
치하지 않을 경우 수정이 어려웠다.[5]
냉장고용 선반은 유리를
형사이에 삽입해 사출하는 유리 인서트(insert) 형으로 형의
클램 힘(Clamp force)이 과도하면 유리가 손될 가능성이 높
아짐으로 클램 힘과 사출압력(Injection force)을 이는 사출방
법이 필요하다. 밸 게이트(Valve gate)가 열리는 순간 압력강하
가 발생하므로 이를 조 해 사출압력과 클램 힘을 인 연구가
있다.[6]
본 연구에서는 형상과 크기가 다른 두 제품을 하나의 형에서
사출함으로 유동불균형의 해결이 어렵고 유리를 삽입해 사출함으
로 낮은 사출압력을 필요로 하는 냉장고용 선반 패 리 형을 개발
하고자 한다. 구체 으로 첫 단계로 밸 게이트의 직경을 달리하
여 략 인 유동밸런스를 맞추고 두 번째 단계로 시 스(Sequence)
밸 의 시간차를 이용해 높은 유동밸런스를 확보하며 사출압력과
클램 힘을 감소시키고자 한다. 동시에 몰드 로우(Mold flow)
를 이용해 유동밸런스와 클램 힘을 측하고 시험사출에서 샷
(Short shot)과 비교해 검증하 다.
2. 복합사출금형 구조설계
2.1 패밀리 금형을 위한 제품설계
Fig. 1은 개발 상 제품인 냉장고용 선반이다. 냉장고용 선반이
란 냉장고의 수납함에 들어가는 칸막이를 말한다. 선반은 뒤(Back)
와 앞(Front)으로 나뉘며 간에 강화유리가 삽입된 구조이다.
냉장고용 Shelf 설계 시 최우선 고려사항은 첫 번째로 유리를
형에 삽입하여 라스틱과 일체형으로 생산 가능한 제품을 만
드는 것이다. 두 번째로 캐비티 설계 시 생산 균형 일치 양산성
을 확보 생산함을 최우선 으로 고려한 설계이다. 세 번째로 형상
이 다른 캐비티를 원활하게 생산하기 해 밸 게이트를 사용하
여 유리면 에서 사출하는 방법을 채택하여 미성형 유리 손
방지를 해 갭(Gap)과 경사면을 주었다. 이를 나타낸 것이 Fig.
2 이다.
패 리 형 설계 시 선반 뒤 상 제품 량은 269 g, 선반 앞
상 량 70 g으로 제품의 량의 차이가 크게 발생하 다. 이는
유동 밸런스 문제를 발생시킬 수 있기 때문에 Fig. 3과 같이 해결방
법을 제시하 다. 첫 번째로 선반 앞의 경우 Φ2.5 밸 를 두 군데
용하 고 선반 뒤의 경우 Φ3.5 밸 를 용하여 용융 라스틱
의 주입량을 조 하 다. 한 양산성을 증가시키기 해 밸 게이
트를 제품의 측면이 아닌 유리면 윗부분에 용하 다. 선반 뒤의
경우 측면에 홈을 기 해 이젝터 블록(Ejector Block)을 사용하
다.
형 설계 시 각기 다른 형상의 제품을 동시 사출하기 때문에
취출성의 불균형이 상된다. 원활한 양산성을 고려한 취출성의 불
균형을 해결하기 해 Fig. 4와 같이 선반 앞의 경우 Φ6.0의 12개
의 핀(Ejector pin)을 용하 고 선반 뒤의 경우 Φ10.0의 10개

Journal of the Korean Society of Manufacturing Technology Engineers 23:6 (2014) 561~568
563
Fig. 4 Ejector position of family mold
Table 1 Analysis conditions
Material PP
Mold temperature 40°C
Resine temperature 230°C
Valve diameter Φ3.5, Φ2.5
Aspect ratio 30
Number of mesh 110,000
Software Mold flow
Fig. 5 The analysis of flow balance
Fig. 6 The analysis of flow balance
의 핀을 용하 다. 그리고 강화유리를 고정하기 해 선반 앞
과 뒤에 각각 흡착기를 두 개씩 부착하 다.
3. 패밀리금형의 CAE해석
3.1 CAE해석을 위한 선반의 제원
복합사출 형의 CAE 해석을 한 선반의 제원은 Table 1과 같
다. 소재는 폴리 로필 (PP)을 사용하 다. 형의 온도는 40°C
이고 용융수지온도는 230°C이다. 게이트는 선반 뒤, 앞을 각각 Φ
3.5, Φ2.5 밸 를 사용하여 직경만 달리하 다. 해석을 해 요소
망(Mesh)의 종횡비(Aspect ratio)는 몰드 로우에서 일반 으로
6으로 할 것을 추천하지만 수정시간 해석 단축을 해 30으로
설정하 고 약 11만 개의 요소가 생성되었다. 밸 의 직경만 달리
한 경우와 직경을 달리할 뿐만 아니라 시간차 사출을 한 경우 두
가지에 하여 해석 후 이를 비교하 다. 해석은 몰드 로우를 이
용하여 수행하 다.
3.1.1 밸브의 직경만 달리한 유동밸런스 해석
유동밸런스의 해석결과는 Fig. 5와 같다. 가장 짙은 란색이 0
부터 시작해서 가장 짙은 빨간색이 3.1 에 이르는 것을 볼 수
있다. Fig. 5에서 볼 수 있듯이 선반 앞의 경우 2.3 에 용융수지가
모두 차는 것을 알 수 있으나 선반 뒤의 경우 이로부터 약 1 뒤인
3.1 에 용융수지가 가득 차는 것을 볼 수 있다.
3.1.2 시간차 사출 유동밸런스 해석
밸 의 직경만 달리한 해석결과에서 유동밸런스의 문제로 인해
선반 앞의 충진이 완료 되고도 선반 뒤에 미충진이 일어나는 것을
확인할 수 있다. 이를 개선하기 해 선반 뒤와 선반 앞에 1.7 의
시간차를 두고 밸 게이트를 열고 해석하 다. 유동밸런스의 재해
석결과는 Fig. 6과 같다. 가장 짙은 란색이 0 부터 시작해서 가
장 짙은 빨간색이 3.2 에 이르는 것을 볼 수 있다.
3.1.3 밸브의 직경만 달리한 사출압력과 클램프 힘 해석
Je-Hong Park et al.
564
Fig. 7 The analysis of injection pressure
Fig. 8 The analysis of clamp force
Fig. 9 The analysis of injection pressure
Fig. 10 The analysis of clamp force
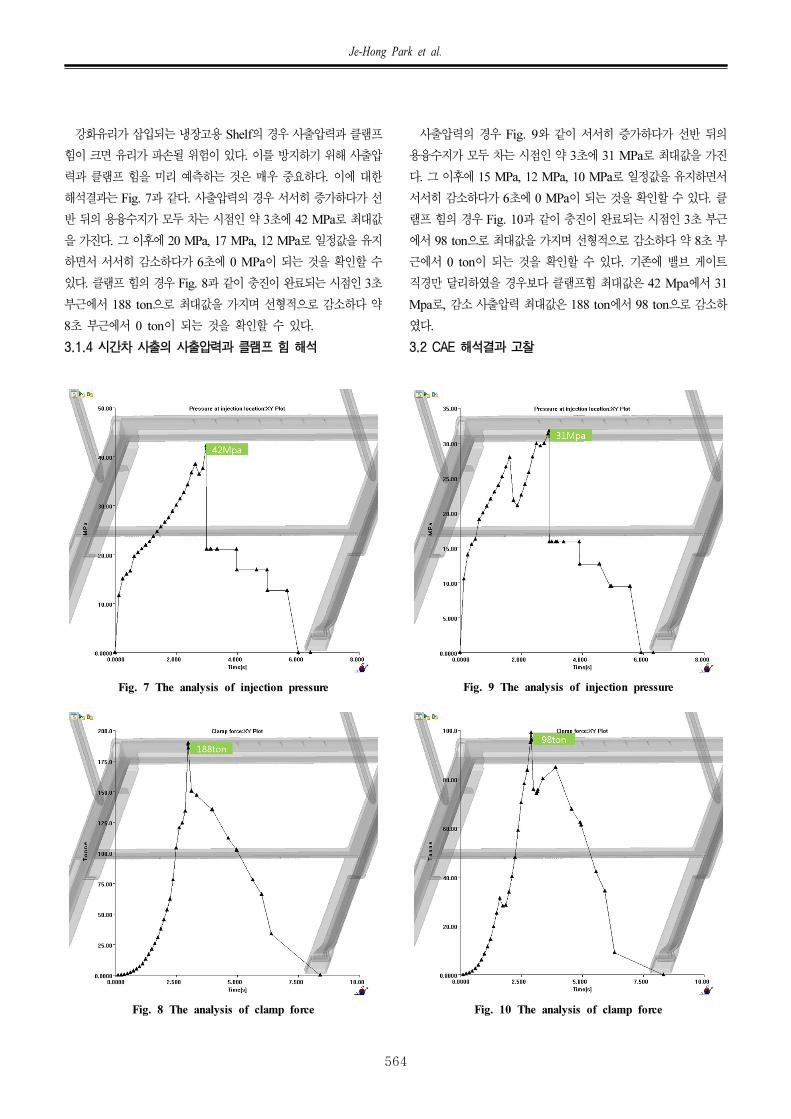
강화유리가 삽입되는 냉장고용 Shelf의 경우 사출압력과 클램
힘이 크면 유리가 손될 험이 있다. 이를 방지하기 해 사출압
력과 클램 힘을 미리 측하는 것은 매우 요하다. 이에 한
해석결과는 Fig. 7과 같다. 사출압력의 경우 서서히 증가하다가 선
반 뒤의 용융수지가 모두 차는 시 인 약 3 에 42 MPa로 최 값
을 가진다. 그 이후에 20 MPa, 17 MPa, 12 MPa로 일정값을 유지
하면서 서서히 감소하다가 6 에 0 MPa이 되는 것을 확인할 수
있다. 클램 힘의 경우 Fig. 8과 같이 충진이 완료되는 시 인 3
부근에서 188 ton으로 최 값을 가지며 선형 으로 감소하다 약
8 부근에서 0 ton이 되는 것을 확인할 수 있다.
3.1.4 시간차 사출의 사출압력과 클램프 힘 해석
사출압력의 경우 Fig. 9와 같이 서서히 증가하다가 선반 뒤의
용융수지가 모두 차는 시 인 약 3 에 31 MPa로 최 값을 가진
다. 그 이후에 15 MPa, 12 MPa, 10 MPa로 일정값을 유지하면서
서서히 감소하다가 6 에 0 MPa이 되는 것을 확인할 수 있다. 클
램 힘의 경우 Fig. 10과 같이 충진이 완료되는 시 인 3 부근
에서 98 ton으로 최 값을 가지며 선형 으로 감소하다 약 8 부
근에서 0 ton이 되는 것을 확인할 수 있다. 기존에 밸 게이트
직경만 달리하 을 경우보다 클램 힘 최 값은 42 Mpa에서 31
Mpa로, 감소 사출압력 최 값은 188 ton에서 98 ton으로 감소하
다.
3.2 CAE 해석결과 고찰

Journal of the Korean Society of Manufacturing Technology Engineers 23:6 (2014) 561~568
565
Fig. 11 Imbalance in the flow balance
Fig. 12 The analysis of flow balance
Fig. 13 Injection machine
Table 2 Injection conditions
Material P842J
Surface gloss
Injection machine maker LG
Maximum clamp force 650ton
Cylinder setting temperature 220/210/210/210/200°C
Hot runner setting temperature 220°C
CAE 해석을 통해 Fig. 11과 같이 밸 의 직경만 달리한 경우
유동 밸런스의 불균형이 일어나는 것을 확인 할 수 있다. 선반 앞에
충진이 완료되었음에도 1번, 2번, 3번, 4번 부 에서 미충진이 일
어나는 것을 확인할 수 있다. 한 1번과 2번부 에 충진이 완료되
더라도 5번 부 와 6번 부 에 미충진이 일어났다. 이러한 유동밸
런스의 불균형은 제품의 품질에 심각한 향을 수 있다. 그러나
선반 뒤에 먼 충진을 시작한 후 1.7 뒤에 선반 앞에 밸 게이
트를 열어 해석한 결과 Fig. 12와 같이 유동밸런스가 개선되었다.
한 클램 힘과 사출압력을 감소시켜 유리 손의 험을 크게
감소 시켰다.
4. 시험사출
4.1 시험사출 조건
해석결과와 실제 제품 비교를 해 시험사출을 수행하 으며
시험사출 조건은 Table 2와 같다. 수지는 P842J를 사용하 고
외장이며 표면은 택에 투명도는 불투명이다. 사출기계는 LG제
품으로 최 650 ton의 클램 힘을 가할 수 있다. 핫러 는
220°C로 설정하 고 실린더 설정온도는 실린더의 주입구부터
시작하여 다섯 개의 구간으로 나 어 220/210/210/210/200°C
로 설정하 다. Fig. 13은 시험사출 사출기에 복합 형을 부착
한 모습이다.
4.2 해석결과와 시험사출 제품 비교
CAE해석결과를 통해 얻은 유동밸런스를 시험사출을 하 을
경우와 비교하기 하여 Fig. 14와 같이 계량거리를 각각 달리하
여 샷을 하 다. 계량거리는 30~100%까지 총 6가지에 하여
시험사출을 하 고 해석결과와 시험사출 제품을 비교하 다. 계
량거리에 따른 시험사출 제품과 해석결과는 육안으로 확인하 다.
확인결과 해석결과와 시험사출 제품이 거의 일치하는 것을 알 수
있었다.

Je-Hong Park et al.
566
Fig. 14 Compare of analysis results with products (30, 50%) Fig. 15 Compare of analysis result with products (70, 90%)

Journal of the Korean Society of Manufacturing Technology Engineers 23:6 (2014) 561~568
567
Fig. 16 Compare of analysis result with products (98, 100%)
5. 결 론
본 연구에서 형상과 크기가 다른 두 제품을 동시에 사출하는 냉
장고용 선반의 패 리 형의 유동불균형을 해결하기 해 첫 단계
로 밸 직경만 달리한 CAE해석을 하고 다음 단계로 밸 게이트
개방 시간차를 두고 사출을 하는 해석을 하 고 이를 실제 사출
제품과 비교하 다. 그 결과 다음과 같은 결론을 얻을 수 있었다.
첫째, 큰 제품의 게이트의 직경을 작은 제품보다 키워 충진 시간
차이를 이고자 했을 경우 부피가 작은 제품에 충진 완료된 약
1 뒤에 큰 제품에 충진이 완료되었다. 둘째, 밸 게이트의 개방
시간을 제어해 충진 시작 시간을 조 해 형상과 크기가 다른 두
캐비티에 동시에 충진이 완료될 수 있도록 하 다. 1.7 시간차
충진을 통해 두 제품이 동시에 충진 되도록 하고 유동밸런스를 개
선하 으며 샷 시험사출 실험과 해석 결과가 일치 하 다. 셋째,
유리 인서트 사출의 경우 클램 힘이 작을수록 유리 손을 일
수 있는데 기존 클램 힘 188 ton에서 밸 게이트 개방 시간 제어
로 클램 힘은 최 값을 42 Mpa에서 31 Mpa로 감소시켰고 사출
압력은 최 값 188 ton에서 98 ton으로 감소시켰다.
지 까지 형상과 크기가 다른 제품이면서 유리를 삽입 후 사출하
는 유리인서트 패 리 형의 제작은 유동불균형과 유리 손으로
시도되지 않았으나 본 연구를 통해 실제 산업체에서 냉장고용 선반
패 리 형에 한 용이 가능할 것으로 단된다.
후 기
본 연구는 소기업청의 산학연 력기술개발 사업에 의한 지원
을 받아 수행되어졌다.
References
[1] Choi, K. I., Park, P. P., Cha, B. S., Rhee, B. O., Koo, B. H., 2007, A
Theoretical Study for the Filling Balance of the Family Mould Using
Variable-Runner System, The Korean Society For Technology of
Plasticity 275-278.
[2] Chan, W. M., Pinforld, M., Kwong, C. K., Szeto., W. H., 2014,
Automation and Optimization of Family Mould Cavity and Runner
Layout Design (FMCRLD) using Genetic Algorithms and Mould
Layout Design Grammars, Computer-Aided Design 47 118-133.
[3] Malloy, R. A., 2003, Plastic Part Design for Injection Molding, Hanser,
40-43.
[4] Kim, M. Y., Kim, K. H., Song, D. J., Kwon, C. O., Lee, S. H., Heo, Y.
M., 2005, A Study on Flow Balance and Warpage Characteristics in

Je-Hong Park et al.
568
Manufacturing of Plastic Injection Family Mould, The Korean Society
for Technology of Plasticity Symposium 141-146.
[5] Park, C. J., Lee, G. S., Choi, S. I., Kang, J. H., 2013, Optimization of Gate
Location for Melt Flow Balancing in Injection Mold Cavity by using
Recursive Design Area Reduction Method, Journal of the Korean
Society of Manufacturing Process Engineers 12:4 114-122.
[6] Park, C. H., Pyo, B. G., Choi, D. H., 2012, Design Automation of Valve
Gate Locations and Open Timing for Injection Molding of an
Automotive Instrument Panel, 8th IEEE International Conference on
Automation Science and Engineering 843-845.