sumario 1 anexo i - consideraciones tÉcnicas (fsae...
TRANSCRIPT
Estudio y propuesta ergonómica de un Formula Student Pág. 1
Sumario
SUMARIO ____________________________________________________ 1
ANEXO I - CONSIDERACIONES TÉCNICAS (FSAE RULES 2015) ______ 3
I. Posición de conducción ................................................................................... 3
II. Volante ............................................................................................................. 5
III. Cuadro de instrumentos ................................................................................... 6
IV. Pedalería .......................................................................................................... 6
V. Asiento ............................................................................................................. 7
VI. Cinturones ........................................................................................................ 7
VII. Reposacabezas ............................................................................................. 11
VIII. Protecciones interiores .................................................................................. 11
ANEXO II – MODELADO DEL VOLANTE __________________________ 13
I. Modelado físico .............................................................................................. 13
II. Modelado digital ............................................................................................. 20
ANEXO III – FABRICACIÓN DEL VOLANTE _______________________ 27
I. Volante CAT08e ............................................................................................ 27
ANEXO IV – FABRICACIÓN DE LOS ASIENTOS ___________________ 37
I. Pruebas previas con poliuretano ................................................................... 37
II. Asientos CAT08e ........................................................................................... 42
ANEXO V – ESTRUCTURA ERGONÓMICA ________________________ 44
I. Diseño de la estructura .................................................................................. 44
II. Configuraciones posibles ............................................................................... 47

Estudio y propuesta ergonómica de un Formula Student Pág. 3
Anexo I - Consideraciones técnicas (FSAE Rules
2015)
Este anexo pretende recopilar aquellos puntos de la normativa de la competición de Formula
Student que afectan directamente a este proyecto. Se han tomado de [4]
http://www.fsaeonline.com/content/2015-16%20FSAE%20Rules%20revision%2091714%20kz.pdf, es
decir de las reglas oficiales más actualizadas hasta la fecha de realización de este trabajo.
I. Posición de conducción
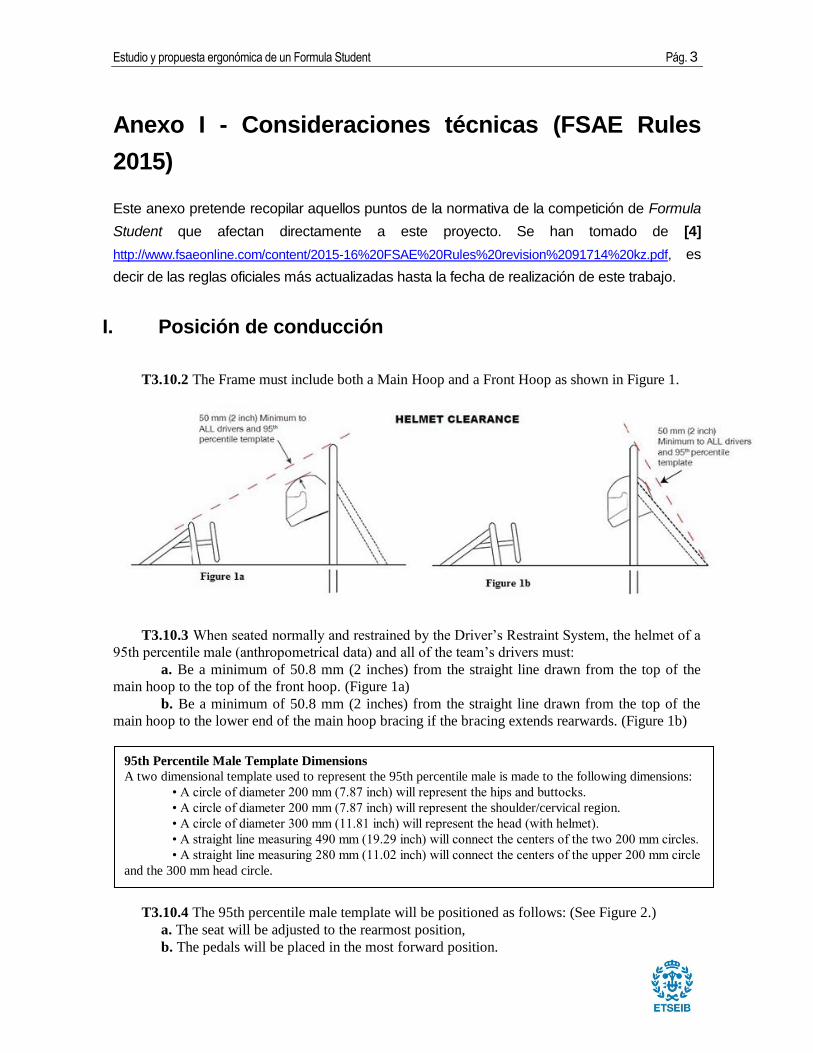
T3.10.2 The Frame must include both a Main Hoop and a Front Hoop as shown in Figure 1.
T3.10.3 When seated normally and restrained by the Driver’s Restraint System, the helmet of a
95th percentile male (anthropometrical data) and all of the team’s drivers must:
a. Be a minimum of 50.8 mm (2 inches) from the straight line drawn from the top of the
main hoop to the top of the front hoop. (Figure 1a)
b. Be a minimum of 50.8 mm (2 inches) from the straight line drawn from the top of the
main hoop to the lower end of the main hoop bracing if the bracing extends rearwards. (Figure 1b)
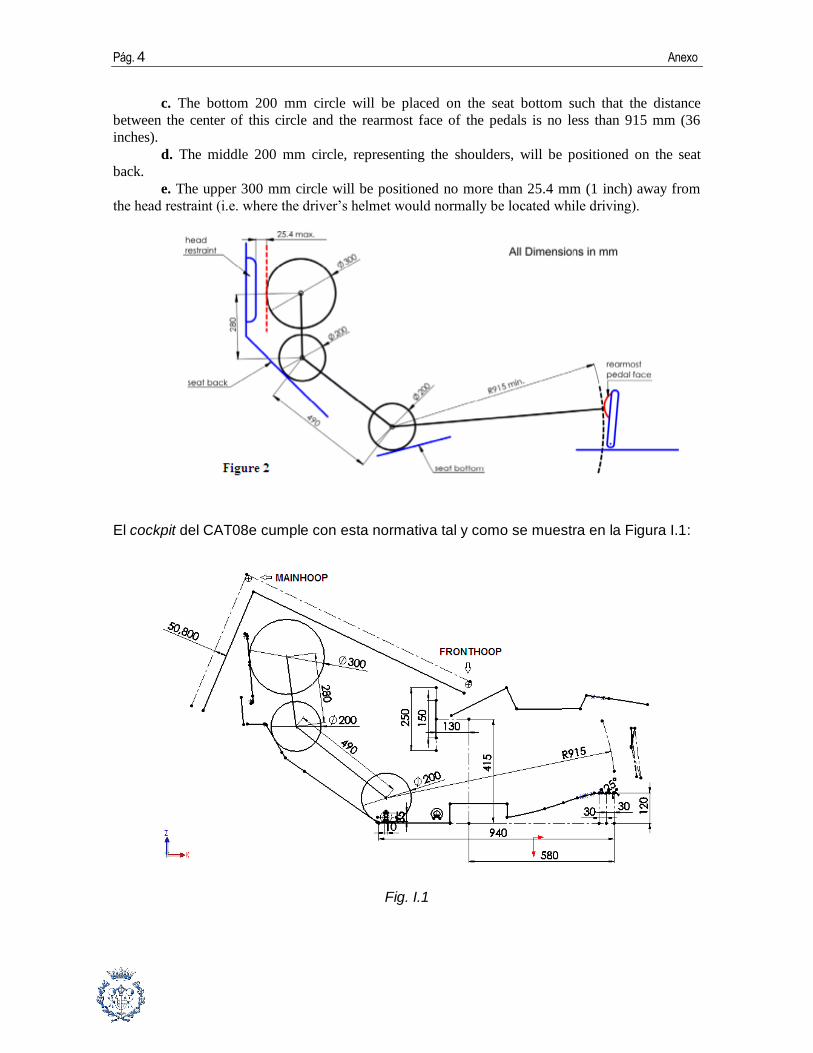
T3.10.4 The 95th percentile male template will be positioned as follows: (See Figure 2.)
a. The seat will be adjusted to the rearmost position,
b. The pedals will be placed in the most forward position.
95th Percentile Male Template Dimensions
A two dimensional template used to represent the 95th percentile male is made to the following dimensions:
• A circle of diameter 200 mm (7.87 inch) will represent the hips and buttocks.
• A circle of diameter 200 mm (7.87 inch) will represent the shoulder/cervical region.
• A circle of diameter 300 mm (11.81 inch) will represent the head (with helmet).
• A straight line measuring 490 mm (19.29 inch) will connect the centers of the two 200 mm circles.
• A straight line measuring 280 mm (11.02 inch) will connect the centers of the upper 200 mm circle
and the 300 mm head circle.
Pág. 4 Anexo
c. The bottom 200 mm circle will be placed on the seat bottom such that the distance
between the center of this circle and the rearmost face of the pedals is no less than 915 mm (36
inches).
d. The middle 200 mm circle, representing the shoulders, will be positioned on the seat
back.
e. The upper 300 mm circle will be positioned no more than 25.4 mm (1 inch) away from
the head restraint (i.e. where the driver’s helmet would normally be located while driving).
El cockpit del CAT08e cumple con esta normativa tal y como se muestra en la Figura I.1:
Fig. I.1
Estudio y propuesta ergonómica de un Formula Student Pág. 5
II. Volante
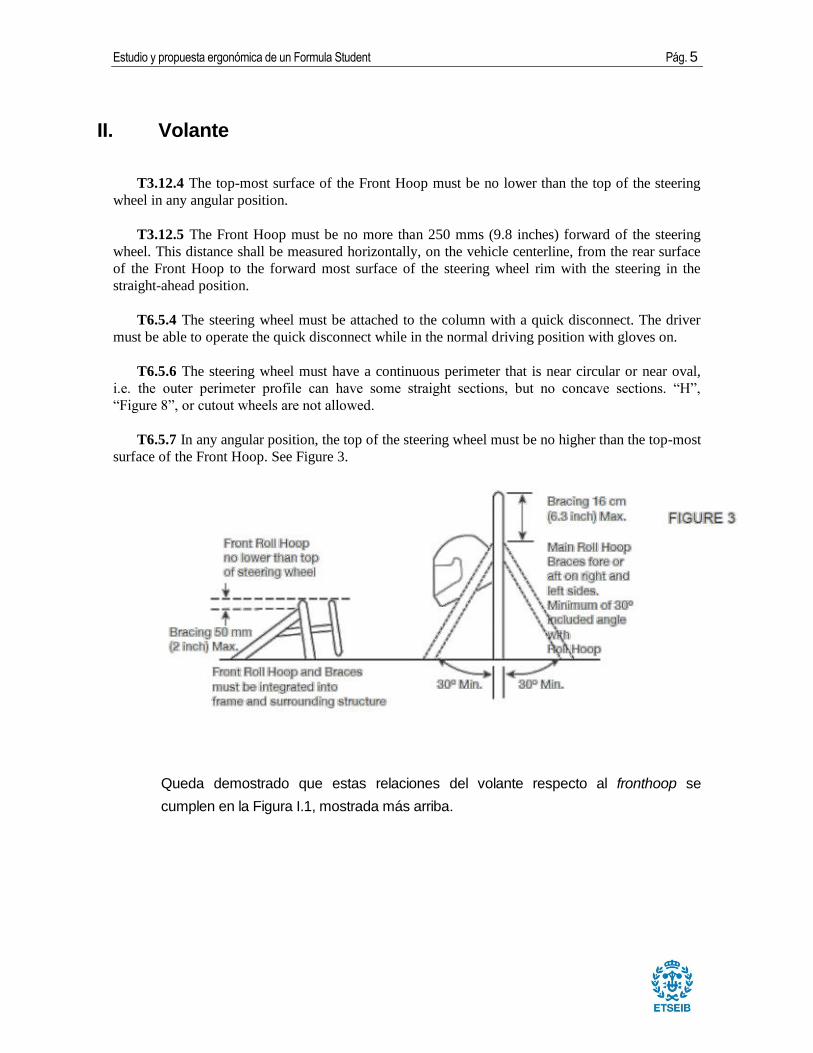
T3.12.4 The top-most surface of the Front Hoop must be no lower than the top of the steering
wheel in any angular position.
T3.12.5 The Front Hoop must be no more than 250 mms (9.8 inches) forward of the steering
wheel. This distance shall be measured horizontally, on the vehicle centerline, from the rear surface
of the Front Hoop to the forward most surface of the steering wheel rim with the steering in the
straight-ahead position.
T6.5.4 The steering wheel must be attached to the column with a quick disconnect. The driver
must be able to operate the quick disconnect while in the normal driving position with gloves on.
T6.5.6 The steering wheel must have a continuous perimeter that is near circular or near oval,
i.e. the outer perimeter profile can have some straight sections, but no concave sections. “H”,
“Figure 8”, or cutout wheels are not allowed.
T6.5.7 In any angular position, the top of the steering wheel must be no higher than the top-most
surface of the Front Hoop. See Figure 3.
Queda demostrado que estas relaciones del volante respecto al fronthoop se
cumplen en la Figura I.1, mostrada más arriba.
Pág. 6 Anexo
III. Cuadro de instrumentos
IC4.3.1 The cockpit-mounted master switch:
a. Must be located to provide easy actuation by the driver in an emergency or panic situation.
b. Must be located within easy reach of the belted-in driver, alongside the steering wheel, and
unobstructed by the steering wheel or any other part of the car. It is suggested that it be placed on the
same side of the steering wheel as the shifter mechanism.
c. Must be a push/pull Emergency switch with a minimum diameter of 24mm. The switch
must be installed such that:
i. From the ON position, pushing on the switch will disable power to the ignition and
all fuel pumps, and
ii. From the OFF position, pulling on the switch will enable power to the ignition and
fuel pump(s). Switches that require a twist or twist and pull to enable power are acceptable.
d. May act through a relay.
Examples of typical switches that meet these requirements are shown below:
IV. Pedalería
T7.1.8 The brake pedal shall be designed to withstand a force of 2000 N without any failure of
the brake system or pedal box. This may be tested by pressing the pedal with the maximum force
that can be exerted by any official when seated normally.
T7.1.9 The brake pedal must be fabricated from steel or aluminum or machined from steel,
aluminum or titanium.

Estudio y propuesta ergonómica de un Formula Student Pág. 7
V. Asiento
T4.3.1 The lowest point of the driver’s seat must be no lower than the bottom surface of the
lower frame rails or by having a longitudinal tube (or tubes) that meets the requirements for Side
Impact tubing, passing underneath the lowest point of the seat.
T4.3.2 When seated in the normal driving position, adequate heat insulation must be provided
to ensure that the driver will not contact any metal or other materials which may become heated to a
surface temperature above sixty degrees C (60°C). The insulation may be external to the cockpit or
incorporated with the driver’s seat or firewall. The design must show evidence of addressing all
three (3) types of heat transfer, namely conduction, convection and radiation, with the following
between the heat source, e.g. an exhaust pipe or coolant hose/tube and the panel that the driver could
contact, e.g. the seat or floor:
a. Conduction Isolation by:
i. No direct contact between the heat source and the panel, or
ii. A heat resistant, conduction isolation material with a minimum thickness of 8 mm (0.3
in) between the heat source and the panel.
b. Convection Isolation by a minimum air gap of 25 mm (1 inch) between the heat source
and the panel
c. Radiation Isolation by:
i. A solid metal heat shield with a minimum thickness of 0.4 mm (0.015 in) or
ii. Reflective foil or tape when combined with T4.3.2.a.ii above.
VI. Cinturones
T5.1.1 Definitions:
a. A 5-point system – consists of a 76 mm (3 inch) wide lap belt, approximately 76 mm (3
inch) wide shoulder straps and a single approximately 51 mm (2 inch) wide anti-submarine strap.
The single anti-submarine strap must have a metal-to-metal connection with the single release
common to the lap belt and shoulder harness.
b. A 6-point system – consists of a 76 mm (3 inch) wide lap belt, approximately 76 mm (3
inch) wide shoulder straps and two (2) approximately 51 mm (2 inch) wide leg or anti-submarine
straps.
c. A 7-point system – system is the same as the 6-point except it has three (3) anti-
submarine straps, two (2) from the 6-point system and one (1) from the 5-point system.
NOTE: 6 and 7-point harnesses to FIA specification 8853/98 and/or SFI Specification 16.5 with
approximately 51 mm (2 inch) lap belts are acceptable.
d. An “upright driving position” is defined as one with a seat back angled at thirty degrees
(30°) or less from the vertical as measured along the line joining the two 200 mm circles of the
template of the 95th percentile male as defined in Rule T3.10.3 and positioned per T3.10.4 .
e. A “reclined driving position” is defined as one with a seat back angled at more than thirty
degrees (30°) from the vertical as measured along the line joining the two 200 mm circles of the

Pág. 8 Anexo
template of the 95th percentile male as defined in Rule T3.10.3 and positioned per T3.10.4 .
f. The “chest-groin line” is the straight line that in side view follows the line of the shoulder
belts from the chest to the release buckle.
T5.3.1 The lap belt must pass around the pelvic area below the Anterior Superior Iliac Spines
(the hip bones).
T5.3.2 The lap belts should not be routed over the sides of the seat. The lap belts should come
through the seat at the bottom of the sides of the seat to maximize the wrap of the pelvic surface and
continue in a straight line to the anchorage point.
T5.3.3 Where the belts or harness pass through a hole in the seat, the seat must be rolled or
grommeted to prevent chafing of the belts.
T5.3.4 To fit drivers of differing statures correctly, in side view, the lap belt must be capable of
pivoting freely by using either a shouldered bolt or an eye bolt attachment, i.e. mounting lap belts by
wrapping them around frame tubes is no longer acceptable.
T5.3.5 With an “upright driving position”, in side view the lap belt must be at an angle of
between forty-five degrees (45°) and sixty-five degrees (65°) to the horizontal. This means that the
centerline of the lap belt at the seat bottom should be between 0 – 76 mm (0 – 3 inches) forward of
the seat back to seat bottom junction. (See Figure 10)
T5.3.6 With a “reclined driving position”, in side view the lap belt must be between an angle of
sixty degrees (60°) and eighty degrees (80°) to the horizontal.
Estudio y propuesta ergonómica de un Formula Student Pág. 9
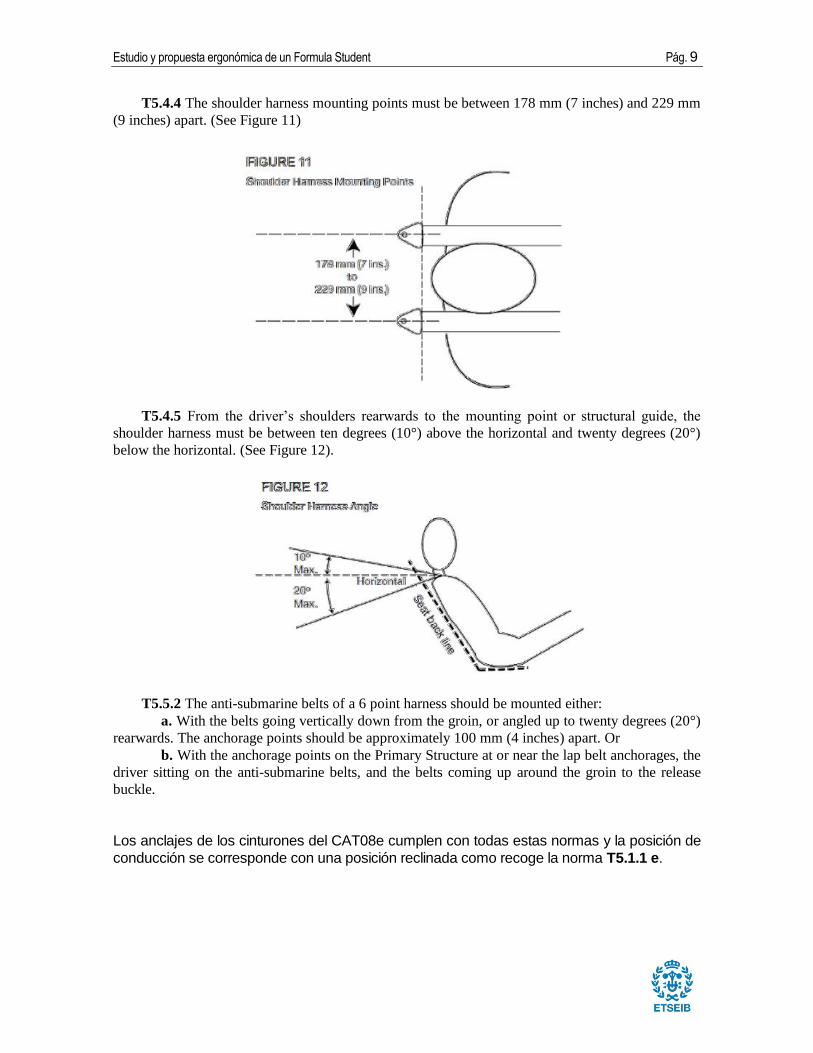
T5.4.4 The shoulder harness mounting points must be between 178 mm (7 inches) and 229 mm
(9 inches) apart. (See Figure 11)
T5.4.5 From the driver’s shoulders rearwards to the mounting point or structural guide, the
shoulder harness must be between ten degrees (10°) above the horizontal and twenty degrees (20°)
below the horizontal. (See Figure 12).
T5.5.2 The anti-submarine belts of a 6 point harness should be mounted either:
a. With the belts going vertically down from the groin, or angled up to twenty degrees (20°)
rearwards. The anchorage points should be approximately 100 mm (4 inches) apart. Or
b. With the anchorage points on the Primary Structure at or near the lap belt anchorages, the
driver sitting on the anti-submarine belts, and the belts coming up around the groin to the release
buckle.
Los anclajes de los cinturones del CAT08e cumplen con todas estas normas y la posición de
conducción se corresponde con una posición reclinada como recoge la norma T5.1.1 e.


Estudio y propuesta ergonómica de un Formula Student Pág. 11
VII. Reposacabezas
T5.6.1 A head restraint must be provided on the car to limit the rearward motion of the driver’s
head.
T5.6.2 The restraint must:
a. Be vertical or near vertical in side view.
b. Be padded with an energy absorbing material such as Ethafoam® or Ensolite® with a
minimum thickness of 38 mm (1.5 inches).
c. Have a minimum width of 15 cms (6 inches).
d. Have a minimum area of 235 sq. cms (36 sq. inches) AND have a minimum height
adjustment of 17.5 cms (7 inches), OR have a minimum height of 28 cms (11 inches).
e. Be located so that for each driver:
i. The restraint is no more than 25 mm (1 inch) away from the back of the driver’s
helmet, with the driver in their normal driving position.
ii. The contact point of the back of the driver’s helmet on the head restraint is no less
than 50 mm (2 inch) from any edge of the head restraint.
NOTE 1: Head restraints may be changed to accommodate different drivers (See T1.2.2 ).
NOTE 2: The above requirements must be met for all drivers.
NOTE 3: Approximately 100mm (4”) longitudinal adjustment is required to accommodate 5th to
95th Percentile drivers. This is not a specific rules requirement, but teams must have sufficient
longitudinal adjustment and/or alternative thickness head restraints available, such that the above
requirements are met by all their drivers.
T5.6.3 The restraint, its attachment and mounting must be strong enough to withstand a force
of 890 Newtons (200 lbs. force) applied in a rearward direction.
T5.7 Roll Bar Padding: Any portion of the roll bar, roll bar bracing or frame which might be
contacted by the driver’s helmet must be covered with a minimum thickness of 12 mm (0.5 inch) of
padding which meets SFI spec 45.1 or FIA 8857-2001.
La forma de la espuma del reposacabezas cumple con todos los requerimientos
dimensionales nombrados en la norma T5.6.2.
VIII. Protecciones interiores
T5.8.1 To keep the driver’s legs away from moving or sharp components, all moving
suspension and steering components, and other sharp edges inside the cockpit between the front roll
hoop and a vertical plane 100 mm (4 inches) rearward of the pedals, must be shielded with a shield
made of a solid material. Moving components include, but are not limited to springs, shock
absorbers, rocker arms, anti-roll/sway bars, steering racks and steering column CV joints.
T5.8.2 Covers over suspension and steering components must be removable to allow
inspection of the mounting points.

Estudio y propuesta ergonómica de un Formula Student Pág. 13
Anexo II – Modelado del volante
I. Modelado físico
Impresión 3D en ABS:
Para la fabricación de la estructura principal del modelo del volante, se escogió utilizar el
plástico impreso, dada la facilidad y rapidez con la que se pueden obtener piezas (de tamaño
contenido), lo que permite ir mejorando un diseño en poco tiempo y de forma barata.
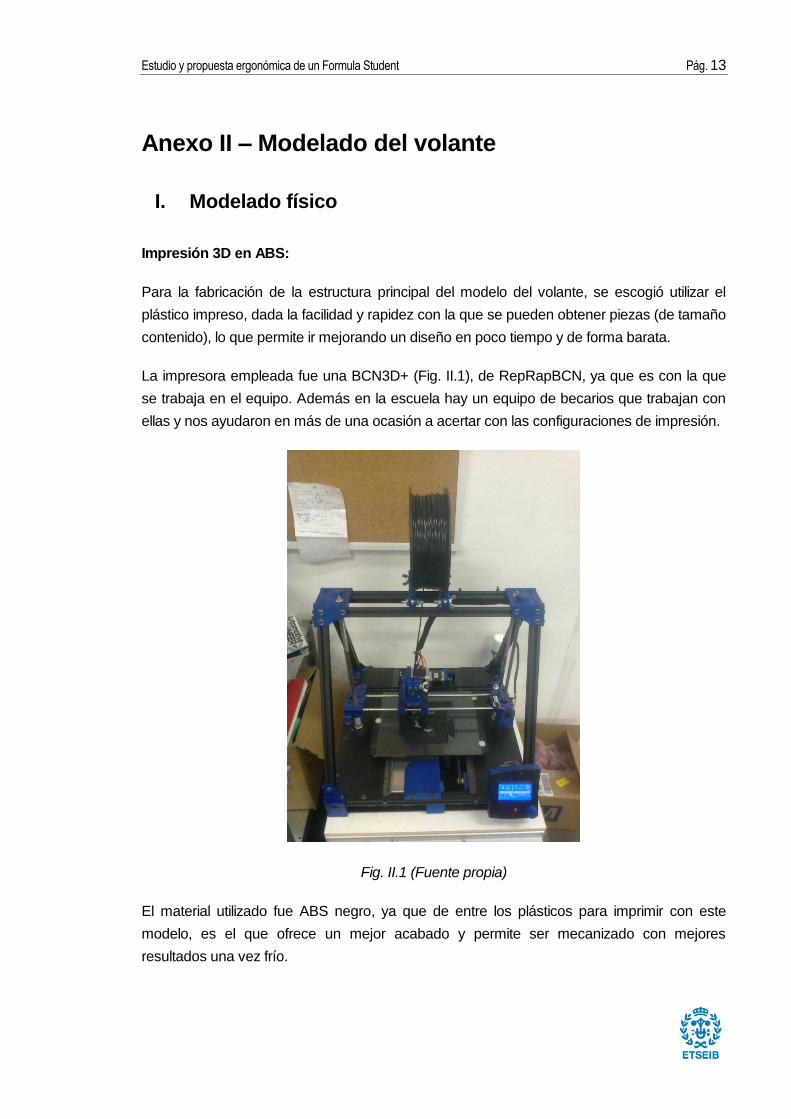
La impresora empleada fue una BCN3D+ (Fig. II.1), de RepRapBCN, ya que es con la que
se trabaja en el equipo. Además en la escuela hay un equipo de becarios que trabajan con
ellas y nos ayudaron en más de una ocasión a acertar con las configuraciones de impresión.
Fig. II.1 (Fuente propia)
El material utilizado fue ABS negro, ya que de entre los plásticos para imprimir con este
modelo, es el que ofrece un mejor acabado y permite ser mecanizado con mejores
resultados una vez frío.

Pág. 14 Anexo
En las primeras impresiones (Fig. II.2) surgieron problemas tales como que, al ser una pieza
tan grande, el medio volante se despegaba de la base de la impresora.
Fig. II.2 (Fuente propia)
Consultando a los becarios y a un miembro del equipo aficionado a las impresoras, se
probaron varias soluciones que terminaron por dar resultado:
- Añadir laca a la base: añadiendo laca capilar en cantidad a la base de la impresora
se consigue que el plástico se adhiera mejor a su superficie.
- Reducir el infill: reduciendo el infill o relleno de las piezas (que no son macizas, sino
que tienen una estructura de celdas para ahorrar material, peso y tiempo), se
consigue que el material no se contraiga tanto, evitando su levantamiento de la base.
Reducir el relleno implica que las celdas interiores sean más grandes:
Fig. II.3 a) y b) Dos momentos durante la impresión de una pieza con menor infill, más

Estudio y propuesta ergonómica de un Formula Student Pág. 15
estable que la de la Fig. II.2, con mayor infill (Fuente propia)
- Aislar la impresora: una forma de asegurarse la correcta solidificación del plástico,
ya sea ABS u otro, es aislando la impresora de corrientes de aire. Estas corrientes
provocan enfriamientos irregulares en las capas de la pieza, lo que puede conllevar
contracciones locales que la deformen. Por ello se hizo una tapa provisional con
cartón y bridas (Fig. II.4 a)), la cual demostró unos muy buenos resultados. Más tarde
se hizo una caja más práctica, con una pantalla de plástico transparente para
controlar la impresión (Fig. II.4 b)):
Fig. II.4 a) y b) (Fuente propia)
Modelado de los mangos en arcilla:
Una vez impresas las dos mitades del volante, fueron ancladas al quick release y éste
colocado en el sistema de dirección del CAT07e (Fig. II.5), para detectar algún posible fallo
que hubiera pasado desapercibido (el CAT08e aún no estaba disponible):
Fig. II.5 (Fuente propia)
Pág. 16 Anexo
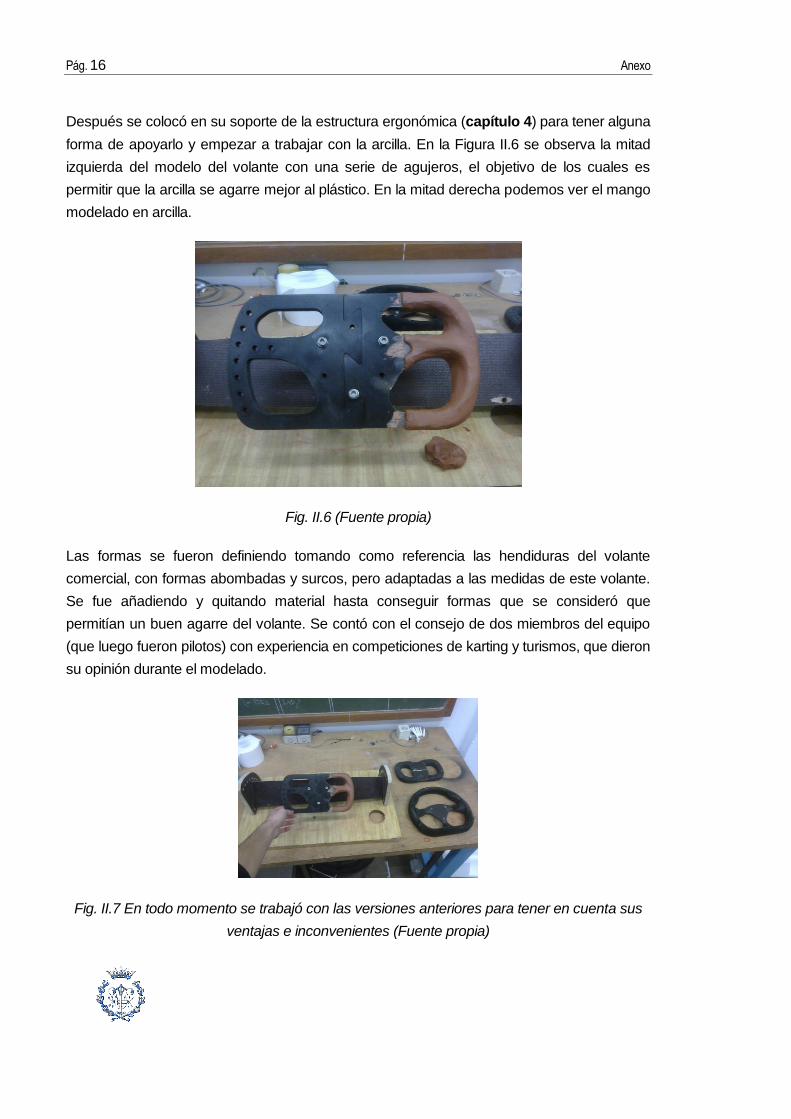
Después se colocó en su soporte de la estructura ergonómica (capítulo 4) para tener alguna
forma de apoyarlo y empezar a trabajar con la arcilla. En la Figura II.6 se observa la mitad
izquierda del modelo del volante con una serie de agujeros, el objetivo de los cuales es
permitir que la arcilla se agarre mejor al plástico. En la mitad derecha podemos ver el mango
modelado en arcilla.
Fig. II.6 (Fuente propia)
Las formas se fueron definiendo tomando como referencia las hendiduras del volante
comercial, con formas abombadas y surcos, pero adaptadas a las medidas de este volante.
Se fue añadiendo y quitando material hasta conseguir formas que se consideró que
permitían un buen agarre del volante. Se contó con el consejo de dos miembros del equipo
(que luego fueron pilotos) con experiencia en competiciones de karting y turismos, que dieron
su opinión durante el modelado.
Fig. II.7 En todo momento se trabajó con las versiones anteriores para tener en cuenta sus
ventajas e inconvenientes (Fuente propia)
Estudio y propuesta ergonómica de un Formula Student Pág. 17
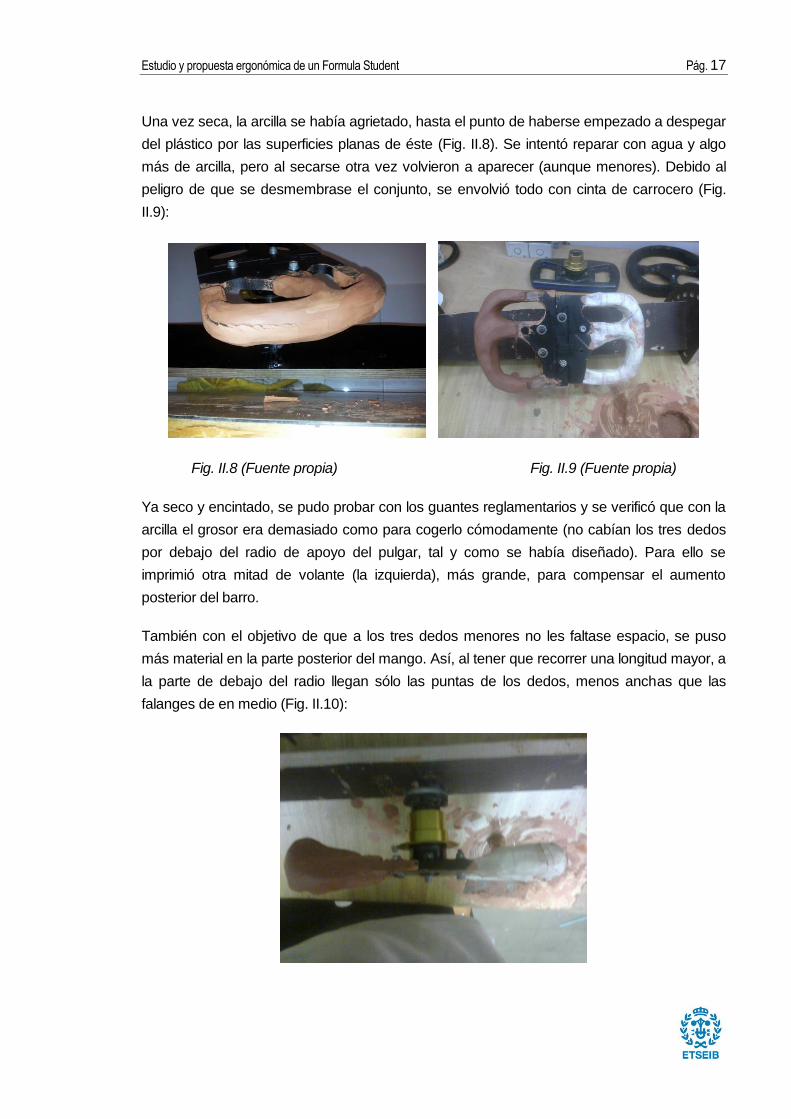
Una vez seca, la arcilla se había agrietado, hasta el punto de haberse empezado a despegar
del plástico por las superficies planas de éste (Fig. II.8). Se intentó reparar con agua y algo
más de arcilla, pero al secarse otra vez volvieron a aparecer (aunque menores). Debido al
peligro de que se desmembrase el conjunto, se envolvió todo con cinta de carrocero (Fig.
II.9):
Fig. II.8 (Fuente propia) Fig. II.9 (Fuente propia)
Ya seco y encintado, se pudo probar con los guantes reglamentarios y se verificó que con la
arcilla el grosor era demasiado como para cogerlo cómodamente (no cabían los tres dedos
por debajo del radio de apoyo del pulgar, tal y como se había diseñado). Para ello se
imprimió otra mitad de volante (la izquierda), más grande, para compensar el aumento
posterior del barro.
También con el objetivo de que a los tres dedos menores no les faltase espacio, se puso
más material en la parte posterior del mango. Así, al tener que recorrer una longitud mayor, a
la parte de debajo del radio llegan sólo las puntas de los dedos, menos anchas que las
falanges de en medio (Fig. II.10):

Pág. 18 Anexo
Fig. II.10 (Fuente propia)
Como en la vez anterior, volvieron a aparecer grietas, pero esta vez de menor importancia
gracias al uso de mucha agua durante el modelado de la arcilla (Fig. II.11 a) y b)):
Fig. II.11 a) y b) (Fuente propia)
Para que a la hora de hacer el digitalizado no surgieran problemas con ellas, se taparon las
grietas con masilla (Fig. II.12). Hay que poner cuidado en no excederse con la masilla, puesto
que luego toca lijarla (Fig. II.13) y ésta es una operación delicada habiendo barro seco no
cocido de por medio.
Fig. II.12 Una vez colocada la masilla (Fuente propia)

Estudio y propuesta ergonómica de un Formula Student Pág. 19
Fig. II.13 Después de lijar la masilla (Fuente propia)
Pág. 20 Anexo
II. Modelado digital
Una vez recibido el documento digitalizado de AsorCAD, fue necesario tratarlo
informáticamente para obtener la forma deseada. La empresa nos proporcionó el documento
de los mangos en formato STL, es decir como un conjunto de superficies. El objetivo era
convertir estas superficies en sólidos (digitales) que pudieran ser fresados en madera, los
cuales también necesitaban una adaptación previa antes de ser enviados a mecanizar.
De superficie a sólido:
En el documento CAD recibido había los dos mangos (el izquierdo y su simetría) y parte del
quick release para poder encontrar fácilmente la referencia del centro. Los mangos incluían
parte de la chapa plana, para tener margen, pero el CAD no incluía la chapa en su totalidad.
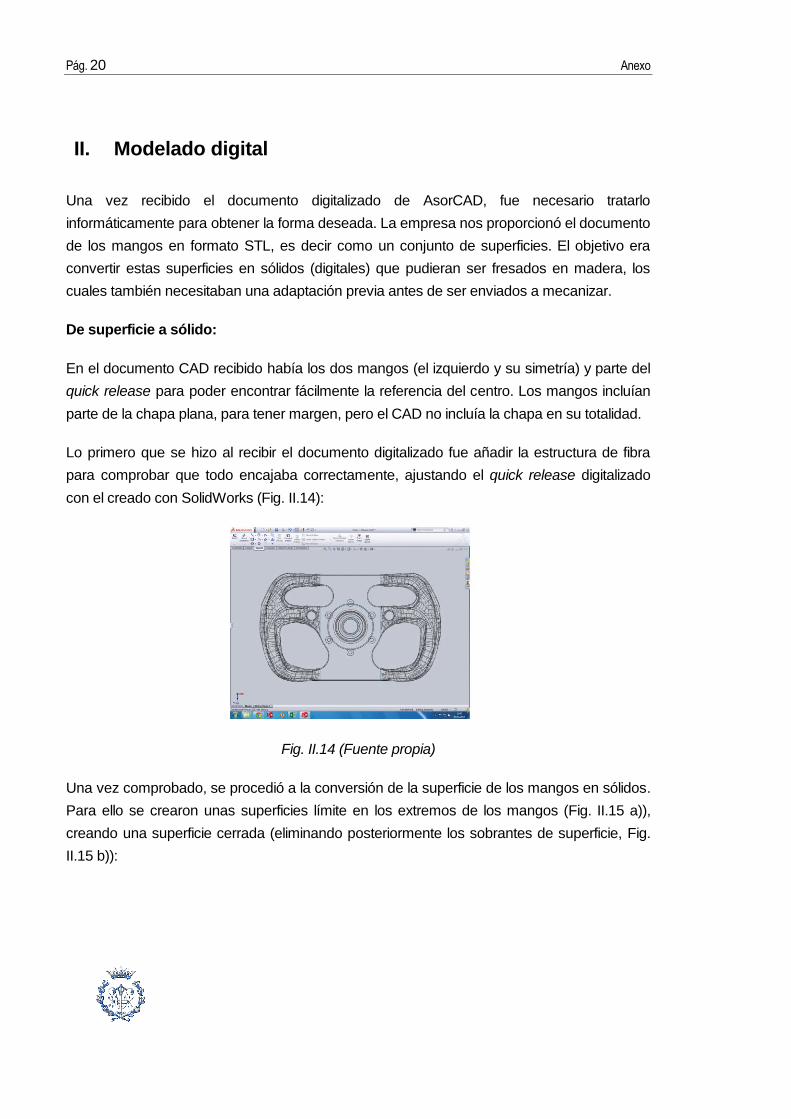
Lo primero que se hizo al recibir el documento digitalizado fue añadir la estructura de fibra
para comprobar que todo encajaba correctamente, ajustando el quick release digitalizado
con el creado con SolidWorks (Fig. II.14):
Fig. II.14 (Fuente propia)
Una vez comprobado, se procedió a la conversión de la superficie de los mangos en sólidos.
Para ello se crearon unas superficies límite en los extremos de los mangos (Fig. II.15 a)),
creando una superficie cerrada (eliminando posteriormente los sobrantes de superficie, Fig.
II.15 b)):

Estudio y propuesta ergonómica de un Formula Student Pág. 21
Fig. II.15 a) Superficie límite volumen mangos y b) superficie cerrada mangos (Fuente propia)
Una vez obtenida la superficie cerrada del mango, ésta se hizo intersecar con un volumen
mayor que ella, para seleccionar después el volumen interior y obtener así el sólido deseado
(Fig. II.16 a) y b)):
Fig. II.16 a) Llenado mangos y b) comparación mango relleno vs no relleno (vista de sección)
(Fuente propia)
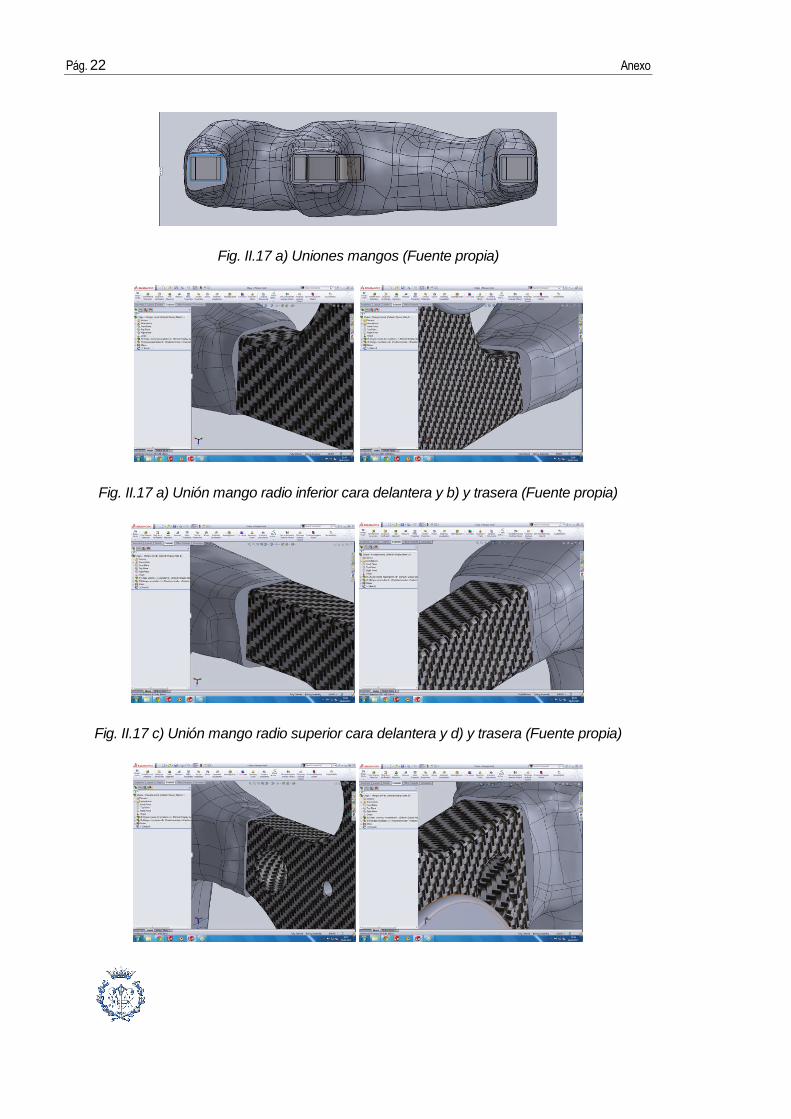
Grosor en los extremos:
Habiendo obtenido ya el sólido de un mango se procedió a aumentar el grosor de éste en los
extremos, pues al intersecar la estructura de carbono se vio que en algunos puntos éste era
de menos de un milímetro (Fig. II.17 a), b), c), d), e) y f)):
Pág. 22 Anexo
Fig. II.17 a) Uniones mangos (Fuente propia)
Fig. II.17 a) Unión mango radio inferior cara delantera y b) y trasera (Fuente propia)
Fig. II.17 c) Unión mango radio superior cara delantera y d) y trasera (Fuente propia)
Estudio y propuesta ergonómica de un Formula Student Pág. 23
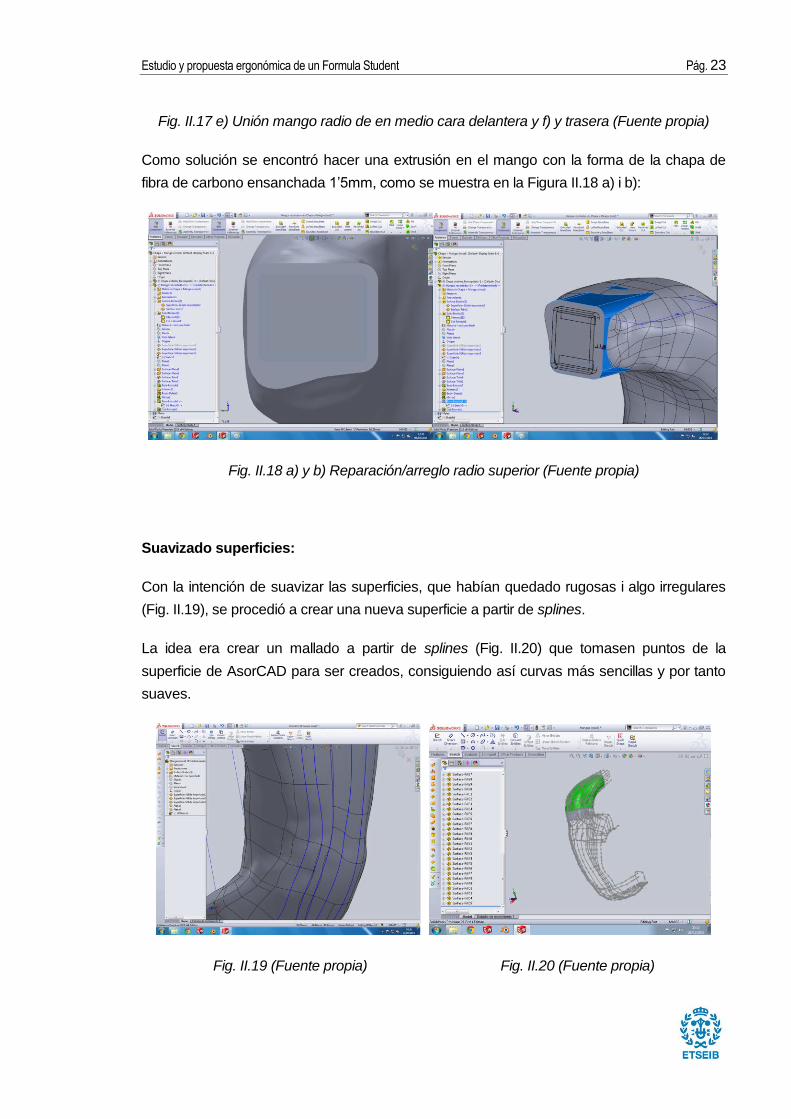
Fig. II.17 e) Unión mango radio de en medio cara delantera y f) y trasera (Fuente propia)
Como solución se encontró hacer una extrusión en el mango con la forma de la chapa de
fibra de carbono ensanchada 1’5mm, como se muestra en la Figura II.18 a) i b):
Fig. II.18 a) y b) Reparación/arreglo radio superior (Fuente propia)
Suavizado superficies:
Con la intención de suavizar las superficies, que habían quedado rugosas i algo irregulares
(Fig. II.19), se procedió a crear una nueva superficie a partir de splines.
La idea era crear un mallado a partir de splines (Fig. II.20) que tomasen puntos de la
superficie de AsorCAD para ser creados, consiguiendo así curvas más sencillas y por tanto
suaves.
Fig. II.19 (Fuente propia) Fig. II.20 (Fuente propia)
Pág. 24 Anexo
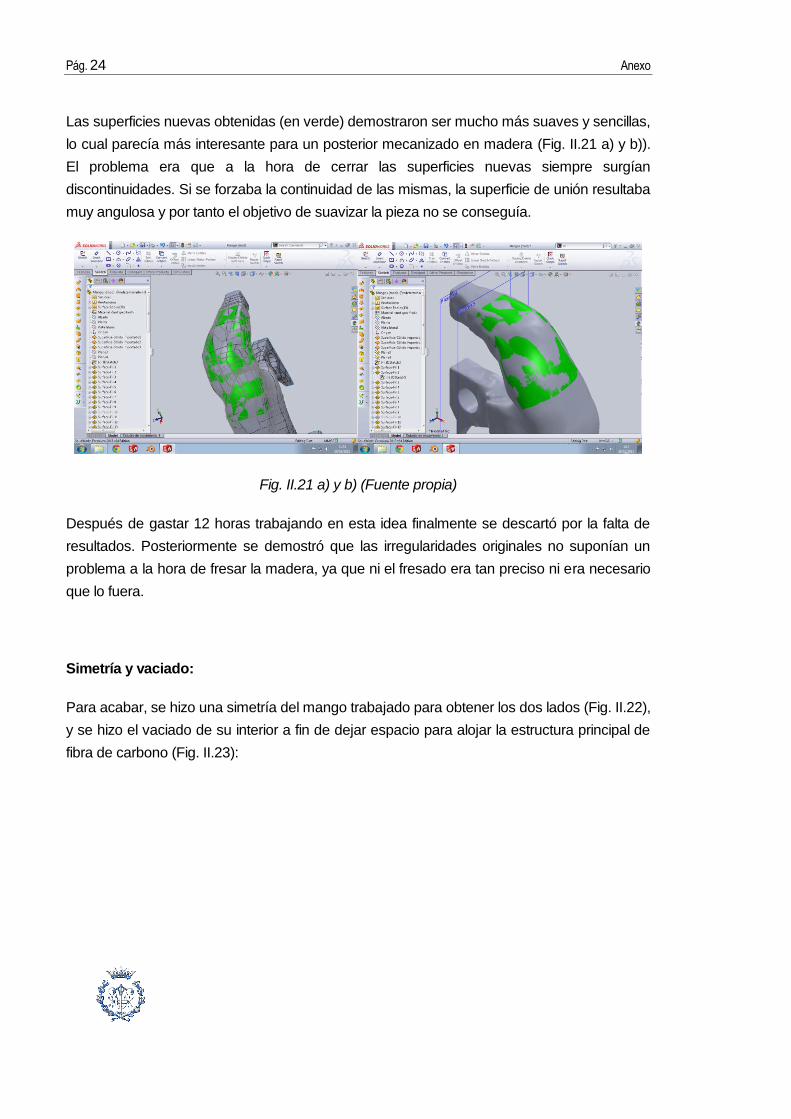
Las superficies nuevas obtenidas (en verde) demostraron ser mucho más suaves y sencillas,
lo cual parecía más interesante para un posterior mecanizado en madera (Fig. II.21 a) y b)).
El problema era que a la hora de cerrar las superficies nuevas siempre surgían
discontinuidades. Si se forzaba la continuidad de las mismas, la superficie de unión resultaba
muy angulosa y por tanto el objetivo de suavizar la pieza no se conseguía.
Fig. II.21 a) y b) (Fuente propia)
Después de gastar 12 horas trabajando en esta idea finalmente se descartó por la falta de
resultados. Posteriormente se demostró que las irregularidades originales no suponían un
problema a la hora de fresar la madera, ya que ni el fresado era tan preciso ni era necesario
que lo fuera.
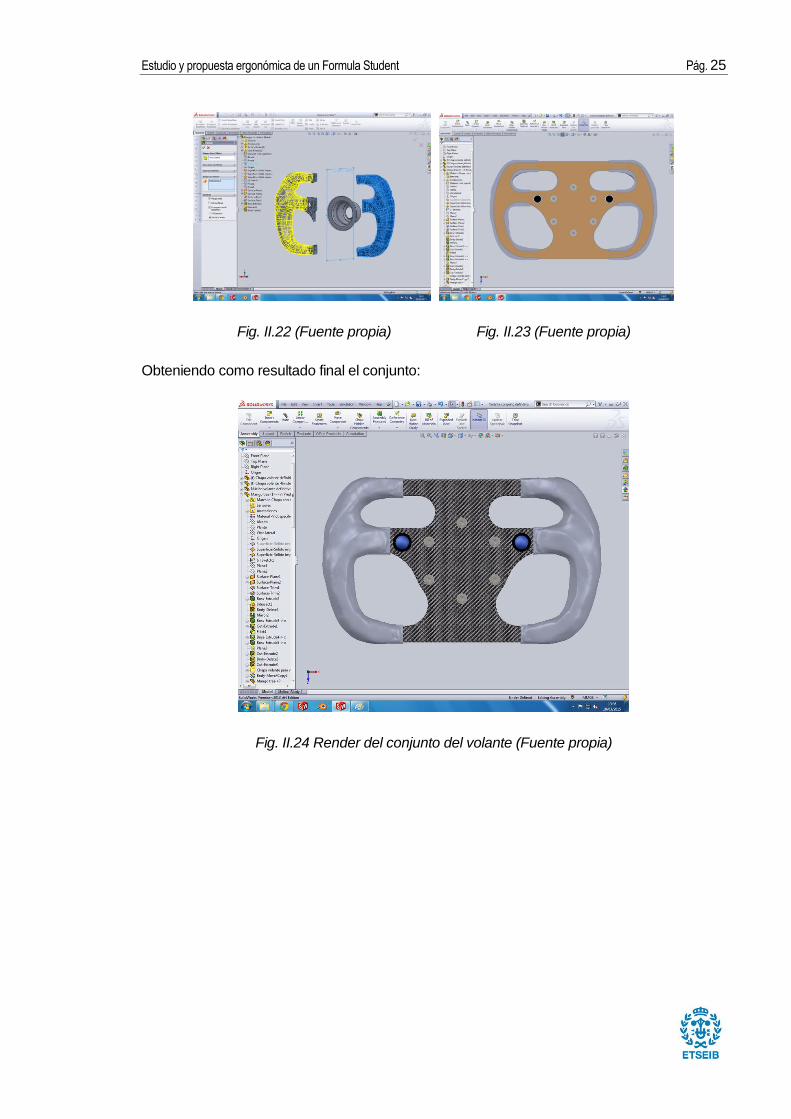
Simetría y vaciado:
Para acabar, se hizo una simetría del mango trabajado para obtener los dos lados (Fig. II.22),
y se hizo el vaciado de su interior a fin de dejar espacio para alojar la estructura principal de
fibra de carbono (Fig. II.23):
Estudio y propuesta ergonómica de un Formula Student Pág. 25
Fig. II.22 (Fuente propia) Fig. II.23 (Fuente propia)
Obteniendo como resultado final el conjunto:
Fig. II.24 Render del conjunto del volante (Fuente propia)

Estudio y propuesta ergonómica de un Formula Student Pág. 27
Anexo III – Fabricación del volante
I. Volante CAT08e
La fabricación del volante del CAT08e fue un proceso que, aunque se planteó de una forma
concreta desde un principio, fue tomando nuevos caminos al encontrarse mejores
soluciones. Del mismo modo, algunos pasos sí seguidos se demostró que habría sido mejor
hacerlos de otro modo.
El objetivo de este anexo es recoger la experiencia obtenida en la fabricación del volante y
proponer alternativas para futuros diseños. Veamos los pasos seguidos en el de la presente
temporada:
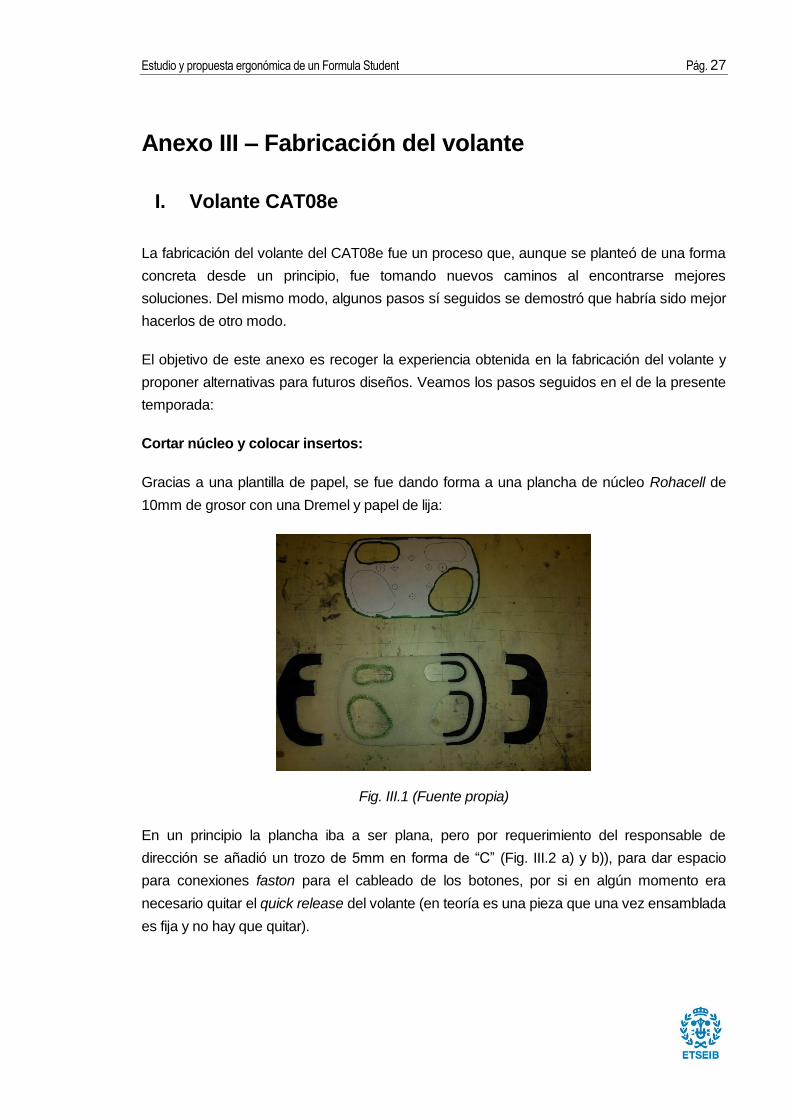
Cortar núcleo y colocar insertos:
Gracias a una plantilla de papel, se fue dando forma a una plancha de núcleo Rohacell de
10mm de grosor con una Dremel y papel de lija:
Fig. III.1 (Fuente propia)
En un principio la plancha iba a ser plana, pero por requerimiento del responsable de
dirección se añadió un trozo de 5mm en forma de “C” (Fig. III.2 a) y b)), para dar espacio
para conexiones faston para el cableado de los botones, por si en algún momento era
necesario quitar el quick release del volante (en teoría es una pieza que una vez ensamblada
es fija y no hay que quitar).

Pág. 28 Anexo
Fig. III.2 a) y b) (Fuente propia)
Los insertos de aluminio fueron colocados en sus respectivas posiciones y las dos piezas de
Rohacell encoladas con resina epóxica Axson Adekit H 9951 (“cola rosa”).
Probar mangos
La primera idea para la fabricación de los mangos del volante fue hacerlos de ABS impreso.
Se hicieron varias pruebas:
- Mango en dos partes: una parte frontal y una trasera, es decir, con surcos en su
interior para permitir alojar la estructura de carbono en su interior. Se usan menos
piezas pero la estructura ha de encajar con el carbono ya laminado. Se puede lijar
antes el núcleo dejando margen, pero eso no asegura que luego vaya a caber.
- Mango en cinco partes: una parte frontal y otra trasera, apoyando planas sobre la
estructura, más tres en forma de “C” para cubrir los cantos del núcleo. Aunque al final
el encaje no sea perfecto, se pueden forzar y lijar algo las “C’s”, con cuidado de no
llegar al interior hueco:

Estudio y propuesta ergonómica de un Formula Student Pág. 29
Fig. III.3 a) y b) (Fuente propia)
- Baño en acetona: como el acabado de la impresión era un poco tosco, se probó de
alisarlo con vapores de acetona. Este proceso es habitual para dar un buen acabado
a las piezas impresas en plástico, y consiste en meterlas en un recipiente con
acetona al fondo (sin que la toquen directamente) y calentar la base del mismo, para
que los vapores vayan disolviendo la superficie y suavicen las diferencias entre
capas. Al no tener experiencia en el proceso y hacerlo de forma muy casera (un
recipiente hecho de papel de aluminio calentado en una plancha eléctrica), los
resultados no fueron muy satisfactorios. La pieza debe estar expuesta a los vapores
homogéneamente y el tiempo justo, sino se suavizan unas partes y otras no y
aparecen burbujas, como se comprobó en este experimento.
Finalmente, y por tener disponibilidad de realizar este proceso, se decidió hacer cada mango
en cinco partes de DM, la ventaja del cual, aparte de ser muy ligero y más robusto que el
ABS hueco, es que se podía limar posteriormente al laminado para acabar de ajustar las
piezas:
Fig. III.4 a) Los dos mangos a piezas y b) colocados en el núcleo (Fuente propia)
Laminar
Si se hubiese tenido que laminar simplemente una chapa plana de Rohacell, el proceso de
laminado habría sido bastante más sencillo, puesto que se habría colocado la pieza sobre
una superficie plana, se habría llevado a cabo el proceso cubriendo los cantos y luego lo
mismo por el otro lado, en otra operación. El problema es que al tener el saliente no se podía
laminar la cara frontal apoyando la trasera en una superficie plana, pues había el riesgo de
que la bolsa de vacío hiciera flectar el núcleo.
Se decidió entonces seguir un proceso diferente para evitar este problema y otros:
Pág. 30 Anexo
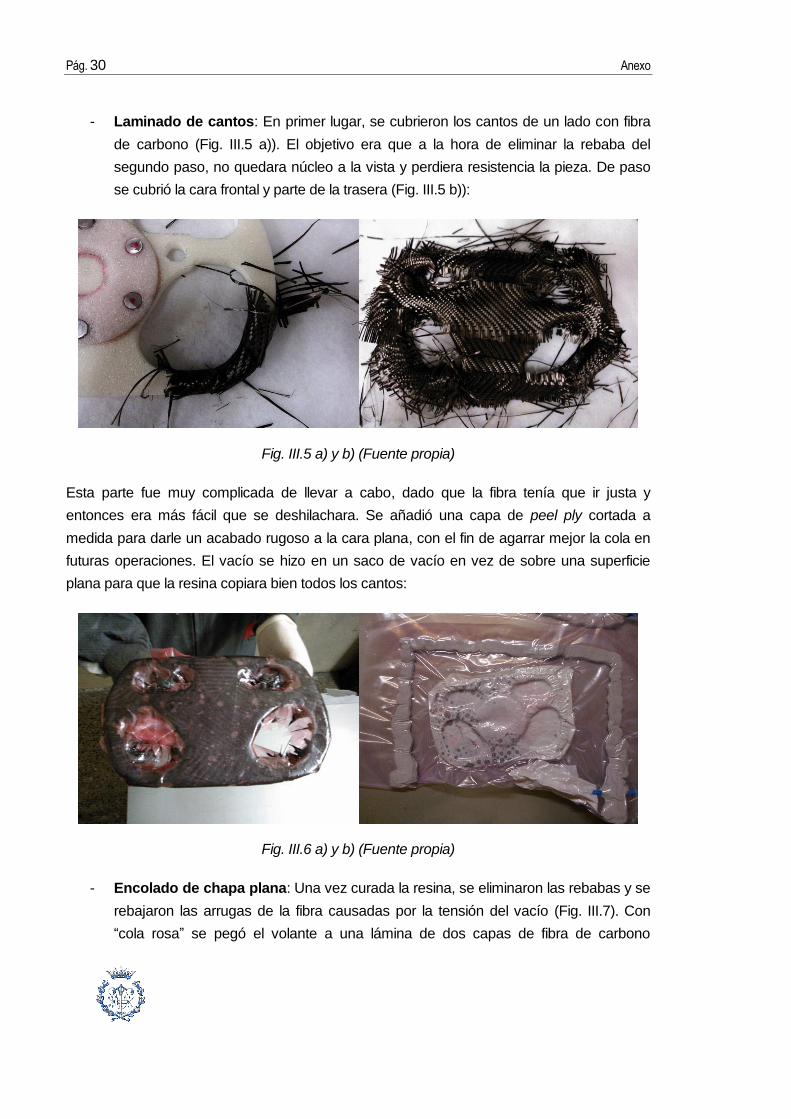
- Laminado de cantos: En primer lugar, se cubrieron los cantos de un lado con fibra
de carbono (Fig. III.5 a)). El objetivo era que a la hora de eliminar la rebaba del
segundo paso, no quedara núcleo a la vista y perdiera resistencia la pieza. De paso
se cubrió la cara frontal y parte de la trasera (Fig. III.5 b)):
Fig. III.5 a) y b) (Fuente propia)
Esta parte fue muy complicada de llevar a cabo, dado que la fibra tenía que ir justa y
entonces era más fácil que se deshilachara. Se añadió una capa de peel ply cortada a
medida para darle un acabado rugoso a la cara plana, con el fin de agarrar mejor la cola en
futuras operaciones. El vacío se hizo en un saco de vacío en vez de sobre una superficie
plana para que la resina copiara bien todos los cantos:
Fig. III.6 a) y b) (Fuente propia)
- Encolado de chapa plana: Una vez curada la resina, se eliminaron las rebabas y se
rebajaron las arrugas de la fibra causadas por la tensión del vacío (Fig. III.7). Con
“cola rosa” se pegó el volante a una lámina de dos capas de fibra de carbono

Estudio y propuesta ergonómica de un Formula Student Pág. 31
previamente curada (Fig. III.8). Estas capas tenían un mejor acabado ya que habían
sido laminadas sobre una chapa de aluminio lisa. Por el lado de la cola tenían
acabado de peel ply.
Fig. III.7 (Fuente propia) Fig. III.8 (Fuente propia)
- Laminado final: Para acabar, se laminaron un par de capas por la cara trasera para
acabar de tapar el núcleo (Fig. III.9). En alguna parte que faltaba se añadió algún retal
más para conseguir que toda la pieza estuviera cubierta por tres capas de fibra de
carbono. Se hizo todo lo posible para que la disposición fuera 0º-45º-0º, pero la
dificultad de la geometría del volante dejó esta idea en una aproximación. Lo
explicado antes sobre no dejar cantos sin fibra a la hora de quitar rebabas se
representa en la (Fig. III.10):
Fig. III.9 (Fuente propia)
Pág. 32 Anexo
Fig. III.10 (Fuente propia)
Hacer agujeros
Una vez realizado todo el proceso de laminado de fibras, fue el turno de los agujeros, tanto
de los botones como de los tornillos.
En el caso de los agujeros de los botones, fue tan sencillo como reabrirlos, ya que ya se
habían practicado en el núcleo. Simplemente había que eliminar la resina y la cola que se
habían metido durante el laminado y el encolado, usando una plantilla de papel para
encontrarlos.
Para hallar los tornillos se usó también la misma plantilla para acertar con los insertos de
aluminio. El problema que hubo es que en dos de las perforaciones, los insertos quedaron
agarrados a la broca y al subirla éstos fueron arrancados de la fibra (posteriormente fueron
reencolados). Para evitar esto se siguió usando lubricante pero se perforó con una velocidad
de avance mucho menor. Una solución mejor habría sido usar insertos ya perforados con
agujeros de 5’5mm (los tornillos son de métrica 5).
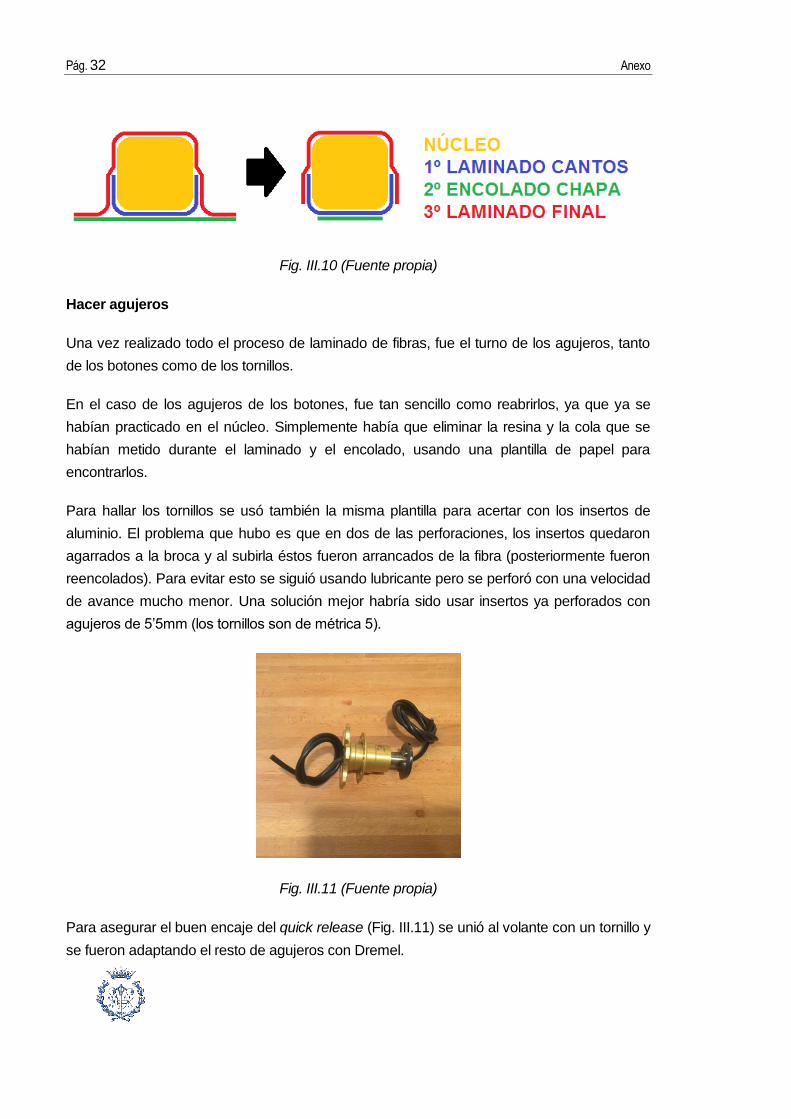
Fig. III.11 (Fuente propia)
Para asegurar el buen encaje del quick release (Fig. III.11) se unió al volante con un tornillo y
se fueron adaptando el resto de agujeros con Dremel.

Estudio y propuesta ergonómica de un Formula Student Pág. 33
Colocar mangos
Debido al incremento relativamente irregular de volumen de la fibra respecto al núcleo, se
tuvieron que adaptar las piezas de los mangos (Fig. III.12 a) y b)), rebajando ciertas zonas
con Dremel y papel de lija:
Fig. III.12 a) y b) (Fuente propia)
Posteriormente al taladrado de los agujeros se procedió al encolado de los mangos a la
estructura de fibra con “cola rosa”, dado que para hacer los agujeros mejor disponer de la
superficie plana. Para sujetar las piezas durante el encolado se hizo uso de cinta
Econobreaker, dado que no se adhiere a la cola y se puede retirar luego sin problemas.
Después de pegar los mangos, se suavizaron e igualaron aristas y se rellenaron las uniones
con masilla.
Fig. III.13 Mangos con las uniones antes de enmasillar (Fuente propia)
Barnizar
Con el conjunto estructura-mangos a punto, se llevó a SEAT a pintar y barnizar,
Pág. 34 Anexo
principalmente para impermeabilizar la madera y el núcleo si en algún punto había quedado
al aire, y por otro lado para darle un mejor acabado.
Por consejo de SEAT, se pintaron los mangos de negro y la parte trasera, para que no se
viera la madera en caso de escurrirse la cinta y porque en la cara trasera del volante
acababan muchos retales de fibra que le daban un aspecto poco homogéneo. El conjunto
entero fue cubierto de barniz transparente:
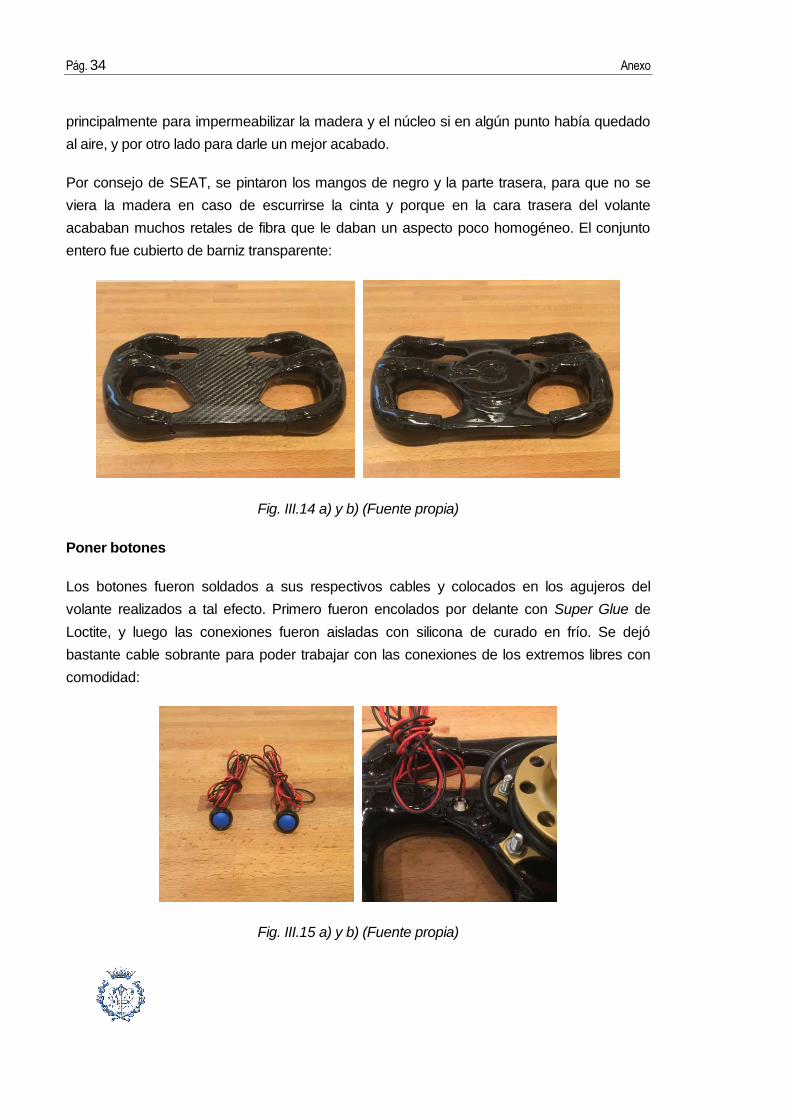
Fig. III.14 a) y b) (Fuente propia)
Poner botones
Los botones fueron soldados a sus respectivos cables y colocados en los agujeros del
volante realizados a tal efecto. Primero fueron encolados por delante con Super Glue de
Loctite, y luego las conexiones fueron aisladas con silicona de curado en frío. Se dejó
bastante cable sobrante para poder trabajar con las conexiones de los extremos libres con
comodidad:
Fig. III.15 a) y b) (Fuente propia)

Estudio y propuesta ergonómica de un Formula Student Pág. 35
Encintar
El último paso antes de ensamblar todo el conjunto fue colocar las cintas de tenis en los
mangos. Se usaron dos cintas negras por mango. Para empezar a colocarlas, cada cinta
dispone de una punta adhesiva, y para rematar el encintado se superpuso un trozo de cinta
de en medio sobre el extremo final. En principio de esta forma aguantaba suficiente pero al
cabo de probar el coche se decidió encolar la punta para asegurar que no se desmontaba:
Fig. III.16 a) y b) (Fuente propia)
Ensamblar
Ya con todos los elementos preparados se procedió a hacer el conexionado de los cables de
los botones con los del quick release y finalmente el montaje de este, una vez verificado el
buen funcionamiento de los botones (pasar pantalla (I) y alerón activo (D)):
Fig. III.17 a) Conjunto antes de montar y b) conjunto ensamblado (Fuente propia)


Estudio y propuesta ergonómica de un Formula Student Pág. 37
Anexo IV – Fabricación de los asientos
I. Pruebas previas con poliuretano
Antes de conseguir fabricar los asientos definitivos del CAT08e, se hicieron una serie de
pruebas, tanto con la estructura ergonómica como con el monocasco:
- Poliuretano monocomponente:
A mediados de temporada se decidió hacer alguna prueba de asiento, aún y no tener el
monocasco fabricado. Se buscó poliuretano bicomponente, ya que es el que suelen usar
otros equipos y se expande homogéneamente, pero sólo se encontró monocomponente en
spray.
Se colocó la estructura ergonómica en la posición finalmente escogida y se puso sobre ella
una bolsa de basura semitransparente. Un miembro del equipo se sentó en la posición de
conducción vestido con un mono de trabajo. Se practicó un agujero en la parte superior de la
bolsa (que estaba sellada con cinta americana) y se introdujo el poliuretano mediante una
cánula.
Se formó una pasta al fondo de la bolsa que no curaba. Se esperó media hora y el
poliuretano no curaba, por lo que se decidió introducir agua en la bolsa (las indicaciones del
producto decían que los ambientes húmedos favorecen el curado). Un cuarto de hora
después de ello y sin obtener resultados, se decidió que el miembro sentado saliera de la
estructura. Se procedió a amasar la pasta del fondo en un intento por hacerla reaccionar y
finalmente empezó a endurecerse por la parte más baja, donde se había acumulado el agua.
Visto que de esta forma no se podían obtener asientos, se siguió buscando el poliuretano
bicomponente.
- Poliuretano bicomponente prueba 1:
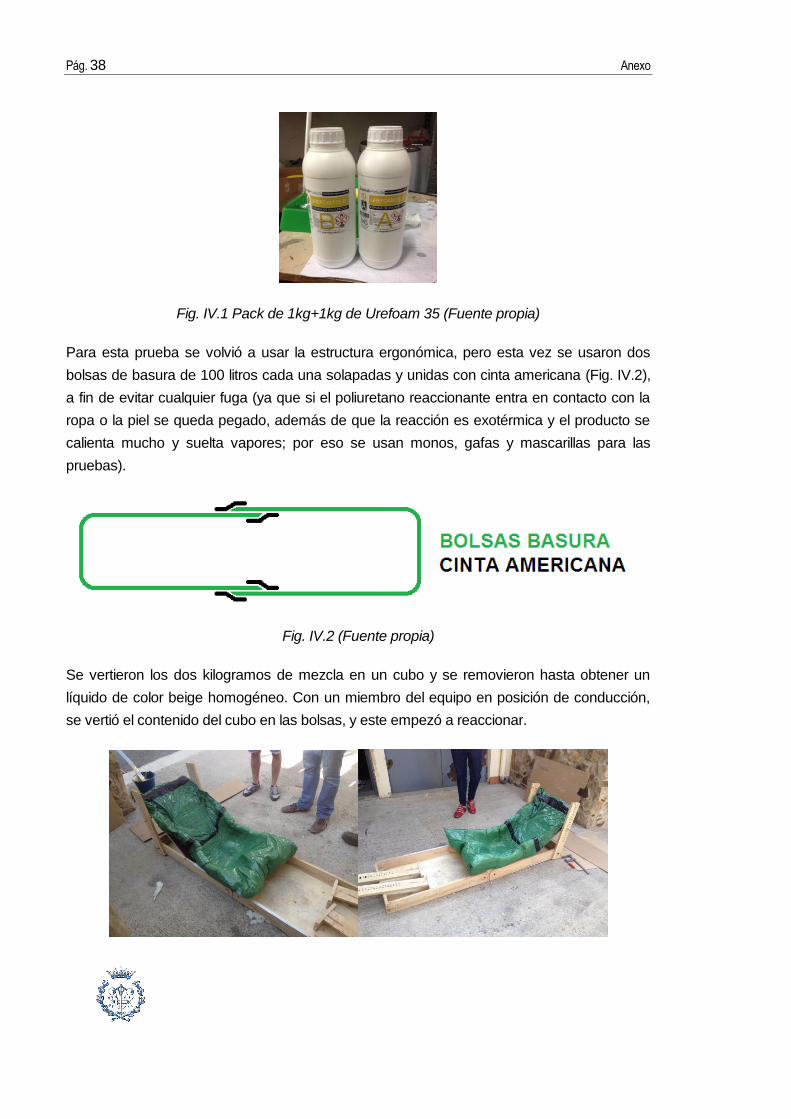
Finalmente se encontró el material buscado, de nombre Urefoam 35 (partes A y B, Fig. IV.1)
y suministrado por la empresa Sagristà Products. Se trata de una parte A de poliol y otra B de
diisocianato a mezclar en proporción 100:100 en peso, y se proporciona en formato 1kg+1kg
(a un precio de 28,02 €) ó 5kg+5kg (113,21 €):
Pág. 38 Anexo
Fig. IV.1 Pack de 1kg+1kg de Urefoam 35 (Fuente propia)
Para esta prueba se volvió a usar la estructura ergonómica, pero esta vez se usaron dos
bolsas de basura de 100 litros cada una solapadas y unidas con cinta americana (Fig. IV.2),
a fin de evitar cualquier fuga (ya que si el poliuretano reaccionante entra en contacto con la
ropa o la piel se queda pegado, además de que la reacción es exotérmica y el producto se
calienta mucho y suelta vapores; por eso se usan monos, gafas y mascarillas para las
pruebas).
Fig. IV.2 (Fuente propia)
Se vertieron los dos kilogramos de mezcla en un cubo y se removieron hasta obtener un
líquido de color beige homogéneo. Con un miembro del equipo en posición de conducción,
se vertió el contenido del cubo en las bolsas, y este empezó a reaccionar.
Estudio y propuesta ergonómica de un Formula Student Pág. 39
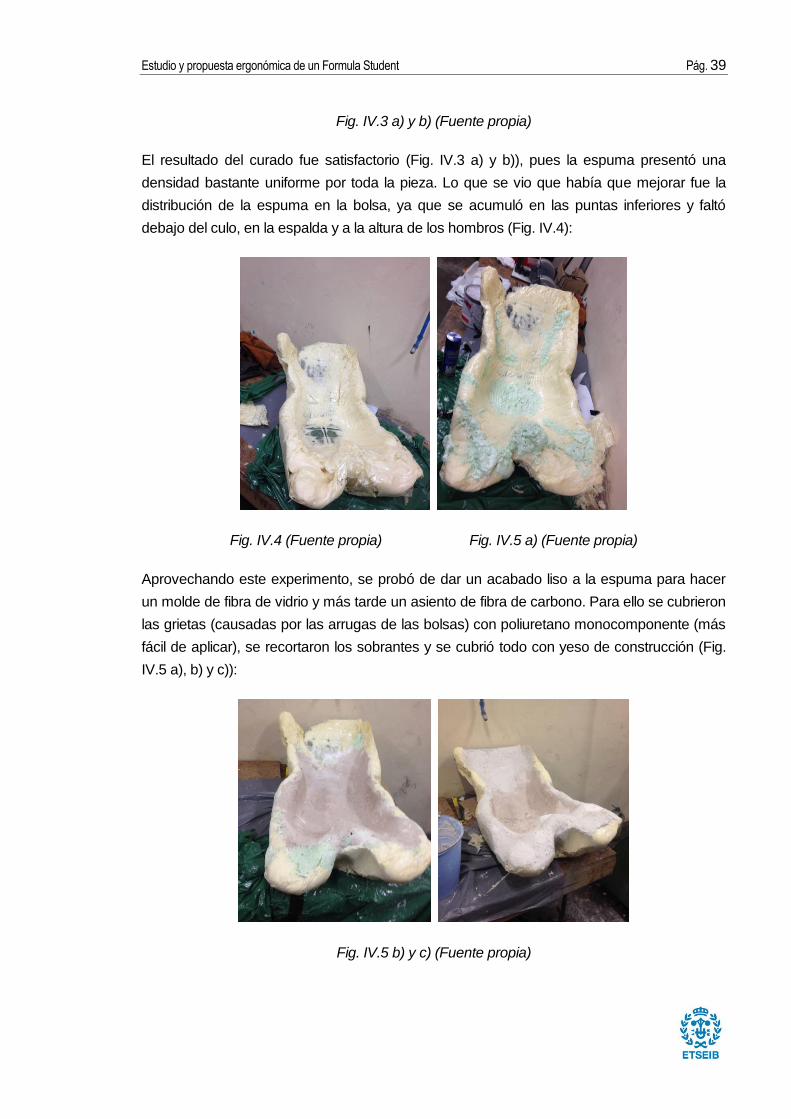
Fig. IV.3 a) y b) (Fuente propia)
El resultado del curado fue satisfactorio (Fig. IV.3 a) y b)), pues la espuma presentó una
densidad bastante uniforme por toda la pieza. Lo que se vio que había que mejorar fue la
distribución de la espuma en la bolsa, ya que se acumuló en las puntas inferiores y faltó
debajo del culo, en la espalda y a la altura de los hombros (Fig. IV.4):
Fig. IV.4 (Fuente propia) Fig. IV.5 a) (Fuente propia)
Aprovechando este experimento, se probó de dar un acabado liso a la espuma para hacer
un molde de fibra de vidrio y más tarde un asiento de fibra de carbono. Para ello se cubrieron
las grietas (causadas por las arrugas de las bolsas) con poliuretano monocomponente (más
fácil de aplicar), se recortaron los sobrantes y se cubrió todo con yeso de construcción (Fig.
IV.5 a), b) y c)):
Fig. IV.5 b) y c) (Fuente propia)

Pág. 40 Anexo
Al fraguar el yeso se volvía muy quebradizo y poco apto para ser usado como modelo de un
molde de fibra de vidrio. Aunque hay materiales como el aguaplast que serían más
adecuados para ello, se decidió abandonar la idea del asiento de fibra para simplificar y
porque realmente no aportaba ninguna ventaja respecto al asiento de espuma.
- Poliuretano bicomponente prueba 2:
Teniendo ya disponible el monocasco, se hizo una prueba con la intención de hacer un
asiento definitivo. Se siguieron los consejos dados por la escuela MONLAU para la
fabricación de asientos de espuma de poliuretano:
En primer lugar, cubrir el fondo del monocasco con algún tipo de plástico (Fig. IV.6 a) y b))
para prevenir cualquier fuga (la espuma también se queda adherida a la fibra de carbono),
colocar las bolsas de basura (Fig. IV.7) y entrar el piloto en el monocasco, con toda la
equipación puesta, casco incluido. Una vez dentro, ajustarse las bolsas para que la espuma
llegue hasta el punto deseado, normalmente entre las rodillas y la pelvis:
Fig. IV.6 a) y b) (Fuente propia) Fig. IV.7 (Fuente propia)
Cuando el piloto da el visto bueno, la persona encargada de la mezcla la hace y se prepara
para verterla en las bolsas.
En este caso, la reacción fue tan súbita que casi no dio
tiempo a hacer el vertido, con lo que la espuma se
endureció antes de copiar la forma correcta

Estudio y propuesta ergonómica de un Formula Student Pág. 41
Fig. IV.8 (Fuente propia)
Pág. 42 Anexo
II. Asientos CAT08e
Analizando la situación de la prueba anterior, se dedujo que el fallo había estado en la
temperatura a la que se habían almacenado los componentes del poliuretano, la temperatura
ambiente.
En Monlau se había aconsejado hacer los asientos por la noche, cuando las temperaturas
son más bajas. Y así se hizo, pero en una noche de julio que rondaba los 30ºC. Se decidió
guardar los componentes en un frigorífico y volver a probarlos a una temperatura más baja.
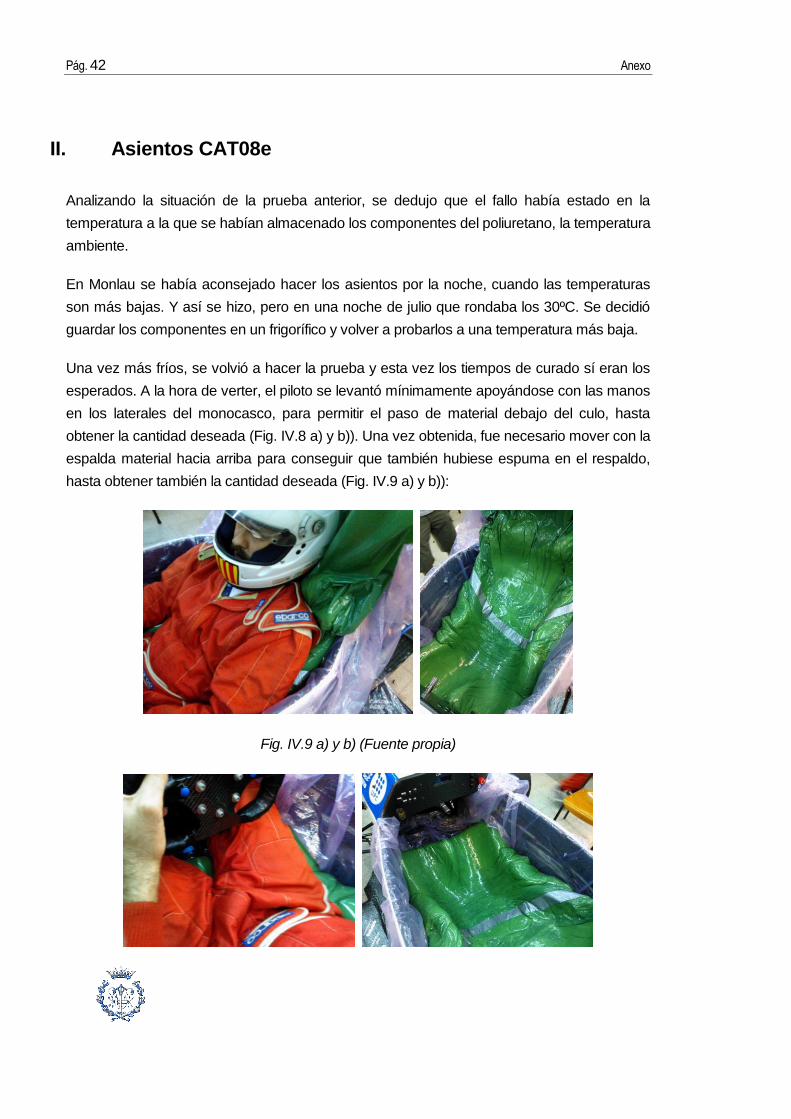
Una vez más fríos, se volvió a hacer la prueba y esta vez los tiempos de curado sí eran los
esperados. A la hora de verter, el piloto se levantó mínimamente apoyándose con las manos
en los laterales del monocasco, para permitir el paso de material debajo del culo, hasta
obtener la cantidad deseada (Fig. IV.8 a) y b)). Una vez obtenida, fue necesario mover con la
espalda material hacia arriba para conseguir que también hubiese espuma en el respaldo,
hasta obtener también la cantidad deseada (Fig. IV.9 a) y b)):
Fig. IV.9 a) y b) (Fuente propia)
Estudio y propuesta ergonómica de un Formula Student Pág. 43
Fig. IV.8 a) y b) (Fuente propia)
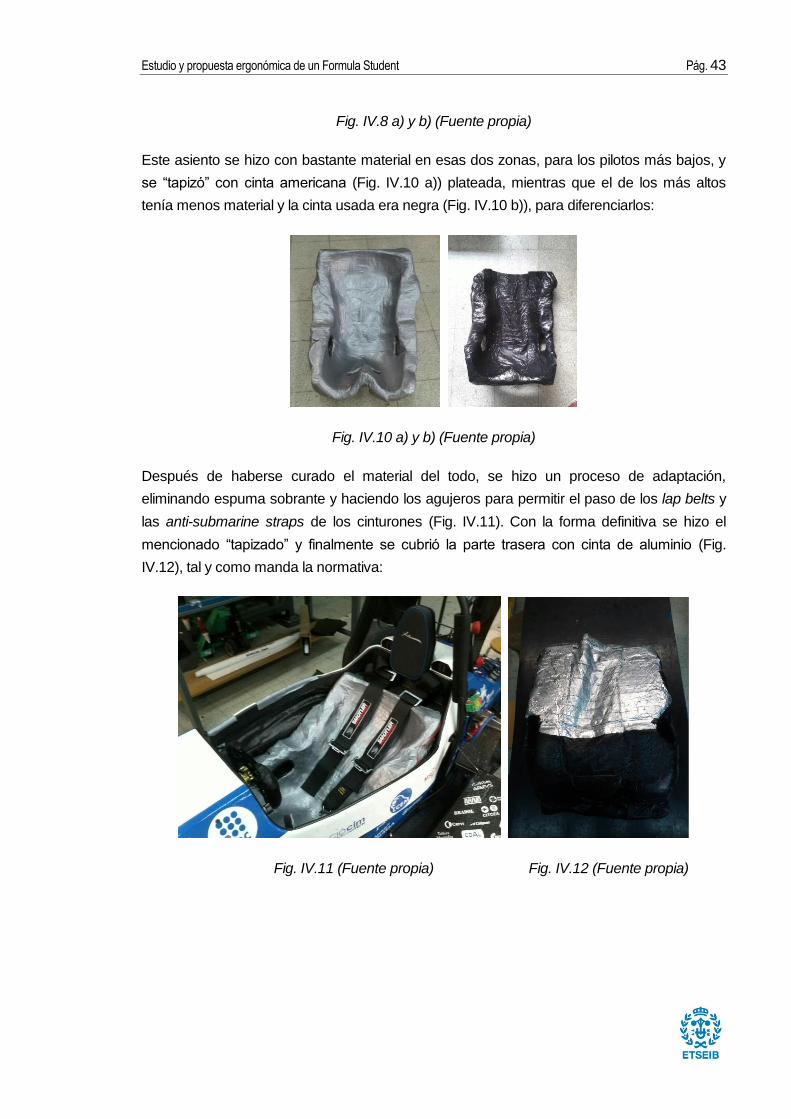
Este asiento se hizo con bastante material en esas dos zonas, para los pilotos más bajos, y
se “tapizó” con cinta americana (Fig. IV.10 a)) plateada, mientras que el de los más altos
tenía menos material y la cinta usada era negra (Fig. IV.10 b)), para diferenciarlos:
Fig. IV.10 a) y b) (Fuente propia)
Después de haberse curado el material del todo, se hizo un proceso de adaptación,
eliminando espuma sobrante y haciendo los agujeros para permitir el paso de los lap belts y
las anti-submarine straps de los cinturones (Fig. IV.11). Con la forma definitiva se hizo el
mencionado “tapizado” y finalmente se cubrió la parte trasera con cinta de aluminio (Fig.
IV.12), tal y como manda la normativa:
Fig. IV.11 (Fuente propia) Fig. IV.12 (Fuente propia)
Pág. 44 Anexo
Anexo V – Estructura ergonómica
I. Diseño de la estructura
Tomando como referencia las medidas de la estructura a continuación explicada, una idea
aproximada de las que tendría el CAT08e y el tamaño de las maderas disponibles, se
dimensionó la estructura ergonómica fabricada ex profeso para este proyecto.
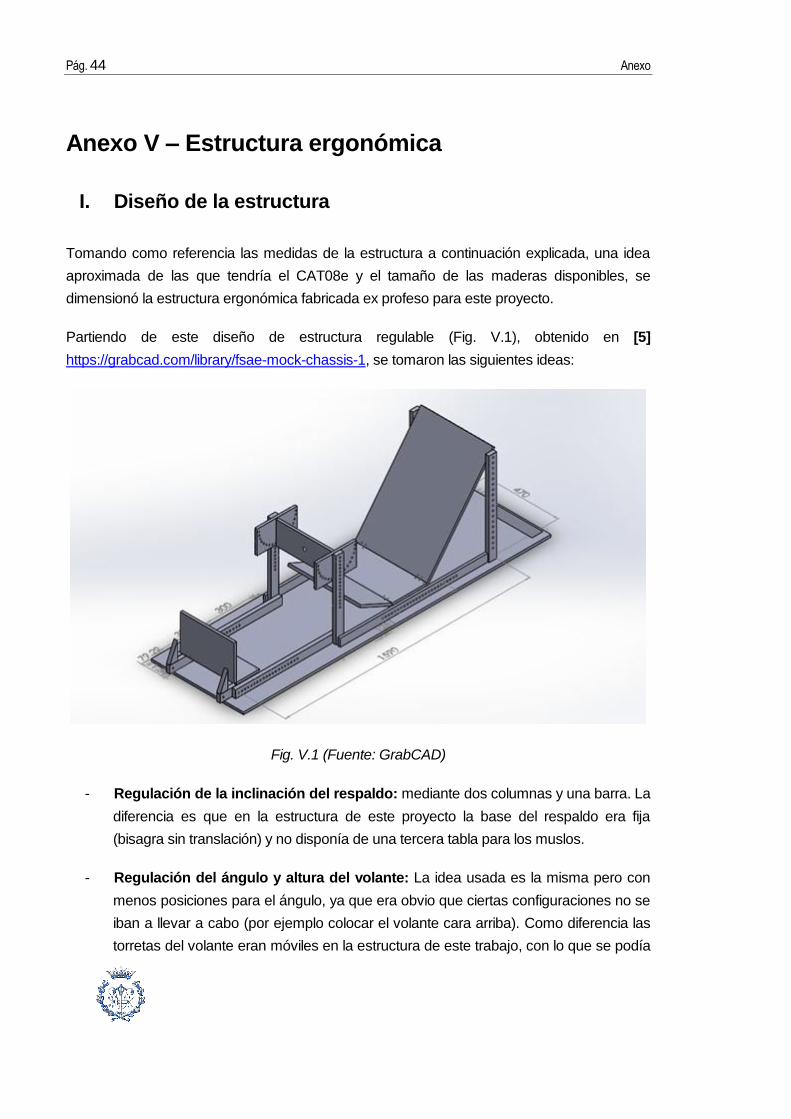
Partiendo de este diseño de estructura regulable (Fig. V.1), obtenido en [5]
https://grabcad.com/library/fsae-mock-chassis-1, se tomaron las siguientes ideas:
Fig. V.1 (Fuente: GrabCAD)
- Regulación de la inclinación del respaldo: mediante dos columnas y una barra. La
diferencia es que en la estructura de este proyecto la base del respaldo era fija
(bisagra sin translación) y no disponía de una tercera tabla para los muslos.
- Regulación del ángulo y altura del volante: La idea usada es la misma pero con
menos posiciones para el ángulo, ya que era obvio que ciertas configuraciones no se
iban a llevar a cabo (por ejemplo colocar el volante cara arriba). Como diferencia las
torretas del volante eran móviles en la estructura de este trabajo, con lo que se podía
Estudio y propuesta ergonómica de un Formula Student Pág. 45
regular la profundidad.
- Regulación de la profundidad de los pedales: mediante guías. Además era
posible la variación de la altura con listones a modo de alzas.
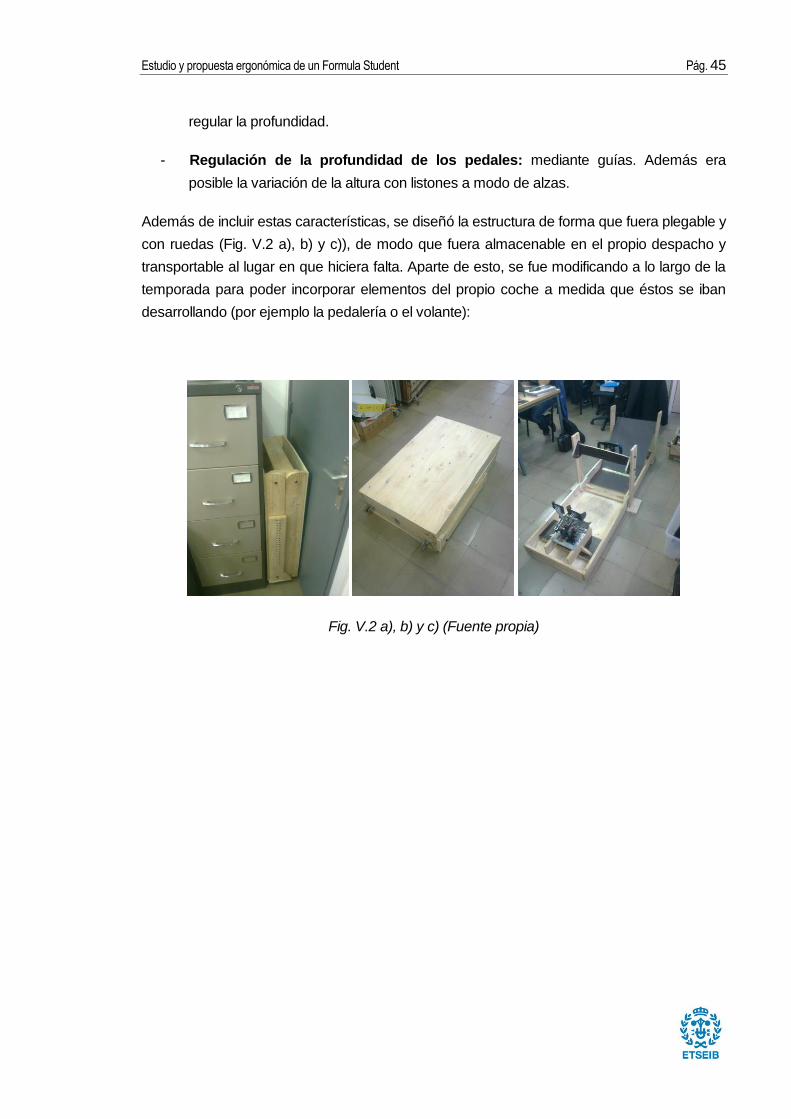
Además de incluir estas características, se diseñó la estructura de forma que fuera plegable y
con ruedas (Fig. V.2 a), b) y c)), de modo que fuera almacenable en el propio despacho y
transportable al lugar en que hiciera falta. Aparte de esto, se fue modificando a lo largo de la
temporada para poder incorporar elementos del propio coche a medida que éstos se iban
desarrollando (por ejemplo la pedalería o el volante):
Fig. V.2 a), b) y c) (Fuente propia)

Estudio y propuesta ergonómica de un Formula Student Pág. 47
II. Configuraciones posibles
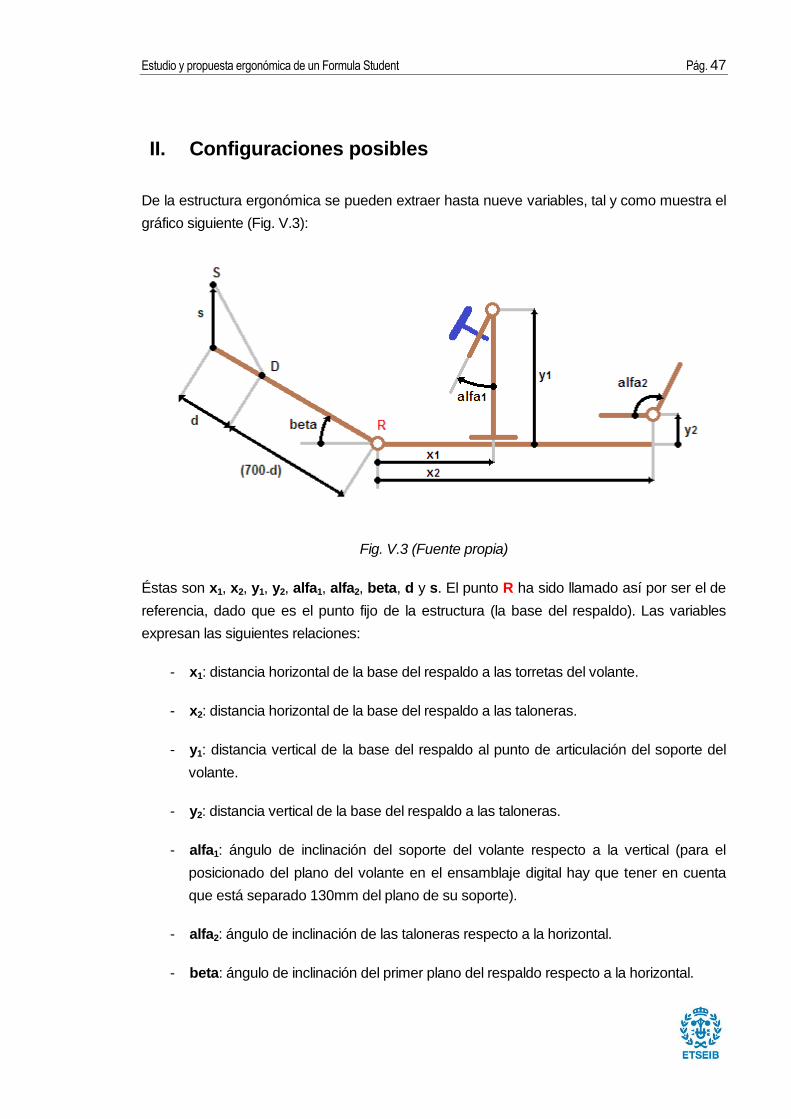
De la estructura ergonómica se pueden extraer hasta nueve variables, tal y como muestra el
gráfico siguiente (Fig. V.3):
Fig. V.3 (Fuente propia)
Éstas son x1, x2, y1, y2, alfa1, alfa2, beta, d y s. El punto R ha sido llamado así por ser el de
referencia, dado que es el punto fijo de la estructura (la base del respaldo). Las variables
expresan las siguientes relaciones:
- x1: distancia horizontal de la base del respaldo a las torretas del volante.
- x2: distancia horizontal de la base del respaldo a las taloneras.
- y1: distancia vertical de la base del respaldo al punto de articulación del soporte del
volante.
- y2: distancia vertical de la base del respaldo a las taloneras.
- alfa1: ángulo de inclinación del soporte del volante respecto a la vertical (para el
posicionado del plano del volante en el ensamblaje digital hay que tener en cuenta
que está separado 130mm del plano de su soporte).
- alfa2: ángulo de inclinación de las taloneras respecto a la horizontal.
- beta: ángulo de inclinación del primer plano del respaldo respecto a la horizontal.
Pág. 48 Anexo
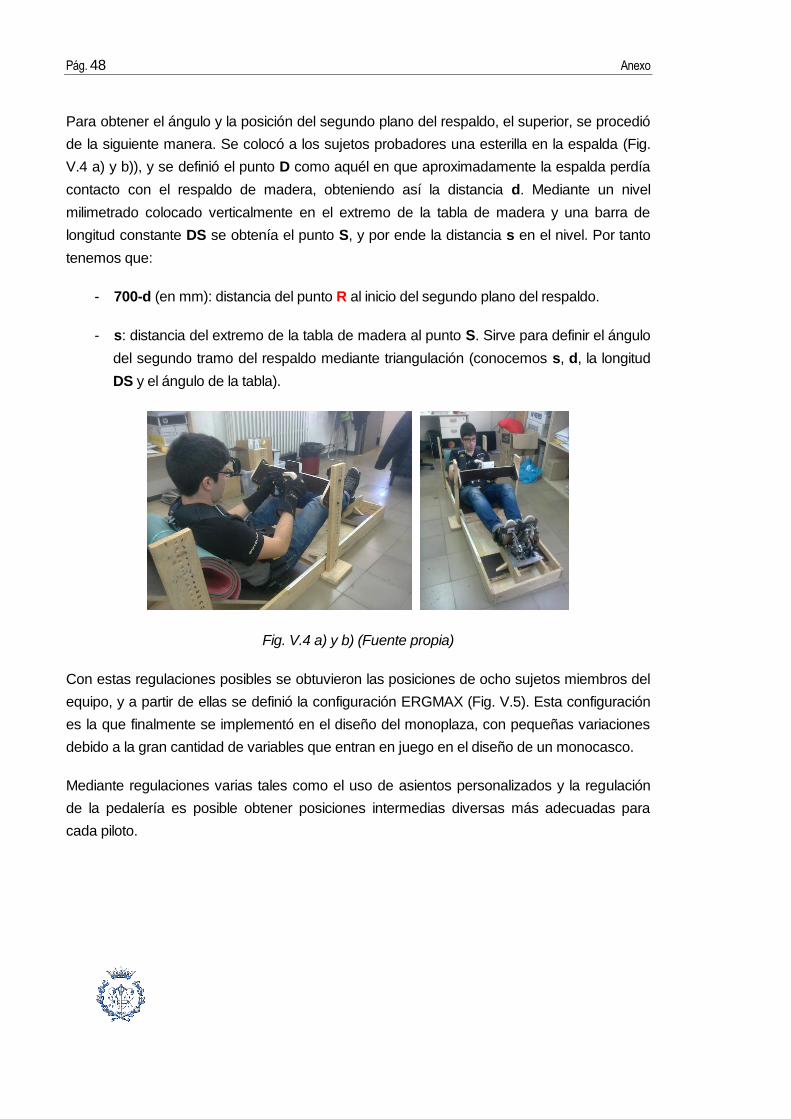
Para obtener el ángulo y la posición del segundo plano del respaldo, el superior, se procedió
de la siguiente manera. Se colocó a los sujetos probadores una esterilla en la espalda (Fig.
V.4 a) y b)), y se definió el punto D como aquél en que aproximadamente la espalda perdía
contacto con el respaldo de madera, obteniendo así la distancia d. Mediante un nivel
milimetrado colocado verticalmente en el extremo de la tabla de madera y una barra de
longitud constante DS se obtenía el punto S, y por ende la distancia s en el nivel. Por tanto
tenemos que:
- 700-d (en mm): distancia del punto R al inicio del segundo plano del respaldo.
- s: distancia del extremo de la tabla de madera al punto S. Sirve para definir el ángulo
del segundo tramo del respaldo mediante triangulación (conocemos s, d, la longitud
DS y el ángulo de la tabla).
Fig. V.4 a) y b) (Fuente propia)
Con estas regulaciones posibles se obtuvieron las posiciones de ocho sujetos miembros del
equipo, y a partir de ellas se definió la configuración ERGMAX (Fig. V.5). Esta configuración
es la que finalmente se implementó en el diseño del monoplaza, con pequeñas variaciones
debido a la gran cantidad de variables que entran en juego en el diseño de un monocasco.
Mediante regulaciones varias tales como el uso de asientos personalizados y la regulación
de la pedalería es posible obtener posiciones intermedias diversas más adecuadas para
cada piloto.

Estudio y propuesta ergonómica de un Formula Student Pág. 49
Suje
to
Var
iab
le
00
11'2
50
00
00
0O
pci
ón
may
ori
tari
a y
sen
cill
ez
de
co
loca
r e
l vo
lan
te v
ert
ical
350
380
345
380
350
340
370
365
380
Op
ció
n m
ayo
r ->
re
gula
ble
co
n d
isti
nto
s as
ien
tos
455
455
475
475
475
455
455
455
475
Op
ció
n m
ayo
r ->
re
gula
ble
co
n d
isti
nto
s as
ien
tos
125
125
125
125
125
125
125
125
125
Fija
do
po
r p
ed
ale
ría
(se
usa
la d
el a
ño
an
teri
or)
910
950
890
890
960
960
880
870
960
Op
ció
n m
ayo
r ->
re
gula
ble
co
n d
isti
nta
s p
osi
cio
ne
s d
e p
ed
ale
ría
120
120
120
120
120
120
120
120
120
Fija
do
po
r d
ise
ño
de
mo
no
casc
o
3535
3535
3535
3535
35Fi
jad
o p
or
dis
eñ
o d
e b
ate
rías
440
360
420
350
270
240
400
400
240
Op
ció
n m
en
or
-> r
egu
lab
le c
on
dis
tin
tos
asie
nto
s
340
320
310
340
250
240
320
300
240
Op
ció
n m
en
or
-> r
egu
lab
le c
on
dis
tin
tos
asie
nto
s
Re
spal
do
Vo
lan
te
Pie
s
alfa
1 [
º]
x1 [
mm
]
y1 [
mm
]
alfa
2 [
º]
x2 [
mm
]
y2 [
mm
]
be
ta [
º]
d [
mm
]
s [m
m]
ab
cd
ef
gh
ERG
MA
XM
oti
vo