sveu ČiliŠte u splitu kemijsko-tehnoloŠki fakultet · pakiranje (npr. posude za jogurt, boce...
TRANSCRIPT

SVEUČILIŠTE U SPLITU
KEMIJSKO-TEHNOLOŠKI FAKULTET
UTJECAJ EKSTRUDIRANJA NA TOPLINSKE
KARAKTERISTIKE POLIPROPILENA
ZAVRŠNI RAD
Marija Kursan
Mat. br. 237
Split, srpanj 2010.

Rad je izrañen u Zavodu za organsku tehnologiju pod nadzorom dr.sc. Matka Ercega,
doc. u vremenskom razdoblju od svibnja do srpnja 2010. godine.

Zahvaljujem svom mentoru dr. sc. Matku Ercegu na predloženoj temi, stručnoj pomoći i
savjetima tijekom izrade završnog rada.
Zahvaljujem se i svima na Zavodu za organsku tehnologiju koji su mi prilikom izrade
eksperimentalnog rada bili od velike pomoći.
Veliko hvala mojim roditeljima koji su vjerovali u mene i bili mi potpora tijekom
studija.
ZADATAK ZAVRŠNOG RADA
1. Višekratno ekstrudirati polipropilen na laboratorijskom ekstruderu Dynisco LME
230.
2. Razgraditi dobivene uzorke u temperaturnom području od 50-550 °C pri brzini
zagrijavanja 10 °Cmin-1 u inertnoj atmosferi.
3. Na temelju značajki termogravimetrijskih krivulja odrediti utjecaj broja ciklusa
ekstrudiranja na toplinsku stabilnost polipropilena.
4. Primjenom diferencijalne pretražne kalorimetrije odrediti utjecaj broja ciklusa
ekstrudiranja na toplinska svojstva polipropilena.
SAŽETAK
U ovom radu istraživan je utjecaj broja ciklusa ekstrudiranja na toplinsku stabilnost i
toplinska svojstva polipropilena. Polipropilen je ekstrudiran sedam puta na
laboratorijskom ekstruderu pri temperaturi 190 °C i broju okretaja 120 min-1. Izvorni
polipropilen i ekstrudirani uzorci analizirani su neizotermnom termogravimetrijom i
diferencijalnom pretražnom kalorimetrijom.
Neizotermna termogravimetrijska analiza provedena je u temperaturnom području 50-
550 °C pri brzini zagrijavanja 10 °Cmin-1 u struji dušika. Toplinska razgradnja svih
uzoraka odvija se u jednom razgradnom stupnju, a toplinska stabilnost ekstrudiranih
uzoraka je slabija u odnosu na stabilnost izvornog polipropilena. Najslabiju toplinsku
stabilnost pokazuje uzorak nakon sedam ciklusa ekstrudiranja.
Primjenom diferencijalne pretražne kalorimetrije odreñen je utjecaj broja ciklusa
ekstrudiranja na toplinska svojstva polipropilena. Izvorni polipropilen, kao i svi
ekstrudirani uzorci, imaju jedno talište i kristalište. Ekstrudirani uzorci pokazuju niže
talište u odnosu na izvorni polipropilen, a kristalište se linearno smanjuje porastom
broja ciklusa ekstrudiranja. Toplina taljenja i toplina kristalizacije polipropilena takoñer
se smanjuju porastom broja ciklusa ekstrudiranja, tako da uzorak ekstrudiran sedam
puta pokazuje najniže vrijednosti. Posljedično, smanjuje mu se i stupanj kristalnosti.
Budući da je visoki stupanj kristalnosti preduvjet dobrih svojstava polipropilena, može
se zaključiti da ekstrudiranje pogoršava njegova svojstva.
SADRŽAJ
UVOD...................................................................................................................... 1
1. OPĆI DIO .......................................................................................................... 2
1.1. Proizvodnja i potrošnja plastike u svijetu.................................................... 2
1.2. Polipropilen (svojstva i primjena) ................................................................ 5
1.3. Postupci oporabe plastike............................................................................... 8
1.3.1. Materijalna oporaba PP.............................................................................. 10
1.4. Ekstrudiranje.................................................................................................. 11
1.5. Termogravimetrijska analiza......................................................................... 13
1.6. Diferencijalna pretražna kalorimetrija........................................................ 15
1.6.1. Odreñivanje tališta i kristališta te toplina taljenja i kristalizacije
diferencijalnom pretražnom kalorimetrijom prema HRN ISO 11357-3:2009.
16
2. EKSPERIMENTALNI DIO............................................................................. 20
2.1. Materijali......................................................................................................... 20
2.2. Priprema uzoraka........................................................................................... 20
2.3. Metoda rada i aparatura................................................................................ 21
2.3.1. Termogravimetrijska analiza...................................................................... 21
2.3.2. Diferencijalna pretražna kalorimetrija..................................................... 22
3. REZULTATI RADA.......................................................................................... 24
3.1. Termogravimetrijska razgradnja.................................................................. 24
3.2. Diferencijalna pretražna kalorimetrija ....................................................... 34
4. RASPRAVA........................................................................................................ 40
5. ZAKLJU ČAK..................................................................................................... 42
6. LITERATURA................................................................................................... 43
1
UVOD
Polipropilen je plastomer linearnih makromolekula koji se ubraja u tzv.
širokoprimjenjive plastomere s godišnjom svjetskom potrošnjom od preko 45 milijuna
tona. Zbog dobrih svojstava (niska cijena, vrlo mala gustoća, visoka rastezna čvrstoća i
visoka tlačna čvrstoća, odlična dielektrična svojstva, otpornost na većinu kiselina,
lužina i organskih otapala, niska apsorpcija vlage, neotrovnost, laka preradljivost,
neosjetljivost na vlagu, toplinska stabilnost) primjenu nalazi u različitim područjima, od
medicine, ambalaže, poljodjelstva, grañevinarstva, automobilske i avioindustrije, preko
izrade namještaja, kućišta televizora, čamaca do spremnika za vodu i ulje itd.
Polipropilen ima odreñene nedostatke kao što su mala udarna čvrstoća i nepostojanost
prema jakim oksidansima, a koja se mogu poboljšati modifikacijama i dodatcima.
Biološki je nerazgradljiv u okolišu, što znači da bi se jednostavnim odlaganjem njegova
količina u okolišu kontinuirano povećavala. Istraživanja pokazuju da odlaganje
plastičnog otpada, pa tako i onog od polipropilena, valja izbjegavati jer to znači i
ekonomsku štetu, a ne samo ekološku. Nadalje, zakonskim aktima se nastoji povećati
količine oporabljene plastike. Stoga se razvijaju brojni postupci oporabe plastičnog
otpada, meñu kojima su najpoznatiji postupci materijalne oporabe - recikliranje.
Postupci materijalne oporabe taljevinski su postupci koji često uključuju postupak
(fazu) ekstrudiranja.
Stoga je svrha ovog rada odrediti utjecaj broja ciklusa ekstrudiranja na toplinsku
stabilnost i toplinska svojstva polipropilena primjenom termogravimetrijske analize i
diferencijalne pretražne kalorimetrije.

2
1. OPĆI DIO
1.1. Proizvodnja i potrošnja plastike u svijetu
Proizvodnja plastike u svijetu je u kontinuiranom rastu u posljednjih 60-tak godina.
Ukoliko se kao polazna godina uzme 1949., kada je proizvedeno oko 1,0 milijun tona,
dobiva se kontinuirana stopa rasta od oko 9 % (slika 4). U svijetu je 2008. proizvedeno
preko 267 milijuna tona polimernih tvari i materijala, od toga oko 245 milijuna tona
plastike i nešto više od 22 milijuna tona prirodnoga i sintetskoga kaučuka.1
Slika 4. Vremenski tijek svjetske proizvodnje polimernih tvari i materijala (1950.-
2008.)2
Proizvodnja i potrošnja plastičnih materijala direktan je pokazatelj razvijenosti i
gospodarske aktivnosti pojednih zemalja, odnosno dijelova svijeta. Na slici 4 vidljivo je
i smanjenje količine proizvedene plastike uslijed trenutne ekonomske krize u svijetu.
Iz slika 5 i 6 vidljivo je da razvijene zemlje svijeta više proizvode, ali i koriste plastične
materijale.
267
238
296
50
1
100
200
0
50
100
150
200
250
300
1940 1950 1960 1970 1980 1990 2000 2010 2020
Godina
Proizvodnja u milijunim
a to
na
1949. > 1 milijun tona 1976. > 50 milijuna tona 1989. > 100 milijuna tona 2002. > 200 milijuna tona 2008. 267 milijuna tona predviñanje: 2015. ~ 296 milijuna tona

3
Slika 5. Udjeli pojedinih dijelova svijeta u ukupnoj proizvodnji plastike u 2008.1
Slika 6. Udjeli pojedinih dijelova svijeta u ukupnoj potrošnji plastike u 2007.1
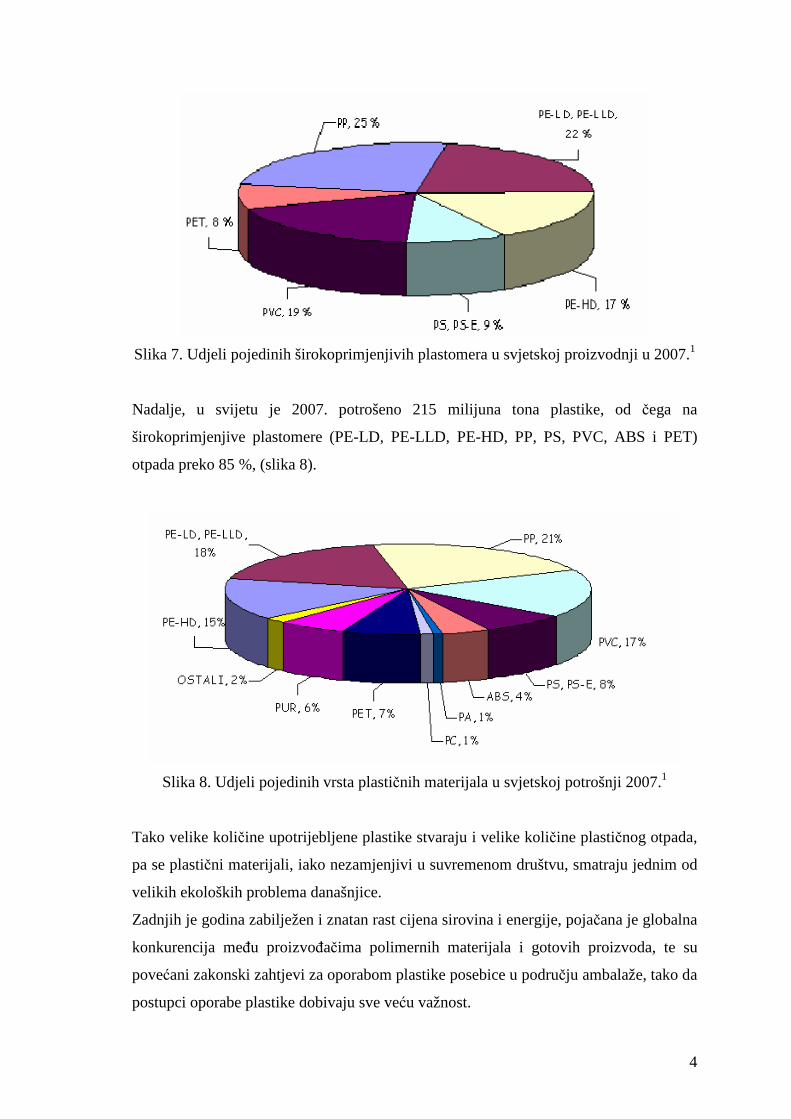
Od ukupno proizvedenih 185 milijuna tona širokoprimjenjivih plastomera u 2007.
najviše je različitih tipova polietilena (39 %), polipropilena (25 %), te PVC-a (19 %),
(slika 7).
4
Slika 7. Udjeli pojedinih širokoprimjenjivih plastomera u svjetskoj proizvodnji u 2007.1
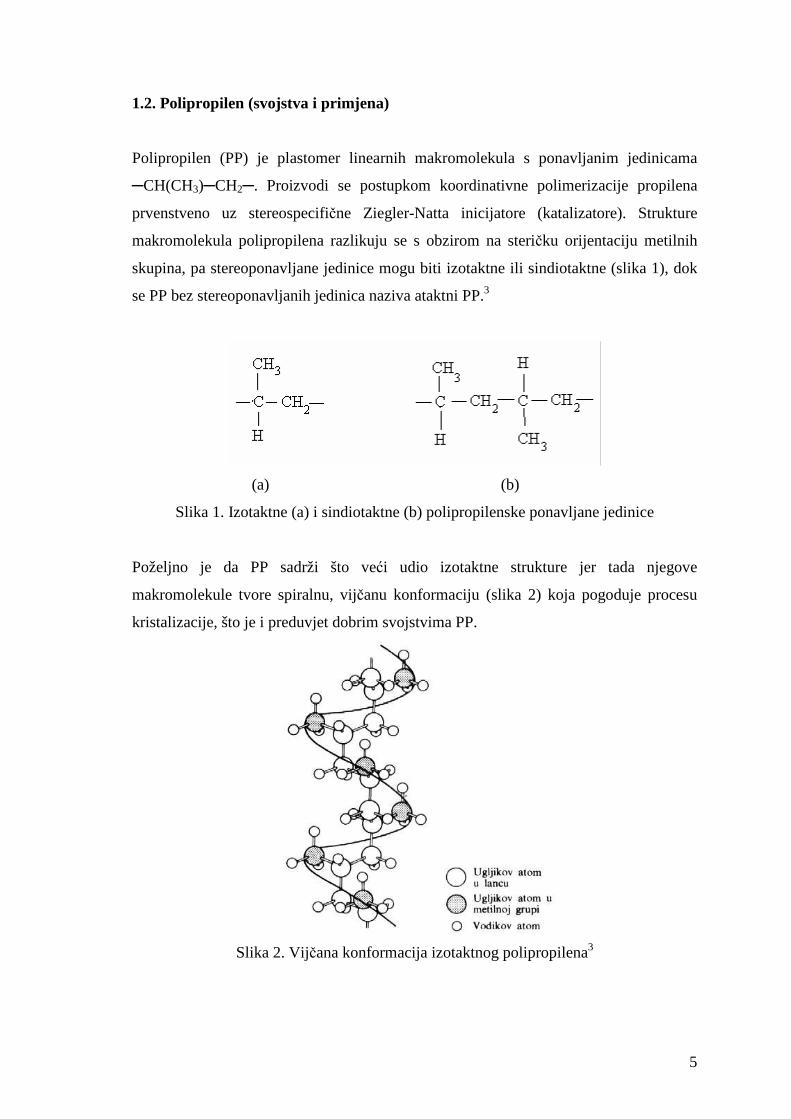
Nadalje, u svijetu je 2007. potrošeno 215 milijuna tona plastike, od čega na
širokoprimjenjive plastomere (PE-LD, PE-LLD, PE-HD, PP, PS, PVC, ABS i PET)
otpada preko 85 %, (slika 8).
Slika 8. Udjeli pojedinih vrsta plastičnih materijala u svjetskoj potrošnji 2007.1
Tako velike količine upotrijebljene plastike stvaraju i velike količine plastičnog otpada,
pa se plastični materijali, iako nezamjenjivi u suvremenom društvu, smatraju jednim od
velikih ekoloških problema današnjice.
Zadnjih je godina zabilježen i znatan rast cijena sirovina i energije, pojačana je globalna
konkurencija meñu proizvoñačima polimernih materijala i gotovih proizvoda, te su
povećani zakonski zahtjevi za oporabom plastike posebice u području ambalaže, tako da
postupci oporabe plastike dobivaju sve veću važnost.
5
1.2. Polipropilen (svojstva i primjena)
Polipropilen (PP) je plastomer linearnih makromolekula s ponavljanim jedinicama
─CH(CH3)─CH2─. Proizvodi se postupkom koordinativne polimerizacije propilena
prvenstveno uz stereospecifične Ziegler-Natta inicijatore (katalizatore). Strukture
makromolekula polipropilena razlikuju se s obzirom na steričku orijentaciju metilnih
skupina, pa stereoponavljane jedinice mogu biti izotaktne ili sindiotaktne (slika 1), dok
se PP bez stereoponavljanih jedinica naziva ataktni PP.3
(a) (b)
Slika 1. Izotaktne (a) i sindiotaktne (b) polipropilenske ponavljane jedinice
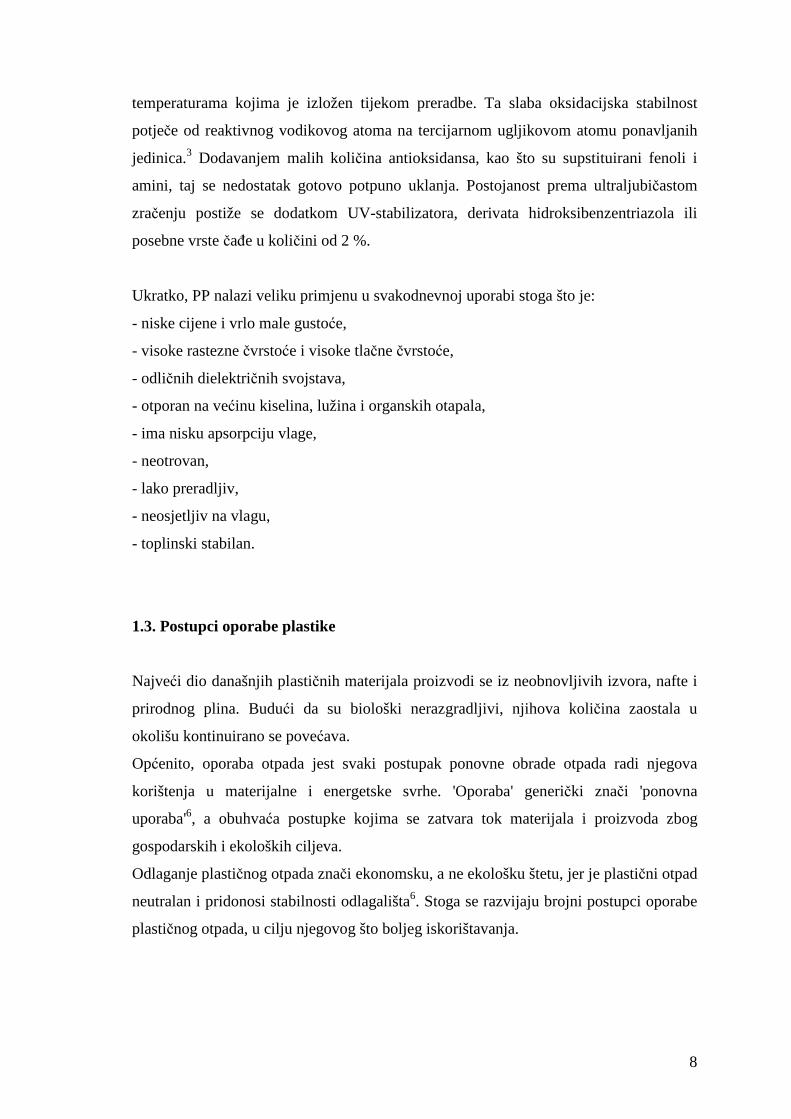
Poželjno je da PP sadrži što veći udio izotaktne strukture jer tada njegove
makromolekule tvore spiralnu, vijčanu konformaciju (slika 2) koja pogoduje procesu
kristalizacije, što je i preduvjet dobrim svojstvima PP.
Slika 2. Vijčana konformacija izotaktnog polipropilena3
6
Komercijalni PP sadrži do 90 % izotaktne strukture stupnja kristalnosti 60-70 %, što
ovisi i o ranijoj toplinskoj obradi, tzv. proizvodnoj prošlosti. PP je jedan od najlakših
polimernih materijala (gustoća 0,90-0,91 gcm-3), dok visoko talište (160-170°C)
omogućuje njegovu uporabu u relativno širokom temperaturnom području. S povećanim
udjelom ataktne strukture smanjuju mu se tvrdoća, čvrstoća, gustoća, krutost,
postojanost izmjera i tecljivost (slika 3).
Slika 3. Utjecaj strukture polipropilena na ovisnost naprezanje-istezanje: 1-izotaktni, 2-
ataktni3
Važna je i veličina molekulne mase i njezina raspodjela, pa se tako tecljivost taljevine
povećava s većim udjelom nižih molekulnih masa, ali istodobno opada udarna žilavost
materijala.3
Mnoga svojstva polipropilena (tablica 1) slična su svojstvima polietilena visoke
gustoće. Meñutim, polipropilen ima višu tvrdoću i rasteznu čvrstoću, elastičniji je,
prozirniji i sjajniji uz podjednaku propusnost za plinove i pare.
Nedostatak polipropilena je mala udarna čvrstoća, posebice pri nižim temperaturama.
Taj se nedostatak može ukloniti kopolimerizacijom propilena s drugim α-olefinima,
najviše s etilenom, koji se dodaju u količini 5-20 %, kao i dodavanjem malih količina
elastomera na temelju etilena i propilena i nekonjugiranih diena (EPDM) samom
polimeru.3

7
Tablica 1. Svojstva izotaktnog PP4
Svojstvo PP Vrijednost
Stupanj kristalnosti / % 60-70
Gustoća / gcm-3 0,90-0,91
Maseni prosjek molekulnih masa 7x104 - 2x105
Brojčani prosjek molekulnih masa 3x105 - 7x105
Rastezna čvrstoća / MPa 29,3-38,6
Prekidno istezanje / % 500-900
Tvrdoća, Shore D 70-80
Zarezna savojna žilavost po Izodu / cmkgcm-1 2,2-12
Talište / °C 160-170
Toplinski kapacitet / kJkg-1K-1 1,926
Temperatura omekšavanja / °C 138-155
Za razliku od drugih poliolefina, PP lako tvori kompozitne materijale s anorganskim
punilima. Stoga se polipropilenski materijali pripremaju osim kao homopolimeri, i
kopolimeri s malim udjelom drugih α-olefina i kao modificirani PP s punilima kao što
su azbest, talk, kalcijev karbonat, staklena vlakna, grafitna vlakna i dr. Meñutim, u
praksi se meñusobno razlikuju molekulnom masom, vrstom i količinom komonomera,
dodataka i punila, sposobnošću bojenja, metalizacije i sl. PP se najviše upotrebljava kao
vlaknasti materijal, a zatim kao plastomer.
Njegova otpornost na rast bakterija ga čini pogodnim za korištenje u medicinskoj
opremi. PP se nalazi u većini tkanina koje se koriste u različitim industrijama,
uključujući ribarstvo i poljodjelstvo (npr. konop).5 PP se može koristiti za fleksibilno
pakiranje (npr. posude za jogurt, boce sirupa, slamke, itd.), u grañevinarstvu (npr.
drenažne cijevi, pumpe, itd.), u automobilskoj industriji, u avioindustriji, za izradu
namještaja, za izradu kućišta televizora, za izradu čamaca, za izradu spremnika za vodu
i ulje i sl.
PP se može proizvoditi s visokim stupnjem čistoće. Čisti polipropilen izvrstan je
električni izolator zahvaljujući nepolarnom karakteru makromolekula. Kao i većina
kristalastih poliolefina, polipropilen je vrlo postojan prema djelovanju vode, organskih
otapala, maziva i anorganskih kemikalija. Meñutim, nepostojan je prema jakim
oksidansima, pa je podložan oksidacijskoj razgradnji, osobito pri povišenim
8
temperaturama kojima je izložen tijekom preradbe. Ta slaba oksidacijska stabilnost
potječe od reaktivnog vodikovog atoma na tercijarnom ugljikovom atomu ponavljanih
jedinica.3 Dodavanjem malih količina antioksidansa, kao što su supstituirani fenoli i
amini, taj se nedostatak gotovo potpuno uklanja. Postojanost prema ultraljubičastom
zračenju postiže se dodatkom UV-stabilizatora, derivata hidroksibenzentriazola ili
posebne vrste čañe u količini od 2 %.
Ukratko, PP nalazi veliku primjenu u svakodnevnoj uporabi stoga što je:
- niske cijene i vrlo male gustoće,
- visoke rastezne čvrstoće i visoke tlačne čvrstoće,
- odličnih dielektričnih svojstava,
- otporan na većinu kiselina, lužina i organskih otapala,
- ima nisku apsorpciju vlage,
- neotrovan,
- lako preradljiv,
- neosjetljiv na vlagu,
- toplinski stabilan.
1.3. Postupci oporabe plastike
Najveći dio današnjih plastičnih materijala proizvodi se iz neobnovljivih izvora, nafte i
prirodnog plina. Budući da su biološki nerazgradljivi, njihova količina zaostala u
okolišu kontinuirano se povećava.
Općenito, oporaba otpada jest svaki postupak ponovne obrade otpada radi njegova
korištenja u materijalne i energetske svrhe. 'Oporaba' generički znači 'ponovna
uporaba'6, a obuhvaća postupke kojima se zatvara tok materijala i proizvoda zbog
gospodarskih i ekoloških ciljeva.
Odlaganje plastičnog otpada znači ekonomsku, a ne ekološku štetu, jer je plastični otpad
neutralan i pridonosi stabilnosti odlagališta6. Stoga se razvijaju brojni postupci oporabe
plastičnog otpada, u cilju njegovog što boljeg iskorištavanja.
9
Postupci iskorištavanja plastičnog otpada su:
- kemijska oporaba,
- energijska oporaba,
- otopinska oporaba,
- biorazgradnja,
- materijalna oporaba.
Kemijska oporaba obuhvaća postupke kojima se plastični otpad pretvara u polazne
sirovine. Troškovi ovih postupaka oporabe su dosta visoki, pa su za ekonomsku
opravdanost potrebni veliki kapaciteti.
Energijska oporaba je oporaba kojom se iz otpadne plastike, budući da je plastika
'posuñena nafta', djelomično vraća utrošena energija za proizvodnju plastičnih
tvorevina. Plastični otpad ima veliku kalorijsku vrijednost, što pogoduje
spaljivaonicama otpada. Ovaj postupak oporabe je najjeftiniji, najperspektivniji,
najčišći, ali i društveno najmanje prihvaćen.
Otopinska oporaba osniva se na različitoj topljivosti polimera i miješanog polimernog
otpada u odgovarajućem otapalu pri različitim temperaturama. Oporabljeni je polimer
ekvivalentan izvornom, ali postupak zahtjeva velike količine organskih otapala, a
potrebno je i stalno kontrolirati količinu zaostalog otapala u oporabljenom polimeru.
Biorazgradnja je razgradnja koju uzrokuje biološka aktivnost, posebice enzimatska, a
koja dovodi do značajne promjene kemijske strukture materijala.
Materijalna oporaba, odnosno recikliranje, najpoznatiji je oblik oporabe polimera i
predstavlja simbol zaštite okoliša.6 Obavlja se taljevinskim postupcima. Plastični otpad
se toplinom prevodi u viskofluidno stanje (taljevinu), najčešće u ekstruderima, te se od
njega oblikuju nove tvorevine. Materijalno se može oporabiti oko 80 % plastomera.
Materijalnu oporabu se može podijeliti na dva tipa:6
- primarno recikliranje,
- sekundarno recikliranje.
10
Primarno recikliranje je recikliranje homogenog (čistog) plastičnog otpada (npr. otpada
s proizvodne linije).
Glavne proizvodne poteškoće povezane s primarnim recikliranjem jesu:6
- moguća termomehanička razgradnja zbog ponavljanja procesa,
- eventualno onečišćenje nastalog otpada.
Tijekom procesa, temperatura, tlak i struktura polimera mogu povećati termomehaničku
razgradnju, što može uzrokovati:6
- promjene u molekulnoj masi,
- stvaranje oksidiranih sastojaka.
Sekundarno recikliranje je recikliranje uporabljenih proizvoda (homogenog i
heterogenog plastičnog otpada).
Ekobilance pokazuju da ne postoji samo jedan ekološki razuman postupak oporabe,
nego su to ovisno o situaciji, kemijska, materijalna ili energijska oporaba, ili najčešće
njihova kombinacija.
1.3.1. Materijalna oporaba PP
Većina recikliranog PP potječe iz automobilske industrije (kućišta baterija,
automobilski odbojnici i kontrolne ploče). Polipropilenske vrećice, naljepnice na
bocama i otpadni industrijski PP filmovi su drugi izvori recikliranog PP.7
Izmeñu 85 i 95 % iskorištenih automobilskih baterija se reciklira. PP se koristi u
proizvodnji kućišta za automobilske baterije te čini oko 5 % ukupne mase baterije.
Obična automobilska baterija sadrži oko 670 g PP. Prvi korak u recikliranju je lomljenje
isušenih predmeta od PP, pa filtracija. Čvrsti materijal sastavljen od olovne rešetke, PP i
fenola opet se usitnjava zbog boljeg razvrstavanja. Smjesa se tada razvrstava postupkom
pliva-tone u vodi, gdje PP (gustoće 0,9 gcm-3) pliva, dok olovo (gustoće 11,4 gcm-3) i
fenol (gustoće 1,3 gcm-3) tonu. Razvrstani PP zatim se dobavlja u ekstruder, gdje se tali,
homogenizira i istiskuje prema izlazu gdje se reže u granule. Tvornice za recikliranje tih
baterija dnevno mogu obraditi 50 000 baterija, što daje više od 40 t recikliranog PP.7

11
Automobilski odbojnici od PP takoñer se, nakon razvrstavanja, mehanički recikliraju, a
reciklat se koristi za izradu manje zahtjevnih tvorevina.
Otpadni PP filmovi, vreće i vrećice takoñer se oporabljuju. Otpad se prvo usitnjava,
zatim pere, razvrstava (ukoliko je potrebno), suši, a zatim ekstrudira i granulira.
1.4. Ekstrudiranje
Postupci materijalne oporabe uključuju fazu ekstrudiranja, a ekstrudiranje je i
najzastupljeniji postupak praoblikovanja polimera.
Ekstrudiranje se definira kao kontinuirani proces praoblikovanja protiskivanjem
kapljastog polimera kroz mlaznicu. Istisnuti polimer očvršćuje u ekstrudat, geliranjem
ili hlañenjem, odnosno polimerizacijom i/ili umrežavanjem. Ekstrudiranjem se izrañuju
tzv. beskonačni proizvodi ili poluproizvodi (ekstrudati). To su npr. cijevi, štapovi,
filmovi, folije i ploče, puni i šuplji profili, vlakna, izolacije kabela.8
Osnovni dio linije za ekstrudiranje je ekstruder, koji se u osnovi sastoji od lijevka,
cilindra, pužnog vijka i glave (slika 9).
Čvrsti polimer u obliku granula ili praha ulazi u ekstruder kroz lijevak. Polimer upada u
cilindar i tada ga zahvaća rotirajući pužni vijak pri čemu mu se smanjuje obujam, a
takoñer se i zagrijava. Ako zagrijavanje polimera uzrokovano trenjem nije dovoljno,
cilindar ekstrudera zagrijava se izvana grijalima, a pužni se vijak održava pri propisanoj
temperaturi (temperira). Prolaskom kroz cilindar omekšani se polimer može vrlo dobro
izmiješati, te toplinski i mehanički homogenizirati.

12
Slika 9. Presjek jednopužnog ekstrudera 1-lijevak, 2-pužni vijak, 3-cilindar za taljenje,
4-tlačni ležaj, 5-namjestivi prigon, 6-spojka, 7-pogonski motor, 8-grijala, 9-hladila, 10-
prirubnica, 11-sita, 12-cijedilo, 13-glava ekstrudera - mlaznica, 14-prigušnica8
Ekstrudiranje pri oporabi plastičnog otpada omogućuje:6
- homogenizaciju taljevine i smanjenje razlika u svojstvima recikliranog materijala,
- čišćenje materijala filtriranjem taljevine,
- dodavanje i disperziju dodataka (npr. stabilizatora i punila).
Ekstruderi namijenjeni recikliranju moraju rastaliti polimerni materijal i izmiješati ga. S
obzirom na to da su komadići koji se ekstrudiraju različitih veličina, a prisutni su i
ostaci vode od pranja te apsorbirani plinovi, u tijeku procesa potrebno je upotrijebiti
prisilne sustave punjenja i ureñaje za otplinjavanje (slika 10).

13
Slika 10. Oblik i zone pužnog vijka u ekstruderu sa zonom otplinjavanja: 1 - ulaz čistog,
mljevenog otpada, 2 – otvor za otplinjavanje, 3 – pužni vijak, 4 – cilindar 6
Taljevina se istiskuje iz ekstrudera uglavnom u obliku debelih niti, koje se onda hlade i
režu u granule za daljnju uporabu.
Budući da prilikom višekratne mehaničke oporabe može doći do termomehaničke
razgradnje, cilj ovog rada je utvrditi utjecaj broja ciklusa ekstrudiranja na toplinsku
stabilnost i toplinska svojstva PP primjenom termogravimetrijske analize i
diferencijalne pretražne kalorimetrije.
1.5. Termogravimetrijska analiza
Termogravimetrijska analiza (TGA) mjeri promjenu mase uzorka u ovisnosti o vremenu
(izotermna TGA) ili temperaturi (neizotermna TGA) dok je temperatura uzorka u
kontroliranoj atmosferi (N2, O2, He, Ar, zrak) programirana. To je ujedno i najčešće
korištena metoda za procjenu toplinske stabilnosti polimera. Pogodna je i za
identifikaciju razgradnih produkata ukoliko se maseni, plinski ili infracrveni
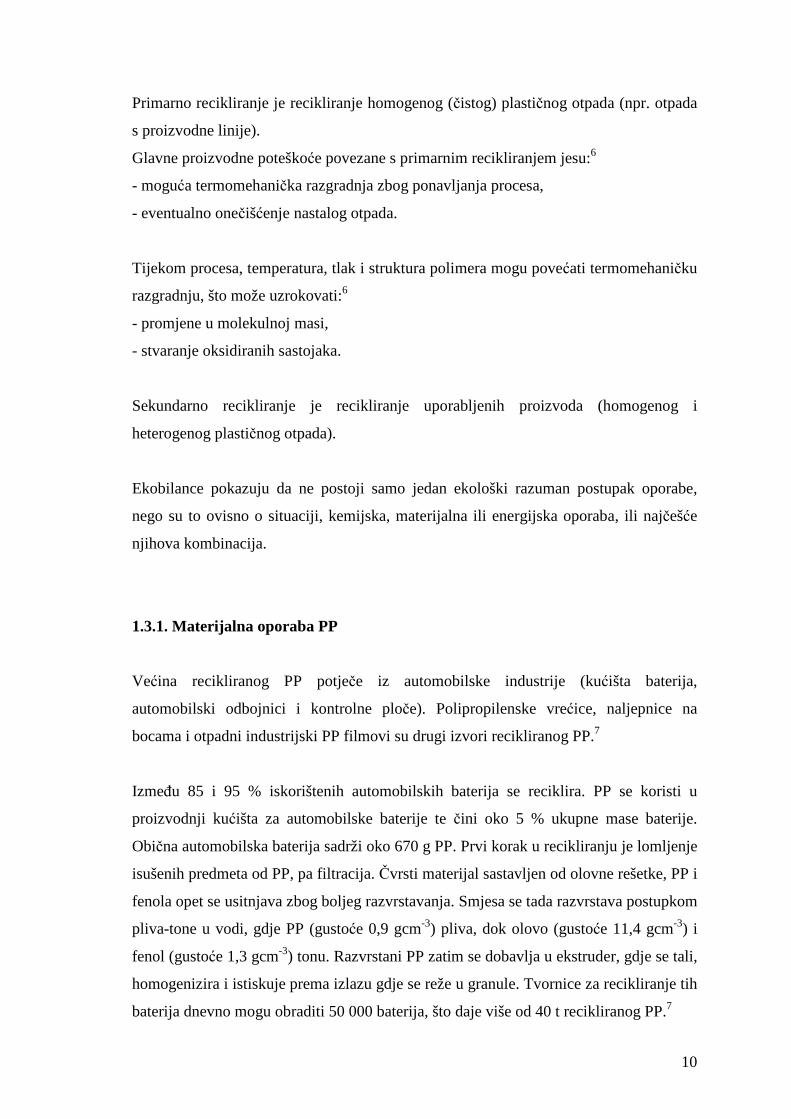
spektrofotometar poveže s termogravimetrijskim instrumentom. Shema
termogravimetrijskog instrumenta prikazana je na slici 11.
14
Slika 11. Shema TG instrumenta9
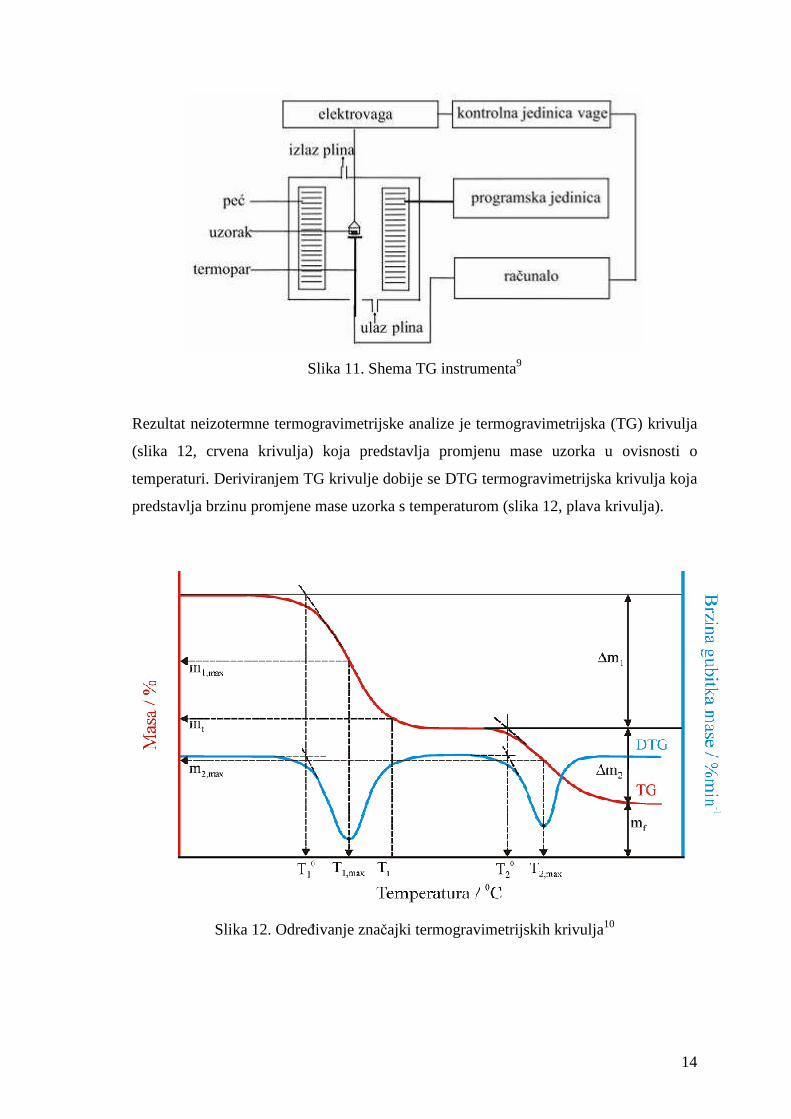
Rezultat neizotermne termogravimetrijske analize je termogravimetrijska (TG) krivulja
(slika 12, crvena krivulja) koja predstavlja promjenu mase uzorka u ovisnosti o
temperaturi. Deriviranjem TG krivulje dobije se DTG termogravimetrijska krivulja koja
predstavlja brzinu promjene mase uzorka s temperaturom (slika 12, plava krivulja).
Slika 12. Odreñivanje značajki termogravimetrijskih krivulja10
15
Iz TG krivulja odreñene su sljedeće značajke potrebne za ovaj rad:
T° - temperatura početka razgradnje (onset) - odreñuje se kao sjecište tangenti
povučenih uz baznu liniju i uz silazni dio DTG krivulje u točki minimuma / °C,
Tmax - temperatura pri maksimalnoj brzini razgradnje - odreñuje se kao temperatura
minimuma DTG krivulje / °C,
αmax - konverzija pri maksimalnoj brzini razgradnje,
Rmax – maksimalna brzina razgradnje / %min-1,
mf - konačna masa uzorka / g.
Toplinska stabilnost polimera i polimernih materijala najčešće se definira kao
temperatura početka razgradnje, T°.
1.6. Diferencijalna pretražna kalorimetrija
Diferencijalna pretražna kalorimetrija (DSC) (e. Differential Scanning Calorimetry) je
instrumentalna tehnika koja služi za mjerenje i karakterizaciju toplinskih svojstava
materijala. Načelo rada ove metode temelji se na zagrijavanju ili hlañenju uzorka i
inertnog, referentnog materijala programiranom brzinom. Za vrijeme DSC mjerenja
nema temperaturne razlike izmeñu ispitivanog i referentnog uzorka (∆T=0), a da bi se
to ostvarilo uzorku treba dovesti ili odvesti odreñenu količinu topline, koja se registrira
kao pik na DSC krivulji. Prilikom zagrijavanja i hlañenja uzorka javljaju se toplinski
prijelazi (npr. taljenje ili kristalizacija) koji rezultiraju endotermnim ili egzotermnim
efektima.
Primjenom DSC-a dobiva se niz podataka važnih za karakterizaciju polimera kao što su:
- specifični toplinski kapacitet (Cp),
- promjena specifičnog toplinskog kapaciteta (∆Cp),
- temperature faznih prijelaza: staklište (Tg), talište (Tt), kristalište (Tc),
- topline faznih prijelaza: toplina taljenja (∆Ht), toplina kristalizacije (∆Hc).
16
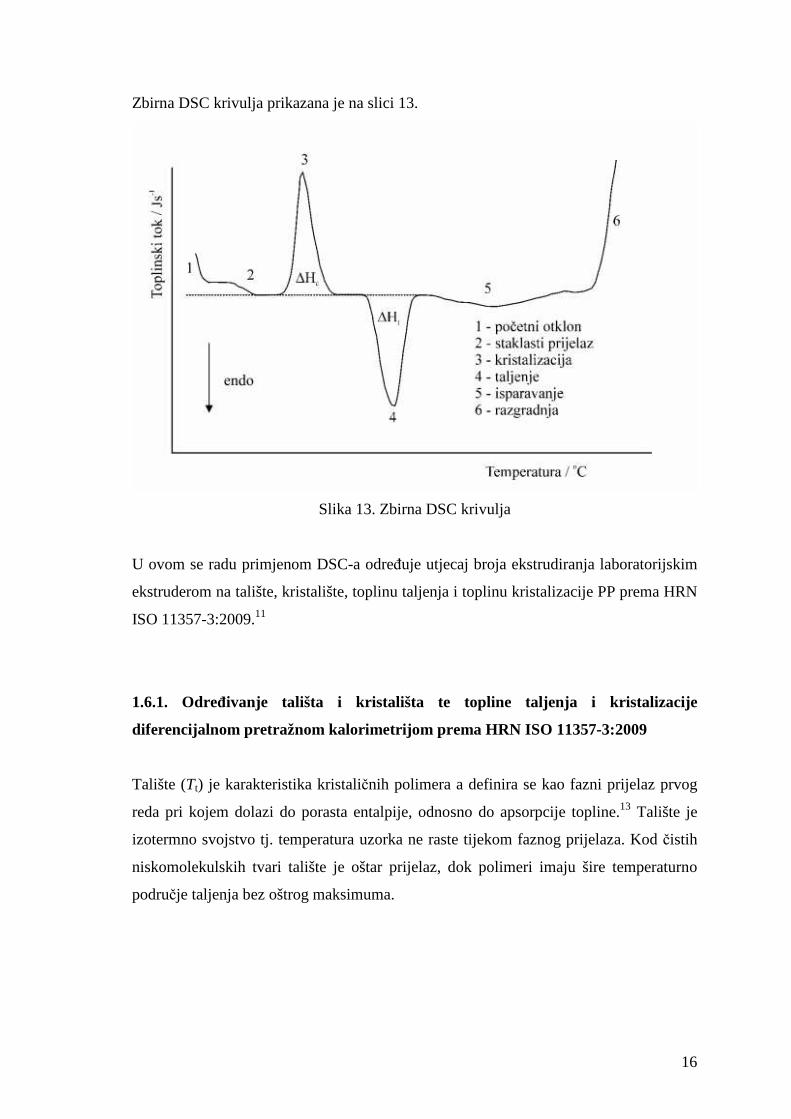
Zbirna DSC krivulja prikazana je na slici 13.
Slika 13. Zbirna DSC krivulja
U ovom se radu primjenom DSC-a odreñuje utjecaj broja ekstrudiranja laboratorijskim
ekstruderom na talište, kristalište, toplinu taljenja i toplinu kristalizacije PP prema HRN
ISO 11357-3:2009.11
1.6.1. Odreñivanje tališta i kristališta te topline taljenja i kristalizacije
diferencijalnom pretražnom kalorimetrijom prema HRN ISO 11357-3:2009
Talište (Tt) je karakteristika kristaličnih polimera a definira se kao fazni prijelaz prvog
reda pri kojem dolazi do porasta entalpije, odnosno do apsorpcije topline.13 Talište je
izotermno svojstvo tj. temperatura uzorka ne raste tijekom faznog prijelaza. Kod čistih
niskomolekulskih tvari talište je oštar prijelaz, dok polimeri imaju šire temperaturno
područje taljenja bez oštrog maksimuma.
17
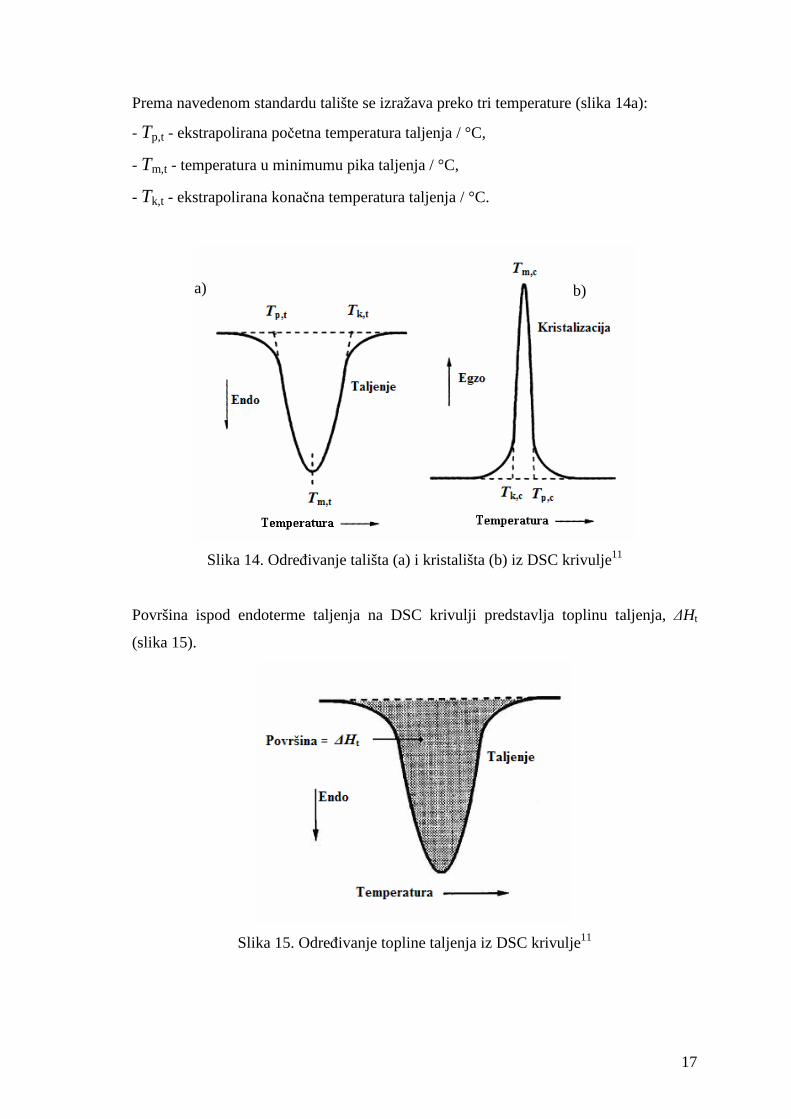
Prema navedenom standardu talište se izražava preko tri temperature (slika 14a):
- Tp,t - ekstrapolirana početna temperatura taljenja / °C,
- Tm,t - temperatura u minimumu pika taljenja / °C,
- Tk,t - ekstrapolirana konačna temperatura taljenja / °C.
Slika 14. Odreñivanje tališta (a) i kristališta (b) iz DSC krivulje11
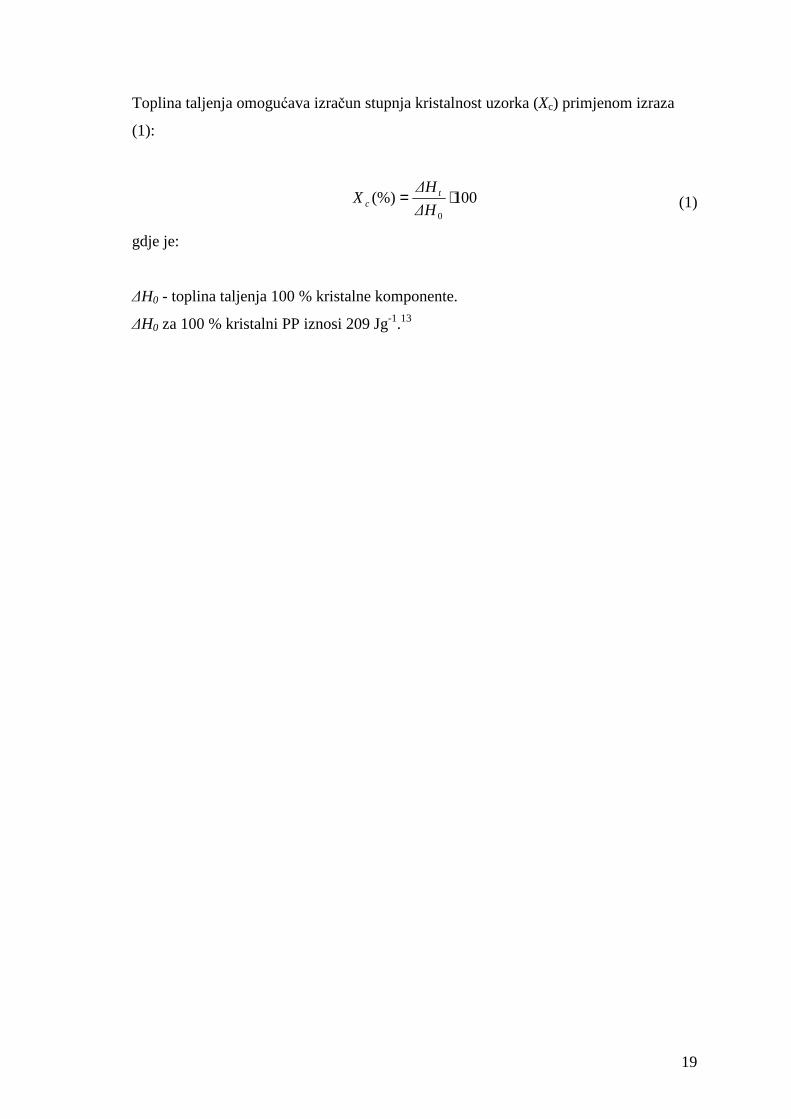
Površina ispod endoterme taljenja na DSC krivulji predstavlja toplinu taljenja, ∆Ht
(slika 15).
Slika 15. Odreñivanje topline taljenja iz DSC krivulje11
a) b)

18
Količina uzorka nema utjecaja na talište, ali ima na temperaturu maksimuma koja se
pomiče prema višim vrijednostima povećanjem mase uzorka, te na toplinu taljenja.
Stoga se dobivene krivulje u svrhu usporedbe svode na jediničnu masu (1 gram) tzv.
postupkom normalizacije.
Iz DSC krivulje hlañenja odreñuje se kristalište, koje se takoñer izražava preko tri
temperature (slika 14 b):
- Tp,c - ekstrapolirana početna temperatura kristalizacije / °C,
- Tm,c - temperatura u maksimumu pika kristalizacije / °C,
- Tk,c - ekstrapolirana konačna temperatura kristalizacije / °C.
Površina ispod egzoterme kristalizacije predstavlja toplinu kristalizacije, ∆Hc (slika 16).
Slika 16. Odreñivanje topline kristalizacije iz DSC krivulje
Ekstrapolirana početna temperatura prijelaza (taljenja, kristalizacije) je sjecište
ekstrapolirane bazne linije i tangente na krivulju u točki infleksije, a odgovara početku
prijelaza.
Ekstrapolirana konačna temperatura prijelaza (taljenja, kristalizacije) je sjecište
ekstrapolirane bazne linije i tangente na krivulju u točki infleksije, a odgovara završetku
prijelaza.
19
Toplina taljenja omogućava izračun stupnja kristalnost uzorka (Xc) primjenom izraza
(1):
100(%)0
⋅=H∆
H∆X t
c (1)
gdje je:
∆H0 - toplina taljenja 100 % kristalne komponente.
∆H0 za 100 % kristalni PP iznosi 209 Jg-1.13
20
2. EKSPERIMENTALNI DIO
2.1. Materijali
Za pripremu uzoraka korišten je:
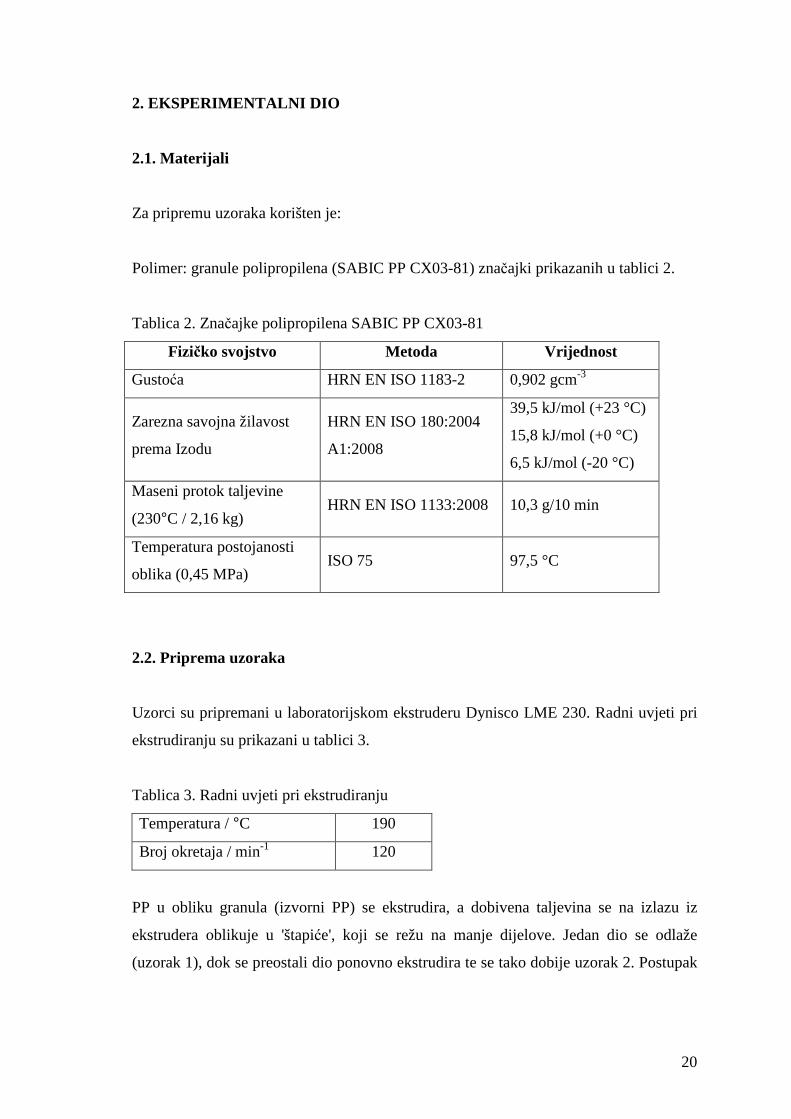
Polimer: granule polipropilena (SABIC PP CX03-81) značajki prikazanih u tablici 2.
Tablica 2. Značajke polipropilena SABIC PP CX03-81
Fizičko svojstvo Metoda Vrijednost
Gustoća HRN EN ISO 1183-2 0,902 gcm-3
Zarezna savojna žilavost
prema Izodu
HRN EN ISO 180:2004
A1:2008
39,5 kJ/mol (+23 °C)
15,8 kJ/mol (+0 °C)
6,5 kJ/mol (-20 °C)
Maseni protok taljevine
(230°C / 2,16 kg) HRN EN ISO 1133:2008 10,3 g/10 min
Temperatura postojanosti
oblika (0,45 MPa) ISO 75 97,5 °C
2.2. Priprema uzoraka
Uzorci su pripremani u laboratorijskom ekstruderu Dynisco LME 230. Radni uvjeti pri
ekstrudiranju su prikazani u tablici 3.
Tablica 3. Radni uvjeti pri ekstrudiranju
Temperatura / °C 190
Broj okretaja / min-1 120
PP u obliku granula (izvorni PP) se ekstrudira, a dobivena taljevina se na izlazu iz
ekstrudera oblikuje u 'štapiće', koji se režu na manje dijelove. Jedan dio se odlaže
(uzorak 1), dok se preostali dio ponovno ekstrudira te se tako dobije uzorak 2. Postupak

21
se ponavlja još pet puta pri čemu se dobiju ostali ekstrudirani uzorci polipropilena za
TGA i DSC analizu (uzorak 3, uzorak 4, uzorak 5, uzorak 6 i uzorak 7).
2.3. Metoda rada i aparatura
2.3.1. Termogravimetrijska analiza
Toplinska razgradnja PP provedena je pomoću aparature za termogravimetrijsku analizu
Pyris 1 TGA ( Perkin Elmer, USA ) (slika 17). Radni uvjeti snimanja TG krivulja
prikazani su u tablici 4.
Tablica 4. Radni uvjeti snimanja TG krivulja
Početna temperatura / °C 50
Konačna temperatura / °C 550
Brzina zagrijavanja / ºCmin-1 10
Masa uzorka / mg 7,8 ± 1,3
Slika 17. Aparatura za termogravimetrijsku analizu Perkin-Elmer Pyris 1 TGA

22
Postupak mjerenja
1. Uključiti računalo. Otvoriti plin. Uključiti Pyris 1 TGA. Pokrenuti Pyris 1 TGA
Manager.
2. Karlibrirati masu i temeraturu ako ureñaj nije kalibriran za zadano područje analize i
brzinu zagrijavanja.
3. U Method Editor-u upisati sve potrebne podatke prije pokretanja metode (Sample
Info, Inital State, Program, View Program).
4. Izvagati praznu platinsku posudicu (Zero Weight), te posudicu s uzorkom mase 5-10
mg (Sample Weight).
5. Postaviti peć u radni položaj (Raise Furance).
6. Nakon stabilizacije od par minuta pokrenuti programirano zagrijavanje uzorka.
7. Po završetku procesa zagrijavanja prijeći u program analize (Data Analysis).
8. Analizirati krivulju.
2.3.2. Diferencijalna pretražna kalorimetrija
Snimanje i obrada provodi se diferencijalnim pretražnim kalorimetrom Mettler Toledo
823e (slika 18) i STAR softwareom.
Slika 18. Mettler-Toledo 823e

23
Postupak rada:
1. Uključiti računalo, zatim DSC, termostatirati uz konstantan protok plina (30 mL
min-1).
2. Odvagati uzorak u aluminijskoj posudici, poklopiti poklopcem i zatvoriti u presi.
Ako uzorak zagrijavanjem otpušta plinovite produkte (isparavanje, razgradnja i sl.)
potrebno je prethodno iglicom probušiti aluminijski poklopčić.
3. Uzorak staviti u lijevi dio mjernog osjetila (S), a praznu aluminijsku posudicu s
poklopcem u desni dio mjernog osjetila (R) kalorimetra (slika 19).
4. Snimanje i obradu podataka provesti pomoću STARe softwarea.
Slika 19. Mjerno osjetilo FRS 5
Uvjeti provoñenja DSC mjerenja:
Uzorci se prvo zagrijavaju od 25 do 200 °C brzinom 20 °C/min i na toj su temperaturi
zadržani 5 minuta. Zatim su ohlañeni do 130 °C brzinom 20 °C/min i na toj temperaturi
zadržani takoñer 5 minuta. Nakon toga uzorci se zagrijavaju do 200 °C brzinom 20
°C/min.

24
3. REZULTATI RADA 3.1. Termogravimetrijska razgradnja
TG i DTG krivulje toplinske razgradnje polipropilena snimljene pri različitim brzinama
zagrijavanja prikazane su na slikama 20-36. Značajke TG i DTG krivulja odreñene su
pomoću Pyris Softwarea V 8.0.0.0172, a prikazane su u tablici 5.

25
Slika 20. TG krivulja neizotermne toplinske razgradnje izvornog polipropilena.
Slika 21. DTG krivulja neizotermne toplinske razgradnje izvornog polipropilena.

26
Slika 22. TG krivulja neizotermne toplinske razgradnje uzorka 1.
Slika 23. DTG krivulja neizotermne toplinske razgradnje uzorka 1.

27
Slika 24. TG krivulja neizotermne toplinske razgradnje uzorka 2.
Slika 25. DTG krivulja neizotermne toplinske razgradnje uzorka 2.
28
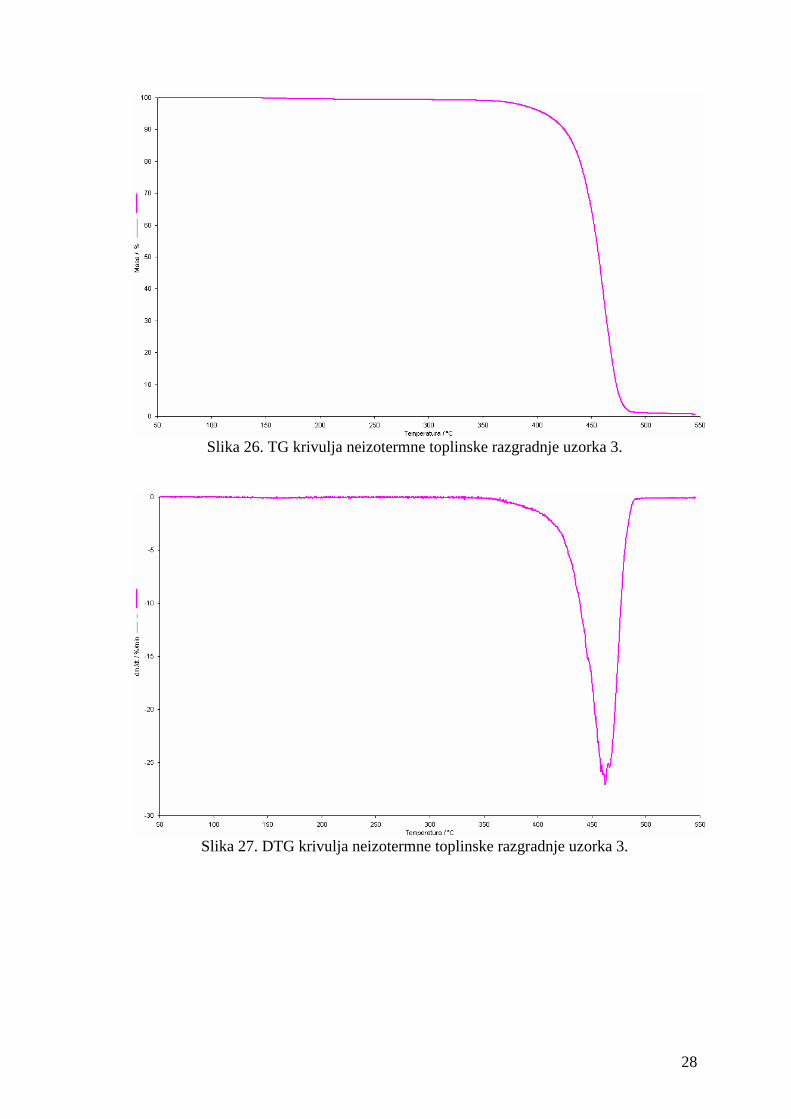
Slika 26. TG krivulja neizotermne toplinske razgradnje uzorka 3.
Slika 27. DTG krivulja neizotermne toplinske razgradnje uzorka 3.

29
Slika 28. TG krivulja neizotermne toplinske razgradnje uzorka 4.
Slika 29. DTG krivulja neizotermne toplinske razgradnje uzorka 4.

30
Slika 30. TG krivulja neizotermne toplinske razgradnje uzorka 5.
Slika 31. DTG krivulja neizotermne toplinske razgradnje uzorka 5.
31
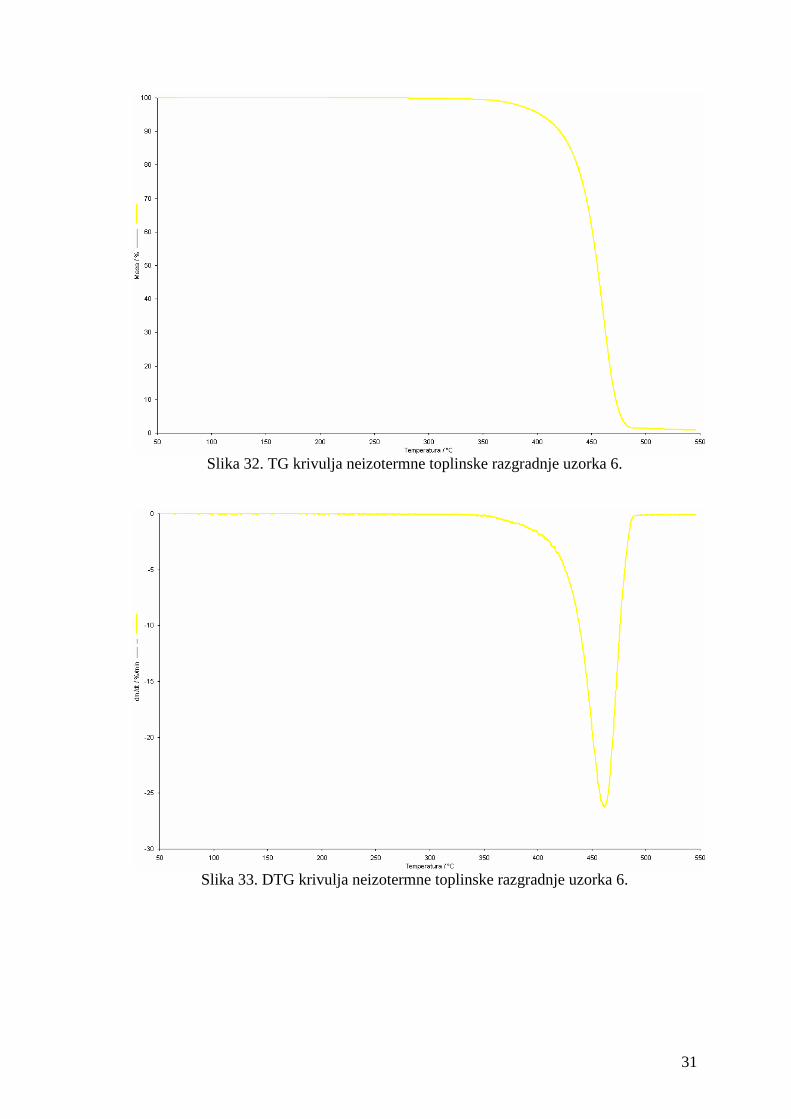
Slika 32. TG krivulja neizotermne toplinske razgradnje uzorka 6.
Slika 33. DTG krivulja neizotermne toplinske razgradnje uzorka 6.

32
Slika 34. TG krivulja neizotermne toplinske razgradnje uzorka 7.
Slika 35. DTG krivulja neizotermne toplinske razgradnje uzorka 7.
33
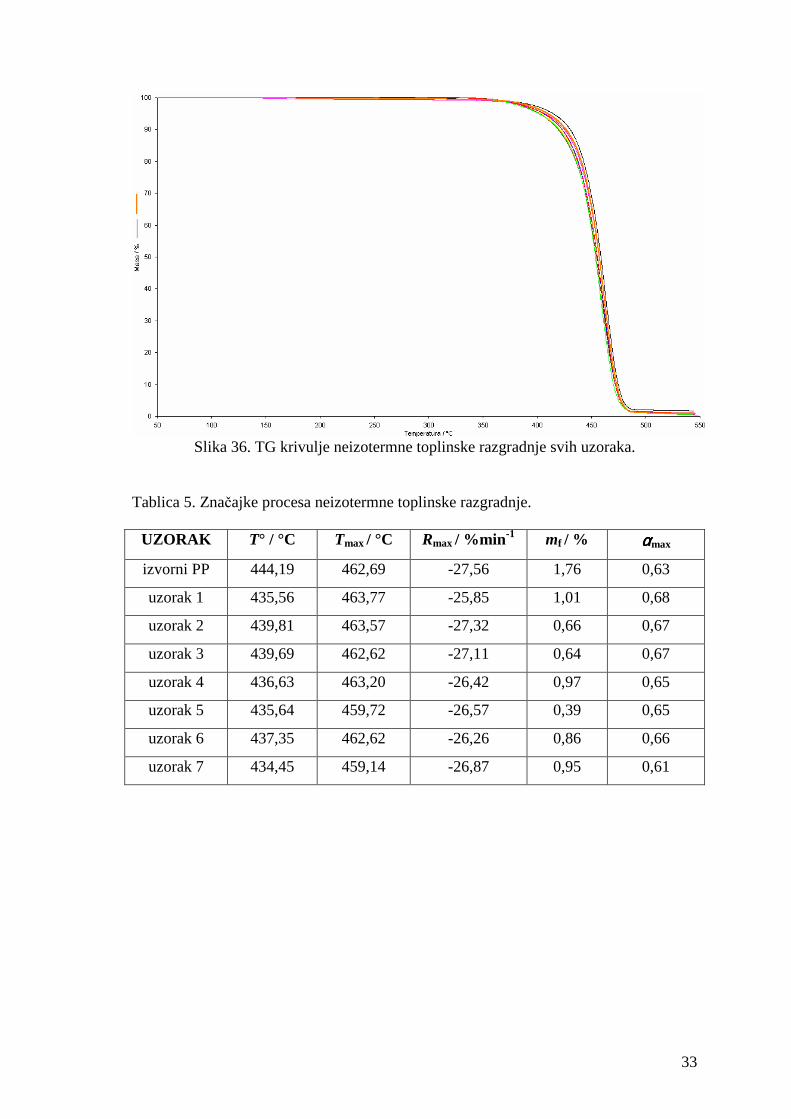
Slika 36. TG krivulje neizotermne toplinske razgradnje svih uzoraka.
Tablica 5. Značajke procesa neizotermne toplinske razgradnje.
UZORAK T° / °C Tmax / °C Rmax / %min -1 mf / % ααααmax
izvorni PP 444,19 462,69 -27,56 1,76 0,63
uzorak 1 435,56 463,77 -25,85 1,01 0,68
uzorak 2 439,81 463,57 -27,32 0,66 0,67
uzorak 3 439,69 462,62 -27,11 0,64 0,67
uzorak 4 436,63 463,20 -26,42 0,97 0,65
uzorak 5 435,64 459,72 -26,57 0,39 0,65
uzorak 6 437,35 462,62 -26,26 0,86 0,66
uzorak 7 434,45 459,14 -26,87 0,95 0,61
34
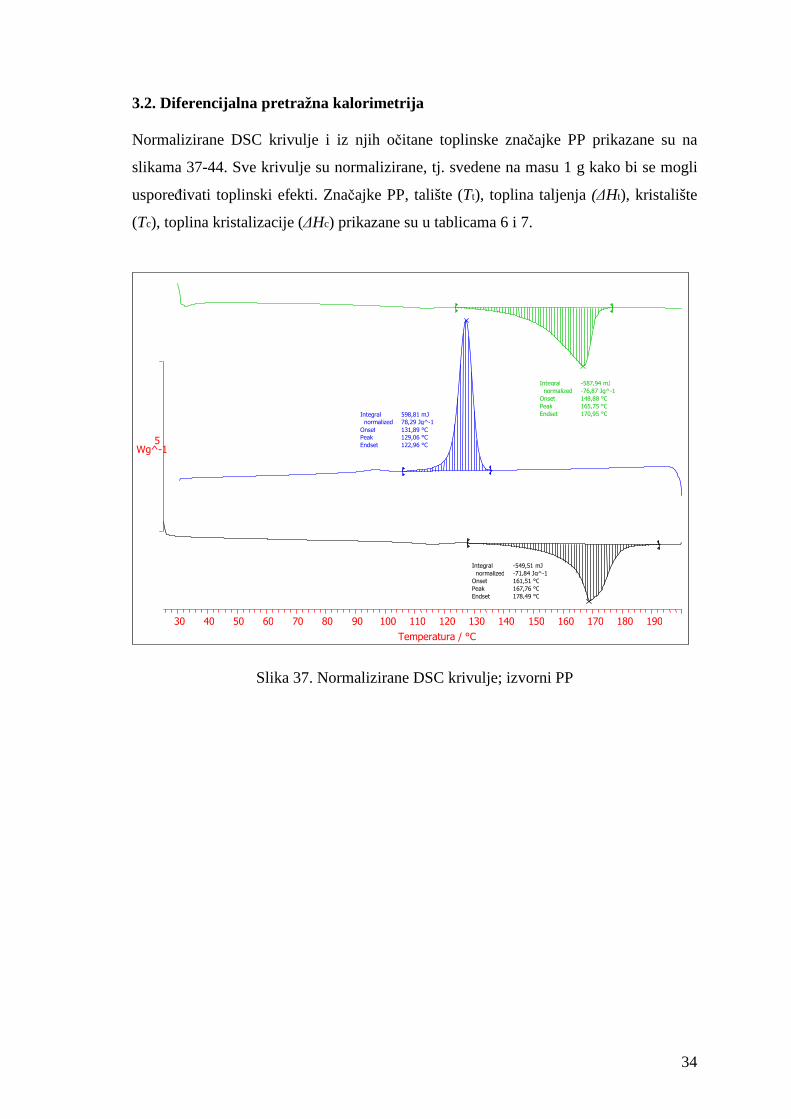
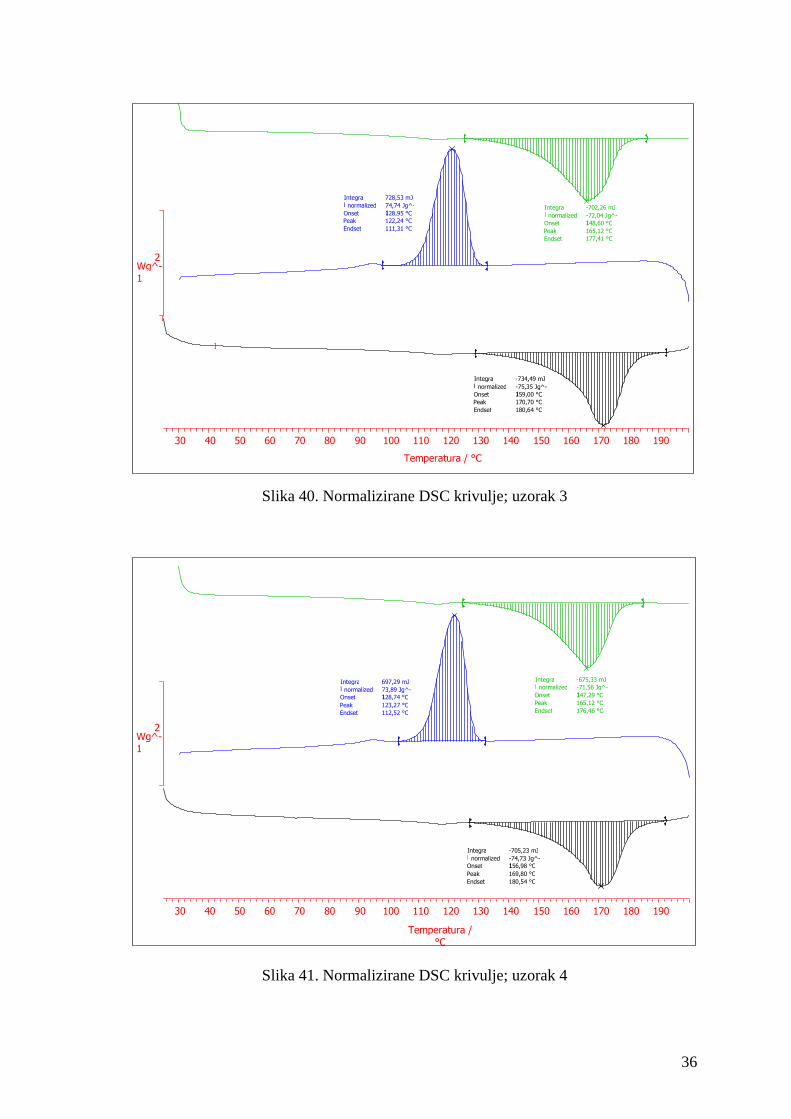
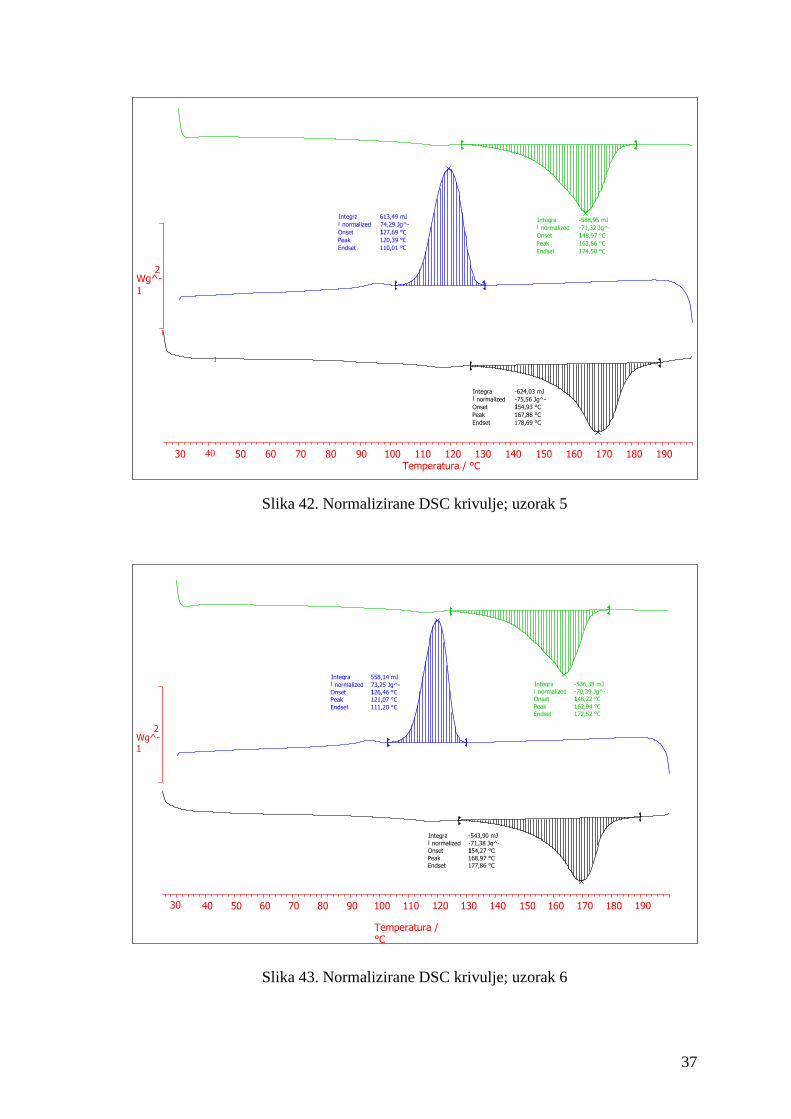
3.2. Diferencijalna pretražna kalorimetrija Normalizirane DSC krivulje i iz njih očitane toplinske značajke PP prikazane su na
slikama 37-44. Sve krivulje su normalizirane, tj. svedene na masu 1 g kako bi se mogli
usporeñivati toplinski efekti. Značajke PP, talište (Tt), toplina taljenja (∆Ht), kristalište
(Tc), toplina kristalizacije (∆Hc) prikazane su u tablicama 6 i 7.
Slika 37. Normalizirane DSC krivulje; izvorni PP
Integral -587,94 mJ normalized -76,87 Jg^-1 Onset 148,88 °C Peak 165,75 °C Endset 170,95 °C Integral 598,81 mJ
normalized 78,29 Jg^-1 Onset 131,89 °C Peak 129,06 °C Endset 122,96 °C
Integral -549,51 mJ normalized -71,84 Jg^-1 Onset 161,51 °C Peak 167,76 °C Endset 178,49 °C
Wg^-1 5
Temperatura / °C
30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190

35
Slika 38. Normalizirane DSC krivulje; uzorak 1
Slika 39. Normalizirane DSC krivulje; uzorak 2
Integral
-645,61 mJ
normalized -72,12 Jg^-1 Onset 159,09 °C
Peak 170,41 °C
Endset 180,32 °C
Integral
691,13 mJ
normalized 77,20 Jg^-
1 Onset 131,34 °C
Peak 127,07 °C
Endset 117,30 °C
Integral
-669,42 mJ
normalized -74,78 Jg^-1 Onset 146,89 °C
Peak 166,44 °C
Endset 176,23 °C
Wg^-
1
5
30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190
Integral
-713,26 mJ
normalized -77,46 Jg^-1
Onset 156,06 °C
Peak 170,42 °C Endset 180,37 °C
Integral
706,22 mJ
normalized 76,69 Jg^-
1 Onset 130,11 °C
Peak 124,64 °C
Endset 114,20 °C
Integral
-679,98 mJ
normalized -73,84 Jg^-1 Onset 146,12 °C
Peak 165,42 °C
Endset 176,13 °C
Wg^-1
2
Temperatura / °C
30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190
Temperatura /
36
Slika 40. Normalizirane DSC krivulje; uzorak 3
Slika 41. Normalizirane DSC krivulje; uzorak 4
Integra
l
-734,49 mJ
normalized -75,35 Jg^-1 Onset 159,00 °C
Peak 170,70 °C
Endset 180,64 °C
Integral
728,53 mJ
normalized 74,74 Jg^-1 Onset 128,95 °C
Peak 122,24 °C
Endset 111,31 °C
Integral
-702,26 mJ
normalized -72,04 Jg^-1 Onset 148,60 °C
Peak 165,12 °C
Endset 177,41 °C
Wg^-
1
2
Temperatura / °C
30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190
Integral
-705,23 mJ
normalized -74,73 Jg^-1 Onset 156,98 °C
Peak 169,80 °C
Endset 180,54 °C
Integral
697,29 mJ
normalized 73,89 Jg^-1 Onset 128,74 °C
Peak 123,27 °C
Endset 112,52 °C
Integral
-675,33 mJ
normalized -71,56 Jg^-
1 Onset 147,29 °C
Peak 165,12 °C
Endset 176,46 °C
Wg^-
1
2
Temperatura /
°C
30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190
37
Slika 42. Normalizirane DSC krivulje; uzorak 5
Slika 43. Normalizirane DSC krivulje; uzorak 6
Integral
-624,03 mJ
normalized -75,56 Jg^-1 Onset 154,93 °C
Peak 167,88 °C
Endset 178,69 °C
Integral
613,49 mJ
normalized 74,29 Jg^-1 Onset 127,69 °C
Peak 120,39 °C
Endset 110,01 °C
Integral
-588,95 mJ
normalized -71,32 Jg^-1 Onset 148,97 °C
Peak 163,86 °C
Endset 174,50 °C
Wg^-
1
2
Temperatura / °C 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190
Integral
-543,90 mJ
normalized -71,38 Jg^-1 Onset 154,27 °C
Peak 168,97 °C
Endset 177,86 °C
Integral
558,14 mJ
normalized 73,25 Jg^-1 Onset 126,46 °C
Peak 121,07 °C
Endset 111,20 °C
Integra
l
-536,38 mJ
normalized -70,39 Jg^-
1 Onset 148,22 °C
Peak 162,94 °C
Endset 172,52 °C
Wg^-
1
2
Temperatura / °C
30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190
38
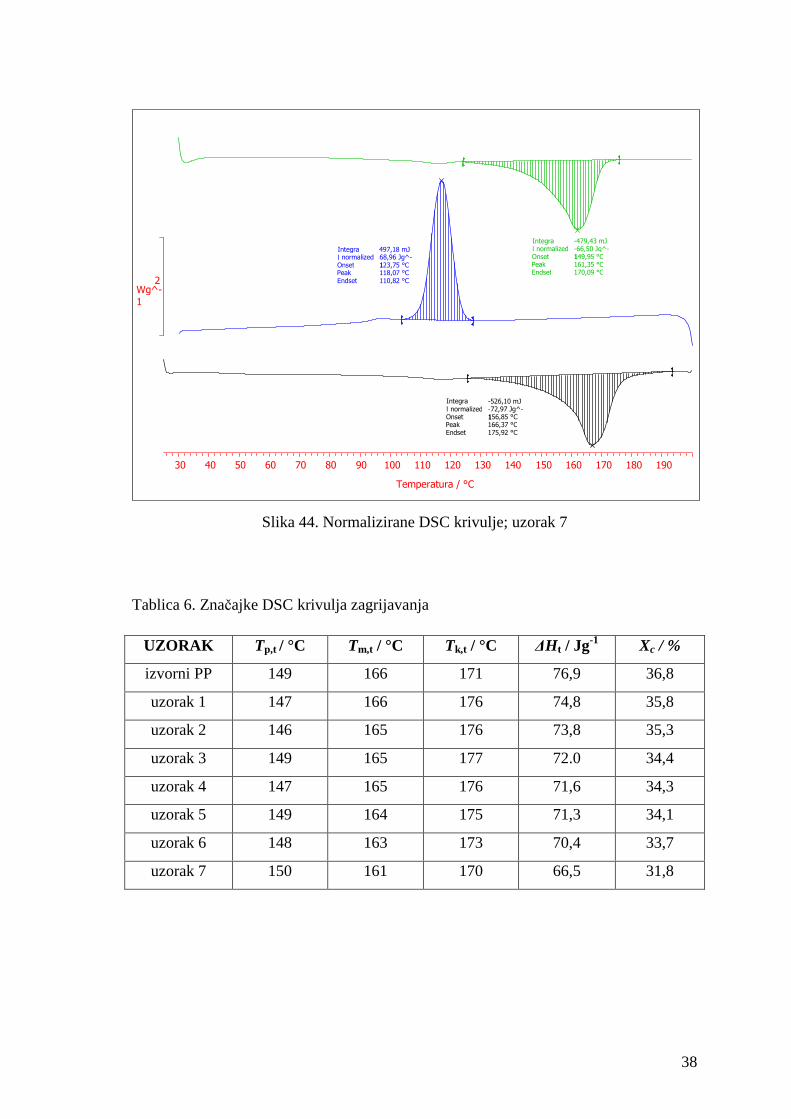
Slika 44. Normalizirane DSC krivulje; uzorak 7
Tablica 6. Značajke DSC krivulja zagrijavanja
UZORAK Tp,t / °C Tm,t / °C Tk,t / °C ∆Ht / Jg-1 Xc / %
izvorni PP 149 166 171 76,9 36,8
uzorak 1 147 166 176 74,8 35,8
uzorak 2 146 165 176 73,8 35,3
uzorak 3 149 165 177 72.0 34,4
uzorak 4 147 165 176 71,6 34,3
uzorak 5 149 164 175 71,3 34,1
uzorak 6 148 163 173 70,4 33,7
uzorak 7 150 161 170 66,5 31,8
Integral
-526,10 mJ normalized -72,97 Jg^-
1 Onset 156,85 °C Peak 166,37 °C Endset 175,92 °C
Integral
497,18 mJ normalized 68,96 Jg^-
1 Onset 123,75 °C Peak 118,07 °C Endset 110,82 °C
Integral
-479,43 mJ normalized -66,50 Jg^-
1 Onset 149,95 °C Peak 161,35 °C Endset 170,09 °C
Wg^-1
2
Temperatura / °C
30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190

39
Tablica 7. Značajke DSC krivulja hlañenja
UZORAK Tp,c / °C Tm,c / °C Tk,c / °C -∆Hc / Jg-1 Xcc / %
izvorni PP 132 129 123 78,3 37,5
uzorak 1 131 127 117 77,2 36,9
uzorak 2 130 125 114 76,7 36,7
uzorak 3 129 122 111 74,7 35,7
uzorak 4 129 123 113 73,9 35,4
uzorak 5 128 120 110 74,3 35,6
uzorak 6 126 121 111 73,3 35,1
uzorak 7 124 118 111 68,9 33,0
40
4. RASPRAVA
U ovom radu provedeno je višekratno ekstrudiranje PP u laboratorijskom ekstruderu s
ciljem odreñivanja utjecaja broja ciklusa ekstrudiranja na toplinsku stabilnost i toplinska
svojstva PP.
Neizotermna termogravimetrijska analiza provedena je u temperaturnom području 50-
550 °C pri brzini zagrijavanja 10 °Cmin-1 u struji dušika. TG krivulje analiziranih
uzoraka prikazane su na slikama 20, 22, 24, 26, 28, 30, 32 i 34. Dinamička toplinska
razgradnja svih uzoraka odvija se u temperaturnom području 360-490 °C kroz jedan
razgradni stupanj, što se očituje pojavom jednog pika na DTG krivuljama (slike 21, 23,
25, 27, 29, 31, 33 i 35).
Svrha odreñivanja značajki razgradnog procesa, prikazanih u tablici 5, jest utvrñivanje
utjecaja broja ciklusa ekstrudiranja na toplinsku stabilnost PP. Svi ekstrudirani uzorci
pokazuju niže vrijednosti temperature početka razgradnje (T°) u odnosu na izvorni PP.
Ne postoji linearna ovisnost sniženja T° o broju ekstrudiranja, ali ekstrudirani uzorci
pokazuju za 5-10 °C niže vrijednosti T° u odnosu na izvorni PP. Uzorak 7, tj. uzorak
ekstrudiran 7 puta pokazuje najnižu vrijednost T° koja je za 10 °C niža u odnosu na T°
izvornog PP.
Temperatura pri maksimalnoj brzini razgradnje (Tmax) ne mijenja se značajno
povećanjem broja ciklusa ekstrudiranja, kao maksimalne brzine razgradnje (Rmax) niti
konverzije pri maksimalnoj brzini razgradnje (αmax). Ostatna masa (mf) se takoñer ne
mijenja značajno povećanjem broja ekstrudiranja.
Iz ovih podataka može se zaključiti da porast broja ciklusa ekstrudiranja dovodi do
nešto ranijeg početka toplinske razgradnje PP, odnosno do pogoršanja njegove toplinske
stabilnosti, dok je nakon toga brzina toplinske razgradnje jednaka za sve uzorke PP,
odnosno mehanizam toplinske razgradnje je isti.
Normalizirane DSC krivulje svih uzoraka PP (slike 37-44) pokazuju jednu endotermu,
odnosno jedno talište koje se odreñuje iz drugog zagrijavanja, a koje se prema HRN
ISO 11357-3:2009 izražava kao ekstrapolirana početna temperatura taljenja (Tp,t),
temperatura u minimumu pika taljenja (Tm,t) te kao ekstrapolirana konačna temperatura
taljenja (Tk,t). Ekstrudirani uzorci (osim uzorka 7) pokazuju za 1-3 °C nižu vrijednost
Tp,t u odnosu na izvorni PP. Ukoliko se promatra Tm,t onda se uočava sniženje tališta s
41
povećanjem broja ciklusa ekstrudiranja pa uzorak 7 pokazuje za 5 °C nižu vrijednost u
odnosu na izvorni PP.
Tk,t pokazuje maksimalne vrijednosti nakon 3 ciklusa ekstrudiranja, a zatim se smanjuje
da bi uzorak 7 imao gotovo iste vrijednosti kao izvorni PP.
Toplina taljenja (∆Ht) (tablica 6) se smanjuje s porastom broja ciklusa ekstrudiranja,
tako da uzorak 7 pokazuje najnižu vrijednost ∆Ht. Iz ∆Ht se prema jednadžbi (1) može
izračunati i pripadajući stupanj kristalnosti (Xc) (tablica 6) koji se posljedično smanjuje
s porastom broja ciklusa ekstrudiranja pa uzorak 7 pokazuje najnižu vrijednost Xc koja
je za oko 5 % niža u odnosu na izvorni PP.
Budući da je veći stupanj kristalnosti preduvjet dobrih svojstava PP, iz rezultata se
može zaključiti da višekratno ekstrudiranje dovodi do pogoršanja svojstava PP.
Utjecaj broja ciklusa ekstrudiranja na kristalizaciju i kristalnost PP odreñivan je iz DSC
krivulja hlañenja. Rezultati u tablici 7 pokazuju da se porastom broja ciklusa
ekstrudiranja kristalište pomiče prema nižim temperaturama, odnosno da kristalizacija
ekstrudiranog PP započinje nešto kasnije u odnosu na izvorni PP, tako da uzorak 7
pokazuje za oko 10 °C niže vrijednosti kristališta u odnosu na izvorni PP, izražene bilo
kao ekstrapolirana početna temperatura kristalizacije (Tp,c), temperatura u maksimumu
pika kristalizacije (Tm,c) ili kao ekstrapolirana konačna temperatura kristalizacije (Tk,c).
Istovremeno povećanjem broja ciklusa ekstrudiranja smanjuje se i toplina kristalizacije
(∆Hc). Iz ∆Hc se prema jednadžbi (1) može izračunati pripadajući stupanj kristalnosti pri
hlañenju (Xcc), a rezultati u tablici 7 pokazuju da se Xcc takoñer smanjuje. Uzorak 7
pokazuje najmanju vrijednost Xcc koja je za oko 5 % manja od vrijednosti izvornog PP.
42
5. ZAKLJU ČAK
1. Toplinska razgradnja izvornog polipropilena kao i svih ekstrudiranih uzoraka odvija
se u jednom razgradnom stupnju.
2. Ekstrudiranjem se blago pogoršava toplinska stabilnost polipropilena budući da
ekstrudirani uzorci pokazuju niže vrijednosti temperatura početka razgradnje (T°) u
odnosu na izvorni polipropilen. Najniže vrijednosti T° pokazuje uzorak nakon sedam
ciklusa ekstrudiranja.
3. Vrijednosti temperatura pri maksimalnoj brzini razgradnje (Tmax), maksimalne brzine
razgradnje (Rmax) i konverzije pri maksimalnoj brzini razgradnje (αmax) ne mijenjaju se s
brojem ciklusa ekstrudiranja, što ukazuje da ne dolazi do promjene mehanizma
toplinske razgradnje polipropilena.
4. Primjenom diferencijalne pretražne kalorimetrije utvrñeno je da svi uzorci imaju
jedno talište (Tt). Uslijed ekstrudiranja smanjuje se toplina taljenja (∆Ht), a posljedično i
stupanj kristalnosti (Xc) polipropilena.
5. Ekstrudiranje negativno utječe na proces kristalizacije polipropilena. Porastom broja
ciklusa ekstrudiranja dolazi do sniženja kristališta, kao i topline kristalizacije (∆Hc).

43
6. LITERATURA
1. G. Barić, Zbornik radova, Savjetovanje Polimerni materijali i dodatci polimerima,
Zagreb, 19.-20.11.2009., str. 23-43.
2. The Compelling Facts About Plastics 2009, The analysis of European plastics
production, demand and recovery for 2008. PlasticsEurope, Brussels, 2009.
3. Z. Janović, Polimerizacije i polimeri, Hrvatsko društvo kemijskih inženjera i
tehnologa, Zagreb, 1997.
4. J. Brandrup, E.H. Immergut, E.A. Grulke, Polymer Handbook, IV. Edition, Vol. 1,
V/21-V/28.
5. http://bs.wikipedia.org/wiki/Polipropilen, 10.06.2010.
6. M. Šercer, D. Opsenica, G. Barić, Oporaba plastike i gume, mtg topgraf d.o.o.,
Velika Gorica, 2000.
7. J. Scheirs, Polymer Recycling, JOHN WILEY & SONS, LTD, Chichester, England,
1998.
8. I. Čatić, Uvod u proizvodnju polimernih tvorevina, Društvo plastičara i gumaraca,
Zagreb, 1990.
9. P. J. Haines, Thermal methods of analysis, principles, applications and problems,
Blackie academic & professional, Oxford, 1995.
10. N. S. Vrandečić, Magistarski rad, Kemijsko-tehnološki fakultet, Split, 1999.
11. HRN ISO 11357-3:2009 Plastika-Diferencijalna pretražna kalorimetrija-3. dio:
Odreñivanje tališta, kristališta i topline taljenja i kristalizacije
12. R. Andebert, C. Aubinean, Europ. Polym. J. 6 (1970) 965
13. M. Garcia, G. van Vliet, S. Jain, B.A.G. Schrauwen, A. Sarkissov, W.E. van Zyl and
B. Boukamp, Rev. Adv. Mater. Sci. 6 (2004) 169-175