tekstİl staj defterİ
TRANSCRIPT

Özbucak Sanayi ve Ticaret A.Ş.
Şirket Hakkında Bilgiler :
Özbucak, Sanayi ve Ticaret alanında faaliyet gösteren iplik, dokuma ve boya
terbiye işletmelerinden oluşan entegre tekstil fabrikasıdır.
Şirketin Tarihçesi :
Şirket 1953 yılında ÖZŞAHİNLER – KARABUCAKLAR ortaklığı olarak
kurulmuş olup 1970 yılından itibaren Özbucak A.Ş. olarak faaliyetini sürdürmektedir.
Fabrika kalite politikasına uygun olarak 1990 yılında ihracata yönelik çalışmaya
başlamıştır.
1995 yılında üretiminin % 80-85’lik bölümü ihraç edilebilir duruma gelmiştir.
Bütün bölümlerde teknoloji yenileme çalışmaları devem etmektedir.
9 Nisan 1997 yılında ISO Kalite Güvence Belgesi almaya hak kazanmıştır. Şirketin
kalite politikası Toplam Kalite’dir.
Ortalama Günlük Üretim Kapasitesi :
İplik : 11.500 kg/gün
Dokuma : 30.000 m/gün
Boyahane : 40.000 m/gün
Üretilen Mamüller :
Polyester, viskon, keten ve elastan liflerinin farklı kombinasyonları kullanılarak
iplik, bobin ve kumaş elde edilebilmektedir. Genellikle kadın giysilik için çalışıldığından
özellikle elastan karışımlı kumaşlar üretilmektedir.
1

BOYA-TERBİYE İŞLETMESİ (İhrazat ve Düz Boya Bölümü)
İhzarat Bölümü:
İhzarat bölümü, boya-terbiye işletme bünyesinde hazırlık işlemlerinin yapıldığı
bölüm olarak faaliyet göstermektedir. İhrazat bölümüne kumaş; düz boya, jet boya, apre,
ham bez açma bölümlerinden ve iade olarak gelir. Kumaş aşağıda açıklanan proseslerden
ilgili olanları görür.
Ham Kumaşın Boya-Terbiye İşletmesine Gelişi:
Kumaş ihrasat bölümüne ham kalite kontrol dairesi tarafından Proses Takip Formu
ile birlikte teslim edilir. Kumaşın boya-terbiye işletmesine girişinin uygunluğu gözle
incelenir. Özbucak Standart Proses değerlerine göre işlem adımları ve şartları Proses
Takip Formu’na yazılır.
Boya-terbiye işletmesine giren kumaş eğer boya-terbiye işletmesine ilk defa giriyor
ise bu kumaşın prosesine ait bilgiler Ürün Geliştirme Şefliğinden istenir. Ür-Ge
Şefliği’nin vermiş olduğu proses referans alınarak söz konusu kumaş, üretim faaliyetlerine
girer.
Osthof Yakma:
İhrasat dairesinin işlemleri genellikle yakma+haşıl sökme, yakma+yağ sökme,
yakma, haşıl sökme ve yağ sökümüdür.
Kontinu (Babcock, Brugman) Yıkama Makinesinde Yapılan İşlemler:
İhrasat dairesinin ikinci işlemi yıkama işlemidir. Amaç; istenmeyen yabancı
maddeleri kumaş üzerinden uzaklaştırmaktır. İşletmede haşıl sökme yıkaması, harmanı
boyalı haşılsız kumaşların yıkanması, boya sonrası kuru yakma yıkaması, ham olarak yağ
sökümüne sarılmış kumaşın yıkaması ve yıkamalar yapılmaktadır.
Brugman Pişme-Kasar Makinasında Yapılan İşlemler:
Bu makine; soğuk kasar, sıcak kasar, pişirme, yağ sökümü ve haşıl sökme
işlemlerinin yapılabildiği bir makinedir. Pişirmede amaç pamuklu veya ketenlerde bulunan
2
mum, vaks, çepel, bit v.b. yabancı maddeleri uzaklaştırmaktır. Kasarda amaç; elyafa
beyazlık kazandırmaktır.
Brugman Merserize Makinası :
Özbucak Boya-Terbiye işletmesinde merserize işlemi; pamuk ve tencel elyafı
içeren kumaşlar için yapılır. Amacı; elyafın boyut stabilliği ve boya alma özelliğini
artırmaktır.
Düz Boyama Bölümü :
Düz boyama bölümünde açık en kumaşların boyama ve yıkamaları, kostikleme,
termofikse işlemleri yapılır. Bu bölüm Hot-flue , babcock yıkama makinası, Kusters
Fluard ve Pad- Batch boyama makinalarından oluşur.
MH Boyama Makinasında Yapılan İşlemler:
Bu makinede polyester, pamuk, viskon ve keten karışımlı kumaşların üzerine
dispers, indanthren yada reaktif boyarmaddeler pigment halde emdirilir. Bu
boyarmaddeler kumaş üzerinde kurutularak daha ilerdeki safhada termofikse, alkali ve
inkişaf gibi proseslerle sabitleştirilir. MH boyama makinasında indanthren, dispers ve
reaktif boyama işlemleri yapılır.
İşletmede genellikle emdirmeden çok, çektirme yöntemine göre çalışan jet boyama
makinaları çalışmaktadır.
Hot-flue (Germe-Çekme) Makinasında Yapılan İşlemler:
Hot-flue makinasında elyaf fikse, kurutma, polyester optiği, polyester optiği fiksesi
ve dispers boya fiksesi işlemleri yapılır.
Dispers / İndanthern Tek Banyo Boyama (MH) :
Bu boyama yöntemi; PES / Pamuk / Viskon / Keten elyaf karışımlarından oluşan
kumaşlara uygulanır. Dispers / İndanthren veya karışımlarından oluşan boya çözeltisi ile
fluarlanan kumaş, kurutma işleminden sonra Hot-flue’da dispers termofikse ve pad-
steam‘de indanthren inkişaf işlemlerine tabi tutulur.
3
Dispers Boya Fiksesi :
Hot-flue makinasında PES elyafı 180-225 ˚C sıcaklık aralığındaki ısı ile 60 ile 90
saniye muamele edilir. Böylece dispers boyarmadde partikülleri elyaf içine difüzlenerek
fikse olur.
Elyaf Fikse :
Hot-flue makinasında PES elyafı 190-210 ˚C sıcaklık aralığındaki ısı ile 45-90 sn
muamele edilir. Böylelikle PES elyafı boyama sırasındaki kırılmalara karşı stabil hale
gelir.
Kurutma :
Hot-flue makinesinde yapılan kurutma işlemlerinde; 160 -190 ˚C sıcaklık
aralığındaki ısı ile kumaşın üzerindeki nemin uzaklaştırılması sağlanır.
İplik Boya Bölümü :
İplik / Dokuma Grup Müdürlüğüne bağlı olan iplik Boya bölümünde 12 kişi
çalışmaktadır.
İplik boya işletmesinde;
2 adet 300 kg’lık Boyama Makinesi
1 adet 100 kg’lık Boyama Makinesi
1 adet 25 kg’lık Boyama Makinesi
2 adet 300 kg’lık Boyama sonu Kurutma Makinesi
1 adet 3 bobin Boyama Makinesi
2 adet 1 bobin Boyama Makinesi
1 adet santrifüj mevcuttur.
İplik Boya Dairesine İplik / Dokuma Planlama Şefliği tarafından iplik Boya
İstihsal Programı Formu gönderilir. Form da boyanması istenilen ipliğe ait renk no, elyaf
4
kodu, kullanılacağı desenin adı ve müşterisi (firma adı) gibi bilgiler belirtilir. Boyanması
istenilen reçete bulunur. Reçetedeki iplik no’su, elyaf kodu istenilene uymakta ise İş Emri
Formu hazırlanır. Usta, reçete üzerindeki boyama şekline göre makine üzerindeki mevcut
programlardan gerekli olan boyama metodunu seçer. Makinede bulunan programlar;
1- Dispers-kükürt Boyama
2- İndanthren (Küp) Boyama
3- İndanhren (Pigment) Boyama
4- Dispers + İndanthren (Pigment) Boyama
5- Dispers + İndanthren (Küp) Boyama
6- Kasar
7- Dispers +- Reaktif
Bu boyama programlarından en yoğun olarak kullanılanı dispers+ reaktif boyama
programıdır. Diğerleri çok nadiren farklı siparişlerde kullanılmaktadır.
Seçilen program makineye verilir. boyanması istenen renk numarası arşiv
reçetelerinden, bulunmuyorsa Desen Büro Şefliğinden şablon yapılması için gönderilen
renk çalışması istek föylerinin dosyalandığı arşive bakılır. Reçetedeki bilgilerin istenilen
bilgilere uygun olup olmadığına bakılır. Bilgiler uygun ise tek bobin numune aparatında
boyanıp, onaylanan reçeteye kart açılır.
Boyanması istenilen ipliğin elyaf kodu reçetedekilere uymuyorsa İplik Boya Şefi
numune aparatında rengi yakalayana kadar tek bobin boyatır. Onaylanan reçeteye parti
boyanır.
İplik boya ustasına teslim edilen İş Emri Formu ile, boyama işleminin ön hazırlığı
başlamış olur. Bobin dairesinden Yumuşak Bobin Teslim Formu ile gelen yumuşak
bobinler usta nezaretinde nakliyeciler tarafından hazırlanır.
Bobinler hazırlanırken bobinlerin yumuşaklığı elle, büyüklüğü gözle kontrol edilir.
Kullanıma uygun bobinler kafeslere takılır. Gerekli boya programı seçilerek makineye
5
verilir. Ardından boyama işlemine geçilir. Boyama bittikten sonra bobinler kurutma
aparatına konulur.
Dispers boyama öncesi pH’nın 4,5-5’e ayarlanması gereklidir. Bu ayar için Asetik
Asit miktarı her boyama için sabit olmayıp pH’nın 4,5-5 olması esas alınarak gerektiği
kadar kullanılır.
Dispers boyama sonunda iplik boya operatörü renk numunesi alır. Numunesi
alınmış ipliğin PES rengini görebilmek için boya operatörü selüloz ekstraksiyonu yapar.
Numune renk bu işlem sonucu onaylanırsa sonraki proseslere geçilir.
Bu işlemler bittikten sonra onaylanan rengin bobinleri kurutulur. Boyanan partiden
numune alınarak İplik Boya-Renk Takip Formuna parti devamlılığının kontrolü için
yapıştırılır.
Onaylanmış olan partideki her bobinin üzerine, sırası gelmiş parti numarası etiketle
yapıştırılır. İplik boya ustası, teslim formu hazırlar. Formun bir nüshası Bobin Dairesi
Şefliğine teslim edilir. 2. Nüshası bobin ambarına, 3. Nüshası İplik / Dokuma Planlama
Şefliğine teslim edilir. 4. Nüsha İplik / Boya dairesinde arşivlenir.
İplik-Boya dairesinde bir gün içinde hazırlanan parti boyama reçetelerinin bir
nüshası, İplik-Boya-Kimyevi Sarf Formu ile Boya Mutfağı Bürosuna verilir.
İşletmede Uygulanan Proses Basamakları:
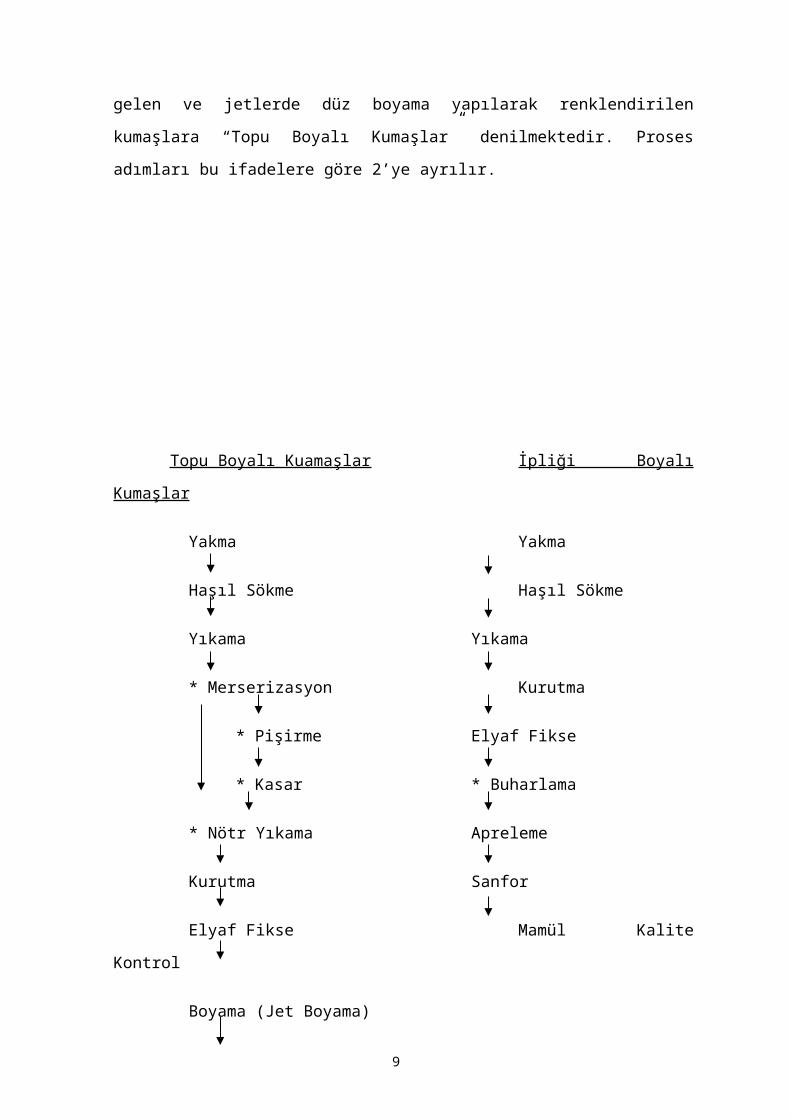
İşletmede, dokumada ipliği boyalı olarak dokunmuş kumaşlara “İpliği Boyalı
Kumaşlar”, dokumadan renksiz olarak gelen ve jetlerde düz boyama yapılarak
renklendirilen kumaşlara “Topu Boyalı Kumaşlar” denilmektedir. Proses adımları bu
ifadelere göre 2’ye ayrılır.
6

Topu Boyalı Kuamaşlar İpliği Boyalı Kumaşlar
Yakma Yakma
Haşıl Sökme Haşıl Sökme
Yıkama Yıkama
* Merserizasyon Kurutma
* Pişirme Elyaf Fikse
* Kasar * Buharlama
* Nötr Yıkama Apreleme
Kurutma Sanfor
Elyaf Fikse Mamül Kalite Kontrol
Boyama (Jet Boyama)
Boyama Sonu Kurutma
* Buharlama (Stabilo)
Apreleme
Sanfor İşlemi
Mamül Kalite Kontrol
Bu proses şemasındaki sıralama en genel haliyle belirtilmiştir. Kumaşın doku
yapısı, kullanılan ipliğin numarası ve hammadde’nin farklı olmasına göre proses
basamaklarının sırası değişebilmektedir veya bazıları atlanabilmektedir.
(*) işareti olan prosesler; siparişte istenilen özelliklere göre veya kumaşın
hammaddesine bağlı olarak uygulanabilir veya uygulanmayabilir. İşletmede uygulanan bu
prosesler ve detayları aşağıda açıklanacaktır.
7

Ön Terbiye İşlemleri:
Yakma Prosesi:
Yakmanın amacı, dokunmuş kumaş üzerinde bulunan lif uçlarının boyama
sırasında boyama hatalarına neden olması ve mamül kumaşta lif uçlarının
boncuklaşmasını önlemektir.
Özbucak Boya-terbiye işletmesinde 1 adet Osthoff Senge gazlı yakma makinesi
bulunmaktadır.
Yakma makinesinin en hassas yerleri beklerdir. Düzgün bir yakma etkisi
sağlanabilmesi için alev enerjisinin uzunluğunun devamlı olarak bütün en boyunca sabit
tutulması şarttır. Yakma makinasından çıkan kumaşta kalabilecek kıvılcımların yanmaya
neden olmasını önleyebilmek için kumaş makineyi terk etmeden önce iki tane merdane
arasından geçirilir. İşletmede genellikle yakmadan sonra haşıl sökme işlemi yapıldığından
yakma makinesinden çıkan kumaş hemen haşıl sökme flottesinin bulunduğu tekneye
sokularak kumaşta kalabilecek kıvılcımların emin bir şekilde söndürülmesi
sağlanmaktadır.
Kumaş yanma odasına girmeden önce bir fırçalama tertibatıyla üzerindeki uçuntu,
toz, vb. yabancı maddeler uzaklaştırılır. Ve kumaş üzerindeki tüycükler belli bir yöne
oryante edilerek düzgün bir yakma etkisi sağlanır.
İşletmedeki Osthoff-Senge yakma makinası iki sıra bek içermekte olup kumaşın
geçiriliş şekline göre ya her iki yüzü de yakılmakta veya bir yüzü iki kere yakılmaktadır.
Yakma makinesinde elde edilen etki şu faktörlere bağlıdır.
Alev kuvveti (yoğunluğu)
Kumaş geçiş hızı
Kumaş ile bek arasındaki mesafe
Beklerin pozisyonu
8
İşletmedeki Osthoff-Senge yakma makinasında 3 adet bek pozisyonu vardır.
1 No’lu pozisyon : Teğet Yakma
2 No’lu pozisyon : Val üstünde yakma
3 No’lu pozisyon : kumaş üstünde yakma
Yakma işlemi adımları şu şekildedir :
Makinenin yakma pozisyonu ayarlanır (1-2-3). Kumaşın yakma yapılacak yüzü
ayarlanır. Kumaşın doğru yüzü ham kontrolde yazılan pafta numarasında bakılarak
anlaşılır. Pafta numaraları ters yüze yazılır. Makinanın arkasına rolik yerleştirilir.
Tansiyon ve hız ayarı yapılır. Makinanın yakma girişi ve çıkış fırçaları ve hava emme
fanları çalıştırılır. Makinanın hav-gaz karışımı giriş vanası açılır. Beklerden gaz çıkışı
beklenir ve ateşleme düğmesine basılır. Bekler üzerinde mavi renkte düzgün aynı alev
boyunda alev gözlenir gözlenmez makinaya hız verilir ve makine hızı ayarlanır. Yakma
işlemi süresince kumaşın makine içerisinde durup beklememesine özen gösterilir. İşlem
boyunca alev boyu kontrol edilir.
Haşıl Sökme:
Haşıl sökmenin amacı, dokunmuş kumaş üzerinde bulunan haşıl maddelerinin
ağartma veya boya işlemlerinden önce kumaş üzerinden uzaklaştırılmalıdır,bunlar
ağartıcının veya boyarmaddenin kumaşa nüfuziyetini güçleştirdiklerinden düzgün boyama
ve ağartmayı engellerler. Bunun için ağartmaya veya boyamaya başlamadan önce haşıl
maddelerinin kumaş üzerinden uzaklaştırılması gerekir.
Dokunmuş kumaş üzerinde bulunan lif uçuntularının, boyama sırasında boyama
hatalarına neden olmasını ve mamül kumaşta lif uçlarının boncuklaşmasını önlemek
gerekir.
Özbucak Boya-Terbiye işletmesinde haşıl sökme ve yakma işlemlerinden varılacak
amaçlara tek proses kullanarak varmak için yakma + haşıl sökme işleri ard arda aynı
makinede yapılabilmektedir.
İşletmede haşıl sökme maddesi olarak enzimler kullanılmaktadır. Enzimler bitkisel
veya hayvansal canlılar tarafından üretilen mikroorganizmalardır ve “organik katalizör”
9

olarak birçok kimyasal reaksiyonlarda özellikle canlıların bünyelerinde meydana gelen
sindirim, assimilasyon .. vb. proseslerde önemli rol oynarlar. Nişastanın parçalanmasında
etkili olan enzimlere amilaz denir. Amilazlar yalnız nişasta makromoleküllerini parçalayıp
selüloz ve diğer liflere liflere hiçbir şekilde zarar vermediklerinden en güvenli nişasta
haşılı sökme yöntemi bunlarla yapılır. Özbucakta yapılan ve bugün için nişasta haşılı
sökmede tavsiye edilebilecek tek yöntem amilazla yapılandır.
Haşılın son bir durulamayla kumaştan kolaylıkla uzaklaştırılabilecek hale gelmesi
için kumaşın başlangıçta haşıl sökme flottesiyle yapılan emdirme sırasında yeterli
miktarda su almış olması gerekir. Tekstil mamülü haşıl sökme flottesine daldırıldığında
sırasıyla :
1)- Tekstil mamülünün ıslanması
2)- Su ve terbiye maddelerinin tekstil mamülünün içerisine difüzyonu
3)- Lif kesidinin şişmesi
olayları meydana gelmektedir. Lif kesidinin şişmesinin tamamlanması için belli bir
süre gereklidir. Bu süre pamuk liflerinde 30 sn kadardır. Liflerin şişmesi için gerekli su
miktarı ise pamuk liflerinden ağırlıklarının % 30’u civarındadır.
Haşıl sökmede genellikle yakma makinasında yüksek hızla gelen kumaş aynı hızla
haşıl sökme flottesinden geçirilir, sıkılır ve herhangi bir rolik’e sarılarak 6-8 saat rotasyon
parkında beklemeye bırakılır. Flotteden bu hızla geçiş sonunda alınabilen flotte miktarı
birçok durumlarda % 60-70’i pek aşmaz. Flotteyle emdirilip sıkma işlemi sadece birkaç sn
sürdüğünden bu arada daha liflerde şişmelerini tamamlayamamışlardır. Bir süre sonra
(yaklaşık 30 sn sonra) liflerin şişmesi tamamlanacak ve alınan suyun (flottenin) % 30
kadarı bunun için kullanılacaktır. Böylece empegrinasyon sırasında alınan % 60-70
flottenin (suyun) sadece % 30-40 kadarı haşılın çözünmesi için serbest durumda
kalacaktır.
Merserizasyon :
Merserizasyonun amacı; dokunmuş pamuk, tencel karışımlı kumaşların
parlaklığını artırmak, yıkama işlemi sonu çekmezliği sağlamak, boyama işlemi sırasında
canlı ve derin renklerin elde edilmesini sağlamaktır.
10

Merserizasyon sırasında misellerin içine ve arasında giren sudkostik, lifleri
şişirmekte ve daha açık bir yapı kazanmalarına yol açmaktadır. Bunun sonucu, merserize
edilmiş pamuk liflerinin boyarmadde alma yeteneği artmaktadır. Merserizasyonun
enteresan bir etkisi, merserize edilmiş pamuklularda aynı koyulukta bir boyamanın
sağlanması için tüketilen boyarmadde miktarının normal pamukluya nazaran % 15-40
kadar daha düşük olmasıdır. Bunun nedeni geometriktir. Merserize lifler daha düzgün
yüzeye sahip olduklarından ışınların lif içerisinde geçtikleri yolun uzunluğu artmakta,
dolayısı ile daha koyu görünmektedir.
Özbucak Boya-Terbiye işletmesinde merserize prosesi nadiren pamuk ve tencel
karışımlı kumaşlarda uygulanmaktadır. Fabrikanın izlediği merserizasyon proses adımları
aşağıda bahsedilmektedir.
Hazırlanan 28-30 ˚Be kostik merserize makinesinin stabilize 1 kısmına çekilir.
Makinanın stabilize 2 kısmına yumuşak su alınır. Makinenin buharlatma kısmı 50 ˚C’ye
ısıtılır. 20 m/dk hız ile çalışmaya başlanır. Merserize işlemi sırasında kumaş dok’a sarılır.
Kostikleme :
Kostiklemenin amacı; işlem gören kumaşın kapilaritesinin artırılmasıdır.
Kostikleme işlemi işletmede, kontinu yıkama makinasında uygulanmaktadır.
Makinenin yıkama şartları ayarlanır. Fulara 70 lt 8 ˚Be’lik kostik doldurulur. Besleme
kazanına 9 ˚Be’lik kostik alınır ve yarım saat kadar proses esnasında buradan fulara
beslenir. 9 ˚Be’lik kostiğin yarım saat boyunca fulara beslenmesi bittikten sonra, besleme
kazanına 10 ˚Be’lik kostik alınır. Ve proses boyunca işlem bitene kadar fulara beslenir.
İşlem sırasında kumaşın nötr olup olmadığı makine çıkışında kumaş üzerine fenolftalein
çözeltisi damlatılarak kontrol edilir. Fenolflatein rengi pembe tonlarında ise kumaşta bazik
kalıntılar olduğu anlaşılır ve ilgili amire haber verilir. Amirin talimatları doğrultusunda
işleme devam edilir veya pH kağıdı ile kontrol edilir. PH 7 sağlanır. Kostikleme işlemi
esnasındaki makinenin fiili değerleri ilgili yerlere kaydedilir.
Sıcak Ağartma İşlemi (.Sıcak Kasar) :
Dokunmuş pamuk, keten, tencel karışımlı kumaşlar üzerinde siyah noktalar
şeklinde görülen bazı yabancı maddeler vardır. Bu maddeler boyanmış kumaş üzerinde de
görüleceği için kumaşa hoş olmayan bir görünüm verirler. Bu nedenle kumaşa zarar
11

vermeden bu maddeleri parçalamak ve kumaşın beyaz görünmesini sağlamak için ağartma
işlemi uygulanır.
Sıcak kasar işlemi yapılacak olan makinanın mahlül hazırlama kazanına,
hazırlanan sıcak kasar çözeltisi kasar makinasının teknesine ilave edilir. Sıcak kasar işlemi
yapılacak olan kumaş 50 m/dk hız ile mahlül teknesindeki kasar mahlülünden geçirilerek
teknedeki mahlül kumaş üzerine emdirilmesi sağlanır. Mahlülün kumaş üzerine
emdirilmesi sırasında kumaş buhar beslemeli kamaralara sarılır. Kamaralara sarılmış
kumaş kamara dönderme istasyonlarına götürülerek sıcak kasar reçetesindeki şartlar
dahilinde, rotasyonda döndürülmek suretiyle sıcak kasar işlemi için bekletmeye bırakılır.
Özbucak Boya-Terbiye işletmesinde polyester/viskon/keten/tencel liflerin çeşitli
kombinasyonlarından oluşan kumaşlar ağartma prosesine tabi tutulur.
Sentetik elyaf beyaz olarak üretilir. Bu nedenle doğal liflerin ağartılması
sentetiklere nazaran daha gereklidir. Ağartıcılar lif içerisindeki renk bileşikleri ile
tepkimeye girerek onları renksiz hale getirir. Kumaş beyaz olarak satılacak ise ağartma
kaçınılmaz bir işlemdir. Koyu renklerde ağartma hiç yapılmayabilir veya yarım reçete
geçilebilir.
Selülozik liflerin ağartılması hidrojen peroksit ile yapıldığında alkali çözeltilerde
kaynama noktası veya yakınında yapıldığında pişirme + ağartma prosesi ile beraber
uygulanabilir. Bu da ekonomi sağlar.
Hidrofilleştirme – Pişirme :
Hidrofilleştirme, tekstil mamülüne hidrofobluk kazandıran boyama, baskı gibi yaş
işlemleri, güçleştiren doğal yağlar, bal mumu, proteinler, kir, toprak, sıvı yağ ve diğer
yabancı maddeleri gidermek için tekstil materyalini sulu ortamda kimyevi maddeler ile
muamele ederek hidrofil hale getirme işlemidir. Bu işleme kostik pişirme de
denilmektedir.
Özbucak Boya-Terbiye işletmesinde bu prosesin uygulama şekli sıcak kasar
prosesinin uygulamasına benzer bir şekildedir. Emdirme + Buharlama şeklindedir.
12

Yıkama Prosesi:
Yıkamanın Mekanizması :
Yıkama ve durulamada amaç tekstil mamüllerindeki rahatsız edici, kirlilik yaratan
ve diğer prosesleri gölgeleyecek yabancı maddeleri uzaklaştırmaktır. Yabancı maddeler
liflerin yapısından ileri gelebileceği gibi mamülün gördüğü işlemler sırasında mamüle
geçmişte olabilirler.
Basitleştirilmiş olarak terbiye dairesinde yapılan yıkamalar 3 gruba ayrılabilir.
1)- Ecza maddelerinin yıkanması : Tekstil mamülü üzerindeki asit, baz, tuz, kasar
maddeleri, fikse olmamış suda çözünebilen boyarmaddeler gibi her türlü suda çözülen
kimyasal ecza maddesinin uzaklaştırılması.
2)- Kollid yıkama: tekstil mamülü üzerindeki haşıl artıkları, patlar, sıvı ve katı
yağlar, mumlar... gibi suda çözülmeyen fakat kolloid olarak dağılabilen maddelerin
uzaklaştırılması
3)- Pigment yıkama : tekstil mamülü üzerindeki her türlü suda çözülmeyen organik
ve anorganik pigmentlerin (pigment halindeki kir, fikse olmamış suda çözülmeyen
boyarmadde artıkları ... gibi) uzaklaştırılması
Özbucak Boya-Terbiye işletmesi kapsamında bu 3 yıkama mekanizması da farklı
isimlendirmeler altında uygulanabilmektedir. Özbucakta Boya-Terbiye işletmesidne
uygulanan yıkama mekanizmaları şunlardır.
Haşıl sökümü sonrası yıkama işlemi
Yağ sökümü sonrası yıkama işlemi
Harman boyalı haşılsız kumaşların yıkanması
Haşılsız, ipliği boyalı kumaşların yıkanması
Pişirme ve kasar sonu yıkama
Nötr (Asit) yıkama
Boyama sonrası, yakma işlemi sonrasında yıkama
13

Yağ sökümü olmuş mamül kumaşların yıkanması
Boya-Terbiye işletmesinde 2 adet yıkama makinası olup, bunlardan birisi Babcock
yıkama makinesi, diğeri ise Brugman yıkama makinesidir.
Babcock yıkama makinesinin terazi ve baskıları, yıkama makinesi girişindedir.
1. Terazi : 4 bar
2. Terazi : 3 bar
3. Terazi : 4 bar
4. Kelebek açıcı : 1 – 2 bar
Yıkama teknelerinin
Alt teraziler : 2 – 7 bar
Üst teraziler : 3 – 10 bar
Baskı valleri : 3 bar
Son tekne sıkma vali basıncı : 2 –3,5 bar
1. ve 7. Tekne sıkma val basıncı : 3 – 3,5 bar
Isı göstergesi : Kırmızı – Ayarlanacak ısıyı,
Siyah – Makine içindeki gerçek suyun sıcaklığını gösterir.
Rolik sarma – val basıncı : 2 bar
Makinenin ilgili kısımlarına ait basınç değerleri yukarda verilmektedir.
Vallere ve terazilere yapışmış olan elyaflar kumaşta leke yaratabilir. Bunların
dışında kumaşta leke oluşmaması için makine içinin ve suyunun temiz olması şarttır.
Yıkama makinesi 7 adet kamaradan oluşmuştur. Girişte ve çıkışta rolikler bulunur.
Kumaş her kamaradan çıkışında sıkılır ve diğer kamaraya sevkedilir. Son kamarada soğuk
su ile durulama yapılır. Diğer 6 kamara ise kimyevi ilavesi yapılacak şekildedir. Bu
14

kamaralar kimyevi kazanı ile irtibatlıdır. Her bir kamaraya buhar beslenmektedir. Basınç
ve ısı göstergeleri ile sıcaklık ve basınç her zaman kontrol edilmektedir. Ters yıkama
prensibine göre yıkama etkisinin iyileştirilmesi için kamaralar arasında alt taraftan su
seviyeleri bileşik kaplar prensibine göre birbirine bağlantılıdır. Kumaş girişten çıkışa
doğru hareket ederken su ise tam tersi yönde kamaralar arasında hareket eder ve türbülans
oluşturarak yıkama tesirinin artması sağlanır. Makinadan kumaş geçiş hızı 25 – 30 m/dk
‘dır.
Özbucak Boya-Terbiye işletmesinde uygulanan yıkama mekanizmalarından biri
olan (nötr) asit yıkama reçetesi ve uygulaması aşağıda verilmektedir.
Nötr (Asit) Yıkama :
Bu yıkama işlemi kumaş üzerinde kalabilecek bazik kalıntıların kumaş üzerinden
uzaklaştırılması için uygulanır.
Asetik Asit :5 cc/sr/lt
Besleme : 10 cc/sr/lt
Bu kimyevi 4. Tekneye verilir.
1.Tekne : 60 – 70 ˚C Taşmalı Yıkama
2.Tekne : 60 – 70 ˚C Taşmalı Yıkama
3.Tekne : 60 – 70 ˚C Taşmalı Yıkama
4. Tekne : 50 ˚C
5. Tekne : 50 –60 ˚C
6. Tekne 50 – 60 ˚C Taşmalı Yıkama
7. Tekne : 20 – 25 ˚C SoğukTaşmalı Yıkama
Kumaş üzerinde kimyevi kalıp kalmadığı pH kağıdı ile kontrol edilmektedir.
Yıkama soncunda PH değeri 6 olmalıdır. Bunun dışında yine pH’yı kontrol etmek için
kumaşa fenolftalein çözeltisi damlatılır. Kumaş üzerine damlatılan çözelti pembe olursa
kalevi olduğu anlaşılır. Bir kez daha yıkama yapmak gereklidir.
15

Asit yıkamalarda asetik asit % 35’lik 5 cc/lt’dir. Besleme 10 cc/lt yapılır. Bu
yüzden asit yıkamalarda tekne sıcaklıkları 60 – 70˚C’yi aşmaz. Çünkü kumaş üzerindeki
kostik miktarı fazla olduğundan 70 ˚C’nin üzerinde yıkanmaz.
Kurutma Prosesi :
Özbucak Boya-Terbiye işletmesi kapsamında 3 adet ramöz (gergefli kurutucu)
makinası mevcuttur. Bunlardan birincisi 1974 model, ikincisi 1981 model Krantz kurutma
makinasıdır. Diğeri ise 2002 Babcock kurutma makinasıdır.
Özbucakta Boya-Terbiye işletmesinde germe-çekme makinaları dört çeşit proses
için kullanılmaktadır.
1- Boyama öncesi , yıkama sonu kurutma
2- Termofikse (elyaf fikse)
3- Boyama sonu kurutma
4- Boyama sonu apre kondenzasyonu
Bu dört prosese göre makine şartları değişebilmektedir. Kumaşa apre flottesinin
kondenzasyonu; boyamadan gelen kumaşın kurutmadan çıktıktan sonra tekrar kurutmaya
girmesi şeklinde veya boyamadan gelen kumaşın yaş olarak apre flottesine daldırılıp
kondanse edilmesi şeklinde sağlanabilir.
Jet boyama dairesine gidecek bütün kumaşlar kurutma prosesinden sonra
termofikse (elyaf fikse ) prosesi için bir daha germe-çekme (ramöz) makinasından geçer.
Babcock germe-çekme makinasında 10 kamara mevcuttur. Makine İğne + paletli
taşımalıdır. Makine kontrolü bilgisayar destekli olup, dokunmatik ekrandan makine
ayarları verilebilmekte ve makinanın çalışma sırasında çalışma değerleri ekrandan
okunabilmektedir. Kumaş germe-çekme makinasına girmeden önce atkı düzeltici sisteme
(mahlo’ya) girer. Mahlo atkı düzeltici bir sistemdir. Makine fotoselle kumaşın eni
boyunca makineye girişini kontrol eder. Beslemede atkı eğriliği olduğu zaman giriş
vallerini yukarı-aşağı hareket ettirerek atkı eğriliğini giderir. Eğer kumaş germe-çekme ‘ye
atkısı eğri bir şekilde girerse o şekilde fikse olur. Bu da istenmeyen bir durumdur. Bundan
dolayı germe-çekme makinasında mahlo kullanmak zorunludur.
16
Kumaş mahlo’ya girmeden önce bir tekneden geçer ve sıkılır. Eğer kumaş
kurutmaya veya elyaf fikseye giriyorsa bu teknede sadece su bulunur. Kumaş ıslatılır,
sıkılır, önce mahlo’ya ve sonra germe-çekme’ye girer. Bu ıslatmanın ve sıkmanın amacı;
kumaşın her tarafındaki su miktarının eşit olması ve optimum ve düzgün kurutmanın
yapılabilmesidir. Eğer bu ıslatma + sıkma yapılmazsa kumaşın her tarafı aynı şekilde
kurumayacak ve kumaşın farklı bölgeleri farklı miktarda çekmeye maruz kalacak ve bu
sayede boy-en farkı oluşacak, gramajda devamlı değişecektir. Bu da istenmeyen bir
durumdur. Eğer boya sonu kurutma yapılıyorsa, bu tekneye apre flottesi de ilave edilebilir.
Kumaş mahlo’dan çıktıktan sonra, kumaşı germe-çekme makinesinin içerisine
sevk eden sonsuz bant üzerindeki iğnelere: kumaş, avanslı besleme prensibine göre takılır.
Kumaşın çekme payı hesaplanarak besleme avansı olarak yapılır. Dönen bir çift fırça
kumaşı iğnelere takar. Eğer fırça taşıma bandından daha hızlı dönerse kumaş iğnelere
avanslı (boşluklu) olarak beslenecektir. Bu şekilde boyuna çekme kontrol edilmektedir.
Çift taraflı iğneler arasındaki mesafe artırılarak veya azaltılarak atkı yönündeki çekme
avansı da ayarlanabilmektedir.
Kumaşın kurutulması konveksiyon prensibine yapılmaktadır. Kamaralar giren
kumaş kızgın yağ ile ısıtılmış hava ile kurutulur. Kamaraların içinde biri üstte diğeri altta
silindirik delikli metal bir tabla bulunmaktadır. Kızgın yağ ile ısıtılan hava fanlar
yardımıyla bu delikli tabla kumaşın üzerine dik olarak püskürtülür. Sıcak hava kumaşın
üzerindeki suyu buharlaştırır. Buharlaşan su ve soğuyan hava özel bir emme tertibatıyla
ortamdan uzaklaştırılır.
Kumaş çıkışta içi suyla devamlı sirküle edilen bir çift soğutma silindirinden geçer.
Veya rolik’e sarılır veya bir sallama mekanizmasıyla arabalara aktarılır.
Kamara sıcaklıkları ve hızları yapılacak işleme göre değişir. Kumaşların hammade,
doku konstürüksiyonları ve benzeri özelliklerine bağlı olarak kumaştan uzaklaştırılacak su
buharı miktarı, kumaşın geçiş hızı ve kamara sıcaklıkları belirlenir. Kamaraların içinden
geçen kumaş müşterinin isteğine bağlı olarak istenilen ene açılabilir veya daraltılabilir.
Jet Boya Dairesi :
17

Boyama, tekstil materyalinin elyaf, tops, iplik, kumaş, hazır parça formunda
renklendirilmesi boyama ve baskı yöntemleriyle olmaktadır. Boyama tüm yüzeyin
renklendirilmesidir.
Jet boya dairesinde çektirme (HT) yöntemine göre boyama yapılmaktadır.
İşletmedeki makineler;
5 adet Thies jet boyama makinesi
5 adet Then air-flow jet boyama makinesı
1 adet Sclavos jet boyama makinesı
1 adet Scholl jet boyama makinesı
1 adet Thies numune boyama makinesi
1 adet Doytex numune boyama makinesi
1 adet Maxi-flow yıkama makinesı
Boyama yöntemi HT prensibine göre, çektirme esasına uygun olarak yapılır. Yani
uzun süre, uzun flotte esastır. Genellikle PES/Viskon/Keten/Elastan elyaf
kombinasyonundan oluşan kumaşların boyanması jet dairesinde gerçekleştirilir. İşletmede
PES boyamaya alt boyama, viskon / keten boyamaya da üst boyama adı verilmektedir.
Ayrıca polyesteri harmandan boyalı olup sadece viskonu boyanacak ise özel kimyasallar
verilerek sanki alt boya yapılıyormuş gibi işlem görür. Buna su fıskiyesi veya kör banyo
adı verilmektedir. Boyama işleminden sonraki ara yıkamalarda jet boyama makinesinde
yapılır. Uygulanan yıkamalar; sıcak yıkama, kaynar sabun yıkama, durulama (soğuk
yıkama), ENL (hyrocol sun) yıkaması vb.dir.
HT yöntemine göre 120 – 130 °C ‘de 2-3 atü basınç altında yapılan boyamalarda
her çeşit boyarmadde ile boyama yapılabilmektedir.
HT boyamada kullanılan makineler yüksek basınca dayanıklı pahalı makinelerdir.
Bu makinelerde oldukça yüksek basınçta buhara ihtiyaç vardır. Bu boyama maliyeti için
ve genel olarak boyama için bir dezavantaj ise de, HT boyamanın carier yöntemine göre
sağladığı avantajlar bu dezavantajları fazlasıyla karşılar. HT boyama ile;
18

Carrier kullanımının getirdiği maliyetler ve carrier artıklarının uzaklaştırmak
için yapılan uzun yıkama sürelerinin de kısaltıldığından maliyet düşer.
Renk verimi daha iyidir.
Pes / selüloz karışımının boyanmasında selülozu kirletme (lekeleme) daha az
olur.
Düzgün boyama ve tekrarlanabilirlik daha iyidir.
Carrier artıklarının neden olduğu migrasyon tehlikesi yok olur.
Düzgünsüz boyanma tehlikesi fazla olan mamüller HT yöntemi ile daha
düzgün boyanır. Çünkü yüksek sıcaklıkta migrasyon fazladır.
Boyama süresi daha kısadır.
Boyama süresi sonunda eğer nüanslama yapmak gerekiyorsa sıcaklık 90 °C’ye
kadar düşürülerek Boyarmadde ilavesi yapılır. Ve tekrar 130 °C’ye kadar çıkılarak bu
sıcaklıkta bir süre daha boyama devam edilir.
Kumaş boyanırken boya boşaltılmadan önce eğer uygun bir hızda banyo
soğutulmazsa özellikle hassas kumaşlarda kırıklar oluşabilir.
HT boyama sonunda eğer indirgen yıkama gerekmiyorsa 1 – 2 g/lt deterjan ile 70 –
80 °C’de 20 – 30 dk süreyle bir yıkama yapılabilir.
Jet boyama makineleri hem boyanacak kumaşın hem de flottenin aynı anda
hareketli olduğu makine tipleridir. Bu makinelerde kumaş mümkün olduğu kadar az
gerilimle işlem görür. Bu nedenle elastan karışımlı kumaşların boyanması için en uygun
yöntemlerden birisidir.
PES-Vis karışımlı kumaşlar boyanırken önce PES boyanır. Çünkü viskon boyama
80 – 85 °C’de yapılmaktadır. PES ise 130 °C’de basınçlı ortamda boyanır. Viskon boyama
sırasında dispers boyanın polycoterden çıkması imkansız gibi bişeydir. Dispers boyaması
yapılmış kumaş viskon boyama şartlarında (10-11 pH ve 80-85 °C) yapıdan ayrılmaz.
Jetlerde boyama halat formunda gerçekleşir. Boyamaya girecek parti tartılır ve kaç
kg geldiyse boyanacak ilgili jet boya makinasının kamara sayısına bölünür. Ve o
19

miktardaki (kg) kumaş bir kamaraya verilir. Tartılan parçalar araba ile makinenin önüne
getirilir. Parçanın bir ucuna bir ip bağlanır ve kumaşın iki ucu dikilerek her bir kamaraya
bu şekilde besleme yapılır. Boyama sonunda halat formundaki kumaşı makinedan
çıkarırken dikiş yerini bulabilmek için dikiş yerine bir mıknatıs dikilir. Makine çalıştığı
boyama programına göre kimyevi alımı zamanı geldiğinde yanındaki kimyevi kazanında
beslemeyi yapar. Sadece viskon boyamada soda zamanı geldiğinde soda beslemesi üst
kattaki boya mutfağındaki soda besleme kazanlarından yapılır.
Diğer bir jet konstrüksiyonu da Then airflow’dur. Çalışma prensibi Thies ile
aynıdır. Fark, flottenin aktarılmasındadır. THIES jetlerde kumaş flotte içinden geçmez.
Flotte düzelerden kumaş üzerine püskürtülür. Kumaş hareketi flottenin tahriki ile değil de
air-jetlerden yollanan 5 – 6 barlık basınçlı hava ile olur. Daha narin kumaşlar için tercih
edilir. Çünkü flotte ile yoğun bir şekilde muamele olmaz. Bu da kırık riskini azaltır. Flotte
oranı 1 / 10 olarak çalışılır.
Diğer bir jet boyama makinesi olan SCLAVOS’un çalışma mekanizması diğer jet
boyama makinelerinden biraz farklıdır. Sclavos makinası 1080 kg kapasiteli, tam otomatik
jet boyama makinesidir. Sclavos makinası jet dairesinde mevcut olan THEN HT ve
THIES HT makinelerine göre parti boyama süresinin daha kısa, elektrik ve su sarfiyatının
daha az olması avantajı vardır. Sclavos’da kumaş kamaralara göre tartılıp kesilmez.
Olduğu gibi makineye verilir. Buda zaman kaybını azaltmaktadır.
İşletmede 2 adet numune jet boyama makinası mevcuttur. Bu makineler tek
kamaradan oluşurlar ve her kamara 150 kg’lık kumaşı boyayabilir.
Stabila – Buharlama :
Boya-Terbiye dairesinde son işlem olarak uygulanabilecek proses buharlamadır.
Bu işlem için Stabila markalı makine kullanılmaktadır. Makine, 2001 model bir egalize
(açık) ramözdür. İpliği boyalı, pamuklu, elastan karışımlı mamüllerin çekme, buhar,
pot’luk ve kırık problemlerini ortadan kaldırmak için yapılır. Kumaşın tutumunu
düzgünleştirir. Burada kumaş belirli bir miktar da buhara doyurulur. Ve ilerde herhangi bir
ısıl işlemde çekmesi engellenir. Buharlama yapıldıktan sonra kumaş roliğe sarılır.
20

Kumaş herhangi bir nedenle kesik geldiği zaman sensörler yardımı ile makinenin
durması sağlanır. Belli aralıkla makineden çıkan kumaşa test yapılır. Eni ve elastikiyeti
ölçülür.
Apre (Bitim İşlemleri):
Mekanik yolla veya kimyasal maddelerle emdirme, daldırma veya püskürtme,
sıvama esasları ile mamüle daha iyi görünüm , tutum ve kullanım özelliği kazandırmak
için uygulanan son terbiye işlemleridir.
Apre işlemlerinin temel amacı kumaş yapısında mevcut özellikleri geliştirmek
yada kumaşa yeni özellikler kazandırmak suretiyle mamül kumaşı kullanım yerine ve
isteğe göre uygun hale getirmektir.
Tekstil endüstrisinde uygulanan en önemli bitim işlemleri genel olarak 2 şekilde
sınıflandırılabilir.
1 ) Görünüm ve Tutumun İyileştirilmesi İçin Uygulanan Apre İşlemleri
Sert tutum veren bitim işlemleri
Dolgun tutum veren bitim işlemleri
Yumuşak tutum veren bitim işlemleri
Dekatür vs...
2- Mamüle Yeni Kullanım Özellikleri Kazandırmak İçin Uygulanan Apre
İşlemleri :
Çekmezlik bitim işlemleri
Buruşmazlık bitim işlemleri
Yağ iticilik bitim işlemleri
Su iticilik bitim işlemleri
Kaymazlık bitim işlemleri
21
Kimyasal bitim işlemlerini mekanik bitim işlemlerinden ayıran temel
farklılıklardan biride bu işlem sonucunda kumaşın belirli oranda ağırlık kazanmasıdır.
bunun temel sebebi uygulamada kullanılan kimyasal maddelerin aditif olarak mamül
kumaş bünyesine girmesi veya yüzeyde tutunmasıdır.
Özbucak Boya-Terbiye işletmesi bünyesinde kimyasal bitim işlemleri
uygulanmaktadır. Germe-çekme makinelerinin teknesine apre çözeltisi ilave edilir ve
kumaş apre çözeltisini emdirilerek germe-çekme makinasına girer.
Boya-Terbiye işletmesinde çok çeşitli apre uygulamaları gerçekleştirilmekte olup
burada çok sık uygulananlarından bahsedilecektir.
Ar-Ge laboratuarında yeni apre reçeteleri denenmektedir. Eğer istenen efekt ve
sonuç elde edilirse apre reçetesi işletmenin speklerine kaydedilir.
Çekmezlik Bitim İşlemleri (Sanfor) [Mekanik Apre İşlemi]
Bilindiği gibi selüloz liflerinden yapılmış kumaşların sulu ortamlarda örneğin;
yağmurda veya yıkanırken çekme (büzülme) özelliği vardır. Çekme her ne kadar hem atkı
yönünde hem de çözgü yönünde olmaktaysa da genellikle çözgü yönünde görülen çekme
atkı yönündeki çekmeye nazaran oldukça daha fazladır. Kumaşların çekmesinin başlıca 2
nedeni vardır.
1) Bir kumaştaki çözgü ve atkı iplikleri tamamen düz bir şekilde olmayıp
birbirlerinin altından ve üstünden hafif dalgalı bir şekilde geçmektedir. Sulu ortamlarda su
molekülleri selüloz liflerinin ve dolayısıyla ipliklerin enine kesitlerinin şişmesine yol
açmaktadır. İpliklerin çapının büyümesi ise bunların birbirlerinin altından ve üstünden
geçebilmek için daha dik dalgalı bir şekil almalarını gerektirmektedir. İpliklerin boyu sabit
olduğuna göre bu daha kıvrımlı durum, atkı ipliklerinin etrafını dolaştıkları şişmiş çözgü
iplikleri çözgü ipliklerinin de etrafını dolaştıkları şişmiş atkı ipliklerini birbirine daha fazla
yaklaştırmasıyla mümkün olmaktadır. Çözgü ipliklerinin birbirlerine yaklaşması da
kumaşın boyunun kısalmasına neden olmaktadır.
2) Kumaşlar daha dokumaları sırasında çözgü yönünde bir gerilim altındadır.
Terbiye dairesinde de kumaş çözgü yönünde çekerekten, gererekten makinelerden
geçirildiğinden bu gerilim daha da artmaktadır. Yaş işlemlerden sonra yapılan ve kumaşın
22

çözgü yönünde gergin durumda bulunduğu kurutmalar ve kalandırlama sırasında ise bu
gerilim fikse olmaktadır.
Böyle bir kumaş veya bundan dikilmiş mamül kullanma sırasında yıkandığında,
ıslandığında lifler ve dolayı ile iplikler şişmekte ve kumaşta bir hareketlilik başlamaktadır.
Su aynı zamanda kayganlaştırıcı bir madde olarak da bu hareketliliği desteklemektedir.
Artık çözgü ipliklerini geren bir kuvvette olmadığından bu iplikler gerilimli durumdan
kurtulacak şekilde hareket etmek istemektedirler. Bunun sonucu da kumaşın çözgü
yönünde çekmesi olmaktadır.
Sanforizasyonun esası, kumaşın konstrüksiyonunun terbiye dairesinde yapılan bir
işlem sonucu bunun birçok yıkamadan sonra alacağı şekle sokmaktır. Yani kumaşı daha
terbiye dairesinde iken çektirmektir.
Bilinmesi gereken bir husus da sanforizasyon işlemi sırasındaki çektirmenin
miktarının iyi bir şekilde hesaplanması gerektiğidir. Sanforizasyon sonucu gereğinden
fazla çektirilen kumaşlar bu seferde, yıkarken esnemektedirler. Bu nedenle bir kumaşın
“sanfor” etiketini taşımaya hak kazanabilmesi için çözgü ve atkı yönündeki çekme veya
esneme miktarının % 1’den az olması gerekir. Özbucak Boya-Terbiye işletmesinde bu
müşterinin isteğine bağlıdır. Dolayısı ile çekme ve esneme % 1’den az veya fazla olabilir.
Güvenli bir çalışma şekli; kumaştan alınacak boyutları belli bir numuneyi bir veya
birkaç kere yıkayarak kumaşın çözgü ve atkı yönündeki çekme miktarlarını saptadıktan
sonra sanforizasyon sırasındaki çektirmeyi de buna göre ayarlamaktır. Özbucak Boya-
Terbiye işletmesinde sanfor makinesine kısa metrajda numune beslenip işlem görür ve
mamül kumaş laboratuarına sevk edilir. Eğer istenilen çekmezlik değeri sağlanmışsa parti
makineye girilir.
Özbucak Boya-Terbiye işletmesinde sanfor makinesinde gördüğü işlemler
aşağıdaki gibidir.
Sanforun amacı, kumaşların bitiminde yıkandıktan sonra çözgüsünde çekme ve
uzama olmamasını sağlamak ve aynı zamanda ütüleme ile tuşe işlemini yapmak.
Kumaş sanfor makinesinde, sırasıyla buharlatma silindirinden, atkı düzelticiden
(enine açıcıdan), sanfor silindiri ve kauçuk blanket arasından ve keçeli kalandır kısmından
geçer. Kumaş atkı yönünde toplatılmak istendiğinde buharlatma silindirinin buhar vanası
23

açılır. Buharlatma tamburundan geçen kumaş atkı düzelticiye gelir. Atkı düzeltici ile
kumaşın sanfora düzgün bir atkı ile girmesi sağlanır. Atkı düzelticinin çevirme kolu
çevrilerek atkının durumuna göre atkı düzeltici silindirinin aşağı-yukarı hareketi sayesinde
atkı düzeltilmiş olur.
Sanfor kısmına gelen kumaşın % çekmesi kumaş sanfor silindiri ile kauçuk blanket
arasından geçerken baskı ve sıcaklık altında ayarlanır. Baskı, blanketin yanındaki baskı
gösterme kadranından artırılıp azaltılarak ayarlanır. Kauçuk blanket sanfor silindiri
vasıtasıyla kumaşa verilen baskının kumaş üzerinde iz yapmasını önleyerek % çekmeyi
sağlar. Blanketin kalınlığı 65 mm ile 35 mm arasında olabilir. Blanketin kalınlığı 35
mm’den az ise işlevini yitirir. Kauçuk blanketin sertliği shoremetre ile kontrol edilir.
(Yaklaşık 40 shore olmalı) . Kauçuk blankette yumuşama ve çatlaklar oluşmuşsa bunlar
kumaşta iz yapacağından kauçuk blanket taşlanmak suretiyle bu izler giderilir. Bu
işlemden sonra kauçuk blanket sıfırlanır. İşlem anında herhangi bir aksaklıktan dolayı
sanfor bekleyecekse kumaş kesilir ve kumaş sanfordan geçirildikten sonra işaretlenen ölçü
sanforun özel cetveli ile tekrar ölçülür. Kumaşta çekmezliğin sağlanabilmesi için sanforda
kumaşın toplatılması gerekmektedir.
Bu yüzden sanfor çıkışı, işaretli olan mesafenin bir miktar kısalması beklenir.
(örneğin 48 cm gibi ) özel cetvelde kısalma miktarı –1,-2 gibi değerlerde okunur.
Buruşmazlık Apresi:
Genellikle selüloz esaslı elyaftan oluşan kumaşlara (pamuk, keten, viskon..)
kullanımı sırasında buruşmazlık, kırışmazlık özelliği veren bir apre işlemidir. Özellikle
selüloz mamüllerin sentetiklerle yarışabilmesi için buruşmazlık apresi kurtarıcı bir
işlemdir. Buruşmazlık işlemi buruşmazlık sağladığı kadar mamülün deformasyonunu
önler ve pilling oluşmasında azalmaya neden olur. Boyutları stabil yani az çeken kumaşlar
elde edilir.
Buruşma, dıştan gelen bir kuvvet etkisi ile lif elementlerinin birbirlerine göre
kayarak yeni bir denge oluşturması ve bu kuvvet kalktığında oluşan dengenin eski
gelmemesi olarak açıklanabilir. Buruşmayı önlemek için 2 yöntem mevcuttur.
1 ) Lifin amorf bölgelerinin reçine ile doldurulması
2) Kovalent bağ oluşumudur.
24

Yumuşaklık Apresi :
Tekstil mamülüne yumuşak tutum vermek amacı ile yapılan işlemlerdir. Bazı
durumlarda yumuşama mekanik etkilerle elde edilebilirse de genellikle tatmin edici apre
işlemi, flottesine eklenen yumuşatma maddeleriyle elde edilir. Yumuşatıcı maddeler
kumaşın belirli bir yumuşaklık ve dökümlülüğe sahip olmasını sağlar. Şişirici ve
kayganlık artırıcı etki gösterirler.
Yumuşatıcılar kimyasal yapı itibariyle yüzey aktif maddelerdir. Yumuşatıcı olarak;
yağ, mum, sabun, ya da bunların değişik türevleri ile asıl önemli grubu oluşturan sentetik
esaslı yumuşatıcılar ve silikonlar kullanılır.
Tutum Apresi :
Ham pamuklu kumaşlar oldukça güzel bir tutuma sahipseler de ön terbiye sırasında
liflerdeki yağ, mum gibi maddeler uzaklaştırıldığında bu güzel tutum ortadan kalkar. Bu
nedenle tekstişl mamülüne son işlem olarak bu görünümün ve tutumun tekrar
kazandırılması işlemine tutum apresi denir.
Tutum apresinde kullanılan maddeleri, sertlik kazandıran maddeler, ağırlaştırıcı ve
doldurucu maddeler, yumuşatıcı, higroskobik maddeler, antiseptik sınıfına giren ecza
maddeleri sınıflarına ayırabiliriz. Bütün bu grup maddelerden ne miktarlarda kullanılacağı
tekstil mamüllerine kazandırılmak istenen tutuma göre büyük farklılıklar gösterebilir.
Anti Pilling Apresi :
Tekstil mamüllerinde sık karşılaşılan problemlerden birisi pilling
(boncuklanma)’dir. Mamülün yüzeyinde yüzen lifler olarak adlandırılır, ipliğin yapısına
dahil olmayan yüzeyde serbest olarak dolaşan lifler kumaşta tüğlü bir yapının oluşmasına
olanak vermektedir. Bu tüğlülük ipliğin kalite değerlerinden kaynaklanabileceği gibi diğer
proseslerden (bobinleme, haşıllama, dokuma.. vs)’de kaynaklanabilir. Kumaşın
yüzeyindeki bu tüylülük boya terbiye işlemlerinde büyük sorunlara yol açmaktadır.
Kumaşın kullanım sürecinde ise bu tüycükler sürtünme etkisi ile topak topak olurlar. Buna
25

pilling oluşumu denir. Bu durumu önlemek için kumaş terbiye işlemlerine başlamadan
önce yakma prosesine girer. Kumaş mamül kumaş haline geldiği halde hala tüylü ise anti-
pilling apresi uygulanarak bu durum giderilmeye çalışılır.
İşletmede Kullanılan Reçetelerin Hesaplama yöntemi ve Örnek Reçeteler :
İşletmede Kullanılan Reçetelerin Hesaplama Yöntemi :
Kumaş Miktarı (kg) x % Pick-up(70 grçözelti/100 kg kumaş) + 70 lt emniyet ilavesi
Hazırlanması gereken toplam çözelti miktarı (lt)
Şu halde hazırlanan çözelti miktarına (lt) bağlı olarak kullanılacak kimyevi madde
miktarının hesabı aşağıdaki formül ile yapılır.
T gr kimyevi madde / 1 lt çözelti x [Toplam çözelti miktarı (lt)]
Kullanılacak kimyevi madde miktarı (gr)
Zoom Apresi :
Zoom apresi kumaşa yumuşaklık, kayganlık, hoş tutum veren ve çok sık uygulanan
bir apredir.
Pymafex VK 30 gr/lt
Knittex FPC 10 gr/lt 160 C˚’de 2 dk.
MgCl2 3 gr/lt kurutma yapılmalıdır.
26
Asetik Asit 1 cc/lt
Antipill Apre :
Pymaflex VK 25 gr/lt
Asetik Asit 1 cc/lt
130 C˚’de 5 dk kurutma
180 C˚’de 1 dk fikse yapılmalı
Buruşmazlık Apre:
Knittex FPC 40 gr/lt
MgCl2 8 gr/lt
Asetik Asit 1 cc/lt
130 C˚’de 2 dk kurutma
180 C˚’de 1 dk fikse yapılmalı
Su Geçirmezlik Apresi :
Oleophobol SL 20 gr/lt
Asetik Asit 1 cc/lt
130 C˚’de 2 dk kurutma
180 C˚’de 1 dk fikse oldu
Çekme Stabilitesi + Buruşmazlık Apresi :
Asetik Asit 1 gr/lt
Dicrylan WK 30 gr/lt
Dicrylan KAT 3 gr/lt
27
Asetik Asit : Soğuk suya ilave edilip karışıtırlır.
Dicrylan WK : Soğuk su ile açılır, süzülür ve kazana ilave edilir.
Dicrylan KAT : Soğuk su ile açılır, süzülür ve kazana ilave edilir.
BOYA LABORATUAR BÖLÜMÜ
Boya laboratuarında yürütülen çalışmalar renk çalışmaları ve renk konusu
dışındaki çalışmalar olarak iki ana grubta toplanabilir.
Renk Çalışmaları :
Renk çalışması istekleri, Pazarlama Müdürlüğünden, Boya-Terbiye Planlama
Şefliğinden, Ürün Geliştirme’den (ÜR-GE) veya Desen Büro şefliğinden gelmektedir.
Pazarlama Müdürlüğünden gelen renk çalışmaları müşteri isteği olan çalışmalardır. Renk
çalışması istek formuyla Boya Laboratuar Şefliğine iletilir.
Boya-Terbiye Planlama Şefliğinden gelen renk çalışma istekleri, makine
değişikliği, elyaf değişikliği, boya değişikliği, boyama yöntemi değişikliği gibi nedenlere
dayanmaktadır. Siparişi alınmış ve boyanması devam eden renklerde reçete değişikliği
gerekebilir. Böyle durumlarda eski reçete yeniden çalışılır. Hazırlanan reçetelerin renk
numaraları günlük olarak iç yazışma formuyla Planlama Şefliğine bildirilir.
Desen Büro ve Ür-Ge için yapılan renk çalışmaları iplik boyama, numune olarak
yapılan kumaşların boyanması veya şablona yapılan renk çalışmalarıdır. Renk çalışması
istek formu veya iç yazışma formuyla laboratuar şefliğine iletilmektedir.
Boyama reçetesi hazırlamak için kumaşın çözgü ve atkısında bulunan elyaf
cinsinin ve harman oranlarının bilinmesi gereklidir. Boyanacak kumaş Boya-Terbiye
Planlama Şefliğinden ve İhzarat Şefliğinden istenir. Kumaş İhzarat Şefliği tarafından
laboratuara gönderilir. Kumaşla ilgili tanıtıcı bilgiler usta tarafından boyama hazır kumaş
bilgi kartına yazılır.
28

Kumaş boyamanın hangi metoda göre yapılacağında karar verirken elyaf cinsine,
harman oranına, numune renk tonuna, boyaların haslık değerlerine, müşterilerin özel
isteklerine önem verilir.
İşletmede boyanması devam eden reçeteler boya laboratuarı şefi tarafından çeşitli
nedenlerle yeniden çalışılabilir. Bu nedenle şu şekilde sayılabilir.
a) Reçetedeki boyaların üretilmemesi
b) Boya hatası veren boyamalarda boya değişikliği
c) Boyama reçetesinin uzatılması
d) Haslık değerlerinin iyileştirilmesi
e) Boyama yönteminin (boyama makinesinin) değiştirilmesi
Laboratuarda yapılan tüm renk çalışmalarında renk onayına; ışık kutusunda gözle
kontrol ederek ve spektrofotometrede renk ölçümü yapılarak karar verilir.
Spektrofotometrede karşılaştırma sonucunda renk farklılığı kabul sınırlarındaysa
çalışmaya son verilir, reçete belirlenmiş olur. Spektrofotometrede renk fark tespiti,
işletmedeki parti boyamadan sonra da yapılır. İşletmeden gelen apreli veya apresiz kumaş
numuneleri spektrofotometre sorumlusu tarafından, kondisyon dolabında kondüzyonlanır
ve ölçüm yapılır. sonuçlar bilgisayar yazıcısından alınan rapor şeklinde Renk Kontrol
Şefliğine gönderilir.
Laboratuarda renk tutturma çalışmalarında klasik yöntem ve spektrofotometreden
reçete almak şeklinde iki yöntem kullanılır.
Klasik yöntemde arşiv renklerinden yararlanılarak deneme reçetesi hazırlanır,
numune renge çok yakınlaşıncaya kadar çalışmaya devam edilir.
Spektrofotmetreden reçete alabilmek için tüm boyalar ve tüm elyaflarla ilgili çok
fazla sayıda datalar hazırlanması gereklidir.
Renk Konusu Dışındaki Çalışmalar
Boyahane işletmesinden, Desen Bürodan, Ürün Geliştirme ve Kalite Kontrol
dairelerinden gelen isteklere yönelik çalışmalardır.
29

Boyahane işletme için şu gibi çalışmalar yapılır:
İşletmedeki sıkma silindirlerinin pick-up kontrolü, işletmede kullanılacak iyot
çözeltisi ve sabun çözeltisinin hazırlanması, kumaşta haşıl kontrolü, apre denemeleri,
harman oranı tayini, kumaştaki hata nedenlerinin araştırılması, boyanmış kumaşlara
düzeltme verilmesi gibi.
Boya laboratuarındaki makineler;
1 adet ROACHES Numune Boyama Makinesi
1 adet ROTAOYEL Numune Boyama Makinesi
1 adet ERNST BENZ A6 Pad-steam
1 adet WERNER MATHIS A6 Sıkma (fluard)
1 adet WERNER MATHIS A6 Kurutma Makinesi
1 adet ROACHES Kurutma Makinesi
Roaches Boyama Makinesi :
Jet dairesinin deneylerinin yapılması için kullanılan çektirme prensibine göre
çalışan bir makinedir. Makinenin iki adet haznesi vardır. Burada hem kumaş, hem de elyaf
boyanabilir. Boyama flotteleri 10 gr kumaş için reçetelere göre hazırlanır. 1:8 flotte oranı
ile çalışılır. Isıtma işlemi elektrik ile yapılmaktadır.
Rotaoyel Boyama Makinesi:
Roaches boyama makinesi ile hemen hemen aynı şekilde kullanılırlar. Bu
makinede çektirme yöntemine göre boyama yapılır. Elyaf iplik ve kumaş formundaki
tekstil materyalinin boyanmasında kullanılır. İçerisinde etilen glikol olan bir hazne ve bu
haznenin içinde de rotasyon şeklinde dönen bir mil ve bu milin üzerinde takılabilen 12
adet tüp vardır. 2 adet haznesi vardır. Makine bilgisayar kontrolündedir. Makinenin
monitörüne boyama ile ilgili sıcaklık ve süre değerleri girilerek boyama grafikleri
yüklenir.
Polyester Exhaust Boyama Yöntemi :
30

Polyester materyalinin çektirme esasına göre boyanması amacıyla uygulanır.
Dispers Boyarmadde 50 ˚C’lik yumuşak suyla çözülür. 1 gr boya + 200 cc suda
çözünmesi prensibi esas alınır.
Reçetedeki miktara göre boyalar uygun pigmentler kullanılarak behere alınır.
Reçetede belirtilen kimyevi maddeler flotte miktarına göre behere alınır.
1 gr/lt Dispergatör
x cc/lt Asetik asit
0,5 gr/lt pH ayarlayıcı
pH metre boya çözeltisine batırılarak pH 4,5 – 5’e ayarlanır.
Boya çözeltisi 1/8 oranına göre ayarlanır. 1 : 8 flotte oranı 1 gr materyal 8 cc boya
çözeltisi denektir. Boyanacak materyal istenen ağırlığa tartılır.
Kumaş ise 10 gr
İplik ise 5 gr
Elyaf ise 2,5 gr tartılır.
Kumaş tüpe rahatça girecek şekilde rulo yapılır. İplik çile halinde boyama teline
dolanır. Elyaf tüpe rahatça girecek şekilde boyama teline dolanır. Üzerine pamuk iplikle
hafifçe sarılarak tüpün içerisine konulur.
Hazırlanan boya çözeltisi tüpün içine dökülür.
Tüpün ağzı kapatılır ve makinenin yuvasına yerleştirilir.
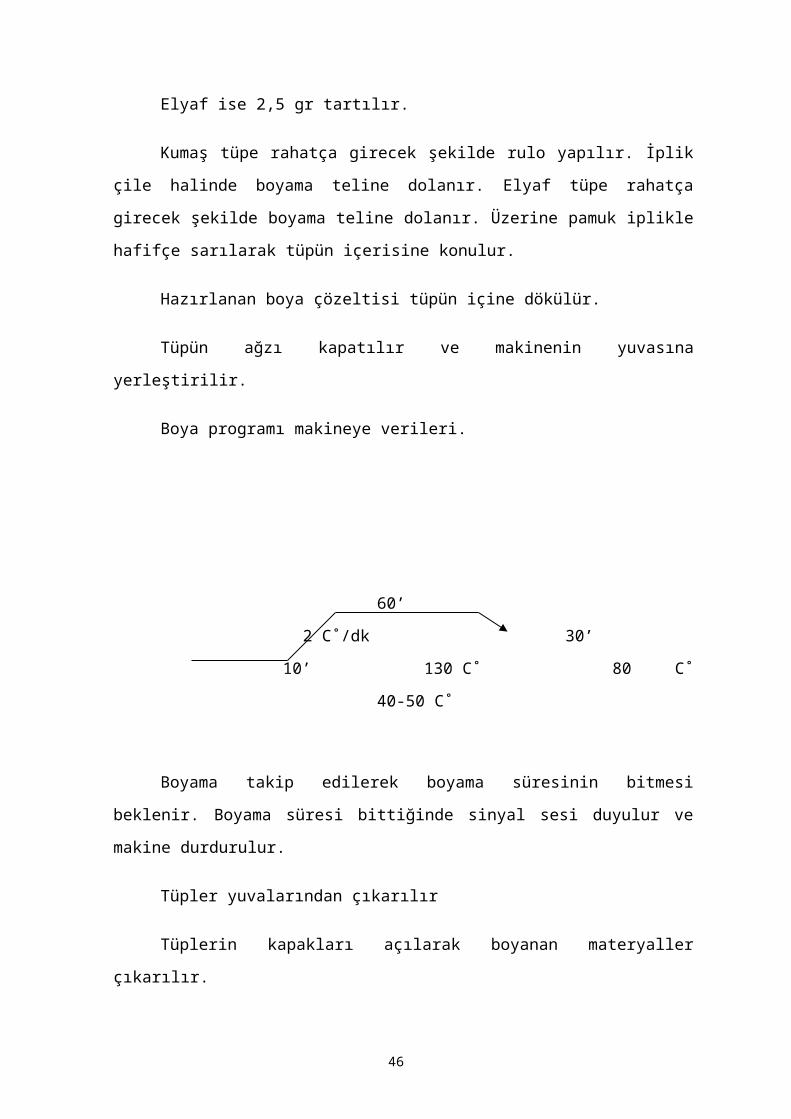
Boya programı makineye verileri.
31

60’
2 C˚/dk 30’
10’ 130 C˚ 80 C˚
40-50 C˚
Boyama takip edilerek boyama süresinin bitmesi beklenir. Boyama süresi
bittiğinde sinyal sesi duyulur ve makine durdurulur.
Tüpler yuvalarından çıkarılır
Tüplerin kapakları açılarak boyanan materyaller çıkarılır.
Selüloz boyaması yapılacak olanlar varsa durulanır.
Sadece polyesteri boyanacak olanlar proseste istenildiği şekilde yıkanır.
Materyal makine veya ütüyle kurutulur.
PES rengini kontrol etmek amacıyla ekstrakte yapılır.
Ekstrakte işleminden sonra materyalin selüloz kısmı erir, polyester iskeleti kalır.
PES iskeletinin rengi PES exhaust boyama sonucu elde edilen renktir.
Selüloz Ekstraksiyonu :
Selüloz karışımlı bir materyalin selüloz kısmının (pamuk, viskon, keten,..)
ayrılması
Çözücü sıvı olarak derişik fosforik asit kullanılır.
Materyalin miktarına göre yeterli miktarda fosforik asit cam bir behere alınır.
90-105 C’ye kadar ısıtılır.
Ekstrakte edilecek materyal ısıtılmış asit içine atılarak karıştırılır.
15 – 20 dk süreyle karıştırmaya devam edilir.
Bu süre tamamlandığında materyalin yapısında bulunan selüloz aside geçmiş
demektir.
32
Materyal asitten çıkarılarak bol soğuk suyla yıkanır. Kurutulur.
Procion M-E Boyarmaddeleri ile Exhaust Boyama Yöntemi :
Selüloz materyalinin çektirme yöntemine göre boyanması amacıyla uygulanır.
Procion M-E boyalar 1 gr boya + 200 cc su olacak şekilde 50 C’ yumuşak suyla
çözünür.
Reçetedeki miktara göre boyalar uygun olan pipetlerle behere konur.
Reçetedeki tuz, antioksidan ve sertlik giderici madde asetik asit 1 : 8 flotte
oranında behere konur.
Boya çözeltisi istenilen flotteye ayarlanır.
Boyanacak materyal gerekli ağırlıkta tartılır.
Kumaş ise 10 gr
İplik ise 5 gr
Elyaf ise 2,5 gr
Kumaş tüpüne rahatça girecek şekilde rulo yapılır.
İplik çile halinde boyama teline dolanır.
Elyaf tüpe rahatça girecek şekilde boyama teline dolanır.
Hazırlanan boya çözeltisi tüpün içerisine konur.
Tüpün kapağı kapatılarak makinedeki yuvasına yerleştirilir.
Boyama programı makineye girilir.
Soda verildikten sonraki süre boya konsantrasyonuna bağlı olarak değişir.
80 C˚
30’
2 C˚/dk 30’ 70 C˚
33

50 C˚ Taşmalı Yıkama
Soda verilir
10’
Boyama programında soda verme zamanı geldiğinde boyama tüpü makineden
çıkarılır.
Gerekli miktardaki; soda, çözelti olarak pipetle tüp içerisine ilave edilir.
Tüpün ağzı kapatılarak makinedeki yuvasına yerleştirilir.
Boyama programına kalındığı yerden devam edilir.
Boyama izlenerek programın sona ermesi beklenir. Boyama süresi bittiğinde sinyal
sesi duyulur ve makine durdurulur.
Boyama tüpü yuvalardan çıkarılır.
Materyal tüp içinden çıkartılarak 40 – 45 ˚C’lik ılık suda durulanır.
60 ˚C’de durulama yapılır.
2 cc/lt asetik asit ile nötralize edilir. PH (6-7)
Soğuk durulama yapılır.
120 – 130 ˚C’de kurutulur.
Dispers Boyama Yapılmış PES/Selüloz Karışımlı Kumaşların Redüktif Yıkanması:
PES boyama sonunda fikse olmamış dispers boyalar kumaşın selüloz kısmını
kirletir. Kumaşa redüktif yıkama işlemi yapıldığında selüloz üzerindeki artık PES
boyaların uzaklaştırılması sağlanır. Bu da boya haslıklarını daha iyiye götürür.
PES boyaması tamamlanmış PES/Vis karışımlı kumaş bol soğuk suyla durulanır.
Aşağıdaki reçeteye göre redüktif yıkama çözeltisi hazırlanır.
6 cc/lt kostik 38 ˚ Be’lik
3 cc/lt sodyum hidrosülfit
34

kumaş bu çözelti içinde 60 ˚C’de 3 dk muamele edilir, durulanır, asetik asit
nötralize edilir ve durulanır, kurutulur.
Drimaren Wet-Steam Boyama :
Selüloz karışımlı kumaşların kontinu yönteme göre boyanması amacıyla uygulanır.
Emdirme yöntemine göre boyama yapılır.
Reçetede belirtilen miktarlara göre boyalar tartılır.
Boya hazırlama kabına 50 ˚C’de yumuşak su alınır.
Tartılan boyalar hazırlanan suyla ilave edilerek karıştırılır.
Reçetedeki kimyeviler aşağıdaki sıraya göre boya çözeltisine ilave edilerek
karıştırılır.
üre 50 gr/lt
ludigol 10 gr/lt
sodyum sülfat 30 gr/lt
rapid ıslatıcı 1 gr/lt
hazırlanan boya çözeltisi soğuk yumuşak suyla 1 lt’ye tamamlanır.
Steamer fluarı boyamaya hazır duruma getirilir. (Val basıncı 10 olarak ayarlanır)
(Buharlama süresi 90 sn için ve hız ayarı 4 m/dk, 120 sn için 3 m/dk olarak ayarlanır)
Boyanacak kumaş steamer astara dikilir.
Fluarlama zamanı geldiğinde boya çözeltisine Sodyum bikarbonat ilave edilerek
karıştırılır.
Sodyum bikarbonat ilavesi aşağıdaki tabloya göre yapılır.
;Boya (gr/lt) Sodyum Bikarbonat (gr/lt)
0 - 20 10
35
20 - 60 15
60 - t 20
hazırlanan boya çözeltisi fluar teknesine dökülür makine çalıştırılır.
Kumaş hızı ayarlanarak buhar kamarasına 102 ˚C’de 150 sn kalması sağlanır.
Buharlanan boyalı kumaş soğuk suyla durulanır.
5 dk süreyle kaynar derecede sıcak suyla yıkama yapılır.
Durulanır ve kurutulur
Sıcak Kasar (Ağartma) :
Amacı; pamuklu, keten veya viskonlu kumaşlarda bu hammaddeden gelen çöplerin
giderilmesi ve boyamaya hazır hale getirilmesidir.
Sıcak kasar çözeltisi aşağıdaki reçeteye göre hazırlanır.
Hidrojen peroksit % 50 20 gr/lt
Sodyum Silikat 38 ˚ Be’ 6 gr/lt
Sodyum Hidroksit 38 ˚Be’ 10 gr/lt
Hidrojen Peroksit Stabilizitörü (Gemstab 624) 5 gr/lt
Islatma, pişirme, yıkama maddesi (Ruesgen WGR) 2 gr/lt
Selüloz için optik beyazlatıcı 2 gr/lt
Hidrojen peroksit en sonunda ve suyla karıştırılmadan diğer kimyevilerin
bulunduğu çözeltiye ilave edilir.
Hazırlanan kasar çözeltisi sert suyla 1 lt’ye tamamlanır.
Kasarlanacak kumaş fluard’dan geçirilerek fularlanır.
Fluarlanan kumaş rulo yapılarak çelik boyama tüpüne yerleştirilir.
36

Sıcak kasar çözeltisinden 15 – 20 cc alınıp boyama tüpü içine konur. Tüpün kapağı
kapatılarak numune jet boyama makinesindeki yerine yerleştirilir.
Makine programı 100 ˚C’de 4 saat ısıtma yapacak şekilde ayarlanır.
Süre dolduğunda tüp içerisindeki kumaş çıkartılır.
Durulanır, asetik asitle nötralize edilir ve sıcak sabun yıkama yapılır ve kurutulur.
Viskon boyamada boyarmadde markasına göre boyama yönteminde ufak
farklılıklar olmaktadır. Ama temelde Procion M-E boyama yöntemine benzemektedir.
Örnek Boyama Reçeteleri :
PES –Vis karışımlı Exhaust Boyama Reçetesi:
Alt Boya (PES Boyama) %
Dianix Gelb Brown Xf 0,171
Foron Rubin SWF 0,056
Dianix Blau K26 0,147
Gr/lt
Stelan SW 1
Asetik Asit 0,8
Rucoasit COS 1
Verolan NBO 0,5
Palatex PC 1
Rucagol SBM 1
Üst Boyama (Viskon Boyama) %
Procion Yellow HEXL 0,105
37

Procion Karmin HEXL 0,09
Amfibix HERO 0,35
Gr/lt
Tuz 45
Soda 15
Durgol 1
Verolan NBO 1,5
Palatex PC 1
PES / Vis Karışımlı Kumaşa Alt Boyama Reçetesi:
Alt Boyama (PES) %
Dispersol Plavine XF 0,32
Dianix Rubin 150 0,50
Dispersol Violet CvS 0,01
Gr/lt
Setlean SW 1
Asetik Asit 0,8
Rucoasid 1
Verolan NBO 0,5
Palatex PC 1
Unvadine PB 0,5
Wet-Steam (Drimaren) Boyamaya Örnek:
38

Wet-Steam Boyama gr/lt
Drimaren Bill Galb K-3GL 12
Drimaren Balu R-GL 2
Durgol 10
Üre 50
Sodyum Sülfat 30
Grmwet RPO 1
Sodyum Bikarbonat 10
Pamuk – Viskon Boyama Testi :
%100 pamuk ve % 100 viskon olan 2 numune kumaş aynı tüp içerisinde (5 gr
pamuk, 5 gr viskon kumaş şeklindedir) boyayarak, boyama sonu kumaşlarda görülebilecek
renk farklılığını gözlemlemek için yapılır. Aynı reçete kullanılmakta.
Procion (üst) boyama %
Euer Yellow ESL 1,32
Procion Karmin HEXL 0,4
Euercion Navy Blue MER 2,1
Serilen Black XYE 0,03
Pamuk – Viskon Boyama Testi :
% 100 Viskon ve % 100 pamuklu iki ayrı numune ile toplam 6 adet boyama
yapılır. 3 adet viskon numunesinin reçetesinde birinin tuz ve sodası olması gerektiği kadar
kullanılır, diğerinde tuz fazla katılır, ötekinde ise sodası fazla katılır. Aynı işlem 3 adet %
100 pamuk numune kumaş için yapılır. Bu deneyle örnek kumaşların renk
varyasyonlarının boyama koşullarına göre nasıl değiştiği araştırılır.
Viskon (Reaktif) Boyama %
39
Remazol Yellow KB 0,1
Remazol Red RR 0,1
Remazol Black NE 0,015
Normal(gr/lt) Soda fark (gr/lt) Tuz fark (gr/lt)
Tuz 20 20 30
Soda 5 15 5
Durgol 1 1 1
Verolan NBO 0,5 0,5 0,5
Palatex PC 0,5 0,5 0,5
Kostik 38 ˚Be’ 0,5 0,5 0,5
FİZİK LABORATUARI BÖLÜMÜ
Kalite kontrol müdürlüğü bünyesinde üç vardiya olarak çalışmakta olan fizik
laboratuarında üç vardiyalı, 3 gündüzcü ve bir teknisyen olmak üzere 7 kişi çalışmaktadır.
Fizik laboratuarının amacı istenen standartlarda kaliteli bir iplik üretimi için,
üretimin her aşamasında (tarak, cer şeridi ve fitil) ve sonunda yapılan testlerde iplik
işletmesine ışık tutmak, Özbucak üretimli ve fason ipliklerin tüm kalite testlerini yaparak
uygun olup olmadıklarını tespit etmektir.
Laboratuarda yapılan testlerde standart atmosfer şartlarında (20 2 ˚C’ sıcaklık % 65
+-2 rutubet) yapılması gerekmektedir. Laboratuarda bu şartlar sıcaklık ve rutubet
ayarlamalı klima ile sağlanmakta olup, termohigrograf cihazı ile süreklilik kontrol
edilmektedir.
Fizik laboratuarında bulunan cihazlar;
1 adet Zweigle Bronca marka manuel iplik büküm cihazı
40

1 adet Zweigle marka iplik tüylülük tespit cihazı
1 adet Zweigle iplik aşınma cihazı
1 adet Zweigle şerit ve fitil numara tespit cihazı
1 adet Zweigle iplik numara tespit cihazı
1 adet Uster Tester 3 düzgünsüzlük cihazı
1 adet Uster Tensorapid 3 iplik mukavemet cihazı
1 adet Uster Classimat 3 iplik hata sınıflandırma cihazı
İşletmede çalışılan yarı mamül ve mamül iplikler için iş akışı
İş Akışı
Hayır
Evet
41
İplikhaneden Test Numuneleri alınır
Alınan yarı mamül ve mamül ipliklere kalite planına uygun olarak testler yapılır.
Yapılan test sonuçları ilgili raporlara geçilir
Test sonuçları speklere göre iyi mi?
İplikhane tarafından yapılan düzeltici işlem sonrası tekrar test yapılması
Speki aşan testler için ikaz/ihtar yazılması
Test sonuçlarının iplikhaneye verilmesi
Alınan numunelerin yeşil veya kırmızı alanlara konulması
Laboratuarda yapılan belli başlı testler şunlardır.
Numara Kontrolü : numara sapmalarını tespit etmek ve asgariye indirmek için
şerit, fitil, ve ipliklerden numara kontrolü vardır.
Neps kontrolü : iplikte oluşabilecek nepsleri asgariye indirebilmek için tarak ve cer
şeritlerine yapılır.
Büküm kontrolü : ipliklerde bükümdeki sapmaları tespit ederek standartlara uygun
çıkmasını sağlamak için yapılır.
Haşıllı iplik kontrolleri : ipliklerde haşıldan sonraki mukavemet artışı, elastikiyet
kaybı ve aşınmaya dayanımları test edilir.
Uster Kontrolleri : şeritlerde, fitil ve ipliklerde düzgünsüzlüğün tespiti için Uster
testleri yapılır.
Mukavemet Kontrolleri : ipliklerin kopmaya karşı dayanımlarını ve bu esnadaki
uzamalarını tespit etmek için yapılır.
Hatalı Kumaş Analizleri : kalite kontrol sırasında hatalı görünen kumaşlarda
gerektiği takdirde hataların kaynağının tespiti için, büküm, numara kontrolü, lycra çekimi
gibi bir takım testler yapılır.
Tüylülük Testi : İpliklerde meydana gelen tüylenmenin derecesi tespit edilir.
Classimat Testi : ipliklerdeki hataları uzunluk incelik ve kalınlıklarına göre sayısal
olarak sınıflandırmak amacıyla kops ve bobinlere uygulanır.
Lycra Çekim kontrolü : Lycralı ipliklerde lycra çekim miktarını tespit etmek için
yapılır.
Subjektif Düzgünsüzlük Kontrolleri : İpliklerdeki düzgünsüzlükleri gözle görmek
amacı ile iplikler eşit aralıklarla ve düzgün olarak konik levhaya sarılarak yapılır.
Şantuklu İplik Kontrolü : Şantuklu ipliklerdeki şantukların dizilimini ve
düzgünsüzlüklerinin gözle ve makine ile kontrolü, şantuk sayısı, şantuk boyu ve şantuk
kalınlıklarının kontrolü yapılır.
42
Mamül Kumaş Laboratuarı :
Kalite Kontrol Müdürlüğü bünyesinde 3 vardiya olarak 6 adet çalışanı
bulunmaktadır. Mamül kumaş laboratuarının amacı işletmede üretilen mamül kumaş
haline gelmiş kumaşın kullanım özellikleriyle ilgili olan haslık testlerini yaparak kumaştan
beklenen performansı ortaya koymaktır.
Fabrika, müşteri siparişlerine göre çalışmaktadır. Bu nedenle mamül kumaş
laboratuarının asıl amacı; müşterinin sipariş ettiği kumaşın kendi belirlediği haslık
değerleri arasında olup olmadığına bakmaktır. Mamül kumaş laboratuarı dünya çapında
tanınmış kabul edilmiş laboratuardan agredite almıştır. Ayrıca müşteriler haslık testlerinin
standartlarını kendileri belirlemiştir. Testlerin uygulanışı prensipte aynıdır. Fakat numune
alışında ve sürelerde farklılıklar olmaktadır.
Mamül kumaş laboratuarında 4 temel test vardır. Bunlar genellikle bütün
kumaşlara uygulanır. Diğer bir çok haslık testi ise müşterinin isteğine göre yapılır.
Temel haslık testleri :
Kopma mukavemeti
Elongation (Lycralı Kumaşlarda)
Yıkama ile boyut stabilitesi (Sanfor Testi)
Yırtılma Mukavemeti
Müşteri isteğine göre yapılan haslık testlerinden bazıları şunlardır.
Dikiş kayması
Pilling testi
Yıkama haslığı
Su haslığı
Martindale Pilling testi
Kuru temizleme haslığı
43
Perborata karşı renk haslığı v.b.
Ütü ile buruşma testi
Termal stabilite testi
Buhar stabilite testi
Işık haslığı testi
Sonuçları değerlendirme metodları haslık testinin cinsine göre değişiklik
arzetmektedir. Haslık testleri anlatılırken kendine özgü değerlendirme metodundan da
bahsedilecektir.
Kopma Mukavemeti Testi :
Amacı; kumaşların kopmaya karşı dayanımlarını tespit etmektir.
Numune hazırlanması : Test istenen yönde 300 mm x 60 mm boyutlarında metal
şablon kullanarak 3 numune hazırlanır. Enleri iki tarafı eşit iplik çıkartılarak 50 mm’ye
getirilir. (İki kenarda 5 mm saçak bırakılır).
Numune kumaş kenarlarından en az 150 mm uzaktan alınmalı ve her biri farklı atkı
çözgü iplik gruplarını içermelidir.
Numunelerin üzerine atkı çözgü yönlerini belirten işaretler konur.
Kondisyonlama:
Kuru Test :
Test numuneleri 20 ±2 ºC sıcaklık ve % 65 ±2 rutubetli ortamda en az 4 saat
kondüsyonlanır. Test bu şartlarda yapılmalıdır.
Islak Test :
Test numunelerinden ıslak mukavemet istendiği takdirde test numuneleri 20 ±2 ºC
saf suda ısıtılıp, suyun fazlası bir havlu ile sıkılarak uzaklaştırılır. Ve bekletmeden 20 ±2
ºC ortamda test edilir.
44

Testin Yapılışı :
Bilgisayar ve cihaz açılır. Cihazın üzerinde “options” düğmeleri ile load cycle’da
yükün üst limiti 100 kgf’e alt limiti 0’a ve çenelerin hareket sayısı 1’e ayarlanır.
Extension cycle’da ise üst limit 150 mm’ye alt limit 0 mm’ye ayarlanır. Cihaza kopma
mukavemeti için 75 mm’lik sürtünme yüzeyi olan çeneler takılır. Çeneler arasındaki
mesafe 200 mm’ye, test hızını ise 100 mm/dk’ya ayarlanır. Ekran options düğmeleri ile
Autoreturn’e ayarlanır. Siyah hassasiyet düğmesi maksimum konumuna getirilir.
Bilgisayardan kopma mukavemeti test programı çağrılır. Tensile strength test ekranı
görüldükten sonra test edilecek kumaş ile ilgili bilgiler bilgisayara girilir. Ve ekran test
programına getirilir. Numuneler çeneler arasına tam ortalanacak şekilde yerleştirilir. Üst
çene sıkıldıktan sonra “Tare” tuşu ile ekran sıfırlandıktan sonra alt çene sıkılır ve düğmeye
basılarak test başlatılır. Çeneler kopma gerçekleştikten sonra otomatik olarak eski
pozisyonuna dönecektir. Atkı yönü için 3 toplam numune aynı şekilde test edildikten
sonra yazıcıdan sonuçlar rakamsal ve eğer istenirse grafiksel olarak alınır. Aynı işlemler
kumaşın çözgü yönü içinde yapılır ve sonuçlar yazıcıdan alınır.
Elongation Testi :
Amacı; lycralı kumaşların elastikiyetini tespit etmektir.
Numunelerin Hazırlanması : Lycralı yönde 330 mm x 60 mm boyutlarında metal
şablon kullanılarak iki numune hazırlanır. Şablonun uzun kenarı lycra yönü paralel
gelecek şekilde yerleştirilir. Numuneler kumaş kenarından en az 15 cm içeriden olmak
şartı ile alınmalı ve her biri farklı atkı çözgü iplik gruplarını içermelidir. Numunelerin
üzerine lycra yönü hangisi ise (atkı veya çözgü) yönü belirtici işaretler konur. Kesilen
numunelerin eninden ve boyundan eşit iplik çıkartılarak eni 50 mm’ye düşürülür.
Kondüsyonlama : Test numuneleri 20 ±2 ºC sıcaklık, % 65 ±2 rutubetli ortamda en
az 4 saat kondüsyonlanır. Test bu şartlarda yapılmalıdır.
Testin Yapılışı :
Cihaz açılır, Dupont’a ait program seçilir. Yükün alt limiti 0’a, 1 üst limiti 3 kg’a
ayarlanır. Çenelerin gidip gelme sayısı da 3’e ayarlanır. Cihaza elongation testi için bir
tarafı düz metal diğer tarafı silindirik metal olan çeneler takılır. Çeneler arasındaki mesafe
250 mm, test hızı 300 mm/dk ayarlanır. Siyah hassasiyet düğmesi en alt konuma getirilir.
45
Bilgisayara numune ile ilgili veriler girilir ve ekran test programına getirilir. Numuneler
çeneler üzerindeki çizgiler üzerinden yerleştirilir. Tare tuşu ile ekran sıfırlanır ve başlama
düğmesine “A” basılarak test başlatılır. Test bittikten sonra otomatik olarak cihaz duru.
Fakat ilk pozisyonda durmaz. “▼” düğmesine basılarak çeneler ilk pozisyona getirilir. 2
test de aynı şekilde yapılır. Sonuçlar rakamsal ve eğer istenirse grafiksel olarak alınır.
Diğer işlemlere geçilir (testin kayıtlara geçmesi)
Yıkama ile Boyut Stabilitesi (Sanfor Testi) :
Amacı; kumaşların yıkandıkları zaman meydana gelebilecek boyutsal değişmeleri
tespit etmek.
Numune Hazırlama : Test edilecek kumaşın üç yerinden eni ölçülerek ortalama eni
bulunur. Kumaşın eninde tutarsızlık yada herhangi bir yerinde hata var ise test için düzgün
yerinden parça istenir. Sanfor ve wira stabilite testi bildirim formuna test edilecek
kumaşın adı, özellikleri, test öncesi eni, firması v.s. gerekli yerlere yazılır. Test edilecek
kumaş üzerine 50 x 50 cm’lik test şablonu , kenardan en az 15 cm içeride ve çözgü
ipliklerine paralel gelecek şekilde yerleştirilir. Şablonun üzerindeki işaretler kumaşa
işaretlenir. Şablonun çevresi çizilir. Şablon alındıktan sonra kumaşın çözgü yönü belirtilir.
Şablon çizgisinin 1 – 2 cm dışından kumaş kesilir. Overlok makinasında kenarları tam
çizgi boyunca düzgünce kesilerek dikilir.
Testin Yapılışı :
Makineye hangi firmaya göre yapılacaksa onun belirlediği standarda göre program
kasedi seçilir ve makineye yerleştirilir. Hazırlanan numune tartılır. Numune ile birlikte
toplam yük 2 kg olacak şekilde her biri 50 gr olan PES makeweight’lerden sayarak alınır.
Alacağımız numune sayısı 1’den fazla ise ve hepsi aynı programda test edilecek ise
numuneler en fazla 1 kg olacak şekilde hepsi bir seferde alınır. Ayırdığımız
makeweight’lerle numune kumaşı makineye, kumaş üste gelecek şekilde yerleştirilir ve
makine kapağı kapatılır. Müşteri isteği olan durumlarda Müşteri Test İstekleri Tablolarına
göre olmayan durumlarda ve Özbücak yıkama haslığı ve yıkama ile boyut stabilitesi test
dereceleri tablosundaki sıcaklığa göre uygun program seçilir. M85 için 50 gr Persil
deterjan 0,5 lt ılık suda çözülerek makine yanındaki cam tüpte su görüldüğü anda,
makinenin deterjan gözüne konur. Program bittiğinde kumaşlar makineden çıkarılır.
Müşteri isteğine göre drip dry (asarak kurutma) veya flat dry (yatarak kurutma) yapılır.
46

Eğer numune tumble dry (makinada kurutma) olacak ise numune ile 1 kg olacak şekilde
PES makeweight’ler konarak makineye yerleştirilir. Kumaşın elyaf karışımına göre 45-70
dk arasında (PES/Vis) 70 dk (ve bunun 10 dk soğuk olacak şekilde ) . ?? Kurutma
bittikten sonra numuneler makinenin içindeyken soğuk ayarda 10 dk bekletilir. Numuneler
makineden alındıktan sonra en az 4 saat dinlenmeye bırakılır. Sonra ölçüm işlemlerine
başlanır. Atkı ve çözgü yönündeki 3’er tane işaretler arasındaki çekme değeri % cetveli ile
okunduktan sonra atkı ve çözgü ortalama çekme değeri bulunur. Wira testi bildirim
formuna çekmeler için (-) işareti ile uzamalar için (+) işareti belirtilerek yazılır.
Yırtılma Mukavemeti Testi :
Amacı; dokuma kumaşların yırtılmaya karşı direncini tespit etmektir.
Test Numunesi : Kumaş kenarından en az 5 cm içeriden olacak şekilde M85 test
metodunun 80 x 63 mm’lik metal test şablonunu kullanarak atkı ve çözgü yönlerinde beşer
adet numune kesilir. Numuneler biraz pay bırakılarak kesilmelidir. Numunelerin her
birinin farklı atkı ve çözgü gruplarını içermesi için kumaşın farklı yerlerinden kaydırmalı
olarak alınır. Numunelerin atkı ve çözgü ipliklerine paralel olmasını iplik çıkartarak
sağlanır. Ve numuneler atkı yönünde 80 x 63 mm, çözgü numuneleri ise çözgü yönünde
80 x 63 mm boyutlarına getirilir. Numunelerin her birine atkı veya çözgü numunesi
olduğunu belirtici işaretler konur.
Kondüsyonlama : Test numuneleri 20 ±2 ºC sıcaklık, % 65 ±2 rutubetli ortamda en
az 4 saat kondüsyonlanır. Test bu şartlarda yapılmalıdır.
Testin Yapılışı :
Test cihazı sarkaç başlangıç konumuna ve skala ibresi durdurma noktasında
getirilir. Cihaz üzerindeki su terazisi kontrol edilir. 50 x 50 mm boyutlarında beyaz
pamuklu bez (sürtme bezi) ile bıçak ayarı, 150 mm’lik bir ön kesme yapacak şekilde
ayarlanır. Ayarlamalar yapıldıktan sonra numune 63 mm’lik kenarı bıçağa dik ve 80
mm’lik kenarı çenenin altına paralel olacak şekilde sıkıştırılır. Sarkaç başlangıç
pozisyonuna ve skala ibresi durdurma noktasında getirildikten sonra numune bıçak ile 190
mm’lik bir ön yırtılma verilir. Sarkaç tutucusuna basılır ve sarkaç 1 defa gidip gelme
hareketi yapana kadar basılı tutulup sonra bırakılır. Sarkaç durduktan sonra skaladan
yırtılma değeri mN olarak okunur ve yırtılma defterine kaydedilir. Atkı yönünde aynı
47

işlemleri 5 numune için de tamamladıktan sonra ortalama değeri grf olarak bulmak için;
skaladan okunan değerin toplamı, sarkaç faktörü olan 64 ile çarpıldıktan sonra 9,81 ile test
numune sayısı çarpımına bölünür. Aynı işlemler çözgü numuneleri içinde yapılarak
ortalama yırtılma mukavemeti grf cinsinden bulunur ve sonuçlar yırtılma testi kayıt
defterine yazılır.
Su Tasfiye İşlemleri :
Tekstil işletmelerinde değişik proseslerde suyun yüksek metal iyon içerdiğinden
kaynaklanan bir çok problemle karşılaşılır. Şebekeden gelen sudaki çözünmemiş metal
parçaları veya çökeltileri filtrasyon yöntemi ile kolayca uzaklaştırılır. Fakat suda
çözünmüş ve anyonlar / katyonlar şeklinde bulunan metal tuzları, proses ortamında
bulunan diğer reaktif maddelerle birleşme imkanına sahiptirler. Bu reaktif kısımlar nişasta
ve PVA’nın hidroksil grupları (-OH); yün ve nylon lifleri ile akrilik sabunlar ve diğer
materyallerin karbosilik asit grupları; akriliklerin, sabunların, boyarmaddelerin ve benzer
maddelerin sülfonik (-SO3 ) ve sülfat (-SO4) grupları olabilirler. Aşağıda terbiye esnasında
değişik proseslerde alkalite ve metal iyonlarından kaynaklanan çeşitli problemler
sıralanmıştır.
Proses
Haşıl sökme:
Enzim aktivitesinin düşmesi
Nişasta ve PVA gibi maddelerin suda çözünmüş şekle dönüşmesi
Pişme :
Sabunla reaksiyon sonucu metal organik asitlerin oluşması ve çökmeler. Bunun
sonucunda;
Beyazın kirlenmesi veya sararma oluşumu
Yıkama veriminin azalması
Kumaşın hidrofiletisinin zayıflaması
Kasar :
48

Banyoda peroksitin parçalanması
Merserize :
Çözünmeyen metal oksitlerin oluşması
Kapilaritenin ve parlaklığın azalması
Boyama :
Boyalarla temasta renk sapmalarıyla karşılaşılması
Boya çözünürlüğünün düşmesi
Abrajlı boyamalar
Boya difüzyonu zayıflaması
Baskı :
Emülsiyon kırılması
Kıvamlaştırıcının veriminin ve viskozitenin düşmesi
Boyarmadde bahsedilen problemlere sebep olması
Apre :
Katalizörlere negatif etki etmesi
Reçineler ve diğer katkı maddelerinin reaktivitelerinin kaybolması
Emülsiyon kırılmaları
Suyun içerdiği metal iyonları su tasfiye işlemleri ile tekstil terbiyesi için gerekli
olan sınırlar içerisine çekilebilmektedir. Bu şekilde 0 – 5 d˚ H (Alman sertliği) arasında
işletme suları elde edilir. Dolayısı ile sudan kaynaklanabilecek bu sorunlar büyük oranda
önlenmiş olur. Fakat işletmelerde genellikle bilerek veya bilmeyerek göz ardı edilen iki
önemli metal iyonları kaynağı vardır ki dikkate alınmadıkları takdirde çok ciddi
problemlere neden olurlar. Bunlar;
49

- Tekstil materyalinin (özellikle selülozik elyaf) kendisi,
- Tuzlar’dır (NaCl, Na2SO4)
Özbucak Boya-Terbiye işletmesinde su tasfiye dairesinde altı adet su arıtma tankı
(deposu) bulunmaktadır. Bunlar ikişerli gruplar halinde rezerveli olarak çalışmaktadır. Su
tankının en alt kısmında çakıl taşı bulunmaktadır. Fincanın üstünde fincana benzer delikli
bir malzeme katmanı bulunmaktadır. Fincanın üstünde kum tabakası bulunur. Kumun
üstünde bir tür selülozik reçine tabakası bulunur. Sert su tankın alt kısmından verilir. Ve
üst kısmından yumuşak su alınıp işletmeye dağıtılır. Tanklar ikişerli gruplara ayrılmıştır.
Biri tuz yıkama yapılırken diğeri çalışmaktadır. 6 tank bu şekilde rezerveli olarak su
tasfiye işlemini gerçekleştirmektedir.
Su Tanklarının Çalıştırılması :
Su tasfiye dairesinin amacı; işletmeye düzenli olarak yumuşak su vermektir.
Bütün vanaların kapalı olduğu kontrol edilir. Sert su (4a) ve yumuşak su (4b)
vanaları açılır. Su yumuşatma işlemi başlamış olur. Su yumuşatma süresince numune su
alma musluğundan 15 dk’da bir su numunesi sertliği kontrol edilir. Numune suyu sert
çıkarsa yumuşak su kulesine su verme işlemi sert su 4a ve yumuşak su 4b vanaları
kapatılarak durdurulur. Ters yıkama işlemine geçilir.
Ters Yıkama :
Ters yıkamanın amacı; su yumuşatma tankının normal çalışması sırasında suyun
reçine, kum ve çakıl içerisinden geçerken bıraktığı tortuyu atmak ve sıkışmış olan reçineyi
kabartmak için ters yıkama yapılır.
Bütün vanaların kapalı olduğu kontrol edilir. Ters yıkama 2a ve 2b vanaları açılır.
2a ve 2b vanaları yarım açılarak reçine içerisinden sert su geçirilir. Bu işlem 15 dk yapılır.
2 a ve 2b vanaları kapatılır. Ters yıkamadan tuz yıkama işlemine geçilir.
Rejenerasyon (Tuz Yıkama) :
Tuz yıkamanın amacı, normal çalıma da su yumuşatma tesirini kaybetmiş olan
reçineyi yeniden etkili hale getirmek için tuz yıkama işlemi yapılır.
50

Bütün vanaların kapalı olduğu kontrol edilir. Tuz eritme tankındaki 3a ve yumuşak
su tankındaki 3b ve 3 c vanaları açılarak sistemden su geçirilir. Tuzlu su 30 dk yumuşak
su tankından geçerek şekilde 3a, 3b, 3c vanaları ayarlanır. 30 dk’nın sonunda (5)
vanasından su numunesi alınarak kondüktometre ile iletkenli ölçülür. İletkenlik 2 ms veya
daha küçük ise rejenerasyon (tuz yıkama) işlemi bitmiştir. 3a , 3b ve 3c vanaları kapatılır.
Temizleme işlemine geçilir. Bundan sonraki rejenerasyona (tuz yıkama) hazırlıklı olmak
için tuz kalıbına 600 kg tuz ve 1 dk su vanası açılarak su ikmali yapılır.
Su Serliği Kontrolü :
Amaç; buhar kazanı ve işletmeye yumuşak su vermek.
Su yumuşatma tankının numune suyu alma musluğu açılır. Su 1 dk akıtılır,
hidrometre şişesi içerisine 4 damla sabun eriyiği damlatılır. Hidrometre şişesi kapağı
kapatılıp çalkalanır. Numune suyun üzerinde 1 cm’lik köpük var ise su yumuşaktır.
Numune suyun üzerinde köpük yoksa su serttir.
51