titanium tig welding
DESCRIPTION
Titanium TIG weldingTRANSCRIPT
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
KIMS 재료연구소
티타늄 TIG 용접
2009년 10월 19일(월) 13:00 ~ 15:00
부경대학교 신소재공학부 교수
공학박사 조 상 명 (용접 기술사)
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
목 차
1. TIG 용접 공정 특성
2. 극성
3. 텅스텐 전극
4. Shield Gas
5. 아크길이와 용융 효율의 관계
6. 고속 TIG 용접의 현상
7. TIG 펄스 용접 전류 파형의 정의
8. Titanium TIG용접의 특징
9. Titanium TIG용접 품질과 기공
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
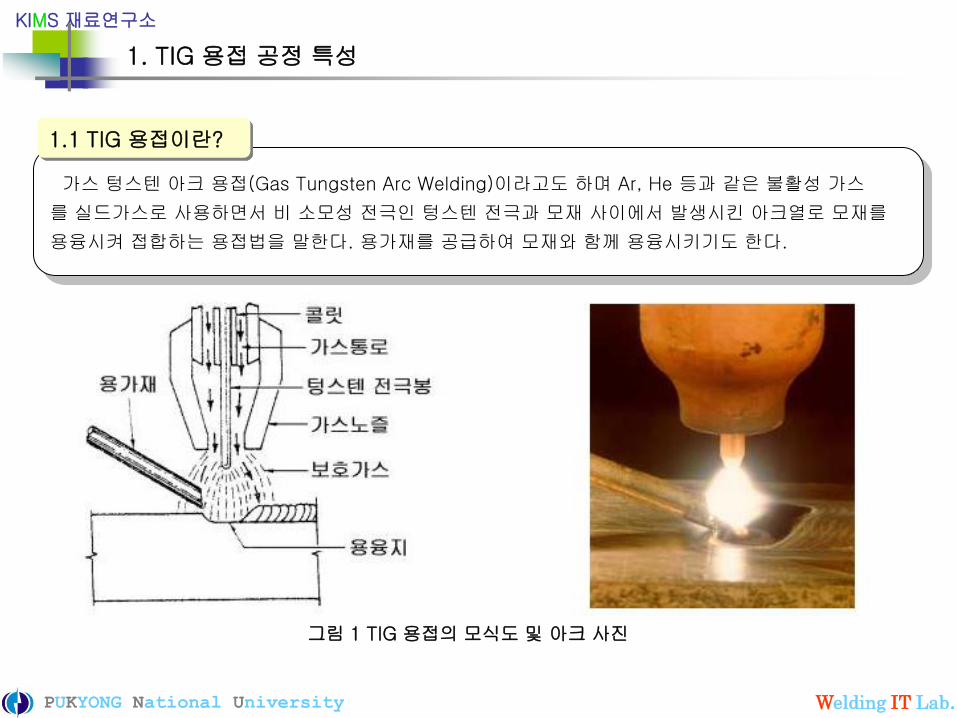
그림 1 TIG 용접의 모식도 및 아크 사진
가스 텅스텐 아크 용접(Gas Tungsten Arc Welding)이라고도 하며 Ar, He 등과 같은 불활성 가스
를 실드가스로 사용하면서 비 소모성 전극인 텅스텐 전극과 모재 사이에서 발생시킨 아크열로 모재를
용융시켜 접합하는 용접법을 말한다. 용가재를 공급하여 모재와 함께 용융시키기도 한다.
1. TIG 용접 공정 특성
1.1 TIG 용접이란?
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
1.2 TIG 용접의 장점 및 단점
(1) TIG 용접의 장점
TIG 용접은 용접 입열의 조정이 용이하기 때문에 박판 용접에 매우 좋다. 텅스텐 전극봉이
비소모성이므로 용가재의 첨가 없이도 아크열에 의해 모재를 녹여 용접할 수 있고 거의 모든
금속의 용접에 이용할 수 있다. 그러나 용융점이 낮은 금속 즉, 납, 주석 또는 주석의 합금 등
의 용접에는 이용하지 않는다.
1) 용접부의 기계적 성질이 우수하다.
2) 내부식성이 우수하다.
3) 플럭스가 불필요하여 비철금속 용접이 용이하다.
4) 보호 가스가 투명하여 작업자가 용접상황을 잘 파악할 수 있다.
5) 용접 스패터를 최소한으로 하여 전 자세 용접이 가능하다.
6) 용접부 변형이 적다.
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
(2) TIG 용접의 단점
TIG 용접은 일반적으로 SMAW, SAW, GMAW 등의 방법으로 쉽게 용접이 가능한 경우에
이들 용접방법과는 비용에 있어서 경쟁이 안될 정도로 전체의 가격 상승을 가져오는 경우
가 있는데 그것은 다음과 같다.
1) 소모성 용접봉을 쓰는 용접 방법보다 용접 속도가 느리다.
2) 용접 잘못으로 텅스텐 전극봉이 용접부에 녹아 들어가거나 오염될 경우 용접부가 취
화되기 쉽다.
3) 부적당한 용접 기술로 용가재의 끝 부분이 공기에 노출되면 용접금속이 오염된다.
4) 불활성 가스와 텅스텐 전극봉은 다른 용접 방법과 비교해 볼 때 고가이다.
5) SMAW와 같은 다른 용접 방법에 비해 용접기의 가격이 비싸다.
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
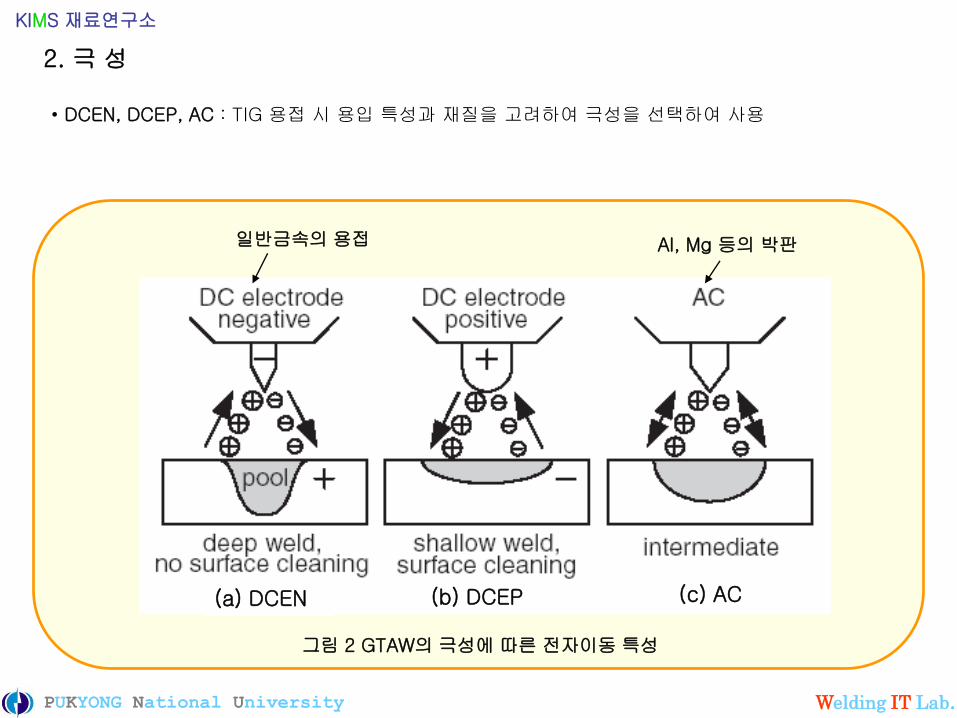
• DCEN, DCEP, AC : TIG 용접 시 용입 특성과 재질을 고려하여 극성을 선택하여 사용
그림 2 GTAW의 극성에 따른 전자이동 특성
Al, Mg 등의 박판 일반금속의 용접
(a) DCEN (b) DCEP (c) AC
2. 극 성
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
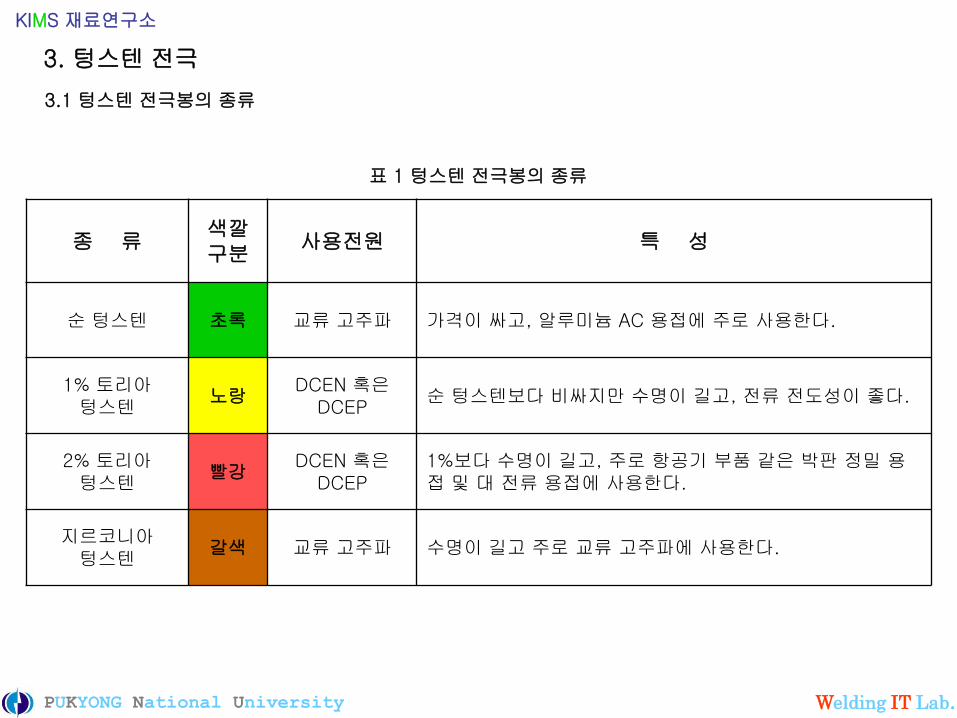
3. 텅스텐 전극
종 류 색깔 구분
사용전원 특 성
순 텅스텐 초록 교류 고주파 가격이 싸고, 알루미늄 AC 용접에 주로 사용한다.
1% 토리아 텅스텐
노랑 DCEN 혹은
DCEP 순 텅스텐보다 비싸지만 수명이 길고, 전류 전도성이 좋다.
2% 토리아 텅스텐
빨강 DCEN 혹은
DCEP 1%보다 수명이 길고, 주로 항공기 부품 같은 박판 정밀 용접 및 대 전류 용접에 사용한다.
지르코니아 텅스텐
갈색 교류 고주파 수명이 길고 주로 교류 고주파에 사용한다.
표 1 텅스텐 전극봉의 종류
3.1 텅스텐 전극봉의 종류
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
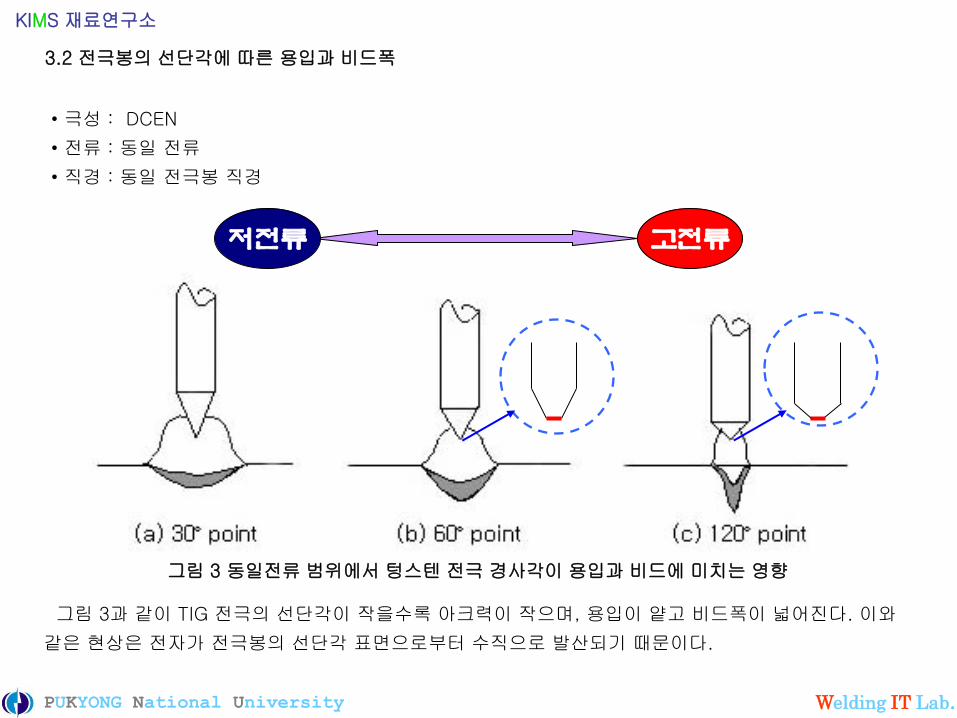
3.2 전극봉의 선단각에 따른 용입과 비드폭
• 극성 : DCEN
• 전류 : 동일 전류
• 직경 : 동일 전극봉 직경
그림 3 동일전류 범위에서 텅스텐 전극 경사각이 용입과 비드에 미치는 영향
그림 3과 같이 TIG 전극의 선단각이 작을수록 아크력이 작으며, 용입이 얕고 비드폭이 넓어진다. 이와
같은 현상은 전자가 전극봉의 선단각 표면으로부터 수직으로 발산되기 때문이다.
저전류 고전류
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
4. Shield gas
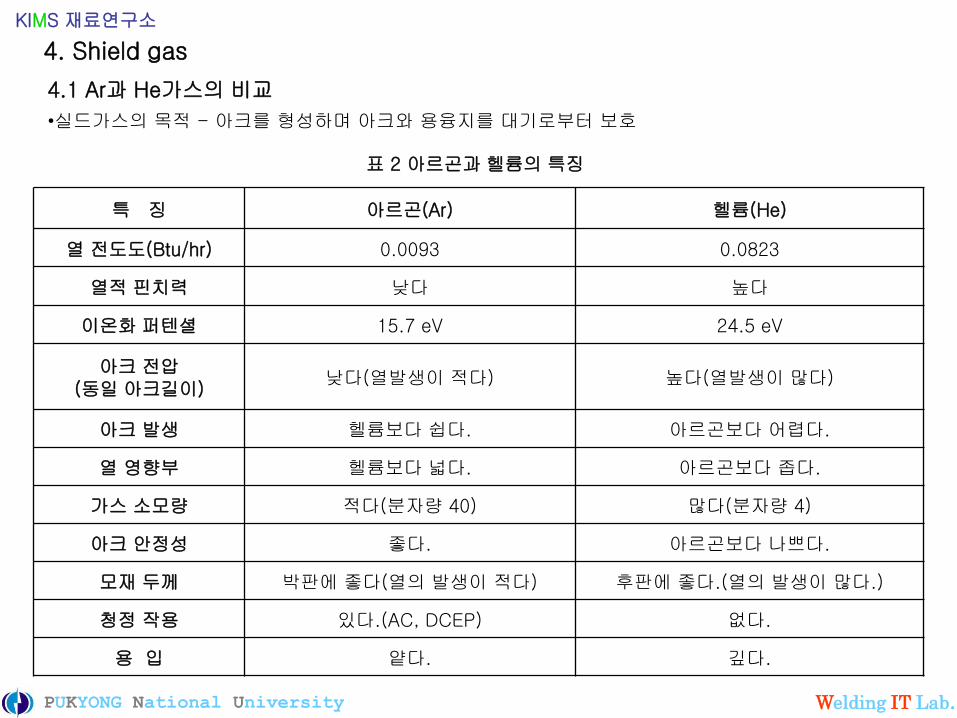
4.1 Ar과 He가스의 비교
•실드가스의 목적 - 아크를 형성하며 아크와 용융지를 대기로부터 보호
특 징 아르곤(Ar) 헬륨(He)
열 전도도(Btu/hr) 0.0093 0.0823
열적 핀치력 낮다 높다
이온화 퍼텐셜 15.7 eV 24.5 eV
아크 전압 (동일 아크길이)
낮다(열발생이 적다) 높다(열발생이 많다)
아크 발생 헬륨보다 쉽다. 아르곤보다 어렵다.
열 영향부 헬륨보다 넓다. 아르곤보다 좁다.
가스 소모량 적다(분자량 40) 많다(분자량 4)
아크 안정성 좋다. 아르곤보다 나쁘다.
모재 두께 박판에 좋다(열의 발생이 적다) 후판에 좋다.(열의 발생이 많다.)
청정 작용 있다.(AC, DCEP) 없다.
용 입 얕다. 깊다.
표 2 아르곤과 헬륨의 특징
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
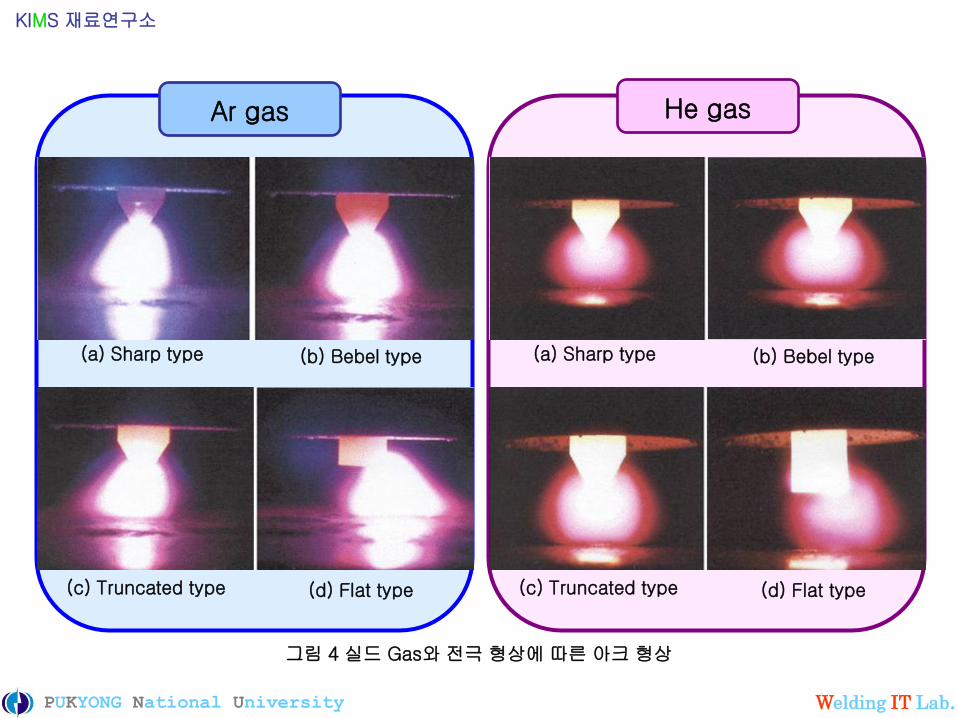
(a) Sharp type (b) Bebel type
(c) Truncated type (d) Flat type
(a) Sharp type (b) Bebel type
(c) Truncated type (d) Flat type
He gas Ar gas
그림 4 실드 Gas와 전극 형상에 따른 아크 형상
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
Ar에 He를 첨가하면 주어진 전류에서 입열량이 증가하는데, 적어도 30% 이상 첨가 되어야 실질적인 증
가를 가져온다. 입열량의 증가는 용입 증가와 더불어 용접 속도의 증가를 기대할 수 있다.
[용어 해설]
• 가스의 열 전도도 : 아크 기둥에서 발생하는 열이 가스를 통해서 얼마나 빠르게 전도되는지를 나타내는
척도를 의미한다. 열전도도가 크면 아크 기둥의 열이 많이 빠져나가기 때문에 아크 직경이 가늘게 수축한
다. 즉 열적핀치효과가 커진다. 수소와 헬륨은 열전도도가 큰 가스로 알려져 있다.
• 이온화 퍼텐셜 : 아크 개시의 용이성과 아크 안정성을 결정 짓는데 이것이 작을수록 아크 개시가 쉬우며
클수록 아크 개시가 어렵고, 정상 아크전압도 같은 경향을 가진다. 따라서 같은 전류로 용접할 때 아크전
압이 높아지면 입열량은 증가한다. He을 혼합하면 입열량을 높게 하는 효과도 있다.
아르곤에 헬륨 혼합 시 특징
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
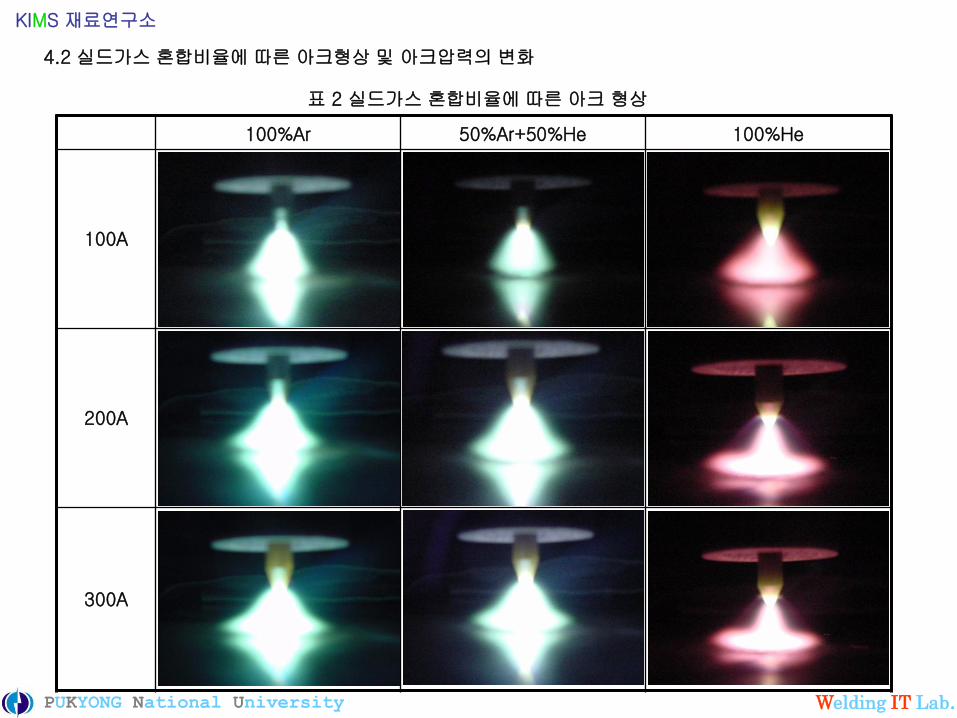
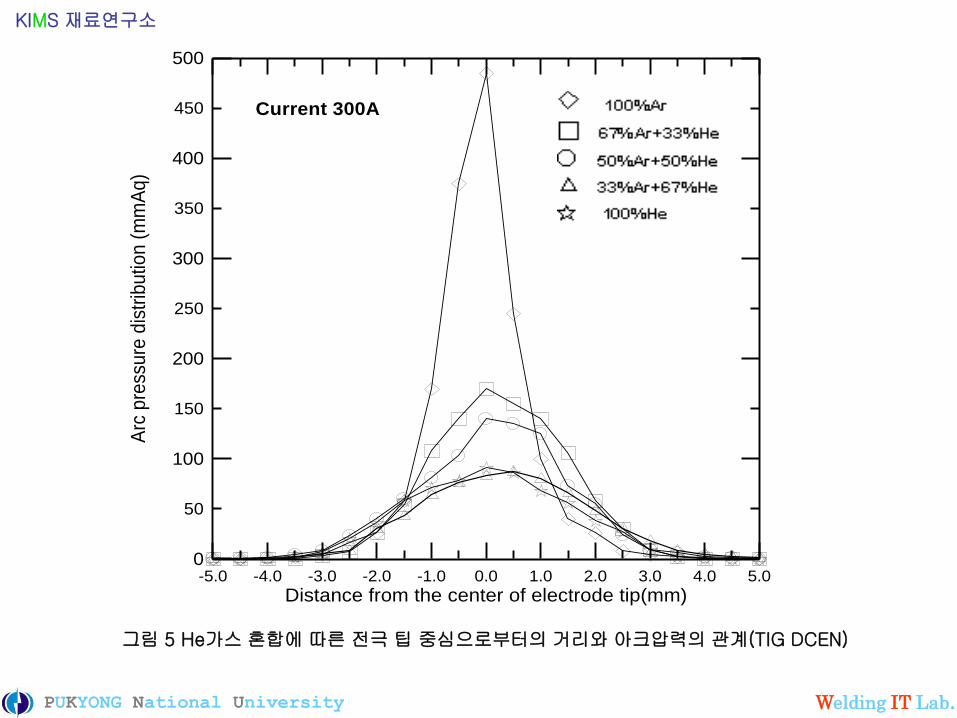
4.2 실드가스 혼합비율에 따른 아크형상 및 아크압력의 변화
표 2 실드가스 혼합비율에 따른 아크 형상
100%Ar 50%Ar+50%He 100%He
100A
200A
300A
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
-5.0 -4.0 -3.0 -2.0 -1.0 0.0 1.0 2.0 3.0 4.0 5.0
Distance from the center of electrode tip(mm)
50
150
250
350
450
0
100
200
300
400
500
Arc
pre
ssu
re d
istr
ibu
tion (
mm
Aq
)
Current 300A
그림 5 He가스 혼합에 따른 전극 팁 중심으로부터의 거리와 아크압력의 관계(TIG DCEN)
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
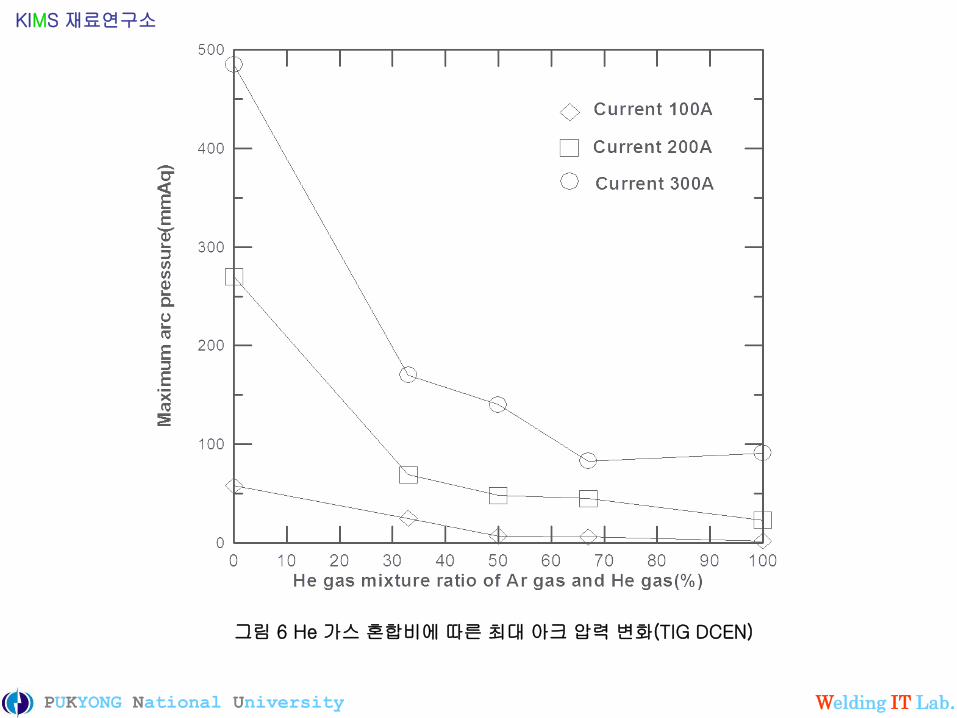
그림 6 He 가스 혼합비에 따른 최대 아크 압력 변화(TIG DCEN)
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
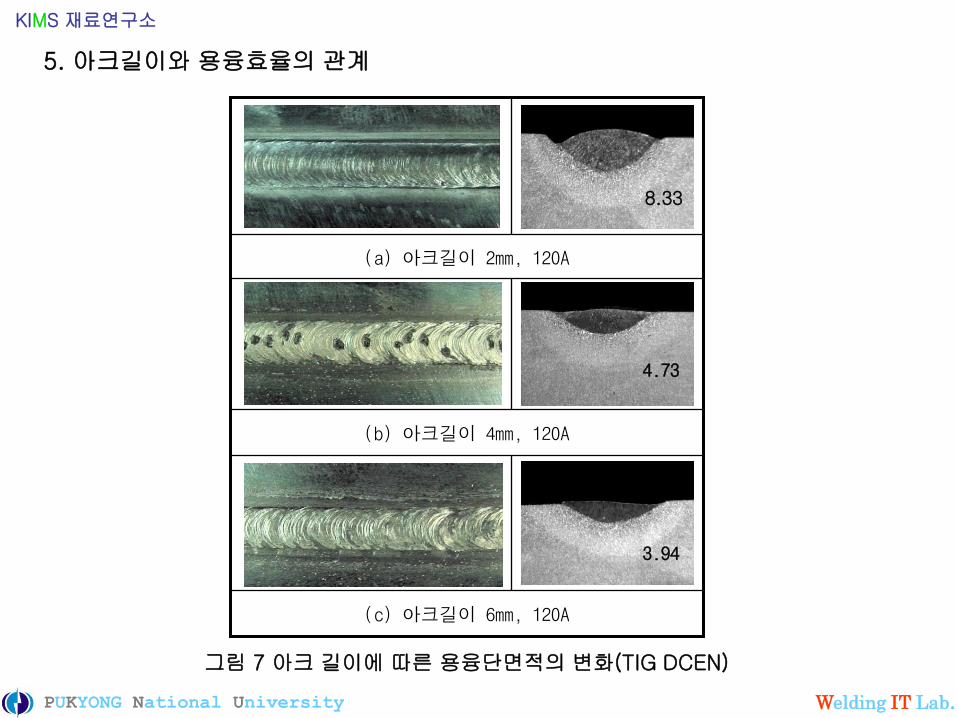
(c) 아크길이 6mm, 120A
(b) 아크길이 4mm, 120A
(a) 아크길이 2mm, 120A
8.33
4.73
3.94
5. 아크길이와 용융효율의 관계
그림 7 아크 길이에 따른 용융단면적의 변화(TIG DCEN)
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
2 4 60
500
1000
1500
2000
Arc length (mm)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
Melting efficiency
Apparent heat input
Appare
nt
heat in
put (J
/mm
) Meltin
g e
fficie
ncy(m
m3/J
)
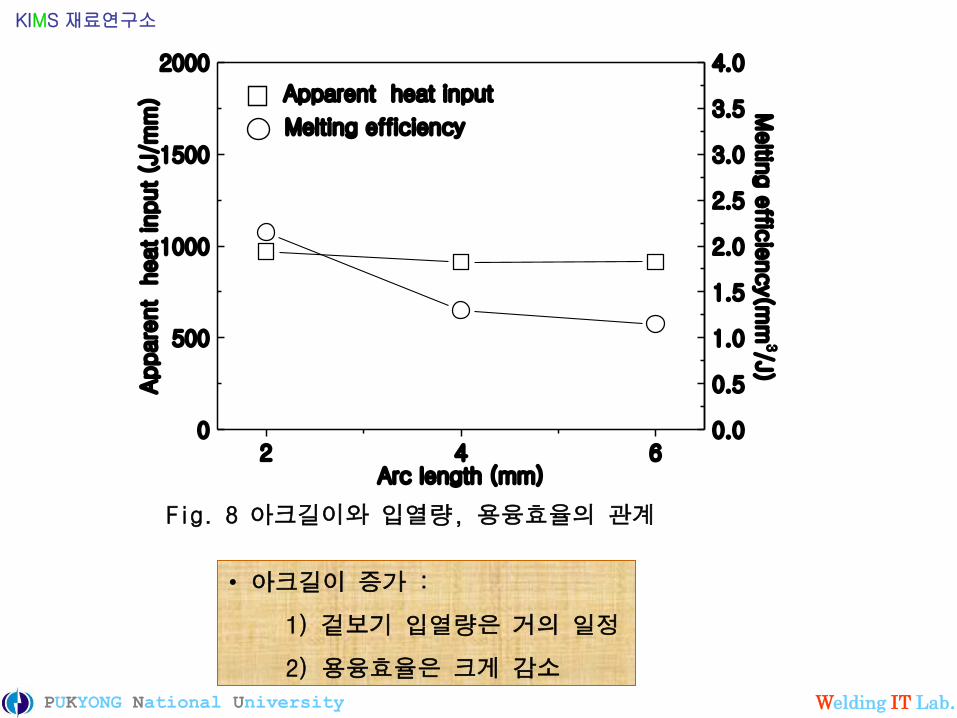
Fig. 8 아크길이와 입열량, 용융효율의 관계
• 아크길이 증가 :
1) 겉보기 입열량은 거의 일정
2) 용융효율은 크게 감소
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
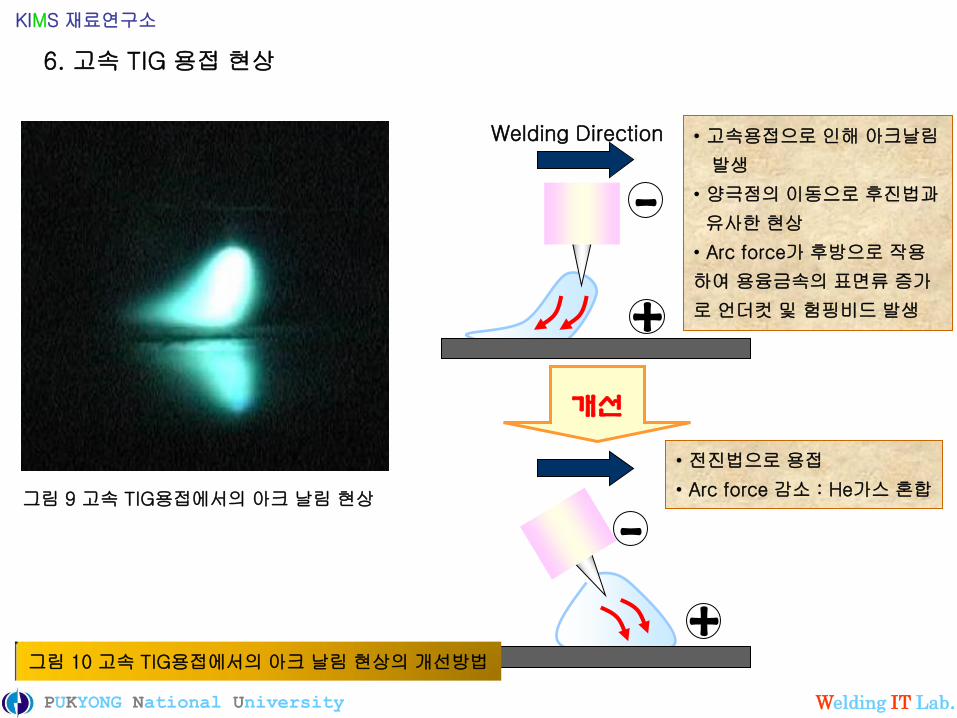
6. 고속 TIG 용접 현상
그림 9 고속 TIG용접에서의 아크 날림 현상
• 고속용접으로 인해 아크날림
발생
• 양극점의 이동으로 후진법과
유사한 현상
• Arc force가 후방으로 작용
하여 용융금속의 표면류 증가
로 언더컷 및 험핑비드 발생
-
+
Welding Direction
-
+
개선
• 전진법으로 용접
• Arc force 감소 : He가스 혼합
그림 10 고속 TIG용접에서의 아크 날림 현상의 개선방법
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
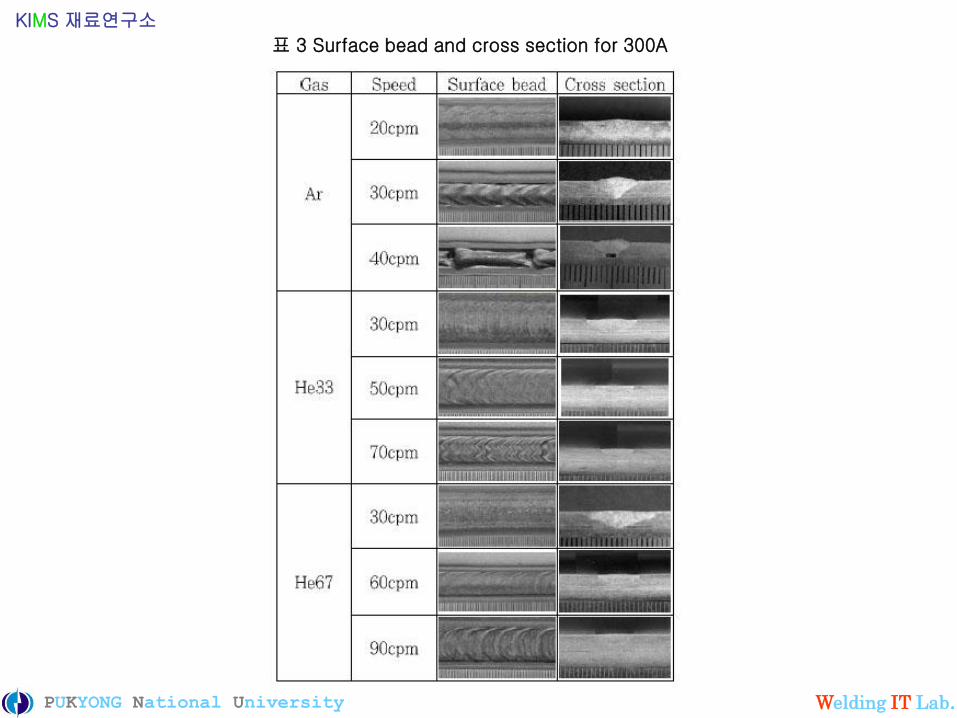
표 3 Surface bead and cross section for 300A
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
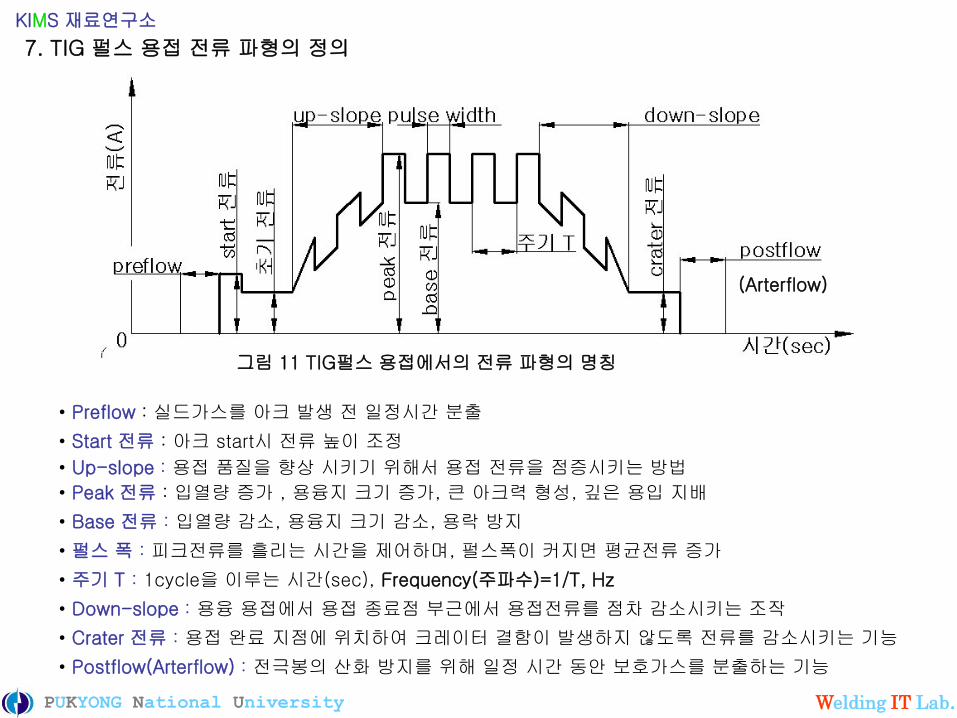
• Preflow : 실드가스를 아크 발생 전 일정시간 분출
• Start 전류 : 아크 start시 전류 높이 조정
• Up-slope : 용접 품질을 향상 시키기 위해서 용접 전류을 점증시키는 방법
• Peak 전류 : 입열량 증가 , 용융지 크기 증가, 큰 아크력 형성, 깊은 용입 지배
• Base 전류 : 입열량 감소, 용융지 크기 감소, 용락 방지
• 펄스 폭 : 피크전류를 흘리는 시간을 제어하며, 펄스폭이 커지면 평균전류 증가
• 주기 T : 1cycle을 이루는 시간(sec), Frequency(주파수)=1/T, Hz
• Down-slope : 용융 용접에서 용접 종료점 부근에서 용접전류를 점차 감소시키는 조작
• Crater 전류 : 용접 완료 지점에 위치하여 크레이터 결함이 발생하지 않도록 전류를 감소시키는 기능
• Postflow(Arterflow) : 전극봉의 산화 방지를 위해 일정 시간 동안 보호가스를 분출하는 기능
7. TIG 펄스 용접 전류 파형의 정의
(Arterflow)
그림 11 TIG펄스 용접에서의 전류 파형의 명칭
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
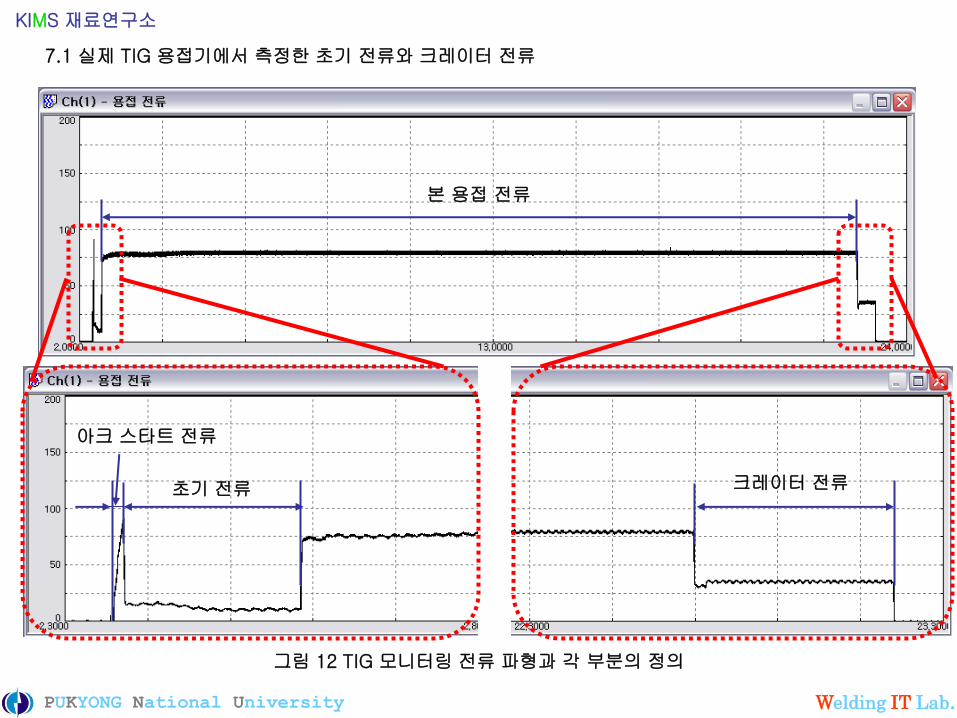
7.1 실제 TIG 용접기에서 측정한 초기 전류와 크레이터 전류
본 용접 전류
크레이터 전류 초기 전류
아크 스타트 전류
그림 12 TIG 모니터링 전류 파형과 각 부분의 정의
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
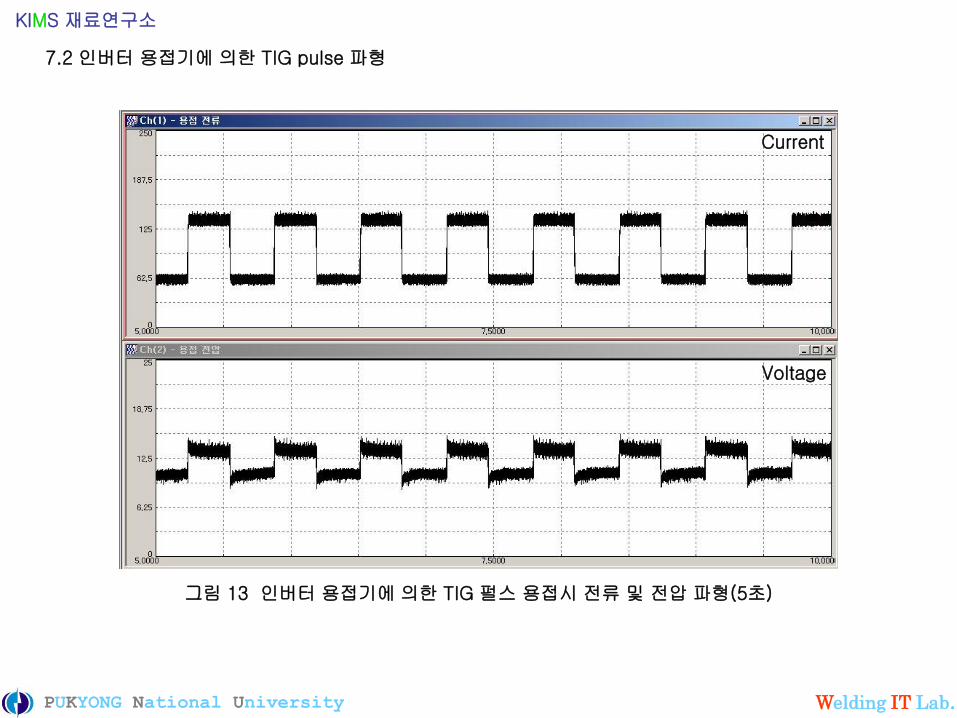
Current
Voltage
그림 13 인버터 용접기에 의한 TIG 펄스 용접시 전류 및 전압 파형(5초)
7.2 인버터 용접기에 의한 TIG pulse 파형
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
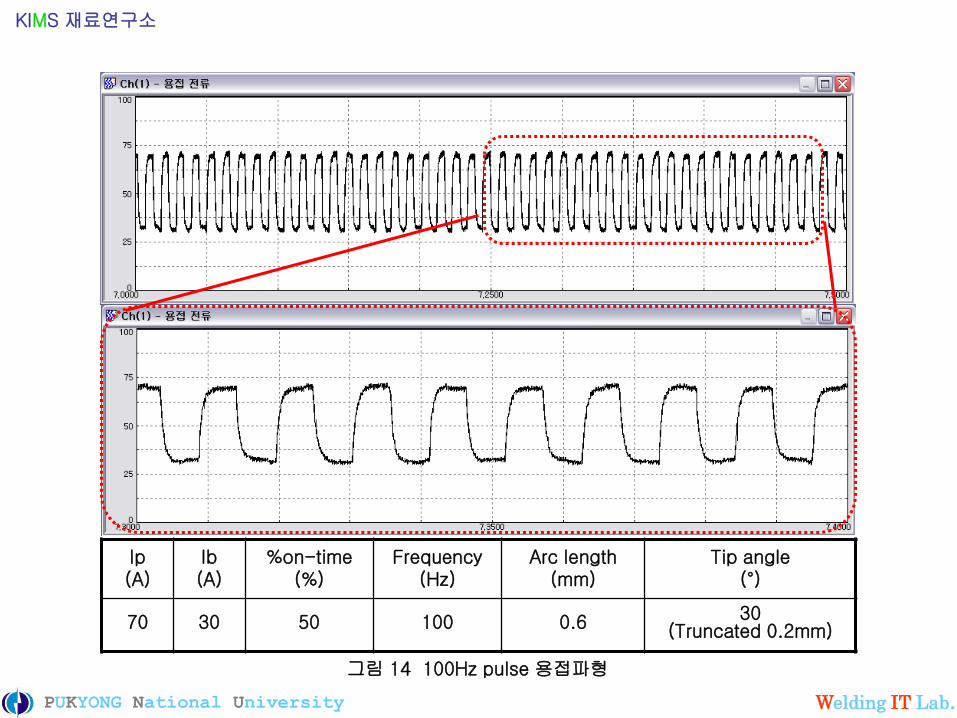
그림 14 100Hz pulse 용접파형
Ip (A)
Ib (A)
%on-time (%)
Frequency (Hz)
Arc length (mm)
Tip angle (°)
70 30 50 100 0.6 30 (Truncated 0.2mm)
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
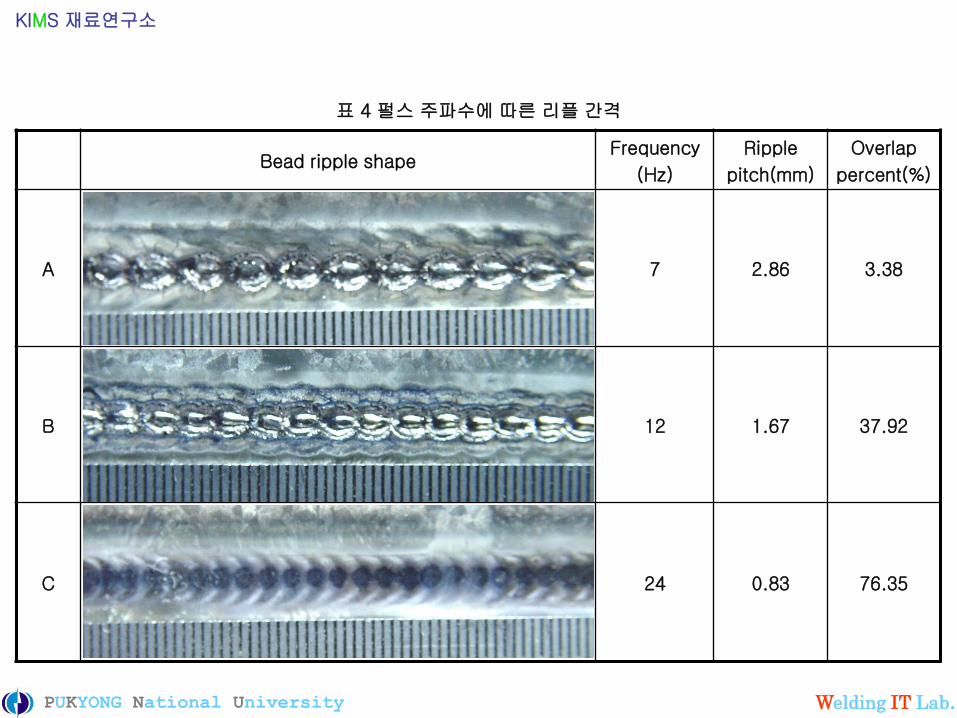
Bead ripple shape Frequency
(Hz)
Ripple
pitch(mm)
Overlap
percent(%)
A 7 2.86 3.38
B 12 1.67 37.92
C 24 0.83 76.35
표 4 펄스 주파수에 따른 리플 간격
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
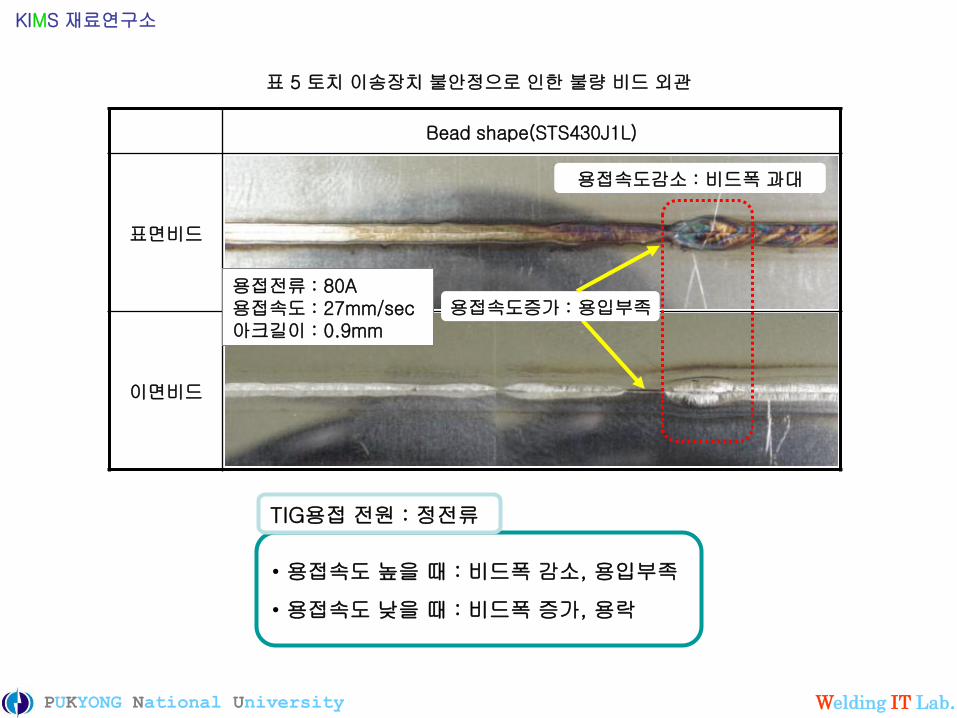
Bead shape(STS430J1L)
표면비드
이면비드
표 5 토치 이송장치 불안정으로 인한 불량 비드 외관
용접전류 : 80A 용접속도 : 27mm/sec 아크길이 : 0.9mm
용접속도감소 : 비드폭 과대
용접속도증가 : 용입부족
• 용접속도 높을 때 : 비드폭 감소, 용입부족
• 용접속도 낮을 때 : 비드폭 증가, 용락
TIG용접 전원 : 정전류
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
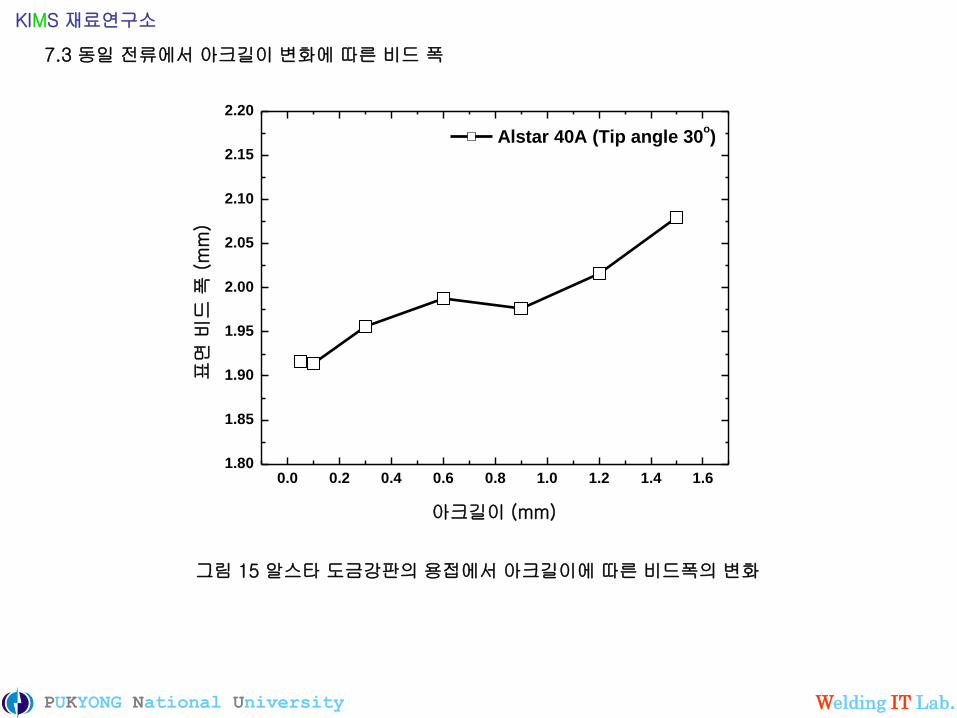
7.3 동일 전류에서 아크길이 변화에 따른 비드 폭
그림 15 알스타 도금강판의 용접에서 아크길이에 따른 비드폭의 변화
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.61.80
1.85
1.90
1.95
2.00
2.05
2.10
2.15
2.20
Su
rfa
ce
be
ad
wid
th(m
m)
Arc length(mm)
Alstar 40A (Tip angle 30o)
표면
비드
폭 (
mm
)
아크길이 (mm)
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
8. 티타늄 용접시공 (1) 용접 작업장 구비조건 1) 용접 작업에 사용되는 모든 장비는 깨끗이 세척 : Ar Torch, Grinder, Jig/fixture & 모든 공구류 2) 일반 작업장과 분리 격리 : 연질비닐, 커튼, 비닐 하우스 등 사용 3) 작업장내 먼지와 이물질 완전 제거 : 진공청소기 비치 4) 작업장 바닥 청결 : 베니어판이나 고무로 덮기 5) 용접사용 슬리퍼 비치 6) 작업장내 통풍은 최소한으로 허용 (2) 용접사 구비조건 1) 흰 면장갑 착용 2) 상하 흰 작업복 착용 : 이물질 발견 용이 3) 용접용 모든 공구, 개인 장구류의 먼지, 기름 등 제거
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
(3) 용접 장비 1) 용접기 - 펄스 용접기 - 고주파 발생장치 우수한 것 2) 토치 - 수냉식 - 큰 실드가스 컵(3/4”) 사용 : 산화 방지 위해 폭넓은 가스 실딩 - 가스 렌스 : 와류방지. 균일한 실드가스 공급 (4) 이음부 준비 1) 먼지, 스케일 및 이물질 제거 : 물 또는 비눗물로 세척 - 용접부 취화, 용접기공 및 오염예방 - 그루브면 기준으로 최소25mm 청소 2) 기계톱, 기계가공, 연마 : 틈새, 요철부 제거 3) 표면 화학액 처리 - 알코올, 아세톤 등으로 세척하거나 침지 4) 에어 그라인더로 클리닝 (5) 텅스텐 용접봉 청결 1) 사용전 아세톤으로 필히 청소 2) 오염된 용접봉은 철단, 제거
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
(6) 가스 Shielding
1) 가스종류
- 박판에서는 아르곤(99.9%) 사용
- 후판에서는 아르곤+헬륨 혼합가스도 사용
2) 가스 실딩
- 티타늄은 다른 금속과 달리426도C이상에서는 산화와 취화
용융지와 열영향부가 고순도 불활성 가스에 의해 대기로부터 보호 필요
- 용융지와 열영향부가 315도C이하로 냉각될 때까지 가스 실딩 필요
- 종래 : 진공 챔버 또는 아르곤 챔버내에서 용접
- 최근 : 실딩기구 써서 용접
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
** 필수적인 실드와 실드기구 및 분위기 조절은 다음과 같다. <가> Primary shield a) 용접토치의 가스 노즐에 의한 가스 실드로서 용융지와 열영향부 보호 b) 유량 : 12~18 l/min c) 가스렌스가 부착된 3/4” 세라믹컵 사용 d) 실드가스의 Preflow & Postflow 시간 충분히 줄 것 <나> Trailing shield a) 용접 토치 후방에 장방형 상자로 부착 : 용융지, 용접비드 및 열영향부를 315도C이하로 냉각 될 때까지 실딩 b) 유량 : 25~35 l/min c) 트레일링 실드용 상자 형상 : 현장 상황에 맞게 설계 d) 트레일링 실드용 상자 소재 : 구리, 스테인리스강, 다공성 청동 또는 알브론즈 및 스테인리스강 망으로 구성 <다> Back shield a) 표면쪽에서 용접하는 동안 고온으로 되는 이면의 보호 b) Gas Outlet에 이슬점 메터 설치 c) Backing bar는 구리, 알루미늄, Steel 등의 소재사용. 냉각작용 있고 내부 홈에서는 실드가스 공급 d) 유량 : 25~35 l/min e) 실린더 내부 압력 5기압 이하이면 신규 교체
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
(7) 용접 전류 파형 1) 루트 Gap 없는 맞대기 용접 : 펄스전류 적용 (Ip 125~130A, Ib 80~85A) 2) W-Electrode 장기 사용하지 말고 자주 교체
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
9. 티타늄 용접 품질 및 기공
(1) 용접부 산화 변색 정도에 따른 합부 판정 기준
1) 은백색 : 완전한 실드 상태 Good
2) 금 색 : 거의 산화 오염 없는 용접부 Good
3) 자색과 청색 : 용접부 표면의 연성에 다소 영향 Good
4) 회색과 흑백색 : 상당한 오염. 용접부 연성저하 심각 NG
5) 백색과 황백색 : 용접부 성질 상당히 취약 NG
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
(2) 용접 기공의 발생원인 및 대책 1) 직접적 요인 a) 용접분위기 산소, 질소, 수소 등 불순가스 혼입 충분한 아르곤 가스 실딩
b) 용접봉 또는 용접와이어 표면에 먼지 및 기름기 등 부착, 표면 산화물 존재, 용접봉 자체에 다량의 불순가스 고착 알코올 또는 아세톤 탈지
c) 용접 모재 표면에 먼지와 기름 등의 부착, 표면에 산화물 존재, 용접봉 자체에 다량의 불
순가스 고착 알코올 또는 아세톤 탈지
2) 간접적 요인 a) 용접 조건 높은 용접전류, 높은 용접속도 용접 전류 및 속도 감소
b) 그루브 형상 지나치게 넓은 그루브 각도 그루브 각도가 적으면 기공발생 감소
KIMS 재료연구소
PUKYONG National University Welding IT Lab.
Thank You !
• Questions?
• Prof. PhD • Sang-Myung, CHO (Professional Engineer Welding)
• 051-629-6377 • 011-807-1660
• Home Page : www.welding.re.kr
• Welding IT Lab. Pukyong National Univ.