tornillos de fijación 1 - facultad de ingeniería · pdf filela rosca whitworth...
TRANSCRIPT


Tornillos de Fijación 1
Tornillos de Fijación Indice de Temas
1. Introducción: ________________________________________________________________ 2
2. Definiciones: ________________________________________________________________ 2
3. Clases de rosca: ______________________________________________________________ 3
4. Tolerancias y holguras: ________________________________________________________ 7
5. Tipos de tornillos: ____________________________________________________________ 8
6. Cálculo de Tornillos: __________________________________________________________ 9
6.1. Uniones que se arman sin tensado previo: ____________________________________________ 10
6.2. Uniones no cargadas que se arman con tensado previo: __________________________________ 10
6.3. Uniones cargadas transversalmente que se arman con tensado previo: ______________________ 12
6.4. Uniones cargadas axialmente que se arman con tensado previo: ___________________________ 13
7. Especificaciones y recomendaciones: ____________________________________________ 17
Tornillos de Fijación 2
1. Introducción:
Unir es uno de los problemas básicos en ingeniería, las piezas básicas siempre se integran formando
piezas más complejas. Una clasificación para las uniones las separa en : permanentes,
semipermanentes y desmontables.
En el primer grupo, se reúnen las uniones que una vez ensambladas son muy difíciles de separar. Es
el caso de las soldaduras y ajustes muy forzados. Estas uniones, si se separan, implican daños en la
zona de unión.
Un segundo grupo lo forman las uniones que en general no van a desmontarse, pero se deja abierta
esta posibilidad. Para esto se usan principalmente uniones remachadas.
Finalmente, las uniones que deben ser desmontables para efectos de mantenimiento o traslados
utilizan elementos roscados, chavetas, lengüetas, pasadores y seguros elásticos.
Entre las ventajas del tornillo como método de sujeción y unión están:
- Espesor de elementos a unir limitado sólo por la longitud de los tornillos y el área disponible
para los agujeros de los mismos.
- Conexión fácilmente desmontable con fines de separación o inspección de la maquinaria.
- Se pueden unir materiales distintos.
- Se requiere equipo barato y simple, y habilidades mínimas por parte de los operadores
- La operación de conectar con tornillos es más barata que la de soldar, no introduce esfuerzos
residuales o alabeos, no cambia el tratamiento térmico de las partes conectadas.
Entre sus desventajas se pueden citar:
- La junta es más débil que las partes que se van a unir.
- Introduce concentración de esfuerzos en los agujeros.
- Las juntas no son herméticas a fluidos a menos que se sellen. Los sellos o empaquetaduras
pueden fallar con el tiempo.
- Las juntas se pueden aflojar y pueden ser sensibles a las vibraciones, también se debilitan o
aflojan ante cambios grandes de temperatura.
2. Definiciones:
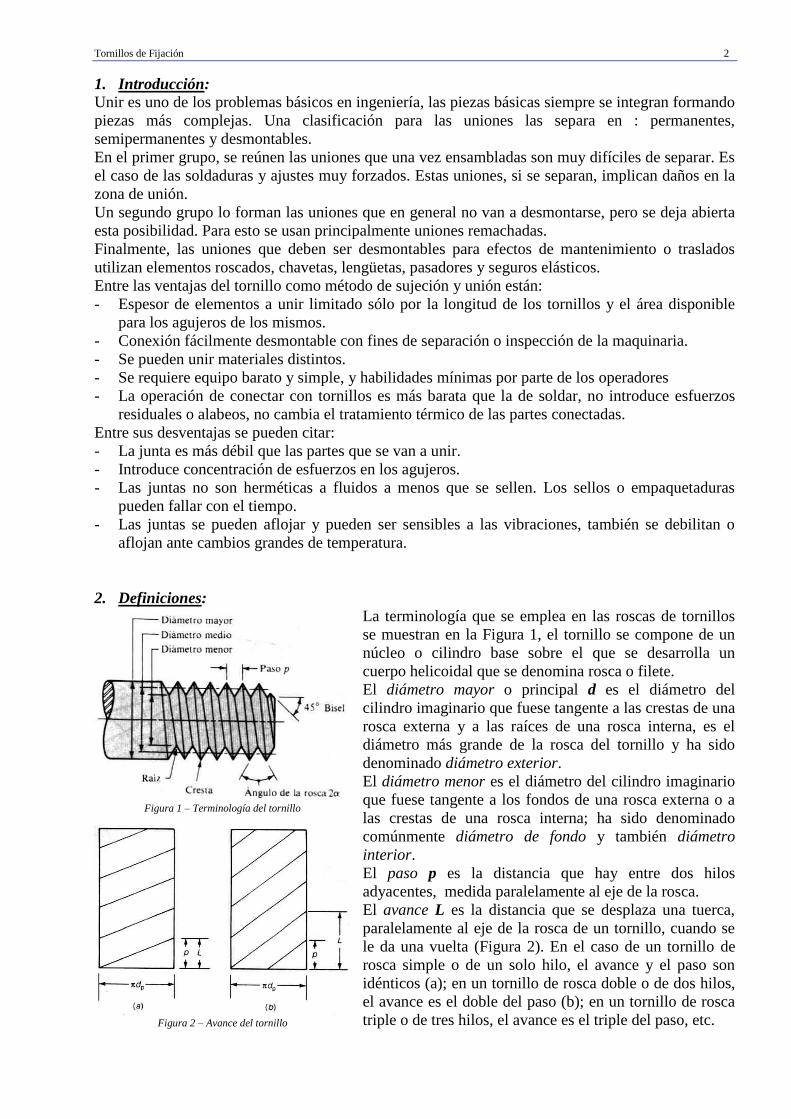
La terminología que se emplea en las roscas de tornillos
se muestran en la Figura 1, el tornillo se compone de un
núcleo o cilindro base sobre el que se desarrolla un
cuerpo helicoidal que se denomina rosca o filete.
El diámetro mayor o principal d es el diámetro del
cilindro imaginario que fuese tangente a las crestas de una
rosca externa y a las raíces de una rosca interna, es el
diámetro más grande de la rosca del tornillo y ha sido
denominado diámetro exterior.
El diámetro menor es el diámetro del cilindro imaginario
que fuese tangente a los fondos de una rosca externa o a
las crestas de una rosca interna; ha sido denominado
comúnmente diámetro de fondo y también diámetro
interior.
El paso p es la distancia que hay entre dos hilos
adyacentes, medida paralelamente al eje de la rosca.
El avance L es la distancia que se desplaza una tuerca,
paralelamente al eje de la rosca de un tornillo, cuando se
le da una vuelta (Figura 2). En el caso de un tornillo de
rosca simple o de un solo hilo, el avance y el paso son
idénticos (a); en un tornillo de rosca doble o de dos hilos,
el avance es el doble del paso (b); en un tornillo de rosca
triple o de tres hilos, el avance es el triple del paso, etc.
Figura 1 – Terminología del tornillo
Figura 2 – Avance del tornillo

Tornillos de Fijación 3
3. Clases de rosca:
Los tornillos de unión tienen filetes de sección triangular y son por lo general de una sola entrada,
consecuencia del requisito indispensable de ser irreversibles, lo cual lleva a ángulos de inclinación
pequeños.
Muchos autores consideran que el tornillo fue inventado alrededor del 400 a.C. por Arquitas de
Tarento (430-360 a.C.), al que se le debe también el invento de la polea. Una de las primeras
aplicaciones fue en prensas para la extracción de aceites de aceitunas y zumo de uvas. Arquímides
(287-212 a.C.) perfeccionó el tornillo y lo llegó a utilizar para elevar agua. También fue Arquímides
el que inventó el tornillo sinfín. Alrededor del año 200 a.C. un matemático griego, Apolonio de
Perga, desarrolló la geometría de la hélice espiral. Sin embargo, es posible que la invención del
tornillo, que tiene la forma de tornillos utilizados en las tuercas, fue descrita por primera vez por
Herodoto de Alejandría en el siglo I a.C.
En épocas antiguas era complicadísimo ya que había que buscar la rosca que coincidiera con el
tornillo, la construcción de las roscas dependía de la vista y destreza de los artesanos. Los avances
en este sentido sucedieron en el siglo XVIII. Antoine Thiout, alrededor de 1750, introdujo la
innovación de equipar un torno con un accionamiento a tornillo
que permitía al carro portaherramientas moverse
longitudinalmente en forma semiautomática. Jesse Ramsden en
1770 fabricó el primer torno con este tipo de accionamiento en
forma satisfactoria. Los tornillos de precisión permitieron obtener
instrumentos de precisión que conllevaron a la construcción de
máquinas de vapor y herramientas para máquinas. Con el
incremento de la demanda se hizo crítica la falta de una
estandarización para la intercambiabilidad de juntas.
Todos los diferentes tipos de rosca que se usan en los tornillos son
estandarizados, y es importante que el diseñador conozca los tipos
disponibles y cuáles son sus características importantes. Uno de
los tipos más antiguos es la rosca “V” (Figura 3), sin embargo, lo
agudo de la cresta hace que el tornillo sea muy susceptible al
deterioro, además la raíz aguda da como resultado grandes
concentraciones de tensiones.
La rosca Whitworth (Figura 4), en la cual la cresta y la raíz están
redondeadas, fue ideada en 1841 por el inglés Joseph Whitworth
(1803-1887) para acabar con la confusión que hasta entonces
existía en la construcción de roscas. Para ello recolectó tornillos
de un gran número de negocios británicos. Fue estándar durante
mucho tiempo en Inglaterra (BSW) según el estándar BS 84: 1956
de la British Standard. Una desventaja importante es que el paso
aumenta casi proporcionalmente con el diámetro, de modo que a
grandes diámetros corresponden pasos excesivamente grandes.
Por otra parte, ni las unidades (pulgadas) ni el ángulo de los
flancos de la rosca (55°) son normales.
Otra solución fue la rosca Sellers, propuesta por William Sellers
independientemente en Norteamérica en 1864 (Figura 5), alivió
mucho el problema reemplazando las crestas y raíces agudas con
superficies planas, esta rosca estuvo normalizada en Estados
Unidos durante muchos años (USS: U. S. Standard, NC:
American Standard Coarse Series y NF: Fine Series).
Debido a todo ello en 1898 fue adoptado en Zurich otro sistema
llamado Métrico o Internacional (Figura 6), que tiene todas las
características en una y toma como triángulo generador uno
Figura 3 – Rosca “V”
D=0.643 p H=0.9605 p r=0.1373 p
Figura 4 – Rosca Whitworth
D=0.6495 p H=0.866 p f=0.125 p
Figura 5 – Rosca Sellers
D=0.6495 p H=0.866 p T=0.125H r=0.058 p
Figura 6 – Rosca métrica SI

Tornillos de Fijación 4
equilátero con lo cual el ángulo es de 60°, y hace aumentar el paso de rosca más lentamente en
diámetros grandes que en diámetros pequeños.
La Norma Unificada surgió en 1948 de la necesidad de la intercambiabilidad de piezas roscadas
entre Estados Unidos, Canadá e Inglaterra, y de la necesidad de modificar los juegos y tolerancias
de las roscas americanas para prevenir que las roscas que deban aparearse de distintos sistemas
produzcan inconvenientes en el montaje debido a que ellas se aproximan a las mismas dimensiones
básicas. Las crestas pueden ser planas o redondeadas y el ángulo de la rosca es de 60°. En 1965 la
British Standards Institution consideró sus normas anteriores (BSW, BSF, BA) como obsoletas
indicando que el primer reemplazo para diseños futuros sería la rosca métrica ISO con la rosca en
pulgadas ISO como segunda opción.
Este perfil se fue modificando ligeramente y,
Figura 7, se conoce ahora como Perfil
Unificado (Unified Profile) o perfil de
pulgada unificada (Unified Inch Profile) de
acuerdo con la ANSI B1.1-1982.
Anteriormente, este perfil se conocía como
perfil nacional unificado (Unified National)
o como el perfil nacional americano
(American National). Este se convierte en el
perfil M en la terminología ANSI B1.13M-
1983 cuando se utilizan las unidades del
Sistema Internacional (SI), en tanto que la
organización internacional para la
estandarización (ISO) se refiere a él como el
perfil básico para roscas de tornillos para usos generales. La importancia de estas diferentes
designaciones es que implican diferentes tolerancias y holguras. El tamaño de la rosca se especifica
mediante el paso de la nomenclatura métrica y por el número de hilos por pulgada en la del sistema
unificado.
Las dimensiones de los tornillos en el sistema unificado se designan por un número de tamaño para
los diámetros mayores de menos de ¼” y por una secuencia de código para diámetros de ¼” y
mayores. Por ejemplo, un tornillo hecho en una barra de ¼” con 20 hilos por pulgada se puede
especificar:
1 / 4 - 20 UNC – 2 A
es decir, el diámetro externo nominal o tamaño nominal; el número de hilos por pulgada; los
símbolos de la forma de rosca, de la serie y de la tolerancia; y el símbolo de la clase de rosca. Se
considera que son roscas derechas a menos que la designación esté seguida por –LH.
Algunas de las series de roscas son:
- UNC (Unified National Coarse): serie de roscas gruesas u ordinarias, recomendable para uso
general, cuando la trepidación y la vibración no son factores importantes, donde es frecuente el
desmontaje de las piezas y cuando los agujeros roscados están hechos en metales que no sean
acero. Siempre se utiliza la rosca gruesa a no ser que haya una razón para emplear otra.
- UNF (Unified National Fine): serie de roscas finas, se utiliza frecuentemente en las industrias
del automóvil y de aviación; especialmente cuando existe trepidación y vibración (que tienden a
aflojar la tuerca), cuando los agujeros roscados lo son en acero (evitar usarla en materiales
frágiles).
- UNEF (Unified National Extra Fine): serie de roscas extrafinas, usada en aplicaciones
instrumentales, es particularmente útil en equipo aeronáutico; adecuada cuando haya de ser
roscado material de paredes delgadas, cuando son necesarios ajustes finos y cuando la
trepidación y las vibraciones son excesivas. Los tornillos de estas roscas están fabricados
probablemente con acero aleado tratado térmicamente.
H=0.866 p
Figura 7 – Rosca perfil unificado

Tornillos de Fijación 5
- Se dispone de varias roscar de pasos estándar constante. Como su nombre lo implica son roscas
que tienen el mismo paso para todos los diámetros. El paso para las roscas previamente vistas
aumenta al aumentar el diámetro. De esto resulta que pudiera ser imposible tensionar lo
suficiente a tornillos grandes para inducir la tensión inicial necesaria. Obviamente este problema
puede ser aligerado si permanece constante el paso al aumentar el diámetro. Algunos de los
pasos estándar constantes de roscas disponibles son el paso 8 UN, 12 UN, 16 UN y 20 UN.
Algunas aplicaciones para las cuales se usan roscas de paso constante son bridas de tuberías de
alta presión, pernos para cabezas de cilindros, maquinaria pesada, etc.
Las roscas SI se designan por la letra M precediendo el diámetro mayor nominal en milímetros,
sigue el paso en milímetros por hilo y a continuación están los símbolos para los límites de
tolerancia, por ejemplo:
M 10 x 1.25 – 5h6h
describe una rosca externa cuyo diámetro mayor es aproximadamente de 10 mm y cuyo paso es
1.25 mm por hilo.
En las tablas 1 y 2 se observan las características de roscas métricas y roscas unificadas UNC y
UNF, que serán útiles al especificar y diseñar piezas roscadas.

Tornillos de Fijación 6
Diámetro
mayor nominal d [mm]
Serie de Paso basto Serie de Paso fino
Paso p [mm] Area de
esfuerzo de
tensión At
Area al diámetro
menor Ar
Paso p [mm] Area de
esfuerzo de
tensión At
Area al diámetro
menor Ar
1.6 0.35 1.27 1.07
2 0.40 2.07 1.79
2.5 0.45 3.39 2.98
3 0.50 5.03 4.47
3.5 0.60 6.78 6.00
4 0.70 8.78 7.75
5 0.80 14.2 12.7
6 1.00 20.1 17.9
8 1.25 36.6 32.8 1 39.2 36.0
10 1.50 58.0 52.3 1.25 61.2 56.3
12 1.75 84.3 76.3 1.25 92.1 86.0
14 2.00 115 104 1.5 125 116
16 2.00 157 144 1.5 167 157
20 2.50 245 225 1.5 272 259
24 3.00 353 324 2 384 365
30 3.50 561 519 2 621 596
36 4.00 817 759 2 915 884
42 4.50 1120 1050 2 1260 1230
48 5.00 1470 1380 2 1670 1630
56 5.50 2030 1910 2 2300 2250
64 6.00 2680 2520 2 3030 2980
72 6.00 3460 3280 2 3860 3800
80 6.00 4340 4140 1.5 4850 4800
90 6.00 5590 5360 2 6100 6020
100 6.00 6990 6740 2 7560 7470
110 2 9180 9080
Datos obtenidos de ANSI B1.1-1974 y B18.3.1-1978. El diámetro menor se obtuvo con dr = d – 1.226869 p,
y el diámetro de paso dm= d – 0.649 p, la media de ellos se utiliza para evaluar el área de esfuerzo de tensión [mm2].
Tabla 1 – Roscas métricas
Diámetro mayor nominal
d [pulg]
Serie de Paso basto - UNC Serie de Paso fino – UNF
Hilos por pulg
Area de
esfuerzo de
tensión At
Area al
diámetro
menor Ar
Hilos por pulg
Area de
esfuerzo de
tensión At
Area al
diámetro
menor Ar
0.060 (N° 0) 80 0.00180 0.00151
0.073 (N° 1) 64 0.00263 0.00218 72 0.00278 0.00237
0.086 (N° 2) 56 0.00370 0.00310 64 0.00394 0.00339
0.099 (N° 3) 48 0.00487 0.00406 56 0.00523 0.00451
0.112 (N° 4) 40 0.00604 0.00496 48 0.00661 0.00566
0.125 (N° 5) 40 0.00796 0.00672 44 0.00880 0.00716
0.138 (N° 6) 32 0.00909 0.00745 40 0.01015 0.00874
0.164 (N° 8) 32 0.01400 0.01196 36 0.01474 0.01285
0.190 (N°10) 24 0.01750 0.01450 32 0.02000 0.01750
0.216 (N°12) 24 0.02420 0.02060 28 0.02580 0.02260
1 / 4 20 0.03180 0.02690 28 0.03640 0.03260
5 / 16 18 0.05240 0.04540 24 0.05800 0.05240
3 / 8 16 0.07750 0.06780 24 0.08780 0.08090
7 / 16 14 0.10630 0.09330 20 0.11870 0.10900
1 / 2 13 0.14190 0.12570 20 0.15990 0.14860
9 / 16 12 0.18200 0.16200 18 0.20300 0.18900
5 / 8 11 0.22600 0.20200 18 0.25600 0.24000
3 / 4 10 0.33400 0.30200 16 0.37300 0.35100
7 / 8 9 0.46200 0.41900 14 0.50900 0.48000
1 8 0.60600 0.55100 12 0.66300 0.62500
1 ¼ 7 0.96900 0.89000 12 1.07300 1.02400
1 ½ 6 1.40500 1.29400 12 1.58100 1.52100
Datos obtenidos de ANSI B1.1-1974. El diámetro menor se obtuvo con dr = d – 1.299038 p, y el diámetro de paso dm= d – 0.649519 p,la media de ellos se utiliza para evaluar el área de esfuerzo de tensión [pulg2].
Tabla 2 – Roscas Unificadas

Tornillos de Fijación 7
4. Tolerancias y holguras:
Las holguras especifican el espacio vacío provisto para las tuercas y los tornillos para acomodar los
recubrimientos y/o algún material extraño. Las tolerancias especifican los límites de errores de
fabricación aceptables cuando las holguras son incluidas en la producción de tornillos y tuercas que
se pretende que cumplan los perfiles y dimensiones estándares.
En la Figura 8 (a) se presenta
una pequeña parte de una
sección transversal imaginaria
de una tuerca enroscada en un
perno. Si la tuerca y el perno se
pudieran fabricar perfectamente
siempre, si ninguno estuviera
recubierto y si siempre pudieran
permanecer limpios y no
requirieran lubricante, los
perfiles de ambos entrarían en
contacto a lo largo del perfil
básico mostrado por la línea
sólida ancha.
Si se fuera a dejar espacio para
un recubrimiento o para el
polvo sería posible hacer el
tornillo ligeramente menor de lo previsto por el perfil básico según se ve en la figura. El espacio
vacío resultante se conoce como holgura; es más grande en la raíz de las roscas del tornillo y de la
tuerca para permitir el radio de los extremos de las herramientas cortantes. La diferencia entre los
perfiles de las roscas después de que la holgura se ha incluido y los perfiles reales se conoce como
tolerancia. Toma en cuenta el desgaste en la herramienta y errores de medición. Ambas se miden
radialmente como se indica por los rectángulos sombreados en la Figura 8 (b).
Las tolerancias y holguras para
las roscas de pulgada unificada
de los tornillos están dadas para
tres clases de roscas externas
(tornillos) que se representan
por 1A, 2A y 3A, y para tres
clases de roscas internas
(tuercas) que se representan
como 1B, 2B y 3B. Se
comparan en la Figura 9. De
acuerdo con este estándar, toda
la holgura se toma del tornillo y el ajuste más apretado se obtiene de los tornillos de la clase 3A y
de las tuercas 3B. Las clases 1A y 1B son para tornillos y tuercas que se pueden utilizar en un
Figura 8 (a) – Tolerancias y holguras para unificar las clases de roscas 1A, 2A, 1B y 2B.
ANSI B1.1-1982
Figura 8 (b)
Figura 9 – Holguras y tolerancias para las clases 1A, 1B, 2A, 2B, 3A y 3B. ANSI B1.1-1982

Tornillos de Fijación 8
ambiente sucio, como son caminos, minas y maquinaria agrícola, y los cuales pueden ser
recubiertos, o cuando sea necesario un montaje rápido y fácil aunque las roscas estén algo
deterioradas, como ocurre en artillería. Las clases 3A y 3B son para un ambiente limpio y roscas
fuertemente cargadas, en donde es importante un contacto completo entre los flancos del tornillo y
de la tuerca. Los de ajuste clase 2 son los más ampliamente usados y son recomendados para la
mayor parte de las aplicaciones excepto cuando se indique lo contrario por alguna razón específica.
Los estándares SI se dan en el estándar ANSI, el cual establece que fueron seleccionados del
estándar internacional ISO 965/1. Las tolerancias están dadas en grados del 3 al 9 y la holgura en
términos de cinco posiciones:
dos (G y H) para roscas
internas y tres (e, g y h) para
roscas externas. Las
magnitudes relativas de estas
holguras, tolerancias y
posiciones se ilustran en la
Figura 10, en ella se advierte
que en el sistema SI la
holgura se toma de los
perfiles del tornillo y de la
tuerca en lugar de solamente
del tornillo.
5. Tipos de tornillos:
Las distintas formas de tornillos usadas como elementos de unión, reciben los más diversos
nombres:
- Tornillos pasantes o bulones: son los
que utilizan tuercas (Figura 11). Se
usan cuando tanto la cabeza como la
tuerca son accesibles ya que los
elementos a unir permiten el uso de
agujeros pasantes no roscados,
constituyendo la forma más
satisfactoria de unión a tornillo, dado que pueden reemplazarse fácilmente en caso de rotura o
desgaste de las roscas.
- Espárragos: es una varilla sin cabeza, roscada totalmente o solo en los extremos, uno entra en un
agujero roscado y el otro recibe una tuerca (Figura 12). Tienen la finalidad de facilitar el
desmontaje ya que no es necesario retirarlos al desmontar las juntas.
- Tornillos prisioneros: no tienen tuercas, el tornillo pasa por un agujero holgado en uno de los
elementos y se enrosca en el otro (Figura 13). Se usan en los lugares donde la falta de espacio u
otras consideraciones no permiten emplear los bulones, pero no deberían usarse cuando su
remoción es frecuente, puesto que
ello podría arruinar los filetes del
elemento roscado.
- Tornillos prisioneros de presión: se
usan para prevenir el movimiento
relativo mediante la presión ejercida
por sus puntas (Figura 14). Pueden
tener o no cabeza.
Figura 10 – Holguras y tolerancias para roscas de perfil M. ANSI B1.13-1983
Figura 11 – Bulón Figura 12 – Espárrago Figura 13 - Prisionero
0.5D < C < 0.6 D H > 0.6 D
Figura 14 – Prisionero de presión
Tornillos de Fijación 9
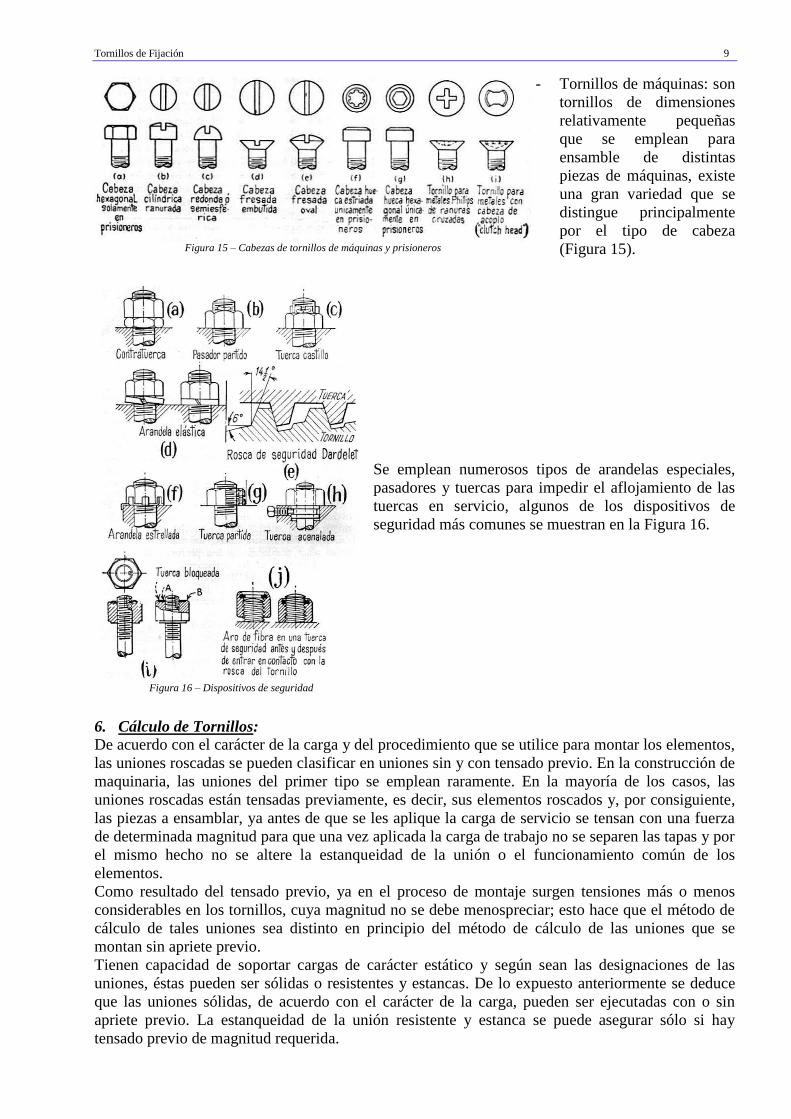
Figura 15 – Cabezas de tornillos de máquinas y prisioneros
- Tornillos de máquinas: son
tornillos de dimensiones
relativamente pequeñas
que se emplean para
ensamble de distintas
piezas de máquinas, existe
una gran variedad que se
distingue principalmente
por el tipo de cabeza
(Figura 15).
Se emplean numerosos tipos de arandelas especiales,
pasadores y tuercas para impedir el aflojamiento de las
tuercas en servicio, algunos de los dispositivos de
seguridad más comunes se muestran en la Figura 16.
6. Cálculo de Tornillos:
De acuerdo con el carácter de la carga y del procedimiento que se utilice para montar los elementos,
las uniones roscadas se pueden clasificar en uniones sin y con tensado previo. En la construcción de
maquinaria, las uniones del primer tipo se emplean raramente. En la mayoría de los casos, las
uniones roscadas están tensadas previamente, es decir, sus elementos roscados y, por consiguiente,
las piezas a ensamblar, ya antes de que se les aplique la carga de servicio se tensan con una fuerza
de determinada magnitud para que una vez aplicada la carga de trabajo no se separen las tapas y por
el mismo hecho no se altere la estanqueidad de la unión o el funcionamiento común de los
elementos.
Como resultado del tensado previo, ya en el proceso de montaje surgen tensiones más o menos
considerables en los tornillos, cuya magnitud no se debe menospreciar; esto hace que el método de
cálculo de tales uniones sea distinto en principio del método de cálculo de las uniones que se
montan sin apriete previo.
Tienen capacidad de soportar cargas de carácter estático y según sean las designaciones de las
uniones, éstas pueden ser sólidas o resistentes y estancas. De lo expuesto anteriormente se deduce
que las uniones sólidas, de acuerdo con el carácter de la carga, pueden ser ejecutadas con o sin
apriete previo. La estanqueidad de la unión resistente y estanca se puede asegurar sólo si hay
tensado previo de magnitud requerida.
Figura 16 – Dispositivos de seguridad

Tornillos de Fijación 10
Haciendo un análisis de las tensiones que aparecen en los tornillos de filete triangular usados como
elementos de unión se ve que hay tres secciones peligrosas:
- En la unión de la espiga con la cabeza, donde
se producen el 15% de las roturas corrientes.
Para disminuir estas tensiones se suele hacer
un pequeño redondeo de la esquina con un
radio de hasta la décima parte del diámetro de
vástago (Figura 17).
- Al comienzo de la parte roscada donde se
presenta e 20% de las fallas. Se pueden
disminuir las tensiones en ese punto
construyendo un desahogo (ranurado alargado)
en la rosca (Figura 18).
- La rotura más frecuente (65%) tiene lugar por
el primer o segundo filete de trabajo. Si se hace un
ensayo y se mide la repartición de tensiones en una
tuerca de sus filetes se ve que sobre el primero de
éstos actúa el 34% de la carga (Figura 19), la que
disminuye gradualmente. Para disminuir estas
tensiones puede hacerse la tuerca de un material
algo más blando que el tornillo, de modo que
debido a la distribución indicada, el primer filete
pase el límite de fluencia, entrando en la zona
plástica y mejorando la distribución de tensiones. Así, por ejemplo, siendo el módulo de elasticidad
de la tuerca la tercera parte del módulo de elasticidad del tornillo, la carga en el primer filete de la
rosca disminuye entre un 30 y un 40% en comparación con la construcción en la
cual ambos tienen el mismo módulo de elasticidad. Otra solución es con formas
especiales de las tuercas: con cierto juego que disminuya en forma lineal, o
construir la tuerca con una ranura que le de elasticidad y sin el primer filete (el
más cargado, Figura 20).
6.1. Uniones que se arman sin tensado previo:
Generalmente los tornillos usados como elementos de unión están sujetos a esfuerzos de tracción. Si
P es la fuerza de tracción y A el área de la sección mínima o del núcleo de la rosca, la tensión
nominal actuante sobre el tornillo vale:
= P / A siendo A = di2 / 4, entonces: = 4 P / di
2 adm
En la mayoría de los casos las uniones roscadas que se someten a una carga estática, se ejecutan por
medio de elementos de formas y dimensiones normalizadas. Gracias a esto, el empleo de las normas
siempre simplifica el proceso de diseño, es decir, basta determinar por cálculo una dimensión
específica de un tornillo; todas las demás se dan en las normalizaciones de acuerdo con esta
dimensión calculada.
6.2. Uniones no cargadas que se arman con tensado previo:
Según sean las condiciones de trabajo, se dividen en uniones cargadas y no cargadas. En las uniones
no cargadas los tornillos están cargados sólo por la fuerza de apriete previo. Este tipo de uniones, en
la mayoría de los casos, no se calcula. El material, el diámetro y el paso de la rosca de los tornillos
se eligen sobre la base de la experiencia existente; la fuerza de apriete se establece de modo que
excite en el material del tornillo tensiones correspondientes a 3-5 veces el margen de seguridad
habitual (calculando por el límite de fluencia).
Figura 17 – Redondeo Figura 18 - Desahogo
Figura 19 – Repartición de tensiones
Figura 20

Tornillos de Fijación 11
En las uniones no importantes la fuerza de apriete no se reglamenta, ofreciendo su elección a la
experiencia del montador. En los talleres de montaje mecanizados, para el apriete, se utilizan
giratuercas y giratornillos de acción eléctrica o neumática con momento de tensado regulable y
automáticamente mantenido. El momento torsional de apriete Map, igual al producto de la fuerza
aplicada al extremo de la llave por el brazo de la llave, origina una fuerza axial Pax (Figura 21) que
extiende el tornillo, vence el momento de rozamiento en las espiras de la rosca y en la superficie de
apoyo en la tuerca:
Map = ( Pax tg do/2 ) + ( 1 Pax do/2 ) + ( 2 Pax D/2 )
donde:
do es el diámetro medio de la rosca
D es el diámetro medio de la superficie de apoyo de la tuerca
1 y 2 son respectivamente los coeficientes de rozamiento en las espiras de la
rosca y en la superficie de apoyo de la rosca
es el ángulo de inclinación de las espiras de la rosca
como tg = p / do, y multiplicando y dividiendo por el diámetro exterior d, que
es el nominal, resulta:
Map = Pax d/2 ( p/d + 1 do/d + 2 D/d )
En la gama de diámetros de tornillos de sujeción usados puede tomarse por término medio:
p/d = 0.15 do/d = 0.9 D/d = 1.3
Map = Pax d ( 0.024 + 0.45 1 + 0.65 2 )
de donde: Pax = Map / d ( 0.024 + 0.45 1 + 0.65 2 )
La magnitud de las tensiones provocadas por el apriete, conforme a la expresión anterior, depende
fuertemente de la magnitud de los coeficientes de rozamiento. El rozamiento actúa como si
bloqueara la fuerza de apriete: una gran parte de ésta se gasta en vencer el rozamiento y sólo una
parte insignificante se transmite al vástago del tornillo. Por ejemplo, siendo 1 = 0.22 y 2 = 0.11,
correspondientes a las superficies no lubricadas, la parte del momento torsional que se utiliza para
apretar el tornillo, es igual a: [ 0.024 / (0.024 + 0.1 + 0.072) ] 100 % = 12 %, el 88% restante del
momento torsional se invierte en vencer el rozamiento (si en la superficie de rozamiento hay
lubricante, con el mismo momento, crecen las tensiones en el tornillo). Con estos valores:
Pax = 5 Map / d
Por otro lado, la fuerza axial provoca en el tornillo tensiones de tracción:
= Pax / A = 4 Pax / ( di2 ) = Pax / ( 0.785 di
2 )
Mientras que el momento de rozamiento en las espiras de la rosca provoca en el tornillo tensiones
de torsión:
= Pax 1 do / ( 2 Wtor )
siendo Wtor = 0.2 di3 el momento resistente del tornillo a la torsión, por consiguiente:
Figura 21

Tornillos de Fijación 12
= Pax 1 do / ( 0.4 di3 )
De acuerdo a la teoría de rotura: max = ( 2 + 4 2
)½ ( Pax/ di
2 ) [ 1.6 + 25 1
2 ( do / di )
2 ]
½
Tomando, además, para las condiciones medias di = 0.8 d, se obtiene:
max 2.6 Pax/ d2 = 13 Map / d
3
En el diagrama de la Figura 22 se aportan los valores de
max calculados con esta ecuación en función del
momento de apriete para los tornillos de distinto
diámetro. Este diagrama puede servir para la
determinación aproximada de las tensiones que surgen en
el tornillo, al apretar con distinto momento torsional. Por
la tensión admisible puede hallarse la magnitud límite del
momento torsional de apriete.
La dependencia inversamente proporcional de la tensión
al cubo del diámetro del tornillo condiciona un
crecimiento brusco de las tensiones que surgen durante el
apriete, con la disminución del diámetro del tornillo. Al
apretar con la mano puede originarse, en los tornillos de
pequeño diámetro, una tensión excesiva que los pueda
estirar y hasta romper. En la Tabla 3 se dan las
magnitudes aproximadas de los esfuerzos y del momento
torsional, al apretar los tornillos a mano, y en la Tabla 4
las magnitudes de las tensiones que surgen en los tornillos
al tensarlos con llaves estandarizadas, con un esfuerzo de
15 Kg. Como se ve en la última tabla, a una magnitud
pequeña de rozamiento pueden romperse también los
tornillos M10, apretándolos con la mano. Prácticamente
se excluye la probabilidad de pretensar los tornillos con
rosca mayor de M12, si se usan llaves estandarizadas.
Si por las condiciones constructivas hay que utilizar
tornillos pequeños, conviene tomar medidas para
restringir el momento de apriete o fabricar tornillos de
acero de calidad, tratado térmicamente. El procedimiento
más sencillo para limitar el momento torsional de apriete
reside en limitar el brazo de las llaves, a medida que
disminuye el diámetro del tornillo.
Las tensiones de torsión surgen sólo durante el apriete y
desaparecen luego como resultado de la repercusión
elástica del tornillo. Por eso, al calcular las uniones de
apriete a una resistencia mecánica duradera,
habitualmente, no se tienen en cuenta las tensiones de
torsión, limitándose al cálculo de los tornillos a la fuerza
axial.
6.3. Uniones cargadas transversalmente que se arman con tensado previo:
Al colocar un tornillo en un agujero con juego, para evitar el desplazamiento relativo e inadmisible
de los elementos de la construcción, en dirección de las fuerzas efectivas, la unión debe estar
tensada.
Figura 22 – Momento de apriete y tensiones
Tornillos Brazo de la
llave [m]
Esfuerzo de
apriete [Kg]
Momento de
apriete
[Kgm]
Pequeños (M4-M8)
0.10 - 0.15 ~ 10 1 - 1.5
Medianos
(M10-M14) 0.15 - 0.20 ~ 15 2 - 3.0
Grandes (M16-M24)
0.20 - 0.25 ~ 20 4 - 5
Tabla 3 – Esfuerzos y momentos torsionales
al apretar tornillos a mano
Tornillos Tensiones [Kg/mm2] para
1=0.22 2=0.11 1=0.11 2=0.055
M 6 100 180
M 8 50 90
M10 30 54
M12 17 30
M14 12 22
M16 9 16
La línea doble separa tensiones que exceden fluencia de
los aceros al carbono ordinarios.
Tabla 4-Tensiones en tornillos apretados con llaves estand.

Tornillos de Fijación 13
La fuerza de tensado produce una tracción sobre el tornillo que ya se vio
como calcularse. Esta fuerza se determina por la fuerza requerida de
rozamiento que actúa en los planos de la junta de los elementos a unir,
por la condición:
Ff = Pax i F
siendo i el número de juntas, de aquí que: Pax F / i
Para la construcción de la Figura 23, i = 2, tomando
para las superficies secas de acero y de fundición =
0.2, Pax = 2.5 F; si el número de juntas es 1, la fuerza
necesaria para el tensado será Pax = 5 F.
En estas uniones es conveniente prever unos
dispositivos especiales que descarguen el tornillo de la
percepción de las fuerzas transversales y que aseguren
la inmovilidad relativa de sus elementos (Figura 24).
6.4. Uniones cargadas axialmente que se arman con tensado previo:
Este caso es típico para la mayoría de las uniones en grupo que se utilizan en la construcción de
maquinarias para sujetar tapas, bridas, placas, etc. En algunos casos estas uniones deben satisfacer
requisitos de hermeticidad; por ejemplo la unión entre la tapa y el cilindro de un motor de
combustión. En otros casos no se debe separar la unión, si esto altera el trabajo conjunto de los
elementos en el órgano: tornillos de bielas, de cimentación, etc.
Estos requisitos se aseguran con el tensado previo de las uniones roscadas, cuya magnitud debe ser
tal que después de aplicar la carga de trabajo no se abra la junta ni se altere la hermeticidad. Esto
significa que después de aplicar la carga de trabajo P, la cual puede disminuir el efecto de tensado
previo Fa, los elementos de la unión se deben apretar el uno contra el otro con una fuerza Fc
llamada tensado permanente.
La magnitud de la caída de la fuerza de tensado se determina por la magnitud de la carga de trabajo
y por la construcción del conjunto, es decir, por las propiedades elásticas de los elementos de la
unión. Se procede a continuación a analizar esto en forma gráfica y analítica.
En la Figura 25-a se observa un
tornillo sin ajustar.
En la Figura 25-b se observa que si
se aplica una carga de preajuste,
haciendo girar forzadamente la
tuerca con una llave, la carga en el
perno aumenta y sufrirá un
alargamiento t o deformación
positiva, como se actúa dentro del
régimen elástico se aplica la ley de
Hooke:
t = Fa l / E1 A1
y las juntas un acortamiento o deformación negativa: c = Fa l / E2 A2
Siendo l el espesor de los elementos a unir (hasta donde haya rosca en el caso de la figura)
considerando ya la deformación plástica de la junta, de aquí se desprende que la junta cumple
únicamente funciones de sello y que una vez deformada no realiza aporte elástico al conjunto dado
su escaso espesor.
E1 y E2 son los correspondientes módulos de elasticidad de cada material.
Figura 23 – Fuerzas transversales
Figura 24 – Dispositivos para evitar el corte en el tornillo
Figura 25 – Desplazamientos tornillo y junta con precarga y carga de trabajo
Tornillos de Fijación 14
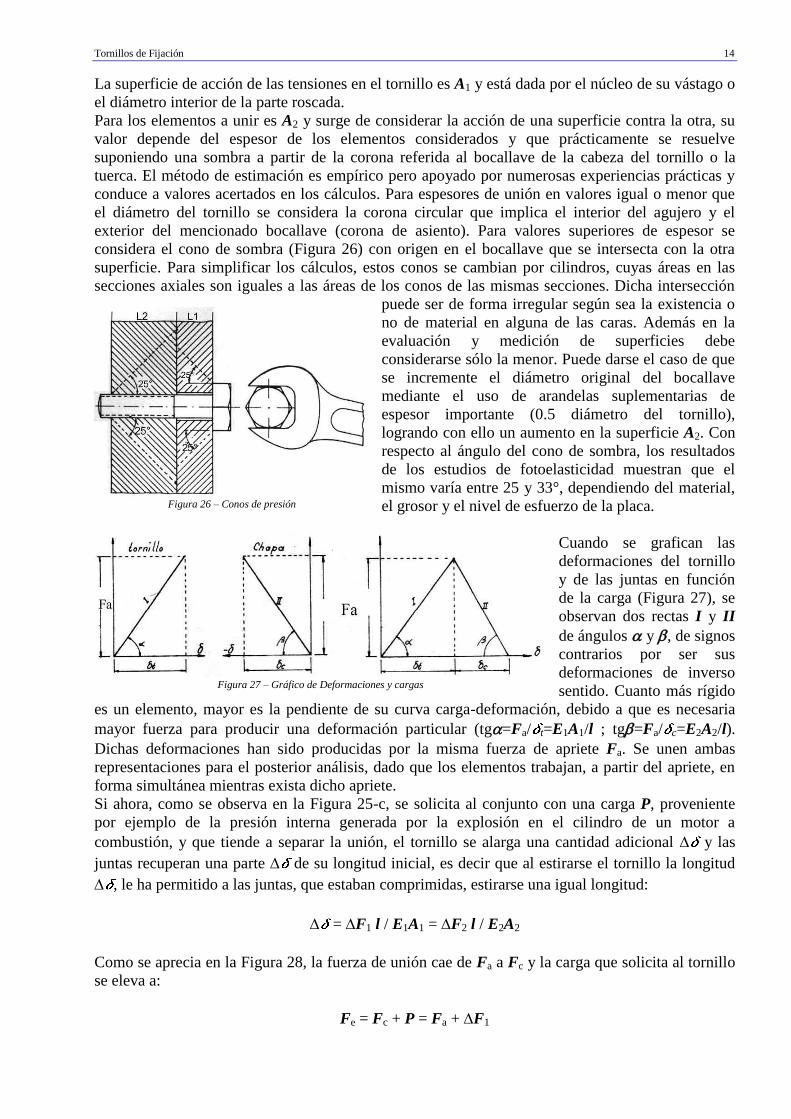
La superficie de acción de las tensiones en el tornillo es A1 y está dada por el núcleo de su vástago o
el diámetro interior de la parte roscada.
Para los elementos a unir es A2 y surge de considerar la acción de una superficie contra la otra, su
valor depende del espesor de los elementos considerados y que prácticamente se resuelve
suponiendo una sombra a partir de la corona referida al bocallave de la cabeza del tornillo o la
tuerca. El método de estimación es empírico pero apoyado por numerosas experiencias prácticas y
conduce a valores acertados en los cálculos. Para espesores de unión en valores igual o menor que
el diámetro del tornillo se considera la corona circular que implica el interior del agujero y el
exterior del mencionado bocallave (corona de asiento). Para valores superiores de espesor se
considera el cono de sombra (Figura 26) con origen en el bocallave que se intersecta con la otra
superficie. Para simplificar los cálculos, estos conos se cambian por cilindros, cuyas áreas en las
secciones axiales son iguales a las áreas de los conos de las mismas secciones. Dicha intersección
puede ser de forma irregular según sea la existencia o
no de material en alguna de las caras. Además en la
evaluación y medición de superficies debe
considerarse sólo la menor. Puede darse el caso de que
se incremente el diámetro original del bocallave
mediante el uso de arandelas suplementarias de
espesor importante (0.5 diámetro del tornillo),
logrando con ello un aumento en la superficie A2. Con
respecto al ángulo del cono de sombra, los resultados
de los estudios de fotoelasticidad muestran que el
mismo varía entre 25 y 33°, dependiendo del material,
el grosor y el nivel de esfuerzo de la placa.
Cuando se grafican las
deformaciones del tornillo
y de las juntas en función
de la carga (Figura 27), se
observan dos rectas I y II
de ángulos y , de signos
contrarios por ser sus
deformaciones de inverso
sentido. Cuanto más rígido
es un elemento, mayor es la pendiente de su curva carga-deformación, debido a que es necesaria
mayor fuerza para producir una deformación particular (tg=Fa/ t=E1A1/l ; tg=Fa/ c=E2A2/l).
Dichas deformaciones han sido producidas por la misma fuerza de apriete Fa. Se unen ambas
representaciones para el posterior análisis, dado que los elementos trabajan, a partir del apriete, en
forma simultánea mientras exista dicho apriete.
Si ahora, como se observa en la Figura 25-c, se solicita al conjunto con una carga P, proveniente
por ejemplo de la presión interna generada por la explosión en el cilindro de un motor a
combustión, y que tiende a separar la unión, el tornillo se alarga una cantidad adicional y las
juntas recuperan una parte de su longitud inicial, es decir que al estirarse el tornillo la longitud
, le ha permitido a las juntas, que estaban comprimidas, estirarse una igual longitud:
= F1 l / E1A1 = F2 l / E2A2
Como se aprecia en la Figura 28, la fuerza de unión cae de Fa a Fc y la carga que solicita al tornillo
se eleva a:
Fe = Fc + P = Fa + F1
Figura 26 – Conos de presión
Figura 27 – Gráfico de Deformaciones y cargas

Tornillos de Fijación 15
expresión que muestra como con la existencia del apriete
previo se favorece la acción del tornillo ya que éste no
recibe toda la carga de trabajo (P = F1 + F2), sino que
parte de ésta se consume en descomprimir los elementos
unidos.
F2= F1 E2A2/E1A1 y F1= F2 E1A1/E2A2 = P - F2
entonces F2 = P / ( 1 + E1A1/E2A2 )
La junta estará a punto de abrirse cuando la deformación
de las piezas unidas llegue a anularse, a causa de que si se
estira ulteriormente el perno, las partes o piezas unidas ya
no pueden expandirse más para que las superficies se
mantengan en contacto.
Para resolver la elección de la carga de apriete se plantea
la relación deseada para todo momento de trabajo entre la
fuerza actuante y la remanente sobre la junta, o sea:
Fc = P
donde el valor de es obtenido experimentalmente y
resulta función de la exigencia técnica que deben
cumplimentar los elementos a unir y las distintas
posibilidades de precisión a las que puede accederse en la
ejecución del diseño (Tabla 5).
Ahora puede calcularse la fuerza de apriete necesaria:
Fa = Fc + F2 = P + F2 = P + P / ( 1 + E1A1/E2A2 ) = P ( + 1 )
1 + E1A1/E2A2
Como es evidente de lo anterior la relación E1A1/E2A2 no ejerce influencia alguna en la magnitud
de las fuerzas Fe y Fc que se determinan exclusivamente por la magnitud del coeficiente , dicha
relación influye sólo en la fuerza de apriete.
La fuerza Fa también puede obtenerse gráficamente: se comienza trazando la recta I (Figura 27: a
partir del origen de coordenadas con un ángulo tg=E1A1 ef / l ed, siendo ef la escala de fuerzas y ed
la escala de deformaciones); luego se trazan las rectas horizontales correspondientes a Fe y Fc; en la
intersección de la rectas I-Fe se baja una línea vertical hasta cortar a Fc; en la intersección de éstas
últimas se traza la recta II (con un ángulo tg=E2A2 ef / l ed). La intersección de las rectas I y II da
como resultado la fuerza de apriete Fa.
La tensión tangencial de torsión, combinada con la tensión de tracción directa del tornillo, produce
una tensión equivalente algo mayor que la tensión de tracción inicial. Sin embargo, en la práctica,
se prescinde de la carga de apriete trabajándose con P, fácil de determinar, pero disminuyéndose las
tensiones admisibles:
A1 = di2/4 = P / adm
adm tiene que ser bastante baja y convenientemente elegida de manera que el margen respecto de la
tensión de fluencia sea adecuado a las dimensiones del tornillo. Una fórmula propuesta por Seaton y
Routhwaite, que da resultados razonables cuando se usa para tornillos de acero conteniendo de 0.08
a 0.25% de Carbono y para diámetros mayores de 19.05 mm (3/4”), es:
Figura 28 – Cargas y deformaciones con carga de trabajo
Materiales a unir Junta
Acero
rectificado
Acero
rectificado
sello
anaeróbico 0.95
lámina acero 0.88
lámina cobre 0.85
Fundición
rectificada
Fundición
rectificada
sello anaerób. 0.81
lámina cobre 0.75
junta cobre 0.71
junta aluminio 0.61
junta amianto 0.51
cobre-amianto 0.48
Aluminio cobre-amianto 0.48
Tabla 5 – Coeficiente

Tornillos de Fijación 16
adm = C A10.418
De la cual la capacidad total de carga del tornillo vale: P adm [Kg] = adm A1 = C A11.418
[cm2]
La constante C, para tornillos de hasta 2”, puede tomarse como de valor 160 para tornillos de acero
al carbono de 4200 Kg/cm2 de resistencia a la tracción, y hasta 480 para tornillos de acero de
aleación, aumentando en proporción directa a la resistencia del acero. Los tornillos de 2” y mayores
se calculan generalmente para una tensión de 500 a 550 Kg/cm2 para aceros al carbono, y hasta
1400 Kg/cm2 para aceros de aleación. Para bulones de bronce, C puede tomarse igual a 32 para
diámetros de hasta 4”.
Si el tornillo se verifica teniendo en cuenta las tensiones de apriete (o para tornillos de diámetros
menores de ¾” donde no es válida la expresión anterior), la tensión de trabajo de los mismos puede
ser ligeramente inferior a la tensión en el límite de fluencia.
En las uniones
cargadas por una
fuerza pulsante (Figura
29), la anteriormente
mencionada relación
E1 A1 / E2 A2 influye
también en la amplitud
de pulsación de las
fuerzas Fe y Fc. Si la
fuerza de trabajo oscila
en los límites de 0 a P,
la fuerza de extensión de los tornillos pulsa con una amplitud:
F1 = Fe – Fa = P / (1 + E2 A2 / E1 A1 )
y la fuerza de compresión de los cuerpos, con una amplitud:
F2 = Fa – Fc = P / (1 + E1 A1 / E2 A2 )
En la figura se observa que sin el preajuste la carga P hubiera producido tensiones variables que
saldrían fuera del diagrama de Smith, mientras que con la aplicación de Fa a pesar de haber
aumentado la tensión media, la amplitud de la oscilación a caído de forma tal que se queda ubicado
dentro del mencionado diagrama.
En las Figuras 30 (a) y (b) se
muestra la influencia que ejerce
la rigidez del cuerpo y de los
tornillos en el trabajo de la
unión, siendo la unión original la
figura (c) y manteniendo la
fuerza de trabajo P y iguales.
Con la disminución de E1A1/E2A2 (cuerpos rígidos y/o tornillos elásticos, Figura 30-a), la fuerza de
apriete Fa aumenta, la amplitud de pulsación de Fe disminuye y la de Fc aumenta. En el caso de
tornillos rígidos y cuerpo elástico (Figura 30-b), la fuerza de apriete Fa disminuye, la amplitud de
pulsación de la fuerza Fe aumenta, la amplitud de pulsación de la fuerza de compresión Fc
disminuye. Por consiguiente, a una carga pulsante para la resistencia mecánica de los tornillos son
más ventajosos los cuerpos rígidos, y para la fiabilidad de la compacidad, los dúctiles.
Las uniones con carga de tensión, sometidas a la acción de fatiga, se pueden analizar directamente
por los métodos correspondientes (Goodman, Soderberg, etc.)
Figura 29 – Carga de trabajo alternativa
(a) (b) (c)
Figura 30 – Variación de las amplitudes de las fuerzas en función de la rigidez

Tornillos de Fijación 17
7. Especificaciones y recomendaciones:
Para mantener la uniformidad de la presión en las juntas los pernos deben tener un espaciamiento o
paso de hasta 6 veces el diámetro del tornillo. Pero a fin de mantener el espacio libre para que entre
la llave, los pernos deben espaciarse por lo menos con 3 diámetros de separación. Así una regla
práctica para el espaciamiento de pernos, cuando N de éstos se disponen en un círculo de diámetro
D, es:
3 D / N d 6
Algunos autores sugieren además utilizar un espaciamiento tal que el punto de contacto de dos
conos de sombra consecutivos no se aleje del plano medio de la placa más del 25% de l1/2.
La longitud de contacto de la rosca en un agujero roscado debe ser por lo menos igual a 1.5 d
aproximadamente en el caso de fundición y otros materiales frágiles, y aproximadamente igual a d
cuando se trata de acero. Si un agujero roscado no puede atravesar toda la pieza, el agujero a roscar
debe ser taladrado por lo menos hasta una profundidad adicional d/4, a fin de que quede el
suficiente espacio libre para la herramienta en el fondo.
La Figura 31 es una representación de un tornillo
estándar de cabeza hexagonal. En la Tabla 6 se ven
las dimensiones. El diámetro de la cara de rondana
o arandela es igual al ancho entre las caras planas
de la cabeza hexagonal. La longitud de la rosca en
los tornillos de las series en pulgadas es:
Lt = 2 d + ¼ “ para L 6”
Lt = 2 d + ½ “ para L > 6”
y para los tornillos de las series métricas (en milímetros) es:
Lt = 2 d + 6 para L 125 d 48
Lt = 2 d + 12 para 125 < L 200
Lt = 2 d + 25 para L > 200
Figura 31 – Tornillo estándar
d[“] Tipo de cabeza
Cuadrada Hexagonal regular Hexagonal pesada Hexagonal estructural
F espesor F espesor Rmín F espesor Rmín F espesor Rmín
1/4 3/8 11/64 7/16 11/64
0.01
5/16 1/2 13/64 1/2 7/32
3/8 9/16 1/4 9/16 1/4
7/16 5/8 19/64 5/8 19/64
1/2 3/4 21/64 3/4 11/32 7/8 11/32 0.01 7/8 5/16 0.009
5/8 15/16 27/64 15/16 27/64 0.02
1 1/16 27/64 0.02
1 1/16 25/64 0.021
3/4 1 1/8 1/2 1 1/8 ½ 1 1/4 1/2 1 1/4 15/32
1 1 1/2 2 1/32 1 1/2 43/64
0.03
1 5/8 43/64
0.03
1 5/8 39/64
0.062
1 1/8 1 11/16 3/4 1 11/16 3/4 1 13/16 3/4 1 13/16 11/16
1 1/4 1 7/8 27/32 1 7/8 27/32 2 27/32 2 25/32
1 3/8 2 1/16 29/32 2 1/16 29/32 2 3/16 29/32 2 3/16 27/32
1 1/2 2 1/4 1 2 1/4 1 2 3/8 1 2 3/8 15/16
d [mm]
M 5 8 3.58 8 3.58 0.2
M 6 10 4.38 0.3
M 8 13 5.68 0.4
M10 16 6.85
M12 18 7.95
0.6
21 7.95
0.6
M14 21 9.25 24 9.25
M16 24 10.75 27 10.75 27 10.75 0.6
M20 30 13.40 0.8
34 13.40 0.8
34 13.40 0.8
M24 36 15.90 41 15.90 41 15.90 1.0
M30 46 19.75 1.0
50 19.75 1.0
50 19.75 1.2
M36 55 23.55 60 23.55 60 23.55 1.5
Tabla 6 – Dimensiones de pernos de cabeza cuadrada o hexagonal

Tornillos de Fijación 18
La longitud del perno ideal es aquélla en que sólo sobresalen uno o dos hilos desde la tuerca,
después de su apriete.
Varios estilos de tuercas
hexagonales se presentan en la
Figura 32, sus dimensiones se
dan en la Tabla 7.
Para proceder a la fabricación de una rosca se pueden
seguir al menos tres caminos: forjar la rosca a través de
peines, tornearla o maquinarla usando machos y terrajas.
La figura 33 muestra el proceso de fabricación de una
rosca interior utilizando una broca para perforar el
diámetro interior y un macho para cortar el hilo en la
pared de la perforación. Los machos son utilizados para
formar hilos interiores, mientras que las terrajas son
utilizadas para roscas exteriores.
Los agujeros roscados pueden tener rebabas o bordes
agudos después de su formado. Tales salientes podrían
penetrar en el entalle y aumentar la concentración de
tensiones, por consiguiente, deben usarse siempre
arandelas bajo la cabeza del perno para impedir lo
mencionado.
La resistencia del tornillo es el factor clave en el diseño o análisis de uniones atornilladas. En las
especificaciones estándares para pernos, la resistencia se expresa enunciando la resistencia límite
mínima, la resistencia límite (proof strength) corresponde aproximadamente a la resistencia de
fluencia y vale, en forma aproximada, 90% de la resistencia de fluencia estimada con
desplazamiento de 0.2%. Las especificaciones SAE se tienen en la Tabla 8, las especificaciones
para sujetadores métricos se dan en la Tabla 9. Los pernos con especificación de grado fabricados
en Estados Unidos, muestran la marca de grado en la cabeza del perno. Tales marcas señalan que el
perno cumple o excede las especificaciones.
Figura 33 – Fabricación de una rosca interior
a)Vista de extremo general b)Con resalto de arandela c)Biselada en ambos lados
d)De seguridad (contratuerca) con resalto de arendela e)De seguridad biselada en ambos lados
Figura 32 – Tuercas hexagonales
d[“] Ancho
F
Altura Hexag.
regular
Gruesa o
ranurada
Contra-
tuerca
1/4 7/16 7/32 9/32 5/32
5/16 1/2 17/64 21/64 3/16
3/8 9/16 21/64 13/32 7/32
7/16 11/16 3/8 29/64 1/4
1/2 3/4 7/16 9/16 5/16
9/16 7/8 31/64 39/64 5/16
5/8 15/16 35/64 23/32 3/8
3/4 1 1/8 41/64 13/16 27/64
7/8 1 5/16 3/4 29/32 31/64
1 1 1/2 55/64 1 35/64
1 1/8 1 11/16 31/32 1 5/32 39/64
1 1/4 1 7/8 1 1/16 1 1/4 23/32
1 3/8 2 1/16 1 11/64 1 3/8 25/32
1 1/2 2 1/4 1 9/32 1 1/2 27/32
d [mm]
M 5 8 4.7 5.1 2.7
M 6 10 5.2 5.7 3.2
M 8 13 6.8 7.5 4.0
M10 16 8.4 9.3 5.0
M12 18 10.8 12.0 6.0
M14 21 12.8 14.1 7.0
M16 24 14.8 16.4 8.0
M20 30 18.0 20.3 10.0
M24 36 21.5 23.9 12.0
M30 46 25.6 28.6 15.0
M36 55 31.0 34.7 18.0
Tabla 7 – Dimensiones de tuercas hexagonales

Tornillos de Fijación 19
Grado
SAE N°
Intervalo de
tamaños,
inclusive
Resistencia
límite mín a la
tensión [kpsi]
Resistencia
última mín a la
tensión [kpsi]
Resistencia de
fluencia mín a
la tensión [kpsi]
Material Marca de
cabeza
1 ¼ - 1 ½ 33 60 36 Acero de mediano
o bajo carbono
2 ¼ - ¾
7/8 – 1 ½
55
33
74
60
57
36 Acero de mediano
o bajo carbono
4 ¼ - 1 ½ 65 115 100 Acero de mediano
carbono, estirado en frío
5 ¼ - 1
1 1/8 – 1 ½
85
74
120
105
92
81
Acero de mediano
carbono Templado
yRevenido (T y R)
5.2 ¼ - 1 85 120 92 Acero martensítico de bajo carbono,
T y R
7 ¼ - 1 ½ 105 133 115 Acero de aleación
de mediano carbono, T y R
8 ¼ - 1 ½ 120 150 130 Acero de aleación
de mediano
carbono, T y R
8.2 ¼ - 1 120 150 130 Acero martensítico de bajo carbono,
T y R
Tabla 8 – Especificaciones SAE para pernos de acero
Clase de
propiedad
Intervalo de
tamaños,
inclusive
Resistencia
límite mín a la
tensión [MPa]
Resistencia
última mín a la
tensión [MPa]
Resistencia de
fluencia mín a la
tensión [MPa]
Material Marca de
cabeza
4.6 M5 – M36 225 400 240 Acero de mediano
o bajo carbono
4.8 M1.6 – M16 310 420 340 Acero de mediano
o bajo carbono
5.8 M5 – M24 380 520 420 Acero de mediano
o bajo carbono
8.8 M16 – M36 600 830 660 Acero de mediano o bajo carbono,
T y R
9.8 M1.6 – M16 650 900 720 Acero de mediano
o bajo carbono, T y R
10.9 M5 – M36 830 1040 940 Acero martensítico
de bajo carbono,
T y R
12.9 M1.6 – M36 970 1220 1100 Acero de aleación,
T y R
Tabla 9 – Especificaciones métricas para pernos de acero