trib ology 4
TRANSCRIPT
Pengurangan Laju KeausanDisampaikan Oleh:
Sunardi, S.T., M.Eng.
Teknik Mesin Untirta
Cilegon, 23 September 2013
Reduksi Laju Keausan Adhesif
1. Keausan adhesif diinisiasi oleh sifat adhesif antar permukaan dalam skala atom jika material solid terjadi kontak.
2. Gerak tangensial relatif sebagai penyebab terbentuknya partikel keausan.
3. Keausan adhesif terjadi sebagai hasil ketidaksempurnaan suplai pelumas ke dalam area kontak.
4. Struktur mikro dapat memperbaiki ketahanan aus adhesif.
5. Struktur mikro memiliki pengaruh penting terhadap sifat material, termasuk inisiasi retakan. Hal ini terjadi jika ukuran struktur mikro lebih kecil dari kedalaman indentasi partikel abrasi.
6. Struktur mikro dapat menjadi discrete component dan sifat tunggalnya. Kehadiran fase keras dapat meningkatkan ketahanan aus material.
7. Komposisi, jumlah dan morfologi memiliki pengaruh terhadap penurunan laju keausan. Chromium dan vanadium carbide lebih optimal 30% dibanding molybdenum dan tungsten carbide.
8. Keausan adhesif dapat dicegah dengan pelapisan dissimilar metal atau non metal
9. Lapisan lunak: Pb, Ag. Atau lapisan keras: logam, paduan atau keramik.
10.Perlakuan permukaan dapat mengurangi laju keausan adhesif, seperti phosphating atau nitrocarburizing.
11.Jika tanpa pelumasan, maka diperlukan permukaan yang lebih keras, seperti pelapisan ceramic atau cermet.
Reduksi Laju Keausan Abrasif
1. Keausan abrasif dihasilkan oleh aksi pemotongan dari: (1) sliding pemukaan kasar dan keras atas permukaan lunak, {2) kontaminasi partikel keras yang terjebak di antara permukaan sliding.
2. Lapisan film pelumasan hydrodynamic dan EHD (elastohydrodynamic) memiliki ketebalan yang cukup dibandingkan partikel keras untuk memisahkan permukaan.
3. Faktor paling penting adalah kekerasan alat potong. Untuk dapat memotong dibutuhkan kekerasan sekitar 1.2 lebih besar dibandingkan material yang dipotong.
4. Silika (SiO2) merupakan material keras sekitar 1000 HV
5. Dibutuhkan lapisan permukaan yang keras dan tangguh. Kekerasan untuk menahan indentasi asperiti keras. Ketangguhan untuk mencegah patah karena ketidaksempurnaan permukaan atau retak fatik.
6. Untuk material homogen (ceramic, plastik, logam), ketahanan aus abrasif berbanding lurus terhadap kekerasan.
7. Kekerasan menjadi tidak penting ketika strukturnya duplex. Karena kekerasan hanya menahan indentasi, sedangkan abrasi tidak tergantung penetrasinya.
8. Kekerasan dan ketangguhan yang tinggi dapat dicapai dengan deposisi material keras pada logam ulet.
Reduksi Keausan Fatik
1. Keausan fatik merupakan hasil dari tegangan berulang pada permukaan material.
2. Keausan fatik dapat dikurangi dengan menunda atau menahan pembentukan retakan mikro.
3. Meningkatkan kekerasan material dapat mengurangi deformasi di bawah permukaan.
4. Meningkatkan ketangguhan material dapat menurunkan laju pertumbuhan retak.
5. Kekuatan material dibuat setinggi mungkin tanpa menimbulkan efek yang tidak diinginkan, seperti internal crack.
6. Untuk meningkatkan ketahanan aus dapat dilakukan dengan coating keras pada substrate.
Reduksi Keausan Erosif
1. Keausan ini melibatkan erosi permukaan oleh solid, gas atau cairan.
2. Pada kondisi tertentu, keausan erosif dipengaruhi oleh:a) Energi kinetik media
erosif.b) Sudut impak.c) Ultimate resilience
of surface (setengah kekuatan tarik dibagi modulus elastisitas)
d) Energi ikatan permukaan.
3. Ultimate resilience adalah jumlah energi yang diserap sebelum terjadi deformasi atau retakan.
4. Material yang memiliki energi ikatan logam-logam memiliki ketahanan erosif yang lebih baik.
5. Laju keausan erosif berbanding terbalik dengan CpT. dimana adalah densitas logam, Cp adalah panas spesifik dan T adalah perbeadaan suhu antara logam dan titik lelehnya.
6. Material dengan titik leleh tinggi berpengaruh terhadap tingginya ketahanan aus erosif.
Reduksi Keausan yang Terinduksi
Busur Listrik1. Keausan induksi busur listrik
terjadi ketika terdapat potensial tinggi pada lapisan film tipis udara.
2. Untuk memperkecil keausan ini dapat dilakukan dengan:a) Mengurangi gap antara dua
permukaan yang memiliki perbedaan potensial.
b) Memberi insulator dengan kekuatan dielektrik yang cukup (elastomer, oxide ceramic coating) antara dua permukaan.
c) Memberi koneksi impedansi rendah antara dua permukaan untuk mengurangi perbedaan potensial.
d) Memiliki satu permukaan yang tidak di-grounded.
3. Perusahaan bearing menyarankan bahwa bearing sebaiknya press-fitted ke poros dan menghubungkannya dengan grease.
Pelumasan
1. Pelumasan adalah sebuah proses dimana gesekan dan keausan antara dua permukaan solid dalam gerak relaitf dengan menempatkan pelumas di antara dua permukaannya.
2. Prinsip pelumasan adalah memisahkan permukaan yang bergerak dengan lapisan film material padat, cair dan gas tanpa menimbulkan kerusakan permukaan.
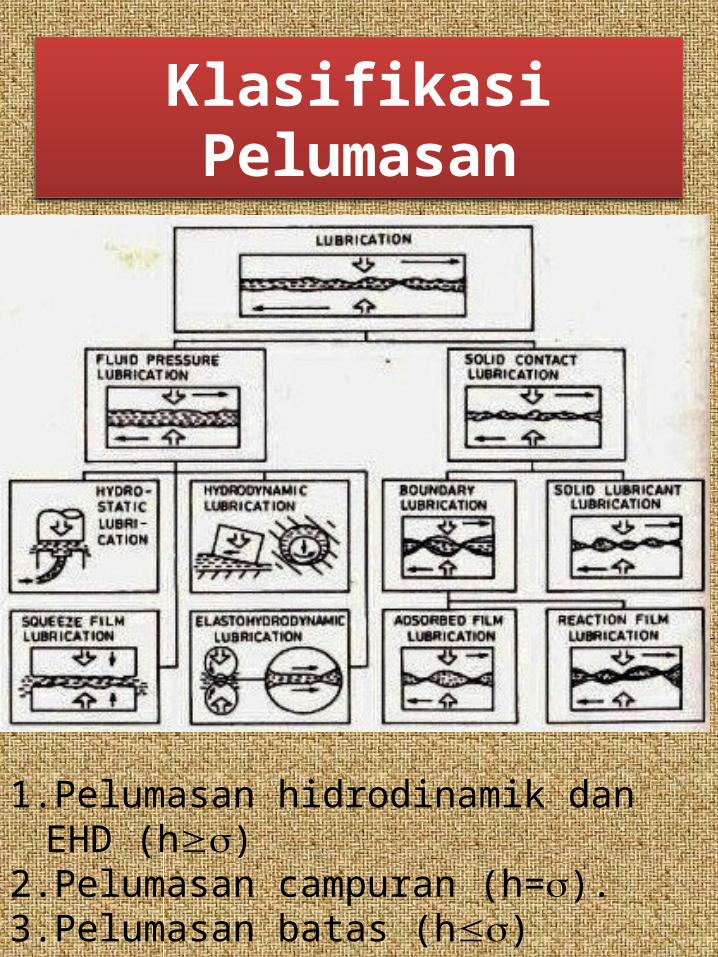
Klasifikasi Pelumasan
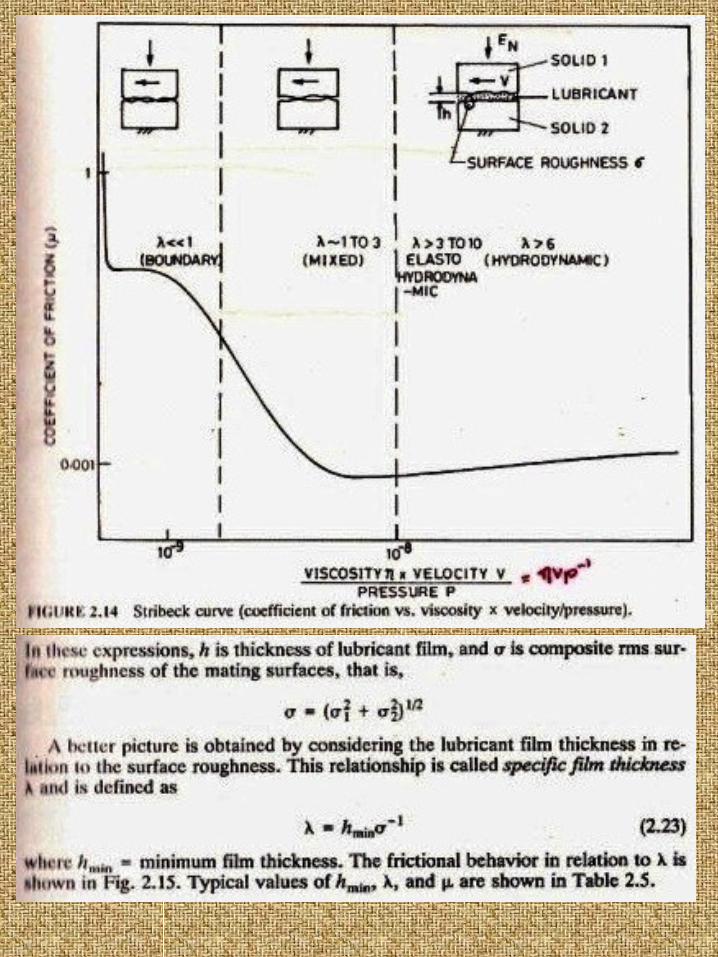
1.Pelumasan hidrodinamik dan EHD (h)
2.Pelumasan campuran (h=).3.Pelumasan batas (h)

Pelumasan Hidrostatis
1. Bearing hidrostatis mendukung beban pada lapisan film fluida yang disuplai dari sumber tekanan eksternal, pompa, yang memberi umpan fluida bertekanan ke lapisan film.
2. Bearing hidrostatis didisain untuk fluida compressible dan incompressible.

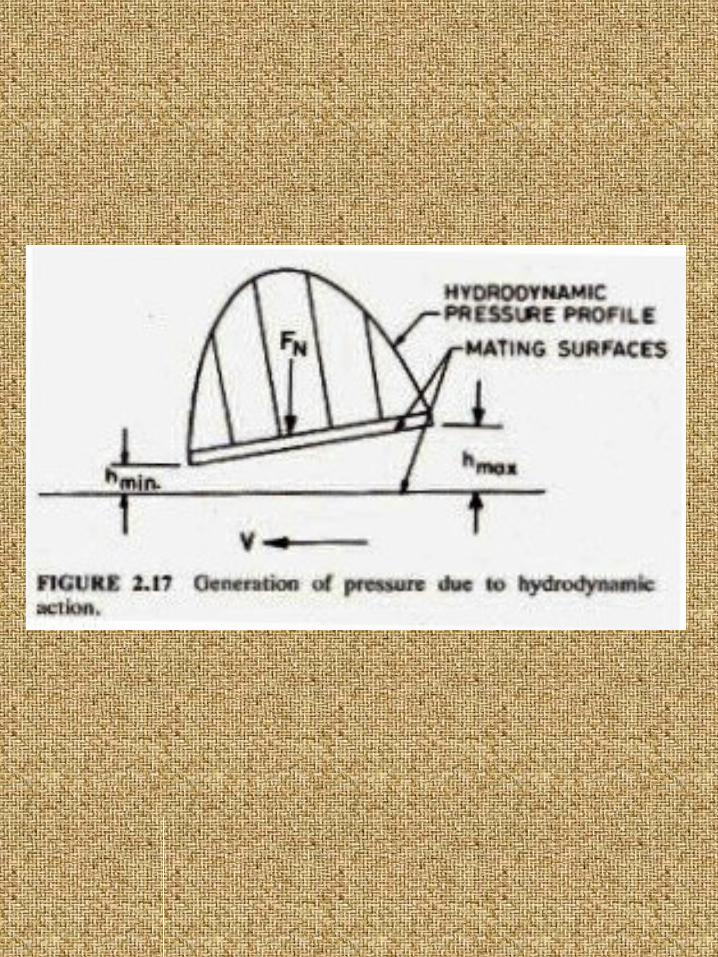
Pelumasan Hidrodinamik
1. Didasarkan atas pembentukan lapisan film pelumas yang tebal antara dua permukaan padat yang tidak sejajar dan berlawanan.
2. Lapisan film fluida juga dibangkitkan hanya dengan gerak bolak-balik atau osilasi pada arah normal.

Pelumasan Elastohidrodinami
k1. Pelumasan
elastohidrodinamik (EHD) digunakan pada kondisi hidrodinamis dimana deformasi permukaan berpengaruh terhadap perilaku hidrodinamik antar muka.
2. EHD lubrication diterapkan pada kontak hertzian elemen roling bearing, gear, cam.
3. Beban yang besar menyebabkan deformasi elastik lokal permukaan.
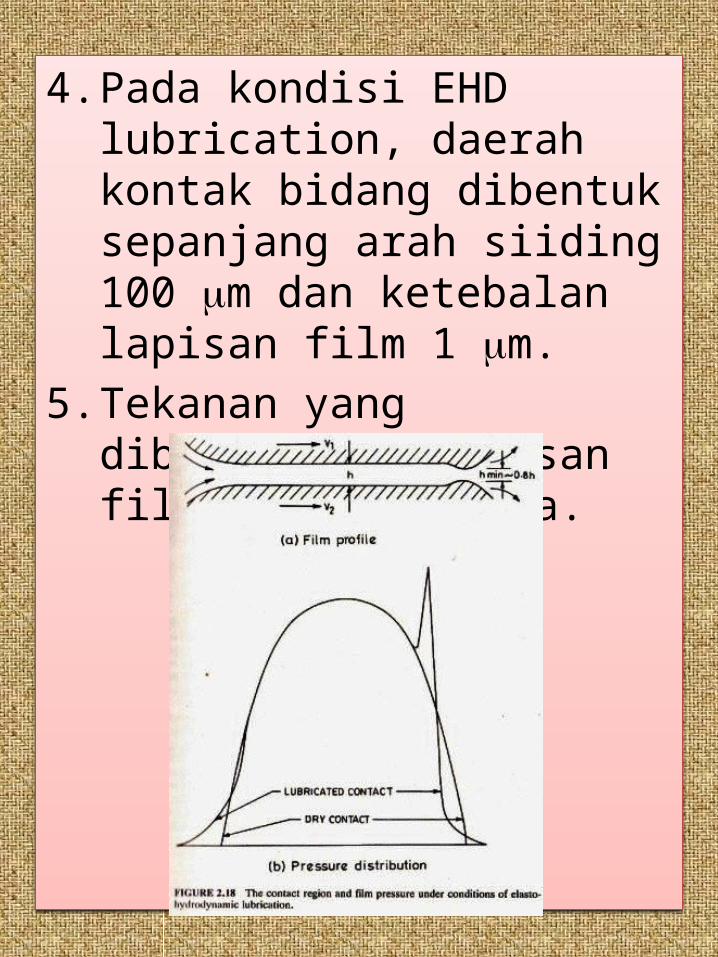
4. Pada kondisi EHD lubrication, daerah kontak bidang dibentuk sepanjang arah siiding 100 m dan ketebalan lapisan film 1 m.
5. Tekanan yang dibangkitkan lapisan film sebesar 1 Gpa.
Pelumasan Campuran
1. Pada pelumasan campuran, perilaku kontak didominasi oleh campuran EHD, hidrodinamik dan pelumasan batas.
2. Permukaan kontak dipisahkan oleh lapisan film tebal, kontak asperiti masih terjadi.
3. Beban total yang bekerja dipertimbangkan sebagai sebagian terjadi kontak asperiti dan sebagian aksi hidrodinamika.
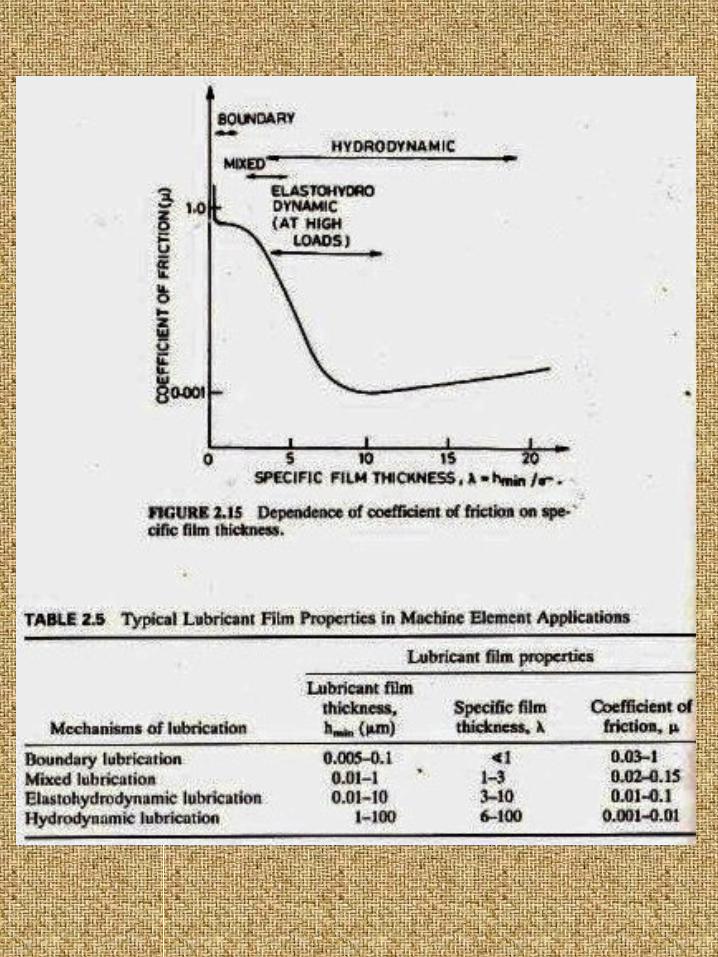
4. Ketebalan lapisan film spesifik = 1-3
Pelumasan Batas
1. Lapisan film tebal pelumas diserap ke permukaan padat dan secara signifikan memungkinkan terjadinya asperity welding.
2. Keausan dapat dikurangi dengan sedikitnya kontak asperiti permukaan.
3. Koefisien gesek berkurang karena terserapnya lapisan film yang memiliki kekuatan geser lebih rendah dibandingkan material solid.

Lapisan Film Padat
1.Pelumas konvensional tidak dapat melayani suhu 300-450oC.
2.Digunakan lapisan film padat, seperti grafit dan molibdenum desulfide.
3.Lapisan film padat pelumas diterapkan pada permukaan sliding, reaksi logam dengan lingkungan.
The Next Topic
1.Permukaan solid.2.Bentuk permukaan.3.Interaksi permukaan
dengan lingkungan