tubocreto de morelos
DESCRIPTION
Plan Maestro de Producción de Tubocreto de MorelosTRANSCRIPT

ÍNDICE
Objetivo general………………………………………………………………………………..1
Objetivos específicos…………………………………………………………………………..1
Alcances y limitaciones………………………………………………………………………..1
Introducción………………………………………………………………………………........2
Justificación……………………………………………………………………………………2
Antecedentes de la empresa……………………………………………………………...…….3
Recursos de la empresa………………………………………………………………………...5
Mercado atendido en Morelos………………………………………………………………….9
Tubería de concreto reforzado………………………………………………………………..10
Maquinaria utilizada para la fabricación del tubo…………………………………………….16
Planeación agregada………………………………………………………………………......19
Entorno de la planeación de la producción…………………………………………………...21
Objetivos de la planeación agregada………………………………………………………….23
Importancia de la planeación agregada……………………………………………………….23
Seis pasos para la planeación agregada……………………………………………………….24
Estrategias para planear la producción………………………………………………………..25
Costos relevantes de la planeación agregada…………………………………………………26
Planeación y pronóstico de la demanda………………………………………………………27
Componentes de la demanda………………………………………………………………….30
Desarrollo del proyecto de planeación agregada…………………………………………......31
Resultados………………………………………………………………………………….....53
Conclusiones……………………………………………………………………………….....55
Bibliografía y páginas web………………………………………………………………...…56
0

OBJETIVO GENERAL
El presente trabajo de investigación tiene como objetivo principal proponer un plan general de producción a corto y largo plazo que le permita a la empresa Tubocreto de Morelos, enfrentar la demanda fluctuante, minimizando a su vez sus costos actuales.
OBJETIVOS ESPECÍFICOS
Analizar las condiciones generales de la economía actual y futura de la empresa. Establecer planes estratégicos que le permitan a la empresa Tubocreto de Morelos
reducir sus costos durante el (los) siguiente(s) años(s). Establecer un programa general para la toma de decisiones y política que se relacionen
con el tiempo extra, contrataciones, despidos y niveles de inventario.
ALCANCES Y LIMITACIONES
El alcance del presente estudio vendrá determinado por una serie de factores que lo condicionen, teniendo en cuenta que algunos de estos factores se derivan directamente de los objetivos que se pretenden cumplir, pues sólo se analizarán las cuestiones que aporten criterios con los cuales se puedan realizar juicios valorativos respecto a la importancia de una adecuada estrategia de planeación agregada, como base para la reducción de costos en una empresa y la consecuente maximización de sus utilidades. La planeación agregada, tiene un alcance establecido, tanto en límite de tiempo, como a nivel de productividad, en el que deberá abarcar un tiempo no mayor de un año, al igual que sólo se aplica para una sola medida general de producción, y cuando mucho pudiera realizarse para algunas categorías de productos ya existentes.La principal limitante para realizar ésta investigación ha sido el difícil acceso a información veraz por parte de la empresa, debido al gran recelo para con la misma; no obstante, se ha podido obtener la información necesaria para un análisis tentativo y posterior interpretación del tema en cuestión. De igual manera, las políticas actuales relacionadas con el tiempo extra, contrataciones, despidos, y sobre todo, la subcontratación, representan una limitante para desarrollar otros puntos relacionados con la planeación agregada.
1

INTRODUCCION
La planeación agregada sirve como eslabón entre las decisiones sobre las instalaciones y la programación. La decisión de la planeación agregada establece niveles de producción generales a mediano plazo, es por ello que se hace necesario que en la empresa se implemente dichos procesos, tomando decisiones y políticas que se relacionen con el tiempo extra, contrataciones, despidos, subcontrataciones y niveles de inventario. El conocimiento de estos factores nos permitirá determinar los niveles de producción que se plantean y la mezcla de los recursos a utilizar.
Al igual que la planeación agregada existen otros tipos de control y programación que permite que la empresa cumpla con las expectativas esperadas.
Es de hacer notar que para la implementación de dichos planes se hace necesario tomar en cuenta muchos factores en donde se estudia los niveles de oferta y demanda, así como también los recursos a ser utilizados a través de la planeación agregada, en donde estos sistemas de planeación y programación de las operaciones darán cohesión a las actividades de producción y estarán dirigidas a asegurar la eficiencia competitiva de la organización.
JUSTIFICACIÓN
La planeación de operaciones es una herramienta con la cual una empresa busca un equilibrio entre productos y la capacidad entre los distintos niveles para lograr competir adecuadamente, ya que la misma se centra en el volumen y en el tiempo de producción de los productos y la utilización de la capacidad de las operaciones.
Si se toman en consideración los cambios de la demanda, entonces la mercadotecnia se encontrará muy relacionada con las operaciones de la empresa, es decir, que para influir en la demanda así como en la oferta deben utilizarse variables así como el precio, publicidad y mezcla de productos.
Con la planeación se lograrán tomar en cuenta los posibles cambios que puedan sufrir la economía durante la realización de las operaciones productivas de la empresa, garantizando de esta manera una eficiencia organizacional para la misma.
2

TUBOCRETO DE MORELOSCamino al Caracol S/N, Yautepec, Morelos, México. C.P.
62730.Tel: 01(735) 394 30 06 / 07 01 (735) 394 55 11 / 12 / 13
ANTECEDENTES DE LA EMPRESA
TUBOCRETO es una empresa morelense que se dedica a fabricar tubería de concreto para
alcantarillado, desde el año de 1982. Su ubicación inicial fue en el Paseo Cuauhnáhuac
km.9.8 Col. Crucero de Tejalpa en Jiutepec, Morelos. Debido a las necesidades del
mercado y al cambio de normatividad de la tubería de concreto en el año 1995, se construye
una nueva planta ubicada en el poblado de Yautepec, Morelos, con el propósito de
satisfacer una mayor demanda nacional con respecto a calidad, servicio y tiempos de
entrega de los productos. A partir de esta fecha TUBOCRETO se esmera en crear una
empresa líder en su ramo, valiéndose para ello de la adquisición de la maquinaria y equipos
más modernos del mundo. TUBOCRETO es una planta de producción no contaminante, no
tiene descargas de aguas residuales y fabrica productos ecológicos para preservar el medio
ambiente.
3

TUBOCRETO es una fuente de empleos directos para 200 jefes de familia de los que
dependen 1200 personas; también genera empleos indirectos por su actividad: fleteros,
macheteros, trabajadores de las minas de arena y grava y otros empleos ligados con la
construcción.
TUBOCRETO es una empresa dedicada a la fabricación de tubería y productos de concreto con las normas de más alta calidad, cumpliendo con las normas nacionales e internacionales. En el año de 1994 inicia un proceso continuo de modernización de la empresa, con el fin de contar siempre con la TECNOLOGÍA más avanzada en el mundo, dando como resultado la planta de producción más moderna de país, con un área de 110,000 m2, y la mayor capacidad de producción con una producción anual de 230,000 toneladas de concreto en una gran variedad de productos, como son:
TUBERÍA DE CONCRETO: o SIMPLEo REFORZADOo HINCAo CON RECUBRIMIENTO INTERIOR (PAD, PVC)o CARRETERO (SCT)
POZOS DE VISITA PREFABRICADOS CAJONES PREFABRICADOS DE CONCRETO BARRERA CENTRAL PARA CARRETERA PIEZAS ESPECIALES
Cada mes son suministrados más de 45,000 m de productos a la mayoría de los estados de la república, esforzándonos al máximo para brindar a nuestros clientes excelencia en servicio y asistencia técnica, así como la mejor oferta económica.
Tubocreto cuenta con la certificación oficial de sus productos bajo las normas NOM-001-CNA-1995, NMX-C-401-ONNCCE-2004, NMX-C-402-ONNCCE-2004. Así mismo, con la certificación de su sistema de calidad bajo los estándares de la norma internacional ISO 9001:2008.
Desde 1982, Tubocreto ha participado en importantes obras de infraestructura, tales como el drenaje del aeropuerto de la Cd. De México, arco norte de la Cd. De México; circuito mexiquense, termoeléctrica de la C.F.E. En Rosarito en B.C.; hidroeléctrica La Yesca en Nayarit; Colectores en: Nuevo Laredo Tamps., Cd. Del Carmen, Campeche, Guadalajara, Veracruz, entre muchas otras. Tubocreto es una empresa que está en un proceso de mejora continua y consistentemente ofrece nuevos productos al mercado.
La planeación estratégica definida por la Dirección General, desde el año de 1996, para
llegar a ser Líder en el ramo, incluye los siguientes aspectos:
4

Dar la Satisfacción Total al Cliente.
Ofrecer Servicio Técnico, pre y post venta.
Apoyo técnico en instalación y pruebas en campo
Continuar adquiriendo tecnología de punta, para constantemente mejorar la calidad,
servicio, precio y tiempos de entrega.
La implementación de un Sistema de Aseguramiento de la Calidad, bajo los
lineamientos definidos por las Normas ISO 9000.
Otra parte importante ha sido la capacitación y desarrollo del personal, como recurso más
importante en la obtención de las metas de la empresa.
RECURSOS DE LA EMPRESA
TUBOCRETO, actualmente cuenta con los siguientes recursos:
5
Instalaciones
Área productiva: 18,000 m2
Área de almacén: 87,000 m2
Área de oficinas: 2000 m2
Área de almacén de materias primas: 3,000 m2
6

Maquinaria
Dos máquinas para fabricación de tubo chico
Dos máquinas para fabricación de tubo mediano
Tres máquinas para fabricación de tubo grande
Una máquina para la fabricación de armaduras de tubo mediano hasta 122 cm de
diámetro.
Una máquina para la fabricación de armaduras de tubo de gran diámetro hasta 244
cm de diámetro.
Una planta automática computarizada para la fabricación de concreto con cap. De
20 m3/hr.
7

Una planta automática computarizada para la fabricación de concreto con cap. De
30 m3/hr.
Recursos humanos
TUBOCRETO para llevar a cabo todos sus procesos cuenta con el siguiente personal:
Personal operativo
Personal técnico
Personal administrativo
8
Personal de comercialización
MERCADO ATENDIDO EN MORELOS
Casas GEO, Valle Verde, Pueblo Viejo, Temixco, Morelos. Servicios Hidráulicos de Morelos S.A. de C.V., Temixco, Morelos. Constructora Roalcy. Construcción de Colector Sanitario 1ª. Etapa, Tenextepango,
Ayala, Morelos.
9

TUBERÍA DE CONCRETO REFORZADO
Clasificación
La tubería de concreto reforzado es fabricada en Tubocreto de Morelos en base a grados
caracterizados por la resistencia del tubo al aplastamiento. Las resistencias se señalan en
Kg.f/m referidas a los distintos diámetros.
La resistencia de los tubos de concreto reforzado se clasifican en 4 grados de acuerdo a la
norma NMX-C-402-ONNCCE-2004.
Grado 1 para tubos de menor resistencia y grado 4 para tubos de mayor resistencia. Todos
los tubos de concreto reforzado deben llevar marcado el grado de resistencia que
corresponda conforme a la norma NMX-C-402-ONNCCE-2004.
10

Tubería para alcantarillado sanitario de concreto reforzado con junta hermética
Aplicaciones
Las tuberías de concreto son utilizadas en el complejo sistema de conductores subterráneos para: • Captación de aguas superficiales • Colecta y encauzamiento de aguas residuales sanitarias • Redes de abastecimiento de agua •Pasajes y conductos de líneas de transmisión
También son utilizados como: • Tubería de drenaje • Tubería de alcantarillado sanitario • Alcantarillado de aguas pluviales • Alcantarillado transversal en carreteras • Abastecimiento de agua • Otras aplicaciones
Canalizaciones para drenaje con tubos de concreto: • Drenaje de aeropuertos• Campos de fútbol • Parques • Industria
11

Alcantarillado sanitario: • Los tubos de concreto han sido de gran aplicación amplia utilización para atender la demanda por aguas residuales • Pueden ser producidos con o sin armadura, en diámetros que van desde los 100mm hasta los 3600mm • Drenaje de aguas pluviales con tubos de concreto.
PROYECTO ENFOCADO EN TUBERÍA DE CONCRETO REFORZADO CON JUNTA HERMÉTICA, GRADOS 1 Y 2, DIÁMETRO 1830 mm
El 80% del abastecimiento de agua potable del país proviene de pozos profundos, por lo que el sistema de alcantarillado sanitario no debe ser fuente de contaminación de los acuíferos.
Cuando las tuberías de las redes de alcantarillado se unen con mezcla de mortero-cemento-arena presentan asentamientos diferenciales en el terreno, se generan fallas originadas por un junteo deficiente o por agrietamiento debido a la rigidez de la unión.
Las fallas en las juntas de una red de alcantarillado presentan algunas de las siguientes situaciones consideradas como nocivas:
Las aguas residuales fluyen hacia el exterior de la tubería, contaminando acuíferos y suelos.
Con un nivel freático localizado por encima de las tuberías, se presenta en éstas una infiltración que drena parcialmente el acuífero, ocasionando una disminución en la capacidad hidráulica del sistema de alcantarillado y permitiendo la recepción de
12

azolves, además de incrementar el caudal a la planta de tratamiento, provocando la disminución de su eficiencia y el incremento de costos de operación.
Con el objeto de evitar lo antes citado, uno de los principales requisitos que debe considerarse en el proyecto e instalación del sistema de alcantarillado sanitario, es que éste sea hermético.
DESCRIPCION DEL TUBO REFORZADO CON JUNTA HERMETICA: El sistema de alcantarillado sanitario debe garantizar su estanquidad y hermeticidad, tanto hacia el exterior como al interior (infiltraciones), cumpliendo con las pruebas establecidas en las normas de producto NMX-C-402-ONNCCE-2004 y con las de campo establecidas en la NOM-001-CNA-1995. Para cumplir con estas especificaciones este tipo de tubo cuenta con una junta de hule (empaque) que se usa como sello en las uniones entre tubos para garantizar su hermeticidad. En la siguiente imagen se presenta la ficha técnica del producto.
13

NORMA NMX-C-402-ONNCCE-2004
Diámetros para tubos reforzados
14

Resumen de características mecánicas que debe de cumplir la tubería de concreto
reforzado.
Tabla 1 Cargas mínimas para figuración y ruptura en pruebas (Kg.f/m)
15

MAQUINARIA UTILIZADA PARA LA FABRICACIÓN DEL TUBO
VIFESA K-2500
Ciclo Semi-Automático Llenado automatico de marcos y tubos. Marcos de hormigón desde 1.00 x 1.00 m hasta 6.00 x 3.00 m Longitud máxima 2.0 m Tubos de hormigón Longitud máxima 2.5 m Diámetro máximo tubo 3 m Fabricación de tubos y marcos
16

Tubos de hinca Piezas especiales de grandes dimensiones Llenado automático de marcos
Máquina automática para la manufactura de duelas (piezas cuadradas) de hormigón prefabricado del tipo campana o de cravación, utilizado para la canalización de arroyos y ríos, ajustable automáticamente, de medidas interiores comprendidas entre 1x1 M a 6x3 M y 2 M como máximo de largo, con triple conjunto de fabricación, dotadas de tres unidades de alimentación de hormigón con embudo, estera transportadora accionada por un motor eléctrico con reductor, estera transportadora accionada por un alimentador giratorio automático ajustable para productos de distintos diámetros, sistema láser de control de alimentación, conjunto de vibradores automáticos, triple brazo automático de prensado accionado eléctricamente con prensa hidráulica para formación de los diseños de la punta de los tubos con controlador lógico programable (CLP).
La serie K - 2500 ofrece máquinas semiautomáticas hidráulico-eléctricas, destinadas a la fabricación de tubos de hormigón por el sistema de vibro-compresión, tanto en masa como armados, y concebidas principalmente para las tuberías de gran diámetro, marcos de hormigón cuadrados ó rectangulares, tubos de hinca y piezas especiales de grandes dimensiones
Estas máquinas pueden producir tubos con y sin campana, machihembrados o con junta de goma, con bases plana, ovoides, marcos de hormigón, galerías visitables, canales de gran diámetro, piezas en U, anillos de pozo, conos de registro, arquetas, etc. hasta 3 m de diámetros por 2.5 m de longitud en tubos y marcos de hasta 5,00 x 3,00 m.
Un vibrador central de gran potencia, regulable en su frecuencia y fuerza centrifuga, junto con una alimentación del hormigón uniforme e igualmente regulada así como un dispositivo de prensado y perfilado de las piezas, transporte del producto fabricado a la zona de secado con el molde exterior mediante puente-grua, nos perite obtener un producto
17

de gran calidad, recubrimiento total de la armadura (tanto doble como simple), superficies perfectamente lisas y espesores de pared iguales.
Mediante programa introducido en autómata y elementos electrónicos correspondientes podemos llenar los marcos de hormigón y las piezas irregulares automáticamente.Con estas instalaciones queda cubierta cualquier necesidad que al fabricante se le presente, con una facilidad de manejo muy sencilla y cuyo producto final permite superar cualquier norma de ámbito internacional destinada al efecto.
18

PLANEACIÓN AGREGADA
Ubicación de la Planeación Agregada en el Proceso de Planificación, Programación y Control de la Producción
DEFINICIÓN Y CONCEPTO
La planeación agregada es un proceso que permite llegar a un equilibrio entre los niveles de producción, las restricciones sobre las capacidades que se fijan y los ajustes temporales en
19

relación entre la oferta y la demanda a mediano plazo ya que de aquí se planea el nivel general de producción para hacer el mejor uso de los recursos disponibles, los cuales son:
El índice de producción. Se refiere al número de unidades terminadas por unidad de tiempo (por hora o por día).
El nivel de la fuerza de trabajo. Es e l número de t raba jadores necesar io para la producción (pro ducción = índice de producción × nivel de la fuerza de trabajo).
El inventario a la mano. Es el inventario no utilizado que quedó del periodo anterior.
El capital disponible.
La planeación agregada denominada también planeación combinada [Meredith & Gibbs, 1986], se encuentra ubicada en el nivel táctico del proceso jerárquico de planeación y tiene como misión fundamental, en aproximación al planteamiento de varios autores [Schroeder,1992; Chase & Aquilano,1995; Nahmias,1997; Heizer & Render,1997; Rusell & Taylor,1998; Domínguez Machuca et al, 1995], la de establecer los niveles de producción en unidades agregadas a lo largo de un horizonte de tiempo que, generalmente, fluctúa entre 3 y 18 meses, de tal forma que se logre cumplir con las necesidades establecidas en el plan a largo plazo, manteniendo a la vez niveles mínimos de costos y un buen nivel de servicio al cliente.
El término agregado, en este nivel de planeación, implica que las cantidades a producir se deben establecer de manera global o como lo expresa Schroeder [1992] para una medida general de producción o cuando mucho para algunas pocas categorías de productos acumulados. De acuerdo con Nahmias [1997], puede ser aconsejable utilizar unidades agregadas tales como familias de productos, unidad de peso, unidad de volumen, tiempo de uso de la fuerza de trabajo o valor en dinero. De todas maneras, cualquier unidad agregada que se escoja debe ser significativa, fácilmente manejable y comprensible dentro del plan
De otra parte, dentro del proceso de elaboración del plan agregado y en aras del cumplimiento de su objetivo fundamental, es importante el manejo de las variables que pueden influir en este, las cuales pueden ser clasificadas en dos grandes grupos [Schroeder, 1992]:
• En primer lugar, están las variables de oferta, las cuales permiten modificar la capacidad de producción a través de la programación de horas extras, contratación de trabajadores eventuales, subcontratación de unidades y acuerdos de cooperación;
• en segundo lugar, están las variables de demanda, las cuales pueden influir en el comportamiento del mercado mediante la publicidad, el manejo de precios, promociones, etc.
La planeación agregada sirve como eslabón entre las decisiones sobre las instalaciones y la programación. La decisión de la planeación agregada establece niveles de producción generales a mediano plazo, es por ello que se hace necesario que en la empresa se implemente dichos procesos, tomando decisiones y políticas que se relacionen con el
20

tiempo extra, contrataciones, despidos, subcontrataciones y niveles de inventario. El conocimiento de estos factores nos permitirá determinar los niveles de producción que se plantean y la mezcla de los recursos a utilizar.
La planeación agregada se ocupa de empatar la oferta y la demanda de producción en el mediano plazo, hasta aproximadamente 12 meses en el futuro. El término “agregada” implica que la planeación se realiza para una sola medida general de producción, o cuando mucho, algunas cuantas categorías de productos agregados. El objetivo de la planeación agregada es establecer niveles generales de producción en el corto y mediano plazo frente a una demanda fluctuante o incierta. Al igual que la planeación agregada existen otros tipos de control y programación que permite que la empresa cumpla con las expectativas esperadas.
Es necesario hacer notar que para la implementación de dichos planes se hace necesario tomar en cuenta muchos factores en donde se estudia los niveles de oferta y demanda, así como también los recursos a ser utilizados a través de la planeación agregada, en donde estos sistemas de planeación y programación de las operaciones darán cohesión a las actividades de producción y estarán dirigidas a asegurar la eficiencia competitiva de la organización.
Una parte esencial de la planeación agregada es la comprensión global de la capacidad de producción de cada sistema.
De particular importancia son las respuestas a estas preguntas:
1.- ¿Cuánto se dispone de cada recurso de producción? La capacidad de producción en cada periodo pudiera estar restringida por factores como cantidad de trabajadores o máquinas.
2.- ¿Cuánta capacidad proporciona cada tipo de recurso? La cantidad de recursos requerida para producir un solo producto permite traducir la demanda en necesidades de capacidad de producción. Los estándares de mano de obra (horas de mano de obra por producto) y los estándares de máquinas (horas máquina por producto) por lo común se utilizan para traducir la demanda en cantidad de trabajadores y máquinas necesarias.
ENTORNO DE LA PLANEACIÓN DE LA PRODUCCIÓN
La ilustración siguiente muestra los factores internos y externos que constituyen el entorno de planeación de la producción.
21

Requerimientos para el sistema de planeación de la producción
En general, el ambiente externo se encuentra fuera del control directo del responsable del plan, pero en algunas empresas, es posible manejar la demanda del producto. Mediante una cooperación estrecha entre mercadotecnia y operaciones, las actividades promocionales y la reducción de precios se pueden usar para crear demanda durante periodos de recesión. Por el contrario, cuando la demanda es alta, es posible reducir las actividades promocionales y elevar los precios para maximizar los ingresos obtenidos de aquellos productos o servicios que la empresa tiene la capacidad de proporcionar. Más adelante, en la sección “Manejo de la producción” se estudian las prácticas actuales en el manejo de la demanda.Los productos complementarios pueden funcionar en el caso de las empresas que enfrentan fluctuaciones cíclicas de la demanda. Por ejemplo, los fabricantes de podadoras enfrentarán una demanda muy fuerte durante primavera y verano, pero ésta será débil en otoño e invierno. Es posible uniformar las demandas en el sistema de producción fabricando un producto complementario con una demanda alta durante otoño e invierno y una demanda baja en primavera y verano (por ejemplo, carros para limpiar nieve, aspiradoras de nieve o aspiradoras de hojas). Con los servicios, a menudo los ciclos se miden en horas, más que en meses. Los restaurantes con una demanda fuerte durante la comida y la cena, con frecuencia agregan un menú de desayuno para aumentar la demanda en las horas de la mañana.Aún así, existen límites en la cantidad de demanda que es posible controlar. El responsable de planear la producción debe tener en cuenta las proyecciones de ventas y los pedidos que promete la función de mercadotecnia. Un nuevo enfoque para facilitar el manejo de estos factores internos se conoce como respuesta precisa, y comprende la medición detallada de los patrones históricos de la demanda combinada con el juicio de los expertos para determinar el momento en que debe iniciar la producción de artículos particulares. El elemento clave del enfoque es identificar con claridad aquellos productos para los que la demanda es relativamente predecible de aquellos para los que resulta relativamente impredecible.
22

Los factores internos mismos difieren en cuanto a la capacidad para controlarlos. Por lo general, la capacidad física actual (planta y equipo) es casi fija a corto plazo; a menudo, los acuerdos con los sindicatos limitan los cambios en la fuerza de trabajo; no siempre es posible incrementar la capacidad física; y es probable que la alta gerencia limite la cantidad de dinero relacionada con los inventarios.
La planeación agregada requiere de cuatro elementos:
1. Una unidad lógica para medir las ventas y la producción.
2. Un pronóstico de demanda.
3. Un método para determinar los costos.
4. Un modelo que combine los pronósticos y los costos con la finalidad de tomar decisiones de programación.
OBJETIVOS DE LA PLANEACIÓN AGREGADA
Proponer un plan general de producción a corto y largo plazo que le permita a la
empresa enfrentar la demanda fluctuante.
Analizar las condiciones generales de la economía actual y futura dentro del sector
industrial.
Establecer estrategias administrativas que le permitan a la empresa competir durante
el (los) año(s) siguientes para expresar en términos monetarios el volumen de ventas
de la empresa.
Determinar los pasos a seguir en el sistema de planeación de la empresa.
Establecer un programa general de órdenes de compra o pedidos de insumos
necesarios en la producción y su distribución.
Coordinar las actividades diarias y semanales que permitan un control dentro de la
producción.
IMPORTANCIA DE LA PLANEACIÓN AGREGADA
La importancia de la planeación agregada en el proceso de gestión de una organización
consiste en establecer planes de corto y mediano plazo para satisfacer los requerimientos
del pronóstico de la producción cuando la capacidad desde el punto de vista planta o
equipos es relativamente fija.
23

Para la formulación de un plan agregado es necesario partir de las condiciones existentes en
el sistema organizacional de la orientación formulada en el plan estratégico de la compañía,
es decir, partiendo de la misión, visión, objetivos corporativos y políticas de la empresa, así
como de las restricciones y limitaciones del sistema natural y de su entorno inmediato.
Ahora bien, si los enfoques existentes para el tratamiento de este problema toman en cuenta
algunos parámetros restrictivos, sólo se enfocan desde un punto de vista de un criterio
único, o simplemente se limitan a dar una solución factible, o a lo sumo se utiliza un
enfoque multimeta que expresa únicamente un plan que minimiza las desviaciones sobre un
conjunto de metas a cumplir a lo largo de un horizonte de planeación. Es por tanto
necesario fijar una metodología para la formulación de modelos matemáticos que sirvan
para la formulación de planes de producción.
SEIS PASOS PARA LA PLANEACION AGREGADA
Según Noori, S. Hamid, en su libro “Administración de Operaciones”:
1. Seleccionar un horizonte de planeación y dividirlo en una serie de periodos (intervalos temporales). Si la empresa produce una variedad de bienes o servicios, crear grupos de productos agregados.
2. Elaborar un pronóstico de la demanda estimada para cada grupo de productos agregados en cada periodo del horizonte de planeación. Debe expresar los pronósticos de demanda en requerimientos de recursos.
3. Si la variación de los requerimientos de producción es bastante grande de un periodo a otro, deberá recurrir a la fijación de precios, la promoción y otras técnicas destinadas a cambiar la duración y el nivel de la demanda.
4. Comparar la capacidad real con los requerimientos de producción durante cada periodo de planeación. Si la capacidad requerida no coincide con la capacidad disponible, debe buscar alternativas para ajustar la capacidad. Estimar el costo de cada alternativa, incluso después de manipular la demanda, los subsistemas, discrepancias entre la capacidad requerida y la capacidad disponible en uno o más periodos de planeación.
5. Seleccionar la estrategia de planeación agregada.6. Desarrollar el plan agregado utilizando la optimización o técnicas heurísticas.
24

ESTRATEGIAS PARA PLANEAR LA PRODUCCIÓN
Dado que la planeación agregada abarca periodos de sólo seis a 18 meses, no hay suficiente
tiempo disponible para incrementar la capacidad agregando edificios, máquinas y otros
bienes de capital. Esto mueve el enfoque a otras posibles fuentes de capacidad de
producción, al desarrollar planes para hacer frente a la demanda de los clientes. Varias
variables pueden alterarse para modificar a plazo medio la capacidad de producción de un
mes al siguiente. Aun así, siempre existe cierta flexibilidad al manejar estos factores, y
los responsables de planear la producción pueden implementar una de las estrategias de
planeación de la producción que a continuación se describen y que entrañan trueques entre
el tamaño de la fuerza de trabajo, las horas de trabajo, los inventarios y los pedidos
atrasados acumulados:
Estrategia de Persecución. Consiste en conciliar la tasa de producción con la tasa
de pedidos contratando y despidiendo empleados conforme varía la tasa de pedidos.
El éxito de esta estrategia depende de que tengamos una fuente de solicitantes
fáciles de capacitar a la que podamos recurrir cuando aumenta el volumen de los
pedidos. Los efectos para la motivación son evidentes. Cuando los pedidos
atrasados acumulados son pocos los empleados podrían optar por bajar su ritmo por
temor a ser despedidos tan pronto como termine los pedidos existentes.
Fuerza de trabajo estable y horarios laborales variables. Consiste en diversificar
la producción variando la cantidad de obras elaboradas mediante series de trabajo
flexibles u horas extra. Si variamos la cantidad de horas de trabajo, podremos
conciliar las cantidades de la producción con los pedidos. Esta estrategia ofrece
continuidad a la fuerza de trabajo dista mucho de los costos emocionales y tangibles
ligadas a la contratación y los despidos inherentes a la estrategia de Chase.
Estrategia de liberación. Mantener una fuerza estable de trabajo, laborando un
ritmo constante de producción. Los faltantes y los excedentes son absorbidos por
niveles fluctuantes de los inventarios, la acumulación de pedidos atrasados y las
ventas perdidas. Los empleados se benefician de los horarios de trabajo, estables a
costa de la posible disminución de la calidad del servicio los clientes y el
incremento de los costos de inventarios. Otra preocupación es que los productos del
inventario se podrían volver obsoletos.
Cuando sólo usamos una de tan variables para absorber fluctuaciones de la demanda,
hablamos de una estrategia pura, precisamos una combinación de dos o más, utilizamos una
25
estrategia mixta. Hacemos bien en suponer que la industria aplican más las estrategias
mixtas.
Subcontratación. Además de estas estrategias, los administradores pueden optar por
subcontratar una parte de la producción. Esta estrategia se parece al alistarse, pero las
contrataciones y los despidos se traducen en subcontratar parte de la producción uno. Cierto
grado de subcontrataciones podría ser deseable para dar cabida a las fluctuaciones de la
demanda. No obstante, a no ser que la relación con el proveedor sea especialmente sólida,
el fabricante podría perder algo de control del programa y la calidad. En este sentido, cabe
decir que cantidad importante de subcontrataciones representa una estrategia de alto riesgo.
En la planeación agregada, el plan puede empezar con determinado número de trabajadores sin ningún costo de contratación ni despido. Esto casi siempre sucede porque un plan agregado hace uso del personal existente y es posible iniciar el plan de esa forma. Sin embargo, en una aplicación real, la disponibilidad del personal existente transferible a otras áreas de la empresa podría cambiar las suposiciones.
COSTOS RELEVANTES DE LA PLANEACIÓN AGREGADA
Cuatro de los costos importantes para el plan de producción agregada, son los relativos al
costo de la producción en sí y el costo de mantener inventarios y pedidos sin surtir.
Concretamente son:
1. Costos básicos de producción. Se trata de los costos fijos y variables en que se incurre
al producir un tipo específico de producto en cierto plazo. Incluye los costos directos e
indirectos de la mano de obra, así como los costos por la remuneración regular y por
horas extras.
2. Costos ligados a cambios en la tasa de producción. Los costos típicos de esta
categoría son los necesarios para contratar, capacitar y despedir personal. La
contratación de trabajadores temporales es una manera de evitar estos costos.
3. Costos por mantener inventarios. Un aspecto importante es el costo del capital
improductivo en el inventario; otros son el almacenamiento, el seguro, los impuestos, la
producción dañada y la obsolescencia.
4. Costo de pedidos atrasados acumulados. Por lo común, esto son muy difíciles de
medir e incluyen costos de expedición, pérdida de confianza del cliente y pérdida de
ingresos por ventas como consecuencia del atraso en su retiro de los pedidos.
26

PLANEACIÓN Y PRONÓSTICO DE LA DEMANDA
Los pronósticos son vitales para toda organización de negocios, así como para cualquier decisión importante de la gerencia. El pronóstico es la base de la planeación corporativa a largo plazo. En las áreas funcionales de finanzas y contabilidad, los pronósticos proporcionan el fundamento para la planeación de presupuestos y el control de costos.El personal de producción y operaciones utiliza los pronósticos para tomar decisiones periódicas que comprenden la selección de procesos, la planeación de las capacidades y la distribución de las instalaciones, así como para tomar decisiones continuas acerca de la planeación de la producción, la programación y el inventario.Por lo regular, un pronóstico perfecto es imposible. En un ambiente de negocios hay demasiados factores que no se pueden pronosticar con certeza. Por lo tanto, en lugar de buscar el pronóstico perfecto, es mucho más importante establecer la práctica de una revisión continua de los pronósticos y aprender a vivir con pronósticos imprecisos. Esto no quiere decir que no se trate de mejorar el modelo o la metodología de pronosticar, pero lo que debe hacerse es tratar de encontrar y usar el mejor método de pronóstico disponible, dentro de lo razonable.Al pronosticar, una buena estrategia consiste en utilizar dos o tres métodos y verlos desde el punto de vista del sentido común. ¿Los cambios esperados en la economía en general van a afectar el pronóstico? ¿Hay cambios en el comportamiento del consumidor industrial y privado? ¿Habrá una escasez de artículos complementarios esenciales? La revisión y la actualización continuas tomando en cuenta la información nueva son básicas para un pronóstico exitoso.
Tipos de pronósticos
El propósito del manejo de la demanda es coordinar y controlar todas las fuentes de la demanda, con el fin de poder usar con eficiencia el sistema productivo y entregar el producto a tiempo.La demanda dependiente es la demanda de un producto o servicio provocada por la demanda de otros productos o servicios. Por ejemplo, si una empresa vende 1 000 triciclos, entonces se van a necesitar 1 000 ruedas delanteras y 2 000 traseras. Este tipo de demanda interna no necesita un pronóstico, sino sólo una tabulación. La cantidad de triciclos que la empresa podría vender es la demanda independiente porque no se deriva directamente de la demanda de otros productos. El principal interés de este trabajo se centra en el pronóstico relacionado con los productos independientes, por lo que a continuación de se presentan los tipos de pronósticos útiles para los mismos.El pronóstico se puede clasificar en cuatro tipos básicos: cualitativo, análisis de series de tiempo, relaciones causales y simulación.Las técnicas cualitativas son subjetivas y se basan en estimados y opiniones. El análisis de series de tiempo, s e ba sa en l a i dea de que e s pos ib l e u t i l i z a r i n fo rmac ión relacionada con la demanda pasada para predecir la demanda futura. La información anterior puede incluir varios componentes, como influencias de tendencias, estacionales o cíclicas, y se describe en la sección siguiente. El
27

pronóstico causal, que se analiza utilizando la técnica de la regresión lineal, supone que la demanda se relaciona con algún factor subyacente en el ambiente. Los modelos de simulación permiten al encargado del pronóstico manejar varias suposiciones acerca de la condición del pronóstico.A continuación, se enlistan tendencias comunes para la aplicación de pronósticos:
*Técnicas de pronóstico y modelos comunes:
I. Cualitativo: Subjetivas, de juicio. Basadas en estimados u opiniones.
Técnicas acumulativas. Deriva un pronóstico a través de la compilación de las entradas de aquellos que se encuentran al final de la jerarquía y que tratan con lo que se pronostica. Por ejemplo, un pronóstico general de las ventas se puede derivar combinando las entradas de cada uno de los vendedores que están más cerca de su territorio.
Investigación de mercados. Se establece para recopilar datos de varias formas (encuestas, entrevistas, etc.) con el fin de comprobar hipótesis acerca del mercado. Por lo general, se usa para pronosticar ventas a largo plazo y de nuevos productos.
Grupos de consenso. Intercambio libre en las juntas. La idea es que la discusión en grupo produzca mejores pronósticos que cualquier individuo. Los participantes pueden ser ejecutivos, vendedores o clientes
Analogía histórica. Relaciona lo pronosticado con un artículo similar. Es importante al planear nuevos productos en los que las proyecciones se pueden derivar mediante el uso del historial de un producto similar
Método de Delfos. Un grupo de expertos responde un cuestionario. Un moderador recopila los resultados y formula un cuestionario nuevo que se presenta al grupo. Por lo tanto, existe un proceso de aprendizaje para el grupo mientras recibe información nueva y no existe ninguna influencia por la presión del grupo o individuos dominantes.
II. Análisis de series de tiempo: Con base en la idea de que el historial de los eventos a través del tiempo se puede utilizar para proyectar el futuro.
Promedio móvil simple. Se calcula el promedio de un periodo que contiene varios puntos de datos dividiendo la suma de los valores de los puntos entre el número de éstos. Por lo tanto, cada uno tiene la misma influencia.
Promedio móvil ponderado. Puede ser que algunos puntos específicos se ponderen más o menos que los otros, según la experiencia.
Suavización exponencial. Los puntos de datos recientes se ponderan más y la ponderación sufre una reducción exponencial conforme los datos se vuelven más antiguos.
Análisis de regresión. Ajusta una recta a los datos pasados casi siempre en relación con el valor de los datos. La técnica de ajuste más común es la de los mínimos cuadrados.
28

Técnica Box-Jenkins. Muy complicada, pero al parecer la técnica estadística más exacta que existe. Relaciona una clase de modelos estadísticos con los datos y ajusta el modelo con las series de tiempo utilizando distribuciones bayesianas posteriores.
Serie de tiempo Shiskin. (Se conoce también como X-11). Desarrollada por Julius Shiskin de la Oficina del Censo. Un método efectivo para dividir una serie temporal en temporadas, tendencias e irregular. Necesita un historial por lo menos de 3 años. Muy eficiente para identificar los cambios, por ejemplo, en las ventas de una compañía.
Proyecciones de tendencias. Ajusta una recta matemática de tendencias a los puntos de datos y la proyecta en el futuro.
III. Causal: Trata de entender el sistema subyacente que se va a pronosticar. Por ejemplo, las ventas se pueden ver afectadas por la publicidad, la calidad y los competidores.
Análisis de regresión. Similar al método de los mínimos cuadrados en las series de tiempo, pero puede contener diversas variables. La base es que el pronóstico se desarrolla por la ocurrencia de otros eventos.
Modelos econométricos. Intentos por describir algún sector de la economía mediante una serie de ecuaciones interdependientes.
Modelos de entrada/salida. Se enfoca en las ventas de cada industria a otros gobiernos y empresas. Indica los cambios en las ventas que una industria productora puede esperar debido a los cambios en las compras por parte de otra industria.
Principales indicadores. Estadísticas que se mueven en la misma dirección que la serie a pronosticar, pero antes que ésta, como un incremento en el precio de la gasolina que indica una baja futura en la venta de autos grandes.
IV. Modelos de simulación. Modelos dinámicos, casi siempre por computadora, que permiten al encargado de las proyecciones hacer suposiciones acerca de las variables internas y el ambiente externo en el modelo. Dependiendo de las variables en el modelo, el encargado de los pronósticos puede hacer preguntas como: ¿Qué sucedería con mi pronóstico si el precio aumentara 10%? ¿Qué efecto tendría una recesión nacional leve sobre mi pronóstico?
COMPONENTES DE LA DEMANDA
29

En la mayor parte de los casos, la demanda de productos o servicios se puede dividir en seis componentes: demanda promedio para el periodo, una tendencia, elementos estacionales, elementos cíclicos, variación aleatoria y autocorrelación. Los factores críticos son más difíciles de determinar porque quizá el tiempo se desconoce o no se toma en cuenta la causa del ciclo. La influencia cíclica sobre la demanda puede provenir de eventos tales como elecciones políticas, guerras, condiciones económicas o presiones sociológicas.Las variaciones aleatorias son provocadas por los eventos fortuitos. Estadísticamente, al restar todas las causas conocidas de la demanda (promedio, tendencias, estacionales, cíclicas y de autocorrelación) de la demanda total, lo que queda es la parte sin explicar de la demanda. Si no se puede identificar la causa de este resto, se supone que es aleatoria.La autocorrelación indica la persistencia de la ocurrencia. De manera más específica, el valor esperado en un momento dado tiene una correlación muy alta con sus propios valores anteriores.
DESARROLLO DEL PROYECTO DE PLANEACIÓN AGREGADA
30
DATOS PARA EL PLAN AGREGADO
DATOS ACTUALES PARA CÁLCULO DE COSTOS EN TUBOCRETO DE MORELOS
Sueldo por hora= $15.1025/trabajador Sueldo base semanal= $845.74/trabajador Sueldo mensual= $3382.96/trabajador Costo hora extra= $15.1025/h/trabajador Costo de mantenimiento= $51.5/tubo/mes Costo por producción por tubo= $1032.97/tubo Costo por contratar= $3382.96/trabajador Costo por despedir= $4602.30/trabajador Trabajadores= 9 en enero Tiempo necesario para producir un tubo= 1.6 h/trabajador Jornada laboral= 8 horas diarias (8h/1.6h)= 5 tubos/día/trabajador Capacidad de tubos mensuales= Número de trabajadores x número de días
laborables x 5 tubos Costo por faltantes= $500.81 por tubo.
POLÍTICAS LABORALES
Como políticas de la empresa, se decide que los faltantes se fabricarán el siguiente período, pero además, se le penaliza por incumplimiento con el contrato; no se permite el inventario cero, pues siempre tratan de tener un “colchón” de seguridad; mensualmente, se tiene que firmar un contrato laboral con Tubocreto de Morelos (por lo que no se crea antigüedad), realmente no se paga por contratarlos, pues se paga el sueldo normal a partir de la primer semana. Las horas extras se pagan al dobles, a partir de la novena hora de trabajo.
31
Tubo de concreto reforzado (NMX-C-402-ONNCCE “Industria de la Construcción - Tubos - Tubos de Concreto Reforzado con Junta Hermética - Especificaciones y Métodos de prueba”).
Diámetro 1830 mm. Grados 1 y 2. Precio promedio por metro= $1509.15 (Año 2012). Precio por tubo= $3861.92

Para nuestro primer análisis, no tomaremos en cuenta las unidades que produce actualmente Tubocreto de Morelos (sino solamente sus pronósticos de demanda), pues nos interesa conocer qué manera de producir le hubiera convenido más para satisfacer sus demandas conocidas y reducir sus costos. En un posterior análisis calcularemos los nuevos pronósticos de demanda para 2013.
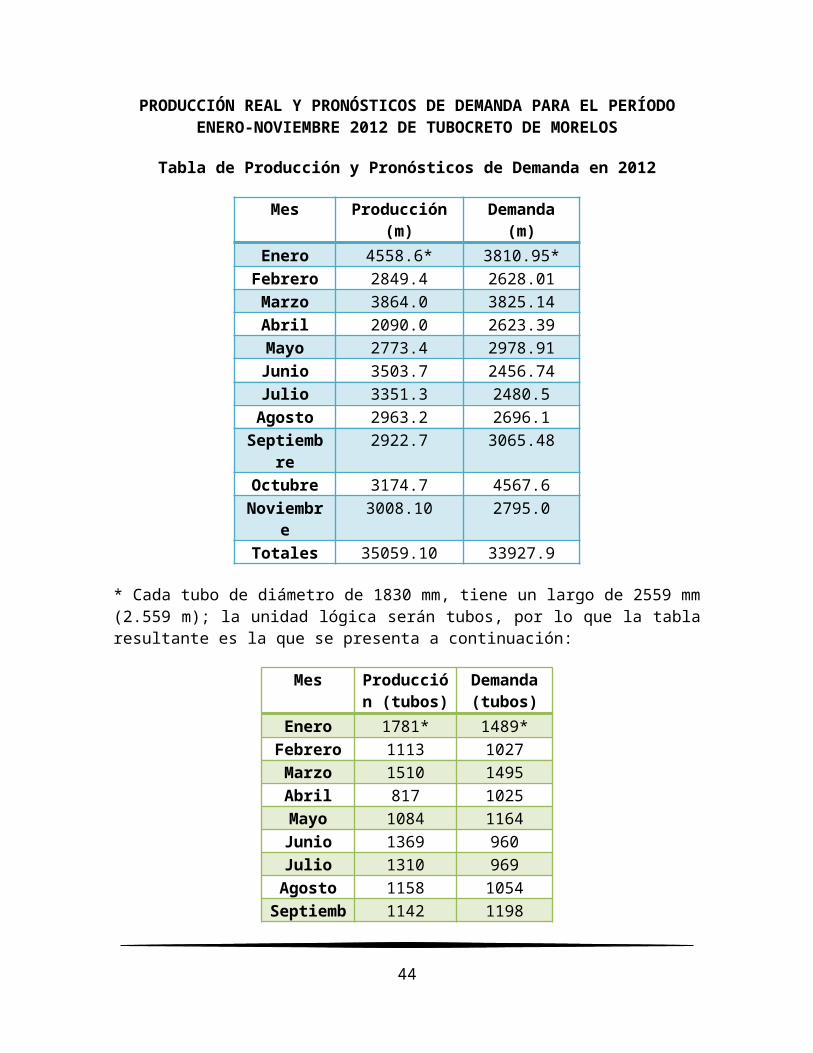
PRODUCCIÓN REAL Y PRONÓSTICOS DE DEMANDA PARA EL PERÍODO ENERO-NOVIEMBRE 2012 DE TUBOCRETO DE MORELOS
Tabla de Producción y Pronósticos de Demanda en 2012
Mes Producción (m) Demanda (m)Enero 4558.6* 3810.95*
Febrero 2849.4 2628.01Marzo 3864.0 3825.14Abril 2090.0 2623.39Mayo 2773.4 2978.91Junio 3503.7 2456.74Julio 3351.3 2480.5
Agosto 2963.2 2696.1Septiembre 2922.7 3065.48
Octubre 3174.7 4567.6Noviembre 3008.10 2795.0
Totales 35059.10 33927.9
* Cada tubo de diámetro de 1830 mm, tiene un largo de 2559 mm (2.559 m); la unidad lógica serán tubos, por lo que la tabla resultante es la que se presenta a continuación:
Mes Producción (tubos)
Demanda (tubos)
Enero 1781* 1489*Febrero 1113 1027Marzo 1510 1495Abril 817 1025Mayo 1084 1164Junio 1369 960Julio 1310 969
Agosto 1158 1054Septiembr
e1142 1198
Octubre 1241 1785Noviembre 1175 1092
Totales 13700 13258
32

* Datos redondeados
Con los datos de la tabla anterior, y considerando que Tubocreto de Morelos utiliza el inventario del mes anterior para satisfacer la demanda del mes posterior, conociendoque para enero se tiene un inventario de 500 tubos, se resumen en la siguiente tabla:
El cálculo del inventario.
Con los datos anteriores, los costos actuales de Tubocreto de Morelos son:
*Costo por inventario= 10885 tubos x $51.50= $560,577.50
*Costo por producción total= 13700 tubos x $1032.97= $14151689.00
Por estas cantidades, se genera un costo total de:
Costo total: $560577.50 + 14151689.00= $14712266.50.
Considerando que tuvo 9 trabajadores en todos los meses (que son los que tenía en enero de 2012), y que se pagaron las contrataciones mensuales de todos (considerados como sueldos, por la política anteriormente explicada), estos quedarían como:
*Sueldos= 9 trabajadores x 11 meses x $3382.96= $334913.04Lo que nos da un costo total a cubrir de $15,047,179.54.
En la siguiente tabla se muestra:
33
Mes Producción (tubos)
Demanda (tubos)
Cambio en inventario
Inventario
Enero 1781 1489 792 792Febrero 1113 1027 86 878Marzo 1510 1495 15 893Abril 817 1025 -208 685Mayo 1084 1164 -80 605Junio 1369 960 409 1014Julio 1310 969 341 1355
Agosto 1158 1054 104 1459Septiembr
e1142 1198 -56 1403
Octubre 1241 1785 -544 859Noviembre 1175 1092 83 942
Totales 13700 13258 10885

El cálculo de la demanda diaria pronosticada y demanda promedio.
Mes Demanda
Días de producción
Demanda por día
Demanda por día
ajustada
Requerimiento promedio x Días de
producción
Acumulado
Enero 1489 17 87.59 88 833 833Febrero 1027 23 44.65 45 1127 1960Marzo 1495 27 55.37 56 1323 3283Abril 1025 21 48.81 49 1029 4312Mayo 1164 27 43.11 44 1323 5635Junio 960 26 36.92 37 1274 6909Julio 969 26 37.27 38 1274 8183
Agosto 1054 25 42.16 43 1225 9408Septiembr
e1198 26 46.08 47 1274 10682
Octubre 1785 27 66.11 67 1323 12005Noviembre 1092 26 42 42 1274 13279
Total 13258 271Demanda
pronosticada87.59 88
Requerimiento promedio
48.92 49
A continuación se presenta la gráfica resultante:
34

Resultando el requerimiento promedio en 49 tubos diarios.
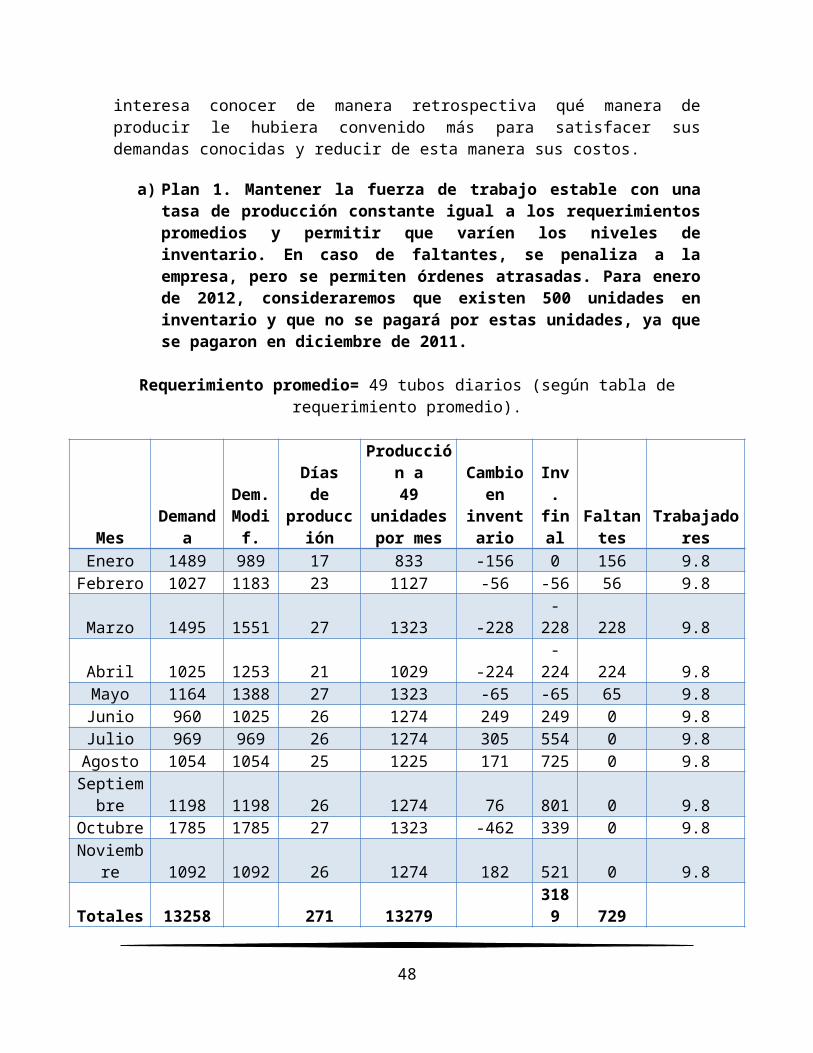
Con base en estos datos, se procede al desarrollo de planes agregados de producción. Para nuestro análisis, no tomaremos en cuenta las unidades que produce actualmente Tubocreto de Morelos (sino solamente sus pronósticos de demanda), pues nos interesa conocer de manera retrospectiva qué manera de producir le hubiera convenido más para satisfacer sus demandas conocidas y reducir de esta manera sus costos.
a) Plan 1. Mantener la fuerza de trabajo estable con una tasa de producción constante igual a los requerimientos promedios y permitir que varíen los niveles de inventario. En caso de faltantes, se penaliza a la empresa, pero se permiten órdenes atrasadas. Para enero de 2012, consideraremos que existen 500 unidades en inventario y que no se pagará por estas unidades, ya que se pagaron en diciembre de 2011.
Requerimiento promedio= 49 tubos diarios (según tabla de requerimiento promedio).
MesDemand
a
Dem.Modif
.
Díasde
producción
Producción a
49 unidadespor mes
Cambioen
inventario
Inv.final
Faltantes
Trabajadores
Enero 1489 989 17 833 -156 0 156 9.8Febrero 1027 1183 23 1127 -56 -56 56 9.8Marzo 1495 1551 27 1323 -228 -228 228 9.8Abril 1025 1253 21 1029 -224 -224 224 9.8Mayo 1164 1388 27 1323 -65 -65 65 9.8Junio 960 1025 26 1274 249 249 0 9.8Julio 969 969 26 1274 305 554 0 9.8
Agosto 1054 1054 25 1225 171 725 0 9.8Septiembr
e 1198 1198 26 1274 76 801 0 9.8Octubre 1785 1785 27 1323 -462 339 0 9.8
Noviembre 1092 1092 26 1274 182 521 0 9.8Totales 13258 271 13279 3189 729
Los costos para este plan son:
Costo por producción $13,716,808.63Costo por mantener inventario $164,233.50Costos por faltantes 365090.49Costo total $14,246,132.62*Costos sin considerar sueldos en el plan original ni en el plan 1
El costo de este plan resulta $466133.88 más barato que la actual estrategia de producción de Tubocreto de Morelos (de acuerdo a los costos sin considerar sueldos).
35

Si se usan 9.8 trabajadores x $3382.96x 11 meses= $364683.09.El costo total con sueldos es de:*Costo total con sueldos= $14,246,132.62+ 364683.09= $14610815.71.Por lo que la diferencia respecto a la actual estrategia de producción es de $436363.92, considerando los costos con sueldos agregados.
b) Plan 2. Como se vio en el plan 1, se utilizan aproximadamente 9.8 trabajadores para satisfacer los requerimientos promedios; se redondeará para este plan a 10 el número de trabajadores, manteniéndolos estables (por lo que se tendrá que contratar a uno más para enero). Los faltantes se cubrirán con horas extras. En enero se tienen 500 unidades de inventario, por las cuales no se pagan costos por mantenimiento.
MesDemand
a
DemandaModifica
da
Díasde
prod.
Prod.con8 h
Prod. conhs
extras máx.
Prod. con
tiempoextra
Hs extras
usadas/10 trab.
Inventario
Ene 1489 989 17 850 425 139 86.875 0Feb 1027 1027 23 1150 575 0 0 123Mar 1495 1372 27 1350 675 22 13.75 0Abr 1025 1025 21 1050 525 0 0 25May 1164 1139 27 1350 675 0 0 211Jun 960 749 26 1300 650 0 0 551Jul 969 418 26 1300 650 0 0 882
Agos 1054 172 25 1250 625 0 0 1078Sept 1198 120 26 1300 650 0 0 1180Oct 1785 605 27 1350 675 0 0 745Nov 1092 347 26 1300 650 0 0 953
TOTAL 13258 7963 271
13550 6775 161 100.625 5748
Los costos para este plan son:
Costo por producción (normal + extra)
$14,163,051.67
Costo por mantener inventario $296,022.00Horas extras $3,039.38Sueldos $372,125.60Costo total $14,834,238.65
De esta manera, podemos ver que el plan elaborado resulta $212940.89 más económico que el plan original de producción de Tubocreto de Morelos (considerando los costos con sueldos en ambos planes).
36

c) Plan 3. Variar la fuerza de trabajo de tal manera que la producción exacta satisfaga la demanda. Permitir faltantes, bajo penalización, y cubrir los mismos en el siguiente periodo. Para enero existe un inventario de 500 unidades (no hay costo por mantener el inventario en este mes), además, existían nueve trabajadores para este mes.
Mes DemandaDema.Modif.
Días deProd.
Trab.Finales
Trab.ajustados Contrat. Desped.
Prod.actual Inventario Faltantes
Ene 1489 989 17 9.00 9 0 0 765 0 224Feb 1027 1251 23 10.88 11 2 0 1265 14 0Mar 1495 1481 27 10.97 11 0 0 1485 4 0Abr 1025 1021 21 9.72 10 0 1 1050 29 0May 1164 1135 27 8.41 9 0 1 1215 80 0Jun 960 880 26 6.77 7 0 2 910 30 0Jul 969 939 26 7.22 7 0 0 910 0 29
Agos 1054 1083 25 8.66 9 2 0 1125 42 0Sep 1198 1156 26 8.89 9 0 0 1170 14 0Oct 1785 1771 27 13.12 13 4 0 1755 0 16Nov 1092 1108 26 8.52 9 0 4 1170 62 0
TOTAL 13258 12814 271 8 8 12820 275 269
Los costos para este plan son:
Costo por producción $13,242,675.40Costo por mantener inventario $14,162.50Costos por faltantes $134,717.89Costo por contratación $27,063.68Costo por despidos $36,818.40Costo total $13,455,437.87
Considerando que se “recontratan” mensualmente a los trabajadores que se conservaron (no se consideran costos por contratación, porque realmente no les pagan al contratarlos, sino hasta la primer semana de labores; las subsiguientes se pagan de manera normal, por lo que realmente Tubocreto estará pagando solamente los sueldos de los trabajadores). Por lo tanto estos costos quedarían como:
37
Mes SueldosEnero 9 trabajadores ($3382.96)= $54127.36
Febrero 9 trabajadores ($3382.96)= $43978.48Marzo 11 trabajadores ($3382.96)= $43978.48Abril 10 trabajadores ($3382.96)= $43978.48Mayo 9 trabajadores ($3382.96)= $43978.48Junio 7 trabajadores ($3382.96)= $40595.52Julio 7 trabajadores ($3382.96)= $40595.52
Agosto 7 trabajadores ($3382.96)= $43978.48Septiembre 9 trabajadores ($3382.96)= $43978.48
Octubre 9 trabajadores ($3382.96)= $50744.40Noviembre 9 trabajadores ($3382.96)= $47361.44
Total $324764.16
Por lo que al considerar los sueldos, el costo total quedaría en:*Costo total con sueldos: $ 13,455,437.87 + 324764.16= $13,780,202.03, resultando $1591741.67 más económico que la actual estrategia de producción de Tubocreto de Morelos, considerando sueldos en ambos casos.
d) Plan 4. Producir a máxima capacidad con los 9 trabajadores actuales en enero. Los faltantes completarlos mediante trabajo con horas extras (la hora extra se paga al doble). Se permitirán 4 horas extras como máximo. Se usa el inventario para satisfacer la demanda del mes siguiente. Enero inicia con 500 unidades en inventario.
Mes Dem.Dem.Mod.
Días de
Prod.
Prod.con 8
h
Prod. conhs
extras máx.
Prod. conhs
extrasmáx.
ajustado
Prod. con
tiempoextra
HsExtras
usadas/9 trab. Inv.
Ene 1489 989 17 765 382.5 382 224 140 0Feb 1027 1027 23 1035 517.5 517 0 0 8Mar 1495 1487 27 1215 607.5 607 272 170 0Abr 1025 1025 21 945 472.5 472 80 50 0May 1164 1164 27 1215 607.5 607 0 0 51Jun 960 909 26 1170 585 585 0 0 261Jul 969 708 26 1170 585 585 0 0 462
Agos 1054 592 25 1125 562.5 562 0 0 533Sept 1198 665 26 1170 585 585 0 0 505Oct 1785 1280 27 1215 607.5 607 65 40.625 0Nov 1092 1092 26 1170 585 585 0 0 78
TOTAL 1325 1093 271 12195 6097.5 6094 641 400.625 1898
38
8 8
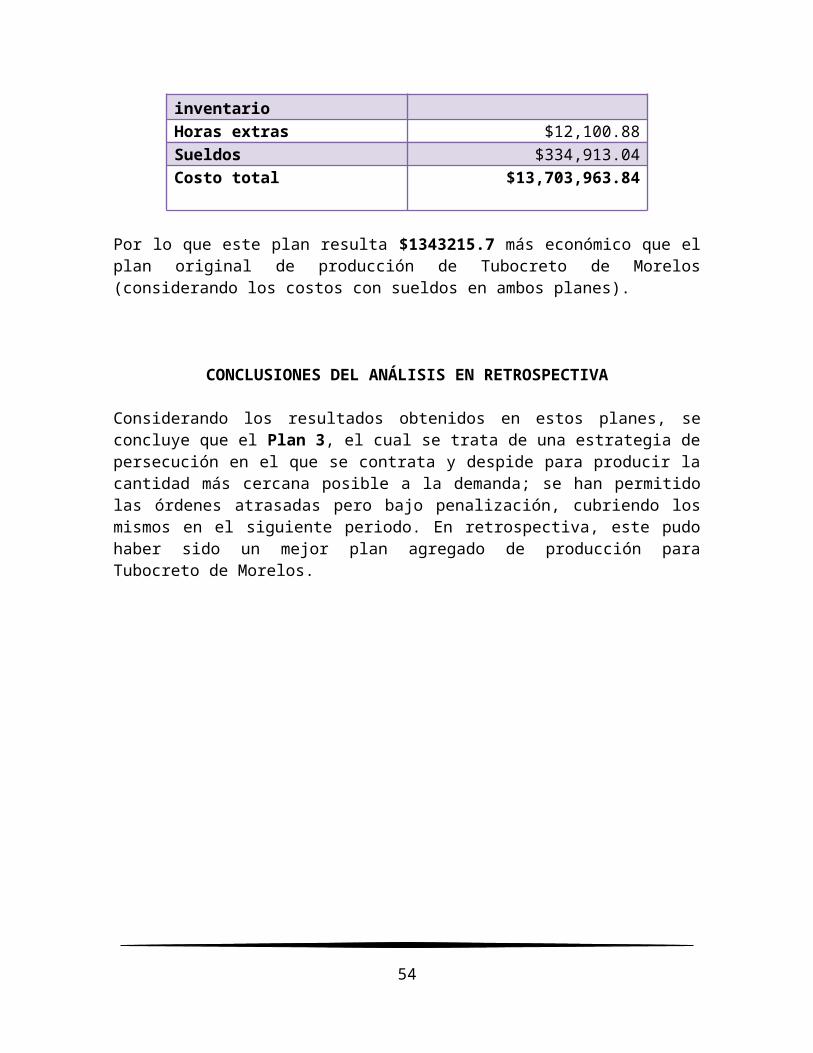
Los costos para este plan son de:
Costo por producción (normal + extra)
$13,259,202.92
Costo por mantener inventario $97,747.00Horas extras $12,100.88Sueldos $334,913.04Costo total $13,703,963.84
Por lo que este plan resulta $1343215.7 más económico que el plan original de producción de Tubocreto de Morelos (considerando los costos con sueldos en ambos planes).
CONCLUSIONES DEL ANÁLISIS EN RETROSPECTIVA
Considerando los resultados obtenidos en estos planes, se concluye que el Plan 3, el cual se trata de una estrategia de persecución en el que se contrata y despide para producir la cantidad más cercana posible a la demanda; se han permitido las órdenes atrasadas pero bajo penalización, cubriendo los mismos en el siguiente periodo. En retrospectiva, este pudo haber sido un mejor plan agregado de producción para Tubocreto de Morelos.
39
PRONÓSTICOS DE LA DEMANDA PARA EL PERÍODO ENERO-NOVIEMBRE 2013
Con base en los datos de producción reales suministrados por Tubocreto de Morelos (se considerará que el total de los mismos es la demanda real), procederemos a elaborar el pronóstico de la demanda para el período de Enero-Noviembre 2013. Diciembre no se tomará en cuenta, pues para el año 2012 se carece de información, por lo que todos los cálculos abarcarán sólo los meses antes mencionados. Como no contamos con las demandas reales para los meses del año 2013, ni el pronóstico de la demanda para Enero, se propone realizar los pronósticos de la demanda para el año 2013 mediante un promedio móvil ponderado, con los datos históricos registrados de 2009-2012, ya que estas demandas reales sí son conocidas, y no necesitan de un pronóstico inicial.
Demandas reales para los años 2009-2012 y los meses enero-noviembre (unidades en metros)
Año/Mes 2009 2010 2011 2012
Enero 2571.80 3659.37 4050.90 4558.60
Febrero 2646.01 3441.86 3145.01 2849.40
Marzo 3075.92 3736.14 4521.75 3864.00
Abril 3339.50 2566.68 2507.82 2090.00
Mayo 3597.95 3362.53 2571.80 2773.40
Junio 2599.94 2530.85 2661.36 3503.70
Julio 2546.21 2840.49 2313.34 3351.30
Agosto 2860.96 3081.04 3324.14 2963.20
Septiembre 3342.05 2848.17 4222.35 2922.70
Octubre 3710.55 3344.61 3718.23 3174.70
Noviembre 3411.15 3083.60 2840.49 3008.10
Totales 33702.03 34495.32 35877.18 35059.10
40
Demandas reales para los años 2009-2012 y los meses enero-noviembre (unidades en tubos)
Año/Mes 2009 2010 2011 2012Enero 1005 1430 1583 1781
Febrero 1034 1345 1229 1113Marzo 1202 1460 1767 1510Abril 1305 1003 980 1200Mayo 1406 1314 1005 1084Junio 1016 989 1040 1369Julio 995 1110 904 942
Agosto 1118 1204 1299 1158Septiembr
e1306 1113 1650 1142
Octubre 1450 1307 1453 1541Noviembr
e1333 1205 1110 1175
Totales 13170 13480 14020 14015
*Datos redondeados
En la siguiente gráfica, y con los datos de la tabla anterior, podemos observar las variaciones en las demandas reales por años.
41
De manera visual, podemos comprobar que las series de tiempo de manera anual, parecen comportarse de forma aleatoria, es decir, sin una tendencia en particular.
Pero, ya que se pretende calcular el pronóstico de la demanda de carácter mensual, se visualizarán, primeramente, las variaciones en las demandas (de algunos meses solamente, a través de los 4 años) para analizar su comportamiento. A continuación se presentan las gráficas resultantes:
1 2 3 40
200400600
80010001200
1400160018002000
Enero
Dem
anda
real
1 2 3 40
200400600
80010001200
1400160018002000
Marzo
Dem
anda
real
42

1 2 3 40
200
400
600
800
1000
1200
1400
1600
Mayo
Dem
anda
real
1 2 3 40
200
400
600
800
1000
1200
Julio
Dem
anda
real
43
1 2 3 40
200
400
600
800
1000
1200
1400
1600
1800
Septiembre
Dem
anda
real
1 2 3 40
200
400
600
800
1000
1200
1400
Noviembre
Dem
anda
real
Ya que no se observa una tendencia en particular, para ninguno de los meses a través de los 4 años, suponemos que las series de tiempos mensuales son planas y sin ciclos y que no existen componentes estacionales.Dentro de las técnicas desarrolladas para pronosticar la demanda en estos casos, se encuentran los promedios móviles ponderados, por lo que se estandarizará este método para calcular el pronóstico por mes para el año 2013.
44

DETERMINACIÓN DEL PRONÓSTICO MEDIANTE PROMEDIOS MÓVILES PONDERADOS
El promedio móvil ponderado es un cálculo que permite asignar cualquier importancia a cada elemento siempre y cuando la suma de todas las ponderaciones sea igual a uno. Para el análisis de la producción de Tubocreto de Morelos, el mejor pronóstico supuesto para 2013, se derivará utilizando 40% de las ventas reales durante el año más reciente (2012), 30% de dos años antes (2011), 20% de tres años antes (2010) y 10% de cuatro años antes (2009). Los datos anteriormente se han seleccionado arbitrariamente, pero constatando que las demandas más recientes son las que tienen mayor valor dentro del análisis.De esta manera, se llevará a cabo un promedio móvil ponderado de cuatro periodos, para cada uno de los meses que estarán dentro del plan agregado (Enero-Noviembre 2013). La fórmula para un promedio móvil ponderado es:
F t= w1 A t−1 + w2 A t−2 + … + wn A t−n
donde:
w1= ponderación dada a la ocurrencia real para el periodo t – 1w2= ponderación dada a la ocurrencia real para el periodo t – 2wn= ponderación dada a la ocurrencia real para el periodo t – nn= número total de períodos en el pronóstico
Así, los datos para el cálculo del pronóstico para Enero de 2013 serían:
w1= 0.4 w2= 0.3 w3= 0.2 w4= 0.1 n= 4 t=5 At−1= A4= 4558.60 At−2= A3= 4050.90 At−3= A2= 3659.37 At−4= A1= 2571.80
Sustituyendo estos valores conocidos en la fórmula, se tiene:
F5= (0.4)(4558.60) + (0.3)(4050.90) + (0.2)(3659.37) + (0.1)(2571.80)=
F5= 4027.76 m
Este procedimiento se ha de repetir para todos los meses siguientes, a fin de calcular todas los pronósticos de demanda de interés para Tubocreto de Morelos.
45

Datos para el pronóstico de la demanda (unidades en m)
Año/Mes 2009 2010 2011 2012 Pronóstico
Enero 2571.80 3659.37 4050.90 4558.60 4027.76Febrero 2646.01 3441.86 3145.01 2849.40 3036.23Marzo 3075.92 3736.14 4521.75 3864.00 3956.95Abril 3339.50 2566.68 2507.82 2090.00 2435.63Mayo 3597.95 3362.53 2571.80 2773.40 2913.20Junio 2599.94 2530.85 2661.36 3503.70 2966.05Julio 2546.21 2840.49 2313.34 3351.30 2857.24
Agosto 2860.96 3081.04 3324.14 2963.20 3084.83Septiembr
e3342.05 2848.17 4222.35 2922.70 3339.62
Octubre 3710.55 3344.61 3718.23 3174.70 3425.33Noviembr
e3411.15 3083.60 2840.49 3008.10 3013.22
Totales 33702.03 34495.32 35877.18 35059.10 35056.06
Recordemos que la unidad lógica para este plan agregado es un tubo, el cual tiene 2.559 m de longitud total, por lo que para convertir el pronóstico anteriormente obtenido se deber dividir en entre esta cantidad. Los pronósticos obtenidos se han ajustado hacia el valor superior inmediato.
Datos para el pronóstico de la demanda (unidades en tubos)
Año/Mes 2009 2010 2011 2012 Pronóstico
Pronóstico ajustado
Enero 1005 1430 1583 1781 1573.8 1574Febrero 1034 1345 1229 1113 1186.3 1187Marzo 1202 1460 1767 1510 1546.3 1547Abril 1305 1003 980 1200 1105.1 1106Mayo 1406 1314 1005 1084 1138.5 1139Junio 1016 989 1040 1369 1159 1159Julio 995 1110 904 942 969.5 970
Agosto 1118 1204 1299 1158 1205.5 1206Septiembr
e1306 1113 1650 1142 1305 1305
Octubre 1450 1307 1453 1541 1458.7 1459Noviembre 1333 1205 1110 1175 1177.3 1178
46

Totales 13170 13480 14020 14015 13825 13830
Con los datos de la tabla anterior, se presenta a continuación:
MesDemand
a Días de producción
Demandapordía
Demanda
por díaajustada
Requerimiento promedio x
Días de producción AcumuladoEnero 1574 17 92.59 93 884 884
Febrero 1187 23 51.60 52 1196 2080Marzo 1547 27 57.29 58 1404 3484Abril 1106 21 52.67 53 1092 4576Mayo 1139 27 42.18 43 1404 5980Junio 1159 26 44.56 45 1352 7332Julio 970 26 37.31 38 1352 8684
Agosto 1206 25 48.24 49 1300 9984Septiembre 1305 26 50.19 51 1352 11336
Octubre 1459 27 54.04 55 1404 12740Noviembre 1178 26 45.31 46 1352 14092
Total 13830 271Demanda
pronosticada 92.59 93Requerimiento
promedio 51.03 52
El cálculo de la demanda diaria pronosticada y demanda promedio, para lo cual se considerarán los mismos días laborables por mes que en el 2012.
Mes (2013) Días de producciónEnero 17
Febrero 23Marzo 27Abril 21Mayo 27Junio 26Julio 26
Agosto 25Septiembre 26
Octubre 27Noviembre 26
Total 271
47
A continuación se presenta la gráfica resultante
Obteniendo así un requerimiento promedio de 52 unidades diarias.
DATOS ACTUALES PARA CÁLCULO DE COSTOS EN TUBOCRETO DE MORELOS
Sueldo por hora= $15.1025/trabajador Sueldo base semanal= $845.74/trabajador Sueldo mensual= $3382.96/trabajador Costo hora extra= $15.1025/h/trabajador Costo de mantenimiento= $51.5/tubo/mes Costo por producción por tubo= $1032.97/tubo Costo por contratar= $3382.96/trabajador Costo por despedir= $4602.30/trabajador Trabajadores= 10 en enero de 2013 Tiempo necesario para producir un tubo= 1.6 h/trabajador Jornada laboral= 8 horas diarias (8h/1.6h)= 5 tubos/día/trabajador Capacidad de tubos mensuales= Número de trabajadores x número de días
laborables x 5 tubos Costo por faltantes= $500.81 por tubo.
48

A partir de los datos anteriores, se procederá a realizar los planes agregados de producción para Tubocreto de Morelos.
a) Plan 1. Mantener la fuerza de trabajo estable con una tasa de producción constante igual a los requerimientos promedios (52 unidades diarias), utilizando un día regular de ocho horas y permitir que varíen los niveles de inventario. En caso de faltantes, se penaliza a la empresa, pero se permiten órdenes atrasadas. Para enero de 2013, consideraremos que existen 500 unidades en inventario y que no se pagará por estas unidades, ya que se pagaron en diciembre de 2012.
Mes DemandaDemanda
modificadaDías de
producción
Producción a 52
unidades por mes
Cambio eninventario
Inventariofinal Faltantes
Trabajadores
Enero 1574 1074 17 884 -190 0 190 10.4Febrero 1187 1377 23 1196 -181 -181 181 10.4Marzo 1547 1728 27 1404 -324 -324 324 10.4Abril 1106 1430 21 1092 -338 -338 338 10.4Mayo 1139 1477 27 1404 -73 -73 73 10.4Junio 1159 1232 26 1352 120 120 0 10.4Julio 970 970 26 1352 382 502 0 10.4
Agosto 1206 1206 25 1300 94 596 0 10.4Septiembr
e1305
1305 26 1352 47 643 0 10.4Octubre 1459 1459 27 1404 -55 588 0 10.4
Noviembre 1178 1178 26 1352 174 762 0 10.4Totales 271 14092 3211 1106
Los costos totales para este plan son de:
Costo por producción $14,556,613.24Costo por mantener inventario $165,366.50Costos por faltantes 553895.86Sueldos $387,010.62Costo total $15,662,886.22
49

b) Plan 2. Variar la fuerza de trabajo de tal manera que la producción exacta satisfaga la demanda. Permitir faltantes, bajo penalización, y cubrir los mismos en el siguiente periodo. Para enero existe un inventario de 500 unidades (no hay costo por mantener el inventario de estas unidades además, existían once trabajadores para este mes.
Mes DemandaDem.
Modif.
Díasde
prod.Trab.
FinalesTrabaj.Ajust. Contrat. Desped.
Prod.Actual
Camb.en
inv. Inv. Falt.Ene 1574 1074 17 11.00 11 0 0 935 -139 0 139Feb 1187 1326 23 11.53 12 1 0 1380 54 54 0Mar 1547 1493 27 11.06 11 0 1 1485 -8 0 8Abr 1106 1114 21 10.61 11 0 0 1155 41 41 0May 1139 1098 27 8.13 9 0 2 1215 117 117 0Jun 1159 1042 26 8.02 8 0 1 1040 -2 0 2Jul 970 972 26 7.48 8 0 0 1040 68 68 0
Agos 1206 1138 25 9.10 9 1 0 1125 -13 0 13Sep 1305 1318 26 10.14 10 1 0 1300 -18 0 18Oct 1459 1477 27 10.94 11 1 0 1485 8 8 0Nov 1178 1170 26 9.00 9 0 2 1170 0 0 0
TOTAL 13830 13222 271 4 6 13330 288 180
Los costos para este plan son:
Costo por producción $13,769,490.10Costo por mantener inventario
$14,832.00
Costos por faltantes $90,145.80Costo por contratación $13,531.84Costo por despidos $27,613.80Costo total $13,915,613.54
Considerando que se “recontratan” mensualmente a los trabajadores que se conservaron (no se consideran costos por contratación, porque realmente no les pagan al contratarlos, sino hasta la primer semana de labores; las subsiguientes se pagan de manera normal, por lo que realmente Tubocreto estará pagando solamente los sueldos de los trabajadores). Por lo tanto estos costos quedarían como:
50

Mes SueldosEnero 37212.56Febrero 37212.56Marzo 37212.56Abril 37212.56Mayo 30446.64Junio 27063.68Julio 27063.68Agosto 27063.68Septiembre 30446.64Octubre 33829.6Noviembre 30446.64Total $355210.8
Lo que nos da un costo total considerando los sueldos de:
Costo total del Plan 2 con sueldos= $13915613.54 + 355210.80= $14,270,824.34
51

c) Plan 3. Como se vio en el plan 1, se utilizan aproximadamente 10.4 trabajadores para satisfacer los requerimientos promedios; se redondeará para este plan a 10 el número de trabajadores, manteniéndolos estables (por lo que se tendrá que despedir a uno en enero). Los faltantes se cubrirán con horas extras (se permiten sólo cuatro horas extras más al día, pagadas al doble). En enero se tienen 500 unidades de inventario, por las cuales no se pagan costos por mantenimiento.
MesDemand
aDemanda
modificadaDías de
producción
Produc.con8 h
Prod. conhs
extras máx.
Produccióncon
tiempo extra
Hs extras/10
trabajadores InventarioEne 1574 1074 17 850 425 224 140 0Feb 1187 1187 23 1150 575 37 23.125 0Mar 1547 1547 27 1350 675 197 123.125 0Abr 1106 1106 21 1050 525 56 35 0May 1139 1139 27 1350 675 0 0 211Jun 1159 948 26 1300 650 0 0 352Jul 970 618 26 1300 650 0 0 682
Agos 1206 524 25 1250 625 0 0 726Sep 1305 579 26 1300 650 0 0 721Oct 1459 738 27 1350 675 0 0 612Nov 1178 566 26 1300 650 0 0 734
TOTAL 13830 10026 271 13550 6775 514 321.25 4038
Los costos para este plan son:
Costo por producción (normal + extra)
$14,527,690.08
Costo por mantener inventario $207957.00Horas extras $9,703.36Sueldos $372,125.60Costo por despedir una persona en enero
$4602.30
Generando un costo total igual a:
Costo total= $14,527,690.08 + 207957.00 + 9,703.36 + 372,125.60 + 4602.3= $15122078.34.
52

RESULTADOS
Con base en los planes agregados para la producción del año 2013, desarrollados a lo largo del presente trabajo, podemos obtener como resultados los costos para las tres alternativas propuestas:
a) Plan 1. Mantener la fuerza de trabajo estable con una tasa de producción constante igual a los requerimientos promedios (52 unidades diarias), utilizando un día regular de ocho horas y permitir que varíen los niveles de inventario.
$15,662,886.22
b) Plan 2. Variar la fuerza de trabajo de tal manera que la producción exacta satisfaga la demanda. Permitir faltantes, bajo penalización, y cubrir los mismos en el siguiente periodo. Existen 11 trabajadores para el mes de enero.
$14,270,824.34
c) Plan 3. Mantener la tasa de producción constante con 10 trabajadores, (por lo que se tendrá que despedir a uno en enero). Los faltantes se cubrirán con horas extras.
$15,122,078.34.
A juzgar por este análisis, la empresa Tubocreto de Morelos, tiene que elegir utilizar el plan más económico (alternativa 2), la cual consiste en una estrategia de persecución mixta, ya que busca satisfacer la demanda existente, mediante la contratación y despido de los trabajadores y permitiendo las órdenes faltantes. Entre las ventajas de la estrategia de persecución tenemos que se evitan los costos por horas extras, subcontratación y trabajadores de tiempo parcial. Entre sus desventajas podemos citar que los costos por
53
contratación y despido pueden llegar a ser significativos, hablando de dinero y de motivación para el resto de los trabajadores, pues la incertidumbre sobre lo que pudiera suceder en el futuro, puede mermar la productividad. El aceptar órdenes pendientes, por otro lado, evita los costos por tiempo extra, y mantiene una capacidad constante. Los clientes de Tubocreto de Morelos, podrán estar dispuestos a esperar, pero existe pérdida de imagen y credibilidad para con la empresa, pudiendo esto poner fin a las relaciones comerciales entre ambas partes.Es por ello, que Tubocreto de Morelos tendrá que elegir la alternativa que le resulte económicamente más eficiente, pero que a su vez, le permiten seguir vigente en el mercado de productores de tubos de concreto reforzado.
54

CONCLUSIONES
La planeación agregada es un proceso que permite llegar a un equilibrio entre los niveles de producción, las restricciones sobre las capacidades que se fijan y los ajustes temporales en relación entre la oferta y la demanda a mediano plazo ya que de aquí se planea el nivel general de producción para hacer el mejor uso de los recursos disponibles.
Es de vital importancia saber que existen variables que afectan la oferta como las contrataciones, despidos, tiempo extra, inventarios, subcontrataciones, mano de obra eventual, y arreglos de cooperación los cuales a través de la planeación agregada se pueden cambiar y ajustarse. También existen variables que afectan la demanda como son: los precios, promociones, trabajos pendientes y productos complementarios los cuales se pueden cambiarse en la planeación agregada.
Cuando la demanda tiene un nivel dado, se dispone de dos estrategias para ajustar la oferta, la primera es adaptarse a la demanda, y la segunda es nivelar la producción. Aquí es posible seleccionar una estrategia que nos determine cuál es el mejor costo total de las estrategias posibles para así poder realizar una buena planeación agregada.
Para escoger el mejor plan se han propuesto varios modelos, la elección de estos será a conveniencia de la empresa y lo que ésta desee obtener. Así por ejemplo, tal vez no sea de conveniencia para la empresa llevar a cabo una estrategia de persecución, pues el mercado local de mano de obra pudiera resultar una limitante, y contratos con el s indicato pudieran limitar la flexibilidad de la administración en la contratación de empleados nuevos y en el despido de trabajadores experimentados.
Es por ello que la planeación agregada da cohesión a las actividades de producción y por encima de ello, las dirige para asegurar la eficiencia competitiva de la organización. Si las técnicas para desarrollar la planeación agregada se emplean de manera eficiente, pueden ser la herramienta que nos guíe a la hora de tomar decisiones para afrontar las fluctuaciones de la demanda.
55

BIBLIOGRAFÍA
Adam, Everett. Administración de la Producción y las Operaciones. Editorial PHH Prestince Hall. México 1991.
Shoroeder, Roger. Administración de Operaciones. Editorial Mc. Graw Hill. México 1992.
Gaither Norman; Frazier Grey. Administración de Producción y Operaciones. Cuarta Edición. Editorial Thomson Editorial Soluciones empresariales. México 2000.
Chase, Richard B et al., Administración de Operaciones, Producción y Cadena de Suministros. Duodécima Edición. Editorial Mc. Graw-Hill. México 2009.
Heizer, Jay; Render, Barry. Principios de Administración de Operaciones. Quinta Edición. Editorial Pearson Educación. México 2004.
PÁGINAS WEB
http://www.mediafire.com/view/?ni1cbmpmrg5ktxt
http://dc309.4shared.com/doc/dIpmaG46/preview.html
http://tubocreto.com/
http://inacapoperaciones.wordpress.com/unidad-2-planeacion-de-agregados-y-plan-maestro-de-produccion/
http://www.tubosgm.com/fichasweb/JHR/Junta-hermetica-reforzado-10.jpg
http://www.tubosgm.com/tubojh.html
56