uddeholm acero para moldes€¦ · des presiones tanto de cierre como de inyección. 6 aplicaciÓn...
TRANSCRIPT
1 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
UDDEHOLM
ACEROPARA MOLDES

2 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
Esta información se basa en nuestro presente estado de conocimientos y está dirigida aproporcionar información general sobre nuestros productos y su utilización. No deberápor tanto ser tomada como garantía de unas propiedades específicas de los productosdescritos o una garantía para un propósito concreto.
Clasificado de acuerdo con la Directiva 1999/45/EC.Para más información, consultar nuestras «Hojas informativas de Seguridad delMaterial».
Edición: 6, revisado 04.2016, no impresa
© UDDEHOLMS ABQueda prohibida la reproducción total o parcial, así como la transferencia deesta publicación con fines comerciales sin el permiso del titular del copyright.

3 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
CONTENIDO
El acero nos afecta de millones de formas 4
Diseño del producto 5
Diseño del molde 6
Fabricación del molde 10
Moldeado 14
Métodos de moldeado – Moldeado por inyección 18 – Moldeado por compresión 18 – Moldeado por soplado 20 – Extrusión 20
La misma calidad y servicio en todo el mundo 21Programa de productos para moldeado de plásticos 22 – Composición y propiedades químicas 23
Selección del acero para moldes – Recomendaciones generales 24 – Recomendaciones especiales 25
La elección de un proveedor de acero para moldes y matrices es una decisión funda-
mental para todos los interesados, desde el fabricante y el usuario de los moldes hasta
el consumidor final. Gracias a las magníficas propiedades de los materiales, los
clientes de Uddeholm obtienen moldes y componentes de confianza. Nuestros
productos están siempre a la vanguardia. Por ello nos hemos labrado fama como el
productor mundial de acero para herramientas más innovador.
Uddeholm produce y suministra acero sueco para herramientas de alta calidad a más
de 100.000 clientes en más de 100 países. Hemos consolidado nuestra posición como
primer proveedor mundial de acero para herramientas.
Si desea fabricar el utillaje óptimo y obtener economía de producción en cualquier
punto de la cadena de fabricación confíe en Uddeholm como proveedor de acero para
herramientas.
Simplemente, compensa elegir un acero mejor.
4 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
EL ACERO NOSAFECTA DE MILLONESDE FORMAS
Monitor de pulsaciones. Stavax ESR y UHB 11 de Uddeholm son aceros para moldes adecuados para este tipo deproducto.
El moldeado de plásticos forma parte de nuestravida cotidiana. Piezas de coches, teléfonosmóviles, gafas, cajas de ordenador... todos sefabrican en moldes. Sin embargo, los materialesnecesarios para hacer estos moldes exigen amenudo características únicas y muy estrictas.Por ello es esencial seleccionar la calidad deacero correcta para cada molde específico.
Muchas de las marcas más conocidas utilizanel acero para herramientas de Uddeholm en susprocesos de fabricación, ya que el moldeado deplásticos es un sector exigente. Las condicionesdifíciles someten el acero a una considerabletensión. Los problemas son bien conocidos, lasolución es elegir el acero correcto.
El moldista sabe que hay que tener en cuentael coste excesivo del mantenimiento del molde,por ejemplo: repulido, limpieza, y reemplazo depiezas dañadas o rotas. También hay que teneren cuenta los costes de producción y los tiemposde parada, horas extraordinarias, penalizaciones
por retrasos en las entregas y la pérdida deconfianza por parte de los clientes.
El moldista sabe también que él debe solucio-nar el problema de maximizar la vida del molde yel rendimiento del molde de producción, es decir,que el molde consiga obtener el menor costeposible por pieza fabricada. El coste del aceropara herramientas en un molde normalmente solosupone un 5–10% del coste del molde. El efectoen el coste total será aún menor.
La determinación de encontrar nuevas solucio-nes, la investigación y el desarrollo permanenteson el sello distintivo de Uddeholm como provee-dor.
Conseguimos mejorar continuamente ydesarrollar nuevos productos porque escucha-
mos y comprendemos las necesidades denuestros clientes.
Siempre que la producción requiera precisión yrendimiento óptimo se utiliza el acero Uddeholm,el mejor acero para utillajes del mundo.
En este catálogo presentamos los materialesde alta calidad utilizados para la producción de
piezas de plástico. Además hacemos hincapiéen factores importantes que contribuyen a unaproducción económica.
5 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
DISEÑO DELPRODUCTOUddeholm puede ayudar al diseñador del pro-ducto a garantizar que el molde definitivo coinci-da exactamente con el concepto original.
Nuestra organización mundial de marketing yventas suministra acero para moldes de altacalidad a fin de cumplir con todos los requisitosde moldeo y extrusión de plástico.
Nuestro servicio técnico ofrece consejo profe-sional e información sobre la elección del aceroadecuado, técnicas de tratamiento térmico yaplicaciones.
EL IMPORTANTE PAPEL DELDISEÑADOR
Una vez se ha decidido crear una nueva piezamoldeada, el diseñador del producto debe teneren cuenta muchos criterios que deberán cump-lirse.
Además del rendimiento puramente funcional, amenudo se requiere que el molde cumpla un altoestándar de calidad y tolerancia durante largasseries de producción.
Conseguir que se cumplan estos requisitosdepende en gran medida del diseño adecuadodel componente, del buen diseño del molde y dela selección del mejor acero para su fabricación.
ELECCIÓN DEL ACERO PARA MOLDESMÁS ADECUADO A CADA APLICACIÓN
El diseñador del producto participa directamenteen muchas decisiones importantes. Decisionesque tarde o temprano se relacionarán con elacero para moldes seleccionado. El diseñadortendrá que plantearse este tipo de preguntas:
¿Hasta qué punto es importante el acabadode la superficie? ¿Es necesario un pulidoespejo?(En la página 10 observará cómo podemosayudarle a responder a estas preguntas.)
¿Deberá fotograbarse el molde? ¿Debenunirse piezas fotograbadas como piezas deinteriores de automóviles?(En la página 13 encontrará lo que Uddeholmofrece en este campo.)
¡EVITE LAS ARISTAS VIVAS Y OLVÍDESEDE PROBLEMAS!
Evitar los cantos y las aristas vivas siempre quesea posible es un ejemplo de cómo un diseñadorexperimentado puede mejorar la vida del molde yla productividad de moldeado.
Las aristas vivas en piezas moldeadas, y enconsecuencia en el molde, son puntos dondepueden producirse tensiones. Puntos que puedenprovocar grietas o roturas tanto en la pieza comoen el molde.
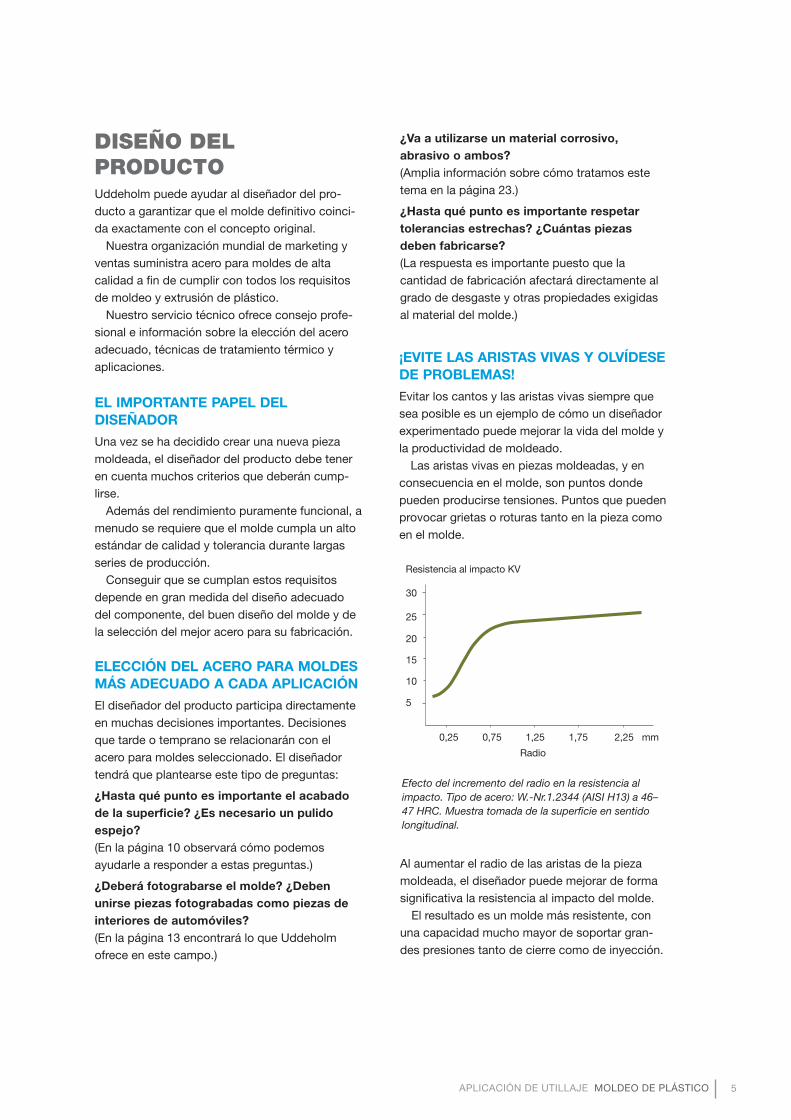
Efecto del incremento del radio en la resistencia alimpacto. Tipo de acero: W.-Nr.1.2344 (AISI H13) a 46–47 HRC. Muestra tomada de la superficie en sentidolongitudinal.
30
25
20
15
10
5
0,25 0,75 1,25 1,75 2,25 mm
Radio
Resistencia al impacto KV
¿Va a utilizarse un material corrosivo,abrasivo o ambos?(Amplia información sobre cómo tratamos estetema en la página 23.)
¿Hasta qué punto es importante respetartolerancias estrechas? ¿Cuántas piezasdeben fabricarse?(La respuesta es importante puesto que lacantidad de fabricación afectará directamente algrado de desgaste y otras propiedades exigidasal material del molde.)
Al aumentar el radio de las aristas de la piezamoldeada, el diseñador puede mejorar de formasignificativa la resistencia al impacto del molde.
El resultado es un molde más resistente, conuna capacidad mucho mayor de soportar gran-des presiones tanto de cierre como de inyección.
6 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
DISEÑO DEL MOLDEEl diseñador del molde puede contribuir deforma significativa a la economía de fabricaciónpensando de forma ”estándar”, es decir, utili-zando calidades de acero estándar, medidasestándar y placas mecanizadas estándar.
EL IMPORTANTE PAPELDEL DISEÑADOR DEL MOLDE
En su intento por fabricar el mejor moldeposible, el diseñador del molde se enfrenta avarios criterios que hay que cumplir.
Junto con el moldista comparte la gran respon-sabilidad de fabricar un molde que permitafabricar la pieza concebida por el diseñador delproducto de forma fiable y económica.
Asimismo intenta que el moldista puedaconstruir el molde de la forma más sencilla yeconómica posible.
Que estos requisitos se cumplan depende engran medida de especificar el mejor acero paramoldes y la dureza para el molde en cuestión.
Un buen diseñador de moldes puede prestaruna ayuda inestimable a todas las partes intere-sadas pensando de forma ”estándar”.
MENTALIDAD ”ESTÁNDAR”:PRODUCCIÓN RÁPIDA
La mayoría de los diseñadores de moldes estánhabituados a especificar distintos tipos de piezasestándar como guías, casquillos, expulsores, etc.Puesto que estas piezas se encuentran fácilmen-te en el mercado a precios competitivos ahorranal moldista un tiempo precioso.
Pero todavía puede ahorrarse más tiempo ydinero. Esto puede conseguirse extendiendo estamentalidad ”estándar” a las medidas, placasmecanizadas y calidades de acero.
De hecho, especificando calidades de acerodisponibles en medidas estándar el moldistapuede garantizar la puntualidad de las entregasmanteniendo en un mínimo los costes de mecani-zado y la pérdida de material.
ELECCIÓN DEL ACERO ADECUADOPARA LA OBTENCIÓN DE UN BUENMOLDE Y UNA PRODUCCIÓNECONÓMICA
La elección de la calidad del acero y del provee-dor se suele hacer en la etapa de diseño a fin desimplificar y agilizar el suministro del molde. Portanto, el material y las piezas necesarias puedensolicitarse con tiempo suficiente, logrando asíplanificar el trabajo de forma adecuada. No se

7 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
ACERO PARA MOLDESMÁS UTILIZADO
Los distintos tipos de acero para moldes máscorrientes son:• Acero pretemplado para moldes y portamoldes
• Acero de temple para moldes
• Acero para moldes resistente a la corrosión
(Para obtener información más amplia sobreestos tipos de acero y sus propiedades consultelas páginas 22–24.)
CUÁNDO DEBE UTILIZARSE UNACERO PRETEMPLADO PARA MOLDESY PORTAMOLDES
Este tipo de acero se utiliza principalmente para:
• Moldes grandes
• Moldes con poca exigencia en resistencia aldesgaste
• Matrices de extrusión
• Placas figura de alta resistencia
trata siempre de una tarea fácil. En muchos casosla elección de una calidad de acero es un términomedio entre las necesidades del moldista y delusuario final.
El moldista está interesado fundamentalmenteen la mecanibilidad del acero, su pulibilidad y enlas propiedades para el tratamiento térmico y dela superficie.
El usuario solicita un molde con buena resisten-cia al desgaste y a la corrosión, alta resistencia ala compresión, etc.
Estos aceros se suministran templados y reve-nidos, normalmente en la banda de 270–400Brinell. No es necesario realizar ningún tratamien-to térmico antes de empezar a utilizar el molde.
En la mayoría de los casos, la dureza puedeincrementarse (ver ”Razones para el tratamientotérmico” en la página 11).
El acero pretemplado para moldes se utilizageneralmente para moldes grandes y moldes conseries de producción moderadas.
ACERO PRETEMPLADO DEUDDEHOLM PARA MOLDES YPORTAMOLDES
Uddeholm Impax Supreme (W.-Nr. (1.2738),AISI P20 modificado), que se refina mediante latécnica de desgasificación al vacío, ofrece unabuena mecanibilidad y homogeneidad, excelenteaptitud de pulido y consistentes propiedades defotograbado gracias a su bajo contenido enazufre.
Uddeholm Nimax es un acero con bajo conte-nido en carbono de excelente tenacidad ysoldabilidad. Presenta asimismo una excelentemecanibilidad para un acero pretemplado de altaresistencia.
Uddeholm Holdax (W.-Nr. 1.2312, AISI 4140modificado), frecuentemente recomendado parabloques soporte de alta resistencia y para moldesgrandes en los que no se requiera un gran pulido.Ofrece una mecanibilidad excelente, permitiendorealizar dibujos profundos y efectuar taladros enla cavidad.
Uddeholm Mirrax 40, ESR refundido, presentaresistencia a la corrosión, buena homogeneidad,limpieza y excelente pulibilidad.
Portamolde de acero Uddeholm RoyAlloy.

8 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
¿CUÁNDO DEBE UTILIZARSEACERO DE TEMPLE?
Este tipo de acero se utiliza normalmente para:
• Largas series de producción
• Resistir la abrasión de algunos materiales demoldeado
• Contrarrestar las grandes presiones de cierre oinyección
• Procesos a altas presiones como el moldeadopor compresión
El acero se suministra en estado de recocidoblando. Normalmente se realizan operaciones dedesbaste, liberación de tensiones, mecanizado deacabado, templado y revenido a la durezarequerida y finalmente se rectifican, a menudo sepulen o fotograban.
ACERO DE TEMPLE DE UDDEHOLM
Uddeholm Stavax ESR (W.-Nr. 1.2083, AISI 420modificado), Uddeholm Mirrax ESR (AISI 420modificado), Uddeholm Polmax (W.-Nr. 1.2083,AISI 420 modificado), Uddeholm Orvar Supreme(W.-Nr. 1.2344, AISI H13 mejorado), UddeholmVidar 1 ESR (W.-Nr. 1.2343, AISI H11) y Udde-holm Unimax son aceros de temple típicos.
Nuestros aceros para herramientas fabricadomediante pulvimetalurgia Uddeholm Vanadis 4Extra SuperClean, Uddeholm Vanadis 8 Super-Clean y Uddeholm Elmax SuperClean, sonnuestros aceros con mayor resistencia al des-gaste.
Las propiedades de baja fricción que obtiene elUddeholm Vancron 40 SuperClean puede evitarproblemas de adherencias de plástico a lasuperficie del molde.
Cajas de plástico Tupperware producidas en un moldefabricado con Uddeholm Mirrax ESR.
CUÁNDO DEBE UTILIZARSE UNACERO RESISTENTE A LA CORROSIÓN
Si el molde puede estar expuesto a la corro-sión,recomendamos sin lugar a dudas utilizar un aceroinoxidable.
El incremento en el coste inicial de este tipo deacero es normalmente inferior a lo que cuesta unsimple repulido o una operación de recubrimientode un molde realizado con acero convencional.
El acero de temple se emplea para cavidadeso insertos, normalmente situados en placas desoporte de acero pretemplado tipo UddeholmHoldax, Uddeholm RoyAlloy o UddeholmRamax HH.
Utilizando un acero de temple o insertos, porejemplo en la gama de 48–60 Rockwell C,obtendremos una mejor resistencia al desgaste, ala deformación e indentación, y una buenapulibilidad.
Una buena resistencia al desgaste es especial-mente importante cuando se utilizan materialesplásticos reforzados o con aditivos. La resistenciaa la deformación e indentación en la cavidad,canales de alimentación o líneas de particiónayuda a mantener la calidad de la pieza.
También es importante contar con una buenapulibilidad cuando se requiera un buen acabadode la superficie en la pieza fabricada.
Tanto Uddeholm Impax Supreme, UddeholmHoldax como Uddeholm Nimax y UddeholmMirrax 40 son aceros pretemplados.
Uddeholm Impax Supreme y Uddeholm Holdaxse suministran a una dureza de 290–330 Brinell,Uddeholm Nimax y Uddehol Mirrax 40 se sumi-nistran a 360–400 Brinell.
Uddeholm Ramax HH (alta dureza) y UddeholmRoyAlloy (baja dureza) (AISI 420 F modificado)son aceros pretemplados inoxidables paramoldes y portamoldes sulfurizados para mejorarla mecanibilidad. La dureza de suministro deUddeholm Ramax HH es de unos 340 Brinell y lade Uddeholm RoyAlloy 310 Brinell aproximada-mente. Ambos son los compañeros ideales paraUddeholm Stavax ESR, Uddeholm Mirrax ESR,Uddeholm Mirrax 40, Uddeholm Polmax, Udde-holm Elmax SuperClean y Uddeholm Corraxcuando se busca un paquete completo de acerosinoxidables para moldes.

9 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
ACERO PARA MOLDES RESISTENTEA LA CORROSIÓN DE UDDEHOLM
Uddeholm Stavax ESR y Uddeholm Mirrax ESRson aceros para moldes resistentes a la corro-sión que ofrecen una excelente capacidad depulido en combinación con una buena resisten-cia al desgaste y a la indentación. UddeholmMirrax ESR se ha desarrollado para satisfacer lascrecientes exigencias de buena tenacidad ytemplabilidad en secciones mayores.
Uddeholm Polmax es también un acero paramoldes especialmente desarrollado para respon-der a las exigencias de capacidad de pulido delos fabricantes de productos de alta tecnologíacomo discos compactos, disquetes de memoria ylentes de contacto.
Uddeholm Mirrax 40 es un acero pretempladoresistente a la corrosión con buena pulibilidad.
Uddeholm Elmax es un acero de tipo pulvime-talúrgico para moldes con una alta resistencia aldesgaste y la corrosión.
Uddeholm Corrax es un acero de temple porprecipitación que cuenta con una excepcionalresistencia a la corrosión, un fácil tratamientotérmico y una buena soldabilidad.
OTROS MATERIALES
Alumec 89 se recomienda para prototipos y se-ries cortas de fabricación, con pocos requisitosde resistencia y resistencia al desgaste. Tambiénes un material adecuado para procesos a bajapresión como el moldeo por soplado o esponjadoen molde.
Las aleaciones de cobre como Moldmax HH seutilizan en moldes cuando se requiere una altaconductividad térmica. Tanto por sí solos comocombinados con otros materiales de inserto.
SELECCIÓN DE LA DUREZA DETRABAJO ADECUADA PARA EL MOLDE
La dureza de trabajo del molde y el tratamientotérmico utilizado para alcanzarla es un importantefactor que influye en muchas propiedades.Propiedades tales como tenacidad, resistencia ala compresión, al desgaste y a la corrosión.
Generalmente puede decirse que al aumentarla dureza se consigue una mejor resistencia aldesgaste, a la presión e indentación, mientrasque una menor dureza conlleva una mejortenacidad.
La dureza normal de trabajo para un acero detemple es de 46–60 Rockwell C. La durezaóptima utilizada depende del acero seleccionado,del tamaño del molde, forma y distribución de lascavidades, proceso de moldeado, materialplástico, etc.
En las páginas 23–25 puede consultar lascalidades de acero recomendadas y dureza detrabajo requerida por distintos materiales plásti-cos.
Para más información sobre el tratamientotérmico de moldes de plástico solicite el catálogode Uddeholm ”Tratamiento térmico de acero paraherramientas”.
El acero pretemplado como UddehoImImpax Supreme o Uddeholm Nimax es unabuena opción para la fabricación de cubos.
Los moldes y matrices de plástico pueden verseafectados por la corrosión en formas distintas:
• algunos materiales plásticos pueden producircorrosión, por ejemplo el PVC
• la corrosión conlleva una reducción de la eficacia en la refrigeración cuando los canales
se han oxidado o se encuentran completa-mente obstruidos
• la condensación causada por largas paradas enla producción o humedad en el lugar de trabajoo de almacenaje a menudo conlleva corrosión

10 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
IMPAX SUPREMENIMAXSTAVAX ESRMIRRAX ESRMIRRAX 40POLMAXORVAR SUPREMEUNIMAXELMAX SUPERCLEANCORRAX
HOLDAXROYALLOYRAMAX HHUHB 11FORMAX
Aspiradora Electrolux.
FABRICACIÓNDEL MOLDEUna parte sustancial del coste total de la herra-mienta es la fabricación del molde.
Es por tanto primordial que este proceso defabricación se realice con el mínimo de interrup-ciones posibles.
EL IMPORTANTE PAPELDEL FABRICANTE DEL MOLDE
Un taller bien equipado que cuente con personalcompetente y experimentado es parte esencialdel proceso de fabricación del molde.
La importante inversión que supone este pro-ceso se centra en última instancia en el materialdel molde. Por tanto, un moldista experimentadoexige mucho de su proveedor de acero y suproducto cuando se trata de la calidad y propie-dades del acero así como de su acabado ydisponibilidad.
ELECCIÓN DEL ACEROPARA MOLDES MÁS ADECUADO
El moldista busca un acero que no tenga defec-tos, fácil de mecanizar y pulir, estable durante eltratamiento térmico y que sea adecuado si serequiere un mecanizado por electroerosión ytexturizado.
Las calidades Uddeholm Impax Supreme, Holdax,Nimax, Ramax HH, RoyAlloy y Mirrax 40 se probaron encondición pretemplada.
LIBRE DE DEFECTOS
Todo el material suministrado por Uddeholm seha sometido a varios procedimientos de inspec-ción externa e interna mediante pruebas ultra-sónicas. Esto garantiza una calidad uniforme degran nivel.
BUENA MECANIBILIDAD –BUENA ECONOMÍA
El coste de mecanizado supone aproximada-mente un tercio del coste total de fabricación delmolde. Por tanto, una buena mecanibilidaduniforme es de vital importancia.
La mayoría del acero para moldes de Udde-holm se suministra en estado recocido requirien-do un nivel de mecanizado mínimo en compara-ción con el resto de aceros de este tipo.
Las únicas excepciones son Uddeholm ImpaxSupreme (W.-Nr. (1.2738), AISI P20 modificado),Uddeholm Holdax (W.-Nr. 1.2312, AISI 4140modificado), Uddeholm Nimax, UddeholmRoyAlloy, Uddeholm Ramax HH (AISI 420F),Uddeholm Mirrax 40 (AISI 420 mod.) y UddeholmCorrax, que se suministran pretemplados.
A continuación mostramos un gráfico compara-tivo de mecanibilidad de una serie de calidadesde Uddeholm.
El gráfico está basado en pruebas de desgastede herramientas.
Alumec 89 cuenta con una excelente capaci-dad de mecanizado, es decir, una alta velocidadde corte, lo cual reduce los costes del molde y suplazo de entrega.
Acero parabloques desujeción
Acerospara moldesUddeholm
Aumento de la mecanibilidad
▲

11 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
¿QUÉ IMPORTANCIA TIENEUN BUEN PULIDO?
A veces el pulido supone hasta el 30% del costetotal del molde. No es sorprendente puesto quees un proceso largo y costoso.
El resultado obtenido depende en gran medidade las técnicas de pulido y de otros factores.
La limpieza del acero, por ejemplo, el tipo,distribución, tamaño y cantidad de inclusiones nometálicas, la homogeneidad y dureza del acero y,en el caso del acero templado, de qué forma seha hecho el tratamiento térmico.
Las inclusiones no metálicas se reducen a unmínimo si el acero se desgasifica al vacío y/o seelectroafina (método ESR) durante el proceso defabricación.
Con este proceso de electroafinado se con-sigue una mejor homogeneidad y una cantidadmínima de inclusiones comparado con losprocesos convencionales de fabricación delacero.
¡NO PULA MÁS DE LO NECESARIO!
No tiene sentido pulir más allá de un cierto niveldependiendo del proceso de tratamiento térmicoque vaya a utilizarse.
Para información más detallada solicite lapublicación de Uddeholm ”Pulido de acero paraherramientas”.
SOLUCIONAR EL PROBLEMADE LA DISTORSIÓN
Una vez realizado el desbaste, el molde debeestabilizarse a fin de minimizar los problemas dedistorsión. De este modo las tensiones creadaspor las operaciones de mecanizado desapareceny cualquier tipo de distorsión quedará eliminadacon el mecanizado de acabado antes del trata-miento térmico.
Sin embargo, cuando se usan aceros de temple aunos niveles de máxima dureza, hay que toleraruna mínima distorsión. La razón es que serequieren altas temperaturas de temple y rápidasvelocidades de enfriamiento. Este caso sueledarse especialmente en secciones grandes. Laforma más segura de evitar la distorsión es utilizarun acero pretemplado como Uddeholm ImpaxSupreme, Uddeholm Nimax o UddeholmMirrax 40, un acero que no requiere tratamientotérmico adicional.
Algunos tratamientos de superficie puedenincrementar localmente la dureza de la superficie.
¿CÓMO TRATAR LOSCAMBIOS DIMENSIONALES?
Es cierto que algunos cambios dimensionales soninevitables durante el temple. Pero también esposible limitar y controlar en cierta medida estoscambios. Por ejemplo, mediante un calentamientolento y uniforme hasta alcanzar la temperatura deaustenización, utilizando una temperatura que nosea demasiado alta y un medio de enfriamientoadecuado.
Uddeholm Stavax ESR, Uddeholm Mirrax ESR,Uddeholm Unimax, Uddeholm Orvar Supreme,Uddeholm Vidar 1 ESR, Uddeholm Polmax yUddeholm Elmax SuperClean pueden templarseal aire cuando la estabilidad dimensional es unfactor importante.
Corrax requiere tan solo un proceso de enveje-cimiento a 500–600°C (930–1110°F) sin enfria-miento.
Esto significa que no aparecerá distorsión, tansolo una reducción lineal y homogénea del ordendel 0,1%. Puesto que esto es totalmente predeci-ble, es fácil compensar esta reducción añadiendocreces antes del tratamiento térmico.
Un molde de alta aptitudde pulido para producciónde moldes para iluminaciónen automóviles.
12 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
¡VÍA RÁPIDA HACIA LAPRODUCTIVIDAD!
Comprar el acero premecanizado es un buenmodo de agilizar la capacidad de fabricación deherramientas para poder realizar otras opera-ciones de mecanizado más especializadas.Pueden conseguirse muchas calidades de acerocondistintas formas y acabados. Y muchas de ellasse han premecanizado en mayor o menor grado.
El acero para herramientas Uddeholm seencuentra disponible en barras mecanizadas.
Siempre se puede encontrar un tamañoadecuado para el trabajo a realizar reduciendo elmecanizado innecesario y costoso.
En todos los casos se da una tolerancia demecanizado más en todos los tamaños paralograr un acabado a la dimensión estándar.
BARRAS MECANIZADAS
El uso de barras mecanizadas como materialinicial ofrece al moldista considerables ventajasque tienen un efecto directo sobre el coste totaldel acero.
• Puede comprarse menos material al peso, porlo que se reducen considerablemente losdesechos.
• Desaparece el coste de mecanizado paraeliminar la capa decarburada de la superficie.
• El tiempo de fabricación se reduce, lo queredunda en una planificación más simple y encálculos más precisos.
MECANIZADO PORELECTROEROSIÓN (EDM)
Al electroerosionar cavidades hay que tener encuenta varios puntos importantes para obtenerresultados satisfactorios. Durante la operación,la capa de la superficie del acero se vuelve atemplar y por consiguiente queda quebradiza.Esto conlleva roturas y una corta vida de lasherramientas. Para evitar este problema deberántomarse las siguientes precauciones:
• finalizar el proceso de electroerosión conun ”electroerosionado fino”, es decir, bajacorriente y alta frecuencia
• la capa de la superficie afectada debe eliminarse mediante pulido o granallado
• si la textura de la superficie erosionada debeutilizarse en el molde acabado deberá revenirse
ELECTROEROSIÓN POR HILO
Este proceso facilita el corte de formas compli-cadas en bloques de acero templados, porejemplo durante la fabricación de matrices paraextrusión. Sin embargo, el acero templadosiempre tiene tensiones y cuando se elimina unagran cantidad de acero en una sola operaciónpuede producirse una distorsión o inclusoroturas. Estas dificultades pueden reducirsemediante un mecanizado convencional de lapieza a una forma próxima a la definitiva antesdel trata miento térmico. Esto permite que lapieza se ajuste a su forma y estructura finaldurante el tratamiento térmico.
EL FOTOGRABADO,CADA VEZ MÁS USUAL
Los moldes para plástico con una superficietexturizada se han vuelto muy populares. Eltexturizado mediante fotograbado se utiliza frecuentemente como acabado en moldes enlugar del pulido.
El proceso de fotograbado da al producto unasuperficie con una apariencia atractiva y ofreceuna gran resistencia contra el rayado y otrosdaños.
de nuevo a una temperatura ~25°C por debajode la utilizada previamente
• si la superficie electroerosionada debe texturi-zarse mediante fotograbado es importante quetoda la capa de la superficie afectada se eliminemediante granallado, etc.
Para obtener más información puede solicitar elcatálogo de Uddeholm ”Mecanizado por elec-troerosión de acero para herramientas”.
13 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
PARÁMETROS A TENER EN CUENTAEN LA OPERACIÓN DE FOTOGRABADO
Los resultados obtenidos con el fotograbado nodependen tan solo de la técnica utilizada y delmaterial del molde. La forma en que se ha tratadola herramienta durante su fabricación también esde gran importancia. Por tanto, deben tenerse encuenta los siguientes parámetros.
• Si deben incluirse insertos en la herramienta yéstos deben grabarse con el mismo dibujo, elmaterial del molde y la dirección de laminadodeberán ser la misma en ambas piezas (preferiblemente de la misma barra o bloque).
• Completar la operación de mecanizado con unaliberación de tensiones (estabilizado), seguidade un mecanizado de acabado.
• Generalmente no existen ventajas si se utilizaun abrasivo con un grano inferior a 220 en unasuperficie que deba fotograbarse.
• Las superficies electroerosionadas deben recti-ficarse o pulirse siempre ya que de lo contrariola capa retemplada de la superficie causaríadebido a la electroerosión un mal resultado enel fotograbado.
• No debe realizarse un temple a la llama conanterioridad al fotograbado.
• En algunos casos una herramienta soldadapued de fotograbarse siempre y cuando elmaterial utilizado en la soldadura sea de la
misma composición que el acero de la herra-mienta. En estos casos deberá indicarse la zonasoldada a la casa de fotograbado.
• Si hay que aplicar nitruración a la herramientadebe realizarse después del fotograbado.
• El área de la superficie de la figura del moldeaumenta con el texturizado, pudiendo causarproblemas durante la extracción de la piezainyectada. Es recomendable consultar con elfotograbador a fin de determinar el ángulo dedesmoldeo correcto para cada forma y dibujo.
CALIDADES DE ACERO DE UDDEHOLMAPTAS PARA FOTOGRABADO
Uddeholm Impax Supreme (W.-Nr. (1.2738), AISIP20 modificado), acero pretemplado para moldesUddeholm Nimax, Uddeholm Unimax, UddeholmOrvar Supreme (W.-Nr. 1. 2344, AISI H13 mejora-do) y Uddeholm Vidar 1 ESR (W.-Nr. 1.2343, AISIH11) el acero de temple ofrece unos resultadosespecialmente buenos debido a su bajo conteni-do en azufre.
Uddeholm Stavax ESR (W.-Nr. 1.2083, AISI 420mod.), Uddeholm Mirrax ESR (AISI 420 mod.),Uddeholm Elmax SuperClean, Uddeholm Corrax,Uddeholm Polmax (W.-Nr. 1.2083, AISI 420 mod.)y Uddeholm Mirrax 40 (AISI 420 mod.) puedenfotograbarse fácilmente a la estructura deseadapero requieren una técnica ligeramente distintadebido a su resistencia a la corrosión.
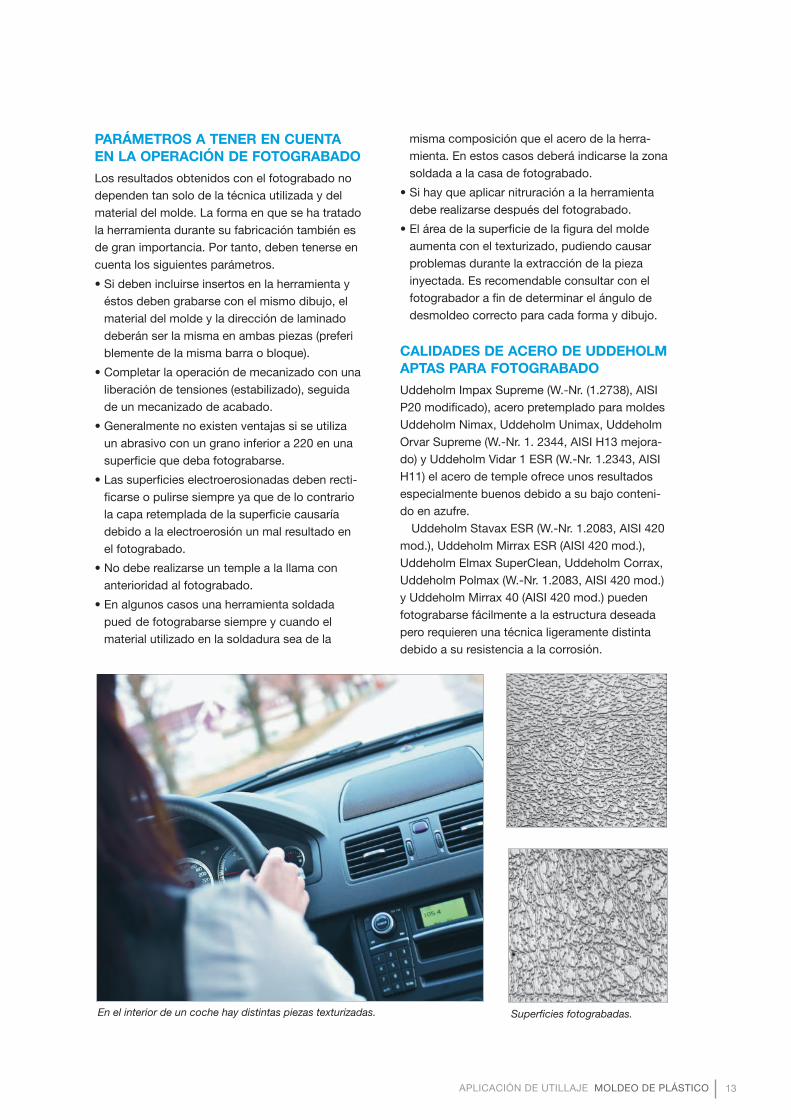
En el interior de un coche hay distintas piezas texturizadas. Superficies fotograbadas.
14 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
MOLDEADOEspecificando el material de Uddeholm, elmoldista realiza un paso agigantado hacia laobtención de una herramienta fiable y pro-ductiva.
LOS REQUISITOS DEL FABRICANTEDE MOLDES DE PLÁSTICO
El fabricante espera que el molde le sea entrega-do a tiempo. También espera que produzca unnúmero determinado de componentes con unnivel de calidad concreto y al menor costeposible. Los requisitos esenciales son:• entrega de un molde fiable en la fecha estable-
cida, lo que supone la disponibilidad del mate-rial del molde
• un buen rendimiento del molde en términosde una producción uniforme y elevada, calidaduniforme de las piezas fabricadas, larga vida deservicio y bajos costes de mantenimiento
• disponibilidad de piezas y materiales derecambio. Todos estos requisitos puedenresumirse en una confianza total en la herra-mienta
CONFIANZA EN LA HERRAMIENTA
La confianza en la herramienta depende defactores tales como la disponibilidad del materialy de los componentes adecuados, del rendi-miento del acero del molde y de la capacidad deintercambio de componentes en el molde.
DISPONIBILIDAD DEACERO PARA MOLDES
La disponibilidad del acero está determinada porlos stocks locales, servicios de entrega puntualesy una gama de medidas adecuada.
STOCKS LOCALES
La ubicación del stock es importante a fin demantener un buen servicio de suministro.
Conjuntamente con nuestra organización mun-dial de marketing intentamos adecuar nuestroprograma de medidas y nuestro nivel de stock alas necesidades de cada mercado concreto.
RENDIMIENTO DEL ACERO YCONFIANZA EN EL MOLDE
El comportamiento del acero tiene una impor-tancia decisiva en la fiabilidad de la herramienta.El material para la figura y los insertos debeseleccionarse de acuerdo con el tipo de plásticoa moldear, la serie de producción, el proceso demoldeado y la naturaleza del producto.
El rendimiento del acero para moldes dependede la resistencia al desgaste, resistencia a lacompresión, resistencia a la corrosión, conducti-vidad térmica y tenacidad.
Hemos concentrado nuestro programa deacero para moldes en unas pocas calidades muyconcretas para aplicaciones específicas. Elloasegura no sólo la disponibilidad del productosino que ofrece al moldista y al usuario final laposibilidad de conocer más a fondo las caracte-rísticas de cada material (por ejemplo su mecani-bilidad, respuesta al tratamiento térmico, etc.) ysu rendimiento.
RESISTENCIA AL DESGASTE
El nivel de resistencia al desgaste requeridodependerá del tipo de resinas que deban utilizar-se, del proceso de moldeo, cantidad de aditivos,serie de producción, tolerancias, etc.
El acero para moldes cubre un amplio abanicode resistencia al desgaste y compresión. Princi-palmente están divididos en dos categorías:acero para moldes pretemplado para cubrirrequisitos moderados, por ejemplo Uddeholm
SERVICIO DE ENTREGA FIABLE
Nuestra red de almacenes repartida por todo elmundo forma, junto con nuestro programa deproductos, la base de nuestro suministro.
Cada uno de nuestros stocks locales cuentacon un adecuado servicio de distribución.
GAMA ADECUADA DE PRODUCTOS
En resumen, podemos ofrecerle un amplioabanico de calidades de acero para moldes yportamoldes. Para nosotros es de vital importan-cia aportar un buen soporte técnico y documen-tación sobre la selección, el tratamiento térmico yla aplicación de materiales, así como la electro-erosión, el pulido y el texturizado de acero paraherramientas.

15 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
Impax Supreme, Uddeholm Nimax, UddeholmMirrax 40, Uddeholm Holdax y Uddeholm RamaxHH, Uddeholm RoyAlloy y aceros de temple enprofundidad en moldeo por inyección pararequerimientos estrictos, como pueden serUddeholm Stavax ESR, Uddeholm Mirrax ESR,Uddeholm Polmax, Uddeholm Corrax, UddeholmOrvar Supreme, Uddeholm Vidar 1 ESR, Udde-holm Unimax y Uddeholm Elmax SuperClean.
El acero para moldes pretemplado puedetratarse superficialmente para obtener una mayorresistencia al desgaste, por ejemplo mediantenitruración. De todas formas, los aceros detemple cuentan con la mejor combinación deresistencia al desgaste y a la compresión.
La resistencia al desgaste de los acerostemplados puede mejorarse aún más mediante eltratamiento o recubrimiento de superficies, comonitruración, cromado, PVD, etc.
Estos tipos de tratamientos de la superficiedeben aplicarse preferentemente después de queel molde haya sido acabado debidamente puestoque un posterior mecanizado podría ser dificul-toso.
Debe tenerse en cuenta que la resistencia a lacorrosión del acero para moldes Uddeholm
Stavax ESR, Uddeholm Mirrax ESR, UddeholmMirrax 40, Uddeholm Polmax, Uddeholm Corrax yUddeholm Elmax SuperClean se reduce con elnitrurado.
Las calidades pulvimetalúrgicas UddeholmElmax SuperClean, Uddeholm Vanadis 4 ExtraSuperClean, y Uddeholm Vanadis 8 SuperCleancuentan con una resistencia al desgaste extrema-damente alta. Se recomiendan para moldespequeños, insertos y núcleos sujetos a desgasteabrasivo. La propiedad de baja fricción deUddeholm Vancron 40 SuperClean puede reducirproblemas de adherencias.
RESISTENCIA A LA COMPRESIÓN
La resistencia a la compresión requerida vienedeterminada por el proceso de moldeado, lainyección y la presión de cierre así como por lastolerancias de acabado. Durante la operación demoldeado las fuerzas de compresión se concen-tran en la línea de partición de la herramienta.
Un temple local, por ejemplo el temple a lallama, puede aportar un aumento de la resistenciaa la compresión cuando se utilizan acerospretemplados.
16 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
TENACIDAD
La aparición y la propagación de las grietas esuno de los peores problemas que puedenocurrirle a un molde.
Figuras complicadas con radios pequeños,aristas vivas, paredes finas y cambios severos desección son fenómenos frecuentes actualmente.La tenacidad es por tanto una de las propiedadesmás importantes que debe poseer un acero paramoldes.
La resistencia a la fractura de un material esuna medida de su capacidad de soportar lapropagación de grietas que aparecen debido a lacreación de tensiones al estar sujeto el molde adistintos tipos de fatiga. En la práctica, estasprimeras tensiones ocurren debido a los efectos
RESISTENCIA A LA CORROSIÓN
Las superficies del molde no deben deteriorarsedurante la producción si deben fabricarse moldesde plástico con un nivel alto y constante de fabri-cación y con una calidad uniforme. La corrosión,con el consiguiente riesgo de pérdida de eficaciaen la producción, puede producirse de distintosmodos.
• Ciertos tipos de plástico emiten subproductoscorrosivos durante la producción. Un ejemplode ello es el ácido clorhídrico producido por elPVC. Este efecto puede verse minimizado si nose sobrepasa la temperatura recomendadadurante la inyección para este tipo de material,normalmente alrededor de los 160°C (320°F).
• El medio de enfriamiento puede ser corrosivo.Ello resultaría en la pérdida de eficacia de refri-geración o bien en una obstrucción total de loscanales de refrigeración.
• La producción en una atmósfera húmeda ocorrosiva o bien un prolongado almacena-miento puede ocasionar daños en la superficiedebido al agua, condensación y eventualmenteóxido en las cavidades con la consiguiente pér-dida de acabado en la superficie del producto.
Todos los problemas mencionados dan lugar auna demanda de materiales para insertos yportamoldes con algún grado de resistencia a lacorrosión. Uddeholm Corrax, que cuenta con lamayor resistencia a la corrosión, se utiliza cuandoésta es el problema principal, por ejemplo en elprocesado de plásticos corrosivos. UddeholmStavax ESR, Uddeholm Mirrax ESR y UddeholmMirrax 40 pretemplado son aceros para moldesresistentes a la corrosión con gran limpieza.Uddeholm Polmax puede cumplir con las máxi-mas exigencias en pulido en combinación conresistencia a la corrosión.
Uddeholm Elmax SuperClean combina laresistencia a la corrosión con una resistencia aldesgaste extremadamente elevada y UddeholmRoyAlloy o Uddeholm Ramax HH son acero paraporta-moldes con muy buena mecanibilidad.Usando Ramax HH o RoyAlloy para los portamol-des las propiedades inoxidables se extienden atodo el molde.
CONDUCTIVIDAD TÉRMICA
El nivel de producción de un molde dependeprincipalmente de la capacidad de éste paratransferir el calor del plástico moldeado al agentede refrigeración.
En un acero de alta aleación el coeficiente deconductividad térmica se ve reducido hasta ciertopunto comparado con un acero de baja aleación.No obstante, las investigaciones realizadasindican claramente que es el plástico de la piezamoldeada el que domina el flujo de calor en elmolde debido a su baja conductividad térmica encomparación con el acero.
Sin embargo, una buena resistencia a la corro-sión tiene mayor importancia cuando se deseauna producción elevada y uniforme. La resisten-cia a la corrosión tiene un efecto beneficioso enlas propiedades de transferencia de calor resul-tantes en los canales de refrigeración. La utiliza-ción de un acero para moldes inoxidable comoUddeholm Stavax ESR, Uddeholm Mirrax ESR oUddeholm Mirrax 40 es frecuentemente larespuesta. Cuando se requieren materiales paramoldes con buena resistencia a la corrosión encombinación con una muy alta conductividadtérmica podemos suministrardiversas calidades con aleación de cobre.
Moldmax HH son calidades de alta resistenciacon alta conductividad térmica, buena resistenciaa la corrosión y al desgaste y buena pulibilidad.
17 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
FRICCIÓN
En aplicaciones de molde de inyección querequieran una buena calidad de la superficie,como partes ópticas, puede ocurrir que la piezade plástico se pega a la superficie del molde.Fuerzas adhesivas no solo puede causar proble-mas durante la extracción de la pieza sinotambien deteriorar la superficie de la misma.Usando un acero pulvimetalúrgico nitrurado comoUddeholm Vancron 40 SuperClean, el efectoadhesivo se disminuye gracias a la densa distri-bución de nitruros que presenta el material.Muestra menos problemas de adherencias enmoldes de inyección de PC y COC (Cyclic OlefinCopolymers).
El bajo contenido de inclusiones no metálicas yla estructura de pequeños nitruros de UddeholmVancron 40 SuperClean, ofrecen las condiciónesóptimas para un excelente capacidad de pulido.
en la superficie por operaciones de mecanizado,grietas incipientes de fatiga, inclusiones oestructura defectuosas debido a un tratamientotér-mico inadecuado.
Somos conscientes de la importancia de latenacidad.
Utilizamos la tecnología metalúrgica másavanzada para dar al acero para moldes unatenacidad óptima. Utilizando técnicas como ladesgasificación al vacío, procesos especiales dereafinado y electroafinado de escoria, damos anuestros aceros la mayor tenacidad que se puedeconseguir. Esta tenacidad mejorada es evidenteno sólo en la superficie sino también en el núcleode acero.
18 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
MOLDEADOPOR INYECCIÓNEl moldeado por inyección es un proceso demoldeado por el que el termoplástico plastificadoy calentado o el material termoestable se inyec-tan a alta presión en una cavidad del molde rela-tivamente fría para su solidificación. El moldeadopor inyección es un método de alta producción.Sin embargo, los moldes pueden ser extremada-mente complicados y costosos.
RENDIMIENTO DE LOS MOLDES
El rendimiento del molde puede verse afectadopor el material del molde que se haya elegido.El significado de la palabra rendimiento puede serdiferente para cada persona:• vida del molde• calidad de la pieza de plástico• productividad
VIDA DEL MOLDE
La vida del molde puede determinarse pordistintos métodos como:• desgaste• defectos de la superficie• deformación• corrosión
El desgaste puede producirse por el plásticoreforzado o por series de producción muy largas,los defectos de la superficie pueden producirsedurante la fabricación del molde como resultadodel pulido o de los defectos de EDM. La deforma-ción a veces es consecuencia de haber cerradoel molde demasiado fuerte. La corrosión puedeser por supuesto un problema cuando se mol-dean resinas corrosivas como PVC, pero tambiénpuede ser resultado de una refrigeración agresivacon agua o de la atmósfera húmeda.
CALIDAD DE LA PIEZA DE PLÁSTICO
La calidad de la pieza de plástico tiene que vercon el aspecto de la pieza, pero también con sufunción.
La selección del acero es importante paramoldes muy pulidos. El acero debe estar puro ytener pocas inclusiones. Las tolerancias puedenverse afectadas por las temperaturas no unifor-mes del molde que, por supuesto, dependen en
gran medida del tamaño y la posición de loscanales de refrigeración pero también del materialdel molde elegido. Materiales como aleacionesde aluminio o cobre con una alta conductividadtérmica pueden utilizarse en algunos casos comomaterial para el molde.
PRODUCTIVIDAD
La productividad también puede verse afectadaen algunos casos por la selección de los materia-les del molde. La situación más obvia es laselección de materiales de alta conductividadtérmica.
REQUISITOS DELMATERIAL DEL MOLDE
Dependiendo del número de ciclos, delmaterial plástico utilizado, del tamaño del molde ydel acabado de la superficie se pueden utilizarmuchos materiales diferentes. Hay que tener encuenta las siguientes propiedades básicas delmaterial del molde:• resistencia y dureza• tenacidad• resistencia al desgaste• pureza• resistencia a la corrosión• conductividad térmica
MOLDEADOPOR COMPRESIÓNEl moldeado por compresión es una técnicautilizada fundamentalmente en el moldeadotermoestable en el que el compuesto de moldeose coloca en una cavidad abierta, el molde secierra y se aplican calor y presión hasta que elmaterial esté conformado.
El moldeado por compresión se suele utilizarpara moldear plástico reforzado con fibra devidrio.
Este moldeado presenta varias ventajas, porejemplo:• no hay residuos de material plástico (no hay
sistema de canales ni cavidades)• mínimas tensiones internas en la pieza• el proceso se puede utilizar en piezas muy
pesadas• equipos menos costosos
19 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
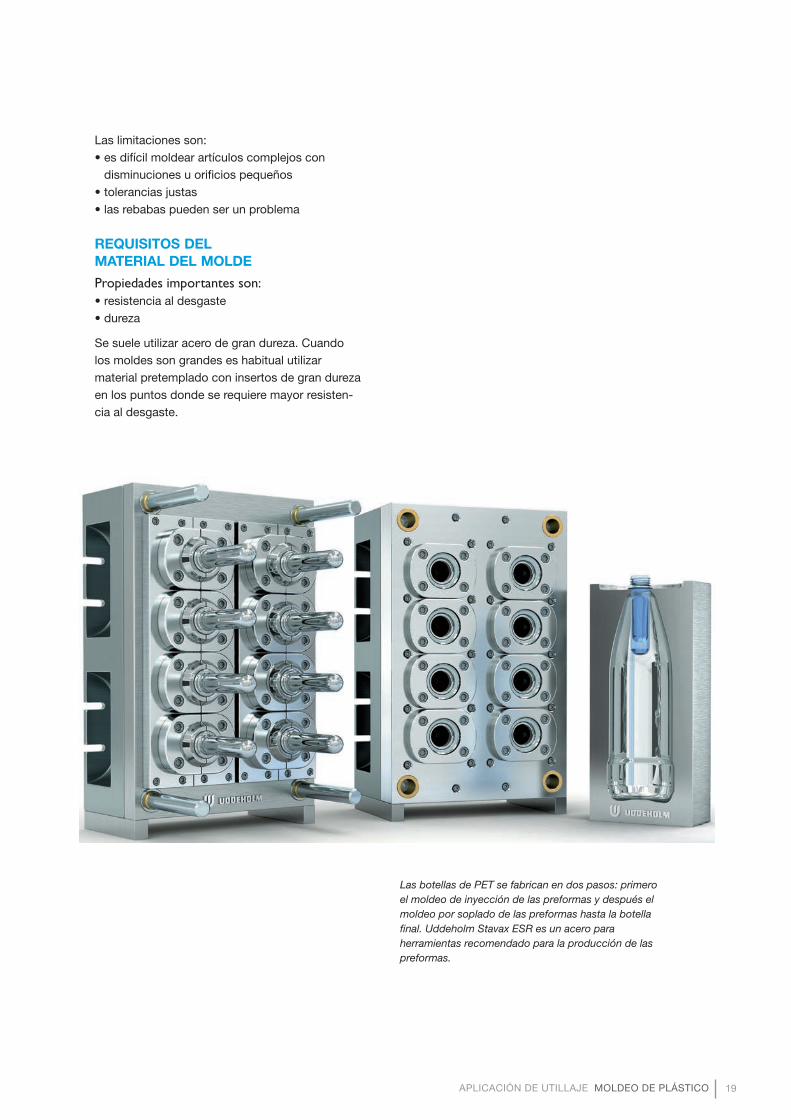
Las botellas de PET se fabrican en dos pasos: primeroel moldeo de inyección de las preformas y después elmoldeo por soplado de las preformas hasta la botellafinal. Uddeholm Stavax ESR es un acero paraherramientas recomendado para la producción de laspreformas.
Las limitaciones son:• es difícil moldear artículos complejos con
disminuciones u orificios pequeños• tolerancias justas• las rebabas pueden ser un problema
REQUISITOS DELMATERIAL DEL MOLDE
Propiedades importantes son:• resistencia al desgaste• dureza
Se suele utilizar acero de gran dureza. Cuandolos moldes son grandes es habitual utilizarmaterial pretemplado con insertos de gran durezaen los puntos donde se requiere mayor resisten-cia al desgaste.
20 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
MOLDEADOPOR SOPLADOEl moldeado por soplado es un proceso para darforma hueca al termoplástico. Un tubo de termo-plástico caliente se sopia con presión de aire y seenfría contra la superficie del molde.
Hay distintas técnicas de moldeado porsoplado para diferentes aplicaciones:• moldeado por soplado de extrusión• moldeado por soplado de inyección
En el moldeado por soplado de extrusión un tubohueco (parisón) se extruye. Después el tubo secoloca en un molde y el aire comprimido haceque el tubo se aplaste contra las paredes frías yse solidifica adquiriendo la forma del molde. Elmoldeo por extrusión puede ser por extrusióncontinua e intermitente.
El moldeo por soplado de inyección suponerealizar una preforma en primer lugar mediantemoldeo por extrusión o inyección, al que despuésse da la forma requerida mediante soplado.
REQUISITOS DELMATERIAL DEL MOLDE
Los requisitos del material del molde soncompletamente distintos si hablamos de moldeopor inyección o por extrusión de preformas o sihablamos del propio moldeo por soplado. Paralos requisitos de material para moldeo porextrusión y/o inyección consultamos la informa-ción para cada proceso.
El moldeado por soplado es un método a bajapresión donde las exigencias de desgaste yresistencia son muy moderadas. Algunas partesdel molde, como zonas granalladas y/o anillo deboca pueden requerir un material más resistente.El PVC es un material habitual en botellas ypuede provocar problemas de corrosión. Elmoldeado por soplado es un método muy pro-ductivo cuando los tiempos de ciclo son muyimportantes.
PROPIEDADES DELMATERIAL DEL MOLDE
Propiedades importantes son:• resistencia necesaria moderada• resistencia a la corrosión• conductividad del calor
EXTRUSIÓNUna operación continua en la que el materialplastificado caliente se pasa por el orificio deuna matriz que produce un perfil de la formadeseada.
El material plástico se coloca en una tolva dealimentación, de donde pasa al cilindro. Unhusillo giratorio lleva el material a través delcilindro forzándolo a pasar por una matriz de laforma adecuada. El perfil extruido pasa por unmedio de enfriamiento y cuando está bastantefrío se corta a la longitud adecuada. El enfria-miento puede hacerse mediante exposición alaire a temperatura ambiente, pasando por unbaño a una temperatura controlada o medianteaire comprimido.
Normalmente se utiliza una unidad con uncalibrador especial para dar al perfil su tamañoacabado. El enfriamiento es un proceso delicadopara mantener las tolerancias y evitar el alabeo.
REQUISITOS DELMATERIAL DE LA MATRIZ
En el proceso de extrusión intervienen muchaspiezas de ingeniería.
Las unidades del calibrador suelen fabricarseen aluminio para que se enfríen deprisa. Noobstante, la matriz suele ser de acero. Los requi-sitos de resistencia son moderados. Sin embargo,se necesita resistencia a la corrosión para laextrusión de perfiles de PVC y resistencia aldesgaste para perfiles reforzados.
Las calidades pretempladas suelen tenerresistencia suficiente para una extrusión normal.A veces las matrices se nitruran para que seanmás resistentes al desgaste.
RECOMENDACIONES PARAEL MATERIAL DEL MOLDE
El material más habitual para moldes de sopladoes la aleación de aluminio con insertos demateriales más duros.
También se utiliza el acero pretratado y enalgunos casos en estado de recocido blando.
21 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
STOCKS LOCALES COMPLETOS
Gracias a nuestra larga experiencia sirviendo a laindustria de los moldes de plástico nos hemosfamiliarizado con las medidas, calidades ytolerancias que se utilizan más frecuentemente.Las hemos almacenado en Centros de Serviciositua-dos estratégicamente.
SERVICIO TÉCNICO DE ALTO NIVEL
Nuestros especialistas metalúrgicos puedenayudarle en la selección del material en elmomento del diseño y más tarde pueden aseso-rarle sobre tratamiento térmico, rectificado ymecanizado.
Para nosotros es de vital importanciaaportar documentación sobre selección,
tratamiento térmico, aplicación de materiales,electroerosión, pulido y texturizado de
acero para herramientas.
CONSUMIBLES PARA SOLDADURA
A fin de asegurar una reparación con soldadurarealmente eficaz es de vital importancia elegir unconsumible que contenga la misma composiciónque el acero que deberá ser soldado. Especial-mente si la superficie de éste debe ser pulida ofotograbada. Ofrecemos consumibles de solda-dura para Uddeholm Impax Supreme, UddeholmUddeholm Nimax, Uddeholm Unimax, UddeholmMirrax, Uddeholm Corrax, Uddeholm StavaxESR, RoyAlloy y Moldmax. Están disponibles envarilla TIG. Uddeholm Impax Supreme tambiénestá disponible como electrodos revestidos parasoldadura MMA.
También ofrecemos alambre de soldar láserpara Uddeholm Nimax, Uddeholm Stavax ESR yUddeholm Dievar.
LA MISMA CALIDAD DE ACERO, EL MISMOSERVICIO TÉCNICO, TODO ELLO DISPONIBLEEN EL MUNDO ENTERO.¡SÓLO DE UDDEHOLM!
SOLO UNA FUENTE PARA CUBRIRTODAS SUS NECESIDADES EN ACEROPARA HERRAMIENTAS
Acero para trabajo en frío incluyendo stock debarras rectificadas de precisión, barras perforadasy huecas, acero para moldes de plástico, aceropara fundición inyectada y para aplicaciones detrabajo en caliente.

22 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
ACERO PARAMOLDES UDDEHOLM
Impax Supreme (W.-Nr. (1.2738) AISI P20 modificado)
Nimax
Stavax ESR / Mirrax ESR(1.2083, AISI 420 modificado)
Mirrax 40
Polmax(W.-Nr.~1.2083 AISI 420 mod.)
Corrax
Orvar Supreme(W.-Nr. 1.2344AISI H13 mejorado)
Vidar 1 ESR(W.-Nr. 1.2343, AISI H11)
Unimax
Rigor(W.-Nr. 1.2363, AISI A2)
Elmax SuperCleanVanadis 4 Extra SuperCleanVanadis 8 SuperClean
Vancron 40 SuperClean
ACERO PARAPLACAS SOPORTE
Holdax (W.-Nr. 1.2312, AISI 4130/35, modificdo)
Ramax HH (AISI 420F)RoyAlloy
ALUMINIO
Alumec 89
ALEACIONESDE COBRE
Moldmax HH
Acero pretemplado al Ni-Cr-Mo que se suministra a ~310 Brinell, cuenta con excelentespropiedades de pulido y fotograbado. Adecuado para una amplia gama de moldes deinyección, soplado y extrusión.
Acero bajo en carbono, se suministra con una dureza de ~380 Brinell. Excelente tenacidad,mecanibilidad y soldabilidad. Buenas propiedades de pulido y fotograbado.
Acero inoxidable de temple para moldes con buena resistencia a la corrosión y muy buenapulibilidad.
Un acero pretemplado resistente a la corrosión suministrado a ~380 HB con muy buenamecanibilidad, muy buena tenacidad y excelente pulibilidad.
Acero inoxidable de temple para moldes con buena resistencia a la corrosión y pulibilidadextremadamente buena.
Acero de temple por precipitación que cuenta con una excepcional resistencia a lacorrosión, fácil tratamiento térmico y buena capacidad de soldadura.
Acero de temple muy versátil al 5% de Cr para moldes y matrices con buena resistencia aldesgaste y buena pulibilidad.
Acero para moldes y matrices al 5% de Cr con buenas propiedades de templado.Adecuado para aplicaciones generales de trabajo en caliente y moldes de plástico,especialmente para moldes de plástico de gran tamaño que necesiten una gran tenacidadjunto con muy buenas propiedades de pulibilidad y texturizado.
Un acero con muy buena templabilidad adecuado para el revestimiento de superficies.La combinación única de tenacidad y resistencia al desgaste lo hace idóneo para moldesde largas series y moldeado de plásticos reforzados.
Acero de temple recomendado para largas series de producción de piezas pequeñas condiseño complicado.
Aceros para moldes fabricados pulvimetalúrgicamente que se caracterizan por su buenaestabilidad dimensional, buena pulibilidad y resistencia al desgaste. Elmax SuperClean esresistente a la corrosión, Vanadis 4 Extra SuperClean cuenta con la más alta tenacidad yUddeholm Vanadis 8 SuperClean tiene la mejor resistencia al desgaste. Recomendadospara largas series de producción de piezas pequeñas con diseño complicado y/o plásticosabrasivos.
Uddeholm Vancron 40 SuperClean es un acero pulvimetalúrgico con alto contenido ennitruros con una excelente combinación de resistencia al desgaste adhesivo, desgasteabrasivo y baja fricción. La baja fricción puede reducir una tendencía a las adherencias.
Acero pretemplado con muy buena mecanibilidad y alta resistencia a la tensión.
Acero inoxidable pretratado especial para portamoldes con buena mecanibilidad, altaresistencia a la tensión y buena resistencia a la corrosión.
Aleación de aluminio de alta resistencia suministrada a 160 HB. Recomendada paraprototipos y series cortas de fabricación, con bajos requisitos de resistencia y resistencia al desgaste.
Aleacion de cobre de alta resistencia para moldes de alta conductividad térmica.Para aplicaciones como estrangulamientos y anillos de boca para moldes de soplado,núcleos e insertos en moldes de inyección y boquillas de inyección y colectores parasistemas de cámaras calientes.
PROGRAMA DE PRODUCTOSPARA MOLDEADO DE PLÁSTICOS

23 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
Las propiedades de las principales calidades de acero paramoldes y portamoldes han sido valoradas del 1–10, siendo 10 lapuntuación más elevada. Estas comparaciones deberánconsiderarse como aproximadas pero pueden ser una guía útilpara la selección del acero.
Nota: No es posible realizar ”comparaciones totales” entre distintascalidades de acero añadiendo la valoración respectiva; la intención essimplemente poder comparar propiedades individuales.
Dureza normalHRC (HB) (~310) (380) (380) 46 48 52 52 52 52 58 59 58 62 (~340) (~310) (~310)
Resistencia aldesgaste 3 4 4 5 6 7 7 7 7 8 8 9 10 4 3 3
Tenacidad 9 10 6 7 8 6 5 6 5 6 3 4 5 3 4 4
Resistencia a lacompresión 4 5 5 6 6 7 7 7 7 8 9 9 9 5 4 4
Resistencia a lacorrosión 2 2 7 10 3 3 8 9 8 3 2 6 2 7 7 2
Mecanibilidad** 5 5 6 4 9 9 8 7 8 7 5 3 4 6 7 7
Pulibilidad 7 7 8 7 8 8 9 9 10 8 5 8 8 4 4 4
Soldabilidad 6 7 5 6 4 4 4 4 4 4 2 2 2 5 6 6
Nitrurado 6 5 – – 10 10 – – – 8 6 – 8 – – 5
Texturizado 8 8 8* 8* 9 9 8* 8* 8* 9 5 8* 8 3 3 3
PROPIEDAD
*Se requiere un proceso especial **Probado en estado de suministro
PROPIEDADES
DUREZA DE SUMINISTRO
C Si Mn Cr Ni Mo V S ~HB
Impax Supreme 0,37 0,3 1,4 2,0 1,0 0,2 – – 310
Nimax 0,1 0,3 2,5 3,0 1,0 0,3 – – 380
Mirrax 40 0,21 0,9 0,45 13,5 0,6 0,2 0,25 – +N 380
Corrax 0,03 0,3 0,3 12,0 9,2 1,4 – – Al 1,6 330
Vidar1 ESR 0,38 1,0 0,4 5,0 – 1,3 0,4 – 180
Orvar Supreme 0,39 1,0 0,4 5,2 – 1,4 0,9 – 180
Stavax ESR 0,38 0,9 0,5 13,6 – – 0,3 – 190
Mirrax ESR 0,25 0,3 0,5 13,3 1,3 0,3 0,3 – +N 250
Polmax 0,38 0,9 0,5 13,6 – – 0,3 – 190
Unimax 0,5 0,2 0,5 5,0 – 2,3 0,5 – 185
Rigor 1,0 0,3 0,6 5,3 – 1,1 0,2 – 215
Elmax* 1,7 0,8 0,3 18,0 – 1,0 3,0 – 280
Vanadis 4 Extra* 1,4 0,4 0,4 4,7 – 3,5 3,7 – 230
Vanadis 8* 2.3 0.4 0.4 4.8 – 3.6 8.0 – ≤ 270
ACERO PARAPLACAS SOPORTERamax HH 0,12 0,2 1,3 13,4 1,6 0,5 0,2 0,1 +N 340
RoyAlloy 0,05 0,4 1,2 12,6 – – – 0,12 +N +Cu 310
Holdax 0,4 0,4 1,5 1,9 – 0,2 – 0,07 310
ACERO PARA MOLDESUDDEHOLM
Ram
ax H
H
Hol
dax
Nim
ax
Rig
or
Elm
ax
Sta
vax
ES
R
Mirr
ax 4
0
Pol
max
Orv
arS
upre
me
Uni
max
Imp
axS
upre
me
Vana
dis
4E
xtra
Mirr
axE
SR
Roy
Allo
y
ANALISIS TIPICO %
Vida
r 1 E
SR
Cor
rax
* Aceros para herramients Uddeholm PM SuperClean.
CHEMICAL COMPOSITION
24 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
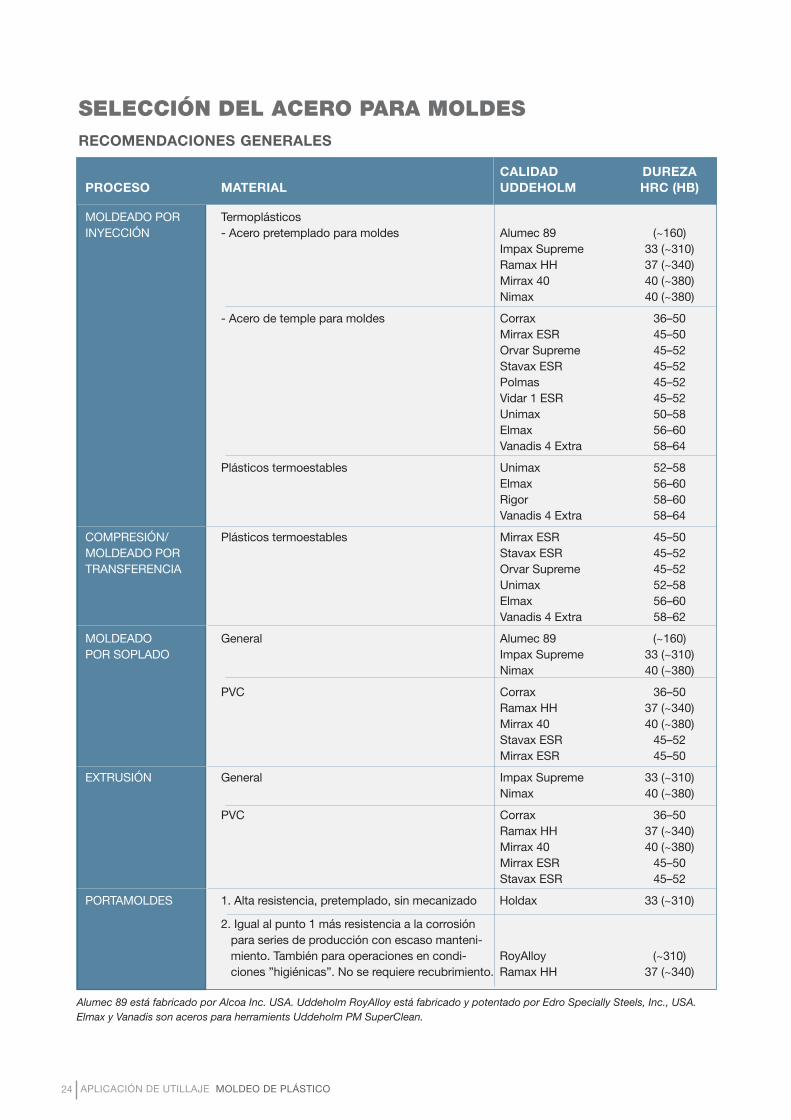
SELECCIÓN DEL ACERO PARA MOLDESRECOMENDACIONES GENERALES
CALIDAD DUREZAPROCESO MATERIAL UDDEHOLM HRC (HB)
MOLDEADO POR TermoplásticosINYECCIÓN - Acero pretemplado para moldes Alumec 89 (~160)
Impax Supreme 33 (~310)Ramax HH 37 (~340)Mirrax 40 40 (~380)Nimax 40 (~380)
- Acero de temple para moldes Corrax 36–50Mirrax ESR 45–50Orvar Supreme 45–52Stavax ESR 45–52Polmas 45–52Vidar 1 ESR 45–52Unimax 50–58Elmax 56–60Vanadis 4 Extra 58–64
Plásticos termoestables Unimax 52–58Elmax 56–60Rigor 58–60Vanadis 4 Extra 58–64
COMPRESIÓN/ Plásticos termoestables Mirrax ESR 45–50MOLDEADO POR Stavax ESR 45–52TRANSFERENCIA Orvar Supreme 45–52
Unimax 52–58Elmax 56–60Vanadis 4 Extra 58–62
MOLDEADO General Alumec 89 (~160)POR SOPLADO Impax Supreme 33 (~310)
Nimax 40 (~380)
PVC Corrax 36–50Ramax HH 37 (~340)Mirrax 40 40 (~380)Stavax ESR 45–52Mirrax ESR 45–50
EXTRUSIÓN General Impax Supreme 33 (~310)Nimax 40 (~380)
PVC Corrax 36–50Ramax HH 37 (~340)Mirrax 40 40 (~380)Mirrax ESR 45–50Stavax ESR 45–52
PORTAMOLDES 1. Alta resistencia, pretemplado, sin mecanizado Holdax 33 (~310)
2. Igual al punto 1 más resistencia a la corrosión para series de producción con escaso manteni- miento. También para operaciones en condi- RoyAlloy (~310) ciones ”higiénicas”. No se requiere recubrimiento. Ramax HH 37 (~340)
Alumec 89 está fabricado por Alcoa Inc. USA. Uddeholm RoyAlloy está fabricado y potentado por Edro Specially Steels, Inc., USA.Elmax y Vanadis son aceros para herramients Uddeholm PM SuperClean.
25 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
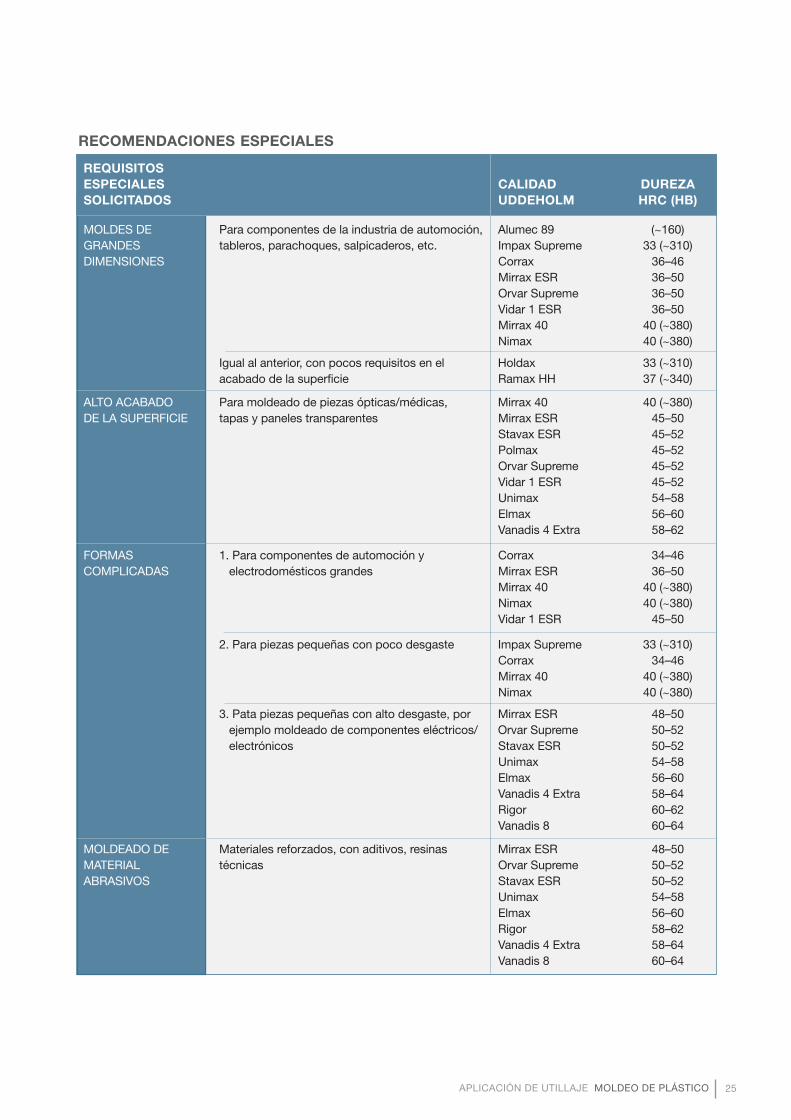
RECOMENDACIONES ESPECIALES
REQUISITOSESPECIALES CALIDAD DUREZASOLICITADOS UDDEHOLM HRC (HB)
MOLDES DE Para componentes de la industria de automoción, Alumec 89 (~160)GRANDES tableros, parachoques, salpicaderos, etc. Impax Supreme 33 (~310)DIMENSIONES Corrax 36–46
Mirrax ESR 36–50Orvar Supreme 36–50Vidar 1 ESR 36–50Mirrax 40 40 (~380)Nimax 40 (~380)
Igual al anterior, con pocos requisitos en el Holdax 33 (~310)acabado de la superficie Ramax HH 37 (~340)
ALTO ACABADO Para moldeado de piezas ópticas/médicas, Mirrax 40 40 (~380)DE LA SUPERFICIE tapas y paneles transparentes Mirrax ESR 45–50
Stavax ESR 45–52Polmax 45–52Orvar Supreme 45–52Vidar 1 ESR 45–52Unimax 54–58Elmax 56–60Vanadis 4 Extra 58–62
FORMAS 1. Para componentes de automoción y Corrax 34–46COMPLICADAS electrodomésticos grandes Mirrax ESR 36–50
Mirrax 40 40 (~380)Nimax 40 (~380)Vidar 1 ESR 45–50
2. Para piezas pequeñas con poco desgaste Impax Supreme 33 (~310)Corrax 34–46Mirrax 40 40 (~380)Nimax 40 (~380)
3. Pata piezas pequeñas con alto desgaste, por Mirrax ESR 48–50 ejemplo moldeado de componentes eléctricos/ Orvar Supreme 50–52 electrónicos Stavax ESR 50–52
Unimax 54–58Elmax 56–60Vanadis 4 Extra 58–64Rigor 60–62Vanadis 8 60–64
MOLDEADO DE Materiales reforzados, con aditivos, resinas Mirrax ESR 48–50MATERIAL técnicas Orvar Supreme 50–52ABRASIVOS Stavax ESR 50–52
Unimax 54–58Elmax 56–60Rigor 58–62Vanadis 4 Extra 58–64Vanadis 8 60–64
26 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
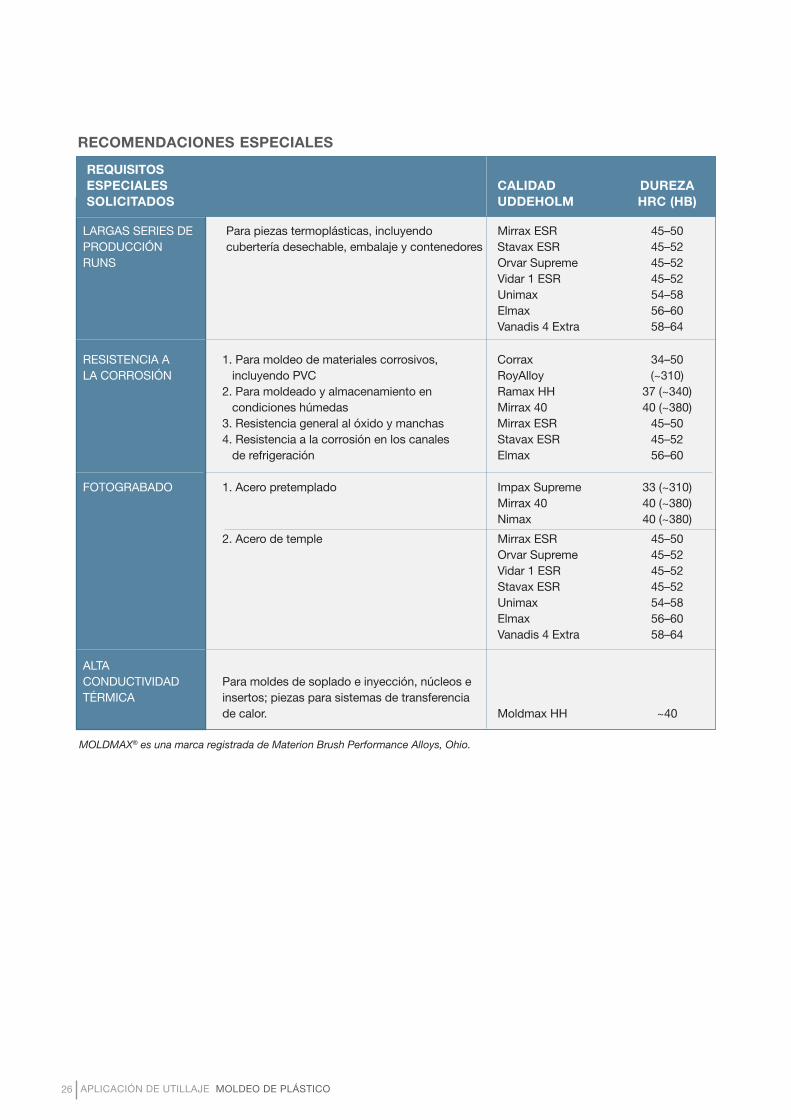
RECOMENDACIONES ESPECIALES
REQUISITOS ESPECIALES CALIDAD DUREZA SOLICITADOS UDDEHOLM HRC (HB)
LARGAS SERIES DE Para piezas termoplásticas, incluyendo Mirrax ESR 45–50PRODUCCIÓN cubertería desechable, embalaje y contenedores Stavax ESR 45–52RUNS Orvar Supreme 45–52
Vidar 1 ESR 45–52Unimax 54–58Elmax 56–60Vanadis 4 Extra 58–64
RESISTENCIA A 1. Para moldeo de materiales corrosivos, Corrax 34–50LA CORROSIÓN incluyendo PVC RoyAlloy (~310)
2. Para moldeado y almacenamiento en Ramax HH 37 (~340) condiciones húmedas Mirrax 40 40 (~380)3. Resistencia general al óxido y manchas Mirrax ESR 45–504. Resistencia a la corrosión en los canales Stavax ESR 45–52 de refrigeración Elmax 56–60
FOTOGRABADO 1. Acero pretemplado Impax Supreme 33 (~310)Mirrax 40 40 (~380)Nimax 40 (~380)
2. Acero de temple Mirrax ESR 45–50Orvar Supreme 45–52Vidar 1 ESR 45–52Stavax ESR 45–52Unimax 54–58Elmax 56–60Vanadis 4 Extra 58–64
ALTACONDUCTIVIDAD Para moldes de soplado e inyección, núcleos eTÉRMICA insertos; piezas para sistemas de transferencia
de calor. Moldmax HH ~40
MOLDMAX® es una marca registrada de Materion Brush Performance Alloys, Ohio.
27 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
UNA RED MUNDIALDE ALTA CALIDADUddeholm está presente en los cinco continentes. Por éste
motivo, podrá encontrar nuestro acero para utillajes y un servicio
de asistencia local allí dónde se encuentre. Hemos afianzado
nuestra posición de liderazgo mundial en el suministro de
material para utillajes.

28 APLICACIÓN DE UTILLAJE MOLDEO DE PLÁSTICO
UD
DEH
OLM
R-04.2016
Uddeholm es líder mundial en el suministro de material para utillajes. Hemos
logrado esta posición al mejorar el negocio diario de nuestros clientes. Una larga
tradición combinada con una investigación y un desarrollo de producto, dotan a
Uddeholm de capacidad para hacer frente a cualquier tipo de problema que pueda
surgir con el utillaje. Esta labor presenta grandes retos, pero nuestro objetivo es
claro: ser su primer colaborador y suministrador de acero para utillajes.
Nuestra presencia en todos los continentes le garantiza la misma alta calidad allí
donde se encuentre. Afianzamos nuestra posición de liderazgo mundial en el sumi-
nistro de material para utillajes. Para nosotros es una cuestión de confianza, tanto
en nuestras relaciones a largo plazo como en el desarrollo de nuevos productos.
La confianza es algo que se gana día a día.
Para más información, por favor visite www.acerosuddeholm.com