winter internship report (1)
TRANSCRIPT
Page 1 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
Winter Internship Report
Report
no.
WTG/ITR/FY14-15
Tarapur Wire Plant 1, Tata
Steel Wire Division,
Tarapur
Date of
report
18-1-14
Subject
Model development and validation in patenting fumeless pickling and bronze plating line for the auto dosing of chemicals.
Submitted by
SABBAN
RUSHIKESH
KAILAS
3rd year METALLURGY & MATERIALS
SCIENCE
COLLEGE OF ENGINNERING PUNE
Duration
8TH December to 14TH January
Guided by
Mr. Shaishav Upadhyay Manager, wire technology group
Page 2 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
ACKNOWLEDGEMENT
I would like to take this opportunity to express a deep sense of
gratitude to my guides- Mr.Dinesh Gudadhe, Technology group, Tata
Steel Wire Division Ltd, Tarapur and Mr. Shaishav Upadhyay, Manager,
wire technology group, Tata Steel Wire Division Ltd, Tarapur. Their
continuous encouragement and competent guidance motivated me and
instilled a sense of confidence in me.
I would like to express my profound gratitude to - Mr. Shishir Desai,
Head, Technology group, Tata Steel Wire Division Ltd, Tarapur for
giving me a chance to work in an esteemed organization like Tata Steel.
I would also like to thank Mr.Pradnyil Karande, Mr. Satish Kadu, Ms.
Apeksha Runwal, Manager, wire technology group, Tata Steel Wire
Division Ltd for their selfless help and support. The study presented in
this project would not have accomplished without their help and support.
Finally, I would like to acknowledge my heartfelt gratitude to
Mr.Arjun Dige, QA lab assistant for being there for me and supporting
me.
Page 3 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
Abstract-:
TATA WIRON is the largest MTB wire producer in India. MTB wires
comprises of bronze coating for adhesion between steel wire and tyre rubber
material, coating quality of Bead wires is rather important and it cannot be
compromised , at any cost.
The following project report includes predictive dosing and
consumption patterns of following chemicals
1) HCl tanks in the fumeless pickling,
2) Borax (Na2B4O7. 5H2O) on patenting line
3) Gardoclean, NaOH, CuSO4, H2SO4 on plating line.
This project emphasises more upon collecting data points of
concentrations of above mentioned chemicals, their consumption per hour,
addition of chemicals and water, tracing of acid content in rinsing water,
tonnage of wire passing per hour, etc. The consumptions of the chemicals
gram/hour were calculated and some recommendations were suggested to
maintain concentration of the chemicals constant.
This project is industrially significant as with the help of auto-dosing of
chemicals we can avoid excess use of chemicals. The concentration values
should be maintained in an acceptable range because they also affect the
properties like uniformity of coating, lifetime of the coating. It drastically
affects the quality of the product.
Page 4 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
Table of Contents
ACKNOWLEDGEMENT ................................................................................... 2
ABSTRACT ....................................................................................................... 3
1.INTRODUCTION ......................................................................................... 10
1.2. What is patenting treatment?.................................................... Error! Bookmark not defined.
1.2.1 significance ............................................................................. Error! Bookmark not defined.
1.2.2 overall process flow ................................................................ Error! Bookmark not defined.
1.2.3 Plating process........................................................................ Error! Bookmark not defined.
1.2.4 Need of plating process ........................................................... Error! Bookmark not defined.
1.2.5 Overall Process Flow ............................................................... Error! Bookmark not defined.
2. PROJECT OBJECTIVES............................................................................... 16
2.1.Understanding the project ................................................................................. 15
3. LITERATURE REVIEW ............................................................................... 17
3.1 chemicals used in Patenting Process ......................................................................................... 17
3.2 chemicals used in plating process ............................................................................................ 19
4. EXPERIMENTAL PROCEDURE .................................................................. 21
4.1 Tracing of concentrations of chemicals on patenting line .................................................. 21
4.1.1 Acid and Fe concentrations in Tank 1 and Tank 2 of fumeless pickling ................... 21
4.1.2 The acid consumption of HCl in the fumeless pickling ............................................. 21
4.4.3 Concentration of borax bath ....................................................................................... 22
4.4.4 Acid concentration tracing in all three rinsing baths and water curtains .................... 22
4.2 Tracing of concentrations of chemicals on patenting line ................................................... 23
4.2.1 Gardoclean, NaOH, Sulphuric acid, Copper Sulphate baths concentrations .................. 23
4.4.2.Tracing of addition of chemicals ......................................................................................... 24
5. RESULTS AND DISCUSION
5.1 trend charts ............................................................................................................................ 25
Page 5 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
6. CONCLUSIONS .......................................................................................... 32
7. Recommendation and way forward ...................................................... 34
List of Figures
Figure 1 Spool of MTB wires
Figure 2 Various parts used in tyre
Figure 3 Patenting process flow
Figure 4 Plating process flow
Figure 5 Turbulent flow of concentrated acid around the wire
Figure 6 Cascade rinsing
Figure 7 Different forms of borax
Figure 8 Electrolytic pickling for H2SO4
Figure 9 Leakage in HCl tanks
Page 6 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
COMPANY PROFILE
“TATA STEEL LTD. WIRE DIVISION”
INTRODUCTION Established in 1958, Tata SSL Ltd. (formerly known as Special Steels Ltd.), is a
pioneer in the manufacture of steel wires in the country. It is the acknowledged market leader
in the steel wire category, with a 30 per cent market share of the organized wire market. It has
an integrated, IQMS certified facility for steel and wire rod manufacture. It is the country's
largest exporter of steel wires. The company also produces narrow width CR-strips and high
precision hot rolled profiles and sections. The company exports its products to over 40
countries around the world, including USA, Australia and New Zealand.
TWP is TS 16949, ISO 9001:2008, EMS 14001 certified plant.
TSWD is the first wire company having a wire manufacturing unit certified under
EMS in India. Many of the company’s products are certified as per BIS standards. The
company as whole is awarded with ISO 9001 by TUV Germany since Dec 1994.
This plant is equipped with modern high-speed wire drawing m/c, heat treatment
furnaces, and galvanizing and copper coating facilities. Most of the raw materials for wire
manufacturing plant is obtained from companies own steel making facilities located at
Jamshedpur. It covers almost all types of steel wires in the different size ranges in single and
standard form, and in coated and in uncoated form.
The company was incorporated in the year 1958 as a private manufacture of wires
and got into the business of making the umbrella, rib wires. The plant was set up at Borivali,
northern suburban of Mumbai. The company went to public in 1961 and subsequently took
up manufacture of many other wires, which were being imported at that time, in 1976. The
company set up another wire plant at Tarapur in Maharashtra for production of tyre bead
wire. The company integrated backward in 1980 by setting up a Wire Rod Mill at Tarapur.
Page 7 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
All the plants have well equipped laboratories and quality assurance departments.
The company believes in continuously modernizing its manufacturing facilities and
upgrading technology. The company is successfully exporting its products to countries like,
USA, IRAN, and UAE etc. with the help of TATA STEEL EXPORT DIVISION.
Company’s corporate office is located at Goregaon, Mumbai. In additional, there
are regional sales offices at Delhi, Chennai and Calcutta and sales offices at Ludhiana,
Faridabad, Hyderabad and Bangalore.
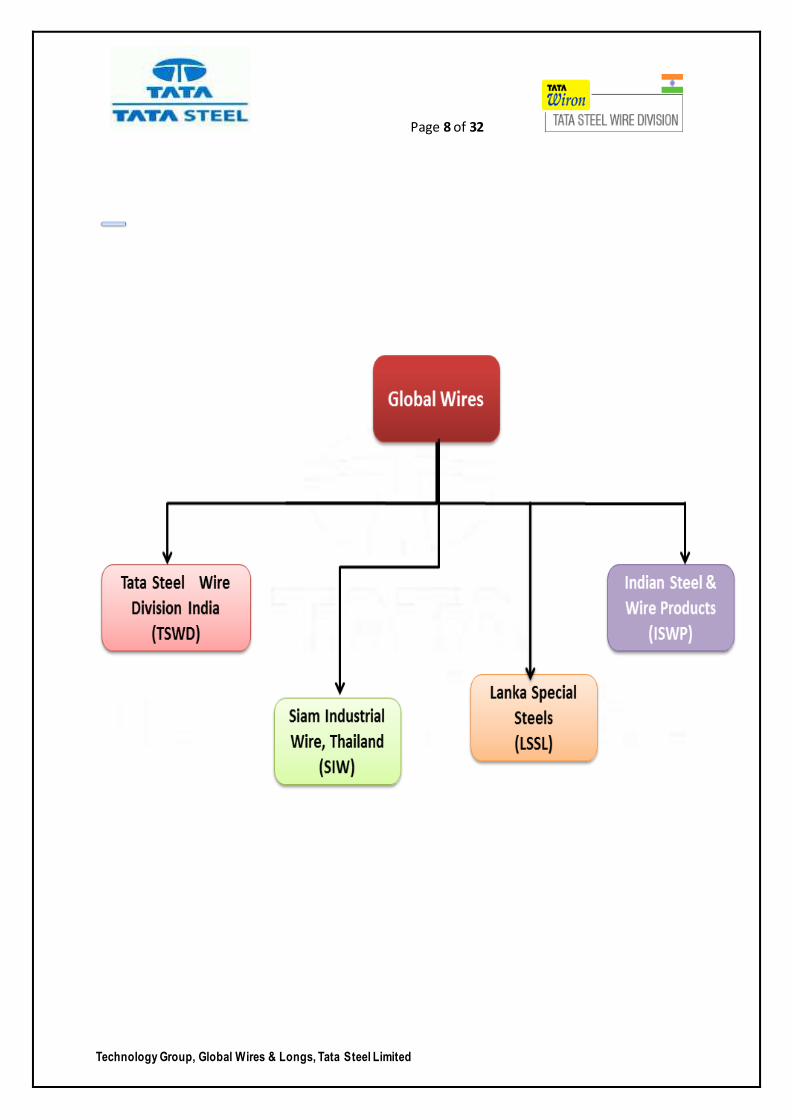
TATA STEEL GLOBAL WIRE BUSINESS
Tata Steel Wires Business is a major player in the wire industry servicing the discerning
needs of its customers across the global markets. Tata Steel's Global Wires Business has manufacturing facilities spread across the geographies of India, China, Thailand and Sri
Lanka. The Group manufactures a variety of wires catering for the Automobile, Construction, Power
and General Engineering Industry sector needs. It manufactures wires in black and coated varieties in both single and stranded forms.
Tata Steel's Global Wires Business:-
Has fully integrated manufacturing, from Iron Ore mining to Steel Wires. Is amongst the 'Top Wire Manufacturers in the World. Has a wealth of expertise and experience in Wire drawing, coupled with the latest
manufacturing facilities Has the ability to meet the exacting specifications and varied needs of the customers.
Has established its products across its domestic markets of India, Thailand, Sri Lanka and China and in markets of USA, Europe, Australia and Middle East
Asia.
Tata Steel's Global Wires Business spans the following companies: Tata Steel Wire Division, India The Siam Industrial Wire Co., Ltd, Thailand
Indian Steel & Wire Products, India Lanka Special Steel Limited, Sri Lanka
Page 8 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
Page 9 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
CHAPTER 1
1. INTRODUCTION
PRODUCTS AND APPLICATIONS
A) PRODUCT
Tyre bead wires are needed to be
tough and high in durability. The high-
carbon steel wire rod is given regulative
cooling after being hot-rolled if need be,
and the resultant wire rod of pearlite
structures having a diameter in a range of
5.5-6.5 mm is repetitively subjected to
wiredrawing processes and patenting
treatments to become a diameter in a
range of 3.0-2.0 mm for a final
wiredrawing. The wire rod of this
diameter, after being subjected to the
final wiredrawing, is then subjected to
copper coating and is coiled.
B) APPLICATION
Motor Tyre Bead (MTB) Wire
It is used in motor tyres for providing necessary strength and grip onto the
tyre’s rim.
Fig1. Spool of MTB wires
Page 10 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
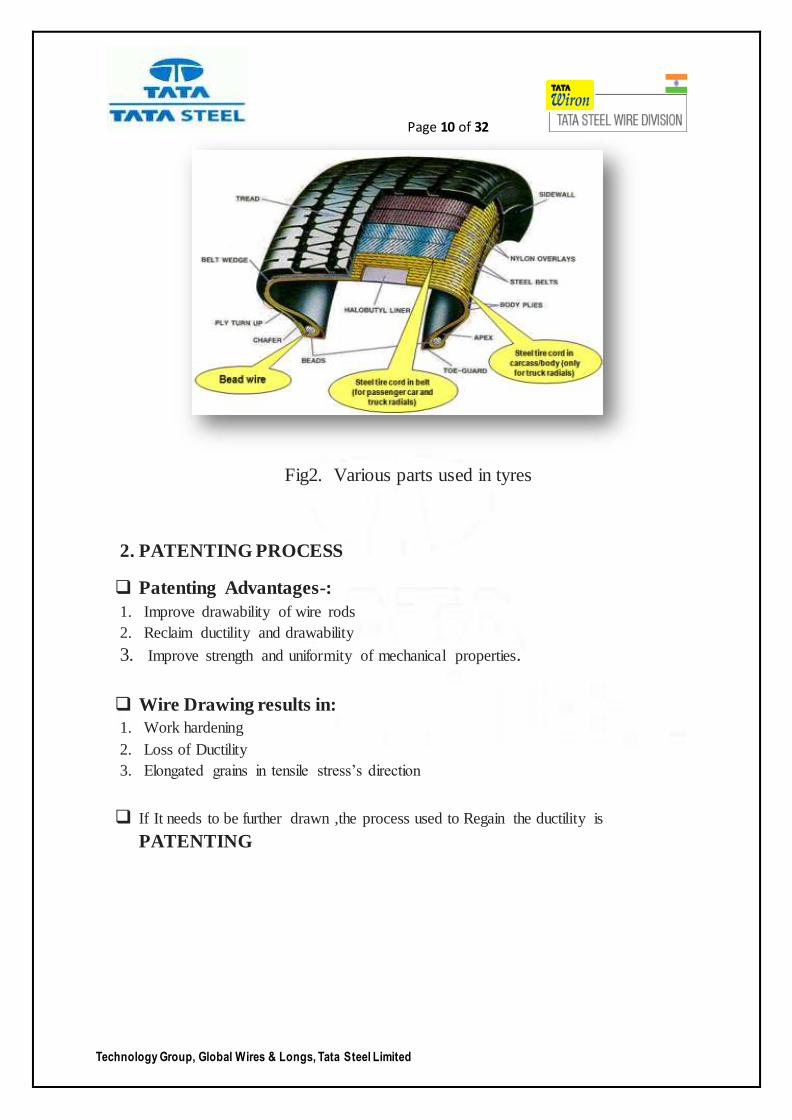
Fig2. Various parts used in tyres
2. PATENTING PROCESS
Patenting Advantages-:
1. Improve drawability of wire rods
2. Reclaim ductility and drawability
3. Improve strength and uniformity of mechanical properties.
Wire Drawing results in:
1. Work hardening
2. Loss of Ductility
3. Elongated grains in tensile stress’s direction
If It needs to be further drawn ,the process used to Regain the ductility is
PATENTING
Page 11 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
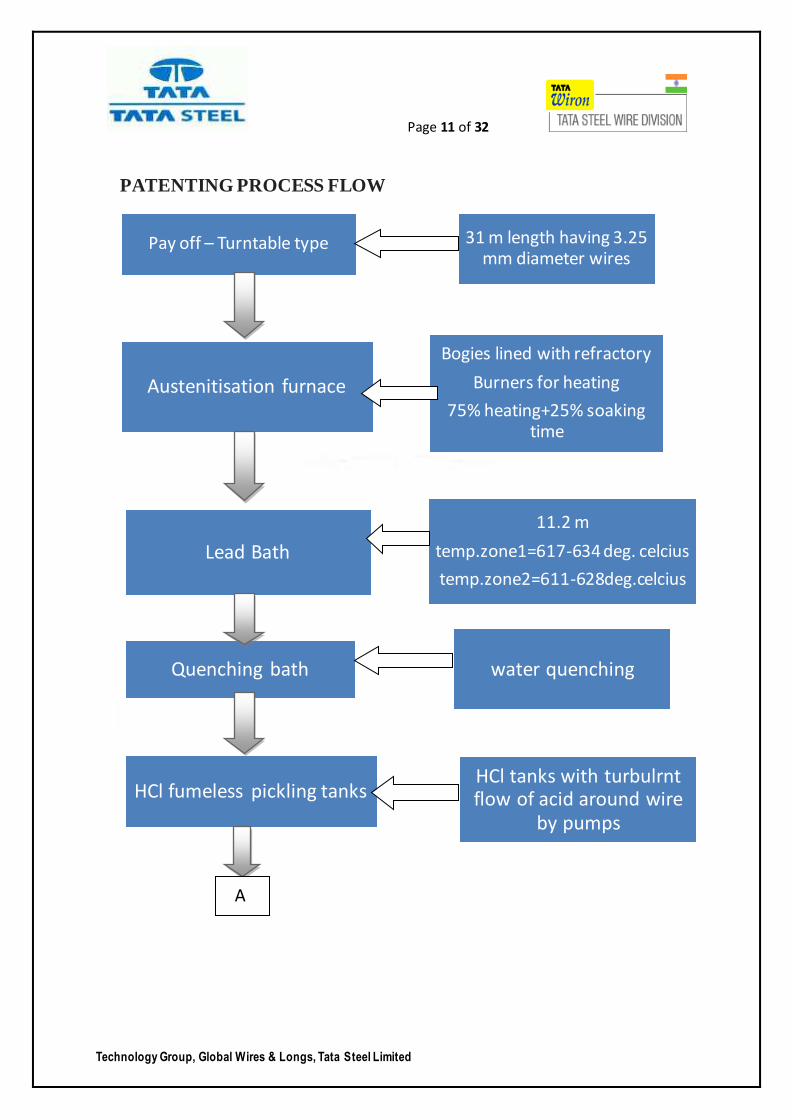
PATENTING PROCESS FLOW
Pay off – Turntable type
Bogies lined with refractory
Burners for heating
75% heating+25% soaking time
31 m length having 3.25 mm diameter wires
Austenitisation furnace
Lead Bath
11.2 m
temp.zone1=617-634 deg. celcius
temp.zone2=611-628deg.celcius
Quenching bath water quenching
HCl fumeless pickling tanksHCl tanks with turbulrnt flow of acid around wire
by pumps
A
Page 12 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
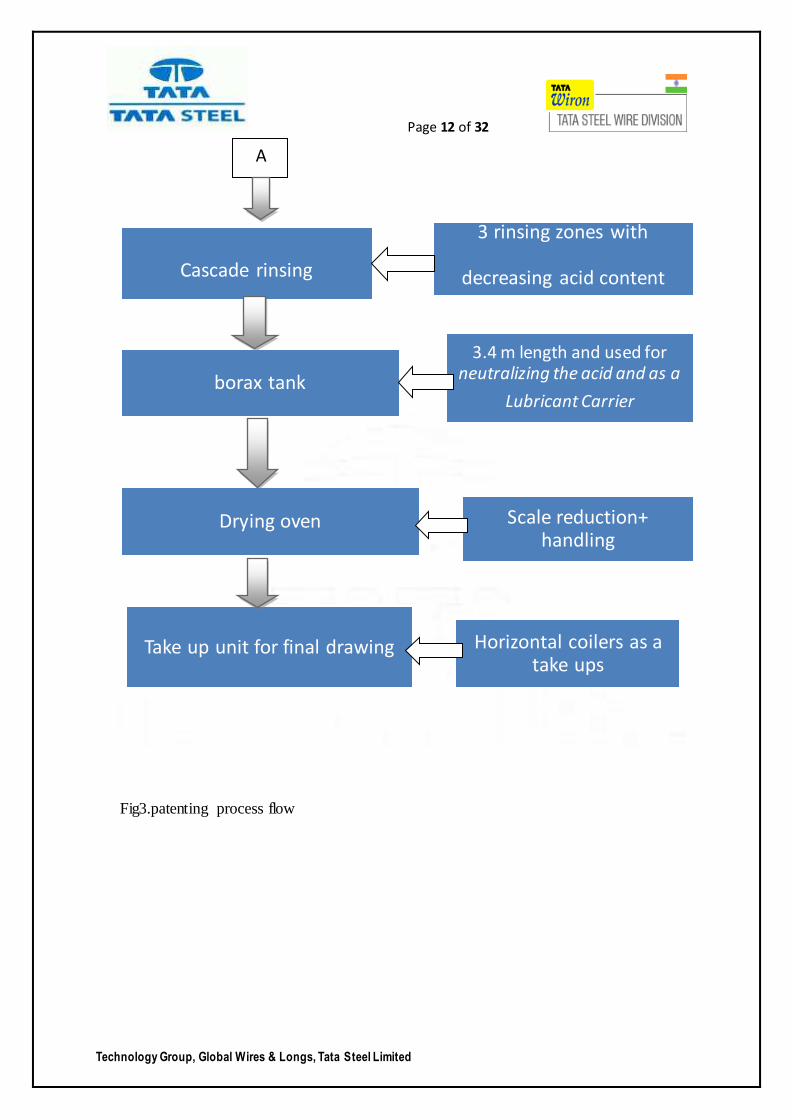
Fig3.patenting process flow
Cascade rinsing
3 rinsing zones with
decreasing acid content
borax tank
3.4 m length and used for neutralizing the acid and as a
Lubricant Carrier
Drying oven Scale reduction+ handling
Take up unit for final drawing Horizontal coilers as a take ups
A
Page 13 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
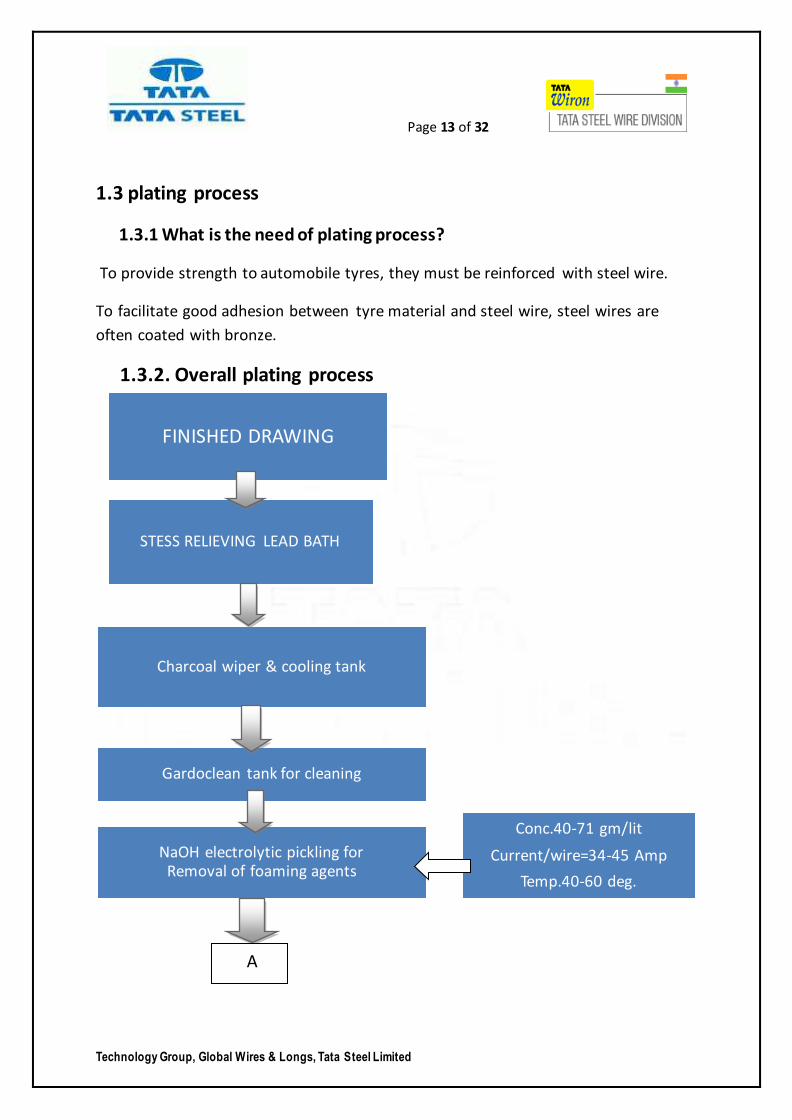
1.3 plating process
1.3.1 What is the need of plating process?
To provide strength to automobile tyres, they must be reinforced with steel wire.
To facilitate good adhesion between tyre material and steel wire, steel wires are
often coated with bronze.
1.3.2. Overall plating process
FINISHED DRAWING
STESS RELIEVING LEAD BATH
Charcoal wiper & cooling tank
Gardoclean tank for cleaning
NaOH electrolytic pickling for Removal of foaming agents
Conc.40-71 gm/lit
Current/wire=34-45 Amp
Temp.40-60 deg.
A
Page 14 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
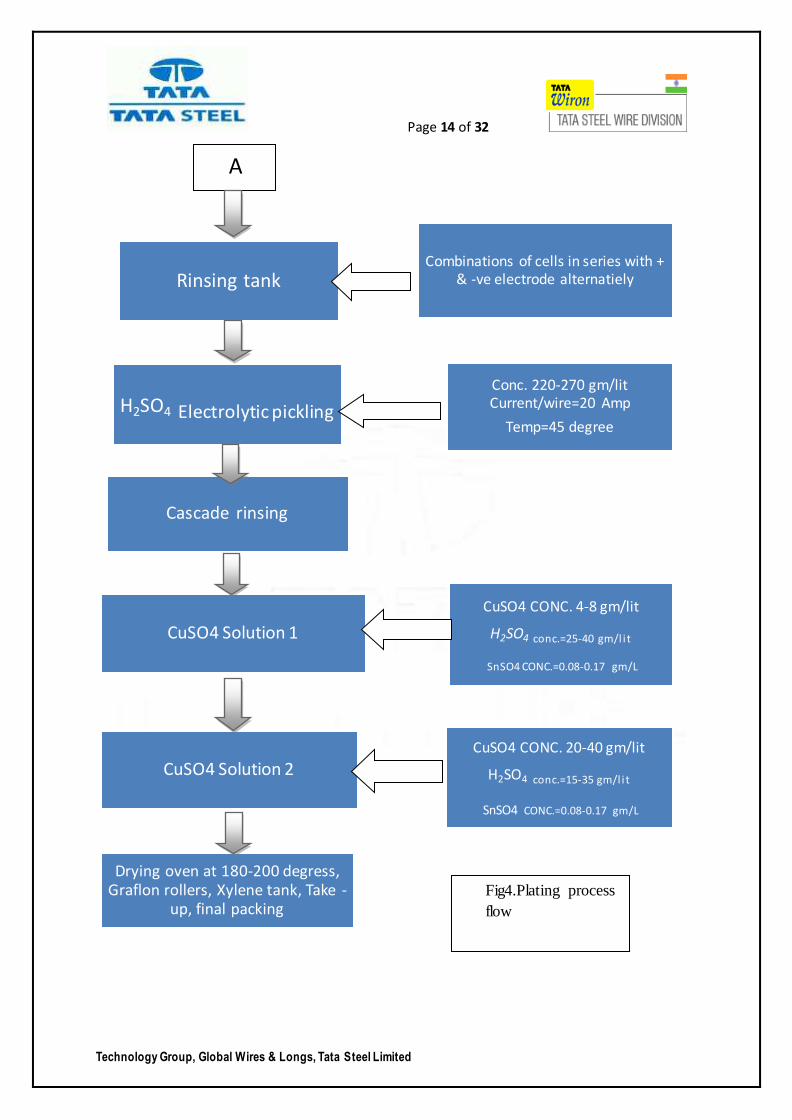
Rinsing tank Combinations of cells in series with +
& -ve electrode alternatiely
H2SO4 Electrolytic pickling
Cascade rinsing
Conc. 220-270 gm/lit Current/wire=20 Amp
Temp=45 degree
CuSO4 Solution 1
CuSO4 CONC. 4-8 gm/lit
H2SO4 conc.=25-40 gm/l i t
SnSO4 CONC.=0.08-0.17 gm/L
CuSO4 Solution 2CuSO4 CONC. 20-40 gm/lit
H2SO4 conc.=15-35 gm/l i t
SnSO4 CONC.=0.08-0.17 gm/L
Drying oven at 180-200 degress, Graflon rollers, Xylene tank, Take -
up, final packing
A
Fig4.Plating process
flow
Page 15 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
CHAPTER 2
2. 1 PROJECT OBJECTIVES To determine the consumption of chemicals on patenting and bronze plating line for
development of model for auto dosing of the chemicals.
Reuse of rinsing water in cascade to reduce the total water consumption during bronze
plating.
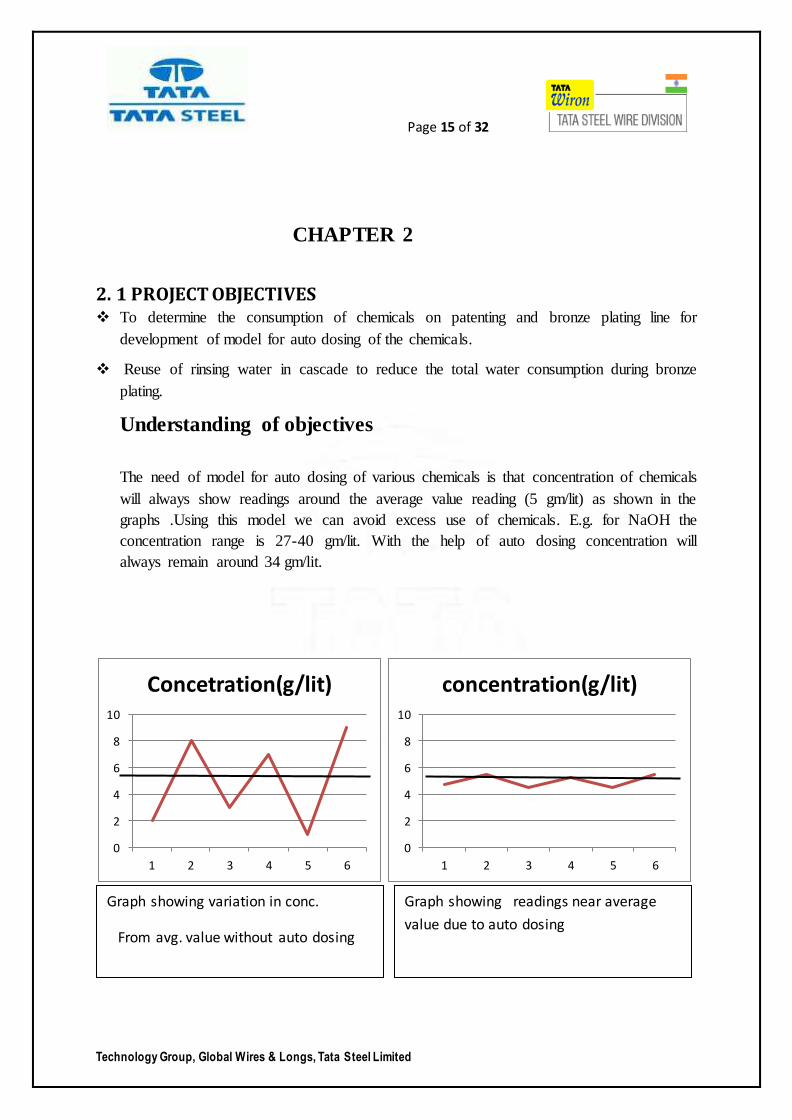
Understanding of objectives
The need of model for auto dosing of various chemicals is that concentration of chemicals
will always show readings around the average value reading (5 gm/lit) as shown in the
graphs .Using this model we can avoid excess use of chemicals. E.g. for NaOH the
concentration range is 27-40 gm/lit. With the help of auto dosing concentration will
always remain around 34 gm/lit.
Fig. Graph showing variation in con
0
2
4
6
8
10
1 2 3 4 5 6
Concetration(g/lit)
0
2
4
6
8
10
1 2 3 4 5 6
concentration(g/lit)
Graph showing variation in conc.
From avg. value without auto dosing
Graph showing readings near average
value due to auto dosing
Page 16 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
CHAPTER 3
3. LITERATURE REVIEW
3.1 Chemicals used in patenting line
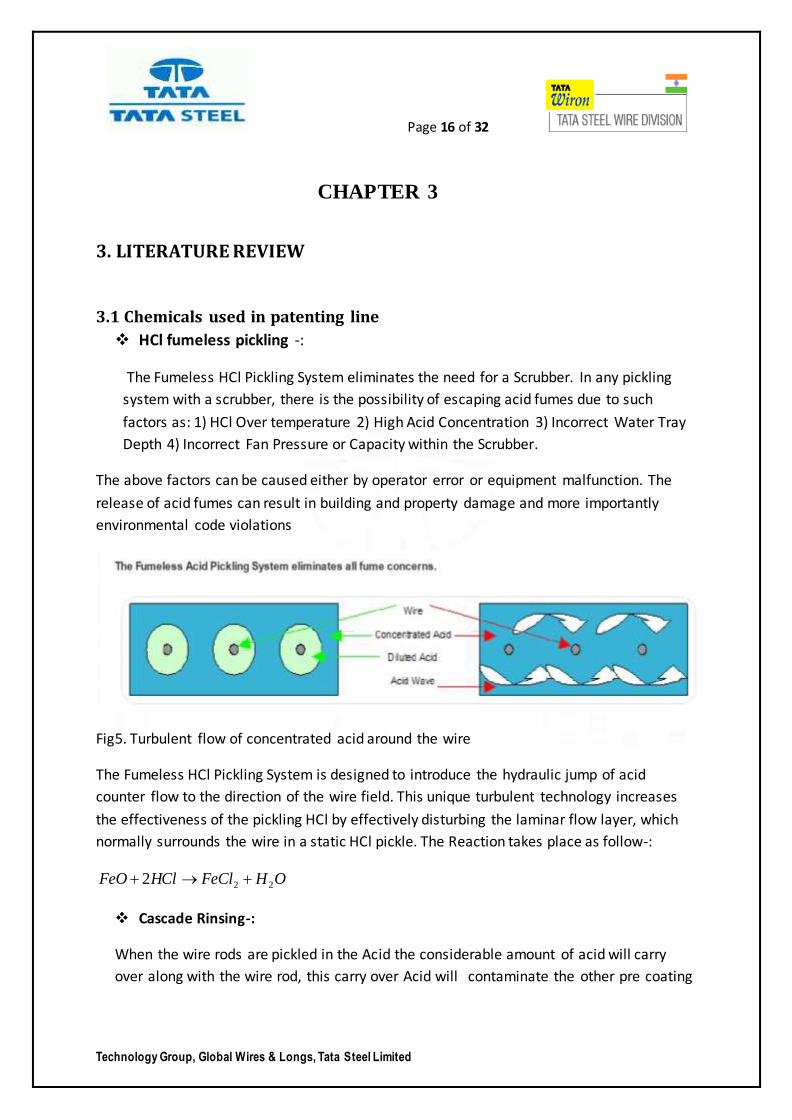
HCl fumeless pickling -:
The Fumeless HCl Pickling System eliminates the need for a Scrubber. In any pickling
system with a scrubber, there is the possibility of escaping acid fumes due to such
factors as: 1) HCl Over temperature 2) High Acid Concentration 3) Incorrect Water Tray
Depth 4) Incorrect Fan Pressure or Capacity within the Scrubber.
The above factors can be caused either by operator error or equipment malfunction. The
release of acid fumes can result in building and property damage and more importantly
environmental code violations
Fig5. Turbulent flow of concentrated acid around the wire
The Fumeless HCl Pickling System is designed to introduce the hydraulic jump of acid
counter flow to the direction of the wire field. This unique turbulent technology increases
the effectiveness of the pickling HCl by effectively disturbing the laminar flow layer, which
normally surrounds the wire in a static HCl pickle. The Reaction takes place as follow-:
OHFeClHClFeO 222
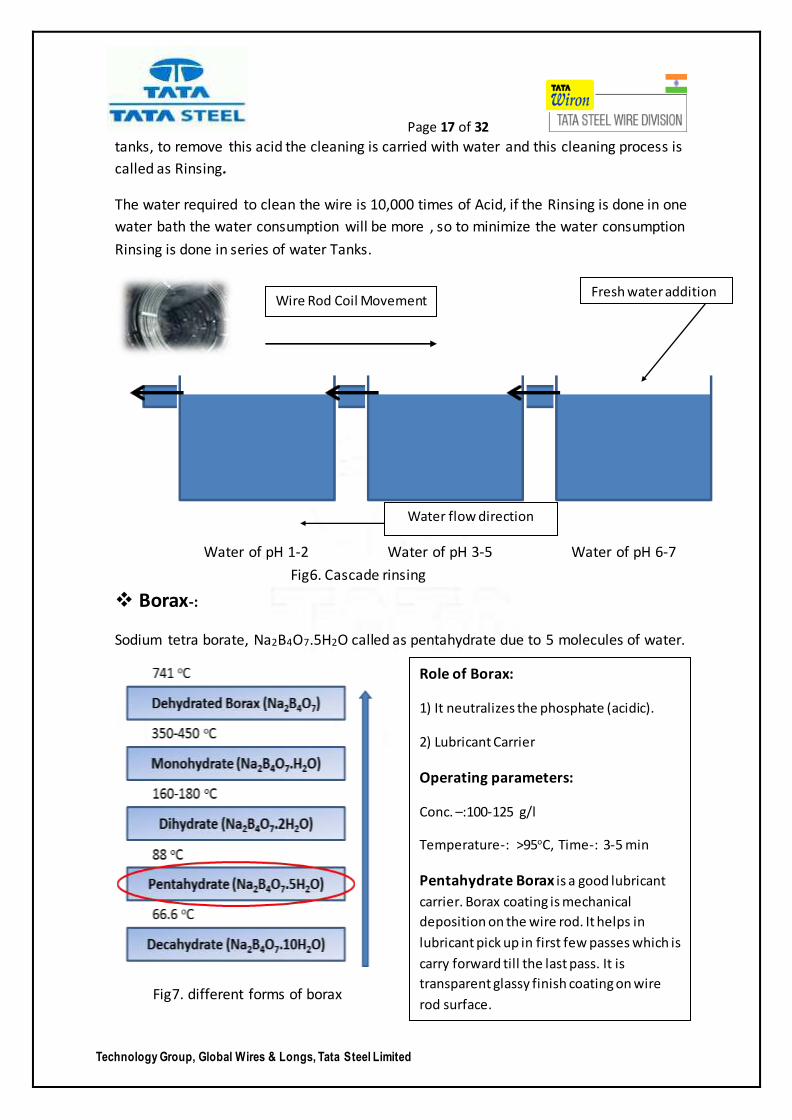
Cascade Rinsing-:
When the wire rods are pickled in the Acid the considerable amount of acid will carry
over along with the wire rod, this carry over Acid will contaminate the other pre coating
Page 17 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
tanks, to remove this acid the cleaning is carried with water and this cleaning process is
called as Rinsing.
The water required to clean the wire is 10,000 times of Acid, if the Rinsing is done in one
water bath the water consumption will be more , so to minimize the water consumption
Rinsing is done in series of water Tanks.
Water of pH 1-2 Water of pH 3-5 Water of pH 6-7
Fig6. Cascade rinsing
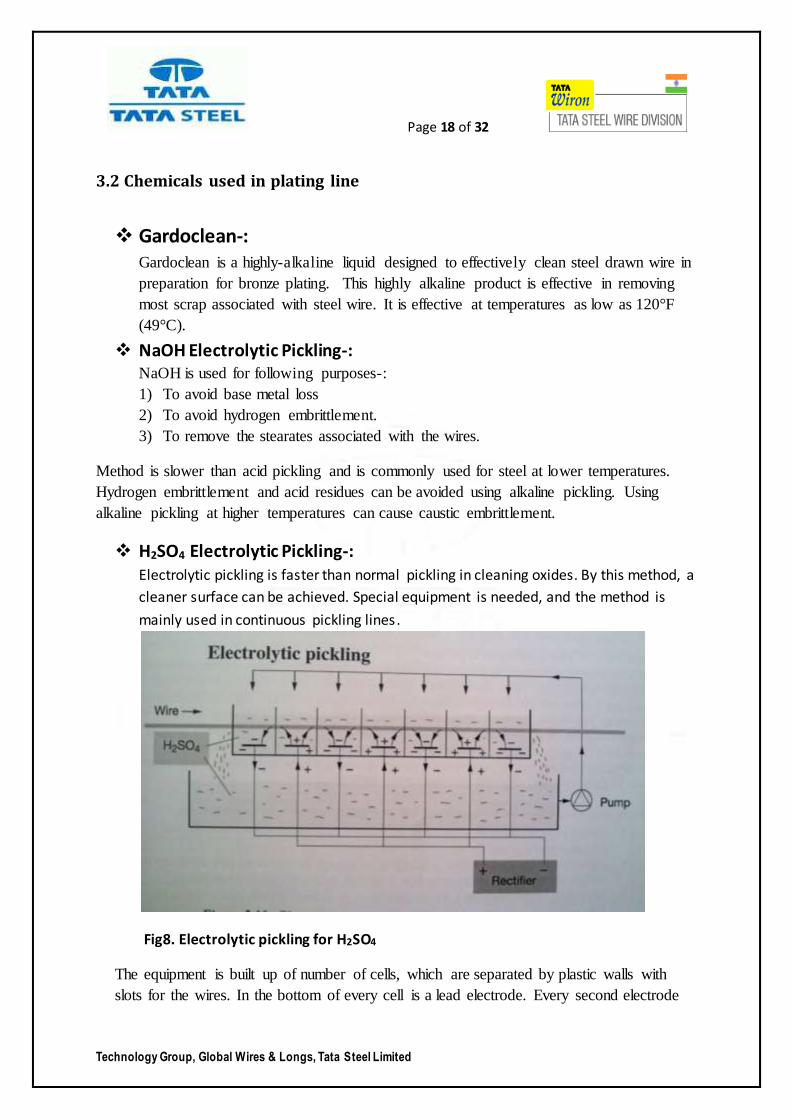
Borax-:
Sodium tetra borate, Na2B4O7.5H2O called as pentahydrate due to 5 molecules of water.
Fig7. different forms of borax
Wire Rod Coil Movement
Fresh water addition
Water flow direction
Role of Borax:
1) It neutralizes the phosphate (acidic).
2) Lubricant Carrier
Operating parameters:
Conc. –:100-125 g/l
Temperature-: >95oC, Time-: 3-5 min
Pentahydrate Borax is a good lubricant
carrier. Borax coating is mechanical
deposition on the wire rod. It helps in
lubricant pick up in first few passes which is
carry forward till the last pass. It is
transparent glassy finish coating on wire
rod surface.
Page 18 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
3.2 Chemicals used in plating line
Gardoclean-: Gardoclean is a highly-alkaline liquid designed to effectively clean steel drawn wire in
preparation for bronze plating. This highly alkaline product is effective in removing
most scrap associated with steel wire. It is effective at temperatures as low as 120°F
(49°C).
NaOH Electrolytic Pickling-: NaOH is used for following purposes-:
1) To avoid base metal loss
2) To avoid hydrogen embrittlement.
3) To remove the stearates associated with the wires.
Method is slower than acid pickling and is commonly used for steel at lower temperatures.
Hydrogen embrittlement and acid residues can be avoided using alkaline pickling. Using
alkaline pickling at higher temperatures can cause caustic embrittlement.
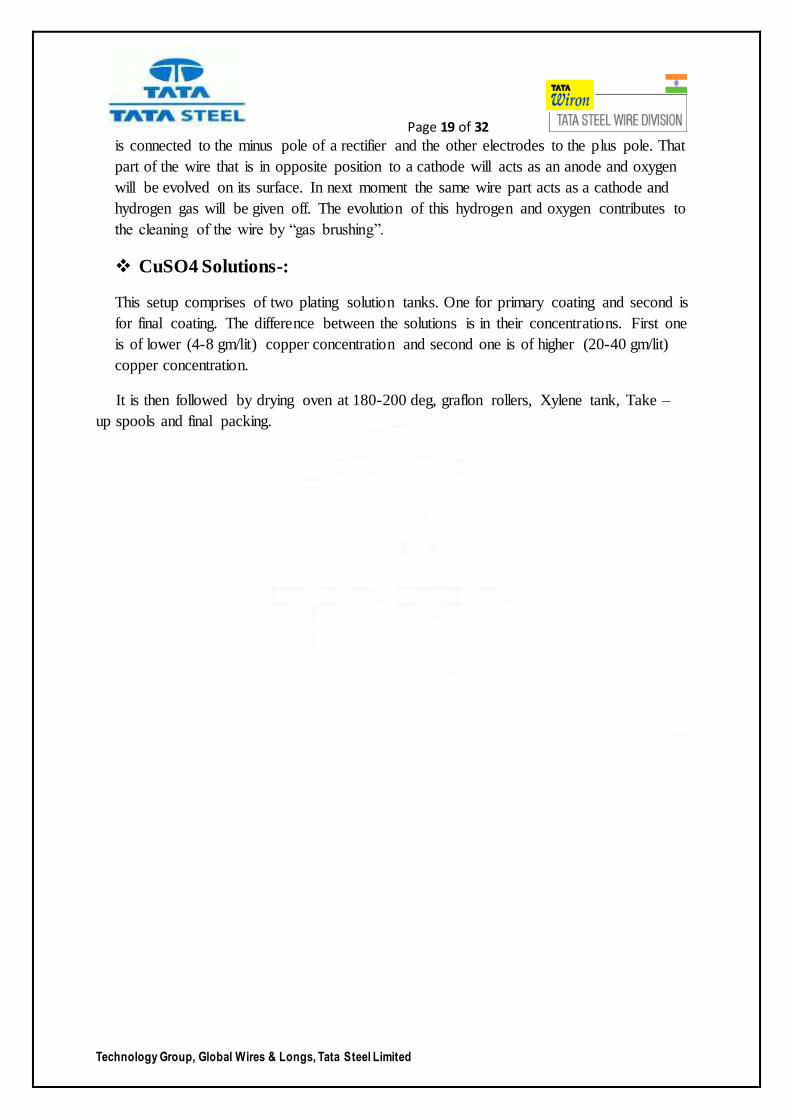
H2SO4 Electrolytic Pickling-: Electrolytic pickling is faster than normal pickling in cleaning oxides. By this method, a
cleaner surface can be achieved. Special equipment is needed, and the method is
mainly used in continuous pickling lines.
Fig8. Electrolytic pickling for H2SO4
The equipment is built up of number of cells, which are separated by plastic walls with
slots for the wires. In the bottom of every cell is a lead electrode. Every second electrode
Page 19 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
is connected to the minus pole of a rectifier and the other electrodes to the plus pole. That
part of the wire that is in opposite position to a cathode will acts as an anode and oxygen
will be evolved on its surface. In next moment the same wire part acts as a cathode and
hydrogen gas will be given off. The evolution of this hydrogen and oxygen contributes to
the cleaning of the wire by “gas brushing”.
CuSO4 Solutions-:
This setup comprises of two plating solution tanks. One for primary coating and second is
for final coating. The difference between the solutions is in their concentrations. First one
is of lower (4-8 gm/lit) copper concentration and second one is of higher (20-40 gm/lit)
copper concentration.
It is then followed by drying oven at 180-200 deg, graflon rollers, Xylene tank, Take –
up spools and final packing.
Page 20 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
CHAPTER 4
4. EXPERIMENTAL PROCEDURE
The Whole project was divided into 2 parts as follows- :
4.1 First part consists of tracing of concentrations of chemicals on patenting line-:
a) Acid and Fe concentrations in Tank 1 and Tank 2 of fumeless pickling were
noted every two hours for a week.
b) The acid consumption of HCl in the fumeless pickling was tracked on daily
basis
c) Concentration of borax bath every two hours for a week was tracked.
d) Acid concentration tracing in all three rinsing baths and water curtains was done
every two hours for a week.
e) HCl tank levels and flow of both inlet and outlet water curtain were noted down
on daily basis.
4.2 Second part consists of tracing of concentrations of chemicals on plating line-:
a) Gardoclean, NaOH, Sulphuric acid, Copper Sulphate baths concentrations were
noted every two hours for a week.
b) Addition of the chemicals to the baths in the plating line was noted down with
quantity and time.
c) Copper and tin concentrations of first copper sulphate tank solution before and
after addition of proline addition were calculated for 3 days..
Section 4.1-:
A) Acid and Fe concentration determination in Tank 1 and Tank 2 of fumeless pickling- :
1. Acid Determination-:
A known concentration of a strong base solution is titrated (measured) into a known
volume of acid sample solution until the acid solution is neutralised. The amount of
base solution needed to neutralise the acid is proportional to the amount of acid in the
sample solution.
2. Procedure-:
1. 1 ml of sample into a 250 ml beaker was exactly taken.
Page 21 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
2. 30 to 50 ml of water (distilled if possible) was added.
3. 3 to 5 drops Methyl-Orange indicator was added.
4. While swirling the solution constantly, it was titrated from 50 ml burette 1N
sodium carbonate solution until a colour change occurs in the solution (from red to
orange).
5. Volume of sodium carbonate used in ml was noted down and calculation was
carried out as: ml sodium carbonate used x 36.5 = HCl concentration in gm/lit.
2. Fe Determination-:
A known concentration of a reagent readily reacting with iron is titrated into a known
volume of iron sample solution until all the iron in the sample solution has reacted
with the reagent solution. The amount of reagent solution needed to react with all the
iron is proportional to the amount of iron in the sample solution.
Procedure-:
1. 5 ml of sample was taken into a 250 ml beaker.
2. 30 to 50 ml of water (distilled if possible) was added.
3. Few drops of concentrated sulphuric acid was added which acts as self indicator.
4. While swirling the solution constantly, it was titrated from 50 ml burette 1N
potassium permanganate solution until the colour changes in the solution (from clear
to violet) and remains for 30 seconds. (The solution may clear again after 30
seconds).
5. Volume of sodium carbonate used in ml was noted down and calculation was
carried out as: ml sodium carbonate used x 5.6 = Fe concentration in gm/lit
B) Acid concentration determination in rinsing tanks and water curtains-:
Procedure-: 1.100 ml of sample into a 250 ml beaker was exactly taken.
2. 3 to 5 drops Methyl-Orange indicator was added.
3. While swirling the solution constantly, it was titrated from 50 ml burette 1N
sodium carbonate solution until a colour change occurs in the solution (from red to
orange).
4. Volume of sodium carbonate used in ml was noted down and calculation was
carried out as: (ml sodium carbonate used x 36.5)/100 = acid concentration in gm/lit
C) Borax concentration determination of patenting line-:
Procedure-:
1. 5 ml of sample was taken into a 250 ml beaker.
2. 30 to 50 ml of water (distilled if possible) was added.
3. Few drops of methyl orange were added.
4. While swirling the solution constantly, it was titrated from 50 ml burette 1 N HCl
solution until the colour changes in the solution (from orange to pink).
5. Volume of sodium carbonate used in ml was noted down and calculation was
carried out as: ml HCl used x 29.2 = borax concentration in gm/lit
Page 22 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
Section 4.2
A) Gardoclean concentration determination of plating line-:
Procedure-:
1. 5 ml of sample was taken into a 250 ml beaker.
2. 30 to 50 ml of water (distilled if possible) was added.
3. Few drops of methyl orange were added.
4. While swirling the solution constantly, it was titrated from 50 ml burette 1 N
H2SO4 solution until the colour changes in the solution (from orange to pink).
5. Volume of H2SO4 used in ml was noted down and calculation was carried out as:
(ml H2SO4 used*2) x 0.074 = Gardoclean concentration in %.
B) NaOH concentration determination of plating line-:
Procedure-:
1. 5 ml of sample was taken into a 250 ml beaker.
2. 30 to 50 ml of water (distilled if possible) was added.
3. Few drops of methyl orange were added.
4. While swirling the solution constantly, it was titrated from 50 ml burette 1 N HCl
solution until the colour changes in the solution (from orange to pink).
5. Volume of sodium carbonate used in ml was noted down and calculation was
carried out as: ml HCl used x 8 = NaOH concentration in gm/lit
C) H2SO4 concentration determination of plating line-:
A known concentration of a sodium carbonate solution is titrated (measured) into a
known volume of H2SO4 acid sample solution until the H2SO4 solution is neutralised.
The amount of base solution needed to neutralise the acid is proportional to the
amount of acid in the sample solution.
2. Procedure-:
1. 5 ml of sample into a 250 ml beaker was exactly taken.
2. 30 to 50 ml of water (distilled if possible) was added.
3. 3 to 5 drops Methyl-Orange indicator was added.
4. While swirling the solution constantly, it was titrated from 50 ml burette 1N
sodium carbonate solution until a colour change occurs in the solution (from red to
orange).
5. Volume of sodium carbonate used in ml was noted down and calculation was
carried out as: ml sodium carbonate used x 9.8 = H2SO4 concentration in gm/l
Page 23 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
D) Copper concentration determination of CuSO4 Solutions-:
A known concentration of a sodium thiosulphate solution is titrated (measured) into a
known volume of CuSO4 sample solution. The amount of sodium thiosulphate
solution needed to react with the CuSO4 solution is proportional to the amount of
copper in the sample solution. It is also known as iodometric titration because iodine
is used up in this reaction.
2. Procedure-:
1. 5 ml of sample into a 250 ml beaker was exactly taken.
2. 30 to 50 ml of water (distilled if possible) was added.
3. 1 gram of KI indicator along with starch was added.
4. While swirling the solution constantly, it was titrated from 50 ml burette 1N
sodium thiosulphate solution until a colour change occurs in the solution (from dark
black to milky white).
5. Volume of sodium thiosulphate used in ml was noted down and calculation was
carried out as: ml sodium thiosulphate used x 5 = copper concentration in gm/L.
E) Tin concentration determination of CuSO4 Solutions-:
Procedure-:
1. 100 ml of sample into a 250 ml beaker was exactly taken.
2. 2-3 drops of starch were added as an indicator.
3. While swirling the solution constantly, it was titrated from 50 ml burette 1N KIO3
solution until a colour change occurs in the solution (from light blue to dark blue).
5. Volume of KIO3 used in ml was noted down and calculation was carried out as:
ml sodium thiosulphate used x 2.1= tin concentration in gm/L.
Page 24 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
CHAPTER 5
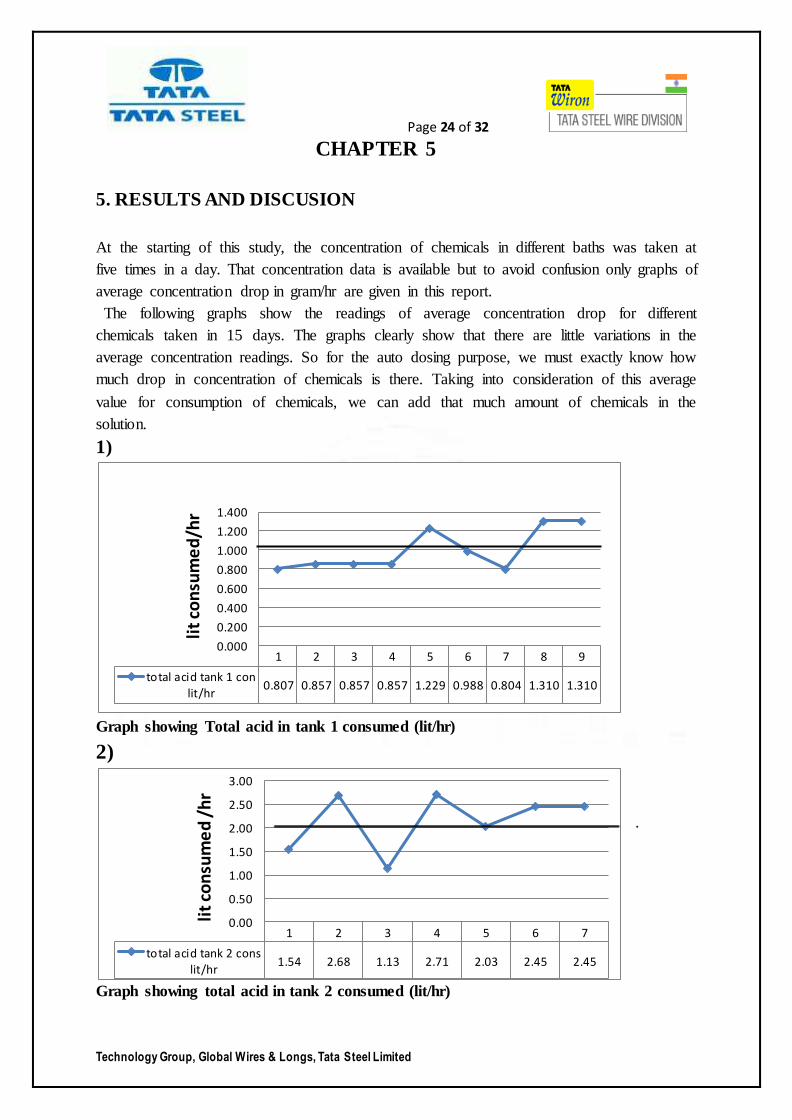
5. RESULTS AND DISCUSION
At the starting of this study, the concentration of chemicals in different baths was taken at
five times in a day. That concentration data is available but to avoid confusion only graphs of
average concentration drop in gram/hr are given in this report.
The following graphs show the readings of average concentration drop for different
chemicals taken in 15 days. The graphs clearly show that there are little variations in the
average concentration readings. So for the auto dosing purpose, we must exactly know how
much drop in concentration of chemicals is there. Taking into consideration of this average
value for consumption of chemicals, we can add that much amount of chemicals in the
solution.
1)
Graph showing Total acid in tank 1 consumed (lit/hr)
2)
.
Graph showing total acid in tank 2 consumed (lit/hr)
1 2 3 4 5 6 7 8 9
total acid tank 1 con
lit/hr0.807 0.857 0.857 0.857 1.229 0.988 0.804 1.310 1.310
0.000
0.200
0.400
0.600
0.800
1.000
1.200
1.400
lit
con
sum
ed
/hr
1 2 3 4 5 6 7
total acid tank 2 cons
lit/hr1.54 2.68 1.13 2.71 2.03 2.45 2.45
0.00
0.50
1.00
1.50
2.00
2.50
3.00
lit
con
sum
ed
/h
r
Page 25 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
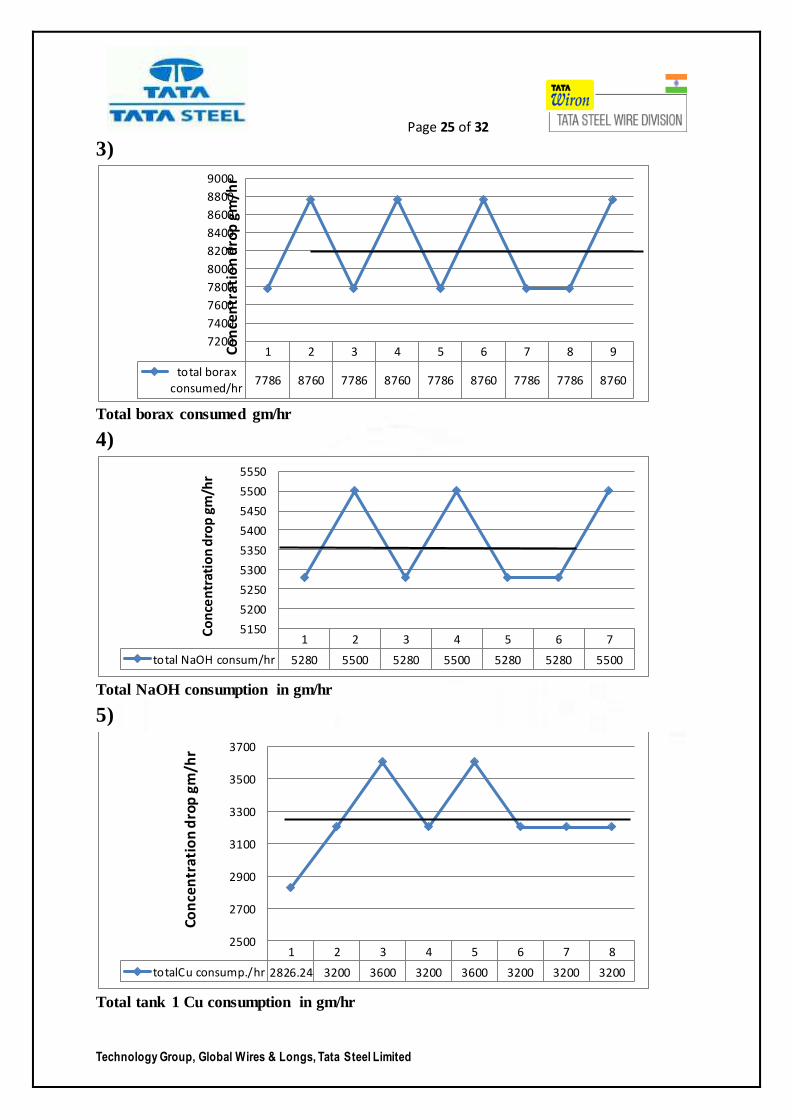
3)
Total borax consumed gm/hr
4)
Total NaOH consumption in gm/hr
5)
Total tank 1 Cu consumption in gm/hr
1 2 3 4 5 6 7 8 9
total borax
consumed/hr7786 8760 7786 8760 7786 8760 7786 7786 8760
7200
7400
7600
7800
8000
8200
8400
8600
8800
9000
Con
cen
trat
ion
dro
p g
m/h
r
1 2 3 4 5 6 7
total NaOH consum/hr 5280 5500 5280 5500 5280 5280 5500
5150
5200
5250
5300
5350
5400
5450
5500
5550
Co
nce
ntr
atio
n d
rop
gm
/hr
1 2 3 4 5 6 7 8
totalCu consump./hr 2826.24 3200 3600 3200 3600 3200 3200 3200
2500
2700
2900
3100
3300
3500
3700
Con
cen
trat
ion
dro
p g
m/h
r
Page 26 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
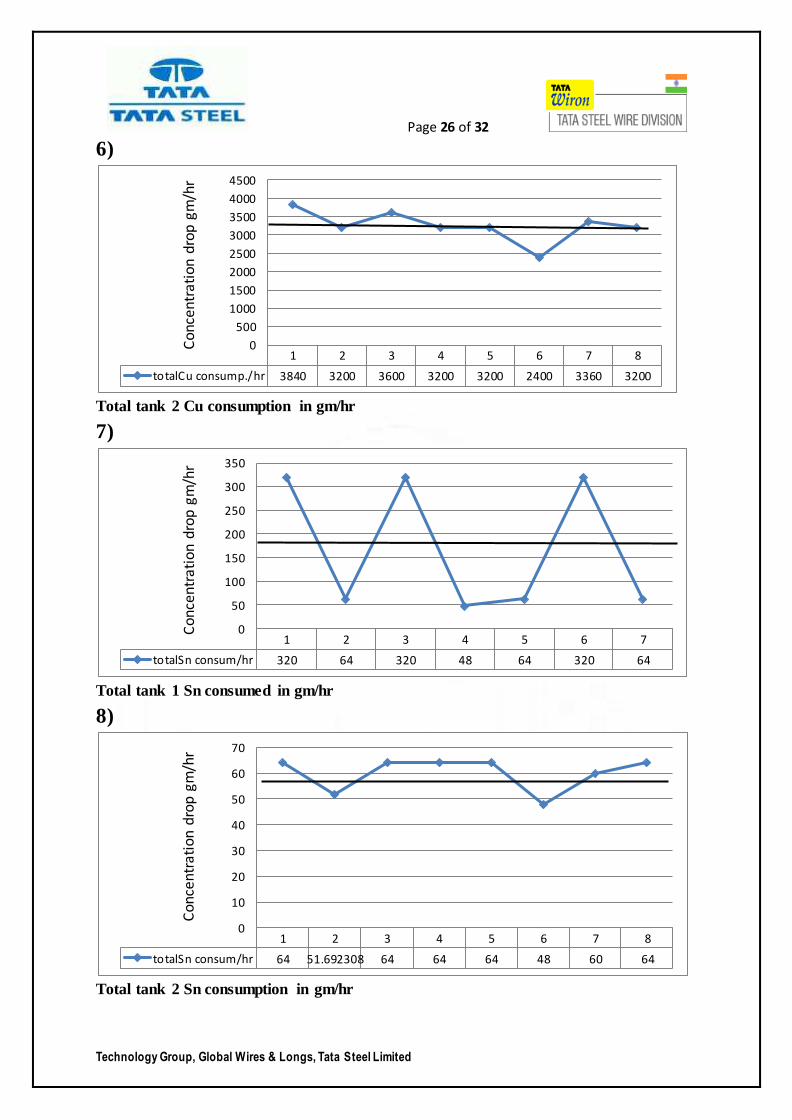
6)
Total tank 2 Cu consumption in gm/hr
7)
Total tank 1 Sn consumed in gm/hr
8)
Total tank 2 Sn consumption in gm/hr
1 2 3 4 5 6 7 8
totalCu consump./hr 3840 3200 3600 3200 3200 2400 3360 3200
0
500
1000
1500
2000
2500
3000
3500
4000
4500C
once
ntr
atio
n dr
op g
m/h
r
1 2 3 4 5 6 7
totalSn consum/hr 320 64 320 48 64 320 64
0
50
100
150
200
250
300
350
Co
nce
ntr
atio
n d
rop
gm
/hr
1 2 3 4 5 6 7 8
totalSn consum/hr 64 51.692308 64 64 64 48 60 64
0
10
20
30
40
50
60
70
Co
nce
ntr
atio
n d
rop
gm
/hr
Page 27 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
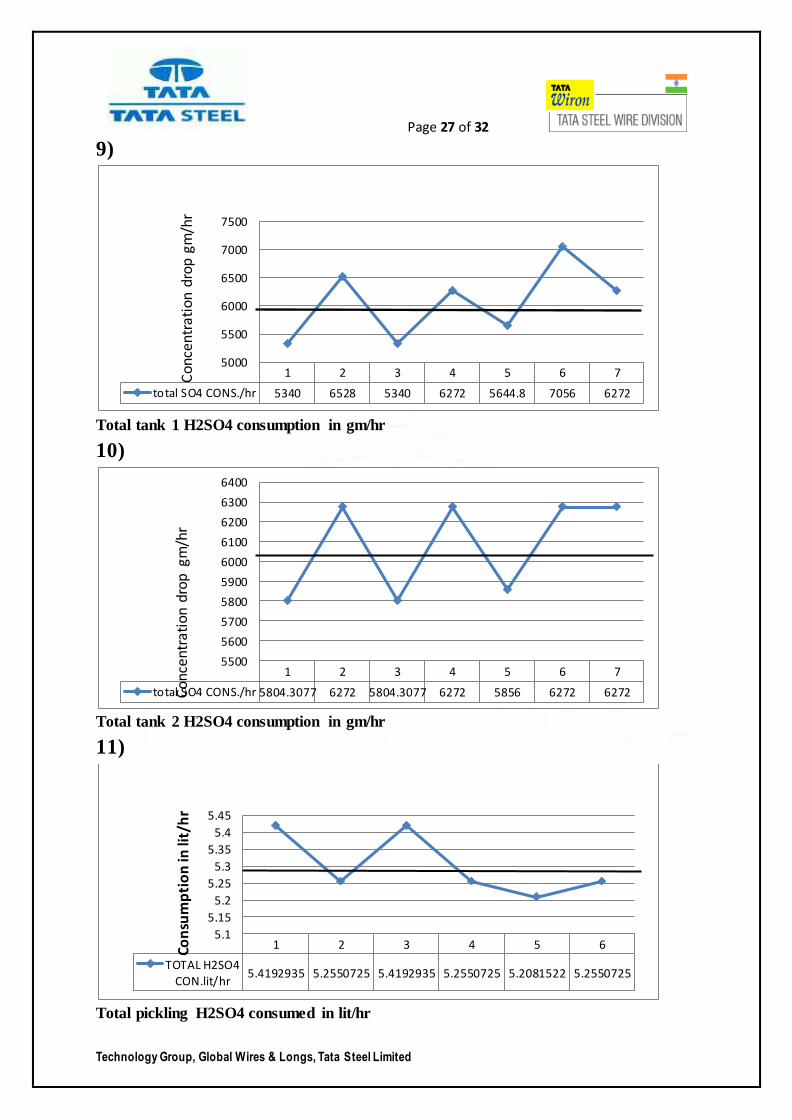
9)
Total tank 1 H2SO4 consumption in gm/hr
10)
Total tank 2 H2SO4 consumption in gm/hr
11)
Total pickling H2SO4 consumed in lit/hr
1 2 3 4 5 6 7
total SO4 CONS./hr 5340 6528 5340 6272 5644.8 7056 6272
5000
5500
6000
6500
7000
7500
Con
cen
trat
ion
drop
gm
/hr
1 2 3 4 5 6 7
total SO4 CONS./hr 5804.3077 6272 5804.3077 6272 5856 6272 6272
5500
5600
5700
5800
5900
6000
6100
6200
6300
6400
Con
cent
rati
on d
rop
gm/h
r
1 2 3 4 5 6
TOTAL H2SO4
CON.lit/hr5.4192935 5.2550725 5.4192935 5.2550725 5.2081522 5.2550725
5.1
5.15
5.2
5.25
5.3
5.35
5.4
5.45
Con
sum
pti
on
in li
t/h
r
Page 28 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
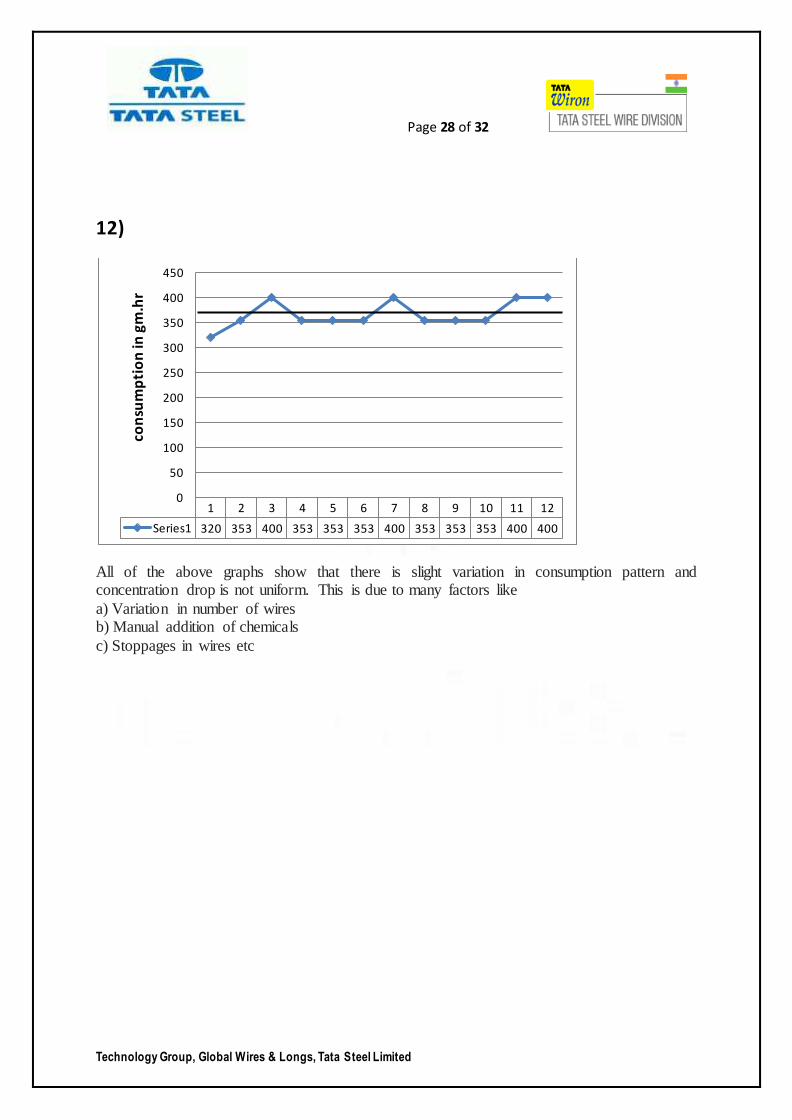
12)
All of the above graphs show that there is slight variation in consumption pattern and concentration drop is not uniform. This is due to many factors like a) Variation in number of wires b) Manual addition of chemicals c) Stoppages in wires etc
1 2 3 4 5 6 7 8 9 10 11 12
Series1 320 353 400 353 353 353 400 353 353 353 400 400
0
50
100
150
200
250
300
350
400
450
con
sum
pti
on
in g
m.h
r
Page 29 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
CHAPTER 6
6. CONCLUSIONS
Owing to the results in section 5 we can see that there are some variations in consumption
values due to many factors like improper judgement of addition by an operator etc. Based
upon the results we got, we can conclude the average concentration drop line for each
chemical for auto-dosing purpose and based upon the results we developed auto dosing
working models for patenting and plating line.
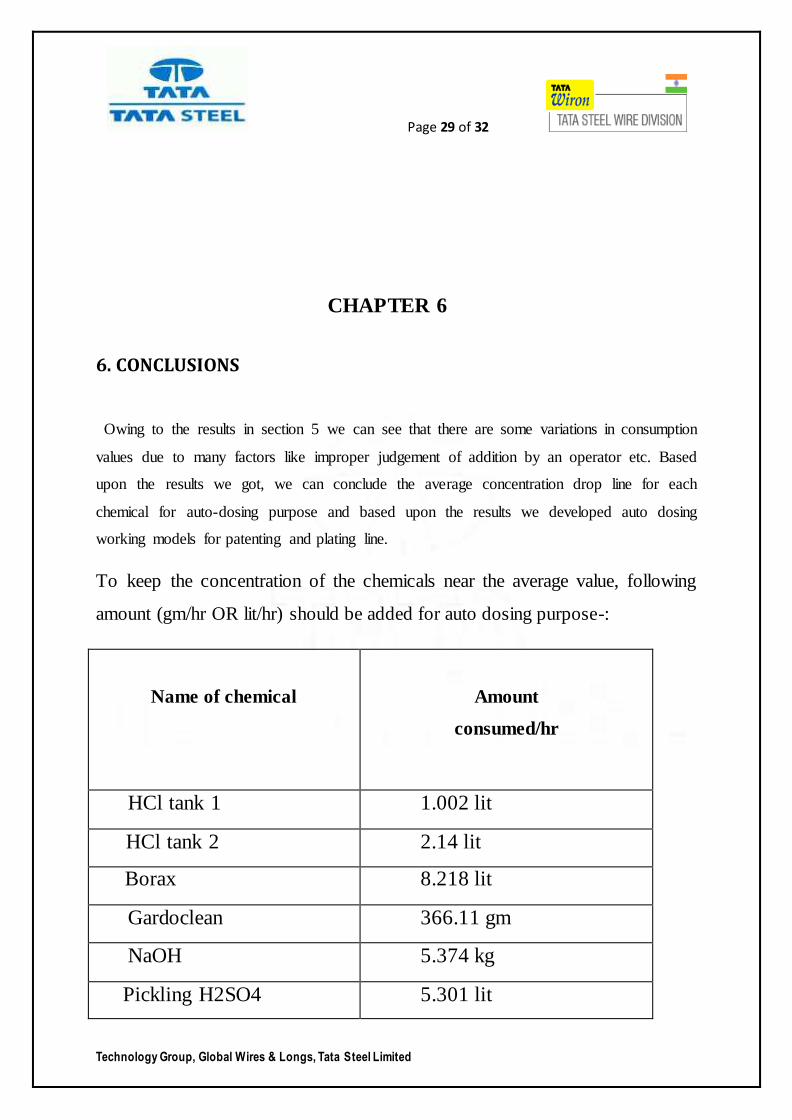
To keep the concentration of the chemicals near the average value, following
amount (gm/hr OR lit/hr) should be added for auto dosing purpose-:
Name of chemical
Amount
consumed/hr
HCl tank 1 1.002 lit
HCl tank 2 2.14 lit
Borax 8.218 lit
Gardoclean 366.11 gm
NaOH 5.374 kg
Pickling H2SO4 5.301 lit
Page 30 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
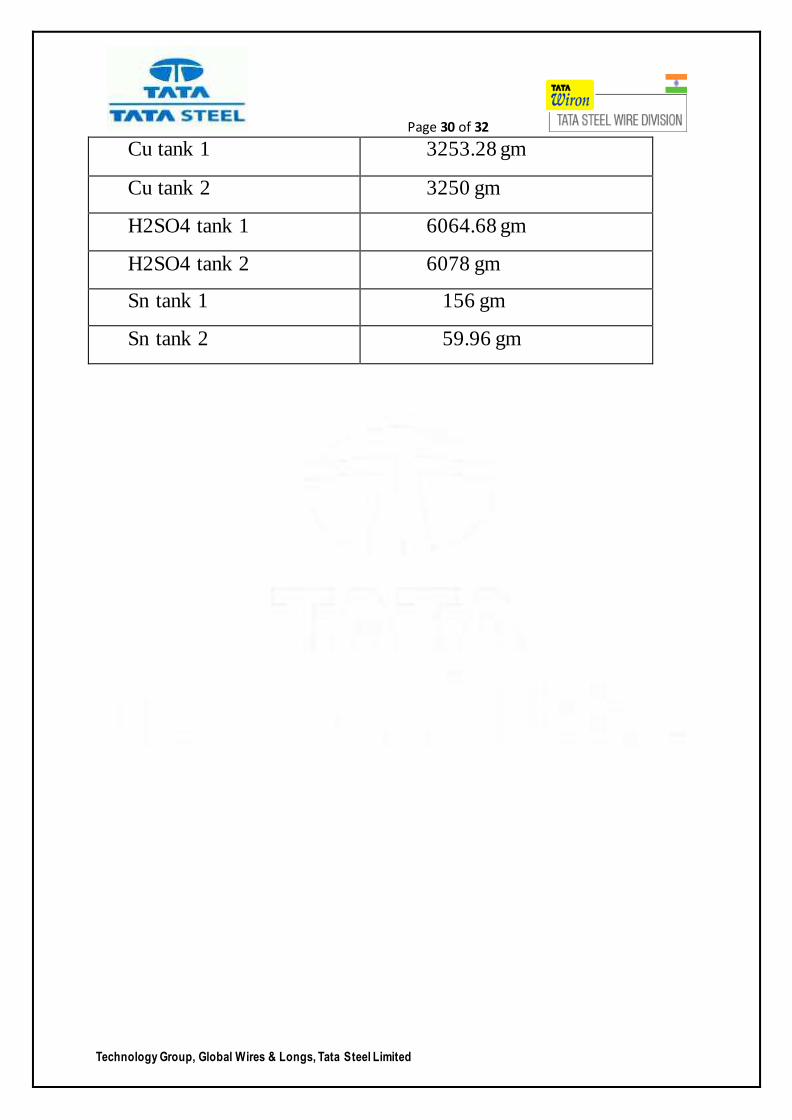
Cu tank 1 3253.28 gm
Cu tank 2 3250 gm
H2SO4 tank 1 6064.68 gm
H2SO4 tank 2 6078 gm
Sn tank 1 156 gm
Sn tank 2 59.96 gm
Page 31 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
CHAPTER 7
Recommendations and way forward-:
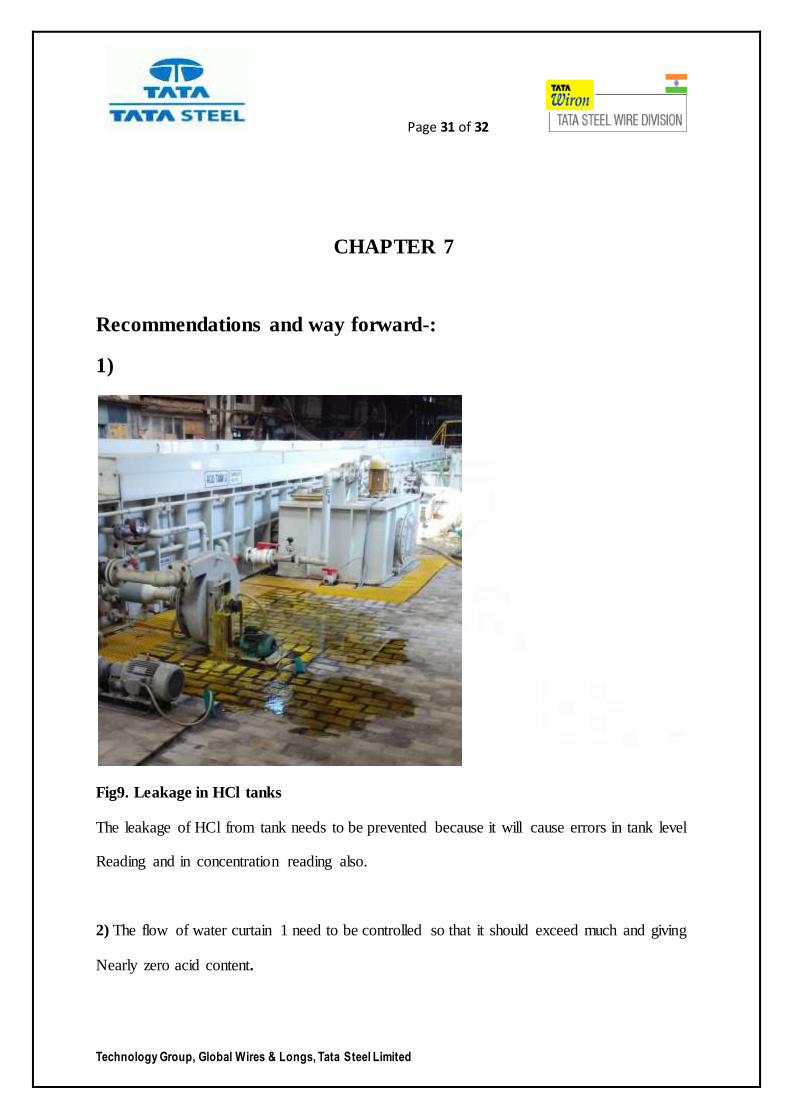
1)
Fig9. Leakage in HCl tanks
The leakage of HCl from tank needs to be prevented because it will cause errors in tank level
Reading and in concentration reading also.
2) The flow of water curtain 1 need to be controlled so that it should exceed much and giving
Nearly zero acid content.
Page 32 of 32
Technology Group, Global Wires & Longs, Tata Steel Limited
REFERENCES 1. Per Enghag, “Steel wire technology” 2. B. Qlkave, “The metallurgist in the steel wire industry” 3. Hydrochloric whys n hows 4. http://www.frpblower.com/fumeless-picking.html 5. Steel_Pickling_in_Challenging_Conditions_2014_Thesis_Mika_Maanonen 6. http://www.britannica.com/EBchecked/topic/564627/steel/81444/Pickling