wyŻsza szkoŁa biznesu w dĄbrowie gÓrniczejinformacjacyfrowa.wsb.edu.pl/pdfs/tezy.pdf ·...
TRANSCRIPT

WYŻSZA SZKOŁA BIZNESUw DĄBROWIE GÓRNICZEJ
ZARZĄDZANIE PRODUKCJĄRozszerzone tezy wykładów autorskich
Wydanie 11.
Opracował jako rękopisProf.zw.dr inż. Władysław SabelaWspółpracaDr inż. Jacek Pieprzyca
Dąbrowa Górnicza 2008r.

Spis treści:
Słowo wstępne. ................................................................................................................................................... 3
1. WPROWADZENIE. ...................................................................................................................................... 4
2. RÓŻNORODNOŚĆ PRZEDSIĘBIORSTW PRODUKCYJNYCH. ........................................................ 6
3. ORGANIZACJA [1-5]. ................................................................................................................................ 10
4. ORGANIZACJA PRZEMYSŁU NA PRZYKŁADZIE HUTNICTWA ŻELAZA [6,7]. ...................... 17
5. URZĄDZENIA PRODUKCYJNE – ICH NABYWANIE ORAZ UTRZYMANIE W RUCHU [8-12]. ........................................................................................................................................................................... 29
6. PLANOWANIE PRODUKCJI [14]. .......................................................................................................... 45
7. ZAOPATRZENIE W SUROWCE, CZĘŚCI I PODZESPOŁY DO PRODUKCJI – JAKOŚĆ [15,16]. ........................................................................................................................................................................... 50
8. ORGANIZACJA ROZWOJU PRZEDSIĘBIORSTWA [17-20]. ............................................................ 58
9. PROBLEMY EKOLOGICZNE [21-25] .................................................................................................... 68
10. BEZPIECZEŃSTWO I HIGIENA PRACY [30, 31]. ............................................................................. 82
Literatura. ........................................................................................................................................................ 86
Spis rysunków. ................................................................................................................................................. 88
2
Słowo wstępne.
Jesteście Państwo studentami wyższej uczelni a więc osobami studiującymi a nie
wkuwającymi poszczególne przedmioty. Wykład jest jedynie przewodnikiem po
przedmiocie. Chcąc korzystać następnie z książek, czasopism i internetu musicie wiedzieć
o co się pytać by uzyskać rozwinięcie tematu podanego w wykładzie. Pozwoli to na
rozwiązywanie problemów, z którymi będziecie się stykać w praktyce zawodowej.
Człowiek chcący mieć powodzenie w życiu zawodowym powinien czytając książkę
lub słuchając wykładu stawiać sobie pytania: dlaczego tak ma być, czy zawsze tak będzie,
kiedy tak będzie itd. Życie zawodowe nie polega na bezmyślnym recytowaniu wykutych
wiadomości ale na stosowaniu w praktyce tych i innych wiadomości oraz ich kojarzeniu.
Ponieważ słuchaczy w grupie jest za dużo by z każdym oddzielnie rozmawiać, będę
w trakcie mojego wykładu stawiał Państwu pytania nawiązujące do wykładu, wymagające
prędkiego myślenia a może i przypomnienia sobie wcześniej słyszanych wiadomości.
W Dziekanacie jest tegoroczny tekst (dyskietka) tez mojego wykładu. Te tezy nie są
pełnym wykładem. Dla lepszego zrozumienia podawanych wiadomości, w moim
wykładzie będę przytaczał różne fakty z praktyki (nie wszystkie zamieściłem w tezach)
a także różne schematy. Zachęcam więc do uczestnictwa w wykładach!
Zdobywając wiedzę za własne czy rodziny pieniądze – wykorzystajcie okazję
i nauczcie się jak najwięcej. Mądry, myślący i chętny człowiek ma większe szanse awansu
i powodzenia niż ten, który w „jakiś” sposób uzyskał dyplom i uważa, że to da mu sukces
życiowy.
W.Sabela
3

1. WPROWADZENIE.
Produkcja polega na wytwarzaniu dóbr materialnych ale także usług. Produkty
materialne i niematerialne są podstawą gospodarki.
Wykład pt.: ”Zarządzanie produkcją” zazwyczaj obejmuje następujące zagadnienia:
• układ w którym odbywa się produkcja – co produkujemy, w jakiej skali, jakimi
środkami dysponujemy, itd.,
• techniczna baza produkcji: lokalizacja przedsiębiorstwa, zagospodarowanie terenu,
wybór wyposażenia,
• organizacja procesu produkcji,
• dostawa i magazynowanie surowców i podzespołów – podstawy logistyki,
• formy zbytu np. „just in time”,
• jakość procesu produkcyjnego i wyrobów,
• sprawy ludzkie – działanie kierownika, motywowanie pracowników itp.,
• działalność „utrzymania ruchu” urządzeń produkcyjnych,
Na wykład dotyczący zarządzania produkcją przewidziano w Wyższej Szkole
Biznesu w Dąbrowie Górniczej niewielką liczbę godzin wykładu w porównaniu
z rozległością tematu, co zmusza do skrótów i uproszczeń. Z pomocą przychodzą tutaj
wykłady w poprzednich semestrach. W sprawach „zarządzania produkcją” trzeba
wykorzystać – a więc przypomnieć sobie we własnym zakresie wiadomości z przedmiotów
dotyczących: organizacji przedsiębiorstw, podstaw i metod zarządzania, planowania
strategicznego, controllingu oraz spraw związanych z wykorzystaniem i rolą działających
w przedsiębiorstwach kierowników i pracowników.
Biorąc to wszystko pod uwagę zaproponowałem ujęcie w wykładzie jedynie
krótkiego streszczenia niektórych zasad dotyczących organizacji pracy.
Wykorzystując moje wieloletnie doświadczenie w kierowaniu produkcją w hutach
żelaza i w kierowaniu przemysłowym instytutem badawczym, chcę zużyć przeważającą
część czasu, jakim dysponuję, na bardziej szczegółowe omówienie niektórych zagadnień
w procesie produkcyjnym np. planowanie produkcji, wybrane przykłady zaopatrzenia
w surowce, wybrane problemy dotyczące jakości produkcji, zasady organizacji
unowocześniania produkcji, a także naszkicować sprawy dotychczas nie omawiane
4

w wykładach jak: gospodarka urządzeniami produkcyjnymi („utrzymanie ruchu”
niektórzy autorzy określają ją jako „eksploatację urządzeń”), zarys problemów
ekologicznych nawiązujący do działania przedsiębiorstwa produkcyjnego lub BHP.
Naukowe podejście do zarządzania produkcją powstało w 18 wieku. Wielu
kierowników przedsiębiorstw o umiejętności obserwowania, analizowania
i syntetyzowania zjawisk, formułuje od tego czasu swoje poglądy, a nawet zasady na
tematy związane z zarządzaniem produkcją. Niektóre z precyzowanych poglądów-zasad
rozwijają poprzednio określone a inne negują te poprzednie. Dlatego trzeba ostrzec
słuchaczy przed kopiowaniem w swoim przedsiębiorstwie organizacji z innych
przedsiębiorstw lub dosłownym przyjmowaniem, nieraz modnych, nowości z literatury
podstawowej oraz Internetu. Należy raczej poznać różne podejścia do problemu i stosować
je jak klocki LEGO do budowania własnych konstrukcji-koncepcji.
W wykładzie chcę skłonić studentów do zapoznania się przynajmniej
powierzchownie ze sprawami techniki produkcji. Uwzględniając w rozważaniach nad
optymalizacją produkcji wpływy jedynie niektórych czynników np. obsługi (oprocen-
towania) potrzebnego kapitału pomijając inne np. technologiczne , wynik rozważań bywa
błędny. Przykładem może być wielkość zapasu rud na składowisku huty żelaza. Ogólnie
panuje zasada minimalizacji zapasów. Z tego punktu widzenia zapas rud wynoszący 20 tys.
ton wydaje się duży. Jeżeli dzienne zużycie rud wynosi właśnie 20 tys. ton, to w praktyce
wielkie piece otrzymają rudę nie uśrednioną (nie wymieszaną) prawie wprost
z transportów kolejowych. Ruda w transportach pochodzi z różnych miejsc kopalni lub
z różnych kopalń; nie jest więc jednakowa. Zużywając w wielkich piecach rudy
o własnościach trudno kontrolowanych trzeba w nich „na wszelki wypadek” zużywać
więcej koksu niż w warunkach optymalnych, by nie doprowadzić do ochłodzenia wnętrza
pieców. Tak więc zamiast na przykład 500 kg koksu na tonę produkowanej surówki
zużywa się 510 kg/t. Zakładając cenę koksu 0,50 zł za kilogram (wg cen w 2006r.) czyni to
dodatkowy koszt 5 zł na tonę surówki. Ponieważ wydział wielkopiecowy w tej hucie
produkuje rocznie 3 mln ton surówki, strata wyniesie 3000000 x 5 = 15 mln złotych
rocznie. Straty tej można by uniknąć gdyby na składowisku huty istniały warunki
prawidłowego przygotowania rud (uśredniania). Warunki takie stworzyłoby powiększenie
zapasu o 100 tys. ton. Przy cenie rudy 200 zł/t wartość dodatkowej rudy na składowisku
wyniesie 20 mln zł. Oprocentowanie tej kwoty w banku wyniesie przy stopie 15% -
rocznie 3 mln złotych, a więc kilkakrotnie mniej niż strata ponoszona na zapłacenie
5

dodatkowego koksu. Czy warto kierować się przy optymalizacji kosztów produkcji
kosztem kredytu jako jedynym kryterium określenia wielkości zapasów magazynowych?
Ten przykład potwierdza coraz modniejszą tendencję, że zjawiska występujące
w produkcji i jej organizacji trzeba analizować kompleksowo (controlling, porównaj także:
działanie synergiczne – rozdz.3, utrzymanie ruchu a produkcja – rozdz.5, kierowanie przez
jakość – rozdz.7).
W wykładzie będę niekiedy przytaczał różne rzeczywiste zdarzenia jako przykłady
rozwiązań konkretnych sytuacji praktycznych. Powinno to naprowadzić przyszłych
kierowników produkcji na koncepcje rozwiązania podobnych sytuacji.
Niekiedy studenci proszą o podanie sposobu rozwiązania wszystkich możliwych
sytuacji jakie wystąpią w ich przyszłej pracy – po to by w razie potrzeby znaleźć jak
w książce kucharskiej właściwe rozwiązanie. Opracowanie rozwiązań na każdy przypadek
byłoby trudne, bowiem życie przynosi zarówno zdarzenia powtarzające się jak
i niespodzianki. Od zasobu wiadomości kierownika (cytowane klocki LEGO) i jego
zdolności kojarzenia tych wiadomości zależy lepsze lub gorsze rozwiązanie sytuacji – stąd
mamy lepszych lub gorszych kierowników.
Dla niektórych wąskich zakresów działań np. specjalistyczna diagnostyka lekarska
lub kierowanie pracą wielkiego pieca, tworzy się, na podstawie doświadczenia wybitnych
specjalistów, skomplikowane banki informacji, dające odpowiedź na wiele (ale nie
wszystkie) pytań po podaniu danych opisujących stan chorego czy stan wielkiego pieca.
Ale i tutaj konieczna jest „umiejętność myślenia” korzystającego z porady.
Ponieważ wykład nie pozwala na głębsze potraktowanie przedmiotu, w obowiązkowych
opracowaniach – projektach studenci dokonują poszukiwań literaturowych dla zapoznania
się ze sposobami pogłębiania wiadomości związanych z zarządzaniem produkcją.
2. RÓŻNORODNOŚĆ PRZEDSIĘBIORSTW PRODUKCYJNYCH.
Celem tego rozdziału jest zwrócenie uwagi studentów na to, że przedsiębiorstwa
produkcyjne są bardzo różnorodne.
Najmniejszym przedsiębiorstwem produkcyjnym jest samodzielny rzemieślnik
np. szewc. Poczynając od nawiązania kontaktu z klientem, ustala z nim krój butów, mierzy
jego stopy, wstępnie określa i uzgadnia cenę zamówionych butów, ustala termin ich
wykonania, kupuje odpowiednie rodzaje skóry i innych surowców, szyje cholewki,
6

wykrawa skóry na zelówki itd., „montuje” części butów, przymierza buty klientowi,
dokonuje ewentualnych poprawek i sprzedaje buty klientowi. Jest to produkcja
jednostkowa. Mniej indywidualny jest kontakt z klientem piekarza piekącego
i sprzedającego różnym klientom jednakowe bułki czy chleby. Ale i on musi przygotować
surowce i urządzenia do produkcji, upiec te bułki i je sprzedać. Piekarz musi przy tym
przewidzieć ile bułek sprzeda w następnym dniu i do tych przewidywań dopasować
wielkość produkcji.
W czasach historycznych małe przedsiębiorstwa rzemieślnicze trudniły się
wytapianiem miedzi, brązu, żelaza, szkła itp. Rzemieślnikowi-hutnikowi pomagali
robotnicy, którzy podawali surowce, pomagali w budowie pieca, pomagali w wytapianiu
i w przerobie metalu np. wykuwali kawałki, pręty, blaszki itp. We wszystkim głównym
wykonawcą był rzemieślnik - rys.1. On wiedział co i jak robić a pozostali pracownicy
zastępowali m.in. dzisiejsze maszyny. Wydajność takiego zespołu wynosiła kilka
kilogramów metalu czy szkła dziennie.
Rys.1. Organizacja pracy w dużym warsztacie rzemieślniczym.
Już te przykłady wskazują, że przedsiębiorstwa produkcyjne różnią się między
sobą. Dlatego także różne są drogi ich rozwoju.
Większość przedsiębiorstw produkcyjnych składa produkt z różnych elementów.
Dotyczy to zarówno „składania” buta jak i montażu samochodu. Dlatego badacze procesu
produkcyjnego koncentrują się przeważnie na tym typie produkcji.
Podział produkcji na czynności proste doprowadził Forda do „produkcji
taśmowej”, w której uczestniczyli robotnicy nauczeni prostych czynności – a więc można
ich było w krótkim czasie przysposobić do pracy. Organizacyjnym problemem było takie
ustawienie czynności składowych by trwały jednakowo długo, bowiem skrócenie jednej
7

czynności bez skrócenia czynności następujących po niej, powodowało bezczynne
oczekiwanie robotnika na przesunięcie taśmy (por. rozdział 6). System produkcji
samochodów zastosowany przez Forda spowodował, że w latach dwudziestych
produkowano dziennie około 7 tysięcy samochodów „Ford T”. System ten, w porównaniu
z dotychczasową produkcją jednostkową lub w gniazdach, stanowił przewrót w produkcji
samochodów. Z produkcji seryjnej powstała produkcja masowa. Z „montażowym”
systemem produkcji były związane badania usprawniające czynności składowe – np.
badania ruchów roboczych oraz poszukiwanie bardziej wydajnych i mniej męczących
narzędzi (małżeństwo Gilbreth). Dzisiaj te, dawniej proste, czynności wykonują automaty,
do których obsługi potrzebni są (mniej liczni) wysoko wykwalifikowani pracownicy.
Wprowadzenie następnie montażu całych zespołów elementów samochodu spowodowało
skrócenie długości taśmy montażowej – rys.2.
Rys.2. Postęp w produkcji taśmowej.
W fabryce samochodów nie produkuje się opon a nawet obręczy („felg”), pochodzą one
z przedsiębiorstw specjalistycznych. Również wyspecjalizowane przedsiębiorstwa
wykonują całe zespoły zasilające silniki w paliwo np. pompy i wtryskiwacze sterowane
elektronicznie, a nawet kompletne silniki, które często produkuje się w oddzielnych
fabrykach.
Obok dostaw części i podzespołów są przypadki wprowadzania do fabryki, w linię
produkcyjną, obcych przedsiębiorstw specjalistycznych np. dla zabezpieczenia przed
korozją i lakierowania karoserii. Tak więc ze wzrostem złożoności i nowoczesności
samochodu rośnie zakres kooperacji na różnych zasadach. Posługiwanie się obcymi
8

elementami i usługami nazywa się outsourcingiem (Outside Resource Using czyli
wykorzystanie zasobów zewnętrznych).
Dzielenie czynności na prostsze (jakkolwiek nie tak proste jak fordowskie
przykręcanie jednej śrubki) obowiązuje w mniej masowej (często tylko jednostkowej)
produkcji takiej jak budowa turbin wodnych, kotłów parowych, generatorów prądu
elektrycznego, a nawet rakiet kosmicznych itp. Wyroby te również składają się
z elementów ale ich produkcja dotyczy jednego lub niewielu egzemplarzy. Tutaj trzeba
opracować indywidualnie każdy etap produkcji – nie tylko rzeczowo ale w czasie.
Przygotowanie produkcji zarówno masowej jak i pojedynczych egzemplarzy zawiera
opracowanie różnych harmonogramów w postaci wykresów Gantta, wykresów sieciowych
itp. (omówione w rozdziale 6).
Poza przedsiębiorstwami, w których następuje opisany montaż elementów,
dzielenie produkcji na etapy, tym razem na etapy olbrzymy, występuje w innej grupie
przedsiębiorstw np. w hutach żelaza. W hucie żelaza produkcja dzieli się na:
przygotowanie rud i ewentualnie koksu, redukcję tlenków żelaza z rud do żelaza
metalicznego (np. w wielkim piecu), rafinację surówki i złomu stalowego dla produkcji
stali, odlewanie ciekłej stali we wlewki lub na maszynie do ciągłego odlewania stali oraz
walcowanie lub kucie dla nadania kształtu wyrobu (blachy, szyn, rur, odkuwek). W tej
produkcji trzeba dostosować się do wymagań klientów. Huta produkująca tzw. wyroby
długie, a więc szyny kolejowe różnych gatunków lub różne „dźwigary” (dwuteowniki,
ceowniki różnych wielkości) wykonuje w tej samej walcowni różne kształty.
Takie dzielenie produkcji na etapy zanika w niektórych przedsiębiorstwach
produkcyjnych na przykład w kamieniołomie lub niektórych kopalniach. W tych
przedsiębiorstwach produkował górnik, który swym kilofem i łopatą wydobywał w ciągu
doby określoną ilość produktu. Chcąc uzyskać więcej produktu należało zatrudnić więcej
podobnych górników. Można było także mobilizować górnika do szybszej pracy albo
usprawniać narzędzia jego prac – przykładem może być działanie F.W.Taylora, który
obserwował wydajność górnika w zależności od wielkości łopaty, którą pracował: większa
łopata nabierała więcej materiału ale ruchy górnika były wolniejsze – istniało więc
optimum wielkości łopaty, inne dla każdego górnika. Istotny wzrost produkcji
kamieniołomu czy kopalni uzyskano przez zastosowanie maszyn wydobywczych
(ładowarki, kombajny, koparki). Taka modernizacja kopalń nie tylko umożliwiła wzrost
produkcji, ale także pozwoliła na zmniejszenie liczebności górników. Ma to duże
9
znaczenie, bowiem w przyszłości trudno będzie znaleźć ludzi pracujących w trudnych
warunkach kopalni.
Innym przykładem może być wielki piec. Tutaj wzrost produkcji jest związany
z powiększaniem urządzenia produkcyjnego. Jeszcze w 18 wieku produkcja ówczesnych
wielkich pieców wzrastała z kilkuset kilogramów do kilku ton surówki żelaza dziennie.
Dzisiaj każdy z wielkich pieców Huty Katowice produkuje około 6 tysięcy ton surówki.
Ten wzrost wydajności wymagał znacznej zmiany obsługi pieców.
W r. 1953 do załadunku wsadu do wielkiego pieca o dobowej produkcji 200-500
ton surówki zatrudniano podczas zmiany kilkudziesięciu robotników, którzy ładowali rudę
i koks łopatami do wagoników, pełne wagoniki popychali do windy wielkiego pieca a na
górze pieca (na „gardzieli”) wypychali wagoniki z windy i wsypywali zawartość do pieca.
Dzisiaj ta praca jest zmechanizowana. Trudno sobie wyobrazić załadunek wsadu do pieca
produkującego dziennie 6 tysięcy ton surówki sposobem ręcznym – trzeba by do tego
w ciągu zmiany zatrudnić około 400-600 robotników i jeden przeszkadzałby drugiemu!
Wielkość urządzeń produkcyjnych, jako sposób na wzrost produkcji, występuje w wielu
przedsiębiorstwach produkcyjnych: duże generatory prądotwórcze w elektrowniach
zamiast wielu małych, duże statki morskie umożliwiają tańszy transport towarów niż wiele
statków małych, olbrzymie koparki w kopalniach węgla brunatnego, olbrzymie urządzenia
wytapiające stal, miedź i inne metale itd. W takich przedsiębiorstwach coraz większą rolę
odgrywa organizacja dostawy surowców i odbioru produktów.
T.Durlik [2] dzieli przedsiębiorstwa produkcyjne według stosowanych technologii na:
• wydobywcze,
• przetwórcze,
• obróbkowe,
• montażowe i demontażowe,
• naturalne i biotechnologiczne.
To skrótowe przedstawienie różnorodności przedsiębiorstw produkcyjnych
wskazuje, że w każdym z tych przedsiębiorstw inaczej organizuje się pracę. Naturalnie
pewne mechanizmy występują w każdym z tych przedsiębiorstw – dotyczą one
podstawowych zasad kierowania przedsiębiorstwem jak i zasad kierowania ludźmi.
3. ORGANIZACJA [1-5].
10

Ta część wykładu jest skrótowym przypomnieniem problemów omawianych
w innych wykładach w WSB oraz podczas ćwiczeń [1,2].
Gdziekolwiek ludzie podejmują zespołową, zorganizowaną pracę dla wspólnego
celu, konieczne jest zarządzanie. Potrzebna do tego jest wiedza zmierzająca do
zrozumienia dlaczego i jak należy działać dla osiągnięcia określonego celu oraz sztuka
praktyczna jak to robić – kierowanie jest bowiem sztuką pracowania innymi ludźmi.
Kierownik ma określone prawa ale także obowiązki. Poza formalnymi podstawami
kierowania, kierownik powinien być przywódcą, co ułatwia wykonywanie funkcji
kierowania. Podstawą zarządzania przez kierownika powinny być sprawdzone informacje.
Podejmując decyzję kierownik powinien przewidzieć jakie skutki (pozytywne ale także
negatywne) może pociągnąć za sobą decyzja i jak będzie reagował na te skutki.
Cechami dobrze zorganizowanej pracy w dużych zespołach jest staranne
przygotowanie czynności cząstkowych i ich skoordynowanie.
Zwiększając produkcję (skalę produkcji) uzyskuje się wzrost wydajności polegający m.in.
na ograniczeniu udziału prac przygotowawczych przypadających na jednostkę produkcji,
na stosowaniu bardziej wydajnych, często zautomatyzowanych urządzeń produkcyjnych
itd. – jest to efekt skali produkcji rys.3. Przykładem może być produkcja 1 pary butów
przez szewca w porównaniu z „fabryczną” produkcją serii kilkudziesięciu par.
Zorganizowanie nabycia materiałów (surowców) do wyprodukowania 1 pary jest podobne
jak dla 10 par, a więc czas ten rozliczony na 10 par jest prawie dziesięciokrotnie krótszy
(także kosztowo) niż dla 1 pary. Podobnie długo trwa przygotowanie maszyn czy narzędzi
a następnie ich porządkowanie po wykonanej pracy dla 1 pary jak dla 10 par.
Greckie słowo synergeia oznacza współdziałanie: np. w fizjologii kilka grup mięśniowych
wspólnie powoduje pożądany ruch. Innym przykładem jest współdziałanie kilku leków
właściwie dobranych, co wzajemnie wzmaga ich działanie leczące, natomiast źle dobrane
leki mogą wzajemnie likwidować ich pozytywne oddziaływanie.
Współdziałanie (synergia) wywołuje także pozytywne skutki w produkcji.
W przedsiębiorstwie prowadzonym przez jedną osobę, działanie przedsiębiorstwa zależy
od umiejętności tego prowadzącego: jeśli ma on nawet bardzo duże uzdolnienia
techniczne, to wyrób będzie znakomity technicznie, co nie znaczy, że łatwo się go sprzeda.
11

Rys.3. Efekty skali produkcji.
12

W przedsiębiorstwie, w którym koncepcyjnie pracuje kilka osób zainteresowanych
powodzeniem przedsiębiorstwa, organizacja pracy będzie dotyczyła nie tylko techniki.
Każdy z pracowników, według swych umiejętności i uzdolnień pomoże kierownikowi
w dopracowaniu organizacji pod względem handlowym, finansowym, koordynacji
produkcji itd. Ta wielostronna działalność koncepcyjna umożliwi uwzględnienie różnych
elementów w organizacji, czego skutkiem będzie np. wzrost popytu (który pociągnie za
sobą wzrost produkcji) ułatwienie pracy, ograniczenie negatywnego wpływu na
środowisko itd. Dlatego skutek pracy wzrośnie powyżej „sumy” skutków prac składowych
– będzie to efekt synergiczny.
Na poprawę warunków pracy przedsiębiorstwa wpływa także doświadczenie
pracowników – efekt doświadczenia.
Organizacja pracy rozwinęła się na przełomie 19. i 20. wieku. Był to okres
kształtowania się wielkich potęg przemysłowych np. przemysł naftowy (Standard Oil –
Rockefellera), przemysł stalowy (w USA: United States Steel Corporation – Morgana;
w Niemczech: Krupp, Thyssen) itp. Zaczęła rozwijać się produkcja masowa – przykładem
może być fabryka samochodów Forda. Konkurencja nie tylko miejscowa ale także
międzynarodowa, zmuszała do usprawniania organizacji produkcji, harmonizacji
czynności produkcyjnych, a jednym z głównych celów było i nadal jest obniżanie kosztów
produkcji. Co światlejsi kierownicy produkcji – najczęściej technicy – analizowali
przebieg produkcji i usprawniali poszczególne czynności. Usprawnienia te uogólniano –
powstała „naukowa organizacja pracy”.
Problemy te były szczegółowo omawiane w przedmiotach: „Organizacja
i funkcjonowanie przedsiębiorstw” oraz „Podstawy zarządzania” i dlatego tylko
przypomnę skrótowo niektóre z nich. Klasycy tych działań (np. Taylor, Emerson, Gilbreth,
Ford, Adamiecki) koncentrowali się na swojej działalności produkcyjnej, w swoim
środowisku. Dlatego ich wniosków nie można bezmyślnie stosować we wszystkich
obecnie występujących działalnościach produkcyjnych. Ford miał do dyspozycji duże
rzesze raczej prymitywnych robotników amerykańskich i tylko niewielką grupę
inteligentnych współpracowników. Ci inteligentni pracownicy, znający cały proces
produkcji samochodu, uczyli robotników prostych czynności. Nauka trwała krótko, po
czym żądano bezwzględnego w precyzji wykonywania nauczonych czynności.
Umożliwiało to wykonywanie samochodów jednakowych jakościowo. Samochody te nie
powinny się psuć, bo na początku 20. wieku brakowało w USA rzemieślników, którzy
13

mogliby naprawiać psujące się samochody. Produkcja rzadko psujących się i tanich
samochodów spowodowała zmotoryzowanie Stanów Zjednoczonych.
Twórcy tej „organizacji pracy” będąc technikami usprawniali sprawy techniczne
produkcji. Z biegiem czasu zaczęły się uwydatniać wady tych technicznych usprawnień.
Metody te zmuszały do precyzyjnego spełniania wyuczonych zadań i skłaniały do
eliminacji twórczego myślenia robotników. Wadą systemu była jednostajność pracy przy
taśmie produkcyjnej, a także stosowanie często bezwzględnych zachęt i kar. Te i podobne
czynniki spowodowały, że do rozwoju organizacji pracy włączyli się nie-technicy, których
celem była „humanizacja” pracy. Próby tej humanizacji prowadzili także marksiści, będący
przeciwnikami „wyzysku” robotników – sprzeciwiali się zasadom Taylora i innych
klasyków naukowej organizacji pracy. Wobec często negatywnych dla gospodarki skutków
marksistowskiej humanizacji, poszukuje się sposobów skłaniania pracowników do
twórczego podejścia do wykonywanej pracy.
Tę tendencję reprezentował czeski producent butów Tomasz Bat’a w okresie
między I a II wojną światową. Bat’a angażował ludzi w wieku 20-30 lat, których poddawał
badaniom lekarskim i psychotechnicznym. Wyselekcjonowani kandydaci byli szkoleni
w warsztacie szkolnym. Uczono ich tam techniki pracy w raczej szerokich specjalnościach
a także wdrażano w nich ducha inicjatywy dla osiągnięcia najlepszego wyniku przy
najmniejszym wysiłku. Chodziło bowiem o to, by zmienić zachowania pracownika
najemnego w zachowania przedsiębiorcy.
Powszechną tendencją jest obecnie nadbudowywanie technicznych zasad
organizacji produkcji czynnikami „ludzkimi”. Czynniki te pomnażają wyniki „technicznej
organizacji”; odpowiednie warunki „międzyludzkie” sprzyjają bowiem rozwojowi
inicjatyw pracowników. Problem poprawy stosunków międzyludzkich (human relations)
stanowi obecnie istotną sferę badań usprawniających pracę przedsiębiorstwa – ale jest to
tematyka „Zarządzania zasobami ludzkimi” – przedmiotu w zasadzie już przez Państwo
poznanego i zdanego.
Trzeba pamiętać, że nie wszyscy ludzie jednakowo reagują na poszczególne
bodźce. Dyr. J.Niewidok, mój przełożony w r. 1953 w Hucie Pokój uważał, że ludzi,
z którymi się współpracuje, trzeba poznać po to, by ich zaliczyć do 3 podstawowych grup:
tych których skłania się do dobrej pracy łagodnymi poleceniami i pochwałami, tych
którym trzeba dodatkowo zapłacić lub inaczej zachęcić materialnie i wreszcie tych, na
których trzeba krzyczeć. Dyr. Niewidok zwracał jednak uwagę, że na pracowników
14

motywowanych pochwałą nie wolno krzyczeć bo się „zamkną” w sobie i stracą zaufanie
do przełożonego, natomiast korzystne jest wsparcie pochwały nagrodą materialną. O ile od
pierwszych dwu grup można wymagać twórczego myślenia, to trzecia grupa nie nadaje się
na stanowiska kierownicze.
Mentalność pracowników różni się nie tylko w różnych krajach świata ale nawet wewnątrz
poszczególnych krajów. Dlatego metoda pracy zastosowana w Japonii i dająca tam dobre
wyniki nie musi dać takich samych wyników w Polsce. Nie znaczy to, że powinniśmy
odrzucać metody japońskie ale powinniśmy je twórczo adaptować.
Po II wojnie światowej nastąpiły dalsze usprawnienia w zarządzaniu produkcją
m.in. zarządzanie przez cele oraz rozwijanie praktycznych umiejętności kierowniczych
(management skills). Podkreśla się umiejętność podejmowania ryzyka, umiejętność
tworzenia dynamicznego zespołu, umiejętność jasnego przekazywania informacji
(komunikacja w przedsiębiorstwie), umiejętność uchwycenia związku między swoją
produkcją a branżą, widzenia biznesu w całości (nie wycinkowo) itd. Nowością jest
„widzenie” jakości nie tylko w produkcie lecz w całym procesie produkcyjnym – Total
Quality Management (TQM). Związane z tym są międzynarodowe normy ISO grup: 9000,
14000 i 18000. (Więcej o normach PN oraz ISO w rozdziale 7).
Literatura z ostatnich lat, dotycząca zarządzania produkcją zajmuje się głównie
wytwarzaniem elementów maszyn i urządzeń oraz ich składaniem (montażem).
Najczęściej pomijane są inne rodzaje produkcji jak na przykład wydobycie minerałów
(górnictwo),produkcja niektórych materiałów (cement, metale, mąka zbożowa itp.), gdzie
nie ma składania elementów. Zajmowanie się szczegółami organizacji produkcji we
wszystkich przedsiębiorstwach produkcyjnych (por. rozdz.2) w niniejszym wykładzie jest
niemożliwe.
Zasygnalizujmy więc niektóre sprawy często omawiane w literaturze. Jeżeli te
wiadomości będą potrzebne absolwentowi w przedsiębiorstwie, znajdzie bliższe
informacje w literaturze na przykład [3,4,5] lub w internecie.
Wybór wyposażenia produkcyjnego zależy od motywów jego nabywania tzn.
konieczności uruchomienia produkcji nowych wyrobów lub świadczenia nowych usług,
konieczności zwiększenia produkcji, zmiany technologii produkcji lub zużycie
dotychczasowego wyposażenia. Wybór ten często wiąże się z zagadnieniami utrzymania
ruchu (por. rozdz.5). Istotne jest więc prawidłowe przygotowanie, a więc faza
15
inwestycyjna. W tej fazie trzeba opracować przebieg produkcji (logistykę), sprawy BHP,
ekologii itd..
Przepływ produkcji zależy od skali produkcji:
• produkcja stacjonarna zazwyczaj nie stwarza istotnych problemów przepływu, bowiem
całe zadanie jest wykonywane na miejscu przez robotnika lub grupę robotników,
• wzrost produkcji powoduje bardziej złożone sposoby przepływu: produkcja
niepotokowa – produkcja potokowa – produkcja gniazdowa.
Ponieważ przewodnim celem działania przedsiębiorstwa jest zysk, warto
zastanowić się nad wpływem przepływów czynności w produkcji na zysk. Zysk przynosi
tylko część ruchów i operacji, natomiast część jest zbyteczna. Konieczne jest wykrycie
tych zbytecznych operacji i ich likwidacja. Istotne znaczenie ma rozmieszczenie punktów
dostawy surowców, miejsca prac przygotowawczych i produkcyjnych – chodzi o to by
wszystko było „pod ręką”, nie wymagało chodzenia, jeżdżenia. Sprawy te są przedmiotem
także modnego obecnie systemu „Lean production”.
W dużych przedsiębiorstwach, w produkcji seryjnej i masowej, niewielkie straty
jakie powodują poszczególne zbędne czynności, pomnożone przez liczbę sztuk (ton)
produktu rosną do znacznych wartości. Opłaca się więc zaangażować specjalistów do
wykrywania i likwidowania nieproduktywnych operacji. Stosują oni różne metody
działania – od doraźnych obserwacji węzłów produkcyjnych do obserwacji połączonych
z analizą matematyczną. Już w fazie projektu niektórych fabryk dokonuje się optymalizacji
alokacji przestrzennej komórek produkcyjnych. W literaturze szczegółowej odpowiednie
metody znane są pod różnymi nazwami: metoda trójkątów Schmigalli, technika alokacji
modułowej MAT, technika względnego rozmieszczenia obiektów CRAFT i inne.
Techniki badań rozmieszczenia urządzeń produkcyjnych są powiązane
z konkretnym typem produkcji. Największe znaczenie badania te mają w produkcji
seryjnej lub masowej części samochodów i ich montażu (kompletacji). W hucie żelaza
wzajemne ustawienie produkcji spieku rudnego, wielkich pieców, stalowni, walcowni
wynika z wieloletniego doświadczenia, a szczegóły są związane z konfiguracją terenu
i wielkością huty. W chwili uruchamiania huty w Krakowie w 1954r. wydawało się
ówczesnej załodze, że odległość wielkiego pieca od stalowni (był wówczas tylko piec nr 1)
jest co najmniej o kilkaset metrów zbyt duża. Dopiero po latach, w miarę budowy nowych
wielkich pieców, wydział wielkich pieców zbliżył się do stalowni. Tak więc już na
początku lat pięćdziesiątych zastosowano w Krakowie modną obecnie zasadę:
16

„sustainable development” (przewidywanie skutków dalszego rozwoju, albo
przewidywanie skutków dzisiejszych decyzji w przyszłości) przewidując budowę dalszych
wielkich pieców. Niektóre techniki rozmieszczenia urządzeń rozpatrywane w literaturze
mają ograniczone znaczenie w projektowaniu huty, chociaż mogą być przydatne na
niższym szczeblu zarządzania np. w kuźni, w walcowni.
Zarządzanie produkcją zależy od celów i komórek w przedsiębiorstwie, zgodnych
z celami przedsiębiorstwa jako całości. Zarządzanie to może się koncentrować na
sprawach operacyjnych (planowanie – sterowanie – kontrola), sprawach strategicznych
(strategie produktowe, technologiczne, lokalizacji, rynkowe), sprawach organizacyjnych
(np. cykle produkcyjne, struktura stanowisk produkcyjnych).
Współczesne zarządzanie korzysta w coraz większym stopniu z możliwości jakie sprawiają
informatyczne systemy wspomagania. Coraz trudniej podejmuje się decyzje bez rzetelnej
informacji o tym co dzieje się w przedsiębiorstwie i jego otoczeniu. Systemy
informatyczne jak na przykład system ERP (Enterprise Resource Planning) obejmują
istotne funkcje w firmie m.in. finanse, zaopatrzenie, gospodarkę materiałową, produkcję,
dystrybucję wyrobów, kadry, płace.
System ERP jest kontynuacją rozwoju planowania potrzeb materiałowych MRP (Materiał
Requirement Planning) i planowania zasobów produkcyjnych MRP II (Manufacturing
Resource Planning). O ile program MRP pozwalał na obliczanie ilości potrzebnych
materiałów i terminów ich dostaw (zamówienia na wyroby → plan produkcji →
zamówienia na materiały wsadowe) to program MRP II uwzględnia elementy związane
z procesem sprzedaży i produkcji (zamówienia → produkty → materiały i podzespoły →
procesy → wyroby gotowe).
4. ORGANIZACJA PRZEMYSŁU NA PRZYKŁADZIE HUTNICTWA ŻELAZA [6,7].
Hutnictwo żelaza i metali nieżelaznych jest przemysłem strategicznym dla
rozwoju gospodarki w kraju. Powinno więc być kontrolowane przez państwo podobnie jak
górnictwo czy energetyka. Uwzględniając strategiczne znaczenie polskiego hutnictwa, do
początku lat siedemdziesiątych istniało nawet Ministerstwo Hutnictwa. Hutnictwem żelaza
17

kierowało Zjednoczenie Hutnictwa Żelaza i Stali, a hutnictwem metali nieżelaznych:
Zjednoczenie Metali Nieżelaznych. Te dwie organizacje działały bezpośrednio jako
generalne dyrekcje. Zjednoczeniom podlegały:
• huty,
• instytuty branżowe, opracowujące nowe technologie,
• biura projektów, projektujące nowe zakłady i modernizujące stare, a także
opracowujące perspektywiczne plany rozwoju branży i poszczególnych hut,
• centrale zaopatrzenia w surowce i materiały i centrale zbytu wyrobów hutniczych,
• różne specjalistyczne przedsiębiorstwa współpracujące z hutami, jak fabryki
maszyn hutniczych wykonujące także części zamienne i osprzęt, wytwórnie
aparatury, przedsiębiorstwa remontowe itd. – rys.4.
Skupienie w zjednoczeniu przedsiębiorstw wytwarzających podobny produkt
(huty) oraz przedsiębiorstw pozostających wzajemnie w stosunku klienta i dostawcy
odpowiada organizacji koncernu, jakkolwiek wpływanie na działanie jest obecnie inne
(rynek) niż dawniej (dyrektywy).
Na początku lat osiemdziesiątych, w ramach demokratyzacji kraju, poszczególne
huty i instytucje współpracujące z hutami usamodzielniły się, co miało poprawić
efektywność ich działań. Obok korzyści, ta reorganizacja przyniosła pogorszenie między
innymi koordynacji inwestowania – możliwe stało się inwestowanie podobnych urządzeń
i produkowanie prawie tego samego w różnych hutach, a przez to wzajemne konkurowanie
w kraju i na rynkach zagranicznych.
Z likwidacją centralnego zarządzania skończyło się finansowanie przez państwo
inwestycji a więc unowocześniania hut. Huty zostały zmuszone do inwestowania
z własnych funduszów, co zahamowało ten proces.
Konkurencja między hutami jest zjawiskiem w Polsce dawniej prawie nie znanym.
Pozytywnym skutkiem miało być dążenie do poprawy jakości wyrobów, organizowanie
produkcji wyrobów nowych i nowocześniejszych a także lepsze spełnianie wymagań
klienta (np. różnorodność wymiarowa wyrobów, jakość dostosowana do potrzeb
konkretnego klienta, terminowość dostaw m.in. „just in time”, warunki dostaw, sposoby
płatności). Wiele z tych celów realizuje się, chociaż w mentalności wielu pracowników
pozostaje stary „rynek producenta”.
18

Wzajemna konkurencja krajowych hut na rynkach zagranicznych spowodowała
ujemne skutki zarówno w zakupach surowców jak i sprzedaży wyrobów; zmniejsza to
efektywność hut.
W latach siedemdziesiątych minionego stulecia wystąpiło w hutnictwie światowym
„dziwne” zjawisko: spadek zapotrzebowania na wyroby hutnictwa żelaza w krajach
o tradycji przemysłowej (m.in. Wielka Brytania, Francja, Niemcy, Stany Zjednoczone A.P.)
przy równocześnie wzrastającym zapotrzebowaniu w krajach rozwijających się głównie w
Chinach i Indiach. Zjawisko to rozpatrywano w różnych ośrodkach na świecie – także w
Europejskiej Komisji Gospodarczej Organizacji Narodów Zjednoczonych w Genewie. W
wyniku tych analiz powstało tam w 1982 r opracowanie „The Evolution of the Specific
Consumption of Steel”. Ciekawym, ale i oczywistym wytłumaczeniem występujących w
świecie zmian popytu stali był stopień rozwoju stosowania żelaza w kulturze materiałowej
poszczególnych krajów. Dawno, w niektórych krajach świata znajdowano żelazo w
meteorytach – były to znikome ilości stosowane w ozdobach. Umiejętność wytapiania
żelaza z rud poszerzyła wykorzystanie żelaza – robiono z niego gwoździe, proste
narzędzia, broń. Duży wzrost zapotrzebowania na żelazo spowodowały: wynalezienie
maszyny parowej i budowa takich maszyn w przedsiębiorstwach produkcyjnych, budowa
lokomotyw, wagonów, torów kolejowych. Dalszy wzrost zapotrzebowania rósł lawinowo:
budowle przemysłowe, rurociągi wodne i energetyczne, mosty, zbrojenie dróg, samochody,
sprzęt domowy itd.. Wreszcie doszło do „uzbrojenia” gospodarki w stal, poczym
zapotrzebowanie maleje. W tym okresie zużycie stali koncentruje się głównie na wymianie
zużytych pojazdów, torów kolejowych, rurociągów. To jest główny powód recesji w
przemyśle stalowym w krajach, które już nasyciły swą gospodarkę żelazem. Dlaczego
zapotrzebowanie na żelazo tak mocno rośnie w kolejnych latach w Chinach i zaczyna
rosnąć w Indiach? Nakładając opisany przebieg zmian zapotrzebowania w krajach o
rozwiniętej gospodarce na aktualny stan rozwoju gospodarki Chin lub Indii – można
stwierdzić, że kraje te znajdują się jeszcze daleko przed osiągnięciem nasycenia
gospodarki żelazem i dlatego tam jeszcze występują wzrosty zapotrzebowania. Rola
hutnictwa żelaza krajów już dawniej rozwiniętych gospodarczo zmieniła się – kraje te
koncentrują się bardziej na eksporcie hutniczych wyrobów do krajów rozwijających się
oraz na doskonaleniu metod produkcji (np. energooszczędnych) jak i na doskonaleniu
wyrobów stalowych (np. wytrzymalszych niż stare).
19
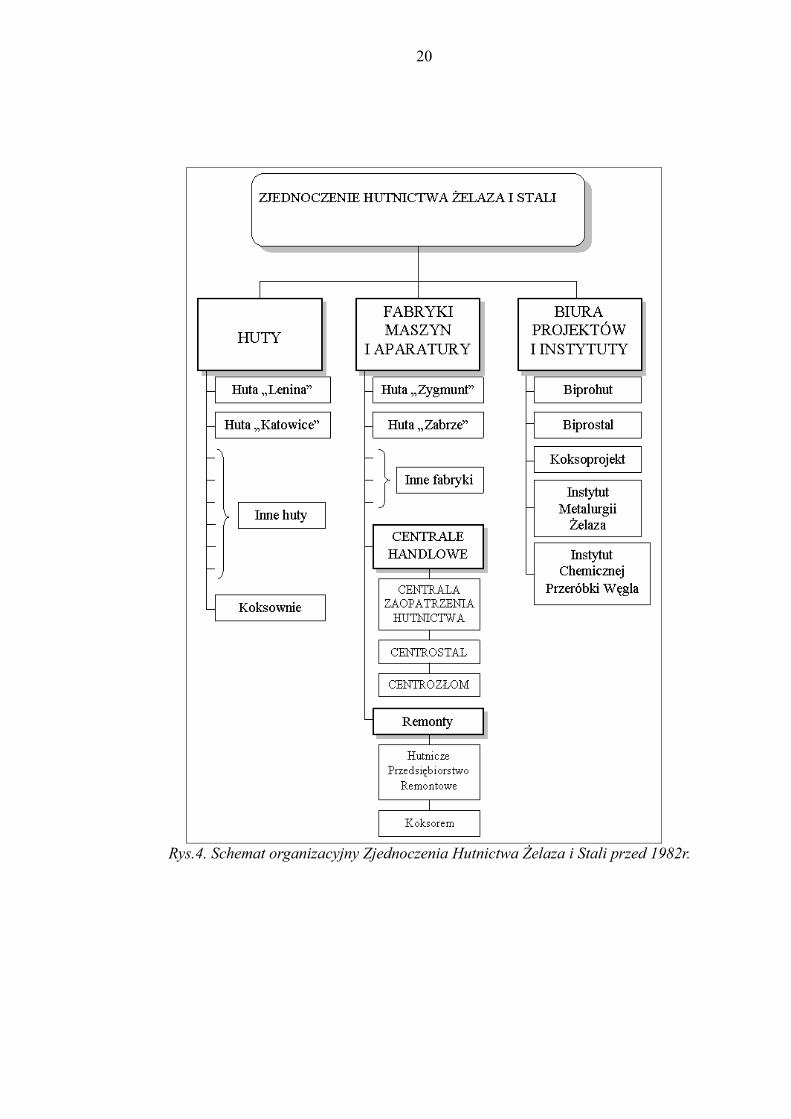
Rys.4. Schemat organizacyjny Zjednoczenia Hutnictwa Żelaza i Stali przed 1982r.
20

Zmiany struktur hutnictwa światowego można przedstawić na dwóch przykładach:
- Hutnictwo Wielkiej Brytanii i nieco później hutnictwo Francji zjednoczono (do
początku lat osiemdziesiątych) pod kontrolą państwa. Duże i małe huty Wielkiej
Brytanii zgrupowano w „British Steel” – rys.5.
Rys.5. Transformacje przedsiębiorstw hutniczych.
Do grupy tej przystąpiły prawie wszystkie huty brytyjskie a także niektóre
instytucje obsługujące hutnictwo żelaza – m.in. olbrzymie centrum badawcze BISRA
(British Iron and Steel Research Association) zatrudniające w chwili łączenia około
3 tysiące pracowników. Francuskim odpowiednikiem zjednoczonego hutnictwa był
USINOR. Po zjednoczeniu zarówno hutnictwa brytyjskiego jak i francuskiego,
dokonano, przy pomocy finansowej tych państw, znacznej restrukturyzacji budując
nowe i likwidując stare huty czy wydziały produkcyjne, zmieniono programy
produkcyjne, przeprowadzono szkolenia i przekwalifikowania załóg oraz znacznie
ograniczono ich liczebność. Po tych zmianach, które spowodowały, że obydwa
hutnictwa zaczęły przynosić zyski, rozpoczęto prywatyzację przedsiębiorstw. Ta
prywatyzacja prowadzi do dalszego scalania przedsiębiorstw - m.in. w 2001 roku
British Steel połączył się z holenderska firmą Hoogovens – nowa spółka przyjęła
nazwę CORUS a USINOR połączył się z belgijskim ARBEDEM oraz hiszpańską
ACERALIĄ tworząc największy na świecie koncern hutniczy ARCELOR, który
w 2002r. wyprodukował 42 mln ton stali.
- W hutnictwie Niemiec Zachodnich organizacja była inna niż przed restrukturyzacją
w Wielkiej Brytanii czy Francji. Hutnictwo niemieckie było prywatną własnością
21

dużych koncernów np. Thyssen, Krupp, Mannesmann czy Hoesch. Koncerny te
posiadały nie tylko huty ale także inne fabryki np. maszyn. Te ostatnie były głównym
źródłem dochodów w okresach recesji hut. W tej sytuacji koncerny przeprowadzały
restrukturyzację hut we własnym zakresie, przy czym państwo udzielało dużej
pomocy. Po restrukturyzacji hut niemieckich, pomimo że są własnością prywatnych
dużych koncernów, następuje w ostatnich latach dalsze łączenie kapitałowe np.
Mannesmann z Kruppem, a następnie Krupp z Thyssenem. Ponadto niektóre huty
niemieckie – szczególnie w byłym NRD – są wykupywane przez kapitał nie niemiecki
np. Eko-Stahl w Eisenhüttenstadt należy do koncernu ARCELOR.
Kapitałowe łączenie hut („globalizacja”) jest obecnie tendencją rozpowszech-
nioną w całym świecie. Duże grupy kapitałowe restrukturyzują swoje huty dopasowując je
do nowej struktury rynku. Można więc postawić pytanie, jakiej ewolucji ulega zadanie
i organizacja hutnictwa jako przemysłu strategicznego w poszczególnych krajach?
W Polsce, pomimo uznawania słuszności zasady scalania hutnictwa krajowego dla
poprawnej restrukturyzacji całego polskiego przemysłu hutniczego, w praktyce scalanie
było bardzo powolne. W hutnictwie metali nieżelaznych próbowano dokonać scalenia
przez wykupywanie krajowych hut przez centralę handlową Impexmetal. Sprawa ta
następnie się skomplikowała wskutek wzrostu udziałów zagranicznych w samym
Impexmetalu. W hutnictwie żelaza od ponad 10 lat widziano konieczność połączenia dwu
największych polskich hut: Huty Katowice z Hutą im .Sendzimira. Wobec niechęci
miejscowych środowisk i załóg tych hut do połączenia nie dochodziło. Dopiero w roku
2002 utworzono koncern Polskie Huty Stali. zrzeszający huty: Katowice, Sendzimira,
Cedler i Florian. Ten nowy koncern jest prywatyzowany (2003/2004) – większość akcji
przejmuje grupa LNM a, następnie przemianowana na Mittal Steel Poland S.A. W 2006r.
nastąpiło połączenie firmy Mittal Steel z firmą Arcelor. Powstała więc największa na
świecie firma hutnicza produkująca łącznie około 100 mln ton stali rocznie.
Polskie huty (dotychczasowe kombinaty a także mniejsze samodzielne huty)
wydzielają przedsiębiorstwa działające samodzielnie (eksternalizacja), co poprawia
ekonomiczne „myślenie” ich kierownictw. W ten sposób w hucie pozostaje działalność
podstawowa (procesy hutnicze) czyli tzw. Core Business. Wydzielone przedsiębiorstwa
wykonują usługi na rzecz byłych macierzystych hut a także dla innych klientów.
Właścicielem przedsiębiorstw „córek” jest, tuż po wydzieleniu, macierzysta huta.
22

Następnie niektóre z tych przedsiębiorstw są wykupywane przez kapitał krajowy lub
zagraniczny: np. przerób żużla w Hucie Częstochowa przejęła krajowa firma EHAZET
a przerób żużla w Hucie im. Sendzimira – angielska spółka Slag Recycling – rys.6.
Rys.6. Eksternalizacja przedsiębiorstw hutniczych.
W miarę rozwoju produkcji w hucie można wyróżnić następujące obszary:
• wytwarzanie i przetwarzanie surowca,
• produkcja tworzywa,
• kształtowanie tworzywa – rys.7.
PKP
SKŁADOWISKO
SPIEKALNIA RUD
WIELKIE PIECE
WSAD RUDNY
KOKSOWNIA
KOKS
SURÓWKA NA ODLEWY
ŻUŻEL NA MATERIAŁY BUDOWLANE
SURÓWKA
NA STAL
STALOWNIA ODLEWANIE STALI CIĄGNIENIE
WYCISKANIE
WALCOWANIE
KUCIE
WYTWARZANIA I PRZETWARZANIE
SUROWCA PRODUKCJA TWORZYWA KSZTAŁTOWANIE TWORZYWA
Rys.7. Schemat pracy huty żelaza o pełnym cyklu produkcyjnym.W ostatnich latach w wielu hutach na świecie szczególnie w krajach o rozwiniętej
gospodarce usiłuje się dalej przetwarzać ukształtowany wyrób hutniczy a więc obrobić ten
wyrób. Powoduje to, że udział pracy w wyrobie rośnie – rośnie także wartość wyrobu. Tak
23

więc niektóre huty powlekają wytworzone blachy produkując np. blachy faliste,
trapezowe, profile gięte. Można iść dalej - wytwarzając z tak przygotowanych blach
elementy konstrukcyjne domów (Huta Florian w Świętochłowicach) a nawet karoserie
samochodowe (austriacki koncern Voest Alpine). Rozwój produkcji na kolejne obszary
dotyczy nie tylko hutnictwa lecz także innych przemysłów – rys.8.
WZR
OST
UD
ZIA
ŁU P
RACY
WYTWARZANIE I PRZETWARZANIE
SUROWCA
PRODUKCJA TWORZYWA
KSZTAŁTOWANIE TWORZYWA
OBRÓBKA PRODUKTU
MONTAŻ CZĘŚCI (PRODUKTÓW)
PRODUKT ZŁOŻONY
PRA
CA
HU
TY Ż
ELA
ZA,
MET
ALI
NIE
ŻELA
ZNY
CH
, H
UTY
SZK
ŁA
TW
OR
ZYW
A O
RG
AN
ICZN
E M
ATE
RIA
ŁY B
UD
OW
LAN
E itd
.
PRO
DU
KC
JA S
AM
OC
HO
DÓ
W,
LOD
ÓW
KI,
PRA
LKI,
TELE
WIZ
OR
Y
itd.
PALIWA, WĘGIEL, GAZ PALNY
Rys.8. Rozwój zakresu produkcji w przedsiębiorstwach uwzględniający wzrost udziału pracy w produkcie.
Huty można podzielić na (rys.9.):
• huty o pełnym cyklu produkcyjnym – w przypadku hut żelaza są to huty
posiadające wielkie piece i potrzebne do ich zaopatrzenia koksownie i spiekalnie
rud, posiadające stalownie i część wytwarzającą gotowe wyroby hutnicze, np. Huta
Katowice,
• huty o niepełnym cyklu produkcyjnym – na przykład rozpoczynające swą
produkcję od stalowni wytapiającej stal ze złomu i innych stałych surowców
żelazonośnych (stała surówka żelaza, gąbka żelazna) i przerabiające tę stal na
gotowe wyroby hutnicze jak Huta Zawiercie; w tej grupie mogą być także zakłady
produkujące wyroby walcowane, wyroby kute przerabiające wsad stalowy (kęsy
itp.) z innych hut jak „Stalprodukt” w Bochni.
24

Małe huty, często o niepełnym cyklu noszą nazwę minihut (uwaga: odróżnić
mikrohutę od minihuty; mikrohuta wytwarza bardzo małe ilości szczególnych stali np. na
elementy chirurgiczne, elementy aparatury badawczej – przykład huta w Strzemieszycach).
KOKSOWNIA
SPIEKALNIA
WIELKIE PIECE
STALOWNIA
WALCOWNIA I
WALCOWNIA II
WALCOWNIA III
KUŹNIA
BLACHY POWL.
PROFILE GIĘTE
BLACHY SPEC. EL.
Hut
a K
atow
ice,
Hut
a Se
ndzi
mira
HUTY O PEŁNYM CYKLU
PRODUKCYJNYM
HUTY O NIEPEŁNYM
CYKLU PRODUKCYJNYM
Hut
a Z
awie
rcie
Huta Batory
Huta Florian
Huta w Bochni
Rys.9. Typy hut żelaza.
W organizacji hut można zaobserwować 2 skrajne schematy (rys.10.):
• wydziały produkcyjne są samodzielne tzn. mają w swym schemacie jednostki
produkcyjne, jednostki utrzymania ruchu, jednostki technologiczno-badawcze,
jednostki ekonomiczne (finanse), zatrudnienie, a ponadto jednostki uprawnione do
zakupów surowców, materiałów i usług oraz sprzedaży produktów; takie wydziały
czy zakłady działają samodzielnie i są stosunkowo bogato wyposażone w personel
„nieprodukcyjny”,
• wydziały produkcyjne, które zajmują się wyłącznie produkcją, a pozostałe
działalności są wykonywane centralnie w odpowiednio rozbudowanych biurach
dyrekcji huty; takie wydziały produkcyjne mają małe liczebnie obsady inżynierskie
i biurowe.
25

Do takich skrajnych schematów w pierwszym przypadku należy Zakład
Wielkopiecowy w koncernie ThyssenKrupp. w Duisburgu. Zakładem kieruje dyrektor –
zastępca naczelnego dyrektora huty. Zakład zajmuje się prawie wszystkimi zagadnieniami
produkcji surówki wielkopiecowej, a więc także produkcją koksu i spiekaniem rudy. Duża
liczba fachowców (technologów, konstruktorów, ekonomistów, automatyków) pozwala
m.in. na ich „eksport” – pracownicy ci są często doradcami w hutach zagranicznych,
prowadzą samodzielnie badania, projektują modernizację urządzeń itp.
CENTRALNA np. Saarstahl w Dillingen
Zaopatrzenie Badania Zbyt Produkcja (planowanie, technologia)
Inwestycje Utrzymanie ruchu
Wydział produkcyjny I Wydział produkcyjny II Wydział produkcyjny III
Rys.10. Przykłady struktur organizacyjnych hut.
26
Przedstawicielem drugiej skrajności był Zakład Wielkopiecowy firmy Saarstahl
w Dillingen (stan około 1990r.). Zakład ten posiadał 5 wielkich pieców, spiekalnie rud,
składowisko surowców i port rzeczny. Produkcja tych pieców wynosiła około 12 tys. ton
surówki na dobę, była więc podobna jak w Hucie Katowice z 2 wielkich pieców.
Zakład w Dillingen prowadził 1 inżynier przy pomocy 4 inżynierów (łącznie
5 inżynierów). Inżynierowie ci organizowali codziennie od rana do godziny 11oo pracę:
1. portu, składowisk i spiekalni rud,
2. dwu mniejszych wielkich pieców (nr 1 i 2),
3. dwu mniejszych wielkich pieców (3 i 4),
4. największego wielkiego pieca (nr 5) produkującego 6 tys. ton surówki na dobę.
Po godzinie 11oo ci inżynierowie współpracowali z branżowymi jednostkami
zarządu huty, każdy według swojej „dodatkowej’ specjalności: z wydziałem planowania
produkcji, wydziałami zaopatrzenia i zbytu, wydziałami inwestycji, mechanika, elektryka,
automatyka, z instytutami i uczelniami wykonującymi prace dla Zakładu
Wielkopiecowego.
W polskich hutach schematy organizacyjne są pośrednie, co często prowadzi do
wykonywania tej samej czynności przez różne jednostki huty. Przykładem może być praca
technologów w hucie w Krakowie w latach pięćdziesiątych. W tej hucie wydział spiekalni
posiadał inżyniera-technologa, wydział wielkich pieców również, a ponad to zastępcą
naczelnego technologa huty był główny technolog-wielkopiecownik. W r.1958 połączono
tych 3 inżynierów tworząc wielkopiecową grupę technologiczną. Do grupy włączono
2 robotników (laborantów). Grupa ta zajmowała się:
• opracowywaniem zagadnień technologicznych dla dyrekcji huty (optymalizacje
technologii, sprawy jakości wsadu i produktów, materiały potrzebne dyrekcji huty
do opracowań rozwoju huty itp.).
• prowadzeniem badań dla doskonalenia procesu spiekania rud i procesu
wielkopiecowego ( np. optymalizacja uziarnienia topników we wsadzie spiekalni,
produkcja spieku zasadowego, własności spieku, modelowe badanie
rozmieszczenia wsadu w wielkim piecu),
• opracowywanie wytycznych technologicznych prowadzenia spiekalni i wielkich
pieców.
27

Codziennie rano wszyscy inżynierowie grupy informowali się nawzajem o swych
dokonaniach w poprzednim dniu i o pracach jakie zaplanowali na najbliższe dni, W ten
sposób, w razie potrzeby, członkowie grupy mogli się wzajemnie zastępować.
Po kilku latach sprawnego działania tej grupy rozbito tak skoordynowaną działalność,
wskutek napływu do huty „zasłużonych” byłych dyrektorów i kierowników, których trzeba
było zatrudnić. Utworzono więc stanowiska technologów ponownie w wydziałach
produkcyjnych, a także u naczelnego technologa, w biurach dyrektorów poszczególnych
pionów.
W hutach, również polskich, zmieniają się poglądy na temat grupowania
wydziałów produkcyjnych. Przykładem może być Huta Katowice. Po uruchomieniu tej
Huty istniał zakład wielkopiecowy grupujący wydziały: składowisk wsadu, spiekalń rud,
i wielkich pieców. Następnie zakład ten podzielono wyodrębniając poszczególne wydziały.
Obecnie znowu istnieje wspólny zakład. Dlaczego tak się działo? Sądzono, że samodzielne
wydziały będą pracowały wydajniej, sprawniej ekonomicznie. Oddzielenie to powoduje
jednak zainteresowanie głównie własnymi celami – ale przecież tani spiek niekoniecznie
umożliwi produkcję taniej surówki wielkopiecowej. Poza tym rozdrobnienie wydziałów
utrudnia pracę dyrekcji huty, która musi „godzić” sprzeczności występujące na styku
wydziałów. Dlatego większość hut łączy wydziały w zakłady. Zadaniem zakładu
wielkopiecowego jest wobec dyrekcji huty: produkcja dobrej, taniej surówki wielkopieco-
wej dostarczanej stalowni we właściwym czasie. Posiadając zespolony zakład, dyrektor
huty nie rozwiązuje problemów międzywydziałowych pozostawiając tę „przyjemność”
kierownikowi zakładu.
W hucie w Dunkierce centralizacja postąpiła dalej – stworzono tam dwa zakłady:
• hutniczy, składający się z koksowni, spiekalni rud. wielkich pieców i stalowni oraz
• zakład przeróbczy, składający się z ciągłego odlewania stali, walcowni blach
i wytwórni rur spawanych (stan około 1990r.).
Zadaniem zakładu hutniczego jest produkcja stali o żądanej jakości, ale
bezpośredni kontakt z klientami ma zakład przeróbczy. Z tego też powodu granica między
zakładami przebiega między metalurgią stalowni łącznie z obróbką ciekłego metalu,
a ciągłym odlewaniem stali stanowiącym już pierwszy etap kształtowania metalu.
Podobny układ zarządzania wprowadzono w końcu 2007 roku w polskich hutach
firmy ArcelorMittal: w Krakowie i Dąbrowie Górniczej. W każdej z tych hut kierownictwo
28

pionów podporządkowano zastępcom dyrektora: jeden z nich kieruje spiekalnią rud,
wielkimi piecami i stalownią, a drugi walcowniami.
5. URZĄDZENIA PRODUKCYJNE – ICH NABYWANIE ORAZ UTRZYMANIE W RUCHU [8-12].
Sprawna działalność produkcyjna wymaga:
• posiadania odpowiednich urządzeń i narzędzi oraz
• zapewnienia właściwego ich działania.
Dobór urządzeń i narzędzi produkcyjnych zależy od celu działania przedsiębiorstwa, skali zamierzonej produkcji i posiadanych środków finansowych na budowę i zakup tych urządzeń. O doborze tych urządzeń decydują różne kryteria, które można streścić:
• jak najlepsze urządzenia (trwałe, precyzyjne, łatwe w obsłudze, działające oszczędnie pod względem zużycia energii, surowców i części zamiennych),
• za jak najniższą cenę,
• przy jak najkorzystniejszej formie nabycia (inwestycja, leasing).
Po zainstalowaniu w przedsiębiorstwie nabytych urządzeń następuje ich eksploatacja. Skutkiem eksploatacji urządzeń jest ich zużywanie.
Objawem zużycia jest:
• mniejsza sprawność urządzenia (przykład: tępienie narzędzi, które trzeba wymienić, nieszczelność urządzeń odpylających spaliny itp.),
• pogorszenie dokładności działania,
• wzrost strat ciepła w urządzeniach cieplnych (np. częściowe wypalenie obmurza pieca powoduje, że więcej ciepła uchodzi do otoczenia),
• zużycie elementów urządzenia mogące doprowadzić do jego zniszczenia (np. stop-niowe zrywanie drucików liny windy osobowej powoduje, że lina jest coraz słabsza i może się urwać) itd.
29

Rys.11. Przykłady mechanizmów niszczenia urządzeń.
To wyliczanie jest jedynie skąpą ilustracją możliwych skutków zużycia urządzeń.
Ale już te przykłady wskazują, że zużywanie urządzeń produkcyjnych grozi pogorszeniem
jakości wytwarzanych dóbr (por. także normy ISO grupy 9000), stwarza zagrożenia dla
30

obsługi tych urządzeń, a także zagrożenia dla środowiska – może więc być w skutkach
bardzo różnorodne i istotne.
W przedsiębiorstwach produkcyjnych, urządzeniami opiekują się mechanicy,
elektrycy, automatycy i elektronicy. Ci specjaliści mogą być zgrupowani:
• w centralnej jednostce organizacyjnej dla całego przedsiębiorstwa (np. w dziale
głównego mechanika, elektryka itd.), bądź
• w poszczególnych działach produkcyjnych.
Działalność tych osób lub zespołów organizacyjnych nazywa się „utrzymaniem
ruchu” (ang. maintenance).Skoro służby utrzymania ruchu mają się opiekować
urządzeniami produkcyjnymi podczas ich eksploatacji, powinny uczestniczyć przy ich
nabywaniu, a więc przy wyborze przed nabyciem, podczas ich dostawy do
przedsiębiorstwa, montażu i ich uruchamianiu.
Podczas eksploatacji urządzeń następuje ich zużywanie – hamowanie tego
zużywania wymaga różnych sposobów konserwacji. Konstrukcje budowlane, suwnice
i inne dźwigi, transportery taśmowe trzeba czyścić i zabezpieczać przeciw korozji (np.
przez okresowe malowanie). Maszyny trzeba smarować, regulować dokładność ich
działania. Opieki i regulacji wymagają także urządzenia elektryczne, aparatura sterująca
i pomiarowa. Te różne działania pozwalają na:
• przedłużenie gotowości do pracy między naprawami (remontami) lub
wymianami zużytych maszyn, bądź ich części, zespołów, czyli przedłużanie
tzw. „kampanii międzyremontowych” urządzenia („kampania
międzyremontowa” jest okresem czasu między kolejnymi remontami),
• zapewnienie prawidłowego działania urządzenia bez nieprzewidzianych postojów,
co pozwala na punktualne i jakościowo dobre wywiązywanie się z zamówień.
Koszty urządzeń (amortyzacja) i ich utrzymania w ruchu mają istotny wpływ na
kształtowanie kosztu wytwarzania. Koszty utrzymania w ruchu urządzeń składają się
z kosztów konserwacji i kosztów remontów. Staranniejsza konserwacja przedłuża okresy
31

międzyremontowe. Niestety coraz staranniejsza konserwacja jest coraz droższa,
a równocześnie mniej efektywna. Od pewnego stopnia konserwacji nie uzyskuje się
wyraźnego przedłużenia używalności urządzenia. Dlatego, w poszczególnych urządze-
niach lub grupach urządzeń trzeba badać wpływ kosztów konserwacji na rentowność
przedsiębiorstwa. Pozwala to na osiągnięcie optymalnych (minimalnych) kosztów
utrzymania w ruchu urządzeń – rys.12.
Rys.12. Wpływ smarowania na przebieg procesu produkcji.
32

Technicznym warunkiem prawidłowej analizy kosztów utrzymania w ruchu
urządzenia jest dokładna ocena stanu zużycia urządzenia. Dlatego ta ocena jest obecnie
w świecie przedmiotem rozległych badań.
Dawniej urządzenia produkcyjne stosowano do chwili ich zniszczenia. Jeszcze
dzisiaj niektórzy rzemieślnicy czy majsterkowicze wyrzucają narzędzia po ich zużyciu
(chyba, że chcą nabyć nowsze narzędzia np. dla ułatwienia pracy, lepszej jakości efektu
pracy itd.).
Zasada pracy narzędzia czy urządzenia „do chwili zniszczenia” jest w nowo-
czesnych fabrykach niedopuszczalna z powodu:
• zagrożenia bezpieczeństwa pracy,
• niemożności dotrzymania ustalonej dokładności wykonania wyrobu,
• nieoczekiwanych (niezaplanowanych) przerw w produkcji, powodujących nie
wywiązanie się z ustalonych terminów sprzedaży lub powodujących zaburzenia
kooperacyjne w fabryce.
W miarę rozwoju organizacji przedsiębiorstw nastąpił także rozwój sposobów
unikania „stanu zniszczenia” urządzeń produkcyjnych, a więc umożliwiania napraw
„w przeddzień zniszczenia”. Metody oceny stanu zużycia urządzeń można podzielić na
2 grupy:
• metody statystyczne,
• pomiarowe metody kontroli.
Metody statystyczne znajdują swój początek w doświadczeniu mistrzów.
Mistrzowie – rzemieślnicy, a w większych przedsiębiorstwach mistrzowie odpowiedzialni
za „ruch” urządzeń wiedzieli jak długo urządzenie może pracować do chwili jego zużycia
czy zniszczenia. Wyprzedzali więc tę chwilę i dokonywali naprawy lub wymiany nieco
wcześniej. I dlatego o to „nieco wcześniej” chodzi. Mistrz często się asekurował i żądał
wykonania naprawy z dużym wyprzedzeniem czasowym. Powoduje to wzrost kosztów
napraw.
33
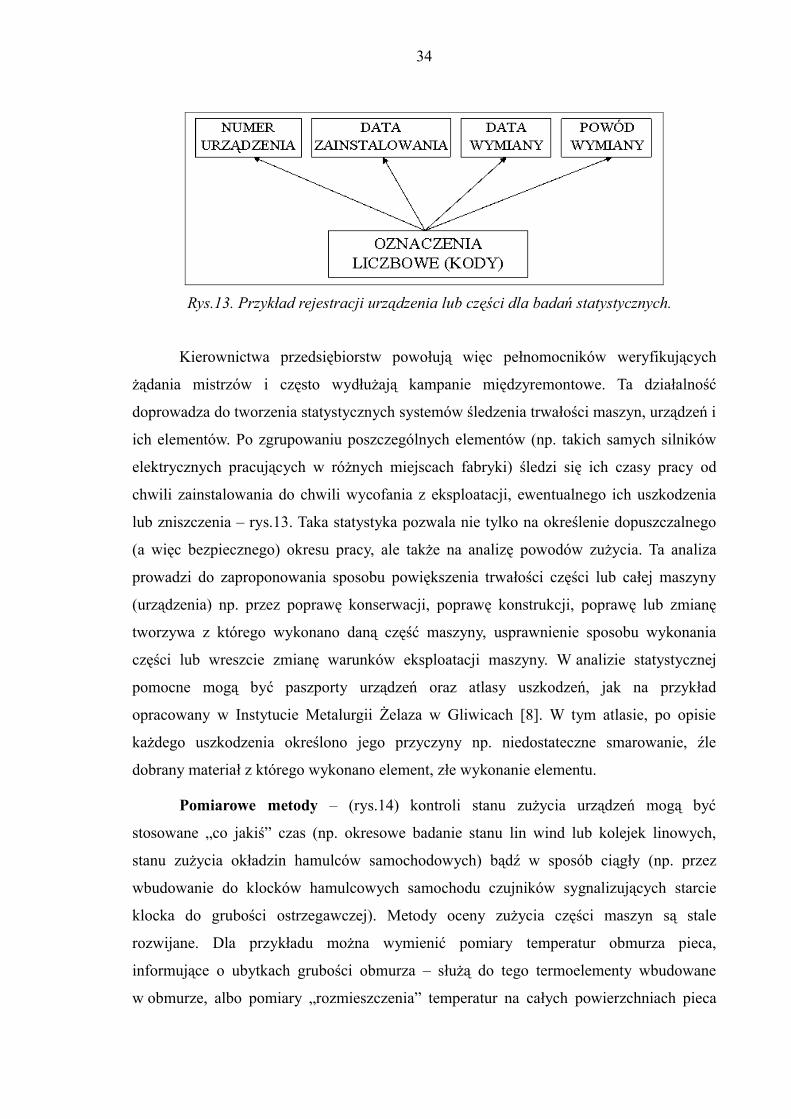
Rys.13. Przykład rejestracji urządzenia lub części dla badań statystycznych.
Kierownictwa przedsiębiorstw powołują więc pełnomocników weryfikujących
żądania mistrzów i często wydłużają kampanie międzyremontowe. Ta działalność
doprowadza do tworzenia statystycznych systemów śledzenia trwałości maszyn, urządzeń i
ich elementów. Po zgrupowaniu poszczególnych elementów (np. takich samych silników
elektrycznych pracujących w różnych miejscach fabryki) śledzi się ich czasy pracy od
chwili zainstalowania do chwili wycofania z eksploatacji, ewentualnego ich uszkodzenia
lub zniszczenia – rys.13. Taka statystyka pozwala nie tylko na określenie dopuszczalnego
(a więc bezpiecznego) okresu pracy, ale także na analizę powodów zużycia. Ta analiza
prowadzi do zaproponowania sposobu powiększenia trwałości części lub całej maszyny
(urządzenia) np. przez poprawę konserwacji, poprawę konstrukcji, poprawę lub zmianę
tworzywa z którego wykonano daną część maszyny, usprawnienie sposobu wykonania
części lub wreszcie zmianę warunków eksploatacji maszyny. W analizie statystycznej
pomocne mogą być paszporty urządzeń oraz atlasy uszkodzeń, jak na przykład
opracowany w Instytucie Metalurgii Żelaza w Gliwicach [8]. W tym atlasie, po opisie
każdego uszkodzenia określono jego przyczyny np. niedostateczne smarowanie, źle
dobrany materiał z którego wykonano element, złe wykonanie elementu.
Pomiarowe metody – (rys.14) kontroli stanu zużycia urządzeń mogą być
stosowane „co jakiś” czas (np. okresowe badanie stanu lin wind lub kolejek linowych,
stanu zużycia okładzin hamulców samochodowych) bądź w sposób ciągły (np. przez
wbudowanie do klocków hamulcowych samochodu czujników sygnalizujących starcie
klocka do grubości ostrzegawczej). Metody oceny zużycia części maszyn są stale
rozwijane. Dla przykładu można wymienić pomiary temperatur obmurza pieca,
informujące o ubytkach grubości obmurza – służą do tego termoelementy wbudowane
w obmurze, albo pomiary „rozmieszczenia” temperatur na całych powierzchniach pieca
34

metodą zdalnego pomiaru promieniowania podczerwonego (metodą termowizji). Zużycie
kół zębatych w przekładniach (np. skrzyniach biegów można badać przez pomiar
częstotliwości składowych hałasu wydzielanego przez poruszające się części (badania
akustyczne). Rysunek- rys.15 ilustruje rozwój metod działania utrzymania ruchu w Hucie
Fukuyama (Japonia) [9].
Rys.14. Przykłady pomiaru zużycia urządzeń.
35
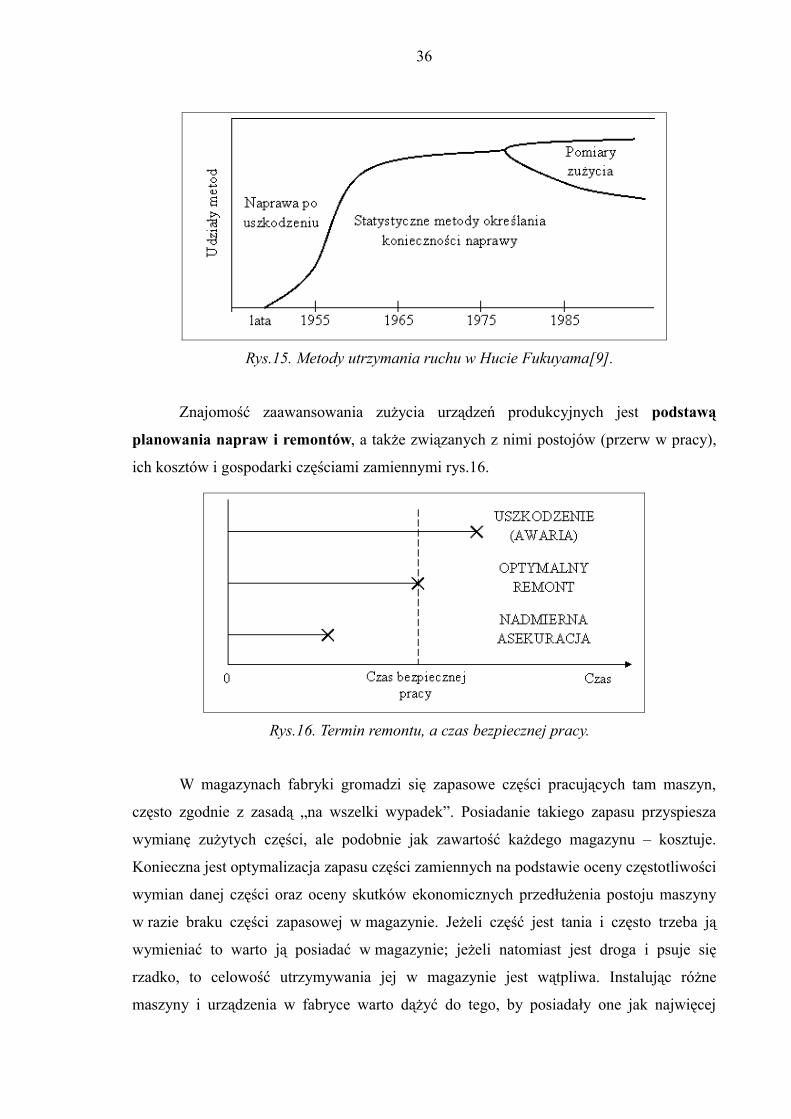
Rys.15. Metody utrzymania ruchu w Hucie Fukuyama[9].
Znajomość zaawansowania zużycia urządzeń produkcyjnych jest podstawą
planowania napraw i remontów, a także związanych z nimi postojów (przerw w pracy),
ich kosztów i gospodarki częściami zamiennymi rys.16.
Rys.16. Termin remontu, a czas bezpiecznej pracy.
W magazynach fabryki gromadzi się zapasowe części pracujących tam maszyn,
często zgodnie z zasadą „na wszelki wypadek”. Posiadanie takiego zapasu przyspiesza
wymianę zużytych części, ale podobnie jak zawartość każdego magazynu – kosztuje.
Konieczna jest optymalizacja zapasu części zamiennych na podstawie oceny częstotliwości
wymian danej części oraz oceny skutków ekonomicznych przedłużenia postoju maszyny
w razie braku części zapasowej w magazynie. Jeżeli część jest tania i często trzeba ją
wymieniać to warto ją posiadać w magazynie; jeżeli natomiast jest droga i psuje się
rzadko, to celowość utrzymywania jej w magazynie jest wątpliwa. Instalując różne
maszyny i urządzenia w fabryce warto dążyć do tego, by posiadały one jak najwięcej
36

jednakowych części zamiennych – na przykład silników elektrycznych, bo wtedy
wystarczy mały zapas silników elektrycznych.
Zakres działania służb utrzymania ruchu. Od lat siedemdziesiątych [10]
rozpowszechnia się system TPM (Total Productive Maintenance) polegający na
poprawianiu efektywności utrzymania ruchu we współdziałaniu na wszystkich obszarach
działalności przedsiębiorstwa to jest: planowania produkcji, realizacji procesów produkcyj-
nych i zapewnienia jakości produktu.
Przykładem niedoskonałej współpracy pionu utrzymania ruchu z innymi służbami
w przedsiębiorstwie może być przypadek jaki wystąpił przed kilku laty w Hucie Katowice.
Wykonywano tam przez kilka miesięcy remont kapitalny wielkiego pieca kosztem kilkuset
milionów złotych. Pod koniec remontu wykonano nowe obmurze pieca – warto wspomnieć
że chodzi o duży piec o objętości użytecznej 3200 m3. Piec był gotowy do uruchomienia
przed zimą. Pieca jednak nie uruchomiono wobec braku popytu na surówkę
wielkopiecową. Popyt pojawił się dopiero w 2. kwartale następnego roku, co stosunkowo
łatwo można było przewidzieć. Wobec niebezpieczeństwa rozsadzenia wymurówki
niepracującego pieca przez mróz, trzeba było wymurówkę ogrzać do temperatury bliskiej
200oC i tę temperaturę utrzymywać przez całą zimę. Gdyby dział marketingu (lub inne
służby zajmujące się zbytem surówki wielkopiecowej) poinformował kierownictwo
remontu o przewidywanym zahamowaniu odbioru surówki, zaniechano by wykonanie
wymurówki w jesieni i dokonano ją dopiero na wiosnę. Uniknięto by w ten sposób
kosztownego ogrzewania wymurówki przez blisko 5 miesięcy.
Postęp w utrzymaniu ruchu jest wynikiem skomputeryzowania gospodarki
finansowej i materiałowej, przygotowania produkcji, przebiegu produkcji i wykorzystania
urządzeń. Można wychwycić słabe punkty urządzeń i lepiej je skonstruować. Jednak
dostępne na rynku oprogramowania nie zawsze spełniają konkretne potrzeby „naszego”
zakładu – wymagają więc doskonalenia istniejących oprogramowań lub wykonania
nowych.
System TPM zawiera podsystemy TQM (Total Quality Management) [10]
w sprawach dotyczących powiązań utrzymania ruchu z jakością produkcji oraz TFO
(Trouble Free Operation) w sprawach „eksploatacji bez przeszkód”. Oczywiste jest także
powiązanie utrzymania ruchu z oddziaływaniem fabryki na środowisko [11].
37

W systemie TPM duże znaczenie ma zespolenie rejestracji wskaźników eksplo-
atacyjnych produkcji i utrzymania ruchu – wspólne prowadzenie jest tańsze i eliminuje
ewentualne nieporozumienia („separatyzm” pokutuje w wielu, także polskich fabrykach).
Wspólna dokumentacja ułatwia także odejście od występującego często „piekielnego cyklu
działania”. Cykl ten oznacza, że przez złą pracę ogniw produkcji brniemy w coraz gorsze
wyniki przedsiębiorstwa. Konieczne jest w pewnej chwili zastanowienie się czy takie,
w pewnym sensie bezmyślne kontynuowanie złego działania nie może być przerwane? To
przerwanie polega na radykalnej zmianie dotychczasowego sposobu działania, co często
wymaga zmiany mentalności realizatorów. Wywołana w ten sposób korekta organizacji
pracy umożliwia przejście do „pozytywnego cyklu działania” – rysunek 17 (analogia do
koła Deminga) [12].
Naprawa wybraków
Wzrost zużycia maszyn
produkcyjnych
Produkcja wybraków
Wzrost rozrzutu jakości wyrobów
Kontrola przyczyn rozrzutu i złej jakości
Przedsięwzięcia dla
poprawy
Dokumentacja pokontrolna
Analiza dokumentacji
CYKL PIEKIELNY
CYKL POZYTYWNY
Rys.17. Alternatywne cykle działania.
Przykładem może być usprawnienie produkcji kineskopów w fabryce Polkolor
w Piasecznie po objęciu tego zakładu przez firmę Thomson. Po okresie przygotowawczym
uruchomiono produkcję kineskopów. Nazajutrz po uruchomieniu, kierownik wydziału
kompletującego kineskopy oświadczył, że kierownik wydziału dostarczającego podzespoły
jest winien fabryce określoną, niemałą kwotę pieniędzy (kilkadziesiąt tysięcy dolarów) za
złe kineskopy wykonane ze złych podzespołów. Na to odpowiedział kierownik wydziału
podzespołów, że wykonywanie 100% dobrych podzespołów jest technicznie niemożliwe
i że jego wydział ma prawo wykonywać część podzespołów niezgodnych z normą. Do
rozmowy włączył się dyrektor naczelny fabryki (Francuz) oświadczając, że wydział miał
prawo do wykonywania części złej produkcji. Od dzisiaj wydział ten nie może wypuścić
38

złych podzespołów poza „bramę wydziału”; pozostawia natomiast sprawę i sposoby
produkcji do decyzji kierownika wydziału. Skutkiem tak kategorycznego postawienia
sprawy przez dyrektora i zrozumienia, że pracownicy wydziału podzespołów będą
pokrywali ze swoich środków skutki złej produkcji, już w trzecim dniu wydział
kompletacji kineskopów nie otrzymał złych podzespołów. Dotychczas złe kineskopy były
naprawiane (por. „cykl piekielny”) i roczna produkcja nigdy nie przekroczyła 500 tys.
kineskopów. Dzięki usprawnieniu operacji oraz innym przedsięwzięciom mechanizacji
i automatyzacji, przy stałej liczebności załogi (kilkaset gorszych pracowników
„wymieniono” na lepszych) produkcja fabryki wzrosła po 2 latach do około 2,5 mln sztuk
kineskopów.
Do uchybień działania utrzymania ruchu w sprawach ekologii należą na przykład
nieszczelności zbiorników cieczy mogącej zatruć ekosystem, nieszczelności systemów
hydraulicznych, nieszczelności przewodów gazowych, urządzeń odpylających spaliny itd.
Służby utrzymania ruchu powinny nie tylko odpowiednio dbać o prawidłowe
działanie urządzeń, ale także szkolić pracowników obsługi urządzeń („pracowników
produkcyjnych”) we właściwej obsłudze tych urządzeń, a nawet w dokonywaniu
niewielkich napraw. To szkolenie pracowników produkcyjnych jest jednym ze składników
stosowanego obecnie „odchudzania organizacji zakładu” znanego jako „Lean
Management”. Akcja ta ma zmniejszyć koszty wytwarzania przez zmniejszenie liczebności
załogi, ale nie może pogorszyć jakości wyrobu lub wpłynąć negatywnie na ekologię.
Jak już wspomniano koszt utrzymania ruchu ma istotny wpływ na kształtowanie
kosztu wytwarzania, ale stosowanie analizy pracy i trwałości urządzeń produkcyjnych,
jakkolwiek istotne, jest niewystarczające. System TPM zmusza do szerszego spojrzenia na
działanie urządzeń produkcyjnych. Przykładem może być sporządzenie wykresów
biegunowych oceniających równoczesne oddziaływanie wielu istotnych czynników [13].
Ogólne ujęcie takiego wykresu dla urządzeń zasilających w wsad węglowy baterii pieców
koksowniczych w projekcie nowej koksowni w Schwelgern w Niemczech, przedstawiono
na rys.18.
39

Rys.18.Zestawienie wykresów biegunowych w ocenie kosztów utrzymania ruchu.
Poszczególne promienie-skale wykresu przedstawiają:
I. koszt nabycia 1 urządzenia zasilającego,
II. liczbę urządzeń zasilających (jedną) baterię pieców koksowniczych,
III. koszt personelu obsługującego urządzenia zasilające,
IV. koszt konserwacji,
V. koszty ekologiczne.
Koszt nabycia 1 urządzenia wynika z założeń inwestycji, bowiem określa jakość
tego urządzenia i wynikające z niej parametry pracy (ujęte w następnych punktach
wykresu).
Liczbę urządzeń zasilających określa się według rozumowania obowiązującego
przy określeniu liczby współpracujących urządzeń również w innych zespołach urządzeń
produkcyjnych.
Wyobraźmy sobie sytuację – w której dla obsługi urządzenia podstawowego
równocześnie muszą pracować 2 urządzenia współpracujące. Jeżeli każde z tych urządzeń
będzie wymagało konserwacji, napraw i innej obsługi przez 30% czasu kalendarzowego, to
w tym czasie urządzenie podstawowe nie będzie obsłużone i trzeba je będzie zatrzymać.
Gdybyśmy dobudowali trzecie urządzenie obsługi pracujące również 100 – 30 = 70%
czasu kalendarzowego, to trzecie urządzenie pracowałoby w okresach postojów któregoś
z dwu pierwszych. Umożliwiłoby to ciągłą pracę urządzenia podstawowego.
40
Gdyby natomiast urządzenia pomocnicze były sprawniejsze i wystarczyłoby im na
postoje tylko 2% czasu kalendarzowego, instalowanie trzeciego urządzenia pomocniczego
nie miałoby ekonomicznego sensu.
Porównanie to sugeruje jeden z celów innowacyjności w konstrukcji urządzeń.
W tej drugiej sytuacji wykres biegunowy „a” zostanie zastąpiony wykresem „b”.
Wykres biegunowy pozwala na porównanie wzajemnego wpływu różnych
parametrów wyrażanych niekiedy różnymi jednostkami – daje więc pogląd
„porównawczy”. Większe pole wewnątrz linii łączących te różne wielkości oznacza mniej
korzystną sytuację – np. wykres „b” jest korzystniejszy od wykresu „a”. To pole
reprezentuje „Life Cycle Cost” a więc koszt (cyklu) pracy urządzenia.
Oprócz ujętych na wykresach 5 parametrów można sporządzać wykresy ujmujące
większą liczbę analizowanych parametrów np. wzrost produkcji w porównaniu
z urządzeniem przed usprawnieniem, wzrost wydajności, częstotliwość remontów,
częstotliwość urządzeń (awarii) urządzenia i in.. Można także porównywać wykresy
biegunowe sporządzone na podstawie danych z innych przedsiębiorstw.
Kierunki rozwoju organizacji utrzymania ruchu. Najczęstszy stan wyjściowy:
Służby wydziałowe są angażowane do stałych, codziennych prac konserwacyjno-
naprawczych i ewentualnie do likwidacji niewielkich uszkodzeń. Służby centralne, poza
działalnością koordynacyjną, mogą prowadzić naprawy lub większe remonty okresowe
zgodne z planem remontów, gdyż posiadają duże grupy specjalistów, które można
zatrudnić w skoncentrowanych czasowo akcjach.
Jak wspomniano w rozdziale 4, w przedsiębiorstwach często pozostawia się
podstawową działalność („core business”) i wydziela służby remontowe
(„eksternalizacja”), tworząc samodzielne przedsiębiorstwa. W tej sytuacji w wydziałach
produkcyjnych ewentualnie pozostają wykonawcy codziennych konserwacji, natomiast na
większość zarówno małych napraw, jak i większych remontów zawiera się umowy
z przedsiębiorstwami zewnętrznymi (dawnymi „własnymi” lub obcymi), a więc stosuje się
outsourcing (rys.19.).
41

WYDZIAŁ III WYDZIAŁ II WYDZIAŁ I
utrzymanie ruchu
utrzymanie ruchu
utrzymanie ruchu
CENTRUM UTRZYMANIA
RUCHU
WYDZIAŁ III WYDZIAŁ II WYDZIAŁ I
KOORDYNATOR UTRZYMANIA
RUCHU
WYDZIAŁ III WYDZIAŁ II WYDZIAŁ I
koordynator utrzymania ruchu
koordynator utrzymania ruchu
koordynator utrzymania ruchu
utrzymanie ruchu utrzymanie ruchu utrzymanie ruchu
OUTSOURCING utrzymanie ruchu
przekazanie podczas reorganizacji, a następnie kierunek zleceń na współpracę,
prace wykonane na zlecenie.
a.)
b.)
Rys.19. Systemy organizacji utrzymania ruchu w przedsiębiorstwie:
a.) przed eksternalizacją, b.) po eksternalizacji.
Usamodzielnione przedsiębiorstwa są często lepsze niż własne służby utrzymania ruchu,
pracujące nieraz wygodnie pod osłoną macierzystego przedsiębiorstwa produkcyjnego.
Zaletą własnego utrzymania ruchu jest natomiast szybsza interwencja specjalistów
znających „swoje” urządzenia.
Wobec zalet i wad własnego i obcego utrzymania ruchu można stosować
równolegle obydwie formy pracy: własny personel i stosowanie outsourcingu – z tym, że
proporcje usług będą różne w poszczególnych zakładach. Wpływają na to zarówno
42

czynniki wewnętrzne (np. strategia firmy, potencjał intelektualny, rezerwy kadrowe) jak
i zewnętrzne (np. rynek usług, ich jakość, ceny, perspektywy rozwoju w regionie).
W wielu zakładach produkcyjnych w Polsce wydzielono służby utrzymania ruchu
głównie dla zmniejszenia liczebności załogi w przedsiębiorstwie „matce”.
Wyeksternalizowane przedsiębiorstwa („córki”) świadczyły na początku usługi prawie
wyłącznie dla przedsiębiorstwa „matki”. Takie postępowanie prowadziło przede wszystkim
do przeniesienia „kosztów osobowych” utrzymania ruchu do pozycji „usługi obce” – jest
to więc skutek pozorny. Przecież celem restrukturyzacji nie jest zmiana grupy kosztów w
księgowości ale ich zmniejszenie. W trakcie takiej restrukturyzacji ponosi się nawet
dodatkowe wydatki jakimi są np. „odprawy” dla pracowników. Jeżeli ta restrukturyzacja
ma przynieść korzyści dla przedsiębiorstw, powinna spowodować zmniejszenie kosztów
osobowych przez ograniczenie liczebności załogi przy nie zmniejszonej rzeczowej
produkcji, bądź, co jest przykrzejsze, przez obniżenie pensji pracowników. Po
początkowym okresie istnienia przedsiębiorstwa „córki” powinna bowiem nastąpić
ekspansja działalności poza przedsiębiorstwo „matkę” ale i „matka” zacznie rozglądać się
za lepszymi, tańszymi usługami na rynku. Wymienione sprawy wymagają zmiany filozofii
myślenia wszystkich pracowników od dyrekcji do najniższego szczebla. Zmianę tę
uzyskuje się przez odpowiednie, często długotrwałe (nawet powyżej 1 roku) szkolenie.
Zmianę zatrudnienia hamują związki zawodowe oraz władze terenowe
odpowiedzialne za poziom bezrobocia i poszukujące przychodów dla swych celów. To
hamowanie jest szczególnie dotkliwe w przedsiębiorstwach dużych, państwowych, które
nie mogą samodzielnie kreować własnej polityki kosztowej. J.Bernhard, prezes
przedsiębiorstwa Stalprofil S.A. (Nowy Przemysł, 2003, nr 9, s.15) zwrócił uwagę, że ktoś
musi jednak firmą zarządzać nie ulegając naciskom, ale często zdarza się, że zarządzający
stwierdza: „ustąpię bo inaczej mnie wyrzucą; trzeba dyskutować, dopóki można, a jeśli już
nie można, należy pomyśleć o zmianie pracy, ale wtedy niech związki zawodowe wezmą
odpowiedzialność za przedsiębiorstwo. Łatwo żądać bez ponoszenia odpowiedzialności”.
Przykładem eksternalizacji w małej skali, zmierzającej do zwiększenia wydajności
pracy jest jedna z zachodnioniemieckich hut żelaza. W tej hucie, podobnie jak w innych
hutach posiadających wielkie piece, co kilka tygodni sporządza się nową wykładzinę
ogniotrwałą każdego z kilku działających tam koryt, którymi wypływa surówka żelaza
z wielkiego pieca. Wymiana taka trwała tam około 10 godzin, co zmuszało hutę do
utrzymywania 2 kilkuosobowych „brygad”, z których każda pracowała zgodnie
43

z obowiązującymi aktami prawnymi – nie dłużej jak 8 godzin. Po wykonaniu tej pracy
robotnicy próżnowali bądź byli wykorzystywani do dorywczych prac. W latach
siedemdziesiątych minionego stulecia, jeden z robotników wykonujących pracę w korycie
zaproponował hucie, że zorganizuje swoje przedsiębiorstwo i będzie taniej niż dotychczas
naprawiał koryta a także wymurowywał kadzie na ciekły metal. Ta „taniość” pochodziła
stąd, że jego zespół pracowników był cały czas wykorzystany.
Decyzje o zwolnieniach nie mogą być podejmowane pod „wpływem chwili” –
należy je przemyśleć kompleksowo. Pracowników trzeba zwalniać selektywnie, chroniąc
pracowników o dużych umiejętnościach i przydatności dla przedsiębiorstwa, nawet
bliskich wieku emerytalnego.
Jeżeli eksternalizowane przedsiębiorstwa mają być wykorzystywane
w przedsiębiorstwie „matce” to warto wprowadzić do statutu warunek
„pierwszoplanowego, elastycznego spełniania powinności wobec przedsiębiorstwa matki”.
Szczególnie uzasadnione jest eksternalizowanie remontów wymagających: dużych
zespołów ludzkich, „unikalnych” specjalistów i specjalistycznego wyposażenia. Na koniec
wyprowadza się z fabryk codzienne prace konserwacyjne, do których wykorzystuje się
w sposób ciągły niewielką liczbę pracowników.
Z przytoczonego, krótkiego omówienia znaczenia gospodarki urządzeniami
produkcyjnymi oraz tendencji rozwoju jej realizacji wynika złożoność tego problemu
w przedsiębiorstwie. Pozostawiając szczegóły techniczne konserwacji urządzeń i ich
(niewielkich) napraw czy (dużych) remontów odpowiednim specjalistom-technikom,
kierownictwo przedsiębiorstwa musi być świadome wpływu tej działalności na koszty
produkcji, jakość wyrobów i punktualność realizacji zamówień. Wobec coraz większego
znaczenia utrzymywania biologicznej równowagi w otaczającym nas środowisku,
odpowiedni dobór urządzeń produkcyjnych i ich sprawne działanie mogą być warunkiem
pracy naszego przedsiębiorstwa bez konfliktu z obowiązującymi aktami prawnymi
i społeczeństwem (także nawiązanie do norm ISO 14000).
44

6. PLANOWANIE PRODUKCJI [14].
Planowanie w przedsiębiorstwie produkcyjnym ma różne zastosowanie, ale zawsze
dotyczy przyszłej realizacji różnych problemów [10]. Planujemy strategię rozwoju
przedsiębiorstwa (plany strategiczne), a także konkretne działania (plany operacyjne) jak
na przykład planowanie wielkości produkcji, planowanie realizacji zamówienia,
planowanie przebiegu remontu. Każdy plan ma określony, sprecyzowany cel. Cel
wyznacza zadania które trzeba zrealizować. W planach strategicznych uogólnienie
zamiarów jest „prognozą”, natomiast bardziej szczegółowe są „plany”, „harmonogramy”.
Planowanie operatywne w podstawowym ujęciu obejmuje: plan produkcji, plan
zaopatrzenia, plan zatrudnienia, plan inwestycji i remontów, plan finansowy.
Przykładem planu realizacji wniosków usprawniających działanie przedsiębiorstwa jest
plan naukowo-techniczno-ekonomiczno-ekologiczny (porównaj rozdział 8).
W produkcji rzemieślniczej, plan działania (niekoniecznie napisany) będzie
zawierał etapy realizowane kolejno w czasie np.: pomysł kroju ubrania uzgodniony
z klientem, wyszczególnienie co trzeba mieć (kupić) do wykonania tego ubrania, zakup
materiałów, skrojenie materiału, wykonanie ubrania, przymiarki z klientem, wykończenie
i sprzedaż. Poszczególne etapy można narysować na wspomnianym już wykresie w postaci
odcinków reprezentujących czas (wykres Gantta) – rys.20. Odcinki te, umieszczone jeden
za drugim, pozwalają na określenie dnia początku i końca realizacji, a więc umożliwiają
potwierdzenie klientowi dni przymiarek i dnia odbioru ubrania.
Wykres Gantta można stosować do różnych celów. W przypadku analizy przebiegu
wykonania nowego wyrobu, wykres Gantta sporządza się według założeń realizacji
poszczególnych czynności i uzyskuje „obraz” planowanego przebiegu produkcji. Na tym
samym wykresie można później nanieść (np. innym kolorem) rzeczywiste czasy
wykonania. Porównanie obydwu wykresów umożliwia dyskusję nad poprawnością pracy.
Innym zastosowaniem wykresu Gantta jest organizowanie taśmowego procesu
produkcji. Jednym z problemów produkcji taśmowej jest pełne wykorzystanie czasów
postojów taśmy: po wykonaniu swej pracy pracownik (lub automat) nie powinien
oczekiwać bezczynnie na przesunięcie taśmy. Inną nieprawidłowością jest zaplanowanie
takiej pracy częściowej, która trwa dłużej niż czas postoju taśmy.
45

W przedsiębiorstwie, w którym pracuje kilku pracowników, niektóre prace można
wykonać równolegle z innymi np. wykonując maszynę-wiertarkę, równocześnie będą
zatrudnieni odlewnicy, którzy odleją z metalu korpus wiertarki a także tokarze czy
frezerzy, którzy w tym samym czasie będą wykonywali koła zębate (a inni) wałki i inne
elementy. Produkty pracy tych specjalistów zostaną oddane innemu specjaliście, który te
części złoży i wykona gotową wiertarkę. Równoczesne wykonywanie niektórych prac,
skróci czas wykonania zamówionej wiertarki. Na wykresie-harmonogramie, poszczególne
odcinki czasowe nie ułożą się jeden za drugim lecz niektóre z nich będą równoległe
z innymi lub zazębiały się z innymi.
Rys.20. Wykresy Gantta dla optymalnej organizacji produkcji.
46
Równoczesne wykonywanie, szczególnie skomplikowanych prac, wymaga bardzo
precyzyjnej oceny czasu wykonania prac częściowych oraz poszukiwania możliwości
wykonania równocześnie niektórych z nich. Jest to bardzo istotne jeżeli w walce
konkurencyjnej chodzi nam o skrócenie czasu realizacji przedsięwzięcia.
Kiedy Rosjanie w r. 1957 wystrzelili sputnika, Amerykanie byli zmuszeni do
przyspieszenia realizacji swojego programu Apollo. Zarówno sputnik jak i satelitę Apollo
budowano w oparciu o plan-harmonogram sieciowy, umożliwiający skracanie czasu
wykonania poszczególnych etapów przedsięwzięcia, a także pozwalający na wprowadze-
nie do realizacji równoczesnego wykonywania etapów. Ponowne przeanalizowanie planu
budowy satelity Apollo umożliwiło przyspieszenie jego wystrzelenia.
W przypadku produkcji polegającej na składaniu wyrobu z części, równolegle
wykonywane etapy mogą różnić się długością – wtedy etap wykonany w krótszym czasie
będzie „oczekiwał” na realizację dłuższego. Trzeba wtedy skoncentrować wysiłek na
skrócenie tego dłuższego etapu. Linia łącząca wszystkie najdłużej trwające etapy od
początku do końca realizacji przedsięwzięcia, określa czas trwania przedsięwzięcia
i nazywa się „ścieżką krytyczną” (metoda CPM = Critical Path Method – metoda ścieżki
krytycznej). Skrócenie czasu trwania przedsięwzięcia jest możliwe przez skracanie etapów
leżących na tej ścieżce krytycznej.
Jeżeli proces produkcyjny polega na masowym wytwarzaniu jednego wyrobu np.
wapna palonego, wytapianiu metalu z rud, produkcji soli z wody morskiej, plan produkcji
może ograniczyć się do określenia ilości produktu w poszczególnych dniach,
z uwzględnieniem postojów produkcji wskutek remontów urządzeń produkcyjnych, braku
zbytu czy specyficznych warunków pracy np. tylko w takich częściach dnia kiedy energia
elektryczna jest tańsza (dotyczy to energochłonnej produkcji).
Przykładem tego typu procesów jest produkcja surówki wielkopiecowej. Dział
planowania huty określa ile surówki należy wytworzyć w ciągu miesiąca (ewentualnie
dekady miesiąca). Na tej podstawie kierownictwo zakładu wielkopiecowego ustawia
sposób produkcji: jeżeli trzeba powiększyć produkcję intensyfikuje pracę pieca przez
stosowanie bogatszych w żelazo rud, intensywniejsze dmuchanie powietrza itd. Odwrotnie
będzie działało w przypadku zmniejszania produkcji. Pamiętać jednak należy, że wielki
piec, podobnie jak wiele innych agregatów produkcyjnych, posiada swą optymalną
wielkość wydajności pracy przy której koszt jednostkowy np. 1 tony wyrobu jest
najmniejszy - warto więc dążyć do umożliwienia produkcji w okolicy tego optimum. Jeżeli
47

to jest niemożliwe trzeba obliczyć skutki odstępstwa od optimum – jeżeli produkujemy
mniej a przez to rośnie koszt wyrobu, można przeanalizować możliwość powiększenia
zbytu poprzez sprzedaż poniżej kosztów własnych. Jeżeli natomiast zapotrzebowanie na
wyrób jest większe od optymalnej produkcji, trzeba podnieść cenę produktu itd.
W odróżnieniu od poprzednio obowiązującej gospodarki planowej, w której dział
planowania tworzył plan produkcji dzieląc zadania otrzymane „od władz” tzn. ze zjed-
noczeń czy bezpośrednio z Komisji Planowania, w gospodarce rynkowej zadaniem działu
planowania jest ocena zapotrzebowania na produkowany wyrób i tendencje rynkowe po to,
by określić wielkość produkcji a nawet cenę produktu.
Warto przypomnieć, że cena produktu jest pochodną kosztu wytworzenia tego
produktu powiększonego o mniejszy lub większy zysk. Koszt wyprodukowania 1 sztuki
(lub 1 kilograma, tony, itd.) wyrobu czyli „jednostkowy koszt produkcji” składa się
w najprostszym ujęciu z kosztu bezpośredniego (surowce, robocizna itp.) i kosztu
ogólnego (pośredniego, stałego)obejmującego amortyzację urządzeń, koszty nośników
energii, koszty zarządzania itp. Powiększając produkcję musimy wydać na każdą nową
jednostkę produkcji taki sam, dodatkowy wydatek bezpośredni. Koszty ogólne są mało
zależne od wielkości produkcji i rozlicza się je w określonych odcinkach czasu np.
miesięcznych. „Udział” kosztów ogólnych w jednostce produkcji otrzymamy dzieląc np.
miesięczne koszty ogólne fabryki przez liczbę wyprodukowanych w tym miesiącu
wyrobów. Dlatego w przypadku wzrostu produkcji rośnie w tym obliczeniu mianownik
a więc maleje wartość ułamka. Tak więc:
koszt jednostkowy = koszt bezpośredni jednostki wyrobu + liczbakoszt
wyrobówogólny
.
Na ogół więc ze wzrostem produkcji w określonym czasie maleje koszt jednostkowy
wyrobu. Ta reguła może mieć wyjątki. Jeżeli bowiem na przykład konieczne będzie
zatrudnienie pracowników w niedziele i święta to ich płace trzeba powiększyć
o odpowiednie dodatki – wtedy wzrośnie koszt bezpośredni, który może przewyższyć
oszczędność na koszcie ogólnym. Podobne zaburzenie ogólnej reguły może spowodować
korzystanie z większej wydajności urządzeń produkcyjnych niż optymalna itp.
Przedmiotem rozważań działu planowania mogą być różne zagadnienia
optymalizacyjne. Na przykład w walcowni „długich” wyrobów hutniczych istnieje
problem częstotliwości „przebudów walców”. Walcownia tego typu może walcować różne
kształty (profile) wyrobów oraz różne ich wielkości. Każdy z tych wyrobów wymaga
48

stosowania walców o odpowiednich wykrojach (kalibrach). Przystępując do produkcji
zadanego wyrobu, trzeba wprowadzić do klatek walcowniczych walce o odpowiednich
wykrojach. To wprowadzenie trwa odpowiedni czas, a więc oznacza bezczynność
walcowni. Jeżeli zamierzamy wyprodukować dużą ilość jednakowego produktu (partię), to
wykorzystanie czasu kalendarzowego będzie dobre. Wymaga to bądź posiadania
zamówienia na dużą ilość tego wyrobu bądź połączenia większej liczby jednakowych
zamówień. Odwrotnie: częste wymiany walców przyspieszają realizację zamówień ale
zmniejszają wykorzystanie walcowni. Granicą wydłużenia partii jest zużycie walców –
a więc chwila, od której wymiary wyrobu będą odbiegały od założonych. Walcowanie do
chwili zużycia walców jest optymalne technologicznie ale często zbyt długie „handlowo”.
Poza planowaniem przebiegu produkcji i zadań ilościowo jakościowych, plany
operacyjne mogą dotyczyć zaopatrzenia w surowce i podzespoły do montażu, zakresów
i czasu remontów urządzeń produkcyjnych i innych prac pomocniczych.
Na skuteczność planowania wpływa także znajomość zamiarów odbiorcy, jego
plany produkcyjne zarówno ilościowe jak i jakościowe. Często dla dostawcy ważne są
sygnały o zmianach produkcji u odbiorcy.
Wyobraźmy sobie, że nasze przedsiębiorstwo dostarcza podzespoły do samochodów
produkowanych u odbiorcy – są to samochody osobowe różnej wielkości, różnych modeli,
różnie wyposażone. Zgodnie z wynikami swoich badań marketingowych fabryka
samochodów zamierza wycofać z bieżącej produkcji typ samochodu do którego nasza
fabryka produkuje określony model podzespołu. Nasze planowanie musi wcześnie
sygnalizować zaprzestanie produkcji tego modelu podzespołu. Jeśli tego nie zrobi
wyprodukujemy za dużo tych podzespołów, których nie sprzedamy, bo on pasuje tylko do
wycofanego z produkcji modelu samochodu.
W znacznie wygodniejszej sytuacji jest planowanie w fabryce produkującej
bardziej uniwersalne wyroby. Oczywiście nasze planowanie powinno śledzić zamiary
konkretnego odbiorcy, ale gdybyśmy wyprodukowali więcej określonego wyrobu niż
potrzeba temu odbiorcy, to złożymy tę nadprodukcję w magazynie i sprzedamy ten wyrób
później naszemu dotychczasowemu odbiorcy lub będziemy poszukiwali innego odbiorcę.
Przytoczone przykłady wskazują, że planowanie operacyjne musi być komplek-
sowe – musi uwzględniać potrzeby klientów oraz różne czynniki optymalizujące pracę
przedsiębiorstwa (surowce i korzystne warunki ich dostaw, warunki działania urządzeń
produkcyjnych, warunki pracy ich obsługi) nie wyłączając polityki cen.
49
7. ZAOPATRZENIE W SUROWCE, CZĘŚCI I PODZESPOŁY DO PRODUKCJI – JAKOŚĆ [15,16].
Działalność zaopatrzeniowa polega na dostarczaniu do przedsiębiorstwa produkcyj-
nego różnorodnych surowców, części i podzespołów oraz nośników energii niezbędnych
w procesie produkcji ale także przedmiotów zaspokajających zbiorowe potrzeby
konsumpcyjne np. materiały piśmienne dla biur, materiały dla utrzymania czystości
w fabryce itp. Specjaliści (lub działy specjalistyczne) zaopatrzenia nabywają także
literaturę, materiały informacyjne, konsultacje itp. potrzebne do kierowania pracą
przedsiębiorstwa i jego rozwoju.
Skoncentrujmy się na surowcach i częściach lub podzespołach potrzebnych do
sporządzenia wyrobu i do utrzymania w gotowości produkcyjnej urządzeń produkcyjnych.
Ich sposób nabywania jest bardzo różny – od zakupu w sklepie (małe ilości standardowych
materiałów lub części) do złożonych transakcji.
W zależności od typu produkcji potrzebne są:
• surowce np. wapień i koks lub inne paliwo do produkcji wapna palonego, gliny
i paliwa do produkcji cegieł budowlanych, produkty destylacji ropy naftowej do
produkcji tworzyw sztucznych itp.,
• części to znaczy: śruby, uszczelki, szyby itp. oraz
• podzespoły czyli gotowe, złożone elementy, wykonane u dostawcy z różnych
surowców i części np. układy sterujące pracą maszyn które wykonujemy w naszym
przedsiębiorstwie (kompletacja u nas wyrobu w ramach outsourcingu).
Wszystkie te materiały muszą odpowiadać następującym warunkom:
• jakość odpowiednia dla wykonania naszego wyrobu,
• termin dostawy taki by dostarczony materiał trafił do produkcji w dokładnie
określonym czasie,
• cena, która pozwoli na wytworzenie wyrobu o koszcie pozwalającym na jego
sprzedaż z zyskiem na rynku.
50
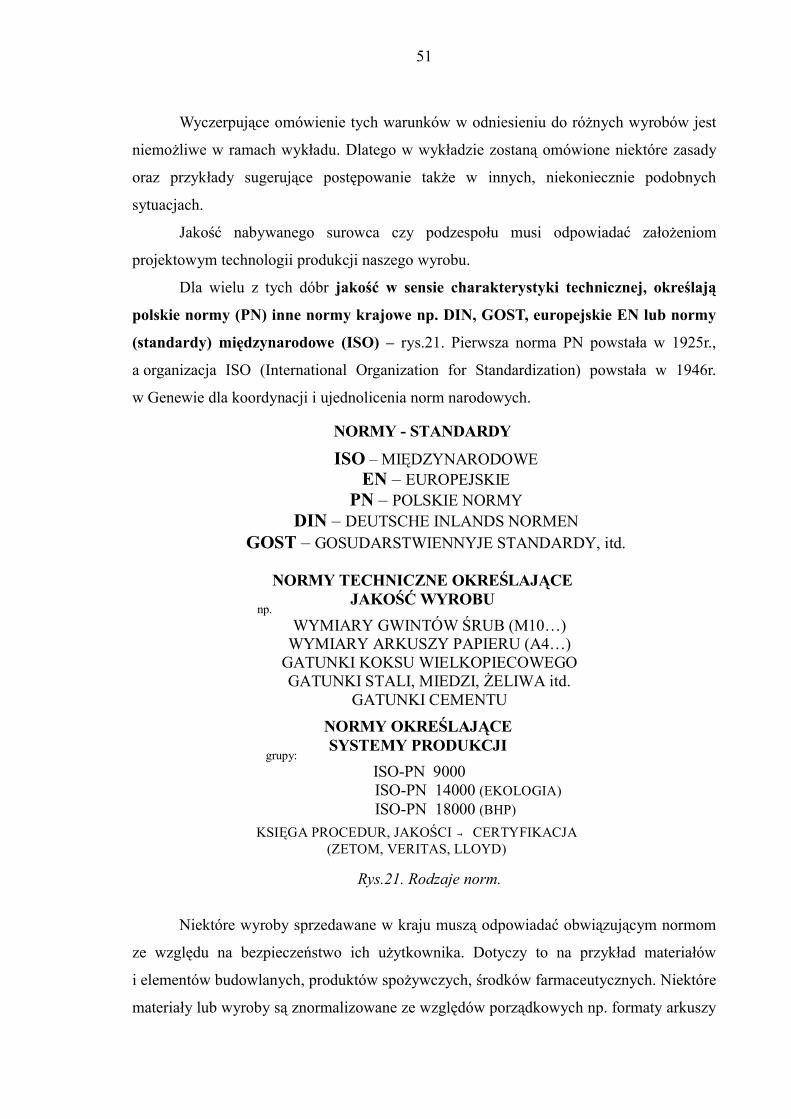
Wyczerpujące omówienie tych warunków w odniesieniu do różnych wyrobów jest
niemożliwe w ramach wykładu. Dlatego w wykładzie zostaną omówione niektóre zasady
oraz przykłady sugerujące postępowanie także w innych, niekoniecznie podobnych
sytuacjach.
Jakość nabywanego surowca czy podzespołu musi odpowiadać założeniom
projektowym technologii produkcji naszego wyrobu.
Dla wielu z tych dóbr jakość w sensie charakterystyki technicznej, określają
polskie normy (PN) inne normy krajowe np. DIN, GOST, europejskie EN lub normy
(standardy) międzynarodowe (ISO) – rys.21. Pierwsza norma PN powstała w 1925r.,
a organizacja ISO (International Organization for Standardization) powstała w 1946r.
w Genewie dla koordynacji i ujednolicenia norm narodowych.
np. WYMIARY GWINTÓW ŚRUB (M10…)
WYMIARY ARKUSZY PAPIERU (A4…) GATUNKI KOKSU WIELKOPIECOWEGO GATUNKI STALI, MIEDZI, ŻELIWA itd.
GATUNKI CEMENTU
NORMY - STANDARDY
ISO – MIĘDZYNARODOWE EN – EUROPEJSKIE
PN – POLSKIE NORMY DIN – DEUTSCHE INLANDS NORMEN
GOST – GOSUDARSTWIENNYJE STANDARDY, itd.
NORMY TECHNICZNE OKREŚLAJĄCE JAKOŚĆ WYROBU
NORMY OKREŚLAJĄCE SYSTEMY PRODUKCJI
grupy: ISO-PN 9000
ISO-PN 14000 (EKOLOGIA) ISO-PN 18000 (BHP)
KSIĘGA PROCEDUR, JAKOŚCI → CERTYFIKACJA (ZETOM, VERITAS, LLOYD)
Rys.21. Rodzaje norm.
Niektóre wyroby sprzedawane w kraju muszą odpowiadać obwiązującym normom
ze względu na bezpieczeństwo ich użytkownika. Dotyczy to na przykład materiałów
i elementów budowlanych, produktów spożywczych, środków farmaceutycznych. Niektóre
materiały lub wyroby są znormalizowane ze względów porządkowych np. formaty arkuszy
51
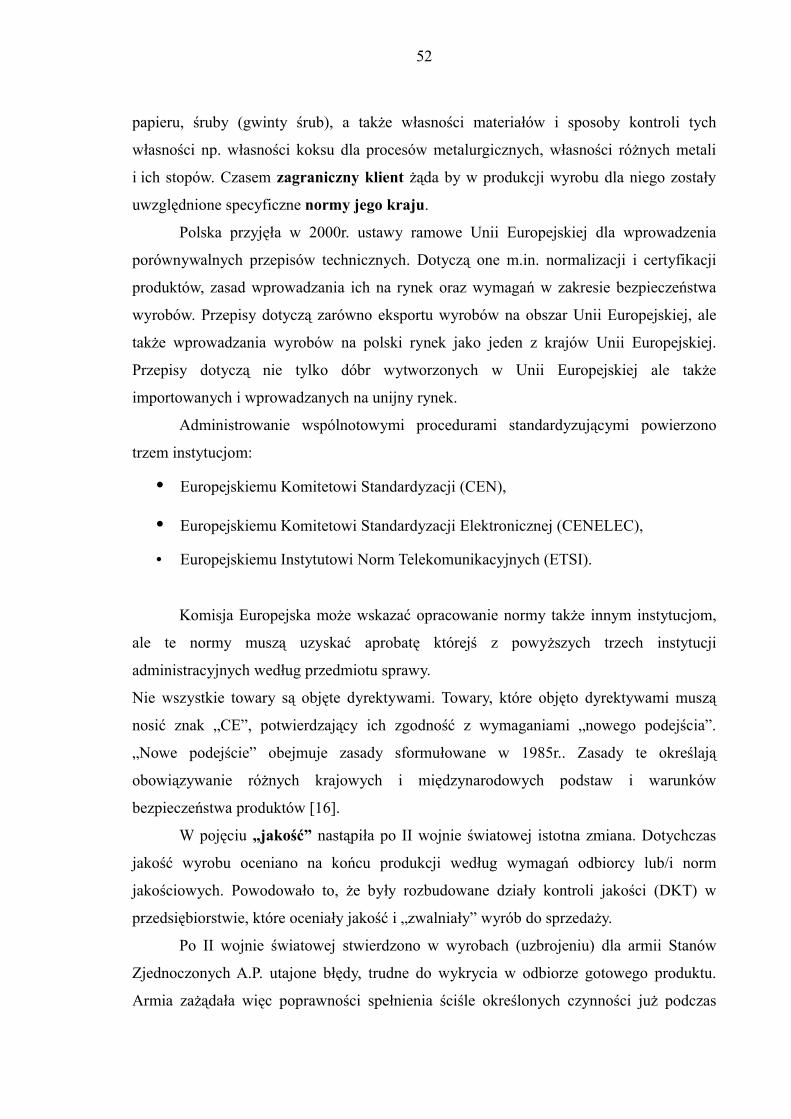
papieru, śruby (gwinty śrub), a także własności materiałów i sposoby kontroli tych
własności np. własności koksu dla procesów metalurgicznych, własności różnych metali
i ich stopów. Czasem zagraniczny klient żąda by w produkcji wyrobu dla niego zostały
uwzględnione specyficzne normy jego kraju.
Polska przyjęła w 2000r. ustawy ramowe Unii Europejskiej dla wprowadzenia
porównywalnych przepisów technicznych. Dotyczą one m.in. normalizacji i certyfikacji
produktów, zasad wprowadzania ich na rynek oraz wymagań w zakresie bezpieczeństwa
wyrobów. Przepisy dotyczą zarówno eksportu wyrobów na obszar Unii Europejskiej, ale
także wprowadzania wyrobów na polski rynek jako jeden z krajów Unii Europejskiej.
Przepisy dotyczą nie tylko dóbr wytworzonych w Unii Europejskiej ale także
importowanych i wprowadzanych na unijny rynek.
Administrowanie wspólnotowymi procedurami standardyzującymi powierzono
trzem instytucjom:
• Europejskiemu Komitetowi Standardyzacji (CEN),
• Europejskiemu Komitetowi Standardyzacji Elektronicznej (CENELEC),
• Europejskiemu Instytutowi Norm Telekomunikacyjnych (ETSI).
Komisja Europejska może wskazać opracowanie normy także innym instytucjom,
ale te normy muszą uzyskać aprobatę którejś z powyższych trzech instytucji
administracyjnych według przedmiotu sprawy.
Nie wszystkie towary są objęte dyrektywami. Towary, które objęto dyrektywami muszą
nosić znak „CE”, potwierdzający ich zgodność z wymaganiami „nowego podejścia”.
„Nowe podejście” obejmuje zasady sformułowane w 1985r.. Zasady te określają
obowiązywanie różnych krajowych i międzynarodowych podstaw i warunków
bezpieczeństwa produktów [16].
W pojęciu „jakość” nastąpiła po II wojnie światowej istotna zmiana. Dotychczas
jakość wyrobu oceniano na końcu produkcji według wymagań odbiorcy lub/i norm
jakościowych. Powodowało to, że były rozbudowane działy kontroli jakości (DKT) w
przedsiębiorstwie, które oceniały jakość i „zwalniały” wyrób do sprzedaży.
Po II wojnie światowej stwierdzono w wyrobach (uzbrojeniu) dla armii Stanów
Zjednoczonych A.P. utajone błędy, trudne do wykrycia w odbiorze gotowego produktu.
Armia zażądała więc poprawności spełnienia ściśle określonych czynności już podczas
52

wykonywania wyrobu. Uniknięto w ten sposób wielu przykrych „niespodzianek”
jakościowych. Żądanie spełnienia określonych czynności przejęły następnie fabryki
samochodów wobec dostarczonych z zewnątrz (outsourcing) części i podzespołów. Za
przemysłem samochodowym podobne żądania zaczęli stosować inni odbiorcy. Sprawą
zajęły się organizacje normalizacyjne, które stworzyły nowe normy określające ramy
organizowania całego przebiegu produkcji od wsadu pochodzącego od zatwierdzonego
dostawcy przez zatwierdzony przebieg wytwarzania do kontroli jakości gotowego wyrobu.
Za jakość produktu odpowiada obecnie, nie dział kontroli jakości lecz producent, a więc
każdy pracownik przedsiębiorstwa w zakresie swej specjalności i zadania produkcyjnego.
Tak więc za jakość przedmiotu szklanego nie odpowiada pracownik DKT lecz robotnik,
który ten przedmiot odlewa. Powoduje to ograniczenie zadań działów DKT do
wykonywania pomiarów i analiz kontrolnych, sprawdzających np. skład chemiczny
materiału, surowca dostarczanego do produkcji, półwyrobu i wyrobu końcowego. Cała
procedura produkcji musi być opracowana i spisana w odpowiedniej księdze jakości,
a następnie oceniona i sprawdzona przez uprawnioną instytucję (wykonanie auditu).
Taką instytucją może być Zakład Badań i Atestacji „Zetom”. Zetom posiada
uprawnienia: Polskiego Centrum Badań i Certyfikacji, Urzędu Dozoru Technicznego,
Bureau Veritas, Polskiego Komitetu Normalizacyjnego, Głównego Urzędu Miar. Zetom
szkoli osoby zajmujące się jakością a w tym auditorów wewnętrznych w przedsię-
biorstwach oraz pełnomocników dyrektora przedsiębiorstwa dla spraw systemu jakości.
Instytucja ta kontroluje nie tylko przepisy, ale także ich praktyczną realizację
m.in. sprawdza rzeczywiste wyniki szkolenia pracowników. Dopiero po takiej kontroli
wydaje przedsiębiorstwu odpowiedni certyfikat ważny na określony czas, zastrzegając się,
że prawidłowość realizacji zatwierdzonej procedury będzie w międzyczasie sprawdzana
(okresowe audity). Cały ten proces określają normy ISO-PN grupy 9000.
W skład tej grupy norm wchodzą:
ISO 9001 − norma dotycząca zapobiegania występowaniu wad wyrobu we wszystkich etapach od projektowania aż po zużycie wyrobu,
ISO 9002 − dotyczy jakości w fazie produkcji i instalowania wyrobu,
ISO 9003 − dotyczy zapobiegania występowania wad i ich ujawniania podczas kontroli i badań ostatecznych wyrobu,
ISO 9004 − zawiera elementy opracowania systemu jakości w przedsiębiorstwie.
Ponadto istnieją normy grup 14000 i 18000, które wiążą sprawy produkcji
z ekologią i warunkami (bezpieczeństwa) pracy. (Uwaga: normy ISO 9000 14000, 18000 –
53

określają przebieg produkcji zgodny z założeniem lecz nie są normami dotyczącymi
parametrów konkretnych wyrobów!).
Jakości dostarczanych do produkcji dóbr nie zawsze da się określić mierzonymi
parametrami. Wśród niektórych surowców pochodzących z przyrody np. geologicznych
o jednakowych mierzonych parametrach bywają takie, które dają dobry wyrób a inne nie.
Dzieje się tak na przykład z piaskiem do produkcji szkła: z jednej kopalni jest dobry,
a z drugiej pozornie taki sam – jest zły. Dlatego określeniem jakości w tym przypadku jest
nazwa złoża, z którego piasek pochodzi.
W niektórych przypadkach z gorszego surowca można zrobić dobry wyrób ale
wymagałoby to opracowania odpowiedniej technologii produkcji. Warto o tym wiedzieć,
bowiem może to być droga do obniżenia kosztu wytwarzania. Konieczna jest wtedy ocena
ewentualnego wzrostu kosztu nowej technologii przy niższym koszcie surowca.
Jakość może być jednym z głównych celów prowadzenia produkcji i jej
unowocześniania. System taki jest znany jako TQM (Total Quality Management). W tym
systemie we wszystkich poczynaniach przewodzi jakość – począwszy od jakości
motywacji załogi do dobrej pracy.
Dotrzymanie terminu dostawy wyrobu do odbiorcy także należy obecnie do
kategorii jakości. Dostarczenie wyrobu do odbiorcy zbyt późno zaburza jego działalność
produkcyjną (wykonanie urządzenia, którego składnikiem jest wyrób, usługę itp.). Zbyt
wczesna dostawa zmusza odbiorcę do jej magazynowania.
W ostatnich latach często stosuje się dostawy „just in time” dosłownie „w samą
porę”, a więc w dokładnie określonym terminie, nawet w godzinach. Dostarczony wyrób
np. blacha z huty do fabryki samochodów, trafia wtedy z transportu wprost do produkcji
karoserii samochodowych. Umożliwia to ograniczenie, a nawet likwidację zapasu blachy
w fabryce samochodów. Korzyścią dla fabryki jest uniknięcie blokowania środków
finansowych na utrzymanie zapasu, a także nie potrzebna staje się konserwacja blachy
podczas jej magazynowania. System dostawy „just in time” nie pozwala jednak na
kontrolę jakości blachy przed jej zastosowaniem u odbiorcy – wszystkie dostarczone
blachy są kierowane bezpośrednio do prasowni. Jeżeli wśród dostarczonych blach znajdzie
się nieodpowiednia, to również z niej powstanie część karoserii, którą kontrola
międzyoperacyjna wychwyci jako złą. Huta zostanie obciążona wtedy nie tylko za złą
blachę, ale także za operacje dokonane na złej blasze. Zmusza to hutę do dostawy
wyłącznie dobrych blach, a więc do stworzenia w hucie warunków dla pełnej selekcji
54

blach przed wysyłką. System „just in time” jest korzystny dla fabryki samochodów ale
przenosi koszty magazynowania blach na dostawcę (hutę). Często, w przypadku dużej
odległości huty od fabryki samochodów, huta organizuje swój dodatkowy magazyn blisko
fabryki samochodów, przez co ogranicza ryzyko niepunktualnej dostawy do odbiorcy.
W masowej produkcji samochodów i innych dóbr powszechnego użytku trzeba
respektować zamówioną , zróżnicowaną jakość wyrobów. Realizując to, z taśmy
produkcyjnej, „spływają” samochody o różnych silnikach, o różnych kolorach, o różnym
wyposażeniu wnętrza itd. Wymaga to „wejścia” na taśmę montażową podzespołów
o odpowiedniej jakości, w odpowiedniej chwili. Dlatego konieczne jest zorganizowanie
i zautomatyzowanie ruchu podzespołów od ich pobierania z magazynu do ich dostarczenia
na miejsce montażu.
Innym przykładem problemu punktualności dostaw są dostawy tworzyw
(surowców) do huty. Huta produkuje metal (żelazo, cynk, ołów, miedź itd.) z rud. Ponadto
są potrzebne różne dodatki jak topniki, koks. Ponieważ procesy redukcji rud są zazwyczaj
procesami ciągłymi, odbywającymi się przez całą dobę w dłuższym okresie czasu (np.
wielkie piece pracują bez dłuższych przerw nawet powyżej 10 lat), konieczne jest
dostarczanie surowców bez przerw. Składniki wsadu są odbierane do produkcji ze
składowisk huty. Jeżeli źródłem dostawy kamienia wapiennego lub dolomitu jest kopalnia
odległa od huty o kilkadziesiąt kilometrów, zapas na składowisku huty odpowiadający 2-3
dniowemu zużyciu zapewnia rytmiczną pracę agregatu metalurgicznego. Wyjątek stanowią
nadzwyczajne przypadki jak powódź w kopalni.. W zależności od częstotliwości takich
sytuacji czasem warto utrzymywać większy zapas na składowisku huty.
Bardziej złożone jest określenie wielkości zapasu składników wsadu dostarczanych
z odległych kopalń. Dawniej, kiedy transport rud szwedzkich odbywał się po Bałtyku
z portu w zatoce Botnickiej (zatoka ta zamarza w zimie) dostawy w zimie ulegały częstym
zaburzeniom. Dlatego zapas zimowy rud szwedzkich w polskich hutach przed II wojną
światową odpowiadał 3-miesięcznemu zużyciu. Sytuacja zmieniła się z chwilą
uruchomienia dostaw przez nie zamarzający port w Narwiku.
Powodem zaburzeń rytmiczności dostaw surowców mogą być względy polityczne
i socjalne (np. strajki górników). Znane są blokady dostaw rud z niektórych krajów –
nabywając surowce z kraju „niezrównoważonego”, trzeba utrzymywać w naszym
przedsiębiorstwie większe zapasy surowców, bądź mieć w „odwodzie” innego dostawcę
(nawet droższego).
55

Zmniejszanie w naszym przedsiębiorstwie zapasów surowców, części czy
podzespołów dla produkcji jest celową działalnością ekonomiczną powodującą
zmniejszenie magazynów i składowisk oraz kosztów obsługi bankowej zapasów. Dla
zabezpieczenia ciągłości produkcji i punktualności realizacji zamówień odbiorców
(klientów), to zmniejszanie zapasów trzeba „zastąpić” lepszą organizacją (pewnością
i punktualnością) dostaw surowców Konieczne jest także uwzględnienie potrzeb
technologicznych opisanych jako przykład na stronie 5 niniejszych tez.
Cena dóbr dostarczanych do przedsiębiorstwa produkcyjnego jest zazwyczaj
określana jako „loco fabryka”, a więc cena jaką płacimy w naszej fabryce. Jest to więc
cena u dostawcy plus koszty transportu: CIF (Cost Including Freight).
Możliwa jest także cena bez transportu, zawierająca jedynie załadunek towaru u dostawcy
na statek lub inny środek transportu – jest to cena FOB (Free on Board) wtedy odbiorca
sam organizuje (i opłaca) transport.
W dobrach drogich i lekkich, na przykład w przypadku elementów lub
podzespołów elektronicznych, udział kosztu transportu jest niewielki. Dlatego łatwo
decydujemy się na import tych dóbr z odległych krajów. Natomiast wiele surowców
kopalnych jak węgiel kamienny, rudy żelaza jest na tyle tanich, że koszt ich przewozu
z kopalni do użytkownika wynosi niekiedy prawie połowę kwoty jaką możemy zapłacić
w „bramie” naszego przedsiębiorstwa. W tych przypadkach optymalizacja kosztów
transportu ma bardzo duże znaczenie (rys.22).
Rys.22. Wpływ kosztów transportu na cenę towaru o zróżnicowanej wartości.
Przykładem może być ruda żelaza. W Polsce, co prawda, mamy duże złoże rudy
żelaza i innych metali w okolicy miejscowości Krzemianka na Suwalszczyźnie, ale to
złoże jeszcze nie jest zagospodarowane. Musimy więc importować rudy z zagranicy.
56
Większość rud żelaza importujemy z Ukrainy i Rosji. Rudy te przewozi się do polskich hut
głównie koleją szerokotorową, której końcowa stacja w Polsce znajduje się w Sławkowie,
a więc przy Hucie Katowice.
Jednym z źródeł rud żelaza są kopalnie w Brazylii. Ceny różnych rud żelaza
w kopalni wynoszą około 20-30 dolarów USA za tonę. Huty Niemiec i inne przewożą te
rudy do Rotterdamu w Holandii statkami o nośności 200 tys. ton lub większymi. Koszt
takiego transportu waha się między 5 a 9 dolarów za tonę. Z Rotterdamu do Duisburga
w Niemczech tę rudę transportują Renem barki o nośności od 6-7 tys. ton. Cały więc
transport jednej tony z Brazylii do Duisburga kosztuje 10 do 15 dolarów USA. Jeszcze
tańszy jest transport do huty w Dunkierce we Francji – te duże statki zawijają bezpośrednio
do huty. Transport do Polski np. do Huty Katowice jest bardziej złożony: z Brazylii do
Rotterdamu statkiem o nośności 200 tys. ton, przeładunek na statki mniejsze 50 tys. ton
(bo tylko takie „wpływają” na Bałtyk), transport do Gdańska, przeładunek na wagony PKP,
transport kolejowy do Huty Katowice. W zależności od aktualnych cen transportu warto
przeanalizować koszt w innym układzie np. przewóz statkiem 50 tys. ton wprost z Brazylii
do Gdańska, a więc zaoszczędzenie przeładunku w Rotterdamie, ale więcej zapłacimy za
przewóz mniejszym statkiem przez Atlantyk. Można rozpatrywać także transport ze
Szczecina na Śląsk Odrą. Trzeba pamiętać, że transport kolejowy kosztuje w porównaniu z
transportem wodnym 5 do 10 razy więcej w przeliczeniu na 1 tonę i 1000 km. Relacja ta
ma istotne znaczenie w wyborze dostawcy rudy. Aktualna taryfa opłat kolejowych czyni
koszt przewozu rud z Rosji lub Ukrainy pociągiem na odległość 1000-1500 km zbliżonym
do kosztu przewozu statkiem na odległość kilku tysięcy kilometrów. Z tego powodu ruda z
Ukrainy do huty w Linz w Austrii dostaje się, nie pociągiem, lecz drogą wodną przez
Morze Czarne i Dunaj. Z powodu drogiego transportu rudy żelaza, z odległych kopalń nie
warto sprowadzać rud zawierających mało żelaza i dużo skały płonnej. Im uboższa w
żelazo jest ruda, tym więcej trzeba jej zużyć dla wyprodukowania jednej tony metalu-
żelaza.
Znając cenę produkowanego metalu jaką możemy uzyskać na rynku, z bilansu
kosztów produkcji wynikną ceny poszczególnych składników wsadu jakie możemy
zapłacić w „bramie huty”. Jeżeli od takich cen odejmiemy koszty transportu rudy z kopalni
do huty, to otrzymamy kwotę jaką (co najwyżej, a więc limit) możemy zapłacić kopalni
[15].
57
Biorąc pod uwagę ilości rud zużywanych w hucie (Huta Katowice zużywa w ciągu
doby około 20 tys. ton rud oraz kilka tysięcy ton koksu i innych surowców) konieczna jest
mechanizacja i automatyzacja manipulacji tymi ilościami. Tak więc konieczne są
wywrotnice wagonów opróżniające wagony, w zimie trzeba rudę rozmrozić by wysypała
się z wagonu (rozmrażalnia), rudę gromadzi się na składowiskach zaopatrzonych
w urządzenia przyjmujące rudę na składowisko i później odbierające ze składowiska, rudę
trzeba przygotować do procesu metalurgicznego, ewentualnie spiec w kawałki (dotyczy
rud pylastych, miałkich) itd.
Również inne surowce a także części i podzespoły wymagają odpowiednich
magazynów. Mogą to być pomieszczenia z półkami lub zbiornikami obsługiwanymi
ręcznie. Ręczną pracę magazynowania a następnie odbioru zmagazynowanych dóbr
zastępuje się mechanicznymi urządzeniami, często sterowanymi elektronicznie.
Wielkość zapasów jest coraz częściej rejestrowana automatycznie. W ten sposób
w każdej chwili wiemy czy zapas jest dostateczny, czy i co należy uzupełnić.
Bardzo istotną przy przyjmowaniu do przedsiębiorstwa produkcyjnego surowców
czy podzespołów jest kontrola ich jakości i ilości (np. ważenie dostarczonych surowców).
Kontrola jakości opiera się na atestach dostawców i na własnych organach kontrolnych
(tzw. działy kontroli jakości).
8. ORGANIZACJA ROZWOJU PRZEDSIĘBIORSTWA [17-20].
Każde przedsiębiorstwo ma określone cele działania. Cele te dotyczą obszaru
w jakim działa przedsiębiorstwo (rodzaj wyrobów, rodzaj działalności), a także terenu
w jakim chce rozwijać tę działalność. Posiadane środki pozwalają na określenie sposobu
(polityki) działania. Z biegiem czasu te pierwotne cele mogą ulegać zmianom
np. rezygnacja z budowy samochodów ciężarowych i specjalizacja w budowie
samochodów osobowych, a w hucie: koncentrowanie się na produkcji blach i rezygnacja
z produkcji wyrobów „długich” (np. szyn kolejowych). Zmiany te mogą być bardziej
szczegółowe np. koncentrowanie się na produkcji blach cienkich powlekanych cynkiem
czy tworzywami organicznymi.
Badania marketingowe mogą powodować zmiany wymagań dotyczących jakości
wyrobów, ich ilości, sposobu sprzedaży w przyszłości, często z dokładnym określeniem
koniecznego terminu wdrożenia nowości [17].
58
Zmian jakości czy nowych wyrobów mogą domagać się klienci – wiadomości te
powinny być rejestrowane przez pracowników działu sprzedaży. Pracownicy ci często
także sygnalizują kierownictwu przedsiębiorstwa konieczność zmiany ceny wyrobu –
niekoniecznie obniżenia, ale czasem i wzrostu, albo zaniechania produkcji niektórych
wyrobów z powodów konkurencji na rynku. Postulaty zmian ilości lub jakości produkcji
mogą pochodzić również od pracowników działów produkcyjnych – dotyczą one zmian
warunków produkcji (technologii i urządzeń produkcyjnych, zmian organizacji produkcji),
zmian czynników wpływających na koszt wyrobu, warunków pracy itd.
Bardzo istotną cechą produktu jest jego niezawodność. Produkt powinien być
dobry nie tylko w chwili wyprodukowania ale także po dłuższym jego użytkowaniu – jest
to „jakość w czasie”. Przed laty maszyny do szycie firmy Singer psuły się bardzo rzadko
mimo wieloletniej eksploatacji. Klient był skłonny zapłacić za taką maszynę więcej niż na
maszynę do szycia innej marki. Maszyny niezawodne znajdowały więcej klientów niż
maszyny nawet tańsze ale częściej się psujące. Producent, po uzyskaniu dobrej opinii
o swych wyrobach powinien dążyć do podtrzymywania tej dobrej opinii również
w następnych latach.
Obecnie wielu producentów dąży do niezawodności swych wyrobów –nawet produkty
uznawane dawniej za często psujące się są obecnie coraz trwalsze. Jest to widoczne
szczególnie w branży samochodowej, gdzie wyraźnie przedłużono trwałość silników,
zahamowano rdzewienie karoserii itd. Ocena trwałości poszczególnych marek i typów
samochodów jest publikowana w prasie motoryzacyjnej przez firmy okresowo badające
stan samochodów.
Na przyszłe zmiany pracy przedsiębiorstwa wpływają również nowe (już
obowiązujące lub przewidywane) akty prawne np. dotyczące ekologii.
Wszystkie te sygnały mogą decydować o przyszłości przedsiębiorstwa i powinny
być zbierane w jednym miejscu. W dużych przedsiębiorstwach produkcyjnych miejscem
tym jest najczęściej dział głównego technologa lub głównego specjalisty dla rozwoju
przedsiębiorstwa. W zależności od charakteru przedsiębiorstwa „zbieraczem” może być
inny dział np. dział organizacji.
Zbieranie sygnałów zmierzających do usprawnienia pracy przedsiębiorstwa
odbywa się przez cały rok. Sprawy pilne, nie wymagające dużego wkładu finansowego
(np. nowych urządzeń produkcyjnych) czy rozległych badań, można realizować
59

natychmiast. Pozostałe gromadzi się i analizuje pod względem technicznym, ekonomicz-
nym i ekologicznym na tle celów przedsiębiorstwa i dzieli na sprawy:
1. konieczne dla przedsiębiorstwa i pilne w realizacji,
2. konieczne dla przedsiębiorstwa, ale mniej pilne,
3. mniej istotne dla przedsiębiorstwa.
Problemy grupy 1. stają się podstawą tworzenia planu innowacji lub planu
postępu naukowo-techniczno-ekonomiczno-ekologicznego – rys.23 w ramach
posiadanych środków (budżetu) na ten cel w najbliższym roku. Jeżeli w budżecie znajdzie
się wolne miejsce, to do planu wchodzą niektóre pozycje grupy 2. Pozostałe z grupy 2
i z grupy 3. są dyskwalifikowane [18].
Jakie czynniki decydują o priorytetach realizacji wniosków? Zaczynamy od
oceny czy wniosek mieści się w celach przedsiębiorstwa. Następnie konieczna jest ocena
kosztów realizacji wniosku i jego efektów – a więc określenie efektu ekonomicznego.
W przypadkach efektów niematerialnych (np. poprawy „image”) trzeba przedyskutować
wniosek z osobą (zespołem) odpowiedzialną za prowadzenie przedsiębiorstwa. Dalej,
konieczna jest ocena: zakupu inwestycji, naboru lub szkolenia specjalistów itd. Jeżeli
przedsięwzięcie będzie wykonalne przez istniejący w przedsiębiorstwie personel na
istniejących urządzeniach, to takie przedsięwzięcie będzie miało wyższość nad
przedsięwzięciem wymagającym dużych inwestycji czy naboru nowych specjalistów –
wszystko to trzeba oceniać równocześnie z korzyściami i kosztami przedsięwzięcia.
W ocenie priorytetów możliwe są takie kryteria jak np. poprawa warunków ekologicznych,
a także wzrost wydajności pracy (ograniczenie liczebności zatrudnionych itd.).
Skłonni do „mechanizacji” rozważań Amerykanie tworzą tabele warunków
(kryteriów) oceny i każdemu z tych warunków przypisują punktową wartość –ułatwia to
ocenę wniosku oraz porównywanie poszczególnych wniosków – rys.24. Jak w każdym
systemie punktowym, występuje jakaś tendencja lub ograniczenie wszechstronności
kryteriów. Dlatego system punktowy prowadzi do oceny wstępnej, wymagającej
ostatecznej weryfikacji merytorycznej.
60

ŹRÓDŁA WNIOSKÓW
OPINIE KONSUMENTÓW
WYNIKI BADAŃ MARKETINGOWYCH
AKTUALNE LUB/I PRZYGOTOWYWANE
AKTY PRAWNE (ekologia, budownictwo)
itp.) WNIOSKI
TECHNOLOGÓW KONSTRUKTORÓW: NOWE PRODUKTY, ZMIANY SPOSOBU
PRODUKCJI, WYKORZYSTANIE
ODPADÓW itp.
WNIOSKI PRACOWNIKÓW
ZAOPATRZENIA I ZBYTU: CENY – JAKOŚĆ, PREZENTACJA,
NIEZAWODNOŚĆ, OPAKOWANIE itp.
WNIOSKI PRACOWNIKÓW
PRODUKCJI: UŁATWIENIE PRACY,
BEZPIECZEŃSTWO PRACY
INNE np. EWOLUCJA ORGANIZACJI I KIEROWANIA
KOORDYNACJA PRAC – SELEKCJA WNIOSKÓW –
PRZYGOTOWANIE PLANU
WNIOSKI WAŻNE I PILNE
WNIOSKI WAŻNE
ALE MNIEJ PILNE
WNIOSKI NIE
WAŻNE
PLAN INNOWACJI (POSTĘPU NAUKOWO-
TECHNICZNO-EKONOMICZNO-
EKOLOGICZNEGO)
KOSZ
REALIZACJA
we własnym zakresie
konsultanci zewnętrzni
instytuty i uczelnie
nabycie licencji lub know-how
wywiad
WERYFIKACJA WNIOSKU PRZEZ REALIZATORA
OKRESOWA KONTROLA REALIZACJI
np. ODCHYŁKI OD PLANU
ZAKOŃCZENIE REALIZACJI -WDROŻENIE
Rys.23. Schemat tworzenia planu innowacji w przedsiębiorstwie produkcyjnym.
61

MOŻLIWA OCENA W PUNKTACH np. OCENA ZŁA = 0 PUNKTÓW OCENA DOBRA = 5 PUNKTÓW
ETAP REALIZACJI
PLANU OCENA
INWESTYCJE duży zakres (0 pkt.)
mały zakres (5pkt.)
AMORTYZACJA długotrwała (0 pkt.)
prędka (5pkt.)
OBSŁUGA potrzeba naboru
specjalistów (0 pkt.)
obsługa własna (5pkt.)
EKOLOGIA duże zagrożenie (0 pkt.)
brak zagrożenia (5pkt.)
UCIĄŻLIWOŚĆ PRACY
duża (0 pkt.)
mała (5pkt.)
SZKOLENIE długie (0 pkt.)
krótkie (5pkt.)
PUNKTY MAŁO DUŻO SUMA PUNKTÓW
Rys.24. Przykładowe czynniki oceny wstępnej wniosku postępu
naukowo – ekonomiczno –ekologicznego.
Po zebraniu wniosków w grupie „koniecznych i pilnych” przystępuje się do
określenia sposobów ich realizacji oraz uściślenia kosztów, efektów i terminów.
Najłatwiej realizuje się wnioski, które mogą rozwiązać pojedyncze osoby lub
służby naszego przedsiębiorstwa. Do tej grupy należą poprawki w wyrobie np. małe
zmiany w jakości wyrobu, co mogą wykonać pracownicy wydziału produkcyjnego bez
pomocy z zewnątrz, albo korekty jakości surowców do czego wystarczą uzgodnienia
przedstawicieli działu zakupu surowców z dostawcami.
Trudniejsze w realizacji są wnioski wymagające współpracy różnych służb
przedsiębiorstwa. Wtedy konieczne jest wyznaczenie osoby odpowiedzialnej za
koordynację realizacji wniosku.
Wyższy stopień utrudnienia realizacji występuje wtedy, kiedy konieczne jest
zaangażowanie kogoś z poza przedsiębiorstwa.
62

Wchodzą w grę:
• konsultanci – ludzie z doświadczeniem w realizacji podobnych przedsięwzięć –
często byli pracownicy innych przedsiębiorstw,
• instytuty (w tym także wyższe uczelnie) znane z tego, że już rozwiązywały
podobne przedsięwzięcia,
• zakup licencji lub know-how,
• wywiad.
Te dwa ostatnie źródła realizacji wymagają krótkiego omówienia. Licencje – są
pochodną patentów. Właściciel patentu ma prawo do pobierania opłaty licencyjnej za
stosowanie patentu.
Kiedy wynalazca stara się o uzyskanie patentu? Posiadanie patentu, co prawda,
pozwala na pobieranie opłaty licencyjnej od użytkownika, ale użytkownik może zataić
korzystanie z patentu. Takie zatajenie jest łatwiejsze jeżeli stosowanie patentu prowadzi do
wyrobu znajdującego się na rynku, ale metodą tańszą, wygodniejszą. Przykładem
rezygnacji z patentowania była w latach siedemdziesiątych, opracowana w Instytucie
Metalurgii Żelaza metoda „hydrodynamiczna” ciągnienia drutu. Zmniejszenie średnicy
drutu polega na przeciąganiu grubszego drutu lub pręta przez ciągadło, a więc narzędzie
w kształcie lejka. Pręt wkłada się do tego „lejka” od strony „szerszej” i wciąga do części
węższej. Podczas tego procesu – ciągnienia trzeba smarować powierzchnię lejka, po której
ślizga się obrabiany drut. Metoda IMŻ polega na odpowiednim, prostym ukształtowaniu
obudowy ciągadła pozwalającym na samoczynne wciąganie smaru, co zmniejsza siły
potrzebne do procesu. Metodę sprzedawano jako know-how bowiem uważano, że
rozwiązanie jest na tyle proste, że opis patentowy, gdyby taki powstał, umożliwiłby
stosowanie metody bez konsultacji z pomysłodawcą.
W celu uzyskania patentu trzeba wykazać w opisie jego „wyjątkowość
i oryginalność”. Przekazując Urzędowi Patentowemu ten opis zgadzamy się na jego
opublikowanie w wydawnictwie Urzędu. To może wystarczyć „złodziejowi” do
podrobienia technologii. Jeżeli więc stosowanie tej technologii łatwo ukryć, to po co ją
patentować!
Skoro wnioskowany do Urzędu Patentowego pomysł musi być oryginalny, nie
może wcześniej być opisany w ogólnie dostępnej literaturze (książkach, czasopismach
63
itp.). Fakt ten może stać się podstawą blokowania procesu patentowania. Jeżeli bowiem
osoba (fizyczna lub prawna) A prowadząca badania nad nową technologią dowiedziała się,
że podobne badania prowadzone są również u osoby B, może się zdarzyć że osoba B
prędzej opracuje i opatentuje tę technologię. Wtedy osoba A nie będzie mogła wykorzystać
swych badań. Dla uniknięcia tej sytuacji osoba A publikuje swoje dotychczasowe wyniki
robiąc na Urzędzie Patentowym „wrażenie”, że ma nową technologię i nie zamierza jej
patentować. W razie wpłynięcia do Urzędu Patentowego wniosku od osoby B, Urząd
Patentowy stwierdza, że wniosek nie jest oryginalny i odrzuca (w tej sytuacji bardzo
istotna jest redakcja informacji blokującej sporządzonej przez osobę A).
Nowe technologie, nie opatentowane, sprzedaje się jako know-how (wiem jak).
Umowa o stosowanie know-how jest tajemnicą znaną tylko kontrahentom, ale
w przypadku korzystania z takiej samej technologii przez stronę z poza umawiających się,
brakuje podstaw do odszkodowania dla właściciela know-how.
Kiedy właściciel patentu lub know-how sprzedaje swą technologię?
W zasadzie w trzech przypadkach:
• kiedy właściciel jest tylko twórcą i nie ma możliwości stosowania swego pomysłu,
• jeżeli własne przedsiębiorstwo nie jest w stanie pokryć zapotrzebowania rynku
i szuka wspólnika na rynku,
• właściciel patentu lub know-how już wykorzystał swą technologię i ma już nową –
wtedy sprzedaje starą (przykład: sprzedaż Polsce technologii produkcji Fiata 125).
Wywiad może być prowadzony oficjalnie lub konspiracyjnie (szpiegostwo).
Oficjalnym wywiadem może być zbieranie danych o osobach na stanowiskach
kierowniczych (w niektórych krajach jest to prawnie ograniczone), danych o organizacji
produkcji u konkurentów, danych o planach produkcyjnych w przyszłości, o stanie rynku
i jego perspektywach – pracami tymi zajmują się specjalistyczne biura konsultingowe,
wywiadownie.
Wywiad dotyczący konkretnych technologii (między innymi tych, które mogłyby
być przedmiotem sprzedaży know-how) odbywa się nieoficjalnie i jest szpiegostwem.
Dlatego szczególnie te informacje są strzeżone w przedsiębiorstwach. Ten typ wywiadu
jest prowadzony w sposób często bardzo pomysłowy, oryginalny. Dlatego
systematyzowanie stosowanych metod jest niemożliwe – możliwe jest jedynie podanie
konkretnych przykładów – czasem w postaci „historyjek” o kradzieży dokumentacji
64

statków w stoczniach brytyjskich przez Japończyków przed II wojną światową,
o pozyskiwaniu receptury proszku do prania przez Amerykanów po II wojnie światowej,
o nieostrożnych wypowiedziach naukowców w rozmowach z innymi naukowcami lub
przedstawicielami przemysłu.
Zadanie postępu wprowadzone do planu już z określonym wykonawcą (sposobem
wykonania) wymaga śledzenia realizacji. W toku realizacji mogą uwydatnić się błędy
planowania np. założone koszty realizacji, realność terminów wykonania, założone efekty.
Dlatego przystępując do realizacji prosimy wykonawcę o potwierdzenie naszych założeń;
przy bardziej złożonych zadaniach konieczne jest opracowanie planu sieciowego. Co
pewien czas trzeba sprawdzać czy nie następują odchyłki od założeń. Nieetyczne
i naganne jest prowadzenie przez wykonawcę pracy, w której stwierdzono odchyłki, bez
zgłoszenia tych odchyłek zleceniodawcy, a po upływie zadanego czasu i wydaniu
pieniędzy stwierdzenie, że realizacja tematu jest nie możliwa.
Po pozytywnym zakończeniu badań i przygotowań do wdrożenia może okazać się,
że praca nie zostanie wdrożona, nie z powodów merytorycznych lecz:
• wobec „lęku przed nowością” wdrażających,
• wobec zazdrości wśród wdrażających lub innych decydentów.
Kierownik musi umieć opanować „lęk przed nowością” pod wpływem
racjonalnych przemyśleń perspektywicznych. Problem zazdrości należy uwzględnić na
początku realizacji przedsięwzięcia np. przez wciągnięcie do realizacji wszystkich, którzy
mogą przeszkadzać we wdrożeniu (przykład udanego wdrożenia przez dr Sendzimira
koncepcji ciągłej walcowni blach w zakładach United States Steel wobec przyjęcia
inicjatywy osobiście przez prezesa USS).
Nowością w działalności innowacyjnej są propozycje szczegółowych postępowań
w poszukiwaniu zadań innowacyjnych a więc nie tylko działalność marketingowa ale także
inne jak np. controlling, benchmarking. Również samo organizowanie innowacyjności
w przedsiębiorstwie produkcyjnym jest prowadzone różnymi sposobami i w różnych
obszarach jak np. restrukturyzacja przedsiębiorstwa czy reenginering. O ile dawnej
innowacyjność koncentrowała się głównie na nowych wyrobach i nowych technologiach
produkcji to nowe formy w dużym stopniu dotyczą usprawnień organizacyjnych
w przedsiębiorstwie.
65

Przytoczone postępowanie dotyczące przygotowania zadań postępu i ich realizacji
należy traktować jako przykład systemowy. W konkretnych przypadkach działanie może
być uproszczone np. w małych przedsiębiorstwach o jednoosobowym kierownictwie –
właścicielu, albo bardzo rozwinięte np. w przypadku złożonych i kosztownych
przedsięwzięć. W tym drugim, krańcowym przypadku, już w fazie przygotowania stosuje
się szeroko, różne metody znane np. z marketingu (opinie fachowców, burze mózgów
m.in.), przygotowuje plany gałęziowe i określa drogę krytyczną, bada oddziaływania
„uboczne” m.in. socjalne.
Przy precyzowaniu zadań postępu warto także wziąć pod uwagę zwyczaje osób
prowadzących przedsiębiorstwo i zachowania załogi – różne m.in. w zależności od
pochodzenia poszczególnych osób (inaczej zachowują się Polacy z różnych regionów
Polski, inaczej Niemcy, Francuzi, czy Amerykanie) ich wiedzy i poziomu intelektualnego.
Od tych zwyczajów może zależeć na przykład szczegółowość opracowanego
postępowania, bowiem niektórym „nacjom” wystarczy zarys postępowania i pracownicy
sami wypełnią ten zarys szczegółami – innym potrzebne jest dokładne opisanie
i egzekwowanie szczegółów.
Istotnym składnikiem rozwoju przedsiębiorstwa jest ewolucja systemu zarządzania.
Ilustracją tej ewolucji może być model Greinera [19]. Model ten przewiduje, że w miarę
powiększania przedsiębiorstwa [20] zmienia się sposób kierowania tym
przedsiębiorstwem.
W I etapie rozwoju sercem przedsiębiorstwa jest jego założyciel. Jego wizja oraz
styl przywództwa zajmuje centralne miejsce – jest to etap rozwoju przez kreatywność. W
miarę rozwoju przedsiębiorstwa – firmy, jego szef nie potrafi sam podołać potrzebom –
pracuje coraz dłużej w ciągu doby i wreszcie dochodzi do wniosku, że część swych działań
musi przekazać innym. Na tym II etapie nadal pozostaje przywódcą, co pozwala na
poczucie, że działanie jest ukierunkowane dla osiągnięcia odpowiedniej efektywności.
Jakkolwiek szef nie działa sam, to tworzy wytyczne dotyczące budżetowania,
wynagradzania, komunikowania m.in. – jest to więc etap rozwoju przez wytyczne.
Zaangażowani menedżerowie, kierujący konkretnymi obszarami operacyjnymi, często nie
zgadzają się z tym dyrektywnym kierowaniem firmą, co prowadzi do kryzysu.
Rozwiązanie tego kryzysu autonomii polega na uznaniu faktu, że trzeba przekazać
(delegować) więcej uprawnień większej liczbie osób zatrudnionych w firmie – powstaje
więc III etap rozwoju przez delegowanie uprawnień. W przedsiębiorstwie jest więc
66
potrzebna większa grupa osób podejmujących decyzje, które wcześniej były zastrzeżone
dla szefa przedsiębiorstwa. Umożliwia to większe zaangażowanie tej grupy ale prowadzi
do kłopotów z kontrolą – m.in. wywołanych paniką w ścisłym kierownictwie firmy, które
boi się utraty władzy – jest to kolejny kryzys.
Lekarstwem na ten kryzys (kontroli) jest planowanie strategiczne firmy, prowadzące do
połączenia odgórnej i oddolnej metody planowania. Tworzone są systemy i procedury
regulujące zachowanie menedżerów na każdym szczeblu hierarchii. Komunikacja pełni tu
nadrzędną rolę i prowadzi do wykształcenia kultury organizacyjnej – jest to IV etap
rozwoju: „rozwój przez koordynację”. Pozwala to na lepszą orientację pracowników
w stosowanym w firmie modelu działań. Prowadzi to niestety do rozwoju biurokracji,
która z czasem zagłusza innowacyjność i lokalną inicjatywę – powstaje więc następny
kryzys.
Obejście nadmiernej biurokracji polega na zaszczepieniu współpracy w całej
organizacji – etap V. Wymaga ona uproszczenia i połączenia systemów poziomego
przepływu informacji w firmie i położenia nacisku na pracę zespołową.
Greiner opracowując swój model nie wykluczał dalszych kryzysów. Kryzysy przy
zmianach etapów są nieuniknione, ale wprowadzający te zmiany powinien przewidzieć
przebieg kryzysu i zorganizować sposoby ograniczania jego ujemnych skutków.
L.E.Greiner opisał swój model w 1972r. Pozwoliło to na jego rozpowszechnienie
w krajach zachodnich stosunkowo dawno. Kierownicy przedsiębiorstw zdążyli od tego
czasu przekształcić swój sposób myślenia co spowodowało, że dzisiaj przechodzenie
z etapu na etap odbywa się przy stosunkowo małych kryzysach międzyetapowych.
Model ten jest w Polsce mało rozpowszechniony i wielu kierowników firm nie potrafi
przekazać swym zastępcom części inicjatywy, władzy i odpowiedzialności. Skutkiem tego
jest inny w Polsce i inny na przykład we Francji wynik ankiet wśród pracowników różnych
przedsiębiorstw przeprowadzonych przez francuskich konsultantów firmy Mark and
Lucas. Dojrzałość sposobu zarządzania w przedsiębiorstwach we Francji, według
tamtejszych ankietowanych, rośnie z etapu na etap: od najmniejszej na etapie
kreatywności, większej na etapie wytycznych, jeszcze większej w okresie delegowania
i dalej rośnie na etapach koordynacji i współpracy. Taka sama ankieta wśród polskich
pracowników (dużych) przedsiębiorstw wykazała największą dojrzałość zachowań już na
etapie poleceń (wytycznych). Następnie dojrzałość była tylko niewielka. Wynika z tego, że
dotychczas w polskich przedsiębiorstwach obowiązuje głównie kierowanie przez polecenia
67

i wytyczne szefa. Wobec znacznie późniejszego uświadomienia sobie w Polsce o istnieniu i
działaniu modelu Greinera, wiedza i umiejętności naszych pracowników w sposobie
kierowania przez zastępców szefa czy szczególnie koordynacji i kooperacji „poziomej” są
niewielkie. To opóźnienie trzeba obecnie nadrobić. Model Greinera muszą sobie
uświadomić przede wszystkim szefowie przedsiębiorstw, bo od nich zależy sposób
przekształcania zarządzania i skutki tych przekształceń.
9. PROBLEMY EKOLOGICZNE [21-25]
Na środowisko składają się 3 podstawowe czynniki: woda, powietrze i ziemia.
Każdy z tych czynników nie jest „czysty”. Z biegiem czasu wytworzyły się wzajemne
oddziaływania tych czynników takie, że wzrostowi ich zanieczyszczeń towarzyszy wzrost
likwidacji zanieczyszczeń. W takim systemie, ograniczonym terenowo tworzy się
równowaga, dopóki intensywność zanieczyszczenia nie przekroczy zdolności
oczyszczania takiego „ekosystemu” [21].
Jedną z głównych przyczyn tego zakłócenia może być przyrost ilościowy np.
przyrost ilościowy osady. Jedno gospodarstwo na stoku z 2 krowami wydziela tyle
ścieków, że ścieki te zostają unieszkodliwione zanim dopłyną do doliny – do strumyka –
rys.25. Jeżeli na stoku powstanie 6 gospodarstw, albo w gospodarstwie będzie 6 krów, to
system samoczynnego oczyszczania ścieków nie podoła ich oczyszczaniu i ściek nie
rozłożony dopłynie do strumyka i go zanieczyści. Niżej leżące gospodarstwa nie będą
mogły korzystać ze strumyka jako źródła czystej wody. Trzeba więc pomóc przyrodzie
w oczyszczaniu ścieków stosując komorę fermentacyjną tak, by stan ścieków
dopływających do strumyka był podobny do tego jaki występował (samoczynnie) przy
jednym gospodarstwie.
Bardzo istotną przyczyną zakłócenia równowagi w ekosystemie jest rozwijająca
się produkcja dóbr, które są nam dzisiaj potrzebne do życia, wygodniejszego niż dawniej.
Produkujemy obecnie pojazdy, sprzęt domowy, budujemy obszerne domy; jeszcze
w połowie 19. wieku na 1 izbę góralską przypadało 10 osób, a ludzie poruszali się nawet
na dalekich szlakach piechotą. Czy chcielibyśmy do tego prymitywu wrócić?
Trzeba analizować czynniki zaburzające równowagę ekosystemu i podejmować
rozsądne decyzje zmierzające do ograniczenia emisji szkodliwych i do konkretnych
sposobów pomocy przyrodzie. Z góry trzeba założyć, że ograniczenie szkodliwych emisji
68

do zera jest niemożliwe. Tramwaj tylko pozornie nie zanieczyszcza atmosfery, bo
przecież dla wytworzenia potrzebnego prądu elektrycznego potrzebna jest elektrownia
(jeśli nie wodna lub wiatrowa to) zanieczyszczająca atmosferę. Nasze działanie powinno
doprowadzić do takiego ograniczenia szkodliwych emisji, by przyroda potrafiła dokończyć
jej likwidację – jest to wyidealizowane postawienie problemu, nie zawsze realne!
Człowiek, podobnie jak i cały „świat żywy” z biegiem lat dostosowuje się do
zmieniających się warunków życia na ziemi. Między innymi dostosowuje się do wzrostu
zanieczyszczeń środowiska, co pozwala mu dalej istnieć. Te możliwości adaptacyjne są
jednak ograniczone.
Pewne oddziaływania uznawane za szkodliwe są nam potrzebne do życia.
Między innymi promieniowanie jonowe, w małych ilościach jest niezbędne do życia. Jest
to więc tak jak z lekarstwami: małe ilości leczą, a duże szkodzą. Powstaje pytanie: ile
zaczyna szkodzić? Jedna i ta sama substancja może być szkodliwa w pewnych warunkach
ścieki ścieki
komora fermentacyjna
ścieki
Rys.25. Liczebność krów w oborze na stoku, a zanieczyszczenie podnóża stoku.
69
albo nieszkodliwa w obecności czynników „łagodzących” jej działanie. Trudność
sprawdzenia stopnia szkodliwości, powoduje rozbieżności w normach dopuszczalnych
zawartości w poszczególnych krajach. Umiejętność wykrywania coraz nowych
substancji powoduje nowe uczulenia prawodawcy na nowe szkodliwości, a techników
mobilizuje do poszukiwań źródeł tych substancji i sposobów ich unikania. W ostatnich
latach takimi są furany i dioksyny. Dioksyny powstają m.in. podczas spalania śmieci
zawierających tworzywa organiczne z chlorem (np. PCV). Wiadomo, że śmiertelna dawka
dioksyn jest około 10 tysięcy razy mniejsza niż znanej trucizny cyjanku potasu. Tak więc
niszcząc jeden odpad możemy stać się producentem innej szkodliwej substancji, a tego
powinniśmy unikać!
W celu powszechnej kontroli emisji różnych substancji mogących szkodliwie
wpływać na środowisko i zdrowie mieszkańców Unia Europejska wprowadza pakiet
REACH. Szersza wzmianka o pakiecie REACH znajduje się na końcu rozdziału 10.
Odpady powstałe podczas produkcji zamierzonych wyrobów nie znajdują
(natychmiastowego) zastosowania i trzeba je gromadzić na zwałach (np. lotne popioły
z elektrowni, śmieci komunalne itd.). Podobnymi odpadami są zużyte wyroby (maszyny,
sprzęt domowy, złom samochodowy itd.). Odpady mogą „awansować” stając się
„odpadami użytecznymi” lub surowcami albo tworzywami „wtórnymi” np.
makulatura zastosowana do produkcji papieru, złom stalowy zużywany do produkcji stali,
granulowany żużel wielkopiecowy zastosowany do produkcji cementu itd. [22,23] – a więc
mogą zastępować surowce podstawowe – rys.26.
Zgodnie ze stwierdzeniem Klubu Rzymskiego z r.1972, grozi światu
wyczerpanie surowców znajdujących się w skorupie ziemskiej i to dla większości
surowców już za kilkadziesiąt lat. Grozi nam także zasypanie odpadami terenów na
których żyjemy. Zamiast denerwować się tymi pesymistycznymi zapowiedziami,
konieczne jest intensywne działanie polegające na oszczędzaniu surowców
(np. ograniczenie zużycia paliw) oraz na wytwarzaniu nowych potrzebnych ilości
tworzyw (stali, metali nieżelaznych, szkła, materiałów budowlanych i in.) przede
wszystkim z odpadów czyli surowców wtórnych. Opóźnienie wyczerpania zasobów
surowców kopalnych jest możliwe także przez oszczędne zużywanie tworzyw.
Na przykład w budowie karoserii samochodów osobowych konieczny jest nie tylko
estetyczny wygląd samochodu i jego wygoda, ale takie zaprojektowanie karoserii, by przy
wycinaniu poszczególnych jej elementów powstało jak najmniej obcinków. Innym
70

przykładem może być sposób obróbki metalu – taką samą część maszyny można wykonać
na tokarce czy strugarce z prostego kawałka wyrobu hutniczego tworząc dużo wiórów,
albo z odkuwki czy odlewu o końcowym kształcie wykonywanej części maszyny – bez
wiórów lub z małą ich ilością.
WIELKI PIEC
GAZ – DLA CELÓW GRZEWCZYCH
PYŁ – NA ZWAŁY, JAKO SUROWIEC WTÓRNY ZAWIERAJĄCY ŻELAZO
ŻUŻEL – NA ZWAŁY, JAKO SUROWIEC WTÓRNY DO PRODUKCJI CEMENTU,
KRUSZYWO BUDOWLANE, DO PRODUKCJI WEŁNY ŻUŻLOWEJ
SURÓWKA ŻELAZA – DO PRODUKCJI STALI, NA ODLEWY ŻELIWNE
ODPADY KOMUNALNE
ODPADY ŻYWNOŚCI
ODPADY ROŚLINNE MIE
SZA
NIN
A R
ÓŻN
YC
H
OD
PAD
ÓW
PAPIER MAKULATURA SUROWIEC WTÓRNY
GAZ PALNY (BIOGAZ), NAWÓZ
METALE WYDZIELONE METALE PO SORTOWANIU DO HUT
TWORZYWA ORGANICZNE
NA ZWAŁY I CZĘŚCIOWO RECYKLING
Rys.26. Odpady (produkty) i ich wykorzystanie.
Przytoczone przykłady wskazują, że zmniejszenie zużycia tworzyw, a także energii
jest możliwe w różnych okolicznościach. Można przypuszczać, że niewykorzystana blacha
czy kawałki kęsa metalu trafią z powrotem do pieca metalurgicznego i zostaną tam
przetopione, a więc odzyskane. Tak, to prawda, ale na ten odzysk trzeba zużyć nowe ilości
energii, ponieść koszty amortyzacji pieca, ponieść koszt eksploatacji walcowni itd.
Naturalnie jest to sytuacja lepsza niż w przypadku bezużyteczności powstającego odpadu.
71

Omówienie wszystkich przypadków zastępowania surowców kopalnych odpadami
jest niemożliwe. Dlatego posłużymy się dwoma różnymi przykładami.
W kopalniach, szczególnie tych, które wydobywają węgiel pod miastami śląskimi,
konieczne jest wypełnienie pustych przestrzeni po wydobyciu węgla. Wypełnieniem,
tzw. podsadzką może być piasek wprowadzony do pustych wyrobisk w postaci zawiesiny
wodnej. Po II wojnie światowej zbudowano „kolej piaskową” z kopalni piasku między
Mysłowicami a Szczakową i wożono piasek do kopalń węgla. Wieloletnie wydobywanie
piasku spowodowało pojawienie się na powierzchni złoża wody, którą trzeba
wypompowywać - skutek: zaburzenie stosunków wodnych w okolicy. Ekologicznie
poprawniejsze byłoby wykorzystanie do podsadzki różnych odpadów – co byłoby
najprawdopodobniej bardziej kłopotliwe, ale rozsądniejsze.
Po II wojnie światowej produkowano w Polsce, podobnie jak w innych krajach
świata, kwas siarkowy z siarki uzyskiwanej z prażenia rud siarczkowych (w Polsce rud
cynkowych i ołowiowych) oraz pirytu (FeS2). Po odkryciu złoża rodzimej siarki
w rejonie Tarnobrzega, w oparciu o przeprowadzone wówczas analizy ekonomiczne
przystąpiono do budowy kopalni. Proces wydobywania siarki jest w swej zasadzie prosty.
Poza pokryciem zapotrzebowania na siarkę np. do produkcji gumy, zaczęto z niej
produkować także kwas siarkowy. W tej sytuacji prażenie pirytu stało się nieopłacalne.
Sprawa zaczęła się w ostatnich latach komplikować:
• w dawnej analizie ekonomicznej w sposób niedostateczny uwzględniono
ekologiczne skutki wydobywania siarki tarnobrzeskiej dla okolicznego rolnictwa i
gospodarki wodnej – po uwzględnieniu tych czynników koszt uzyskania siarki jest
wyższy od pierwotnych założeń,
• chcąc wykorzystać węgiel z niektórych kopalń, szczególnie w zagłębiu
jaworznickim, gdzie węgiel zawiera nawet powyżej 3% S, konieczne jest
przynajmniej częściowe jego odsiarczenie, polegające na oddzieleniu pirytu;
powstają więc nowe, znaczne ilości pirytu, które trafiają na zawały (deponie),
• rozwijające się w świecie odsiarczanie spalin z elektrowni spowodowało
zmniejszenie popytu na siarkę, a więc ceny siarki tarnobrzeskiej musiały spaść,
czego prawdopodobnie dawniej nie przewidziano.
Skutki te świadczą o nieuwzględnieniu zasady rozwoju zrównoważonego. Termin
ten stworzył Hans Carl von Carlowitz w XIX w, który stwierdził, że dla zachowania
72

równowagi ilościowej w gospodarce leśnej można wyciąć tylko tyle drzew ile będzie
mogło wyrosnąć – zasadę tę nazwano „Sustained Yield Forestry” (słowo sustainable
znaczy zrównoważony). W 1987 roku powstał raport WECD (Word Commission for
Environment and Development) Brundtlanda (nazwisko przewodniczącego tej komisji)
wprowadzający powszechne stosowanie zasady rozwoju zrównoważonego [24] nie tylko
w leśnictwie.
Na początku lat siedemdziesiątych, opublikowane wnioski Klubu Rzymskiego
doprowadziły w zachodniej Europie do intensywnego działania, poprawiającego
sprawność wykorzystania energii. Tę działalność wymuszał także znaczny wzrost cen
paliw – szczególnie ropy naftowej. W późniejszych latach, do oszczędzania energii
skłaniały także przepisy dotyczące zanieczyszczenia atmosfery. Oszczędność paliw objęła
wszystkie dziedziny gospodarki, w których paliwa grają istotną rolę, a więc gospodarkę
komunalną, energetykę, hutnictwo itd. Zamiast zużywać dużo energii do ogrzewania
pomieszczeń wprowadzono na przykład do budowy mieszkań, budynków handlowych itd.
lepszą izolację cieplną ścian, szczelniejsze okna, większą liczbę szyb w oknach. Ten postęp
wyraźnie kontrastuje z ówczesnymi wypaczonymi oknami, pojedynczymi szybami w
oknach sklepowych, cienkimi nie izolowanymi ścianami w Polsce. Do dzisiaj zużywamy
znacznie więcej ciepła niż w innych krajach, w samych pomieszczeniach, ale tracimy je
także na nieracjonalnie rozmieszczonych i źle izolowanych trasach ciepłowniczych.
Energię cieplną i elektryczną wytwarza się z 2 grup surowców (źródeł): źródeł
odtwarzalnych i nie odtwarzalnych. Przykładami źródeł nie odtwarzalnych są paliwa:
węgiel, nafta, gaz ziemny a nawet „paliwa” elektrowni atomowych. Po wyczerpaniu tych
źródeł pozostanie „pustka” – do jej radykalnego zastąpienia nie jesteśmy na razie
przygotowani. Znaczenie perspektywiczne mają źródła odtwarzalne np. energia wiatru
(elektrownie wiatrakowe), wody (hydroelektrownie), energia słoneczna, geotermalna,
a także energia z odpadów np. biogaz z odpadów komunalnych. Odtwarzalnymi źródłami
energii są także paliwa płynne z roślin np. olej z rzepaku, alkohol z ziemniaków itp. Warto
podkreślić, że część procesów wytwarzania energii ze źródeł odtwarzalnych nie oddziałuje
na środowisko np. elektrownie wiatrakowe.
Do czynników szkodliwych, poza zanieczyszczeniami wody, ziemi i powietrza
coraz częściej zalicza się hałas.
Ekologia została w większości krajów powiązana z opłatami na rzecz skarbu
państwa za użytkowanie wody, powietrza i ziemi, jeżeli to użytkowanie mieści się
73

w określonych przepisami normach dopuszczalnego zanieczyszczenia oraz karami za
przekroczenie tych norm.
Od 1996r. jest wdrażana w przemyśle Unii Europejskiej nowa strategia ochrony
środowiska: Zintegrowane zapobieganie i ograniczanie zanieczyszczeń – Integrated
Pollution Prevention and Control – IPPC.
Dyrektywa w tej sprawie nakłada na operatorów wybranych typów instalacji
obowiązek:
• uzyskania „zintegrowanego” pozwolenia na podejmowanie i prowadzenie
wybranych działalności przemysłowych,
• dostosowania się do wymagań „najlepszej dostępnej techniki” – Best Available
Techniques – BAT, co jest warunkiem uzyskania zintegrowanego pozwolenia,
• optymalizacji działań dla zapewnienia wysokiego stopnia ochrony środowiska jako
całości,
• unikania ochrony jednego składnika środowiska kosztem wzrostu zanieczyszczenia
innego.
OBIEG OTWARTY
RZEKA
WODA "CZYSTA"
ŚCIEK
OBIEG ZAMKNIĘTY
RZEKA
WODA "CZYSTA"
ŚCIEK
WODA OCZYSZCZONA
Z RZEKI POBIERA SIĘ TYLKO MAŁE ILOŚCI WODY UZUPEŁNIAJĄCE STRATY np. WYPAROWANEJ WODY DO
ATMOSFERY
Rys.27. Obiegi wody w fabryce.
Artykuł 3. Dyrektywy IPPC wymaga by operatorzy procesów produkcyjnych nie
powodowali istotnych zanieczyszczeń, unikali wytwarzania odpadów, a jeśli takie
74

powstają powinni ograniczać ich szkodliwość (np. zagospodarowywać wytworzone
odpady, zapobiegać zanieczyszczaniu nimi środowiska), efektywnie wykorzystywali
energię, unikali awarii urządzeń produkcyjnych i ich skutków itd.
Polski system prawny zaadoptował koncepcję IPPC. Pozwolenie zintegrowane jest
w Polsce rodzajem licencji na prowadzenie pewnych rodzajów działalności
(Rozporządzenie Ministra Środowiska z 26. lipca 2002r.). Pozwolenie to zwalnia
z obowiązku uzyskania dla danej instalacji tzw. pozwoleń sektorowych
(np. wyprowadzanie pyłów i gazów do powietrza, wytwarzanie odpadów, wprowadzanie
ścieków do rzek, jezior itd., emisja hałasu). To rozporządzenie Ministra Środowiska
określa instalacje wymagające pozwolenia zintegrowanego – nie dotyczy ono m.in.
instalacji do badań lub/i testujących nowe procesy technologiczne lub wyroby.
Pozwolenie zintegrowane wydaje Wojewoda (dla instalacji o znaczącym oddziały-
waniu na środowisko) względnie Starosta, a kontrolują Wojewódzkie Inspektoraty
Ochrony Środowiska.
Terminy uzyskania pozwolenia zintegrowanego:
• dla nowych instalacji od 1.1.2002r.,
• dla istniejącej instalacji od 1.1.2004r., ale są możliwe przesunięcia tego terminu
nawet do 30.10.2007r.
W początkowym okresie stosowania IPPC powstają różne rozbieżności podejścia
np. te same zagadnienia regulowane kilkoma decyzjami administracyjnymi, znaczenie
BAT: czy jako warunek konieczny czy wzorzec, mania monitorowania wszystkiego
i wszędzie, formalizm dokumentacyjny itp.[25,26].
Obecnie Państwo pobiera opłaty np.:
• za zanieczyszczanie powietrza, za usuwanie drzew i krzewów (akty prawne
z r. 1980 i 1997), za pobieranie wody,
• za składowanie odpadów (akty prawne z r. 1997), za wypuszczanie ścieków.
Dla przykładu wywiezienie żużla z huty żelaza na zwały kosztowało według tych
przepisów 10 zł za tonę, ale wywiezienie żużla z huty ołowiu już aż 32 zł za tonę. Do opłat
za wywiezienie trzeba dopłacać roczny „czynsz” za pozostawienie tego odpadu na
zwałach. Skłania to do wykorzystania zdeponowanych odpadów. Szczegółowe przepisy
ulegają zmianom. Dlatego konieczne jest śledzenie tych zmian i w razie potrzeby
75
uwzględnianie aktualnego stanu klasyfikacji odpadów i zanieczyszczeń oraz
obowiązujących opłat i kar.
Kary są nakładane za różne „przewinienia” np. za pobieranie wody w ilościach większych
od ustalonych, za jakość ścieków, za emisję nadmiernych ilości składników szkodliwych.
Handel zanieczyszczeniami polega na odsprzedaży „uprawnień” do zanieczyszczania
środowiska. Jeżeli nasze przedsiębiorstwo usprawniło swoje urządzenia tak, że emituje
mniej CO2 lub innych zanieczyszczeń niż dopuszcza norma, to sąsiednie przedsiębiorstwo
emitujące więcej, może skorzystać z naszej „zaoszczędzonej emisji”. Jeżeli więc mamy
prawo do emitowania na przykład 10 kg/godz. konkretnej trucizny do atmosfery,
a w rzeczywistości emitujemy 3 kg/godz. to sąsiad może na „nasze konto” wyemitować
10 – 3 = 7 kg/godz. Oczywiście za to korzystanie z naszych praw musi nam zapłacić.
Podobny handel odbywa się między poszczególnymi krajami świata.
Koncepcja „handlu zanieczyszczeniami” rozwija się obecnie szczególnie
w związku z egzekwowaniem przez urzędników Unii Europejskiej w Brukseli postanowień
tzw. „protokołu z Kioto”. Protokół ten nakłada na kraje, które ten protokół podpisały,
obowiązek zmniejszania emisji „gazów cieplarnianych”, w których największy udział ma
emisja dwutlenku węgla (CO2). Wiadomo, że CO2 powstaje w wyniku spalania węgla
i innych paliw zawierających związki węgla, co objęto rygorami. Warto jednak
wspomnieć, że olbrzymie ilości gazów cieplarnianych wydzielają także ludzie, zwierzęta,
procesy gnilne itd.
Według, jak się okazuje wątpliwych wniosków naukowych, gazy cieplarniane
ułatwiają przenikanie do powierzchni kuli ziemskiej słonecznej energii cieplnej i powodują
wzrost temperatury tej powierzchni.
Pomimo trwających poszukiwań technologii przemysłowych o zmniejszonej emisji
CO2, trudno sobie obecnie wyobrazić rozwój krajowych gospodarek bez wzrostu
sumarycznych emisji CO2. W tej sytuacji handel uprawnieniami do zanieczyszczania
środowiska jest operacją o znaczeniu chwilowym. W 2007 roku „cena” uprawnień dla
1 tony CO2 wynosiła ok. 25 Euro i ma tendencję wzrostową !
Szereg krajów, dużych emitorów CO2 dzisiaj lub w najbliższej przyszłości, jak
Stany Zjednoczone A.P., Australia, Chiny, Indie, Japonia – podpisały „Partnerstwo dla
czystego rozwoju i klimatu Azji i Pacyfiku”, będące alternatywą dla nierealnych ustaleń
z Kioto [27].
76

W różnych krajach – w przyszłości prawdopodobnie także w Polsce – pobiera się
opłaty towarowe (produktowe), które mają w przyszłości pokryć koszty zagospodaro-
wania konkretnych produktów po ich wykorzystaniu (np. opony samochodowe,
akumulatory samochodowe). W Polsce jest opracowywana propozycja pobierania opłaty
za przyszłą likwidację zużytych samochodów.
Część pobranych pieniędzy wspomaga inwestycje proekologiczne [21].
Omawiając sprawy ekologii w przedsiębiorstwie warto wspomnieć o różnych
praktycznych powiązaniach tego zagadnienia.
Uczestniczący w produkcji mają różny stosunek do spraw ekologii. Właściciele
przedsiębiorstw chcą powiększać wielkość produkcji, ale są zmuszeni do poprawy jakości,
nowoczesności swych produktów ze względów konkurencyjnych. Poprawa jakości
oznacza jednak, także wzrost trwałości tych produktów, a to w dłuższym okresie czasu
zmierza do hamowania produkcji – rezultat jest negatywny dla ekonomiki
przedsiębiorstwa, natomiast korzystny dla ekologii. Wydatki na ekologię powiększają
koszty wytwarzania, co utrudnia sprzedaż wyrobów. Robotnicy popierają poprawę
warunków pracy, jej bezpieczeństwo, higienę – do chwili kiedy czynniki ekologiczne
(automatyzacja produkcji np.) nie spowodują zmniejszenia liczebności załogi.
Ta krótka ilustracja powodów różnych poglądów uczestników produkcji niech
będzie wytłumaczeniem nie zawsze korzystnych dla ekologii rozwiązań konkretnych
problemów.
W minionym pięćdziesięcioleciu nie trzeba było respektować prawa własności
terenów w tej mierze jak dzisiaj. Powodowało to decyzje, w których nie uwzględniano
prawa własności; obniżało to koszt inwestycji. Ponadto w kalkulacji inwestycji bądź nie
przewidywano skutków ekologicznych, bądź uwzględniano je w zbyt małych kwotach.
Niektóre inwestycje z tych czasów okazują się dzisiaj nierentowne. Brak rozeznania
przyszłych skutków ekologicznych dotyczy niektórych starszych inwestycji – któż przed
stu laty przewidywał, że odpady porafinacyjne z wówczas zbudowanej rafinerii nafty będą
kiedyś stanowiły zagrożenie dla środowiska.
Usuwanie tych zagrożeń jest obowiązkiem aktualnego właściciela, a więc także
ewentualnego nabywcy takiego przedsiębiorstwa. Kupując więc przedsiębiorstwo trzeba
być ostrożnym!
Wartość odpadów w czasie może się zmienić wobec wahań ich podaży. Po
wprowadzeniu w krajach zachodniej Europy odsiarczania spalin z elektrowni, znalazły się
77

na rynku ilości gipsu, które bez kłopotu mógł wchłonąć przemysł budowlany, bowiem ten
gips jako odpad wyceniono taniej niż gips naturalny. W miarę wzrostu liczby urządzeń
odsiarczających spaliny mlekiem wapiennym, stopniowo zrównywał się popyt z podażą
i cena odpadowego gipsu spadła do zera. Dalszy rozwój odsiarczalni tego typu
spowodował, że niektórzy odbiorcy zażądali opłat za odbierany gips. Skutkiem tego jest
rozwój nowych sposobów zagospodarowania gipsu oraz poszukiwania metod odsiarczania
spalin innymi metodami.
Możliwości wykorzystania odpadu jako surowca wtórnego zależą np. od
koncentracji pożądanego składnika. Ponieważ odpad ma zastąpić naturalny surowiec
(np. rudę) zawartość pożądanego składnika w odpadzie musi być podobna jak w surowcu
naturalnym. Obecnie opłacalne jest stosowanie rud żelaza zawierających około
60% żelaza, a rud miedzi około 1-2% miedzi. Jeżeli będziemy dysponowali odpadem
(np. pył z odpylania spalin) zawierającym tylko 30% Fe to pomimo niskiej jego ceny lub
nawet ceny zerowej, nie opłaca się z niego wytapiać żelaza. Konieczne jest więc
poszukiwanie ekonomicznego sposobu wzbogacania tego odpadu w żelazo.
Dobrze prosperujący zakład przekształcający odpad w tworzywo wtórne,
często daje znaczne zyski. Może to dotyczyć wspomnianego przerobu żużla
wielkopiecowego. Jak w każdym przedsiębiorstwie dąży się do dalszego wzrostu zysku.
Można go osiągnąć płacąc mniej hucie za żużel lub uzyskując więcej od odbiorcy. W tym
celu trzeba „zarzucić” hucie, że dostarczany żużel nie jest taki jaki „powinien być”.
W jednej z zagranicznych hut odbiorca żużla granulowanego zażądał by żużel
zawierał więcej Al2O3 twierdząc, że wzrost tej zawartości zostanie zrekompensowany
w hucie przez poprawę pracy wielkich pieców. Sprawę musiał rozstrzygnąć instytut, który
określił ile musiałby zapłacić odbiorca za tę operację – odbiorca zrezygnował z żądania.
W innej hucie nastąpiła zmiana składu żużla granulowanego, co spowodowało
wstrzymanie odbioru tego żużla, prawdopodobnie w celu wymuszenia bonifikaty. Pomimo
tej zmiany skład żużla dalej mieścił się w obowiązującej normie państwowej jak
i w warunkach kontraktu. Zajście to zwraca uwagę na konieczność starannego
redagowania warunków przekazywania odpadu odbiorcy. Warunki te powinny
uwzględniać to, że odpad może się trochę zmieniać wobec konieczności utrzymania
jakości wyrobu podstawowego, z drugiej jednak strony pracownicy odpowiadający za
produkcję (a więc nie tylko kierownicy, ale także robotnicy) powinni wiedzieć, że odpad
78

jest surowcem wtórnym i nie wolno im dowolnie go psuć (np. wsypywać śmieci do
żużla).
W Unii Europejskiej obowiązują dyrektywy. Dyrektywa ramowa stwierdza, że
gospodarka odpadami oznacza zbieranie, transportowanie, odzysk i usuwanie odpadów
oraz nadzór nad poszczególnymi odpadami, a także monitoring składowisk odpadów po
zakończeniu ich eksploatacji. W bardziej szczegółowym ujęciu gospodarowanie odpadami
w Unii Europejskiej obejmuje:
• zapobieganie ich powstawaniu przez stosowanie właściwych technologii
i produktów,
• recykling tj. powtórne wykorzystanie odpadów jako surowców wtórnych oraz
źródeł energii,
• ostateczne optymalne usuwanie,
• zabezpieczenie przed zagrożeniem w transporcie,
• działania naprawcze w środowisku.
Istotną zasadą jest ponoszenie kosztów utylizacji odpadów głównie przez ich
wytwórcę. Producent odpadu potrafi w niektórych przypadkach poprawić jakość odpadów.
Warto sięgnąć do sposobów znanych w górnictwie pod ogólną nazwą „przeróbka
mechaniczna kopalin”. Surowce kopalne między innymi rudy, często zawierają zbyt małe
ilości pożądanego składnika, umożliwiające opłacalne ich zużywanie. Przeróbka takich
„biednych” rud sposobami mechanicznymi pozwala na, przeważnie tanie, wydobycie
z nich pożądanego składnika na przykład tlenków żelaza. Po takiej przeróbce otrzymujemy
część rudy bogatą w żelazo (koncentrat) i część w której zawartość żelaza jest bardzo mała
(odpad przeróbki). Metodami przeróbki mechanicznej stosunkowo tanio można oddzielić
węgiel od zmieszanych z nim kamieni, wydzielić złoto z piasku złotonośnego, oczyścić
ziarna zbóż od łusek roślinnych itd.
Przeróbka mechaniczna była dawniej praktyczną umiejętnością, sztuką, a obecnie
została wsparta badaniami naukowymi – jest przedmiotem specjalizacji górników
i ekologów (w zagospodarowaniu odpadów).
79

A
B
C
Rys.28. Przeróbka mechaniczna.
Główne sposoby przeróbki mechanicznej (rys. 28 A):
Zanim przystąpimy do wspomnianego już oddzielania różnych składników,
przerabiany materiał trzeba przygotować: rozdrobnić a uzyskane kawałki posortować
(sklasyfikować ziarnowo).
Duże bryły skalne uzyskane w kamieniołomie rozdrabnia się na mniejsze. Przez
sortowanie uzyskanych kawałków otrzymujemy sortymenty kawałków o różnej wielkości,
potrzebnych do różnych celów w budowie dróg czy innych budowli.
80

Rozdrabnianie może polegać na rozsadzaniu dużych brył materiałami
wybuchowymi, albo na ręcznym rozdrabnianiu młotkami, kruszeniu w maszynach-
kruszarkach rozgniatających duże bryły na mniejsze lub działających uderzeniami
(kruszarki młotkowe itp.). Nieco inne są metody rozdrabniania małych kawałków na
jeszcze mniejsze (proszki). Ten stopień rozdrabniania nazywa się mieleniem (np. mielenie
kawy w młynku do kawy, mielenie ziarn zboża na mąkę w młynie).
Klasyfikacja ziarnowa polega najczęściej na sianiu na sitach. Na sicie pozostają
ziarna większe od oczek sita – jest to tzw. odsiew, a przez sito spadają ziarna mniejsze
czyli tzw. przesiew. Klasyfikować ziarna można także w strumieniu wody lub powietrza.
Im większa jest prędkość strumienia tym większe unosi on ziarna (kawałki).
Podczas wytapiania żelaza w hucie powstaje oprócz metalu (ciekły) żużel. W żużlu
pozostają resztki metalu w postaci rozproszonych kropel. Krople te pozostają w żużlu
także po jego zastygnięciu. Ze względu na wartość tego metalu powinniśmy te krople
wydobyć. Jeżeli rozdrobnimy zestalony żużel, to podczas rozdrabniania wykruszą się te
(również zestalone) krople metalu. Rozdrobniony materiał będzie więc składał się
z oddzielnych kawałków (ziaren) metalu i oddzielnych – żużla. Mając taką mieszaninę
musimy znaleźć sposób wydobycia oddzielnie ziaren metalu i pozostawienia ziaren żużla.
Podobne postępowanie jest konieczne w przypadku innych niejednorodnych materiałów
(minerałów, węgla, odpadów itd.) w których cenny dla nas składnik występuje w postaci
„zrośniętych” skupisk (ziaren).
Jednym ze sposobów rozdzielania ziarn jest wykorzystanie prawa Archimedesa.
Jeżeli cenne ziarna mają inny ciężar właściwy niż pozostałe ziarna, to rozdzielenie
następuje w wodzie lub innej cieczy. W ten sposób można oddzielić piasek od trocin
drewnianych – po wsypaniu tej mieszaniny do wody, piasek opadnie na dno naczynia
a trociny pozostaną na powierzchni. Podobnie postępuje się jeżeli chcemy oddzielić (lekki)
węgiel od (ciężkich) kamieni – rys.28 B.
Zastosowana metoda oddzielania czyli „wzbogacania” zależy od własności
rozdzielanych materiałów a właściwiej od różnic ich własności. Mogą to być opisane
różnice ciężaru właściwego, albo różnice własności magnetycznych, różnice zwilżalności
ziarn (flotacja).
Jak już wspomniano do oddzielenia ziaren żelaza od żużla wykorzystuje się różnicę
własności magnetycznych: żelazo jest przyciągane przez magnes a żużel nie – rys.28 C.
81
Jednym z najstarszych sposobów oddzielania „wartościowych” składników śmieci,
dzisiaj zwanych odpadami komunalnymi, od mniej wartościowych jest ręczne wybieranie.
Sposób ten stosuje się i dzisiaj na miejskich składowiskach (wysypiskach). „Śmieciarze”
wyszukują i gromadzą kawałki różnych metali, butelki szklane, papier. Te
wyselekcjonowane odpadki stanowią surowce wtórne, z których wytapia się „nowe”
metale, szkło, produkuje papier.
Przeróbka mechaniczna jest dzisiaj zorganizowaną, często masową formą
uszlachetniania tworzyw naturalnych a także odpadów.
10. BEZPIECZEŃSTWO I HIGIENA PRACY [30, 31].
„Bezpieczeństwo i higiena pracy” w przedsiębiorstwie produkcyjnym jest zbiorem
działań podejmowanych przez kierownictwo przedsiębiorstwa, których celem jest
redukcja ryzyka utraty życia lub zdrowia pracowników. Działania te obejmują:
• ocenę stanu warunków pracy,
• poprawienie tych warunków,
• kontrolowanie realizacji tych działań.
Stanowi to jeden z elementów systemu zarządzania przedsiębiorstwem.
Dziedzina bezpieczeństwa i higieny pracy jest częścią prawa pracy. Sprawy te
w ostatnich latach wiążą się w Polsce z ustaleniami Europejskiego Prawa Pracy
wynikającymi z Traktatu Rzymskiego z 1957r. Prawo to obejmuje także umowy zawierane
między Unią Europejską a jej państwami członkowskimi i zawiera normy prawne
odnoszące się do świadczenia pracy na podstawie stosunku pracy lub umowy o pracę.
W celu zapewnienia skutecznego wykonywania działalności w zakresie bhp
postanowiono (ratyfikacja przez Polskę w 1997r.):
• wydawać przepisy dotyczące bhp,
• zapewniać środki kontroli stosowania tych przepisów,
• konsultować się, gdy zachodzi potrzeba, z organizacjami pracodawców
i pracowników w sprawach środków zmierzających do poprawy bezpieczeństwa
i higieny pracy.
82

Problem bhp jest od wielu lat kodyfikowany – przepisy prawne są bardzo obszerne
i ich cytowanie w ramach krótkiego wykładu jest niemożliwe; warto jednak wiedzieć
czego w ogólnym zarysie dotyczą, bowiem nakładają wiele obowiązków szczególnie na
pracodawcę. Respektowanie tych obowiązków jest poparte różnymi sankcjami.
Pracodawca jest zobowiązany do zapewnienia pracownikom bezpiecznych
i higienicznych warunków pracy a także do szkolenia pracowników w bezpiecznych
sposobach pracy na zajmowanym stanowisku zgodnie z ich wiedzą i uzdolnieniami.
Szkolenie to dzieli się na:
• szkolenie wstępne-ogólne, zwane instuktażem ogólnym (zapoznanie pracowników
z podstawowymi przepisami bhp w kodeksie pracy),
• szkolenie wstępne na stanowisku pracy (dotyczy nie tylko robotników ale także
uczniów i studentów odbywających praktykę zawodową),
• szkolenie wstępne podstawowe zarówno kierowników jak i wykonawców; dotyczy
czynników zagrażających zdrowiu (np. czynniki chemiczne), zagrożeń
wypadkowych (pracodawca może zwolnić z tego szkolenia osoby nie zagrożone
np. pracowników biurowych),
• szkolenie okresowe – dla aktualizacji i ugruntowania wiadomości i umiejętności.
Pracodawca ma prawo karać pracowników nie stosujących się do ustaleń
bezpiecznej pracy (upomnienia, nagany, kary pieniężne).
Nadzór nad warunkami pracy sprawują organy:
• państwowe: Państwowa Inspekcja Pracy, Inspekcja Sanitarna, Państwowa
Inspekcja Ochrony Środowiska, Urząd Dozoru Technicznego, Urzędy Górnicze,
Państwowy Dozór Bezpieczeństwa Jądrowego i Ochrony Radiologicznej,
Prokuratura, Rada Ochrony Pracy, państwowe i samorządowe organy sprawujące
nadzór nad przedsiębiorstwami, służba medycyny pracy,
• związkowe: Społeczna Inspekcja Pracy, zakładowe organizacje związkowe,
komisje ochrony pracy.
Ponadto pracodawca może powołać: służbę bezpieczeństwa i ochrony pracy,
komisję bezpieczeństwa i higieny pracy a w niej przedstawicieli wybranych przez załogę.
83

Organy te mogą nakazać: likwidację uchybień (w określonym terminie),
wstrzymanie pracy przez określonych pracowników (np. konkretne zagrożenie zdrowia lub
brak kwalifikacji), ewentualne przeniesienie ich na inne stanowiska, całkowite
wstrzymanie pracy. Organy te mogą także karać winnych za zaniedbania dotyczące
aktualnych ustaleń ale także za brak inicjatywy pozwalającej na zmniejszenie ryzyka
zagrożeń.
Prawo przewiduje sankcje zarówno dla pracodawców jak i pracowników – odpowiednio
do ustalonych odpowiedzialności (także odpowiedzialność karna, materialna, cywilna).
Akty dotyczące bhp zawierają m.in. szczegółowe zalecenia i nakazy dotyczące
warunków zatrudnienia pracowników np. kobiet w ciąży, pracowników młodocianych
(między 15 a 18 rokiem życia). Oddzielna grupa aktów dotyczy szkodliwości pracy na
określonych stanowiskach pracy – sposobów analizy tej szkodliwości i zabezpieczenia
pracowników oraz następstw tych szkodliwości: choroby zawodowe ich definicje,
profilaktyka, skutki prawne. Akty prawne określają także wymagania dotyczące budynków
i pomieszczeń pracy oraz urządzeń sanitarnych.
Poszczególne przedsiębiorstwa produkcyjne opracowują swój System Zarządzania
Bezpieczeństwem Pracy zgodnie z wymaganiami normy PN-N-18001. Systemy te są
certyfikowane przez Centralny Instytut Ochrony Pracy.
Przytoczone przepisy prawne dotyczące bhp trzeba dostosować do bieżącej
działalności przedsiębiorstwa produkcyjnego. Pożądane jest także przekonanie załogi
i udowodnienie jej, że kierownictwo dba nie tylko o ekonomiczne skutki działania
przedsiębiorstwem ale angażuje siebie i załogę w tworzenie i stosowanie warunków pracy
umożliwiających „zero wypadków przy pracy, zero chorób zawodowych”. Z drugiej strony
konieczne jest przyzwyczajenie pracowników do prawidłowego działania, co gwarantuje
ich bezpieczeństwo. Sprawy bhp bywają czasem nadmiernie sformalizowane, co może
powodować nieprzewidziane skutki – trzeba więc działać z umiarem i wszechstronnym
przewidywaniem skutków. Niech ilustracją tego będą dwa przykłady z praktyki:
W latach siedemdziesiątych minionego stulecia w czasie pobytu w koksowni
w Heluan w Egipcie obserwowałem robotnika, który wybierał na zrzutni baterii
koksowniczej duże kawałki koksu dla odlewni i wrzucał je do taczki. Taczkę tę następnie
przewoził na składowisko odlewni. Na drodze tego przewozu znajdował się betonowy rów
o szerokości około 4 m i głębokości około 7 metrów. Na dnie rowu działał transporter
taśmowy. Przez rów przerzucano grubą deskę drewnianą o szerokości nieco ponad 0,5 m.
84

Robotnik jadąc taczką po tej desce nie miał żadnych zabezpieczeń bocznych. Zapytałem
kierownika koksowni, czy taki transport dopuszczają miejscowe przepisy bhp? Kierownik
odpowiedział, że w ten sposób przewozi się gruby koks od 8 lat i dotychczas nie było
wypadku; dodał: ci robotnicy wiedzą, że muszą uważać, bo w razie upadku albo się
zabiją albo zostaną kalekami. Tak czy owak ich rodziny będą przymierały głodem!
Inny przypadek zdarzył się nieco wcześniej w wydziale wielkopiecowym Huty
Kościuszko w Chorzowie. Koło podestu zakończonego poręczą (balustradą) o wysokości
około 1,2 m znajdował się prawie pionowy tor po którym jeździł wagonik („skip”)
wywożący z piwnicy („jamy skipowej” wielkiego pieca) drobny koksik do zbiornika
znajdującego się kilka metrów nad podestem. Inspektor bhp uważał, że balustrada na
podeście jest zbyt niska i gdyby ktoś przechylił się nad balustradą mógłby go uderzyć
przejeżdżający wagonik. Nakazał więc podwyższyć balustradę do wysokości około 2 m.
Poszkodowany robotnik, chcąc stwierdzić gdzie znajduje się wagonik, wspiął się po
balustradzie, wychylił głowę poza nią i w tej chwili głowa została zgilotynowana przez
wagonik przejeżdżający w dół. Zastosowanie podwyższonej balustrady sprawiło wrażenie
pełnego bezpieczeństwa – nie przewidziano, że nie myślący pracownik będzie wspinał
się po niej! Podwyższenie balustrady „załatwiło” sprawę tylko formalnie, co znalazło
uznanie sędziego rozpatrującego wypadek. Skuteczniejsze byłoby przesunięcie balustrady
z końca podestu o 0,5 – 1,0 m przed jego końcem, nawet pozostawiając jej wysokość
1,2 m.
Na zakończenie warto ostrzec przyszłych kierowników przedsiębiorstw
produkcyjnych przed pojawiającymi się nowymi regulacjami dotyczącymi BHP – oto
przykład:
W grudniu 2006r. Rada Unii Europejskiej przyjęła pakiet – system REACH = Registration,
Evaluation, Authorisation of Chemicals czyli Rejestracja, Ocena, Udzielanie Zezwoleń
w zakresie Chemikaliów. Pakiet ten obowiązujący w UE od czerwca 2007r. dotyczy
łącznie 30 tysięcy substancji chemicznych stosowanych lub wytwarzanych
w przedsiębiorstwach produkcyjnych. W 2007r. pakiet ograniczył się do substancji
rakotwórczych, mutagennych, toksyn hamujących rozród oraz substancji bardzo
toksycznych dla organizmów wodnych, produkowanych w ilościach wielotonowych
rocznie. W następnych latach (przewidziano 11 lat) liczba kontrolowanych substancji
będzie się zwiększała osiągając w końcu założoną w pakiecie wielkość.
85

Literatura.
1. Podstawy zarządzania przedsiębiorstwem – tom I: pojęcia, funkcje, zasady, zasoby.
Praca zbiorowa. Wyd. Akademia Ekonomiczna, Katowice 1999.
2. Durlik I.: Inżynieria zarządzania. Strategie organizacji produkcji. Nowe koncepcje
zarządzania. Cz.I. Wydawnictwo PLACET, Warszawa 2004.
3. Mühlemenn A.P., Oakland J.S., Locker K.G.: Zarządzanie produkcją i usługi. Wyd.
PWN, Warszawa 2001.
4. Praca zbiorowa – red. M.Brzeziński: Organizacja i sterowanie produkcją.
Projektowanie systemów produkcji. Wydawnictwo PLACET, Warszawa 2002.
5. Nowosielski S.: Zarządzanie produkcją. Ujęcie controllingowe. Wyd. Akademia
Ekonomiczna – Wrocław 2001.
6. Marcinek K., Paczoska M.: Fuzje i przejęcia przedsiębiorstw w światowym
przemyśle stalowym. Hutnik W.H. 2000, nr 10, s.375.
7. Śmieszek Z., Sobierajski S.: Kierunki rozwoju przemysłu metali nieżelaznych.
Rudy i metale nieżelazne, 1998, nr 1, s.9.
8. Pogórecki K.: Atlas uszkodzeń elementów urządzeń hutniczych. Instytut Metalurgii
Żelaza, Gliwice 1975.
9. Hori S., Hill P.: Modern methods of maintenance in the steel industry. Referat na
“Seminar on the economic and technical aspects of the modernization of the steel
industry”, Komitet Stali Europejskiej Komisji Ekonomicznej ONZ, Genewa-
Kraków, 15-19 maja 1989.
10. Wapler H.K. – Stahl und Eisen 1992, nr 9, s.65, por. także Sabela W. Rozwój
utrzymania ruchu. Hutnik W.H. 1992, nr 12, s.403.
11. Geiling R., Grieser F., Schlich M.: Der Beitrag der Instandhaltung zum
Umweltschutz. Stahl und Eisen 1994, nr 9, s.57.
12.Wapler H.K.: Stahl und Eisen 1993, nr 7, s.65, por. także Sabela W. Tendencje
rozwojowe utrzymania ruchu. Hutnik W.H. 1993, nr 12, s.405.
13. Hartl J.: Stahl und Eisen, 2005, nr 5, s.23.
14.Stoner J.A.F., Freeman R.E., Gilbert D.R.: Kierowanie. Polskie Wydawnictwo
Ekonomiczne, Warszawa 2001.
86

15. Sabela W., Konstanciak A., Hofmann J., Radko A., Dreksler A., Mikołajczyk W.:
Nowe poglądy na określenie wartości rud żelaza. Hutnik W.H. 1997, nr 3, s.88.
16. Kuczurba J.: http:WWW.exporter.pl – Unia Europejska, normalizacja, znak CE.
17. Kotler P.: Analiza, wdrożenie i kontrola. Wyd. Gebethner i Ska, Warszawa 1994.
18. Seiler R.E.: Badania naukowe i prace rozwojowe – metody zarządzania i ocena
efektywności. Wyd. WNT, Warszawa 1966.
19. Greiner L.E.: Evolution and revolution as organizations grow. Harvard Business
Review, 1972, nr 4, s.37-46.
20.Clarke L.: Zarządzanie zmianą. Wyd. Prentice Hall, Felberg SJA.
21.Sabela W., Walica H., Walica D.: Prowadzenie działalności gospodarczej w
zakresie ochrony środowiska i zagospodarowania odpadami. Zeszyty Naukowe,
Wyższa Szkoła Biznesu, Dąbrowa Górnicza 2001, nr 1, s.101.
22. Chamer R.: W odpadach – coraz bliżej Unii Europejskiej. Rudy i metale
nieżelazne, 2000, nr 9, s.489.
23. Konstanciak A., Sabela W.: Odpady w hutnictwie żelaza i ich wykorzystanie.
Hutnik W.H. 1999, nr 12, s.572.
24.Brundtland G.: Our Common Future. Report of the World Commission on
Environment and Development. Oxford University Press, Oxford 1987.
25.Niesler M.: Najlepsze dostępne techniki (BAT). Hutnik W.H. 2002, nr 11, s.430.
26.Niesler M.: Pozwolenia zintegrowane i programy dostosowawcze. Hutnik W.H.
2002, nr 12, s.499.
27. Teluk T.: Nowy Przemysł, 2005, nr 12, s.18.
28.Mróz J.: Recykling i utylizacja materiałów odpadowych w agregatach
metalurgicznych. Wyd. Politechniki Częstochowskiej, Częstochowa 2006r.
29. Poradnik górnika, tom 5, Wydawnictwo Śląsk, Katowice, 1976.
30. Pawłowska Z., Pietrzak L., Studeński R., Wroński L.: Zarządzanie
bezpieczeństwem pracy i ryzykiem. Wyd. Centralny Instytut Ochrony Pracy,
Warszawa 1998.
31. Olesiński J.: BHP – Praktyczny przewodnik menedżera. Wyd. Centrum Informacji
Menedżera, Warszawa 1999.
87

Spis rysunków.
Rys.1. Organizacja pracy w dużym warsztacie rzemieślniczym...................................................................7
Rys.2. Postęp w produkcji taśmowej................................................................................................................8
Rys.3. Efekty skali produkcji..........................................................................................................................12
Rys.4. Schemat organizacyjny Zjednoczenia Hutnictwa Żelaza i Stali przed 1982r.................................20
Rys.5. Transformacje przedsiębiorstw hutniczych.......................................................................................21
Rys.6. Eksternalizacja przedsiębiorstw hutniczych.....................................................................................23
Rys.7. Schemat pracy huty żelaza o pełnym cyklu produkcyjnym.............................................................23
Rys.8. Rozwój zakresu produkcji w przedsiębiorstwach uwzględniający wzrost udziału pracy w produkcie..........................................................................................................................................................24
Rys.9. Typy hut żelaza.....................................................................................................................................25
Rys.10. Przykłady struktur organizacyjnych hut.........................................................................................26
Rys.11. Przykłady mechanizmów niszczenia urządzeń................................................................................30
Rys.12. Wpływ smarowania na przebieg procesu produkcji.......................................................................32
Rys.13. Przykład rejestracji urządzenia lub części dla badań statystycznych...........................................34
Rys.14. Przykłady pomiaru zużycia urządzeń..............................................................................................35
Rys.15. Metody utrzymania ruchu w Hucie Fukuyama[9]..........................................................................36
Rys.16. Termin remontu, a czas bezpiecznej pracy......................................................................................36
Rys.17. Alternatywne cykle działania............................................................................................................38
Rys.18.Zestawienie wykresów biegunowych w ocenie kosztów utrzymania ruchu...................................40
Rys.19. Systemy organizacji utrzymania ruchu w przedsiębiorstwie:.......................................................42
Rys.20. Wykresy Gantta dla optymalnej organizacji produkcji.................................................................46
Rys.21. Rodzaje norm......................................................................................................................................51
Rys.22. Wpływ kosztów transportu na cenę towaru o zróżnicowanej wartości........................................56
Rys.23. Schemat tworzenia planu innowacji w przedsiębiorstwie produkcyjnym....................................61
Rys.24. Przykładowe czynniki oceny wstępnej wniosku postępu ...............................................................62
naukowo – ekonomiczno –ekologicznego......................................................................................................62
Rys.25. Liczebność krów w oborze na stoku, a zanieczyszczenie podnóża stoku......................................69
Rys.26. Odpady (produkty) i ich wykorzystanie...........................................................................................71
88

Rys.27. Obiegi wody w fabryce.......................................................................................................................74
Rys.28. Przeróbka mechaniczna.....................................................................................................................80
89