yg-1 gewinde 2014/2015
DESCRIPTION
ÂTRANSCRIPT

GEWINDEFRÄSERGEWINDEBOHRER

Artikel Beschreibung Seite
VHM - GEWINDEFRÄSER( mit und ohne Kühlkanal )
COMBO GEWINDEBOHRER(mit Schälanschnitt und Spiralnute)
GEWINDEBOHRER mit Rechtsspirale
GEWINDEBOHRER mit Schälanschnitt
GEWINDEBOHRER gerade genutet
INNENGEWINDEFORMER
MUTTERGEWINDEBOHRER
GEWINDEDRAHTEINSÄTZE
GASGEWINDEBOHRER
Zum Gewindeschneiden der meisten Werkstoffe und großer Durchmesser in bester Qualität. Mit oder ohne Senkfase.
29
47
59
93
125
133
141
143
153
Mehrbereichsgewindebohrer. Von YG-1 patentiert. HSS-E.
Für Sacklöcher. HSS-E, HSS-PM.
Für Durchgangsgewinde. HSS-E, HSS-PM.
Für kurzspanende, abrasive Werkstoffe, wie Grauguss, Messing u.a. HSS-E.
Zum Formen von Gewinden in weichen Werkstoffen. HSS-E, HSS-PM
Zum Gewindeschneiden von Muttern
Zum Gewindeschneiden für Drahteinsätze in weichen Werkstoffen
Zum Gewindeschneiden von Whitworth - Rohrgewinde
HANDGEWINDEBOHRER
GEWINDEBOHRER
147
161
Für allgemeinen Einsatz. HSS, HSS-E
Zum Gewinden von Guss und Aluminium mit hohemSiliziumanteil; für Großserien, hohe Produktivität
GEWINDESCHNEIDWERKZEUGE

ANWENDUNGSBEISPIELE ◆ COMBO GEWINDEBOHRER (Seiten 47 - 58)
EINSATZWERTE- Gewindebohrer : Combo mit Rechtsspirale- Abm. : M8×1.25- Werkstoff : ᆞDIN : C 45
ᆞWerkst.-Nr. : 1.0503 ᆞJIS : S45C (HRc35)- Schnitttiefe : 20mm- Kühlung : wasserlösliches Öl- Schnittgeschwindigkeit vc : 10 m/min
COMBO - RECHTSSPIRALE YG-1 : 204 GewindeOberflächengüte des WerkstücksSurface Roughness of Work Piece
das 204. Gewinde ▶
Wettbewerber A : 159 GewindeOberflächengüte des WerkstücksSurface Roughness of Work Piece
das 159. Gewinde ▶
Wettbewerber B : 204 GewindeOberflächengüte des WerkstücksSurface Roughness of Work Piece
das 204. Gewinde ▶
EINSATZWERTE- Gewindebohrer : Combo mit Schälanschnitt- Abm. : M2×0.4- Werkstoff : ᆞDIN : C 45
ᆞWerkst.-Nr. : 1.0503 ᆞJIS : S45C(HRc35)- Schnitttiefe : 6 mm- Kühlung : Gewindeschneidöl- Schnittgeschwindigkeit vc : 10 m/min
COMBO - SCHÄLANSCHNITT YG-1 : 450 Gewinde
Wettbewerber A : 318 Gewinde
Bruch des Gewindebohrers nach 318 GewindenTool was broken after 318 holes tapping
NuteGewinde
Wettbewerber B : 103 Gewinde
Bruch des Gewindebohrers nach 103 GewindenTool was broken after 103 holes tapping

Inhaltsübersicht
HSS Maschinengewindebohrer
VHM Gewindefräser
Technische Information
VHM Gewindebohrer
HSS Gasgewindbohrer
GEWINDESCHNEIDWERKZEUGE
HSS Handgewindebohrer

Inhaltsübersicht / GEWINDESCHNEIDWERKZEUGE
VHM GEWINDEFRÄSER (mit und ohne Kühlkanal)Zum Gewindeschneiden der meisten Werkstoffe und großer Durchmesserin bester Qualität. Mit oder ohne Senkfase.
COMBO GEWINDEBOHRER (mit Schälanschnitt und Spiralnute)Mehrbereichsgewindebohrer. Von YG-1 patentiert. HSS-E.
GEWINDEBOHRER mit RechtsspiraleFür Sacklöcher. HSS-E, HSS-PM.
COMBO GEWINDEBOHRER (mit Schälanschnitt und Spiralnute)Mehrbereichsgewindebohrer. Von YG-1 patentiert. HSS-E.
COMBO GEWINDEBOHRER (mit Schälanschnitt und Spiralnute)Mehrbereichsgewindebohrer. Von YG-1 patentiert. HSS-E.
COMBO GEWINDEBOHRER (mit Schälanschnitt und Spiralnute)Mehrbereichsgewindebohrer. Von YG-1 patentiert. HSS-E.
COMBO GEWINDEBOHRER (mit Schälanschnitt und Spiralnute)Mehrbereichsgewindebohrer. Von YG-1 patentiert. HSS-E.
COMBO GEWINDEBOHRER (mit Schälanschnitt und Spiralnute)Mehrbereichsgewindebohrer. Von YG-1 patentiert. HSS-E.
GEWINDEBOHRER mit SchälanschnittFür Durchgangsgewinde. HSS-E, HSS-PM
GEWINDEBOHRER gerade genutetFür kurzspanende, abrasive Werkstoffe, wie Grauguss, Messing u.a. HSS-E.
INNENGEWINDEFORMERZum Formen von Gewinden in weichen Werkstoffen. HSS-E, HSS-PM
MUTTERGEWINDEBOHRERZum Gewindeschneiden von Muttern
GEWINDEDRAHTEINSÄTZEZum Gewindeschneiden für Drahteinsätze in weichen Werkstoffen
GEWINDE- FRÄSER
COMBOGEWINDE-BOHRER
RECHTSS- PIRALE
SCHÄLANS- CHNITT
GERADE GENUTET
INNENGE-WINDEFORMER
MUTTERGE-WINDEBOHRER
GEWINDE-DRAHTEINSÄTZE
Technische Information TECHNISCHE Technische Information INFORMATION
GEWINDEBOHRERZum Gewinden von Guss und Aluminium mit hohem Siliziumanteil; für Großserien, hohe Produktivität
GASGEWINDEBOHRERZum Gewindeschneiden von Whitworth - Rohrgewinde
HANDGEWINDEBOHRERFür allgemeinen Einsatz. HSS, HSS-E
HANDGE-WINDEBOHRER
GASGE-WINDEBOHRER
GEWIND-EBOHRER

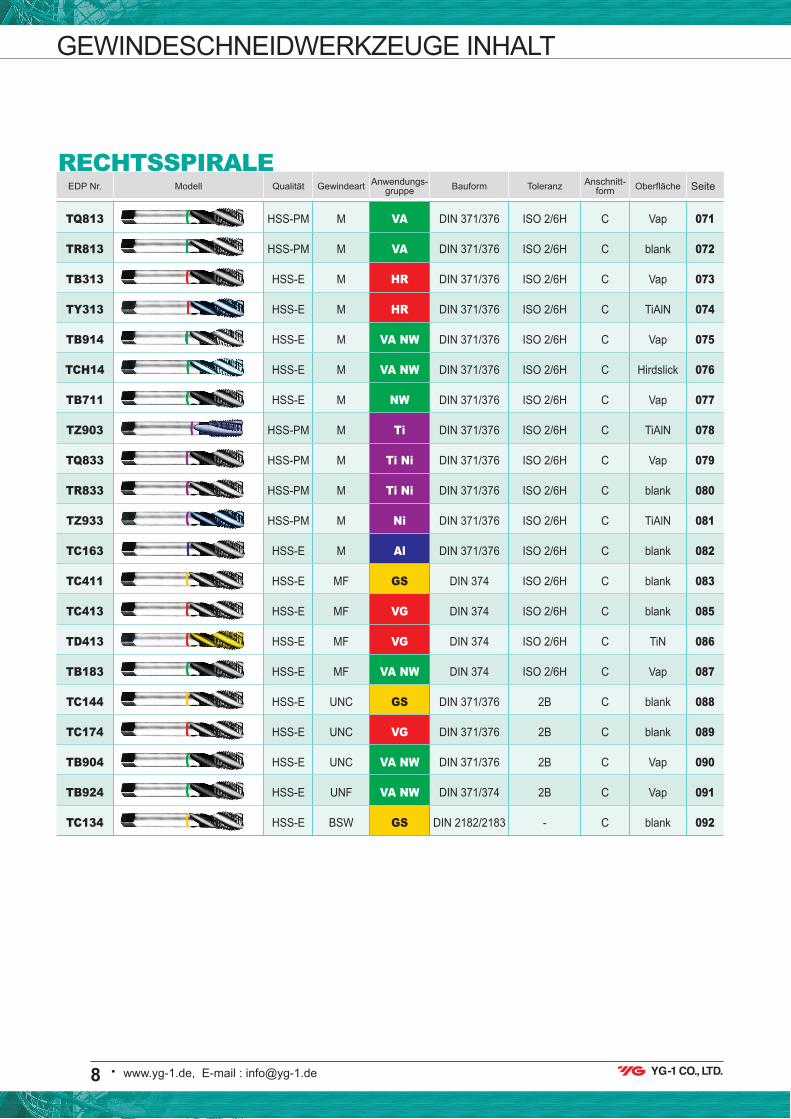
GEWINDESCHNEIDWERKZEUGE INHALT
mit Kühlkanal und Senkfase
M
MF
UNC
UNF
NPT
038
039
040
041
042
VHM GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für ISO METRISCHES INNENGEWINDE - DIN 13
VHM GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für ISO METRISCH - FEINES INNENGEWINDE - DIN
VHM GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für UNC INNENGEWINDE - ANSI B 1.1
VHM GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für UNF INNENGEWINDE - ANSI B 1.1
VHM GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für NPT INNENGEWINDE - ANSI B 1.20.1
L4271
L4272
L4273
L4274
L4276
Mini-Gewindefräser
M 043VHM MINI-GEWINDEFRÄSER für ISO METRISCHE INNENGEWINDE - DIN13L12D1
Bohrgewindefräser mit Senkfase
M 044VHM BOHRGEWINDEFRÄSER MIT SENKFASE für ISO METRISCHE INNENGEWINDE - DIN 13
L41A1L42A1
mit Kühlkanal
M
MF
BSP(G)
035
036
037
VHM GEWINDEFRÄSER mit KÜHLKANAL für ISO METRISCHES INNENGEWINDE - DIN 13
VHM GEWINDEFRÄSER mit KÜHLKANAL für ISO METRISCH - FEINES INNENGEWINDE - DIN 13
VHM GEWINDEFRÄSER mit KÜHLKANAL für BSP (G) INNEN- / AUßENGEWINDE13
L4211
L4212
L6215
EDP Nr. Modell Gewindeart Beschreibung Seite
VHM Gewindefräser
ohne Kühlkanal
M
MF
UNC
UNF
031
032
033
034
VHM GEWINDEFRÄSER für ISO METRISCHES INNENGEWINDE - DIN 13
VHM GEWINDEFRÄSER für ISO METRISCH - FEINES INNENGEWINDE - DIN 13
VHM GEWINDEFRÄSER für UNC INNENGEWINDE, ANSI B 1.1
VHM GEWINDEFRÄSER für UNF INNENGEWINDE, ANSI B 1.1
L1211
L1212
L1213
L1214
6 • www.yg-1.de, E-mail : [email protected] www.yg-1.de, E-mail : [email protected] • 7

GEWINDESCHNEIDWERKZEUGE INHALT
HSS-E COMBO Gewindebohrer
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
M
MF
UNC
UNF
M
MF
UNC
UNF
MU
MU
MU
MU
MU
MU
MU
MU
DIN 371/376
DIN 374
DIN 371/376
DIN 371/374
DIN 371/376
DIN 374
DIN 371/376
DIN 371/374
ISO 6H
ISO 6H
2B
2B
ISO 6H
ISO 6H
2B
2B
TC804TD804TC844TD844TC824TD824TC864TD864TC814TD814TC854TD854TC834TD834TC874TD874
●
●
●
●
●
●
●
●
C
C
C
C
B
B
B
B
blankTiN
blankTiN
blankTiN
blankTiN
blankTiN
blankTiN
blankTiN
blankTiN
● Schälanschnitt ● mit Rechtsspirale
049
050
052
053
054
055
057
058
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
RECHTSSPIRALE
HSS-E
HSS-E
HSS-E
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M
M
M
M
M
M
GS
GS
GS
VG
VG
VG
VG
VG
VG
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
TC517
TC711
TD711
TQ823
TB312
TB913
TC312
TD312
TY312
C
C
C
C
C
C
C
C
C
blank
blank
TiN
Vap
Vap
Vap
blank
TiN
TiAlN
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
062
063
064
065
066
067
068
069
070
www.yg-1.de, E-mail : [email protected] • 7
GEWINDESCHNEIDWERKZEUGE INHALT
RECHTSSPIRALE
HSS-PM
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-PM
HSS-PM
HSS-PM
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M
M
M
M
M
M
M
M
M
MF
MF
MF
MF
UNC
UNC
UNC
UNF
BSW
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 374
DIN 374
DIN 374
DIN 374
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/374
DIN 2182/2183
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
2B
2B
2B
2B
-
TQ813
TR813
TB313
TY313
TB914
TCH14
TB711
TZ903
TQ833
TR833
TZ933
TC163
TC411
TC413
TD413
TB183
TC144
TC174
TB904
TB924
TC134
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
Vap
blank
Vap
TiAlN
Vap
Hirdslick
Vap
TiAlN
Vap
blank
TiAlN
blank
blank
blank
TiN
Vap
blank
blank
Vap
Vap
blank
071
072
073
074
075
076
077
078
079
080
081
082
083
085
086
087
088
089
090
091
092
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
VA
VA
HR
HR
VA NW
VA NW
NW
Ti
Ti Ni
Ti Ni
Ni
Al
GS
VG
VG
VA NW
GS
VG
VA NW
VA NW
GS
8 • www.yg-1.de, E-mail : [email protected] www.yg-1.de, E-mail : [email protected] • 9

GEWINDESCHNEIDWERKZEUGE INHALT
HSS-PM
HSS-PM
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M-Az
MF
MF
MF
UNC
UNC
UNC
UNF
UNF
BSW
Ti Ni
Ti Ni
Ni
Al
GS
GS
VG
GS
VG
VA NW
GS
VG
GS
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 374
DIN 374
DIN 374
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/374
DIN 371/374
DIN 2182/2183
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
2B
2B
2B
2B
2B
-
TQ873
TR873
TZ923
TC622
TC222
TD222
TD263
TC214
TC244
TB264
TC234
TC254
TC224
B
B
B
B
B
B
B
B
B
B
B
B
B
Vap
blank
TiAlN
blank
blank
TiN
TiN
blank
blank
Vap
blank
blank
blank
SCHÄLANSCHNITT
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-PM
HSS-E
HSS-E
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
HSS-PM
M
M
M
M
M
M
M
M
M
M
M
M
M
M-Az
GS
GS
GS
GS
GS
VG
VG
VG
VA
HR
HR
VA NW
VA NW
Ti
DIN 352
DIN 371
DIN 376
DIN 371
DIN 376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2X/6HX
ISO 2X/6HX
ISO 2/6H
TC122
TC127
TC227
TD127
TD227
TQ863
TC422
TY422
TQ853
TC283
TY283
TB623
TCH23
TZ293
B
B
B
B
B
B
B
B
B
B
B
B
B
B
blank
blank
blank
TiN
TiN
Vap
blank
TiAlN
Vap
blank
TiAlN
Vap
Hirdslick
TiAlN
096
097
098
099
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
116
117
118
119
120
121
122
123
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
www.yg-1.de, E-mail : [email protected] • 9

GEWINDESCHNEIDWERKZEUGE INHALT
GERADE GENUTET
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M
M
GS
GG
GG
GG
Ms
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
ISO 2/6H
ISO 2X/6HX
ISO 2X/6HX
ISO 2X/6HX
ISO 2/6H
TC463
TE821
TD821
TY821
TC433
C
C
C
C
C
blank
nitriert
TiN
TiAlN
blank
127
128
129
130
131
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
INNENGEWINDEFORMER
HSS-PM
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M
M
MF
GV
GV
GV
GV
GV
GV
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 374
ISO 2X/6HX
ISO 2X/6HX
ISO 3X/6GX
ISO 2X/6HX
ISO 2X/6HX
ISO 2X/6HX
TQ703
TQ723
TD713
TD703
TY703
TD733
C
C
C
C
C
C
Vap
Vap
TiN
TiN
TiAlN
TiN
135
136
137
138
139
140
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
GEWINDEDRAHTEINSÄTZE
HSS-E
HSS-E
EG-M
EG-M
Al
Al
DIN 371/376
DIN 371/376
6H Mod.
6H Mod
TC973
TC909
B
C
blank
blank
145
146
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
MUTTERGEWINDEBOHRER
HSS-E M GS DIN 357 ISO 2/6H TC803 LANG blank 142
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
10 • www.yg-1.de, E-mail : [email protected] www.yg-1.de, E-mail : [email protected] • 11

GEWINDESCHNEIDWERKZEUGE INHALT
HANDGEWINDEBOHRER
HSS
HSS-E
HSS-E
M
M
M
GS
VG
VA
DIN 352
DIN 352
DIN 352
ISO 2/6H
ISO 2/6H
ISO 2X/6HX
T7109
TC353
TB373
Ⅰ/Ⅱ/Ⅲ
Ⅰ/Ⅱ/Ⅲ
Ⅰ/Ⅱ/Ⅲ
blank
blank
vap
149
150
151
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
GASGEWINDEBOHRER
HSS
HSS-E
HSS-E
HSS-E
HSS-E
G(BSP)
G(BSP)
G(BSP)
G(BSP)
G(BSP)
GS
GS
GS
VG
VA NW
DIN 5157
DIN 5156
DIN 5156
DIN 5156
DIN 5156
-
-
-
-
-
T7709
TC727
TC728
TC729
TB514
Ⅰ/Ⅲ
B
C
C
C
blank
blank
blank
blank
vap
155
156
157
158
159
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
VHM GEWINDEBOHRER
VHM M GG DIN 371/376 ISO 2X/6HXT0993 C blank 162
EDP Nr. Modell Qualität Gewindeart Anwendungs- gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
www.yg-1.de, E-mail : [email protected] • 11

15-20
15-20
12-18
10-15
6-10
3-5
7-10
5-8
4-6
10-15
5-8
10-15
5-8
10-15
8-12
4-6
8-12
10-15
2-4
8-12
25-35
15-20
3-5
10-15
25-35
15-20
10-15
20-30
8-12
5-7
T
T
T
X
X
A
A
A
A
X
T
X
X
T
A
A
A
A
A
T
T
T
A
T
T
T
T
T
Z
Z
extra lang
mittel / lang
lang
lang
lang
lang
mittel
lang
lang
extra kurz
extra kurz
kurz
kurz
extra lang
mittel / kurz
mittel / kurz
extra lang
lang
lang
extra lang
mittel / kurz
lang
kurz
extra lang
mittel
mittel / kurz
kurz
extra lang
kurz
extra kurz
111213141516212223313233344142435152536162636471727374818283
Stahl < 400
Stahl < 700
Stahl < 850
leg. Stahl < 850
leg. Stahl ≤ 1,200
leg. Stahl > 1,200
INOX ferr. < 850
INOX aust.< 850
INOX < 1,100
GG Guss < 500
GG Guss < 1,000
GGG Guss < 700
GGG Guss < 1,000
Ti < 700
Ti. Leg. < 900
Ti. Leg. ≤ 1,300
Ni < 500
Ni. Leg. < 900
Ni. Leg. ≤ 1,400
Cu < 350
Cu. Leg. (Short)
Cu. Leg. (Long)
Cu-Al-Fe < 1,500
Al/Mg < 350
Knetaluminium
Al (Si ≤ 10%)
Al (Si > 10%)
Thermoplaste
Duroplaste
GFK
magnetischer weicher Stahl
Bau-, Einsatzstahl
Kohlenstoffstahl
legierter Stahl
leg. Stahl, gehärtet u. angelassen
leg. Stahl, gehärtet u. angelassen
rostfreier Stahl, ferritisch
rostfreier Stahl, austenitisch
rostfr. St., ferritisch / martensitisch
Grauguss
Grauguss
Sphäroguss, Temperguss
Sphäroguss, Temperguss
Titan, unlegiert
Titanlegierung
Titanlegierung
Nickel, unlegiert
hitzebest. Nickellegierung
hitzebest. Nickellegierung
Kupfer, unlegiert
kurzspanendes Messing, Bronze
langspanendes Messing, Bronze
Cu-Al-Fe Legierung, Ampco
Aluminium, Magnesium, unlegiert
Aluminium Si < 0.5%
Aluminiumguss Si ≤ 10%
Aluminiumguss Si > 10%
Teflon, Nylon, u.a.
Bakelit, Resopal, u.a.
faserverstärkte Kunststoffe
< 120
< 200
< 250
< 250
< 350
> 350
< 250
< 250
< 300
< 150
< 300
< 200
< 300
< 200
< 270
< 350
< 150
< 270
< 410
< 100
< 200
< 200
< 470
< 100
< 150
< 120
< 120
< 400
< 700
< 850
< 850
≤1,200
> 1,200
< 850
< 850
< 1,100
< 500
< 1,000
< 700
< 1,000
< 700
< 900
≤1,300
< 500
< 900
≤1,400
< 350
< 700
< 700
< 1,500
< 350
< 500
< 400
< 400
Kühlmittel
A = SchneidölT = EmulsionX = Schneidöl / EmulsionS = TrockenZ = Trocken / Emulsion
WERKSTOFF GRUPPEN (siehe S. 10-16)
LISTE DER WERKSTOFFE
10. STAHL
20. ROSTFREIER STAHL
30. GUSS
40.TITAN
50. NICKEL
60. KUPFER, MESSING, BRONZE
70. ALUMINIUM
80. KUNST-STOFFE
SC
HN
ITT-G
ES
CH
WIN
DIG
KE
IT vc
SP
AN
FOR
M
ZUG
FES
TIGK
EIT
HÄ
RTE
KÜ
HLM
ITTEL
m/minN/mm2HB
Eignung :◎ = sehr gut○ = gut
MASCHINENGEWINDEBOHRER
EINSATZBEREICHE
1 2 3 4 5
MATERIAL GROUPS
DIN 371/376 M EDP No.(Page)
DIN 371/376 EG-M EDP No.(Page)
DIN 352 M EDP No.(Page)
DIN 374 MF EDP No.(Page)
DIN 371/376 UNC EDP No.(Page)
DIN 371/374 UNF EDP No.(Page)
DIN 2182/2183 BSW EDP No.(Page)
DIN 357/5156 M/G(BSP) EDP No.(Page)
Oberflächenbehandlung / Beschichtung
Drallwinkel
Anschnitt nach DIN 2197
Bohrungsart
12 • www.yg-1.de, E-mail : [email protected]

◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
○
◎
○
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
○
◎
○
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
○
◎
○
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
○
◎
○
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
○
○
○
◎
○
○
○
◎
○
◎
◎
◎
◎
◎
○
○
○
◎
○
○
○
◎
○
◎
◎
◎
◎
◎
○
○
○
◎
○
○
○
◎
○
◎
◎
◎
◎
◎
○
○
○
◎
○
○
○
◎
○
○
○
○
○
○
○
○
○
○
◎
◎
◎
◎
◎
○
○
○
◎
○
○
○
◎
○
◎
◎
◎
◎
◎
○
○
○
◎
○
○
○
◎
○
◎
◎
◎
◎
◎
○
○
○
◎
○
○
○
◎
○
○
◎
○
○
○
○
◎
○
○
○
MU MU MU MU GS GS GS GS GS GS GS GS VG VGTC804(p.37)
TD804(p.37)
TC814(p.42)
TD814(p.42)
TC127 (p.97)
TC227(p.98)
TD127 (p.99)
TD227 (p.100)
TC463 (p.127)
TC517 (p.62)
TC711 (p.63)
TD711 (p.64)
TQ863 (p.101)
TC422 (p.102)
TC122 (p.96)
TC844(p.38)
TD844(p.38)
TC854(p.43)
TD854(p.43)
TC222 (p.114)
TD222 (p.116)
TC411 (p.83)
TC824(p.40)
TD824(p.40)
TC834(p.45)
TD834(p.45)
TC214 (p.118)
TC144 (p.88)
TC244 (p.119)
TC864(p.41)
TD864(p.41)
TC874(p.46)
TD874(p.46)
TC234 (p.121)
TC254 (p.122)
TC224 (p.123)
TC134 (p.92)
TC727 (p.156)
TC803 (p.142)
TC728 (p.157)
TC729 (p.158)
Bright TiN Bright TiN Bright Bright TiN TiN Bright Bright Bright TiN Vap Bright
R40 R40 R20 R40 R40
C C B B B B B B C/Long C C C B B
1-2-3 1-2-3 4-5 4-5 4-5 4-5 4-5 4-5 1-2-3 4-5 2-3 1-2-3 1-2-3 4-5 4-5
www.yg-1.de, E-mail : [email protected] • 13

15-20
15-20
12-18
10-15
6-10
3-5
7-10
5-8
4-6
10-15
5-8
10-15
5-8
10-15
8-12
4-6
8-12
10-15
2-4
8-12
25-35
15-20
3-5
10-15
25-35
15-20
10-15
20-30
8-12
5-7
T
T
T
X
X
A
A
A
A
X
T
X
X
T
A
A
A
A
A
T
T
T
A
T
T
T
T
T
Z
Z
extra lang
mittel / lang
lang
lang
lang
lang
mittel
lang
lang
extra kurz
extra kurz
kurz
kurz
extra lang
mittel / kurz
mittel / kurz
extra lang
lang
lang
extra lang
mittel / kurz
lang
kurz
extra lang
mittel
mittel / kurz
kurz
extra lang
kurz
extra kurz
111213141516212223313233344142435152536162636471727374818283
Stahl < 400
Stahl < 700
Stahl < 850
leg. Stahl < 850
leg. Stahl ≤ 1,200
leg. Stahl > 1,200
INOX ferr. < 850
INOX aust.< 850
INOX < 1,100
GG Guss < 500
GG Guss < 1,000
GGG Guss < 700
GGG Guss < 1,000
Ti < 700
Ti. Leg. < 900
Ti. Leg. ≤ 1,300
Ni < 500
Ni. Leg. < 900
Ni. Leg. ≤ 1,400
Cu < 350
Cu. Leg. (Short)
Cu. Leg. (Long)
Cu-Al-Fe < 1,500
Al/Mg < 350
Knetaluminium
Al (Si ≤ 10%)
Al (Si > 10%)
Thermoplaste
Duroplaste
GFK
magnetischer weicher Stahl
Bau-, Einsatzstahl
Kohlenstoffstahl
legierter Stahl
leg. Stahl, gehärtet u. angelassen
leg. Stahl, gehärtet u. angelassen
rostfreier Stahl, ferritisch
rostfreier Stahl, austenitisch
rostfr. St., ferritisch / martensitisch
Grauguss
Grauguss
Sphäroguss, Temperguss
Sphäroguss, Temperguss
Titan, unlegiert
Titanlegierung
Titanlegierung
Nickel, unlegiert
hitzebest. Nickellegierung
hitzebest. Nickellegierung
Kupfer, unlegiert
kurzspanendes Messing, Bronze
langspanendes Messing, Bronze
Cu-Al-Fe Legierung, Ampco
Aluminium, Magnesium, unlegiert
Aluminium Si < 0.5%
Aluminiumguss Si ≤ 10%
Aluminiumguss Si > 10%
Teflon, Nylon, u.a.
Bakelit, Resopal, u.a.
faserverstärkte Kunststoffe
< 120
< 200
< 250
< 250
< 350
> 350
< 250
< 250
< 300
< 150
< 300
< 200
< 300
< 200
< 270
< 350
< 150
< 270
< 410
< 100
< 200
< 200
< 470
< 100
< 150
< 120
< 120
< 400
< 700
< 850
< 850
≤1,200
> 1,200
< 850
< 850
< 1,100
< 500
< 1,000
< 700
< 1,000
< 700
< 900
≤1,300
< 500
< 900
≤1,400
< 350
< 700
< 700
< 1,500
< 350
< 500
< 400
< 400
Kühlmittel
A = SchneidölT = EmulsionX = Schneidöl / EmulsionS = TrockenZ = Trocken / Emulsion
WERKSTOFF GRUPPEN (siehe S. 10-16)
LISTE DER WERKSTOFFE
10. STAHL
20. ROSTFREIER STAHL
30. GUSS
40.TITAN
50. NICKEL
60. KUPFER, MESSING, BRONZE
70. ALUMINIUM
80. KUNST-STOFFE
SC
HN
ITT-G
ES
CH
WIN
DIG
KE
IT vc
SP
AN
FOR
M
ZUG
FES
TIGK
EIT
HÄ
RTE
KÜ
HLM
ITTEL
m/minN/mm2HB
Eignung :◎ = sehr gut○ = gut
MASCHINENGEWINDEBOHRER
EINSATZBEREICHE
1 2 3 4 5
MATERIAL GROUPS
DIN 371/376 M EDP No.(Page)
DIN 371/376 EG-M EDP No.(Page)
DIN 352 M EDP No.(Page)
DIN 374 MF EDP No.(Page)
DIN 371/376 UNC EDP No.(Page)
DIN 371/374 UNF EDP No.(Page)
DIN 2182/2183 BSW EDP No.(Page)
DIN 357/5156 M/G(BSP) EDP No.(Page)
Oberflächenbehandlung / Beschichtung
Drallwinkel
Anschnitt nach DIN 2197
Bohrungsart
14 • www.yg-1.de, E-mail : [email protected]
○
◎
○
○
○
○
◎
○
○
○
○
◎
○
○
○
○
◎
○
○
○
○
◎
○
○
○
○
◎
○
○
○
○
◎
○
○
○
○
◎
○
○
○
○
◎
○
○
◎
○
○
○
◎
○
○
◎
○
○
○
◎
○
○
◎
○
○
○
◎
○
○
◎
○
○
○
◎
◎
◎
◎
○
○
◎
◎
◎
◎
◎
○
○
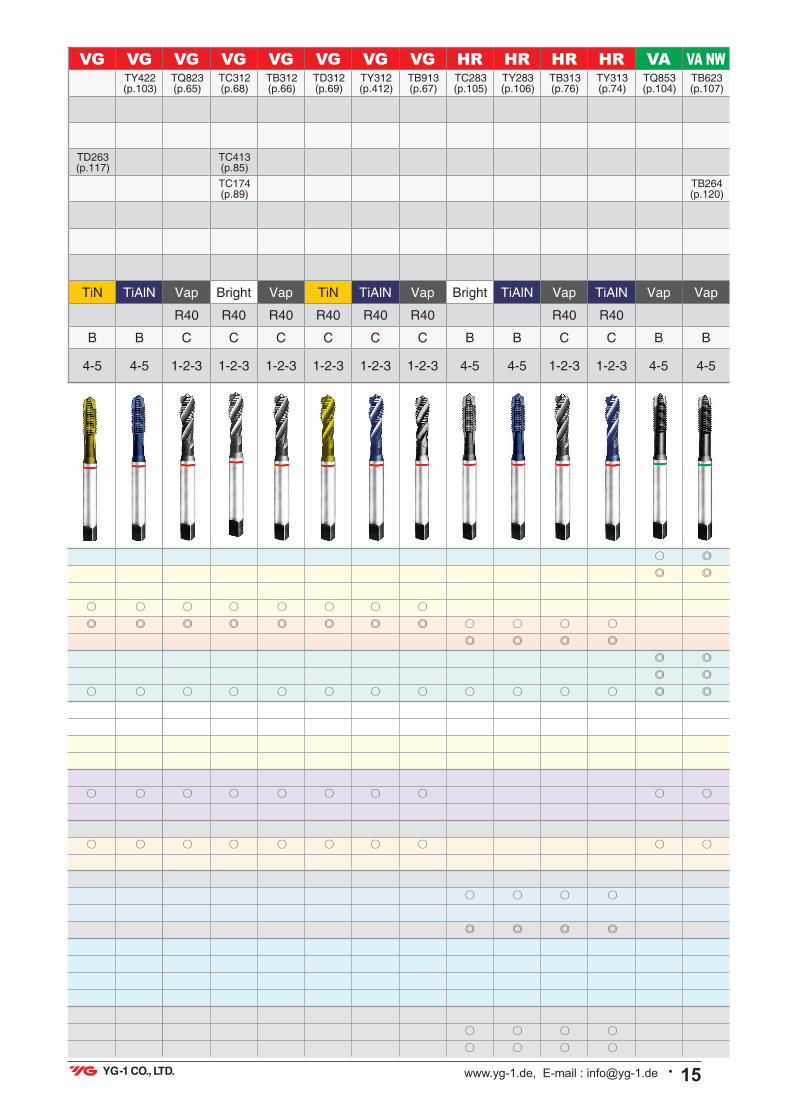
VG VG VG VG VG VG VG VG HR HR HR HR VA VA NWTY422 (p.103)
TQ823 (p.65)
TC312 (p.68)
TB312 (p.66)
TD312 (p.69)
TY312 (p.412)
TB913 (p.67)
TC283 (p.105)
TY283 (p.106)
TB313 (p.76)
TY313 (p.74)
TQ853 (p.104)
TB623 (p.107)
TD263 (p.117)
TC413 (p.85)TC174 (p.89)
TB264 (p.120)
TiN TiAlN Vap Bright Vap TiN TiAlN Vap Bright TiAlN Vap TiAlN Vap Vap
R40 R40 R40 R40 R40 R40 R40 R40
B B C C C C C C B B C C B B
4-5 4-5 1-2-3 1-2-3 1-2-3 1-2-3 1-2-3 1-2-3 4-5 4-5 1-2-3 1-2-3 4-5 4-5
www.yg-1.de, E-mail : [email protected] • 15

15-20
15-20
12-18
10-15
6-10
3-5
7-10
5-8
4-6
10-15
5-8
10-15
5-8
10-15
8-12
4-6
8-12
10-15
2-4
8-12
25-35
15-20
3-5
10-15
25-35
15-20
10-15
20-30
8-12
5-7
T
T
T
X
X
A
A
A
A
X
T
X
X
T
A
A
A
A
A
T
T
T
A
T
T
T
T
T
Z
Z
extra lang
mittel / lang
lang
lang
lang
lang
mittel
lang
lang
extra kurz
extra kurz
kurz
kurz
extra lang
mittel / kurz
mittel / kurz
extra lang
lang
lang
extra lang
mittel / kurz
lang
kurz
extra lang
mittel
mittel / kurz
kurz
extra lang
kurz
extra kurz
111213141516212223313233344142435152536162636471727374818283
Stahl < 400
Stahl < 700
Stahl < 850
leg. Stahl < 850
leg. Stahl ≤ 1,200
leg. Stahl > 1,200
INOX ferr. < 850
INOX aust.< 850
INOX < 1,100
GG Guss < 500
GG Guss < 1,000
GGG Guss < 700
GGG Guss < 1,000
Ti < 700
Ti. Leg. < 900
Ti. Leg. ≤ 1,300
Ni < 500
Ni. Leg. < 900
Ni. Leg. ≤ 1,400
Cu < 350
Cu. Leg. (Short)
Cu. Leg. (Long)
Cu-Al-Fe < 1,500
Al/Mg < 350
Knetaluminium
Al (Si ≤ 10%)
Al (Si > 10%)
Thermoplaste
Duroplaste
GFK
magnetischer weicher Stahl
Bau-, Einsatzstahl
Kohlenstoffstahl
legierter Stahl
leg. Stahl, gehärtet u. angelassen
leg. Stahl, gehärtet u. angelassen
rostfreier Stahl, ferritisch
rostfreier Stahl, austenitisch
rostfr. St., ferritisch / martensitisch
Grauguss
Grauguss
Sphäroguss, Temperguss
Sphäroguss, Temperguss
Titan, unlegiert
Titanlegierung
Titanlegierung
Nickel, unlegiert
hitzebest. Nickellegierung
hitzebest. Nickellegierung
Kupfer, unlegiert
kurzspanendes Messing, Bronze
langspanendes Messing, Bronze
Cu-Al-Fe Legierung, Ampco
Aluminium, Magnesium, unlegiert
Aluminium Si < 0.5%
Aluminiumguss Si ≤ 10%
Aluminiumguss Si > 10%
Teflon, Nylon, u.a.
Bakelit, Resopal, u.a.
faserverstärkte Kunststoffe
< 120
< 200
< 250
< 250
< 350
> 350
< 250
< 250
< 300
< 150
< 300
< 200
< 300
< 200
< 270
< 350
< 150
< 270
< 410
< 100
< 200
< 200
< 470
< 100
< 150
< 120
< 120
< 400
< 700
< 850
< 850
≤1,200
> 1,200
< 850
< 850
< 1,100
< 500
< 1,000
< 700
< 1,000
< 700
< 900
≤1,300
< 500
< 900
≤1,400
< 350
< 700
< 700
< 1,500
< 350
< 500
< 400
< 400
Kühlmittel
A = SchneidölT = EmulsionX = Schneidöl / EmulsionS = TrockenZ = Trocken / Emulsion
WERKSTOFF GRUPPEN (siehe S. 10-16)
LISTE DER WERKSTOFFE
10. STAHL
20. ROSTFREIER STAHL
30. GUSS
40.TITAN
50. NICKEL
60. KUPFER, MESSING, BRONZE
70. ALUMINIUM
80. KUNST-STOFFE
SC
HN
ITT-G
ES
CH
WIN
DIG
KE
IT vc
SP
AN
FOR
M
ZUG
FES
TIGK
EIT
HÄ
RTE
KÜ
HLM
ITTEL
m/minN/mm2HB
Eignung :◎ = sehr gut○ = gut
MASCHINENGEWINDEBOHRER
EINSATZBEREICHE
1 2 3 4 5
MATERIAL GROUPS
DIN 371/376 M EDP No.(Page)
DIN 371/376 EG-M EDP No.(Page)
DIN 352 M EDP No.(Page)
DIN 374 MF EDP No.(Page)
DIN 371/376 UNC EDP No.(Page)
DIN 371/374 UNF EDP No.(Page)
DIN 2182/2183 BSW EDP No.(Page)
DIN 357/5156 M/G(BSP) EDP No.(Page)
Oberflächenbehandlung / Beschichtung
Drallwinkel
Anschnitt nach DIN 2197
Bohrungsart
16 • www.yg-1.de, E-mail : [email protected]
◎
◎
◎
◎
◎
○
○
○
◎
◎
◎
◎
○
○
○
◎
◎
◎
◎
○
○
◎
◎
◎
◎
◎
○
○
◎
◎
◎
◎
◎
○
○
◎
◎
○
○
○
○
◎
◎
○
○
◎
◎
◎
◎
○
◎
◎
◎
◎
○
◎
◎
○
◎
◎
◎
◎
○
◎
◎
○
◎
◎
○
◎
◎
○
◎
◎
◎
◎
○
◎
◎
○
◎
◎
◎
◎
○
◎
◎
○
◎
◎
○
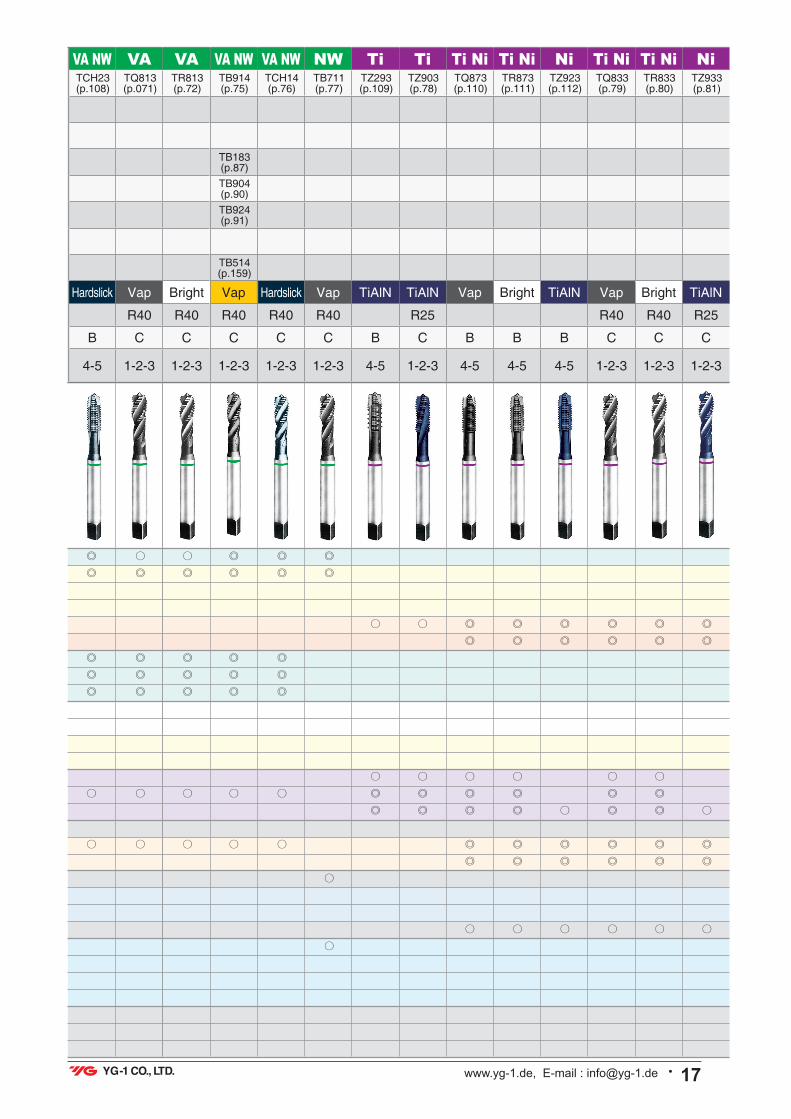
VA NW VA VA VA NW VA NW NW Ti Ti Ti Ni Ti Ni Ni Ti Ni Ti Ni NiTCH23 (p.108)
TQ813 (p.071)
TR813 (p.72)
TB914 (p.75)
TCH14 (p.76)
TB711 (p.77)
TZ293 (p.109)
TZ903 (p.78)
TQ873 (p.110)
TR873 (p.111)
TZ923 (p.112)
TQ833 (p.79)
TR833 (p.80)
TZ933 (p.81)
TB183 (p.87)TB904 (p.90)TB924 (p.91)
TB514 (p.159)
Hardslick Vap Bright Vap Hardslick Vap TiAlN TiAlN Vap Bright TiAlN Vap Bright TiAlN
R40 R40 R40 R40 R40 R25 R40 R40 R25
B C C C C C B C B B B C C C
4-5 1-2-3 1-2-3 1-2-3 1-2-3 1-2-3 4-5 1-2-3 4-5 4-5 4-5 1-2-3 1-2-3 1-2-3
www.yg-1.de, E-mail : [email protected] • 17

15-20
15-20
12-18
10-15
6-10
3-5
7-10
5-8
4-6
10-15
5-8
10-15
5-8
10-15
8-12
4-6
8-12
10-15
2-4
8-12
25-35
15-20
3-5
10-15
25-35
15-20
10-15
20-30
8-12
5-7
T
T
T
X
X
A
A
A
A
X
T
X
X
T
A
A
A
A
A
T
T
T
A
T
T
T
T
T
Z
Z
extra lang
mittel / lang
lang
lang
lang
lang
mittel
lang
lang
extra kurz
extra kurz
kurz
kurz
extra lang
mittel / kurz
mittel / kurz
extra lang
lang
lang
extra lang
mittel / kurz
lang
kurz
extra lang
mittel
mittel / kurz
kurz
extra lang
kurz
extra kurz
111213141516212223313233344142435152536162636471727374818283
Stahl < 400
Stahl < 700
Stahl < 850
leg. Stahl < 850
leg. Stahl ≤ 1,200
leg. Stahl > 1,200
INOX ferr. < 850
INOX aust.< 850
INOX < 1,100
GG Guss < 500
GG Guss < 1,000
GGG Guss < 700
GGG Guss < 1,000
Ti < 700
Ti. Leg. < 900
Ti. Leg. ≤ 1,300
Ni < 500
Ni. Leg. < 900
Ni. Leg. ≤ 1,400
Cu < 350
Cu. Leg. (Short)
Cu. Leg. (Long)
Cu-Al-Fe < 1,500
Al/Mg < 350
Knetaluminium
Al (Si ≤ 10%)
Al (Si > 10%)
Thermoplaste
Duroplaste
GFK
magnetischer weicher Stahl
Bau-, Einsatzstahl
Kohlenstoffstahl
legierter Stahl
leg. Stahl, gehärtet u. angelassen
leg. Stahl, gehärtet u. angelassen
rostfreier Stahl, ferritisch
rostfreier Stahl, austenitisch
rostfr. St., ferritisch / martensitisch
Grauguss
Grauguss
Sphäroguss, Temperguss
Sphäroguss, Temperguss
Titan, unlegiert
Titanlegierung
Titanlegierung
Nickel, unlegiert
hitzebest. Nickellegierung
hitzebest. Nickellegierung
Kupfer, unlegiert
kurzspanendes Messing, Bronze
langspanendes Messing, Bronze
Cu-Al-Fe Legierung, Ampco
Aluminium, Magnesium, unlegiert
Aluminium Si < 0.5%
Aluminiumguss Si ≤ 10%
Aluminiumguss Si > 10%
Teflon, Nylon, u.a.
Bakelit, Resopal, u.a.
faserverstärkte Kunststoffe
< 120
< 200
< 250
< 250
< 350
> 350
< 250
< 250
< 300
< 150
< 300
< 200
< 300
< 200
< 270
< 350
< 150
< 270
< 410
< 100
< 200
< 200
< 470
< 100
< 150
< 120
< 120
< 400
< 700
< 850
< 850
≤1,200
> 1,200
< 850
< 850
< 1,100
< 500
< 1,000
< 700
< 1,000
< 700
< 900
≤1,300
< 500
< 900
≤1,400
< 350
< 700
< 700
< 1,500
< 350
< 500
< 400
< 400
Kühlmittel
A = SchneidölT = EmulsionX = Schneidöl / EmulsionS = TrockenZ = Trocken / Emulsion
WERKSTOFF GRUPPEN (siehe S. 10-16)
LISTE DER WERKSTOFFE
10. STAHL
20. ROSTFREIER STAHL
30. GUSS
40.TITAN
50. NICKEL
60. KUPFER, MESSING, BRONZE
70. ALUMINIUM
80. KUNST-STOFFE
SC
HN
ITT-G
ES
CH
WIN
DIG
KE
IT vc
SP
AN
FOR
M
ZUG
FES
TIGK
EIT
HÄ
RTE
KÜ
HLM
ITTEL
m/minN/mm2HB
Eignung :◎ = sehr gut○ = gut
MASCHINENGEWINDEBOHRER
EINSATZBEREICHE
1 2 3 4 5
MATERIAL GROUPS
DIN 371/376 M EDP No.(Page)
DIN 371/376 EG-M EDP No.(Page)
DIN 352 M EDP No.(Page)
DIN 374 MF EDP No.(Page)
DIN 371/376 UNC EDP No.(Page)
DIN 371/374 UNF EDP No.(Page)
DIN 2182/2183 BSW EDP No.(Page)
DIN 357/5156 M/G(BSP) EDP No.(Page)
Oberflächenbehandlung / Beschichtung
Drallwinkel
Anschnitt nach DIN 2197
Bohrungsart
18 • www.yg-1.de, E-mail : [email protected]

◎
◎
◎
◎
○
○
○
◎
○
○
◎
○
◎
◎
◎
◎
◎
◎
◎
◎
◎
○
◎
○
◎
◎
◎
◎
◎
◎
◎
◎
◎
○
◎
○
◎
◎
◎
◎
◎
◎
◎
○
◎
○
◎
◎
◎
◎
○
◎
○
○
◎
◎
○
○
○
○
○
◎
◎
◎
◎
○
○
○
○
◎
◎
◎
◎
○
○
○
○
◎
◎
◎
◎
◎
◎
○
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
○
GV GV GV GV GV Al Al Al GG GG GG GG MsTQ703 (p.135)
TD703 (p.138)
TD713 (p.137)
TY703 (p.139)
TQ723 (p.136)
TC622 (p.113)
TC163 (p.82)
TE821 (p.128)
TD821 (p.129)
TY821 (p.130)
T0993 (p.162)
TC433 (p.131)
TC973 (p.145)
TC909 (p.146)
TD733 (p.140)
Vap TiN TiN TiAlN Vap Bright Bright Bright NI TiN TiAlN Bright Bright
R45/40
C C C C C B B C C C C C C
1-2-34-5
1-2-3 4-5
1-2-3 4-5
1-2-3 4-5
1-2-3 4-5 4-5 4-5 1-2-3 1-2-3
4-51-2-3 4-5
1-2-3 4-5
1-2-3 4-5
1-2-3 4-5
www.yg-1.de, E-mail : [email protected] • 19
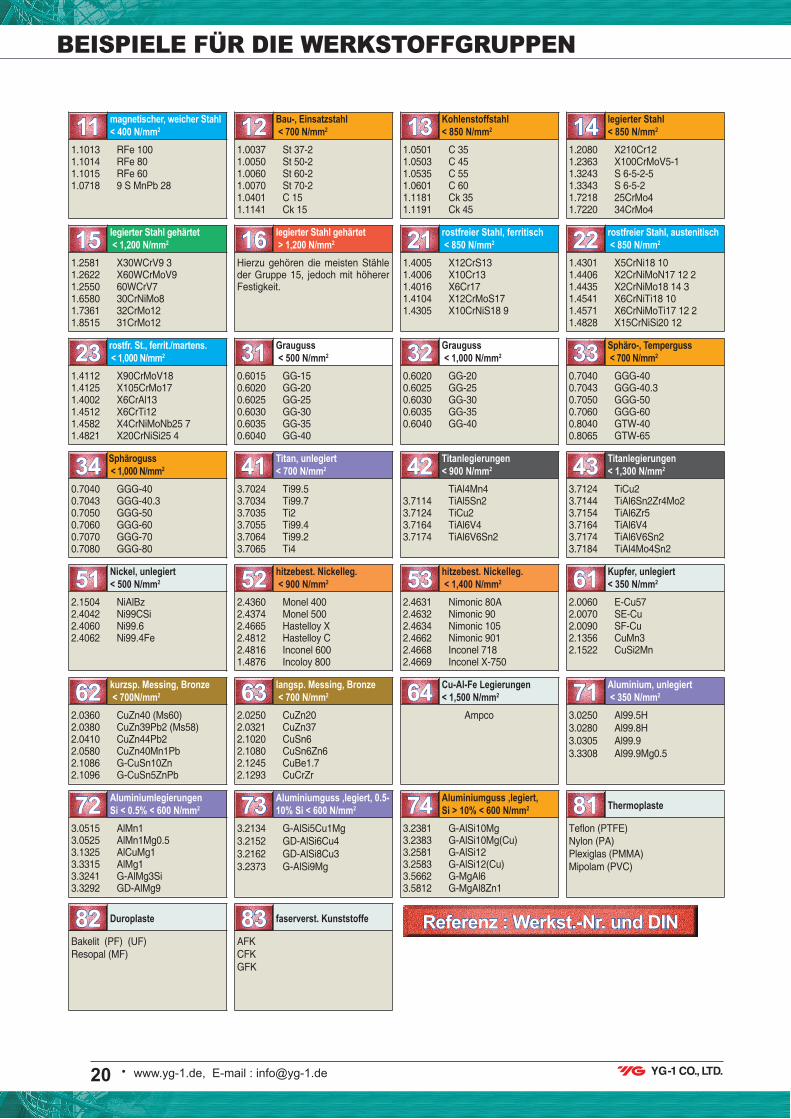
BEISPIELE FÜR DIE WERKSTOFFGRUPPEN
111.1013 RFe 1001.1014 RFe 801.1015 RFe 601.0718 9 S MnPb 28
magnetischer, weicher Stahl< 400 N/mm2 12
1.0037 St 37-21.0050 St 50-21.0060 St 60-21.0070 St 70-21.0401 C 151.1141 Ck 15
Bau-, Einsatzstahl < 700 N/mm2 13
1.0501 C 351.0503 C 451.0535 C 551.0601 C 601.1181 Ck 351.1191 Ck 45
Kohlenstoffstahl< 850 N/mm2 14
1.2080 X210Cr121.2363 X100CrMoV5-11.3243 S 6-5-2-51.3343 S 6-5-21.7218 25CrMo41.7220 34CrMo4
legierter Stahl< 850 N/mm2
151.2581 X30WCrV9 31.2622 X60WCrMoV91.2550 60WCrV71.6580 30CrNiMo81.7361 32CrMo121.8515 31CrMo12
legierter Stahl gehärtet < 1,200 N/mm2 16
Hierzu gehören die meisten Stähle der Gruppe 15, jedoch mit höherer Festigkeit.
legierter Stahl gehärtet > 1,200 N/mm2 21
1.4005 X12CrS131.4006 X10Cr131.4016 X6Cr171.4104 X12CrMoS171.4305 X10CrNiS18 9
rostfreier Stahl, ferritisch < 850 N/mm2 22
1.4301 X5CrNi18 101.4406 X2CrNiMoN17 12 21.4435 X2CrNiMo18 14 31.4541 X6CrNiTi18 101.4571 X6CrNiMoTi17 12 21.4828 X15CrNiSi20 12
rostfreier Stahl, austenitisch < 850 N/mm2
231.4112 X90CrMoV181.4125 X105CrMo171.4002 X6CrAl131.4512 X6CrTi121.4582 X4CrNiMoNb25 71.4821 X20CrNiSi25 4
rostfr. St., ferrit./martens. < 1,000 N/mm2 31
0.6015 GG-150.6020 GG-200.6025 GG-250.6030 GG-300.6035 GG-350.6040 GG-40
Grauguss < 500 N/mm2 32
0.6020 GG-200.6025 GG-250.6030 GG-300.6035 GG-350.6040 GG-40
Grauguss < 1,000 N/mm2 33
0.7040 GGG-400.7043 GGG-40.30.7050 GGG-500.7060 GGG-600.8040 GTW-400.8065 GTW-65
Sphäro-, Temperguss < 700 N/mm2
340.7040 GGG-400.7043 GGG-40.30.7050 GGG-500.7060 GGG-600.7070 GGG-700.7080 GGG-80
Sphäroguss < 1,000 N/mm2 41
3.7024 Ti99.53.7034 Ti99.73.7035 Ti23.7055 Ti99.43.7064 Ti99.23.7065 Ti4
Titan, unlegiert< 700 N/mm2 42
TiAl4Mn43.7114 TiAl5Sn23.7124 TiCu23.7164 TiAl6V43.7174 TiAl6V6Sn2
Titanlegierungen< 900 N/mm2 43
3.7124 TiCu23.7144 TiAl6Sn2Zr4Mo23.7154 TiAl6Zr53.7164 TiAl6V43.7174 TiAl6V6Sn23.7184 TiAl4Mo4Sn2
Titanlegierungen< 1,300 N/mm2
512.1504 NiAlBz2.4042 Ni99CSi2.4060 Ni99.62.4062 Ni99.4Fe
Nickel, unlegiert< 500 N/mm2 52
2.4360 Monel 4002.4374 Monel 5002.4665 Hastelloy X2.4812 Hastelloy C2.4816 Inconel 6001.4876 Incoloy 800
hitzebest. Nickelleg. < 900 N/mm2 53
2.4631 Nimonic 80A2.4632 Nimonic 902.4634 Nimonic 1052.4662 Nimonic 9012.4668 Inconel 7182.4669 Inconel X-750
hitzebest. Nickelleg. < 1,400 N/mm2 61
2.0060 E-Cu572.0070 SE-Cu2.0090 SF-Cu2.1356 CuMn32.1522 CuSi2Mn
Kupfer, unlegiert< 350 N/mm2
622.0360 CuZn40 (Ms60)2.0380 CuZn39Pb2 (Ms58)2.0410 CuZn44Pb22.0580 CuZn40Mn1Pb2.1086 G-CuSn10Zn2.1096 G-CuSn5ZnPb
kurzsp. Messing, Bronze < 700N/mm2 63
2.0250 CuZn20 2.0321 CuZn372.1020 CuSn62.1080 CuSn6Zn62.1245 CuBe1.72.1293 CuCrZr
langsp. Messing, Bronze < 700 N/mm2 64
Ampco
Cu-Al-Fe Legierungen< 1,500 N/mm2 71
3.0250 Al99.5H3.0280 Al99.8H3.0305 Al99.93.3308 Al99.9Mg0.5
Aluminium, unlegiert < 350 N/mm2
723.0515 AlMn13.0525 AlMn1Mg0.53.1325 AlCuMg13.3315 AlMg13.3241 G-AlMg3Si3.3292 GD-AlMg9
AluminiumlegierungenSi < 0.5% < 600 N/mm2 73
3.2134 G-AlSi5Cu1Mg3.2152 GD-AlSi6Cu43.2162 GD-AlSi8Cu33.2373 G-AlSi9Mg
Aluminiumguss ,legiert, 0.5-10% Si < 600 N/mm2 74
3.2381 G-AlSi10Mg3.2383 G-AlSi10Mg(Cu)3.2581 G-AlSi123.2583 G-AlSi12(Cu)3.5662 G-MgAl63.5812 G-MgAl8Zn1
Aluminiumguss ,legiert, Si > 10% < 600 N/mm2 81
Referenz : Werkst.-Nr. und DIN
Teflon (PTFE)Nylon (PA)Plexiglas (PMMA)Mipolam (PVC)
Thermoplaste
82Bakelit (PF) (UF)Resopal (MF)
Duroplaste 83AFKCFKGFK
faserverst. Kunststoffe
20 • www.yg-1.de, E-mail : [email protected]
WERKSTOFFGRUPPENORMEN
DEUTSCHLAND Werkst.-Nr. DIN
U.S.A.AISI
EN u. ANDERE Klassifizierungen
GROSSBRITANNIENB.S.FRANKREICH
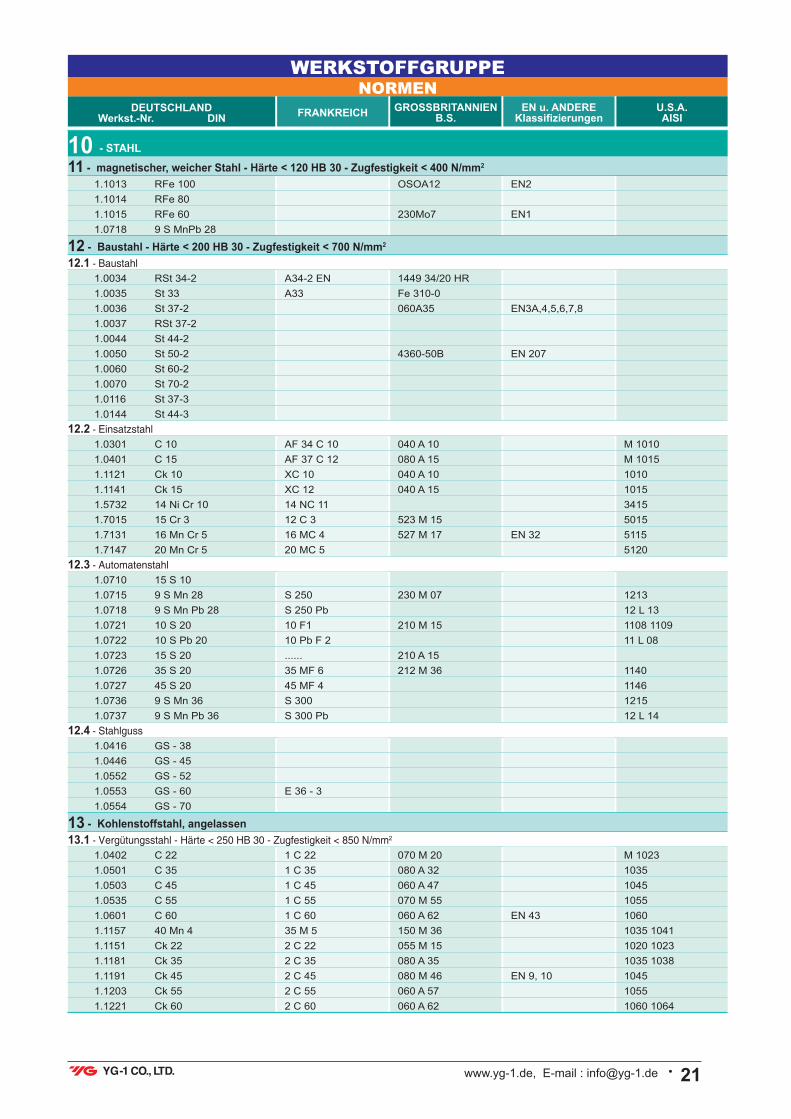
10 - STAHL
11 - magnetischer, weicher Stahl - Härte < 120 HB 30 - Zugfestigkeit < 400 N/mm2
12 - Baustahl - Härte < 200 HB 30 - Zugfestigkeit < 700 N/mm2
13 - Kohlenstoffstahl, angelassen
12.1 - Baustahl
1.10131.10141.10151.0718
RFe 100RFe 80RFe 609 S MnPb 28
OSOA12
230Mo7
EN2
EN1
1.00341.00351.00361.00371.00441.00501.00601.00701.01161.0144
RSt 34-2St 33St 37-2RSt 37-2St 44-2St 50-2St 60-2St 70-2St 37-3St 44-3
A34-2 ENA33
1449 34/20 HRFe 310-0060A35
4360-50B
EN3A,4,5,6,7,8
EN 207
12.2 - Einsatzstahl1.03011.04011.11211.11411.57321.70151.71311.7147
C 10C 15Ck 10Ck 1514 Ni Cr 1015 Cr 316 Mn Cr 520 Mn Cr 5
AF 34 C 10AF 37 C 12XC 10XC 1214 NC 1112 C 316 MC 420 MC 5
040 A 10080 A 15040 A 10040 A 15
523 M 15527 M 17 EN 32
M 1010M 1015101010153415501551155120
12.3 - Automatenstahl1.07101.07151.07181.07211.07221.07231.07261.07271.07361.0737
15 S 109 S Mn 289 S Mn Pb 2810 S 2010 S Pb 2015 S 2035 S 2045 S 209 S Mn 369 S Mn Pb 36
S 250S 250 Pb10 F110 Pb F 2......35 MF 645 MF 4S 300S 300 Pb
230 M 07
210 M 15
210 A 15212 M 36
121312 L 131108 110911 L 08
11401146121512 L 14
12.4 - Stahlguss1.04161.04461.05521.05531.0554
GS - 38GS - 45GS - 52GS - 60GS - 70
E 36 - 3
13.1 - Vergütungsstahl - Härte < 250 HB 30 - Zugfestigkeit < 850 N/mm2
1.04021.05011.05031.05351.06011.11571.11511.11811.11911.12031.1221
C 22C 35C 45C 55C 6040 Mn 4Ck 22Ck 35Ck 45Ck 55Ck 60
1 C 221 C 351 C 451 C 551 C 6035 M 52 C 222 C 352 C 452 C 552 C 60
070 M 20080 A 32060 A 47070 M 55060 A 62150 M 36055 M 15080 A 35080 M 46060 A 57060 A 62
EN 43
EN 9, 10
M 102310351045105510601035 10411020 10231035 1038104510551060 1064
www.yg-1.de, E-mail : [email protected] • 21
22 • www.yg-1.de, E-mail : [email protected]
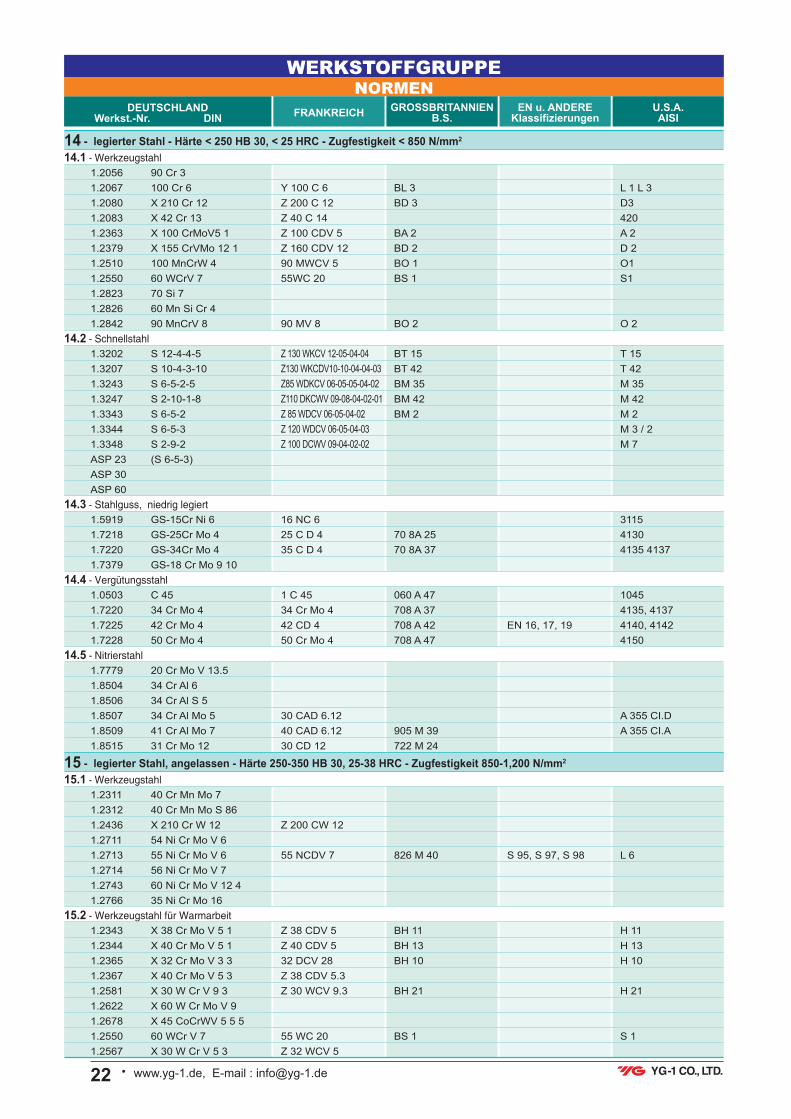
14 - legierter Stahl - Härte < 250 HB 30, < 25 HRC - Zugfestigkeit < 850 N/mm2
15 - legierter Stahl, angelassen - Härte 250-350 HB 30, 25-38 HRC - Zugfestigkeit 850-1,200 N/mm2
14.1 - Werkzeugstahl1.20561.20671.20801.20831.23631.23791.25101.25501.28231.28261.2842
90 Cr 3100 Cr 6X 210 Cr 12X 42 Cr 13X 100 CrMoV5 1X 155 CrVMo 12 1100 MnCrW 460 WCrV 770 Si 760 Mn Si Cr 490 MnCrV 8
Y 100 C 6Z 200 C 12Z 40 C 14Z 100 CDV 5Z 160 CDV 1290 MWCV 555WC 20
90 MV 8
BL 3BD 3
BA 2BD 2BO 1BS 1
BO 2
L 1 L 3D3420A 2D 2O1S1
O 214.2 - Schnellstahl
1.32021.32071.32431.32471.33431.33441.3348ASP 23ASP 30ASP 60
S 12-4-4-5S 10-4-3-10S 6-5-2-5S 2-10-1-8S 6-5-2S 6-5-3S 2-9-2(S 6-5-3)
Z 130 WKCV 12-05-04-04Z130 WKCDV10-10-04-04-03Z85 WDKCV 06-05-05-04-02Z110 DKCWV 09-08-04-02-01Z 85 WDCV 06-05-04-02Z 120 WDCV 06-05-04-03Z 100 DCWV 09-04-02-02
BT 15BT 42BM 35BM 42BM 2
T 15T 42M 35M 42M 2M 3 / 2M 7
14.3 - Stahlguss, niedrig legiert1.59191.72181.72201.7379
GS-15Cr Ni 6GS-25Cr Mo 4GS-34Cr Mo 4GS-18 Cr Mo 9 10
16 NC 625 C D 435 C D 4
70 8A 2570 8A 37
311541304135 4137
14.4 - Vergütungsstahl1.05031.72201.72251.7228
C 4534 Cr Mo 442 Cr Mo 450 Cr Mo 4
1 C 4534 Cr Mo 442 CD 450 Cr Mo 4
060 A 47708 A 37708 A 42708 A 47
EN 16, 17, 19
10454135, 41374140, 41424150
14.5 - Nitrierstahl1.77791.85041.85061.85071.85091.8515
20 Cr Mo V 13.534 Cr Al 634 Cr Al S 534 Cr Al Mo 541 Cr Al Mo 731 Cr Mo 12
30 CAD 6.1240 CAD 6.1230 CD 12
905 M 39722 M 24
A 355 CI.DA 355 CI.A
15.1 - Werkzeugstahl1.23111.23121.24361.27111.27131.27141.27431.2766
40 Cr Mn Mo 740 Cr Mn Mo S 86X 210 Cr W 1254 Ni Cr Mo V 655 Ni Cr Mo V 656 Ni Cr Mo V 760 Ni Cr Mo V 12 435 Ni Cr Mo 16
Z 200 CW 12
55 NCDV 7 826 M 40 S 95, S 97, S 98 L 6
15.2 - Werkzeugstahl für Warmarbeit1.23431.23441.23651.23671.25811.26221.26781.25501.2567
X 38 Cr Mo V 5 1X 40 Cr Mo V 5 1X 32 Cr Mo V 3 3X 40 Cr Mo V 5 3X 30 W Cr V 9 3X 60 W Cr Mo V 9X 45 CoCrWV 5 5 560 WCr V 7X 30 W Cr V 5 3
Z 38 CDV 5Z 40 CDV 532 DCV 28Z 38 CDV 5.3Z 30 WCV 9.3
55 WC 20Z 32 WCV 5
BH 11BH 13BH 10
BH 21
BS 1
H 11H 13H 10
H 21
S 1
WERKSTOFFGRUPPENORMEN
DEUTSCHLAND Werkst.-Nr. DIN
U.S.A.AISI
EN u. ANDERE Klassifizierungen
GROSSBRITANNIENB.S.FRANKREICH

www.yg-1.de, E-mail : [email protected] • 23
15.4 - Nitrierstähle
16 - legierter Stahl, gehärtet und angelassen - Härte > 38 HRC - Zugfestigkeit > 1,200 N/mm2
20 - ROSTFREIER STAHL
21 - rostfreier Stahl, ferritisch - Härte < 250 HB 30 - Zugfestigkeit < 850 N/mm2
22 - rostfreier Stahl, austenitisch - Härte < 250 HB 30 - Zugfestigkeit < 850 N/mm2
22.1 - rostfreier Stahlguss, austenitisch
23 - rostfreier Stahl und Stahlguss, martensitisch - Härte < 320 HB 30 - Zugfestigkeit < 1,100 N/mm2
24 - rostfreier Stahl, ferritisch - Härte < 320 HB 30 - Zugfestigkeit < 1,100 N/mm2
25 - rostfreier Stahl, ferritisch - austenitisch - Härte < 320 HB 30 - Zugfestigkeit < 1,100 N/mm2
15.3 - Werkzeugstahl, gehärtet und angelassen1.58641.65801.73611.77071.8161
35 Ni Cr 1830 Cr Ni Mo 832 Cr Mo 1230 Cr Mo V 958 Cr V 4
30 Cr Ni Mo 830 CD 12 722 M 24
1.85151.85191.85231.8550
31 Cr Mo 1231 Cr Mo V 939 Cr Mo V 13 934 Cr Al Ni 7
30 CD 12 722 M 24830 M 31897 M 39826 M 40
Hierzu gehören die meisten Stähle der Gruppe 15, jedoch mit höherer Festigkeit
1.41041.4305
X 12 Cr Mo S 17X 10 Cr Ni S 18 09
Z 13 CF 17Z 8 CNF 18-09
416 S 37303 S 21
EN 56EN 60
430 F303
1.43001.43011.43111.44061.44331.44351.45391.45411.45711.45731.4828
X 12 Cr Ni 18 8X 5 Cr Ni 18 10X 2 CrNiN 18 10X 2 CrNiMoN 17 12 2X 2 CrNiMo 18 15X 2 CrNiMo 18 14 3X 1 CrNiMoCu 25 20 5X 6 CrNiTi 18 10X 6 CrNiMoTi 17 12 2X 10 CrNiMoTi 18 12X 15 CrNiSi 20 12
Z 6 CN 18-09Z 3 CN 18-07 AzZ 3 CND 17 11 02
Z3 CND 17-12-03Z 1 NCDU 25-20Z 6 CNT 18 10Z 6 CNDT 17 12
Z 15 CNS 20-12
320 S 12304 S 15304 S 61316 S 61316 S316 S 11321 S 17321 S 18320 S 18320 S 33309 S 24
EN 80, EN 58 + C
EN 58 J, 316
304304 LN316 LN
316 LUNS N08904321316 Ti
309
1.43081.43131.44081.4581
G-X 6 CrNi 18 9G-X 5 CrNi 13 4G-X 6 CrNiMo 18 10G-X 5 CrNiMoNb 18 10
Z 6 CN 18.10 MZ 8 CD 17-01
Z 4 CNDNb 18.12M
304 C 15(LT196)425 C 12316 C 16(LT196)318 C 17
CF-8CA 6 -NMCF-8M
1.40211.40341.40571.41121.41161.41251.47181.47471.40861.41061.4138
X 20 Cr 13X 46 Cr 13X 20 CrNi 17 2X 90 CrMoV 18X 45 CrMoV 15X 105 CrMo 17X 45 CrSi 9 3X 80 CrNiSi 20G-X 120 Cr 29G-X 10 CrMo 13G-X 120 CrMo 29 2
Z 20 C 13Z 44 C 14Z 15 CN 16-02
Z 100 CD 17Z 45 CS 9Z 80 CSN 20-02
420 S 37(420 S 45)431 S 29
401 S 45443 S 65
EN 58, b.e.j.tDuplex alloys
420
431
440 CHNV 3HNV 6
1.40021.40061.40161.45101.4512
X 6 Cr Al 13X 10 Cr 13X 6 Cr 17X 6 Cr Ti 17X 6 Cr Ti 12
Z 8 CA 12Z 10 C 13Z 8 C 17Z 8 CT 17Z 6 CT 12
405 S 17410 C 21430 S 17
409 S 19
405410430430 Ti409
1.44601.45821.4821
X 8 CrNiMo 27 5X 4 CrNiMoNb 25 7X 20 CrNiSi 25 4
Z 5 CND 27-05 Az 329
WERKSTOFFGRUPPENORMEN
DEUTSCHLAND Werkst.-Nr. DIN
U.S.A.AISI
EN u. ANDERE Klassifizierungen
GROSSBRITANNIENB.S.FRANKREICH

24 • www.yg-1.de, E-mail : [email protected]
30 - GUSS
31 - Grauguss (mit lamellarem Graphit), weich - Härte < 150 HB 30 - Zugfestigkeit < 500 N/mm2
31.1 - Meehanite - Härte < 150 HB 30 - Zugfestigkeit < 500 N/mm2
32 - Grauguss (mit lamellarem Graphit), hart - Härte 150 - 300 HB 30 - Zugfestigkeit 500 - 1,000 N/mm2
33 - Sphäroguss (mit Kugelgraphit), Temperguss - Härte < 200 HB 30 - Zugfestigkeit < 700 N/mm2
0.60100.60150.60200.60250.60300.60350.6040
GG-10GG-15GG-20GG-25GG-30GG-35GG-40
Ft 10 DFt 20 DFt 25 DFt 30 DFt 30 DFt 35 DFt 40 D
Grade 150Grade 220Grade 260Grade 300Grade 350Grade 400
Grey cast iron softA 48-20 BA 48-25 BA 48-30 BA 48-40 BA 48-45 BA 48-50 BA 48-60 B
......
......GF - 150GD - 260
0.60200.60250.60300.60350.6040
GG - 20GG - 25GG - 30GG - 35GG - 40
Ft 25 DFt 30 DFt 30 DFt 35 DFt 40 D
Grade 220Grade 260Grade 300Grade 350Grade 400
Grey cast iron hard A 48-30 BA 48-40 BA 48-45 BA 48-50 BA 48-60 B
0.70330.70400.70430.70500.70600.80350.80400.80450.80650.81350.81450.81550.8165
GGG-35.3GGG-40GGG-40.3GGG-50GGG-60GTW-35GTW-40GTW-45GTW-65GTS-35GTS-45GTS-55GTS-65
FGS 400-12FGS 370-17FGS 500-7FGS 600-3
420 / 12370 / 17500 / 7600 / 3700/2,30g/72
S.G.iron, MeehaniteBlack & White Heart
60-40-18
65-45-1280-55-06
32.1 - Meehanite - Härte 150-300 HB 30 - Zugfestigkeit 500-1,000 N/mm2
......
......GF - 150GD - 260
33.1 - Meehanite - Härte < 200 HB 30 -Zugfestigkeit < 700 N/mm2
SF 400SPF 600
34 - Sphäroguss (mit Kugelgraphit) - Härte 200-300 HB 30 - Zugfestigkeit 700-1,000 N/mm2
0.70700.7080Und gehärteter Guss von Gruppe 33.
GGG-70GGG-80
FGS 700-2FGS 800-2
700 / 2800 / 2
S.G.iron,MeehaniteBlack & White Heart
100-70-03120-90-02
34.1 - Meehanite - Härte 200-300 HB 30 - Zugfestigkeit 700-1,000 N/mm2
SH 800SH 1000
420/12, P 440/7
40 - TITAN
41 - Titan, unlegiert - Härte < 200 HB 30 - Zugfestigkeit < 700 N/mm2
3.7024.1LN3.7034.1LN3.70353.70553.7064.1LN3.70653.7255
Ti 99.5Ti 99.7Ti 2Ti 99.4Ti 99.2Ti 4Ti 3 Pd
TA 1-9 Ti 99.0
WERKSTOFFGRUPPENORMEN
DEUTSCHLAND Werkst.-Nr. DIN
U.S.A.AISI
EN u. ANDERE Klassifizierungen
GROSSBRITANNIENB.S.FRANKREICH
www.yg-1.de, E-mail : [email protected] • 25
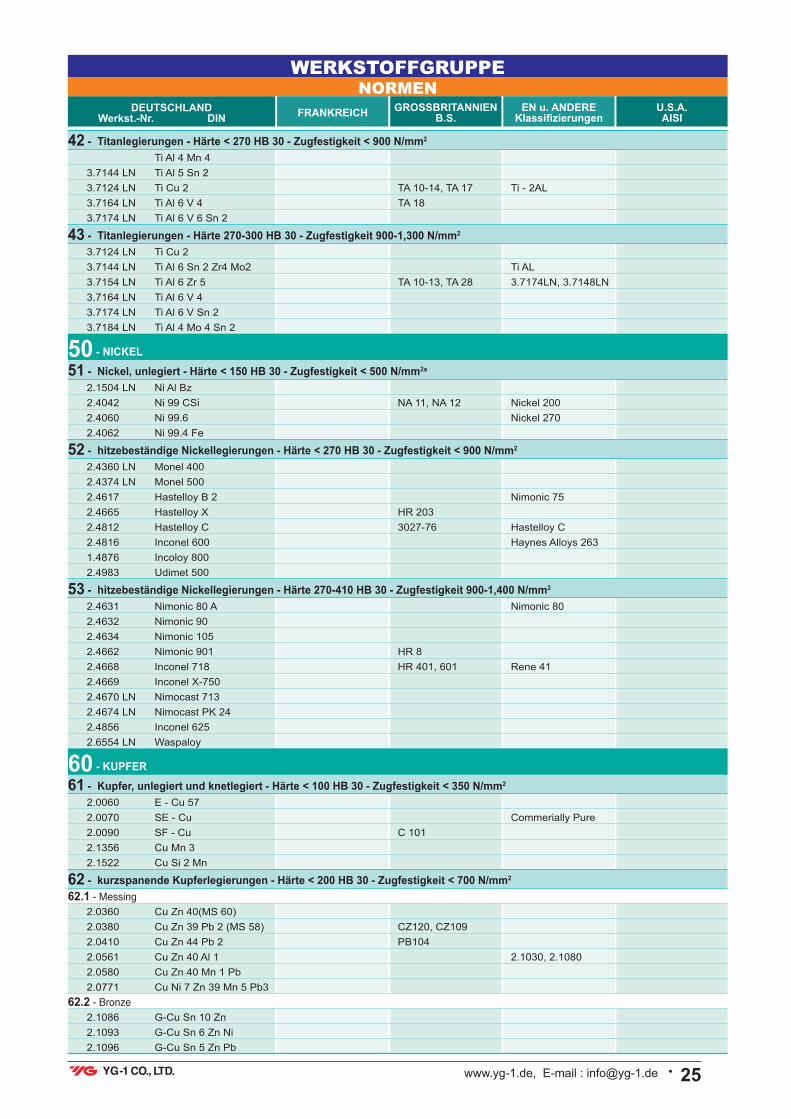
42 - Titanlegierungen - Härte < 270 HB 30 - Zugfestigkeit < 900 N/mm2
3.7144 LN3.7124 LN3.7164 LN3.7174 LN
Ti Al 4 Mn 4Ti Al 5 Sn 2Ti Cu 2Ti Al 6 V 4Ti Al 6 V 6 Sn 2
TA 10-14, TA 17TA 18
Ti - 2AL
43 - Titanlegierungen - Härte 270-300 HB 30 - Zugfestigkeit 900-1,300 N/mm2
3.7124 LN3.7144 LN3.7154 LN3.7164 LN3.7174 LN3.7184 LN
Ti Cu 2Ti Al 6 Sn 2 Zr4 Mo2Ti Al 6 Zr 5Ti Al 6 V 4Ti Al 6 V Sn 2Ti Al 4 Mo 4 Sn 2
TA 10-13, TA 28Ti AL3.7174LN, 3.7148LN
50 - NICKEL
51 - Nickel, unlegiert - Härte < 150 HB 30 - Zugfestigkeit < 500 N/mm2a
2.1504 LN2.40422.40602.4062
Ni Al BzNi 99 CSiNi 99.6Ni 99.4 Fe
NA 11, NA 12 Nickel 200Nickel 270
52 - hitzebeständige Nickellegierungen - Härte < 270 HB 30 - Zugfestigkeit < 900 N/mm2
2.4360 LN2.4374 LN2.46172.46652.48122.48161.48762.4983
Monel 400Monel 500Hastelloy B 2Hastelloy XHastelloy CInconel 600Incoloy 800Udimet 500
HR 2033027-76
Nimonic 75
Hastelloy CHaynes Alloys 263
53 - hitzebeständige Nickellegierungen - Härte 270-410 HB 30 - Zugfestigkeit 900-1,400 N/mm2
2.46312.46322.46342.46622.46682.46692.4670 LN2.4674 LN2.48562.6554 LN
Nimonic 80 ANimonic 90Nimonic 105Nimonic 901Inconel 718Inconel X-750Nimocast 713Nimocast PK 24Inconel 625Waspaloy
HR 8HR 401, 601
Nimonic 80
Rene 41
60 - KUPFER
61 - Kupfer, unlegiert und knetlegiert - Härte < 100 HB 30 - Zugfestigkeit < 350 N/mm2
2.00602.00702.00902.13562.1522
E - Cu 57SE - CuSF - CuCu Mn 3Cu Si 2 Mn
C 101Commerially Pure
62 - kurzspanende Kupferlegierungen - Härte < 200 HB 30 - Zugfestigkeit < 700 N/mm2
2.03602.03802.04102.05612.05802.0771
Cu Zn 40(MS 60)Cu Zn 39 Pb 2 (MS 58)Cu Zn 44 Pb 2Cu Zn 40 Al 1Cu Zn 40 Mn 1 PbCu Ni 7 Zn 39 Mn 5 Pb3
CZ120, CZ109PB104
2.1030, 2.1080
62.1 - Messing
2.10862.10932.1096
G-Cu Sn 10 ZnG-Cu Sn 6 Zn NiG-Cu Sn 5 Zn Pb
62.2 - Bronze
WERKSTOFFGRUPPENORMEN
DEUTSCHLAND Werkst.-Nr. DIN
U.S.A.AISI
EN u. ANDERE Klassifizierungen
GROSSBRITANNIENB.S.FRANKREICH
www.yg-1.de, E-mail : [email protected] • 2726 • www.yg-1.de, E-mail : [email protected]
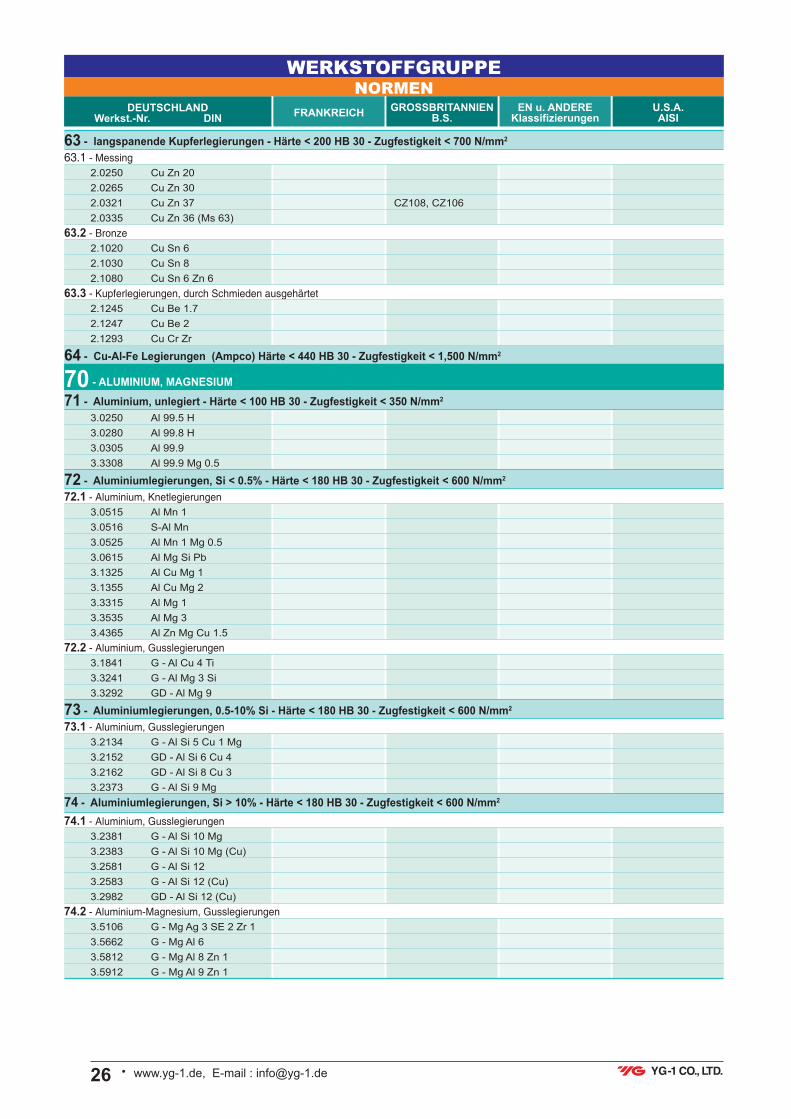
63 - langspanende Kupferlegierungen - Härte < 200 HB 30 - Zugfestigkeit < 700 N/mm2
2.02502.02652.03212.0335
Cu Zn 20Cu Zn 30Cu Zn 37Cu Zn 36 (Ms 63)
CZ108, CZ106
63.1 - Messing
2.10202.10302.1080
Cu Sn 6Cu Sn 8Cu Sn 6 Zn 6
63.2 - Bronze
2.12452.12472.1293
Cu Be 1.7Cu Be 2Cu Cr Zr
63.3 - Kupferlegierungen, durch Schmieden ausgehärtet
64 - Cu-Al-Fe Legierungen (Ampco) Härte < 440 HB 30 - Zugfestigkeit < 1,500 N/mm2
70 - ALUMINIUM, MAGNESIUM
71 - Aluminium, unlegiert - Härte < 100 HB 30 - Zugfestigkeit < 350 N/mm2
3.02503.02803.03053.3308
Al 99.5 HAl 99.8 HAl 99.9Al 99.9 Mg 0.5
72 - Aluminiumlegierungen, Si < 0.5% - Härte < 180 HB 30 - Zugfestigkeit < 600 N/mm2
3.05153.05163.05253.06153.13253.13553.33153.35353.4365
Al Mn 1S-Al MnAl Mn 1 Mg 0.5Al Mg Si PbAl Cu Mg 1Al Cu Mg 2Al Mg 1Al Mg 3Al Zn Mg Cu 1.5
72.1 - Aluminium, Knetlegierungen
3.18413.32413.3292
G - Al Cu 4 TiG - Al Mg 3 SiGD - Al Mg 9
72.2 - Aluminium, Gusslegierungen
73 - Aluminiumlegierungen, 0.5-10% Si - Härte < 180 HB 30 - Zugfestigkeit < 600 N/mm2
3.21343.21523.21623.2373
G - Al Si 5 Cu 1 MgGD - Al Si 6 Cu 4GD - Al Si 8 Cu 3G - Al Si 9 Mg
73.1 - Aluminium, Gusslegierungen
74 - Aluminiumlegierungen, Si > 10% - Härte < 180 HB 30 - Zugfestigkeit < 600 N/mm2
3.23813.23833.25813.25833.2982
G - Al Si 10 MgG - Al Si 10 Mg (Cu)G - Al Si 12G - Al Si 12 (Cu)GD - Al Si 12 (Cu)
74.1 - Aluminium, Gusslegierungen
3.51063.56623.58123.5912
G - Mg Ag 3 SE 2 Zr 1G - Mg Al 6G - Mg Al 8 Zn 1G - Mg Al 9 Zn 1
74.2 - Aluminium-Magnesium, Gusslegierungen
WERKSTOFFGRUPPENORMEN
DEUTSCHLAND Werkst.-Nr. DIN
U.S.A.AISI
EN u. ANDERE Klassifizierungen
GROSSBRITANNIENB.S.FRANKREICH

www.yg-1.de, E-mail : [email protected] • 27
UMRECHNUNGSTABELLE
1 2 3 4 5 6 8 10 12 15 20 25 30 40 50 60
Werk-zeug-
Ø
1
2
3
4
5
6
8
10
12
14
16
18
20
25
30
35
40
318
159
106
80
64
53
40
31
26
23
20
18
16
13
11
9
8
637
318
212
159
127
106
80
64
53
45
40
35
32
25
21
18
16
955
478
318
239
191
159
119
96
80
68
60
53
48
38
32
27
24
1274
637
425
318
255
212
159
127
106
91
80
71
64
51
42
36
32
1592
796
531
398
318
265
199
159
133
114
100
88
80
64
53
45
40
1910
955
637
478
382
318
239
191
159
136
119
106
96
76
64
55
48
2548
1274
849
637
510
425
318
255
212
182
159
142
127
102
85
73
64
3185
1592
1062
796
637
531
398
318
265
227
199
177
159
127
106
91
80
3822
1911
1274
955
764
637
478
382
318
273
239
212
191
153
127
109
96
4777
2388
1592
1194
955
796
597
478
398
341
299
265
239
191
159
136
119
6396
3185
2123
1592
1274
1062
796
637
531
455
398
354
318
255
212
182
159
7962
3981
2654
1990
1592
1327
955
796
663
569
498
442
398
318
265
227
199
9554
4777
3185
2389
1911
1592
1194
955
796
682
597
531
478
382
318
273
239
12739
6369
4246
3185
2548
2123
1592
1274
1062
910
796
708
637
510
425
364
118
15924
7962
5308
3981
3185
2653
1990
1592
1327
1137
995
885
796
637
531
455
398
19108
9554
6369
4777
3822
3185
2388
1911
1592
1365
1194
1062
955
764
637
546
478
Schnittgeschwindigkeit vc (m/min)
WERKZEUG DREHZAHL n (U/min)
Umrechnung derSchnittgeschwindigkeit vc (m/min) in Umdrehungen pro Minute n (U/min)
n = U/minvc = m/minD = Durchm. (mm)
vc = n×π×D
1000
n= 1000×vc
π×D

28 • www.yg-1.de, E-mail : [email protected] www.yg-1.de, E-mail : [email protected] • PB
OBERFLÄCHENBEHANDLUNG und BESCHICHTUNG
Die von uns verarbeiteten HSS-Stähle sind verschleißfest und zäh. Deshalb liefern wir im allgemeinen unsere Gewindebohrer in blanker Ausführung mit unbehandelter Oberfläche. Bei der Bearbeitung bestimmter Werkstoffe sind jedoch Oberflächenbehandlungen vorteilhaft.
Diese Oberflächenbehandlungen sind sehr nützlich und genügen in vielen Einsatzfällen. Wir führen diese Oberflächenbehandlungen in unserer eigenen Fertigung durch.
Weitere Oberflächenvergütungen sind die verschiedenen Beschichtungen, die ebenfalls auf eigenen Anlagen erfolgen.
DAMPFANGELASSEN - vapDas Dampfanlassen (Vaporisieren) schafft eine Fe3O4-Oxydbeschichtung, die die Reibung zwischen Werkzeug und Werkstück vermindert und Kaltaufschweißungen verhindert.
NITRIERT - NIWir empfehlen d iese Oberf lächenbehandlung bei der Zerspanung von verschleißfordernden, abrasiven Werkstoffen, wie Grauguss, Alu-Legierungen mit hohem Si-Anteil von über 10%, u.ä.
TiN-BESCHICHTUNG - TiN
Die TiN-Beschichtung hat eine Härte von ungefähr 2.300 HV und ist hitzebeständig bis ca. 400°C. Das ist eine ausgezeichnete Allround-Beschichtung für normale Anwendungen.Farbe : golden. Reibungskoeffizient gegen Stahl : 0,4.
TiCN-BESCHICHTUNG - TiCN
TiCN ersetzt TiN, wenn die Einsatzbedingungen eine Beschichtung mit anderen Härte- und Zähigkeitswerten verlangen.TiCN bringt Vortei le beim Zerspanen von sehr schwierigen Stählen oder unterbrochenem Schnitt. Die TiCN-Beschichtung hat eine Härte von ungefähr 3.000 HV, ist aber nur bis ca. 400°C hitzeresistent. D.h. TiCN benötigt eine sehr gute Kühlung für eine lange Standzeit.Farbe : blaugrau. Reibungskoeffizient gegen Stahl : 0,4.
TiAIN-BESCHICHTUNG - TiAIN
TiAlN ist eine besondere Beschichtung für die Zerspanung abrasiver Werkstoffe, wie Grauguss, Alu-Legierungen mit hohem Si-Anteil, faserverstärkten Kunststoffen, oder bei hohen Temperaturen. D.h. bei unzureichender Kühlung oder hoher Schnittgeschwindigkeit ≥ 600 m/min. Die TiAlN-Beschichtung hat eine Härte von ungefähr 3.000 HV und ist bis ca. 800°C hitzebeständig.Farbe : violettgrau. Reibungskoeffizient gegen Stahl : 0,4.

GEWINDEFRÄSER
Being the best through innovationVHM
Mit und ohne KühlkanalFür die meisten Werkstoffe und große Durchmesser in bester Qualität. Mit und ohne Senkfase.

PROGRAMM
30 • www.yg-1.de, E-mail : [email protected]
VHM GEWINDEFRÄSER (mit und ohne Kühlkanal)Zum Gewindeschneiden der meisten Werkstoffe und großer Durchmesser in bester Qualität. Mit und ohne Senkfase.
GEWINDEFRÄSEREDP Nr. Modell Beschreibung Seite
VOLLHARTMETALL GEWINDEFRÄSER für ISO METRISCHES INNENGEWINDE - DIN 13
VOLLHARTMETALL GEWINDEFRÄSER für ISO METRISCH - FEINES INNENGEWINDE - DIN 13
VOLLHARTMETALL GEWINDEFRÄSER für UNC INNENGEWINDE, ANSI B 1.1
VOLLHARTMETALL GEWINDEFRÄSER für UNF INNENGEWINDE, ANSI B 1.1
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL für ISO METRISCHES INNENGEWINDE - DIN 13
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL für ISO METRISCH - FEINES INNENGEWINDE - DIN 13
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANALfür BSP (G) INNEN- / AUßENGEWINDE
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASEfür ISO METRISCHES INNENGEWINDE - DIN 13
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für ISO METRISCH - FEINES INNENGEWINDE - DIN 13
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASEfür UNC INNENGEWINDE - ANSI B 1.1
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASEfür UNF INNENGEWINDE - ANSI B 1.1
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASEfür NPT INNENGEWINDE - ANSI B 1.20.1
VOLLHARTMETALL MINI-GEWINDEFRÄSER für ISO METRISCHE INNENGEWINDE - DIN13
VOLLHARTMETALL BOHRGEWINDEFRÄSER MIT SENKFASEfür ISO METRISCHE INNENGEWINDE - DIN 13
PROGRAMMIERUNG BEIM GEWINDEFRÄSEN
EMPFOHLENE SCHNITTDATEN
L1211
L1212
L1213
L1214
L4211
L4212
L6215
L4271
L4272
L4273
L4274
L4276
L12D1
L41A1L42A1
31
32
33
34
35
36
37
38
39
40
41
42
43
44

GEWINDE-FRÄSER
www.yg-1.de, E-mail : [email protected] • 31
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
D2
L2
L1
D1
PZ
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 2xD
L1211200L1211240L1211280L1211310L1211360L1211420L1211500L1211540L1211600L1211650L1211700
M3M4M5M6M8M10M12M14M16M18M20
0.50.70.81.01.251.51.752.02.02.52.5
2.22.9 3.8 4.5 6.0 7.5 9.5 10.0 12.014.0 16.0
6666681010121416
57813
17.521
26.2530 34
37.5 42.5
57575757657280839292105
33333444455
73.2073.2073.2073.2088.0097.30126.30126.30171.70204.70236.90
Angaben in mm
EDP Nr.
TiAlN
Nominal-Ø [ D ]
Steigung
P
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Schneiden-zahl
Z
VOLLHARTMETALL GEWINDEFRÄSER für ISO METRISCHES INNENGEWINDE - DIN 13M
L1211 SERIE
*Andere Beschichtungen sind auf Anfrage lieferbar
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
PreisStückEuro

GEWINDE-FRÄSER
32 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
D2
L2
L1
D1
PZ
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 1.5xD
VOLLHARTMETALL GEWINDEFRÄSER für ISO METRISCH - FEINES INNENGEWINDE - DIN 13MF
L1212 SERIE
Angaben in mm
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L1212370L1212380L1212440L1212510L1212520L1212530L1212550L1212570L1212610L1212620L1212670L1212680L1212720L1212730
M8M8M10M12M12M12M14M14M16M16M18M18M20M20
1.00.751.01.51.251.01.51.01.51.01.51.01.51.0
6.0 6.0 8.0 9.5 9.5 9.5 10.0 10.0 12.0 12.0 14.0 14.0 16.0 16.0
6681010101010121214141616
13 12.75
16 19.5 18.75
19 22.5 22
25.5 25
28.5 28
31.5 31
5757637272728383838392929292
33444444445555
73.2073.2097.30126.30126.30126.30126.30126.30156.00156.00204.70204.70236.90236.90
EDP Nr.
TiAlN
Nominal-Ø [ D ]
Steigung
P
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Schneiden-zahl
Z
PreisStückEuro
☆
☆
☆ Kein Lagerartikel

GEWINDE-FRÄSER
www.yg-1.de, E-mail : [email protected] • 33
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
D2
L2
L1
D1
PZ
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 2xD
VOLLHARTMETALL GEWINDEFRÄSER für UNC INNENGEWINDE, ANSI B 1.1UNC
L1213 SERIE
Angaben in mm
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L1213400L1213440L1213480L1213520L1213560L1213600L1213640L1213700
1/4”5/16”3/8”7/16”1/2”9/16”5/8”3/4”
2018161413121110
4.55.8 7.0 8.0 9.510.0 12.0 14.0
668810101214
14 16.9 20.6 23.6 27.4 31.8 34.6 40.6
57657272808392104
33444445
73.2088.0097.3097.30126.30126.30171.70188.90
EDP Nr.
TiAlN
Nominal-Ø [ D ] T.P.I
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Schneiden-zahl
Z
PreisStückEuro
☆
☆ Kein Lagerartikel

GEWINDE-FRÄSER
34 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
D2
L2
L1
D1
PZ
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 2xD
VOLLHARTMETALL GEWINDEFRÄSER für UNF INNENGEWINDE, ANSI B 1.1UNF
L1214 SERIE
Angaben in mm
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
*Andere Beschichtungen sind auf Anfrage lieferbar
L1214420L1214460L1214500L1214540L1214580L1214620L1214660L1214720
1/4”5/16”3/8”7/16”1/2”9/16”5/8”3/4”
2824242020181816
5.06.0 8.0 8.0 10.0 12.0 12.0 14.0
668810121214
13.616.920.124.126.729.6 33.9 39.7
57657272808392104
33444445
73.2088.0097.3097.30126.30156.00171.70188.90
EDP Nr.
TiAlN
Nominal-Ø [ D ] T.P.I
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Schneiden-zahl
Z
PreisStückEuro

GEWINDE-FRÄSER
www.yg-1.de, E-mail : [email protected] • 35
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
D2
L2
L1
D1
PZ
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 2xD
Angaben in mm
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL für ISO METRISCHES INNENGEWINDE - DIN 13M
L4211 SERIE
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L4211310L4211360L4211420L4211500L4211540L4211600L4211700
M6M8M10M12M14M16M20
1.01.251.51.752.02.02.5
4.5 6.0 7.5 9.5 10.0 12.0 16.0
66810101216
13.017.521.026.2530.0 34.0 42.5
576572808392105
3344445
94.90114.00126.10163.70163.70222.50307.00
EDP Nr.
TiAlN
Nominal-Ø [ D ]
Steigung
P
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Schneiden-zahl
Z
PreisStückEuro
☆
☆ Kein Lagerartikel
GEWINDE-FRÄSER
36 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
D2
L2
L1
D1
PZ
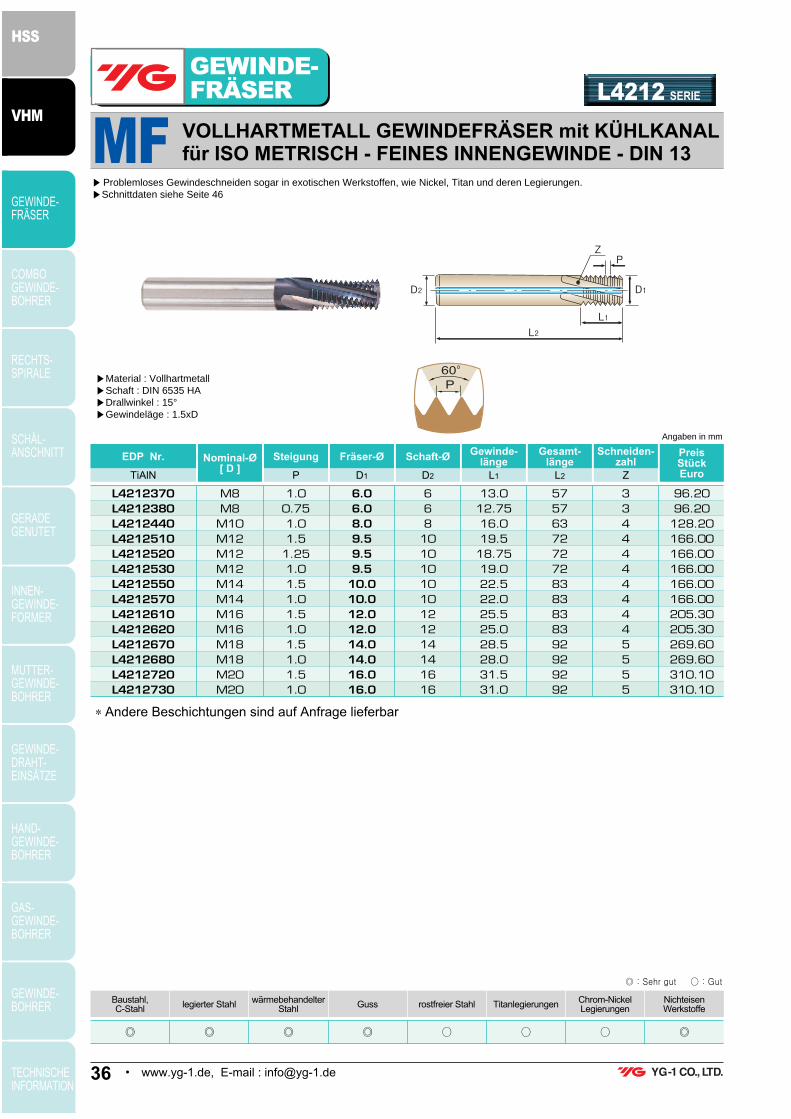
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 1.5xD
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL für ISO METRISCH - FEINES INNENGEWINDE - DIN 13MF
L4212 SERIE
Angaben in mm
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L4212370L4212380L4212440L4212510L4212520L4212530L4212550L4212570L4212610L4212620L4212670L4212680L4212720L4212730
M8M8M10M12M12M12M14M14M16M16M18M18M20M20
1.00.751.01.51.251.01.51.01.51.01.51.01.51.0
6.0 6.08.0 9.5 9.5 9.5 10.0 10.0 12.0 12.0 14.0 14.0 16.0 16.0
6681010101010121214141616
13.0 12.75 16.0 19.5 18.75 19.0 22.5 22.0 25.5 25.0 28.5 28.0 31.5 31.0
5757637272728383838392929292
33444444445555
96.2096.20128.20166.00166.00166.00166.00166.00205.30205.30269.60269.60310.10310.10
EDP Nr.
TiAlN
Nominal-Ø [ D ]
Steigung
P
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Schneiden-zahl
Z
PreisStückEuro
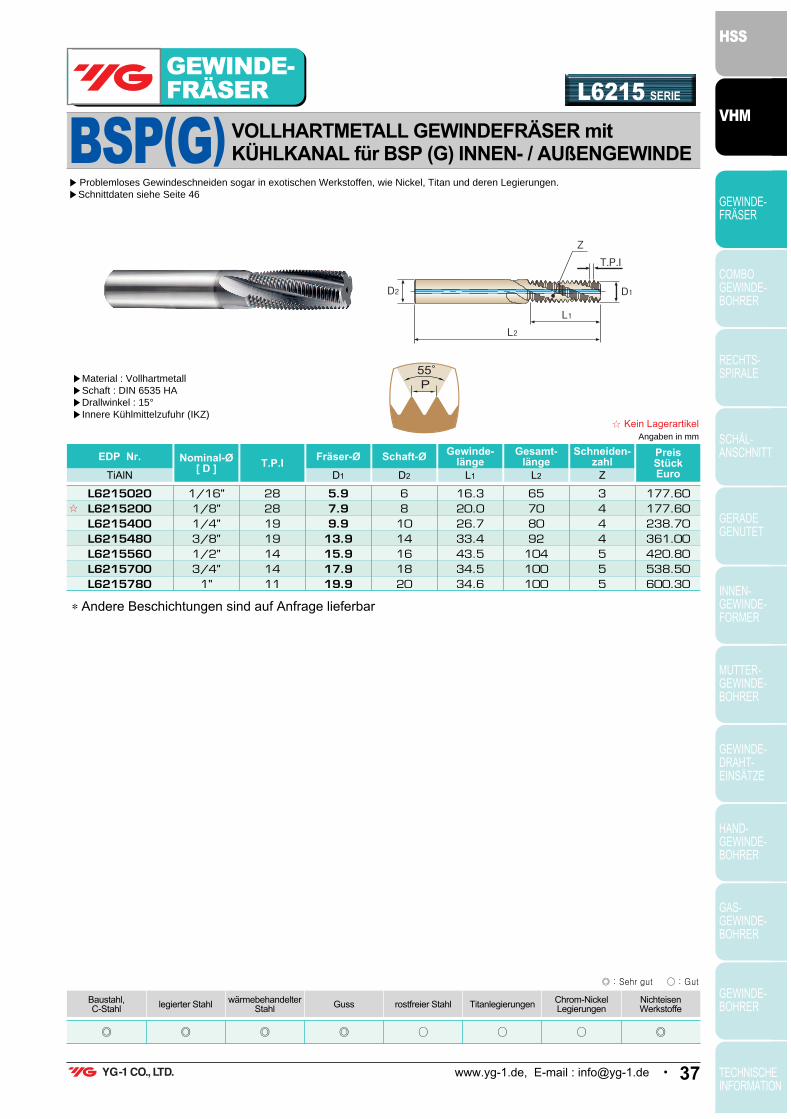
D2
L2
L1
D1
T.P.I
Z
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Innere Kühlmittelzufuhr (IKZ)
Angaben in mm
VOLLHARTMETALL GEWINDEFRÄSER mitKÜHLKANAL für BSP (G) INNEN- / AUßENGEWINDE
L6215 SERIE
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L6215020L6215200L6215400L6215480L6215560L6215700L6215780
1/16"1/8"1/4"3/8"1/2"3/4"1"
28281919141411
5.97.99.913.915.917.919.9
681014161820
16.320.026.733.443.534.534.6
65708092104100100
3444555
177.60177.60238.70361.00420.80538.50600.30
EDP Nr.
TiAlN
Nominal-Ø [ D ] T.P.I
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Schneiden-zahl
Z
PreisStückEuro
GEWINDE-FRÄSER
www.yg-1.de, E-mail : [email protected] • 37
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
BSP(G)
☆
☆ Kein Lagerartikel
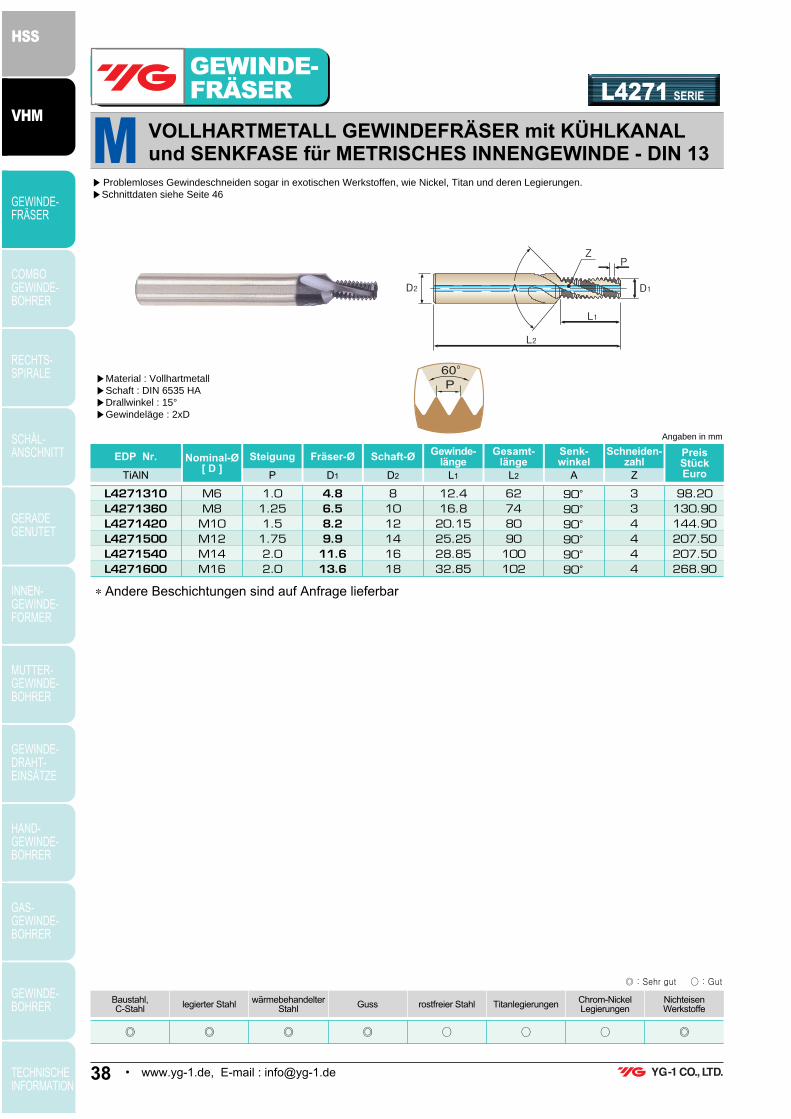
GEWINDE-FRÄSER
38 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
D2
L2
L1
D1
PZ
A
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 2xD
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für METRISCHES INNENGEWINDE - DIN 13M
L4271 SERIE
Angaben in mm
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L4271310L4271360L4271420L4271500L4271540L4271600
EDP Nr.
TiAlN
Nominal-Ø [ D ]
Steigung
P
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Senk-winkel
A
Schneiden-zahl
Z
M6M8M10M12M14M16
1.01.251.51.752.02.0
4.86.58.29.911.613.6
81012141618
12.416.820.1525.2528.8532.85
62748090100102
90。
90。
90。
90。
90。
90。
334444
98.20130.90144.90207.50207.50268.90
PreisStückEuro
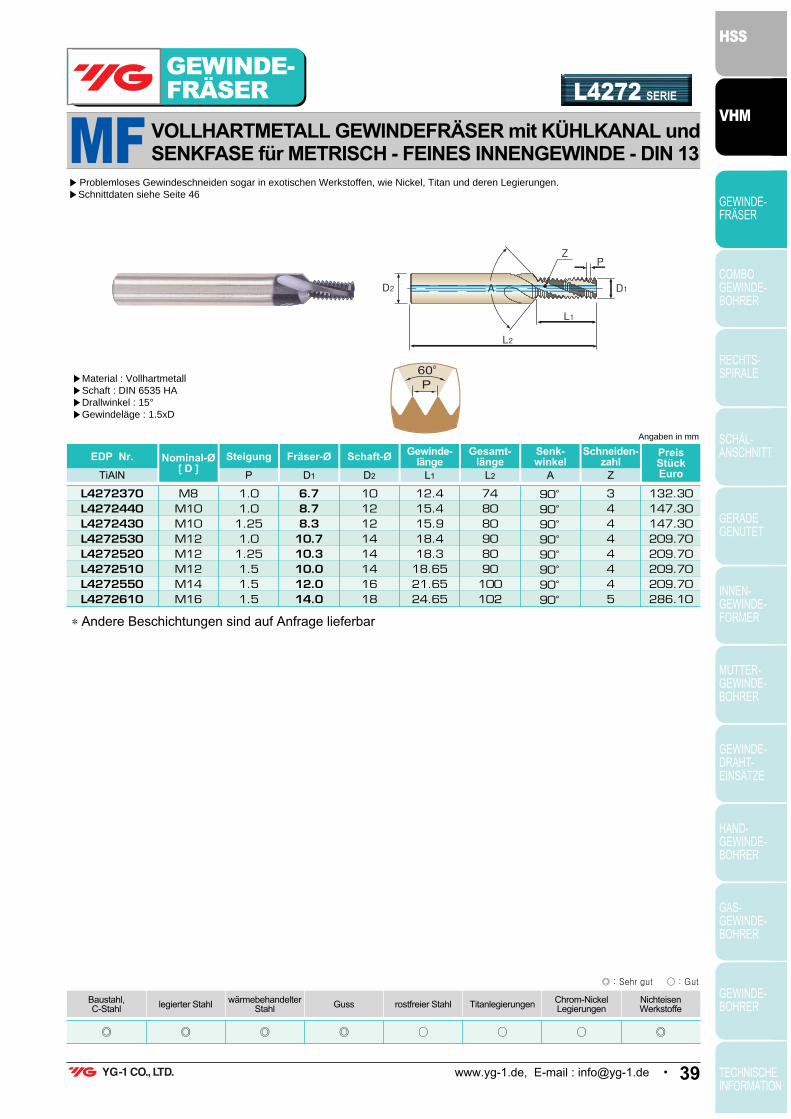
GEWINDE-FRÄSER
www.yg-1.de, E-mail : [email protected] • 39
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
D2
L2
L1
D1
PZ
A
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 1.5xD
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für METRISCH - FEINES INNENGEWINDE - DIN 13MF
L4272 SERIE
Angaben in mm
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L4272370L4272440L4272430L4272530L4272520L4272510L4272550L4272610
EDP Nr.
TiAlN
Nominal-Ø [ D ]
Steigung
P
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Senk-winkel
A
Schneiden-zahl
Z
M8M10M10M12M12M12M14M16
1.01.01.251.01.251.51.51.5
6.78.78.310.710.310.012.014.0
1012121414141618
12.415.415.918.418.318.6521.6524.65
748080908090100102
90。
90。
90。
90。
90。
90。
90。
90。
34444445
132.30147.30147.30209.70209.70209.70209.70286.10
PreisStückEuro
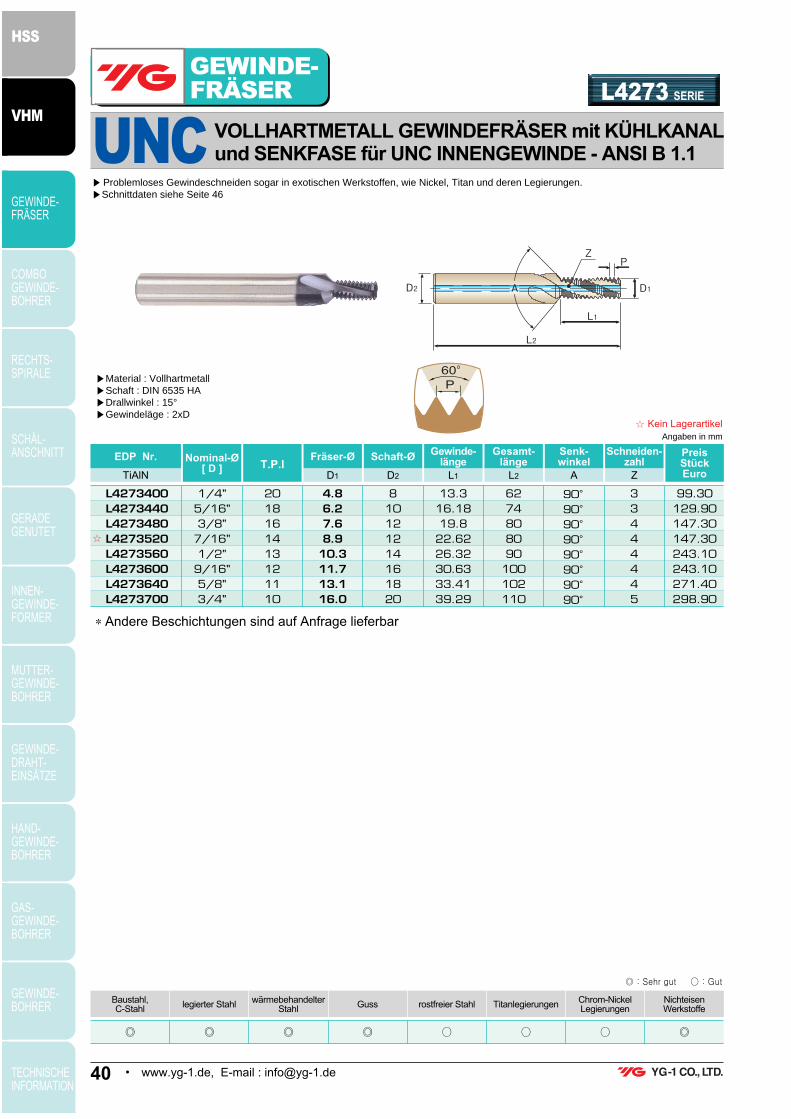
GEWINDE-FRÄSER
40 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Angaben in mm
D2
L2
L1
D1
PZ
A
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 2xD
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für UNC INNENGEWINDE - ANSI B 1.1UNC
L4273 SERIE
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L4273400L4273440L4273480L4273520L4273560L4273600L4273640L4273700
EDP Nr.
TiAlN
Nominal-Ø [ D ] T.P.I
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Senk-winkel
A
Schneiden-zahl
Z
1/4"5/16"3/8"7/16"1/2"9/16"5/8"3/4"
2018161413121110
4.86.27.68.910.311.713.116.0
810121214161820
13.316.1819.822.6226.3230.6333.4139.29
6274808090100102110
90。
90。
90。
90。
90。
90。
90。
90。
33444445
99.30129.90147.30147.30243.10243.10271.40298.90
PreisStückEuro
☆
☆ Kein Lagerartikel

GEWINDE-FRÄSER
www.yg-1.de, E-mail : [email protected] • 41
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Angaben in mm
D2
L2
L1
D1
PZ
A
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 2xD
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für UNF INNENGEWINDE - ANSI B 1.1UNF
L4274 SERIE
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L4274420L4274460L4274500L4274540L4274580L4274620L4274660L4274720
EDP Nr.
TiAlN
Nominal-Ø [ D ] T.P.I
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Senk-winkel
A
Schneiden-zahl
Z
1/4"5/16"3/8"7/16"1/2"9/16"5/8"3/4"
2824242020181816
5.16.58.19.411.012.414.017.0
810121214161820
13.2116.3719.5422.19
2628.8833.1238.86
6274808090100102110
90。
90。
90。
90。
90。
90。
90。
90。
33444455
99.30132.00147.30147.30188.80227.70272.10300.90
PreisStückEuro
☆
☆ Kein Lagerartikel

GEWINDE-FRÄSER
42 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Angaben in mm
D2
L2
L1
D1A
PZ
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 9xP
VOLLHARTMETALL GEWINDEFRÄSER mit KÜHLKANAL und SENKFASE für NPT INNENGEWINDE - ANSI B 1.20.1NPT
L4276 SERIE
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L4276020L4276200L4276400L4276480
EDP Nr.
TiAlN
Nominal-Ø [ D ] T.P.I
Fräser-Ø
D1
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Senk-winkel
A
Schneiden-zahl
Z
NPT1/16"NPT1/8"NPT1/4"NPT3/8"
27271818
5.97.8
10.0513.45
10121618
8.98.913.413.4
64708181
90。
90。
90。
90。
3444
180.50199.30284.70361.60
PreisStückEuro

GEWINDE-FRÄSER
www.yg-1.de, E-mail : [email protected] • 43
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Angaben in mm
D2
L1
D1
P
Z
Ln
L2
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Drallwinkel : 15°▶Gewindeläge : 3xP
L12D1 SERIE
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
*Andere Beschichtungen sind auf Anfrage lieferbar
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L12D1090L12D1130L12D1150L12D1170L12D1200L12D1240L12D1280L12D1310L12D1360L12D1420L12D1500
EDP Nr.
TiAlN
Nominal-Ø [ D ]
Steigung Fräser-Ø
D1P
Schaft-Ø
D2
Gewinde-länge
L1
Gesamt-länge
L2
Nutz-länge
Ln
Schneiden-zahl
Z
M1.6M2
M2.2M2.5M3M4M5M6M8M10M12
0.350.40.450.450.50.70.81.01.251.51.75
1.181.521.661.962.43.164.044.86.58.29.9
3666666681010
1.051.21.351.351.52.12.43.03.754.55.25
3057575757575757637373
3.44.24.65.36.38.410.512.616.821.025.2
33333333333
92.1072.6072.6072.6072.6072.6072.6072.6094.40124.80125.20
PreisStückEuro
VOLLHARTMETALL MINI-GEWINDEFRÄSER für ISO METRISCHE INNENGEWINDE - DIN13M

GEWINDE-FRÄSER
44 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Angaben in mm
D2
L2L1
140。
D1
D3
DSD4 A
45。L3
LS
D1
DS
45。
Detail "A"
LSL1
▶Material : Vollhartmetall▶Schaft : DIN 6535 HA▶Gewindeläge : 2×D▶Anz. der Nuten : 2▶140° Spitzenwinkel, 90° Senkwinkel▶Bohren, Senken und Gewindefräsen
▶Problemloses Gewindeschneiden sogar in exotischen Werkstoffen, wie Nickel, Titan und deren Legierungen.▶Schnittdaten siehe Seite 46
◎ ◎ ◎ ◎ ○ ○ ○ ◎
Baustahl,C-Stahl legierter Stahl wärmebehandelter
Stahl Guss rostfreier Stahl Titanlegierungen Chrom-NickelLegierungen
NichteisenWerkstoffe
◎ : Sehr gut ◯ : Gut
L41A1310L41A1360L41A1420L41A1500L41A1540
EDP Nr.
unbesch.
Nominal-Ø
[ D ]
Steigung
P
Fräser-ØD1
Schaft-ØD2
Effecktiv-ØDS
Bohr-ØD3
max senk-ØD4
Gewinde-länge
L1
Effektive-länge
LS
Bohrer-länge
L3
Gesamt-länge
L2
PreisStückEuro
M6M8M10M12M14
1.01.251.51.752.0
4.756.357.959.9511.20
810121416
6.38.310.312.314.3
5.006.758.5010.2512.00
6.69.011.013.515.5
13.0016.2721.0524.2129.58
14.6818.4823.7727.2533.32
1.001.251.501.501.50
62747989102
176.20210.50236.30316.40361.10
*Andere Beschichtungen sind auf Anfrage lieferbar
L42A1310L42A1360L42A1420L42A1500L42A1540
EDP Nr.
TiAlN
Nominal-Ø
[ D ]
Steigung
P
Fräser-ØD1
Schaft-ØD2
Effecktiv-ØDS
Bohr-ØD3
max senk-ØD4
Gewinde-länge
L1
Effektive-länge
LS
Bohrer-länge
L3
Gesamt-länge
L2
PreisStückEuro
M6M8M10M12M14
1.01.251.51.752.0
4.756.357.959.9511.20
810121416
6.38.310.312.314.3
5.006.758.5010.2512.00
6.69.011.013.515.5
13.0016.2721.0524.2129.58
14.6818.4823.7727.2533.32
1.001.251.501.501.50
62747989102
179.00213.40241.20321.80367.10
VOLLHARTMETALL BOHRGEWINDEFRÄSER mit SENKFASEfür ISO METRISCHE INNENGEWINDE - DIN 13M
L42A1 SERIETiAlN
L41A1 SERIEUNBESCHICHTET

GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
GEWINDE-FRÄSER
www.yg-1.de, E-mail : [email protected] • 45
(Fräser-) Mittelpunktbahn
PROGRAMMIERUNG BEIM GEWINDEFRÄSEN
G00 EilgangG01 VorschubG02 Kreisinterpolation (im Uhrzeigersinn)G03 Kreisinterpolation (gegen Uhrzeigersinn)G17 Ebenenauswahl X - Y AchseG18 Ebenenauswahl Z - X AchseG19 Ebenenauswahl Y - Z AchseG40 Aufheben der WerkzeugkorrekturG41 Werkzeugbahnkorrektur (links der Kontur)G42 Werkzeugbahnkorrektur (rechts der Kontur)G43 Werkzeug - Längenkompensation (aufrufen)G49 Werkzeug - Längenkompensation (abwählen)
Programm Angaben
Funktionen für das Gewindefräsen
CNC Innengewinde Fräsen
G90 absolute MaßangabeG91 inkrementale MaßangabeM03 Spindel an (Rechtslauf)M05 Spindel haltM08 Kühlschmierung einschaltenX AchseY AchseZ AchseI Gewindesteigung parallel zur X-AchseJ Gewindesteigung parallel zur Y-AchseS SpindeldrehzahlF Vorschub
1 2 3 4 5 6
EINSATZ PROGRAMM VERFÜGBAR
1. Anfahren auf Startposition
2. Auf Gewindetiefe in Bohrung fahren
3. 180° Einfahrschleife an die Kontur
4. 360° Vollkreisbewegung des Gewindefräsers
5. 180° Ausfahrschleife zur Bohrungsmitte
6. Im Eilgang aus der Bohrung fahren in Startposition
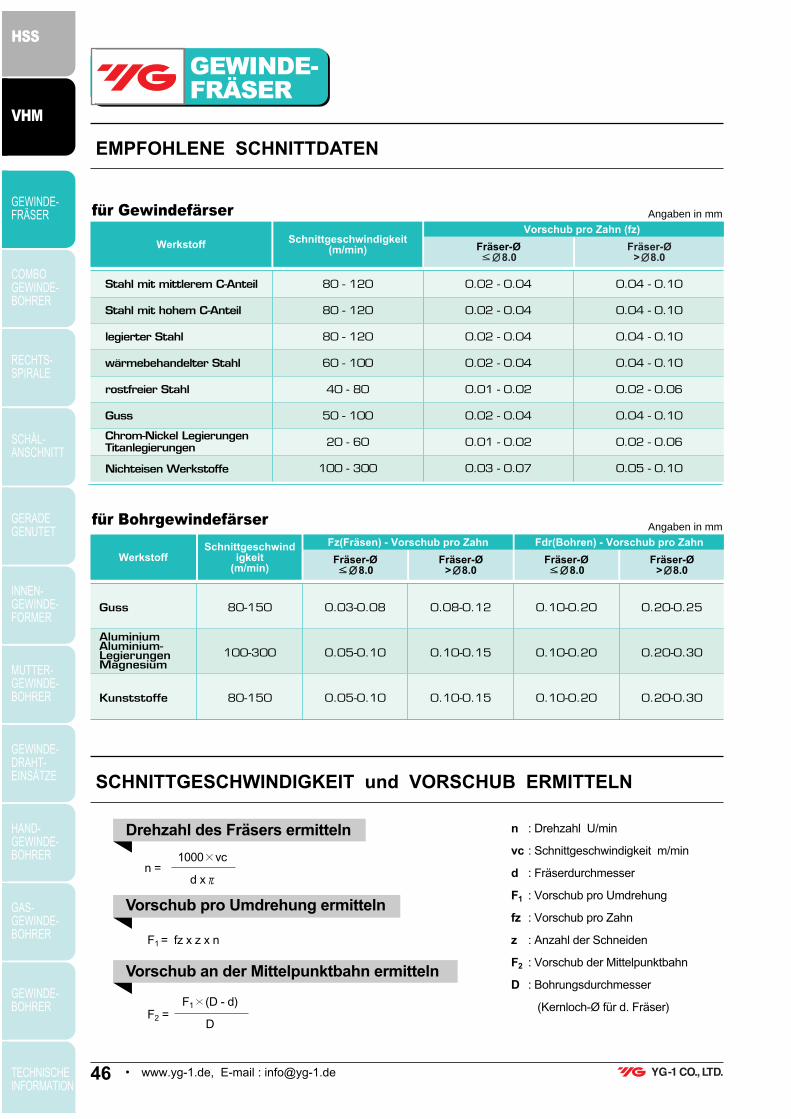
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
46 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
EMPFOHLENE SCHNITTDATEN
Stahl mit mittlerem C-Anteil
Stahl mit hohem C-Anteil
legierter Stahl
wärmebehandelter Stahl
rostfreier Stahl
Guss
Chrom-Nickel LegierungenTitanlegierungen
Nichteisen Werkstoffe
80 - 120
80 - 120
80 - 120
60 - 100
40 - 80
50 - 100
20 - 60
100 - 300
0.02 - 0.04
0.02 - 0.04
0.02 - 0.04
0.02 - 0.04
0.01 - 0.02
0.02 - 0.04
0.01 - 0.02
0.03 - 0.07
0.04 - 0.10
0.04 - 0.10
0.04 - 0.10
0.04 - 0.10
0.02 - 0.06
0.04 - 0.10
0.02 - 0.06
0.05 - 0.10
Vorschub pro Zahn (fz)
Werkstoff Schnittgeschwindigkeit(m/min)
Angaben in mm
Fräser-Ø≤Ø8.0
Fräser-Ø>Ø8.0
SCHNITTGESCHWINDIGKEIT und VORSCHUB ERMITTELN
Drehzahl des Fräsers ermitteln
n =1000×vc
d x π
n : Drehzahl U/min
vc : Schnittgeschwindigkeit m/min
d : Fräserdurchmesser
F1 : Vorschub pro Umdrehung
fz : Vorschub pro Zahn
z : Anzahl der Schneiden
F2 : Vorschub der Mittelpunktbahn
D : Bohrungsdurchmesser
(Kernloch-Ø für d. Fräser)F2 =
F1×(D - d)
D
F1 = fz x z x n
Vorschub pro Umdrehung ermitteln
Vorschub an der Mittelpunktbahn ermitteln
Angaben in mm
Guss
AluminiumAluminium-LegierungenMagnesium
Kunststoffe
80-150
100-300
80-150
0.03-0.08
0.05-0.10
0.05-0.10
0.08-0.12
0.10-0.15
0.10-0.15
0.10-0.20
0.10-0.20
0.10-0.20
0.20-0.25
0.20-0.30
0.20-0.30
WerkstoffSchnittgeschwind
igkeit (m/min)
Fräser-Ø≤Ø8.0
Fräser-Ø>Ø8.0
für BohrgewindefärserFz(Fräsen) - Vorschub pro Zahn
Fräser-Ø≤Ø8.0
Fräser-Ø>Ø8.0
Fdr(Bohren) - Vorschub pro Zahn
für Gewindefärser

COMBOGEWINDEBOHRER
Being the best through innovationHSS
Gerade- und drallgenutetMehrbereichsgewindebohrer. YG-1 Patent.

PROGRAMM
48 • www.yg-1.de, E-mail : [email protected]
COMBO GEWINDEBOHRER (mit Spiralnute und Schälanschnitt)Mehrbereichsgewindebohrer. Von YG-1 patentiert. HSS-E
● mit Rechtsspirale ● SchälanschnittCOMBO GEWINDEBOHRER
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
M
MF
UNC
UNF
M
MF
UNC
UNF
MU
MU
MU
MU
MU
MU
MU
MU
DIN 371/376
DIN 374
DIN 371/376
DIN 371/374
DIN 371/376
DIN 374
DIN 371/376
DIN 371/374
ISO 6H
ISO 6H
2B
2B
ISO 6H
ISO 6H
2B
2B
TC804TD804TC844TD844TC824TD824TC864TD864TC814TD814TC854TD854TC834TD834TC874TD874
●
●
●
●
●
●
●
●
C
C
C
C
B
B
B
B
blankTiN
blankTiN
blankTiN
blankTiN
blankTiN
blankTiN
blankTiN
blankTiN
49
50
52
53
54
55
57
58
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
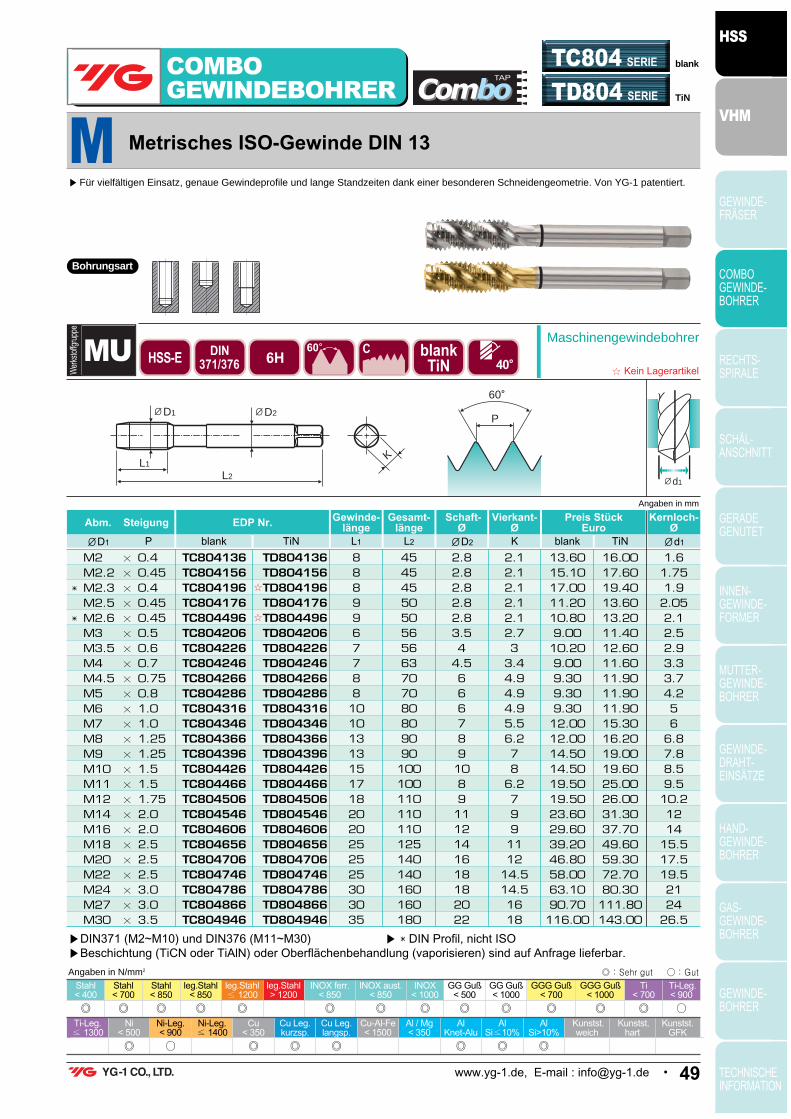
COMBOGEWINDEBOHRER
www.yg-1.de, E-mail : [email protected] • 49
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 C blankTiN
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.81.01.01.251.251.51.51.752.02.02.52.52.53.03.03.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TC804136TC804156TC804196TC804176TC804496TC804206TC804226TC804246TC804266TC804286TC804316TC804346TC804366TC804396TC804426TC804466TC804506TC804546TC804606TC804656TC804706TC804746TC804786TC804866TC804946
TD804136TD804156TD804196TD804176TD804496TD804206TD804226TD804246TD804266TD804286TD804316TD804346TD804366TD804396TD804426TD804466TD804506TD804546TD804606TD804656TD804706TD804746TD804786TD804866TD804946
8 8 8 9 9 6 7 7 8 8 10 10 13 13 15 17 18 20 20 25 25 25 30 30 35
45 45 45 50 50 56 56 63 70 70 80 80 90 90 100 100 110 110 110 125 140 140 160 160 180
2.8 2.8 2.8 2.8 2.8 3.5 4
4.5 6 6 6 7 8 9 10 8 9 11 12 14 16 18 18 20 22
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN371 (M2~M10) und DIN376 (M11~M30) ▶ DIN Profil, nicht ISO▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
Bohrungsart
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
13.6015.1017.0011.2010.809.0010.209.009.309.309.3012.0012.0014.5014.5019.5019.5023.6029.6039.2046.8058.0063.1090.70116.00
16.00 17.60 19.4013.6013.2011.4012.6011.6011.90 11.90 11.9015.3016.2019.0019.6025.00 26.00 31.30 37.70 49.60 59.30 72.70 80.30 111.80 143.00
Abm.
ØD1
Steigung
P
EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
TD804 SERIE TiN
TC804 SERIE blank
☆
☆
☆ Kein Lagerartikel
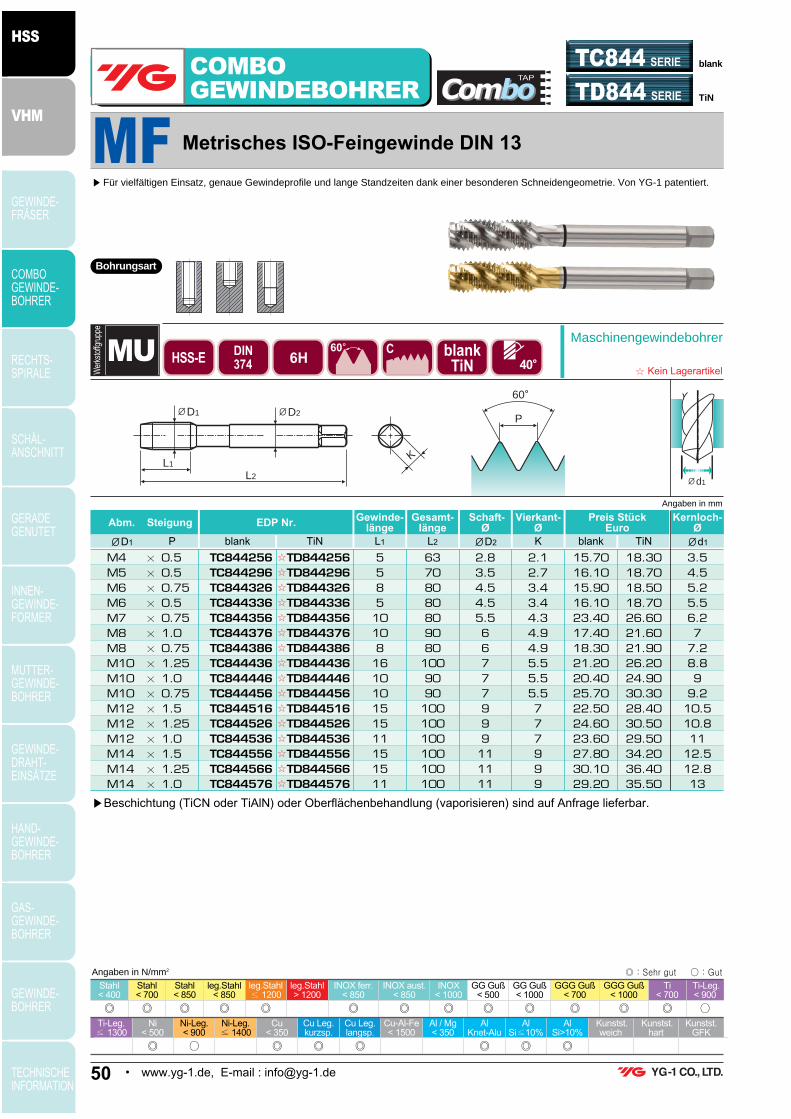
COMBOGEWINDEBOHRER
50 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6H
60。 C blankTiN
Bohrungsart
Maschinengewindebohrer
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
M4M5M6M6M7M8M8M10M10M10M12M12M12M14M14M14
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.50.750.50.751.00.751.251.00.751.51.251.01.51.251.0
3.54.55.25.56.27
7.28.89
9.210.510.811
12.512.813
TC844256TC844296TC844326TC844336TC844356TC844376TC844386TC844436TC844446TC844456TC844516TC844526TC844536TC844556TC844566TC844576
TD844256TD844296TD844326TD844336TD844356TD844376TD844386TD844436TD844446TD844456TD844516TD844526TD844536TD844556TD844566TD844576
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
5 5 8 5 10 10 8 16 10 10 15 15 11 15 15 11
63 70 80 80 80 90 80 100 90 90 100 100 100 100 100 100
2.8 3.5 4.5 4.5 5.5 6 6 7 7 7 9 9 9 11 11 11
2.12.73.43.44.34.94.95.55.55.5777999
Angaben in mm
▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
D1 D2
L2
L1K
P
60。
d1
15.7016.1015.9016.1023.4017.4018.3021.2020.4025.7022.5024.6023.6027.8030.1029.20
18.30 18.70 18.50 18.70 26.60 21.60 21.90 26.20 24.90 30.30 28.40 30.50 29.50 34.20 36.40 35.50
Abm.
ØD1
Steigung
P
EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
TD844 SERIE TiN
TC844 SERIE blank

COMBOGEWINDEBOHRER
www.yg-1.de, E-mail : [email protected] • 51
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6H
60。 C blankTiN
Bohrungsart
Maschinengewindebohrer
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
M16M16M18M18M20M20M22M22M24M24M26M27M27M28M30M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
1.51.01.51.01.51.01.51.02.01.51.52.01.51.52.01.5
14.515
16.517
18.519
20.52122
22.524.525
25.526.528
28.5
TC844616TC844626TC844676TC844686TC844726TC844736TC844766TC844776TC844796TC844806TC844856TC844876TC844886TC844916TC844966TC844976
TD844616TD844626TD844676TD844686TD844726TD844736TD844766TD844776TD844796TD844806TD844856TD844876TD844886TD844916TD844966TD844976
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
15 12 17 13 17 14 17 14 20 20 20 20 20 20 22 22
100 100 110 110 125 125 125 125 140 140 140 140 140 140 150 150
12 12 14 14 16 16 18 18 18 18 18 20 20 20 22 22
9911111212
14.514.514.514.514.51616161818
Angaben in mm
▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
D1 D2
L2
L1K
P
60。
d1
35.5038.4045.9050.4051.5055.4058.5073.2073.8068.1089.90100.7099.90101.90118.40115.00
43.30 46.30 55.30 59.80 62.90 66.90 72.00 86.70 89.50 83.90 107.90 119.40 118.60 121.80 142.90 139.50
Abm.
ØD1
Steigung
P
EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
TD844 SERIE TiN
TC844 SERIE blank

COMBOGEWINDEBOHRER
52 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Unified GrobgewindeUNC
HSS-E DIN371/376 2B
60。 C blankTiN
Bohrungsart
Maschinengewindebohrer
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
#4 - 40 UNC#5 - 40 UNC#6 - 32 UNC#8 - 32 UNC#10 - 24 UNC#12 - 24 UNC1/4" - 20 UNC5/16" - 18 UNC3/8" - 16 UNC7/16" - 14 UNC1/2" - 13 UNC9/16" - 12 UNC5/8" - 11 UNC3/4" - 10 UNC7/8" - 9 UNC1" - 8 UNC
2.32.62.853.53.94.55.26.68
9.410.7512.2513.516.519.522.25
TC824162TC824202TC824242TC824282TC824322TC824362TC824402TC824442TC824482TC824522TC824562TC824602TC824642TC824702TC824742TC824782
TD824162TD824202TD824242TD824282TD824322TD824362TD824402TD824442TD824482TD824522TD824562TD824602TD824642TD824702TD824742TD824782
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
6 7 7 8 10 10 13 14 16 17 20 20 22 25 2730
56 56 56 63 70 80 80 90 100 100 110 110 110 125 140 160
3.5 3.5 4
4.5 6 6 7 8 9 8 9 11 12 14 18 20
2.72.73
3.44.94.95.56.27
6.279911
14.516
Angaben in mm
▶DIN371 (#4~3/8") und DIN376 (7/16"~1")▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
D1 D2
L2
L1K
P
60。
d1
13.2010.5010.5010.5010.9010.9010.9014.1017.0022.9022.9030.7034.8061.1075.80106.60
15.60 13.00 13.00 13.20 13.50 13.50 13.50 17.70 21.70 28.40 29.40 38.30 42.90 72.20 90.60 118.90
Abm.
ØD1
TPI EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
TD824 SERIE TiN
TC824 SERIE blank

COMBOGEWINDEBOHRER
www.yg-1.de, E-mail : [email protected] • 53
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Unified FeingewindeUNF
HSS-E DIN371/374 2B
60。 C blankTiN
Bohrungsart
Maschinengewindebohrer
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
#4 - 48UNF#5 - 44UNF#6 - 40UNF#8 - 36UNF#10 - 32UNF#12 - 28UNF1/4" - 28UNF5/16" - 24UNF3/8" - 24UNF7/16" - 20UNF1/2" - 20UNF9/16" - 18UNF5/8" - 18UNF3/4" - 16UNF7/8" - 14UNF1" - 12UNF
2.42.73
3.54.14.75.56.98.59.911.512.914.517.520.523.25
TC864182TC864222TC864262TC864302TC864342TC864382TC864422TC864462TC864502TC864542TC864582TC864622TC864662TC864722TC864762TC864802
TD864182TD864222TD864262TD864302TD864342TD864382TD864422TD864462TD864502TD864542TD864582TD864622TD864662TD864722TD864762TD864802
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
6 7 7 8 10 10 10 10 10 13 13 15 15 17 17 20
56 56 56 63 70 80 80 90 100 100 100 100 100 110 125 140
3.5 3.5 4
4.5 6 6 7 8 9 8 9 11 12 14 18 20
2.72.73
3.44.94.95.56.27
6.279911
14.516
Angaben in mm
▶DIN371 (#4~3/8") und DIN374 (7/16"~1")▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
D1 D2
L2
L1K
P
60。
d1
26.9021.5021.5021.5021.9021.5021.5023.5027.5033.4033.4037.6047.8068.8079.40102.00
29.30 23.90 23.90 24.10 24.50 24.10 24.10 27.00 32.20 39.00 39.30 43.90 54.80 79.10 92.90 118.80
Abm.
ØD1
TPI EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
TD864 SERIE TiN
TC864 SERIE blank

COMBOGEWINDEBOHRER
54 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 B blankTiN
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
Bohrungsart
Maschinengewindebohrer
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.81.01.01.251.251.51.51.752.02.02.52.52.53.03.03.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.518.52124
26.5
TC814136TC814156TC814196TC814176TC814496TC814206TC814226TC814246TC814266TC814286TC814316TC814346TC814366TC814396TC814426TC814466TC814506TC814546TC814606TC814656TC814706TC814746TC814786TC814866TC814946
TD814136TD814156TD814196TD814176TD814496TD814206TD814226TD814246TD814266TD814286TD814316TD814346TD814366TD814396TD814426TD814466TD814506TD814546TD814606TD814656TD814706TD814746TD814786TD814866TD814946
8 8 8 9 9 11 12 13 14 15 17 17 20 20 22 22 24 26 27 30 32 32 34 36 40
45 45 45 50 50 56 56 63 70 70 80 80 90 90 100 100 110 110 110 125 140 140 160 160 180
2.8 2.8 2.8 2.8 2.8 3.5 4
4.5 6 6 6 7 8 9 10 8 9 11 12 14 16 18 18 20 22
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN371 (M2~M10) und DIN376 (M11~M30) ▶ DIN Profil, nicht ISO▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
D1 D2
L2
L1K
P
60。
d1
13.6015.3017.2011.4010.809.0010.209.009.309.309.3010.9012.0014.5014.5016.1019.5023.6029.6038.8046.2059.5062.70100.20121.30
16.00 17.70 19.5013.8013.2011.4012.6011.60 11.90 11.90 11.9014.1016.2019.0019.6021.60 26.00 31.30 37.70 49.20 58.80 74.20 79.90 121.30 148.30
Abm.
ØD1
Steigung
P
EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
TD814 SERIE TiN
TC814 SERIE blank

COMBOGEWINDEBOHRER
www.yg-1.de, E-mail : [email protected] • 55
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6H
60。 B blankTiN
Bohrungsart
Maschinengewindebohrer
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
M4M5M6M6M7M8M8M10M10M10M12M12M12M14M14M14
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.50.750.50.751.00.751.251.00.751.51.251.01.51.251.0
3.54.55.25.56.27
7.28.89
9.210.510.811
12.512.813
TC854256TC854296TC854326TC854336TC854356TC854376TC854386TC854436TC854446TC854456TC854516TC854526TC854536TC854556TC854566TC854576
TD854256TD854296TD854326TD854336TD854356TD854376TD854386TD854436TD854446TD854456TD854516TD854526TD854536TD854556TD854566TD854576
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
10 11 13 13 14 17 14 22 18 18 22 22 18 22 22 18
63 70 80 80 80 90 80 100 90 90 100 100 100 100 100 100
2.8 3.5 4.5 4.5 5.5 6 6 7 7 7 9 9 9 11 11 11
2.12.73.43.44.34.94.95.55.55.5777999
Angaben in mm
▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
D1 D2
L2
L1K
P
60。
d1
15.5015.8015.5015.8022.9017.0018.0020.6019.8025.0022.1024.1023.0027.1029.3028.40
18.10 18.40 18.10 18.40 26.20 21.10 21.60 25.60 24.40 29.50 28.00 30.00 28.80 33.40 35.60 34.70
Abm.
ØD1
Steigung
P
EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
TD854 SERIE TiN
TC854 SERIE blank

COMBOGEWINDEBOHRER
56 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6H
60。 B blankTiN
Bohrungsart
Maschinengewindebohrer
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
M16M16M18M18M20M20M22M22M24M24M26M27M27M28M30M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
1.51.01.51.01.51.01.51.02.01.51.52.01.51.52.01.5
14.515
16.517
18.519
20.52122
22.524.525
25.526.528
28.5
TC854616TC854626TC854676TC854686TC854726TC854736TC854766TC854776TC854796TC854806TC854856TC854876TC854886TC854916TC854966TC854976
TD854616TD854626TD854676TD854686TD854726TD854736TD854766TD854776TD854796TD854806TD854856TD854876TD854886TD854916TD854966TD854976
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
22 18 25 20 25 20 25 20 27 27 28 28 28 28 30 30
100 100 110 110 125 125 125 125 140 140 140 140 140 140 150 150
12 12 14 14 16 16 18 18 18 18 18 20 20 20 22 22
9911111212
14.514.514.514.514.51616161818
Angaben in mm
▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
D1 D2
L2
L1K
P
60。
d1
34.4037.3044.7049.1049.6053.4057.2071.5070.2066.8085.7095.9095.1097.10112.80109.40
42.30 45.10 54.10 58.50 61.10 64.90 70.70 85.00 86.00 82.50 103.70 114.60 113.80 117.00 137.30 134.00
Abm.
ØD1
Steigung
P
EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
TD854 SERIE TiN
TC854 SERIE blank
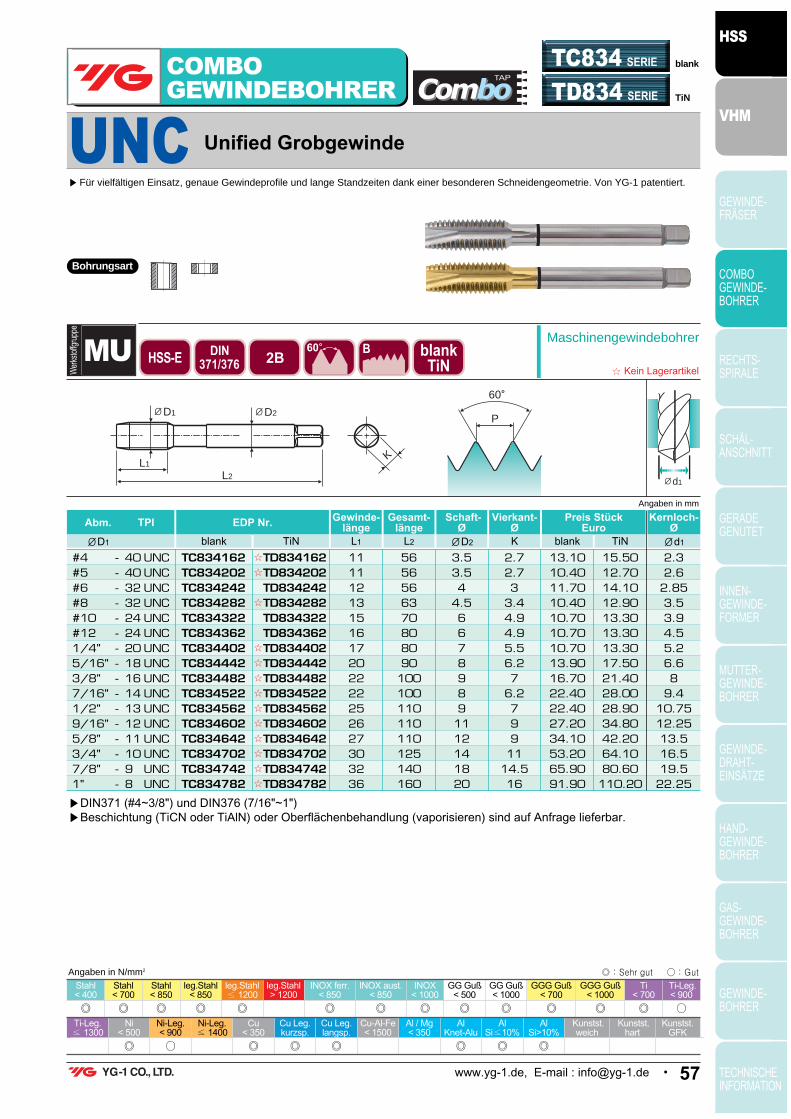
COMBOGEWINDEBOHRER
www.yg-1.de, E-mail : [email protected] • 57
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Unified GrobgewindeUNC
HSS-E DIN371/376 2B
60。 B blankTiN
Bohrungsart
Maschinengewindebohrer
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
#4 - 40 UNC#5 - 40 UNC#6 - 32 UNC#8 - 32 UNC#10 - 24 UNC#12 - 24 UNC1/4" - 20 UNC5/16" - 18 UNC3/8" - 16 UNC7/16" - 14 UNC1/2" - 13 UNC9/16" - 12 UNC5/8" - 11 UNC3/4" - 10 UNC7/8" - 9 UNC1" - 8 UNC
2.32.62.853.53.94.55.26.68
9.410.7512.2513.516.519.522.25
TC834162TC834202TC834242TC834282TC834322TC834362TC834402TC834442TC834482TC834522TC834562TC834602TC834642TC834702TC834742TC834782
TD834162TD834202TD834242TD834282TD834322TD834362TD834402TD834442TD834482TD834522TD834562TD834602TD834642TD834702TD834742TD834782
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
11 11 12 13 15 16 17 20 22 22 25 26 27 30 32 36
56 56 56 63 70 80 80 90 100 100 110 110 110 125 140 160
3.5 3.5 4
4.5 6 6 7 8 9 8 9 11 12 14 18 20
2.72.73
3.44.94.95.56.27
6.279911
14.516
Angaben in mm
▶DIN371 (#4~3/8") und DIN376 (7/16"~1")▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
D1 D2
L2
L1K
P
60。
d1
13.1010.4011.7010.4010.7010.7010.7013.9016.7022.4022.4027.2034.1053.2065.9091.90
15.50 12.70 14.10 12.90 13.30 13.30 13.30 17.50 21.40 28.00 28.90 34.80 42.20 64.10 80.60 110.20
Abm.
ØD1
TPI EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
TD834 SERIE TiN
TC834 SERIE blank
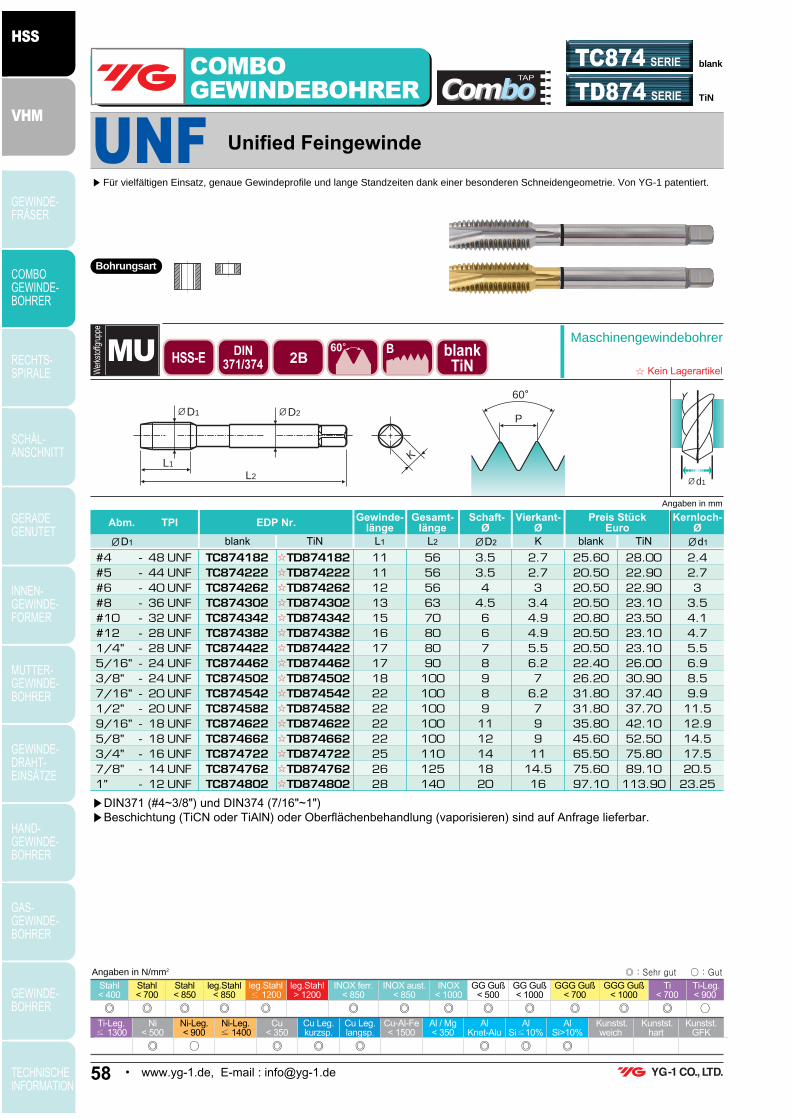
COMBOGEWINDEBOHRER
58 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Unified FeingewindeUNF
HSS-E DIN371/374 2B
60。 B blankTiN
Bohrungsart
Maschinengewindebohrer
▶Für vielfältigen Einsatz, genaue Gewindeprofile und lange Standzeiten dank einer besonderen Schneidengeometrie. Von YG-1 patentiert.
◎
◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
#4 - 48 UNF#5 - 44 UNF#6 - 40 UNF#8 - 36 UNF#10 - 32 UNF#12 - 28 UNF1/4" - 28 UNF5/16" - 24 UNF3/8" - 24 UNF7/16" - 20 UNF1/2" - 20 UNF9/16" - 18 UNF5/8" - 18 UNF3/4" - 16 UNF7/8" - 14 UNF1" - 12 UNF
2.42.73
3.54.14.75.56.98.59.911.512.914.517.520.523.25
TC874182TC874222TC874262TC874302TC874342TC874382TC874422TC874462TC874502TC874542TC874582TC874622TC874662TC874722TC874762TC874802
TD874182TD874222TD874262TD874302TD874342TD874382TD874422TD874462TD874502TD874542TD874582TD874622TD874662TD874722TD874762TD874802
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
11 11 12 13 15 16 17 17 18 22 22 22 22 25 26 28
56 56 56 63 70 80 80 90 100 100 100 100 100 110 125 140
3.5 3.5 4
4.5 6 6 7 8 9 8 9 11 12 14 18 20
2.72.73
3.44.94.95.56.27
6.279911
14.516
Angaben in mm
▶DIN371 (#4~3/8") und DIN374 (7/16"~1")▶Beschichtung (TiCN oder TiAlN) oder Oberflächenbehandlung (vaporisieren) sind auf Anfrage lieferbar.
D1 D2
L2
L1K
P
60。
d1
25.6020.5020.5020.5020.8020.5020.5022.4026.2031.8031.8035.8045.6065.5075.6097.10
28.00 22.90 22.90 23.10 23.50 23.10 23.10 26.00 30.90 37.40 37.70 42.10 52.50 75.80 89.10 113.90
Abm.
ØD1
TPI EDP Nr. Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-ØK
Preis StückEuro
blank TiNblank TiN
Kernloch-ØØd1
TD874 SERIE TiN
TC874 SERIE blank

RECHTSSPIRALE
Being the best through innovationHSS
Für Sacklöcher. HSS-E, HSS-PM

PROGRAMM
60 • www.yg-1.de, E-mail : [email protected]
GEWINDEBOHRER mit RechtsspiraleFür Sacklöcher. HSS-E, HSS-PM
RECHTSSPIRALE
HSS-E
HSS-E
HSS-E
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-PM
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M
M
M
M
M
M
M
M
M
M
M
M
GS
GS
GS
VG
VG
VG
VG
VG
VG
VA
VA
HR
HR
VA NW
VA NW
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
TC517
TC711
TD711
TQ823
TB312
TB913
TC312
TD312
TY312
TQ813
TR813
TB313
TY313
TB914
TCH14
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
blank
blank
TiN
Vap
Vap
Vap
blank
TiN
TiAlN
Vap
blank
Vap
TiAlN
Vap
Hirdslick
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
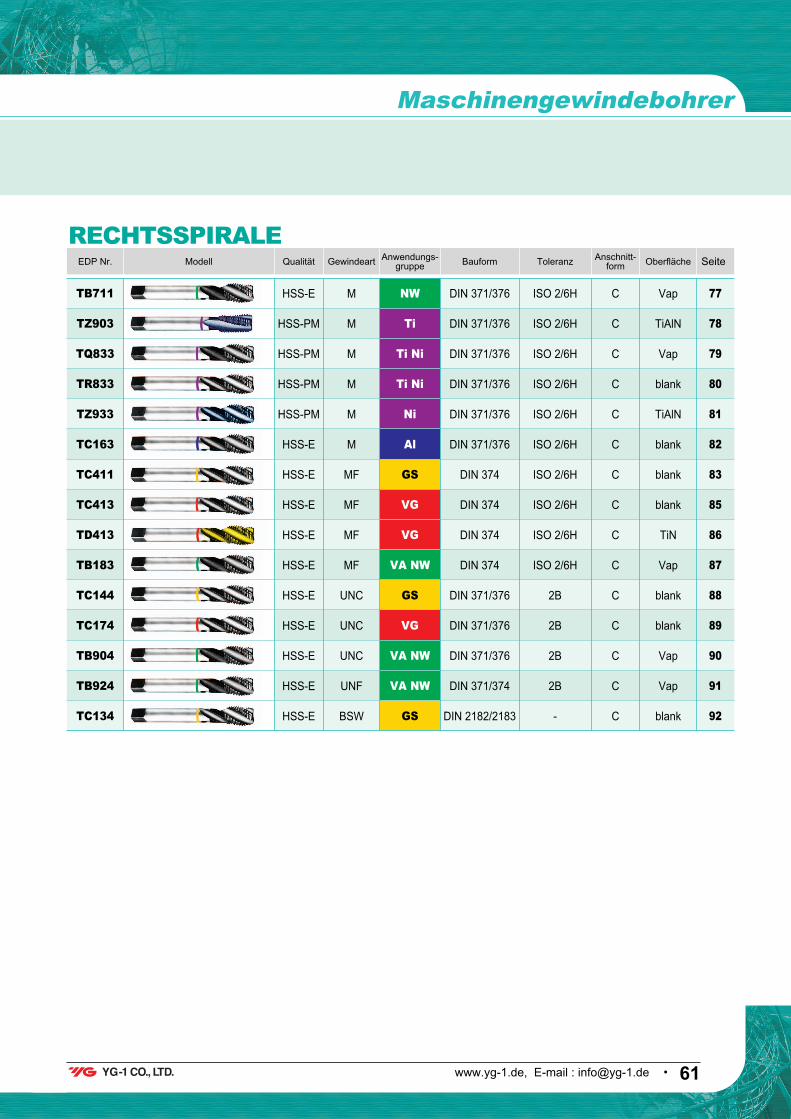
Maschinengewindebohrer
www.yg-1.de, E-mail : [email protected] • 61
RECHTSSPIRALE
HSS-E
HSS-PM
HSS-PM
HSS-PM
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M
M
M
MF
MF
MF
MF
UNC
UNC
UNC
UNF
BSW
NW
Ti
Ti Ni
Ti Ni
Ni
Al
GS
VG
VG
VA NW
GS
VG
VA NW
VA NW
GS
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 374
DIN 374
DIN 374
DIN 374
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/374
DIN 2182/2183
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
2B
2B
2B
2B
-
TB711
TZ903
TQ833
TR833
TZ933
TC163
TC411
TC413
TD413
TB183
TC144
TC174
TB904
TB924
TC134
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
Vap
TiAlN
Vap
blank
TiAlN
blank
blank
blank
TiN
Vap
blank
blank
Vap
Vap
blank
77
78
79
80
81
82
83
85
86
87
88
89
90
91
92
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite

RECHTS-SPIRALE
62 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC517 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 Cblank
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TC517136TC517156TC517196TC517176TC517496TC517206TC517226TC517246TC517266TC517286TC517316TC517346TC517366TC517396TC517426TC517466TC517506TC517546TC517606TC517656TC517706TC517746TC517786TC517866TC517946
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
☆
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
12.4013.9015.6010.409.808.209.208.208.508.508.5011.0011.0013.2013.2017.8017.8021.6027.1035.9042.7065.4073.0098.20125.60
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 63
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC711 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 Cblank
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TC711136TC711156TC711196TC711176TC711496TC711206TC711226TC711246TC711266TC711286TC711316TC711346TC711366TC711396TC711426TC711466TC711506TC711546TC711606TC711656TC711706TC711746TC711786TC711866TC711946
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
12.4013.9015.5010.209.808.209.208.208.508.508.5011.0011.0013.2013.2017.8017.8021.6027.1035.8042.7052.9057.6082.80105.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2

RECHTS-SPIRALE
64 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTD711 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CTiN
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TD711136TD711156TD711196TD711176TD711496TD711206TD711226TD711246TD711266TD711286TD711316TD711346TD711366TD711396TD711426TD711466TD711506TD711546TD711606TD711656TD711706TD711746TD711786TD711866TD711946
☆
☆
☆
☆
☆
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
15.6017.1018.8013.5013.1011.8012.8011.8012.0012.0012.0015.4016.6019.3020.0025.2026.5031.8038.0049.8059.7072.8080.90111.30142.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 65
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTQ823 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-PM DIN371/376 6H
60。 CVap
M2M2.5M3M3.5M4M4.5M5M6M8M10M12
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.60.70.750.811.251.51.75
1.62.052.52.93.33.74.25
6.88.510.2
TQ823136TQ823176TQ823206TQ823226TQ823246TQ823266TQ823286TQ823316TQ823366TQ823426TQ823506
☆
896778810131518
455056566370708090100110
2.82.83.54
4.56668109
2.12.12.73
3.44.94.94.96.287
Angaben in mm
▶DIN (M2~M10) und DIN 376(M12)DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
16.7013.9011.2012.6011.4012.2012.2012.2016.6021.0029.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
66 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB312 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CVap
M2M2.5M2.6M3M3.5M4M5M6M7M8M9M10M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.450.50.60.70.8111.251.251.51.75222.52.52.5333.5
1.62.052.12.52.93.34.256
6.87.88.510.21214
15.517.519.52124
26.5
TB312136TB312176TB312496TB312206TB312226TB312246TB312286TB312316TB312346TB312366TB312396TB312426TB312506TB312546TB312606TB312656TB312706TB312746TB312786TB312866TB312946
☆
☆
89967781010131315182020252525303035
4550505656637080809090100110110110125140140160160180
2.82.82.83.54
4.5667891091112141618182022
2.12.12.12.73
3.44.94.95.56.2787991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank ausgezeichneter Spanabfuhr von angelassenen Stählen oder ähnlichen Werkstoffen.
12.4010.209.808.209.208.208.508.5011.0011.0013.2013.2017.8021.6027.1035.8042.7052.9057.6082.80105.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
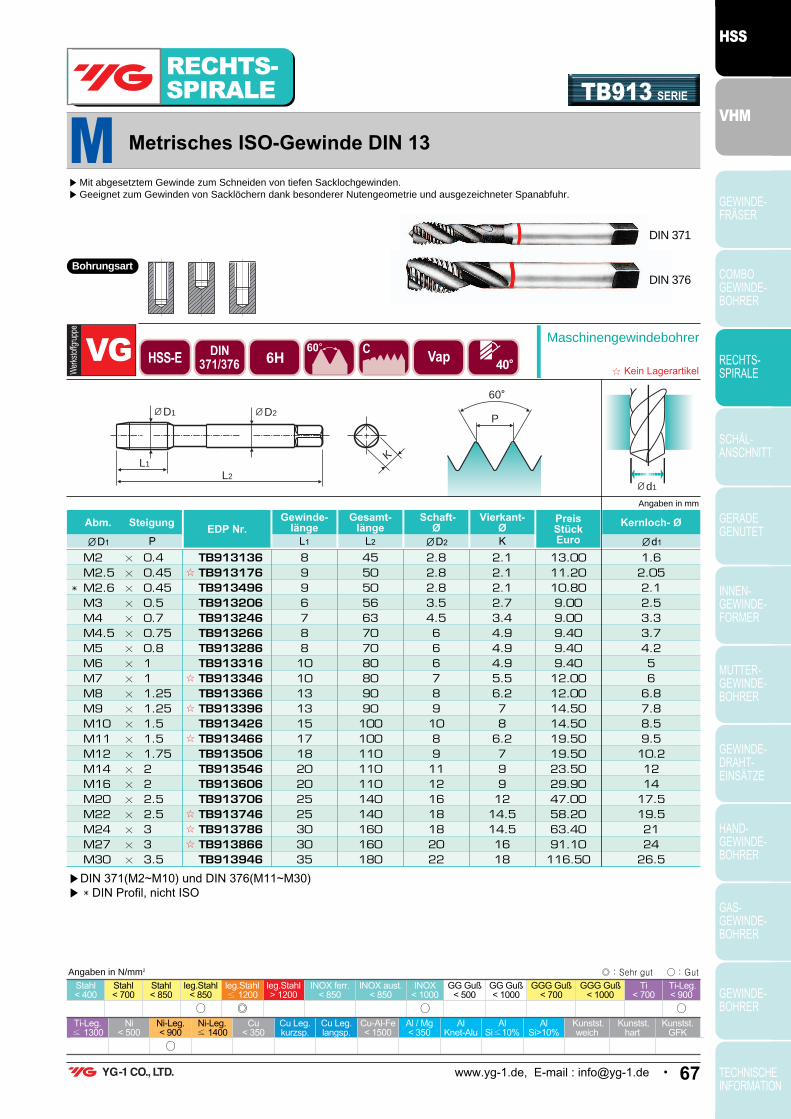
RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 67
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB913 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CVap
M2M2.5M2.6M3M4M4.5M5M6M7M8M9M10M11M12M14M16M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.450.50.70.750.8111.251.251.51.51.75222.52.5333.5
1.62.052.12.53.33.74.256
6.87.88.59.510.21214
17.519.52124
26.5
TB913136TB913176TB913496TB913206TB913246TB913266TB913286TB913316TB913346TB913366TB913396TB913426TB913466TB913506TB913546TB913606TB913706TB913746TB913786TB913866TB913946
☆
☆
☆
☆
☆
☆
☆
89967881010131315171820202525303035
4550505663707080809090100100110110110140140160160180
2.82.82.83.54.5666789108911121618182022
2.12.12.12.73.44.94.94.95.56.278
6.279912
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Mit abgesetztem Gewinde zum Schneiden von tiefen Sacklochgewinden.▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
13.0011.2010.809.009.009.409.409.4012.0012.0014.5014.5019.5019.5023.5029.9047.0058.2063.4091.10116.50
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
68 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC312 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 Cblank
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TC312136TC312156TC312196TC312176TC312496TC312206TC312226TC312246TC312266TC312286TC312316TC312346TC312366TC312396TC312426TC312466TC312506TC312546TC312606TC312656TC312706TC312746TC312786TC312866TC312946
☆
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
12.4013.9015.5010.209.808.209.208.208.508.508.5011.0011.0013.2013.2017.8017.8021.6027.1035.8042.7052.9057.6082.80105.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 69
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTD312 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CTiN
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TD312136TD312156TD312196TD312176TD312496TD312206TD312226TD312246TD312266TD312286TD312316TD312346TD312366TD312396TD312426TD312466TD312506TD312546TD312606TD312656TD312706TD312746TD312786TD312866TD312946
☆
☆
☆
☆
☆
☆
☆
☆
☆
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
15.1016.6018.3013.0012.6011.2012.2011.2011.5011.5011.5014.8015.8018.4019.0024.2025.2030.4036.4047.8057.1069.8077.40107.00136.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
70 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTY312 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CTiAlN
M2M2.5M3M4M5M6M7M8M9M10M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.8111.251.251.51.75222.52.52.5333.5
1.62.052.53.34.256
6.87.88.510.21214
15.517.519.52124
26.5
TY312136TY312176TY312206TY312246TY312286TY312316TY312346TY312366TY312396TY312426TY312506TY312546TY312606TY312656TY312706TY312746TY312786TY312866TY312946
☆
☆
☆
☆
☆
896781010131315182020252525303035
455056637080809090100110110110125140140160160180
2.82.83.54.5667891091112141618182022
2.12.12.73.44.94.95.56.2787991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
17.6015.5013.5013.5013.7014.5020.2020.7023.2024.2030.0034.4040.4054.7072.7083.20100.40134.50168.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 71
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTQ813 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-PM DIN371/376 6H
60。 CVap
M2M2.5M3M4M5M6M7M8M10M12
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.8111.251.51.75
1.62.052.53.34.256
6.88.510.2
TQ813136TQ813176TQ813206TQ813246TQ813286TQ813316TQ813346TQ813366TQ813426TQ813506
☆
☆
896781010131518
4550566370808090100110
2.82.83.54.56678109
2.12.12.73.44.94.95.56.287
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M12)
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
17.2014.3011.5011.9012.6012.8016.4017.1021.6029.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
72 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTR813 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-PM DIN371/376 6H
60。 Cblank
M2M2.5M3M4M5M6M7M8M10M12
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.8111.251.51.75
1.62.052.53.34.256
6.88.510.2
TR813136TR813176TR813206TR813246TR813286TR813316TR813346TR813366TR813426TR813506
896781010131518
4550566370808090100110
2.82.83.54.56678109
2.12.12.73.44.94.95.56.287
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M12)
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
17.2014.3011.5011.9012.6012.8016.4017.1021.6029.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 73
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB313 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CVap
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TB313136TB313156TB313196TB313176TB313496TB313206TB313226TB313246TB313266TB313286TB313316TB313346TB313366TB313396TB313426TB313466TB313506TB313546TB313606TB313656TB313706TB313746TB313786TB313866TB313946
☆
☆
☆
☆
☆
☆
☆
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
14.4016.0018.0011.9011.309.5010.709.509.809.809.8012.6012.6015.4015.4020.4020.4025.0031.4041.5049.4061.3066.8095.90122.60
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ◎ ○
○ ◎ ○
○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
74 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTY313 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CTiAlN
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TY313136TY313156TY313196TY313176TY313496TY313206TY313226TY313246TY313266TY313286TY313316TY313346TY313366TY313396TY313426TY313466TY313506TY313546TY313606TY313656TY313706TY313746TY313786TY313866TY313946
☆
☆
☆
☆
☆
☆
☆
☆
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
19.5021.2023.2017.1016.6014.6015.9014.6015.1015.1015.9021.7022.4025.2026.3031.5032.6037.8044.7060.4079.4091.60109.50147.50185.10
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ◎ ○
○ ◎ ○
○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 75
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB914 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CVap
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TB914136TB914156TB914196TB914176TB914496TB914206TB914226TB914246TB914266TB914286TB914316TB914346TB914366TB914396TB914426TB914466TB914506TB914546TB914606TB914656TB914706TB914746TB914786TB914866TB914946
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
BohrungsartDIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Mit abgesetztem Gewinde zum Schneiden von tiefen Sacklochgewinden.▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
16.1018.0020.2013.4012.8010.7012.0010.8011.1011.1011.1014.1014.1017.1017.1022.5022.5027.0033.8044.7053.4066.2072.10103.50132.30
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2

RECHTS-SPIRALE
76 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTCH14 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CHardslick
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TCH14136TCH14156TCH14196TCH14176TCH14496TCH14206TCH14226TCH14246TCH14266TCH14286TCH14316TCH14346TCH14366TCH14396TCH14426TCH14466TCH14506TCH14546TCH14606TCH14656TCH14706TCH14746TCH14786TCH14866TCH14946
☆
☆
☆
☆
☆
☆
☆
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Mit abgesetztem Gewinde zum Schneiden von tiefen Sacklochgewinden.▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
21.4023.3025.5018.5018.0015.9017.3016.0016.4016.4017.1023.2023.9027.0028.1033.5034.7039.7047.2063.7083.3096.40114.80155.20194.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
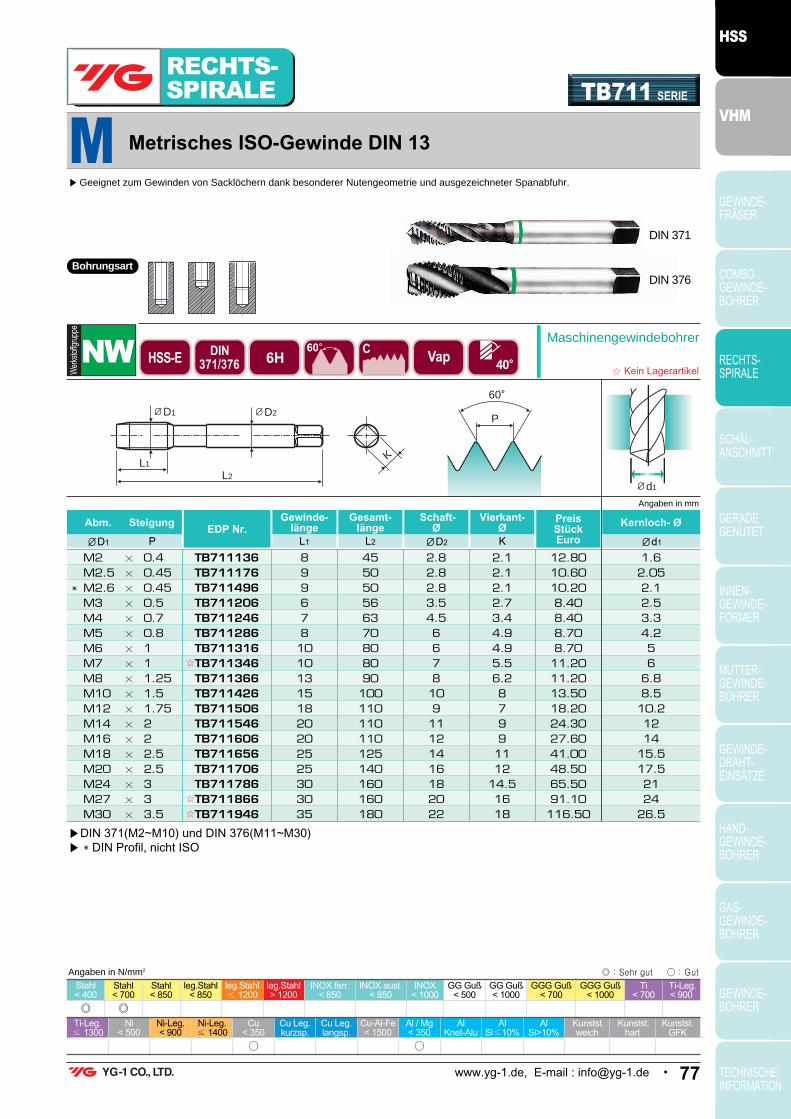
RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 77
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB711 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 CVap
M2M2.5M2.6M3M4M5M6M7M8M10M12M14M16M18M20M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.450.50.70.8111.251.51.75222.52.5333.5
1.62.052.12.53.34.256
6.88.510.21214
15.517.52124
26.5
TB711136TB711176TB711496TB711206TB711246TB711286TB711316TB711346TB711366TB711426TB711506TB711546TB711606TB711656TB711706TB711786TB711866TB711946
☆
☆
☆
899678101013151820202525303035
455050566370808090100110110110125140160160180
2.82.82.83.54.5667810911121416182022
2.12.12.12.73.44.94.95.56.287991112
14.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
12.8010.6010.208.408.408.708.7011.2011.2013.5018.2024.3027.6041.0048.5065.5091.10116.50
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○ ○
◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
78 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTZ903 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-PM DIN371/376 6H
60。 CTiAlN
M2M2.5M3M4M5M6M8M10M12M14M16M30
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.811.251.51.75223.5
1.62.052.53.34.25
6.88.510.21214
26.5
TZ903136TZ903176TZ903206TZ903246TZ903286TZ903316TZ903366TZ903426TZ903506TZ903546TZ903606TZ903946☆
8967810131518202035
45505663708090100110110110180
2.82.83.54.5668109111222
2.12.12.73.44.94.96.2879918
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
25.1021.9018.8019.2019.9020.8029.6035.8045.2054.5065.20281.50
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○ ○ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 79
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTQ833 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-PM DIN371/376 6H
60。 CVap
M2M2.5M3M4M4.5M5M6M7M8M10M12
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.750.8111.251.51.75
1.62.052.53.33.74.256
6.88.510.2
TQ833136TQ833176TQ833206TQ833246TQ833266TQ833286TQ833316TQ833346TQ833366TQ833426TQ833506
☆
8967881010131518
455056637070808090100110
2.82.83.54.566678109
2.12.12.73.44.94.94.95.56.287
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M12)
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
18.9015.7012.6013.0013.7013.7013.9017.9018.4023.2031.30
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎ ◎ ◎ ○
◎ ◎ ○ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
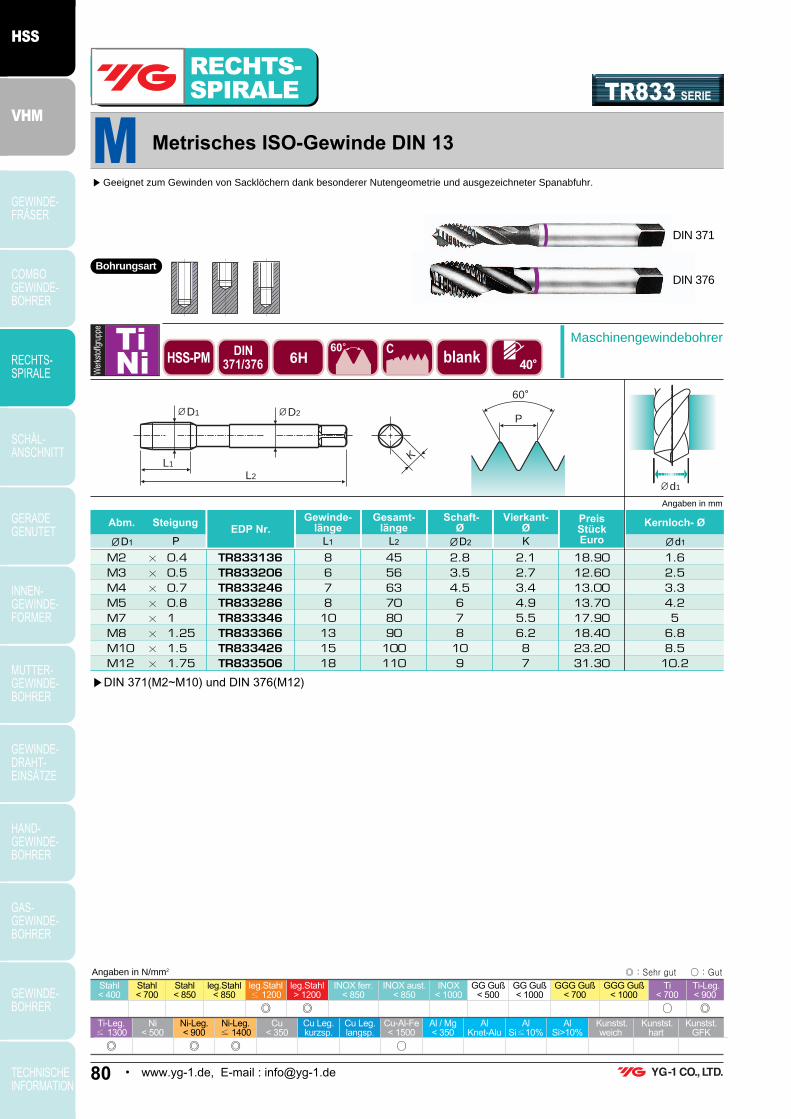
RECHTS-SPIRALE
80 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTR833 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-PM DIN371/376 6H
60。 Cblank
M2M3M4M5M7M8M10M12
×
×
×
×
×
×
×
×
0.40.50.70.811.251.51.75
1.62.53.34.25
6.88.510.2
TR833136TR833206TR833246TR833286TR833346TR833366TR833426TR833506
867810131518
455663708090100110
2.83.54.5678109
2.12.73.44.95.56.287
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M12)
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
18.9012.6013.0013.7017.9018.4023.2031.30
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎ ◎ ◎ ○
◎ ◎ ○ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
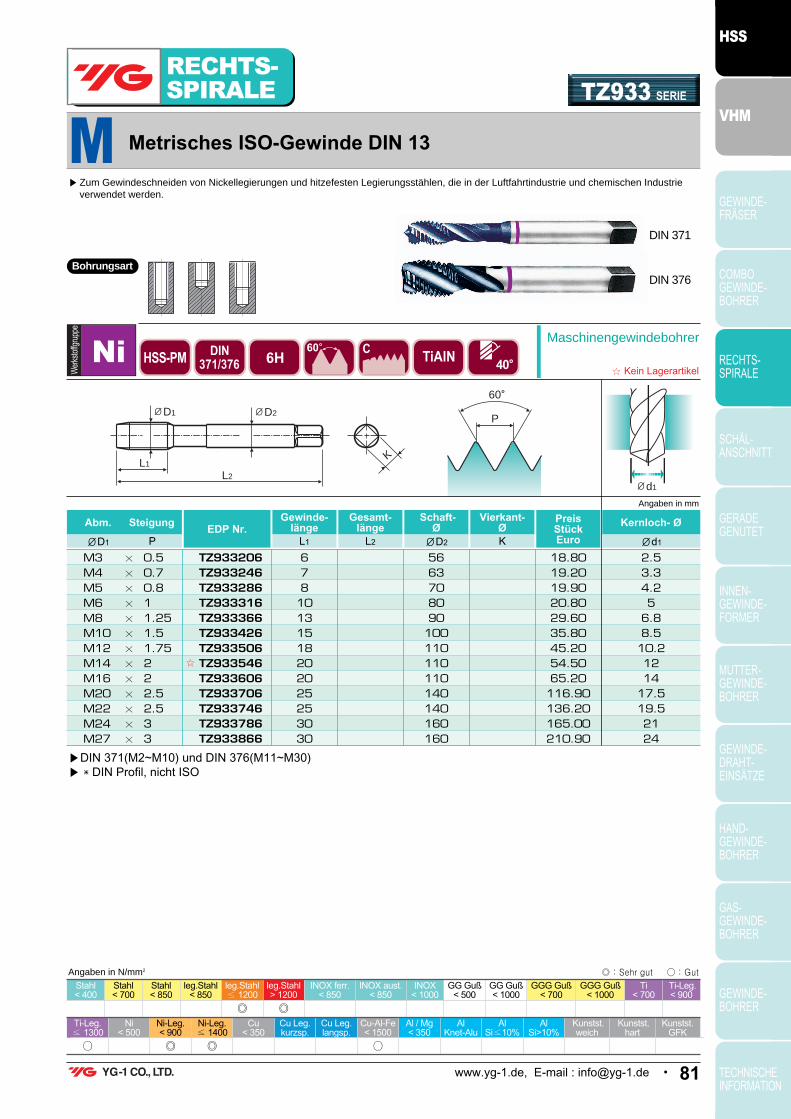
RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 81
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTZ933 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-PM DIN371/376 6H
60。 CTiAlN
M3M4M5M6M8M10M12M14M16M20M22M24M27
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.70.811.251.51.75222.52.533
2.53.34.25
6.88.510.21214
17.519.52124
TZ933206TZ933246TZ933286TZ933316TZ933366TZ933426TZ933506TZ933546TZ933606TZ933706TZ933746TZ933786TZ933866
☆
67810131518202025253030
5663708090100110110110140140160160
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Zum Gewindeschneiden von Nickellegierungen und hitzefesten Legierungsstählen, die in der Luftfahrtindustrie und chemischen Industrieverwendet werden.
18.8019.2019.9020.8029.6035.8045.2054.5065.20116.90136.20165.00210.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ◎ ◎ ○
◎ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
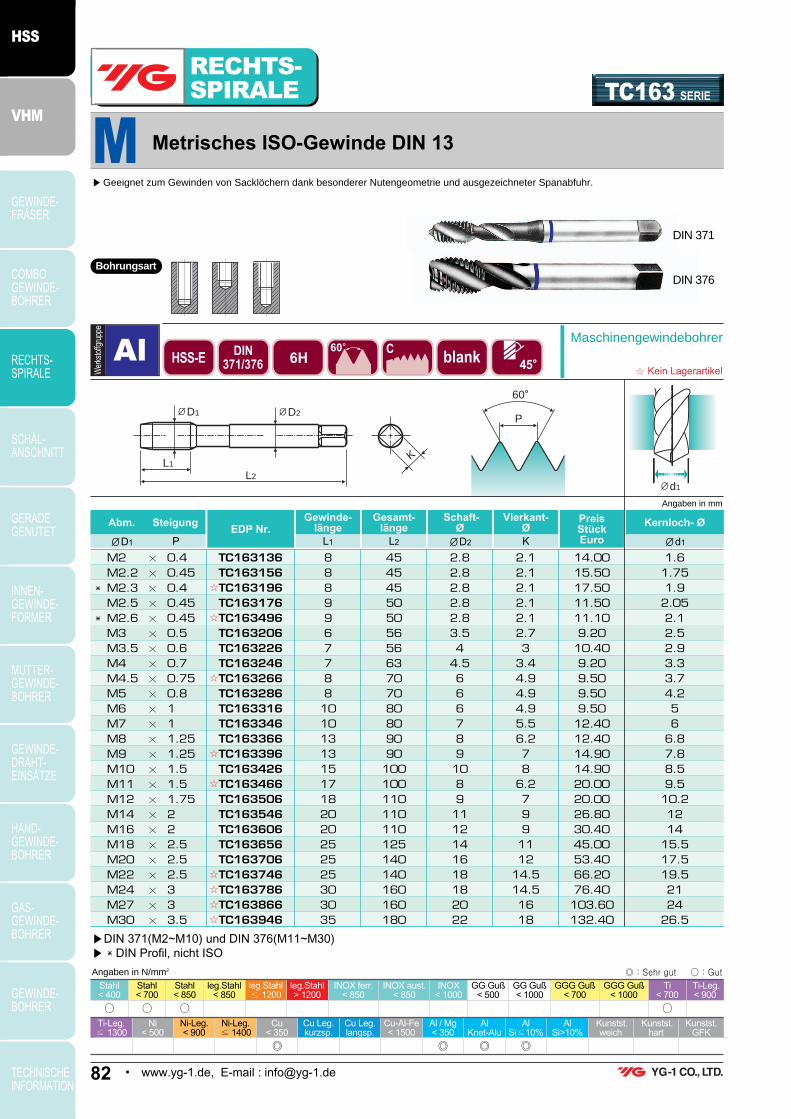
RECHTS-SPIRALE
82 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC163 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 Cblank
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TC163136TC163156TC163196TC163176TC163496TC163206TC163226TC163246TC163266TC163286TC163316TC163346TC163366TC163396TC163426TC163466TC163506TC163546TC163606TC163656TC163706TC163746TC163786TC163866TC163946
☆
☆
☆
☆
☆
☆
☆
☆
☆
8889967788101013131517182020252525303035
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
14.0015.5017.5011.5011.109.2010.409.209.509.509.5012.4012.4014.9014.9020.0020.0026.8030.4045.0053.4066.2076.40103.60132.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
◎ ◎ ◎ ◎
○ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 83
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC411 SERIE
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6H
60。 Cblank
M4M5M6M6M7M8M8M8M10M10M10M12M12M12M14M14M14
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.50.750.50.7510.750.51.2510.751.51.2511.51.251
3.54.55.25.56.27
7.27.58.89
9.210.510.811
12.512.813
TC411256TC411296TC411326TC411336TC411356TC411376TC411386TC411936TC411436TC411446TC411456TC411516TC411526TC411536TC411556TC411566TC411576
5585101085161010151511151511
63708080809080801009090100100100100100100
2.83.54.54.55.5666777999111111
2.12.73.43.44.34.94.94.95.55.55.5777999
Angaben in mm
BohrungsartDIN 374
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
14.4014.6014.5014.6021.4015.9016.7019.4019.3018.6023.5020.6022.4021.6025.4027.5026.70
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
▶Weitere Abmessungen auf der folgenden Seite.

RECHTS-SPIRALE
84 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC411 SERIE
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6H
60。 Cblank
M16M16M18M18M20M20M22M24M24M26M27M27M28M30M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
1.511.511.511.521.51.521.51.521.5
14.515
16.517
18.519
20.522
22.524.525
25.526.528
28.5
TC411616TC411626TC411676TC411686TC411726TC411736TC411766TC411796TC411806TC411856TC411876TC411886TC411916TC411966TC411976
☆
151217131714172020202020202222
100100110110125125125140140140140140140150150
121214141616181818182020202222
9911111212
14.514.514.514.51616161818
Angaben in mm
BohrungsartDIN 374
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
32.4035.1041.9046.0047.0050.6053.4067.3062.1082.2091.9091.2093.10108.10105.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 85
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC413 SERIE
HSS-E DIN374 6H
60。 Cblank
M4M5M6M6M7M8M8M10M10M10M12M12M12M14M14M16M18M20M22M24
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.50.750.50.7510.751.2510.751.51.2511.51.251.51.51.51.51.5
3.54.55.25.56.27
7.28.89
9.210.510.811
12.512.814.516.518.520.522.5
TC413256TC413296TC413326TC413336TC413356TC413376TC413386TC413436TC413446TC413456TC413516TC413526TC413536TC413556TC413566TC413616TC413676TC413726TC413766TC413806
☆
☆
☆
55851010816101015151115151517171720
637080808090801009090100100100100100100110125125140
2.83.54.54.55.56677799911111214161818
2.12.73.43.44.34.94.95.55.55.57779991112
14.514.5
Angaben in mm
Bohrungsart
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
15.8016.2016.0016.2025.2018.4019.7022.3021.5027.1024.1026.2025.0029.2031.6037.2048.0058.2067.0078.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
Metrisches ISO-Feingewinde DIN 13MF
DIN 374

RECHTS-SPIRALE
86 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTD413 SERIE
HSS-E DIN374 6H
60。 CTiN
M6M7M8M8M10M10M12M12M12M14M16M20
×
×
×
×
×
×
×
×
×
×
×
×
0.750.7510.751.2511.51.2511.51.51.5
5.26.27
7.28.89
10.510.811
12.514.518.5
TD413326TD413356TD413376TD413386TD413436TD413446TD413516TD413526TD413536TD413556TD413616TD413726
☆
8101081610151511151517
8080908010090100100100100100125
4.55.56677999111216
3.44.34.94.95.55.57779912
Angaben in mm
Bohrungsart
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
19.0028.9023.2023.7028.1026.7030.8033.0031.7036.5046.1071.50
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
Metrisches ISO-Feingewinde DIN 13MF
DIN 374

RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 87
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB183 SERIE
HSS-E DIN374 6H
60。 CVap
M4M5M6M6M7M8M8M10M10M10M12M12M12M14M14M16M18M20M22M24
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.50.750.50.7510.751.2510.751.51.2511.51.251.51.51.51.51.5
3.54.55.25.56.27
7.28.89
9.210.510.811
12.512.814.516.518.520.522.5
TB183256TB183296TB183326TB183336TB183356TB183376TB183386TB183436TB183446TB183456TB183516TB183526TB183536TB183556TB183566TB183616TB183676TB183726TB183766TB183806
☆ 55851010816101015151115151517171720
637080808090801009090100100100100100100110125125140
2.83.54.54.55.56677799911111214161818
2.12.73.43.44.34.94.95.55.55.57779991112
14.514.5
Angaben in mm
Bohrungsart
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
18.0018.5018.3018.5026.9019.7021.1025.6022.9028.9025.8028.1026.7031.2033.7039.7051.5062.1071.7083.60
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
Metrisches ISO-Feingewinde DIN 13MF
DIN 374

RECHTS-SPIRALE
88 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
▶DIN 371(#4~3/8") und DIN 376(7/16"~1*1/8")
TC144 SERIE
HSS-PM DIN371/376 2B
60。 Cblank
#4#5#6#8#101/4"5/16 "3/8"7/16"1/2"9/16"5/8"3/4"7/8"1"1*1/8"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
40UNC40UNC32UNC32UNC24UNC20UNC18UNC16UNC14UNC13UNC12UNC11UNC10UNC9UNC8UNC7UNC
2.32.62.853.53.95.26.68
9.410.7512.2513.516.519.522.25
25
TC144162TC144202TC144242TC144282TC144322TC144402TC144442TC144482TC144522TC144562TC144602TC144642TC144702TC144742TC144782TC144822
☆
☆
☆
6778101314161720202225273035
56565663708090100100110110110125140160180
3.53.54
4.5678989111214182022
2.72.73
3.44.95.56.27
6.279911
14.51618
Angaben in mm
Bohrungsart
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
12.009.609.609.6010.0010.0012.9015.5020.9020.9028.0031.7055.8069.2091.80131.80
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
Unified GrobgewindeUNCDIN 371
DIN 376
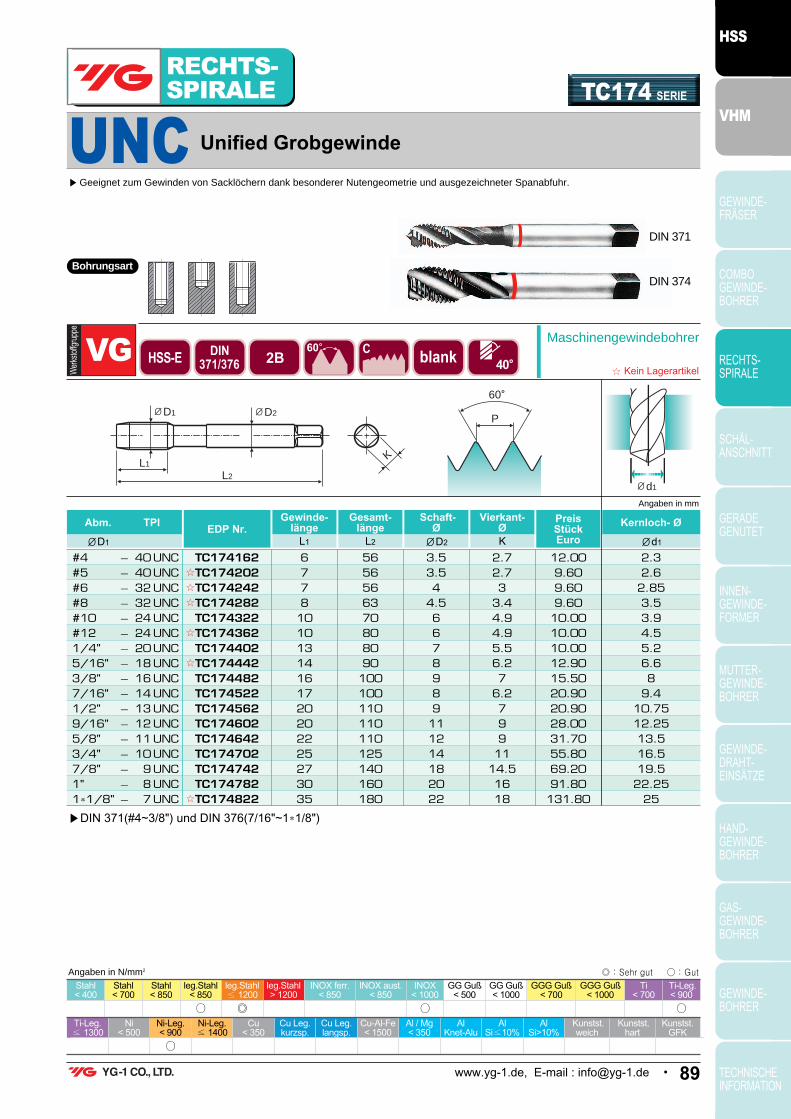
RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 89
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
HSS-E DIN371/376 2B
60。 C
#4#5#6#8#10#121/4"5/16"3/8"7/16"1/2"9/16"5/8"3/4"7/8"1"1*1/8"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
40UNC40UNC32UNC32UNC24UNC24UNC20UNC18UNC16UNC14UNC13UNC12UNC11UNC10UNC9UNC8UNC7UNC
2.32.62.853.53.94.55.26.68
9.410.7512.2513.516.519.522.25
25
TC174162TC174202TC174242TC174282TC174322TC174362TC174402TC174442TC174482TC174522TC174562TC174602TC174642TC174702TC174742TC174782TC174822
☆
☆
☆
☆
☆
☆
677810101314161720202225273035
5656566370808090100100110110110125140160180
3.53.54
4.56678989111214182022
2.72.73
3.44.94.95.56.27
6.279911
14.51618
Angaben in mm
▶DIN 371(#4~3/8") und DIN 376(7/16"~1*1/8")
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
12.009.609.609.6010.0010.0010.0012.9015.5020.9020.9028.0031.7055.8069.2091.80131.80
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
TC174 SERIE
Unified GrobgewindeUNC
Bohrungsart
DIN 371
DIN 374
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
blank
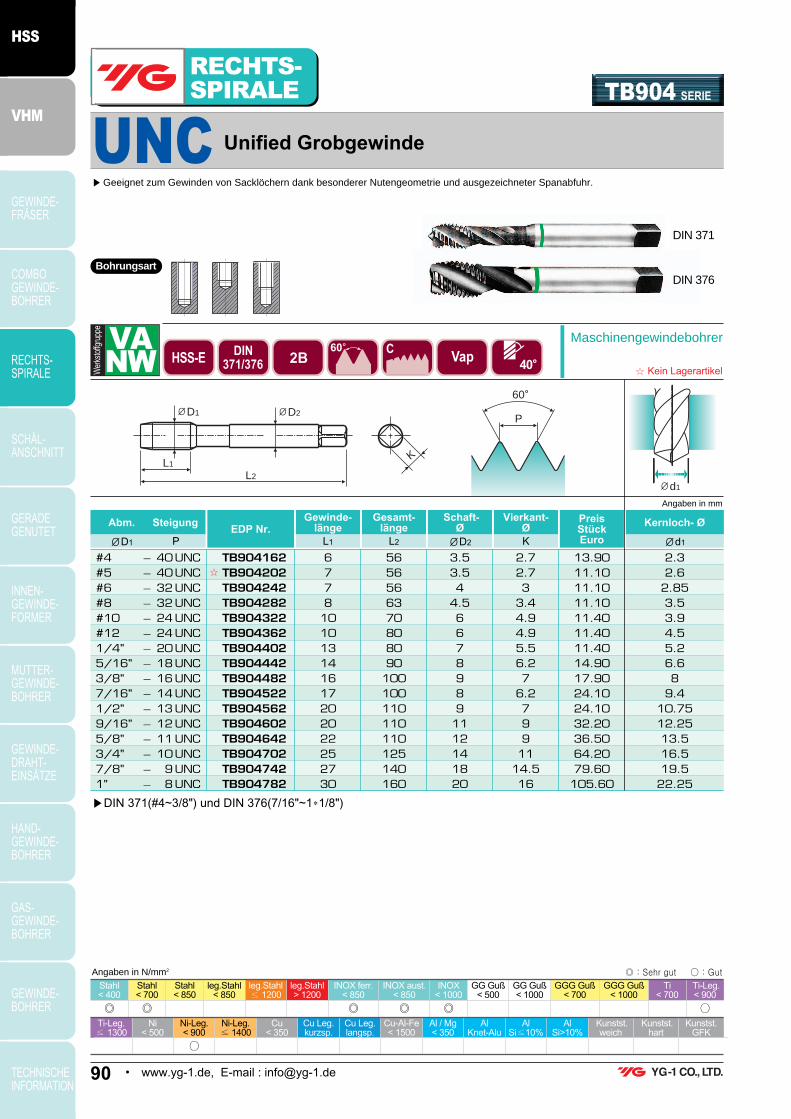
RECHTS-SPIRALE
90 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB904 SERIE
HSS-E DIN371/376 2B
60。 CVap
#4#5#6#8#10#121/4"5/16"3/8"7/16"1/2"9/16"5/8"3/4"7/8"1"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
40UNC40UNC32UNC32UNC24UNC24UNC20UNC18UNC16UNC14UNC13UNC12UNC11UNC10UNC9UNC8UNC
2.32.62.853.53.94.55.26.68
9.410.7512.2513.516.519.522.25
TB904162TB904202TB904242TB904282TB904322TB904362TB904402TB904442TB904482TB904522TB904562TB904602TB904642TB904702TB904742TB904782
☆
6778101013141617202022252730
5656566370808090100100110110110125140160
3.53.54
4.566789891112141820
2.72.73
3.44.94.95.56.27
6.279911
14.516
Angaben in mm
▶DIN 371(#4~3/8") und DIN 376(7/16"~1*1/8")
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
13.9011.1011.1011.1011.4011.4011.4014.9017.9024.1024.1032.2036.5064.2079.60105.60
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
Unified GrobgewindeUNC
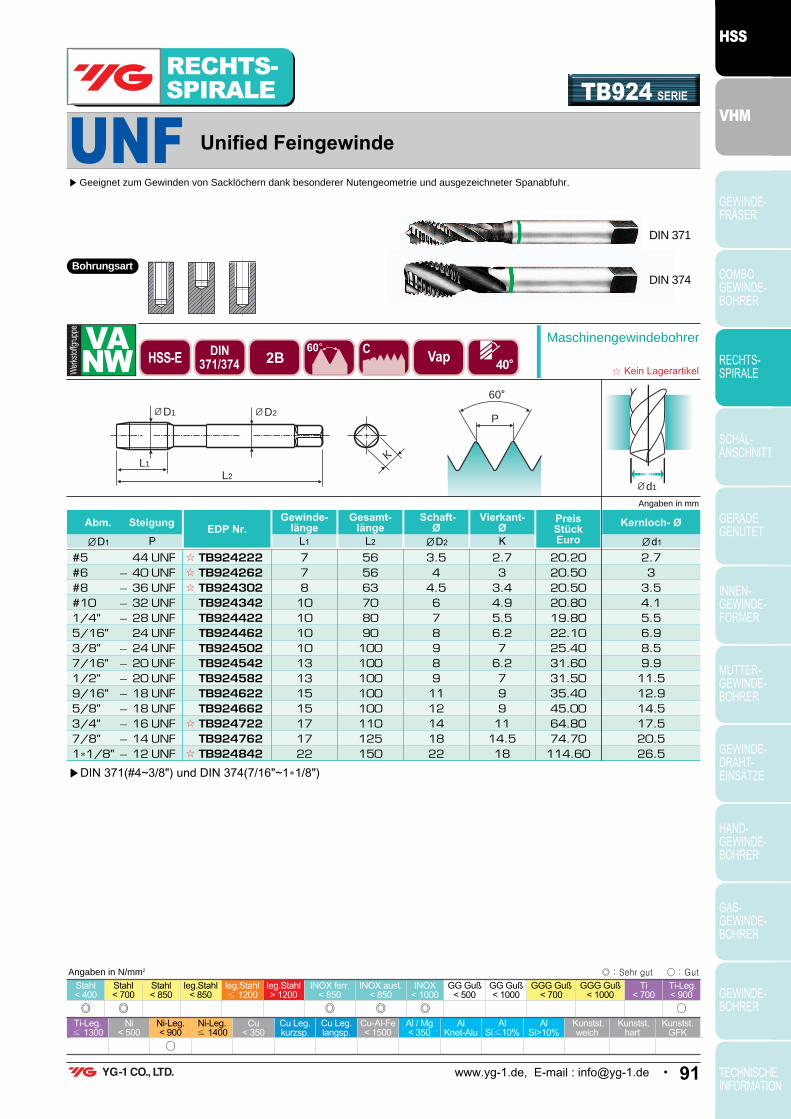
RECHTS-SPIRALE
www.yg-1.de, E-mail : [email protected] • 91
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB924 SERIE
HSS-E DIN371/374 2B
60。 CVap
#5#6#8#101/4"5/16"3/8"7/16"1/2"9/16"5/8"3/4"7/8"1*1/8"
-
-
-
-
-
-
-
-
-
-
-
-
44 UNF40 UNF36 UNF32 UNF28 UNF24 UNF24 UNF20 UNF20 UNF18 UNF18 UNF16 UNF14 UNF12 UNF
2.73
3.54.15.56.98.59.911.512.914.517.520.526.5
TB924222TB924262TB924302TB924342TB924422TB924462TB924502TB924542TB924582TB924622TB924662TB924722TB924762TB924842
☆
☆
☆
☆
☆
7781010101013131515171722
565663708090100100100100100110125150
3.54
4.56789891112141822
2.73
3.44.95.56.27
6.279911
14.518
Angaben in mm
▶DIN 371(#4~3/8") und DIN 374(7/16"~1*1/8")
Bohrungsart
DIN 371
DIN 374
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
20.2020.5020.5020.8019.8022.1025.4031.6031.5035.4045.0064.8074.70114.60
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
Unified FeingewindeUNF

RECHTS-SPIRALE
92 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
HSS-E DIN2182/2183
55。 Cblank
W1/8"W5/32"W3/16"W7/32"W1/4"W5/16"W3/8"W7/16"W1/2"W9/16"W5/8"W3/4"W7/8"W1"W1*1/8"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
403224242018161412121110987
2.53.13.64.45.16.57.99.310.512
13.516.519.25
2224.75
TC134200TC134280TC134320TC134360TC134400TC134440TC134480TC134520TC134560TC134600TC134640TC134700TC134740TC134780TC134820
☆
☆
7710101314161720202225273035
566370808090100100110110110125140160180
3.54.56678989111214182022
2.73.44.94.95.56.27
6.279911
14.51618
Angaben in mm
▶DIN 2182(W1/8"~W3/8") und DIN 2183(W7/16"~W1*1/8")
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
9.609.6010.0010.0010.0012.9015.5020.9020.9028.0031.7055.8069.2087.80122.80
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ○ ○
○ ○ ○ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
TC134 SERIE
Whitworth GewindeBSW
Bohrungsart
DIN 2182
DIN 2183
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.

SCHÄL-ANSCHNITT
Being the best through innovationHSS
Für Durchgangslöcher. HSS-E, HSS-PM

PROGRAMM
94 • www.yg-1.de, E-mail : [email protected]
GEWINDEBOHRER mit SchälanschnittFür Durchgangsgewinde. HSS-E, HSS-PM
SCHÄLANSCHNITT
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-PM
HSS-E
HSS-E
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
HSS-PM
M
M
M
M
M
M
M
M
M
M
M
M
M
M-Az
GS
GS
GS
GS
GS
VG
VG
VG
VA
HR
HR
VA NW
VA NW
Ti
DIN 352
DIN 371
DIN 376
DIN 371
DIN 376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2X/6HX
ISO 2X/6HX
ISO 2/6H
TC122
TC127
TC227
TD127
TD227
TQ863
TC422
TY422
TQ853
TC283
TY283
TB623
TCH23
TZ293
B
B
B
B
B
B
B
B
B
B
B
B
B
B
blank
blank
blank
TiN
TiN
Vap
blank
TiAlN
Vap
blank
TiAlN
Vap
Hirdslick
TiAlN
96
97
98
99
100
101
102
103
104
105
106
107
108
109
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite

Maschinengewindebohrer
www.yg-1.de, E-mail : [email protected] • 95
SCHÄLANSCHNITT
HSS-PM
HSS-PM
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M-Az
MF
MF
MF
UNC
UNC
UNC
UNF
UNF
BSW
Ti Ni
Ti Ni
Ni
Al
GS
GS
VG
GS
VG
VA NW
GS
VG
GS
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 374
DIN 374
DIN 374
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/374
DIN 371/374
DIN 2182/2183
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
ISO 2/6H
2B
2B
2B
2B
2B
-
TQ873
TR873
TZ923
TC622
TC222
TD222
TD263
TC214
TC244
TB264
TC234
TC254
TC224
B
B
B
B
B
B
B
B
B
B
B
B
B
Vap
blank
TiAlN
blank
blank
TiN
TiN
blank
blank
Vap
blank
blank
blank
110
111
112
113
114
116
117
118
119
120
121
122
123
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite

SCHÄL-ANSCHNITT
96 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC122 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN352 6H
60。 Bblank
M2M2.5M3M4M5M6M8M10M12M14M16
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.811.251.51.7522
1.62.052.53.34.25
6.88.5
10.21214
TC122136TC122176TC122206TC122246TC122286TC122316TC122366TC122426TC122506TC122546TC122606
☆
☆
89111316182022242627
3640404552566370808080
2.82.83.54.5666791112
2.12.12.73.44.94.94.95.5799
Angaben in mm
Bohrungsart DIN 371
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
10.208.005.705.706.006.108.0010.4013.5018.2023.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
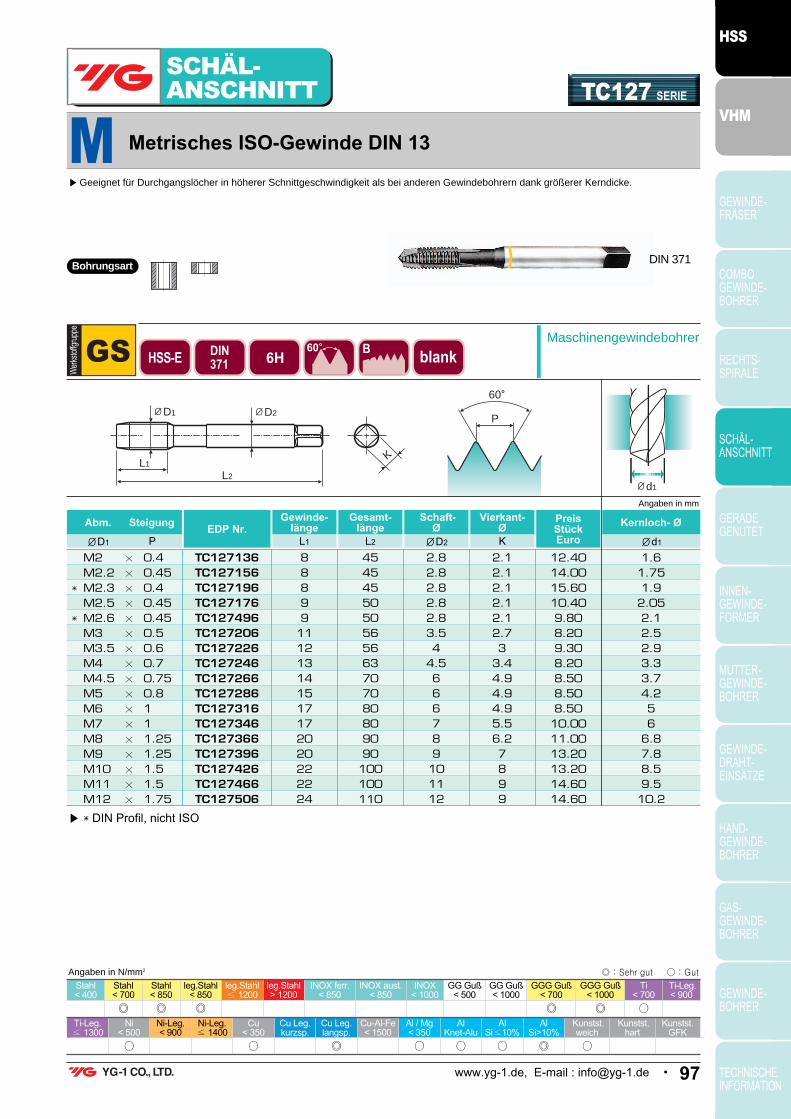
SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 97
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC127 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371 6H
60。 Bblank
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.2
TC127136TC127156TC127196TC127176TC127496TC127206TC127226TC127246TC127266TC127286TC127316TC127346TC127366TC127396TC127426TC127466TC127506
88899111213141517172020222224
4545455050565663707080809090100100110
2.82.82.82.82.83.54
4.5666789101112
2.12.12.12.12.12.73
3.44.94.94.95.56.27899
Angaben in mm
▶ DIN Profil, nicht ISO
Bohrungsart DIN 371
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
12.4014.0015.6010.409.808.209.308.208.508.508.5010.0011.0013.2013.2014.6014.60
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
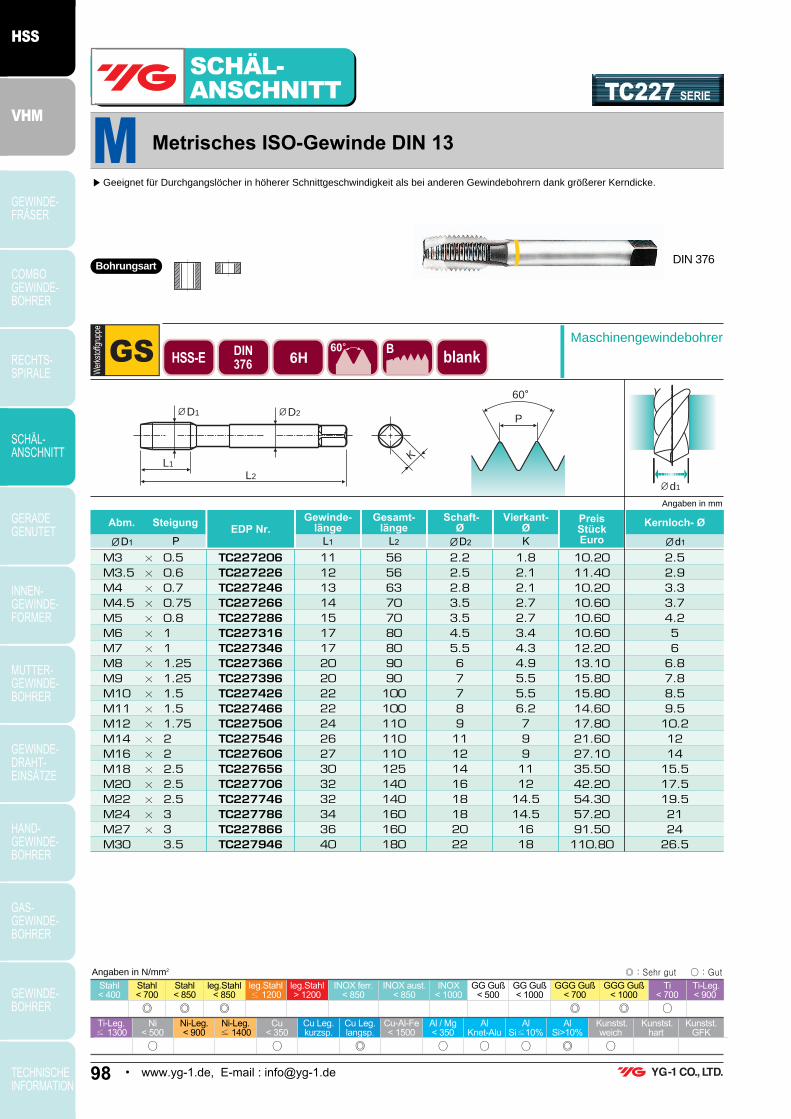
TC227 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN376 6H
60。 Bblank
M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
2.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TC227206TC227226TC227246TC227266TC227286TC227316TC227346TC227366TC227396TC227426TC227466TC227506TC227546TC227606TC227656TC227706TC227746TC227786TC227866TC227946
1112131415171720202222242627303232343640
565663707080809090100100110110110125140140160160180
2.22.52.83.53.54.55.5677891112141618182022
1.82.12.12.72.73.44.34.95.55.56.27991112
14.514.51618
Angaben in mm
Bohrungsart DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
10.2011.4010.2010.6010.6010.6012.2013.1015.8015.8014.6017.8021.6027.1035.5042.2054.3057.2091.50110.80
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
SCHÄL-ANSCHNITT
98 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 99
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTD127 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371 6H
60。 BTiN
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.2
TD127136TD127156TD127196TD127176TD127496TD127206TD127226TD127246TD127266TD127286TD127316TD127346TD127366TD127396TD127426TD127466TD127506
☆
☆
☆
☆
☆
☆
☆
88899111213141517172020222224
4545455050565663707080809090100100110
2.82.82.82.82.83.54
4.5666789101112
2.12.12.12.12.12.73
3.44.94.94.95.56.27899
Angaben in mm
▶ DIN Profil, nicht ISO
Bohrungsart DIN 371
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
15.1016.6018.4013.1012.6011.2012.3011.2011.5011.5011.5013.6015.8018.4019.0021.1022.10
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
100 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTD227 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN376 6H
60。 BTiN
M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
2.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TD227206TD227226TD227246TD227266TD227286TD227316TD227346TD227366TD227396TD227426TD227466TD227506TD227546TD227606TD227656TD227706TD227746TD227786TD227866TD227946
☆
☆
☆
☆
☆
☆
1112131415171720202222242627303232343640
565663707080809090100100110110110125140140160160180
2.22.52.83.53.54.55.5677891112141618182022
1.82.12.12.72.73.44.34.95.55.56.27991112
14.514.51618
Angaben in mm
Bohrungsart DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
13.2014.4013.2013.6013.6013.6015.9017.9021.0021.6024.2025.2030.4036.4047.4056.6082.2077.00115.70141.70
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 101
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTQ863 SERIE
HSS-PM DIN371/376 6H
60。 BVap
M2M2.2M2.5M3M3.5M4M4.5M5M6M8M10M12
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.450.50.60.70.750.811.251.51.75
1.61.752.052.52.93.33.74.25
6.88.5
10.2
TQ863136TQ863156TQ863176TQ863206TQ863226TQ863246TQ863266TQ863286TQ863316TQ863366TQ863426TQ863506
☆
☆
☆
☆
889
111213141517202224
45455056566370708090
100110
2.82.82.83.54
4.56668109
2.12.12.12.73
3.44.94.94.96.287
Angaben in mm
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke und bestemWerkstoff.
Metrisches ISO-Gewinde DIN 13M
15.3017.1012.6010.2011.5010.5011.2011.2011.3015.5019.6027.20
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
▶DIN 371(M2~M10) und DIN 376(M12)
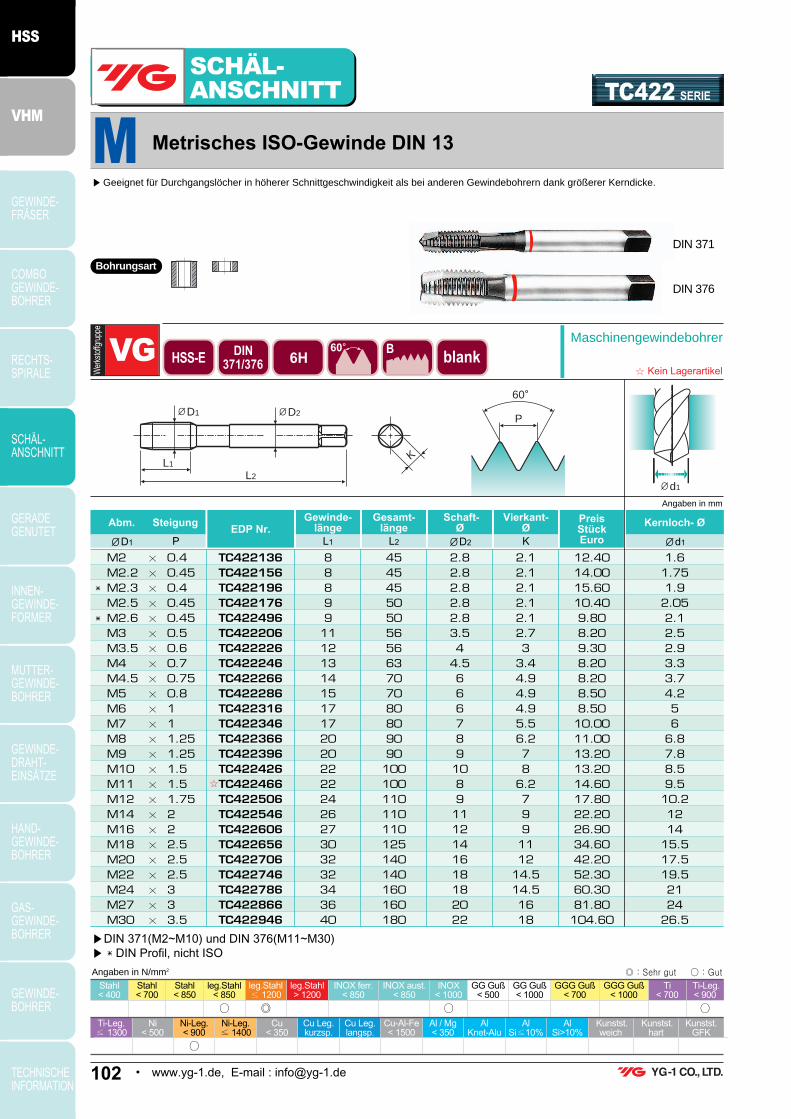
SCHÄL-ANSCHNITT
102 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC422 SERIE
HSS-E DIN371/376 6H
60。 Bblank
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TC422136TC422156TC422196TC422176TC422496TC422206TC422226TC422246TC422266TC422286TC422316TC422346TC422366TC422396TC422426TC422466TC422506TC422546TC422606TC422656TC422706TC422746TC422786TC422866TC422946
☆
888991112131415171720202222242627303232343640
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
Metrisches ISO-Gewinde DIN 13M
12.4014.0015.6010.409.808.209.308.208.208.508.5010.0011.0013.2013.2014.6017.8022.2026.9034.6042.2052.3060.3081.80104.60
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 103
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTY422 SERIE
HSS-E DIN371/376 6H
60。 BTiAlN
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.811.251.251.51.51.75222.52.52.5333.5
1.61.751.9
2.052.12.52.93.33.74.25
6.87.88.59.5
10.21214
15.517.519.52124
26.5
TY422136TY422156TY422196TY422176TY422496TY422206TY422226TY422246TY422266TY422286TY422316TY422366TY422396TY422426TY422466TY422506TY422546TY422606TY422656TY422706TY422746TY422786TY422866TY422946
☆
☆
☆
☆
☆
☆
☆
☆
88899
11121314151720202222242627303232343640
45454550505656637070809090
100100110110110125140140160160180
2.82.82.82.82.83.54
4.56668910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.96.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
Metrisches ISO-Gewinde DIN 13M
17.7019.2020.9015.6013.5013.5014.5013.5013.5013.7014.5020.7023.2024.2025.8030.0034.9040.3053.5072.2082.60103.10133.40167.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
104 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTQ853 SERIE
HSS-PM DIN371/376 6H
60。 BVap
M2M2.2M2.5M3M3.5M4M5M6M8M10M12
×
×
×
×
×
×
×
×
×
×
×
0.40.450.450.50.60.70.811.251.51.75
1.61.752.052.52.93.34.25
6.88.510.2
TQ853136TQ853156TQ853176TQ853206TQ853226TQ853246TQ853286TQ853316TQ853366TQ853426TQ853506
☆
8891112131517202224
454550565663708090
100110
2.82.82.83.54
4.5668109
2.12.12.12.73
3.44.94.96.287
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M12)
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke und bestemWerkstoff.
Metrisches ISO-Gewinde DIN 13M
15.4017.2012.9010.2011.6010.5011.3011.4015.5019.7027.20
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 105
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC283 SERIE
HSS-E DIN371/376 6H
60。 Bblank
M2M2.2M2.5M3M4M5M6M8M10M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.450.50.70.811.251.51.75222.52.52.5333.5
1.61.752.052.53.34.25
6.88.5
10.21214
15.517.519.52124
26.5
TC283136TC283156TC283176TC283206TC283246TC283286TC283316TC283366TC283426TC283506TC283546TC283606TC283656TC283706TC283746TC283786TC283866TC283946
☆
☆
889
111315172022242627303232343640
4545505663708090
100110110110125140140160160180
2.82.82.83.54.56681091112141618182022
2.12.12.12.73.44.94.96.287991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
Metrisches ISO-Gewinde DIN 13M
14.3016.0011.809.509.509.809.8012.6015.2020.5024.8031.1041.2049.1060.9066.3095.30121.80
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ◎ ○
○ ◎ ○
○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
106 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTY283 SERIE
HSS-E DIN371/376 6H
60。 BTiAlN
M2M2.2M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M12M14M16M18M20M22M24
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.450.450.50.60.70.750.8111.251.251.51.75222.52.52.53
1.61.752.052.12.52.93.33.74.256
6.87.88.510.21214
15.517.519.521
TY283136TY283156TY283176TY283496TY283206TY283226TY283246TY283266TY283286TY283316TY283346TY283366TY283396TY283426TY283506TY283546TY283606TY283656TY283706TY283746TY283786
☆
☆
☆
☆
☆
☆
88991112131415171720202224262730323234
45455050565663707080809090
100110110110125140140160
2.82.82.82.83.54
4.5666789109111214161818
2.12.12.12.12.73
3.44.94.94.95.56.278799
1112
14.514.5
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
Metrisches ISO-Gewinde DIN 13M
19.4022.1018.0016.6015.6015.9015.6015.0015.9015.8023.3022.4026.9026.2032.7039.8044.5063.4079.1096.60109.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ◎ ○
○ ◎ ○
○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 107
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB623 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6HX
60。 BVap
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TB623136TB623156TB623196TB623176TB623496TB623206TB623226TB623246TB623266TB623286TB623316TB623346TB623366TB623396TB623426TB623466TB623506TB623546TB623606TB623656TB623706TB623746TB623786TB623866TB623946
888991112131415171720202222242627303232343640
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
14.4016.1018.2012.0011.309.5010.709.509.809.809.8012.6012.6015.3015.3020.3020.3024.7031.1040.7048.5060.2065.5094.20120.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2

SCHÄL-ANSCHNITT
108 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTCH23 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6HX
60。 BHardslick
M2M2.5M3M3.5M4M4.5M5M6M8M10M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.60.70.750.811.251.51.75222.52.52.5333.5
1.62.052.52.93.33.74.25
6.88.510.21214
15.517.519.52124
26.5
TCH23136TCH23176TCH23206TCH23226TCH23246TCH23266TCH23286TCH23316TCH23366TCH23426TCH23506TCH23546TCH23606TCH23656TCH23706TCH23746TCH23786TCH23866TCH23946☆
☆
891112131415172022242627303232343640
455056566370708090100110110110125140140160160180
2.82.83.54
4.566681091112141618182022
2.12.12.73
3.44.94.94.96.287991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
19.6017.2014.6015.9014.6015.1015.1015.9022.4026.3032.5037.6044.4059.6078.5090.50108.30145.80182.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 109
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTZ293 SERIE
Metrisches ISO-Gewinde DIN 13M-Az
HSS-PM DIN371/376 6H
60。 BTiAlN
M3M4M5M6M8M12M20M30
×
×
×
×
×
×
×
×
0.50.70.811.251.752.53.5
2.53.34.25
6.810.217.526.5
TZ293206TZ293246TZ293286TZ293316TZ293366TZ293506TZ293706TZ293946
1113151720243240
5663708090110140180
3.54.566891622
2.73.44.94.96.271218
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Gewindebohrer mit ausgesetzten Zahnen um die Kontaktzone mit dem Werkstuck und das Drehmoment zu minimieren und dem Spanmehr Raum zu geben.
19.0019.2019.9020.9029.8045.60117.60282.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
○ ○ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2

SCHÄL-ANSCHNITT
110 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTQ873 SERIE
HSS-PM DIN371/376 6H
60。 BVap
M2M2.5M3M4M5M6M8M10M12
×
×
×
×
×
×
×
×
×
0.40.450.50.70.811.251.51.75
1.62.052.53.34.25
6.88.510.2
TQ873136TQ873176TQ873206TQ873246TQ873286TQ873316TQ873366TQ873426TQ873506
8911131517202224
45505663708090
100110
2.82.83.54.5668109
2.12.12.73.44.94.96.287
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M12)
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke und bestemWerkstoff.
Metrisches ISO-Gewinde DIN 13M
17.0014.1011.2011.5012.2012.4016.6021.1029.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎ ◎ ◎ ○
◎ ◎ ○ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 111
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTR873 SERIE
HSS-PM DIN371/376 6H
60。 Bblank
M2M2.5M3M4M5M6M8M10M12
×
×
×
×
×
×
×
×
×
0.40.450.50.70.811.251.51.75
1.62.052.53.34.25
6.88.5
10.2
TR873136TR873176TR873206TR873246TR873286TR873316TR873366TR873426TR873506
☆
89
11131517202224
45505663708090
100110
2.82.83.54.5668109
2.12.12.73.44.94.96.287
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M12)
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke und bestemWerkstoff.
Metrisches ISO-Gewinde DIN 13M
17.0014.1011.2011.5012.2012.4016.6021.1029.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎ ◎ ◎ ○
◎ ◎ ○ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
112 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTZ923 SERIE
HSS-PM DIN371/376 6H
60。 BTiAlN
M2M2.5M3M4M5M6M8M10M12M14M16M20M24
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.811.251.51.75222.53
1.62.052.53.34.25
6.88.510.21214
17.521
TZ923136TZ923176TZ923206TZ923246TZ923286TZ923316TZ923366TZ923426TZ923506TZ923546TZ923606TZ923706TZ923786
☆
☆
☆
891113151720222426273234
45505663708090
100110110110140160
2.82.83.54.566810911121618
2.12.12.73.44.94.96.28799
1214.5
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Zum Gewindeschneiden von Nickellegierungen und hitzefesten Legierungsstählen, die in der Luftfahrtindustrie und chemischen Industrieverwendet werden.
Metrisches ISO-Gewinde DIN 13M
23.1020.2017.4017.6018.4019.4028.0033.7042.8051.8061.90111.00157.20
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ◎ ◎ ○
◎ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
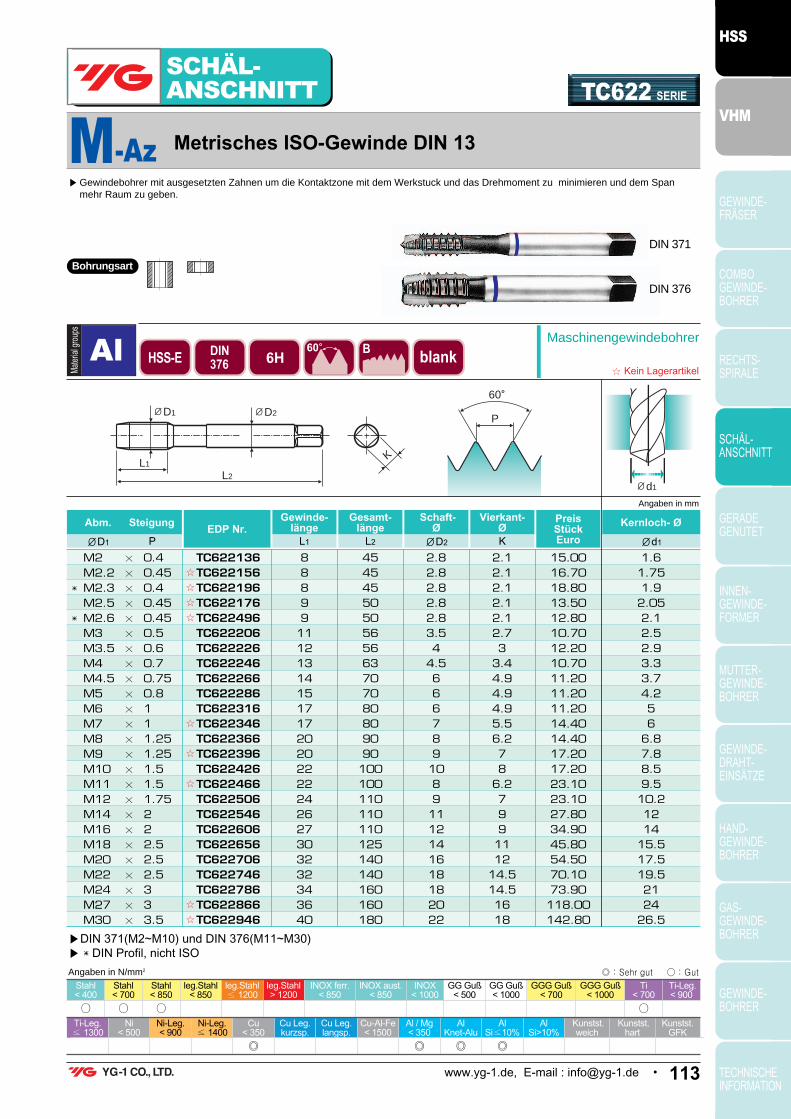
SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 113
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
HSS-E DIN376 6H
60。 Bblank
Angaben in mm
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
○
◎ ◎ ◎ ◎
○ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
TC622 SERIE
Metrisches ISO-Gewinde DIN 13M-Az
Bohrungsart
DIN 371
DIN 376
▶Gewindebohrer mit ausgesetzten Zahnen um die Kontaktzone mit dem Werkstuck und das Drehmoment zu minimieren und dem Spanmehr Raum zu geben.
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.92.052.12.52.93.33.74.256
6.87.88.59.510.21214
15.517.519.52124
26.5
TC622136TC622156TC622196TC622176TC622496TC622206TC622226TC622246TC622266TC622286TC622316TC622346TC622366TC622396TC622426TC622466TC622506TC622546TC622606TC622656TC622706TC622746TC622786TC622866TC622946
☆
☆
☆
☆
☆
☆
☆
☆
☆
888991112131415171720202222242627303232343640
4545455050565663707080809090100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.27991112
14.514.51618
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
15.0016.7018.8013.5012.8010.7012.2010.7011.2011.2011.2014.4014.4017.2017.2023.1023.1027.8034.9045.8054.5070.1073.90118.00142.80
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1

SCHÄL-ANSCHNITT
114 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC222 SERIE
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6H
60。 Bblank
M4M5M6M6M7M8M8M8M10M10M10M12M12M12M14M14M14
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.50.750.50.7510.750.51.2510.751.51.2511.51.251
3.54.55.25.56.27
7.27.58.89
9.210.510.811
12.512.813
TD222256TD222296TD222326TD222336TD222356TD222376TD222386TD222936TD222436TD222446TD222456TD222516TD222526TD222536TD222556TD222566TD222576
1011131314171414221818222218222218
6370808080908080
1009090
100100100100100100
2.83.54.54.55.5666777999111111
2.12.73.43.44.34.94.94.95.55.55.5777999
Angaben in mm
Bohrungsart DIN 374
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
14.1014.4014.1014.4021.0015.4016.4019.0018.8018.1022.8020.2022.0021.0024.7026.7026.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
▶Weitere Abmessungen auf der folgenden Seite.

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 115
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
M16M16M18M18M20M20M22M22M24M24M26M27M27M28M30M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
1.511.511.511.5121.51.521.51.521.5
14.515
16.517
18.519
20.52122
22.524.525
25.526.528
28.5
TC222616TC222626TC222676TC222686TC222726TC222736TC222766TC222776TC222796TC222806TC222856TC222876TC222886TC222916TC222966TC222976
22182520252025202727282828283030
100100110110125125125125140140140140140140150150
12121414161618181818182020202222
9911111212
14.514.514.514.514.51616161818
Angaben in mm
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
31.5034.0040.8044.9045.3048.7052.2065.3064.2061.0078.2087.5086.8088.60103.00100.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
TC222 SERIE
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6H
60。 Bblank
Bohrungsart DIN 374
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
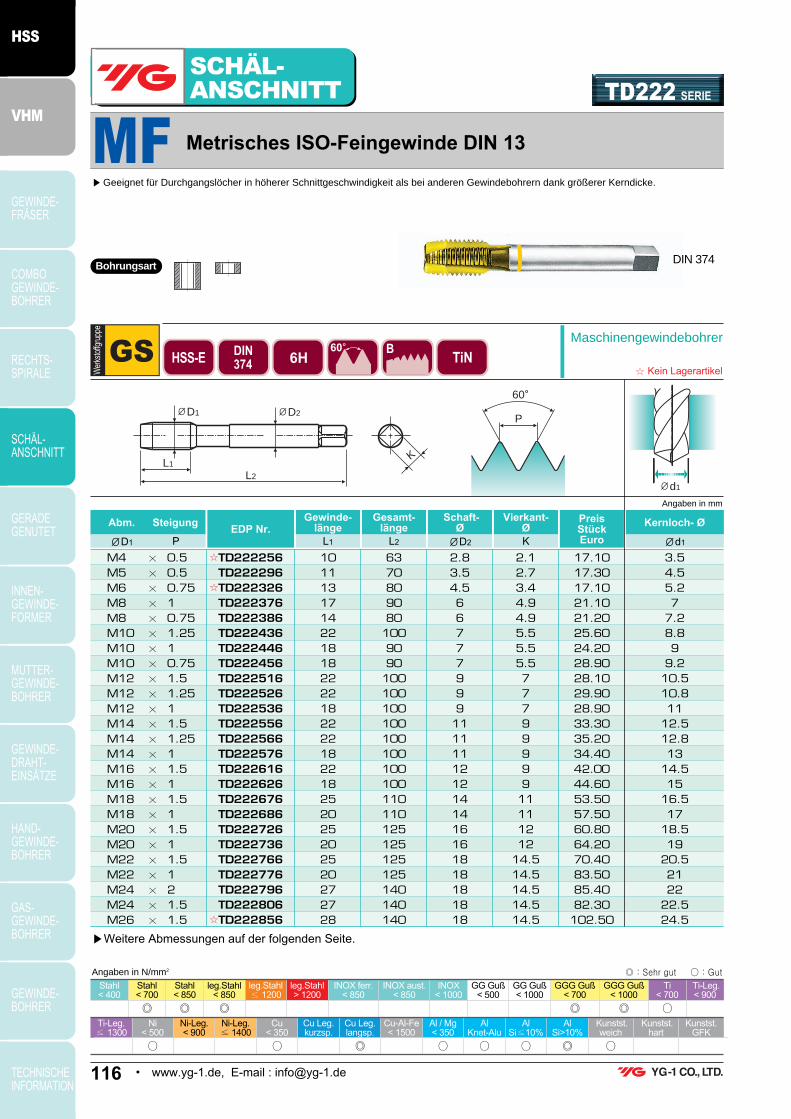
TD222 SERIE
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6H
60。 BTiN
M4M5M6M8M8M10M10M10M12M12M12M14M14M14M16M16M18M18M20M20M22M22M24M24M26
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.50.7510.751.2510.751.51.2511.51.2511.511.511.511.5121.51.5
3.54.55.27
7.28.89
9.210.510.811
12.512.813
14.515
16.517
18.519
20.52122
22.524.5
TD222256TD222296TD222326TD222376TD222386TD222436TD222446TD222456TD222516TD222526TD222536TD222556TD222566TD222576TD222616TD222626TD222676TD222686TD222726TD222736TD222766TD222776TD222796TD222806TD222856
☆
☆
☆
10111317142218182222182222182218252025202520272728
63708090801009090100100100100100100100100110110125125125125140140140
2.83.54.5667779991111111212141416161818181818
2.12.73.44.94.95.55.55.57779999911111212
14.514.514.514.514.5
Angaben in mm
Bohrungsart DIN 374
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
17.1017.3017.1021.1021.2025.6024.2028.9028.1029.9028.9033.3035.2034.4042.0044.6053.5057.5060.8064.2070.4083.5085.4082.30102.50
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
SCHÄL-ANSCHNITT
116 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
▶Weitere Abmessungen auf der folgenden Seite.
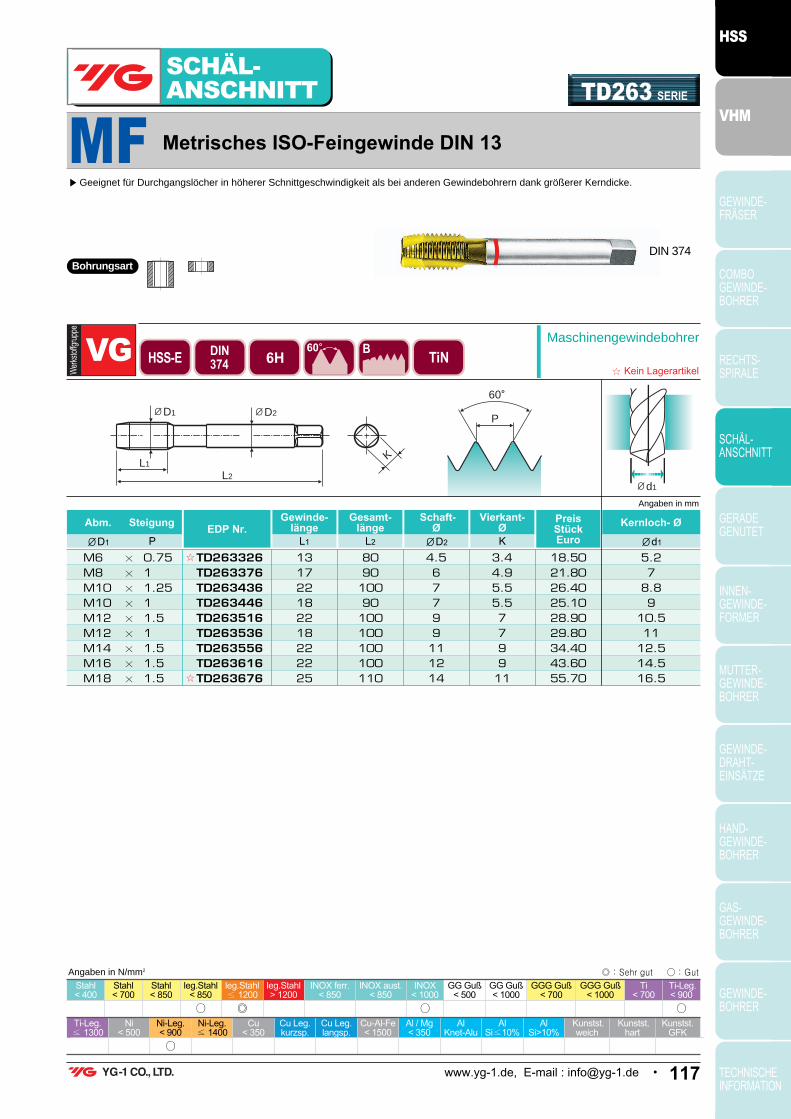
SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 117
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
TD263 SERIE
HSS-E DIN374 6H
60。 BTiN
M6M8M10M10M12M12M14M16M18
×
×
×
×
×
×
×
×
×
0.7511.2511.511.51.51.5
5.27
8.89
10.511
12.514.516.5
TD263326TD263376TD263436TD263446TD263516TD263536TD263556TD263616TD263676
☆
☆
131722182218222225
8090
10090
100100100100110
4.567799111214
3.44.95.55.5779911
Angaben in mm
BohrungsartDIN 374
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
Metrisches ISO-Feingewinde DIN 13MF
18.5021.8026.4025.1028.9029.8034.4043.6055.70
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
☆ Kein Lagerartikel

SCHÄL-ANSCHNITT
118 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
HSS-E DIN371/376 2B
60。 Bblank
#4#5#6#8#10#121/4"5/16"3/8"7/16"1/2"9/16"5/8"3/4"7/8"1"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
40 UNC40 UNC32 UNC32 UNC24 UNC24 UNC20 UNC18 UNC16 UNC14 UNC13 UNC12 UNC11 UNC10 UNC9 UNC8 UNC
2.32.62.853.53.94.55.26.68
9.410.7512.2513.516.519.5
22.25
TC214162TC214202TC214242TC214282TC214322TC214362TC214402TC214442TC214482TC214522TC214562TC214602TC214642TC214702TC214742TC214782
☆
11111213151617202222252627303236
5656566370808090
100100110110110125140160
3.53.54
4.566789891112141820
2.72.73
3.44.94.95.56.27
6.2799
1114.516
Angaben in mm
▶DIN 371(#4~3/8") und DIN 376(7/16"~1 1/8")
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
12.009.5010.709.509.809.809.8012.6015.2020.5020.5024.8031.1048.5060.1083.90
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
☆ Kein Lagerartikel
TC214 SERIE
Unified GrobgewindeUNC
Bohrungsart
DIN 371
DIN 376
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.
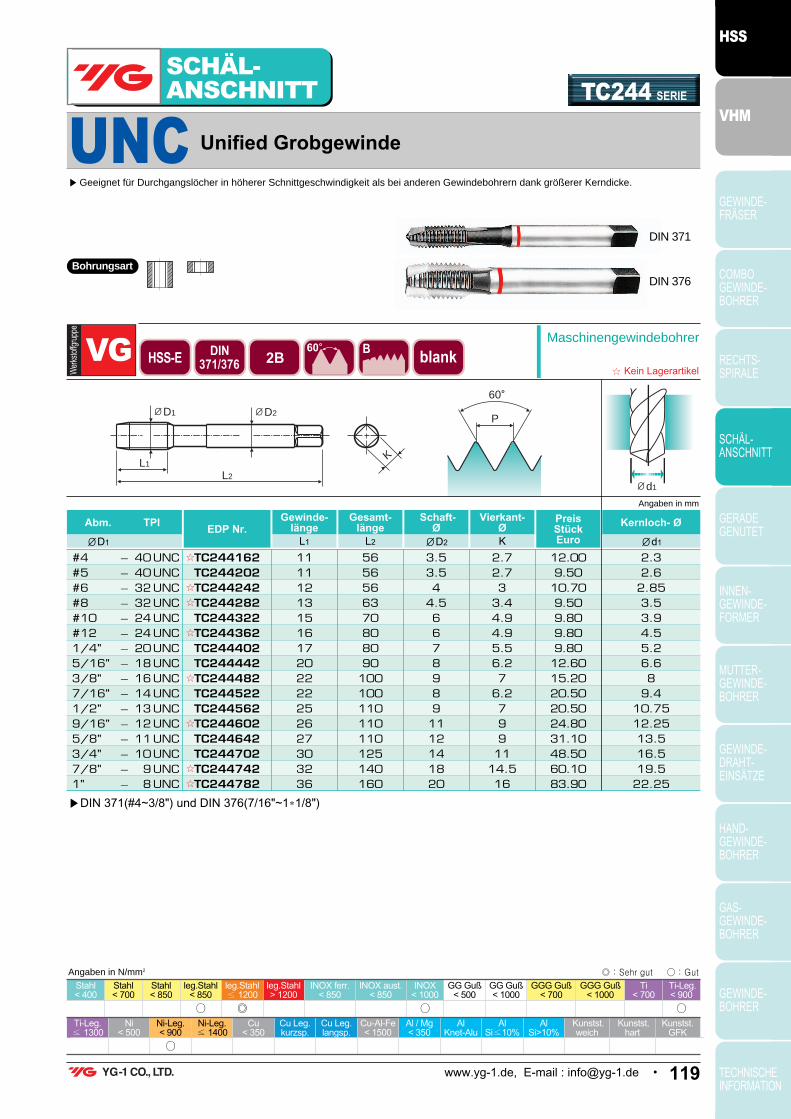
SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 119
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
HSS-E DIN371/376 2B
60。 Bblank
#4#5#6#8#10#121/4"5/16"3/8"7/16"1/2"9/16"5/8"3/4"7/8"1"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
40UNC40UNC32UNC32UNC24UNC24UNC20UNC18UNC16UNC14UNC13UNC12UNC11UNC10UNC9UNC8UNC
2.32.6
2.853.53.94.55.26.68
9.410.7512.2513.516.519.522.25
TC244162TC244202TC244242TC244282TC244322TC244362TC244402TC244442TC244482TC244522TC244562TC244602TC244642TC244702TC244742TC244782
☆
☆
☆
☆
☆
☆
☆
☆
11111213151617202222252627303236
5656566370808090
100100110110110125140160
3.53.54
4.566789891112141820
2.72.73
3.44.94.95.56.27
6.279911
14.516
Angaben in mm
▶DIN 371(#4~3/8") und DIN 376(7/16"~1*1/8")
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
12.009.5010.709.509.809.809.8012.6015.2020.5020.5024.8031.1048.5060.1083.90
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
☆ Kein Lagerartikel
TC244 SERIE
Unified GrobgewindeUNC
Bohrungsart
DIN 371
DIN 376
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.

SCHÄL-ANSCHNITT
120 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
◎
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
HSS-E DIN371/376 2B
60。 BVap
#4#5#6#8#10#121/4"5/16"3/8"7/16"1/2"9/16"5/8"3/4"7/8"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
40UNC40UNC32UNC32UNC24UNC24UNC20UNC18UNC16UNC14UNC13UNC12UNC11UNC10UNC9UNC
2.32.62.853.53.94.55.26.68
9.410.7512.2513.516.519.5
TB264162TB264202TB264242TB264282TB264322TB264362TB264402TB264442TB264482TB264522TB264562TB264602TB264642TB264702TB264742
☆ 111112131516172022222526273032
5656566370808090
100100110110110125140
3.53.54
4.5667898911121418
2.72.73
3.44.94.95.56.27
6.2799
1114.5
Angaben in mm
▶DIN 371(#4~3/8") und DIN 376(7/16"~1*1/8")
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
13.7010.9012.3010.9011.2011.2011.2014.5017.5023.6023.6028.5035.8055.8069.20
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
☆ Kein Lagerartikel
TB264 SERIE
Unified GrobgewindeUNC
Bohrungsart
DIN 371
DIN 376
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 121
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
HSS-E DIN371/374 2B
60。 Bblank
#4#5#6#8#10#121/4"5/16"3/8"7/16"1/2"9/16"5/8"3/4"7/8"1"1*1/8"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
48 UNF44 UNF40 UNF36 UNF32 UNF28 UNF28 UNF24 UNF24 UNF20 UNF20 UNF18 UNF18 UNF16 UNF14 UNF12 UNF12 UNF
2.42.73
3.54.14.75.56.98.59.911.512.914.517.520.523.2526.5
TC234182TC234222TC234262TC234302TC234342TC234382TC234422TC234462TC234502TC234542TC234582TC234622TC234662TC234722TC234762TC234802TC234842
☆
☆
☆
☆
☆
☆
☆
☆
1111121313161717182222222225262830
5656566370808090100100100100100110125140150
3.53.54
4.56678989111214182022
2.72.73
3.44.94.95.56.27
6.279911
14.51618
Angaben in mm
▶DIN 371(#4~3/8") und DIN 374(7/16"~1*1/8")
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
23.4018.7018.7018.7019.0018.7018.7020.4023.9029.1029.1032.7041.6059.8069.1088.60105.90
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
☆ Kein Lagerartikel
TC234 SERIE
Unified FeingewindeUNF
Bohrungsart
DIN 371
DIN 374
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.

○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
SCHÄL-ANSCHNITT
122 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
HSS-E DIN371/374 2B
60。 Bblank
#4#5#6#8#10#121/4"5/16"3/8"7/16"1/2 "9/16"5/8"3/4"7/8"1"1*1/8"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
48 UNF44 UNF40 UNF36 UNF32 UNF28 UNF28 UNF24 UNF24 UNF20 UNF20 UNF18 UNF18 UNF16 UNF14 UNF12 UNF12 UNF
2.42.73
3.54.14.75.56.98.59.911.512.914.517.520.523.2526.5
TC254182TC254222TC254262TC254302TC254342TC254382TC254422TC254462TC254502TC254542TC254582TC254622TC254662TC254722TC254762TC254802TC254842
☆
☆
☆
☆
1111121313161717182222222225262830
5656566370808090100100100100100110125140150
3.53.54
4.56678989111214182022
2.72.73
3.44.94.95.56.27
6.279911
14.51618
Angaben in mm
▶DIN 371(#4~3/8") und DIN 374(7/16"~1*1/8")
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
23.4018.7018.7018.7019.0018.7018.7020.4023.9029.1029.1032.7041.6059.8069.1088.60105.90
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
☆ Kein Lagerartikel
TC254 SERIE
Unified FeingewindeUNF
Bohrungsart
DIN 371
DIN 374
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.

SCHÄL-ANSCHNITT
www.yg-1.de, E-mail : [email protected] • 123
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
HSS-E DIN2182/2183
55。 Bblank
W1/8"W5/32"W3/16"W7/32"W1/4"W5/16"W3/8"W7/16"W1/2"W9/16"W5/8"W3/4"W7/8"W1"W1*1/8"
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
403224242018161412121110987
2.53.13.64.45.16.57.99.310.512
13.516.519.25
2224.75
TC224200TC224280TC224320TC224360TC224400TC224440TC224480TC224520TC224560TC224600TC224640TC224700TC224740TC224780TC224820
☆
☆
☆
111315161720222225262730323640
566370808090100100110110110125140160180
3.54.56678989111214182022
2.73.44.94.95.56.27
6.279911
14.51618
Angaben in mm
▶DIN 2182(W1/8"~W3/8") und DIN 2183(W7/16"~W1*1/8")
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
9.509.509.809.809.8012.6015.2020.5020.5024.8031.1048.5060.1083.90117.40
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
☆ Kein Lagerartikel
TC224 SERIE
Whitworth GewindeBSW
Bohrungsart
DIN 2182
DIN 2183
▶Geeignet für Durchgangslöcher in höherer Schnittgeschwindigkeit als bei anderen Gewindebohrern dank größerer Kerndicke.

Global Cutting Tool Leader YG-1

GERADEGENUTET
Being the best through innovationHSS
Für kurzspanende, abrasive Werkstoffe, wie Grauguss, Messing, u.a.
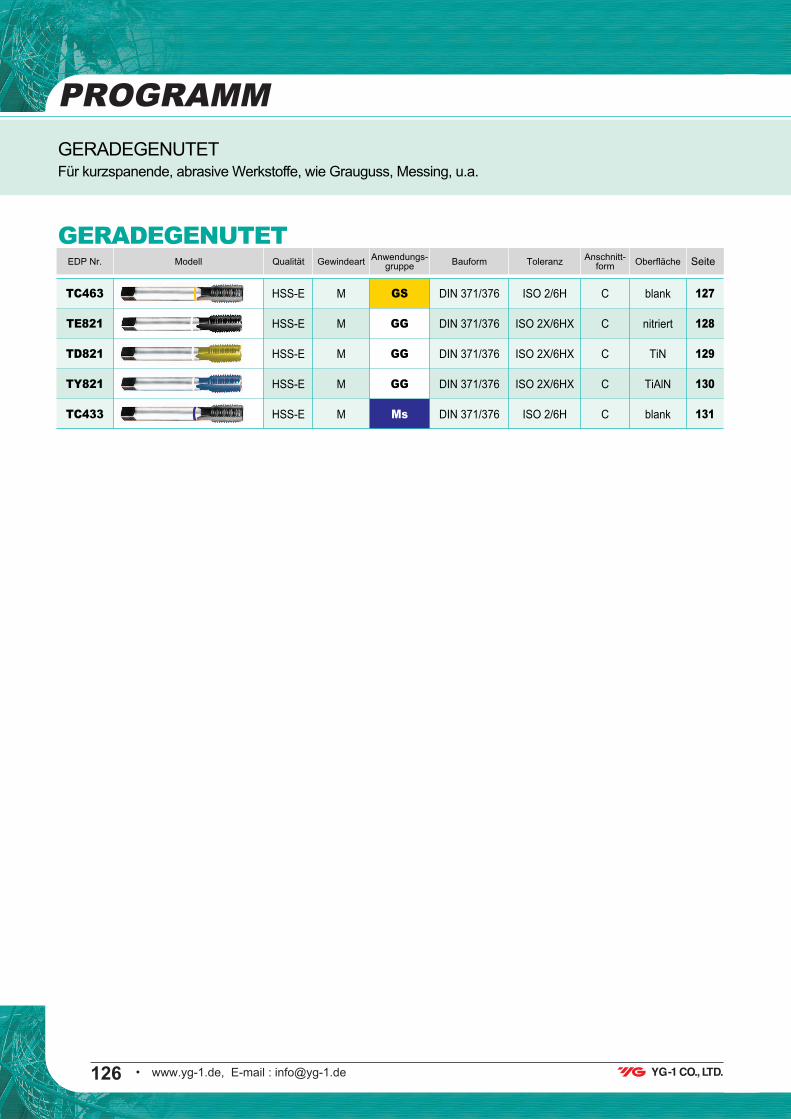
PROGRAMM
126 • www.yg-1.de, E-mail : [email protected]
GERADEGENUTETFür kurzspanende, abrasive Werkstoffe, wie Grauguss, Messing, u.a.
GERADEGENUTET
HSS-E
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M
M
GS
GG
GG
GG
Ms
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
ISO 2/6H
ISO 2X/6HX
ISO 2X/6HX
ISO 2X/6HX
ISO 2/6H
TC463
TE821
TD821
TY821
TC433
C
C
C
C
C
blank
nitriert
TiN
TiAlN
blank
127
128
129
130
131
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
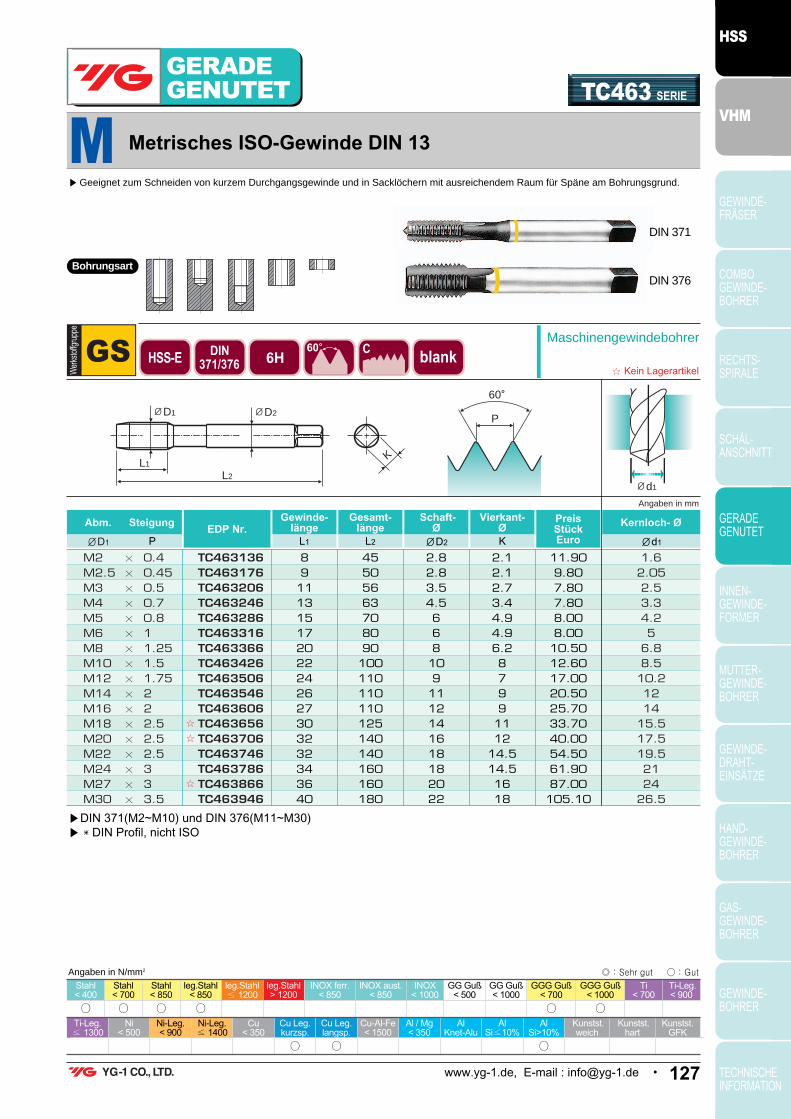
GERADEGENUTET
www.yg-1.de, E-mail : [email protected] • 127
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC463 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 Cblank
M2M2.5M3M4M5M6M8M10M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.811.251.51.75222.52.52.5333.5
1.62.052.53.34.25
6.88.5
10.21214
15.517.519.52124
26.5
TC463136TC463176TC463206TC463246TC463286TC463316TC463366TC463426TC463506TC463546TC463606TC463656TC463706TC463746TC463786TC463866TC463946
☆
☆
☆
89
111315172022242627303232343640
45505663708090
100110110110125140140160160180
2.82.83.54.56681091112141618182022
2.12.12.73.44.94.96.287991112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Schneiden von kurzem Durchgangsgewinde und in Sacklöchern mit ausreichendem Raum für Späne am Bohrungsgrund.
11.909.807.807.808.008.0010.5012.6017.0020.5025.7033.7040.0054.5061.9087.00
105.10
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ○ ○
○ ○ ○ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

GERADEGENUTET
128 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTE821 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6HX
60。 CNI
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.52.5333.5
1.61.751.9
2.052.12.52.93.33.74.256
6.87.88.59.5
10.21214
15.517.519.52124
26.5
TE821136TE821156TE821196TE821176TE821496TE821206TE821226TE821246TE821266TE821286TE821316TE821346TE821366TE821396TE821426TE821466TE821506TE821546TE821606TE821656TE821706TE821746TE821786TE821866TE821946
888991112131415171720202222242627303232343640
4545455050565663707080809090
100100110110110125140140160160180
2.82.82.82.82.83.54
4.566678910891112141618182022
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.2799
1112
14.514.51618
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewindeschneiden von Guss oder ähnlichen Werkstoffen
13.3014.9016.7011.1010.508.7010.008.809.109.109.1010.6011.8014.1014.1019.0018.9023.0029.1037.9045.0061.2069.6097.80
118.30
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
◎ ◎
◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2

GERADEGENUTET
www.yg-1.de, E-mail : [email protected] • 129
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTD821 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6HX
60。 CTiN
M4M4.5M5M6M7M8M9M10M11M12M14M16M18
×
×
×
×
×
×
×
×
×
×
×
×
×
0.70.750.8111.251.251.51.51.75222.5
3.34.255
6.86.88.58.5
10.21214
15.515.5
TD821246TD821266TD821286TD821316TD821346TD821366TD821396TD821426TD821466TD821506TD821546TD821606TD821656
☆
☆
☆
13141517172020222224262730
63707080809090
100100110110110125
4.56667891089111214
3.44.94.94.95.56.278
6.279911
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewindeschneiden von Guss oder ähnlichen Werkstoffen
11.5011.7011.7011.7014.0016.2018.8019.5024.6025.6031.1037.1048.10
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
◎ ◎
◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

GERADEGENUTET
130 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTY821 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6HX
60。 CTiAlN
M2M2.5M3M4M5M6M7M8M10M12M14M16M18M20M24
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.8111.251.51.75222.52.53
1.62.052.53.34.256
6.88.5
10.21214
15.517.521
TY821136TY821176TY821206TY821246TY821286TY821316TY821346TY821366TY821426TY821506TY821546TY821606TY821656TY821706TY821786
☆
8911131517172022242627303234
4550566370808090
100110110110125140160
2.82.83.54.566781091112141618
2.12.12.73.44.94.95.56.28799
1112
14.5
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewindeschneiden von Guss oder ähnlichen Werkstoffen
18.2016.2014.0014.1014.4015.3020.2022.1025.6031.3035.8041.9056.3075.80
113.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
◎ ◎
◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
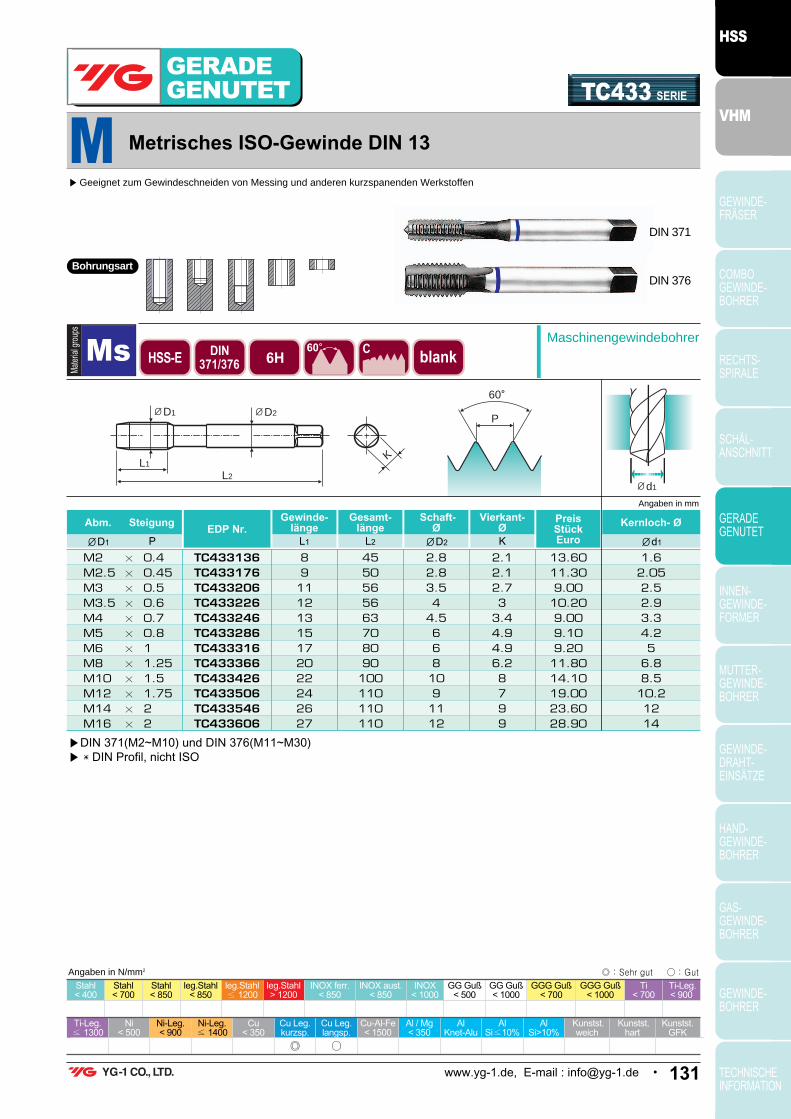
GERADEGENUTET
www.yg-1.de, E-mail : [email protected] • 131
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC433 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6H
60。 Cblank
M2M2.5M3M3.5M4M5M6M8M10M12M14M16
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.60.70.811.251.51.7522
1.62.052.52.93.34.25
6.88.5
10.21214
TC433136TC433176TC433206TC433226TC433246TC433286TC433316TC433366TC433426TC433506TC433546TC433606
89
11121315172022242627
4550565663708090
100110110110
2.82.83.54
4.56681091112
2.12.12.73
3.44.94.96.28799
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewindeschneiden von Messing und anderen kurzspanenden Werkstoffen
13.6011.309.0010.209.009.109.2011.8014.1019.0023.6028.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2

Global Cutting Tool Leader YG-1

INNENGEWINDE-FORMER
Being the best through innovationHSS
Zum Gewindedrücken in dehnbaren Werkstoffen, HSS-E, HSS-PM

PROGRAMM
134 • www.yg-1.de, E-mail : [email protected]
INNENGEWINDEFORMERZum Gewindedrücken in dehnbaren Werkstoffen, HSS-E, HSS-PM
INNENGEWINDEFORMER
HSS-PM
HSS-PM
HSS-E
HSS-E
HSS-E
HSS-E
M
M
M
M
M
MF
GV
GV
GV
GV
GV
GV
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 371/376
DIN 374
ISO 2X/6HX
ISO 2X/6HX
ISO 3X/6GX
ISO 2X/6HX
ISO 2X/6HX
ISO 2X/6HX
TQ703
TQ723
TD713
TD703
TY703
TD733
C
C
C
C
C
C
Vap
Vap
TiN
TiN
TiAlN
TiN
135
136
137
138
139
140
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
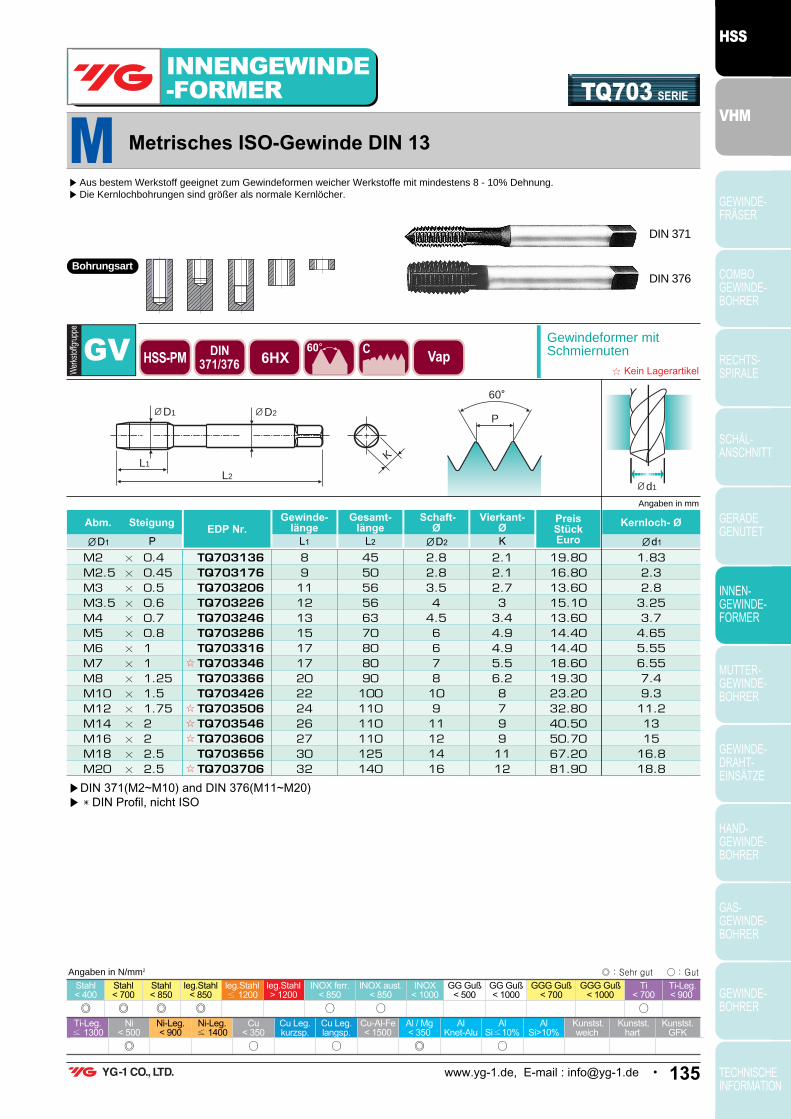
INNENGEWINDE-FORMER
www.yg-1.de, E-mail : [email protected] • 135
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTQ703 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-PM DIN371/376 6HX
60。 CVap
M2M2.5M3M3.5M4M5M6M7M8M10M12M14M16M18M20
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.60.70.8111.251.51.75222.52.5
1.832.32.8
3.253.7
4.655.556.557.49.3
11.21315
16.818.8
TQ703136TQ703176TQ703206TQ703226TQ703246TQ703286TQ703316TQ703346TQ703366TQ703426TQ703506TQ703546TQ703606TQ703656TQ703706
☆
☆
☆
☆
☆
89
11121315171720222426273032
455056566370808090
100110110110125140
2.82.83.54
4.5667810911121416
2.12.12.73
3.44.94.95.56.287991112
Angaben in mm
▶DIN 371(M2~M10) and DIN 376(M11~M20)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Gewindeformer mitSchmiernuten
D1 D2
L2
L1K
P
60。
d1
▶Aus bestem Werkstoff geeignet zum Gewindeformen weicher Werkstoffe mit mindestens 8 - 10% Dehnung.▶Die Kernlochbohrungen sind größer als normale Kernlöcher.
19.8016.8013.6015.1013.6014.4014.4018.6019.3023.2032.8040.5050.7067.2081.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
◎ ○ ○ ◎ ○
◎ ◎ ◎ ○ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

INNENGEWINDE-FORMER
136 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTQ723 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-PM DIN371/376 6HX
60。 CVap
M2M2.5M3M4M4.5M5M6M8M10M12M14M16M18M20
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.70.750.811.251.51.75222.52.5
1.832.32.83.7
4.154.655.557.49.3
11.21315
16.818.8
TQ723136TQ723176TQ723206TQ723246TQ723266TQ723286TQ723316TQ723366TQ723426TQ723506TQ723546TQ723606TQ723656TQ723706
89111314151720222426273032
4550566370708090
100110110110125140
2.82.83.54.5666810911121416
2.12.12.73.44.94.94.96.28799
1112
Angaben in mm
▶DIN 371(M2~M10) and DIN 376(M11~M20)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Gewindeformer
D1 D2
L2
L1K
P
60。
d1
▶Aus bestem Werkstoff geeignet zum Gewindeformen weicher Werkstoffe mit mindestens 8 - 10% Dehnung.▶Die Kernlochbohrungen sind größer als normale Kernlöcher.
18.0015.2012.3012.3013.0013.0013.0017.6019.8030.0037.2046.6061.8075.50
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
◎ ○ ○ ◎ ◎ ○
◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2

INNENGEWINDE-FORMER
www.yg-1.de, E-mail : [email protected] • 137
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTD713 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6GX
60。 CTiN
M2M2.2M2.5M3M3.5M4M5M6M7M8M10M12M14M16M18
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.450.50.60.70.8111.251.51.75222.5
1.832
2.32.8
3.253.7
4.655.556.557.49.3
11.21315
16.8
TD713136TD713156TD713176TD713206TD713226TD713246TD713286TD713316TD713346TD713366TD713426TD713506TD713546TD713606TD713656
☆
☆
☆
889
111213151717202224262730
45455056566370808090
100110110110125
2.82.82.83.54
4.56678109111214
2.12.12.12.73
3.44.94.95.56.2879911
Angaben in mm
▶DIN 371(M2~M10) and DIN 376(M11~M20)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Gewindeformer mitSchmiernuten
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewindeformen weicher Werkstoffe mit mindestens 8 - 10% Dehnung.▶Die Kernlochbohrungen sind größer als normale Kernlöcher.
22.0024.2018.9015.9017.6015.9016.3016.3021.1022.3026.8035.6043.0051.9067.70
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
◎ ◎ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

INNENGEWINDE-FORMER
138 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTD703 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6HX
60。 CTiN
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M6M7M8M9M10M11M12M14M16M18M20
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.8111.251.251.51.51.75222.52.5
1.832
2.12.32.42.8
3.253.7
4.154.655.556.557.48.49.3
10.311.21315
16.818.8
TD703136TD703156TD703196TD703176TD703496TD703206TD703226TD703246TD703266TD703286TD703316TD703346TD703366TD703396TD703426TD703466TD703506TD703546TD703606TD703656TD703706
☆
8889911121314151717202022222426273032
4545455050565663707080809090
100100110110110125140
2.82.82.82.82.83.54
4.5666789108911121416
2.12.12.12.12.12.73
3.44.94.94.95.56.278
6.2799
1112
Angaben in mm
▶DIN 371(M2~M10) und DIN 376(M11~M20)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Gewindeformer mitSchmiernuten
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewindeformen weicher Werkstoffe mit mindestens 8 - 10% Dehnung.▶Die Kernlochbohrungen sind größer als normale Kernlöcher.
21.1023.2018.2018.2017.4015.4017.0015.4015.8015.8015.8020.3021.5025.1025.8033.1034.4041.4049.9065.0077.70
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
◎ ◎ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
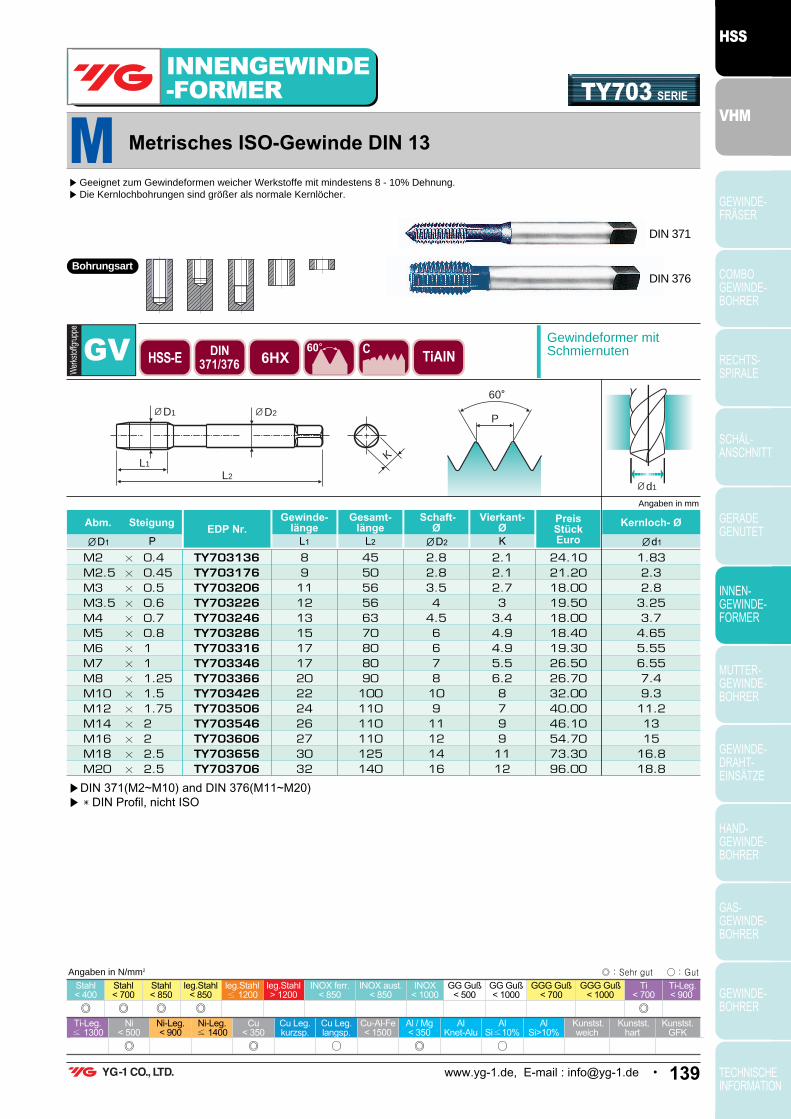
INNENGEWINDE-FORMER
www.yg-1.de, E-mail : [email protected] • 139
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTY703 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN371/376 6HX
60。 CTiAlN
M2M2.5M3M3.5M4M5M6M7M8M10M12M14M16M18M20
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.50.60.70.8111.251.51.75222.52.5
1.832.32.8
3.253.7
4.655.556.557.49.3
11.21315
16.818.8
TY703136TY703176TY703206TY703226TY703246TY703286TY703316TY703346TY703366TY703426TY703506TY703546TY703606TY703656TY703706
89
11121315171720222426273032
455056566370808090
100110110110125140
2.82.83.54
4.5667810911121416
2.12.12.73
3.44.94.95.56.287991112
Angaben in mm
▶DIN 371(M2~M10) and DIN 376(M11~M20)▶ DIN Profil, nicht ISO
Bohrungsart
DIN 371
DIN 376
Gewindeformer mitSchmiernuten
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewindeformen weicher Werkstoffe mit mindestens 8 - 10% Dehnung.▶Die Kernlochbohrungen sind größer als normale Kernlöcher.
24.1021.2018.0019.5018.0018.4019.3026.5026.7032.0040.0046.1054.7073.3096.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
◎ ◎ ○ ◎ ○
◎ ◎ ◎ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
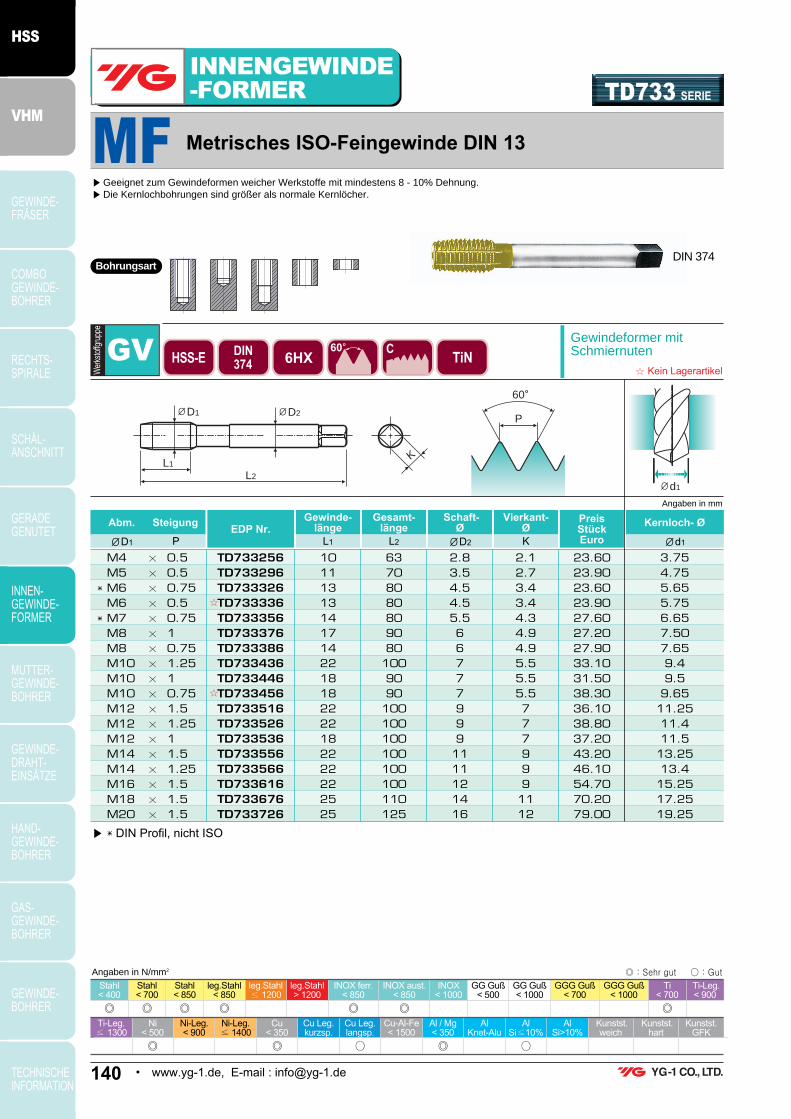
INNENGEWINDE-FORMER
140 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTD733 SERIE
Metrisches ISO-Feingewinde DIN 13MF
HSS-E DIN374 6HX
60。 CTiN
M4M5M6M6M7M8M8M10M10M10M12M12M12M14M14M16M18M20
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.50.750.50.7510.751.2510.751.51.2511.51.251.51.51.5
3.754.755.655.756.657.507.659.49.5
9.6511.2511.411.513.2513.415.2517.2519.25
TD733256TD733296TD733326TD733336TD733356TD733376TD733386TD733436TD733446TD733456TD733516TD733526TD733536TD733556TD733566TD733616TD733676TD733726
☆
☆
101113131417142218182222182222222525
63708080809080
1009090
100100100100100100110125
2.83.54.54.55.5667779991111121416
2.12.73.43.44.34.94.95.55.55.5777999
1112
Angaben in mm
BohrungsartDIN 374
Gewindeformer mitSchmiernuten
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewindeformen weicher Werkstoffe mit mindestens 8 - 10% Dehnung.▶Die Kernlochbohrungen sind größer als normale Kernlöcher.
23.6023.9023.6023.9027.6027.2027.9033.1031.5038.3036.1038.8037.2043.2046.1054.7070.2079.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎
◎ ◎ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
▶ DIN Profil, nicht ISO
MUTTERGEWINDE-BOHRER
Being the best through innovationHSS
Zum Gewindeschneiden von Muttern
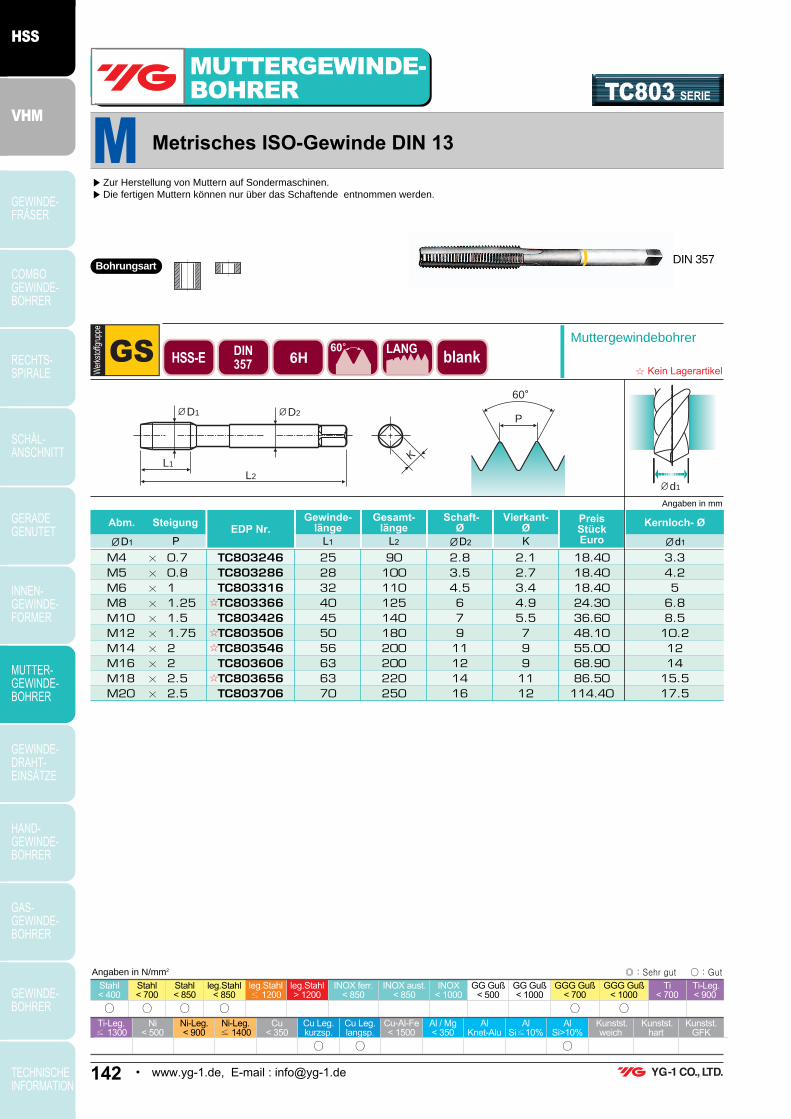
MUTTERGEWINDE-BOHRER
142 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC803 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN357 6H
60。 LANGblank
M4M5M6M8M10M12M14M16M18M20
×
×
×
×
×
×
×
×
×
×
0.70.811.251.51.75222.52.5
3.34.25
6.88.5
10.21214
15.517.5
TC803246TC803286TC803316TC803366TC803426TC803506TC803546TC803606TC803656TC803706
☆
☆
☆
☆
25283240455056636370
90100110125140180200200220250
2.83.54.567911121416
2.12.73.44.95.5799
1112
Angaben in mm
Bohrungsart DIN 357
Muttergewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Zur Herstellung von Muttern auf Sondermaschinen.▶Die fertigen Muttern können nur über das Schaftende entnommen werden.
18.4018.4018.4024.3036.6048.1055.0068.9086.50114.40
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
○ ○ ○
○ ○ ○ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel

GEWINDE- DRAHTEINSÄTZE
Being the best through innovationHSS
Zum Gewindeschneiden für Drahteinsätze in weichen Werkstoffen

PROGRAMM
144 • www.yg-1.de, E-mail : [email protected]
GEWINDEDRAHTEINSÄTZEZum Gewindeschneiden für Drahteinsätze in weichen Werkstoffen
HSS-E
HSS-E
EG-M
EG-M
Al
Al
DIN 371/376
DIN 371/376
6H Mod
6H Mod
TC973
TC909
B
C
blank
blank
145
146
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite
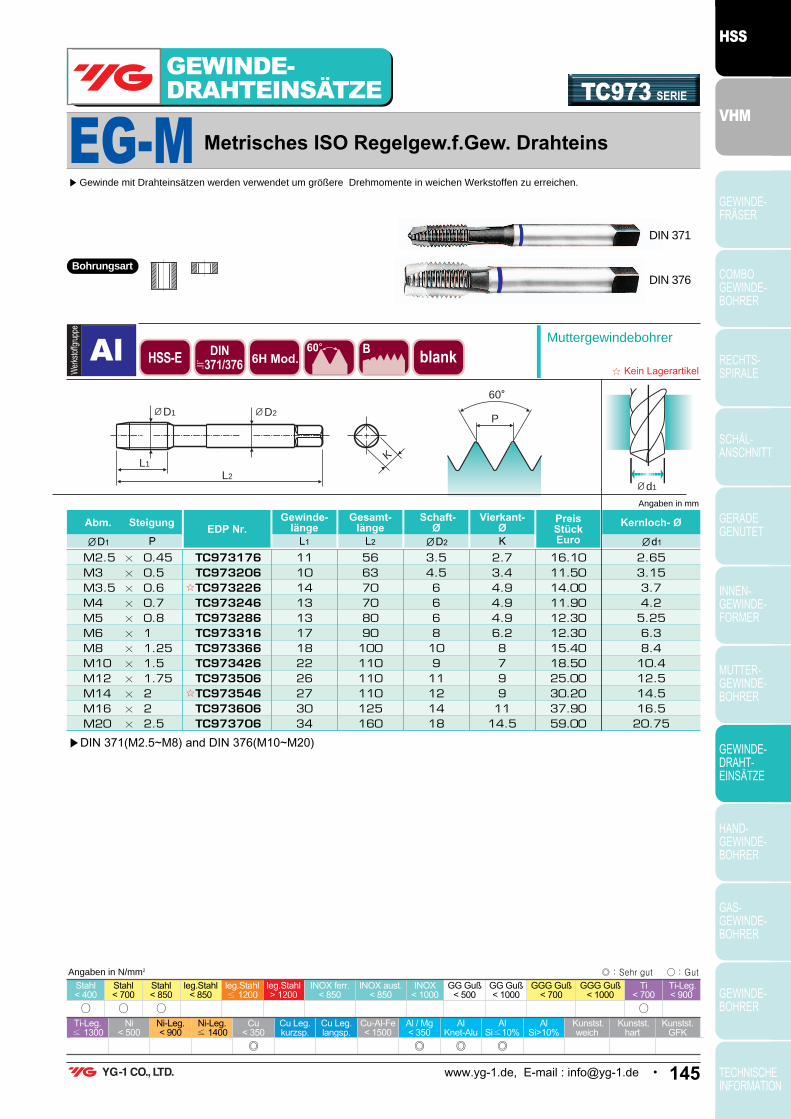
GEWINDE- DRAHTEINSÄTZE
www.yg-1.de, E-mail : [email protected] • 145
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC973 SERIE
Metrisches ISO Regelgew.f.Gew. DrahteinsEG-M
HSS-E DIN371/376 6H Mod.
60。 Bblank
M2.5M3M3.5M4M5M6M8M10M12M14M16M20
×
×
×
×
×
×
×
×
×
×
×
×
0.450.50.60.70.811.251.51.75222.5
2.653.153.74.2
5.256.38.4
10.412.514.516.520.75
TC973176TC973206TC973226TC973246TC973286TC973316TC973366TC973426TC973506TC973546TC973606TC973706
☆
☆
111014131317182226273034
566370708090
100110110110125160
3.54.5666810911121418
2.73.44.94.94.96.2879911
14.5
Angaben in mm
▶DIN 371(M2.5~M8) and DIN 376(M10~M20)
Bohrungsart
Muttergewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Gewinde mit Drahteinsätzen werden verwendet um größere Drehmomente in weichen Werkstoffen zu erreichen.
16.1011.5014.0011.9012.3012.3015.4018.5025.0030.2037.9059.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
◎ ◎ ◎ ◎
○ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
DIN 371
DIN 376
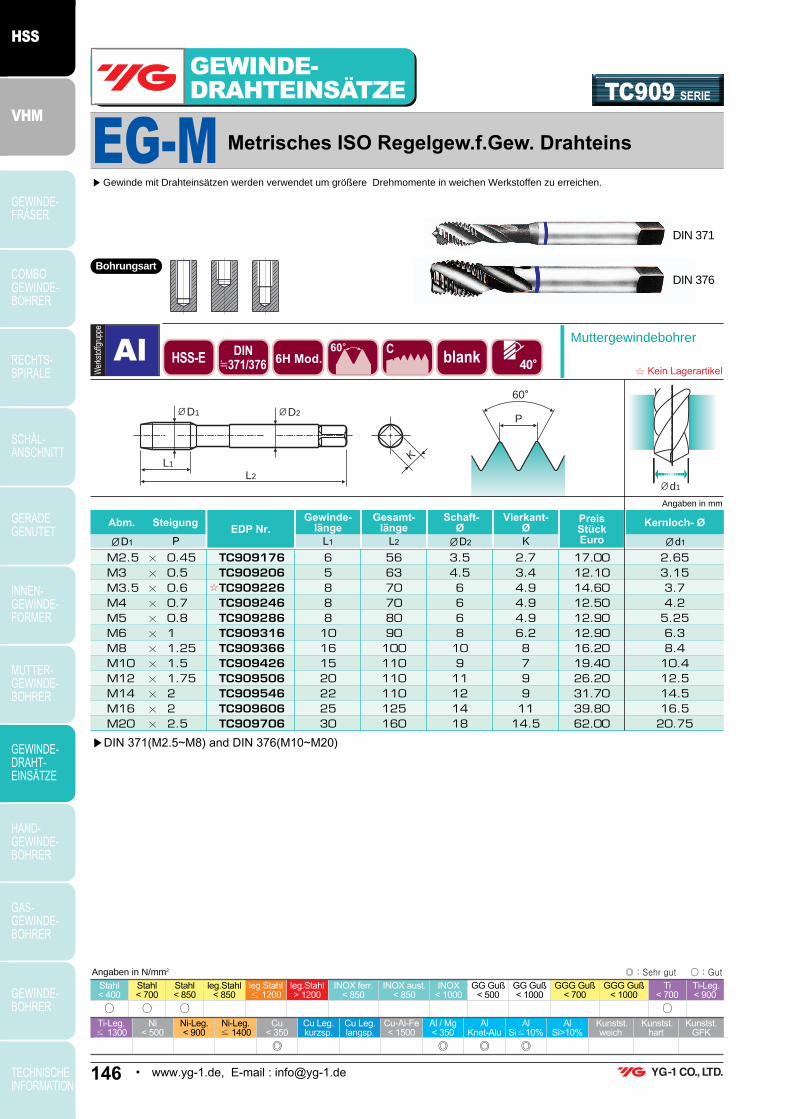
GEWINDE- DRAHTEINSÄTZE
146 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC909 SERIE
Metrisches ISO Regelgew.f.Gew. DrahteinsEG-M
M2.5M3M3.5M4M5M6M8M10M12M14M16M20
×
×
×
×
×
×
×
×
×
×
×
×
0.450.50.60.70.811.251.51.75222.5
2.653.153.74.2
5.256.38.4
10.412.514.516.520.75
TC909176TC909206TC909226TC909246TC909286TC909316TC909366TC909426TC909506TC909546TC909606TC909706
☆
6588810161520222530
566370708090
100110110110125160
3.54.5666810911121418
2.73.44.94.94.96.28799
1114.5
Angaben in mm
▶DIN 371(M2.5~M8) and DIN 376(M10~M20)
Bohrungsart
Muttergewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Gewinde mit Drahteinsätzen werden verwendet um größere Drehmomente in weichen Werkstoffen zu erreichen.
17.0012.1014.6012.5012.9012.9016.2019.4026.2031.7039.8062.00
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
○
◎ ◎ ◎ ◎
○ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
DIN 371
DIN 376
HSS-E DIN371/376 6H Mod.
60。 Cblank

HANDGEWINDE-BOHRER
Being the best through innovationHSS
Für normales Gewindeschneiden. HSS, HSS-E

PROGRAMM
148 • www.yg-1.de, E-mail : [email protected]
HANDGEWINDEBOHRERFür normales Gewindeschneiden. HSS, HSS-E
HANDGEWINDEBOHRER
HSS
HSS-E
HSS-E
M
M
M
GS
VG
VA
DIN 352
DIN 352
DIN 352
ISO 2/6H
ISO 2/6H
ISO 2X/6HX
T7109
TC353
TB373
Ⅰ/Ⅱ/Ⅲ
Ⅰ/Ⅱ/Ⅲ
Ⅰ/Ⅱ/Ⅲ
blank
blank
vap
149
150
151
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite

HANDGEWINDE-BOHRER
www.yg-1.de, E-mail : [email protected] • 149
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMT7109 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS DIN352 6H
60。 Ⅰ/Ⅱ/Ⅲblank
M2M2.2M2.3M2.5M2.6M3M3.5M4M4.5M5M5.5M6M7M8M9M10M11M12M14M16M18M20M22M24M27M30M33M36M39M42M45M48M52
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
0.40.450.40.450.450.50.60.70.750.80.9111.251.251.51.51.75222.52.52.5333.53.5444.54.555
1.61.751.9
2.052.12.52.93.33.74.24.656
6.87.88.59.5
10.21214
15.517.519.52124
26.529.53235
37.540.54347
T7109139T7109159T7109199T7109179T7109499T7109209T7109229T7109249T7109269T7109289T7109N69T7109319T7109349T7109369T7109399T7109429T7109469T7109509T7109549T7109609T7109659T7109709T7109749T7109789T7109869T7109949T7109A49T7109B39T7109C09T7109C89T7109D59T7109E29T7109F39
89999
11131316161818182020222224262730323234364040505056586565
36363640404045455052565656636370708080809595
100110110125125150150150160180180
2.82.82.82.82.83.54
4.56666667789111214161818202225283232363640
2.12.12.12.12.12.73
3.44.94.94.94.94.94.95.55.56.27991112
14.514.5161820222424292932
Angaben in mm
▶ DIN Profil, nicht ISO
Bohrungsart
Vor-
Mittel-
Fertig-schneider
Gewindebohrer - Satz
D1 D2
L2
L1K
P
60。
d1
▶Handgewindebohrer im Satz mit Vor-, Mittel- und Fertigschneider.▶Nur der Fertigschneider kann das gewünschte Gewinde schneiden.
23.2023.1020.6019.2019.2013.6015.5013.6014.0014.0014.4014.4018.8018.8024.0024.0029.9029.9037.9051.0061.0073.9091.60
105.60143.20183.40243.80290.60371.80415.80483.40545.40663.70
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1

HANDGEWINDE-BOHRER
150 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC353 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN352 6H
60。 Ⅰ/Ⅱ/Ⅲblank
M3M3.5M4M4.5M5M6M8M10M12M14M16M18M20
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.60.70.750.811.251.51.75222.52.5
2.52.93.33.74.25
6.88.5
10.21214
15.517.5
TC353209TC353229TC353249TC353269TC353289TC353319TC353369TC353429TC353509TC353549TC353609TC353659TC353709
☆
☆
11131316161820222426273032
40454550525663708080809595
3.54
4.566667911121416
2.73
3.44.94.94.94.95.5799
1112
Angaben in mm
▶ Vorschneider ist mit Führungszapfen
Bohrungsart
Vor-
Mittel-
Fertig-schneider
Gewindebohrer - Satz
D1 D2
L2
L1K
P
60。
d1
▶Dies ist ein Handgewindebohrer im Satz mit Vor-, Mittel- und Fertigschneider.▶Nur der Fertigschneider kann das gewünschte Gewinde schneiden.
36.6042.9036.6044.3040.3040.6044.4058.1073.7095.00
116.00147.00178.10
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
☆ Kein Lagerartikel

HANDGEWINDE-BOHRER
www.yg-1.de, E-mail : [email protected] • 151
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB373 SERIE
Metrisches ISO-Gewinde DIN 13M
HSS-E DIN352 6HX
60。 Ⅰ/Ⅱ/ⅢVap
M3M3.5M4M4.5M5M6M8M10M12M14M16M18M20
×
×
×
×
×
×
×
×
×
×
×
×
×
0.50.60.70.750.811.251.51.75222.52.5
2.52.93.33.74.25
6.88.5
10.21214
15.517.5
TB373209TB373229TB373249TB373269TB373289TB373319TB373369TB373429TB373509TB373549TB373609TB373659TB373709
☆
☆
11131316161820222426273032
40454550525663708080809595
3.54
4.566667911121416
2.73
3.44.94.94.94.95.57991112
Angaben in mm
▶ Vorschneider ist mit Führungszapfen
Bohrungsart
Vor-
Mittel-
Fertig-schneider
Gewindebohrer - Satz
D1 D2
L2
L1K
P
60。
d1
▶Dies ist ein Handgewindebohrer im Satz mit Vor-, Mittel- und Fertigschneider.▶Nur der Fertigschneider kann das gewünschte Gewinde schneiden.
40.3047.1040.3048.7044.3044.7048.7063.9081.10
104.50127.60161.60195.90
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
☆ Kein Lagerartikel

Global Cutting Tool Leader YG-1

GASGEWINDE-BOHRER
Being the best through innovationHSS
Zum Gewindeschneiden von Whitworth - Rohrgewinde

PROGRAMM
154 • www.yg-1.de, E-mail : [email protected]
GASGEWINDEBOHRERZum Gewindeschneiden von Whitworth - Rohrgewinde
GASGEWINDEBOHRER
HSS
HSS-E
HSS-E
HSS-E
HSS-E
G(BSP)
G(BSP)
G(BSP)
G(BSP)
G(BSP)
GS
GS
GS
VG
VA NW
DIN 5157
DIN 5156
DIN 5156
DIN 5156
DIN 5156
-
-
-
-
-
T7709
TC727
TC728
TC729
TB514
Ⅰ/Ⅲ
B
C
C
C
blank
blank
blank
blank
vap
155
156
157
158
159
EDP Nr. Modell Qualität Gewindeart Anwendungs-gruppe Bauform Toleranz Anschnitt-
form Oberfläche Seite

GASGEWINDE-BOHRER
www.yg-1.de, E-mail : [email protected] • 155
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMT7709 SERIE
Whitworth Rohrgewinde DIN ISO 228/1G(BSP)
HSS DIN5157
55。 Ⅰ/Ⅱblank
G1/16"G1/8"G1/4"G3/8"G1/2"G3/4"G1"G1*1/4"G1*1/2"
-
-
-
-
-
-
-
-
-
282819191414111111
6.88.8
11.815.25
1924.530.7539.545.20
T7709029T7709209T7709409T7709489T7709569T7709709T7709789T7709869T7709949
171820202222253030
636370708090
100125140
6711121620253236
4.95.5991216202429
Angaben in mm
Bohrungsart
Vor-
Fertig-schneider
Gewindebohrer - Satz
D1 D2
L2
L1K
P
55。
d1
▶Handgewindebohrersatz mit Vor- und Fertigschneider.▶Nur der Fertigschneider kann das gewünschte Gewinde schneiden.
21.1016.3020.3029.4048.5073.70
141.00250.70317.40
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1

GASGEWINDE-BOHRER
156 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC727 SERIE
HSS-E DIN5156
55。 Bblank
Angaben in mm
BohrungsartDIN 5156
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet für Sacklöcher in höherer Schnittgeschwindigkeit als andere Gewindebohrer dank einer stabilen Bohrergeometrie.
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
G1/8"G1/4"G3/8"G1/2"G3/4"G1"
-
-
-
-
-
-
281919141411
8.811.815.25
1924.530.75
TC727200TC727400TC727480TC727560TC727700TC727780
182222252832
90100100125140160
71112162025
5.599
121620
19.3025.5029.6043.0078.20
114.80
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
Whitworth Rohrgewinde DIN ISO 228/1G(BSP)

GASGEWINDE-BOHRER
www.yg-1.de, E-mail : [email protected] • 157
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC728 SERIE
HSS-E DIN5156
55。 Cblank
Angaben in mm
BohrungsartDIN 5156
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
○ ○ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
G1/8"G1/4"G3/8"G1/2"G3/4"G1"
-
-
-
-
-
-
281919141411
8.811.815.25
1924.530.75
TC728200TC728400TC728480TC728560TC728700TC728780
101415172024
90100100125140160
71112162025
5.599121620
19.7026.1029.6042.8080.50
117.90
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
Whitworth Rohrgewinde DIN ISO 228/1G(BSP)

GASGEWINDE-BOHRER
158 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTC729 SERIE
HSS-E DIN5156
55。 Cblank
Angaben in mm
BohrungsartDIN 5156
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
○
○ ◎ ○ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
G1/8"G1/4"G3/8"G1/2"G3/4"G1"
-
-
-
-
-
-
281919141411
8.811.815.25
1924.530.75
TC729200TC729400TC729480TC729560TC729700TC729780
101415172024
90100100125140160
71112162025
5.599
121620
22.7030.3041.9050.0093.40
139.30
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
Whitworth Rohrgewinde DIN ISO 228/1G(BSP)
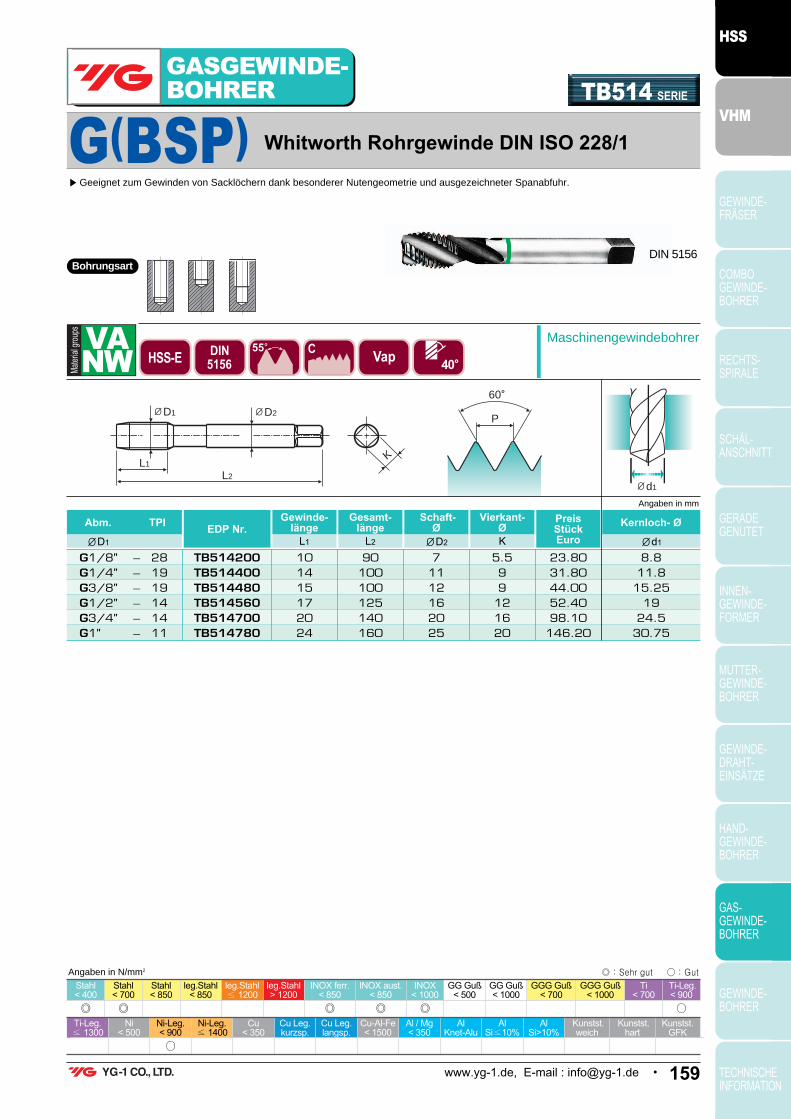
GASGEWINDE-BOHRER
www.yg-1.de, E-mail : [email protected] • 159
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMTB514 SERIE
HSS-E DIN5156
55。 CVap
Angaben in mm
BohrungsartDIN 5156
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Geeignet zum Gewinden von Sacklöchern dank besonderer Nutengeometrie und ausgezeichneter Spanabfuhr.
◎
○
◎ ◎ ◎ ◎ ○
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
G1/8"G1/4"G3/8"G1/2"G3/4"G1"
-
-
-
-
-
-
281919141411
8.811.815.25
1924.530.75
TB514200TB514400TB514480TB514560TB514700TB514780
101415172024
90100100125140160
71112162025
5.599121620
23.8031.8044.0052.4098.10
146.20
Abm.
ØD1
TPIEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
Whitworth Rohrgewinde DIN ISO 228/1G(BSP)

Global Cutting Tool Leader YG-1

GEWINDE-BOHRER
Being the best through innovationVHM
Zum Gewinden von Guss und Aluminium mit hohem Siliziumanteil; für Großserien, hoheProduktivität
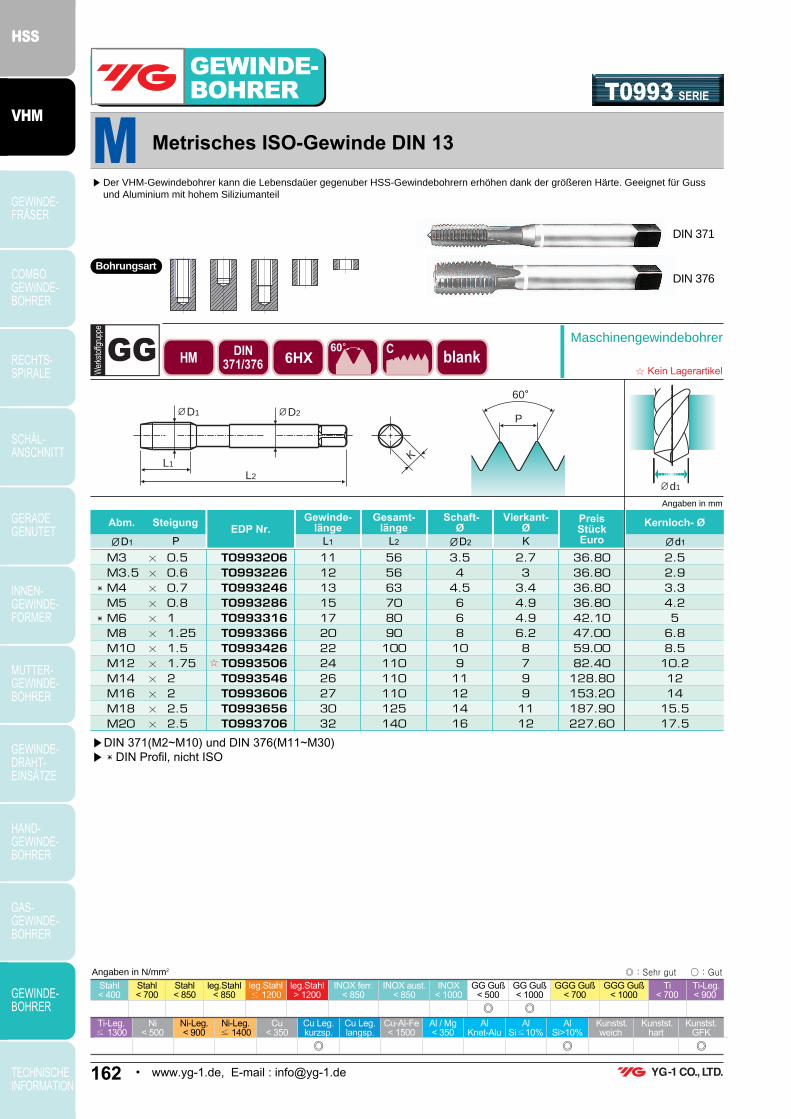
GEWINDE-BOHRER
162 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHMT0993 SERIE
Metrisches ISO-Gewinde DIN 13M
HM DIN371/376 6HX
60。 Cblank
M3M3.5M4M5M6M8M10M12M14M16M18M20
×
×
×
×
×
×
×
×
×
×
×
×
0.50.60.70.811.251.51.75222.52.5
2.52.93.34.25
6.88.5
10.21214
15.517.5
TO993206TO993226TO993246TO993286TO993316TO993366TO993426TO993506TO993546TO993606TO993656TO993706
☆
111213151720222426273032
565663708090
100110110110125140
3.54
4.566810911121416
2.73
3.44.94.96.28799
1112
Angaben in mm
Bohrungsart
DIN 371
DIN 376
Maschinengewindebohrer
D1 D2
L2
L1K
P
60。
d1
▶Der VHM-Gewindebohrer kann die Lebensdaüer gegenuber HSS-Gewindebohrern erhöhen dank der größeren Härte. Geeignet für Gussund Aluminium mit hohem Siliziumanteil
36.8036.8036.8036.8042.1047.0059.0082.40
128.80153.20187.90227.60
Abm.
ØD1
Steigung
PEDP Nr.
Gewinde-länge
L1
Gesamt-länge
L2
Schaft-ØØD2
Vierkant-Ø
PreisStückEuroK
Kernloch- Ø
Ød1
◎ ◎
◎ ◎
◎
Stahl< 400
Ti-Leg.≤ 1300
Ni< 500
Ni-Leg.< 900
Ni-Leg.≤ 1400
Cu< 350
Cu Leg.kurzsp.
Cu Leg.langsp.
Cu-Al-Fe< 1500
Al / Mg< 350
AlKnet-Alu
AlSi≤10%
AlSi>10%
Kunstst.weich
Kunstst.hart
Kunstst.GFK
Stahl< 700
Stahl< 850
leg.Stahl< 850
leg.Stahl≤ 1200
leg.Stahl> 1200
INOX ferr.< 850
INOX aust.< 850
INOX< 1000
GG Guß< 500
GG Guß< 1000
GGG Guß< 700
GGG Guß< 1000
Ti< 700
Ti-Leg.< 900
◎ : Sehr gut ◯ : GutAngaben in N/mm2
☆ Kein Lagerartikel
▶DIN 371(M2~M10) und DIN 376(M11~M30)▶ DIN Profil, nicht ISO

TECHNISCHEINFORMATION
Being the best through innovationTAPS

TECHNISCHEINFORMATION
164 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
1 FACHAUSDRÜCKE BEI GEWINDEBOHRERN (Terminologie)TAPS TERMINOLOGY
Cm
L5
d 1d 1 d 3
d 4
d 3
d 4 d 2
L1
L6Cf
L1 L4 L2
L
L4 L2
L3
a
L
d1 Nenn Aussendurchmesserd2 Schaftdurchmesserd3 Anschnittdurchmesserd4 HalsdurchmesserL GesamtlängeL1 GewindelängeL2 SchaftlängeL3 VierkantlängeL4 HalslängeL5 AnschnittlängeL6 Nutenlängea Vierkantgröße Cm ZentrierspitzeCf Zentrierung
d1 Major diameterd2 Shank diameterd3 Chamfer diameterd4 Neck diameterL Total lengthL1 Thread lengthL2 Shank lengthL3 Square lengthL4 Neck lengthL5 Chamfer lengthL6 Flutes lengtha SquareCm Center maleCf Center female
A
A Pα
d 3
β
φ
d 1
γ1 γ
S
T
B
B
ε
A-A
B-B
△ △1
d5
di dm
d1 Nenn Aussendurchmesserdm Flankendurchmesserdi Kerndurchmesserd3 AnschnittdurchmesserP Steigungα Flankenwinkelβ Anschnittwinkelφ Schälschnittwinkelγ1 Schälschnitt-Spanwinkel△ Hinterschliff am Anschnitt△1 Flankenhinterschliff im Gewindeteilγ SpanwinkelT StollenbreiteS Nutenbreited5 Kerndickeε Spiralwinkel
d1 Major diameterdm Flank diameterdi Minor diameterd3 Chamfer diameterP Pitcha Flank angleβ Chamfer angleφ Gun nose angleγ Gun nose rake angle in front△ Chamfer relief△1 Pitch diameter relief on the landγ Rake angleT Width of landS Flute widthd5 Web ticknessε Angle of spiral flute

TECHNISCHEINFORMATION
www.yg-1.de, E-mail : [email protected] • 165
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
11.11.21.41.61.71.82
2.22.32.52.63
3.54
4.556789
10111214161820222427303336394245485256606468
0.250.250.250.300.350.350.350.400.450.400.450.450.500.600.700.750.801.001.001.251.251.501.501.752.002.002.502.502.503.003.003.503.504.004.004.504.505.005.005.505.506.006.00
0.7850.8850.9851.1601.3211.3461.5211.6791.8381.9202.1382.1762.5993.0103.4223.8784.3345.1536.1536.9127.9128.6769.67610.44112.21014.21015.74417.74419.74421.25224.25226.77129.77132.27035.27037.79940.79943.29747.29750.79654.79658.30562.305
0.750.850.951.101.251.301.451.601.751.902.052.102.502.903.303.704.205.006.006.807.808.509.50
10.2012.0014.0015.5017.5019.5021.0024.0026.5029.5032.0035.0037.5040.5043.0047.0050.5054.5058.0062.00
M Steigung max.Kern-Ø Bohrer-Ø
2 EMPFOHLENE KERNLOCHMASSERECOMMENDED TAP DRILL SIZE
Metrisches ISO Grobgewinde
2.53
3.54
4.55
5.5678899
10101011111212121414141515161617171818182020202222222424242525
0.350.350.350.500.500.500.500.750.750.751.000.751.000.751.001.250.751.001.001.251.501.001.251.501.001.501.001.501.001.501.001.502.001.001.502.001.001.502.001.001.502.001.001.50
2.2212.2713.2213.5994.0994.5995.0995.3786.3787.3787.1538.3788.1539.3789.1538.91210.37810.15311.15310.91210.67613.15312.91212.67614.15313.67615.15314.67616.15315.67617.15316.67616.21019.15318.67618.21021.15320.67620.21023.15322.67622.21024.15323.676
2.152.653.153.504.004.505.005.206.207.207.008.208.009.209.008.80
10.2010.0011.0010.8010.5013.0012.8012.5014.0013.5015.0014.5016.0015.5017.0016.5016.0019.0018.5018.0021.0020.5020.0023.0022.5022.0024.0023.50
MF Steigung max.Kern-Ø Bohrer-Ø
Metrisches ISO Feingewinde
25262727272828283030303032323333333536363638393939404040424242454545484848505050525252
2.001.501.001.502.001.001.502.001.001.502.003.001.502.001.502.003.001.501.502.003.001.501.502.003.001.502.003.001.502.003.001.502.003.001.502.003.001.502.003.001.502.003.00
23.21024.67626.15325.67625.21027.15326.67626.21029.15328.67628.21027.25230.67530.21031.67631.21030.25233.67634.67634.21033.25236.67637.67637.21036.25238.67638.21037.25240.67640.21039.25243.67643.21042.25246.67646.21045.25248.67648.21047.25250.67650.21049.252
23.0024.5026.0025.5025.0027.0026.5026.0029.0028.5028.0027.0030.5030.0031.5031.0030.0033.5034.5034.0033.0036.5037.5037.0036.0038.5038.0037.0040.5040.0039.0043.5043.0042.0046.5046.0045.0048.5048.0047.0050.5050.0049.00
MF Steigung max.Kern-Ø Bohrer-Ø
Metrisches ISO Feingewinde
Angaben in mm

TECHNISCHEINFORMATION
166 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
#1#2#3#4#5#6#8
#10#121/4"
5/16"3/8"
7/16"1/2"
9/16"5/8"3/4"7/8"1"
1*1/8"1*1/4"1*3/8"1*1/2"1*3/4"
2"
T.P.I max. Kern-Ø Bohrer-ØUNC
Amerik. Unified Grobgewinde
64564840403232242420181614131211109877665
4.5
1.5851.8722.1462.3852.6972.8963.5283.9504.5905.2506.6808.0829.44110.88112.30113.69316.62419.52022.34425.08228.25830.85134.02639.56045.367
1.501.802.102.302.602.853.503.904.505.206.608.009.4010.7512.2513.5016.5019.5022.2525.0028.2530.7534.0039.5045.25
#0#1#2#3#4#5#6#8
#10#121/4"
5/16"3/8"
7/16"1/2"
9/16"5/8"3/4"7/8"1"
1*1/8"1*1/4"1*3/8"1*1/2"
T.P.I max. Kern-Ø Bohrer-ØUNF
Amerik. Unified Feingewinde
807264564844403632282824242020181816141212121212
1.3061.6131.9132.1972.4592.7413.0123.5974.1684.7175.5636.9958.5659.947
11.52412.96914.55417.54620.49323.36326.53829.71332.88836.063
1.301.601.902.102.402.703.003.504.104.705.506.908.509.90
11.5012.9014.5017.5020.5023.2526.5029.5032.7036.00
3/32"1/8"
5/32"3/16"7/32"1/4"
5/16"3/8"
7/16"1/2"
9/16"5/8"3/4"7/8"1"
1*1/8"1*1/4"1*3/8"1*1/2"1*5/8"1*3/4"1*7/8"
2"2*1/4"2*1/2"2*3/4"
3"
T.P.I max. Kern-Ø Bohrer-ØW (BSW)
Whitworth BSW - Gewinde
4840322424201816141212111098776655
4.54.544
3.53.5
1.9102.5903.2113.7434.5385.2246.6618.0529.37910.61012.17613.59816.53819.41122.18524.87928.05430.55533.73035.92139.09641.64844.82350.42056.77062.10868.459
1.802.503.103.604.405.106.507.909.3010.5012.0013.5016.5019.2522.0024.7527.7530.5033.5035.5039.0041.5044.5050.0056.5062.0068.50
1/8"1/4"3/8"1/2"5/8"3/4"7/8"1"
1*1/8"1*1/4"1*3/8"1*1/2"1*5/8"1*3/4"
2"2*1/4"2*3/8"2*1/2"2*3/4"
3"3*1/4"3*1/2"3*3/4"
4"
T.P.I max. Kern-Ø Bohrer-ØG (BSP)
Whitworth BSP.PI - Gasgewinde
281919141414141111111111111111111111111111111111
8.84811.89015.39519.17221.12824.65828.41830.93135.57939.59242.00545.48549.67051.42857.29663.39267.08072.86679.21685.56691.66298.012104.362110.712
8.8011.8015.2519.0021.0024.5028.2530.7535.5039.5042.0045.2049.6051.4057.2063.3067.0072.8079.1085.5091.5098.00104.00110.50
Angaben in mm

TECHNISCHEINFORMATION
www.yg-1.de, E-mail : [email protected] • 167
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Toleranzklassen und Toleranzfelder für Schraubengewinde entsprechen dem metrischen ISO-Standard
Tolerance classes of taps and tolerance positions for screw threads as per Metric ISO Standard.
3 GEWINDEBOHRER TOLERANZENTAP TOLERANCES
Gewinde-toleranz
Muttergewindeentsprechendder H Toleranz
Gewindebohrer - Toleranzfelder
ISO DINBestimmt zur Herstellung von Muttergewinden
der Toleranzfelder
ISO 1ISO 2ISO 3
4H6H6G7G
Muttergewinde
Toleranzlage H
Auswahl der Toleranzfelder für Gewindebohrer
D2 : Flanken-Ø D2 : Flanken-Ø
GewindebohrerToleranzklasse
Muttergewinde
Toleranzlage G
4H4G
5H5G 6H
6G 7H7G
8H8G

TECHNISCHEINFORMATION
168 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
3-1 METRISCHES ISO- GROBGEWINDEMETRIC ISO COARSE THREADS
Nennabmessungen UNI 4535-64Herstelltoleranzen für Gewindebohrerflanken-Ø für Muttergewinde ISO 6HGrenzwerte Muttergewinde ISO 6H
Angaben in mmH = 0.86603P
d3 = d - 2h3 = d - 1.22687P
H1 = H = 0.54127P58
h3 = H = 0.61343P1724
r = = 0.14434PH6
d2 = D2 = d - H = d - 0.64952P34
H
Muttergewinde
Gewindebohrer
r
PH
1
h3
D D2
D1
d3 d2 d
H 8
H 2H 2
60。
H 6
60。
H 4
M 1.6M 1.8M 2M 2.2M 2.5M 3M 3.5M 4M 4.5M 5M 6M 7M 8M 9M 10M 11M 12M 14M 16M 18M 20M 22M 24M 27M 30M 33M 36M 39M 42M 45M 48M 52M 56M 60M 64M 68
0.350.350.4
0.450.450.50.60.7
0.750.811
1.251.251.51.5
1.7522
2.52.52.533
3.53.544
4.54.555
5.55.566
1.3731.5731.7401.9082.2082.6753.1103.5454.0134.4805.3506.3507.1888.1889.02610.02610.86312.70114.70116.37618.37620.37622.05125.05127.72730.72733.40236.40239.07742.07744.75248.75252.42856.42860.10364.103
1.1711.3711.5091.6481.9482.3872.7643.1413.5804.0194.7735.7736.4667.4668.1609.1609.853
11.54613.54614.93316.93318.93320.31923.31925.70628.70631.09334.09336.47939.47941.86645.86649.25253.25256.63960.639
1.2211.4211.5671.7132.0132.4592.8503.2423.6884.1344.9175.9176.6477.6478.3769.37610.10611.83513.83515.29417.29419.29420.75223.75226.21129.21131.67034.67037.12940.12942.58746.58750.04654.04657.50561.505
0.2150.2150.2450.2760.2760.3070.3680.4290.4600.4910.6130.6130.7670.7670.9200.9201.0741.2271.2271.5341.5341.5341.8401.8402.1472.1472.4542.4542.7602.7603.0673.0673.3743.3743.6813.681
0.1890.1890.2170.2440.2440.2710.3250.3790.4060.4330.5410.5410.6770.6770.8120.8120.9471.0831.0831.3531.3531.3531.6241.6241.8941.8942.1652.1652.4362.4362.7062.7062.9772.9773.2483.248
0.0510.0510.0580.0650.0650.0720.0870.1010.1080.1150.1440.1440.1800.1800.2170.2170.2530.2890.2890.3610.3610.3610.4330.4330.5050.5050.5770.5770.6500.6500.7220.7220.7940.7940.8660.866
1.3931.5931.7611.9312.2312.6993.1373.5744.0424.5105.3856.3857.2268.2269.06810.06810.91112.75214.75216.43018.43020.43022.11525.11527.79430.79433.47336.47339.15242.15244.83248.83252.51256.51260.19364.193
1.4071.6071.7761.9462.2462.7153.1553.5934.0614.5305.4096.4097.2518.2519.096
10.09610.94312.78614.78616.46618.46620.46622.15725.15727.83930.83933.52036.52039.20242.20244.88548.88552.56856.56860.25364.253
1.3731.5731.7401.9082.2082.6753.1103.5454.0134.4805.3506.3507.1888.1889.02610.02610.86312.70114.70116.37618.37620.37622.05125.05127.72730.72733.40236.40239.07742.07744.75248.75252.42856.42860.10364.103
1.4581.6581.8302.0032.3032.7753.2223.6634.1314.6055.5006.5007.3488.3489.206
10.20611.06312.91314.91316.60018.60020.60022.31625.31628.00731.00733.70236.70239.39242.39245.08749.08752.78356.78360.47864.478
M 1.7M 2.3M 2.6
0.350.4
0.45
1.4732.0402.308
1.2461.7802.016
1.2461.7802.016
0.2270.2600.292
0.2270.2600.292
0.0400.0400.050
1.4932.0612.331
1.5072.0762.346
1.4732.0402.308
1.5292.1202.388
Metrisches Gewinde MA (altes Uni 159 Profil) Mutter Toleranz SH8
Nenn- Ø
d = D P d2 = D2 d3 D1 h3 H1 r d2
Steigung Flanken-Ø Radius
Flanken-ØGew.bohrer Tol. 6H
Flanken-ØMutter Tol. 6HGewindetiefekleinster Ø
Gew.bohr. Mutter Gew.bohr. Mutter min. max. min. max.

TECHNISCHEINFORMATION
www.yg-1.de, E-mail : [email protected] • 169
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
3-2 METRISCHES ISO-FEINGEWINDEMETRIC ISO FINE THREADS
M 2M 2.5M 3M 3.5M 4M 4.5M 5M 5.5M 6M 6M 7M 8M 8M 8M 9M 9M 10M 10M 10M 10M 11M 11M 12M 12M 12M 12M 13M 14M 14M 14M 15M 15M 16M 16M 16M 17M 17M 18M 18M 18M 20M 20M 20M 22M 22
0.250.350.350.350.50.50.50.50.50.750.750.50.75
10.75
10.50.75
11.250.75
10.75
11.251.511
1.251.51
1.51
1.251.51
1.51
1.521
1.521
1.5
1.8382.2732.7733.2733.6754.1754.6755.1755.6755.5136.5137.6757.5137.3508.5138.3509.6759.5139.3509.18810.51310.35011.51311.35011.18811.02612.35013.35013.18813.02614.35014.02615.35015.18815.02616.35016.02617.35017.02616.70119.35019.02618.70121.35021.026
1.6932.7012.5713.0713.3873.8874.3874.8875.3875.0806.0807.3877.0806.7738.0807.7739.3879.0808.7738.466
10.0809.773
11.08010.77310.46610.16011.77312.77312.46612.16013.77313.16014.77314.46614.16015.77315.16016.77316.16015.54618.77318.16017.54620.77320.160
1.7292.1212.6213.1213.4593.9594.4594.9595.4595.1886.1887.4597.1886.9178.1887.9179.4599.1888.9178.64710.1889.91711.18810.91710.64710.37611.91712.91712.64712.37613.91713.37614.91714.64714.37615.91715.37616.91716.37615.83518.91718.37617.83520.91720.376
0.1530.2150.2150.2150.3070.3070.3070.3070.3070.4600.4600.3070.4600.6130.4600.6130.3070.4600.6130.7670.4600.6130.4600.6130.7670.9200.6130.6130.7670.9200.6130.9200.6130.7670.9200.6130.9200.6130.9201.2270.6130.9201.2270.6130.920
0.1350.1890.1890.1890.2710.2710.2710.2710.2710.4060.4060.2710.4060.5410.4060.5410.2710.4060.5410.6770.4060.5410.4060.5410.6770.8120.5410.5410.6770.8120.5410.8120.5410.6770.8120.5410.8120.5410.8121.0830.5410.8121.0830.5410.812
0.0360.0510.0510.0510.0720.0720.0720.0720.0720.1080.1080.0720.1080.1440.1080.1440.0720.1080.1440.1800.1080.1440.1080.1440.1800.2170.1440.1440.1800.2170.1440.2170.1440.1800.2170.1440.2170.1440.2170.2890.1440.2170.2890.1440.217
1.8442.2932.7943.2943.6994.1994.6995.1995.7025.5456.5457.7027.5457.8358.5458.3859.7029.5459.3859.22610.54510.38511.54711.38811.23011.07112.38813.38813.23013.07114.38814.07115.38815.23015.07116.38816.07117.38817.07116.75219.38819.07118.75221.38821.071
1.8562.3072.8093.3093.7154.2154.7155.2155.7205.5666.5667.7207.5667.4098.5668.4099.7209.5669.4099.251
10.56610.40911.56911.41311.25811.10112.41313.41313.25813.10114.41314.10115.41315.25815.10116.41316.10117.41317.10116.78619.41319.10118.78621.41321.101
1.8382.2732.7733.2733.6754.1754.6755.1755.6755.5136.5137.6757.5137.3508.5138.3509.6759.5139.3509.18810.51310.35011.51311.35011.18811.02612.35013.35013.18813.02614.35014.02615.35015.18815.02616.35016.02617.35017.02616.70119.35019.02618.70121.35021.026
1.8862.3582.8633.3633.7754.2754.7755.2755.7875.6456.6457.7877.6457.5008.6458.5009.7879.6459.5009.348
10.64510.50011.65311.51011.36811.21612.51013.51013.36813.21614.51014.21615.51015.36815.21616.51016.21617.51017.21616.91319.51019.21618.91321.51021.216
H
Muttergewinde
Gewindebohrer
r
PH
1
h3
D D2
D1
d3 d2 d
H 8
60。
H 6
60。
H 4
H 2H 2
Nennabmessungen UNI 4535-64Herstelltoleranzen für Gewindebohrerflanken-Ø für Muttergewinde ISO 6HGrenzwerte Muttergewinde ISO 6H
Angaben in mmH = 0.86603P
d3 = d - 2h3 = d - 1.22687P
H1 = H = 0.54127P58
h3 = H = 0.61343P1724
r= = 0.14434PH6
d2 = D2 = d - H = d - 0.64952P34
Nenn- Ø
d = D P d2 = D2 d3 D1 h3 H1 r d2
Steigung Flanken-Ø Radius
Flanken-ØGew.bohrer Tol. 6H
Flanken-ØMutter Tol. 6HGewindetiefekleinster Ø
Gew.bohr. Mutter Gew.bohr. Mutter min. max. min. max.

TECHNISCHEINFORMATION
170 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
M 22M 24M 24M 24M 25M 25M 25M 26M 26M 26M 27M 27M 27M 28M 28M 28M 30M 30M 30M 30M 32M 32M 33M 33M 33M 35M 35M 36M 36M 36M 38M 39M 39M 39M 40M 40M 40M 42M 42M 42M 45M 45M 45M 48M 48M 48M 50M 50M 50M 52M 52M 52M 55M 55M 55M 56M 56M 56M 58M 58M 58M 60M 60M 60
M 2,3M 2,6
0.250.35
2.1382.373
1.9762.146
1.9762.146
0.1620.227
0.1620.227
0.0300.040
2.1442.393
2.1562.407
2.1382.373
2.1942.429
21
1.521
1.521
1.521
1.521
1.521
1.523
1.52
1.523
1.52
1.523
1.51.523
1.523
1.523
1.523
1.523
1.523
1.523
1.523
1.523
1.523
1.523
20.70123.35023.02622.70124.35024.02623.70125.35025.02624.70126.35026.02625.70127.35027.02626.70129.35029.02628.70128.05131.02630.70132.02631.70131.05134.02633.70135.02634.70134.05137.02638.02637.70137.05139.02638.70138.05141.02640.70140.05144.02643.70143.05147.02646.70146.05149.02648.70148.05151.02650.70150.05154.02653.70153.05155.02654.70154.05157.02656.70156.05159.02658.70158.051
19.54622.77322.16021.54623.77323.16022.54624.77324.16023.54625.77325.16024.54626.77326.16025.54628.77328.16027.54626.31930.16029.54631.16030.54629.31933.16032.54634.16033.54632.31936.16037.16036.54635.31938.16037.54636.31940.16039.54638.31943.16042.54641.31946.16045.54644.31948.16047.54646.31950.16049.54648.31953.16052.54651.31954.16053.54652.31956.16055.54654.31958.16057.54656.319
19.83522.91722.37621.83523.91723.37622.83524.91724.37623.83525.91725.37624.83526.91726.37625.83528.91728.37627.83526.75230.37629.83531.37630.83529.75233.37632.83534.37633.83532.75236.37637.37636.83535.75238.37637.83536.75240.37639.83538.75243.37642.83541.75246.37645.83544.75248.37647.83546.75250.37649.83548.75253.37652.83551.75254.37653.83552.75256.37655.83554.75258.37657.83556.752
1.2270.6130.9201.2270.6130.9201.2270.6130.9201.2270.6130.9201.2270.6130.9201.2270.6130.9201.2271.8400.9201.2270.9201.2271.8400.9201.2270.9201.2271.8400.9200.9201.2271.8400.9201.2271.8400.9201.2271.8400.9201.2271.8400.9201.2271.8400.9201.2271.8400.9201.2271.8400.9201.2271.8400.9201.2271.8400.9201.2271.8400.9201.2271.840
1.0830.5410.8121.0830.5410.8121.0830.5410.8121.0830.5410.8121.0830.5410.8121.0830.5410.8121.0831.6240.8121.0830.8121.0831.6240.8121.0830.8121.0831.6240.8120.8121.0831.6240.8121.0831.6240.8121.0831.6240.8121.0831.6240.8121.0831.6240.8121.0831.6240.8121.0831.6240.8121.0831.6240.8121.0831.6240.8121.0831.6240.8121.0831.624
0.2890.1440.2170.2890.1440.2170.2890.1440.2170.2890.1440.2170.2890.1440.2170.2890.1440.2170.2890.4330.2170.2890.2170.2890.4330.2170.2890.2170.2890.4330.2170.2170.2890.4330.2170.2890.4330.2170.2890.4330.2170.2890.4330.2170.2890.4330.2170.2890.4330.2170.2890.4330.2170.2890.4330.2170.2890.4330.2170.2890.4330.2170.2890.433
20.75223.39023.07422.75424.39024.07423.75425.39025.07424.75426.39026.07425.75427.39027.07426.75429.39029.07428.75428.11531.07430.75432.07431.75431.11534.07433.75435.07434.75434.11537.07438.07437.75437.11539.07438.75438.11541.07440.75440.11544.07443.75443.11547.07746.75846.11849.07748.75848.11851.07750.75850.11854.07753.75853.11855.07754.75854.11857.07756.75856.11859.07758.75858.118
20.78623.41623.10622.79124.41624.10623.79125.41625.10624.79126.41626.10625.79127.41627.10626.79129.41629.10628.79128.15731.10630.79132.10631.79131.15734.10633.79135.10634.79134.15737.10638.10637.79137.15739.10638.79138.15741.10640.79140.15744.10643.79143.15747.11146.79646.16349.11148.79648.16351.11150.79650.16354.11153.79653.16355.11154.79654.16357.11156.79656.16359.11158.79658.163
20.70123.35023.02622.70124.35024.02623.70125.35025.02624.70126.35026.02625.70127.35027.02626.70129.35029.02628.70128.05131.02630.70132.02631.70131.05134.02633.70135.02634.70134.05137.02638.02637.70137.05139.02638.70138.05141.02640.70140.05144.02643.70143.05147.02646.70146.05149.02648.70148.05151.02650.70150.05154.02653.70153.05155.02654.70154.05157.02656.70156.05159.02658.70158.051
20.91323.52023.22622.92524.52024.22623.92525.52025.22624.92526.52026.22625.92527.52027.22626.92529.52029.22628.92528.31631.22630.92532.22631.92531.31634.22633.92535.22634.92534.31637.22638.22637.92537.31639.22638.92538.31641.22640.92540.31644.22643.92543.31647.23846.93746.33149.23848.93748.33151.23850.93750.33154.23853.93753.33155.23854.93754.33157.23856.93756.33159.23858.93758.331
Metrisches Gewinde MB (altes Uni 160 Profil) Mutter Toleranz SH8
Nenn- Ø
d = D P d2 = D2 d3 D1 h3 H1 r d2
Steigung Flanken-Ø Radius
Flanken-ØGew.bohrer Tol. 6H
Flanken-ØMutter Tol. 6HGewindetiefekleinster Ø
Gew.bohr. Mutter Gew.bohr. Mutter min. max. min. max.

TECHNISCHEINFORMATION
www.yg-1.de, E-mail : [email protected] • 171
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
3-3 UNIFIED GROBGEWINDEUNIFIED COARSE THREADS
Nennabmessungen nach ANSI B1. 1Herstelltoleranzen für Gewindebohrerflanken-Ø für Muttergewinde 2BGrenzwerte Muttergewinde nach ANSI B1.1, 2B - 3B Toleranzklassen
UNC#1 - 64UNC# 2 - 64UNC#3 - 48UNC# 4 - 40UNC# 5 - 40UNC# 6 - 32UNC# 8 - 32UNC# 10 - 24UNC# 12 - 24UNC 1/4" - 20UNC 5/16" - 18UNC 3/8" - 16UNC 7/16" - 14UNC 1/2" - 13UNC 9/16" - 12UNC 5/8" - 11UNC 3/4" - 10UNC 7/8" - 9UNC 1" - 8UNC 1*1/8" - 7UNC 1*1/4" - 7UNC 1*3/8" - 6UNC 1*1/2" - 6UNC 1*3/4" - 5UNC 2" - 4 1/2UNC 2*1/4" - 4 1/2UNC 2*1/2" - 4UNC 2*3/4" - 4UNC 3" - 4UNC 3*1/4" - 4UNC 3*1/2" - 4UNC 3*3/4" - 4UNC 4" - 4
0.3970.4540.5290.6350.6350.7940.7941.0581.0581.2701.4111.5881.8141.9542.1172.3092.5402.8223.1753.6293.6294.2334.2335.0805.6445.6446.3506.3506.3506.3506.3506.3506.350
1.8542.1842.5152.8453.1753.5054.1664.8265.4866.3507.9389.52511.11212.70014.28815.87519.05022.22525.40028.57531.75034.92538.10044.45050.80057.15063.50069.85076.20082.55088.90095.250101.600
1.5981.8902.1722.4332.7642.9903.6504.1384.7985.5247.0218.4949.93411.43012.91314.37617.39920.39123.33826.21829.39332.17435.34941.15147.13553.48559.37565.72572.07578.42584.77591.12597.475
1.4251.6941.9412.1562.4872.6473.3073.6804.3414.9766.4117.8059.149
10.58411.99613.37616.22919.16921.96324.64827.82330.34333.51838.95144.68951.03956.62762.97769.32775.67782.02788.37794.727
1.3671.6281.8642.0652.3952.5323.1933.5284.1884.7936.2057.5778.88710.30211.69213.04315.93318.76321.50424.12227.29729.73132.90638.21743.87650.22655.71062.06068.41074.76081.11087.46093.810
1.6101.9022.1842.4462.7763.1053.6754.1634.8235.5757.0718.5459.985
11.48112.96414.42717.45020.45523.40126.29429.46932.25035.42541.24147.235
1.6231.9152.1972.4592.7893.0283.6884.1764.8365.5887.0848.5579.99711.49412.97714.44017.46320.46723.41426.31929.49432.27635.45141.26647.260
1.5981.8902.1722.4332.7642.9903.6504.1384.7985.5247.0218.4949.934
11.43012.91314.37617.39920.39123.33826.21829.39332.17435.34941.15147.13553.48559.37565.72572.07578.42584.77591.12597.475
1.6641.9612.2482.5172.8473.0843.7464.2474.9105.6467.1558.63910.08911.59513.08614.55917.59520.59923.56126.45729.63732.43835.61641.44547.45053.80559.71866.07372.42878.78385.18391.49397.848
1.6461.9432.2282.4942.8273.0583.7214.2194.8825.6167.1208.603
10.05111.55213.04314.51417.54420.54623.50526.39829.57632.37235.55041.37247.37153.72659.63265.98772.33978.69485.04991.40297.757
Nenn- Ø T.P.I
P d = D d2 = D2 D1 d3
Steigung
min.
Flanken-ØMutter Toleranz 2B
Flanken-ØMutter Toleranzkleinster Ø
Außen-Ø Flanken-Ø
Mutter Gew.bohr.max. min.
2B/3Bmax.2B
max.3B
H
Muttergewinde
Gewindebohrer
r
P
60。
H1
h3
D D2
D1
d3 d2 d
H 8
H 2H 2
H 4
60。
H 6
Angaben in mmH = 0.86603P
d3 = d - 2h3 = d - 1.22687P
H1 = H = 0.54127P58
h3 = H = 0.61343P1724
r= = 0.14434PH6
d2 = D2 = d - H = d - 0.64952P34

TECHNISCHEINFORMATION
172 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
3-4 UNIFIED FEINGEWINDEUNIFIED FINE THREADS
Nennabmessungen nach ANSI B1. 1Herstelltoleranzen für Gewindebohrerflanken-Ø für Muttergewinde 2BGrenzwerte Muttergewinde nach ANSI B1.1, 2B - 3B Toleranzklassen
UNF#0 - 80UNF#1 - 72UNF#2 - 64UNF#3 - 56UNF#4 - 48UNF#5 - 44UNF#6 - 40UNF#8 - 36UNF#10 - 32UNF#12 - 28UNF 1/4" - 28UNF 5/16" - 24UNF 3/8" - 24UNF 7/16" - 20UNF 1/2" - 20UNF 9/16" - 18UNF 5/8" - 18UNF 3/4" - 16UNF 7/8" - 14UNF 1" - 12UNF 1*1/8" - 12UNF 1*1/4" - 12UNF 1*3/8" - 12UNF 1*1/2" - 12
0.3180.3530.3970.4540.5290.5770.6350.7060.7940.9070.9071.0581.0581.2701.2701.4111.4111.5881.8142.1172.1172.1172.1172.117
1.5241.8542.1842.5152.8453.1753.5054.1664.8265.4866.3507.9389.525
11.11212.70014.28815.87519.05022.22525.40028.57531.75034.92538.100
1.3181.6261.9282.2202.5022.7993.0943.7084.3104.8975.7617.2498.83710.28711.87413.37114.95818.01921.04624.02627.20130.37633.55136.726
1.1811.4731.7552.0242.2712.5502.8173.4013.9674.5035.3676.7928.3799.738
11.32612.76114.34817.33020.26223.10926.28429.45932.63435.809
1.1351.4221.6971.9582.1952.4662.7253.2993.8534.3745.2376.6408.2279.55511.14312.55514.14317.10220.00022.80425.97929.15432.32935.504
1.3311.6381.9412.2332.5152.8123.1083.7214.3364.9235.7997.2878.875
10.33811.92513.42115.00918.07021.11024.08927.25230.42733.60236.777
1.3441.6511.9532.2452.5272.8243.1193.7344.3484.9355.8127.3008.88710.35111.93813.43415.02218.08221.12324.10227.27730.45233.62736.802
1.3181.6261.9282.2202.5022.7993.0943.7084.3104.8975.7617.2498.837
10.28711.87413.37114.95818.01921.04624.02627.20130.37633.55136.726
1.3771.6891.9962.2912.5812.8803.1803.8004.4095.0045.8707.3718.96110.42412.01713.52015.11018.18421.22424.21927.33930.57933.75936.937
1.3611.6741.9792.2732.5602.8603.1573.7774.3844.9765.8427.3418.931
10.39111.98113.48215.07218.14321.18124.17127.35130.52833.70636.886
Angaben in mmH = 0.86603P
d3 = d - 2h3 = d - 1.22687P
H1 = H = 0.54127P58
h3 = H = 0.61343P1724
r = = 0.14434PH6
d2 = D2 = d - H = d - 0.64952P34
H
Muttergewinde
Gewindebohrerr
P
60。
60。
H1
h3
D D2
D1
d3 d2 d
H 8
H 6H 4
H 2H 2
Nenn- Ø T.P.I
P d = D d2 = D2 D1 d3
Steigung
min.
Flanken-ØMutter Toleranz 2B
Flanken-ØMutter Toleranzkleinster Ø
Außen-Ø Flanken-Ø
Mutter Gew.bohr.max. min.
2B/3Bmax.2B
max.3B
4 HINWEISE ZUM GEWINDESCHNEIDENINTERESTING HINTS FOR TAPPING
Optimale Bedingungen beim Gewindeschneiden reduzieren die Maschinenhauptzeiten und erhöhen die Standzeit.Optimum tapping conditions reduce effective machining times and increase tap life.
Welcher Typ Gewindebohrer oder ob ein Gewindeformer eingesetzt werden kann, hängt von dem zu bearbeitendenWerkstoff ab.Als allgemeiner Leitwert gilt, daß Werkstoffe mit mindestens 10% Dehnung kaltgeformt werden können.Zur Bestimmung des optimalen Gewindebohrers nutzen Sie die Empfehlungstabelle auf den Seiten 8 und 9.Which types of tap or whether or not a thread former can be used, depends on the type of material to be machined.As a general guide, materials with an extension of at least 10% can be cold-formed.To determine the most suitable tap, refer to the tap recommendation table on pages 8 and 9.
Auswahl des geeigneten GewindebohrersSelection of the most suitable tap
- Kernlöcher sollen sauber, grat- und spänefrei sein.- Kernlöcher sollten die angegebenen Durchmesser haben, siehe Seiten 67 und 68, und abhängig vom aktuellen
Einsatzfall, zur größtmöglichen Durchmesserangabe tendieren.- Core holes should be clean and swarf-free.- Core holes should be of the prescribed size, see chart extract on page 67 and 68 of this catalogue, and dependent on
the actual application, selected towards the upper diameter limit.
KernlöcherCore holes
Meistens sind die gebräuchlichen Kühlmittel in Bearbeitungszentren zum Gewindeschneiden nicht geeignet, weil ihrAnteil an Schmierstoffen zu gering ist. Wenn es nicht möglich ist, den Anteil an Schmierstoffen in der Emulsion zuerhöhen, kann das Schmierproblem in anderer Weise gelöst werden, z. B.:Frequently the coolants used on machining centers are unsatisfactory for tapping because their percentage lubricantcontent is too low. If it is not possible to increase the percentage of lubricant in the emulsion, the lubrification problemcan be solved in other ways, i.e.:
Schmierung mit konzentrierter Emulsion Lubricating with concentrated emulsion A. Eine Schmiervorrichtung, die mit der Maschinensteuerung verbunden ist, gibt zum gewünschten Zeitpunkt eine
bestimmte Menge konzentrierter Emulsion in das Kernloch oder auf den Gewindebohrer ab.B. Eine mit der Maschinensteuerung verbundene Pumpe gibt aus einem separaten Tank eine bestimmte Menge des
Konzentrats in das Kernloch.A. A Iubricating unit, connected to the machine control, delivers at the required instant a specific quantity of
concentrated emulsion into the core hole or onto the tap.B. A pump in a separate tank, controlled by the machine, delivers a specific amount of concentrate into the core hole.
Gewindeschneiden als separater Bearbeitungsgang Tapping in separate operationsDies erlaubt den Einsatz des idealen Gewindeschneid Schmiermittels.This procedure allows the use of the ideal tapping lubricant.
Schmiermitteleinsatz auf BearbeitungszentrenLubricant in relation to machining centers
Die Schnittgeschwindigkeit hat großen Einfluss auf die Spanabfuhr und die Lebensdauer des Gewindebohrers.Bei Großserien ist es lohnend, die ideale Schnittgeschwindigkeit durch Versuche zu ermitteln.Leitwerte finden Sie in der Empfehlungstabelle Seite 17. Die Schnittgeschwindigkeit sollte auf den Werkstoff, dieMaschine und das Umfeld abgestimmt sein.The cutting speed has a great influence on chip flow and the life of the tap.It is worthwhile to establish the ideal cutting speed by tapping trials.Guide values see on the recommendation table page 17. The cutting speed should be in relation to the characteristicsof the material, the machine and its equipment.
Die Folgen falscher Schnittgeschwindigkeiten Effects of unsuitable cutting speed- Zu hoher Kraftaufwand forced tapping- Beschädigter Anschnitt durch überlastete Schneide tap lead chipping caused by overloaded cutting tooth - Verschnittenes Gewinde torn threads - Ungenügende Standzeit unsatisfactory tap-life - Ausschuss rejected threads
Schnittgeschwindigkeiten für GewindebohrerCutting speeds for taps
TECHNISCHEINFORMATION
www.yg-1.de, E-mail : [email protected] • 173
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM

TECHNISCHEINFORMATION
174 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Was sind die Gründe für eine Kaltaufschweißung? What are the causes of cold welding?- Ungeeignete Gewindebohrer Auswahl unsuitable tap selection- Gewindebohrer mit falscher Schneidengeometrie tap with incorrect cutting geometry - Kühlmittel ungeeignet für den Werkstoff coolant unsuitable for material - Unzureichende Kühlung insufficient coolant - Axialer Druck (Zug oder Druck) auf den Gewindebohrer axial pressure (pull or push) on the tap - Kernloch zu klein core hole too small - Risse in der Wand des Kernlochs breaks in walls of core hole - Schnittgeschwindigkeit zu hoch oder zu klein speed too high or too low- Verklemmter Span im Kernloch swarf trapped in the hole- Achsversatz zwischen Gewindebohrer und Kernloch incorrect alignment of tap and core hole - Gewindebohrer läuft unrund tap eccentricity
Die Folgen von Kaltaufschweißungen Effects of cold welding:- verschnittene Gewinde torn threads- kurze Standzeit short tap life - Ausschussgewinde rejected threads - Werkzeugbruch tap breakage - schrottreife Werkstücke scrap workpieces
KaltaufschweißungCold welding
- Die Achsen von Gewindebohrer und Kernloch müssen genau fluchten.- Auf nicht synchronisierten Maschinen (Vorschub / Schnittgeschwindigkeit) empfehlen wir den Einsatz einer
Gewindeschneidspindel.- The tap must be mounted on the axis of the core hole.- On non-synchronized machines (feed / speed) we recommend the use of a tapping spindle.
Gewindebohrer einspannenTap mounting
Bei nicht synchronisierten Maschinenspindeln (Vorschub / Schnittgeschwindigkeit) sollte der Vorschub in der Regel5 – 10% kleiner sein als die Gewindesteigung. In diesen Fällen muß ein Gewindeschneidfutter verwendet werden,das die Differenz zwischen dem Vorschub und der Gewindesteigung ausgleicht.Es ist wichtig, daß die Spannfeder im axialen Ausgleich locker eingestellt wird, um eine zu große axiale Belastungdes Gewindebohrers zu vermeiden.Die Druckfeder sollte so gespannt sein, daß der Gewindebohrer zu schneiden beginnt, wenn die Feder beihöchstens einer halben Steigung gespannt ist.With non-synchronized machine spindles (feed / speed) the feed rate should as a rule be programmed approx. 5-10% lower than the thread pitch. In these cases a tapping chuck must be used which will compensate thedifference between the feed rate and the thread pitch.It is important that the tension spring in the axial compensation is set to a light rate to avoid axially loading the tap.The compression spring should be tensioned so that the tap starts to cut by compressing the spring at the most upto one half pitch.
Wichtige Hinweise : Sorgen Sie für die richtige Schnittgeschwindigkeit.Sorgen Sie dafür, daß reichlich Kühlschmiermittel beim Gewindeschneiden verwendet wird.Gute Stabilität von Maschine und Vorrichtungen ist die Grundlage für optimale Qualität und Leistung.Important hints: Ensure that the correct speed is selected.Ensure that ample lubricating coolant is used when tapping.Good machine and equipment stability is essential for optimum quality and performance.
GewindeschneidköpfeTapping heads

TECHNISCHEINFORMATION
www.yg-1.de, E-mail : [email protected] • 175
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
FEHLER / Problem LÖSUNGEN / SolutionsURSACHEN / Causes
Gewindezu großTapped holeoversize
GewindeverschnittenStrippedthreads
GewindetrichterförmigBell mouthedtapped hole
Gewindezu rauhUnsatisfactorythread surfacefinish
Falscher Gewindebohrer im Einsatz(Schneidengeometrie ungeeignet)Incorrect tap in use (cutting geometryunsuitable for application)
Fehlerhafte FluchtungFaulty alignment
KaltaufschweißungCold welding
Falsch nachgeschliffener Gewindebohrer(Anschnitt nicht konzentrisch)Re-ground tap(lead-in is not concentric)
Falscher Gewindebohrer im Einsatz(Schneidengeometrie ungeeignet)Incorrect tap in use (cutting geometryincorrect for application)
Spindelgeschwindigkeit und Vorschub sindnicht aufeinander abgestimmtSpindle speed and feed rate not synchronized
Unzureichender Startdruck bei einemGewindebohrer mit SchälanschnittInsufficient start pressure exerted on tapwith peel-cut
Falscher Druck beim AnfahrenIncorrect start pressure applied to tap
Falscher Gewindebohrer im Einsatz(Schneidengeometrie ungeeignet)Incorrect tap in use(cutting geometry unsuitable for application)
Die Schneiden sind stumpfThe tap is blunt
Der Gewindebohrer ist schlechtnachgeschliffenTap badly re-ground
Kühlmittel mit unzureichendemSchmiermittelanteilCoolant lacking in Iubricating qualitiesand / or quantity
Einen für den Werkstoff geeignetenGewindebohrer auswählenUse tap selected from the relevantmaterial group
Dafür sorgen, daß Gewindebohrer und Kernloch axialgenau fluchtenEnsure that the tap is correctly aligned with the core hole axis
Schmierung und Ausrichtung des Kühlmittelstrahlsverbessern, Schnittgeschwindigkeit korrigierenImprove lubrication and direction of coolant Adjust cutting speed
Anschnitt fehlerfrei auf geeigneterSchleifmaschine nachschleifenRegrind tap lead correctly on a suitable tap grindingmachine
Einen für den Werkstoff geeignetenGewindebohrer auswählenUse a tap from the relevant material group.
Vorschub und / oder Steigung der Spindel überprüfen,Gewindeschneidspindel mit axialem Ausgleich verwendenCheck feed rate programming and / or pitch of leadingspindleUse a tapping spindle with axial float
Startdruck erhöhenIncrease start pressure
Gewindeschneidspindel mit axialem Ausgleich verwendenUse a tapping spindle with axial float
Einen für den Werkstoff geeignetenGewindebohrer auswählenSelect tap from the relevant material group
Neuen oder nachgeschärften Gewindebohrer einsetzenReplace or re-grind tap
Gewindebohrer korrekt nachschleifenPrüfen, ob die Schneidengeometrie für den Werkstoffgeeignet istRe-grind tap again.Check that cutting geometry is suitablefor material
Für qualitativ und quantitativ gute Kühlung undSchmierung sorgenEnsure the use of asuitable coolant andan ample supply
5 FEHLER UND ABHILFEN BEIM GEWINDESCHNEIDENAPPLICATION AND USE OF THREADING TAPS
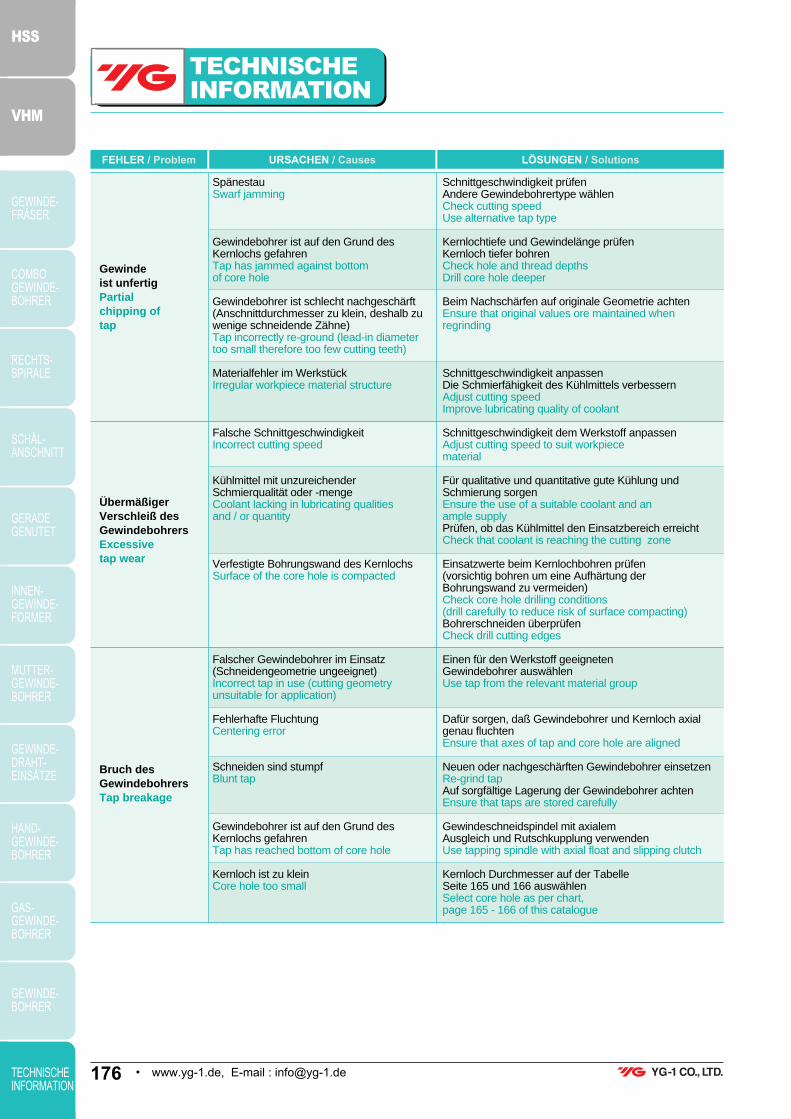
TECHNISCHEINFORMATION
176 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
FEHLER / Problem LÖSUNGEN / SolutionsURSACHEN / Causes
Gewindeist unfertigPartialchipping oftap
ÜbermäßigerVerschleiß desGewindebohrersExcessivetap wear
Bruch desGewindebohrersTap breakage
SpänestauSwarf jamming
Gewindebohrer ist auf den Grund desKernlochs gefahrenTap has jammed against bottomof core hole
Gewindebohrer ist schlecht nachgeschärft(Anschnittdurchmesser zu klein, deshalb zuwenige schneidende Zähne)Tap incorrectly re-ground (lead-in diametertoo small therefore too few cutting teeth)
Materialfehler im WerkstückIrregular workpiece material structure
Falsche SchnittgeschwindigkeitIncorrect cutting speed
Kühlmittel mit unzureichenderSchmierqualität oder -mengeCoolant lacking in lubricating qualitiesand / or quantity
Verfestigte Bohrungswand des KernlochsSurface of the core hole is compacted
Falscher Gewindebohrer im Einsatz(Schneidengeometrie ungeeignet)Incorrect tap in use (cutting geometryunsuitable for application)
Fehlerhafte FluchtungCentering error
Schneiden sind stumpfBlunt tap
Gewindebohrer ist auf den Grund desKernlochs gefahrenTap has reached bottom of core hole
Kernloch ist zu kleinCore hole too small
Schnittgeschwindigkeit prüfenAndere Gewindebohrertype wählenCheck cutting speedUse alternative tap type
Kernlochtiefe und Gewindelänge prüfenKernloch tiefer bohrenCheck hole and thread depthsDrill core hole deeper
Beim Nachschärfen auf originale Geometrie achtenEnsure that original values ore maintained whenregrinding
Schnittgeschwindigkeit anpassenDie Schmierfähigkeit des Kühlmittels verbessernAdjust cutting speedImprove lubricating quality of coolant
Schnittgeschwindigkeit dem Werkstoff anpassenAdjust cutting speed to suit workpiece material
Für qualitative und quantitative gute Kühlung undSchmierung sorgenEnsure the use of a suitable coolant and an ample supplyPrüfen, ob das Kühlmittel den Einsatzbereich erreichtCheck that coolant is reaching the cutting zone
Einsatzwerte beim Kernlochbohren prüfen (vorsichtig bohren um eine Aufhärtung derBohrungswand zu vermeiden)Check core hole drilling conditions (drill carefully to reduce risk of surface compacting)Bohrerschneiden überprüfenCheck drill cutting edges
Einen für den Werkstoff geeignetenGewindebohrer auswählenUse tap from the relevant material group
Dafür sorgen, daß Gewindebohrer und Kernloch axialgenau fluchtenEnsure that axes of tap and core hole are aligned
Neuen oder nachgeschärften Gewindebohrer einsetzenRe-grind tapAuf sorgfältige Lagerung der Gewindebohrer achtenEnsure that taps are stored carefully
Gewindeschneidspindel mit axialem Ausgleich und Rutschkupplung verwendenUse tapping spindle with axial float and slipping clutch
Kernloch Durchmesser auf der TabelleSeite 165 und 166 auswählenSelect core hole as per chart,page 165 - 166 of this catalogue

TECHNISCHEINFORMATION
www.yg-1.de, E-mail : [email protected] • 177
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
6 NACHSCHÄRFENRESHARPENING
Das Nachschärfen der Gewindebohrer soll die verschlissenen Schneidkanten erneuern.Das ist wichtig um das Leistungsvermögen des Werkzeugs voll auszuschöpfen und muss daher präzise durchgeführt werden, um Fehler zu vermeiden,die die Präzision des Gewindes und die Standzeit beeinträchtigen.Um das Nachschärfen schnell und präzise durchzuführen, empfehlen wir den Einsatz von geeigneten Schleifmaschinen mit dem notwendigen Zubehör.Das Nachschärfen der Gewindebohrer erfolgt in zwei Stufen :a) schleifen der Freifläche im Anschnitt;b) schleifen der Nuten (Spanfläche). (siehe Abb. 1)The resharpening on taps is done for regenerating the active hedges weared by the destructive action of cutting and of friction, ithas high importance for an economical exploitation of the tool and so far has to be made rationally, keeping away from wrong operationswhich can heavily compromise the accuracy and the life.In order to execute the tap resharpening quickly and accurately we recommend the use of proper resharpening machines having all necessary equipments for this operation.The tap resharpening take place in two steps:a) resharpening of (relieved) chamfer;b) resharpening of flutes. (See picture 1)
SCHLEIFEN DER FREIFLÄCHE IM ANSCHNITTRESHARPENING OF (RELIEVED) CHAMFERDas Schärfen des Anschnitts muss entweder auf besonderen Gewindeschleifmaschinen erfolgen, oder auf konventionellen Schleifmaschinen mit entsprechenden Vorrichtungen für einen genauen Hinterschliff.Abb. 2 zeigt das Nachschärfen mit einer zylindrischen Schleifscheibe.Vor den Schleifen überprüfen, ob der Gewindebohrer,zwischen Spitzen gehalten oder in einer Spannzange eingespannt, rund läuft. Prüfen Sie auch den Winkel ß, der korrekt sein muss, um die gleiche Anzahl Gänge im Anschnitt zu haben.The chamfer resharpening must be executed both on specific for taps machines or on conventional resharpening machines equipped with an auxiliary system proper to generate the circular relief on back.The picture 2 shows the resharpening made with the cylindrical surface of a grinding wheel.Before resharpening, verify that the tap, fixed between points or on pincer,runs concentrical; verify also the angle βwhich has to be correct inorder to keep the same number of threads on chamfer.
SCHLEIFEN DER NUTENRESHARPENING OF FLUTESDieser Arbeitsgang muss auf einer speziellen Gewindebohrer - schleifmaschine erfolgen, die ausgerüstet ist mit :Teilkopf, Leitspindel zum Schleifen entlang gedrallter Nuten undKühlmittelversorgung. Den Spanwinkel γbei Gewindebohrern mit geraden Nuten erhält man durch Verstellen der Bohrerachse im Verhältnis zu der zu schleifenden Oberfläche um den Einstellwert X, der nach folgender Formel errechnet wird : X = 1/2 d1 sin γ(siehe Abb. 3).(d1 = Gewindebohrerdurchmesser)This operation must be done on a specificresharpening machine for taps, equipped with:deviding head, lead screw of “barrasinus”for executing the helix and cooling equipment.The rake angle γis obtained moving the tap axis, in relation to the resharpening surface, of an amount X to be calculated with theformula: X = ½ d1sin γ(see picture 3).(d1=tap major diameter)
Beispiel : Gewindebohrer M10x1,5 für Stahl mit 600 N/mm2
Example: Tap 10 × 1,5 to cut on steel strength = 600 N/mm2
d1 = 10mm ; γ= 15。; sin γ= 0,25882;
X = ; X = 1,29mm0,25882 × 102
Abb. 1
Abb. 2
Abb. 3
X
γ
β
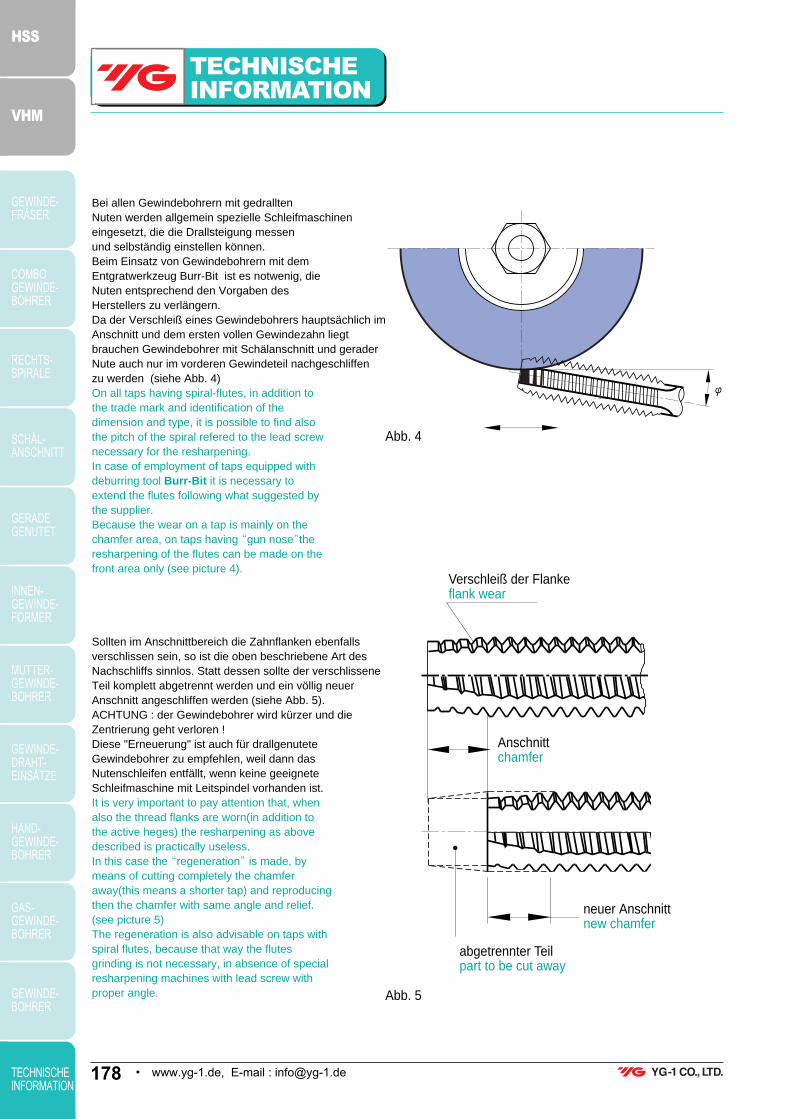
TECHNISCHEINFORMATION
178 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
Bei allen Gewindebohrern mit gedralltenNuten werden allgemein spezielle Schleifmaschineneingesetzt, die die Drallsteigung messenund selbständig einstellen können.Beim Einsatz von Gewindebohrern mit dem Entgratwerkzeug Burr-Bit ist es notwenig, dieNuten entsprechend den Vorgaben des Herstellers zu verlängern.Da der Verschleiß eines Gewindebohrers hauptsächlich im Anschnitt und dem ersten vollen Gewindezahn liegtbrauchen Gewindebohrer mit Schälanschnitt und gerader Nute auch nur im vorderen Gewindeteil nachgeschliffen zu werden (siehe Abb. 4)On all taps having spiral-flutes, in addition tothe trade mark and identification of thedimension and type, it is possible to find alsothe pitch of the spiral refered to the lead screwnecessary for the resharpening.In case of employment of taps equipped withdeburring tool Burr-Bit it is necessary toextend the flutes following what suggested bythe supplier.Because the wear on a tap is mainly on thechamfer area, on taps having “gun nose”theresharpening of the flutes can be made on thefront area only (see picture 4).
Sollten im Anschnittbereich die Zahnflanken ebenfallsverschlissen sein, so ist die oben beschriebene Art desNachschliffs sinnlos. Statt dessen sollte der verschlisseneTeil komplett abgetrennt werden und ein völlig neuerAnschnitt angeschliffen werden (siehe Abb. 5).ACHTUNG : der Gewindebohrer wird kürzer und dieZentrierung geht verloren !Diese "Erneuerung" ist auch für drallgenutete Gewindebohrer zu empfehlen, weil dann das Nutenschleifen entfällt, wenn keine geeignete Schleifmaschine mit Leitspindel vorhanden ist.It is very important to pay attention that, whenalso the thread flanks are worn(in addition tothe active heges) the resharpening as abovedescribed is practically useless.In this case the “regeneration”is made, bymeans of cutting completely the chamferaway(this means a shorter tap) and reproducingthen the chamfer with same angle and relief.(see picture 5)The regeneration is also advisable on taps withspiral flutes, because that way the flutesgrinding is not necessary, in absence of specialresharpening machines with lead screw withproper angle.
Abb. 4
φ
Verschleiß der Flankeflank wear
Anschnittchamfer
abgetrennter Teilpart to be cut away
neuer Anschnittnew chamfer
Abb. 5

TECHNISCHEINFORMATION
www.yg-1.de, E-mail : [email protected] • 179
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
RECHTZEITIGES NACHSCHÄRFENRESHARPEN TIMELYEs ist wichtig, den Gewindebohrer rechtzeitig nachzuschärfen. Stumpfe Gewindebohrer können defekte Gewinde schneiden, die Bruchgefahr ist erhöht; zudem nimmt der Verschleiß schnell zu und zerstört weite Bereiche der Schneiden.It is important to resharpen timely the weared tap. In these conditions in fact defective threads can be produced, risking to brake the tool;in addition thewear is increasing quickly, damaging a wide area of the cutter and rapidly.
RICHTIGE SCHLEIFSCHEIBENPROPER GRINDING WHEELSBindung und Korn der Schleifscheiben müssen auf die Gewindebohrer abgestimmt sein.Unsere Techniker sind bereit, Ihnen die geeignete Empfehlung zu gebenThe structure and grain of grinding wheels must be the right one for the tap to be resharpened. Our technicians are at complete disposal to give the proper recommendations.
GEWINDEBOHRER FÜR GUSSTAPS FOR CAST IRONSBei diesen Gewindebohrern ist Nachschärfen kaum möglich. Der verschleißfordernde Guss greift die Schneidenflanken an, wodurch die Toleranz verloren geht.On these taps the resharpening is rarely possible because, due to cast iron is abrasive, the tap is wearing on flank of the thread and so far out of tolerance.
GEWINDEBOHRER FUR ALUMINIUMTAPS FOR ALUMINIUMEs ist empfehlenswert nach dem oben beschriebenen Nachschärfen Schleifgrate am Gewindebohrer mit Stahlbürsten zu entfernen. Dadurch wird die Gefahr vermieden, Gewinde zu groß zu schneiden.It is advisable, after resharpening as above described, to remove steel burrs from the grinding wheel action.This operation, easy with iron brushes, avoid the danger of boring or over tolerance tapping instead of accurate tapping.
KONTROLLEN (TESTS)CONTROLS (TESTS)Nach dem Nachschärfen sollte der Gewindebohrer genau kontrolliert werden, um sicher zu stellen, daß er genauso gut schneidet, wie ein neuer Bohrer.- Der Anschnitt muss genau axial sein, um den Effekt wie in Abb.7
zu vermeiden.- Die Schneiden müssen eine genaue Teilung haben. Das Ergebnis des
Nachschleifens mit falscher Teilung ist in Abb. 7 zu sehen.- Die Länge und Anzahl der Gewindegänge im Anschnitt muss absolut
genau so sein, wie bei einem neuen Gewindebohrer.Once resharpened the tap, it is always better to make some tests to obtain correct threads same as when the tap was new.- The chamfer must be perfectly on axis to avoid the
effects of picture 6.- The cutters must have correct divisions. The results
of a resharpening with a wrong division is shownon picture 7.
- The length and number of threads on chamfer mustbe rigorously identical to those of the new tap.
Abb. 6
b
a
3
2
1
4
γ Abb. 7
Teilungsfehlerincorrect division
Schneiden nicht konzentrischcutters not concentric
unrund geschliffener Anschnittchamfer out of center
7 WEITERE WICHTIGE HINWEISEIMPORTANT RECOMMENDATIONS

TECHNISCHEINFORMATION
180 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
8 BESTELLUNGEN / ANFRAGEN FÜR SONDERGEWINDEBOHRERORDERS / INQUIRIES SPECIAL TAPS
Bestellung / Anfrage
Dieses Formular bitte an Ihre zuständige
YG-1 Niederlassung senden.
Gewindebohrer
Bohrung
Zu bearbeitender
Werkstoff
Firma
Adresse
Tel. Fax
Gewinde-Ø und Steigung
○ rechtsschneidend ○ linksschneidend
Besondere Anforderungen :
Ihr Ansprechpartner
Datum Unterschrift
Werkst.-Nr. oder DIN-Bez.
Zugfestigkeit / Härte N/mm2 HB HRc
Spanform ○ kurz ○ lang
○ angelassener Stahl ○ gehärteter Stahl ○ vergüteter Stahl
Ungewöhnliche Eigenschaften des Werkstücks oder der
Einsatzbedingungen, z.B. Ansenkung, schräge Aufspannung, etc.
Zum Fotokopieren
P =
Drallwinkel
Toleranzklasse Gesamtlänge mm
a =
d1=
Flan
ken-
Ø =
Nen
n-Ø
=

TECHNISCHEINFORMATION
www.yg-1.de, E-mail : [email protected] • 181
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
9 SENDEN SIE UNS IHR GEWINDESCHNEIDPROBLEMSEND US YOUR TAPPING PROBLEMS
Dieses Formular bitte an Ihre zuständige
YG-1 Niederlassung senden
Gewindebohrer
Bohrungsart
Schnitt-
geschwindigkeit
Schmierung
Maschine
Antrieb
Vorschub
Aufnahme
Zu bearbeitender
Werkstoff
Firma
Adresse
Tel. Fax
Beschreibung des bisher verwendeten Gewindebohrers Fabrikat Type
Gewinde-Ø und Steigung Toleranzklasse
○ rechtschneidend ○ linksschneidend
○ Gewindeformer ○ Rechtsspirale Grad
○ gerade Nuten ○ Linksspirale Grad
○ Anschnittlänge Gänge
Zusätzliche Information für Sondersteigung und Gewindeform :
Flanken-Ø größter Ø
kleinster Ø Flankenwinkel Grad
Kernloch-Ø Bohrungslänge
Gewindelänge
○ Durchgangsloch ○ Sackloch
Besondere Anforderungen oder ungewöhnliche Eigenschaften des Werkstücks :
m/min
U/min
○ ohne ○ Emulsion % ○ Schneidöl ○ andere
Einsatzart : ○ mit Druck ○ Nebel ○ andere
Type ○ horizontale Bearbeitung ○ vertikale Bearbeitung
○ Gewindebohrer dreht Anzahl der
○ Werkstück dreht Spindeln
○ ohne ○ mit Antrieb ○ CNC %
○ fest ○ mit Ausgleich ○ mit Rutschkupplung
Fabrikat Type
Werkst.-Nr. oder DIN-Bez.
Analyse (wenn möglich)
Zugfestigkeit oder Härte N/mm2 HB HRc
Spanform ○ kurz ○ lang
Kurze Problembeschreibung
Ihr Ansprechpartner
Datum Unterschrift
Zum Fotokopieren

TECHNISCHEINFORMATION
182 • www.yg-1.de, E-mail : [email protected]
GEWINDE-FRÄSER
COMBOGEWINDE-BOHRER
RECHTS-SPIRALE
SCHÄL-ANSCHNITT
GERADEGENUTET
INNEN-GEWINDE-FORMER
MUTTER-GEWINDE-BOHRER
GEWINDE- DRAHT- EINSÄTZE
HAND-GEWINDE-BOHRER
GAS-GEWINDE-BOHRER
GEWINDE-BOHRER
TECHNISCHEINFORMATION
HSS
VHM
10 HÄUFIGE GEWINDEARTENMAIN THREAD SYMBOLS
AMERIKANISCHE NORM AMERICAN STANDARD
Zylindrische Gewinde Cylindrical threadsUNC Unified Coarse-Thread SeriesUNF Unified Fine-Thread SeriesUNEF Unified Extra-Fine-Thread SeriesUN Constant Pitch Series-Threads with
constant pitch of T.P.I. 4,6,8,12,16,20,28,32UNS Selected combinations-Threads with
special dia-pitch combinationsUNJ Unified threads with constant pitch
with radius on minor diameter from0,15011 Pitch to 0,18042 Pitch
UNJC Unified coarse thread with radius onminor diameter from 0,15011 Pitch to0,18042 Pitch
UNJEF Unified extra fine thread with radius onminor diameter from 0,15011 Pitch to0,18042 Pitch
UNJF Unified fine threads with radius onminor diameter from 0,15011 Pitch to0,18042 Pitch
Zylindrische Rohr-GewindePipe cylindrical threadsNPS Cylindrical threads for pipeNPSC American Standard for pipe couplingNPSF American Standard for internal thread
on pipe, drysealNPSH American Standard for cylindrical
threads for pipe, joints and nipplesNPSI American Standard for internal
cylindrical threads on pipe(dryseal)NPSL American Standard for cylindrical
threads on pipe for nutsNPSM American Standard for cylindrical
threads on pipe for mechanical jointsNGO American National pipe threads for
gas exhaustNGS American National pipe threads for gas
Kegelige Rohr-Gewinde Taper pipe threadsANPT Taper pipe threads for Army, Navy and AirforceF-PTE Taper pipe fine threads(dryseal)
NPT Taper pipe threadNPTF Taper pipe thread (dryseal)NPTR Taper pipe thread for
railways equipmentsPTF-SAE SHORT Taper pipe short
thread(dryseal)-SAEPTF-SPL SHORT Taper pipe special
thread(dryseal)-SAEPTF-SPL EXTRA SHORT Extra short special
thread(dryseal)-SAESPL-PTF Special taper pipe
dryseal threadNGT National American
taper pipe threadSGT Special taper pipe threadAPI American petroleum
Institute taper pipe thread
Trapez- und SägengewindeTrapezoidal and saw tooth threadsACME-C ACME selfcentering threadACME-G ACME generical applicationSTUB-ACME ACME flat thread with
reduced thread depth60。STUB-ACME ACME flat thread with
60。flank angleN BUTT American National Saw
tooth thread
BRITISCHE NORM BRITISH STANDARDBSW Whitworth British Standard coarse pitchBSF Whitworth British Standard fine pitchWHIT Whitworth Standard special pitchR British Standard external threading for
taper pipe(dryseal)(already BSP-Tr)Rc British Standard internal threading taper
thread for pipe(BSP-Tr)Rp British Standard cylindrical thread for
pipe(already BSP.PI)BA British Standard Association threadBSC British Standard thread for bicycleCEI British Standard for bicycle

www.yg-1.de, E-mail : [email protected] • 183
EDP Nr. INDEX
L1211L1212L1213L1214L12D1L41A1L4211L4212L4271L4272L4273L4274L4276L42A1L6215T0993T7109T7709TB183TB264TB312TB313TB373TB514TB623TB711TB904TB913
313233344344353638394041424437
16214915587
1206673
151159107779067
EDP Nr. Seite
TB914TB924TC122TC127TC134TC144TC163TC174TC214TC222TC224TC227TC234TC244TC254TC283TC312TC353TC411TC413TC422TC433TC463TC517TC622TC711TC727TC728
7591969792888289118114123981211191221056815083851021311276211363156157
EDP Nr. Seite
TC729TC803TC804TC814TC824TC834TC844TC854TC864TC874TC909TC973TCH14TCH23TD127TD222TD227TD263TD312TD413TD703TD711TD713TD733TD804TD814TD821TD824
15814249545257505553581461457610899116100117698613864137140495412952
EDP Nr. Seite
TD834TD844TD854TD864TD874TE821TQ703TQ723TQ813TQ823TQ833TQ853TQ863TQ873TR813TR833TR873TY283TY312TY313TY422TY703TY821TZ293TZ903TZ923TZ933
5750555358128135136716579104101110728011110670741031391301097811281
EDP Nr. Seite
Technische Änderungen und Änderungen des Lieferprogramms vorbehalten. Für Druckfehler keine Gewähr.