第四章 计算机数控( cnc )系统 本章重点: 1...
TRANSCRIPT
第四章 计算机数控( CNC )系统
本章重点: 1 计算机数控系统构成及其结构特点 2 运动轨迹插补原理 3 刀具补偿

§4-1 数控系统的构成与功能 1 数字控制的任务 机械制造工艺中的数字控制就是使工件与刀
具的相对运动形成规定的几何轨迹。对数控机床来说其根本任务是:运动轨迹行程量和开关量控制。
2 CNC 系统的组成 程序、输入输出设备、 CNC 控制器、可编程
控制器( PLC )、主轴驱动和进给驱动单元等组成。其结构框图如下:
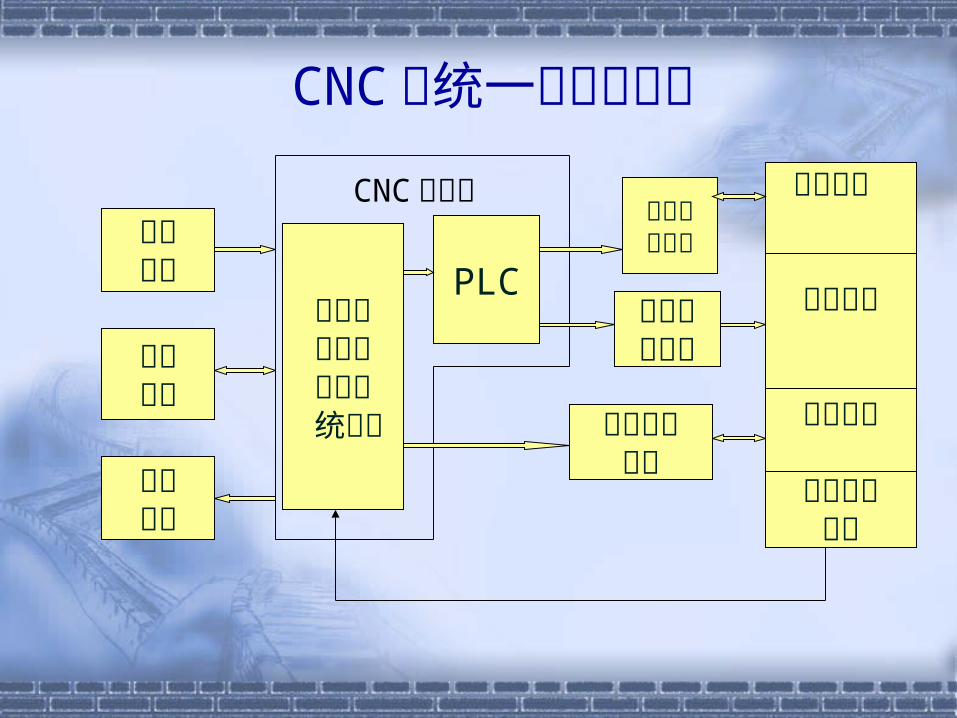
CNC 系统一般结构框图
输入装置
通讯线路
输出装置
PLC
主轴控制单元
数度控制单元
主轴电机
机床电器
进给电机
位置检测装置
电器控制单元
计算机硬件与数控系统软件
CNC 控制器
3 CNC 控制器的一般工作过程 CNC 的工作是在计算机硬件支持下,执行软
件控制功能的全过程。具体来说经过了 1 )输入 2 )译码 3 )刀具补偿 4 )进给速度处理 5 )插补
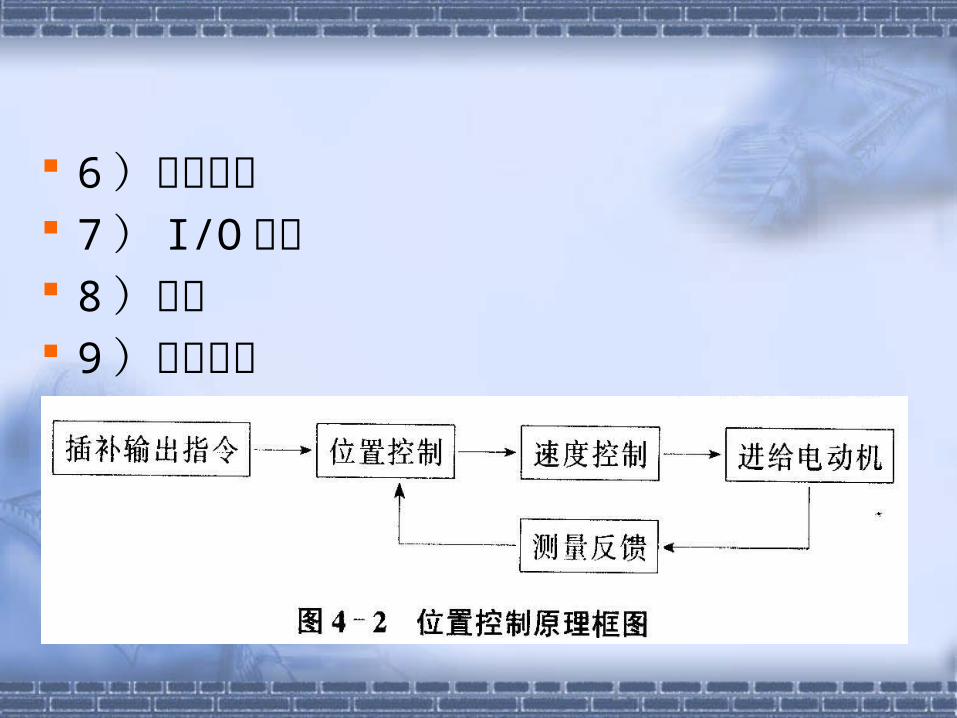
6 )位置控制 7 ) I/O 处理 8 )显示 9 )故障诊断
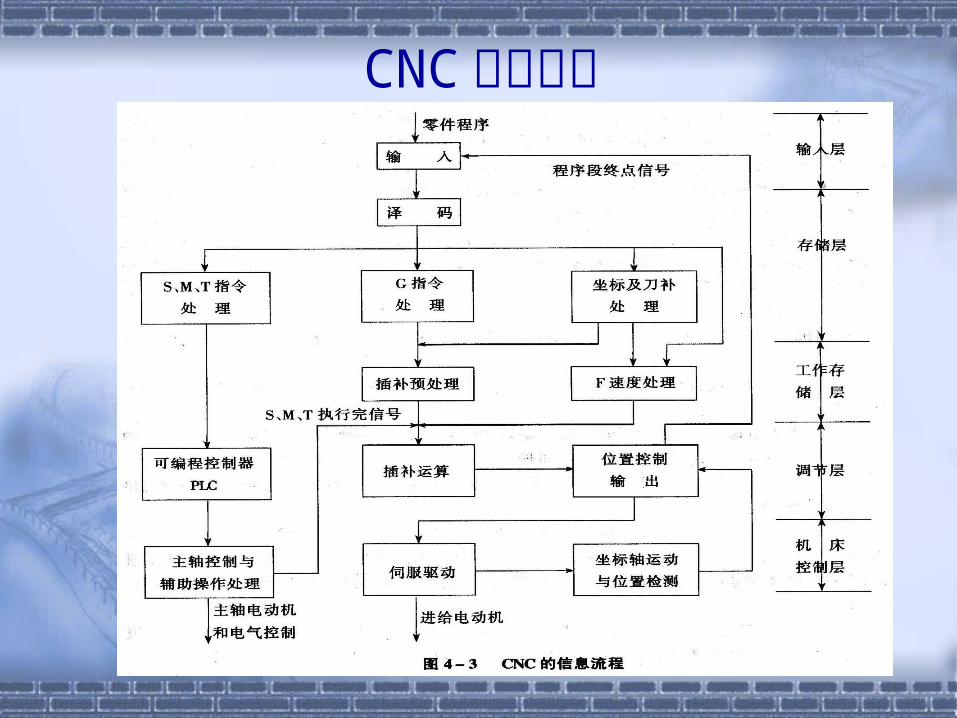
CNC 信息流程
4 CNC 的控制主要功能 1 )轴控制功能 2 )指令机床运动方式的准备功能 3 )插补功能 4 )进给功能 工进、快进、倍率进给、同步进给
(车螺纹) 5 )主轴功能 6 )刀具功能和第二辅助功能(指定工作台分度) 7 )字符图形显示功能 8 )通讯功能 9 )自诊断功能 10 )人机交互图形编程功能
§4-2 CNC 的硬件结构 1 常规 CNC 的硬件结构 三种结构形式: ( 1 )总线式模块化结构的 CNC , 32 位多用
于多轴控制的高档数控机床。 ( 2 )是以单板或专用芯片及模板组成的结构
紧凑的 CNC ,大量用于中档数控机床 ( 3 )基于通用计算机基础之上开发的 CNC 1 ) 单微处理器结构 发展初期的一些经济型数控机床采用此结构。
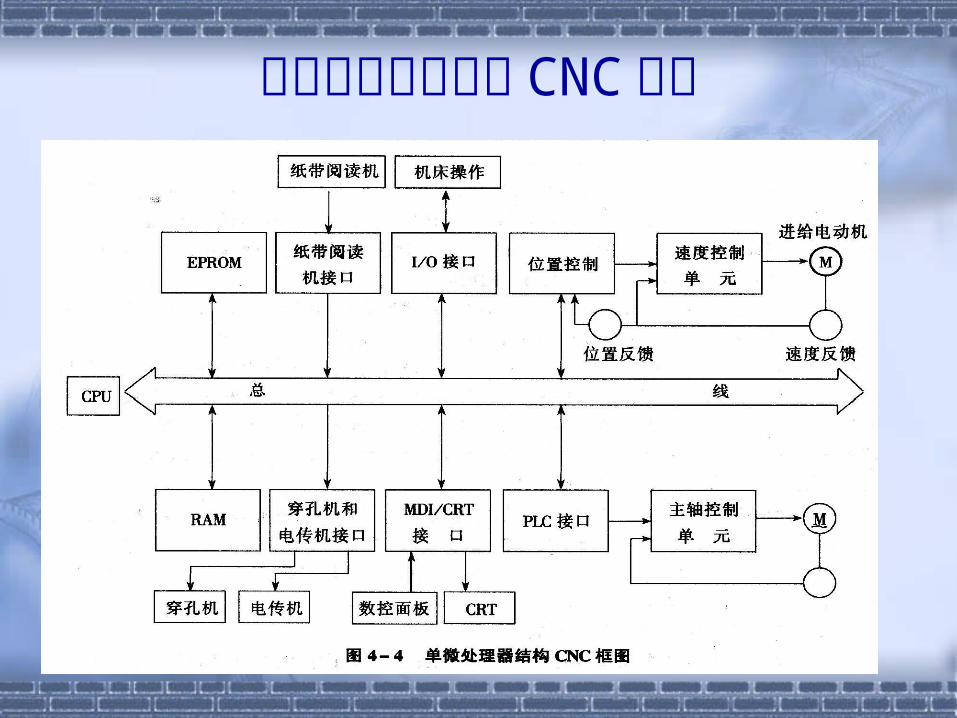
单微处理器结构的 CNC 框图
2 ) 单微处理器的结构特点 A )只有一个微处理器,对存储、插补运算、输入
输出控制、 CRT 显示等 CPU 实现集中控制分时处理。
B )微处理器通过总线与存储器、输入、输出等各种接口相连,构成 CNC 装置。
C )结构简单,易于实现。 D )实时性要求很高的插补运算受微处理器、字长、
数据宽度,寻址能力和运算速度的限制。
3 )多微处理器结构 多微处理器结构的数控装置中有两个或两以
上 CPU ,各 CPU 之间采用紧耦合,资源 共享,有集中的操作系统。
多微处理器结构多采用模块化结构,通常采用共享总线或共享存储器两种典型结构实现模块间的互连与通讯。
4 )共享总线结构 只有主模块有权控制系统总线。 这类结构以系统总线为中心 支持多微处理器结构的总线均设计有总线仲
裁电路 总线仲裁通常有串行和并行两种裁决方式。
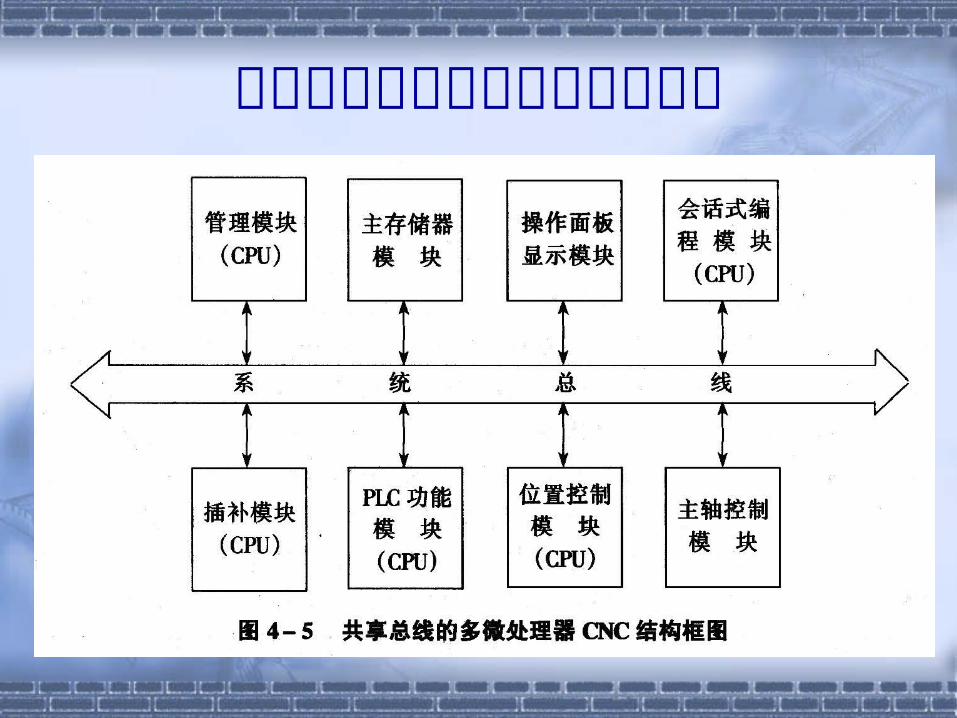
共享总线多微处理器的结构框图
4 )共享存储器结构
采用多端口存储器 RAM 来实现各 CPU 间的互连和通讯,每个端口都配有一套数据、地址、控制线以供访问。
有专门的多端口逻辑控制电路解决访问冲突。 ActrionⅢ 系统就采用这种结构。
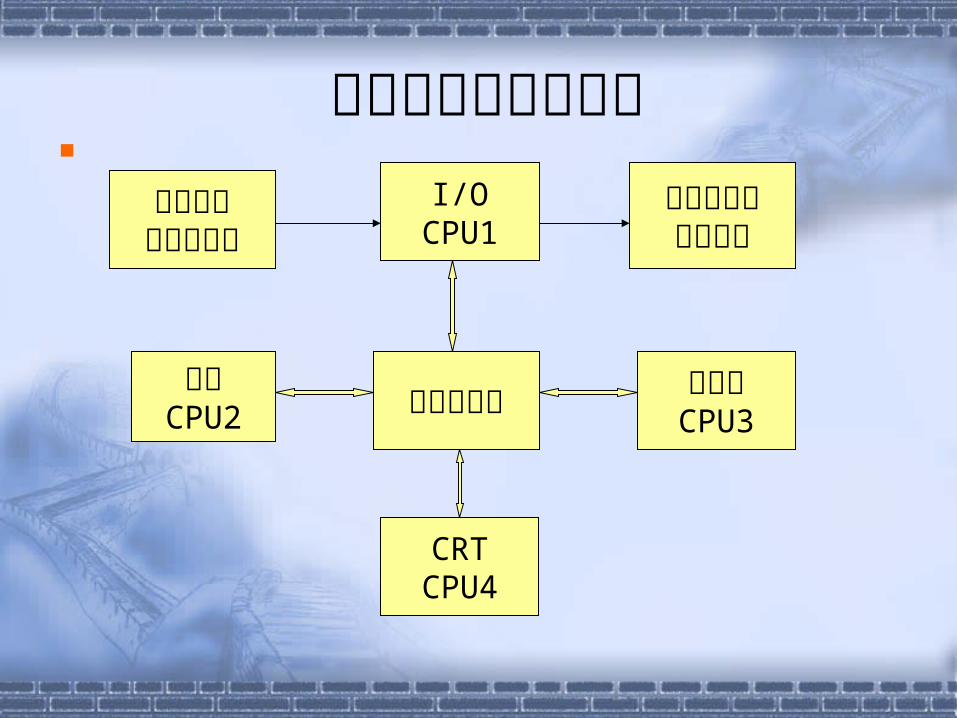
共享存储器结构框图
共享存储器
CRTCPU4
I/OCPU1
插补CPU2
轴控制CPU3
来自机床的控制信号
输到机床的控制信号
5 )多微处理器结构特点 性能价格比高。计算速度快,适于多轴控制、
高速、高精度、高效率的要求。 采用模块化结构,有良好的适应性和扩展性。 硬件易于组织规模生产,降低成本。 可靠性高。
2 开放式 CNC 的硬件结构 可互操作性 可移植性 可缩放性 可相互替代性
§4-3 CNC 系统软件 概述 数控机床实现零件的自动加工原因。 数控装置是依靠其硬件支持,通过运行其软
件完成零件自动加工过程。 各个软件相互协调完成数控任务。
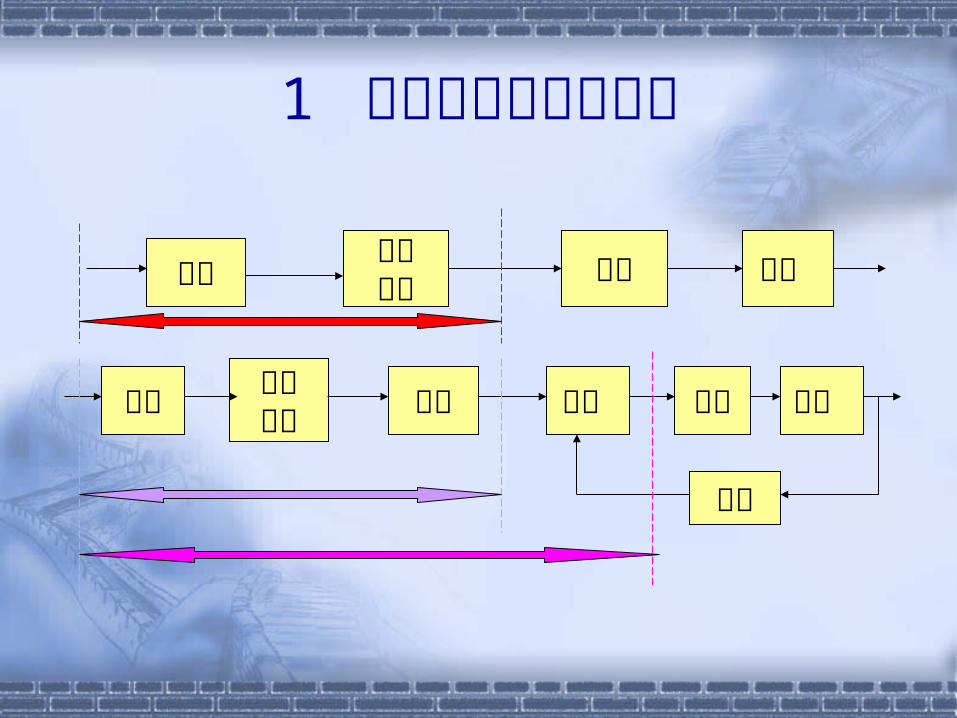
1 三种典型软硬件界面
输入 插补准备 插补 位控
输入 插补准备 插补 位控 速控 电机
测量
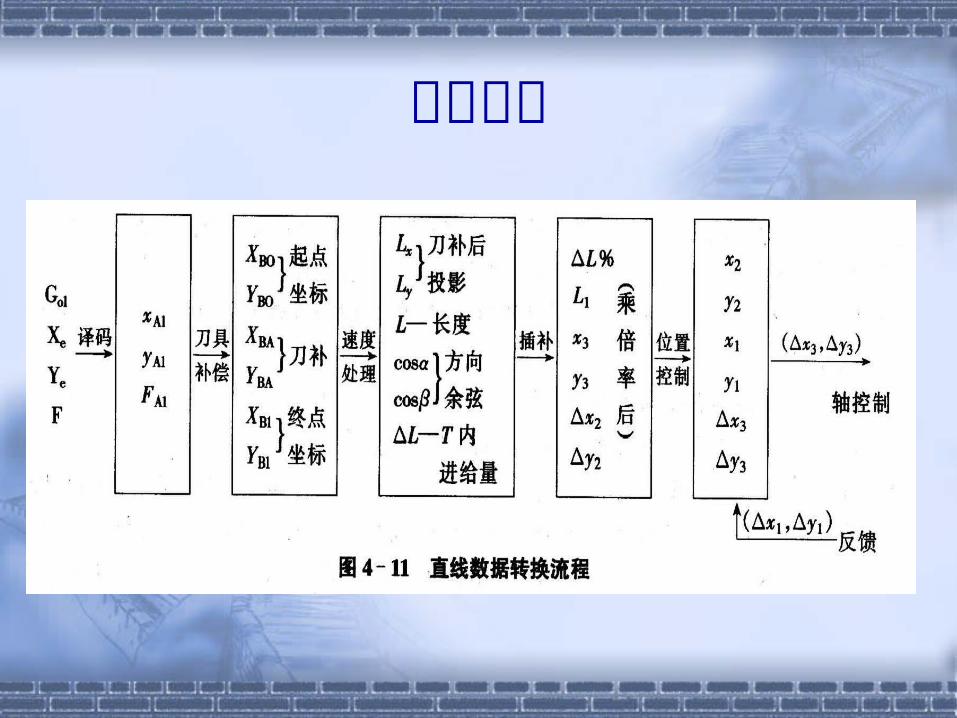
数据流程
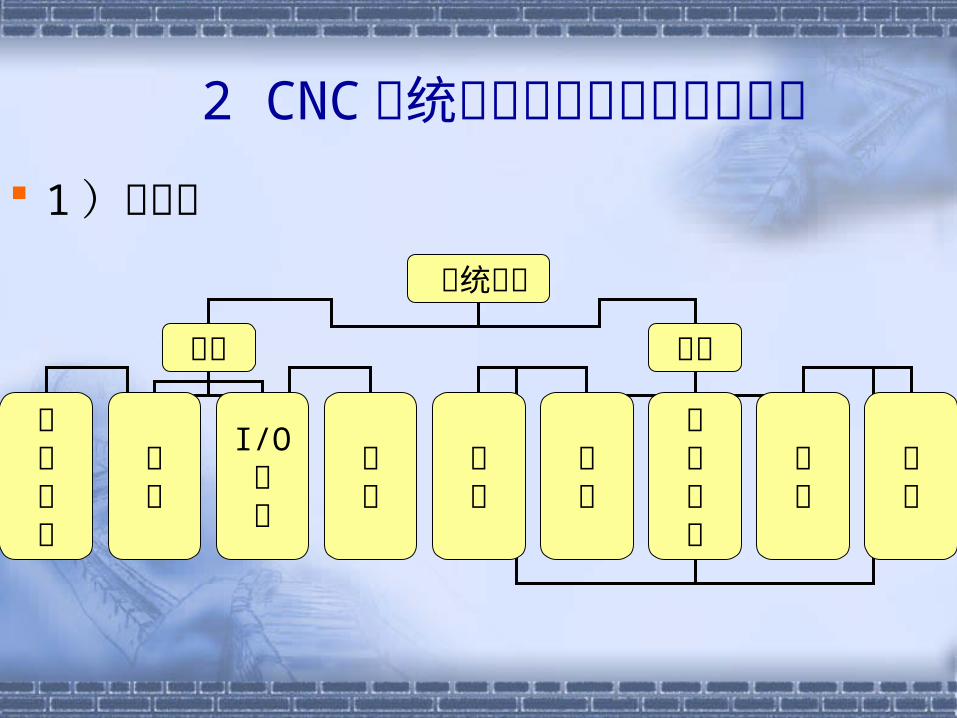
2 CNC 系统的多任务与实时中断处理
1 )多任务系统任务
管理 控制
输入输出
显示
I/O处理
诊断
译码
刀补
速度处理
插补
位控
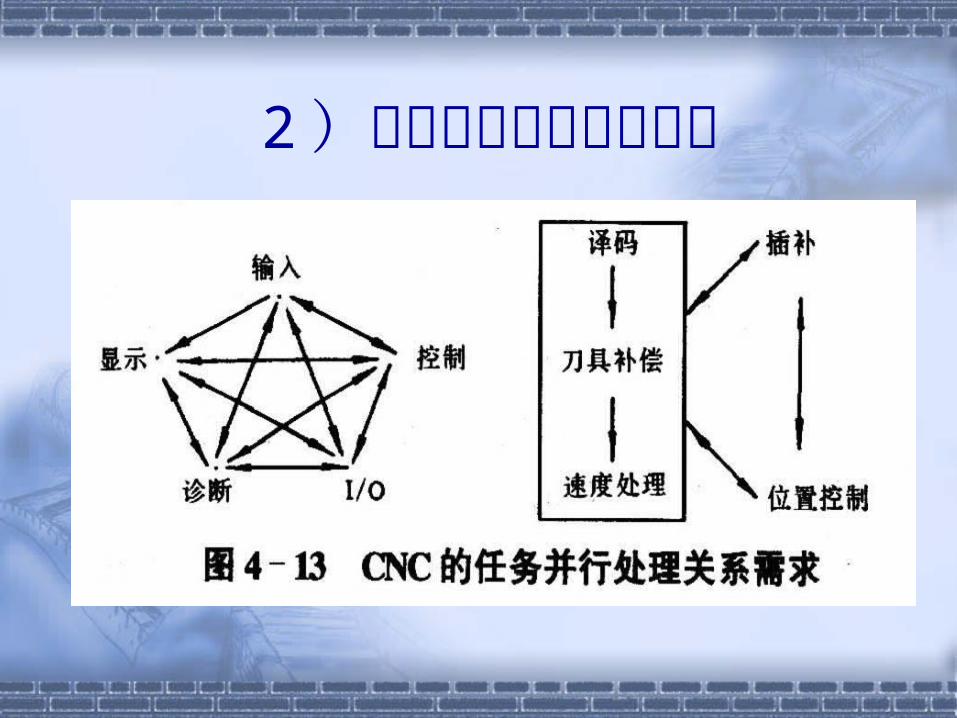
2 )并行处理多重实时中断
3 常规的软件结构 数控系统的基本功能是由各个功能子程序 实
现,不同的软件结构对这些子程序的安排方式不同,管理方法也不同。
1 ) 多重中断型结构 除初始化外,整个系统软件的各种任务模块分别安排成不同级别的中断服务程序中,所有功能程序根据实时重要程度不同,分成不同的优先级,从而整个系统软件成为大的中断系统。
日本的 FANUC—7 、 6 系统都属这类。
2 )前后台型结构 前台程序是中断服务程序。后台程序是个循环运行程序,不断被前台程序所中断,二者共同配合完成零件的加工任务。适合于单微处理器硬件结构。如 A-B 7360CNC 。