싱글 ppm 품질 혁신 추진 배경 및 목적 싱글 ppm 추진방침 및 목표 2.1 ...
DESCRIPTION
▣ 제품의 품질 불량률 현황 (2). 싱글 PPM 품질 혁신 추진 배경 및 목적 싱글 PPM 추진방침 및 목표 2.1 경영방침과 장 , 단기 싱글 PPM 추진방침과의 연계성 2.2 싱글 PPM 장 , 단기 추진 방침 2.3 싱글 PPM 추진 기반 조성 경과 2.4 싱글 PPM 추진 단계 3. 싱글 PPM 품질혁신 활동 추진 개요 3.1 싱글 PPM 품질혁신 추진 조직과 업무 분담 3.2 싱글 PPM 추진 신청 품목 현황 3.3 품목 선정 동기 - PowerPoint PPT PresentationTRANSCRIPT

1. 싱글 PPM 품질 혁신 추진 배경 및 목적
2. 싱글 PPM 추진방침 및 목표
2.1 경영방침과 장 , 단기 싱글 PPM 추진방침과의 연계성
2.2 싱글 PPM 장 , 단기 추진 방침
2.3 싱글 PPM 추진 기반 조성 경과
2.4 싱글 PPM 추진 단계
3. 싱글 PPM 품질혁신 활동 추진 개요
3.1 싱글 PPM 품질혁신 추진 조직과 업무 분담
3.2 싱글 PPM 추진 신청 품목 현황
3.3 품목 선정 동기
3.4 싱글 PPM 추진 품목 공정 요약
3.5 싱글 PPM 품질혁신 활동 추진 계획서
3.6 싱글 PPM 품질혁신 활동 요약
3.7 완료 판정 및 사후 관리
3.8 향후 확대 전개 방안
4. 개선 활동 결과에 대한 평가
5. 싱글 PPM 활동 사례 실적
5.1 품질개선 및 간이 자동화 사례
5.2 3 정 5S 활동 및 LAY OUT 개선 사례
5.3 3 차원 요인별 개선 대책서
5.4 신뢰성 시험 계획서
5.5 Fool Proof 및 간이 자동화 실적 계획서
5.6 타사 부품 비교 분석표
5.7 SPC 및 관련 기법 활용 사례
6. TPM 의 추진 전략 과 중ㆍ장기 추진 계획 사례
▣ 제품의 품질 불량률 현황 (2)▣ 제품의 품질 불량률 현황 (2)

추진배경
세계환경
ㆍ저개발 국가의 급속한 산업발전
ㆍ선진국의 품질 경쟁력 고도화
추구
국내환경
ㆍ완전 시장개방 체제
ㆍ PL 제도 도입 확산
ㆍ고객 품질 요건 강화
ㆍ품질 , 생존 경쟁 심화
품질경쟁력 확보가 절대과제
품질 마인드 변화와 경영체질개선을 위한 혁신 활동이 필요
추진동기
추진목적
싱글 PPM 품질 혁신 운동을 통해 QCD 향상과 기업 체질 강화로 환경변화 대응력과 시장 경쟁력을 확보함으로써 고객 만족을 통한 지속적 성장과 장기적인 성공을 위한 확고한 기반을 구축한다 .
품질방침
우리는 품질 우선 주의로써 고객 불만족 제로를 달성한다 .
품질이념
QCD 를 기본으로 신의를 지켜 고객으로 하여금 믿음을 갖게 하자 .
1. 싱글 PPM 품질혁신 추진 배경 및 목적 ( 예 )
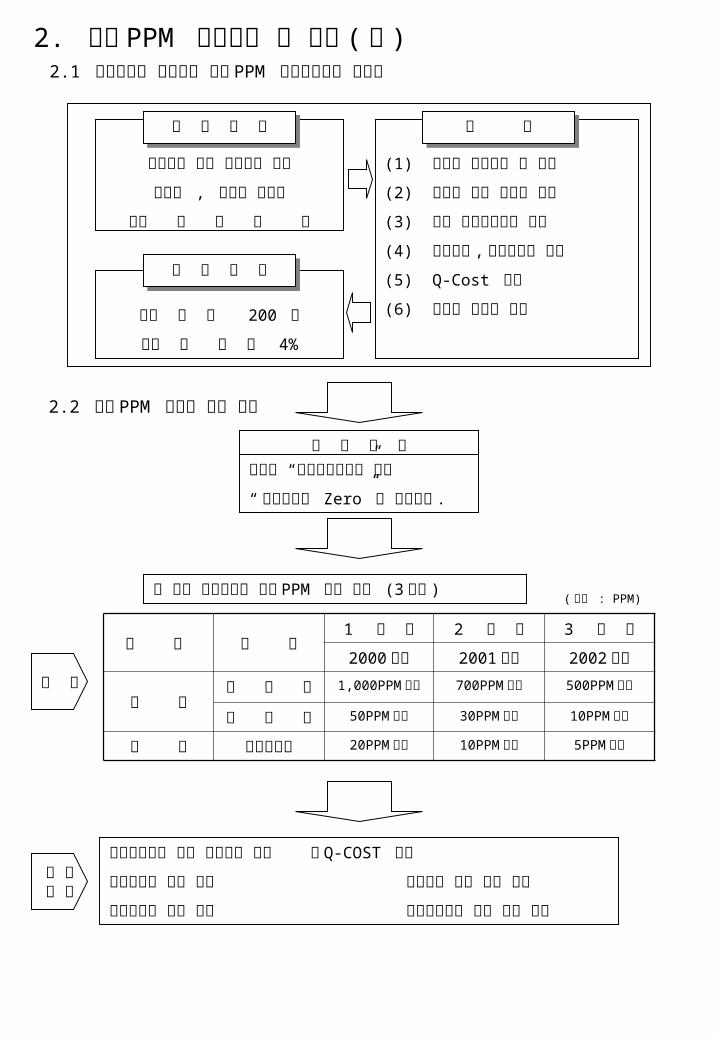
2. 싱글 PPM 추진방침 및 목표 ( 예 )2.1 경영방침과 장ㆍ단기 싱글 PPM 추진방침과의 연계성
내실화를 통한 기업체질 강화
ㆍ품질 , 생산성 최적화
ㆍ무 결 점 도 전
경 영 방 침경 영 방 침
ㆍ매 출 액 200 억
ㆍ경 상 이 익 4%
경 영 목 표경 영 목 표
(1) 신제품 개발참여 및 양산
(2) 국내외 신규 거래선 확보
(3) 신규 독자제품사업 확대
(4) 자주보전 , 분임조활동 강화
(5) Q-Cost 도입
(6) 현장의 기술력 증대
방 책방 책
2.2 싱글 PPM 장단기 추진 방침
품 질 방 침우리는 “품질최우선주의”로써
“ 고객불만족 Zero” 를 달성한다 .
목 표
구 분 항 목1 단 계 2 단 계 3 단 계
2000 년도 2001 년도 2002 년도
사 내공 정 품 1,000PPM
이하700PPM 이하 500PPM 이하
완 제 품 50PPM 이하 30PPM 이하 10PPM 미만
사 외 모기업납품 20PPM 이하 10PPM 이하 5PPM 이하
전 품목 출하불량률 싱글 PPM 이하 달성 (3 단계 )( 단위 : PPM)
기 본방 책
ㆍ원류관리를 통한 품질개선 촉구 ㆍ Q-COST 관리
ㆍ자주검사 활동 강화 ㆍ지속적 개선 활동 강화
ㆍ자주보전 활동 확산 ㆍ교육훈련을 통한 자기 계발

2.3 싱글 PPM 추진기반 조성 경과
단계 공장혁신활 동
합리화활 동
ISO9002인 증
100PPM품질혁신
싱글 PPM인 증
추
진
내
용
1. 공장혁신 활동 - 선진기업
2. 품질수준향상
- 작업자 교육
- 자주검사 실시
- 초종물검사 강화
- 품질시스템 조성
3. 생산성향상
- 선진기술 습득
- 자주개선연구회
- 활동 활성화
1. 3 정 5S 활동
2. Lay Out 개선
3. 사무환경개선
- 문서 규격화
- 간소화
- 정위치 운동
4. 3 불 추방운동
- 불합리
- 불필요
- 불균일
1. 품질보증체제구축
- 시스템구축
- 실행상태검증
2. 생산성 50% 향상
- 자주개선 연구회 활동회 정착
- 공정관리 안정화
1. 품질혁신
-불량률 100PPM
달성
- 관리방법 정립
2. 사고 혁신
- 1 등 품질생산
- 최고품질실현
- 기술 혁신
3. 100PPM 등급
품질인증 (2품목 )
4. 6 시그마 기법
도입
1. 산포관리
- 예방관리
-공정능력 유지 관리
- 공정능력 지수 향상
2. 무결점 품질확보
- 무검사 실현
-자주적 보증체제
-무결점 생산실현
-싱글 PPM 품질인증
추 진
기 간’98.05~’99.01
’99.02~’99.05
’99.05~’99.12
2000.1~
2000.122001
2.4 싱글 PPM 업무추진 단계순서 단 계 명 내 용 세 부 추 진 내 용
1S 단계(Scope
선정단계 )
추진조직을 구성하고 적절한 프로젝트를 선정하여 CTQ(Critical to Quality) 를 규명한다 .
• 추진조직 구성및 발대식 • 업무분장• 분위기 조성 • 교육 및 홍보• 품질정보분석 및 활용을 위한 전산화 체계 수립
2I 단계
(Illumination 단계 )
현실적인 문제를 파악하고 측정시스템을 분석하여 현재의 불량빈도수준에 대한 데이터를 확보한다 .
• 추진대상품목 선정 • Q-Cost 분석 추진• TPM 활동 전개 • 5S 활동의 가시관리• 현상파악 – 품질문제 ( 불량현황 ) 조사 , 문제점 정리
3N 단계
(Nonconformity Analysis)
현실적인 문제를 통계적인 문제로 전환하고 결함이 언제 , 어디서 발생 하는지를 파악하고 분석한다 .
• 현상분석 – 문제점 분석 , 파레토 (Preto) 도 작성• 제조공정도 /QC 공정도 검토• 작업표준 및 검사규격 검토 • 측정시스템 분석 (R&R)• 공정능력분석 (Cp,Cpk) • 불량원인 규명 • QFD/FMEA
4G 단계
(Goal 설정단계 )
타사와의 벤치마킹과 자사의 수준을 파악하여 적절한 목표를 설정하고 그 기대효과를 분석한다 .
• 단계별 목표치 설정 • 목표치의 타당성 검토• 목표치 확정
5L 단계
(Level-up 단계 )
통계적인 문제를 해결하고 공정을 어떻게 개선할 수 있는지에 대하여 관련부서와 협력하고 개선에 대한 타당성을 검토하여 품질수준을 올린다 .
• 품질문제 해결을 위한 개선대책 수립 - 개선대책 아이디 어 발굴 , 개선대책의 구체화 , 3 차원 대책 수립• 개선대책 구체안의 검토 • 개선대책안 확정• 개선대책 설명회 • 대책실시 • 진척관리• 공정의 아차막이화 추진 • 정보교환을 위한 교류회• 평가 및 보완 • 개선실적 기록 , 유지관리• 표준화 – 작업표준 및 관리 , 기술표준의 제정ㆍ개정 , 제 조공정도 /QC 공정도의 제정ㆍ개성• 관련표준 현장 부착
6E 단계
(Evaluation 단계 )
통계적인 해결을 실제적인 해결로 정착시키고 개선된 품질수준을 어떻게 유지할 수 있는지에 대해 지속적으로 모니터링하고 전체 프로젝트를 평가한다 .
• 자체평가 및 조처 – 개선결과 확인 , 목표치와의 비교 , 유ㆍ무형의 성과파악 , 불량추이 확인• 모기업평가 • 사후관리 ( 예방관리 , 유지관리 ) • 성과발표• 공정능역 및 품질 평가 방법 • 전품목으로의 확산 , 전개

3. 싱글 PPM 품질혁신 활동 추진 개요3.1 싱글 PPM 품질혁신 조직과 업무분담
싱글 PPM 품질혁신조직도
추 진 위 원 장( 대 표 이 사 )
추 진 본 부 장
추 진 사 무 국(O O O 팀 장 )
고객만족팀 ( 영업팀 )
(O O O 팀장 )
공정개선팀 ( 제조팀 )
(O O O 팀장 )
관리혁신팀 ( 총무팀 )
(O O O 팀장 )
품질혁신팀 (QA팀 )
(O O O 팀장 )
싱글 PPM 품질조직 책임 및 권한
구 분 담 당 역 할 및 업 무 비 고
추진위원장 대표이사ㆍ싱글 PPM 추진정책 및 방침결정ㆍ추진 활동의 실적 평가에 대한 승인
추진본부장 공장장ㆍ개선활동 지휘 감독ㆍ추진성과 검토 및 책임
감사 활동
추진 간사 품질관리부서장ㆍ싱글 PPM 추진방침과 계획수립ㆍ개선추진업무 종합 및 FOLLOW UPㆍ회의재 주관
추진 LEADER
각 실행위원 각 관련팀장ㆍ부분별 개선실시 및 보완ㆍ회의재 참석
추진위원
※ 조직의 팀장 및 인원은 차후 유동 될 수도 있음 . - 각 조직원은 싱글 PPM 품질혁신 추진사외교육을 이수하거나 이에 상응하는 교육 훈련을 받는다 .
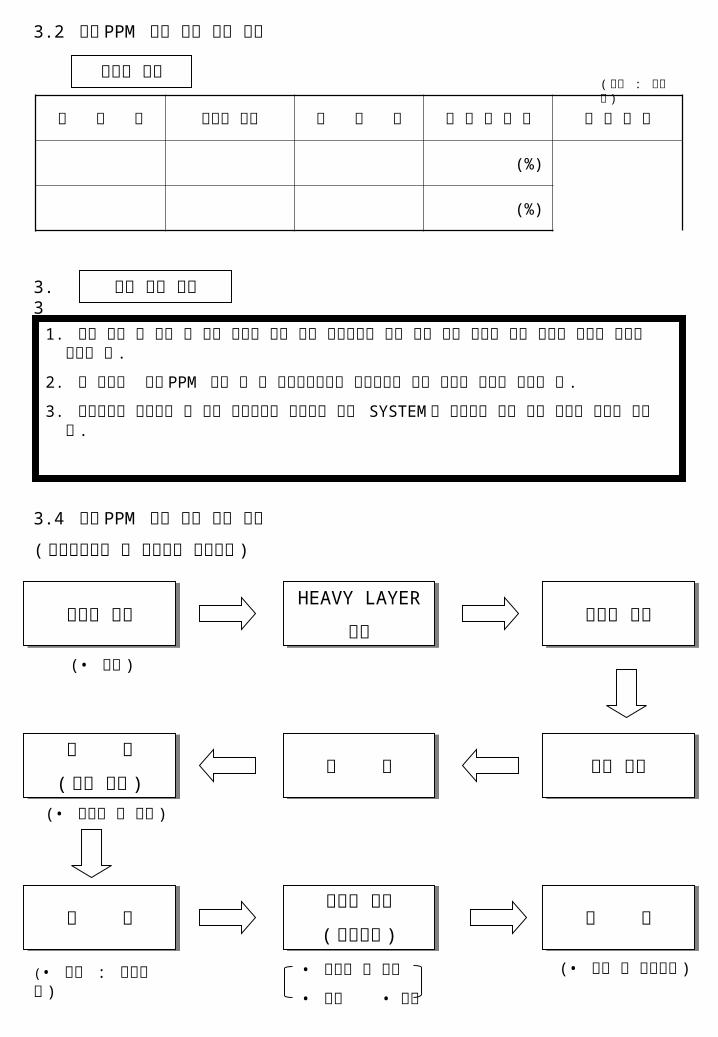
3.2 싱글 PPM 추진 신청 품목 현황
매출액 현황
품 목 명 종류와 등급 매 출 액 총 액 대 비 율 총 매 출 액
(%)
(%)
( 단위 : 백만원 )
3.3 품목 선정 동기
1. 생산 품목 중 생산 및 납입 비중이 높은 주력 품목으로서 고객 또한 생산 비중이 높은 만족도 향상이 필요한 품목인 점 .
2. 본 품목의 싱글 PPM 달성 시 타 생산품목으로의 확산전개와 개선 의식의 유지가 용이한 점 .
3. 확산전개와 사후관리 시 상호 보완적이고 유기적인 관리 SYSTEM 의 운영으로 부품 품질 혁신의 효과가 높은 점 .
3.4 싱글 PPM 추진 품목 공정 요약
( 전수검사공정 및 전수검사 항목기록 )
HEAVY LAYER
진공
HEAVY LAYER
진공원재료 배합원재료 배합 이형제 도포이형제 도포
소재 투입소재 투입발 포발 포탈 형
( 중간 검사 )
탈 형
( 중간 검사 )
트 림트 림완제품 검사
( 최종검사 )
완제품 검사
( 최종검사 )출 하출 하
(• 계량 )
(• 겉모양 및 모양 )
• 겉모양 및 모양
• 치수 • 경도
(• 포장 및 표시상태 )(• 치수 : 검사지그 )

3.5 싱글 PPM 품질혁신 활동 추진 계획서 범례
계 획 :
실 시 :
단계 단 계 명 중 점 추 진 활 동 계 획추진기간 ( 년도 )
추진부서 비고1/4 2/4 3/4 4/4
S 단계 범위선정
-Master Plan 작성-추진조직 구성 및 발대식-업무분장-붐 조성을 위한 현수막 부착-싱글 PPM 교육 및 인식전환 홍보-품질 정보분석 및 활용을 위한 전산화 체계수립-추진대상품목 선정-TPM 활동 전개수립
I 단계 현상파악
-Q-Cost 분석추진-현상파악 • 품질문제 ( 불량현황 ) 조사 • 문제점 정리
N 단계 원인분석
- 현상분석 ( 문제점 분석 , 파레토 (Pareto) 도 작성-제조공정도 /QC 공정도 검토-측정시스템 분석 (R&R)-공정능력 분석 (Cp , Cpk)-불량원인 규명-QFD/FMEA
G 단계 목표달성-단계별 목표치 설정-목표치의 타당성 검토-목표치 확정
L 단계 개선활동
-품질문제 해결을 위한 개선대책 수립 • 개선대책 아이디어 발굴 • 개선대책의 구체화 • 3차원 대책 수립-개선대책 구체안의 검토-개선대책안 확정-개선대책 설명회-대책 실시-진척관리-공정의 아차막이 (Fool Proof) 화 추진 -정보교환을 위한 교류회-평가 및 보완-개선실적 기록 , 유지관리-표준화 작업 • 작업표준 및 기술 , 관리표준의 제정ㆍ개정 • 제조공정도 /QC 공정도의 제정ㆍ개정-관련표준 현장 부착
E 단계 평 가
-자체평가 및 조치 • 개선결과 확인 • 목표치와의 비교 • 유형 , 무형의 성과 파악 • 불량추이 확인-개선활동에 따른 표준화 정비-모기업 평가 • 품질실적 및 품질시스템 평가-사후관리 ( 예방관리 , 유지관리 )-공정능력 및 평가방법-전 품목으로의 확산 전개-성과 발표회
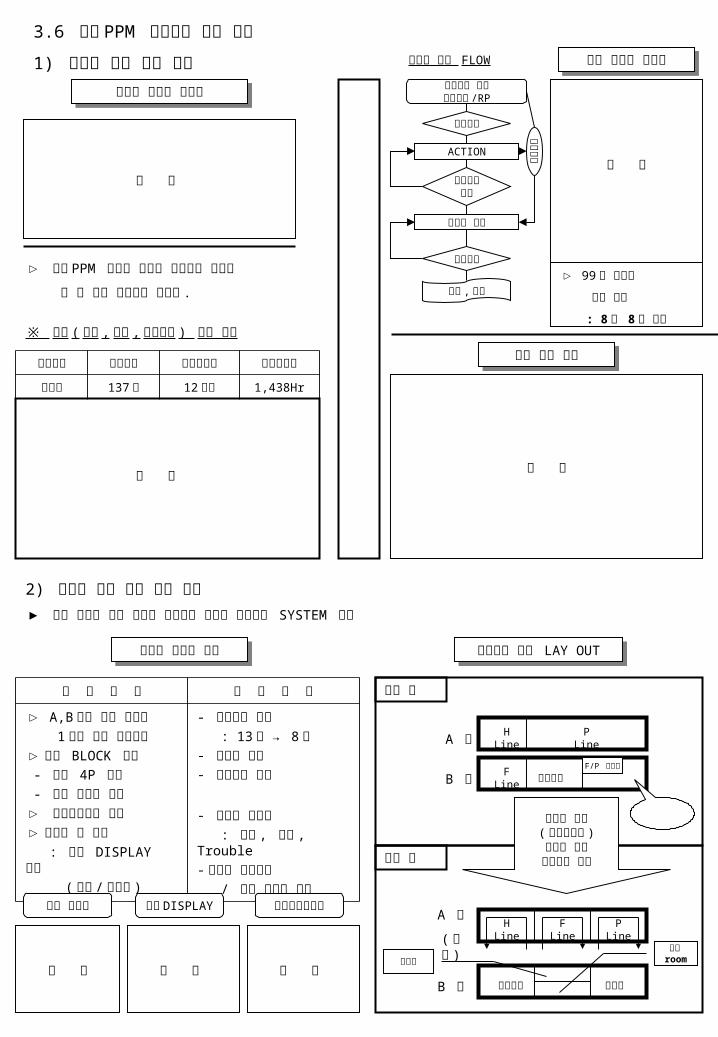
3.6 싱글 PPM 품질혁신 활동 요약
1) 전사적 의식 개혁 행사
모기업 협력사 컨설팅모기업 협력사 컨설팅
▷ 싱글 PPM 혁신을 통하여 전사원의 의식개
혁 및 활동 분위기가 조성됨 .
※ 교육 ( 의식 , 품질 , 기초질서 ) 이수 현황교육대상 이수인원 총교육차수 총이수시간
전사원 137 명 12 회차 1,438Hr
새롭고
안전하고 보람있는
직장
불용품 처리 FLOW
악성재고 깃발붉은적찰 /RP
대책수립
ACTION
기준일정초과
전시장 이동
대책수립
폐기 , 매각
목표
관리
장기 불용품 폐기식장기 불용품 폐기식
▷ 99 년 불용품
발생 금액
: 8 억 8 천 만원
품질 의식 교육품질 의식 교육
2) 눈으로 보는 관리 체계 구축▶ 별도 위치의 생산 현장을 통합하여 가시화 생산관리 SYSTEM 구축
생산의 가시화 활동생산의 가시화 활동
활 동 내 용 활 동 효 과
▷ A,B 동의 분산 생산을 1개동 에서 통합생산▷관리 BLOCK 설정 - 현장 4P 설정 - 생산 현황판 관리▷ 이상경보체제 구축▷사무실 및 현장 : 생산 DISPLAY 구축 ( 목표 /달성율 )
- 관리인의 축소 : 13 명 → 8명- 관리력 향상- 재공재고 감소
- 문제의 최소화 : 품질 , 결품 , Trouble- 전사원 생산목표 / 실적 공감대 형성
생산 현황판 생산 DISPLAY 이상경보시스템
생산현장 통합 LAY OUT생산현장 통합 LAY OUT
개선 前
개선 後
A 동
B 동
H Line P Line
F Line 자재창고
공장동 통합( 관리단순화 )흐름화 공정복지공간 확보
A 동
( 생산 )
B 동
F/P 검사실
실무사
자재창고 사무실
휴게실
혁신room
H Line F Line P Line
사 진사 진
사 진 사 진
사 진 사 진 사 진

3) 소인화 LAY-OUT 구축
레이아웃
H-Line F-Line P-Line
정성적효과
◆ 흐름화 정류화
생산 Line 구축
◆ 작업자 다기능화
◆ 생산 LOSS 배제
◆ 재공 재고 감소
◆ 최적 생산 조건 구축
정량적
효과
생 인 화 물류이동거리 Space 절감 월 재공재고
개선전 : 135명
개선후 : 103 명
22%↓
개선전 : 494m
후 : 274m
45%↓
개선전 : 776㎡
개선후 : 626 ㎡
19%↓
개선전 : 185K EA
개선후 : 90K EA
51%↓
4) 생산설비 SYSTEM 개선으로 생산 효율 증대
▶ 중요 공정의 부분 자동화로 작업 환경 개선 및 생산 효 율을 증대 시킴 .
T – Auto LineT – Auto Line P – Atuo 검사기 P – Atuo 검사기 Auto Soldering M/CAuto Soldering M/C
설 비 명 수 량 간이자동화내용효 과
생산성 향상율개선 煎 개선 後
T – Auto Line 1 Line부분 성능검사→ 흐름화 입식 :Line
30EA/M ㆍ Hr 48EA/M ㆍ Hr 60% ↑
Auto Soldering M/C
1 合PCB땜 : 수작업→ 자동화
230EA/M ㆍ Hr 420EA/M ㆍ Hr 83% ↑
P – Atuo 검사기 8 合 성능검사 : 수동 SCOPE → 자동화 120EA/M ㆍ Hr 230EA/M ㆍ Hr 92% ↑
사 진 사 진 사 진
사 진사 진 사 진

5) Low – Cost SYSTEM 구축
일일 결산 체계 구축일일 결산 체계 구축
문제
일일결산내용
▷ 생산계획 /실적 문제점 Review
- 공정 Trouble
▷ 품질현황 Review
- 고객 품질 Trouble
- 인수 /제품 Trouble
▷ 기타 정보 공유 사항
- 자재 , 구매 , 납기 Trouble
- 요청사항 Check 및 지원
실행 구체화
◈ 즉실천 과제 해결
: 담당 , 일정 지정
◈ 장기간 소요과제
: Task 활동 및 Theme 등록
◈ 수익성 개선 회의
◈ 현장 25 시 활동
◈ 주간 품질 대책 회의
폐기식 운영
현장 수집 / 운반
폐기품
반품
재생품
Loss전시장
- 원인처벌 구분전시-Loss 지 표관리
월 퍠기식
-Loss 대책 발표- 임원총평-Loss 처리
Loss 전시장 운영Loss 전시장 운영
문제
문제추출
▷ 품질 : 공정불량 ,고객품질
▷ 생산 : 생산실적 ,설비고장
▷ 업무 : 관리업무 문제점
6) 협력사 Skill 향상 Program 구축
▶ 불량 원인처를 분석 결과 협력사 원인이 84% 를 점유하여 개선 Skill 향상이 요구됨 .불량 원인구분
※ 자료원 : 2000 년 QA 집계 DATA
10%
사내원인협력사원인
90%
협력사집중관리PGM 구축
기타
6%
ASSY
가공 34%
CASING14%
PCB21%
사출류18% PCB
7%땜
품질 Out-Put Image
입고품질확보
공정품질확보
고객품질확보
고객감동
협력사 Skill 향상 Program협력사 Skill 향상 Program
◇ 의식 및 품질 교육◆ 협력사 테마 활동◇ 주간 불량 Data 분석◇ 정기 Audit 평가◆ 요청사항 개선 /지원 Sheet 관리
협력사 Skill 향상 효과협력사 Skill 향상 효과
2,483 만원
2,267 만원4,750만원
정량적 효과
2000 년상반기(11 개사 )
2000 년하반기(7 개사 )
2000 년도 : 4 개사 (20건접수 )
◇ 동반자적 협력 관계 구축
◇ 품질의식 및 Skill 향상
◇ 협력사 문제해결 능력향상
◇ 입고 품질 확보
◇ 문서화 능력 확보
정성적 효과
사 진사 진

▷ Worst 불량 유형 선정 : Worst 3
▷ Worst 불량 모델 선정
7) 외주 품질 확보를 위한 SYSTEM 구축
▶ 협력사의 적극적 /능동적 활동 유도를 위한 품질개선 활동으로 외주 품질 확보
협력사 품질관리 문제점협력사 품질관리 문제점
▷ 품질 Mind 부족
- 불량의 자구적 개선 미비
- 생산위주로 관리
- 선별 등의 임시대책 조사
- 문제에 대한 현상 / 분석
미흡
- 품질의식 미흡
▷ 개선의 난이성
- 품질 이력 관리가 안됨
- 품질 투자의식 결여
- 3 차원 대책 미흡
- 시험 및 검사설비 미흡
▷ 정보 공유 체계 미흡
- 문제의 은폐 /축소
- 구두 , 전화 통보
품질개선 동기 부여품질개선 동기 부여
주간품질 대책회의주간품질 대책회의
◊불량 원인처 발표 건 통보 :QA→수요일 불량 대책발표 :협력사→발표내용 공유 및 대책안 검토 : 참석자→대책실행 : 협력사→실행완료 : QA
실적
활동 실적
PCB 원자재
폐기불량
01 년 발표대책: 250件 /20 개社
17,200EA
1,770EA
활동전 활동후
90%감소
Penalty Incentive 제도Penalty Incentive 제도
◊월 불량 원인처 ListUP→ 협력사 Penalty 확정→ 변상 금액 일체 통보
실적
580 만원
157 만원
불량 Penalty 금액 감소율
73%감소
시행초(’98))
활동후
☆ 협력사 차별화 전개 ☆월 등급 평가 반영 - 물량 차등 배분 -3 개월간 E 등급 거래중지
8) 사내 공정 품질 확보
▶ F-Line 공정품질 실패비용 증가로 싱글 PPM 활동 전개
문제해결 절차 유형별 개선효과주 요 활 동 전 개
▷ 생산부서별의 품질 집계
- 원인별 , 유형별 , 모델별 관리
▷ 주간 품질 DATA 및 현물 분석
- 1 회 /주 불량 현상 파악
▷ Worst 불량 시료 파괴 → 원인 4M 분석
- 생산 공정 Monitoring - 분석결과 합의
- 대책수립 , 일정 /실행부서 선정
▷ 대책 관련부서 배포 → 실행 → 문제점 보완
▷ 주 단위 불량추이 Graph 효과
▷ 분기별 실적 보고 및 사내 Review
99 년 실패비용: 3 억 1 천만원폐 기
총불량수17EA/월
접착25%
기타29%
Noise26%
외관20%
문제 추출
문제 분석
해결과제선정
해결 Idea도출해결 Idea 구체화
대책 실행
평 가
Noise 불량( 단위 : PPM)
2,311
810
65%감소
활동전 활동후
접착 불량
765586
활동전 활동후
23%감소
외관 불량
1,278604
활동전 활동후
53%감소

9) 모기업 공정 품질 확보
▶ 제품의 원류 품질 확보로 모기업 자율 납품 체제 구축
품질 환경
▷ 99 년 하반기 모기업 품질 : C 등급으로 신뢰성 저하
고객 품질 목표
▷A 등급확보 ▷고객공정불량 : 20PPM 달성▷ Field Claim Zero 화
주요 활동 내용
▷목표 품질 주단위 실적관리 : 품질 담당제 운영 ▷제품 실명제 구축▷원인별 소 테마 활동 전개▷ Worst 고객 불량 집중 관리▷가정외주 사내화 구축▷취악 모델 구조 개선▷ OUT PUT 검사 강화▷ Field Claim 시료 분석 /대책수립▷고객 불만 해소 창구 개설 :1 회 /주 고객 공정 모니터링▷각종 품질 정보 활용▷제안제도 활성화
활동 효과
모기업품질등급
모기업납품불량
Field Claim
C 등급A 등급
활동전 (98) 활동후 (2000)
활동전 (98) 활동후 (2000)
활동전 (98) 활동후 (2000)
200PPM10PPM
150PPM20PPM
10) 인재 육성 Program
▶ 싱글 PPM 활동의 효율적 추진을 위해 전사원이 한마음이라는 강한 일체감을
조성하고 인재 육성 Program 으로 인적 자원 확보
교육구분 98 년 99 년 2000년
위탁교육 2 2 3
통신교육 6 8 11
해외연수 2 0 3
벤치마킹 6 4 8
TOTAL 실적 16 명 14 명 25 명
▷ QS - 9000 품질 인증 및 모기업 품질인증제도의 지속 적 관리로 싱글 PPM 품질 인증으로 체계적 관리
혁신적 전문인 미래지향적 행동인화합된 조직인
▷ 사내노래방 , DDR 운영 ▷ 사내 Information 그룹 활동▷ 기숙사 운영 ㆍ 사내 : 20 개호 ( 독신자 ) ㆍ 사외 : 7 개호 ( 기혼자 )▷ 체육대회 ,야유회 (2回 /年 )
사 진
사 진사 진

11) 개선 제안 제도 활성화
▶ 목적 : 전사원 개선 Idea 를 제안제도를 통해 도출하여 사내 체 감 문제점을 개선함
제안 활동 내용제안 활동 내용
년 도 중 점 유 도 항 목 주 관 부 서 운 영 효 과
98-5S 기본관리개선:1 건 /월↑ 의무제안시행
혁신 ,QA 의식 및 환경개선
99 - 품질 , 생산 관리 개선 혁신 ,QA부서별 개선 실적관리 - 품질 , 생산성 향상
2000- 업무관리 위주개선: 고객 개선 제안
혁신 ,QA표준화 , 공용화 ,원가절감
제안 평가 및 시상제안 평가 및 시상
부서단위
상장 및 상패 ,시상금 수여
과별 단합대회
※ 제안제도 규정 참조
1회 /건
등급 시상금
1등급 30 만원
2등급 20 만원
3등급 10 만원
4등급 5만원
년도별 제안실적년도별 제안실적
11892
111
70
135
92
98 년 2000년99 년
제안건수
채택건수
3.7 완료 판정 및 사후 관리지속적인 관리와 유지를 위하여 공정능력 향상계획 , 이상발생 조치계획을 수립하여 시행한다 .
항 목 추 진 내 용 비 고
4M 변경 1. 모든 4M 의 변경은 사전 고객의 승인을 득한다 .
이력관리 1. 품질특성에 영향을 미치는 요소는 중점관리 한다 .
품질실적 관리1. 품질 실적은 일 /주 /월간 취합 관리토록 한다 .
2. 품질실적은 정기적 분석을 통하여 유지 향상시킨다 .
공정능력 관리1. 공정능력 분석을 향상시킨다 .
2. 공정능력 분석을 통한 공정의 안정화를 지속적으로 도모
개선능력 향상1. 지속적인 개선활동으로 개선의식 유지
2. 자주개선 활동으로 개선의식 고취

3.8 향후 확대 전개 방안지속적인 관리와 유지를 통하여 부품 특성이 유사한 품목을 중심으로 확산 전개하여 전품목의 싱글PPM 달성을 지속적으로 추진한다 .
1) 확대 계획
싱글 PPM 품질혁신기 반 구 축
싱글 PPM 품질혁신 확 산 전 개
싱글 PPM 품질혁신 전품목 달성
등급 : 100 PPM → 1품목 달성
싱글 PPM 품질혁신등급 : 싱글 PPM
→ 1품목 전환 100PPM
→ 2품목 달성
싱글 PPM 품질혁신
전품목 달성( 등급 : 싱글 PPM)
2001 년도 상반기
싱글 PPM 1 품목 전환 : 2001 년도 상반기싱글 PPM 2 품목 달성
: 2001 년도 하반기
2002 년도
2) 향후 추진 계획
항 목 향 후 추 진 계 획 추진 책임자
품질경영시스템
ㆍ 품질경영 시스템 ISO 9000:1994 → ISO 9001:2000 으로개정ㆍ 원가관리 및 Q-Cost 체계정립 및 점진적 시행ㆍ 부품 품질검사 강화 ( 반기별 )ㆍ 싱글 PPM ITEM 확대 추진 사전 공정 점검
품질관리팀장
TPM &3정 5S
ㆍ 정품 , 정량 , 정위치 습관화ㆍ My Machine 활동강화ㆍ TPM 확산 운영ㆍ 팀별 청소담당구역 설정 , 관리 습관화
싱글 PPM추진 사무국
지속적개선활동 확대
ㆍ TF 팀의 지속적 개선활동ㆍ 개선 제안 활동 활성화ㆍ 설비자동화 & FOOL PROOF 화 추진
싱글 PPM추진 사무국
습관화
ㆍ 개정 발생시 회사규정 준수ㆍ 품질이상발생시 업무절차 시스템 준수ㆍ 설비 : 누수 조치 ( 오일 및 AIR) 사람 : 버리지 말자 ( 더러워 지는 것 )
품질관리팀장

4. 개선 활동 결과에 대한 평가1) 경영 지표 대비 실적
( 단위 : 백만원 )
1357
1934
1947
% 향상
98년
99년
00년
년도별 매출액 추이년도별 매출액 추이
년도별 생산 직접 인원년도별 생산 직접 인원
20
33.5
40
% 증가
98 년 99 년 00 년
( 단위 : 백만원 )
25
22
16
98 년 99 년 00 년
( 단위 : 명 )
% 감소
2) 품질 지표 대비 ITEM 별 실적
1,745
919
1,345
% 감소
( 단위 : PPM)
98년
99년
00년
156
66 23
% 감소
98년
99년
00년
156
337362
% 감소
98년
99년
00년
공정 Total 품질 실패비용공정 Total 품질 실패비용
년도 생산량폐 기금 액
개 당실 패
1998 4,957 3,584 7.20
1999 4,577 2,366 5.17
2000 4,725 1,566 3.31
개당 품질 실패비용 감소율 : 54%
고객 공정 불량 추이고객 공정 불량 추이
236 % 감소
( 단위 : PPM)
98 년 99 년 00 년
35 20.3
년도별 매출액 추이년도별 매출액 추이 년도별 1인당 제안실적년도별 1인당 제안실적
327 426
508
% 향상
98년
99년
00년
( 단위 : 백만원 )
전 제 품 0 0 0 제 품 ( 대상품목 )
0.54
0.30
0.26
% 향상
98 년 99 년 00 년
( 단위 : 건 )
전 사 원
년도별 혁신활동 성과년도별 혁신활동 성과
년도별 공정 불량률 ( 전제품 )
( 단위 : PPM)
( 단위 : 천개 )
년도별 제품 불량률 ( 대상품목 ) 1 인당 생산성

5. 싱글 PPM 활동사례 실적 5.1 품질개선 및 간이자동화 사례
개 선 사 례
개선대상
INSULATION FLOOR PNL FRT활 동기 간
개선항목
TRIM LINE 편심불량 2차방지 개선건 담당자
문제점
(TRIM 작업시 제품의 향상에 맞춤 )ㆍ긴급조치 : Trim mold 에 4-Settng Pin 설치- 작업방법 : ① 제품의 형상에 맞추고 ② Setting Pin 에 거치후 Cutting 한다 .
한국 OO 주식회사
1999. 5.21 ~ 5.23결재
작 성
검 토
승 인
개선내용
1. 제품의 유동을 방지하기 위해 위치 결정용2. Setting Point 실시 ( 진공 , 발포 ,Trim Mold)-TRM 작업방법① Mold Setting Point 에 제품의 형상에 맞추고 ② 제품의 외곽선의 형상을 확인후 컷팅한다 .
JIG 및 FIXTURE 명 : RACK 사각용접 FIXTURE등록번호 : SJW006
공정축소 및 교정작업공정의 삭제개선전 개선후
1) FIXTURE 제품을 볼트용 밀판으로 고정시키고 좌우확인 작업을 한다 .2) 1 차 가접용접후 틈새 발생한곳을 추가로 2차 가접을 통하여 보완작업 실시함3) 3 차 본용접후 평탄도 및 대각치수가 벗어나 그라인딩 작업후 교정작업을 하여야 한다 .
1) 제품을 FIXTURE 안쪽에 넣은다음 Air 를 이용 클램프 로 자동 SETTING 함2) 3 차 작업을 1차 용접으로 공정을 줄이고 그라인딩 작 업후 교정작업을 하지 않아도 된다 . 3) FIXTURE 사용중 경사 , 회전 가능하며 공기압을 이용 하여 작업자 신체조건에 맞게 조절 가능함 .
사 진 사 진
사 진 사 진
AIR 실린더를 이용하여 간이 자동화 장치를 개발함 .
4개의 부품조각을 한 번에 고정 시킨다 .
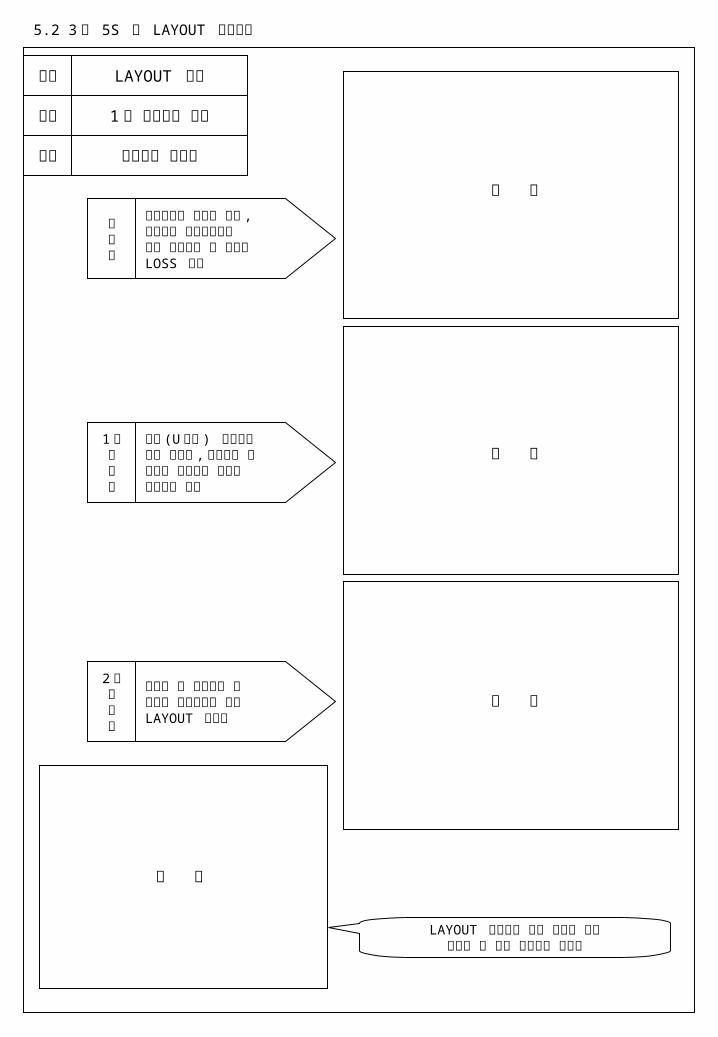
5.2 3 정 5S 및 LAYOUT 개선사례
제목 LAYOUT 개선
대상 1 층 가공라인 전체
목적 공정흐름 효율화
개선전
정리정돈의 안되어 있고 ,와류방식 공정흐름으로부품 손ㆍ망실 및 업무의LOSS 과다
2차개선후
재공품 재 정리정돈 및간판식 현장관리를 통해 LAYOUT 개선함
1차개선후
직류 (U 자형 ) 방식으로라인 재배치 , 구획정리 및재공품 정돈하여 흐름의효율화를 기함
LAYOUT 개선으로 얻은 공간을 분임토의장 및 간이 휴게실로 활용함
사 진
사 진
사 진
사 진
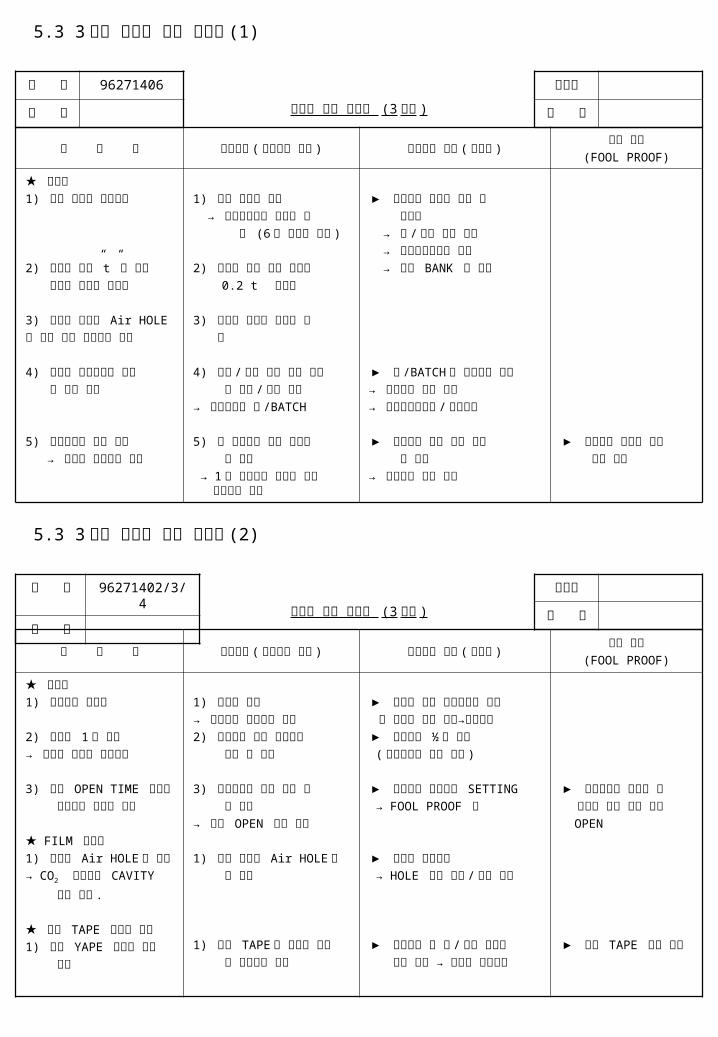
5.3 3 차원 요인별 개선 대책서(1)
품 번 96271406
품 명
공정명
차 종
문 제 점 근본대책 ( 불량원인 근절 ) 유지관리 대책 ( 표준화 )예방 대책
(FOOL PROOF)
★ 미성형1) 금형 클램프 조정미흡
2) 부위별 금형”t” 가 적어 원액의 흐름을 방해함
3) 미성형 부위에 Air HOLE
이 없어 압을 토출하지 못함
4) 첨가제 계량저울의 영점 이 맞지 않음
5) 배합자재의 과다 구매 → 유수명 자재관리 불가
1) 금형 클램프 조정 → 하형금형상에 클램프 조 정 (6각 렌치로 조절 )
2) 미성형 금형 수정 부위률 0.2 t 연마함
3) 미성형 부위에 에어홀 작 업
4) 수리 /교정 일정 계획 수립
및 수리 /교정 실시→ 원액검사실 매 /BATCH
5) 실 소모량에 따른 발주계 획 수립 → 1회 발주량을 현재의
절반 수준으로 변경
▶ 지속적인 관리와 발포 제 품확인 → 초 /종물 관리 실시 → 공정검사기록표 작성 → 품질 BANK 제 도입
▶ 매 /BATCH 당 배합일보 작성→ 자주관리 체계 구축→ 이상발생시수리 /교정실시
▶ 발주계획 대비 실적 현황 판 관리→ 선입선출 방식 도입
▶ 드럼자재 불출의 선입 선출 방식
요인별 개선 대책서 (3 차원 )
5.3 3 차원 요인별 개선 대책서(2)
품 번 96271402/3/4
품 명
공정명
차 종
문 제 점 근본대책 ( 불량원인 근절 ) 유지관리 대책 ( 표준화 )예방 대책
(FOOL PROOF)
★ 미성형1) 작업자의 미숙련
2) 과다한 1회 구매→ 유수명 자재의 관리부재
3) 금형 OPEN TIME 조절을
작업자의 경험에 의존
★ FILM 찢어짐1) 금형에 Air HOLE 이
없음→ CO2 발생량이 CAVITY
별로 다름 .
★ 접착 TAPE 이형지 불량1) 접착 YAPE 이형지
탈거 불량
1) 숙련공 배치→ 작업자의 다기능화 추진2) 소모량에 따른 발주계획 수립 및 실시
3) 성형시간에 대한 작업 표 준 설정→ 자동 OPEN 장치 설치
1) 하형 금형에 Air HOLE 을 을 내줌
1) 양면 TAPE 의 이형지 부착
면 작업방법 개선
▶ 현실에 맞는 작업표준서 작성 및 지속적 교육 실시→다기능화▶ 발주주기 ½ 로 단축 ( 발주주기표 작성 운용 )
▶ 발포성형 작업조건 SETTING → FOOL PROOF 화
▶ 지속적 유지관리 → HOLE 부위 청소 /청결 유지
▶ 자주검사 및 초 /종물 검사항 목에 삽입 → 지속적 자주관리
▶ 성형시간을 타이머 부 착으로 발포 금형 자동 OPEN
▶ 접착 TAPE 부착 방법
요인별 개선 대책서 (3 차원 )

5.4 신뢰성 시험 실시 계획서 (2000 년도 ) 범 례 - 실시계획 ○
진 행 중 ◐
완료 (OK) ●
5.5 FOOL PROOF 및 간이 자동화 계획 /실적 범 례 - 계획
실적
1 2 3 4 5 6 7 8 9 10 11 12 내고 온 방치성 CHAMBER 분기 ● ○ ◐ ○ 내저 온 방치성 CHAMBER ↑ ● ○ ◐ ○
내진 진동 시험기 ↑ ● ○ ◐ ○MOTORLOCK DC공급장치 ↑ ● ○ ◐ ○
청정도 천 칭 ↑ ● ○ ◐ ○ 반복 가압 반복가압시험기 ↑ ● ○ ◐ ○ 통기 저항 CALORIMETER ↑ ● ○ ◐ ○
기 밀 기밀 시험기 ↑ ● ○ ◐ ○ 내 압 내압 시험기 ↑ ● ○ ◐ ○ 내식 염수분무시험기 ↑ ● ○ ◐ ○ 소 음 ,우향실 소음기 ↑ ● ○ ◐ ○ 내 열 CHAMBER ↑ ● ○ ◐ ○ 내한 CHAMBER ↑ ● ○ ◐ ○
냉방 능력 CALORIMETER ↑ ● ○ ◐ ○(A)이상전압 P/S ↑ ● ○ ◐ ○(B)이상전압 P/S ↑ ● ○ ◐ ○
비고
EVA &BLOWUNIT
시험주기
일 정 계 획
1
기준
시험내용 및 규격
시험설비명순위
품 명주요특성
시 험 항 목
NO ITEM 세부내용 세부추진내용 1 2 3 4 5 6 7 8 9 10 11 12 추진자 진척도
1 설비자동화 완제품 포장시 수동벤딩에
의한 작업으로 잦은 고장 및 작업성 저하
검토 및 견적제작설치
완료
2 이동식 장치
천막 설치
원단입고 및 제품 출고시 /우천관련 원단 완제품
훼손 발생
검토 및 견적제작설치
완료
3 재단기 이용
COUNT SYSTEM 장착
COUNT작업자가 일일이 하면서 작업실시하므로 관/리부실 생산성저하됨
검토 및 견적제작설치
진행중
4
AUTOTHOMSON
PRESSER 구입
HOMSONPRESSER수동 에 의한 파지 수작업에 따
(2 ) 른고정작업인력 명 및 생산성저하
검토 및 견적제작설치
진행중
5 휴렉소 공장
적재 상한경고장치
1 전담 작업자 인에 의한 수 작업으로 원단 적재 상한
치 관리안됨으로 인한 인 P INT쇄 발생
검토 및 견적제작설치

5.6 타사부품 비교 분석표
MODEL 명 품 명 RECEIVER
UNIT작성일 1999.10.15 작성자
기술연구소O O O
순위 비 교 항 목
비 교 부 품
자 사 “M” 사 ( 국내 ) “H” 사 ( 국외 ) 문 제 점
1 DIMENSION
※ “H” 사 제품- DROP TEST 시 GRILL 이탈 현상발생→ 자사제품의 BONDING 처리방식이 타사제품보다 경쟁력이 있음
2전기적특성
SPL(at 1kHz)
100dB 2dB (100mV)
94dB 3dB (100mV)
112dB 3dB (60mV)
IMPEDANCE
(at 1kHz)32ohm 20% 150ohm 20% 32ohm 15%
3 작 업 상 태
※GRILL 내부 벽쪽에 BONDING 처리하여 FRAME과의 부착성을 더욱 강화
※ GRILL 내부에 BONDING 처리하여 FRAME과의 부착성용이
※GRILL 과 FRAME을 먼저 조립후 맞닿는 부분에 레지록으로 처리
5.7 SPC 및 관련 기법 활용사례
사 진 사 진 사 진
-R 관리도 및 공정능력 평가표 (Cpk)
도 표
X

2) 파레토 圖 3) 히스토그램 (Cpk)
4) 게이지 R&R 반복성 및 재현성 분석
측정치 전
1차측정
2차측정
3차측정
범위
1 8.5 8.5 8.5 0
2 8 8 8.5 0.5
3 7.5 7 7.5 0.5
4 8 8 7.5 0.5
정 강
1차측정
2차측정
3차측정
범위
1차측정
2차측정
3차측정
범위
8 8 8.5 0.5 8.5 8.5 8.5 0
8 8 8 0 7.5 7.5 8 0.5
7.5 7.5 7.5 0 7.5 7.5 7 0.5
8 7.5 8.5 0.5 8 8 8 0
측 정 일 : 2000. .
게이지 R&R 평가
부 품 명 HINGE A-FRT DOOR 제품규격 1~15 kgf.㎝ 일 자 2000. .
공 정 명 조 립 GAGE NO 82835 작성자 O O O
품질특성 작동력 GAGE 명 PUSH-PULL GAGE 측정자 O O O, O O O, O O O
측정 단위 분석
반복성 - 장비 변동 (E.V)E.V = ( R ) Ⅹ ( K1 ) = 0.3 Ⅹ 3.05 = 0.915
재현성 - 평가자 변동 (A.V)A.V = ( xdiff ) Ⅹ ( K2 ) = 0.09 Ⅹ 2.70 = 0.243
반복성 & 재현성 (R&R)
947.0
)243.0()915.0(
).().(&
22
22
VAVERR
측정수 2차측정
3차측정
K1 4.56 3.05
측정수 2차측정
3차측정
K2 3.65 2.7
% 허용값 분석
%77.6
)45.0()32.6(
).(%).(%&%
45.0
)]14()947.0()243.0[(100
])()&().[(100.%
32.6
)]14()947.0()915.0[(100
])()&().[(100.%
2
2
2
2
VAVERR
RRVAVA
RRVEVE
허용값
허용값
5) 기타 : 활용 및 적용된 기법 사례 생략
도 표 도 표

6. TPM 의 추진 전략과 중장기 추진 계획 사례 (1) TPM 의 기본방침과 목표 ( 사례 )
외부정보로부터의 니즈 (Needs)외부정보로부터의 니즈 (Needs) 사내의 니 즈 (Needs)
사내의 니 즈 (Needs)
기 본 방 침기 본 방 침
중 점 항 목중 점 항 목
1. 신제품의 Timely 하고 효과적인 생산
2. 수요동향에의 탄력적인 대응
3. 고도의 상품보증
4. 성자원 , 성에너지
1. 설비고장다발에 따른 생산과 품질 트러블 증대
2. 연속과부하 운전에 따른 설비 열화
3. 설계적 강점을 가진 설비증가
4. 사용부문의 설비관리의 의의와 지식부족
5. 현장조건의 불만에 따른 종업원 사기 저하
전원 참가의 TPM 으로 고장제로 , 불량제로 , 재해제로를 겨냥하여 설비의 종합효율화와 원
가의 절감을 꾀해 , 그 활동을 통해서 전원의 의식개혁을 실시한다 .
1. 설비의 고장 감소
2. 교환 , 준비 , 대기시간의 단축
3. 기존설비의 LCA 화
4. 설비ㆍ치공구의 정도관리
5. 성자원ㆍ성에너지의 추진
6. 교육훈련과 인재의 육성
목 표목 표
1. 고장건수
2. 설비고장도수율
3. 설비고장강도율
4. 설비종합효율
5. 생산성 향상 ( 능률 )
6. 공정불량률 감소
7. 성에너지
8. 개선제안건수
9. 재해건수
60 건 /년 10 건 /년 이내
1.03/100 시간 0.1%/100 시간 이하
1.59 % 0.2% 이하
60 % 85.0% 이하
1% 2부 이상
7000 PPM 1000 PPM 이하
1% 0.5% 이하
2.1 건 /년ㆍ인 이상 20 건 / 년ㆍ인 이상
5건 /년 0건 /년
2000 년 2003 년( 실적 ) ( 목표 )

(2) 중장기 TPM 추진 계획서
구분
활동 내용 2000 년 2001 년 2002 년
상반기 하반기 상반기 하반기 상반기 하반기
도입기 확산 전개기 성숙기 정착기
0스텝
정리정돈⊙정리 , 정돈 LIST⊙반납 , 폐기 , 정위치⊙바닥 페인트 및 안전 구 획선 긋기
1스텝
초기청소
⊙대상 설비 BLOCK 도 작성⊙안전보호장치 MAP⊙청소 행동 가기준서⊙먼지 , 오염 제거⊙페인트 ( 도색 )⊙결항복원 및 개선
2스텝
발생원 곤란 개소 대책
⊙발생원 , 곤란개소 LIST⊙발생원 , 곤란개소 대책⊙서브 테마활동 전개⊙청소행동 가기준서 보완
3스텝
청소 , 급유 점검 가기준서 작성
⊙가기준서 작성⊙청소 , 급유 카렌다 작성⊙일상 점검표 작성⊙눈으로 보는 관리
4스텝
총점검 경정비 능력확보
⊙설비 기능 , 구조 이해⊙점검 매뉴얼 작성⊙점검항목 방법 이해⊙문제점 조치 능력 배양
개별개선⊙개별 기법 활용⊙현장 , 현물에 입각한 개 선 활동
교육 훈련⊙사내 , 사외 교육⊙우수 기업 견학⊙해외연수 및 견학
철저한 로스 배제와 성능향상 , 치공구 개발을 통한 생산성 향상
전 사원의 TPM 전문가 양성 , 결정비 능력 향상
(3) TPM 추진 현황
도입배경 및 방침도입배경 및 방침
우리의 현실우리의 현실
☞ 작은 고장은 고장이 아니다라는 생각
☞ 고장나면 보전요원만 찾는다 .
☞ 보전요원은 사후보전에 주력
☞ 운전자의 설비관련 지식 미흡
☞ 작은 고장은 고장이 아니다라는 생각
☞ 고장나면 보전요원만 찾는다 .
☞ 보전요원은 사후보전에 주력
☞ 운전자의 설비관련 지식 미흡
☞ 설비 오염이 존재
☞ 노후화된 설비 잦은 고장 발생
☞ 급유 점검이 불규칙적으로 이루어짐
☞ 설비 오염이 존재
☞ 노후화된 설비 잦은 고장 발생
☞ 급유 점검이 불규칙적으로 이루어짐
☞ 곳곳에 불필요한 물건
☞ 안전통로가 불명확
☞ 분진과 소음이 발생
☞ 곳곳에 불필요한 물건
☞ 안전통로가 불명확
☞ 분진과 소음이 발생
침방
⊙ 생산성 30% 향상
년 도 ’ 98 실적 ’ 99 실적 ’ 00실적
생산성 100% 118% 130%
⊙ 안잔재해 제로화
사람 설비에 강한 운전자로 육성
설비 설비 본래의 모습으로 회복
안전 안전의 위해요소 척결
환경 쾌적한 작업환경 확보
사람사람
표목진추 표목진추
설비설비
환경환경