提 案 要 領 - 経済産業省のwebサイト(meti/経済産業...
TRANSCRIPT
平成 23 年度 インフラ・システム輸出促進調査等事業 (インドネシアにおける低品位炭ガス化技術の利用推進
可能性調査事業) (平成 22 年度事業に係るもの)
成果報告書
平成 23 年 10 月 三菱重工業株式会社
目 次
第1章 調査研究の概要
1.1 調査目的 1-1
1.2 本調査概要 1-1
1.2.1 低品位炭ガス化事業実施候補地の選定 1-1
1.2.2 低品位炭ガス化事業実施候補地の現地調査 1-2
1.2.3 低品位炭ガス化事業候補地の石炭性状分析・ガス化特性検討 1-2
1.2.4 低品位炭ガス化事業設備に付設する CO2 回収設備の概略設計 1-2
1.2.5 低品位炭ガス化事業実施候補地からの CO2 貯留候補地への CO2 輸送と貯留方
法の検討
1-3
1.2.6 ビジネスモデル検討 1-3
1.3 調査実施方法 1-3
1.4 本調査のまとめ 1-5
第 2 章 低品位炭ガス化事業実施候補地の選定
2.1 エネルギー政策等及び政府・関係機関の石炭ガス化・CCS 事業に関する方針 2-1
2.1.1 エネルギー政策等 2-1
2.1.2 政府関係機関の石炭ガス化・CCS 事業に対する方針 2-5
2.2 候補先鉱山、産出石炭情報調査 2-6
2.2.1 選定基準 2-6
2.2.2 選定された候補炭鉱 2-7
2.2.3 PT. Pendopo Energi Batubara 2-8
2.2.4 PT. Lion Power Energy 2-15
2.3 まとめ 2-17
第 3 章 低品位炭ガス化事業実施候補地の現地調査
3.1 調査概要 3-1
3.2 事業箇所予定地の調査結果 3-1
3.3 インフラ・輸送ルート調査結果 3-5
3.3.1 内陸陸上輸送路状態 3-7
3.3.2 河川輸送路状態 3-19
3.3.3 Palembang 港 3-24
3.4 輸送調査結果まとめと詳細輸送調査項目 3-27
第 4 章 低品位炭ガス化事業候補地の石炭性状分析・ガス化特性検討
4.1 候補先石炭の分析 4-1
4.1.1 サンプル炭入手状況 4-1
4.2 石炭分析結果 4-2
4.3 候補先石炭によるガス化特性の検討 4-5
4.3.1 ガス化方式の選定 4-5
4.3.2 二室二段噴流床ガス化炉の原理 4-9
4.3.3 酸素吹き二室二段石炭ガス化炉の特徴 4-10
4.3.4 候補先石炭を用いたガス化特性 4-11
4.4 まとめ 4-13
第 5 章 低品位炭ガス化事業の設備に付設する CO2 回収設備の概略設計
5.1 低品位炭ガス化ガスからの SNG(代替天然ガス)合成プロセスの検討 5-1
5.1.1 低品位炭とその有効利用 5-1
5.1.2 設計条件 5-3
5.1.3 SNG 製造プロセスのフロー,及びストリームデータ 5-5
5.1.4 SNG 製造プロセスの概要 5-9
5.1.5 SNG 製造プロセスのまとめ 5-12
5.2 SNG 製造向け CO2 回収設備の検討
5.2.1 酸素吹き/空気吹き石炭ガス化炉出口性状比較 5-15
5.2.2 一般的な CO2 分離・回収プロセス 5-16
5.2.3 物理吸収法と化学吸収法の比較 5-21
5.2.4 物理吸収法による CO2 分離・回収方法 5-23
5.3 CO2 回収工程プロセスフロー 5-29
5.3.1 CO2 回収工程の設計 5-29
5.3.2 CO2 回収プロセスの説明 5-32
5.3.3 CO2 回収設備の主要機器 5-35
5.4 CO2 回収設備の概略設計まとめ 5-39
第 6 章
低品位炭ガス化事業実施候補地からの CO2 貯留候補地への CO2 輸送と貯留方法の検討
6.1 インドネシアで実施された CO2 貯留検討実績 6-1
6.2 ガス化事業箇所付近での CO2 貯留可能性の検討 6-3
6.2.1 CO2-EOR 6-3
6.2.2 CO2 貯留のメカニズム 6-3
6.2.3 南スマトラ地質状況 6-4
6.2.4 スクリーニング 6-7
6.2.5 輸送 6-10
6.3 まとめ 6-11
第 7 章 ビジネスモデル検討
7.1 概要 7-1
7.2 ステークホールダの役割 7-2
7.3 まとめ 7-4
第 1 章 調査研究の概要
第1章 調査研究の概要
1.1 調査目的
埋蔵量が多く安価で安定的な供給が期待できる石炭は、今後とも必要不可欠なエネルギーであ
る。近年、新興国において経済成長に伴うエネルギー需要が増大されており、特にアジア等にお
いては、エネルギー源として石炭を利用する割合が高く、石炭需要も今後益々増加することが予
想されている。
このような背景の中で、埋蔵量の豊富な低品位炭を地球環境に配慮しながら有効に利用していく
ことが、世界的な資源エネルギー需給の安定に不可欠であり、我が国の低品位炭利用技術の海
外展開を進めることで、産炭国におけるエネルギー需給の緩和に貢献するとともに、将来的には、
我が国に対する安定的な石炭供給体制を構築することが重要となる。
インドネシアは、我が国にとって豪州に次ぐ石炭供給国であり、国内のエネルギー政策で石炭を
主要エネルギーと位置づけており、埋蔵量の大半を占める低品位炭の有効利用が重要な課題と
なっている。
低品位炭の有効利用の方法として、ガス化した合成ガスからアンモニア合成、メタノール合成など
の化成品の生成や SNG(代替天然ガス)を合成するプロセスがあげられる。
インドネシアにおいては、既存の天然ガスにおいては生産量の半分を国内需要に振り向け、その
割合は増加の一途をたどっている。このような状況で、未利用低品位炭から天然ガスの代替とし
て利用可能なメタンの合成技術を提供できれば、天然ガスの枯渇対策にもなり、スワップ取引に
より我が国への天然ガス供給の可能性にも繋がるところ、より強固な二国間の協力関係の構築
が可能となる。
本調査では、低品位炭利用技術のひとつとして利用化が期待されている低品位炭ガス化ガスか
ら SNG を合成する過程で発生する CO2 の回収・輸送及び貯留事業(以下「CCS 事業」という)の
実行可能性を調査することを目的とする。
これら調査結果および関連技術について、現地産炭国での技術説明・情報交換を行い、低品位
炭ガス化事業実施に係わるインフラ・システム輸出を推進することを目的とする。
1.2 本調査概要
1.2.1. 低品位炭ガス化事業実施候補地の選定 (1) エネルギー政策等及び政府・関係機関の石炭ガス化・CCS 事業に対する方針
一次エネルギー構成で石炭の割合は年々延びており、2008 年の全一次エネルギーに対する
石炭の割合は実績で 18.3%、2025 年では 33%まで上昇させる計画である。この計画は大統
領令 No.5/2006 年の国家エネルギー政策で 2025 年、石炭はエネルギーミックスの 33%が
宣言されており、石油から石炭へのエネルギー転換のための石炭開発促進政策が明確化に
されている。発電に占める割合でも年々増え続け、2007 年の実績では 63.0%が石炭火力に
よるものであった。発電に占める天然ガスは輸出に回され減少している。本調査では 新のエ
ネルギー政策における石炭産業の位置づけについて調査を行った。
また、インドネシアでは石炭の高度利用による付加価値化が 2009 年第 4 号法の新鉱業法で
提示され、石炭をそのまま燃やすのではなく、石炭の化学工業への利用が叫ばれている。そう
いう中、石炭のガス化への取り組みは近年特に盛んとなってきており、各方面でその実用化へ
向けての期待が高まりつつある。こういう現状を背景に、今後のガス化事業に対する政府方針
についてその具体的な内容を調査した。また、CCS に関する知見はインドネシアではこれから
-1-1-

であるが、今後は昨年後半に設立された新・再生可能エネルギー・省エネルギー総局がその
任を担うことになり、石炭のクリーンなエネルギー利用を目指しているので、本総局を中心に
CCS に対する政府方針を調査した。また、石炭利用技術の研究機関としてはエネルギー鉱物
資源省研究開発庁の鉱物石炭技術研究開発センター(tekMIRA)が長年石炭ガス化の研究を
行っているので、本機関での石炭ガス化研究状況についても調査を行った。 (2) 候補先鉱山、算出石炭情報調査
インドネシアの石炭可採埋蔵量は 211 億トンであり、地域別でみると、スマトラ島とカリマンタン
島でその大半を占めている。また、その石炭埋蔵量の約 6 割が低品位炭(褐炭)と言われて
いる。今回の石炭ガス化事業ではこの膨大な低品位炭を利用することにより安価な石炭
供給を可能としている。また、石炭をガス化した場合そのガスを供給する為には、パイ
プラインが不可欠でありその輸送設備を考慮する必要がある。よって、本調査の対象地
域は膨大な低品位炭の埋蔵が予想されており、また、既存のガスパイプラインが整備さ
れている南スマトラ(一部中部スマトラ)とし、この地域内において本事業の目的に叶
う有望な炭鉱を調査した。調査に当たっては石炭埋蔵量、石炭生産量、石炭開発状況な
どの炭鉱操業の基礎的な情報収集を始め、石炭の販売状況、石炭価格など流通面の調査
も実施し、石炭ガス化事業に適した炭鉱を選択した。また選択に当たっては、CO2 を貯
留するに適した油田の位置関係も考慮した。
1.2.2 低品位炭ガス化事業実施候補地の現地調査
(1) 近隣地域の現状調査
低品位炭ガス化事業実施候補地の選定を踏まえ、現地調査により 新の社会的インフラ、
国道等道路状況などの情報収集を実施した。 (2) 給排水、配電、道路などのインフラ調査
低品位炭ガス化事業実施候補地の選定を踏まえ、プラント建設/運転に必要な輸送道路状
況、使用可能なユーティリティ状況(給排水等)につき現地調査/ヒアリングに加え、文献、レ
ポートを基に調査を実施した。
1.2.3 低品位炭ガス化事業候補地の石炭性状分析・ガス化特性検討 (1)候補先石炭の分析
インドネシアより候補先石炭のサンプルを日本へ輸送し、三菱重工業(株) 長崎研究所にて
石炭の工業分析、元素分析、灰組成等の分析調査を行い、噴流床方式(二室二段酸素吹
き噴流床ガス化炉)のガス化に対する適合性を検討した。 (2)候補先石炭によるガス化特性の検討
上記で分析した石炭組成を用いて、噴流床ガス化炉の操業条件を設定し、ガス化特性を検
討した。具体的には、所要石炭量に対する乾燥工程・ガス化特性の検討を行い、ガス化炉
設備出口での生成ガス条件を検討した。
1.2.4 低品位炭ガス化事業の設備に付設する CO2 回収設備の概略設計 (1)低品位炭ガス化ガスからの SNG(代替天然ガス)合成プロセスの検討
推定された石炭ガス化ガス組成を用いて、SNG(代替天然ガス)を作成するプロセスにつき
-1-2-
検討した。同時に SNG を合成する過程で発生する CO2 は EOR に利用するとし分離回収
するプロセスにつき検討した。 想定した低品位炭からガス化したガスから、SNG を生成するための、概略の物質収支計算
を行い、プロセスが構築可能か検討した。 (2)CO2 回収設備の概略設計
低品位炭から SNG を生成しかつ CO2 も分離回収を想定する場合、CO2 分離回収は酸性
ガス除去設備で CO2 及び硫黄化合物を同時に除去し、かつ別々に回収できる Rectisol 法
が考えられ、概略物資収支につき検討した。
1.2.5 低品位炭ガス化事業候補地からの CO2 貯留候補地への CO2 輸送及び貯留方法の検討
(1) インドネシアでこれまで実施された CO2 貯留検討の実績、 新情報調査
インドネシアでこれまで実施された CO2 貯留に関する調査としては、日本の商社や
エンジニアリング会社が個別の油田の CO2-EOR 適用の可能性について調査したも
のや、油田オペレータの Pertamina や研究機関の LEMIGAS などを中心として、CO2-
EOR、CCS に関してまとめられたものなどが報告されており、これらの情報・デー
タを収集した。地下部分では特に、CO2 の貯留対象となり得る油層、ガス層に関す
る情報やデータ収集した。
(2) ガス化事業箇所付近で、CO2 貯留の可能性がある候補地の調査、及び CO2輸送の検討
資料・情報や文献により得られたインドネシア国内の既生産油田に対して、CO2-
EOR 適用による増油量が相対的に高い可能性を有する油田を選定するスクリーニン
グを行った。この方法としては、CO2 の圧入により油層内で圧入 CO2 と油とのミシ
ビリティを形成し増油を図るというメカニズムに基づき、重要なパラメータである
油田の油層深度や産出油の比重若しくは粘性を使用して推定した。また、ガス事業
箇所から CO2貯留候補地への CO2輸送方法の検討を行った。
1.2.6 ビジネスモデル検討 想定されるステークホルダー(石炭の供給、ガス化ガスの利用、CO2 の引取・貯留)の役割を明
確にするとともに、ビジネススキームを検討し、今後必要とされる経済的な支援策について検討
した。
1.3 調査実施方法
以下の実施方法等において事業内容の調査を行った。
(1) 公表資料等における調査
・ 政府機関、政府関係者及び石炭・ガス関連団体が既に公表している報告書、発表資料、レ
ポート等から低品位炭の採掘に適した鉱山及び CO2 貯留に適した油田に関する調査を実
施した。
・ 低品位炭ガス化事業実施候補地選定のために必要な主要都市からのロケーション、給排
水、道路等の周辺のインフラ等の調査を実施した。
-1-3-

(2) ヒアリング調査等における調査及び分析
・ インドネシア政府・関係機関等への現地ヒアリング調査等を行い、インドネシアのエネル
ギー政策における石炭事業の位置づけ、環境政策、低品位炭ガス化及び CCS 事業に関
する政策及び政府の方針の調査を実施した。
・ 低品位炭の採掘に適した鉱山及び CO2 貯留に適した油田について政府・関係機関の考え
方を調査した。
・ インドネシアの石炭会社及び研究機関等から、鉱山の石炭の性状について、情報を入手し
た。
(3) 事業実施候補地選定、環境対策の調査検討
・ (1)及び(2)をもとに事業に適した候補地の選定し、低品位炭ガス化事業の設備に付設する
CO2 回収設備の概略設計を行った
・ 低品位炭ガス化事業実施候補地から CO2 貯留候補地への CO2 輸送及び貯留方法の検
討を実施した。
-1-4-

-1-5-
1.4 本調査のまとめ
(1) 低品位炭ガス化事業候補地の選定 インドネシアでの低品位炭のガス化事業における候補先鉱山として、南スマトラの炭鉱の中で、低品位
炭の大規模な資源量・埋蔵量が確認され、採掘条件も低剥土比と優れ、安定した石炭の供給が可能と
判断される PT Pendopo Energi Batubara(以下 Pendopo)が選定された。今回の SNG 合成プラントを含
め、他のプロジェクト(IPP プラント、Upgrading プラント)を併せた Pendopo 炭鉱の石炭使用量は年間
4,500 万トンと推定している。一方、過去にサソールの CTL プロジェクトを検討した際に、年間 6,000 万
トンの使用量で計画された実績もあり、石炭供給量的にも問題ない。
(2) 低品位炭ガス化事業実施候補地の現地調査
選定された低品位炭ガス化事業候補地である、Pendopo での現地調査を行った。Palembang 港
から現地までの、プラント構成機器、機械品(ガス化炉、塔、槽、大型機械等)の陸送については、
内陸輸送制限値までは、問題無いと考えるが、一部、路面状態が悪い箇所があり、製品に与える
振動の悪影響について懸念される。重量物、オーバーサイズ貨物については、Palembang 港から
の河川バージ輸送が必要となるが、河川水深、Off-Loading 地の整備計画、輸送経路の橋梁条件
等、より詳細に検討をしていく必要がある。Palembang 港についても、コンテナ貨物の取り扱いは問
題無い事が確認されたが、重量物の取り扱いはさらに調査が必要である。
(3) Pendopo 炭 石炭性状分析・ガス化特性検討結果
インドネシアより Pendopo 炭を入手し、石炭性状分析した。
石炭分析の結果、JIS 分類では褐炭で、燃料比(=固定炭素/揮発分)が非常に低い。全水分が
高い褐炭であり、予備乾燥設備によってハンドリング等に問題が生じない水分まで乾燥させ
る必要がある。また、灰融点はやや高めの分析結果であったが、灰融点を低下させるための
フラックス投入等の必要は無くガス化炉安定運転が十分可能な範囲であることがわかった。
これら分析の結果を基にガス化炉出口のガス性状を検討した。
Pendopo から事前に入手したヒートバランス検討用の炭ならびに実分析した炭の二つの石炭
性状にて、ガス化炉出口生成ガス性状を検討した結果、両者で酸素消費量や生成ガス量に大
きな差はないことがわかった。
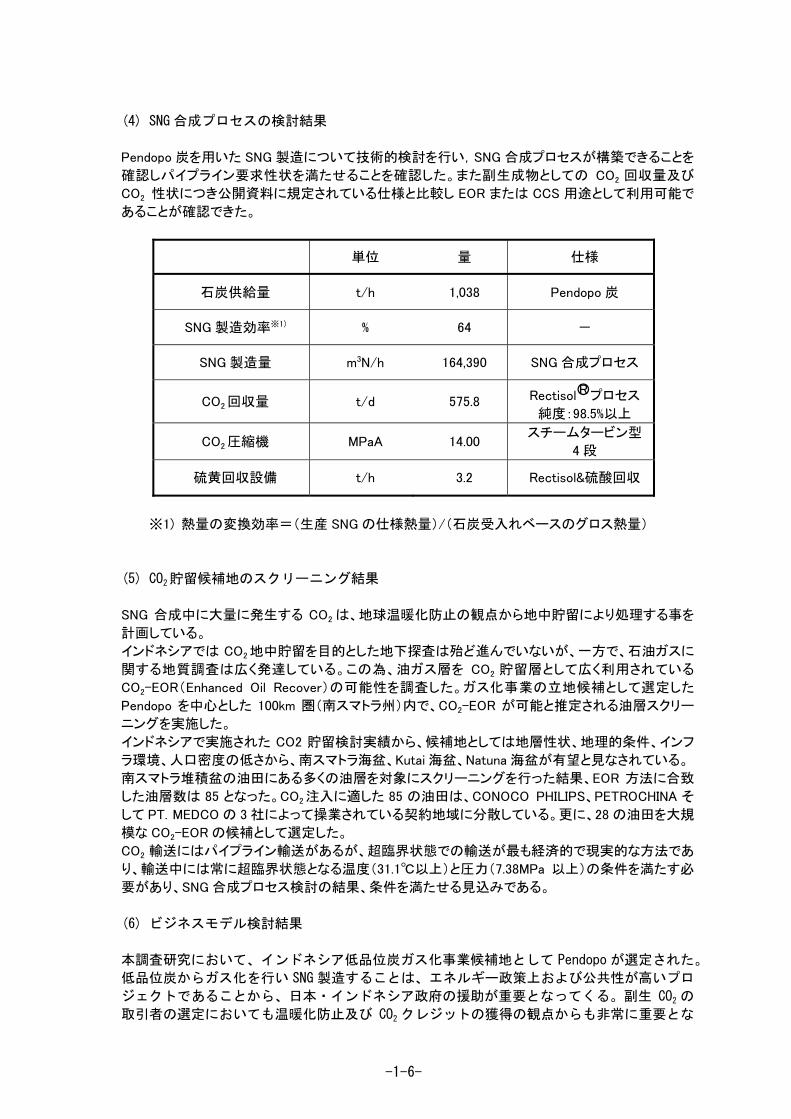
(4) SNG 合成プロセスの検討結果
Pendopo 炭を用いた SNG 製造について技術的検討を行い,SNG 合成プロセスが構築できることを
確認しパイプライン要求性状を満たせることを確認した。また副生成物としての CO2 回収量及び
CO2 性状につき公開資料に規定されている仕様と比較し EOR または CCS 用途として利用可能で
あることが確認できた。
単位 量 仕様
石炭供給量 t/h 1,038 Pendopo 炭
SNG 製造効率※1) % 64 -
SNG 製造量 m3N/h 164,390 SNG 合成プロセス
CO2 回収量 t/d 575.8 Rectisol○R プロセス
純度:98.5%以上
CO2 圧縮機 MPaA 14.00 スチームタービン型
4 段
硫黄回収設備 t/h 3.2 Rectisol&硫酸回収
※1) 熱量の変換効率=(生産 SNG の仕様熱量)/(石炭受入れベースのグロス熱量)
(5) CO2貯留候補地のスクリーニング結果
SNG 合成中に大量に発生する CO2 は、地球温暖化防止の観点から地中貯留により処理する事を
計画している。
インドネシアでは CO2 地中貯留を目的とした地下探査は殆ど進んでいないが、一方で、石油ガスに
関する地質調査は広く発達している。この為、油ガス層を CO2 貯留層として広く利用されている
CO2-EOR(Enhanced Oil Recover)の可能性を調査した。ガス化事業の立地候補として選定した
Pendopo を中心とした 100km 圏(南スマトラ州)内で、CO2-EOR が可能と推定される油層スクリー
ニングを実施した。
インドネシアで実施された CO2 貯留検討実績から、候補地としては地層性状、地理的条件、インフ
ラ環境、人口密度の低さから、南スマトラ海盆、Kutai 海盆、Natuna 海盆が有望と見なされている。
南スマトラ堆積盆の油田にある多くの油層を対象にスクリーニングを行った結果、EOR 方法に合致
した油層数は 85 となった。CO2 注入に適した 85 の油田は、CONOCO PHILIPS、PETROCHINA そ
して PT. MEDCO の 3 社によって操業されている契約地域に分散している。更に、28 の油田を大規
模な CO2-EOR の候補として選定した。
CO2 輸送にはパイプライン輸送があるが、超臨界状態での輸送が も経済的で現実的な方法であ
り、輸送中には常に超臨界状態となる温度(31.1℃以上)と圧力(7.38MPa 以上)の条件を満たす必
要があり、SNG 合成プロセス検討の結果、条件を満たせる見込みである。
(6) ビジネスモデル検討結果
本調査研究において、インドネシア低品位炭ガス化事業候補地として Pendopo が選定された。
低品位炭からガス化を行い SNG 製造することは、エネルギー政策上および公共性が高いプロ
ジェクトであることから、日本・インドネシア政府の援助が重要となってくる。副生 CO2 の
取引者の選定においても温暖化防止及び CO2 クレジットの獲得の観点からも非常に重要とな
-1-6-
-1-7-
る。出資による新規合弁会社を設立された SNG 製造会社を中心にビジネスモデルを構築して
いく必要がある。
本調査研究において、以上の点を考慮したビジネスモデルを提案することができた。
第 2 章
低品位炭ガス化事業実施候補地の選定

2-1
2.低品位炭ガス化事業実施候補地の選定
2.1.エネルギー政策等及び政府・関係機関の石炭ガス化・CCS 事業に関する方針
2.1.1 エネルギー政策等
(1)エネルギー全体政策
インドネシアは天然資源に恵まれ、鉱物資源はもちろん、石炭、石油などのエネルギー資源も
豊富である。こういう中、これまでのインドネシアの主要なエネルギーは石油であり、インドネシア
国内に潤沢に賦存する石油が国家発展に寄与してきた。また、石油はインドネシア国家にとって
外貨を得る重要な輸出産品であり、これまで日本を始め多くの諸外国へ輸出され、国家財政の基
盤を構築し、国家財政に大きく貢献してきたのが現実である。しかしながら、1990年代後半以降新
規の油田開発に陰りが見られるようになり、また、既存油田の枯渇と相まって 2004 年からインドネ
シアは石油の純輸入国になった。現在は、自国で生産された石油は低硫黄で高価格で売れるた
め輸出に回される一方、国内需要で必要な石油は中東諸国からの輸入で賄っている。2009 年に
はOPECからも脱退している。こういう状況の中でインドネシア政府のエネルギー政策は石油依存
から石油代替エネルギーへと大きく舵を切る政策に転じてきている。まず、2004 年に「国家エネル
ギー政策(National Energy Policy)」としてエネルギー鉱物資源省令(No.0983K/16)が出され、国
内エネルギーの安定、エネルギー付加価値の向上、倫理にかなった資源開発の促進、低所得者
へのエネルギー供給、それによる国民全体が富める国つくりを使命とする施策が掲げられた。ま
た、その手段としてエネルギー政策の強化、エネルギーの多様化(石油離れ、再生可能エネルギ
ーへの転換)、省エネの促進が提示されている。次に 2006 年には「国家エネルギー政策」に関す
る大統領令(2006 年 Presidential Regulation No.5)が公布され、2025 年のエネルギー構成が示さ
れた。2025 年のエネルギー構成の割合は石油 20%、石炭 33%、天然ガス 30%、再生可能・新エネ
ルギー関連 17%となっている。2005 年のインドネシアにおけるエネルギー構成の割合は、石油
49.2% 石炭 24.4%、天然ガス 18.5%、水力 2.7%、地熱その他のエネルギー5.2%であったため、本大
統領令では、脱石油による石炭、再生可能エネルギー、新エネルギーなどの占める割合が増加し
ている。図 2.1.1 に 2005 年と 2025 年のエネルギー構成の割合を示す。2025 年の再生可能・新エ
ネルギー関連の内訳はバイオ燃料が 5%、地熱が 5%、太陽光、風力などが 5%、石炭液化が 2%とな
っている。原子力発電は太陽光・風力などの 5%のエネルギーの中に入れこまれている。
再生可能エネルギー、新エネルギーの取り組みはインドネシアでは始まったばかりではあるが、
インドネシア政府は近年の世界的に高まる温室効果ガス低減の機運から、より環境にやさしいエ
ネルギーの創生に着手しており、効果的なエネルギーミックスの構築に向けていろいろなエネル
ギー導入に係る課題に取り組んでいる。インドネシア政府は現在 2020 年までには温室効果ガス
の 26%削減を目標に掲げているが、その目標に向かって、CCS、CCT などの新技術を率先して導
入する計画であり、化石燃料の使用削減についても各機関との調整が進められている。しかしな
がら、石炭の使用はインドネシアの経済発展を支える為には不可欠なエネルギーであり、経済成
長と化石燃料使用削減の狭間に入り込んでいるのが事実である。また、原子力利用については
日本からの技術導入を計画していたが、今後の動向については不透明なところも多い。
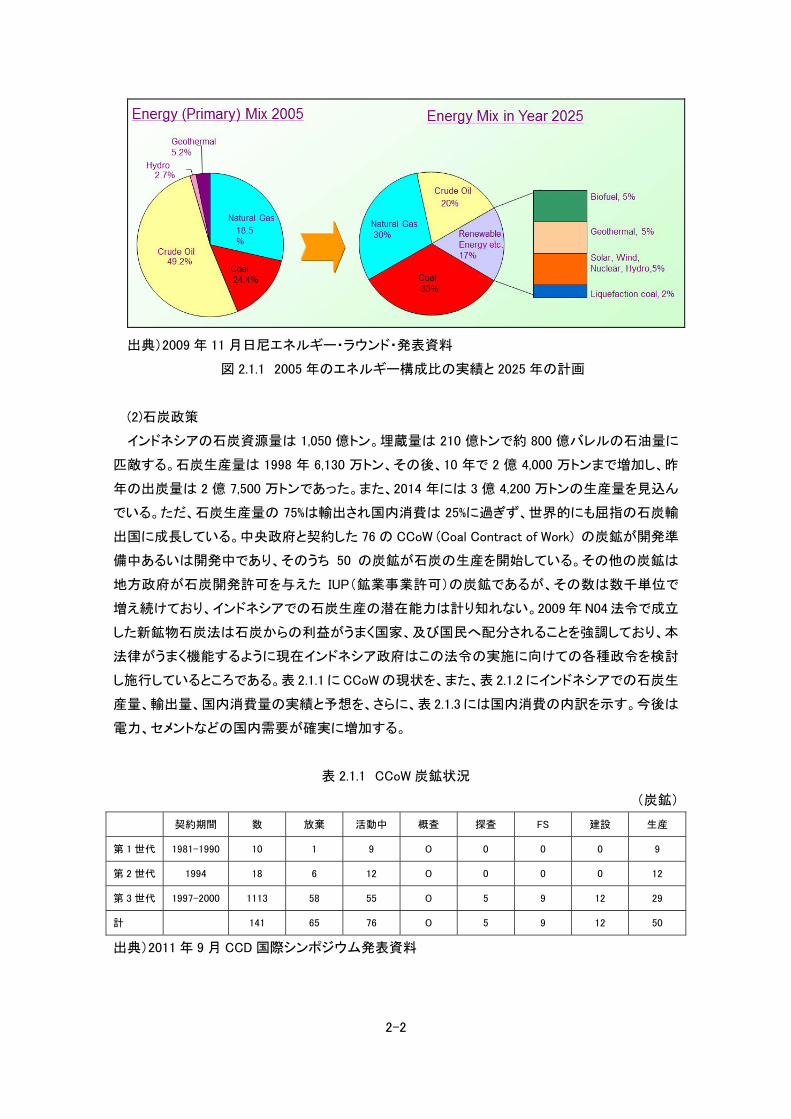
出典)2009 年 11 月日尼エネルギー・ラウンド・発表資料
図 2.1.1 2005 年のエネルギー構成比の実績と 2025 年の計画
(2)石炭政策
インドネシアの石炭資源量は 1,050 億トン。埋蔵量は 210 億トンで約 800 億バレルの石油量に
匹敵する。石炭生産量は 1998 年 6,130 万トン、その後、10 年で 2 億 4,000 万トンまで増加し、昨
年の出炭量は 2 億 7,500 万トンであった。また、2014 年には 3 億 4,200 万トンの生産量を見込ん
でいる。ただ、石炭生産量の 75%は輸出され国内消費は 25%に過ぎず、世界的にも屈指の石炭輸
出国に成長している。中央政府と契約した 76 の CCoW (Coal Contract of Work) の炭鉱が開発準
備中あるいは開発中であり、そのうち 50 の炭鉱が石炭の生産を開始している。その他の炭鉱は
地方政府が石炭開発許可を与えた IUP(鉱業事業許可)の炭鉱であるが、その数は数千単位で
増え続けており、インドネシアでの石炭生産の潜在能力は計り知れない。2009 年 N04 法令で成立
した新鉱物石炭法は石炭からの利益がうまく国家、及び国民へ配分されることを強調しており、本
法律がうまく機能するように現在インドネシア政府はこの法令の実施に向けての各種政令を検討
し施行しているところである。表 2.1.1 に CCoW の現状を、また、表 2.1.2 にインドネシアでの石炭生
産量、輸出量、国内消費量の実績と予想を、さらに、表 2.1.3 には国内消費の内訳を示す。今後は
電力、セメントなどの国内需要が確実に増加する。
表 2.1.1 CCoW 炭鉱状況
(炭鉱)
契約期間 数 放棄 活動中 概査 探査 FS 建設 生産
第 1 世代 1981-1990 10 1 9 0 0 0 0 9
第 2 世代 1994 18 6 12 0 0 0 0 12
第 3 世代 1997-2000 1113 58 55 0 5 9 12 29
計 141 65 76 0 5 9 12 50
出典)2011 年 9 月 CCD 国際シンポジウム発表資料
2-2

2-3
表 2.1.2 石炭生産量、輸出、国内消費
(百万トン)
年 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
国内 41 48 54 49 56 67 79 87 95 104
輸出 111 145 163 191 198 208 248 245 242 238
生産量 154 193 217 240 256 275 327 332 337 342
出典)2011 年 9 月 CCD 国際シンポジウム発表資料
表 2.1.3 国内消費内訳
(百万トン)
年 2011 2012 2013 2014
ブリケット 0 0.6 0.9 1.3
肥料 0.9 1.1 1.2 1.3
紙・パルプ 0.6 0.7 0.8 0.8
繊維 2 2.3 2.3 2.3
冶金 0.4 0.5 0.5 0.5
セメント 8.9 9.4 10.1 11.2
電力 66.3 71.5 79.1 87.7
計 79 87 95 104
出典)2011 年 9 月 CCD 国際シンポジウム発表資料
インドネシアでは石炭は石油に代わる重要な資源としての位置付けが国家戦略の中で明確に
打ち出されており、これまでの石炭開発は順調に進んできたと言える。特に CCoW の導入による
外資を積極的に起用した石炭開発手法はその開発速度を飛躍的に上昇させた。インドネシアに
おいて石炭は国家に多大な貢献をしており、これまでの石炭政策の結果、以下のプラス効果をも
たらしている。
・ 石炭開発に課せられるロイヤルティ及びその他租税により国家予算、地方予算の重要な財源
となった。
・ 石炭の輸出は重要な外貨獲得資源となった。
・ 石炭開発の促進により地方での雇用の確保、及び地域社会の発展に寄与した。
ただ、今後も石炭開発を継続させるためには、管理体制の地方移譲に伴う鉱山管理の強化、
環境対策、下火にはなったが違法採掘の厳しい取り締まりなど、新たな取り組みも必要となる。ま
た、今後増加することが予想される国内需要を満たすために、国内供給義務を課すとともに、石
炭価格の暴落を防ぐ目的で石炭価格統制も行うようになった。さらには、鉱物資源の付加価値を
上げるために、石炭においても選炭、改質、ガス化などを促進している。インドネシアでの石炭の
重要な役割は国家の主要な収入源に貢献すること、また、今後の国内需要を満たしてゆくことで
ある。そういう中、現在の石炭政策の基本は以下の内容となっている。

2-4
・ 国内需要を 優先に考える(DMO)。価格の統制。
・ 情報の確実性と透明性(鉱山法、法規、規定違反の取締り)
・ 健全な鉱山開発のための監督の強化
・ 石炭企業からの更なる投資と国家収入の増加
・ 鉱物への付加価値促進(選炭、地方収入、地方消費、石炭改質、労働力、社会貢献)
また、具体的な石炭政策の活動施策として、以下の内容が示された。
・ 浅部の露天採掘できる石炭の埋蔵量は激減しており、今後は坑内採掘への対応が不可欠。
坑内採掘炭鉱への投資を増やす必要がある。
・ インドネシアの石炭は主にスマトラやカリマンタンで採掘されている。これら地域で河川は乾
季に浅くなるのでバージ輸送に困難が発生している。その解決策として集中的な輸送システ
ムが必要。
・ 石炭は商品であるばかりではなく、重要なエネルギー源である。それで、国内で使用するエネ
ルギーとしての供給と商品としての海外輸出はバランスを保つ必要がある。こういう中、低品
位炭についてはそれに付加価値をつけることによって大きなビジネスチャンスと成りえる。
・ 石炭へ付加価値導入策の具体的な中身は石炭ガス化、石炭のシンガスの利用、UBC(褐炭
の改質)、坑口発電などが上げられる。
・ IUP を中心に炭鉱のモラルが依然として低いところがある。今後健全な炭鉱開発が行われず、
持続的な採掘活動ができなくなる恐れも心配される。そのため、保安、環境へ十分配慮した
炭鉱開発促進が重要。
(3)電力政策
前述のエネルギー政策、石炭政策に対応するために、インドネシア政府は石炭火力発電所の
建設計画を発表した。それは、クラッシュ・プログラムと呼ばれるもので、第1次クラッシュ・プログラ
ム、第2次クラッシュ・プログラムに分かれている。インドネシア政府は2006年の大統領令として、
まず、第1次クラッシュ・プログラムを発表した。これは、2013年までに1,000万KWの石炭火力発電
所を建設するというもので、PLN(国営電力会社)が33件の石炭火力発電所を建設することになっ
ている。ただ、発電所の建設は大幅に遅れており、計画の見直しが迫られている。次に、第2次ク
ラッシュ・プログラムが2010年1月の大統領令で発表され、さらに1,000万KWの発電所を建設する
計画が出された。ただ、第1次クラッシュ・プログラムはすべてが石炭火力発電所であったが、第2
次クラッシュ・プログラムの発電燃料を地熱などの再生エネルギー、ガスなどを対象としている。ま
た、PLNだけではなく、部分的にIPP(独立電力事業者)と協力することも盛り込んでいる。2014年
までの5年間での発電所建設が計画されている。発電量1,067.7万KWのうち、PLNが641.5万KW分、
IPPが426.2万KW分である。また、発電燃料別の内訳は、石炭が429.4万KW、地熱が358.3万KW、
ガスが162.6万KWとなったほか、小型水力発電所は117.4万KWになる。
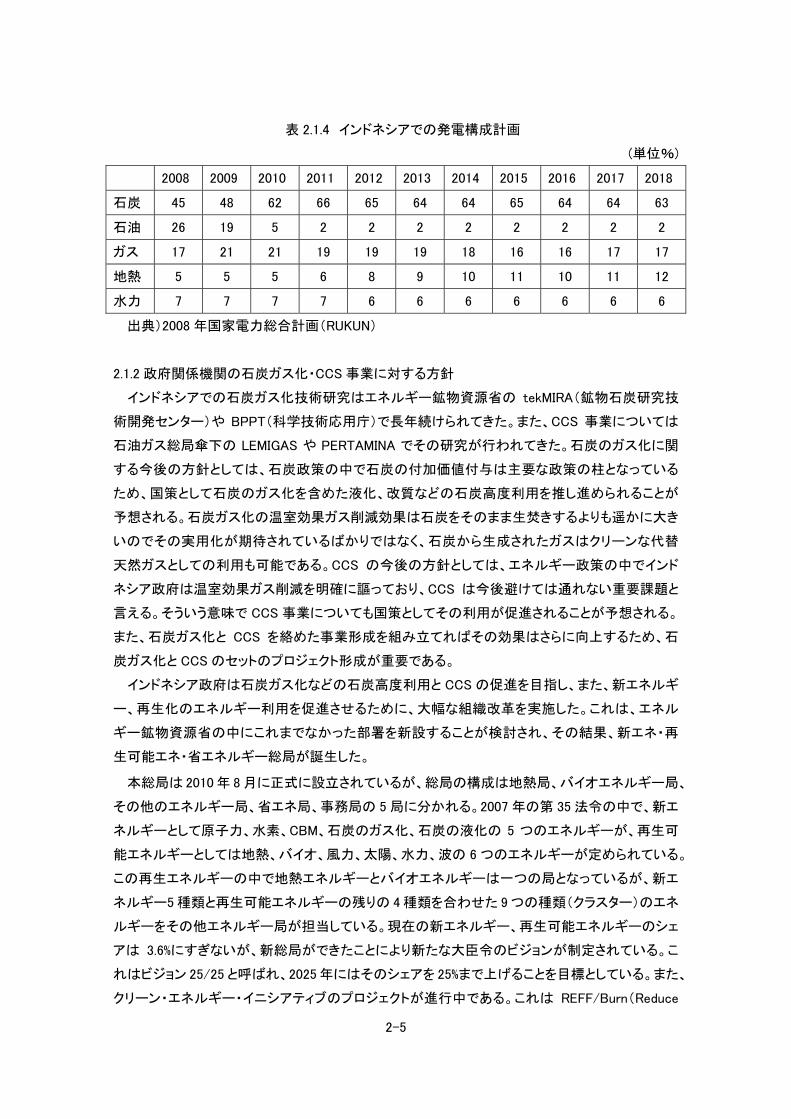
表 2.1.4 は 2008 年の国家電力総合計画(RUKUN)の内容である。この表から分かるように、今
後石炭は総発電の 6 割以上を占めるインドネシアでは主要なエネルギーとなる。
2-5
表 2.1.4 インドネシアでの発電構成計画
(単位%)
2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018
石炭 45 48 62 66 65 64 64 65 64 64 63
石油 26 19 5 2 2 2 2 2 2 2 2
ガス 17 21 21 19 19 19 18 16 16 17 17
地熱 5 5 5 6 8 9 10 11 10 11 12
水力 7 7 7 7 6 6 6 6 6 6 6
出典)2008 年国家電力総合計画(RUKUN)
2.1.2 政府関係機関の石炭ガス化・CCS 事業に対する方針
インドネシアでの石炭ガス化技術研究はエネルギー鉱物資源省の tekMIRA(鉱物石炭研究技
術開発センター)や BPPT(科学技術応用庁)で長年続けられてきた。また、CCS 事業については
石油ガス総局傘下の LEMIGAS や PERTAMINA でその研究が行われてきた。石炭のガス化に関
する今後の方針としては、石炭政策の中で石炭の付加価値付与は主要な政策の柱となっている
ため、国策として石炭のガス化を含めた液化、改質などの石炭高度利用を推し進められることが
予想される。石炭ガス化の温室効果ガス削減効果は石炭をそのまま生焚きするよりも遥かに大き
いのでその実用化が期待されているばかりではなく、石炭から生成されたガスはクリーンな代替
天然ガスとしての利用も可能である。CCS の今後の方針としては、エネルギー政策の中でインド
ネシア政府は温室効果ガス削減を明確に謳っており、CCS は今後避けては通れない重要課題と
言える。そういう意味で CCS 事業についても国策としてその利用が促進されることが予想される。
また、石炭ガス化と CCS を絡めた事業形成を組み立てればその効果はさらに向上するため、石
炭ガス化と CCS のセットのプロジェクト形成が重要である。
インドネシア政府は石炭ガス化などの石炭高度利用と CCS の促進を目指し、また、新エネルギ
ー、再生化のエネルギー利用を促進させるために、大幅な組織改革を実施した。これは、エネル
ギー鉱物資源省の中にこれまでなかった部署を新設することが検討され、その結果、新エネ・再
生可能エネ・省エネルギー総局が誕生した。
本総局は 2010 年 8 月に正式に設立されているが、総局の構成は地熱局、バイオエネルギー局、
その他のエネルギー局、省エネ局、事務局の 5 局に分かれる。2007 年の第 35 法令の中で、新エ
ネルギーとして原子力、水素、CBM、石炭のガス化、石炭の液化の 5 つのエネルギーが、再生可
能エネルギーとしては地熱、バイオ、風力、太陽、水力、波の 6 つのエネルギーが定められている。
この再生エネルギーの中で地熱エネルギーとバイオエネルギーは一つの局となっているが、新エ
ネルギー5 種類と再生可能エネルギーの残りの 4 種類を合わせた 9 つの種類(クラスター)のエネ
ルギーをその他エネルギー局が担当している。現在の新エネルギー、再生可能エネルギーのシェ
アは 3.6%にすぎないが、新総局ができたことにより新たな大臣令のビジョンが制定されている。こ
れはビジョン 25/25 と呼ばれ、2025 年にはそのシェアを 25%まで上げることを目標としている。また、
クリーン・エネルギー・イニシアティブのプロジェクトが進行中である。これは REFF/Burn(Reduce
2-6
Emission from Fosil Fuel/Burning)リーフ・バンと呼ばれ、可能な限り化石燃料の燃焼を減らすこと
をその主要目的としている。どうしても化石燃料の使用が必要な場合は可能な限りクリーンテクノ
ロジーを使って燃焼させる。石炭でいえばクリーン・コール・テクノロジー(CCT)の率先利用とな
る。
インドネシアでの CCS の管轄部署は昨年できたばかりであり、CCS のロードマップはまだ固まっ
ているわけではない。しかしながら、CCS の研究は石油ガス総局傘下の LEMIGAS や
PERTAMINA でその研究を続けている。LEMIGA はインドネシアのガス田の地質状況、CCS や
EOR に関連する詳細情報を把握しており、CCS のスクリーニング、EOR の可能性などの検討が可
能である。また、英国と共同で CCS のセミナーを開催するなど、海外と連携も取りながら研究を続
けている。PERTAMINA は EPTC(Exploration and Production Technical Center) という研究機関が
CCS、EOR の地質情報も含む全ての情報をもち、管理している。ただ、実際に CCS、EOR を実施
する機関としては PERTAMINA EP(Exploration and Production)である。しかしながら、LEMIGAS、
PERTAMINA 共に CCS、EOR にその経験は浅く、EOR を行う場合も CO2 注入ではなくスチームが
主に使用されてきた。北スマトラの油田の EORもスチームが使用されている。 近では JICA 事業
として EOR のトライアルが開始されている。本事業はインドネシアの Cepu の西 20km にある
Gundih ガス田を使って、ここから出る天然ガス随伴 CO2を分離し、再度地中貯留する事業であり、
この CO2 を別の油田で EOR としても利用される。このプロジェクトはフランスの TOTAL 社がやって
いる同様のプロジェクトをモデルにしているが、資金は日本の JICA が提供し、京都大学と ITB(バ
ンドン工科大学)、PERTAMINA の共同研究である。2011 年から 5 年間の事業となる。また、その
他にも日本の商社との CCS 共同研究も動き出している。
以上のようにインドネシアでのガス化に伴う CCS は 近始まったばかりであり、今後各地での研
究や、実機による実証試験が期待される。
2.2.候補先鉱山、産出石炭情報調査
低品位炭のガス化事業では、多量で安価な低品位炭の供給が不可欠である。当該事業では低
品位炭を使って製造した合成ガスはパイプラインで消費地へ輸送する計画である。従って、インド
ネシアにおいてガスをパイプラインで消費地へ輸送できるインフラが整備されている南スマトラで
の炭鉱を適切な実施地として調査した。
2.2.1 選定基準
(1)低品位炭の定義、及び調査対象地域
低品位炭の定義は各国まちまちであるが、インドネシアでは以下のような基準が政府法令とし
て出されている。
【低品位炭の定議】
インドネシア政府(政府令 GR No.45/2004)
a. 発熱量 <5,100kcal/kg adb, 水分 35%以上
b. ASTM(米国材料試験協会)の Lignite と Sub-bituminous coal C
インドネシアで定義されている低品位炭の基準では、国際市場において既に多くの石炭が発熱
量ベースで取引されている。ガス化事業では既存の技術で活用出来ない安価な低品位炭を対象
としているため、インドネシアでの低品位炭の中でも上記基準よりかなり低い 3,000kcal ~
4,000kcal の品質範囲の低品位炭とした。このレベルの石炭の埋蔵量はかなり多くが見込まれ、ま
たそれら石炭の利用が進んでいないためである。
炭鉱の選定に当っては、下記に示すスクリーニング基準を設けたが、ガスパイプラインが敷設
され、低品位炭の資源量が多い南スマトラ州を調査対象地域とした。
(2)選定基準
具体的な選定に当たっては以下の基準を設定し、基準を満たす炭鉱の抽出を行った。
・ 石炭ガス化炉への長期安定した原料供給が可能であること。
・ 低品位炭の埋蔵量が 10 億トン以上あること。
・ 炭鉱近辺にガスパイプラインが敷設され、ガス輸送が可能なこと。
・ 原料石炭価格がプロジェクトの経済性に占める割合が大きいので安価な原料石炭供給
が可能であること。
・ 安価な供給を可能にさせる採掘条件として総剥土比が 2 程度であること。
・ 運営主体がしっかりしていること。
・ 探査、FS、採掘計画、開発計画立案がなされていること。
・ 山元での工場立地を想定して工場用地確保が可能なこと。
・ 山元での工場立地を想定して多量な用水の確保が可能であること。
・ プランテーション、森林区域等他権益との重複の調整が可能であること。
2.2.2 選定された候補炭鉱
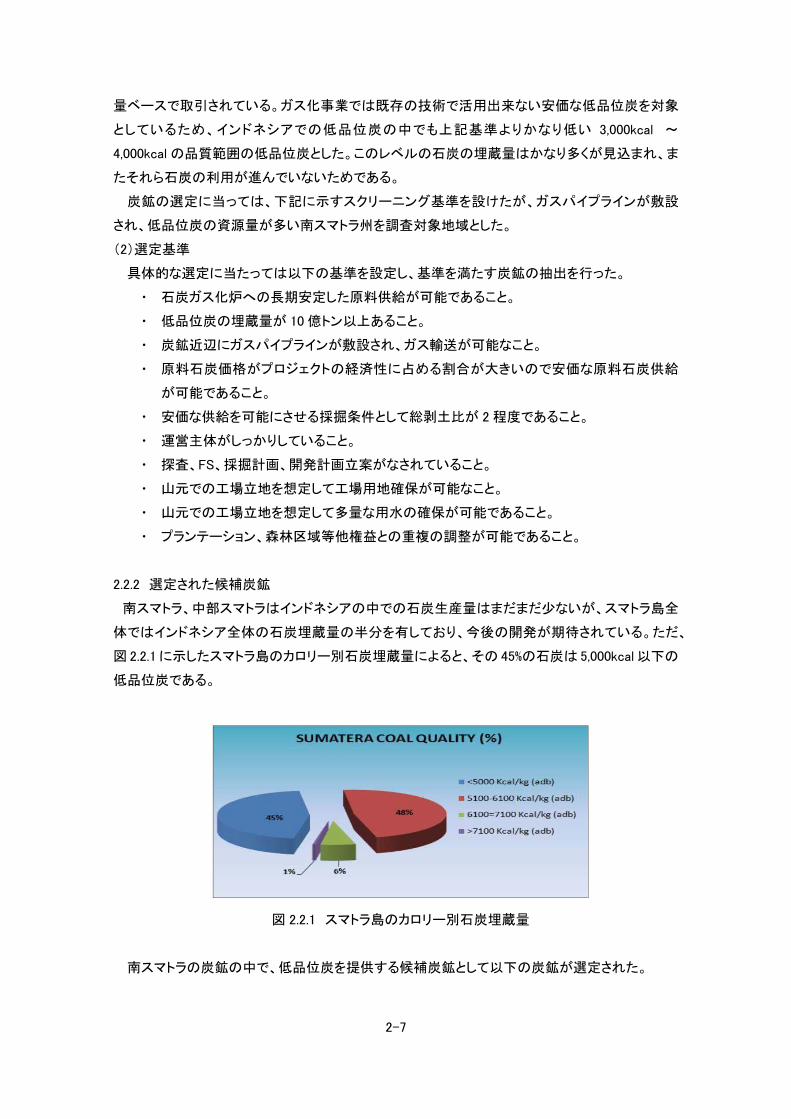
南スマトラ、中部スマトラはインドネシアの中での石炭生産量はまだまだ少ないが、スマトラ島全
体ではインドネシア全体の石炭埋蔵量の半分を有しており、今後の開発が期待されている。ただ、
図 2.2.1 に示したスマトラ島のカロリー別石炭埋蔵量によると、その 45%の石炭は 5,000kcal 以下の
低品位炭である。
図 2.2.1 スマトラ島のカロリー別石炭埋蔵量
南スマトラの炭鉱の中で、低品位炭を提供する候補炭鉱として以下の炭鉱が選定された。
2-7
PT Pendopo Energi Batubara
PT Lion Power Energy
以下において、各炭鉱の調査結果を述べる。結果として、低品位炭の大規模な資源量・埋蔵量
が確認され、採掘条件も低剥土比と優れ、安定した石炭の供給が可能と判断される PT. Pendopo
Energi Batubara が良いことが判った。
2.2.3 PT. Pendopo Energi Batubara
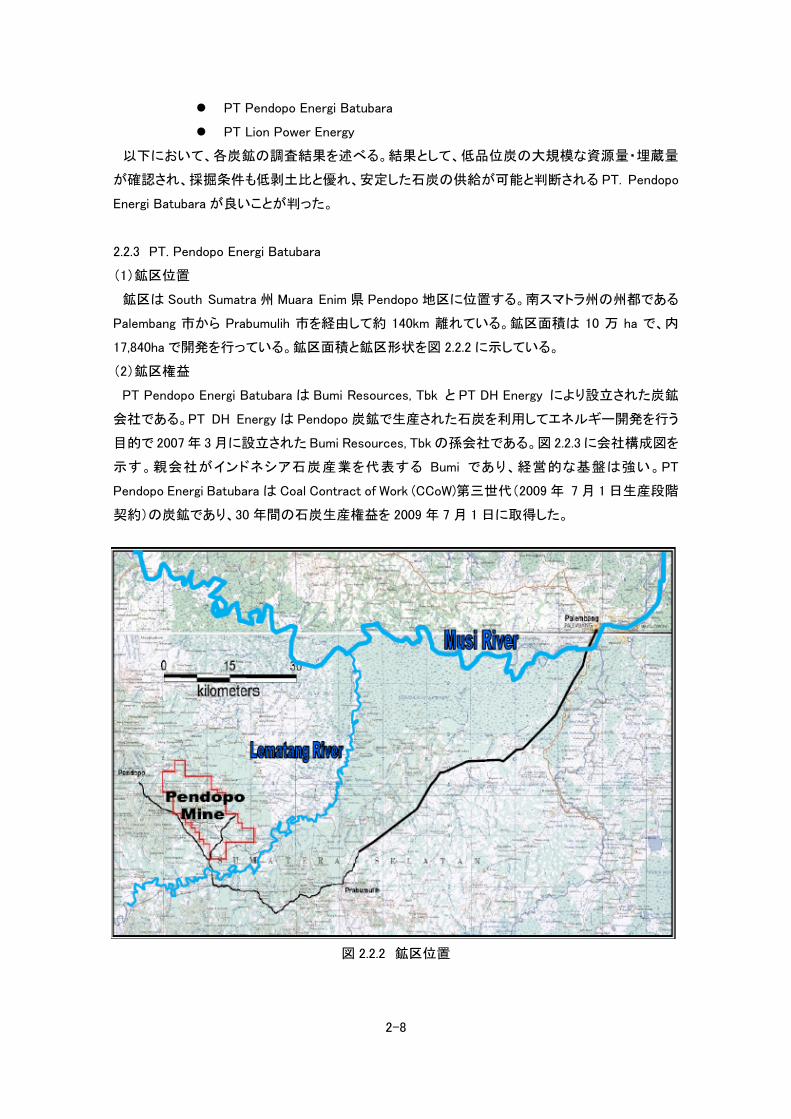
(1)鉱区位置
鉱区は South Sumatra 州 Muara Enim 県 Pendopo 地区に位置する。南スマトラ州の州都である
Palembang 市から Prabumulih 市を経由して約 140km 離れている。鉱区面積は 10 万 ha で、内
17,840ha で開発を行っている。鉱区面積と鉱区形状を図 2.2.2 に示している。
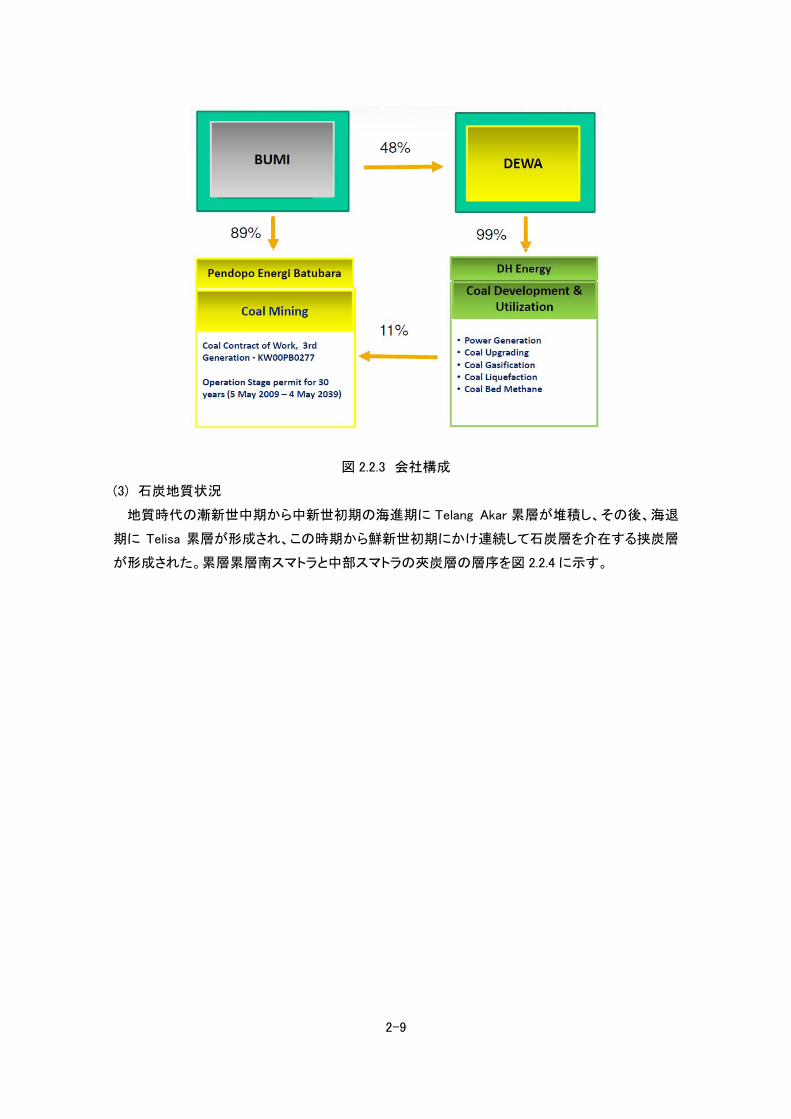
(2)鉱区権益
PT Pendopo Energi Batubara は Bumi Resources, Tbk と PT DH Energy により設立された炭鉱
会社である。PT DH Energy は Pendopo 炭鉱で生産された石炭を利用してエネルギー開発を行う
目的で 2007 年 3 月に設立された Bumi Resources, Tbk の孫会社である。図 2.2.3 に会社構成図を
示す。親会社がインドネシア石炭産業を代表する Bumi であり、経営的な基盤は強い。PT
Pendopo Energi Batubara は Coal Contract of Work (CCoW)第三世代(2009 年 7 月 1 日生産段階
契約)の炭鉱であり、30 年間の石炭生産権益を 2009 年 7 月 1 日に取得した。
図 2.2.2 鉱区位置
2-8
2-9
図 2.2.3 会社構成
(3) 石炭地質状況
地質時代の漸新世中期から中新世初期の海進期に Telang Akar 累層が堆積し、その後、海退
期に Telisa 累層が形成され、この時期から鮮新世初期にかけ連続して石炭層を介在する挟炭層
が形成された。累層累層南スマトラと中部スマトラの夾炭層の層序を図 2.2.4 に示す。
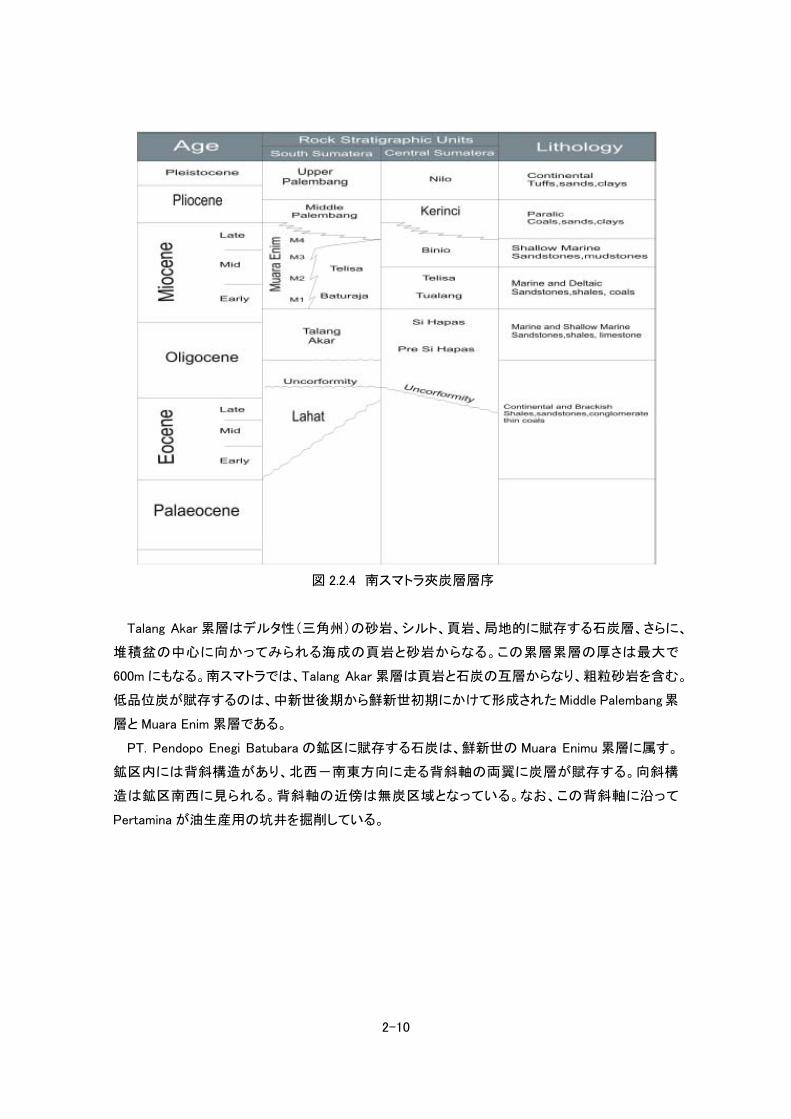
図 2.2.4 南スマトラ夾炭層層序
Talang Akar 累層はデルタ性(三角州)の砂岩、シルト、頁岩、局地的に賦存する石炭層、さらに、
堆積盆の中心に向かってみられる海成の頁岩と砂岩からなる。この累層累層の厚さは 大で
600m にもなる。南スマトラでは、Talang Akar 累層は頁岩と石炭の互層からなり、粗粒砂岩を含む。
低品位炭が賦存するのは、中新世後期から鮮新世初期にかけて形成された Middle Palembang 累
層と Muara Enim 累層である。
PT. Pendopo Enegi Batubara の鉱区に賦存する石炭は、鮮新世の Muara Enimu 累層に属す。
鉱区内には背斜構造があり、北西-南東方向に走る背斜軸の両翼に炭層が賦存する。向斜構
造は鉱区南西に見られる。背斜軸の近傍は無炭区域となっている。なお、この背斜軸に沿って
Pertamina が油生産用の坑井を掘削している。
2-10
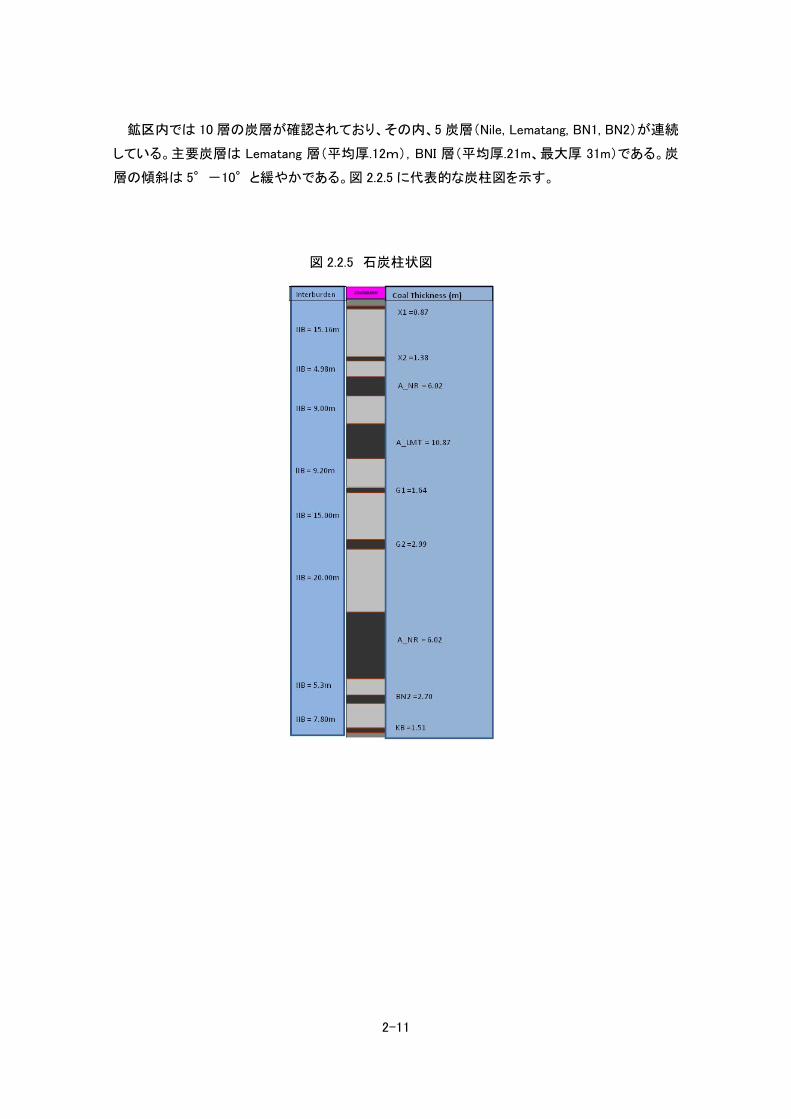
鉱区内では 10 層の炭層が確認されており、その内、5 炭層(Nile, Lematang, BN1, BN2)が連続
している。主要炭層は Lematang 層(平均厚.12m),BNI 層(平均厚.21m、 大厚 31m)である。炭
層の傾斜は 5°-10°と緩やかである。図 2.2.5 に代表的な炭柱図を示す。
図 2.2.5 石炭柱状図
2-11
2-12
(4) 炭量と採掘領域
採掘予定区域は Sigoyang Block, Benuang Block, C Block の 3 ブロックからなる。資源量は 19
億 54 百万トン(-150mRL)で埋蔵量は 16億 5 百万トンである。この埋蔵量での平均剥土比は1(石
炭トン):1.6(剥土体積 m3)となっている。プラントは、選炭(破砕、貯炭)プラント、IPP プラント、
Upgrading プラントそしてガス化プラントを想定した。これらのプラントでの所要石炭量は年間 4500
万トンになるが、過去にサソールのプロジェクトを加えた年間 6000 万トンの計画も作成されている
ことから、計画的に問題はない。
(5) 炭質
PT Pendopo Energi Batubara が公表している炭質を表 2.2.1 に示す。全水分は As Received (ar)
で 58.5%となっている。
ガス化において注意すべき灰溶融温度に関して、別途入手した資料によると Bunuang Block か
ら採取した石炭サンプル 14 個の流動点温度は、+1500℃が 6 サンプル、1500℃が 2 サンプル、他
は 1045℃~1450℃の範囲であった。場所によって灰溶融温度にバラツキがあることに留意が必
要である。

表 2.2.1 炭質一覧
無水ベース 恒湿ベース 到着ベース無水無灰ベース
サンプル
工業分析全水分 (ar、wt%) 60.4水分 22.0 6.7灰分 13.6 10.4 5.6 6.4揮発分 48.9 37.2 20.3 56.6 49.5固定炭素 37.5 28.5 15.6 37.4
元素分析 %C 58.10 44.20 24.1 67.2 64.04H 4.82 3.67 2.00 5.58 4.53N 0.55 0.42 0.2 0.6 0.76S 0.11全S 0.25 0.19 0.10 0.29 0.27O 22.70 17.30 9.5 26.3 23.66Cl 45F 25
高位発熱量 (ad、kcal/kg) 5,716 4,352 2,371 6,617 23.33粉砕性 (HGI) 65-100 135灰分析 (wt%)
SiO2 29.90 36.6Al2O3 22.90 22.8Fe2O3 21.50 22.4CaO 12.50 8.28MgO 3.80 2.86Na2O 0.40 0.41K2O 0.50 0.23SO3 5.40 5.73P2O5 0.10 0.04TiO2 0.80 1.94Li2O <0.01V2O5 0.02MnO 0.736 1.64
******************************************灰溶融温度(還元雰囲気)
初期変形点 (℃) 1140 1060軟化点 (℃) 1160 1120半球点 (℃) 1180 1170流動点 (℃) 1240 1380
原子比 O/C 0.28H/C 0.85
燃料比 γ 0.77 0.76
2-13
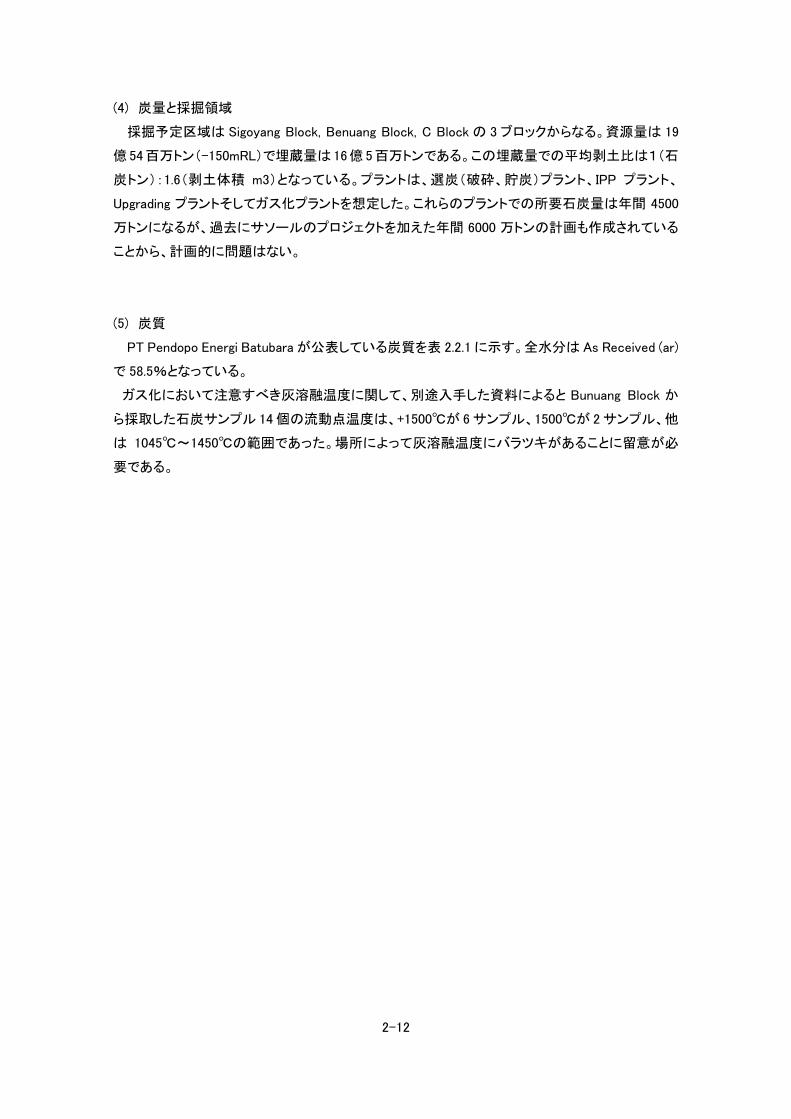
(6) 開発状況
Environmental Impact Assessment、Feasibility Study 及び試掘作業は終了しており、サンプル
炭を出荷している。2011 年 4 月にはサツイへ 5,000 トンの石炭を送って、改質試験を実施している。
現在 250 トンの貯炭があり、天日乾燥と温度上昇の試験を行っている。
写真 2.2.1. 試掘ピット 写真 2.2.2. 貯炭
(7) インフラ
工業用水
鉱区内で必要な工業用水(ガス化事業では大量の水が必要となる)の供給は、
Lematang 川から取水してパイプラインで輸送できる。
石炭(含む資材)運搬
Pendopo 鉱区から Musi 川まで Pertamina の管理用道路(資材搬入用)がある。Musi 川
Jetty からは 300feet Barge(6,000 トン)が通年運行可能。Musi 川の水深は 5~8mである。
石炭、及び改質炭を輸送は陸送 50km、Musi 川河川輸送(300feet Barge)150km,
Transshipment Point で外航船への積み替えを使用することになる。
資材運搬
資材運搬は Lematang 川を利用しての輸送も可能である。500 トン Barge による資材運
搬の実績がある。Lematang 川は橋桁に掛かる恐れがあるので石炭輸送は不可能であ
る。
ガスパイプライン
Pendopo 周辺では石油・天然ガス生産中。オイル・ガスパイプライン が敷設されている。
Benuang には Gas booster も設置されている。石油はオランダ時代からの枯渇した古い
井戸が多い。天然ガスもやがて終了する。Pendopo 鉱区より PERTAMINA がガスパイプラ
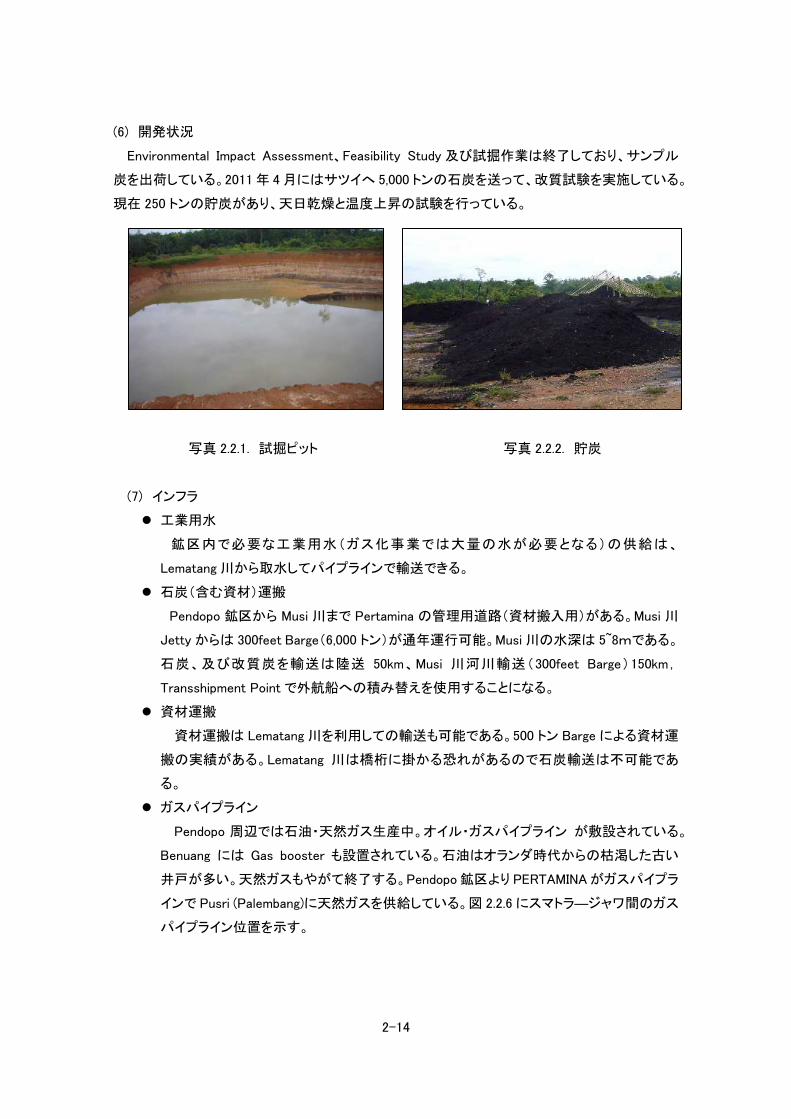
インで Pusri (Palembang)に天然ガスを供給している。図 2.2.6 にスマトラ―ジャワ間のガス
パイプライン位置を示す。
2-14
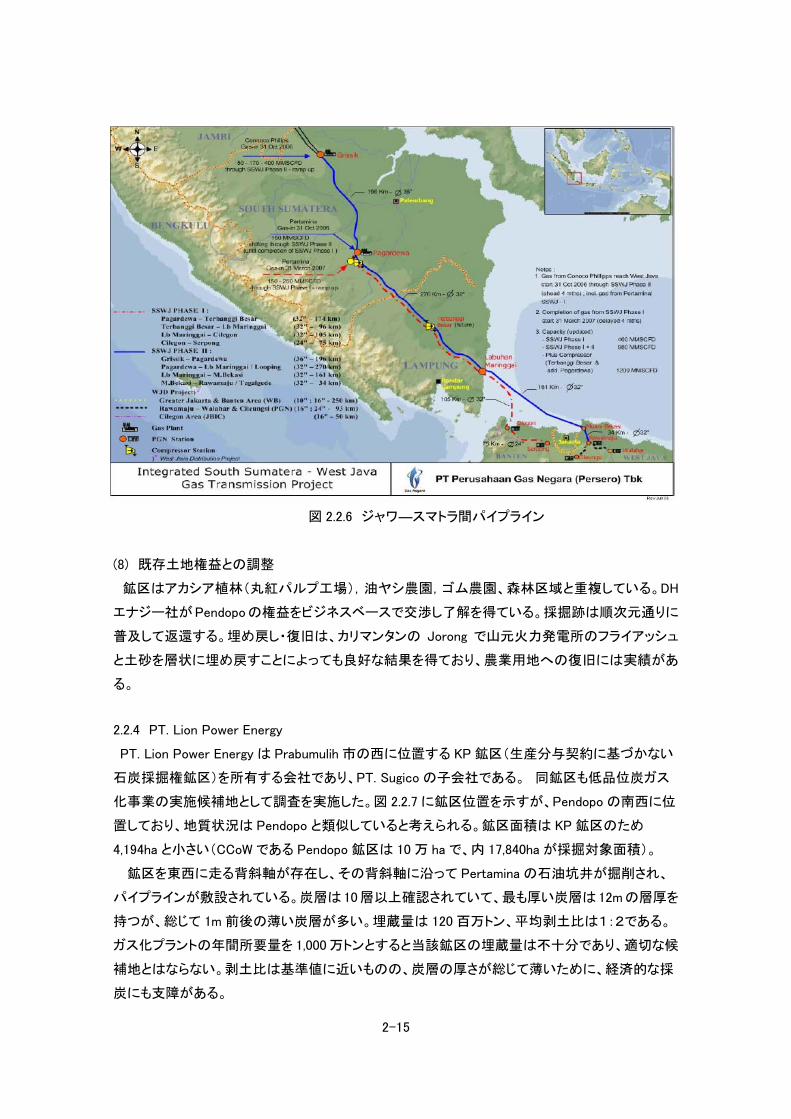
図 2.2.6 ジャワ―スマトラ間パイプライン
(8) 既存土地権益との調整
鉱区はアカシア植林(丸紅パルプ工場),油ヤシ農園,ゴム農園、森林区域と重複している。DH
エナジー社が Pendopo の権益をビジネスベースで交渉し了解を得ている。採掘跡は順次元通りに
普及して返還する。埋め戻し・復旧は、カリマンタンの Jorong で山元火力発電所のフライアッシュ
と土砂を層状に埋め戻すことによっても良好な結果を得ており、農業用地への復旧には実績があ
る。
2.2.4 PT. Lion Power Energy
PT. Lion Power Energy は Prabumulih 市の西に位置する KP 鉱区(生産分与契約に基づかない
石炭採掘権鉱区)を所有する会社であり、PT. Sugico の子会社である。 同鉱区も低品位炭ガス
化事業の実施候補地として調査を実施した。図 2.2.7 に鉱区位置を示すが、Pendopo の南西に位
置しており、地質状況は Pendopo と類似していると考えられる。鉱区面積は KP 鉱区のため
4,194ha と小さい(CCoW である Pendopo 鉱区は 10 万 ha で、内 17,840ha が採掘対象面積)。
鉱区を東西に走る背斜軸が存在し、その背斜軸に沿って Pertamina の石油坑井が掘削され、
パイプラインが敷設されている。炭層は 10 層以上確認されていて、 も厚い炭層は 12m の層厚を
持つが、総じて 1m 前後の薄い炭層が多い。埋蔵量は 120 百万トン、平均剥土比は1:2である。
ガス化プラントの年間所要量を 1,000 万トンとすると当該鉱区の埋蔵量は不十分であり、適切な候
補地とはならない。剥土比は基準値に近いものの、炭層の厚さが総じて薄いために、経済的な採
炭にも支障がある。
2-15
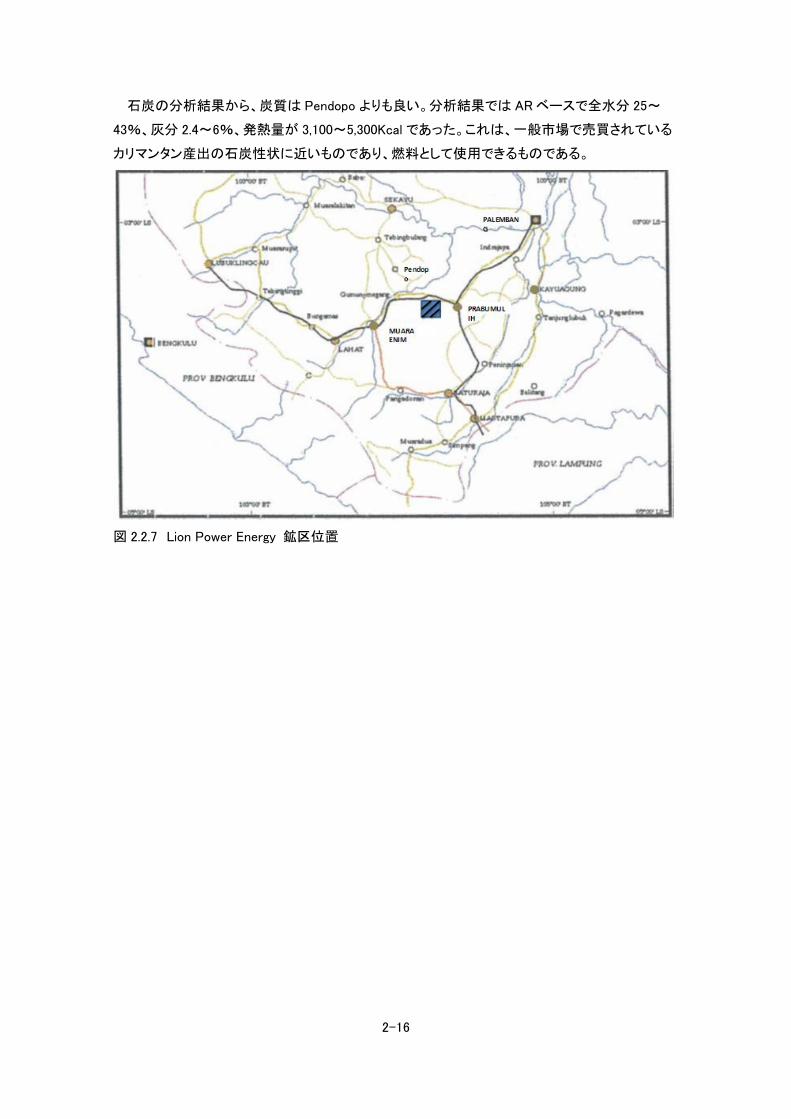
石炭の分析結果から、炭質は Pendopo よりも良い。分析結果では AR ベースで全水分 25~
43%、灰分 2.4~6%、発熱量が 3,100~5,300Kcal であった。これは、一般市場で売買されている
カリマンタン産出の石炭性状に近いものであり、燃料として使用できるものである。
図 2.2.7 Lion Power Energy 鉱区位置
2-16

2-17
2.3 まとめ
インドネシア政府のエネルギー政策は石油依存から石油代替エネルギーへとの大きく舵を切る
政策に転じてきている。2006 年には「国家エネルギー政策」に関する大統領令(2006 年
Presidential Regulation No.5)が公布され、2005 年のインドネシアにおけるエネルギー構成の割合
は、石油 49.2% 石炭 24.4%、天然ガス 18.5%、水力 2.7%、地熱その他のエネルギー5.2%であったが、
2025 年のエネルギー構成の割合は石油が 20%、石炭が 33%、天然ガスが 30%、再生可能・新エネ
ルギー関連が 17%となっている。本大統領令では、脱石油による石炭、再生可能エネルギー、新
エネルギーなどの占める割合が増加している。
インドネシアでは石炭は石油に代わる重要な資源としての位置付けが国家戦略の中で明確に
打ち出されており、これまでの石炭開発は順調に進んできたと言える。特に、CCoW の導入による
外資を積極的に起用した石炭開発手法はその開発速度を飛躍的に上昇させた。インドネシアに
おいて石炭は国家に多大な貢献をしており、これまで石炭政策の結果、多くのプラス効果をもたら
している。また、今後もその重要性は変わらない。
エネルギー政策、石炭政策に対応するために、インドネシア政府は石炭火力発電所の建設計
画を発表した。それは、クラッシュ・プログラムと呼ばれるもので、第 1 次クラッシュ・プログラム、第
2次クラッシュ・プログラムに分かれている。今後石炭は総発電の6割以上を占めるインドネシアで
は主要なエネルギーとなる。
石炭のガス化に関する今後の方針としては石炭政策の中で石炭の付加価値付与は主要な政
策の柱となっているため、国策として石炭のガス化を含めた液化、改質などの石炭高度利用を推
し進められることが予想される。また、CCS の今後の方針としては、エネルギー政策の中でインド
ネシア政府は温室効果ガス削減を明確に謳っており、CCS は今後避けては通れない重要課題と
言える。そういう意味で CCS 事業についても国策としてその利用が促進されることが予想される。
低品位炭のガス化事業における候補先鉱山として、南スマトラの炭鉱の中で、低品位炭の大規
模な資源量・埋蔵量が確認され、採掘条件も低剥土比と優れ、安定した石炭の供給が可能と判
断される PT Pendopo Energi Batubara が選定された。IPP プラント、Upgrading プラントそしてガス
化プラントでの所要石炭量は年間4500万トンになるが、過去にサソールのプロジェクトを加えた年
間 6000 万トンの計画も作成されていることから、計画的に問題はない。
候補地として調査した PT. Lion Power Energy 鉱区は KP のため鉱区面積が狭く、石炭埋蔵量
がガス化プラントの操業を長期に安定して維持するのに不十分な量であり、適切な実施地とはな
らないと判断した。
第 3 章
低品位炭ガス化事業実施候補地の現地調査
3 低品位炭ガス化事業実施候補地の現地調査
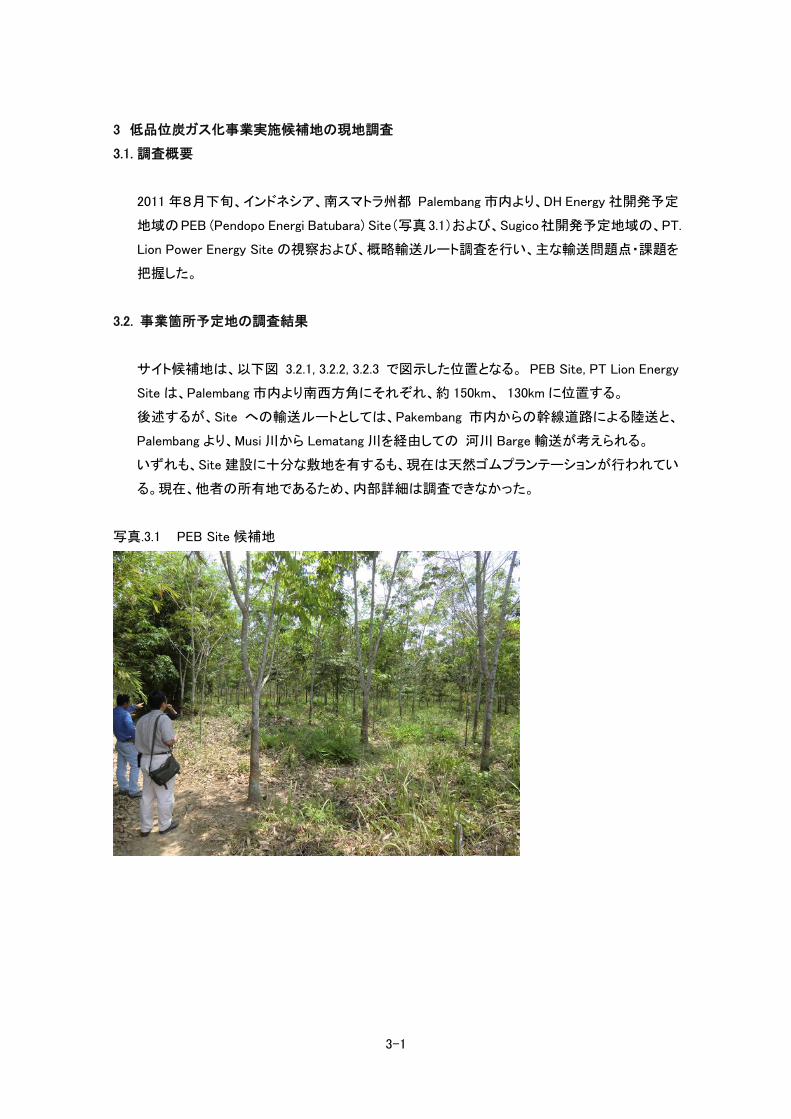
3.1. 調査概要
2011 年8月下旬、インドネシア、南スマトラ州都 Palembang 市内より、DH Energy 社開発予定
地域のPEB (Pendopo Energi Batubara) Site(写真3.1)および、Sugico社開発予定地域の、PT.
Lion Power Energy Site の視察および、概略輸送ルート調査を行い、主な輸送問題点・課題を
把握した。
3.2. 事業箇所予定地の調査結果
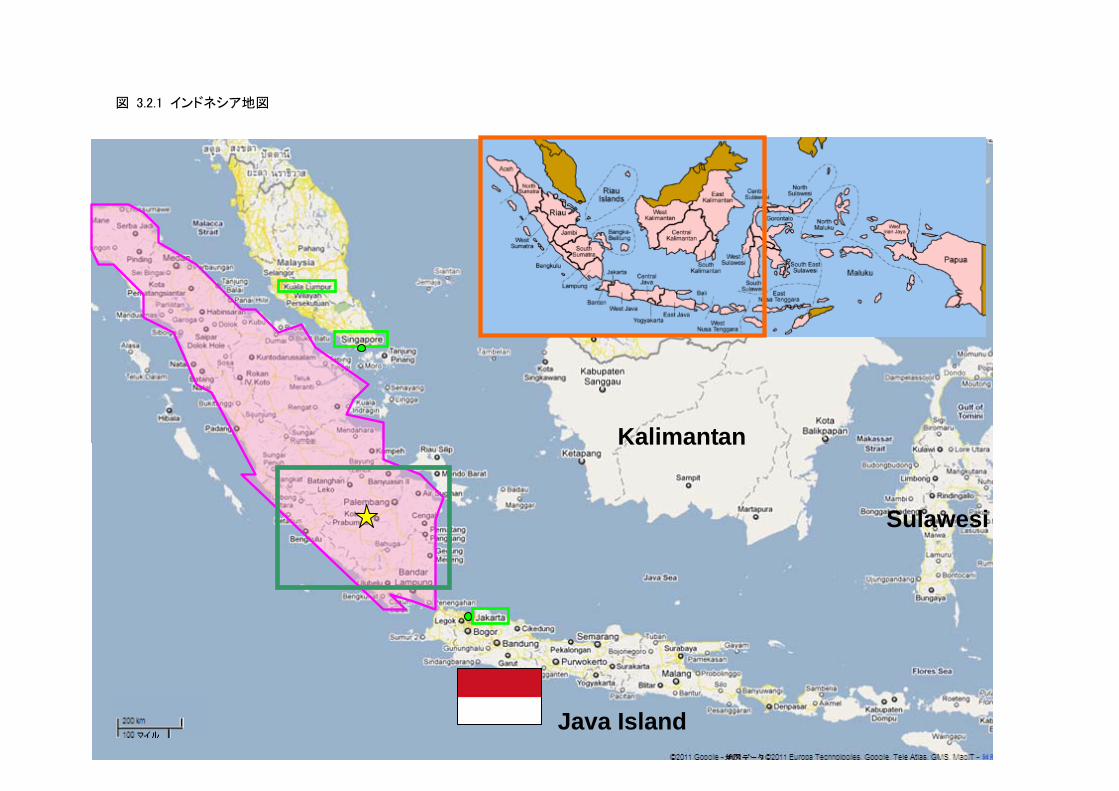
サイト候補地は、以下図 3.2.1, 3.2.2, 3.2.3 で図示した位置となる。 PEB Site, PT Lion Energy
Site は、Palembang 市内より南西方角にそれぞれ、約 150km、 130km に位置する。
後述するが、Site への輸送ルートとしては、Pakembang 市内からの幹線道路による陸送と、
Palembang より、Musi 川から Lematang 川を経由しての 河川 Barge 輸送が考えられる。
いずれも、Site 建設に十分な敷地を有するも、現在は天然ゴムプランテーションが行われてい
る。現在、他者の所有地であるため、内部詳細は調査できなかった。
写真.3.1 PEB Site 候補地
3-1
3
-2 Java Island
Sulawesi
Kalimantan
図 3.2.1 インドネシア地図

3-3
PPEEBB SSiittee
SumatraSumatra IslandIslandSumatraSumatra IslandIslandSumatraSumatra IslandIsland
PPTT LLiioonn EEnneerrggyy SSiittee
図 3.2.2 南スマトラ島地図
Palembang →Potential Unloading Port
3-4
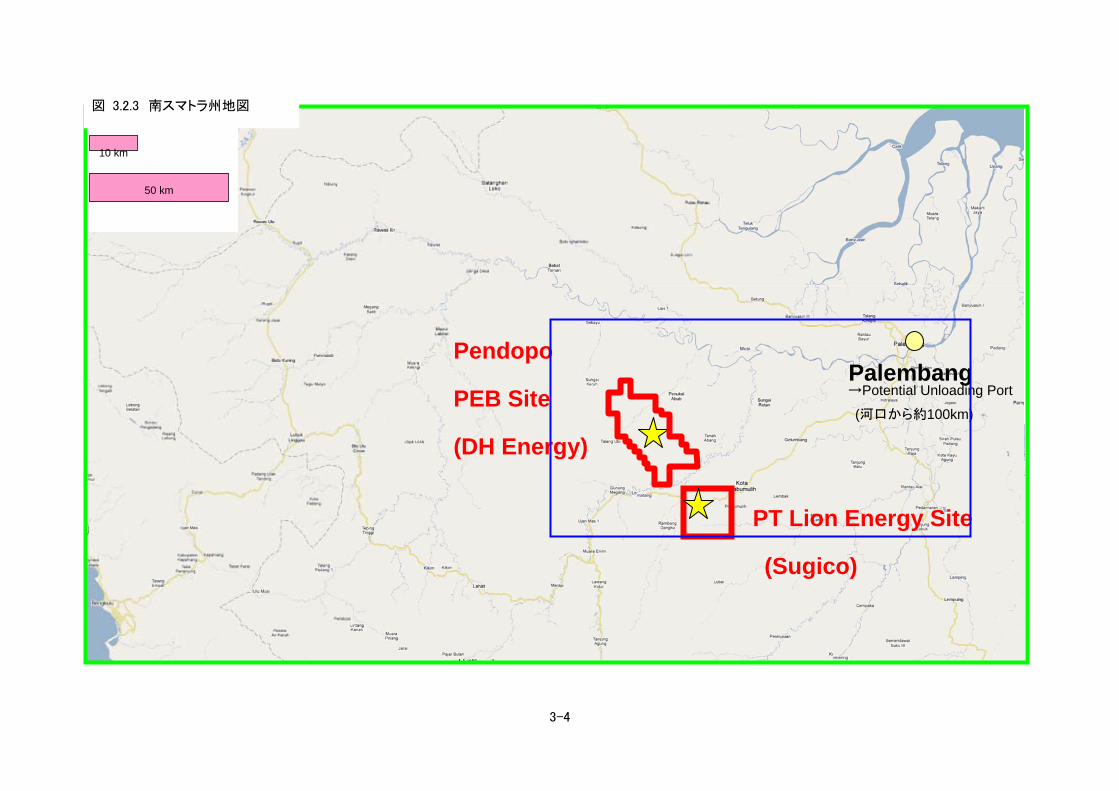
Pendopo
PEB Site
(DH Energy)
10 km
50 km
(河口から約100km)
PT Lion Energy Site
(Sugico)
図 3.2.3 南スマトラ州地図
3.3 インフラ・輸送ルート調査結果
2011 年 8 月下旬に行った、輸送経路確認結果を以下の通り報告する。
Palembang 港からの現地輸送経路は、Palembang 港からのトラック陸送および、
Palembang 港からの河川輸送 & 陸送の2通りの方法が考えられる。(図 3.3.1)
後者については、Palembang 港から、河川バージを使用し、Musi 川、Lematang 川
を遡上し、Site 近傍の水切り場(Baturaja Off Loading) からの陸送となる。
3-5

図 3.3.1 輸送経路詳細図
3-6
3.3.1 内陸陸上輸送路状態
添付の写真 3.1.1 – 3.1.30 を参照されたい。
Palembang 市内から、DH Energy, PEB Site、 Sugico, PT Lion Energy Site までの距離はそれ
ぞれ、約 150km、 130km である。道路が混雑し、また、一部路面状態が悪く、また、渋滞のた
め、要する時間はそれぞれ、約 5 時間、約 4 時間程度であった。
所見は以下の通り、上記2社ともほぼ同じ輸送ルートとなるため、DH Energy, PEB Site 行きの
ルートを中心に説明する。
3.3.1.1 Palembang – Lematang 橋
(a) Pelembang – Lematang 橋までは、道路幅 7meter 程度の国道で、路面状態は良い。
(b) 道路をまたぐ overhead cable (LV Line, 電話線と思われる)が多数あり、道路からの高さは
最低箇所で 5meter 程度。
(c) 道路をまたぐ、歩道橋、Gate、広告看板が多数ある。道路からの高さで最も低い歩道橋で
4.2 meter のものが確認された。輸送高さ制限はこの地点の高さにより制約される。
(d) クリークにかけられたカルバート橋が多数あり。(10箇所以上)
個々の耐加重強度は不明であるも、50ton 程度と推定する。
(e) 河川をまたぐ、トラス橋が4箇所あり。トラスの高さは 約 5meter。
(f) 道路は混雑しており、対向車線にはみ出しての追い越しが頻繁に行われている。道幅が
7meter あるものの、片側車線を越えての走行は危険である。
これにより、輸送幅制限は 3.5 meter 程度と考える。
3.3.1.2 Lematang 橋 – Site 候補地 (PEB)
(a) Lematang 橋を超えてから Site 候補地までの道路は、舗装、養生されていない箇所
が大部分であり、所々、穴が開いていたりと、状態は非常に悪く、走行中の振動も
激しい。
(b) 道路幅は、4~ 6meter 程度。周囲は大部分が、ゴムプランテーションが行われて
いる森林で、overhead Cable 等の頭上障害物は無い。
(c) Baturaja Off Loading、水切り候補地からは、パイプと鉄骨で組まれた簡易な橋が 4 箇所
あり、DH Energy 担当によると、橋の幅 5.5 meter, 耐加重 50ton であるが、 Overbridge
を敷設すれば、最大 200ton まで走行可能であるとの事。
以上の結果より、現時点での Palembang からの内陸陸上輸送制限は、道路幅、頭上障害物
を考慮し、重量 50ton、貨物幅 3.5 meter、 高さ 3. 2meter と考える。 貨物長さは貨物旋回
3-7

軌跡計算をしていないものの、40 feet コンテナ程度 (約 12meter) と推測する。
したがって、これを超える貨物は、Palembang からの河川バージ輸送が必要となる。
また、路面状態が悪い、Lematang 橋以降のルートは、振動が激しく、輸送製品への悪影響が
予想されるため、路面の養生(舗装)が必要である。
ただし、輸送ルート障害物の詳細計測未実施であるので、上記数値は参考値とし、正確な輸
送性制限値は、詳細輸送サーベイを実施する必要がある。
3-8
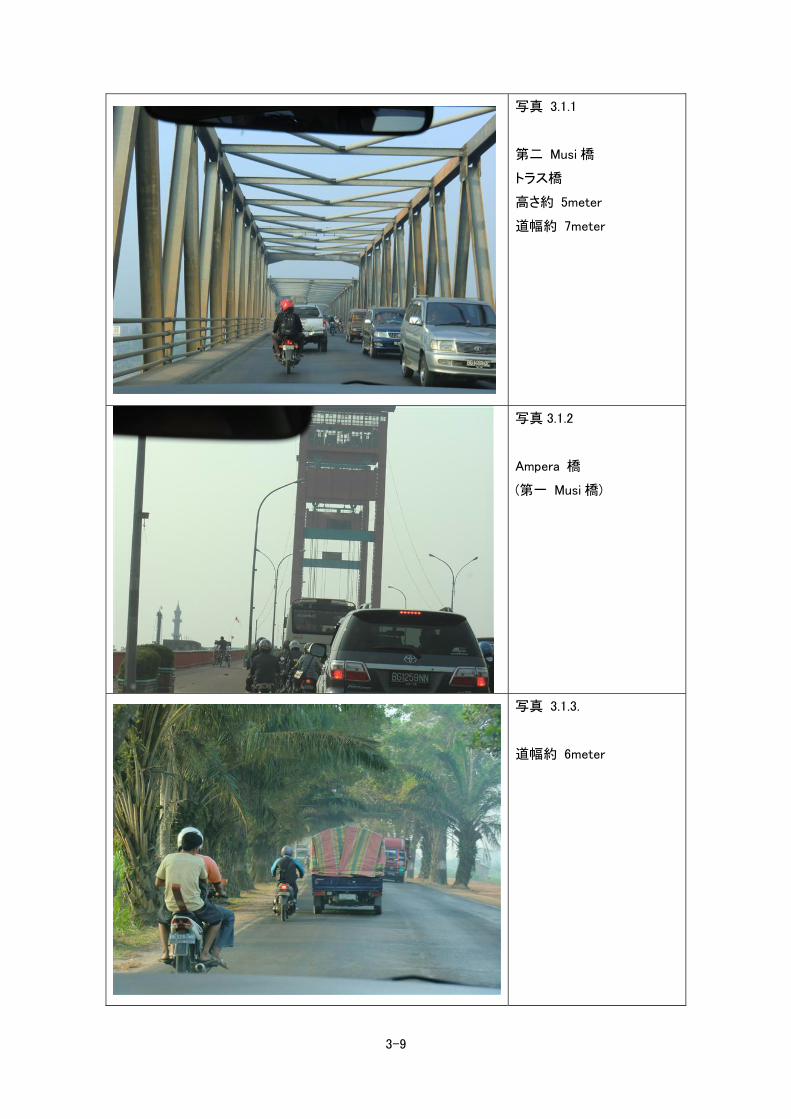
写真 3.1.1
第二 Musi 橋
トラス橋
高さ約 5meter
道幅約 7meter
写真 3.1.2
Ampera 橋
(第一 Musi 橋)
写真 3.1.3.
道幅約 6meter
3-9
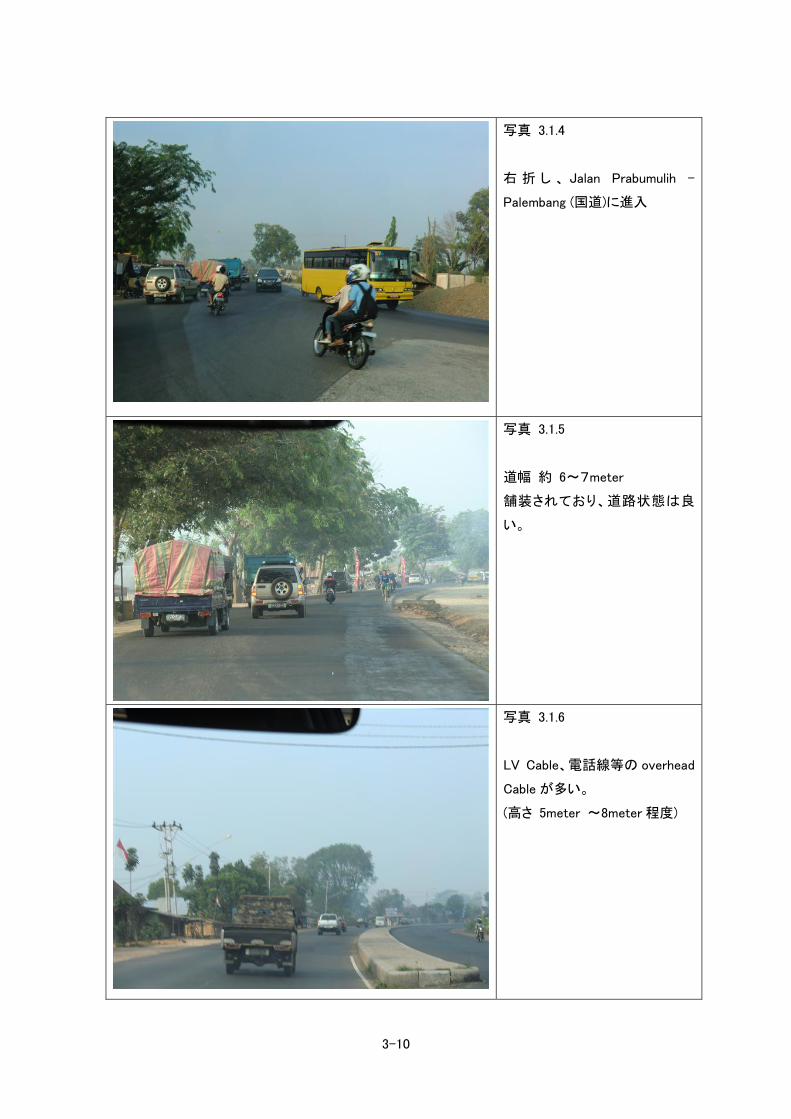
写真 3.1.4
ulih –
Palembang (国道)に進入
右 折 し 、 Jalan Prabum
写真 3.1.5
されており、道路状態は良
い。
道幅 約 6~7meter
舗装
写真 3.1.6
線等の overhead
さ 5meter ~8meter 程度)
LV Cable、電話
Cable が多い。
(高
3-10

写真 3.1.7
ら
、Max.50 トン程度
と推定する。
写真のような、クリークにかけ
れたカルバート橋多数あり。
強度は不明も
写真 3.1.8
真のような
Gate が存在する。
町の出入り口に写
写真 3.1.9
様に無数のcableが存
在する。
Overhead Cable、行程全体にわ
たって、同
3-11
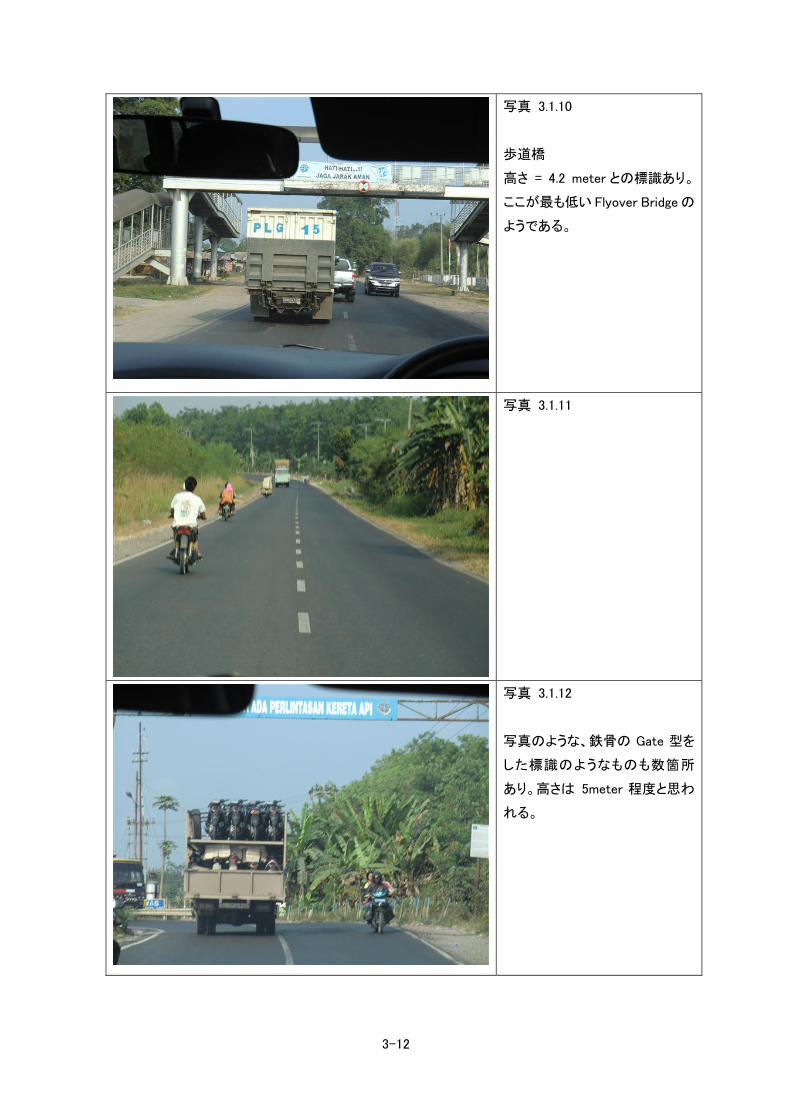
写真 3.1.10
歩道橋
高さ = 4.2 meter との標識あり。
ここが最も低い Flyover Bridge の
ようである。
写真 3.1.11
写真 3.1.12
写真のような、鉄骨の Gate 型を
した標識のようなものも数箇所
あり。高さは 5meter 程度と思わ
れる。
3-12
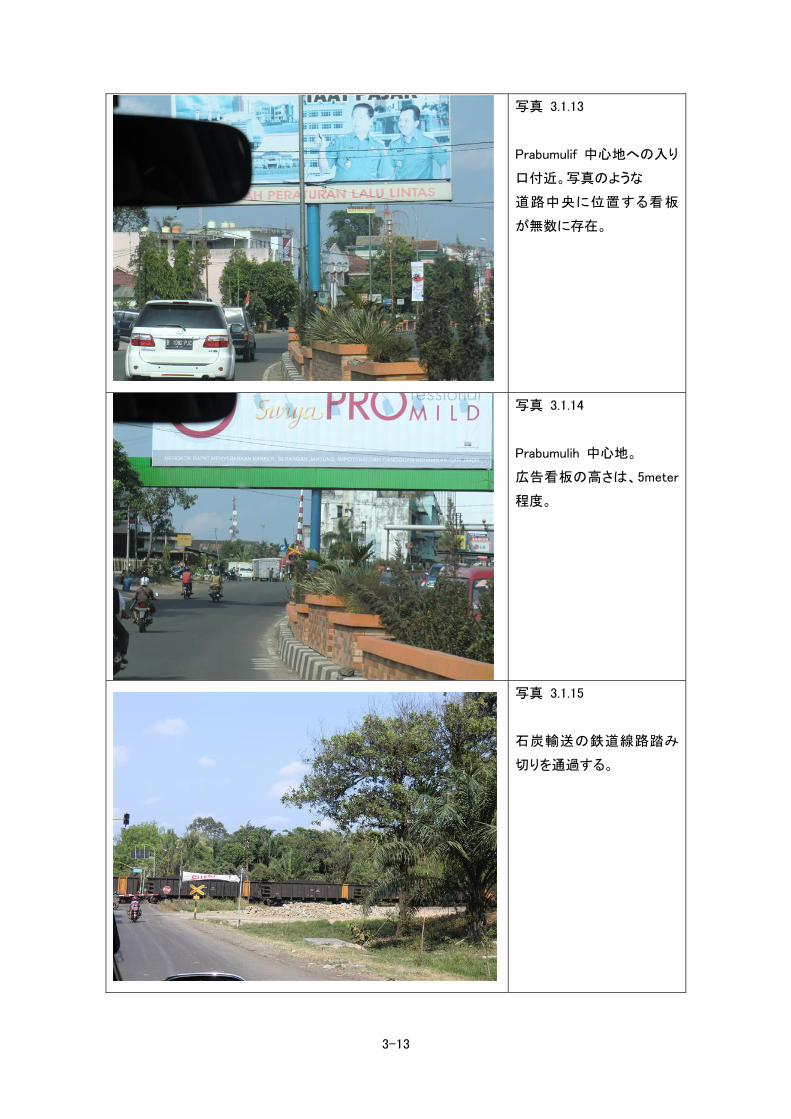
写真 3.1.13
Prabumulif 中心地への入り
口付近。写真のような
道路中央に位置する看板
が無数に存在。
写真 3.1.14
Prabumulih 中心地。
広告看板の高さは、5meter
程度。
写真 3.1.15
石炭輸送の鉄道線路踏み
切りを通過する。
3-13
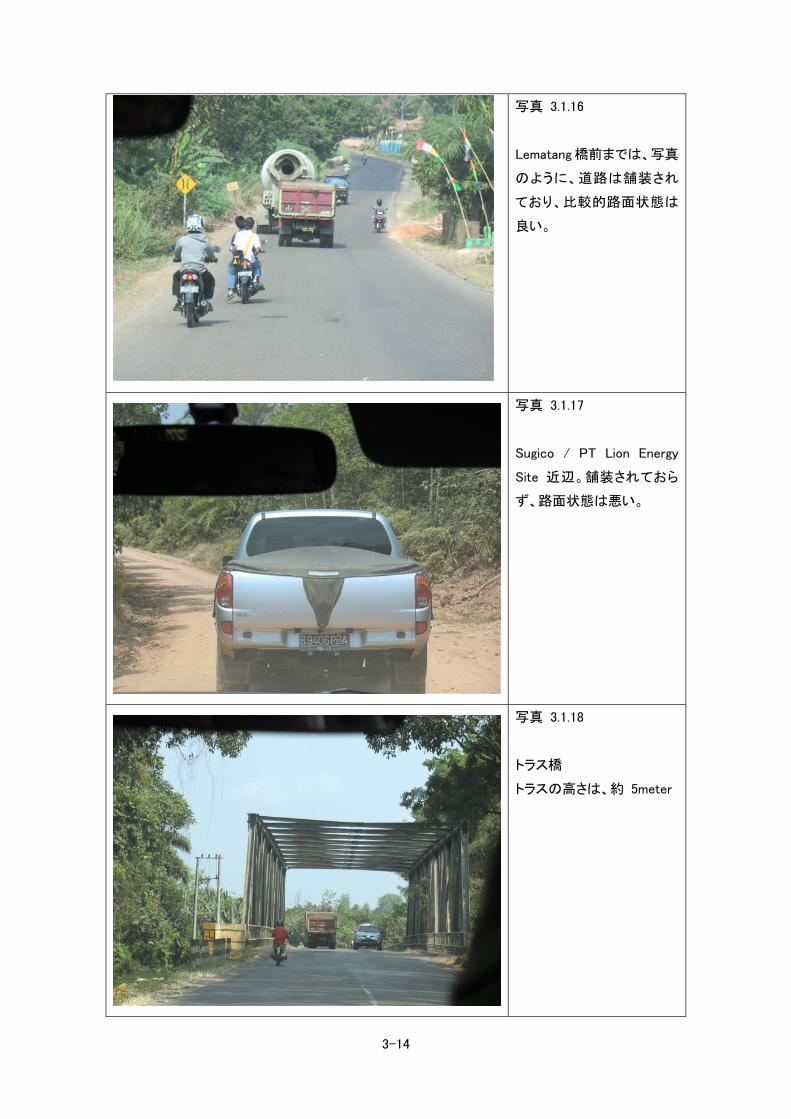
写真 3.1.16
Lematang 橋前までは、写真
のように、道路は舗装され
ており、比較的路面状態は
良い。
写真 3.1.17
Sugico / PT Lion Energy
Site 近辺。舗装されておら
ず、路面状態は悪い。
写真 3.1.18
トラス橋
トラスの高さは、約 5meter
3-14

写真 3.1.19
この辺りから、路面状態が
悪化してくる。
アスファルトがはげており、
振動が大きい。
写真 3.1.20
Lematang 橋
トラスの高さは他のトラス橋
と同じく、約 5meter
写真 3.1.21
Lematang 橋 か ら 見 た 、
Lematang 川
3-15
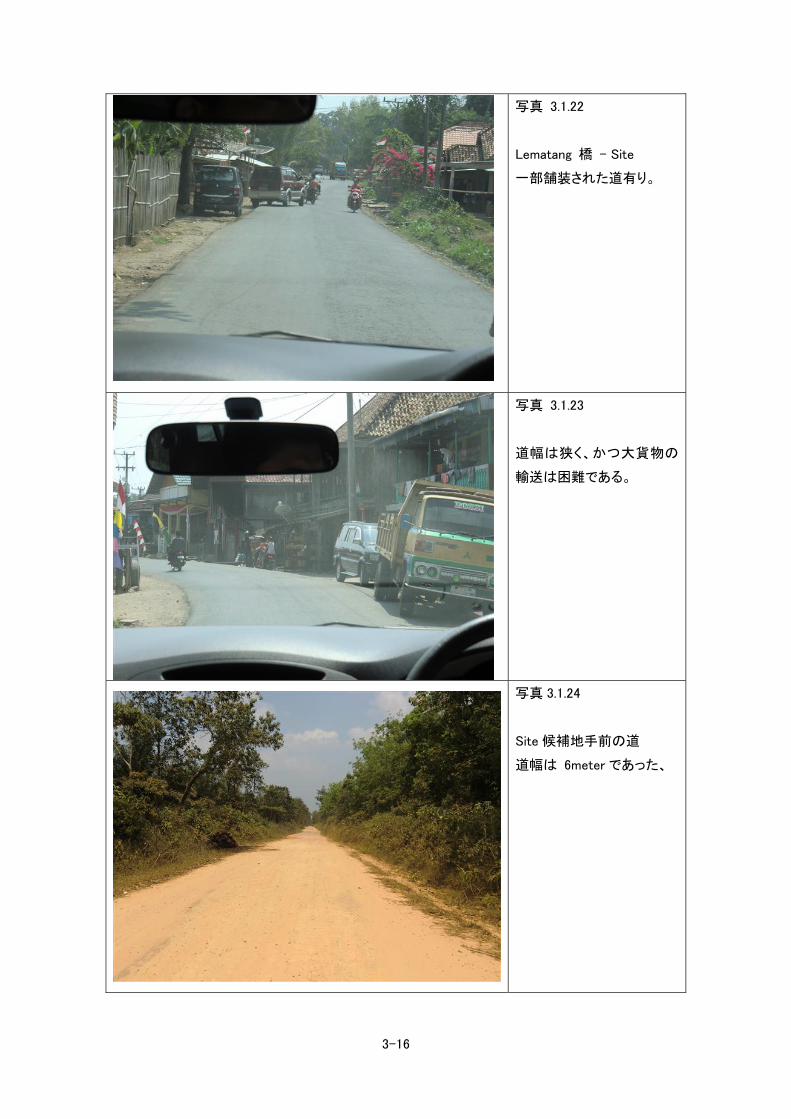
写真 3.1.22
Lematang 橋 – Site
一部舗装された道有り。
写真 3.1.23
道幅は狭く、かつ大貨物の
輸送は困難である。
写真 3.1.24
Site 候補地手前の道
道幅は 6meter であった、
3-16
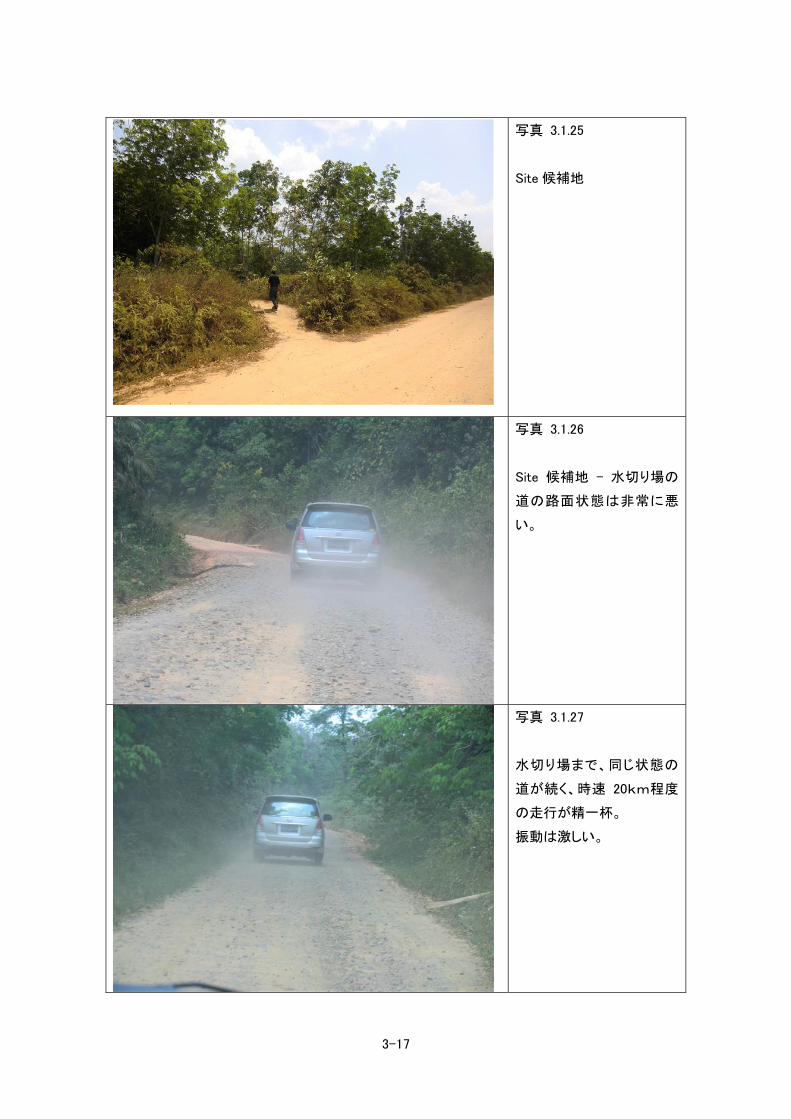
写真 3.1.25
Site 候補地
写真 3.1.26
Site 候補地 – 水切り場の
道の路面状態は非常に悪
い。
写真 3.1.27
水切り場まで、同じ状態の
道が続く、時速 20km程度
の走行が精一杯。
振動は激しい。
3-17

写真 3.1.28
写真 3.1.29
Site 候補地から、水切り予
定地までの間に写真のよう
な橋が4箇所ある。
橋の幅は 5.5 meter, 耐過
重は Max. 50ton との DH
Energy の説明であった。
写真 3.1.30
3-18
3.3.2 河川輸送路状態
Palembang 港から、Musi 川~Lematang 川を経由し、Site 近傍の Baturaja で水切りを行い、そ
こからの陸送が有力である。
(DH Energy 社の情報によると、Site 候補地の北 40km の Musi 川への石炭輸送用道路も整備
中との事であるが、プラント機器輸送に使用できるものかどうかは現時点で不明)
今回は、バージのよる河川輸送サーベイを実施していないが、輸送業者、DH Energy 社等より、
ヒアリングした結果は以下の通りである。
なお、Sugico 社、PT Lion Energy Site への重量物河川輸送実績は無く、Off Loading 予定地も
未定である為、今回は、この輸送検討は行っていない。
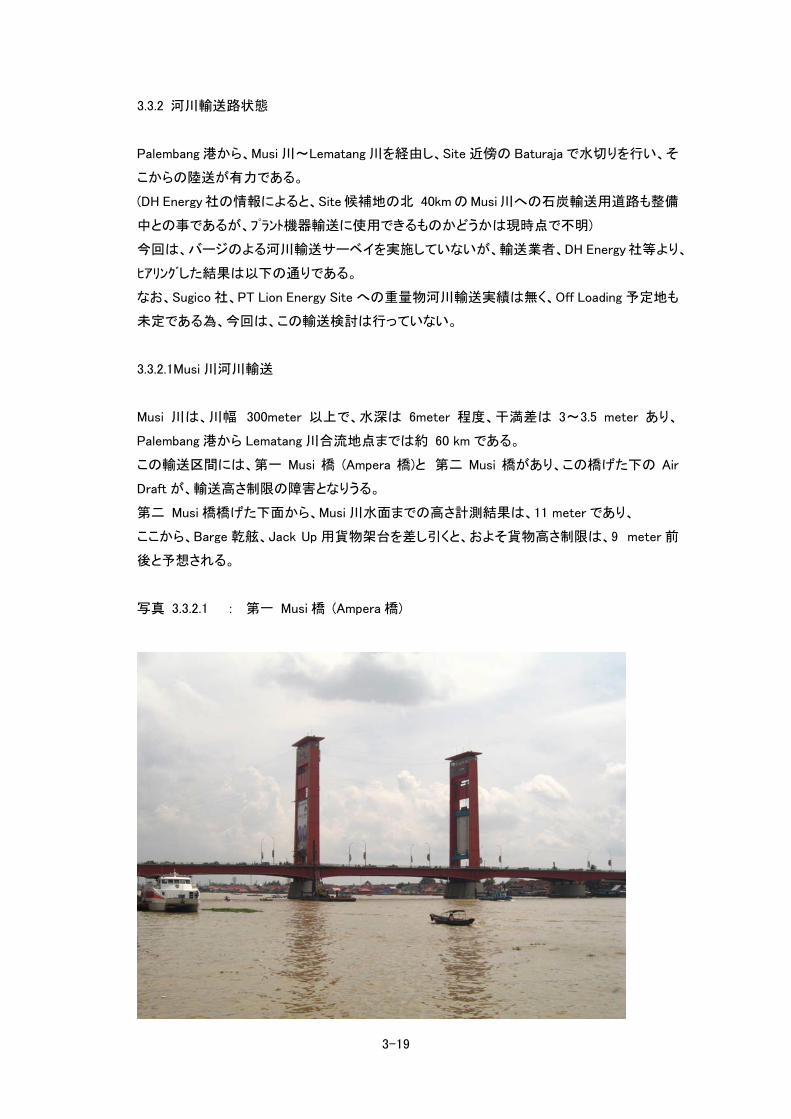
3.3.2.1Musi 川河川輸送
Musi 川は、川幅 300meter 以上で、水深は 6meter 程度、干満差は 3~3.5 meter あり、
Palembang 港から Lematang 川合流地点までは約 60 km である。
この輸送区間には、第一 Musi 橋 (Ampera 橋)と 第二 Musi 橋があり、この橋げた下の Air
Draft が、輸送高さ制限の障害となりうる。
第二 Musi 橋橋げた下面から、Musi 川水面までの高さ計測結果は、11 meter であり、
ここから、Barge 乾舷、Jack Up 用貨物架台を差し引くと、およそ貨物高さ制限は、9 meter 前
後と予想される。
写真 3.3.2.1 : 第一 Musi 橋 (Ampera 橋)
3-19

写真 3.3.2.2 : 第二 Musi 橋
3-20
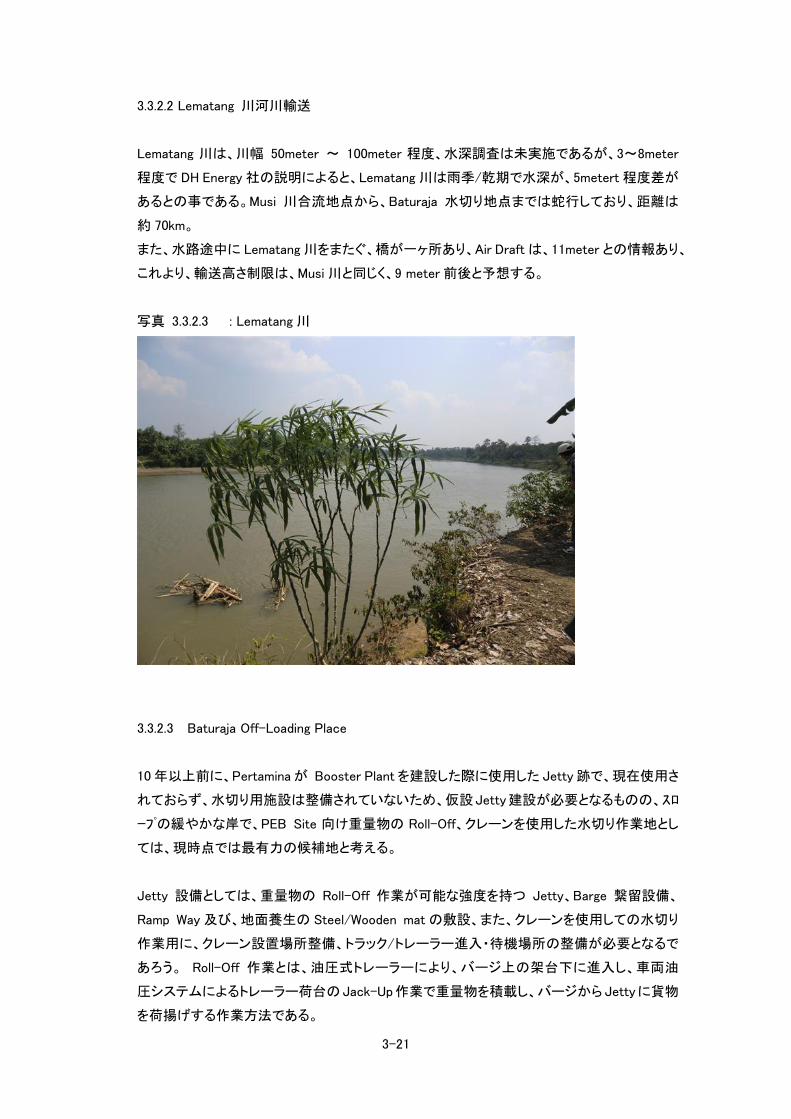
3.3.2.2 Lematang 川河川輸送
Lematang 川は、川幅 50meter ~ 100meter 程度、水深調査は未実施であるが、3~8meter
程度で DH Energy 社の説明によると、Lematang 川は雨季/乾期で水深が、5metert 程度差が
あるとの事である。Musi 川合流地点から、Baturaja 水切り地点までは蛇行しており、距離は
約 70km。
また、水路途中に Lematang 川をまたぐ、橋が一ヶ所あり、Air Draft は、11meter との情報あり、
これより、輸送高さ制限は、Musi 川と同じく、9 meter 前後と予想する。
写真 3.3.2.3 : Lematang 川
3.3.2.3 Baturaja Off-Loading Place
10 年以上前に、Pertamina が Booster Plant を建設した際に使用した Jetty 跡で、現在使用さ
れておらず、水切り用施設は整備されていないため、仮設Jetty建設が必要となるものの、スロ
ープの緩やかな岸で、PEB Site 向け重量物の Roll-Off、クレーンを使用した水切り作業地とし
ては、現時点では最有力の候補地と考える。
Jetty 設備としては、重量物の Roll-Off 作業が可能な強度を持つ Jetty、Barge 繋留設備、
Ramp Way 及び、地面養生の Steel/Wooden mat の敷設、また、クレーンを使用しての水切り
作業用に、クレーン設置場所整備、トラック/トレーラー進入・待機場所の整備が必要となるで
あろう。 Roll-Off 作業とは、油圧式トレーラーにより、バージ上の架台下に進入し、車両油
圧システムによるトレーラー荷台のJack-Up作業で重量物を積載し、バージからJettyに貨物
を荷揚げする作業方法である。
3-21
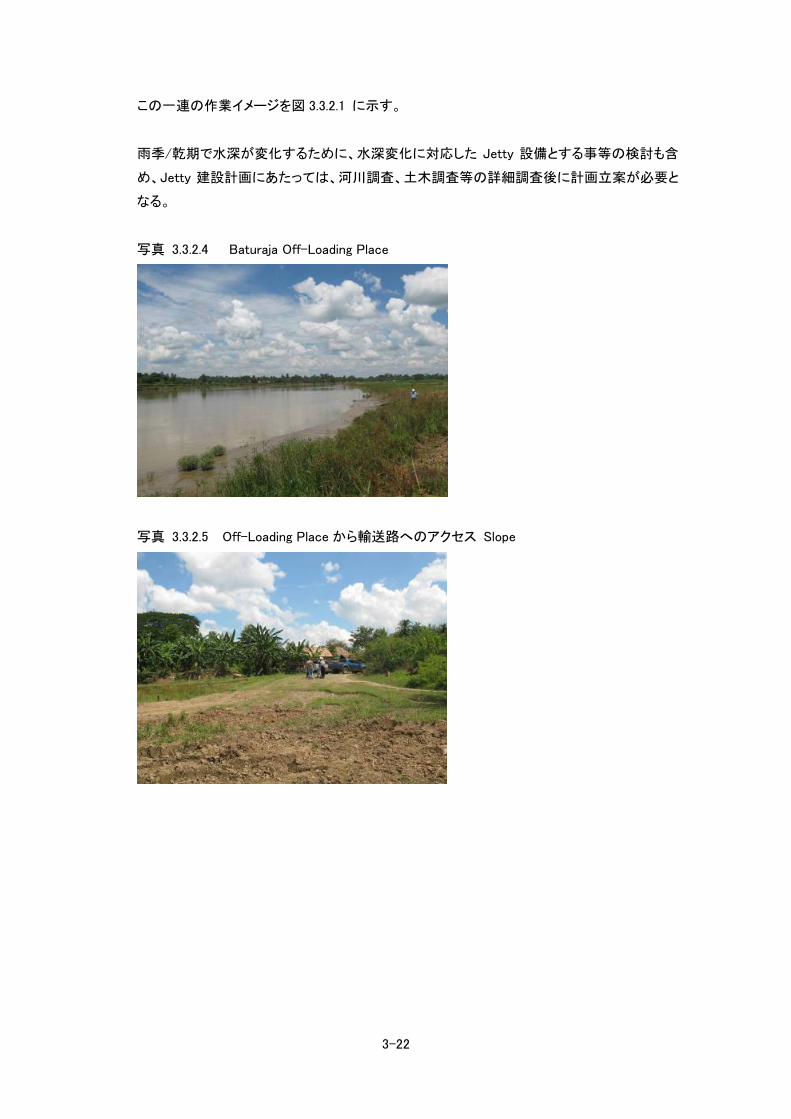
この一連の作業イメージを図 3.3.2.1 に示す。
雨季/乾期で水深が変化するために、水深変化に対応した Jetty 設備とする事等の検討も含
め、Jetty 建設計画にあたっては、河川調査、土木調査等の詳細調査後に計画立案が必要と
なる。
写真 3.3.2.4 Baturaja Off-Loading Place
写真 3.3.2.5 Off-Loading Place から輸送路へのアクセス Slope
3-22
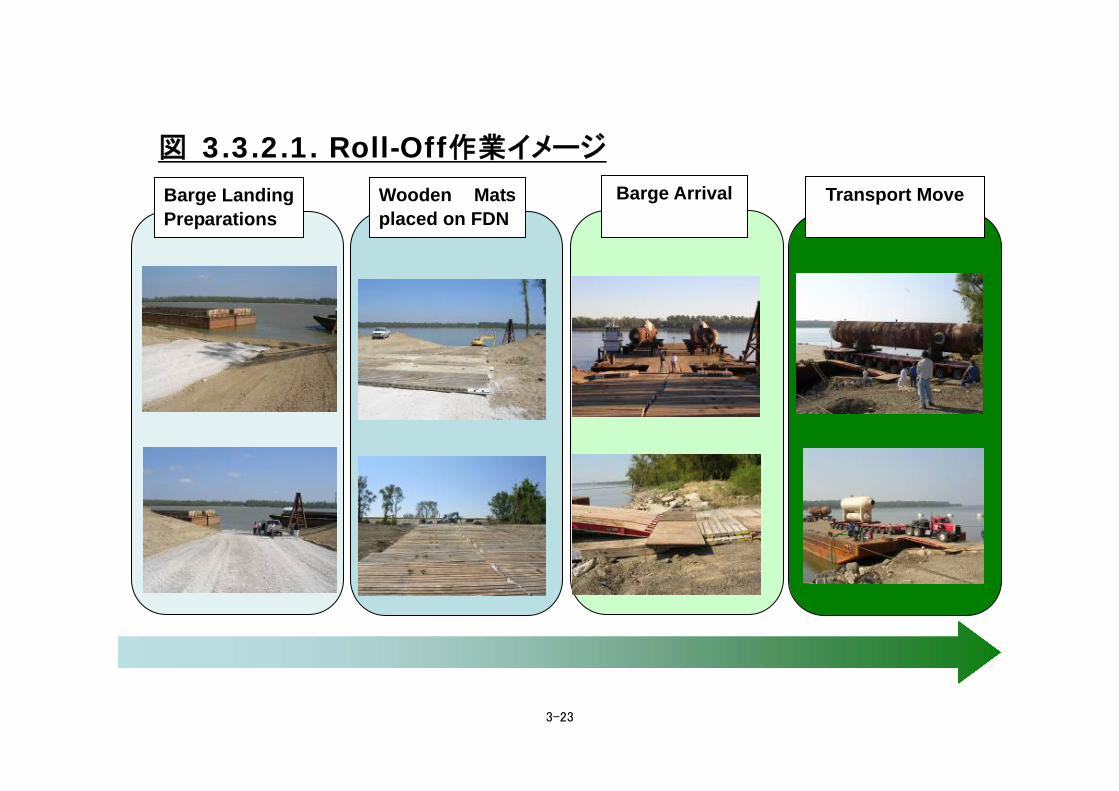
図 3.3.2.1. Roll-Off作業イメージ
3-23
Barge Arrival Transport Move Wooden Mats placed on FDN
Barge Landing Preparations
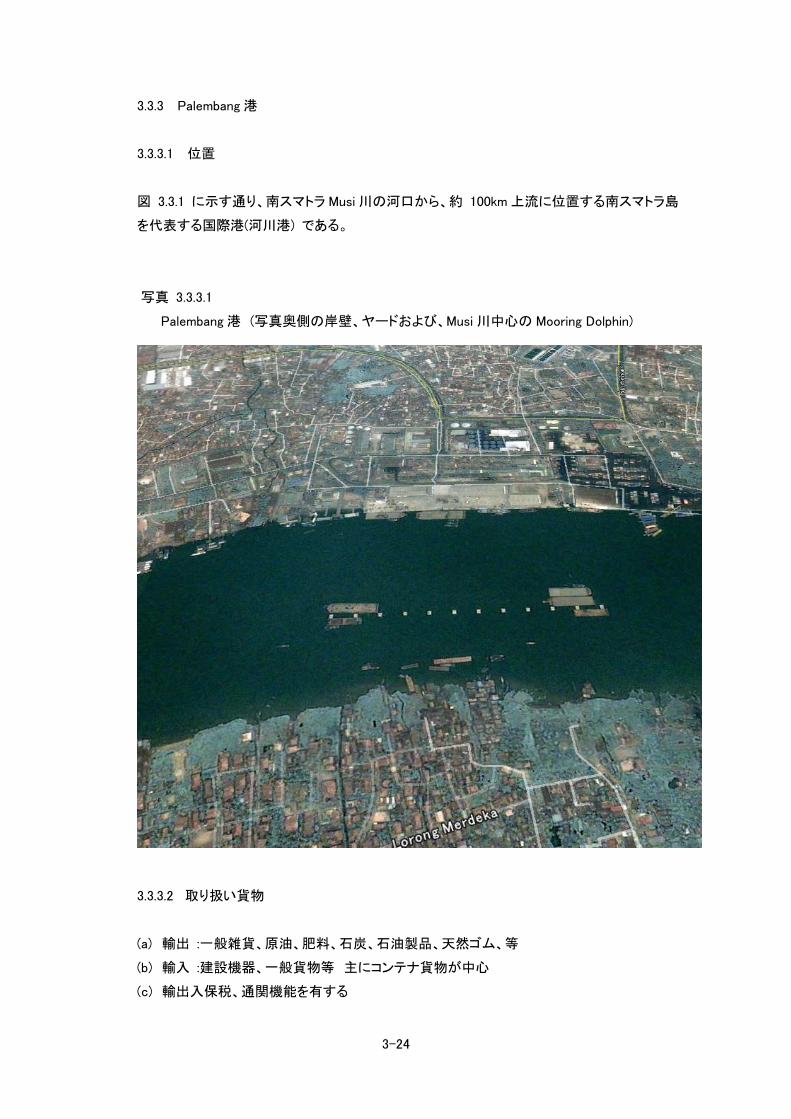
3.3.3 Palembang 港
3.3.3.1 位置
図 3.3.1 に示す通り、南スマトラ Musi 川の河口から、約 100km 上流に位置する南スマトラ島
を代表する国際港(河川港) である。
写真 3.3.3.1
Palembang 港 (写真奥側の岸壁、ヤードおよび、Musi 川中心の Mooring Dolphin)
3.3.3.2 取り扱い貨物
(a) 輸出 :一般雑貨、原油、肥料、石炭、石油製品、天然ゴム、等
(b) 輸入 :建設機器、一般貨物等 主にコンテナ貨物が中心
(c) 輸出入保税、通関機能を有する
3-24

3.3.3.3 岸壁詳細
(a) Boom Baru (Container Wharf) : 長さ 265meter, 幅 20meter, 水深 9meter
Max. Capacity 30ton のガントリークレーンが設置されており、コンテナスタッカー 2台、船
側 – CY (Container Yard) 横もちトラクター多数保有、CY についても、47,000m2 の Open
Yard を保有しており、コンテナ貨物の荷役は全く問題無いと考える。
写真 3.3.3.2 ガントリークレーン
写真 3.3.3.3 コンテナヤード (スタッカーでの作業)
3-25

(b) Conventional Wharf (在来船岸壁) : 長さ 370meter, 最大水深 6.5 meter
岸壁強度 3.5 ton/m2 であり、重量物荷役には適さず、主に一般貨物の荷役用の岸壁で
ある。港湾関係者によれば、最大荷役可能重量は 50ton であるとの事。
これ以上の重量貨物を水切りする場合は、バージに直接荷下ろしすることになる。
また、一日の間に干満の差が 3 meter 程度生じるために、本船の着岸可能時間が限定さ
れてしまう。貨物保管用の後背地もスペースは限定的。そのため、港は慢性的に混雑し
ており、常時 10 隻程度の本船が沖待ちしているとの事である。
写真 3.3.3.4 在来船岸壁
以上から、Palembang 港では、コンテナ貨物、重量物以外の貨物荷約は問題無いものの、
重量物については、Jakarta港、Singapore港を利用し、そこからのバージ輸送も今後の検
討課題となるであろう。
3-26
3-27
3.4. 輸送調査結果まとめと詳細輸送調査項目
3.4.1 輸送調査結果まとめ
以上説明した結果より、Palembang 港からの陸送については、3.3.1.2 で説明した内陸輸送制
限値までは、ほぼ問題無いと考える。ただし、一部、路面状態が悪い箇所があり、製品に与え
る振動の悪影響については、難点がある。次に、重量物、オーバーサイズ貨物については、
Palembang 港からの河川バージ輸送が必要となるが、河川水深、Off-Loading 地の整備計画、
輸送経路の橋梁条件等、未確認事項はまだ多い。最後に、Palembang 港についても、コンテ
ナ貨物の取り扱いは問題無い事が確認されたが、重量物の取り扱いはさらに調査が必要。
したがって、本調査では、概要の輸送計画方針を把握することが出来たが、詳細は、予想機
器類サイズ、重量が判明した後に、詳細輸送調査を実施することで、詳細輸送計画を策定す
ることが出来る。
詳細輸送調査項目においては、以下に整理をしておく。
3.4.2 詳細輸送調査項目
(a) 陸送輸送制限サイズ、重量の最終確認。陸送障害物、橋梁等の詳細調査。
(b) 現地候補輸送業者調査、輸送機材、通関能力、実績調査。
(c) 現地輸送関連法令、regulation、permission 等の調査。
(d) バージ Off-Loading Place の詳細調査と、仮設 Jetty 計画確認。
(e) Musi 川、Lematang 川の詳細調査。
(f) バージ Off-Loading Place、 Lematang 橋から Site への輸送ルートの拡張、養生、整備確
認。
(g) 港湾荷役能力、接岸条件、慣習等の詳細確認。港後背地の確認。
(h) 通関事情、免税要領、通関手続きフローの詳細調査。
(i) Palembang 港までの輸送経路。
(j) 詳細調査、貨物サイズ、重量に基づき、陸送、河川輸送の仕分け船積み要領計画。
(k) 超重量物等、Palembang 港を使用できない場合等の、Palembang 港以外の港からの輸送
要領確認。
(l) 効果的輸送のための、港もしくは、Site 近辺への貨物集積仮置き場の要否、可否検討。

第 4 章
低品位炭ガス化事業候補地の石炭性状分析・ガス化特性検討
4. 低品位炭ガス化事業候補地の石炭分析・ガス化特性検討
4.1 候補先石炭の分析
4.1.1 サンプル炭入手状況
インドネシアより入手した分析用の原炭サンプルの写真を図 4-1に示す。
入手した原炭サンプルは非常に多くの水分を含んでおり、梱包されていたビニール袋内で結露し
ている状態であった。サンプルは泥状に近いがほとんどが粒状であり、粒径は最大でも 50mm 程
度であった。
図 4-1 原炭サンプル
- 4-1 -
4.2 石炭分析結果
候補先石炭(候補炭)の分析結果と、事前に現地石炭会社より入手し、本調査研究におけるヒート
マスバランス検討に使用した石炭性状(ヒートバランス検討炭)を表 4-2に示す。
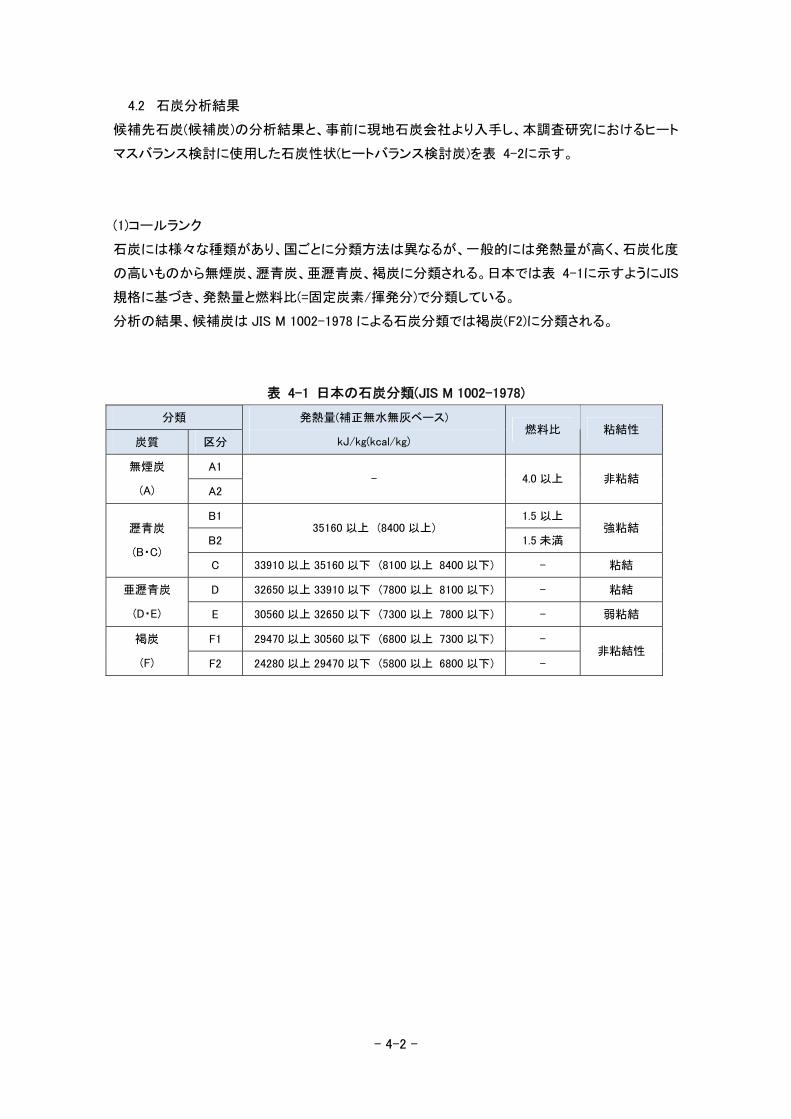
(1)コールランク
石炭には様々な種類があり、国ごとに分類方法は異なるが、一般的には発熱量が高く、石炭化度
の高いものから無煙炭、瀝青炭、亜瀝青炭、褐炭に分類される。日本では表 4-1に示すようにJIS
規格に基づき、発熱量と燃料比(=固定炭素/揮発分)で分類している。
分析の結果、候補炭は JIS M 1002-1978 による石炭分類では褐炭(F2)に分類される。
表 4-1 日本の石炭分類(JIS M 1002-1978)
分類
炭質 区分
発熱量(補正無水無灰ベース)
kJ/kg(kcal/kg) 燃料比 粘結性
A1 無煙炭
(A) A2 - 4.0 以上 非粘結
B1 1.5 以上
B2 35160 以上 (8400 以上)
1.5 未満 強粘結 瀝青炭
(B・C) C 33910 以上 35160 以下 (8100 以上 8400 以下) - 粘結
D 32650 以上 33910 以下 (7800 以上 8100 以下) - 粘結 亜瀝青炭
(D・E) E 30560 以上 32650 以下 (7300 以上 7800 以下) - 弱粘結
F1 29470 以上 30560 以下 (6800 以上 7300 以下) - 褐炭
(F) F2 24280 以上 29470 以下 (5800 以上 6800 以下) - 非粘結性
- 4-2 -
(2)工業分析値
図 4-1に示す原炭サンプル写真からも水分を多く含むことが推察される。候補炭分析値の全水
分は 61.3%と非常に高いが、ヒートバランス検討炭と比較してほぼ同等である。このような高水分
炭は湿炭のままでは石炭のハンドリングに問題を生じるため、予備乾燥装置の設置が必要とな
る。
また、水分を多く含むため石炭の高位発熱量が低い。ヒートバランス検討炭と候補炭分析値で気
乾ベースの高位発熱量は約 10%の差異があるが、これは固有水分の含有率に依るものであり、
乾炭ベースでの高位発熱量はほぼ同等である。
燃料比(=固定炭素/揮発分)は 0.73 と低く、ヒートバランス検討炭と比較してほぼ同程度である。燃
料比が低い石炭は一般的に高いガス化反応速度を得ることができる傾向にあるため、効率よく石
炭をガス化することができる。
(3)元素分析値
元素分析値はヒートバランス検討炭と比べてほぼ同等であった。
ガス精製設備の設備容量に影響をおよぼす硫黄(S)分に関しては、候補炭分析値、ヒートバランス
検討炭ともに低含有率であった。
(4)粉砕性
石炭の粉砕性(HGI)はヒートバランス検討炭で 85~115 と一般的な石炭に比べて高い値であった
が、分析の結果 131 とさらに高く、ミル等の石炭粉砕装置による粉砕は容易であると考えられる。
(5)灰融点
ヒートバランス検討炭の灰溶流点は 1240℃と比較的低い灰流動点を示していたが、分析結果で
は約 1400℃であった。
灰融点が高い石炭ではスラグの排出性に問題を有する場合があり、場合によってはフラックスを
投入することで灰融点を下げる必要があるが、本石炭はフラックスの必要なくガス化炉安定運転
が十分可能な範囲である。またこの石炭の特徴として、試料が溶け始めると成形試料の底部の
方から早く溶けだし、倒れながら溶融したため、球軟化点(ST)と溶融点(HT)は区別されず、1390~
1400℃の幅での表記とした。
- 4-3 -
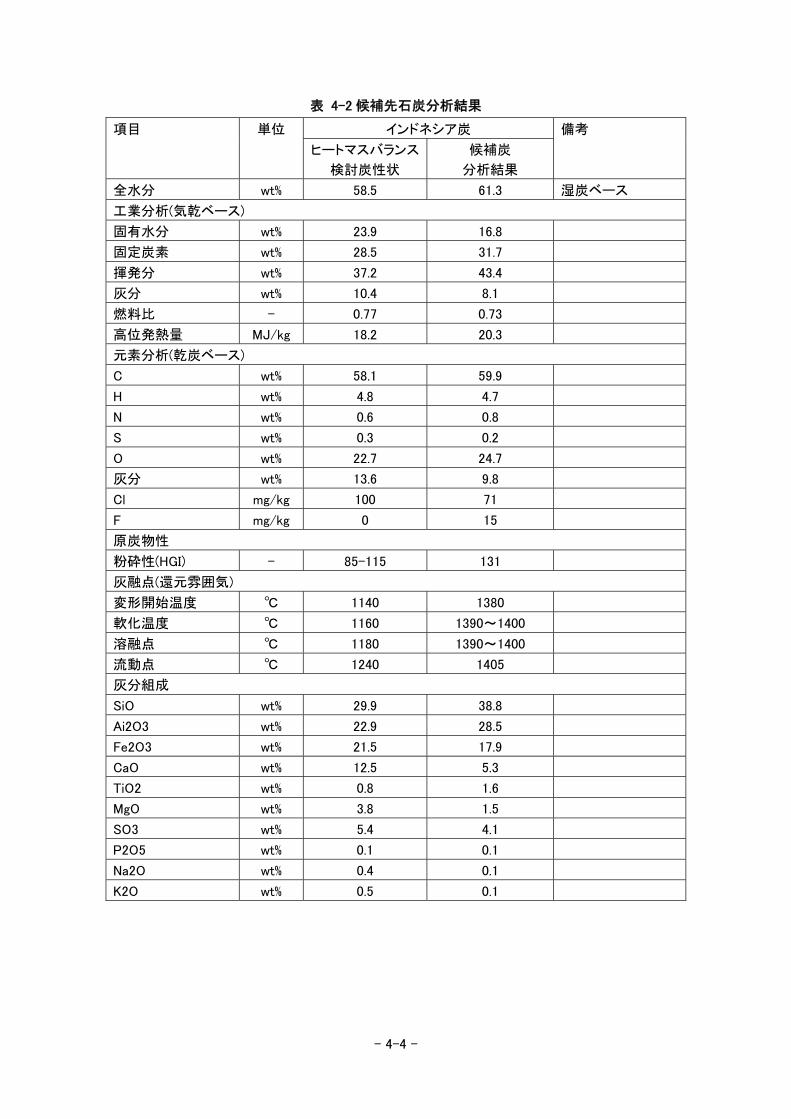
表 4-2 候補先石炭分析結果
インドネシア炭 項目 単位
ヒートマスバランス
検討炭性状
候補炭
分析結果
備考
全水分 wt% 58.5 61.3 湿炭ベース
工業分析(気乾ベース)
固有水分 wt% 23.9 16.8
固定炭素 wt% 28.5 31.7
揮発分 wt% 37.2 43.4
灰分 wt% 10.4 8.1
燃料比 - 0.77 0.73
高位発熱量 MJ/kg 18.2 20.3
元素分析(乾炭ベース)
C wt% 58.1 59.9
H wt% 4.8 4.7
N wt% 0.6 0.8
S wt% 0.3 0.2
O wt% 22.7 24.7
灰分 wt% 13.6 9.8
Cl mg/kg 100 71
F mg/kg 0 15
原炭物性
粉砕性(HGI) - 85-115 131
灰融点(還元雰囲気)
変形開始温度 ℃ 1140 1380
軟化温度 ℃ 1160 1390~1400
溶融点 ℃ 1180 1390~1400
流動点 ℃ 1240 1405
灰分組成
SiO wt% 29.9 38.8
Ai2O3 wt% 22.9 28.5
Fe2O3 wt% 21.5 17.9
CaO wt% 12.5 5.3
TiO2 wt% 0.8 1.6
MgO wt% 3.8 1.5
SO3 wt% 5.4 4.1
P2O5 wt% 0.1 0.1
Na2O wt% 0.4 0.1
K2O wt% 0.5 0.1
- 4-4 -
4.3 候補先石炭によるガス化特性の検討
4.3.1 ガス化方式の選定
石炭ガス化炉は、石炭を高温高圧下でガス化剤(酸素・空気・水蒸気)と反応させ、CO・H2 からな
る石炭ガスを発生させるものである。
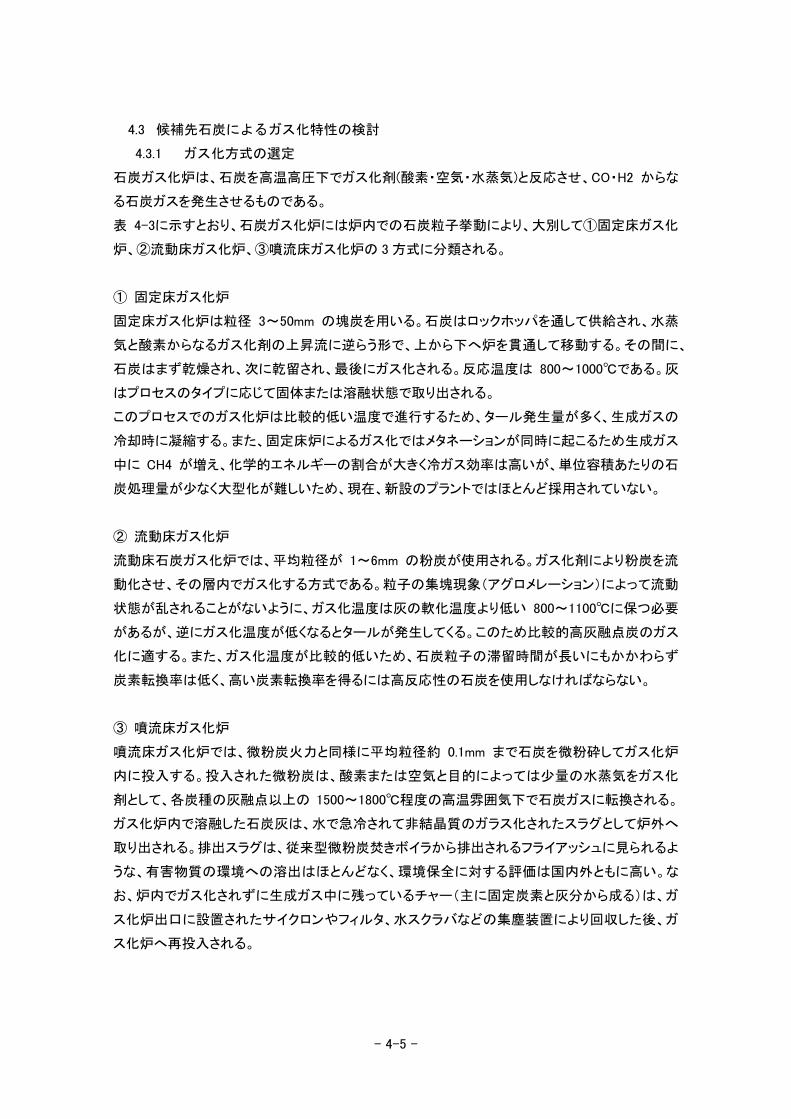
表 4-3に示すとおり、石炭ガス化炉には炉内での石炭粒子挙動により、大別して①固定床ガス化
炉、②流動床ガス化炉、③噴流床ガス化炉の 3 方式に分類される。
① 固定床ガス化炉
固定床ガス化炉は粒径 3~50mm の塊炭を用いる。石炭はロックホッパを通して供給され、水蒸
気と酸素からなるガス化剤の上昇流に逆らう形で、上から下へ炉を貫通して移動する。その間に、
石炭はまず乾燥され、次に乾留され、最後にガス化される。反応温度は 800~1000℃である。灰
はプロセスのタイプに応じて固体または溶融状態で取り出される。
このプロセスでのガス化炉は比較的低い温度で進行するため、タール発生量が多く、生成ガスの
冷却時に凝縮する。また、固定床炉によるガス化ではメタネーションが同時に起こるため生成ガス
中に CH4 が増え、化学的エネルギーの割合が大きく冷ガス効率は高いが、単位容積あたりの石
炭処理量が少なく大型化が難しいため、現在、新設のプラントではほとんど採用されていない。
② 流動床ガス化炉
流動床石炭ガス化炉では、平均粒径が 1~6mm の粉炭が使用される。ガス化剤により粉炭を流
動化させ、その層内でガス化する方式である。粒子の集塊現象(アグロメレーション)によって流動
状態が乱されることがないように、ガス化温度は灰の軟化温度より低い 800~1100℃に保つ必要
があるが、逆にガス化温度が低くなるとタールが発生してくる。このため比較的高灰融点炭のガス
化に適する。また、ガス化温度が比較的低いため、石炭粒子の滞留時間が長いにもかかわらず
炭素転換率は低く、高い炭素転換率を得るには高反応性の石炭を使用しなければならない。
③ 噴流床ガス化炉
噴流床ガス化炉では、微粉炭火力と同様に平均粒径約 0.1mm まで石炭を微粉砕してガス化炉
内に投入する。投入された微粉炭は、酸素または空気と目的によっては少量の水蒸気をガス化
剤として、各炭種の灰融点以上の 1500~1800℃程度の高温雰囲気下で石炭ガスに転換される。
ガス化炉内で溶融した石炭灰は、水で急冷されて非結晶質のガラス化されたスラグとして炉外へ
取り出される。排出スラグは、従来型微粉炭焚きボイラから排出されるフライアッシュに見られるよ
うな、有害物質の環境への溶出はほとんどなく、環境保全に対する評価は国内外ともに高い。な
お、炉内でガス化されずに生成ガス中に残っているチャー(主に固定炭素と灰分から成る)は、ガ
ス化炉出口に設置されたサイクロンやフィルタ、水スクラバなどの集塵装置により回収した後、ガ
ス化炉へ再投入される。
- 4-5 -
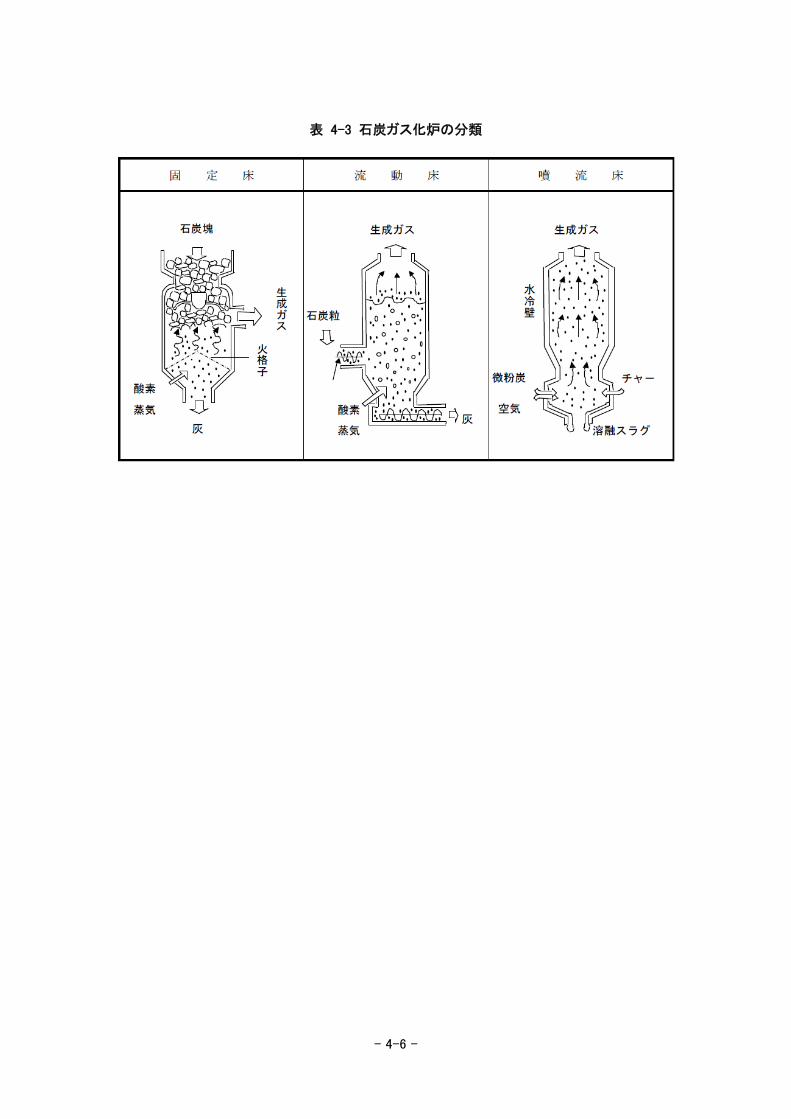
表 4-3 石炭ガス化炉の分類
- 4-6 -

以上の通り、固定床ガス化炉、流動床ガス化炉に比べて、大型化が容易で、幅広い炭種適合性
を有する噴流床ガス化炉を中心に、適用を考える。
次に、図 4-2に主要な加圧噴流床ガス化炉の比較を示す。噴流床方式は、更に以下のとおりガ
ス化方式が分類される。
代表的な酸素吹きガス化炉として、海外メーカである GE 炉、ConocoPhillips 炉、Siemens 炉、Shell
炉がある。一方で国内では、日立が酸素吹きガス化炉の開発を、また三菱重工業が、発電用とし
て空気吹きガス化炉を、化学品合成用として酸素吹きガス化炉の商用化を進めている。本項にお
いては、三菱重工業が提供する二室二段ドライフィードガス化炉のガス化特性について評価し
た。
① ガス化剤による分類(空気吹き、酸素吹き)
空気吹き:空気中 N2 がガスに含まれる為、ガス量が多く生成ガス発熱量が比較的低くなるが
空気分離の所要動力は小さい。
酸素吹き:ガス量が少なく炉がコンパクトとなる。空気分離の所要動力が大きい。
②給炭方式による分類(ドライフィード、スラリーフィード)
ドライフィード:ロックホッパやロータリーフィーダ等により石炭を気流搬送により供給する。
加圧炉への供給設備構成が複雑となるが、熱効率的に有利。
スラリーフィード:石炭を水と混合してスラリー化して供給する。
加圧供給が容易であるが、水の蒸発に熱が奪われる為に効率が低下する。
③炉型による分類(二室二段、一室二段、一室一段)
二室二段:ガス化炉を燃焼部とガス化部の二室に分離し、かつ石炭を上下二段から投入す
る。
一室二段:燃焼部とガス化部が一体になっているが、石炭は上下二段から投入する。
一室一段:燃焼部とガス化部が一体で、石炭も一段で投入する。
④ガス流れによる分類(上昇流、下降流)
上昇流:バーナを炉底付近に設置し、生成ガスが上向きに流れる。
下降流:バーナを炉頂に設置し、生成ガスが下向きに流れる。
いずれの方式も、溶融スラグは炉底から排出される。
⑤炉壁構造による分類(水冷壁、耐火れんが壁)
水冷壁構造:ガス化炉壁を水冷壁で構成する。
耐火れんが壁構造:ガス化炉壁を耐火れんが壁で構成する。
- 4-7 -

GEConoco-Phillips
Shell
MHI Gasifier
Syngas
Slag
CoalOxygen
MembraneWall
Reductor
Combustor
CoalAir
Coal
Slag Hole
Syngas
酸素吹き空気吹き/酸素吹き
Slag
水冷壁ドライフィード スラリフィード
耐火材二室二段 (二室二段)一室一段 一室一段
Siemens
図 4-2 主要な加圧噴流床ガス化炉の概要
- 4-8 -
4.3.2 二室二段噴流床ガス化炉の原理
図 4-3に二室二段噴流床石炭ガス化炉の原理を示す。このガス化炉は、灰の溶融安定排出が
可能な高温燃焼を行うコンバスタ部(燃焼部)とその高温ガスによってガス化反応を行うリダクタ部
から構成される。機能の分離により、石炭灰の溶融とスラグ安定排出に必要なガス温度と、発電
用であればガスタービンの安定燃焼が可能なガス発熱量を両立することができる。また、生成ガ
ス中に含まれる溶融灰粒子を石炭のガス化吸熱反応により効果的に冷却できるので、大型の輻
射熱交換器や低温ガスによる冷却(クエンチ)システムが不要となり、ガス化炉をコンパクトにでき
る利点がある。ガス化炉後流の熱交換器では、ガス化炉からの生成ガス及び未反応炭素を含む
チャーを所定温度まで冷却し、生成ガス及びチャーの顕熱を高圧蒸気として回収することが可能
である。
ガス化吸熱反応による冷却
《リダクタ》
窒素
石炭
炉内ガス温度(℃)
コンバスタ
リダクタ
チャー
サイクロン生成ガス+チャー
《コンバスタ》
700℃
溶融灰(スラグ) 180014001000
石炭
空気/酸素
二室二段噴流床方式により高い燃焼温度と効果的なガス冷却を同時に実現
窒素
•チャーのガス化
•生成ガス/溶融灰粒子
の冷却
•石炭の熱分解
•石炭/チャーの燃焼
•灰の溶融排出分離
図 4-3 二室二段噴流床石炭ガス化炉の原理
- 4-9 -
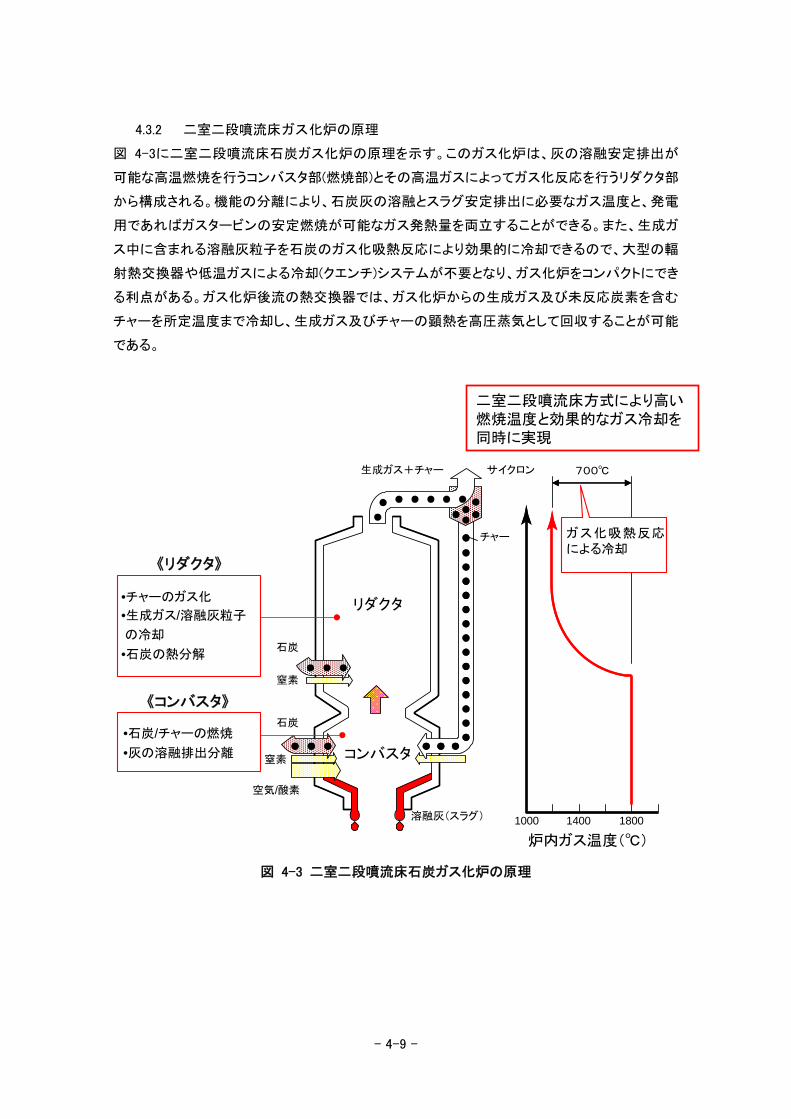
4.3.3 酸素吹き二室二段石炭ガス化炉の特長
図 4-4に酸素吹き二室二段ガス化炉の特長を示す。
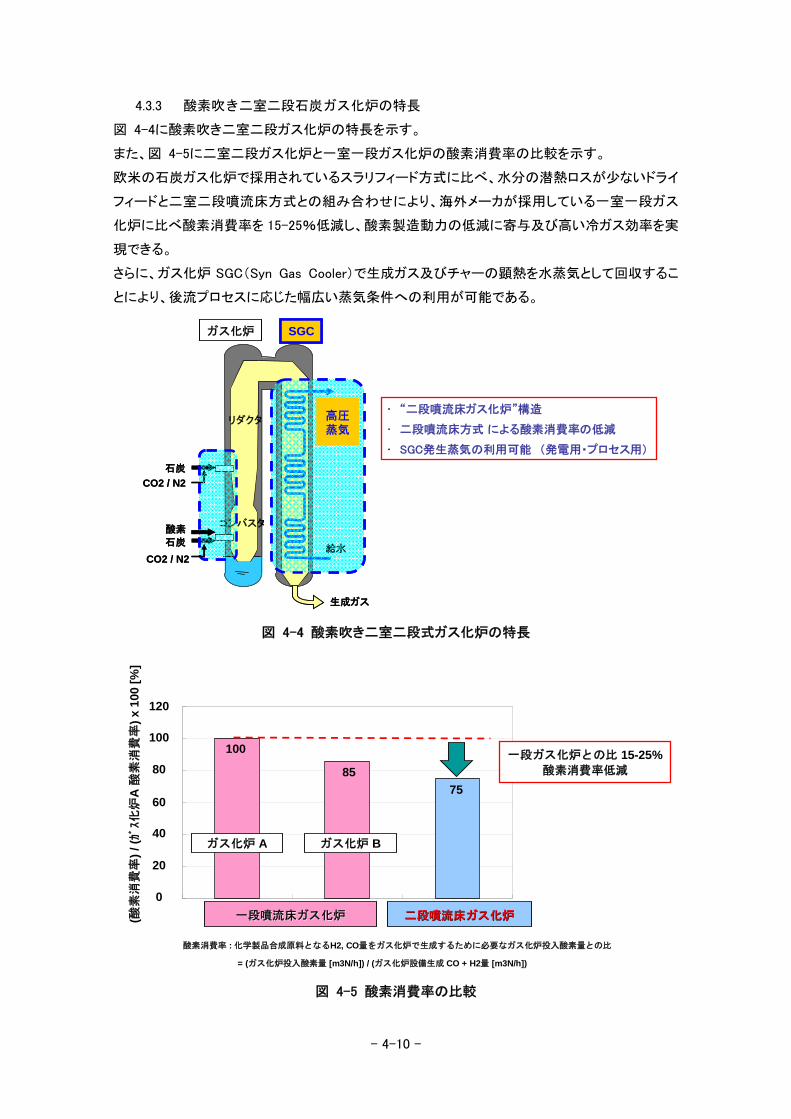
また、図 4-5に二室二段ガス化炉と一室一段ガス化炉の酸素消費率の比較を示す。
欧米の石炭ガス化炉で採用されているスラリフィード方式に比べ、水分の潜熱ロスが少ないドライ
フィードと二室二段噴流床方式との組み合わせにより、海外メーカが採用している一室一段ガス
化炉に比べ酸素消費率を 15-25%低減し、酸素製造動力の低減に寄与及び高い冷ガス効率を実
現できる。
さらに、ガス化炉 SGC(Syn Gas Cooler)で生成ガス及びチャーの顕熱を水蒸気として回収するこ
とにより、後流プロセスに応じた幅広い蒸気条件への利用が可能である。
• “二段噴流床ガス化炉”構造
• 二段噴流床方式 による酸素消費率の低減
• SGC発生蒸気の利用可能 (発電用・プロセス用)
CO2 / N2
CO2 / N2給水
石炭
高圧蒸気
生成ガス
石炭
コンバスタ
リダクタ
SGCガス化炉
酸素
CO2 / N2
CO2 / N2給水
石炭
高圧蒸気
生成ガス
石炭
コンバスタ
リダクタ
SGCガス化炉
酸素
図 4-4 酸素吹き二室二段式ガス化炉の特長
0
20
40
60
80
100
120
Gasifier A Gasifier B
120
Pu
re O
2/(C
O+
H2)
(-)
100
MHI
0
80
60
40
20
(酸素消
費率
) / (ガス化炉
A 酸
素消
費率
) x
100
[%]
100
85
75
一段ガス化炉との比 15-25%酸素消費率低減
ガス化炉 A
一一段噴流床ガス化炉段噴流床ガス化炉 二二段噴流床ガス化炉段噴流床ガス化炉
ガス化炉 B
酸素消費率 : 化学製品合成原料となるH2, CO量をガス化炉で生成するために必要なガス化炉投入酸素量との比
= (ガス化炉投入酸素量 [m3N/h]) / (ガス化炉設備生成 CO + H2量 [m3N/h])
図 4-5 酸素消費率の比較
- 4-10 -
4.3.4 候補先石炭を用いたガス化特性
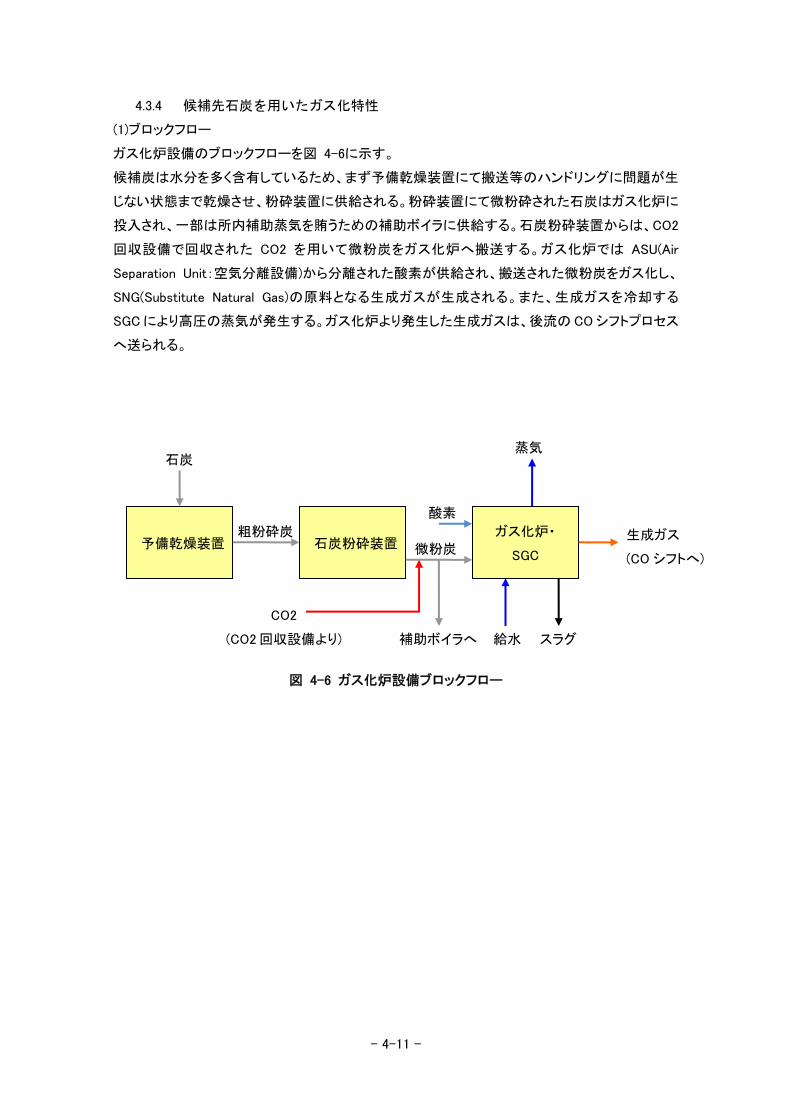
(1)ブロックフロー
ガス化炉設備のブロックフローを図 4-6に示す。
候補炭は水分を多く含有しているため、まず予備乾燥装置にて搬送等のハンドリングに問題が生
じない状態まで乾燥させ、粉砕装置に供給される。粉砕装置にて微粉砕された石炭はガス化炉に
投入され、一部は所内補助蒸気を賄うための補助ボイラに供給する。石炭粉砕装置からは、CO2
回収設備で回収された CO2 を用いて微粉炭をガス化炉へ搬送する。ガス化炉では ASU(Air
Separation Unit:空気分離設備)から分離された酸素が供給され、搬送された微粉炭をガス化し、
SNG(Substitute Natural Gas)の原料となる生成ガスが生成される。また、生成ガスを冷却する
SGC により高圧の蒸気が発生する。ガス化炉より発生した生成ガスは、後流の CO シフトプロセス
へ送られる。
補助ボイラへ
予備乾燥装置
スラグ 給水
石炭粉砕装置
酸素
ガス化炉・
SGC
CO2
(CO2 回収設備より)
粗粉砕炭
微粉炭生成ガス
(CO シフトへ)
石炭 蒸気
図 4-6 ガス化炉設備ブロックフロー
- 4-11 -

(2) ガス化炉出口生成ガス性状
表 4-2に示す石炭性状を用いて、二室二段ガス化炉出口ガス性状を検討した。
ガス化炉設備出口の生成ガス性状を表 4-4に示す。
ヒートバランス検討炭ならびに候補炭の二つの石炭性状にて、ガス化炉出口生成ガス性状を検
討した。検討の結果、両者で酸素消費量や生成ガス量に大きな差はないため、以降は、ヒートバ
ランス検討炭のガス性状にてプラントヒートマスバランスを検討することとした。
本石炭は前項のとおり、石炭中の全水分が非常に多く、高位発熱量が低いため、一定の燃料入
熱を得ようとした場合、水分が少なく高位発熱量が高い一般的な瀝青炭に比べてより多くの石炭
量が必要となる。
しかしながら石炭の燃料比が低く、ガス化反応速度が高いことから、効率良く石炭をガス化するこ
とができる。
また微粉炭の加圧や搬送イナートガスは CO2 とし、後流の CO2 回収プロセスで回収されたものを
再利用することで、生成ガス中の N2・Arガスを最低限とする。生成ガス中に混入する CO2 ガスは、
再び CO2 回収プロセスにて回収されるため系外への排出はない。
表 4-4 ガス化炉設備出口生成ガス性状
項目 単位 ヒートバランス
検討炭
候補炭分析値
石炭投入量(湿炭ベース) kg/h 519,000 552,000
酸素投入量 kg/h 140,600 140,500
CO2 量(加圧・搬送用) kg/h 150,000 150,000
生成ガス量 kg/h 480,700 484,400
生成ガス圧力 MPa-abs 3.85 3.85
温度 ℃ 420 420
CO mol% 37.9 39.4
CO2 mol% 20.4 19.8
H2 mol% 23.6 23.6
H2O mol% 15.7 15.3
N2+Ar mol% 0.3 0.3
CH4 mol% 1.8 1.4
H2S+COS mol% 0.07 0.05
組成
NH3 mol% 0.2 0.2
- 4-12 -
- 4-13 -
4.4 まとめ
インドネシアより候補炭を入手し、石炭分析を実施した。
候補炭分析の結果、JIS では褐炭に分類され、燃料比(=固定炭素/揮発分)が非常に低い。全水
分が高い褐炭であり、予備乾燥設備によってハンドリング等に問題が生じない状態まで乾燥させ
る必要がある。
また、灰融点はやや高めの分析結果であったが、灰融点を低下させるためのフラックス投入等の
必要なくガス化炉安定運転が十分可能な範囲である。分析では、試料が溶け始めると成形試料
の底部の方から早く溶けだし、倒れながら溶融したため、球軟化点(ST)と溶融点(HT)は区別され
ず、1390~1400℃の幅での表記とした。
これらヒートバランス検討炭ならびに候補炭の二つの石炭性状にて、ガス化炉出口生成ガス性状
を検討した結果、両者で酸素消費量や生成ガス量に大きな差はないことから、ヒートバランス検討
炭のガス性状にてプラントヒートマスバランスを検討することとした。

第 5 章
低品位炭ガス化事業の設備に付設する
CO2 回収設備の概略設計

5. 低品位炭ガス化事業の設備に付設する CO2 回収設備の概略設計
5.1 低品位炭ガス化ガスからの SNG(代替天然ガス)合成プロセスの検討
5.1.1 低品位炭とその有効利用
石炭は,無煙炭や瀝青炭のような高品位の石炭と,亜瀝青炭や褐炭のような低品位の石炭
に分類される。石炭は長い時間をかけて植物が炭化してできたものであるが,低品位炭は,あ
まり炭化が進んでいない,いわば若い炭のことを言う。一般に高水分のため発熱量が低く,乾
燥すると自然発火性を有することから,長距離輸送や長期貯蔵に適しておらず,現状では生産
地元での生炊き発電等にその利用が制限されている。低品位炭の主な特徴を示すと次の通り
となる 1)。
① 水分含有量が高い(30~65%程度)
② 発熱量が低い(1,800~3,500kcal/kg 程度)
③ 多孔質で表面積が大きく,自然発火しやすい
低品位炭は自然発火しやすく輸送が難しいため,石炭が採掘された近辺で取り扱いやすい
ように低品位炭をガス化して合成ガスを得た後の有効利用が検討されており,石炭ガス化した
後の合成ガスの利用方法としては,石炭ガス化複合発電:IGCC(Integrated coal-Gasification
Combined Cycle)や代替天然ガス:SNG(Substitute Natural Gas)の製造などがある。中でも SNG
について,インドネシアでは,国内の天然ガスの慢性的な国内供給不足に直面し,国内低品位
炭の有効活用を掲げているインドネシア政府の同エネルギー政策に合致しており,低品位炭の
有効活用の観点から,SNG を製造する技術が期待されている。また,インドネシア国内の天然
ガスの需要を緩和させる事は,同国を重要な LNG(液化天然ガス)輸出国と位置づけている我
が国にとっても LNG 輸出を確保するという観点で有益であり,経済産業省が定める戦略 11 分
野に含まれる石炭ガス化プラントのシステム輸出にも貢献することができる。現在,実用化され
ている石炭ガス化技術とメタネーション(メタン製造技術)を組み合わせて,石炭から SNG を製
造することは技術的に可能になっている。
SNG 製造設備の実績の例として,米国:Dakota Gasification 社の SNG プラント(図 5.1.1,およ
び図 5.1.2)を示す。
図 5.1.1 North Dakota の SNG プラントの概略フロー2)
‐5‐1‐
このプラントは,20 年以上稼動しており,16,000 トン/日のリグナイト炭を使用して熱量:
975Btu/ft3 のガスを生産,パイプラインにより米国の東部に天然ガスを供給しているメーカに売
却されている 2)。
図 5.1.2 North Dakota にある SNG プラント 2)
‐5‐2‐

5.1.2 設計条件
インドネシア低品位炭ガス化事業候補地(図 5.1.3)の Pendopo 炭(参考写真:図 5.1.4)を利用
して,164,390Nm3/h 分の SNG を製造するプロセスの検討を行った。また,SNG を製造する過程
で副次的に生産される CO2 は枯渇油田へ注入して石油の増産,または CCS(Carbon Capture
Storage)を想定する。
(1) 原料
Pendopo 炭:1,038t/h(石炭受け入れベースの水分濃度:58.5wt%)
(2) 生産物と副生成物
生産物
SNG:164,390Nm3/h
副生成物
CO2(EOR,または CCS 向け):575.3t/h,硫酸(純度 97wt%):3.2t/h
SNG製造プラント候補地
図 5.1.3 Pendopo 炭の採取地(SNG 製造プラントの予定地)(出展:Google マップ)
‐5‐3‐
図 5.1.4 空気乾燥させた後の Pendopo 炭(参考写真)
‐5‐4‐
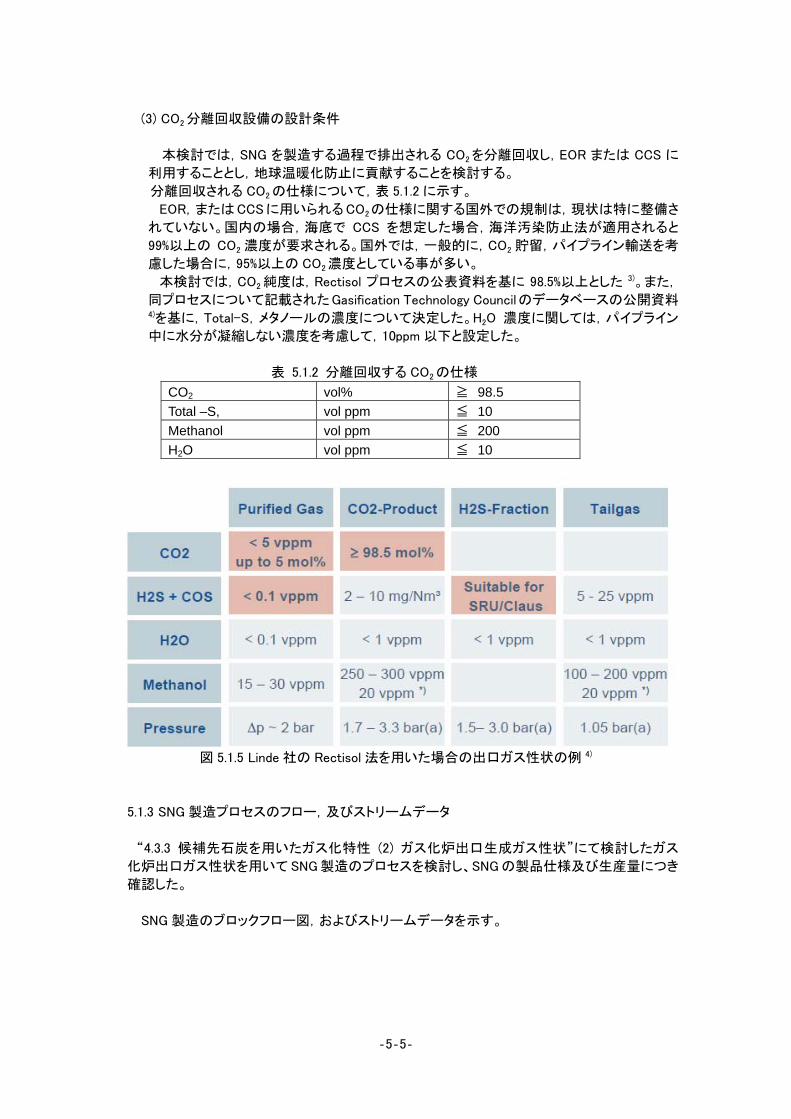
(3) CO2 分離回収設備の設計条件
本検討では,SNG を製造する過程で排出される CO2 を分離回収し,EOR または CCS に
利用することとし,地球温暖化防止に貢献することを検討する。
分離回収される CO2 の仕様について,表 5.1.2 に示す。
EOR,または CCS に用いられる CO2の仕様に関する国外での規制は,現状は特に整備さ
れていない。国内の場合,海底で CCS を想定した場合,海洋汚染防止法が適用されると
99%以上の CO2 濃度が要求される。国外では,一般的に,CO2 貯留,パイプライン輸送を考
慮した場合に,95%以上の CO2 濃度としている事が多い。
本検討では,CO2 純度は,Rectisol プロセスの公表資料を基に 98.5%以上とした 3)。また,
同プロセスについて記載されたGasification Technology Councilのデータベースの公開資料4)を基に,Total-S,メタノールの濃度について決定した。H2O 濃度に関しては,パイプライン
中に水分が凝縮しない濃度を考慮して,10ppm 以下と設定した。
表 5.1.2 分離回収する CO2 の仕様
CO2 vol% ≧ 98.5
Total –S, vol ppm ≦ 10
Methanol vol ppm ≦ 200
H2O vol ppm ≦ 10
図 5.1.5 Linde 社の Rectisol 法を用いた場合の出口ガス性状の例 4)
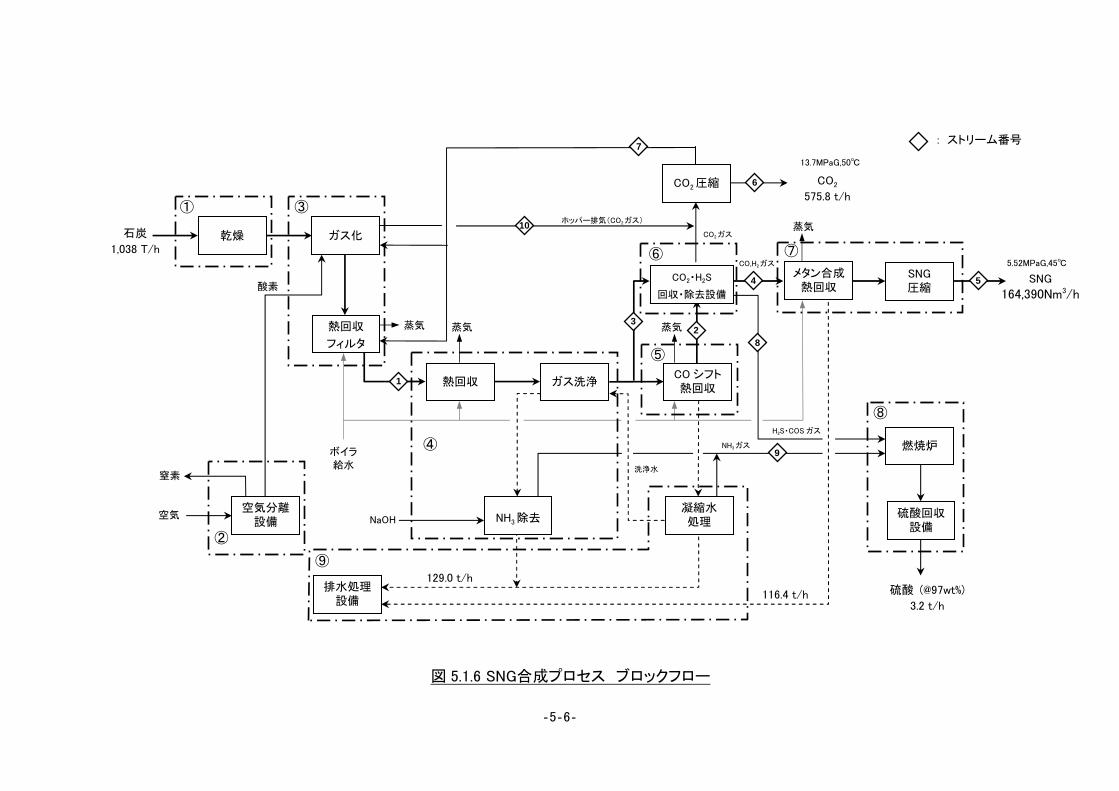
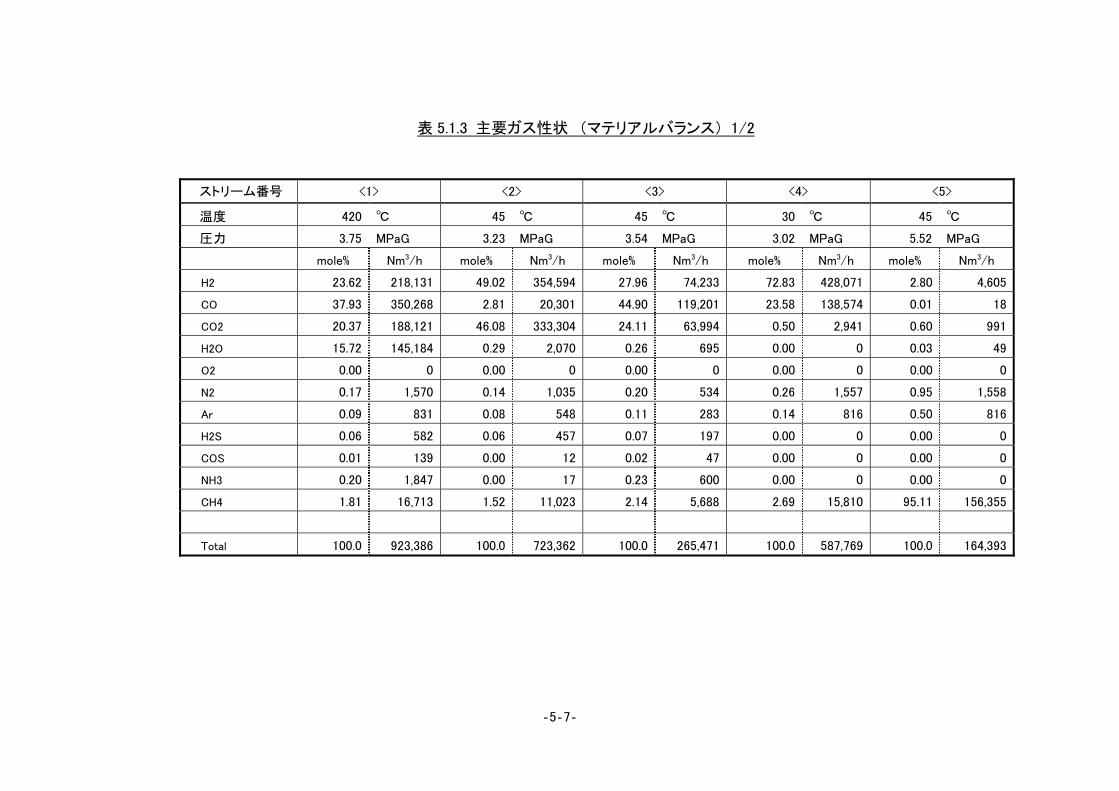
5.1.3 SNG 製造プロセスのフロー,及びストリームデータ
“4.3.3 候補先石炭を用いたガス化特性 (2) ガス化炉出口生成ガス性状”にて検討したガス
化炉出口ガス性状を用いて SNG 製造のプロセスを検討し、SNG の製品仕様及び生産量につき
確認した。
SNG 製造のブロックフロー図,およびストリームデータを示す。
‐5‐5‐
乾燥
熱回収 ガス洗浄
13.7MPaG,50℃
燃焼炉
硫酸回収設備
硫酸 (@97wt%)
3.2 t/h
⑧H2S・COS ガス
メタン合成熱回収
排水処理設備
NaOH空気
酸素
空気分離 設備
窒素
蒸気
ボイラ
給水
蒸気
洗浄水
NH3 ガス
CO2 ガス
CO,H2 ガス
CO シフト熱回収
蒸気
NH3 除去
凝縮水 処理
1
石炭
1,038 T/h
5
6
2
4
8
SNG 圧縮
5.52MPaG,45℃
575.8 t/h
SNG
⑦
164,390Nm3/h CO2・H2S
回収・除去設備
⑥
3
129.0 t/h
116.4 t/h
7
熱回収
フィルタ
蒸気
ガス化 10
ホッパー排気(CO2 ガス)
① ③
④
⑨
⑤
②
CO2 圧縮
9
: ストリーム番号
CO2
図 5.1.6 SNG合成プロセス ブロックフロー
‐5‐6‐
ストリーム番号 <1>
表 5.1.3 主要ガス性状 (マテリアルバランス) 1/2
<2> <3> <4> <5>
温度 420 ℃ 45 ℃ 45 ℃ 30 ℃ 45 ℃
圧力 3.75 MPaG 3.23 MPaG 3.54 MPaG 3.02 MPaG 5.52 MPaG
Nmole% 3/h m mole% Nm3/h mole% Nm3/h mole% Nm3/h mole% Nm3/h
H2 23.62 218,131 49.02 354,594 27.96 74,233 72.83 428,071 2.80 4,605
CO 37.93 350,268 2.81 20,301 44.90 119,201 23.58 138,574 0.01 18
CO2 20.37 188,121 46.08 333,304 24.11 63,994 0.50 2,941 0.60 991
H2O 15.72 145,184 0.29 2,070 0.26 695 0.00 0 0.03 49
O2 0.00 0 0.00 0 0.00 0 0.00 0 0.00 0
N2 0.17 1,570 0.14 1,035 0.20 534 0.26 1,557 0.95 1,558
Ar 0.09 831 0.08 548 0.11 283 0.14 816 0.50 816
H2S 0.06 582 0.06 457 0.07 197 0.00 0 0.00 0
COS 0.01 139 0.00 12 0.02 47 0.00 0 0.00 0
NH3 0.20 1,847 0.00 17 0.23 600 0.00 0 0.00 0
CH4 1.81 16,713 1.52 11,023 2.14 5,688 2.69 15,810 95.11 156,355
Total 100.0 923,386 100.0 723,362 100.0 265,471 100.0 587,769 100.0 164,393
‐5‐7‐

‐5‐8‐
ストリーム番号 <6> <7> <8> <9> <10>
温度 50 ℃ 70 ℃ 45 ℃ 111 ℃ 70 ℃
圧力 13.70 MPaG 5.50 MPaG 0.11 MPaG 0.06 MPaG 0.15 MPaG
Nmole% 3/h m mole% Nm3/h mole% Nm3/h mole% Nm3/h mole% Nm3/h
H2 0.17 491 0.17 256 0.15 9 0.54 54 0.00 0
CO 0.20 598 0.20 312 0.30 18 0.16 16 0.00 0
CO2 99.42 292,600 99.42 152,459 87.77 5,321 16.35 1,653 100.00 56,023
H2O 0.00 0 0.00 0 0.00 0 70.75 7,153 0.00 0
O2 0.00 0 0.00 0 0.00 0 0.00 0 0.00 0
N2 0.00 8 0.00 4 0.00 0 0.00 0 0.00 0
Ar 0.00 10 0.00 5 0.00 0 0.00 0 0.00 0
H2S 0.00 1 0.00 0 10.78 653 0.07 7 0.00 0
COS 0.00 0 0.00 0 0.97 59 0.00 0 0.00 0
NH3 0.00 0 0.00 0 0.00 0 12.11 1,224 0.00 0
CH4 0.20 591 0.20 308 0.03 2 0.02 2 0.00 0
Total 100.0 294,299 100.0 153,344 100.0 6,062 56,023 100.0 10,110 100.0
表 5.1.3 主要ガス性状 (マテリアルバランス) 2/2
5.1.4 SNG 製造プロセスの概要
SNG 製造の主要設備構成の概要を次に示す。
① 石炭乾燥工程
② 空気分離工程
③ 石炭ガス化工程
④ ガス洗浄工程
⑤ CO シフト工程
⑥ CO2・H2S 回収・除去工程
⑦ メタン合成工程
⑧ 酸性ガス燃焼,硫酸回収工程
⑨ 排水処理工程
① 石炭乾燥工程
低品位炭は水分を多く含む。この水分は,ガス化する際に蒸発潜熱を多く奪うため,質量あ
たりの燃焼熱が小さくなり,ガス化効率が下がってしまう。よって水分の多い低品位炭を処理
せずにガス化炉に供給すると,酸素供給量の増大を招くことになる。従って,石炭をガス化炉
へ供給する前に,乾燥工程にてスチームドライヤーで石炭をある程度乾燥させて,ガス化効
率を向上させる必要がある。
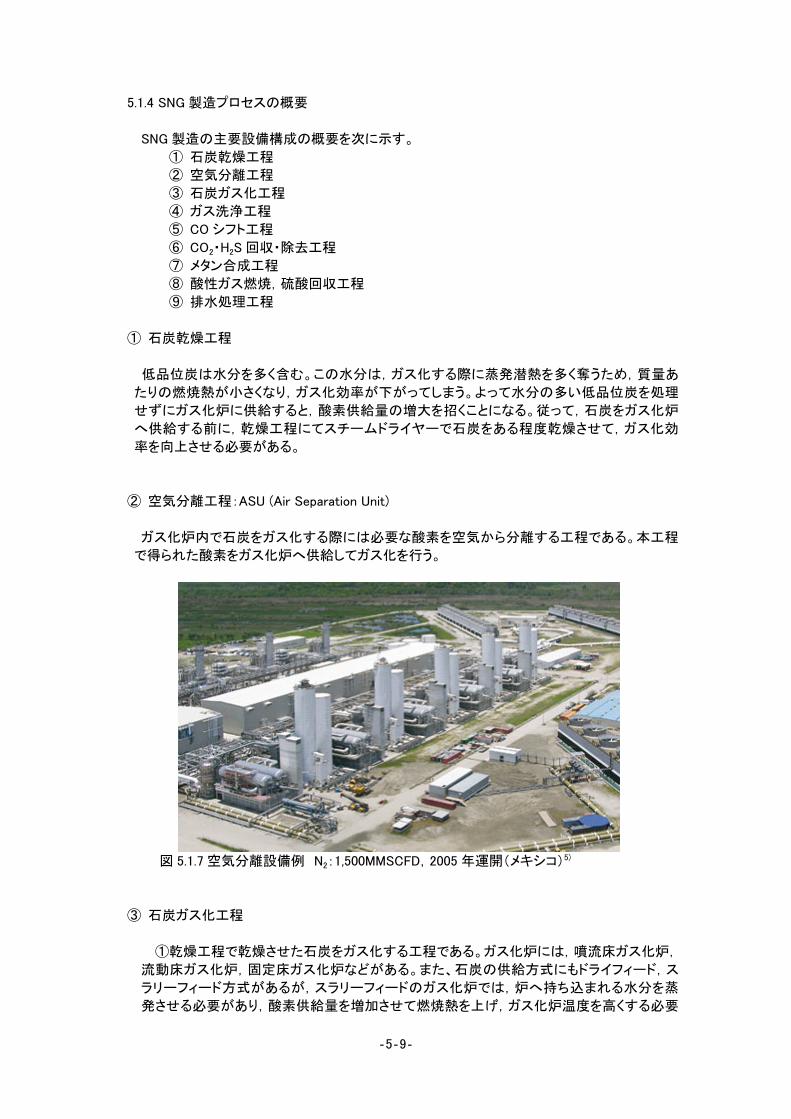
② 空気分離工程:ASU (Air Separation Unit)
ガス化炉内で石炭をガス化する際には必要な酸素を空気から分離する工程である。本工程
で得られた酸素をガス化炉へ供給してガス化を行う。
図 5.1.7 空気分離設備例 N2:1,500MMSCFD,2005 年運開(メキシコ)5)
③ 石炭ガス化工程
①乾燥工程で乾燥させた石炭をガス化する工程である。ガス化炉には,噴流床ガス化炉,
流動床ガス化炉,固定床ガス化炉などがある。また、石炭の供給方式にもドライフィード,ス
ラリーフィード方式があるが,スラリーフィードのガス化炉では,炉へ持ち込まれる水分を蒸
発させる必要があり,酸素供給量を増加させて燃焼熱を上げ,ガス化炉温度を高くする必要
‐5‐9‐
がある。そのため,反応速度が大きくなり CO2:CO の比が大きくなってしまう。インドネシアで
SNG 製造を実施する場合,もともと水分量の多い低品位炭を利用するため,石炭と水を混合
した状態で供給するスラリーフィードのガス化炉を採用した場合,水分が極めて多くなり,ガ
ス化効率が下がる。このため,スラリーフィードでない方が望ましい 1)。
ガス化炉出口のガス化ガスの主な成分は,CO, H2, CO2, H2O, CH4, NH3, N2, Ar, H2S, COS と
なり,石炭中に含まれるハロゲン類も微量成分として含まれる。
④ ガス洗浄工程
ガス化工程でガス化されたガスは,COシフト工程に送られる前に,COシフト触媒を被毒させ
るHCl等のハロゲン類を除去する必要がある。また,ハロゲン類は後流のCO2・H2S回収・除
去設備で使用されている吸収液劣化の原因にもなる。洗浄には水が利用されるが,NH3,
HCN,重金属等微量成分も除去される。HCNについても,CO2・H2S回収・除去設備の吸収液
を劣化させる原因の一つである。洗浄後の排水にはNH3,Clが含まれる。NH3除去設備にて
NaOHでNH3を放出,NH3は燃焼炉で燃焼処理され,洗浄水は処理後のNaCl分を含み,排水
処理設備へ送られる。
⑤ CO シフト工程
CO + 3H2 → CH4 + H2O
この反応式において,CO と H2 のモル比率は1:3となる。
石炭ガス化工程で生成されたガスは,石炭の性状やガス化条件によるが,約 38%の CO と
約 24%の H2 ガスを含んでいるが,後続の⑦メタン合成工程で要求される CO と H2 の比率を
1:3にするために,一部の生成ガスを CO シフト工程に送り,CO を H2 に転化させる。CO シフ
ト反応は次式で表される。
CO + H2O → H2 + CO2
ガス化された生成ガス中には,硫黄化合物が含まれるため,生成ガスは酸性になっている。
よって,硫黄化合物を含む酸性環境下で活性化されるコバルト・モリブデン系の触媒を用い
て CO 転化させる。H2S が存在する酸性環境下で CO シフト反応を起すため,Sour Shift
Process と呼ばれている。
⑥ CO2・H2S 回収・除去工程
本検討では,後続のメタン合成工程で使用される触媒への被毒物質を 小限にするために
Rectisol 法を用いてプロセス検討を行った。
CO2 回収設備の詳細については次章で述べるが,後流のメタン合成工程のメタネーション反
応を起すために,ガス中から CO2,H2S を回収・除去し,CO,H2 を生成する。回収された CO2
は圧縮機に送られ,一部はガス化炉へリサイクルされ,一部は EOR,または CCS のために
使用される。また,本 CO2・H2S 回収・除去工程で回収された H2S は,燃焼炉へ送られて燃焼
された後,硫酸として回収される。
⑦ メタン合成工程
上述のように,CO と H2 とをメタネーション反応によって CH4 を生成する工程である。この反
‐5‐10‐
応は,ニッケル系の触媒で発生させる極めて強い発熱反応のため,熱回収を行って蒸気を
製造する。
CO + 3H2 → CH4 + H2O ……… ⊿H0 = 206kJ/mol
⑧ 酸性ガス燃焼,硫酸回収工程
CO シフト工程から排出される H2S を含む酸性ガスを処理し,硫酸として回収する工程であ
る。
燃焼炉では,H2S を含む酸性ガスを供給して SO2 へ燃焼させる。燃焼炉を出たガス中には,
SO2 が含まれるため,硫酸回収工程にて,O2, H2O と酸化反応させ,硫酸として回収される。
2H2S + 3O2 → 2SO2 + 2H2O ………… 燃焼炉での S 分の燃焼
2SO2 + O2 + 2H2O → 2H2SO4 ……… 硫酸回収工程での SO2 の酸化反応
⑨ 排水処理工程
④ガス洗浄工程で排出された液は,NaCl,微量のNH3,重金属等含む。また,⑤COシフト工
程,⑦メタン合成工程でも不純物成分を含んだ凝縮液が排出されるため,それらの排水処理
を行う設備である。
‐5‐11‐
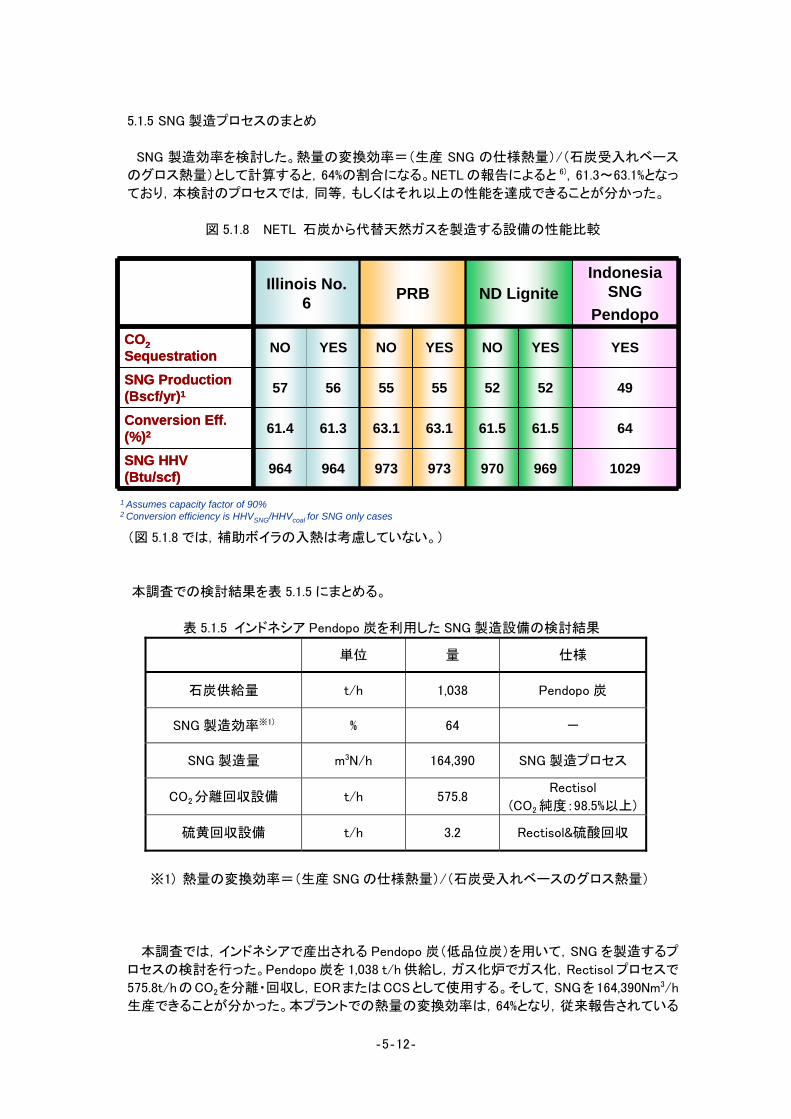
5.1.5 SNG 製造プロセスのまとめ
SNG 製造効率を検討した。熱量の変換効率=(生産 SNG の仕様熱量)/(石炭受入れベース
のグロス熱量)として計算すると,64%の割合になる。NETL の報告によると 6),61.3~63.1%となっ
ており,本検討のプロセスでは,同等,もしくはそれ以上の性能を達成できることが分かった。
図 5.1.8 NETL 石炭から代替天然ガスを製造する設備の性能比較
970
61.5
52
NO
ND Lignite
969
61.5
52
YES
Illinois No. 6
PRBIndonesia
SNG
Pendopo
(図 5.1.8 では,補助ボイラの入熱は考慮していない。)
本調査での検討結果を表 5.1.5 にまとめる。
表 5.1.5 インドネシア Pendopo 炭を利用した SNG 製造設備の検討結果
単位 量 仕様
石炭供給量 t/h 1,038 Pendopo 炭
SNG 製造効率※1) % 64 -
SNG 製造量 m3N/h 164,390 SNG 製造プロセス
CO2 分離回収設備 t/h 575.8 Rectisol
(CO2 純度:98.5%以上)
硫黄回収設備 t/h 3.2 Rectisol&硫酸回収
※1) 熱量の変換効率=(生産 SNG の仕様熱量)/(石炭受入れベースのグロス熱量)
本調査では,インドネシアで産出される Pendopo 炭(低品位炭)を用いて,SNG を製造するプ
ロセスの検討を行った。Pendopo 炭を 1,038 t/h 供給し,ガス化炉でガス化,Rectisol プロセスで
575.8t/hのCO2を分離・回収し,EORまたはCCSとして使用する。そして,SNGを164,390Nm3/h
生産できることが分かった。本プラントでの熱量の変換効率は,64%となり,従来報告されている
CO2
SequestrationNO YES NO YES YES
SNG Production (Bscf/yr)1 57 56 55 55 49
Conversion Eff. (%)2 61.4 61.3 63.1 63.1 64
SNG HHV (Btu/scf)
964 964 973 973 1029970
61.5
52
NO
ND Lignite
969
61.5
52
YES
Illinois No. 6
Indonesia SNG
PendopoPRB
CO2
SequestrationNO YES NO YES YES
SNG Production (Bscf/yr)1 57 56 55 55 49
Conversion Eff. (%)2 61.4 61.3 63.1 63.1 64
SNG HHV (Btu/scf)
964 964 973 973 1029
1 Assumes capacity factor of 90%2 Conversion efficiency is HHVSNG/HHVcoal for SNG only cases
‐5‐12‐

変換効率(NETL 報告)と比べても同程度,もしくはそれ以上の性能が達成できることが分かっ
た。
‐5‐13‐
‐5‐14‐
参考資料
1) 「産炭国における低品位炭高度利用に向けた適用技術及び利用モデルに関する調査」成果
報告書:独立行政法人新エネルギー・産業技術総合開発機構
2) Applications of Gasification – Coal-to-SNG and Hydrogen:NETL ホームページ
http://www.netl.doe.gov/technologies/coalpower/gasification/gasifipedia/6-apps/6-4-4-1_
great-plains.html
3) Linde Rectisol○R Wash Process, 2nd International Freiberg Conference on IGCC & XtL
Technology
http://www.iec.tu-freiberg.de/conference/conf07/pdf/7.5.pdf
4) Linde Rectisol○R Wash Units Acid Gas Removal for Polygeneration Concepts downstream
Gasification, Gasification Technology Council
http://www.gasification.org/uploads/downloads/Conferences/2010/43HABERLE.pdf
5) Air Separation Plants, Linde 社ホームページ
http://www.linde-engineering.com/en/process_plants/air_separation_plants/index.html
6) Cost and Performance Baseline for Fossil Energy Plants – Volume 2 Coal to Synthetic Natural
Gas and Ammonia, NETL
http://www.netl.doe.gov/energy-analyses/pubs/vol2-baseline-presentation.pptx

5.2. SNG製造向けCO2回収設備の検討
本項では,CO2分離・回収設備の概論とSNGプロセスに適したCO2回収設備について検討を
行った。
5.2.1 酸素吹き/空気吹き石炭ガス化炉出口性状比較
ガス化炉には,噴流床ガス化炉,流動床ガス化炉,固定床ガス化炉などがあるが,一般的な
噴流床ガス化炉における出口ガスの性状を,酸素吹き石炭ガス化炉と空気吹き石炭ガス化炉
と比較し,表5.2.1に示す。
表5.2.1 噴流床ガス化炉における出口ガスの性状比較
酸素吹き
石炭ガス化炉
空気吹き
石炭ガス化炉
CO Vol% 30~70 20~30
H2 Vol% 20~40 10
CO2 Vol% ~20 ~10
CH4 Vol% ~2 ~2
H2O Vol% ~35 ~5
N2 Vol% ~6 50~60
Ar Vol% ~1 ~1
H2S ppmv ~10,000 ~1,000
COS ppmv ~1,000 ~300
NH3 ppmv ~3,500 ~1,500
石炭の炭種やガス化炉メーカの型式等により性状は様々であるが,主要な成分はCO,H2,
CO2,CH4及びH2Oとなる。空気吹きガス化炉はN2がガス分圧の半分以上を占めるが,空気分
離装置の設備費が小さく,運用動力も小さくできるといったメリットがある。一方,酸素吹きガス
化炉は石炭ガス化のガス化剤としてASU(空気分離装置)にて分離された高純度のO2を用い
ている為,N2は非常に少ない。空気吹きガス化炉と酸素吹きガス化炉において大きな違いは
N2の含有量となる。
SNG製造を行う場合,COとH2の比を1:3にする必要があり,ガス冷却設備を出た後のガスの
一部をCOシフト反応設備に供給し,COをスチームとの反応によってH2ガスを製造,その際に副
生成されるCO2を分離回収することになる。SNG製造プロセスでは,N2はイナート成分となるた
め,酸素吹き石炭ガス化炉が適している。
‐5‐15‐
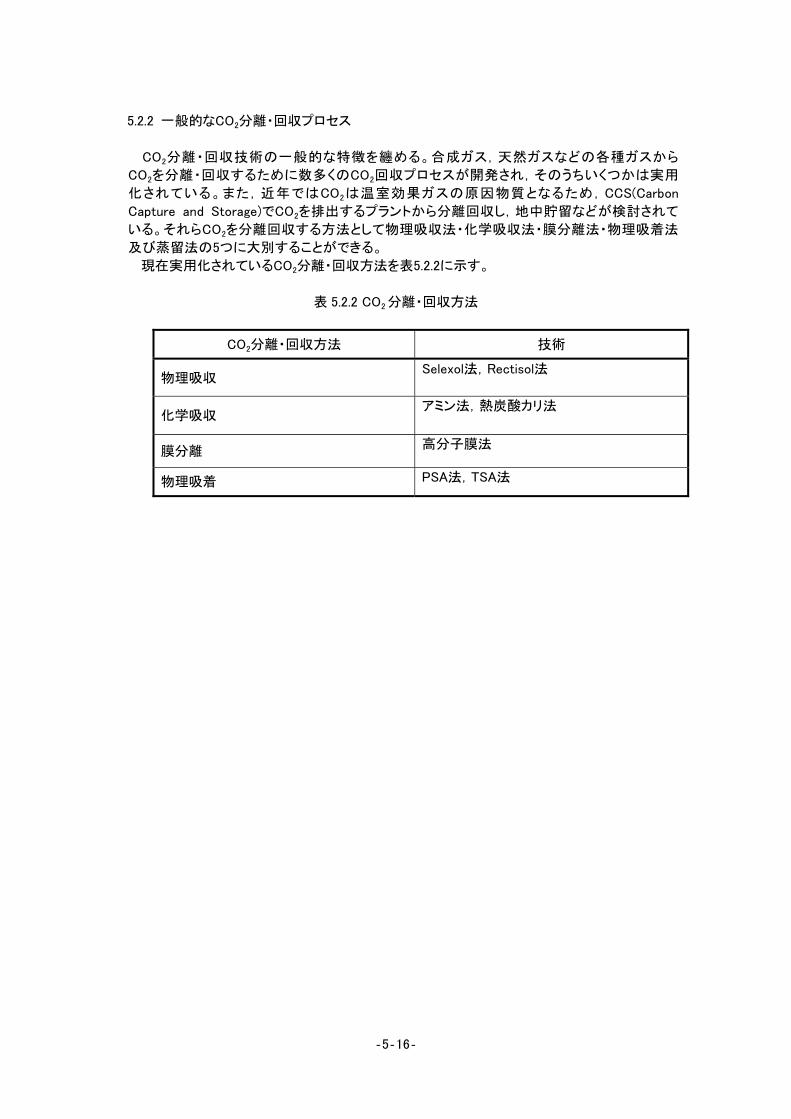
5.2.2 一般的なCO2分離・回収プロセス
CO2分離・回収技術の一般的な特徴を纏める。合成ガス,天然ガスなどの各種ガスから
CO2を分離・回収するために数多くのCO2回収プロセスが開発され,そのうちいくつかは実用
化されている。また,近年ではCO2は温室効果ガスの原因物質となるため,CCS(Carbon
Capture and Storage)でCO2を排出するプラントから分離回収し,地中貯留などが検討されて
いる。それらCO2を分離回収する方法として物理吸収法・化学吸収法・膜分離法・物理吸着法
及び蒸留法の5つに大別することができる。
現在実用化されているCO2分離・回収方法を表5.2.2に示す。
表 5.2.2 CO2 分離・回収方法
CO2分離・回収方法 技術
物理吸収 Selexol法,Rectisol法
化学吸収 アミン法,熱炭酸カリ法
膜分離 高分子膜法
物理吸着 PSA法,TSA法
‐5‐16‐

(1)物理吸収法
物理吸収法はCO2溶解度の高い溶液を用いて,高圧・低温環境下で物理的にCO2を吸収さ
せる方法であり,加圧することでCO2を吸収させるため,吸収塔内のCO2分圧が高いほど良い
除去性能を達成することが出来る。したがって,従来型ボイラーの燃焼排ガスのような低圧/
低濃度の原料ガスに対してのCO2分離・回収には不向きであるが,溶液再生は減圧(もしくは
加熱)にて行うことから,減圧のみの場合は再生用の熱源が不要となり有利である。石炭や重
質油,ペトロコークを原料としたガス化アンモニア合成・メタノール合成等,化成品の製品プラ
ントに多くの実績がある。
物理吸収法では,Selexol法,Rectisol法が代表的なプロセスである。どちらのプロセスにお
いても吸収液はCO2及びH2Sを同時に吸収する為,それぞれのガスを選択的に分離・回収する
為には,異なる圧力にてフラッシュ分離または溶剤の加熱再生を行う必要がある。物理吸収法
はシフト反応後の原料ガス中にCO2とH2Sが存在し,それぞれを分離回収する場合に適用され
る。したがって化学吸収法と異なり,一種類の溶剤でH2SとCO2をそれぞれ分離回収できるとい
う利点がある。精製ガス中のH2S濃度についても下げることができ,高濃度のH2Sガスを回収す
ることができる。
Selexol法,Rectisol法の詳細については,5.2.4項に説明する。
(2)化学吸収法
CO2と吸収液とを化学反応によりCO2を吸収除去する方法であり,天然ガスや石油随伴ガス
の精製,アンモニア合成ガスや水素ガスの製造・精製などの分野で商業用プラントも数多く稼
動している。
化学吸収の場合,物理吸収と違いCO2の吸収量がCO2の分圧にあまり影響を受けないので,
燃焼排ガスのような低圧で低濃度ガスに対しても,充分な除去性能を達成することができる。
しかし,吸収液は,分離・除去する成分を化学結合によって吸収しているため,吸収液を再生
させるには化学結合を切断する必要があり,吸収液の再生には大きなエネルギーを必要とす
る。
化学吸収法ではCO2/H2Sが共存するガスから,それぞれの成分を同時に分離回収できない。
すなわち,同時に分離回収を行った場合,CO2/H2Sを先に除去した精製ガスを得ることはでき
るが,回収したCO2中にH2Sが混入する為,回収したCO2の利用を考慮し,純度の高いCO2を得
ようとするCCS向けにはプロセスには不利になる。高濃度のH2Sも同様であり,例えば,純度の
良い硫酸回収を考慮するプロセスには不利となる。化学吸収法では,それぞれ分離回収でき
ないため,事前にH2Sを除去したガスからのCO2回収を行うこととなる。
化学吸収法の吸収液は,大別するとアミン系とその他に分けることができる。アミン系の場
合MEA(モノエタノールアミン),DEA(ジエタノールアミン),MDEA(メチルジエタノールアミン)等
が用いられる。その他では,熱炭酸カリ法がある。
アミン系では,MEAは低圧条件においてもCO2を吸収し,溶液が比較的安価である為,古く
から用いられてきた。しかし,H2Sも同時に除去する為,CO2のみ分離,回収することを目的とし
た場合に選択性に欠ける。また,腐食性が高く,吸収液の劣化が激しい等の問題がある。DEA
はMEAと比べて高圧の系においてCO2,H2Sの除去に用いられている。MEAと比較し選択性は
やや高く,吸収液が劣化しにくい。MDEAはMEAやDEAといった一級・二級アミンに比べ,CO2
の吸収性としては低いが,H2Sとの選択吸収性に優れ,腐食性も少ない。吸収液の劣化に関し
ては,各ライセンサーが独自の添加剤を開発し異なったプロセスを有し,MEAやDEAにおける
問題点は改善されている。
熱炭酸カリ法はアルカリ塩である炭酸カリ水溶液を用いる方法が代表的なプロセスである。
反応式はK2CO3+CO2+H2O⇔2KHCO3であり,この溶解反応平衡は温度により移動することを
利用して,低温で吸収操作,高温で再生操作が行われる。溶液の再生に多量のエネルギーが
‐5‐17‐
必要であり,上記のアミンプロセスと比較して装置が大型である。
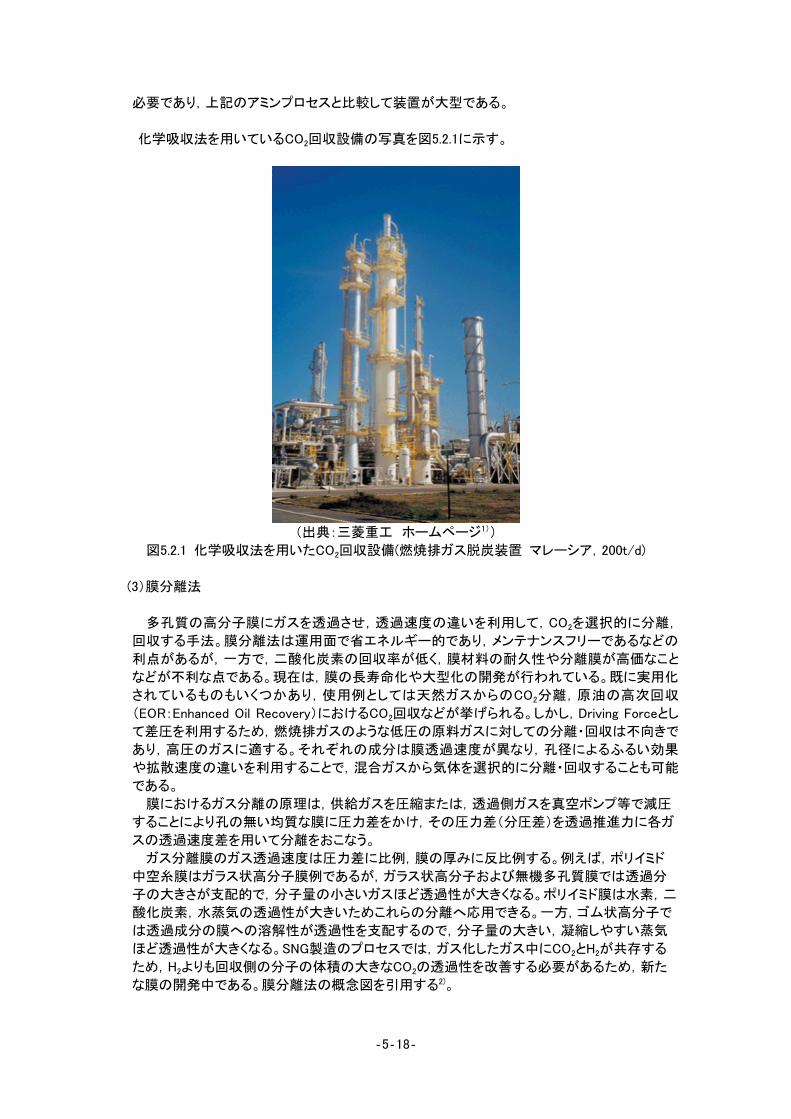
化学吸収法を用いているCO2回収設備の写真を図5.2.1に示す。
(出典:三菱重工 ホームページ1))
図5.2.1 化学吸収法を用いたCO2回収設備(燃焼排ガス脱炭装置 マレーシア,200t/d)
(3)膜分離法
多孔質の高分子膜にガスを透過させ,透過速度の違いを利用して,CO2を選択的に分離,
回収する手法。膜分離法は運用面で省エネルギー的であり,メンテナンスフリーであるなどの
利点があるが,一方で,二酸化炭素の回収率が低く,膜材料の耐久性や分離膜が高価なこと
などが不利な点である。現在は,膜の長寿命化や大型化の開発が行われている。既に実用化
されているものもいくつかあり,使用例としては天然ガスからのCO2分離,原油の高次回収
(EOR:Enhanced Oil Recovery)におけるCO2回収などが挙げられる。しかし,Driving Forceとし
て差圧を利用するため,燃焼排ガスのような低圧の原料ガスに対しての分離・回収は不向きで
あり,高圧のガスに適する。それぞれの成分は膜透過速度が異なり,孔径によるふるい効果
や拡散速度の違いを利用することで,混合ガスから気体を選択的に分離・回収することも可能
である。
膜におけるガス分離の原理は,供給ガスを圧縮または,透過側ガスを真空ポンプ等で減圧
することにより孔の無い均質な膜に圧力差をかけ,その圧力差(分圧差)を透過推進力に各ガ
スの透過速度差を用いて分離をおこなう。
ガス分離膜のガス透過速度は圧力差に比例,膜の厚みに反比例する。例えば,ポリイミド
中空糸膜はガラス状高分子膜例であるが,ガラス状高分子および無機多孔質膜では透過分
子の大きさが支配的で,分子量の小さいガスほど透過性が大きくなる。ポリイミド膜は水素,二
酸化炭素,水蒸気の透過性が大きいためこれらの分離へ応用できる。一方,ゴム状高分子で
は透過成分の膜への溶解性が透過性を支配するので,分子量の大きい,凝縮しやすい蒸気
ほど透過性が大きくなる。SNG製造のプロセスでは,ガス化したガス中にCO2とH2が共存する
ため,H2よりも回収側の分子の体積の大きなCO2の透過性を改善する必要があるため,新た
な膜の開発中である。膜分離法の概念図を引用する2)。
‐5‐18‐
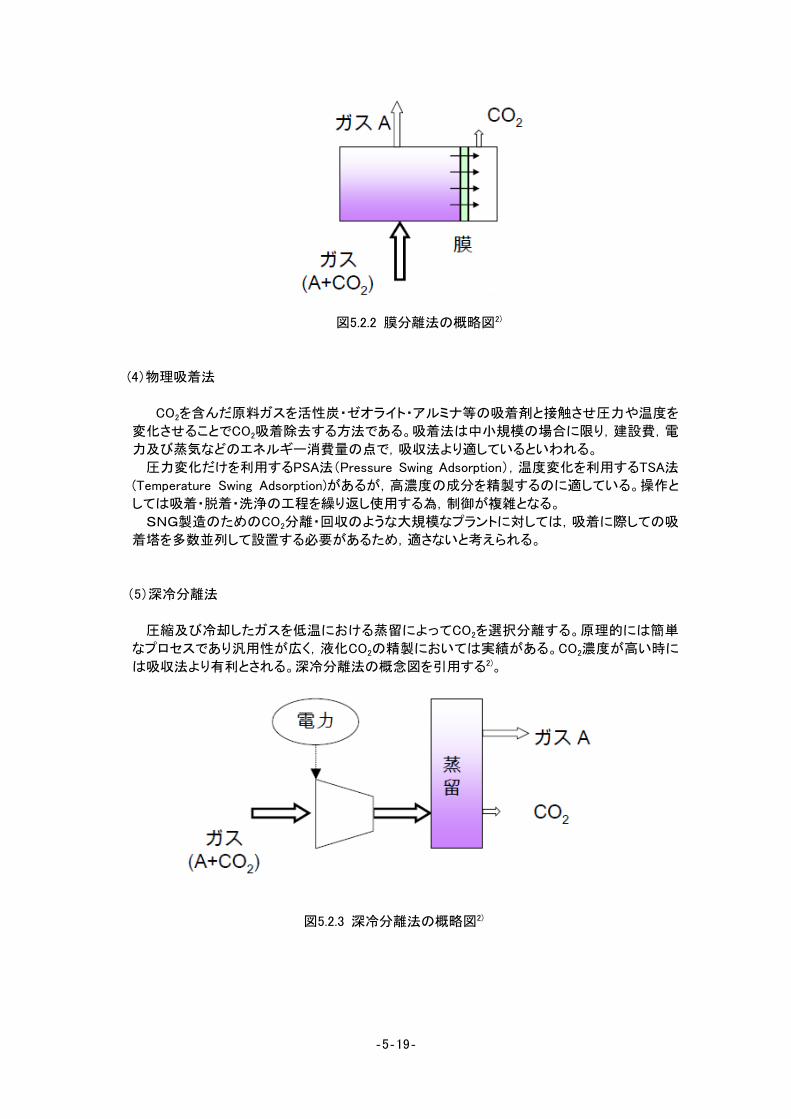
図5.2.2 膜分離法の概略図2)
(4)物理吸着法
CO2を含んだ原料ガスを活性炭・ゼオライト・アルミナ等の吸着剤と接触させ圧力や温度を
変化させることでCO2吸着除去する方法である。吸着法は中小規模の場合に限り,建設費,電
力及び蒸気などのエネルギー消費量の点で,吸収法より適しているといわれる。
圧力変化だけを利用するPSA法(Pressure Swing Adsorption),温度変化を利用するTSA法
(Temperature Swing Adsorption)があるが,高濃度の成分を精製するのに適している。操作と
しては吸着・脱着・洗浄の工程を繰り返し使用する為,制御が複雑となる。
SNG製造のためのCO2分離・回収のような大規模なプラントに対しては,吸着に際しての吸
着塔を多数並列して設置する必要があるため,適さないと考えられる。
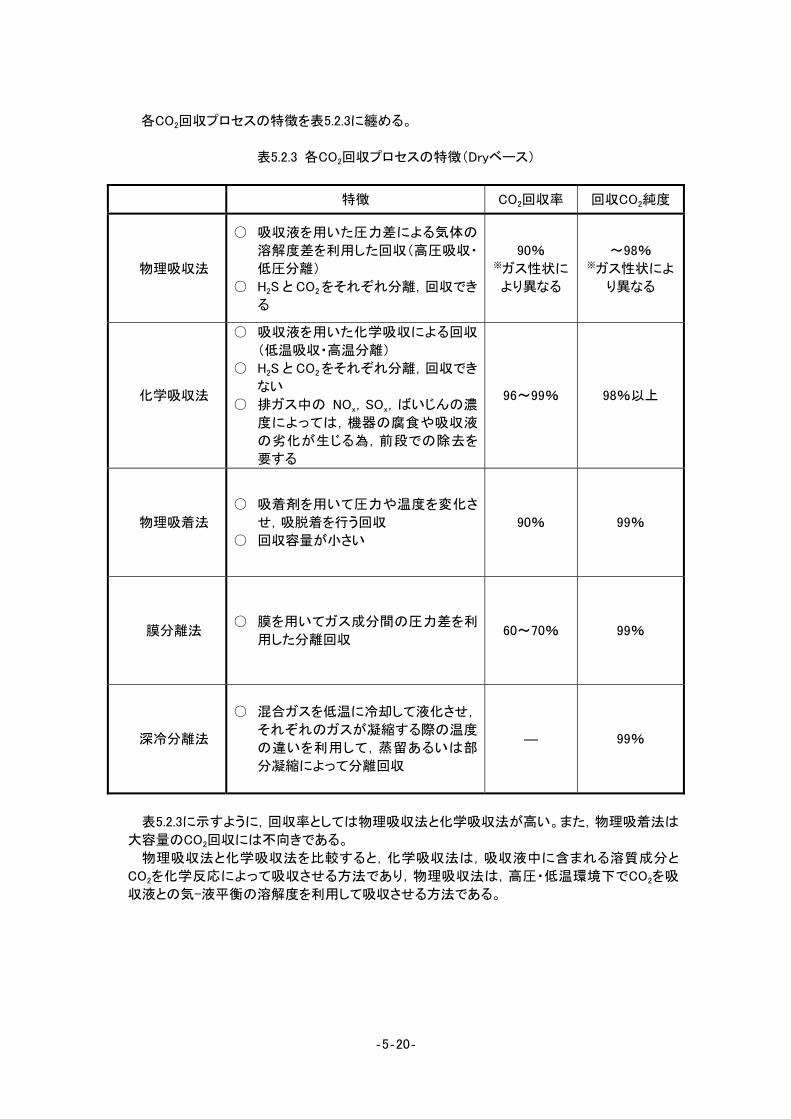
(5)深冷分離法
圧縮及び冷却したガスを低温における蒸留によってCO2を選択分離する。原理的には簡単
なプロセスであり汎用性が広く,液化CO2の精製においては実績がある。CO2濃度が高い時に
は吸収法より有利とされる。深冷分離法の概念図を引用する2)。
図5.2.3 深冷分離法の概略図2)
‐5‐19‐
各CO2回収プロセスの特徴を表5.2.3に纏める。
表5.2.3 各CO2回収プロセスの特徴(Dryベース)
特徴 CO2回収率 回収CO2純度
物理吸収法
○ 吸収液を用いた圧力差による気体の
溶解度差を利用した回収(高圧吸収・
低圧分離)
○ H2S と CO2 をそれぞれ分離,回収でき
る
90% ※ガス性状に
より異なる
~98% ※ガス性状によ
り異なる
化学吸収法
○ 吸収液を用いた化学吸収による回収
(低温吸収・高温分離)
○ H2S と CO2 をそれぞれ分離,回収でき
ない
○ 排ガス中の NOx,SOx,ばいじんの濃
度によっては,機器の腐食や吸収液
の劣化が生じる為,前段での除去を
要する
96~99% 98%以上
物理吸着法
○ 吸着剤を用いて圧力や温度を変化さ
せ,吸脱着を行う回収
○ 回収容量が小さい
90% 99%
膜分離法 ○ 膜を用いてガス成分間の圧力差を利
用した分離回収 60~70% 99%
深冷分離法
○ 混合ガスを低温に冷却して液化させ,
それぞれのガスが凝縮する際の温度
の違いを利用して,蒸留あるいは部
分凝縮によって分離回収
― 99%
表5.2.3に示すように,回収率としては物理吸収法と化学吸収法が高い。また,物理吸着法は
大容量のCO2回収には不向きである。
物理吸収法と化学吸収法を比較すると,化学吸収法は,吸収液中に含まれる溶質成分と
CO2を化学反応によって吸収させる方法であり,物理吸収法は,高圧・低温環境下でCO2を吸
収液との気-液平衡の溶解度を利用して吸収させる方法である。
‐5‐20‐

5.2.3 物理吸収法と化学吸収法の比較
5.2.2項で述べたように,空気吹き石炭ガス化炉と酸素吹き石炭ガス化炉では,窒素の含有
量が大きく異なる。したがってCO2分離・回収システムに供給されるCO2の分圧は酸素吹きガス
化炉の方が高くなる。
物理吸収法と化学吸収法の吸収液の吸収負荷を比較した場合,一般的に図5.2.4のような特
性がある。
物理吸収法であればCO2の吸収負荷はCO2の分圧に比例する。一方,化学吸収法の場合,
ある程度CO2の分圧が高くなれば,吸収負荷は飽和に達する。
圧力:P1のようなCO2の分圧が低い条件であれば,CO2吸収負荷:L1とL1’に示されるように,
化学吸収法の吸収液が物理吸収法のそれに優れる。一方,圧力:P2のようなCO2の分圧が高
い条件であれば,CO2吸収負荷:L2とL2’に示されるように物理吸収法の吸収液が化学吸収法
のそれに優れる。
物理吸収法と化学吸収法のCO2吸収負荷が同量となるCO2分圧Piを境にして高ければ物理
吸収法が,低ければ化学吸収法が有利となる。
CO2分圧
CO
2吸
収負
荷
Pi P2 P1
L1
L1’
L2
L2’
物理吸収法
化学吸収法
図5.2.4 CO2分圧とCO2吸収負荷の関係3)
しかし,吸収液の性能を評価する場合,単に単位重量当たりのCO2吸収負荷が大きい溶剤
が有利なわけではなく,CO2を吸収した(CO2 Rich)溶剤(Solvent)中のCO2から,CO2を放散した
後(CO2 Lean)の溶剤(Solvent)中のCO2の差,すなわち,(Rich Solvent中CO2)-(Lean Solvent中
のCO2)の差が大きく,かつ溶剤再生に要するエネルギーが小さい溶剤が最も好ましい。したが
って,単にCO2吸収負荷が大きくても,結合性が強くCO2を放散しにくい溶剤や再生エネルギー
が大きい溶剤は不利となるため,吸収方式の優劣を評価する際には,溶剤の吸収特性だけで
はなく,再生エネルギーも考慮して判断する必要がある。
したがって,図5.2.4から,空気吹きガス化炉ではCO2分圧が低くなり,酸素吹きガス化炉では
CO2分圧が高くなることから,酸素吹きガス化炉を用いるSNG製造においては,物理吸収によ
るCO2分離・回収が適していると判断できる。
また,図5.2.5にSNG製造における,物理吸収法と化学吸収法のCO2/H2S回収フロー例を示
す。本調査では,回収したCO2はCCSまたはEORに使用することと,後続のメタン合成工程のメ
タネーション触媒の被毒物質となるS分を1ppm以下に除去しなければならないことから,
CO2/H2Sを選択的分離が不可欠である。物理吸収法では,CO2とH2Sを同一の吸収液にて同時
に吸収でき,H2Sの回収はリボイラによる加熱再生にて行い,CO2の回収は減圧フラッシュを多
段で行い,CO2とH2Sをそれぞれ選択的に分離することが可能であるため,物理吸収法が有利
である。
‐5‐21‐
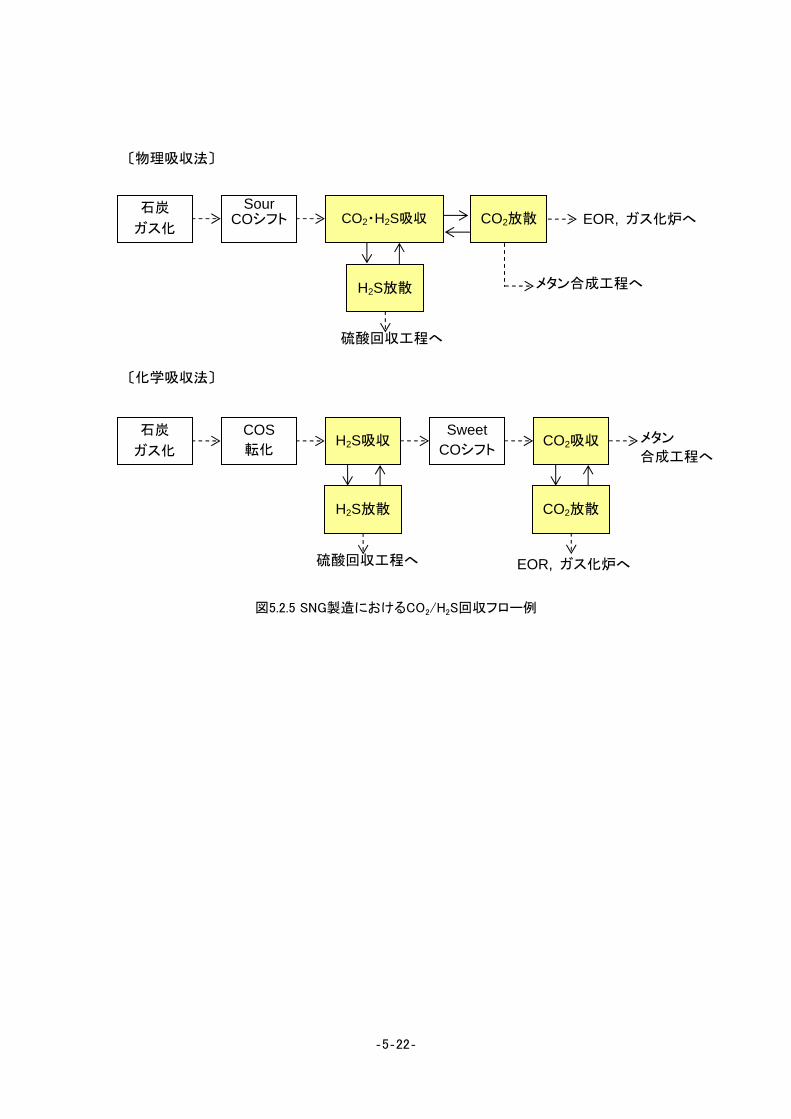
〔物理吸収法〕
CO2・H2S吸収
硫酸回収工程へ
H2S放散 メタン合成工程へ
EOR, ガス化炉へ CO2放散Sour
COシフト ガス化
石炭
〔化学吸収法〕
石炭
ガス化
COS 転化
H2S吸収
H2S放散
Sweet COシフト
硫酸回収工程へ EOR, ガス化炉へ
CO2放散
CO2吸収 メタン 合成工程へ
図5.2.5 SNG製造におけるCO2/H2S回収フロー例
‐5‐22‐
5.2.4 物理吸収法によるCO2分離・回収方法
物理吸収法によるCO2分離・回収方法として,Selexol法,Rectisol法の概要を説明する。
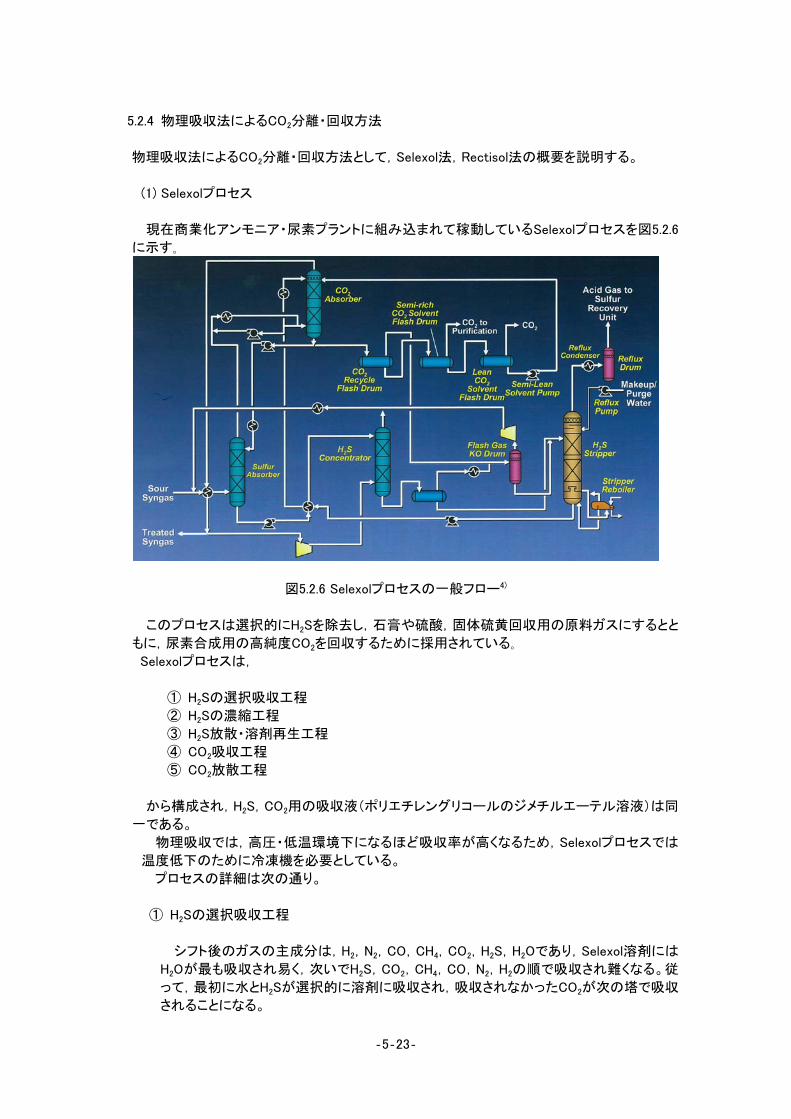
(1) Selexolプロセス
現在商業化アンモニア・尿素プラントに組み込まれて稼動しているSelexolプロセスを図5.2.6
に示す。
図5.2.6 Selexolプロセスの一般フロー4)
このプロセスは選択的にH2Sを除去し,石膏や硫酸,固体硫黄回収用の原料ガスにするとと
もに,尿素合成用の高純度CO2を回収するために採用されている。
Selexolプロセスは,
① H2Sの選択吸収工程
② H2Sの濃縮工程
③ H2S放散・溶剤再生工程
④ CO2吸収工程
⑤ CO2放散工程
から構成され,H2S,CO2用の吸収液(ポリエチレングリコールのジメチルエーテル溶液)は同
一である。
物理吸収では,高圧・低温環境下になるほど吸収率が高くなるため,Selexolプロセスでは
温度低下のために冷凍機を必要としている。
プロセスの詳細は次の通り。
① H2Sの選択吸収工程
シフト後のガスの主成分は,H2,N2,CO,CH4,CO2,H2S,H2Oであり,Selexol溶剤には
H2Oが最も吸収され易く,次いでH2S,CO2,CH4,CO,N2,H2の順で吸収され難くなる。従
って,最初に水とH2Sが選択的に溶剤に吸収され,吸収されなかったCO2が次の塔で吸収
されることになる。
‐5‐23‐
COシフトガスは,Sulfur吸収塔に送られ,塔頂から流下するCO2 を含む吸収液
(Semi-Rich Solvent)と向流接触して,H2S,水が選択的に吸収される。
吸収塔の形式としては,気液接触を効率的に行い,設備をコンパクト化する観点から,
通常充填塔が採用される。
Sulfur Absorberでは,H2S以外の若干のN2,H2,CO,CO2もその分圧や吸収液との親和
性に基づいて吸収される。
H2S を 含 む 吸 収 液 は , H2S Stripper の 塔 底 液 と 熱 交 換 し て 加 熱 さ れ た 後 , H2S
Concentratorに送られる。
一方,H2Sを除去されたガスは,Sulfur Absorber塔頂から,CO2 Absorberに送られる。
② H2Sの濃縮工程
この工程は,回収されたH2Sに同伴されて系外に取り出されるCO,H2などの有効ガスを
極力少なくするため,溶剤中に吸収された有効ガスを回収することを目的としている。
H2S Concentratorには,CO2吸収塔の塔頂からの精製ガスの一部が圧縮された後,ス
トリッピング用のガスとして塔底に吹き込まれ,塔頂に供給されるSulfur Absorber塔底液
(Rich Solvent)と向流接触される。
これによって溶解していたN2,H2,CO,CO2などのガスを放散させ,これらの放散ガスと
ともに圧縮された後Sulfur Absorber入口にリサイクルされる。
H2S Concentratorの塔底液は,フラッシュドラムに送られてフラッシュされ,さらにCO2な
どの溶存ガスが除去される。
フラッシュドラムからのガスは,CO2 Recycle Flash DrumからのガスとともにFlash Gas
KO Drumに送られ,気液分離される。分離されたガスは,Flash Gas Compressorによって
圧縮された後,Sulfur Absorberにリサイクルされる。
H2S Concentratorとフラッシュドラムによって吸収液中に溶存していたH2,CO,CO2など
を除去し,これによって吸収液中のH2S濃度を高めることができる。
溶存ガスを除去された吸収液は,H2S Stripperに送られる。
③ H2S放散・溶剤再生工程
H2S Stripperは,リボイラ付きの充填塔であり,リボイラでのスチーム加熱によって,吸収
液中のH2Sや一部の水,CO2が放散され,塔頂から取り出される。
塔頂ガスはReflux Condenserで冷却され,含有する水が凝縮される。凝縮水は,Reflux
Drumで分離され,一部はH2S Stripperに還流液としてリサイクルされ,残りは系外に取り出
される。
一方,Reflux Drumからのガスは,COやH2をほとんど含まず,主としてH2S,CO2からなる
ガスであり,通常硫黄回収工程や焼却炉に送られる。
なお,Reflux Pumpには,Make-up水ラインが接続されている。このMake-up水は,系内の
溶剤中の水分濃度を一定濃度に保つため,必要に応じて塔頂から給水される。
一方,H2S Stripperからの塔底液(Lean Solvent)は,ポンプによって昇圧され,Sulfur
Absorber塔底液と熱交換して冷却された後,さらにChillerで冷却され,CO2 Absorberに送ら
れる。
④ CO2吸収工程
Sulfur AbsorberでH2Sを除去された塔頂ガスは,H2S Stripper塔底から送られてくるLean
Solventの一部と混合され,CO2 Absorberに供給される。
CO2 Absorberは充填塔であり,Semi-Lean Solvent並びに冷却されたLean SolventはCO2
‐5‐24‐

Absorberの塔頂に供給され,ガスと向流接触することによってCO2が吸収される。
CO2 Absorberの塔底液は,一部はポンプで昇圧された後,H2S吸収用の溶剤としてSulfur
Absorberに供給される。
CO2 Absorber塔底液の大部分は,CO2 Recycle Flash Drumに送られてフラッシュされる。
このドラムでのフラッシュガスは,CO2純度が低いため,Flash Gas KO Drumに送られ,昇圧
後Sulfur Absorberにリサイクルされる。
CO2を吸収した溶剤の多段フラッシュでは,1段目(HPフラッシュドラム),2段目(MPフラッ
シュドラム),3段目(LPフラッシュドラム)となるほどCO2純度が高くなり,2段目,3段目の回
収CO2が高純度CO2としてCCS用に取り出される。ただし,CO2の回収率を上げるために4段
目の真空フラッシュドラムを設置すると,回収CO2量は増えるものの,H2SやH2Oが微量に同
伴され,CO2濃度が落ちることに留意すべきである。
通常CO2を80%程度回収する場合は,減圧フラッシュドラムによるCO2回収が可能であ
るが,90%回収を目標とする場合は真空フラッシュが必要になる。この場合,この工程で回
収されたCO2は,真空圧縮機によって昇圧する必要がある。
(2) Rectisolプロセス
メタノールプラント用に採用されたRectisolプロセスの概要は次の通り。また,図5.2.7に
Rectisolプロセスの一般フローを示す。
図5.2.7 Rectisolプロセスの一般フロー5)
RectisolプロセスはLurgiとLindeがライセンスを所有しており,メタノールを洗浄液として使
用し,粗合成ガス中のH2S,CO,COSを除去できるプロセスとして,石炭ガス化ベースでの
アンモニアプラントやメタノールプラントに数多く採用されている。
たとえばメタノールプラントでは,メタノール合成触媒であるCu/ZnO触媒の許容H2S濃度
が0.5ppm以下である為,RectisolプロセスによってH2SやCOSをそれぞれ0.4ppm,0.3ppmに
している。このプロセスのガスの精製度は非常に高く,メタノール循環量や冷凍負荷を上げ
ることによってH2S濃度0.1ppm程度の高純度の合成ガスに精製できる。
メタノール溶剤に対するガスの溶解性は,H2<N2<CO<CH4<CO2<COS <H2Sであり,
Selexol溶剤と同じ溶解特性である。HCN,NH3,メルカプタンのような硫黄化合物はH2Sより
‐5‐25‐

も溶解性が高いため非常に少量の溶剤による予備洗浄によって除去することが可能であ
る。
本調査で検討したRectisol法について,より詳細プロセスは後述する。
RectisolプロセスとSelexolプロセスに用いる吸収液と条件の比較を表5.2.4に示す。
表5.2.4 RectisolとSelexolの吸収液と条件の比較
プロセス名 Rectisol Selexol
ライセンサー Linde/Lurgi UOP
吸収液 メタノール ポリエチレングリコール
のジメチルエーテル溶液
精製ガス中のH2S <0.1ppm <1ppm
精製ガス中のCO2 <10ppm 条件によって異なる
吸収温度 0℃以下(-40℃) ~常温
吸収圧力 高圧 高圧
特徴
天然ガス・合成ガス・石炭ガス化・
製品合成等の分野にて使用。
COS,CS2,RSH等も吸収する。
溶液劣化は少ないが,HCNにより
劣化する。再生フローが複雑。実
績多数。
主として天然ガス分野に
て使用。COS,CS2,RSH
(メルカプタン類)等も吸
収し,溶液劣化は少な
い。実績多数。
‐5‐26‐

(3) 物理吸収法の比較評価
化成品合成プラントや天然ガス精製プラントで数多くの実績のあるRectisolプロセスとSelexol
プロセスの比較を表5.2.5に示す。
表5.2.5 SelexolプロセスとRectisolプロセスの比較
Selexolプロセス Rectisolプロセス
プロセスオーナ UOP Lurgi/Linde
最大CO2除去率 95% ほぼ100%
運転温度 -18~5℃ -62~-40℃
精製ガスの不純物 ppmレベル 1ppm以下
設備費 廉価 高価
運転費 (ベース) ベースと同等もしくは廉価
吸収液の価格 高価 廉価
所要動力 (ベース) 大
(出典:平成19年度 石炭ガス化技術等実証普及事業 成果報告書,財団法人 地球環境産業技
術研究機構3)を一部加筆修正)
上記の通り,Rectisol法は,精製ガス中のH2S等不純物をかなり低くできる。COシフト反
応に用いられる触媒の被毒成分になるS分は,1ppm以下に抑えなければならないが,財団
法人 地球環境産業技術研究機構の調査によると,出口S分濃度として,Selexol法:4ppm,
Rectisol法:1ppm程度になる。また,NETL(National Energy Technology Laboratory)のレポ
ートによると,Selexol法では,2段階でS分を除去する方法が検討されているが,まだ実績
がない。一方,POSCOによると,2013年竣工予定でSNG製造プラントのプロジェクトが進行
中であり,CO2分離・回収設備では,LindeのRectisol法を用いたプロセスで検討されている。
なお,POSCOのプロジェクトでは,ガス化はConocoPhilipsのE-GasTM Technology,メタネー
ションはHaldor TopsoeのTREMPTMが計画されている(図5.2.8)6)。このプロジェクトでは,石油
コークスを20%ブレンドした5,500ton/日の亜瀝青炭を使用し,0.5MMtpy(78MMSCFD)のSNG
を製造されることが計画されている。
図5.2.8 POSCOプロジェクト参画会社と方式6)
‐5‐27‐
本検討調査においては,触媒被毒の原因物質となるS分を1ppm以下に抑える必要があ
るため選択分離性能に優位であり,上記のように実績もあるため,性能面と実績の観点か
ら,Rectisolプロセスを採用し検討を行うものとする。
図5.2.9 Rectisolプロセスの実績例7)
(Shanghai coking & Chemical Corportation, Syngas:354,750m3N/h)
‐5‐28‐
5.3 CO2回収工程プロセスフロー
5.3.1 CO2回収工程の設計
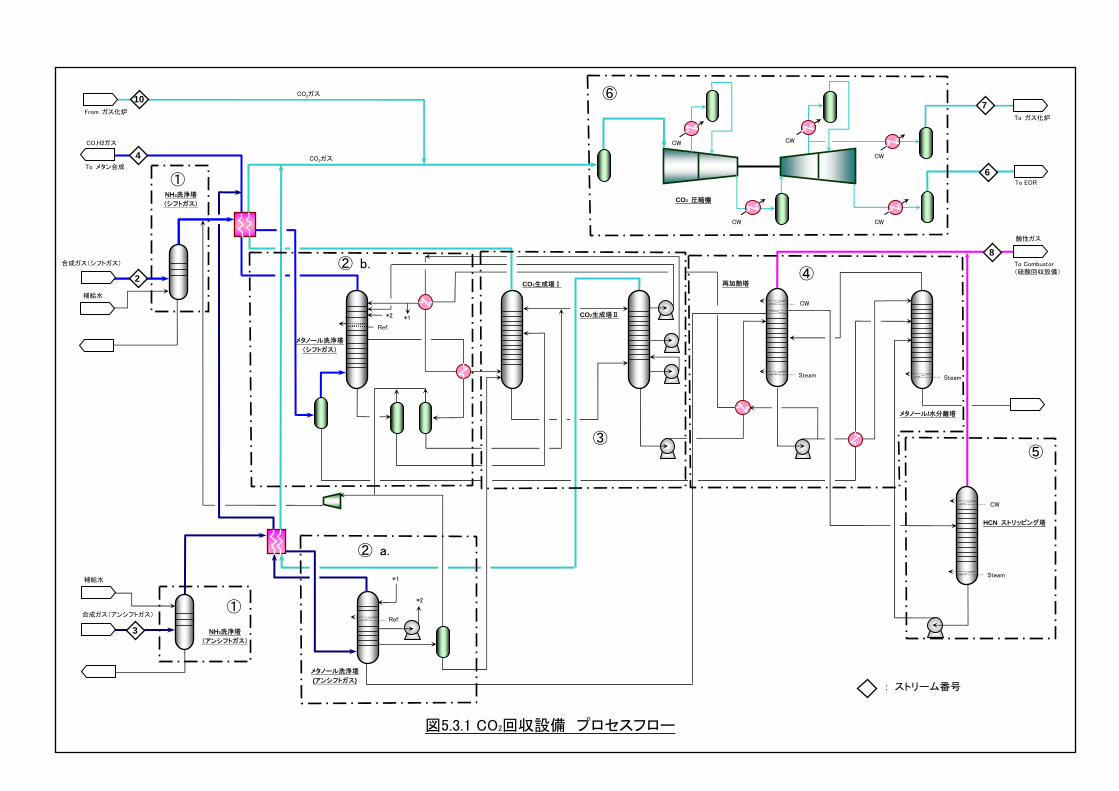
本検討ではRectisol法を用いてプロセス検討を行った。図5.3.1にRectisol法でのプロセスフロ
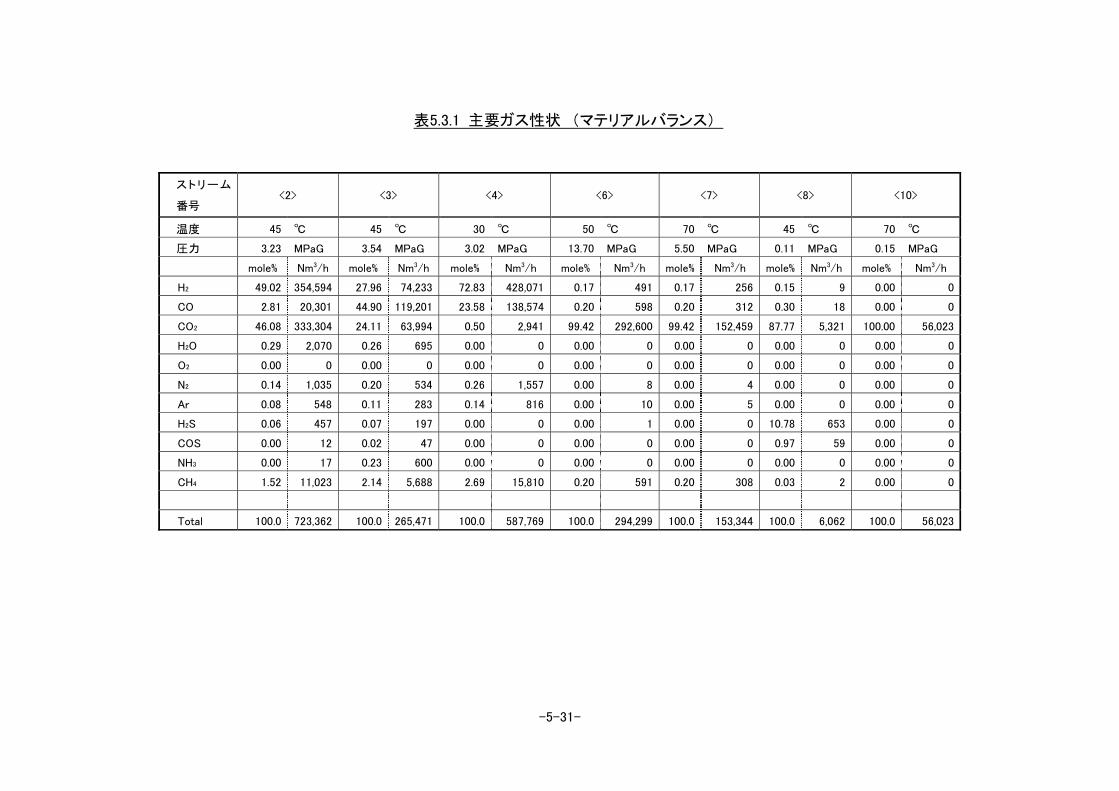
ーダイアグラム,および表5.3.1ストリームデータを示す。
CO2回収工程では,後続のメタン合成工程にて,次式で示される反応でメタンを効率良く合成
させるため,メタン合成工程に入るガスを適切な比率の組成にする必要がある。従って,原料
ガスの多くはCOシフト反応させてCO2とするが(シフトガス),一部はバイパスし,COシフトさせ
ていないガス(アンシフトガス)として,CO2回収工程で処理する必要がある。
CO + 3H2 CH4 + H2O
設計条件に用いた,CO2回収設備入口ガス組成を次にまとめる。
シフトガス アンシフトガス 温度 45℃ 45℃ 圧力 3.21MPaG 3.54MPaG mole% mole% H2 49.04 27.96 CO 2.75 44.90 CO2 46.11 24.11 H2O 0.29 0.26 O2 0.00 0.00 N2 0.14 0.20 Ar 0.08 0.11 H2S 0.06 0.07 COS 0.00 0.02 NH3 0.00 0.23 CH4 1.52 2.14 Total 100.0 100.0
回収されるCO2の仕様を次にまとめる。
CO2 vol% ≧ 98.5
Total –S, vol ppm ≦ 10
Methanol vol ppm ≦ 200
H2O vol ppm ≦ 100
本検討でのRectisolプロセスにおいて,CO2回収率は96.8%となる。
回収したCO2のうち,約28%のCO2をガス化炉へ送り,約72%のCO2を圧縮機により圧縮して,
EOR,またはCCSとして油田へ送る計画としている。
CO2圧縮機は,スチームタービンで駆動され,圧縮機の段数は4段,0.25MPaAから
14.00MPaAまで昇圧し,EOR,またはCCS設備へ送る。
-5-29-
-5-30- 図5.3.1 CO2回収設備 プロセスフロー
*1
*1
Ref.
Ref.
Steam Steam
Steam
CW
CW
CW
CW
CW
CW
CW
補給水
CO2ガス
酸性ガス
CO,H2ガス
合成ガス(シフトガス)
合成ガス(アンシフトガス)
To メタン合成
To Combustor (硫酸回収設備)
To ガス化炉
To EOR
2
3
4
6
7
8
: ストリーム番号
From ガス化炉
10 CO2ガス
*2
*2
NH3洗浄塔
(シフトガス)
①CO2 圧縮機
⑥
①
NH3洗浄塔
(アンシフトガス)
メタノール洗浄塔
(アンシフトガス)
② a.
メタノール洗浄塔
(シフトガス)
CO2生成塔Ⅰ
CO2生成塔Ⅱ
再加熱塔
メタノール/水分離塔
HCN ストリッピング塔
⑤
④
③
② b.
補給水
-5-31-
ストリーム
番号 <2> <3> <4> <6> <7> <8> <10>
温度 45 ℃ 45 ℃ 30 ℃ 50 ℃ 70 ℃ 45 ℃ 70 ℃
圧力 3.23 MPaG 3.54 MPaG 3.02 MPaG 13.70 MPaG 5.50 MPaG 0.11 MPaG 0.15 MPaG
mole% Nm3/h mole% Nm3/h mole% Nm3/h mole% Nm3/h mole% Nm3/h mole% Nm3/h mole% Nm3/h
H2 49.02 354,594 27.96 74,233 72.83 428,071 0.17 491 0.17 256 0.15 9 0.00 0
CO 2.81 20,301 44.90 119,201 23.58 138,574 0.20 598 0.20 312 0.30 18 0.00 0
CO2 46.08 333,304 24.11 63,994 0.50 2,941 99.42 292,600 99.42 152,459 87.77 5,321 100.00 56,023
H2O 0.29 2,070 0.26 695 0.00 0 0.00 0 0.00 0 0.00 0 0.00 0
O2 0.00 0 0.00 0 0.00 0 0.00 0 0.00 0 0.00 0 0.00 0
N2 0.14 1,035 0.20 534 0.26 1,557 0.00 8 0.00 4 0.00 0 0.00 0
Ar 0.08 548 0.11 283 0.14 816 0.00 10 0.00 5 0.00 0 0.00 0
H2S 0.06 457 0.07 197 0.00 0 0.00 1 0.00 0 10.78 653 0.00 0
COS 0.00 12 0.02 47 0.00 0 0.00 0 0.00 0 0.97 59 0.00 0
NH3 0.00 17 0.23 600 0.00 0 0.00 0 0.00 0 0.00 0 0.00 0
CH4 1.52 11,023 2.14 5,688 2.69 15,810 0.20 591 0.20 308 0.03 2 0.00 0
Total 100.0 723,362 100.0 265,471 100.0 587,769 100.0 294,299 100.0 153,344 100.0 6,062 100.0 56,023
表5.3.1 主要ガス性状 (マテリアルバランス)
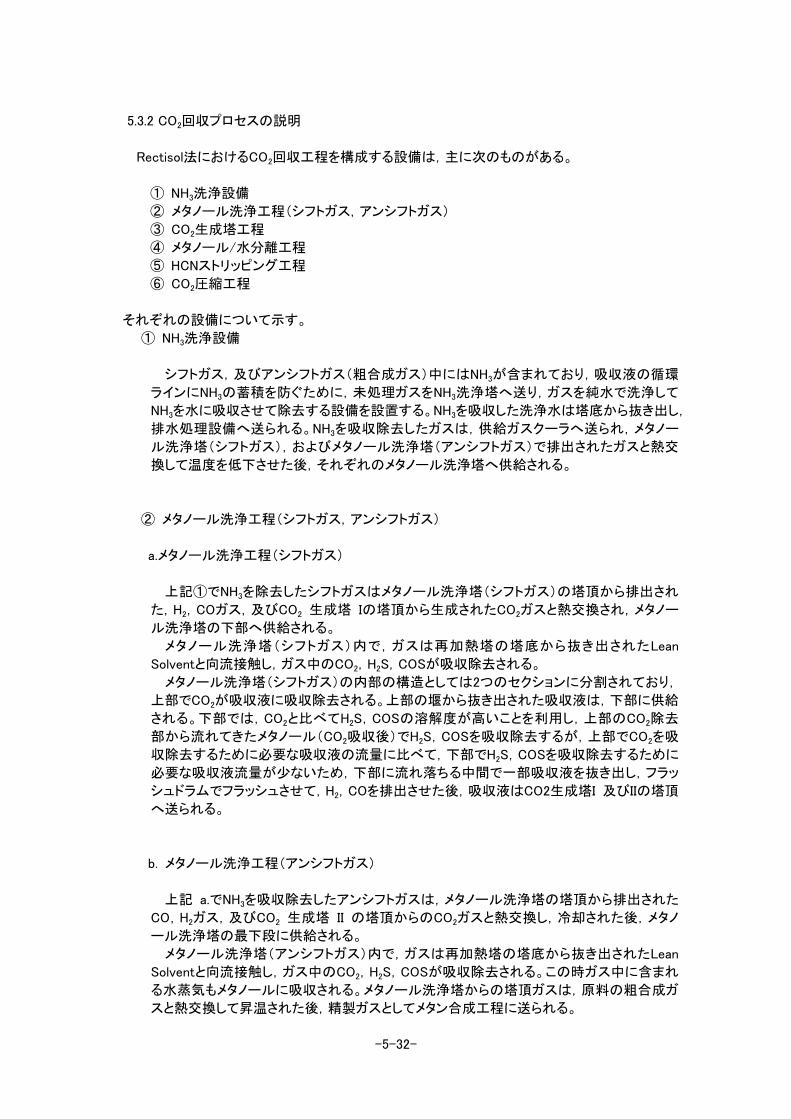
5.3.2 CO2回収プロセスの説明
Rectisol法におけるCO2回収工程を構成する設備は,主に次のものがある。
① NH3洗浄設備
② メタノール洗浄工程(シフトガス,アンシフトガス)
③ CO2生成塔工程
④ メタノール/水分離工程
⑤ HCNストリッピング工程
⑥ CO2圧縮工程
それぞれの設備について示す。
① NH3洗浄設備
シフトガス,及びアンシフトガス(粗合成ガス)中にはNH3が含まれており,吸収液の循環
ラインにNH3の蓄積を防ぐために,未処理ガスをNH3洗浄塔へ送り,ガスを純水で洗浄して
NH3を水に吸収させて除去する設備を設置する。NH3を吸収した洗浄水は塔底から抜き出し,
排水処理設備へ送られる。NH3を吸収除去したガスは,供給ガスクーラへ送られ,メタノー
ル洗浄塔(シフトガス),およびメタノール洗浄塔(アンシフトガス)で排出されたガスと熱交
換して温度を低下させた後,それぞれのメタノール洗浄塔へ供給される。
② メタノール洗浄工程(シフトガス,アンシフトガス)
a.メタノール洗浄工程(シフトガス)
上記①でNH3を除去したシフトガスはメタノール洗浄塔(シフトガス)の塔頂から排出され
た,H2,COガス,及びCO2 生成塔 Iの塔頂から生成されたCO2ガスと熱交換され,メタノー
ル洗浄塔の下部へ供給される。
メタノール洗浄塔(シフトガス)内で,ガスは再加熱塔の塔底から抜き出されたLean
Solventと向流接触し,ガス中のCO2,H2S,COSが吸収除去される。
メタノール洗浄塔(シフトガス)の内部の構造としては2つのセクションに分割されており,
上部でCO2が吸収液に吸収除去される。上部の堰から抜き出された吸収液は,下部に供給
される。下部では,CO2と比べてH2S,COSの溶解度が高いことを利用し,上部のCO2除去
部から流れてきたメタノール(CO2吸収後)でH2S,COSを吸収除去するが,上部でCO2を吸
収除去するために必要な吸収液の流量に比べて,下部でH2S,COSを吸収除去するために
必要な吸収液流量が少ないため,下部に流れ落ちる中間で一部吸収液を抜き出し,フラッ
シュドラムでフラッシュさせて,H2,COを排出させた後,吸収液はCO2生成塔I 及びIIの塔頂
へ送られる。
b. メタノール洗浄工程(アンシフトガス)
上記 a.でNH3を吸収除去したアンシフトガスは,メタノール洗浄塔の塔頂から排出された
CO,H2ガス,及びCO2 生成塔 II の塔頂からのCO2ガスと熱交換し,冷却された後,メタノ
ール洗浄塔の最下段に供給される。
メタノール洗浄塔(アンシフトガス)内で,ガスは再加熱塔の塔底から抜き出されたLean
Solventと向流接触し,ガス中のCO2,H2S,COSが吸収除去される。この時ガス中に含まれ
る水蒸気もメタノールに吸収される。メタノール洗浄塔からの塔頂ガスは,原料の粗合成ガ
スと熱交換して昇温された後,精製ガスとしてメタン合成工程に送られる。
-5-32-
メタノール洗浄塔(アンシフトガス)の内部の構造としては3つのセクションに分割されてお
り,上部でCO2が吸収液に吸収除去される。上部の堰から抜き出された吸収液は,熱交換
されて冷却された後,塔中央部に供給される。中央部では,CO2と比べてH2S,COSの溶解
度が高いことを利用し,上部のCO2除去部から流れてきたメタノール(CO2吸収後)でH2S,
COSを吸収除去する。中央部でH2S,COSを吸収した吸収液は,下部へ流れてH2S,COSよ
りも溶解度が高いHCNを吸収除去する。
一方,CO2,H2S,COSの酸性ガスを吸収した下部の吸収液(Rich Solvent)は,フラッシュ
ドラムで溶存しているH2,N2,COなどを除去された後,CO2 生成塔 I に送られる。フラッシ
ュしたガスは,圧縮された後,合成ガス(シフトガス)のラインに供給される。
塔底のHCNを吸収したメタノール/水が混ざった吸収液は,塔底から抜き出され,再加熱
器の塔頂で熱交換され,HCNストリッピング塔へ送られる。
③ CO2生成工程
メタノール洗浄塔(シフトガス)で下部に流れ落ちる中間で一部吸収液を抜き出し,フラッ
シュドラムでフラッシュさせて,H2,COを排出させた後のCO2を多く含む吸収液はCO2生成
塔I 及びIIの塔頂へ送られ,CO2が放出される。
上記に加えて,CO2生成塔Iでは,メタノール洗浄塔(シフトガス)の塔底から抜き出され,
フラッシュドラムでH2,COをフラッシュで排出させた後の吸収液をCO2生成塔Iの中段部へ供
給される。CO2生成塔Iで排出されたガスは,主として溶解しているCO2が若干のH2,CO,N2
とともに塔頂より取り出される。このガスは,メタノール洗浄塔(シフトガス)入口ガスと熱交
換して加温された後,CO2圧縮工程に送られる。CO2純度は99mol%以上である。また,CO2
生成塔Iの塔底液は,CO2 生成塔IIに送られ,CO2が放出される。
CO2生成塔IIの塔底液は,CO2を除去されたH2Sリッチの液であり,生成塔の塔底液(Lean
Solvent)と熱交換して加温された後,再加熱塔に送られる。
④ メタノール/水分離工程
CO2生成塔IIの塔底液はH2Sリッチのガスであり,再加熱塔の上段へ供給される。再加熱
塔はリボイラを有し,塔底液中に溶存するH2Sは,リボイラにて低圧蒸気でストリップされて,
CO2とともに塔頂より取り出される。
塔頂のガスは溶剤であるメタノールを含むため,冷却水で冷却され,凝縮液は再加熱塔の
塔頂に戻され,ガスは硫酸回収工程に送られる。
再加熱塔の塔底液は,水などの高沸点物を含むメタノールであり,溶剤であるメタノール
を回収するため,再生されたメタノールとして抜き出され,再加熱塔の供給と熱交換して冷却
された後,メタノール洗浄塔(シフトガス),およびメタノール洗浄塔(アンシフトガス)の上段へ
供給され,一部はメタノール/水分離塔の上段へ供給される。
メタノール/水分離塔は再加熱塔の塔底から抜き出された吸収液を上段へ供給し,スチー
ム加熱によるリボイラを有する蒸留塔である。また,メタノール洗浄塔(シフトガス)の塔頂か
ら排出されて合成ガス(シフトガス)と熱交換後にフラッシュさせた凝縮液は中上段へ,⑤で
後述するHCNストリッピング塔の塔底から抜き出された塔底液は中段へ供給される。塔下段
に設置されたリボイラにより,中圧蒸気で蒸留され,塔頂からメタノール蒸気が,塔底から水
が分離されて取り出される。この水は通常,冷却された後排水処理工程に送られる。
塔頂のメタノール蒸気は,再加熱塔へ送られ,最終的には溶剤として塔底から抜き出され
る。
-5-33-

⑤ HCNストリッピング工程
メタノール洗浄塔(アンシフトガス)の塔底から抜き出された吸収液は,吸収液を劣化させる
原因となるHCNが吸収された液となる。メタノール洗浄塔(アンシフトガス)の塔底から抜き出
された吸収液は,再加熱塔の上段で熱交換により温度を上昇させた後,HCNストリッピング
塔の中段へ供給される。HCNストリッピング塔の下段に設置されているリボイラにより,低圧
蒸気で加熱され,上段のコンデンサーでメタノールを凝縮させた後の気化したHCNが多く含ま
れた蒸気は塔頂から排出され,再加熱塔の塔頂から排出されたH2Sリッチのガスとともに硫
酸回収工程へ送られる。
⑥ CO2圧縮工程
CO2圧縮工程では,スチームタービンで駆動し,圧縮機は4段,0.25MPaAから14.00MPaAま
で昇圧して,EOR,またはCCS設備へ送る。CO2の純度は,98.5%となる。
-5-34-
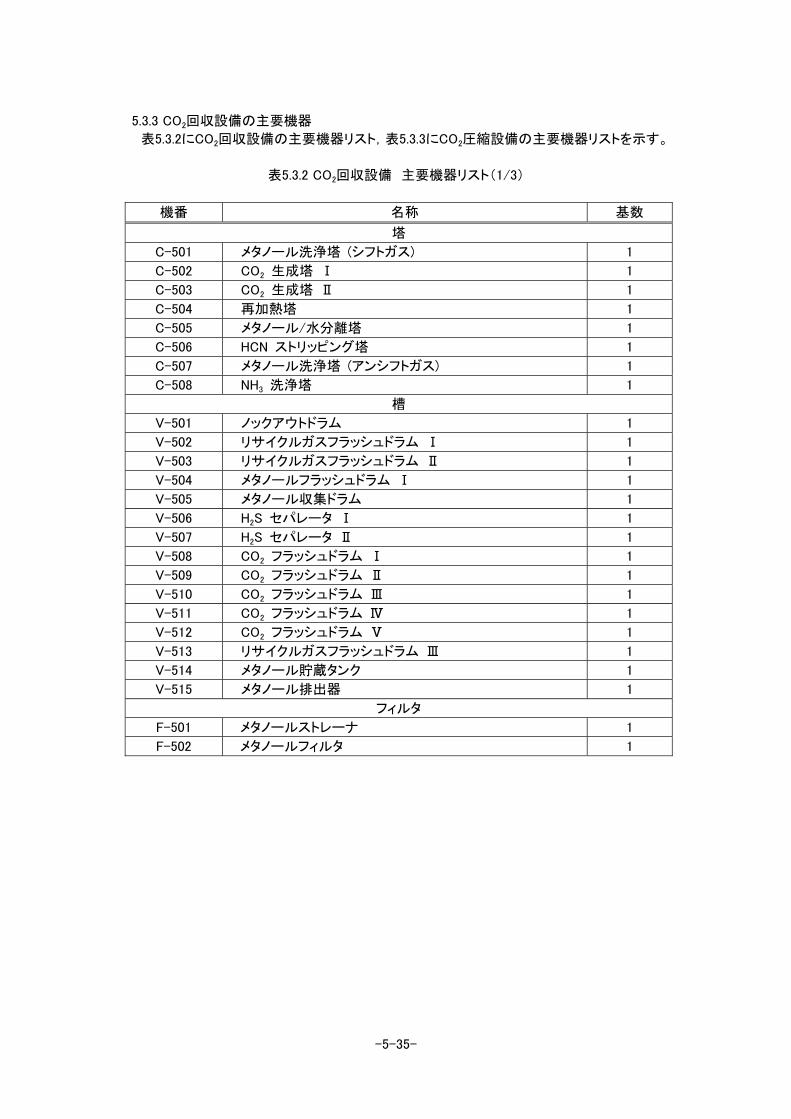
-5-35-
5.3.3 CO2回収設備の主要機器
表5.3.2にCO2回収設備の主要機器リスト,表5.3.3にCO2圧縮設備の主要機器リストを示す。
表5.3.2 CO2回収設備 主要機器リスト(1/3)
機番 名称 基数
塔
C-501 メタノール洗浄塔 (シフトガス) 1
C-502 CO2 生成塔 Ⅰ 1
C-503 CO2 生成塔 Ⅱ 1
C-504 再加熱塔 1
C-505 メタノール/水分離塔 1
C-506 HCN ストリッピング塔 1
C-507 メタノール洗浄塔 (アンシフトガス) 1
C-508 NH3 洗浄塔 1
槽
V-501 ノックアウトドラム 1
V-502 リサイクルガスフラッシュドラム Ⅰ 1
V-503 リサイクルガスフラッシュドラム Ⅱ 1
V-504 メタノールフラッシュドラム Ⅰ 1
V-505 メタノール収集ドラム 1
V-506 H2S セパレータ Ⅰ 1
V-507 H2S セパレータ Ⅱ 1
V-508 CO2 フラッシュドラム Ⅰ 1
V-509 CO2 フラッシュドラム Ⅱ 1
V-510 CO2 フラッシュドラム Ⅲ 1
V-511 CO2 フラッシュドラム Ⅳ 1
V-512 CO2 フラッシュドラム Ⅴ 1
V-513 リサイクルガスフラッシュドラム Ⅲ 1
V-514 メタノール貯蔵タンク 1
V-515 メタノール排出器 1
フィルタ
F-501 メタノールストレーナ 1
F-502 メタノールフィルタ 1
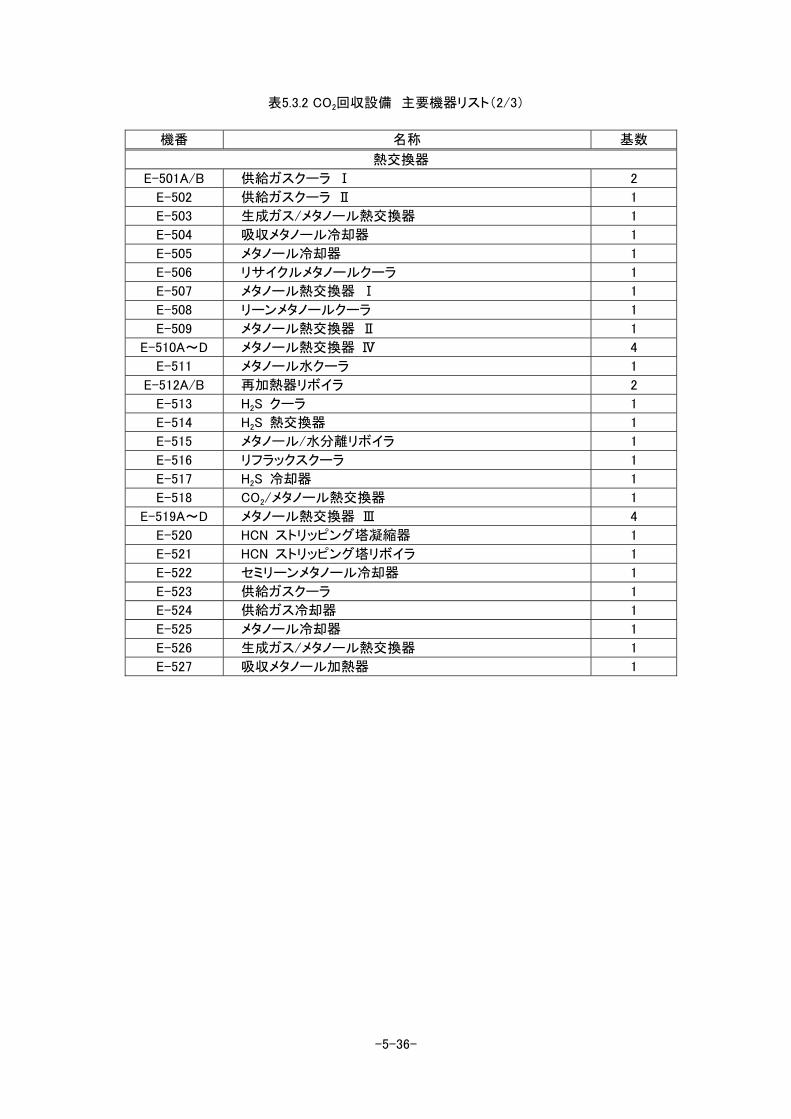
表5.3.2 CO2回収設備 主要機器リスト(2/3)
機番 名称 基数
熱交換器
E-501A/B 供給ガスクーラ Ⅰ 2
E-502 供給ガスクーラ Ⅱ 1
E-503 生成ガス/メタノール熱交換器 1
E-504 吸収メタノール冷却器 1
E-505 メタノール冷却器 1
E-506 リサイクルメタノールクーラ 1
E-507 メタノール熱交換器 Ⅰ 1
E-508 リーンメタノールクーラ 1
E-509 メタノール熱交換器 Ⅱ 1
E-510A~D メタノール熱交換器 Ⅳ 4
E-511 メタノール水クーラ 1
E-512A/B 再加熱器リボイラ 2
E-513 H2S クーラ 1
E-514 H2S 熱交換器 1
E-515 メタノール/水分離リボイラ 1
E-516 リフラックスクーラ 1
E-517 H2S 冷却器 1
E-518 CO2/メタノール熱交換器 1
E-519A~D メタノール熱交換器 Ⅲ 4
E-520 HCN ストリッピング塔凝縮器 1
E-521 HCN ストリッピング塔リボイラ 1
E-522 セミリーンメタノール冷却器 1
E-523 供給ガスクーラ 1
E-524 供給ガス冷却器 1
E-525 メタノール冷却器 1
E-526 生成ガス/メタノール熱交換器 1
E-527 吸収メタノール加熱器 1
-5-36-
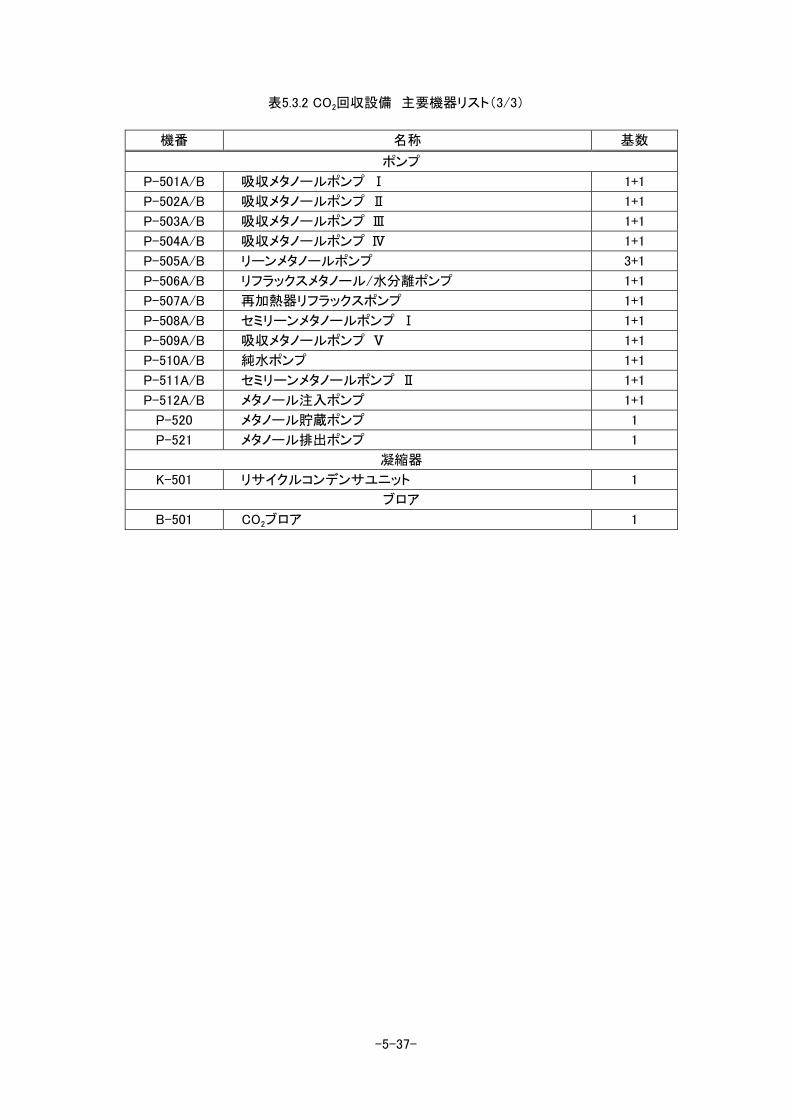
表5.3.2 CO2回収設備 主要機器リスト(3/3)
機番 名称 基数
ポンプ
P-501A/B 吸収メタノールポンプ Ⅰ 1+1
P-502A/B 吸収メタノールポンプ Ⅱ 1+1
P-503A/B 吸収メタノールポンプ Ⅲ 1+1
P-504A/B 吸収メタノールポンプ Ⅳ 1+1
P-505A/B リーンメタノールポンプ 3+1
P-506A/B リフラックスメタノール/水分離ポンプ 1+1
P-507A/B 再加熱器リフラックスポンプ 1+1
P-508A/B セミリーンメタノールポンプ Ⅰ 1+1
P-509A/B 吸収メタノールポンプ Ⅴ 1+1
P-510A/B 純水ポンプ 1+1
P-511A/B セミリーンメタノールポンプ Ⅱ 1+1
P-512A/B メタノール注入ポンプ 1+1
P-520 メタノール貯蔵ポンプ 1
P-521 メタノール排出ポンプ 1
凝縮器
K-501 リサイクルコンデンサユニット 1
ブロア
B-501 CO2ブロア 1
-5-37-
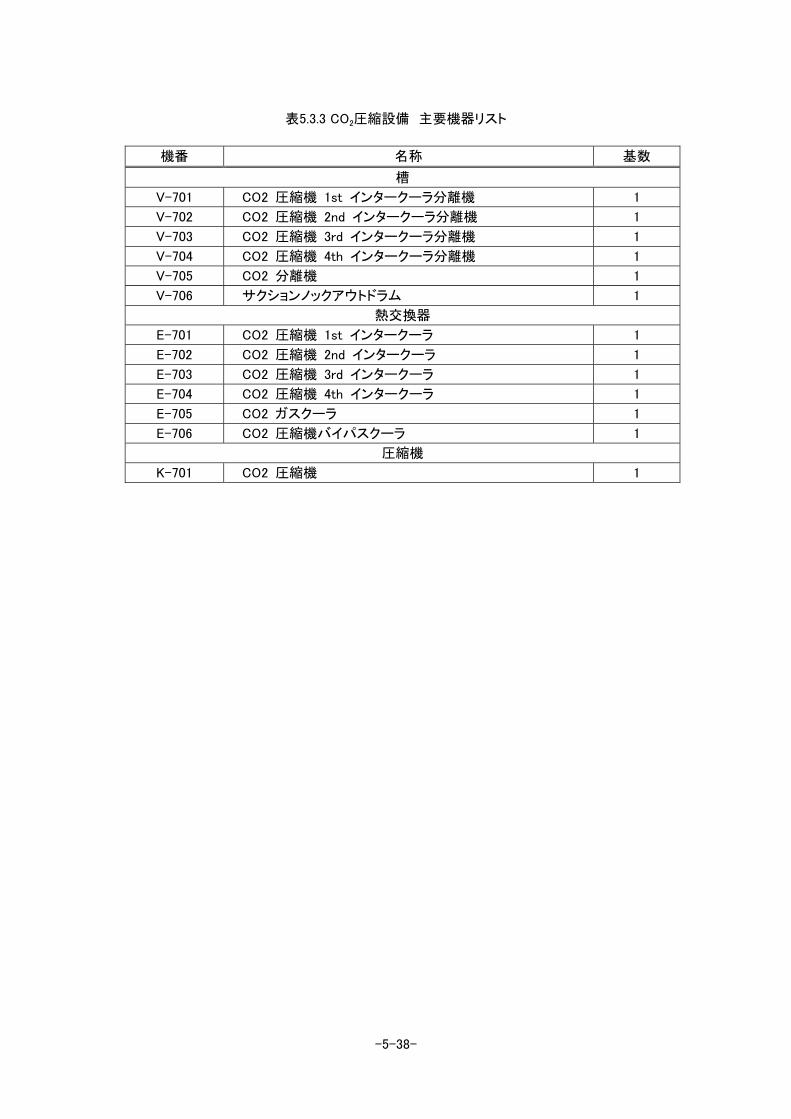
表5.3.3 CO2圧縮設備 主要機器リスト
機番 名称 基数
槽
V-701 CO2 圧縮機 1st インタークーラ分離機 1
V-702 CO2 圧縮機 2nd インタークーラ分離機 1
V-703 CO2 圧縮機 3rd インタークーラ分離機 1
V-704 CO2 圧縮機 4th インタークーラ分離機 1
V-705 CO2 分離機 1
V-706 サクションノックアウトドラム 1
熱交換器
E-701 CO2 圧縮機 1st インタークーラ 1
E-702 CO2 圧縮機 2nd インタークーラ 1
E-703 CO2 圧縮機 3rd インタークーラ 1
E-704 CO2 圧縮機 4th インタークーラ 1
E-705 CO2 ガスクーラ 1
E-706 CO2 圧縮機バイパスクーラ 1
圧縮機
K-701 CO2 圧縮機 1
-5-38-
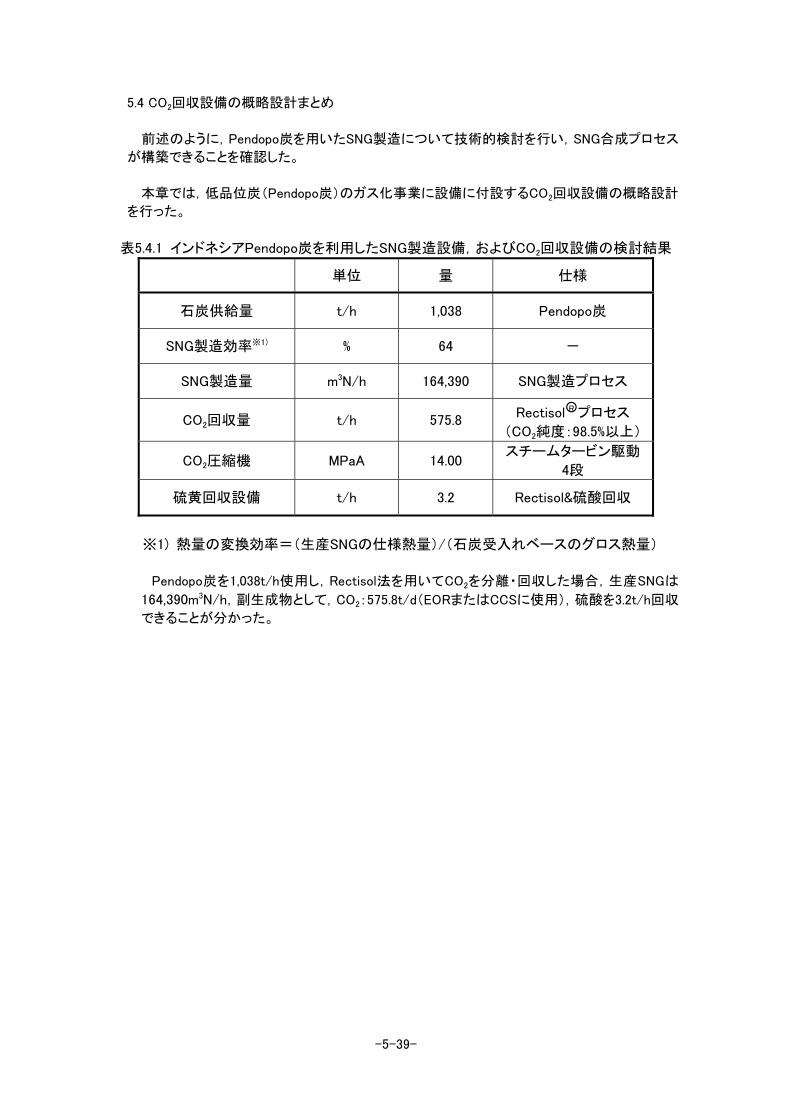
5.4 CO2回収設備の概略設計まとめ
前述のように,Pendopo炭を用いたSNG製造について技術的検討を行い,SNG合成プロセス
が構築できることを確認した。
本章では,低品位炭(Pendopo炭)のガス化事業に設備に付設するCO2回収設備の概略設計
を行った。
表5.4.1 インドネシアPendopo炭を利用したSNG製造設備,およびCO2回収設備の検討結果
単位 量 仕様
石炭供給量 t/h 1,038 Pendopo炭
SNG製造効率※1) % 64 -
SNG製造量 m3N/h 164,390 SNG製造プロセス
CO2回収量 t/h 575.8 Rectisol○R プロセス
(CO2純度:98.5%以上)
CO2圧縮機 MPaA 14.00 スチームタービン駆動
4段
硫黄回収設備 t/h 3.2 Rectisol&硫酸回収
※1) 熱量の変換効率=(生産SNGの仕様熱量)/(石炭受入れベースのグロス熱量)
Pendopo炭を1,038t/h使用し,Rectisol法を用いてCO2を分離・回収した場合,生産SNGは
164,390m3N/h,副生成物として,CO2:575.8t/d(EORまたはCCSに使用),硫酸を3.2t/h回収
できることが分かった。
-5-39-
-5-40-
参考資料
1) CO2回収装置:三菱重工ホームページ
http://www.mhi.co.jp/products/category/carbon_dioxide_recovery_process.html
2) CO2分離回収技術 -コスト半減への挑戦-,革新的技術シンポジウム,(財)地球環境産業
技術研究機構(RITE)
3) 平成19年度 石炭ガス化技術等実証普及事業 成果報告書,財団法人 地球環境産業技術研
究機構
4) Syngas Treating Stringent Product Specifications and CO2 Capture, Gasification Technologies
Council
http://www.gasification.org/Docs/Conferences/2007/30HOLB.pdf
5) Linde Rectisol○R Wash Units Acid Gas Removal for Polygeneration Concepts downstream
Gasification, Gasification Technologies Conference 2010.
6) POSCO Gwangyang Project for Substitute Natural Gas(SNG),Gasification Technologies
Conference, Nov. 2010.
7) Rectisol○R Wash Unit, Linde ホームページ
http://www.linde-engineering.com/en/process_plants/hydrogen_and_synthesis_gas_plants/gas_p
rocessing_plants/rectisol_wash/index.html

第 6 章
低品位炭ガス化事業実施候補地からの CO2 貯留候補地への
CO2 輸送と貯留方法の検討
6-1
6. 低品位炭ガス化事業実施候補地からの CO2 貯留候補地への CO2 輸送と貯留方法の検討
低品位炭は多くの水分を含むことからガス化で利用する際に大量の CO2 を排出する。従って、
低品位炭の有効利用を進めるためには、地球温暖化防止の観点から大量に発生する CO2 を地
中貯留により処理する事が重要となってくる。
インドネシアでは CO2 地中貯留を目的とした地下探査は殆ど進んでいないが、一方で、石油ガ
スに関する地質調査は広く行われている。この為、油ガス層を CO2 貯留層として広く利用されてい
る CO2-EOR(Enhanced Oil Recover)の可能性を調査した。前述したようにガス化事業の立地候補
として選定した Pendopo を中心とした 100km 圏(南スマトラ州)内で、CO2-EOR が可能と推定され
る油層スクリーニングを実施した。
6.1 インドネシアで実施された CO2 貯留検討実績
(1)「Understanding Carbon Capture and Storage Potential In Indonesia」
インドネシアでの CCS を目的とした調査としては、2009 年に実施された「Understanding Carbon
Capture and Storage Potential In Indonesia」がある。この調査は、英国大使館、LEMIGAS、Shell、
PT. PLN、KLH がメンバーとして編成した CCS Study Working Group が実施したものである。
地区別の CO2 ソースの調査では天然ガス田からの随伴 CO2 を最も有力なソースとしている。
Natuna D Alpha 海底ガス田からの天然ガスには 70%の CO2 が含まれている。貯留層に関しては油
田・ガス田を除いた帯水層や ECBM (Enhanced Coal Mine Methane Recovery)に関しては地質的
な調査が不十分であり、存在する可能性があるものの量的な表示はされていない。候補地として
は地層性状、地理的条件、インフラ環境、人口密度の低さから、南スマトラ海盆、Kutai 海盆、
Natuna 海盆が有望と見なされている。
CO2 の貯留として枯渇油田に対する CO2 貯留量と油増進回収のポテンシャルの評価は、以下
の通りである。
東カリマンタン: CO2 貯留量 38~152Mt- CO2
原油増進回収量 265~531 百万バレル
南スマトラ: CO2 貯留量 18~36Mt- CO2
原油増進回収量 84~167 百万バレル
図 6.1.1 にインドネシアでの CCS ポテンシャル地域を示している。

図 6.1.1 CCS ポテンシャル地域
(2) 「インドネシア共和国/ボンタン LNG プラント CO2 エミッションフリー化プロジェクトに係る案件
発掘・形成調査」
双日、三菱重工、プルタミナ、そしてLEMIGASの共同研究。東カリマンタン地区に位置するボ
ンタン LNG 基地から大気放散されている CO2 を回収し、生産が衰退している近隣の油田へ圧入
することによる原油増進回収への有効利用の可能性について検討した。圧入する油田に関して
は、LEMIGAS から有望鉱区として提案されたサンガッタ油田について、油層シミュレーションで
原油の増進回収量を予測した。
(3) 「EOR Technology For Brownfield Development」
プルタミナによって EOR 候補地のスクリーニングが実施された。プルタミナが所有する 214 の
油田から原油増進回収(水攻法も含む)に適している 35 油田を選定し、その中で西ジャワ地域
の1油田に対する CO2-EOR 適用の F/S を実施中であり、27 油田に関しては水攻法を計画して
いる。水攻法実施の後に、3次回収として CO2-EOR を行う可能性も考えられる。
6-2

6-3
6.2 ガス化事業個所付近での CO2 貯留可能性検討
6.2.1 CO2-EOR
EOR は 1 次回収、2 次回収により回収できずに油層内に取り残された原油を生産する目的で、
ガスやケミカルを油層中に高圧で注入し、原油と高圧化で混合させ、ミシブル状態にして油層内
の原油の流動性を改善し、回収を容易にする技術である。
CO2 油層注入のメカニズムにはミシブルとインミシブルのプロセスが含まれる。ミシブルと呼ば
れるプロセスでは油に CO2 が溶解し、油の粘性、比重そして残留油飽和率を減少させるが、一方
で油の易動度(モビリティ)を増加させる。インミシブルと呼ばれるプロセスでは CO2 が油に十分に
溶解せず、油を注入坑井から生産坑井へ単に押す作用を示す。圧入流体(CO2)の易動度が被置
換流体である油の易動度よりも大きい場合、流体間(CO2 と油)の界面に不安定性を生じてビスカ
ス・フィンガリングを引き起こす。不均質な油層では圧入流体が早期に生産井へブレークスルーし
て油の回収率が予測より低くなる場合がある。インミシブルやビスカス・フィンガリングにより、CO2
の油への溶解が不十分である場合には、CO2 の早期ブレークスルーが発生し油の回収率が低下
する。
ビスカス・フィンガリングの発生を抑えるために、圧入流体の易動度を下げ、油の置換効率と掃
攻率を改善して増油を図る技術を易動度制御(モビリティ・コントロール)と呼ぶ。この技術には、
①WAG(Water Alternating Gas)圧入法、②泡注入法、③ガスの増粘がある。WAG 圧入法は中程
度以下の親水性も持ちクロスフローが存在する油層において有効である。泡圧入法では CO2を泡
状にすることで CO2 の易動度が減少し CO2 が流れにくくなる。
CO2-EOR 攻法は HCPV(Hydro Carbon Pore Volume)の 40~80%に相当する CO2 量を油層に圧
入する。圧入した CO2 は油層内でのブレークスルーの状況にもよるが、原油、随伴ガス、水等と共
に地上に生産される。油層内でブレークスルーが発生した後、生産 CO2 量は圧入 CO2 量の
30~70%程度となることが一般的であるが、多くの油田では生産された CO2 をリサイクルして再度圧
入する。生産 CO2 のリサイクル(再圧入)により、圧入 CO2 量を増加させることが可能となり、場合
によってはリサイクルを実施することにより、原始埋蔵量の約 10%が更に回収可能と評価されてい
る油田も存在する。
CO2-EOR の一般的な指標では 1 バレルの油を回収するのに必要な CO2 量は、圧入した CO2
量の半分がリサイクル(再圧入)可能であるとした場合に 5~6MSCF が平均的である。米国での
CO2 ミシブル攻法での事例では、油原始埋蔵量の 7~22%が回収できたとのデータがあるが、一
般的には約 10%を回収できるものと考えられている。油原始埋蔵量が不確定な場合には、標準
的に想定 1 次・2 次回収量の 25%程度の油が新たに CO2-EOR にて回収可能と推定する。
6.2.2 CO2 貯留のメカニズム
CO2 の油・ガス層での貯留には構造的・層序的トラップ、毛細管圧力による空隙への残留、構
造水への溶解、鉱物化の4形態がある。CO2の構造水への溶解は1m3の構造水に対して20~60kg
の CO2 の溶解が可能であり、この溶解度は圧力が増え温度が下がると減少する傾向を持つ。
最初の CO2 圧入時には構造的・層序的トラップが CO2 貯留メカニズムの主体であるが、時間経
過と共に空隙への残留や液体への溶解メカニズムが主体となる。時間経過に伴う CO2 貯蔵メカニ

ズム(トラップ)の変遷を図 6.2.1 に示している。構造的・層序的トラップは他の貯蔵メカニズムに比
べ、地層を破壊しない程度に CO2 注入圧力を高めることで構造水を押出して CO2 を置換貯留する
ため、技術的難易度は低い。残留とラッピングは CO2相と構造水相が存在する岩石中の間隙から
CO2 が排出される際に、毛細力と濡れ性によりある分量の CO2 が間隙内に補足されるメカニズム
である。鉱物トラップは炭酸塩として沈着することである。
CO2 のガス相では密度が低く、一定の体積内で貯留できる CO2 重量は僅かなものとなる。従っ
て、CO2液体に近い高い比重を持ち、気体のような拡散性を示す CO2超臨界状態となる温度 31℃
以上、圧力 7.4MPa 以上の環境である深度 800m より深い地下での貯留が必要となる。
図 6.2.1 帯水層内での CO2 トラップ
油層内での CO2 貯留は CO2-EOR と異なり、圧入した CO2 を地上へブレークスルーせずに
HCPV の 100%に相等する CO2 を圧入して、油層(地層内)にダメージを与えずに長時間留め置くも
のである。
6.2.3 南スマトラ地質状況
南スマトラ堆積盆はバリサン山脈の東に位置し、北東部は海域部へと続いている。堆積盆は南
西をバリサン山脈、北東部をスンダ大陸棚の先第三系に囲まれた前地盆(又は背孤盆)と考えら
れている。堆積盆の東西の広がりは先第三紀の終わりから第三紀の始めにかけて形成された。
白亜紀後半から始新世に起こった造山運動によって 4 つの堆積盆に分けられたが。
南スマトラの堆積史は、北の中部スマトラ堆積盆と類似しているが、南スマトラの貯留層砂岩の
発達は不十分である。4 つの主要な造山運動が南スマトラの現在の構造を形成している。これら
の運動は(1)中生代中頃の造山運動により、堆積岩の変成、褶曲、そして隆起が起こった;(2)白
亜紀後期~漸新世初期の造山運動によって、始新世の堆積をコントロールした地塁や地溝が形成
された;(3)漸新世後期~中新世にかけては、造山運動の静止が中新世中頃のバリサン山脈の地
6-4
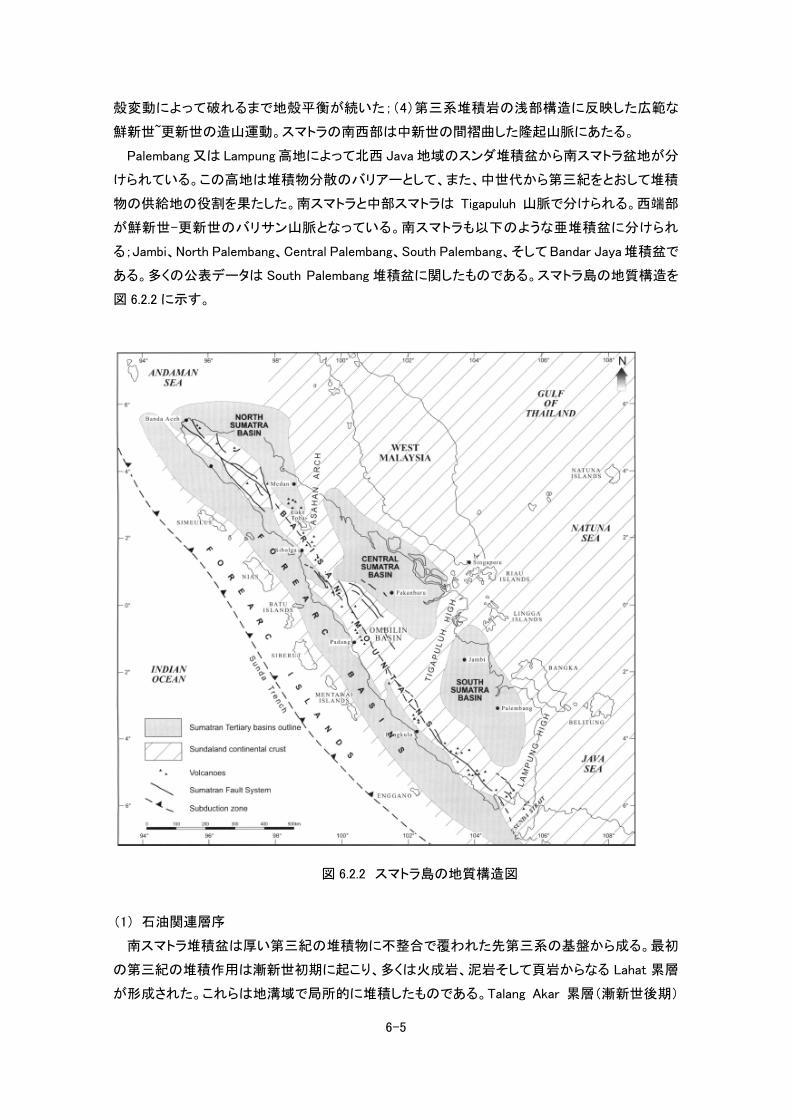
殻変動によって破れるまで地殻平衡が続いた;(4)第三系堆積岩の浅部構造に反映した広範な
鮮新世~更新世の造山運動。スマトラの南西部は中新世の間褶曲した隆起山脈にあたる。
Palembang 又は Lampung 高地によって北西 Java 地域のスンダ堆積盆から南スマトラ盆地が分
けられている。この高地は堆積物分散のバリアーとして、また、中世代から第三紀をとおして堆積
物の供給地の役割を果たした。南スマトラと中部スマトラは Tigapuluh 山脈で分けられる。西端部
が鮮新世-更新世のバリサン山脈となっている。南スマトラも以下のような亜堆積盆に分けられ
る;Jambi、North Palembang、Central Palembang、South Palembang、そして Bandar Jaya 堆積盆で
ある。多くの公表データは South Palembang 堆積盆に関したものである。スマトラ島の地質構造を
図 6.2.2 に示す。
6-5
図 6.2.2 スマトラ島の地質構造図
(1) 石油関連層序
南スマトラ堆積盆は厚い第三紀の堆積物に不整合で覆われた先第三系の基盤から成る。最初
の第三紀の堆積作用は漸新世初期に起こり、多くは火成岩、泥岩そして頁岩からなる Lahat 累層
が形成された。これらは地溝域で局所的に堆積したものである。Talang Akar 累層(漸新世後期)
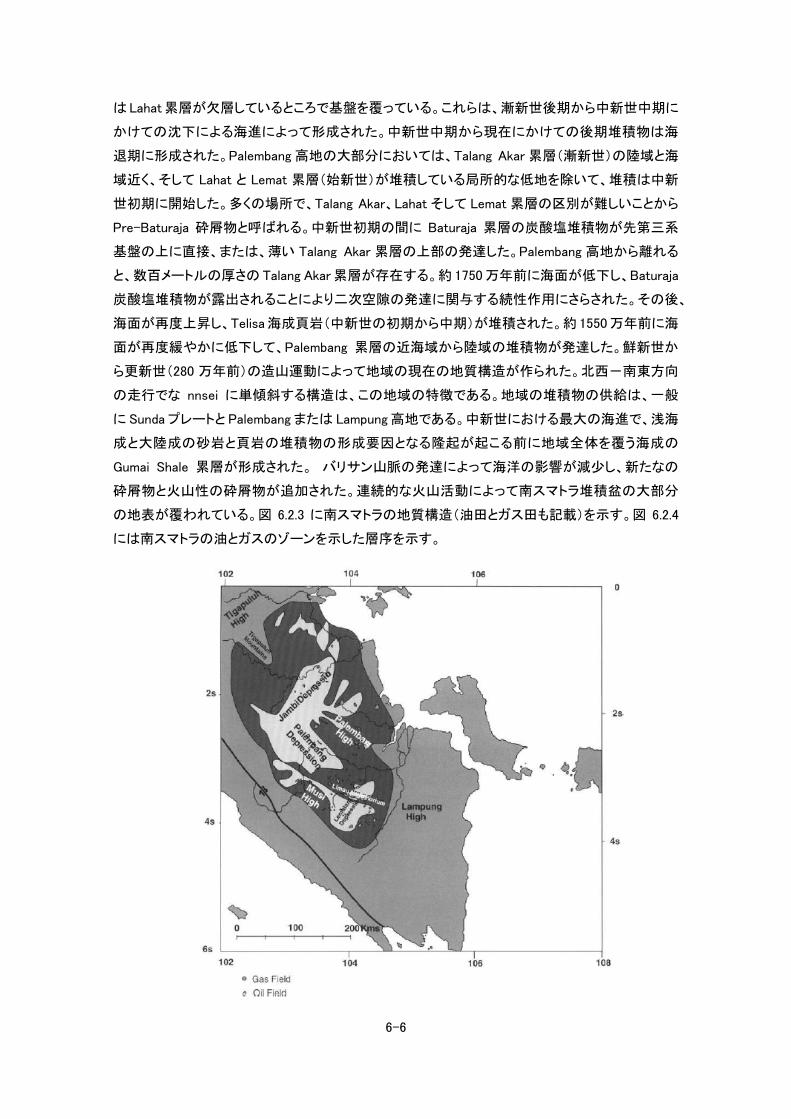
は Lahat 累層が欠層しているところで基盤を覆っている。これらは、漸新世後期から中新世中期に
かけての沈下による海進によって形成された。中新世中期から現在にかけての後期堆積物は海
退期に形成された。Palembang 高地の大部分においては、Talang Akar 累層(漸新世)の陸域と海
域近く、そして Lahat と Lemat 累層(始新世)が堆積している局所的な低地を除いて、堆積は中新
世初期に開始した。多くの場所で、Talang Akar、Lahat そして Lemat 累層の区別が難しいことから
Pre-Baturaja 砕屑物と呼ばれる。中新世初期の間に Baturaja 累層の炭酸塩堆積物が先第三系
基盤の上に直接、または、薄い Talang Akar 累層の上部の発達した。Palembang 高地から離れる
と、数百メートルの厚さの Talang Akar 累層が存在する。約 1750 万年前に海面が低下し、Baturaja
炭酸塩堆積物が露出されることにより二次空隙の発達に関与する続性作用にさらされた。その後、
海面が再度上昇し、Telisa 海成頁岩(中新世の初期から中期)が堆積された。約 1550 万年前に海
面が再度緩やかに低下して、Palembang 累層の近海域から陸域の堆積物が発達した。鮮新世か
ら更新世(280 万年前)の造山運動によって地域の現在の地質構造が作られた。北西-南東方向
の走行でな nnsei に単傾斜する構造は、この地域の特徴である。地域の堆積物の供給は、一般
に Sunda プレートと Palembang または Lampung 高地である。中新世における最大の海進で、浅海
成と大陸成の砂岩と頁岩の堆積物の形成要因となる隆起が起こる前に地域全体を覆う海成の
Gumai Shale 累層が形成された。 バリサン山脈の発達によって海洋の影響が減少し、新たなの
砕屑物と火山性の砕屑物が追加された。連続的な火山活動によって南スマトラ堆積盆の大部分
の地表が覆われている。図 6.2.3 に南スマトラの地質構造(油田とガス田も記載)を示す。図 6.2.4
には南スマトラの油とガスのゾーンを示した層序を示す。
6-6
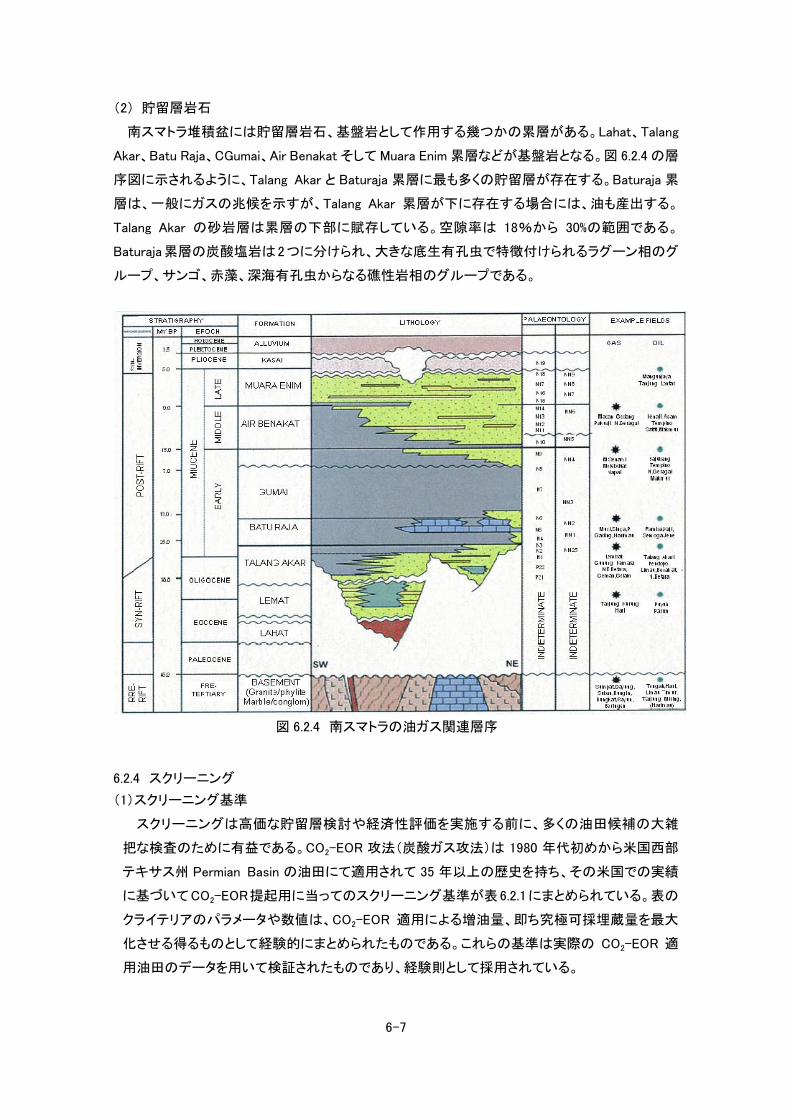
(2) 貯留層岩石
南スマトラ堆積盆には貯留層岩石、基盤岩として作用する幾つかの累層がある。Lahat、Talang
Akar、Batu Raja、CGumai、Air Benakat そして Muara Enim 累層などが基盤岩となる。図 6.2.4 の層
序図に示されるように、Talang Akar と Baturaja 累層に最も多くの貯留層が存在する。Baturaja 累
層は、一般にガスの兆候を示すが、Talang Akar 累層が下に存在する場合には、油も産出する。
Talang Akar の砂岩層は累層の下部に賦存している。空隙率は 18%から 30%の範囲である。
Baturaja累層の炭酸塩岩は2つに分けられ、大きな底生有孔虫で特徴付けられるラグーン相のグ
ループ、サンゴ、赤藻、深海有孔虫からなる礁性岩相のグループである。
図 6.2.4 南スマトラの油ガス関連層序
6.2.4 スクリーニング
(1)スクリーニング基準
スクリーニングは高価な貯留層検討や経済性評価を実施する前に、多くの油田候補の大雑
把な検査のために有益である。CO2-EOR 攻法(炭酸ガス攻法)は 1980 年代初めから米国西部
テキサス州 Permian Basin の油田にて適用されて 35 年以上の歴史を持ち、その米国での実績
に基づいてCO2-EOR提起用に当ってのスクリーニング基準が表6.2.1にまとめられている。表の
クライテリアのパラメータや数値は、CO2-EOR 適用による増油量、即ち究極可採埋蔵量を最大
化させる得るものとして経験的にまとめられたものである。これらの基準は実際の CO2-EOR 適
用油田のデータを用いて検証されたものであり、経験則として採用されている。
6-7
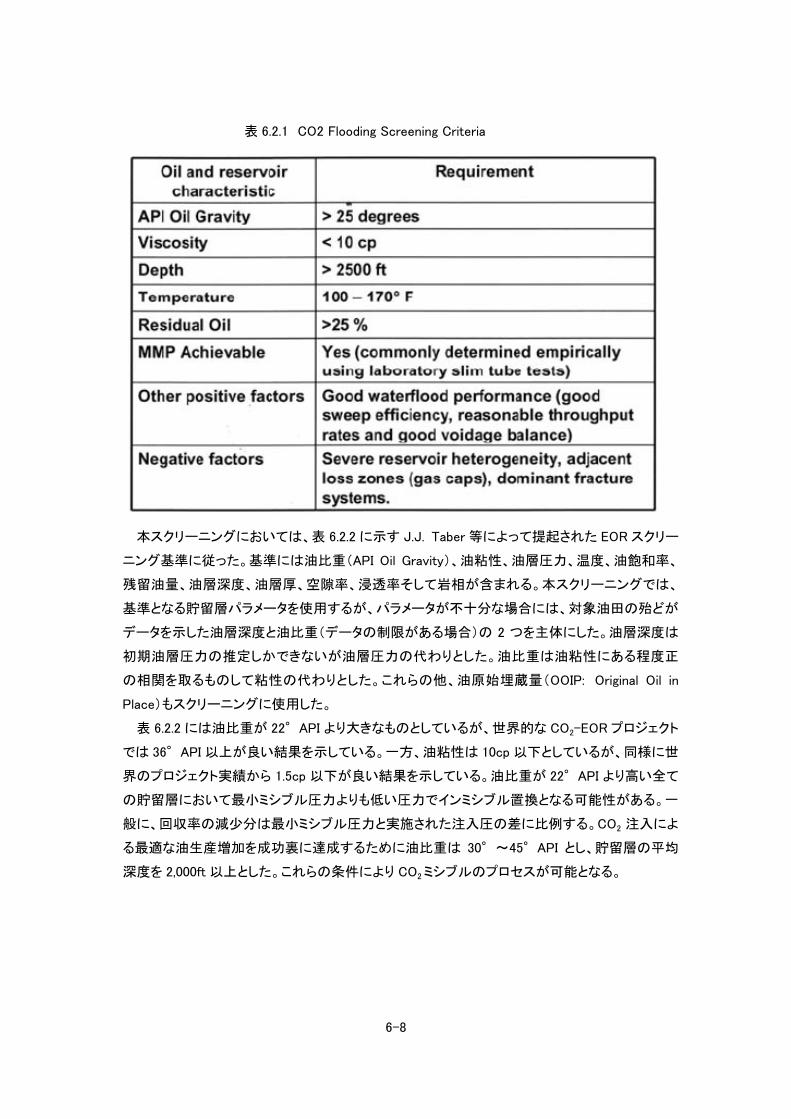
表 6.2.1 CO2 Flooding Screening Criteria
本スクリーニングにおいては、表 6.2.2 に示す J.J. Taber 等によって提起された EOR スクリー
ニング基準に従った。基準には油比重(API Oil Gravity)、油粘性、油層圧力、温度、油飽和率、
残留油量、油層深度、油層厚、空隙率、浸透率そして岩相が含まれる。本スクリーニングでは、
基準となる貯留層パラメータを使用するが、パラメータが不十分な場合には、対象油田の殆どが
データを示した油層深度と油比重(データの制限がある場合)の 2 つを主体にした。油層深度は
初期油層圧力の推定しかできないが油層圧力の代わりとした。油比重は油粘性にある程度正
の相関を取るものして粘性の代わりとした。これらの他、油原始埋蔵量(OOIP: Original Oil in
Place)もスクリーニングに使用した。
表 6.2.2 には油比重が 22°API より大きなものとしているが、世界的な CO2-EOR プロジェクト
では 36°API 以上が良い結果を示している。一方、油粘性は 10cp 以下としているが、同様に世
界のプロジェクト実績から 1.5cp 以下が良い結果を示している。油比重が 22°API より高い全て
の貯留層において最小ミシブル圧力よりも低い圧力でインミシブル置換となる可能性がある。一
般に、回収率の減少分は最小ミシブル圧力と実施された注入圧の差に比例する。CO2 注入によ
る最適な油生産増加を成功裏に達成するために油比重は 30°~45°API とし、貯留層の平均
深度を 2,000ft 以上とした。これらの条件により CO2 ミシブルのプロセスが可能となる。
6-8
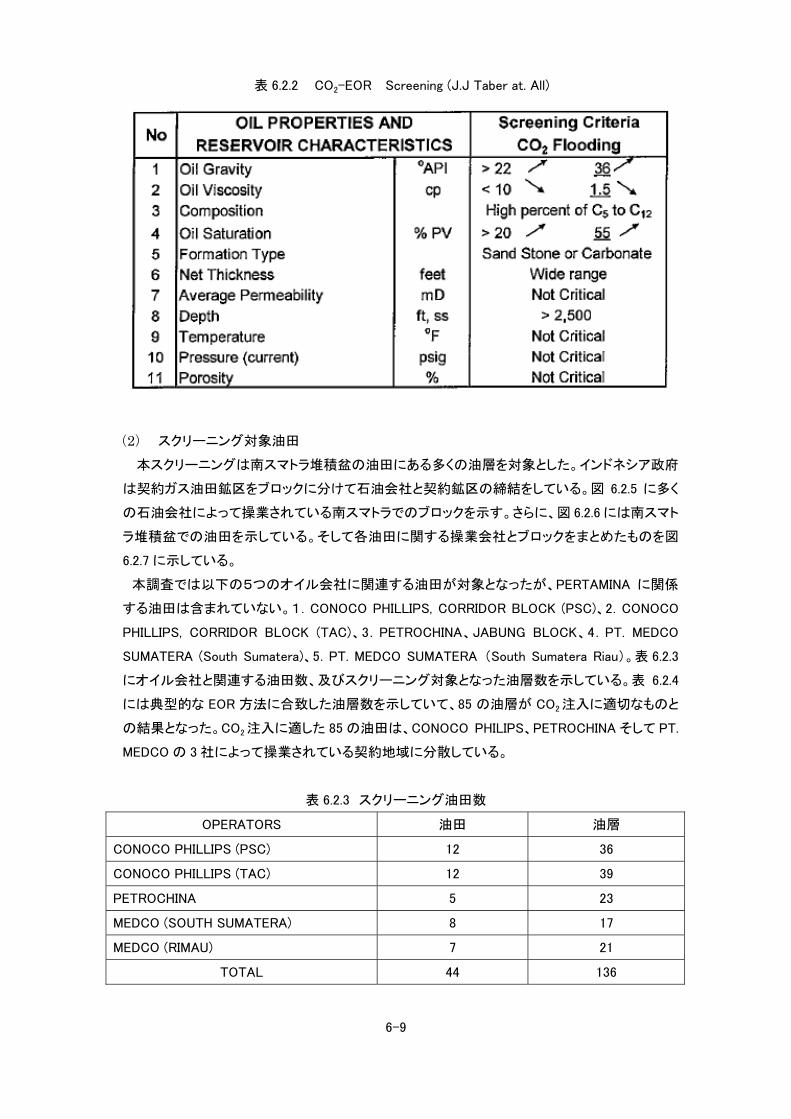
表 6.2.2 CO2-EOR Screening (J.J Taber at. All)
(2) スクリーニング対象油田
本スクリーニングは南スマトラ堆積盆の油田にある多くの油層を対象とした。インドネシア政府
は契約ガス油田鉱区をブロックに分けて石油会社と契約鉱区の締結をしている。図 6.2.5 に多く
の石油会社によって操業されている南スマトラでのブロックを示す。さらに、図 6.2.6 には南スマト
ラ堆積盆での油田を示している。そして各油田に関する操業会社とブロックをまとめたものを図
6.2.7 に示している。
本調査では以下の5つのオイル会社に関連する油田が対象となったが、PERTAMINA に関係
する油田は含まれていない。1.CONOCO PHILLIPS, CORRIDOR BLOCK (PSC)、2.CONOCO
PHILLIPS, CORRIDOR BLOCK (TAC)、3.PETROCHINA、JABUNG BLOCK、4.PT. MEDCO
SUMATERA (South Sumatera)、5.PT. MEDCO SUMATERA (South Sumatera Riau)。表 6.2.3
にオイル会社と関連する油田数、及びスクリーニング対象となった油層数を示している。表 6.2.4
には典型的な EOR 方法に合致した油層数を示していて、85 の油層が CO2 注入に適切なものと
の結果となった。CO2 注入に適した 85 の油田は、CONOCO PHILIPS、PETROCHINA そして PT.
MEDCO の 3 社によって操業されている契約地域に分散している。
表 6.2.3 スクリーニング油田数
OPERATORS 油田 油層
CONOCO PHILLIPS (PSC) 12 36
CONOCO PHILLIPS (TAC) 12 39
PETROCHINA 5 23
MEDCO (SOUTH SUMATERA) 8 17
MEDCO (RIMAU) 7 21
TOTAL 44 136
6-9

6-10
表 6.2.4 EOR 適合油層数
EOR 方法 適合油層数
炭化水素 30
二酸化炭素 85
窒素 2
(3) スクリーニングの結果
本スクリーニングは初期的な段階ではあるが、85 の油田が CO2-EOR の基準を満たすものであ
る。それらの油田は CONOCO PHILIPS、PETROCHINA そして PT. MEDCO の 3 社によって操業さ
れ、契約地域に分散している。更に、28 の大規模な油田があることが判明した。
6.2.5 輸送
ここではパイプライン輸送に関して報告する。パイプラインによる CO2 輸送は海外で以前から行
われていて、米国では主に EOR のために CO2 を輸送するパイプラインが約 6,400km の距離で敷
設されている。米国で稼働している CO2 パイプラインの配管径は 4~20 インチで敷設されている。
大部分の CO2 は McElmo Dome や Doe Canyon field のように天然ソースであるが、Weyburn プロ
ジェクトのようにDakota Gas石炭ガス化で製造された人工CO2を約330km離れたGoodWater Unit
までパイプ輸送されている。
(1) Weyburn での CO2 パイプライン
パイプラインに供給する Dakota Gas において 2 台の圧縮機を使って 325 万 m3/日の CO2 を輸
送している。圧縮機を 3 台に増強した場合には、の輸送量は約 465 万 m3/日に増える。南スマトラ
で想定している低品位炭ガス化事業で発生する CO2 量は年間 500 万トンになるため、全量をパイ
プラインで輸送すると約 760 万 m3/日の能力が必要となる。Weyburn での輸送量の約 2 倍となる。
パイプラインの使用と最大許容圧力は以下の通り;
ラインのサイズとグレード 最大許容運転圧力 水圧試験圧力
14”ODx0.375”WT GradeX70 2700psi (18.6MPa) 3375psi
12.75”ODx0.375” GradeX70 2964psi (20.4MPa) 3705psi
(2) パイプライン輸送条件
CO2 のパイプライン輸送では気相、液相、超臨界のいずれの状態でも可能であるが、超臨界状
態での輸送が最も経済的で現実的な方法である。このため、輸送中には常に超臨界状態となる
温度(31.1℃以上)と圧力(7.38MPa 以上)の条件を満たす必要がある。米国の CO2 パイプラインで
輸送される代表的なガス組成は以下の通りである;
・ CO2; 98.372% or 98.35%
・ N2 ; 1.521% or 1.514%
・ CH4 ; 0.107% or 1.514%
・ H2S ; 0.00%以下
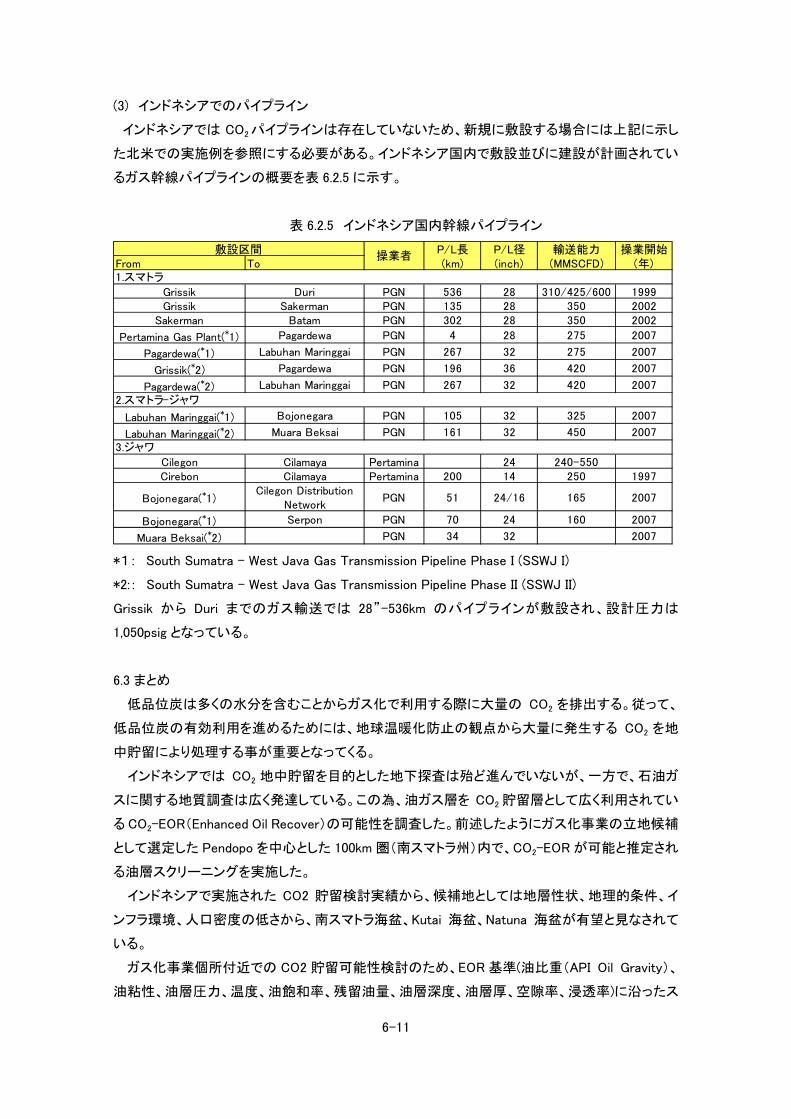
(3) インドネシアでのパイプライン
インドネシアでは CO2 パイプラインは存在していないため、新規に敷設する場合には上記に示し
た北米での実施例を参照にする必要がある。インドネシア国内で敷設並びに建設が計画されてい
るガス幹線パイプラインの概要を表 6.2.5 に示す。
表 6.2.5 インドネシア国内幹線パイプライン
P/L長 P/L径 輸送能力 操業開始From To (km) (inch) (MMSCFD) (年)
Grissik Duri PGN 536 28 310/425/600 1999Grissik Sakerman PGN 135 28 350 2002
Sakerman Batam PGN 302 28 350 2002
Pertamina Gas Plant(*1) Pagardewa PGN 4 28 275 2007
Pagardewa(*1) Labuhan Maringgai PGN 267 32 275 2007
Grissik(*2) Pagardewa PGN 196 36 420 2007
Pagardewa(*2) Labuhan Maringgai PGN 267 32 420 2007
Labuhan Maringgai(*1) Bojonegara PGN 105 32 325 2007
Labuhan Maringgai(*2) Muara Beksai PGN 161 32 450 2007
Cilegon Cilamaya Pertamina 24 240-550Cirebon Cilamaya Pertamina 200 14 250 1997
Bojonegara(*1)Cilegon Distribution
NetworkPGN 51 24/16 165 2007
Bojonegara(*1) Serpon PGN 70 24 160 2007
Muara Beksai(*2) PGN 34 32 2007
3.ジャワ
敷設区間
1.スマトラ
2.スマトラ-ジャワ
操業者
*1: South Sumatra – West Java Gas Transmission Pipeline Phase I (SSWJ I)
*2:: South Sumatra – West Java Gas Transmission Pipeline Phase II (SSWJ II)
Grissik から Duri までのガス輸送では 28”-536km のパイプラインが敷設され、設計圧力は
1,050psig となっている。
6.3 まとめ
低品位炭は多くの水分を含むことからガス化で利用する際に大量の CO2 を排出する。従って、
低品位炭の有効利用を進めるためには、地球温暖化防止の観点から大量に発生する CO2 を地
中貯留により処理する事が重要となってくる。
インドネシアでは CO2 地中貯留を目的とした地下探査は殆ど進んでいないが、一方で、石油ガ
スに関する地質調査は広く発達している。この為、油ガス層を CO2 貯留層として広く利用されてい
る CO2-EOR(Enhanced Oil Recover)の可能性を調査した。前述したようにガス化事業の立地候補
として選定した Pendopo を中心とした 100km 圏(南スマトラ州)内で、CO2-EOR が可能と推定され
る油層スクリーニングを実施した。
インドネシアで実施された CO2 貯留検討実績から、候補地としては地層性状、地理的条件、イ
ンフラ環境、人口密度の低さから、南スマトラ海盆、Kutai 海盆、Natuna 海盆が有望と見なされて
いる。
ガス化事業個所付近での CO2 貯留可能性検討のため、EOR 基準(油比重(API Oil Gravity)、
油粘性、油層圧力、温度、油飽和率、残留油量、油層深度、油層厚、空隙率、浸透率)に沿ったス
6-11
クリーニングにより、CO2-EOR(Enhanced Oil Recover)の可能性があるのは、油比重は 30°~
45°API、貯留層の平均深度を 2,000ft 以上となる条件とした。
南スマトラ堆積盆の油田にある多くの油層を対象にスクリーニングを行った結果、EOR 方法に
合致した油層数は 85 となった。CO2 注入に適した 85 の油田は、CONOCO PHILIPS、
PETROCHINA そして PT. MEDCO の 3 社によって操業されている契約地域に分散している。更に、
28 の油田を大規模な CO2-EOR の候補として選定した。各油田に関する CO2 の注入量や貯留量、
油増進量の計算には、さらなる分析が必要であり、本調査では含めていない。
CO2 輸送にはパイプライン輸送があるが、超臨界状態での輸送が最も経済的で現実的な方法
であり、輸送中には常に超臨界状態となる温度(31.1℃以上)と圧力(7.38MPa 以上)の条件を満
たす必要がある。
6-12
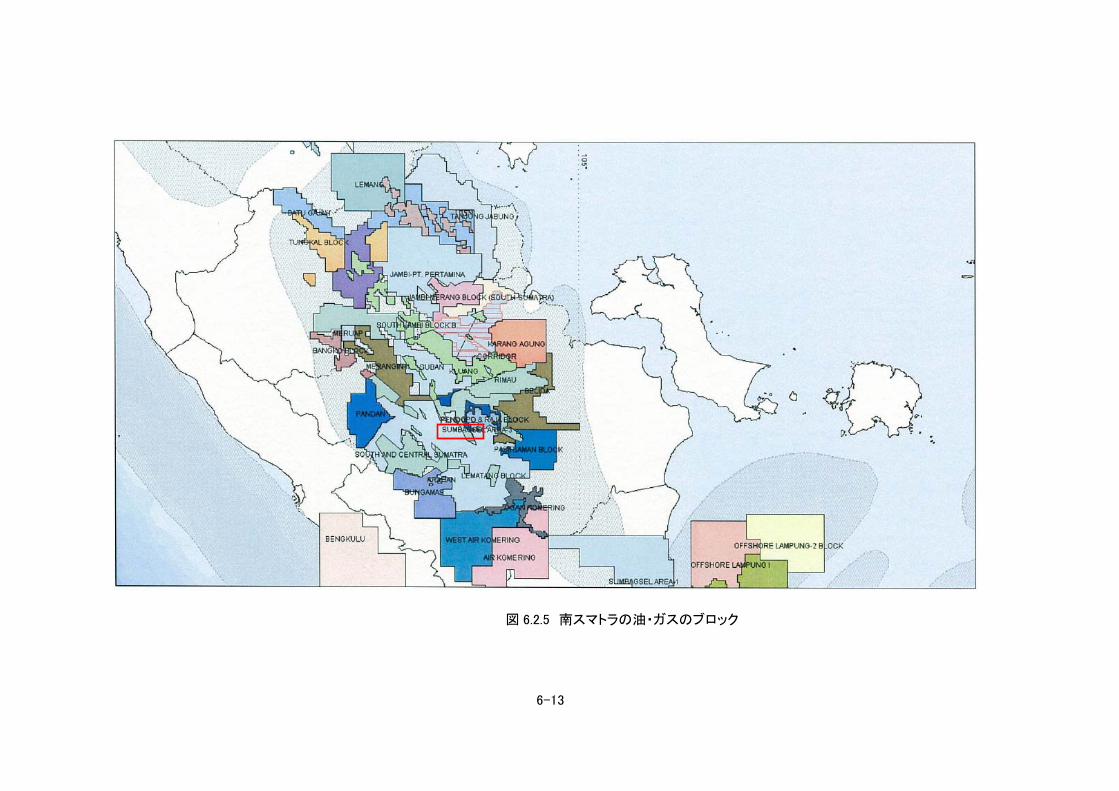
図 6.2.5 南スマトラの油・ガスのブロック
6-13

図 6.2.6 南スマトラの油ガス田分布
6-14

図 6.2.7 南スマトラの油ガスのオペレータとブロック
6-15
第 7 章 ビジネスモデル検討
7. ビジネスモデル検討
7.1. 概要
インドネシアは順調な経済発展を続ける一方で、原油生産量は減少の傾向にある。そのた
め、国内に豊富に存在する石炭資源の活用が急がれてきたが、石炭埋蔵量の大半は、含
有水分が多く、エネルギー効率の低い低品位炭で、その活用が大きな課題となっている。
本委託研究では、スマトラ島に眠る豊富な低品位炭をガス化して代替天然ガスを製造し、
既存パイプラインへ輸送しようという計画である。その際、副生物として大量に発生する
CO2 は、CO2 回収・貯留(CCS)装置により地中深くに貯留することを計画している。また、
従来の方法ではこれ以上の増産が期待できない油田を対象とした石油の増進回収
(Enhanced Oil Recovery:EOR)に活用することを計画している。
また、日・インドネシア両国政府で検討を進める「2 国間オフセット・クレジット制度」のもと、
本プロジェクトに伴う温暖化効果ガス削減量を新たな排出枠として日本の削減実績に適用
することも目論んでおり、わが国の環境・エネルギー政策にも大きく貢献することができる。
今回の委託研究においては、原料石炭供給炭鉱、ならびに山元プロジェクトサイトとして
Pendopo 炭鉱が選定された。これらを踏まえ、プロジェクト推進、実施のためのビジネスモ
デルを構築することが非常に重要となる。本項において、低品位炭からSNGを製造するに
おいての各ステークホールダの役割を明確にすると共に、 適なビジネスモデルを検討し
た。
- 7 - 1 -
7.2. ステークホールダの役割
① プロジェクトカンパニー (Project Company)
プロジェクトの実施主体は、原料石炭を供給する炭鉱の山元に、石炭ガス化SNGプラント
をEPCコントラクタに発注、建設することになる。低品位炭を石炭会社より購入し、それを原
料に製造されたSNGをガス会社、電力会社、その他の一般産業ガス需要者に販売するこ
とになる。一方で、副生二酸化炭素は、プロジェクトサイト近郊にある、国営石油会社等が
保有する油井にて地中貯留、或いは原油二次回収用に販売される。
この実施主体を、原料石炭供給会社、製品SNG引取会社、EPCコントラクタ、ファイナンサ
ーなどのステークホールダから構成されるプロジェクトカンパニーとすることが望ましい。
これら新規合弁会社でとすることで、以下の利点が考えられる。
・ 妥当な価格で安定的に原料石炭を調達可能
・ 安定したプラント運転・保守が可能
・ ガスを安定供給・販売することが出来る
② 石炭供給者
本委託研究において、石炭供給者として、南スマトラに Pendopo 炭鉱を有する DH Energy
社が適していることがわかった。
DH Energy 社は、インドネシア有数のバクリー財閥系の石炭会社のひとつであり、潤沢な資
金調達力が期待できる。また、同財閥は、他に現在事業活動中の大手石炭子会社を有し
ていることから、インドネシアの石炭事業に関する知見も十分備えていると考えられる。
DH Energy社自身は、南スマトラに未開発のPendopo 炭鉱を有している。Pendopo 炭鉱の
近郊には、既設のガスパイプライン、多数の古い油井があるので、Pendopo 炭鉱の山元に
プロジェクトを立地すると、製品SNGを既設ガスパイプラインに引渡し、また、副生二酸化
炭素を古い油井に投入して、CCS、もしくはEORをするのに、地理的に有利である。
③ SNG引取者
SNG引取者としては、国営ガス会社 PGN 社、国営電力会社 PLN 社、その他一般産業ガス
ユーザーである Chevron 社などが候補として挙げられる。
PGN社は、南スマトラからジャワ島へのガスパイプラインを所有・運営しており、西ジャワ地
区のガスユーザーへの販売用に、SNGを購入することが可能である。
- 7 - 2 -
国営電力PLN社は、西ジャワに、複数のガスタービン発電所を保有し、これらの発電所の
燃料として、SNGを購入することが考えられる。
Chevron社は、アメリカ資本の石油メジャーの一社であり、中央スマトラに油田を持ち、そ
こで油田に投入する蒸気と、油田で使用する電力のコジェネレーション燃料用にSNGを購
入することが想定される。
これら、SNG引取者は、プロジェクトカンパニーから、直接ガスパイプライン経由で、或いは、
場合によっては、ガスパイプラインで直接繋がっていなくとも、スワップ取引などを通じて、
間接的にSNGを引き取ることができる。
また、LNG 輸出ターミナルを経由して、日本の電力、ガスなどのエネルギー会社かSNGを
引き取ることも期待される。現在、ガスパイプライン経由で、プロジェクトカンパニーと繋がっ
ているLNG輸出ターミナルは存在しないが、スワップ取引などを適用することにより、国内
のLNGターミナル、日本の電力会社などへのSNG出荷、販売する可能性を現している。
④ 副生二酸化炭素引取者
二酸化炭素引取者として、国営石油会社 Pertamina 社を想定している。これは、同社が、二
酸化炭サイト候補地近くに保有する油井中に、CCSやEORに適した油井があることを期待
することから、同社を想定するものである。
油井に投入した二酸化炭素が、原油増産に貢献する場合は、二酸化炭素販売取引による
収益を目指す。また、二酸化炭素が原油増産に貢献せず、単に、油井に貯留される場合に
は、二国間オフセット取引によるカーボンクレジットの収益を目指す。
本プロジェクトの想定サイトの Pendopo 炭鉱の近くには、Pertamina 以外の企業が保有す
る油井も存在するため、二酸化炭素引取者については、更なる油井の調査による選定が
必要である。
⑤ 日本政府の支援
日本政府がプロジェクトカンパニーに対して、ファイナンス援助を行うことで、インドネシア国
で本プロジェクトの事業化を促進し、また、事業開始後は経済的なSNG価格を実現するこ
とが可能である。
また、CO2クレジットの本プロジェクトへの適用においては、現在、日本・インドネシア両政
府にて検討中の二国間オフセット取引制度の適用が可能であり、プロジェクト採算への影
響も大きく適用スキームを十分に検討する必要がある。
- 7 - 3 -
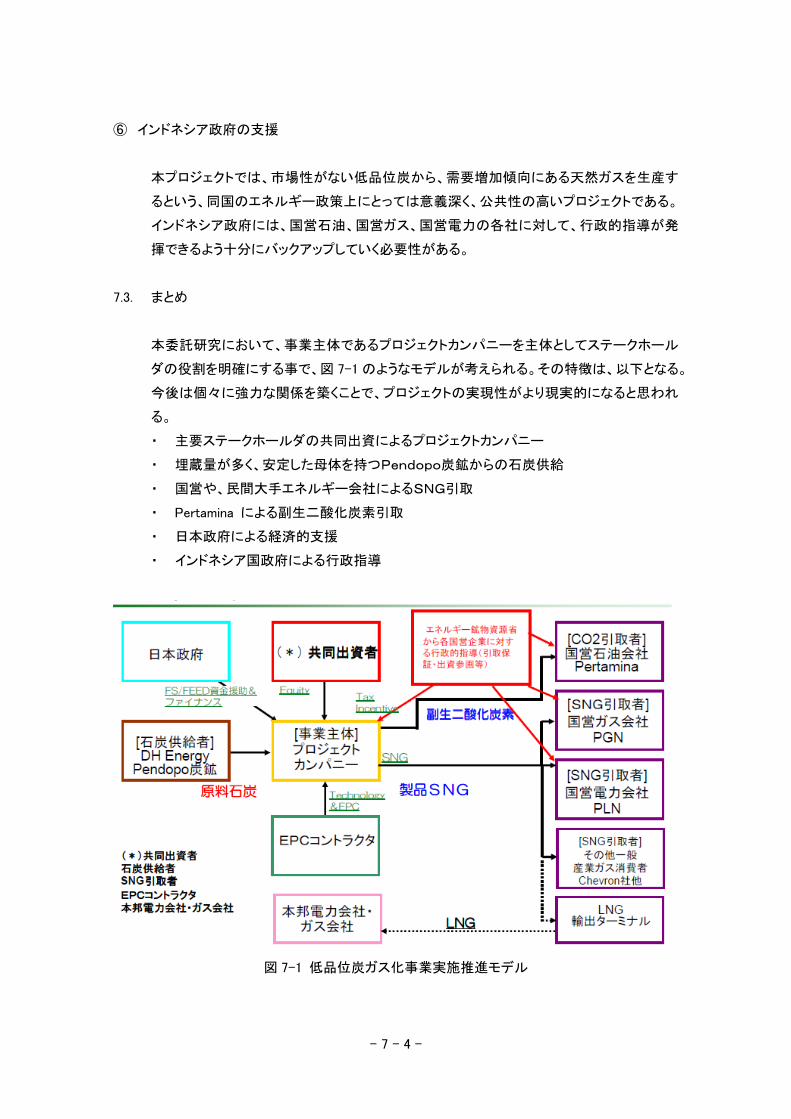
⑥ インドネシア政府の支援
本プロジェクトでは、市場性がない低品位炭から、需要増加傾向にある天然ガスを生産す
るという、同国のエネルギー政策上にとっては意義深く、公共性の高いプロジェクトである。
インドネシア政府には、国営石油、国営ガス、国営電力の各社に対して、行政的指導が発
揮できるよう十分にバックアップしていく必要性がある。
7.3. まとめ
本委託研究において、事業主体であるプロジェクトカンパニーを主体としてステークホール
ダの役割を明確にする事で、図 7-1 のようなモデルが考えられる。その特徴は、以下となる。
今後は個々に強力な関係を築くことで、プロジェクトの実現性がより現実的になると思われ
る。
・ 主要ステークホールダの共同出資によるプロジェクトカンパニー
・ 埋蔵量が多く、安定した母体を持つPendopo炭鉱からの石炭供給
・ 国営や、民間大手エネルギー会社によるSNG引取
・ Pertamina による副生二酸化炭素引取
・ 日本政府による経済的支援
・ インドネシア国政府による行政指導
図 7-1 低品位炭ガス化事業実施推進モデル
- 7 - 4 -