,( y - eng.harran.edu.treng.harran.edu.tr/...imal_usulleri_-_dokum_ders_notlari_s.yumurtaci_.pdf ·...
TRANSCRIPT

Ytr YVi. LA r + ct c j/
c ,(i T/vtf.. cc.(-1\....._" ..-'
E R :1 T 1'1 E o C A-~~ R i
Dö;.cürrliunelcrde "cullanilan eritrne ocaklc:.:-·=-::-.::-:' [;örcvi, dö}cü-
lecek ~e~2.1i eriterek döküm sicakli~ina ula~~=-:~~~tir.Anc2k
r 1.r ~ t -ir 1 ~, . d - T' 'l~ co .; ~ . 0 ..,,,~ = -'~.' '.' co l d ~c-'15.;i.S:::siv'ct is~i a ...._.n gi e~i iIJe>J-,-,gC.L [iu.c __ ~, -._-~_ c::.~jcn,
~ i-O', ".'h' -- ll"lo~ ~-QY'l~r"'kiçiri-cr~r,--~-l-;o~i-i'~:J"'c.c~Sl ci"Ei ~lJi,oze lK_",r->.. c:..f·-- (L,,~ ~ - _i~ .:d.l-----. _~L ~'>o-'-em.L~r
cc döh~::::.den her.;en önce i;erçeklestirilirler. -:--~-=:2 va dökÜm
u'C:-i..;lcr;;c..larinda üüy-iik özenle çalisilr:iulidir,~:"':,~=-::i en kücük,-' ~ ~
sa:;)TiC::'.c:.r deihi k::i1iteyi büyük ölçüde et1cileye.::. -.'-=:' cehCi .c==rirD.
f:':ide.':':~.~t.:'':::si olanaki:iz 1-:usurla.ra neden olabil::'r.E?:itwe sirasind-:i.ki ki:Dyasal bilesio dE:;:;-i.~~=::".=.rir:e E':0re
erit~e islemleri üç sinifa 2.}Tilabilir:
(
::.:ri, tr;; e ; EurJ da eritme sirasinda kir;~Y3..sal ·:.=-1::::2]1 det;::..smez
C5rr.csin aluminJ'u221 ala;-imlari ,bran::: ,dölc::Js c~:::.::"r -.;e:;'2.. çeli:"i n ~cot OJ. ve v a erict ük s :i. yon oc ;:'kI 2..r i LE J '::r i c:=-::. - ::-.c ::..) ,_-'" _ <OJ,~
n ) oC', ~ ~ ~.., V 1~i 1 p c; 'i " 'J " T' 1 ~~ co· O ~ V", ri c: -- '- 1 - " -'. '-, t ~, c:"~ ~ ~,"l.) ~ :,..'::..."':_l; . e D_ .• ''-_ID -'{c' '::1._ c.~: .• ,~. Cc:.:::i->..~ ~.c...Cc-·. .;..__ .:: co .1.0~J.. e .•..-,-DB~ --=- --
bagli olarak bilesimda sinirli degisik::"ikle: clur (frne~in. ,
ot2::"tlcyici ~tmosf~rde pirinçte çinko kayti,~~=ol QC22'n~a
Si. ve t<'jn'nin azelarak C,S ve ?'un ö.rt:.:::a.si) 1
c) Eri~=e/e Alasim Hazirlama: Eurada eritcie ';e '='12slm hE.zir..:..
ia~a tirlikte ~apilir.D6k~me geçmeden 6nce te~irli aralik
i-~ia rn'li'zler ,,~nilar~k ~la~imin lri~vacal ~:l-c;im-i a-ra~_C---l.... .....L.. ci~ u.. .J Cl-'-- i....;. c. ..,:_~ -~_.~J OJ L_ C"f ~ Ll.:_ v'f -"--
la:,1r(ürnebin Sie:c:en's-Eartin ocabinda çelik :'.:.:.'etimi).
Dö~=--:.ir:;hc.Gel er iç in en uygun eritme oca2;inin oc':::;'ir"i iide dil=:
kate alinma,-,i e.;ereken baslica kriterler ~unlarc..:..::,:
- LbkU!ecek metal veya metallerin türli ve miktE::':~a 1 kapasite
ve çalissa s~cakli~i bakiminc.an uygunlu~,
il'r ~~t-1Pi'ni ve. ic;le+-~o n-~ri"rleri'nde ~1ro""omi'·1~'-__ ...•......L\... j' d.. •..•~1_ d '- ....•...'J....1.. :..·Jt .•...• b"""'" 1..:. C .....•... 1 e!'_ J..~ __ 1<•. ..l..._'.}
ÜZ ellÜ:l eri kontrol iJike.nlari ve Eletahi.~ jik t ,::=:'2 lik.
- 70 -

Y..:it.Pc"
a) Sabit '- \U)
Sekil 7.1 Fotcoli ocs'rlar(
b~slic21ari ~unlardir:
pot21i oc<2,' i ClT
- kUDol acce'i
- e 12]( tr i k 1 i c c ct k i cc::"~
konverte:=-ler
SiernEns-Marti~ ocaci
- hav21i ccaCl2r
7 . ',. ~'ot Llli occl k 1 ct r.
~J~ jir çelik kabuk ile aç:l:p k2pa~ab~len bir kDpcktaii clu-
sCjr.O:::il~ln i,~ir:.de iT1et21Ge~ 'leJ'2 ref::-a;";-tc:l' özellikle r::iJJ=e~e
1erdenlireti Ü:iis bir pota bulunui'.Sabit oC2~lcI'ca pot21si> açi-i,~,.~i, \"~Y'-l ',~ d~T> "I' ;--ilç.n ~'e;- ~-; +-;:,..." 'kt,..",. ~._'--'_CL. Çlhc.~.i _Q~coin CL",U ev __ v• r~ ~a.l.-,-n iu_U ve r.ii c a~~_.2. Uj'-
2;cn de;,:isik i-,otal:;r seçilerek OC2'< çok .:;.çci.çli olarak kulJ,Lmi-luLiilir.
LaDasitE Leri 15 kg ile 1000 LE ara:::L;,da ce,'tisen }::0:::-a1i
- 71 -

d0~0ic sicaklik~~ ~riyen ce~ir disi met31l_r eritilir.
IJoL.:.li ocu,c12_'ua one')il i bir di;ZÔ.Vil~tuJ \eriois mete:; 1in YunDla
-u:clari ve yaJ:itta veya e:rtar;,da bulunan r;enden olU::;lln buhar ile
te~l25ta olmac,idir.l:..rimis LJ2talin blinyesince özellikle hidrojen
SdÇ-Ast:.::r
TcbEi~}n (].çilmiskomiinu
Bacai
Sekil 7.2; Kupal ocat;i
- 72 -
~.--,----------------------------------
iirin 11 L ii:O sf eri ni n hefif oksi t 1 c~yi c i 01;J rek Z1yerleflc-:l2.Si ve y~=l:i2 Eazlu~'inin eriyikle mumkün oldulSu ~:c.dar az tesas etmesininsat2;lc:inmc::-;ibüyülc önem tcisir.
7.2. Kuyol Oca8iKupcl OC~~l seçtGn yapil~is ve içi refrakter tL~la ile öru
lerek a5 ta:rl'iinruis dikey bir ocaKtir (Sekil 7.2) .rupol OCE.klEJ'l
çok far],1i boyutlarda yepilcibilir. ':'iccri ocaklciI'in ciS çapiEe~ellikle 1 .. 2 in ar3~indadir, kapasiteleri ise 20 to~/ssat'ekadar çiL:ibilir.
Ocak içine pik1hu:rda,kok ve kireçtasi birbirini iz~eyen tabaical-aT i-ialinde histüste yüklenir -ve :~arj alttan erisis-r-.etali!l
alinmasiyla kendi at~irlibi ile asai-i ir:er.I?ejiLiJ t:21indeki OC2J~
ta altt;ii:i lcok yatai::i;-:.a tüyerlercc:il Üflenen havanin sagladihI
yanma ilc olusan isi, birbirini izleyen kok ve ~etai tabakala
rindan [eçerek metali eri tir. EriYEn r~,etal kok yctap-:i:::.dan 2.s2t;:isjzüier(;]~ ocak tabaninda topliliiir ve Z2~an ze.",ün r..etal ap-,zin-
Dökv:e demirin eri til~e~inde Y2)'2:in olCirak kL:_12i1l1E..nbu
ocagin özellikleri ~öyle sirdIenabilir:o) .sürelcl ilik: Sivi retal ocaktan belirli araliklE..rda alirür.
Kalip üretim hizi ile cetal erit~e hizinin birbi~~~E uygunol"-~ak c-,~~lr--~C'i'-çle '_"~o-, cc~>-;'-nd~[] c--~-= ;:rc:iT:-r-l~ --~ i~ .'._U-'-- OC\.)-..L--,-IiIG.u J- _>.-L.:.--, __ 'GL.1...":' ct 1 ,--e-Li_u. ~"":"".....:....:L..t.::: •.,,:/c.._c"I'-4-cr.:.i-
lc:itilir.;:;ritme
dG~a ekono~iktir.tirim, bem de isletme gi~erleri bakimindanc) Easitlik: Az yer tut2rikuilE~isi kolEY,ki sa olai~ tir ocaktir.
d) üzeIliklerin Kontrolu: OcaktEn alin2.n dö1-:'mec.emil'in bile-
simi ve sicakligi,firin sErtlarinin aYErlaninasi ile belirli
sinirlar içinde kontroledilebilir.Eilesimin ve sic kli~ind&ha ~a3.s:is ayarlaniiasi ile içyapi detisirilerinin en Eza in
dirilmesi isteni~seierimis ~etal önce iki~ci bir oCEta
-:,Li ir ~ 'e'· .• · (i'l'ryplt-"1 10'1"" "'ur"lC'~ "C::' i-."·l·+c>...-, s~Y'~-; '--'-';.c...l.:1 ,::;ei hlL ~l~~~~~e.c..c..-~ 'c c.... ci. ,JL..? .LL. ..•..•_c,~'" Ud~(J. GO.!Lll!Le
geçilir (0ublex yör.temi).
- 73 -

Dök~ni ~)cak~urinlio elcktrilc (~n('rji::;i~cJen yc:irJr= iJnilmaEi
19. y~zyilin sonlarinda ba~lamls,elektrik enerji inin Fiderck
la~~rak d~(isik ocak tipleri gelistiril istir.~lektrikli ocak
larin üstuulu,kleri aSCGidalci Gibi oze~li::nebilir:a) 30000C f;ibi yuksek sicckliklara ulasmak r.iu[r:ki~ndür,
b) SicakIiGin kontrolu kOlbydir,
C) " "li r rri i urt" ro i +- e IT L r, o'L i'i./u .i'l.~'- cJlli L.r iIJ_~ ~ ....•...,
c''\ ·'yo-i+-ilCJn ri.:oTC'.lln hiiPeimi C·o'/iilm"7 "'T'ica ;::;ri'L"'I';::; ve ~id~C",r'L...:.J _--'.J......LL..-l.--1..-\.-.I-1 i:.l'"-v •......•....L...L.••.•• ~ __ ~ .•......•.. • ---'--_!.iu~ •. ..r'~J-_ '_ \./ _ ji~ ci~ _:-:......i.i •• -
lcndir~3 [ibi islemler kolaylikla gerçeklestirilebilir,
e) Her türlü a12~lni içiD de~isik kapa~itelErde ocaklar gelis-: tirilmistir.
El d:':rikli oc CJklar ,Al'.K oc akl (Jri , El':Di..J(SIYON oc c.ld ari ve
"'tr.;7";iç oC~"la":i c'r.~ic :;~eT'e i;ç {Truba ,prilir.l./il~--':'A\ (""11'•. ~ .l.C":' Lt.Li _ u ~:J"'" di: •
1""\ r> .-. 1.·.. 1 --,., .v·'-'"ü.J. •....:.....G ..• _
elej.:trik arkinda C:Ç1C3 çikan isiden Y2rarlanilir.Elektrik crJCl
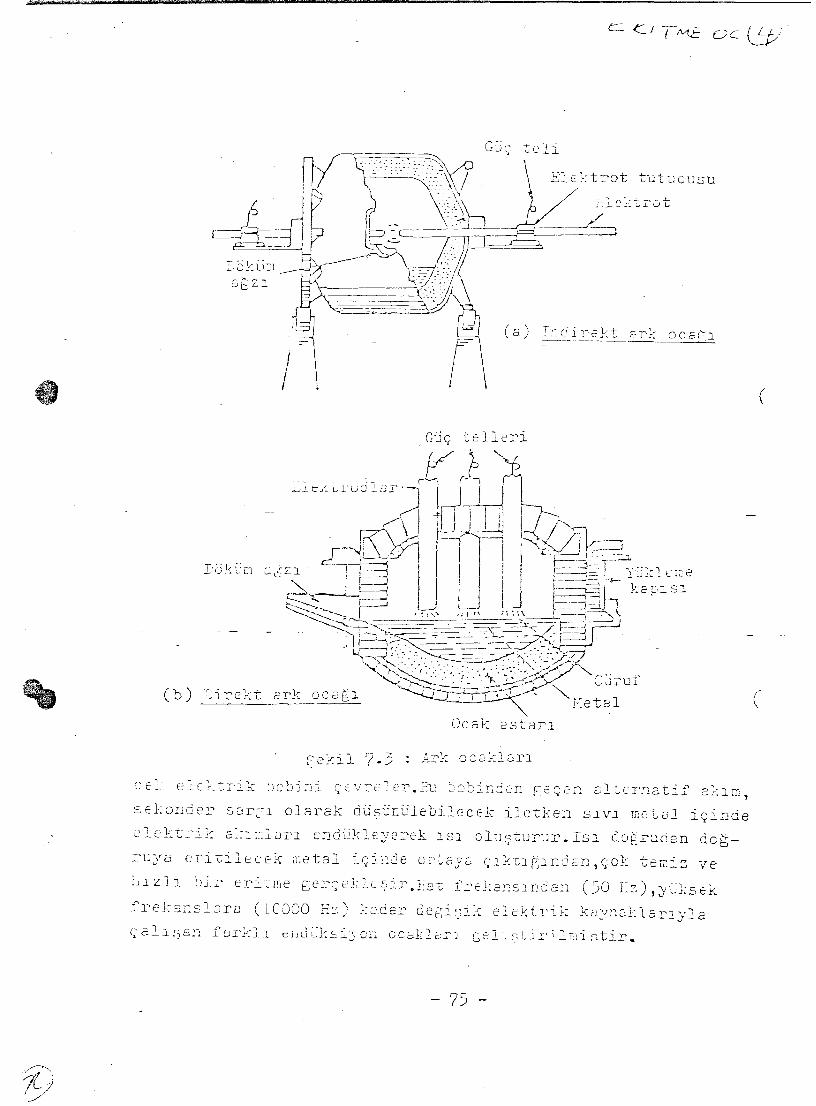
iki elektrot ~Eas:n~3 olusturulursa indirekt Brk (sekil 7.3 6),
e = [' j;:trotla rla erisi:;; de t a 1 b2I1YOS u arasi nda ol u S tUI'ulurs a di-Jr t r Y' 1r ,. >., d:ci ri (c' Jr' 1 " 3 b) co" . ' 1-; :c ''0 1.j... < y' '- ~ "rf" C~.C ni~·.::...,iT'. Cl." ,e .. i (.. >02 eei ~r. i~eKG '~'.'L Cl.u-
1 • ~ "1 ~ 1 i J. . i. L (' •• i i . , .. ,t:-) :lG 2. [2: ne ~1lK e :) e-~e l( L ro -eDUi ~~n~ii'• ~~~ UA-ll1.rC-i a c-i;.02."i iee l' iJ G<~l
vc'/a [~rafitten 0retilen ele~trotlar3 uv~ulonan ~frilim dG~~kJ , v '"---- r.. "
c~::i\il ise yuj.=sektir.
Direkt ark oceklar'inin kUIICln2!1Jl daha yaYLnriji:;:' ve yuLsel-:
si caklikta E2."iyen kali teli çeliklerir.; e:ri tilinesinde terci!J.edilirler.Direkt Erk oCokI2rinin kap0siteleri 1 •. 1500 ton 012
bilir,a~cak en çok 30 •.40 ton kapasiteye sahip olanlar kulla-
ni ,..,1" i;'--: trh:l k'i~dr si' tel Pl'l ""ok- o'"'np dL'~ci;!r ol ~n (en "'Ol' 1 ton"~ .i..-'-- '" .::'..0..·1.. -,~ ~'---'i-J . ~~_ ~ \, _L ~.i.._c.i ,:,Li_I\ .. _d.i.~ \j 1'_ ....•... 1 )
indirekt ark ocaklari gEnellikle demir disi metallErin eritil
Gicsinde 1,ullenilir12r.
7.3.2. }~d0~~iycn 02o~12ri
Lhdi.;k s iyon °c ci k 1G i' ::. c;- c 1<:. i r d E : c s i z veCz e re i lei (~rub a (}y r}. 1i rI ar. f' e r i 1{ i
çekirdekli (ka~all:i) 01
ocakta ca erimis ~etBli
"orina 1 bi r tronsforma törün primer s a:r-gi S1 olarak dü §\.intil e bi 1e-
- 74 -
,i,~';;:;;;;-·'C~~---·- >'" 't<'''-''''~'''~''=>i>'-''''''''~
(a) Indirekt
(
feKil 7.3 : Ark ocakleri
CE}~_ elc~~tl-'ik ~)c~ini çt.\/:'t?le:::.fu ::c\cinden [eçEn ôlteY'_1J.2.ti1' 2:~lm,
sekonder sarfl olarak dus0Ll5lebilecek ilctken sivi metal içinde
ele:kt:c~i}:c~~:ir:lari endlikleyc:cek lSI olusturur. Isi dotrJcen dogruya eriTilecek metal ~çinde ortaya çikti~lnd2n,çok tE~~~ ve
kaynel-:} a:r:iyla
75 -
(
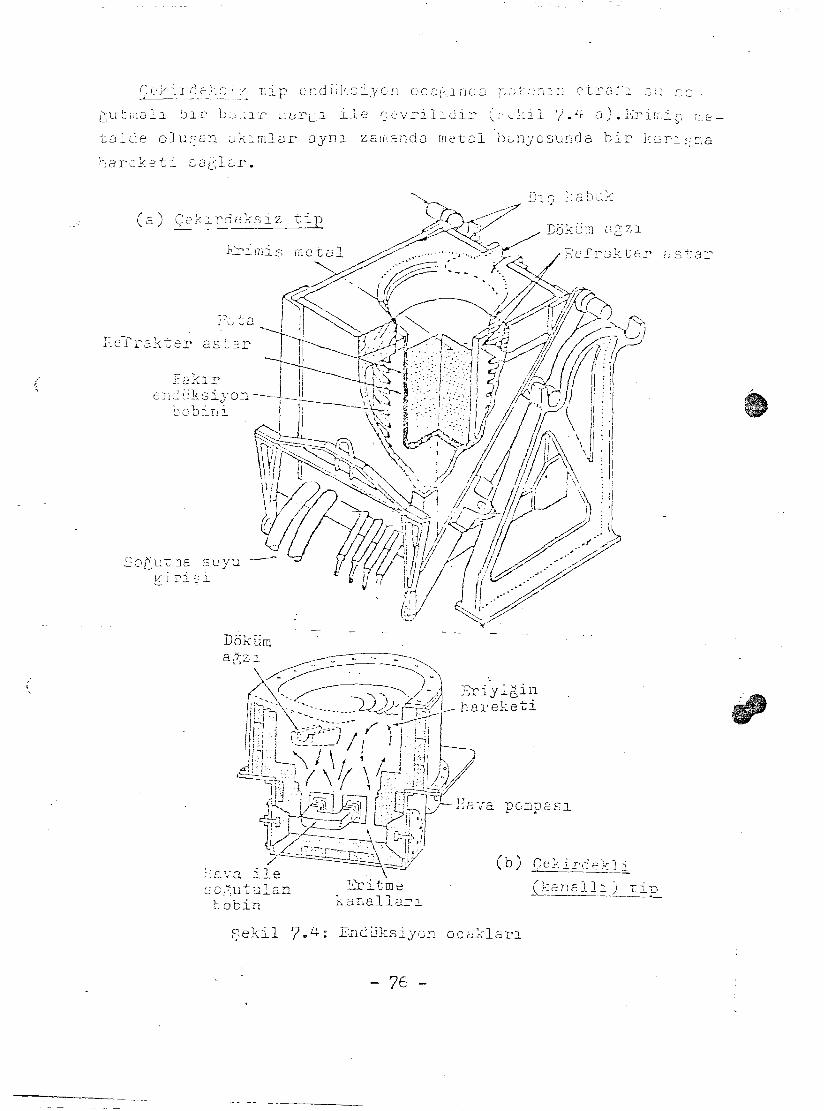
talcle oli..:.scn ....dnmlcir oyni zarflanda metol hc.nyosunda bir ](6rl:;cr,ah 't' ,i. arC'::{e 1 sai,; (jr.
aster
himi;:;
(a) Çekirdeksiz tip
cstar
(
(tanelL.]
pcmpasi
Cb) Çekird ekJj".
,Eriyi8,inhai'eketi
Döküma(1;zl
::::o/,\ut:ilanGobin
,'<
f;,ekil 7 ..4: .Lncüksiycn oCdklari
- 76 -

<_ l (;i...-l c-
ç'<:c-.r:irc3cJ;:ii veyo hbnolli tipte, sivi ictol pTii.~lT S2T[':iniTl
çckirde~i çevresinde bir kunal olu~turL~ (~ekil 7.4 b).Cenellikle hat fr~kon~inda çali~2n bu ocoklarin elektrik verimleri
daha yukselc.tir.EiJnalli endüicsiyon oca':\liJrinda çalisnaya il~=b,<lörke::i j:~I,r21i doldurGc,:;:: ]:cc2r b-ir Sl'n GEtôlin doldu:;,-'vllTl8si
- '> - -
cerekir.Eu 1.:ip roakler ceriellilde eritrrlE: için de(il,bckletme
ve a.siri 151tc:a gibi islerde tercih ec' Iirler (örnegin dublexç ci li C; rncida) •
7.3.3. DircI2ç Ocoklori
iiu ccokLurda elE1:trik aL1.lJii::iiD bir ,jiI'enç üzel'ineen t'-::eçr.,e
si sirasinei.; olusaD isidan -ycrarlcnillT ..Ji:::-enç ocaJ;:lerinin uyi:'~lal1ia alaliJeiI'i çok sinirli olup [c:iellikle eI'ii-ie .sicaY:liC:~i
c1j.siik l.lalzei, eler için tercih eoil:rler.Dir(2'.çler tel olcbild:(Ci [';ibi , ii;iiiden Y1j}:sek uJom geçirileL ~rcrit ve silisyu::n
Lorbür çubu'~lCir da }:-ull,:ml12bilir (Sekil 7.5).
D7777 / ~/! ~7~/ // / / // /)~ J'?7/70:1Wrtf{;~~:n.;!~j~/hWri _ Tel direnç i ,-{j
i\.
Sekil 7.5: Direnç oc akl c:~>i
- 77 -

sekil 7.6: Eessemer konverteri
..
ri'T'opena" lr~r:'rpr+-eT'i·.............. 1 --..J ..l._U":''Y_ ~ .. _
r; Ji{ .~.sekil 7.7: lrcpenas ve oksijen kGnverterleri
i<onvertcrler
YODverterlerde pik veya dökme cJcriiirlLTin bile::;ir.il.::rindeki
C,Si,::n,P,S gibi elemc:ntlerle dilEr katl:-::iclar aritilarGk çelik elde edilir.Yani bu ocakIJI'da amaç m~tali eritmek de~il,
eT} i~2rak çel} y.: urctriie~'-CtiI'.EonvcrtC're dolduruICin sivi nietalin
l (~~ '" V2 y ;; y 0 ~~i:: Y i Tl e b 2va v eya saf o k s i j e n {3f 1 e n e rp k i i St e n ir e -
ye: c::liCric:ntle? }cY.:ilarak Eiderilir.GereLti~ir:de alô;,i::löma da
ycpilorc:ik çeligin bile~im:i:Ün ayarlanaiii bu ocaklarin eegisiktürleri vardJr. tlk gelistirilen ocaklar }:dvonin tabundan üf-
- 78 -

le:ndit?:iBe'sseme-~ }:onverterleri (?ekiI 7.6) olup ...;uni:iriGzdeda
ha y aygi n ol ~rLik Lu II anil 82-iln r hs v cini II rii8tbl üze riiie y cmd an
üflendic;i Il'i"upenaskonv::rteri ile üstten saf oksijen üflenen
oksijen konverteri6ir (~ekii 7.7).
7.5. Siemens-Martin OcaklEri
C;elik ür"etÜiinde :YE:Ybin olarak kullanilan Siemens-!'JBrtin
ton cra~lndadir.Oe2ta pik de~ir
yariya) y~klenebilir,2yrica cüruf
ocaklarinda sig)elip~~k kesitI i ve genellikle bezik astarli
bir eritoe bbl~mü vardir (Sekil 7.S).0odern oca1:larin kapasi
teleri 10.•600 ton arasinda degis~esine ratmen, en ço]~ tercih
ocnklar serDik demirin
edilen k2pa:;iteler 100 .• 150veya hurda erenellikle yariu '-' J
olust'rtleu Lireç Tdsi ve diGer katk:d&r eklenir.Eu,
(
~ekil 7.8: Siemens-Martin ocati
- 79 -

OCEoLO sivi } ~)lc(? cJcld'ul'ull[0~1, hcrn de y,'):sek fii'in c;o:::.:incicn
Yulu t 0181';:L :liJrLJrlonill;,iJ,-,i I1;L:d:ün olur.OcoCiii çDli ;rriclsi siJ
rekliuir,ani2k belirli araliklarla (5r~~tin 3 ayda bir) ocakt0~ire ali~:r.CenellikJe gaz yakitlar kullanilir,ancak sivi
y c:rl,:i 1:1 (J l' V t: Y cl P l; 1 ver i z co k C:, Lir Gc k II 1 12 r i i1 iJ b i 1 ir. C çi z :y c:: Jr i t v el.uva c.n isi ::il:ip eritme bolgesinde j'c:ikilir.
Si e Die ris-i'!a rt in oc iJ Jd clri nd D dô ce re l: ort c:im it=erc Ls e c L;ru=~la
o~u::;an reiJJ::~~iyonlcrla,y(jklene;1 oetal bL:YGkölçüde ari tila:C'2kçelik elde cc}ilir.Lurada c:yrintJlari v('!'ilriieyec(:'}: bu ari 1:,-:-;a
-\~e ala~l[::le::J i:;lc:mleri sonucunca çeliCin bile:,;irr:i ilc' SlCE}:
l::.s-i a) iJ rI il1.i r v c s 1V1 çel i k pot Bl iJ r B a} ini r ~
7.6. EBvali (alevli) DcsklarIlavali fir}:-~:!.-2r dck~::e der:irin kiri:yc.sal bile~iminin hassEs
olaTale aYOj'lcii[!;cSlDin cerd:tici (örnegin teUlper döküm) GL:rL2
lccda l:ulLinilir.Kapcisiteleri 7 .. 30 ton arasJnda de{Usen bueCeklarda s'b ve 'Uzun bir critr,e bÖlGesi vardir (Sekil 7.9).Genellikle i:ei_ilc hurcasi,pik c,emir ve teri::;er dökörn hurdasiyla
çali.'::iiia da ,'.'cpilabilir. Yaki t olarak [eIieIlikle pülverize J-:jGCr ve h8V3 k~r:simi kullanilir.
$ekil 7.9: Ravali ocagiii kesiti
- 80 -

!i T AçA- f2 J M' C 1,~
L~ (J. - L..•.
{ t
fL~ ELf ~li'
, -
--- ...-'r: 0
! c:,,; "'i S L'(' :: ) n;i ci E' tk 1yecek 2 or 1 amsla r1 ve. B ere i:::li emn 1 YECt ka t.~~!.'; beTir1emt'kle1 clD(vr11CU ise bu 'zor18ro~ji t&~]riöSl on
r0 ,~~ malzemeyi kUgWrSU2 liretmekle y~*timlUdUr.~azi durum-
? ;:'.;;!6'(jj11(j..ri.i:n perçedan b~kl€.diBL i.~!evii\ yerl'f1e se\iri.~:(~I',/'I.C;{ .:h;:rL'l sadece tek çôzlim vardir. Böyle hallerde p2trC:SrtJ,.l\
'f\c~: doktlm yöntemi açisindan kolay üretilir olup o1l11d~i9t
<J{7i\}}Y1P, clDkv?f1cij-sö2~All'5rJ. bi.çimi ilr-e{ebl1/Tlrok içif', he!'ol ericU:J1 1t1111dritlif1k2Df'(J.ncldo'1t"~Mco.k par-ç€i t~5E1rlrNo('lnoo:7
i t(! 0'- bi.r-den foclei seçenek vef'dJi'" ve, tase!'lMdct ür-Q[im
\!;7,/y.,<]'/li( ~~e:, ,,',}: ve e..kOf'lOMil uy~un1t.i~ull di1::r.e-tf2. et tVltrrtt3.! }g~l"e~.. i V1 i i , ••.••V , ~ r.' --i i ' ~ r_ i J.. r'- ,.-,i "':r'~. VJ () t..vl S f", r-, t ~ cl >"i.;"'::;.';. ·~,·'c..Ç'Li:'C"e. .:."" y8r}i.' .•..•tl J l·V-L",-ril.~ Ui_v
~ ,". ( J~i i-:~' i '~
iiCv,-r-~!
! v··v"Dt(} i~_i ere
ri
.... - ~..
\- .•-

b) Far çan i ri % e s it ler i r·~,LiGk 1..2n c ~ d Ll~';u k a d 8 r e.c- it ol 2 r 2 k d C :;:,2 ri~Enmeiidir.Aksi h~lde kalin kesitlerde ya çEkme bo~lutu o:u
~ac2k, ya d~ herbirinin ayri Byri ~~slen~esi gErekecektir.
,
i
ir(\
c) Kalip içindeki kEtilas~3 sirasinda olussn ianeler isi ile-
ti,,;iriin- yönLDe göre Liçi~lenece~incen, iç:yaj.:'ids bEi) zayif
tÖ1selerin olu.':i:asina ~·:2r.c;1 önlem elinfTiBlioir.
d) 13ir nokfcda :rii~;rT',1:ün oldur-u köc' r az }.;esit birlestirilrr:elidir.;isi halde en son olsrak ketileS8cak bu kBselerde çekce bo~
luklari olu~ecakt}r.A~a~lda kesitlerin bir noktada birlesoesini
için yapilabilecek tas~r]m de~i~ikliklerine OI'-
- 109 -
(~~ ~JLS:=: ]( JYL:i-'n/l,ç

e) l\l' ~~K 1 L 1:Ö .~~e1e r ;yu v8 rI at] li ali,qrt 1-,bn'G~;:I1B dik~at ecJilTelidir.
5DCEk bu slraGa kesitlerin
i YI
r) M3çal&~ tiçimlendirilirken olu~2n [azlarin kalibi ~asi1
t'2rke(:~'ce3 r-J0~-ljni;}r:;eli ve [l;er;'kli düz01t::'C:eler ~'5i.;1::'[1311di '.
J Yi
J.. ,.' t;." }: .',_" .-:;ir
(1(,1/0" b-J/"r'ccv
S) k B} 1 o t 8 k i E C ,'c II re EJ\ c.
~esi son~cu elLeBcak SlC2k y}rti]m8içat}2~a ve ç2rpil~a~ari" ..c n,' Q'y e c 2 k dij :>:: 1t [n e _ 2 r .ye rj J J [ii2 II d1 :r :
~~fi,/.i~\: k '~8r1;:lari- En az~ indirilccelici-=-.
(~ ' - • - i ~ _ ... ~', ,- ~ T', ":"" ~ '1 k '.. '.:..:co ~. - ' .. i- ~ '" ~ 1 .0"-,,1,-::;c.Jt'J. Ji, iJ~.'L:~. j''-'.t-'l-c','d-Ll,eSr.li1 "'-G,.e~tc_Cen ~0ç.l;""a LG}:;:,.
- ?ci re;. c =-:i ç ir~ i n i n = e rb e s t t j zii}me}' i e II 5 e II e :7:e E i h 2 J i ri Ge, '1: -., . L~ .•
~n,Q~~Qr alin~811cir.vrnegin,
, i/3'.~" (~'~ ..•'.,
f 1Oi'J,\, \ '--./< .. '. '.'.,~ '.
Ycnd cl k i t E-~: E :<l e t;i n J-:- 211 pt E k i s c
~cJrrJa SlI'cSJr:=a sert,stçe bjzüle
me~esi scnuc~ olufEcEk iç ceril
~eleriD çErpilca ve~a yirtilrnala_
ra neden OhcS::111 cnlecek içinare batlanti1o?oa biçim de::-i~-'i]:_
110 -

) 1 1 V'~ L ;><- ." 1 'B KB ip ama rO~cY_IFl raKiminasn
a) Yerel çikint}larden rr0rnk0n oldutu kBdar kaçinilmalidir.
b) Ii<] c'e 1i n ka li r t c:"1 k c ~ ay s 1y rJ 1ci::i }cr; e s i i ç i n } e ter 1i e tS i in
saf'lBnri,elicir.
," i.
( YI
c) lcr.çB biçioiendirili?)~en dökcm L21ib:inda düzle::sel bir
b~lCm y0zeyi alusturmaya çBlisilmalidir.
d) Zorunlu detiLse C5ça kullanimindan kaçiniImali, mümkünse
iki ayri ~aça birlestirilQ2ye çalisJlm31i, dökümden sonra
ina~alarin kolay temi~lEnebilsesi için yeterli bosl'klar
bir (3 k J 1ri21i d 1 r ~
- III -

U'2stJr.
(cl
Y2ndB,6~k~m y6ntemiyle tretilmesi
plEnlanan tir barça gBr01oektedir.
-?arçanJn tasarJmJnca YEpJlan k~ÇLk
d0~~lt~E1Er ile ks1Jpla~ada maça
J:ulJcn:-:-:azoruiilulu[u oi'tüc:len kal/:-
r b)
/ yi
1'lo<%r,,,-,
2) T5Sari~da sullanilan e~ az CICer kalinligi, boyut tolerar-3
15r.1 ve ;yüzey kalitesi uygulanecek -dök"i;m yc'r:temini belirle~ede
en cnemli rclü cynar.A~Jri ve gereksiz taleplerin daha pahali
yön~e~lerin uygulanmasini gerektirecegi unutulmamalidir.
Kd~lt'it del/k/erin {;~nej:h /(LJrM
ictJII}'/{4c!ervL (lada 6i'Aj.y,lck+1

Savurma makinasi
Li
V i_~ /i/yinj! je'-,. r~;'VI~/~ (Ci f
~e x j! 4 Z .
Sarsma--iJas:i;a ve
çevirme makinasi
e ve uyçu-
tik ener
temIerden
3i'l18 en
u durum ka
'= saçlarni':?
~ekil. 1,;,1
1 örs ise iJS
ve garSma
b_5. Derecesiz Kaliplama Makinalari: J2grecesiz dÜSEY vE lj'Jtay çg
lisan kaliplama makinalarinin gelistirilmis olmasi kalip hazir
lameda önEmii bir asam_a ~rarak tanimlanmaktadir. Ayrica maliyet
açi s indan d e rec e ii k aiip 1a~~- i 1e k;Ü is i~st;r-ii d 19 in da, ger ek de
rece maliyeti ;-gerekse bos dorece depolama. ve .'<.onveyör gereksi-
nimi büyük oranda azalmaktadir.
ik elde ede
emlerinin
gin olarak kul -
Kaliplamadaki bütün islemlerCalt ve üst kalip yarilarini olustur
ma,maça yerlestirme ve derece kapama) bir kisim içinde yapilir.
Kum presleme
, "l ~({ (
\ \ \l~ .--\\ i.:"
Sekil 44. Kalip hazirlama
Model(~l) kaldi~IIJrak kalibin
ddkUm hattina itil~esi
;! '1tJ"')! ,)t"
Seki 1 45. Dökum is [emi
Düsey kaliplama yapan yöntem: (Disamatie) Bu yöntemde,kaliplama
bölgeginde [isziildi'ün kaliplariil ;~,' v2 arka yüzTe;':' n:i6didin sek-
llue göre biçimlEnirler_CSekil. 44)
Kaliplar ~aliplBma bdlgesine bitisik olu~a itilereki zincir sek
linde dizilirler. ( Sekil. 45
Sarsma tatilasi
Ors
Silindir
3.4.S
eki[ 41.
yüzeyine yüksek
, . 43 )
savurm~ kaFasinin
CJvurma kepçesi yu IA
nin içersine S2iVU-

i
V8KL in ku tc.:=: li
5) Dck0m havc.zu düzenlendiktenSOD?a derecenin Gst yGzeyi cefalya ile kaplanir.
(
2) Çok ince bir plastik fOIYE}sJtilArek ffiodelin yi:zeyi kepla0Jrv
6) Kutudaki vakum ka~d~rilipd~~Ece ::c~21~en ayiril:~~
?i) !.lç~k b:sinç y~~et212r~~f0~Y2n2n ]0zeyi Tam kaplamasis22:l;:::nir ve içiiide vakuin borusu bulunan derece yerlesti-
~;~ 2u ~e~iide l1Ez2r18i-~en i_3:it~rece birlestirilerek kalip~8z]rlenir ve döküm yapil~r.
- 30 -
8) KetilBs~a sonr5s1nde vaku~1:aldirildigE'.de kum cegilirve parça düser.
VBk~rnlu kaJiplaina y5ntemleri
., .rlJ.ir.
ii
\)L

}
t
.--------.---- ..--
(j)
t(AlIP •• L(;UfSI
" i H i l J.. ;.. ,1.," o ri", li ~
\..•.~,:":,' , .,. e
'\:1ç~ )~.\.j. (~ . ~« ~?~__ J...;,:/ '" ..
P h ~ C A ~ i t.. '" i N i ~j
(~LN/j: i Ee//i/j)r'
(! (iK ~J 1,1 U lt. i)!iIH
isl!11 1.<1S ".11>' lll'"
IS1E/'i[H "C1Al
[JOKU/,IU YAPiLiR
001\ Li ~\
i»
H/\SSAS
/'l',L L r p ~.iA [.IUE
I" i R
o,~ \~URl! hi A . ~ li. iii [ /j i) ci" 11/,/i<,UlV}jV i) ,
1.~~""j.H ... ,\ll')I)[ll hi Ii.l"nt i\(~~ t j lt y_t' (:.11' i iI:'JhJ.J J( LL [ii L Rili / i S )[ lif H hi f iAL
[[~R~i<' OI;,ARI
D (j K U ili
v'
~( II ,,' i. I G re,' [:; i , E
1.[ ~ L ci ."1 TE,i, ~I'
:.': f\i F(
, ,
~. t:. L ,: i ~ G ( f L tl i~jr~f: F f, k t\ 'i~. R 'r t.. ci 'v ~J
n~H,~, "iJ1Ul.U't
0"( 4 IHli. U [ i" ri L iL
i S TE i,' F. N k E f ii , " LI. Ij
t:A/s tiC- L LiC! ~
uez;- TiMve·
"CJ[) (L S t, L i<, I No i 0 Z [ l
S ~r; SF. H A N i,. çÖz f l i LLL
OI\LoinllIR.
( ciii /1J'JI1J 2h:}; ,.c(jj1~(,
~ /J LJ {;; /1.-1 E !.6 t:/",' Jf,'\,'~> ..>-..();,'-{ \ /
. \ L /, .. , ) \ . , <, . lo, ,i " ..,,---.-. - r j 1 . .'/i!i" ~
.•. ' i _.~ t~jh __'" -=1 ' •"---- rlrc~C=.__-=:1 (OW;; ) -,~-- r i YAK U'"f·,"ODlCl SA.l~If.l1 K...IIILLI.F H"-5<,AS riO~UfJ ,t.LIP ~()()[SII\lN 15111t.M/S Kt.lIP ..1./1,;i:.l.SI,' ~
(TFlAFiii.i. •• ElhL O,:EL ".tlllPI.lAOOC 'ui;,JIJ,ASI \i[DON. "ALir IÇIN[ liiflILAHt.K DO>:L)j,I..
[LIR KiliF GECIRILlf1 cl IL F. DO LDURULUR I""· NDAN SONRA.
Zr \ L 'ÇL\? \j Ç?rlr \ \' 1,\ '.' H i L I N (II D o K IJ M P " r, C A S i !', i N I Rtlif<1:<J \i 'liiri >.iO"",lERERiTii[,,~ y, C' I S A F< I q. i N i ri . IJ S IJ LLE R i i L E
KA,. i P TAN C I KAR ILA N .., 00 E C L. f il
'" ( i< K f i'i tl'i i< :6 ( s L Ei' '" f U~KI I ~ ~ ii' r. c. f ~i' r ri i" lltJ " U •• i" Hç.. i • " 15 k I. K I "',( VV\ J ç;,ll ((, r ()rf.::;i~,nr ' o AI/Al il i L ~ R • K f. ~ ~ L l N 1 i
\ '0J V0'i ~;iq<4\<',())r 0', \ .'.' YERLE RI i~ ~ L<lilR
\i J <J j",~
_______ ~_ ~ -:--_ ... __ ~. _ \ '''"':1 ..••.
/':1 ('i ' i··' • \ i 1/ . ::;:::/'<.:.c, \, __./
;.(~ j -, ") " . ~ . ~ ,~.~.
f:\.r-~'I, L LS/ ... ~\.{ -- is\ J) '" .~C)r
. 10' ~\,' ~.~~f.\)1 .J, .il· rJ1!~c'S rJht;~·;V li i ,';i,:" r::~ .'f 't.. j . i' ~J \ J '\1~ 1- ç i
8J..:.\....) ~(~~.,.\'(.,,~).'.' 1~'~).:,\~~ J)11\ ~ i i- l.,k'">~~J_r::~ (t:i,~..('i'\' ll.:'t,<.!4 ~i(iLJ' r..(.·--:J:/1111"' o,, "a-",I'.~\ ~'r; .1.[.111.....1
l.iiii.I,J .. 1, ~,,'- \ Ü;.s ,'-- - - ---j . Lii' ;~~l __jJ .' i ,.\<,' \tt { \. ~.'~"'.~:i,
!'~---r--'" ~-_ ,--..D {:;L t;ÇeGL /
.... :~.~-~ ....J: i. \VJ,J? ..~ rj E.R E C' FL i H ,'l. S SA 5
. f-S ' (/ ~"11; ...:. r' i· \ \" ' .1 .~
)F~(tJCD :l~J® ~1~Fri,\KT(R K"eCiKLU
OIUIoI Y(YA Pll i. sri K ~i( All P i ç i N E (N Jt K .
ii: Eoiil/i.
(8d~PCemo~d'p.Q'~rQ('I\'r )
-<r'ON
o
ii
i ol,-.-<>,.,.,;iii;:
xo:OJ
v'o'""
:z: pcl c-
(g
~
;;ri' i~•...- -e
v'\ ,
~
r0 --< Ci\.ri i::i :z').., ...• ~-eJ" ;.: <'- ['1
CD ;:v
+> ~•••~.~r-'-' O-J
vl III.5! Cl!ci
...

CD iK:: DEReau'~LiFt:#iA.•....YONiENi
,-
,ÇA _ Iiil'rOlGf fOr/fl PA 12ç,;.., SI
®-.J;md,;ff;i
~'"0~}GY~fcm'Cic'i. ''''';, ~~/" ..~;/'....., ::-...-:=-~~-.~~~--'"f'/i~;.L .
i. U...•f- .i:Pltbrn I!QZlr(a'7mllS/ :-
\"

TPtLP-.-fL\
( PrD+~D r.
Se)ahuJ;; n it{~I'.J--etCi) .
iYüzey düzgünlügü it~~.. l:ji . JKötü iKötüIYi
Kesme hizi Cv)
-- il k.;, YU (eOrta
Düsük
TIPLEK!
MalzemeSÜDek
i SünekSünekGevrek
Talas kaldirma islemlerinde talasin Is parçasindan aynlmasi, islenen parçanin özelliklerine ve kesmekosullarina bagli olarak fukli bIçImlerde gerçeklesmektedir. Genellikle kesintili (kirik, kesikli), yapisik(sivanmali) ve sürekli (akma) olmak üzere üç ana tIp talas vardir (Tablo I) (SekilI).
Tablo. i-Baslica talas tipleri
Uygulamada yukarida belirtilen ana talas türlerinin disinda Isleme kosullarina (kesme hizi, Ilerlemedeger~ kesme derInlig~ talas açisi vb.) bagli olarak ara talas formlflI!da ortaya çikabilJnektedir. Bu aratalas fannlari Sekli 2'de görülmektedir. _
UzunXarisikUzunPa,çai Spiral
Iala~Bant
B emtSar i.Jmisseklinde
Spiral i .-- -. Sarilmis Paiça.
\ roi= 1C'4U:, ~.!fle
1\1
._ •. 4&b...;""( • r~ fJ.....ig·li: tii-i Sekil tJ&
[ .J
~ ~i~:~i ,,".•'~~~{-.
CSimge
i'vXOoô6.3Ct
1001006030103
Uy 9 un
UygunSinirli
UygunlukDegilDeg i!UygunUyg unUygunUygun- ~
Talas egrilik yariçapi ok yönünde azalmaktadir.
Sekil 2- Talas fünnlan
ci = Talas hacmI faktörüCt = YiniN!Vtm = Tabakadan talasa dönüsen talas hacmiVt = Kaldirilacak tabakanm hacmI
J It-->L EfZl L 2)
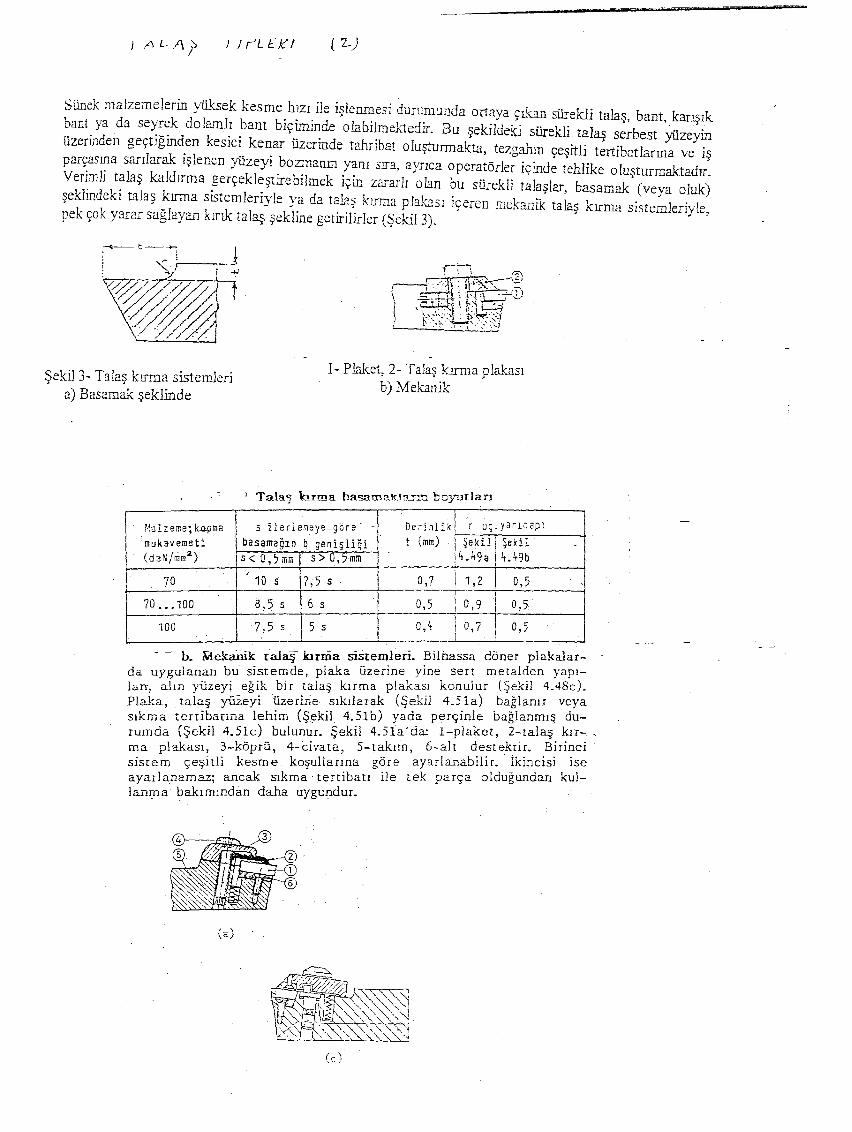
SÜllekmalzemelerin yüksek kesme lim ile islenmesi durumunda ortaya çikan sürekli talas, bant,. karisikbant ya da seyrek doIamh bant biçiminde olabilmektedir. Bu sekildeb sürekli taI~ serbest yüzeyinüzerinden geçtiginden kesici kenar üzerinde tahribat olusturmakta, tezgahin çesitli tertibatlarina ve isparçasina sarilarak Islenen yüzeyi bozmanin yani sira, ayrica operatörler Içinde tehlike olusturmaktadir.Verimli talas kaldirma gerçeklestirebilmek içIn zararli olan bu sürekli talaslar, basamak (veya oluk)
seklindeki talas kirma sistemleriyle ya da talas kinna plakasi içeren mekanik talas kirma sIstemleriyle,pek çok yarar saglayan kirik talas sekline getirilirler (Sekil 3).
Sekil 3- Talas kirma sistemleria) Basamak seklinde
1- PIaket, 2- Talas kirma plakasib) Mekanik
, Talas kuma basamaKl3Jill boyutlan
Ma1 z erne; k.a.pma s ilerlemeYELgöre - -Derinlikr uç.yaricapi
'Inukavemetibasamagi n b genisiiqit (mm)SekilSekil -
(daNfiiim2)s< Q, 5 mms> U,)mm 4.49a4.49b
/70
10 s7,5 s 0,71,20,5 ,70 .••100
8,5 s6 s 0,50,90,5
100
7,5 s5 s 0,40,70,5
- - b. MekaDik tafaS kuma sistemleri. Bilhassa döner plakalarda uygulanan bti sistemde, plaka üzerine yine sert metalden yapilan, alin yüzeyi egik bir taIas kirma plakasi konulur (SekiI 4.48c)_Plaka, talas yüzeyiüzerine sikilarak (Sekii 4_S1a) baglanir veyasikma tertibatina lehim (S!,=kil 4.51b) yada perçinle baglanmis durumda (Sekil 4.S1c) bulunur. Sekil 4.51a'da: l-plaket, 2-talas kir-,ma plakasi, 3-köprü, 4-cIvata, S-takim, 6-alt destektir. Birincisistem çesitIi kesme kosullarina göre ayarlanabilir. Ikincisi iseayadanamaz; ancak sikma tertibati ile tek parça oIdugundail kullanipa bakimindan daha uygundur.
(a)
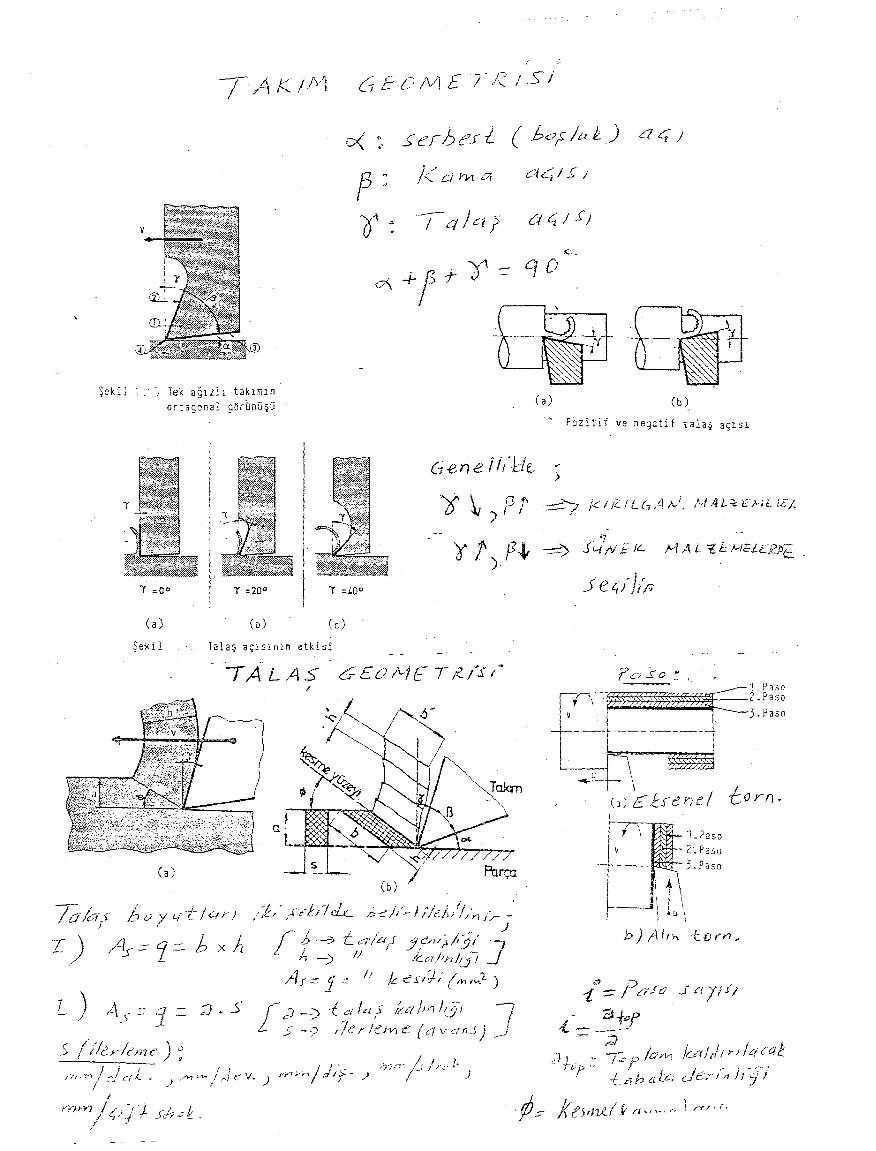
7AK l/v"1 6EOjVjE/j~/S'j
.~ Pozitif ve negatif talas açisi
(b)(a)
·:< ~> S erh eit (bo f i~L) a C; )
p=
J( ci m o;ClL;1Si
O:
IZI Jctlci C; / S)
~."'"-iL~ o' -=: cj O
Tek a§izli ·takimin
ortagonal görunUsü
Sekil
)Gen e 1//'t/~
() ~ ) Pt
t tP~ ~))
(a) (b)
Sekil Talas açisinin etkisi
1.Paso
Z~Paso
3.P3S0
(a)cl.s-er;e! {Orn.i
1.PasoZ. Paso
3.Paso
\!i
. ---...i \i- i 'll \1 i \
b) Alin. -t.()yn~
u
1")1,,.,7/lel. J.__ l ' ,-j )
/
-TALAS
(a)
/O'JaçF
.5 (i/cy/eme ) ~/ ! LI'70,q" C.I c7 A. ~ ,,"Yi ,..,.., / (Je: v. )i ..J,
j
mm/ t;i}) 3-};';1:.
T )

2. TALAS KALDIRMA YÖNTEMLERININ ESASi
2.1- Talas Kaldirma Yöntemlerinin Sistematigi
Talas kaldirma, ucu (agzi) keskin bjr takimla parça üzerjnden malzeme kaldirma islemidir. Bu sekilde kaldirilan malzemeyetalas denilir. Talas kaldirma islemlerinin sjstematigi, takim ile parça arasinclaki izati hareketlere, takim ucunun geometriSine ve takimlarin kesIci uç sayilarina göre yapilabiljr.
_ a. Talas kaldirma jslemi, takim ile parça arasindaki iiafihareketlerin bir sonucudur. Taki m ile parça arasinda kesme (veya
~na), ilerleme (veya avans) ve yardimci (veya ~ayar) olmak üzereüç türlü hareket vardir. Kesme hareketi esas talas kaldirma hareketidir. Ilerleme hareketi, parçanin uzunlugu veya genisligi boyunca belirli bir kisminin islenmesini saglayan harekettir. Yardimcihareketler ise, takimin parçaya yakb.sma hareketi, ilerleme hareketi bjttikten sonra takimin baslangiç noktasina geri getirme gibiçesitli ayar hareketlerini kapsar. Genellikle kesme hareke~i dönmeveya dogrusal, ilerleme ve YdjJuuCl hareketler ise dogrusal hare-
. ketlerdir. Bu hareketlerin parça veya takim tarafindan yapilmasi,çesitli talas kaldirma- yöntemlerini meydana getirir. f4i bakimdan:
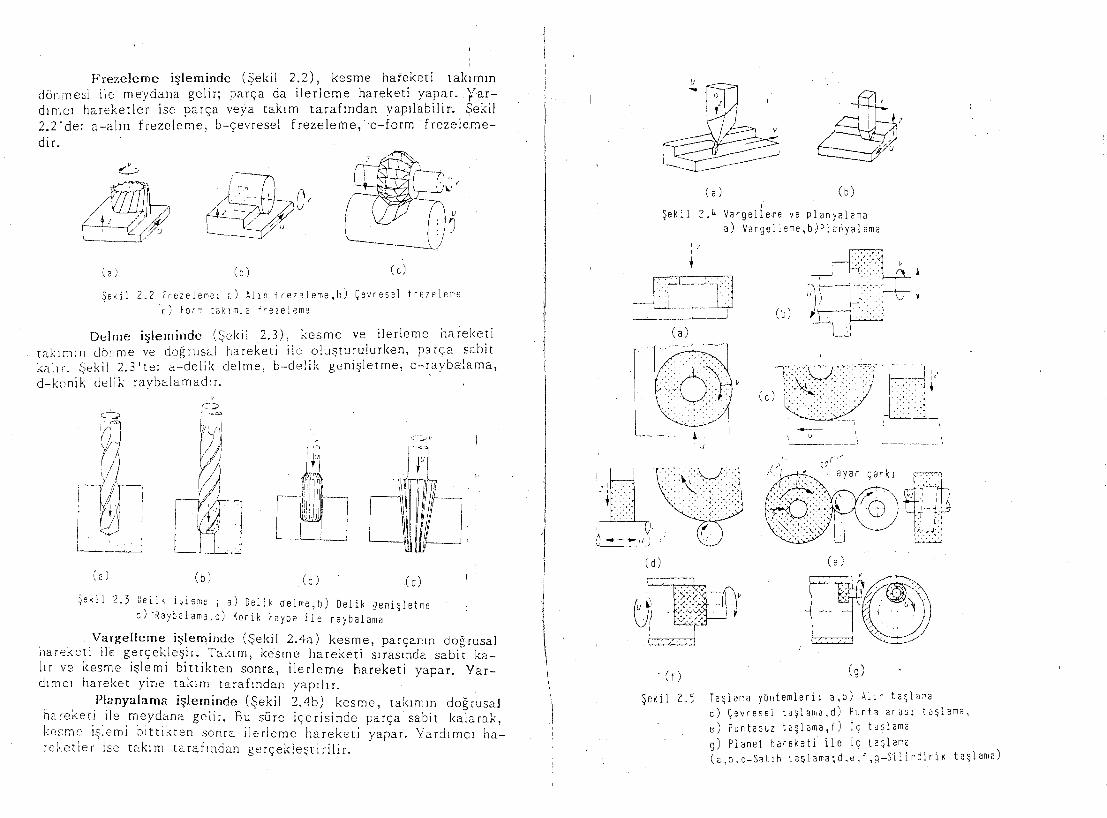
Tornalama isleniinde (Sekil 2.1), kesme hareketi parçanindönmesi ile elde edilir. Takim, ilerleme ve yardimci hareketleriniyapar. Sekil 2.1 'de: a-boyuna. tomalama, b-alin tornalama, c-fatura açma, d-form takimia tornalamadir.
Ca) Cc) (d)
Sekil 2.' lornalama; a) Boyuna tornalama,b)Alin tbrnalama
c) Fatura açma,d) Form takimla tornalama
25
i
Frezeleme isleminde (Sekil 2.2), kesme hareketi takimindönmesi ile meydana gelir; parça da ilerleme hareketi yapar. Yardimci hareketler ise parça veya takim tarafindan yapilabilir. Sekil2.2'de: a-alin frezeleme, b-çevresel frezeleme, 'c-form frezelemedir.
, i,
~'v
(a) (b)
2.4 Vargeiierne ve planyalama
a) Vargelleme,b)Planyalama
Sekilu
~,~~
A-':- .~
~. '. C,I' /'---_ " i}
~,iC.-:>
~
/:::-1 ~ •
t·..~·.:.·.-.t-rii· 'r-tJ ~. ' '~"j' . .:..1
w...·l(e)"~/· .....··.u~ ...
~-- - ':', ", i, ';
;; .1
(g)
(b)
L ~~
; .' i aya r ç a. ri,i ,:>~.' .~d "'. ii)'(~ Tr-~~'"'iT rtiJ
.--, " '.~,~';y- i·· ~: i
~-"-"""""I~'-'
'-'''C •.. \ . 1 ... ,.,. , .. '.' •(.•...::.y<::: •.•. :: •.'. \(;" ·.1
(CI»:~ E'J~\-----u
tu
.......V"""'t ..:.'"..... .' .., ' ••••• ~ .•• .' •• ' ,','.' >i
',',',', ..•••.• j .• : ..••.• :J......... '-"': ::~'1
.-' ," ~
Sekil 2.5 Taslama yöntemleri; a,b) Alin taslama
c) çevresel tasiama,d) Punto arasi taslarna,
e) Puntasuz taslamaif) Iç taslama
g) Planet hareketi ile iç taslama
(a,b.c-Satih taslama;d,e,t ,g-S'ilindirik taslama)
. (f)
( a )
r--EC~IU~_i
"
U"I!i
1111
.1,' ....- i·"
t···· '.i I,
,~----il)( d)
(CL(b)( a )
v
c:;>
C~V~] ~
-: ;;)
Jn' . r/ ~~
iiJ! i di i
r- !j i y
D"ILi! -(iF i i \#]i (ii i L'i / i ..
(d)
:.~
( c)
l..-..-..
( a )
(b)
Sekil 2.2 Frezeleme; a) Alin frezeleme,b) çevresel trezeleme
c) Form takimla trezeleme
Se,i! 2.3 Delik isleme; a) Delik delme,b) Delik genisletme
c) 'Raybalama,d) Konik rayba ile raybalama
Vargeiierne isleminde (Sekil 2.4a) kesme, parçanin dogrusalhareketi ile gerçeklesir. Takim, kesme hareketi sirasinda sabit ka
lir ve kesme islemi bittikten sonra, ilerleme hareketi yapar. Yardimci hareket yine takim tarafindan yapilir.
Planyalama isleminde (Sekil 2.4b) kesme, takimin dogrusaJh2reketI ile meydana gelir. Bu süre içerisinde parça sabit kalarak,kesme islemi bittikten sonra ilerltCme hareketi yapar. Yardimci hareketler ise takim tarafindan gerçeklestirilir.
Delme isleminde (Sekil 2.3), kesme ve ilerleme hareketitakimin dönme ve dogrusal hareketi ile olu'iturulurken, parça sabitkali r. Sekil 2.3' te: a-deli:, delme, b-delik genisletme, c-raybalama,d-konik delik raybalamadir.

(c)(b)(a)
pi Iiir.
Ayrica delikler, kama kanallari, profilli yüzeyler, çok produktifolan broslarna ile açilabili r.Burada takim tarafindan yapilan kesmehareketi, dogrusaldiL ( Sekil 2.7 )
Taslama ile, silindirik (iç ve dis),kanik, düz ve egik düzlemsel yüzeyler, vida, disli çarklar ve diger profilli elemanlar isleni i
,
b. Kesici ucun geometrisi bakimindan talas kaldirma islemleri, kesici ucun geometrIsIbelli olan ve kesici ucun geornetrIsibelli almayan olmak üzere ikigruba ayrilir. Birinci gruba tornalama, frezeleme, delme, planyalama, vargelierne ve braslama; ikinci gruba ise taslama, hanlama ve lepleme gibi i~lemler girer. Esasen parçaya, kesici ueun geometrisi belli olan isleme yöntemleri i'e sekil verilir. Kesic;i ueun geometrisi belli olmayan islemler,parçalarin yüzey kalitelerini iyiltistIrmek için uygulanir. Bu nedenlebunlara nihai talas kaldirma islemleri de denilir.
c. Taki in larin kesIci uç sayilarina göre talas kaldi niia islemleri, tek uç]u takimlarla (Sekil 2.U, iki uç lu takimlarla (Sekil
2.3a,b) veya çok uçlu takimlarla (Sekil 2.2a,b,c; Sekil 2.3 e,d)yapilabilir. Genellikle uç sayisi çogaldikça islemin pradüktivjresIartar
Yukaridaki açiklamalarin isigi altinda, talas kaldirma islemlerinin genel sistematigi, Sekil2.8a'da verilmistir.
Sekil 2.7. Broslama ;a,b) Iç broslama,c)Dis broslama
i Tornalama ile, silindi rik (iç ve dis ), konik, döne! herhangi-bi r sekil, silindi rik ve koni k elemanlarin alin yüzeyleri, vida gibi yüzeyler isleni r.
Frezelerne ile, düz, egik herhangi bir düzlemsel yüzey, ka, iial, T kanali,vida, disli çark ve diger profiili elemanlar islenir.
Delrne ile, silindirik vekonik deliklerin islemeleri yapilir."
Planyalama ile, düz.' yüzeyler, kanallar, disli çarklar ve di-ger pufilli elemanlar islenir.
Vargellemc ile, düz yüzeylerin ve kanallarin islemeleri ya-
J:t}
(e)
(b)
(d)
~,-~~""ici-'
G a )
Sekil 2.6 Vida ve dis açma; a,b) Tornalama ile vida açma
c) (rezeleme ile vida açma,d) Dikey p)anyalama
il~ di~ açma,e) Azdirma ile dis açma
Taslama isjeminde (Sekil 2.5) kesme hareketi,' takimin (taiin) dönmesi ile olusur. ilerleme ve yardimci hareketleri, takim"veya parça, veya her ikisi tarafindan yapilabilir. Sekil 2.5 'te:a,b-alin taslarna; a,e-çevresel taslarna d-puma arasi silindirik distaslama e-puntasiz silindirk dis taslama f-iç taslama g-pJanet hareketi i le iç taslamadi r.
Yukardaki sekiJlerde v-kesme hareketini, u-parça eks~nineveya islenen yüzeye paralelolari ilerleme hareketini, z-parça eksenine veya islenen yüzeye dik olan ilerleme hareketini temsileder; kesik çizgilerle yardimci hareketler gösterilmistir.
Tornalama, trezeleme ve delme islemlerinde kesme hareUeti ile ilerleme hareketi ayni zamanda yapilir. Vargelleme ve pJanyalama gibi islemlerde ise, kesme hareketi bittikten sonra ilerlieme hareketi yapiliL Bu bakimdan birinci gruba giren tornalama,frezeleme vedelme islemleri ikinci grubu olusturan vargeJleme :veplanyalama islemlerinden daha prodüktifti r.
Talas kaldirma ile döne! (silindirik, konik herhangi bir sekil), düzlemsel (düz, egik, herhangi bir sekil) yüzeyler islenebilirveya vida, disli çarklarin disleri, kamali mil ve göbeklerin profilleriaçilabiliL Vidalar tornalama (Sekil 2.6a,b) veya hez.elerne .(Sekil2.6c); disli çarklarin disleri ise planyalama (Sekil 2.6d) veya azdirma denilen frezeleme (Sekil 2.6e) ile açilir.
,(---i'/[iiL
u
- Yüksek egil me ml'::ivemeti, basma mukavemeti ve tokluk;
3_ TAKIM MALZEMELERI, PARÇA MALZEMELERI,KESME sivi ;~ARl
3.1.1. Özellikleri ve Sistemaf,gi
3_1. Takim Malzemeleri
- Yüksek slcak!ig1 ve :isinmaya karsi dayaniklilik; ..,
Kolay isleneh:m :;5i;
Ucuz ol m fi::;; ,
Parça malzemesine nüfuz etme, talas kaldirma sirasinda olu'::'san kuvvetler, basinçlar, darbeler, isi olusumu, asinma gibi ,olaylar
,ve ekonomik faktörler göz önüne ,.Jinirsa, takim malzemesinin 'sahipolmasi gereken özellikler asagid;:- gösterildigi gibi siralanabilir: ,;)
J •
Günümüzde LL;m bu özelliklere sahip olan bir takim maI-:-:;>0
zeme3i yoktur. Senellikle yü,~sek sertlige sahip, yüksek sicakliga veT;?"}
J.'-!Lj ddya dayafkh ,rcd~:~m.2..' [ze:neie.:ri egiline, basinç VeU\ifL. ele:e:';.'~.'.·.'."•.•'._j.'
kar il mukav2f).::rleri dusuk"t,r islenebden ve· pahali malzemelerdir. /.:)-~.Üinendisl:i!:;. diger konularit-Ja oldugu gibi bu hususta da önemli·-:;:olan, ve ril;!1 ise gö re bi rbi rinr zit _ol~n t.e_knik ve .ekonQrni~ kosul-::,J
lari bag(~,Jjtiracak sekilde, en \~gun t.~kim. malzem~sini se~,me~~ir~~:(~:,.;): a~im malzemeleri asigida gosrerilen faktorlere gore sinif-:-!:!,J
, . b'l JC:'"-"~landl'/:1. i If. i :<>'~1Kimyasal bilesime gÖl{: :Karbon çelikleri, az alasimli çelik-,'...~
LL; hiz çelikleri (yüksek alasi~ Ii çeUlçler), _demir olmayan metalik-':'1alasimlar (stellitler), sinterlenh is'karbürler (sen: metaller), sera-Amikler, elmaslar ve abrazifler. :arbon çelikleri,az alasimliçelik:-~ ...•~ler ve hiz çelikleri takim çeliklen grubunu olustururlar,.}:$,~;j
, . ·:~:t';:;4r' - u al-ir ak l'kI' Il' i .. ",.\,,~",illsc gore. t~tet i~: r im çe i en, ste lLer ve sert me-.''<1}:j':;;<i. ,:j~·'i'-·'
taller; me~a1ik olmayan malze~eler.: .-8era.mikler, elmaslar,~braz,I.: ....f7-~'ic..\iiler. Meralik gr,uptan t~kim çelikleri demir esasindan, st:iiitler'Y~~l~Bmsert metaller ise demir esasindan olmayan malzemeierdir._.Ayrica,::~:,;~takim çelikleri ve stellitler dökme, sen: metaiier de: sinterleine,,+:_E~
•••• ' -: "o ,- ~ .,,~. ~>~~),A'~f.,:',ri~yolu ile elde edilirler. ">'::o'1;~+;~~t~
v ' ; .... >'\"~triQ~b\ .=;~~·~~·i
_'~~":}~4'~'1(-'~:O-I?~jt'J:~:~;~~,~:r~~~~)i
H<~.\i:}~·i.~:;~~1~1

Sertlige göre.Sertlestirme yolu ile serrliklerini kazananlar:takim çelikleri;dogal sertlige sahip olanlar: steJ1it1er, sert meraller, seramikler, elmaslar ve abrazifler.
tmalin sekline göre .Yekpare (kesici uç ve sap kismi ilebirlikte): karbon çelikleri, az alasimli çelikler ve kismen hiz çelikleri; kaynakli (kesici uç sapa kaynak ile baglanmis): kismen hizçelikleri; uç seklinde: kismen hiz çelikleri, stelliÜer, sert metallerseramikler ve kismen elmaslar; tane seklinde: kismen elmaslar veabrazifler.
Mekanik özelliklere göre: Yüksek serrlige sahip, yüksek sicakliga ve asinmaya dayanikli olanlar ve egilme, basma ve darbelere mukavim olanlar. Bu açidan takim malzemelerinin durumu Se-kil 3.1 'de gösterilmistir. '
1.Kirbonlu veya az alasimli
2.Hiz çelikleri
3.WC esasli· karbürler
4. rc esa;1i karbürler
5.Seramiklu
Sertlik
veya
asinma
mukave
meti
Mukavemet veyatokluk
Sekil 3.1. Takim malzemelerin mekanik öiellikl8ri
.-" - )(ir) (i
3.1.2." Takim Çelikleri
çelikler
Bu grubu olusturan karbon çelikleri, az alasiml! çelikler vehiz çelikleri serrliklerini sertlestirme yolu ile kazanirlar. Bu neden-ole bu malzemeler için önemli olan sertlestirme ile ilgili bazi kav-ramlari hatirlatmakta fayda vardir. u
76

/i
süneklilleri artar.
Takim malzemeleri ile ilgili bir diger önemli kavram da kizil serdiktir- Kizil sertlik, tai~~~~~esi~J~c~I1tln, kizil sicakliga
~~<!-lde, k~~~;:!\e kabiliyeiini kaybetmedi~ini gösteren bi2:~liktir. Baska bir deyimle, kizil sertlige sahip malzemeler, yüksek
--sicaklikta dahi sertliklerini kaybetmezler. Dolayisiyla bu malzemeler yüksek kesrn'e hizlarina sahipiir.
Serdiklerini sertlestirrne yolu ile kazanan takim çelikleri,kizil senlik özelligine sahip degildirler. Bu nedenle bu malzemelerin bilhassa karbon çeliklerin ve az alasim]i çeliklerin, çalisma sicakligi ve buna bagli olan kesme hizlari düsüktür.
Çeliklerin alabilecegi maksimum sertlik k~.rb_on__miktarinabaglidir :-Bu baKimdan' ~ncak %_ 0,3 'Ün-usrui1aeka.rbon iS,~~~ çelikler sertlestirilebilirler. Karbon miktari % 0,3 ila % 0,7 arasinda olan <,:eliklerin alabilecekleri maksimum sertlik, karbon miktarinin artfIlasiile hiz]i bir sekilde artar. Karbon miktarinin % O,55 ila O,7 arasinda olmasi halinde senlik maksimum bir degere ulasir; %' O,7'ninüstünde oldugu durumda Ise bir büyüme göstermez.
3.1.2.2. Karbon (Alasimsiz) Takim Çelikleri
En eski takim malzemeleri olan karbon takim çelikleri,karbon miktari %0,6 ila % 1,4 arasinda olan, ergime kosullarinindaha iyi kontrol edilebilmesi: için küçük kapasiteli ejektrik firinlarinda ergitjleri. ve -vakum kokil dökürri ile yani itinal! olaraL imaledilen karbon çejikleridir.
Suda sertlesti rilen karbon taki m çelikjeri, ,RC =58._.64 ara--) ysinda sertlik kazanirken, suda sogutmanin tüm menfi özellikleÔne i
-<;de sahip olurlar. Yani sertlestirrne esnasinda sekil bozuklukl'§'fi
beydana gelebilir. Maksimum çalisma sicakliklari 200° .•. 250 ara);~inda ve 10 m/dak'lik maksimum kesme hizlari vardir. '/
'i -~ -. ~-- -"\. DIN standartlarina göre karbon takim çelikleri CIOOWl,.
iCllOWI, C125W1, C75W3 seklinde simgelenif. AlS! ve SAE'ye·!göre bu çelikler W (water hardening tool steeI) ile gösterilirler.i Karbon takim çeliklerinin en büyük. üstünlükleri; kolay islenmeleri
ve ucuz olmalaridir. Günümüzde, sanayil~,s,mi.s ,ül1.elerinde bu çelik-·ler hemen hemen hiç kullanilmazlar.' .. ~.
78
.;
, ,
\.
V
1,4..:5Mo
O ,7 ••• LO
62 ... 65 _l yJ
600 Le kadar _·r
Co Cr2... 16 4
3.1.2.3. Az Alasimli Takim Çelikleri
Alasim miktarlari, %
Çalisma sicakligi, oC:
Se rrligi, Re:
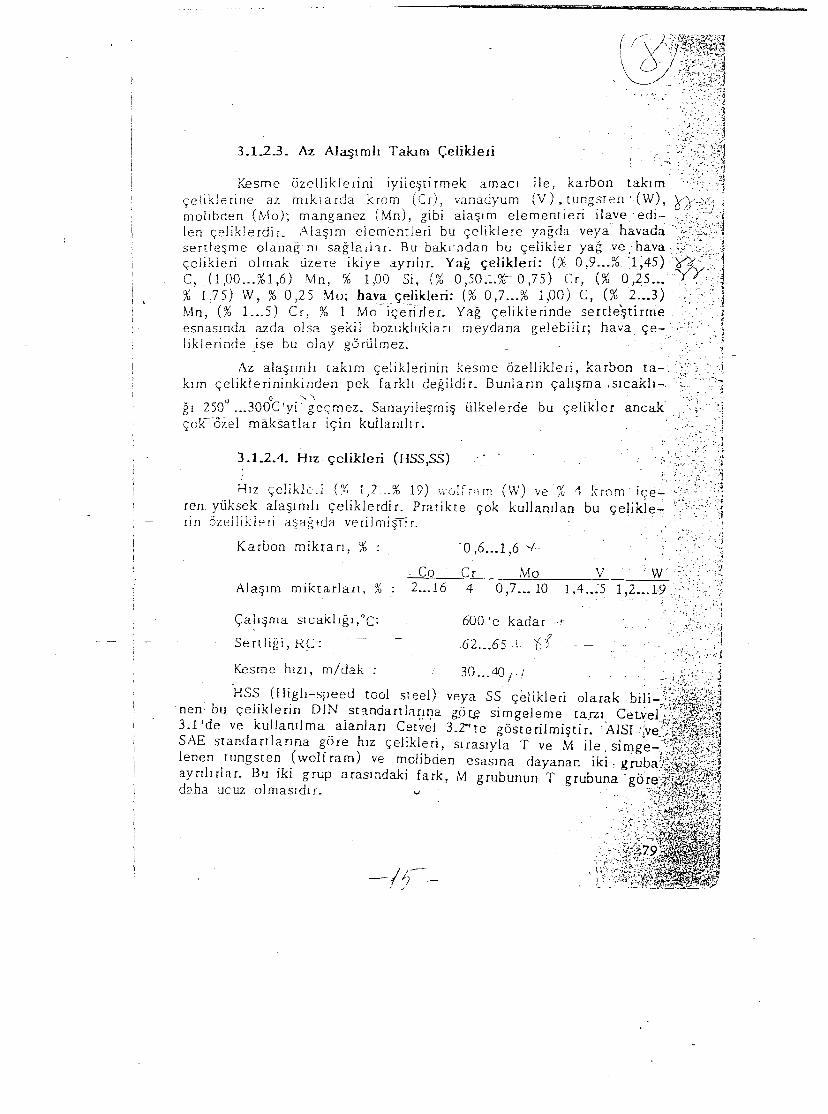
3.1.2.4. Hiz çelikleri (HSS,sS)\
i
Hiz çelikleiI (% 1) __% 19) \volfr:im (W) ve % 4
ren yüksek alasimli çeliklerdir. Pratikte çok kuiianilanrin özellikleri asagida verilmisTir.
Karbon miktari, % :0,6 ... 1,6 ~f.
( i\)<~t~~~i\9/ô ····{;T~&j.. __ ."',::h-4'\.:-1~~:-'
, '. -' >:::;;:,.~<j'-'.. ~\.';':'
•....... '. - .. -.4.'o _.\ "~
,m;;,i- •.. " "-041.-.~ : -"t-::~;/-~~~~- '. "'-'.', '" J
Kesme özelliklerini iyilestirmek amaci ile, karbon takim '''<~,>jiçeliklerine az miktarda bom (Cr): vanadyum (V). [U~g~ren '(W), ~.:-f~;molibden (Mo); manganez (Mn), gibi alasim elementlen ilave 'edi- '_';~11len çeliklerdir. Alasim elementleri bu çeliklere yag da veya' havada'·'i.,;;~;,:;';-,
ser~iesme olanag.ni sag.l~il'H. Bu bakj-09an ~uçe.likler yagve:~ava,~!<0F-i
çelik;en olmak uzere ikiye ayr.ilir. Yag ~~li~len: (% 0,9 ... % -1 ,45)_~:;JC, C,00 ... %1,6) Mn, % 1,00 Si, (% 0,50 ... % 0,75) Cr, (% 0,25 ......• ,1% 1,75) W, % 0,25 Mo; hav<i_çelikleri: (% 0,7 ... % 1,00) C, (% 2 ... 3) ::~':'lMn, (% 1. .. 5) Cr, % 1 Mo içerirler. Yag çeliklerinde serrlestirme .J
esnasinda azda olsa sekil bozukluklari meydana gelebilir; hava çe-' ,- ';' .. 1
liklerinde ,ise bu olay görülmet:. ~
Az alasimli takim çeliklerinin kesme özellikleri, karbon ta-'~ '0".,1
kim çeliklerininkinden pek farkli degildir. Bunlarin çalisma:sicakli-. ~,"'-'<o ~~ ".'
gi 250° ... 300C'yi' geçmez. Sanayilesmis ülkelerde bu çelikler ancak ,:;'çOKözel maksatlar için kullanilir.' .
iKesme hizi, m/dak : 30 ... 40 i 1_ i;'~'<,- ~
HSS (High-speed raol steel) veya SS çeliklerI olarak biii-t:~;~%fd~~'a
nen bu çe!iklerin D1N .standaItla~!r:ia g,öi:.;; sIr~gel~me. t,a,rzi. cet~eq7~::-~i~~~JI'3.i'.d e ve kullanilma ..alanlari C~tvej. 3..2""'te gosterilmistl:. AI.SI '~ve.._[;~.~.~.,:.,..~:..~..,~...;.tt..y.SAE standartlarina gore hiz çelikleri, sirasiyla T ve M ile, simge-,:J?(6f~i10'lenen tungsten (wolf ram) ve molibden esasina dayanan iki .gru~a~§~~'i~~;:;'iJ
ayrilirlar. Bu iki grup arasindaki fark, M grubunun T grubuna'gö~~::~I&;r1!fidaha ucuz olmasidir. ",.·"h~ "':;~~J
">ç%~

Cetvel 3.1 DIN Standardinagöre hiz çeliklerinin simgelerne tarzi
-/
i- ii,
,
I'
iiii
i
ii
OHI Standardina Simge Simgenin açiklamasi
göre Malzeme No-su
3202 S 12-1-4-5 S-Hiz çeligi
3207 _ S 10-4-3-1 Raxamlar yüzde olarax W, Mo,
3243 S 6 - 5- 2- 5 V, Co g ibi ala ~ i m mi x t a ri a ri-
3255 S 18-1-2-5 ni göstermex tedi r. "
3257 S 18-1-2-15 Örnegin
rf' -,3265 ,s 18-1-2-10 S 12 - 1 - 4 - 5 - -.,'
3302 S 12-1-4 I!' L %5 Co
3316 S 9-1-2 lLL %4 V3318 S 12- 1- 2 L 101 Mo3343 S 6-5-2 %12 l,.j "c,i
r' --3346 S 2-9-1) G-?-?-3357 s 18-0-2 i L i ~ '4tfI Vtlv
-,Genel Ince talasKabata i as~gir-kesme
Tornalama ve
S 10-4-3-10S 12-1-4S 12-1-2-5S 18-1-2-10
planyalamaS 18-1-2-5
S 18.-1-2-'15
Spiral matkapS 6-5-2 S 6-5-2-5, ve kilavuz -
S 6-5-2- -
-- -Raybalama
S 12-1-4Freze!e'me
S 6-5-2S 12-1-4
S 2-9-2-8 ,S 2-9-1
S 18-0-1
' i S 12.T-2-5S 18:..1-2-10
S 18-0-2-2,
-Testere S 3-3-2 S 6-5-2
Cetvel 3.2 Hiz ç eliklerinin k uJjanma alanlari
80

Vfl)"'/'}Ji-, ,•..V,:}',~··~,f"i,··!"). ,,' J__ .~ , F
, ',i'.:", " i
iTakim çeliklerI ve özellikle hiz çelIklerinin, kesme~ kabiliyerle rini artirmak için siyanü deme, kaboni t rÜdeme, b-uharli ,.ortamda isi! islem yapilmasi, bom ile elektro-kaplama dgibi yönremleuygulanmaktadir. ' '
Amerikan standartlarina göre takim çeliklerininmas! ve simgeleme tarzi Cetvel 3.3 'te gösterilmistir.
·I'j.:.'-
Cetvel 33. Amerikan AlSI ve SAE Standartlarina göre takim "ç eliklerinin s imflandirilmasi ve simgelenmesi
Suda sertle~en takim çelikleri (w)
Darbeye dayanikli takim çeli~leri (S)
Yagda sertlesen takim çelikleri (O)
Havada sertlesen takim çelikleri (A)
Yüksek karbonlu yUksek kromlu so§uk islenmis taki~ çelikleri (n)
Sicak islenmis takim çelikleri (H) :
Kromlu sicak islenmis CH 11'den H 16'ya kadar)
Tungstenli sicak islenmis CH Zü'den H 26'ya kadar)
Molibdenli sicak islenmis CH 41'den H 43'e kadar)
nIL çdikleri:
Tungstenli hiz çelikleri (T)--_
Molibdenli hiz çelikleri (M)
Az alasimli özel amaçli takim çelikleri CL)
Karbonlu-tungstenli takim çelikleri cr)
Az korbonlu kalip çelikleri (P)
3.L3. Demir Olmayan Metalik Alasimlar
.,i
.~j'
- -r. , rf
'(I (/,.:;-/ -' i -' ," riL/
,.., J)
Ticari ismi steHit olan bu malzemeler rungsten, krom ve,kobalt alasimlaridir. 60 ... 62 RCsirnligi'l1tr sahip, asinmaya dayaniklive çalisma sicakligi 8000Ccivarinda olan bu malzerreler ancak dök- . J
me ve taslama yolu ile, islenebilirler. Avrupa'da hemen hemen hiç "j
'kullanilmayan bu malzemeler, Amerika'da bazi alanlarda kui!anilir-~,j
lar. "'.;, "~,/: i; r .. / / ''·1 :" . -1);·.ii r" i" _ "L ~_• ..i/i C i I/IV ;:'(.--, in .>, f;. iS -rf!! t~ •• -",;) • <:)ça..i.it .. ,.t:;'>:, ..: 'i
./ ri" 'i i; / i .. ;:';;~~ : ':·1,'1:7!'" '(.1"';';-./,(: I,·'.c' ,..,.(,'''1 ,"-i- i-'i>," .'1r/ "L ,'t/'bL ",,'- <.'1, .. ", , r "/ c' .' ,:': ~':.J
,.;,~-, ,; "'/.i lt /'" ':; ,'t, ~ ,'( /<'711/'1(/ /1'>/ ',> '!, 1
-~ C • '_ J 81'<>""J,r •.. o ~ i.Lt S - ~ O r _~ -i r_ 2. -- '~' _:,,~~{'.-,:;~:tv --} /')-?..:J L. -; ,Jr }l.. . ,"c"",";' i
," ~ ~!.-:;v ~
C r.-4 ri.)' _ ~::::i. , ~ .... ': ,:,~
, ~O

ri tankarblirü
wolfram
karblirü
if ~\ 3.L4. Sinterlenmis Karbürleri\/ .7 .. -.-' J
,,' I'c" Avrupa ida sert metal (HM-Hard Metal) .adini tasiyan'.isIn-;.
~i' ~/ tedenm. is b..rbürler '. ~aglaytci malzemeleri kob.~lt (.Co) ola.n; tungs-,ten (WC), tnan (TiC) ve tamal (TaC) karbudennden sinterIeme
. solu ile elde edilen malzemelerdir. Bu islemde. rungsi:en, riran vetamal karbürlerine,toz haline getirildiktyn ve istenilen oranda bir-l'birleri ile karistirildiktan sonra (Sekil 3.2), preslerde yaklasik 4000... 5000 at. basinç' altinda Ön sekil verilir. Daha sonra elektrik [1-.
.
altinda sinterleme
L
i~~iQ~~ .,Çesitli elemanlar
Ogutme
~00 •••
~IlOn si i-e ri err:e~jJ'
SB. iI" ,.,,-: .• ,-,_.r,. ..• ' ~. - i
K~sme ve. {}- '.:/Sekil verme " /.'/" .
/1400 ...
r ibi:i0.i..] i';;::i-.,. /
., .. Basinç
( Nihai sinterleme
1'\:'1 1~!il·-Takim plaketler Ozel elemanlar
Fn
E Karistirma
11 ./i,'
,L __, ~
-,;." .'
. : .. ,. i
Presleme J
•• '-.11
Sekil 3.2 Sert metallerin imalat semasi
82
nnlarinda 900D . __9s0°C sicaklikta ön sinterleme yapilir, buradan çik
tiktan sonra taslama yolu ile son sekil verilir ve 1400 .... 1600DC: 'denihai sinterleme yapilir. -:.',::-'--
Çok sert, yüksek sicakliga ve asinmaya d<iyamkli, yüksekçalisma sicakligi ve kesme hizina sahip bu malzemeler günümüzdeginikçe daha çok kullanilmaktadirlar. Özet olarak sinterlenmis karbürlerin özellikleri asagida gösterilmistir.
Kimyasal bilesimi, %
WC
60 ... 92
TiC+TaC1...60
Co5 ... 17
i",
i
f--~-~~
900 ioOODC
87 92
i /f' ,'">
,\,1,1 '
Çalisma sicakligi,De:
Sertlik, RA:" (
Çelik için kesme ~ / J Lhizi, m/dak: ortalama 80 ... 300 f'.. ~c t Vl$vCISO'ya göre sinterlenmis' karbürler, üç gruba ayrilmis ve
bu gruplar P, M, K gibi büyük harfler ve asagida gösterilen renkle rl e si rngelenmisti r.
P-mavi, sürekli talasli malzemeler~
ri
i )
, /'t('1""( !i M-sari, karisik malzemeler;
...., i ) 1
,",> \ K-kirmizi, kesik talasli malzemeler, için. ,';'.'~ '\ : ,·'iHer grubu olusturan malze.me çesitlerj, asinma mukavemet! ve tok- \: :'\1_ .J
lugl1nu (dar,beye, kars.i. m~kavemetini) gösteren_Ol, 10, ?O,: ~,O,40,'50 \,-11rakamlari ile simgelenmistir (Cetvel 3.4). Rakamlar buyudukçe mal-, .•zemenin asinma mukavemetiazalirken toklugu büyür. Rakamlar,kqçül- ir';f;':~dükçe de asinma mukavemeti büyür ve toklugu azalir. ,~ H" ._,y.~!.;,'}_
,( ", ", /' _~icakliga Vp- asinoic,ya karsi ,çok mu~a,~in:, olan bu malzem'e- if:.1}?!i\ lerin egilme ve darbe mukavemetleri çok dusuktui. Bu nedenle kes-; i ,.-11''/ me özellikleri ile birlikte egilme ve darbe mukavemetini 'de iyiles-/i" ,:1
·f. _~\' tirmek için,. 5. r:!!m k~linlikta sin.terlenmis- karGürle.kaplanmisçelik':: ;~,..'!' ...1\ lerden çok iyi sonuçlar veren tak1mjar yapilmistir.': ".;, ,i' .,'<ii .••••.•••. ? _._-~
~;, , . S.~rt metaller; gerek içerdikleri malzem,elerden, gerekse;~.rili.V imalat yomeminden dolayi çok pahali malzemelerdir. ! f • ,.' " '/3
, i { ! i' . !J("} il( i (, i·, i., ,/'0/'.",,-1 ,i'r,oil'-C>t"''''' .• )SOI1/c-i ;;,-r,'r,r'/C'r ~'-,J('., rC"CliliC-U--1,-- i. >~:/ i , i i {' i ! ".
{(-{If'. ,..., re ir~()t,,/~' ~ 1/(,- C i ri"_"-"'·
f. J - - . l.- -: ç.:.,'- - "1 ..• ..".,1,,_. ~ '(7'( r ; l' .".-:.-;',~.:~1
, {,(i"" ,,- i. 1/'"
IJ('J' '. -- \"/,,1(,,,.,," "<7/ ']"1) ir. 1;~Li/i)~-;ufI,t)~.• i . r . / ii f - i V :( f ,. I.l..' r --;1 J _ Lt' ,~.::8/ (f ,li ,( pir, i; j C/"" rt/I J.~J/ '',/ .' (1/cli i (;h.,LC,:.:j:~
/ . - .,~'-i,:1~
(i / .. ' . ( > '-Iv',,, r Jl~tk;-~;~Ir' .; eY > id \i,J r 1\ii ~J i 11c. - "'c-~ .•~tc,'A}J
. i ' -, - ':t i .Li. qi:L'1 .J,i ~'-;"~,ICI\A.Q. C/(c( ~ 11'( f'" vi GJ ,r :~v~1
ç 1(-,::-( I,: i il:! ~ i; \ ii ci i / [) ri.! ii o.. LU ti\ J f.l(il~- . " ri' i. ) ( ".J'.J,1 f-'-I.AaL·1C{(k;i}j~I'~'1' ! ~"fl._f~ __ . /!/ _1 i i i "o{l-:, 'll i ,~i - J - 83 i .~~~>;:~:tii. ''i " -'(,( J '1, " .. 1,:~r~~;s.1f;5
il p \1 ,i '1 _) /1,.- i ( -/\.."'1. C~t r .. " .. ..A.~--.~~..",-, -- r • ~ - - '~',~)i't~:;;
\
i
17

89 .•. 95
m/dak
3.1.6. Elmaslar
-Seramikler bilesenlerine göre üç
- Saf alüminyum oksidi (A12 O) ),
Sertligi, RA :
Müsaade edilen kesme hizi,Çelik ve dökm'e demir için
-;:q ,;,;Z~-':V""~~
3.1.5. Semmikle, i .~'f~:~~;,;iSerami~ler, ana malzemesi alüminyum oksiti olan ve' sinter.~ ~.·',<-l
i~m e yO~u iie iin al .edi ie n maIze.r::el erdi r. t~:rdi gi. oal.Üino~nY.um "OkSI.' •.••·.....•....;.•...•.v.r.... :._..•.•~.;...•.•..• '.'.'. '.'.: .•• 1.
tin safligi % 99,7 civarinda, en yuksek sertlige sahip, yuksek~slcak-·~,;'c~;.>.)liga ve asinmaya karsi çok dayanikli olan ve yüksekkesme.hizIa~:'~~r<Jt~.::·.nnda kullanilabilen seramiklerIn darbe ve egilme mukavemetleri-;':,:!':!
~ok düsüktür. Bu ne?~nle ancak: i~e veya çok ince. t.o~::ima :gib(~' r
islemlerde kullanilabilirIer. Seramik takim malzemelerinin ozelIikle~ J
ri su sekilde siralanabilir:'" '- j .j
Çalisma sicakligi~C: IBOO'e kadar 'J>{" 1
~ . "j~ ..... ' ..•. ) r ,~,,.-
• -v, ••~ A
. t ,", ·-;;11 ~-~F;-~:::,~t:;,~:..:'>,.-\:~I
kaba talas 100•.•300 ;;5";:J:~,"
Ince talas 200 .•. 10"00.,,';::(..:,
gruba ayrilabilirler. Bunlar:,::~:::::
( '/ / -:;.~ })} \ A ii {/S:l-:.';;i[-,j,dJ_ -.): ..'. J~ "-i.'~-:..;';'- ..J
- '>+ .,.~. ~ " '., -. f.
- -S~rmet (Cermet = Ceramic + metals) denilen' ve 'Al:;i9) ..~\di;~:,;:~o"..'j.- .1' ...• ,,!t •. -~,.,. 4
ile Mo, Cr, Fe, Ni gibi metallerin karisimi _:.. ;~--':J;:~I:;';h,<-:J- A~ 03 ile WC, TiC gibi metalik karbürlerihkarisimldir~?~1~/::~··0
. ,. .r i ,i i L '"\ , IT' < 1 : " •. ""ii 'u [J) -f --!- r (tt J': r· ) ,::'- ..~.~.".. ;:-:'.' "<:
Es:isen metalik olmayan ve metalik malzemeler' 'arasinda<""'Jyer alan ikinci ve üçüncü gruptaki seramikler daha iyi.da.rbe veegii"'»'hj
me- m ukavemetine sahipti ~\.eL , ,', •., '.<i.:t'{J··~:'...'·~.::c.·..:.'.:1.. '. ')"'_"i":~--\']
Seramik takimlari kullanildigi islemlerde iyi sonuç'alabil!~~e~J~rr,.2,~jiçin, tezgah-tutturma tertibau-takim-parça zInci rini . olusturan"J~i.~i~~J,t0ii;;~
.... I' ~.. ok k i k' - - '.. '"'l-~$~"*""" ,''::1temin IlJIt igi yu se . o masi gere ir~ ' ... " ,dIAc~~~;F~W.~j
.'.,,;'.·~!·:;>~j~i~~;)En sert malzeme olan elmas, sicakliga ve asinmaya:"kk:~r~f~·:.J
çok dayanikli fakat çok kirilgan ve pahali bir malzerriedir.JKirl.!gan~;;Qp<joldugu için ince veya çok ince talas kaldirma islemlerindelill11anii;~:%J
Iii.'Eimas ile islerlerek elde edilen yüzeylerin pürüzlügüTO~T\ilm.1GiiJ;.i,).r'f:~~.- varindadir. Norma! islemlerde. 100 il.~ 500 m/dak 'arasinda'olan kesiil~~~~~(ii'~ilhizi, özel hallerde 3000 n:/d~ 'ya kadar çikabilir. Isleme· sicakligl,~3R:~115~O ~C kadardir. Elmas ile islenen baslica malzemel~~ sUl1lardH;~~J~:rr~E\;i.1
( Alumin~~n:. ve alasimlah, bakir ve. alasiml~ri, bronz, pirinç,' ~i~~iB'.~t2?:r~tM\ !) alt!n, gumus, sert ve yumusak lastik, pleksiglas, teflon, b~~~1,bs~r~:~~G'±-i'~1'.- kagit -vb Y . ",-,-,:,&,'i ... ~,,"U,~:?~4
3 ---r (//11.// f/ '.1 i /7' /1 ( '.'~.~. "1. -r- 1\ LI b iL -1- rJ S 7 CJ D o r Tl j f r ur· CB,'X;$1';-'lc '~~i::2..-,-/" b' ·1· oj -'~!-ÔJ y\. 5° ri r -:;; q ;'>1';;"'" i.~'2c4.... e rf s-e-r T .il. / ;J..h.·/(k ..lric.:,.:;~B;:.::,i~~~t..}~
c.i , -c. JYf ••.•. d , '.' i. i' '_"o.~,",r.'l!"0~Jj,b?f!:;;':J! f ri. b' tA.. r:1cWl'P ) r>iy-i~ili-iJ."].J>~
ivi. d tl de)!i. (g N) ,e <.1 r'V) /-1v.;, ) Eyi -r,e / t:.. ') r y,: ide. edri;" f ?/~;)f;;d', t r/~ vedk-S'i! oy) c< n d d/)-'] L (7
h;;i/iC>1J~/'V\ o{VV1~V/ff~yvil'~ck SLiyii;lw,-{a..r-. JI~'dirU( 5e.r+J~+/r;I,.. ..,JfPbke..f. fOYYVl);;iy DiC,1 H C-t f ?!, /;S le. vi vv[ -C~ i'/J1k/Of"vH:_JI y1 5/{I! J/l.lt"n'n r H K L ) l; S') ~a ~ I. r tv / / O l~errlL lt' cz/a,?(l>'vt )~vti le LL!) cr v'-'1 cl t:..4 V i Y><'\ ) L f'Vvi.~j7{'1"Y\-ele.y ~t;.ei::::. slCci ! i ~ 1_ "'L/Yv> 'n 4-'1
() )0: r i i, 1\,... ~ft'M('r'Jf.<:1l( 'Ii-P(Q +cd~i J;ayl'J 'I;:)?//;;I'1' 'tc{ af ;:'0 idi mc{ i 1'. i
j"J u. vv) i , ~~ , r/d ~. i'" 5 1(;)\,.;ivvid../1. _ i " -- "2/~ ('-iJLi' .,.o {Jc e eli fj/l>-td'--.vi OY] r
C~ ,in d<1 d u 2UJ ("U'-W G
('~ le VYll'Yie ; li ..}.014 ~ ol L-t~~J'.i)Wl;i '2.-

TEc6A-I+/
-17_ V//eJ luho<i( /LO;] ,,~,~ i;,' /?>,-h~ r<:;LC-..-r"'71 i: iZ ,h )
/
le' 7-<' J: !4/~dq
rc?v"u/ve ~~ 1.=r n=7 }
,jco,-c?l t;,;f,-rc;:7;:
vD-
M-., HcP~.r:--"
''/''-&~- .,2 _ Ke-.n-r.:<ndcr (d.:!.vreyl ~.:."'-1..' ve L)p.~1--..-;;..)
,3 - ~rJcr 7>7,7 (/;S n->;;'~ ?~ -./i:?7 .-i/n J?_ Arpbo-fo _TQ-e,,-"-, I",L,s/YICf-.H(tn':J'I)'
+~A-I'lO> yi'd~" "",'/"8 - j&.f,J' /"~. ort k .~ ~ / cl /.:.i? ,~.; Ii . _
ju:i!r-(rtM cf ..s<jle.:.,-u/;i~ h<7rr!'Leclb-r/'-
34.' 5 6
f !
~ L {
-c-ar--" - -=-~-_.
Ta 1 as
i)
--Ik:zagi
_"'_ R-2vo/vcr ?;:;rr]~Revolver
i_\.-
,0«- 'le ~aJ.,[çr>"dq cio';'eb ir 1:,.;;-- r01/~-/.:7:/,1/0 v,::pd/.>- &u c-/":"n.c-,-- -/-a~iUL /a~'J i c i
j~~c'I(,llc ü/h j,/-fcl';;hr /u-r L:?{u,r.. Ci i i I._ -'7 / '1 .-r /.
tA 'l2-'hP- o ~ pi;'c:r ,K.J('/7 C/C/~/ y;-./p./;;"*,,/,<
t7YO ';:/}-;C<Lb'y- .fc;'iI'/:Jjpd;-Sal·kj;:~ Fnfr'-47-'-'
-/=<f'-;:/.' c0ii7/;;;..-uL r rft·e/en ~ et'Z"::>.2 .::i
/;;.Jri?;',-d I'~/~WJ .. ,,;JrC~".:; /-i/,xyd~h"/crrçQ .0/{,.Y/r//~n /,C,l)-i,7-:i/-/~rfidr
~- - ._-~-,-_.-, -------.---
iorJVA
(a)
~7~-E.-,....-</ /-r---) -----"-~
:/', , . j .
Cb)
/ ".! ..•~._ ;//r. ~t' ",,' .".- ./,
yüzeyi
(-=--i '.\
\
L;:/agll
$erbest yüzey
Cb)
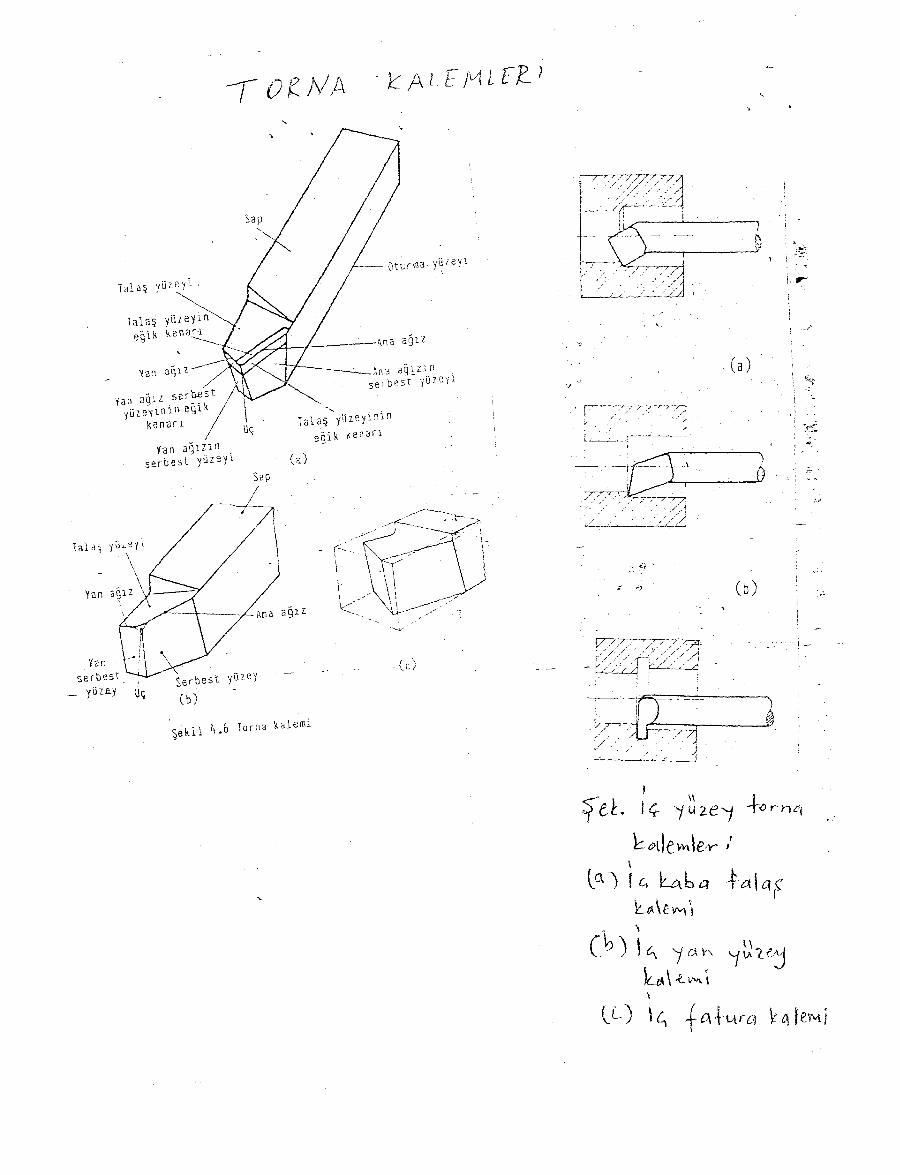
seKil 4.6 larna Kalemi
lalas yüzeyi,
Yan
serbest__ . i
_ 'jUlli,! Uç
Talas
egiK
,ii +yeL iÇ ''fu2e'-j llrhC'(
lt>tleIlVl\er "\
LC\) f ~ ~ba tcdtlFu\eVv1'1
, \
Cb) \ ~ '1~ 'rx l't:1tj6\-<-VV\\
LL) \ ~ fC\ll1rC1 k4 'eNi

(c)
Cb)
Cb)
~.
Sekii 4.73 Vida -açilmasi
i
Ca)
'Sekil ~.72 KOresel yUzeylerin olusturulmasi
Vidalar (Sekil 4.73a), form takimlari ile açilir. Parça ekseniine dik ve hareketini tezgahin ana vidasindan alan takim, boyunailerleme (u) hareketi yapar (Sekil 4.73b,c)./
Egrisel yüzeyler (Sekil 4.71a,b) parça eksenine göre dikblan takimin u/u .orani her an degisken olmak kosuluyla (ulu :=. r rdegisken) ayni anda boyuna (u) ve enine ilerleme hareketleri ile
i meydana getirilir. Küresel yüzeyler (Sekil 4.72) u/ur oraninin her
an sabitdegerle degisken oldugu durumda islenebilir. Eg'dsel yüzeyler form takimlari ile de o!usturu!abilir (4,72a,c); bu durumda par-'ça e<senine dik olan takiim enine ilerleme hareketi (ur) yapar. Ay-
rica egrisel yüzeyler kopya yömemi· jle meydana getirilebilir (Sekil4.nCi).
·1,
i,-.1
(d)
(c)
(b)
(b)
til
( a )
_L~
(b) (c)
·..1
Sekil 4.70 Konik yUzeyle~in olusturulmasi
Sekil ~.69 ~lin yUzeylerinin olusturulmasi
~J
(a)
Sekil 4.71 E~risel yDzeylerin olusturulmasi
(a)
v
Könik yüzeyler, parça eksenine göre' egik durumda bulunantakimin boyuna ilerlemesi (u) (Sekil 4.70a,b); veya parça eksenine
göre dik durumdaki takimin, u/u orani sabit kalmak kosuluyla,r
ayni anda boyuna (u) ve enine ilerlemesi (u/ur := sabit) ile olustu-
rultir (Sekil 4.70c). Kisa konik yüzeyler, parça eksenine dik olan ve
agiz uzunl ugu konigin uzun! uguna esi t veya daha büyük olan egikagl711 bir takimla da meydana getirilebilir (Sekil 4.70d); bu durumda takim enine ilerleme (u ) hareketi yapar.r
Parça
Destekleme
elemani
Dengeleme
agirligi
C e)
Cb)
Cd)
i
(a)
Cc)
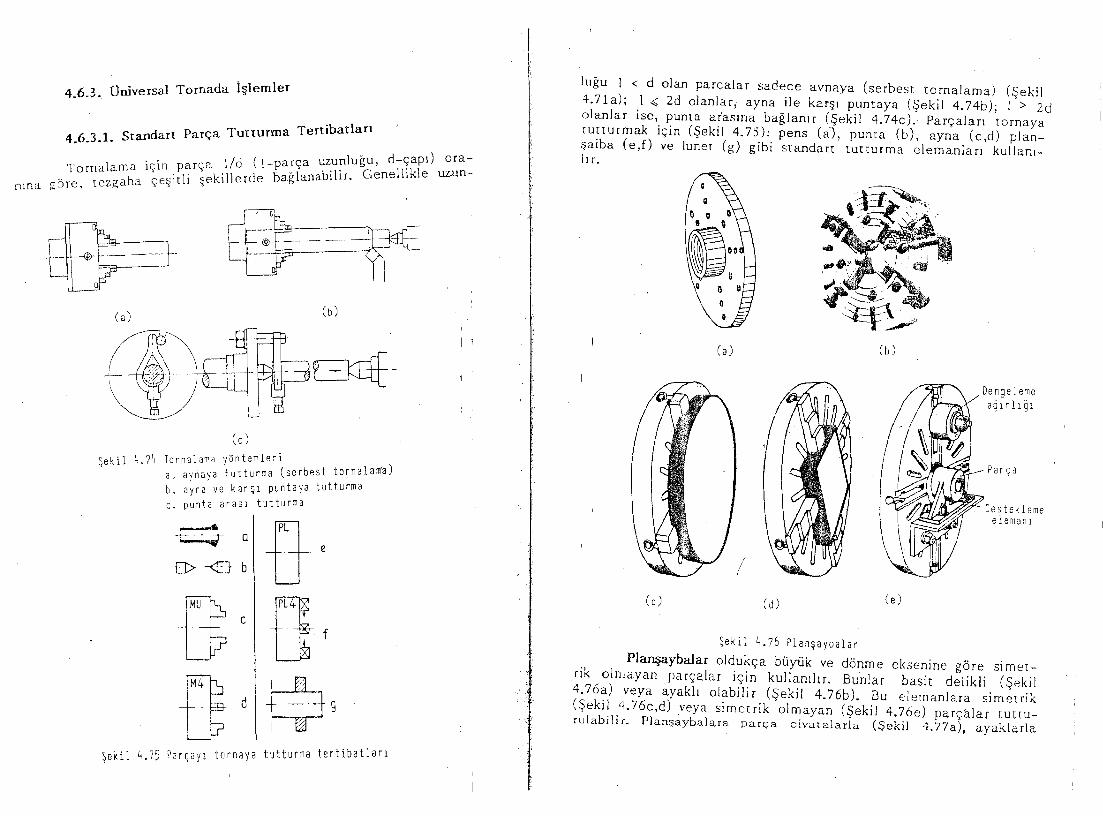
lugu i < d olan parcalar sadece aynaya (serbest tornalama) (Sekil4.7 ia); i ~ 2d olanlar, ayna ile karsi puntaya (Sekil 4.74b)j 1 > 2dolanlar ise, puma arasina baglanir (Sekil 4.74c). Parçalari tornaya[unurmak için (Sekil 4.75): pens (a), puma (b), ayna (e,d) plansaiba (e,f) ve Iune[ (g) gibi standart tunurma elemanlari kullanili r.
Sekil 4.76 Plansaybalar
Plansaybalar oldukça büyük ve dönme eksenine göre simetrik olmayan parçalar için kullanilir. Bunlar basit delikli (Sekil4.76a) veya ayakli olabilir (Sekil 4.76b). Bu elemanlara simetrik
(Sekil 4.76c,d) veya simet rik olmayan (Sekil 4.76e) parçalar tunurulabili f. Plans~ybalara parça civatalafla (Sekil 4.77a), ayaklarla
i i
~i~g
(b)
@~ i---- --
Li~~-- --_ ..~
~.Q neB>---<E} b U
ilc af[Bd
(c)
Tornalama yöntemleri
a. aynaya tutturma (serbest tornalam~)
b. ayna ve karsi puntaya tutturma
c. punta arasi tutturma
(a)
~ekil 4.74
4.6.3. Üniversal Tornada Islemler
4.6.3.1. Standart Parça Tutturma Tertibatlan
Tornalama için parça i/d (i -parça uzunlugu, d-çapi) ora
göre, [ezgaha çesitli sekillerde baglanabilir. Geneiiikle ULun-nma
Sekil 4.75 Parçayi tornaya tutturma tertibatla ri

~~--~(a)
(b) [Sekil 4.96 Esnek mandrinler
i
Daha önce belirtildigi gibi lunetler (Sekil 4.97a) uzun par-çalarda isleme sirasinda sekil-degistirmeleri önlemek için kullanilir.Bunlar tomanin bankonusa tespit edilen, sabit; veya arabacik uzerine baglanan ve kalemle hi rlikte. hareket eden, gezeJ olabili r .(Sekil 4.97c).
Oramar tornalarda çubuk seklinde küçük çapta parçalarpensIerin yardimiyla tuttiirulur. Esenek bir burç seklinde olan pens(Sekil 4.98a) sikma deligi, sikma konisi, esnek sikma kismi, merkezleme kismi, yönlendirme kanali ve vida kismindan olusur. Pensler çekme veya itme yoluyla olmak üzere iki sekilde çalisirlar.Çekme yönteminde pens çekildiginde konik kismi tutturma tertitin gövdesine dayanarak kapanmaya zorlani r ve dolayisiyla parçayisikar (Sekil 4.98b). itme yönteminde pensin gövdesini olusturaneleman, bir çubugun yardimiyla itilir ve pensin konik kismini kapanmaya zorlayarak parçayi sikar (Sekil 4.98c). Sekil 4.98d'deki sistemde sikma, d, somiinu yardimiyla gerçeklestirilir. Burada: a-parça,b-pens ve c-pens kovanidir. Somunun sikilmasiyla, pens kovanininkonik kismi pensi kapanmaya zorlar ve parça sikil ir. TllJtU rma yüzeyleri düz olan pensIerin yanisira yüzeyleri kademeli olan pens/er devardir. Bu penslerin iç (Sekil 4.98e)IÇ lis yüzevleri (Sekil 4.98f)kademelidir. Burada: a-pens, b-pens gövdesi, c-parçadir.
4.6.3.2. Teknolojik plan
Tornalamada islem ve operasyonlari belirmek için, dö~üm,dövme veya haddelenmis çubuk halinde bulunan ham maddeye uygulanacak talas kaldirma yöntemi ve paso sayisi saptanir. Bu islemparçanin sekline bagli olarak yapilir. Paso sayisinin . saptanmasi,kaldirilacak toplam malzeme kalinligina baglidir. örnegin Sekil 4.99a'da gösterilen parçayi imal etmek için, hammadde olarak 'çap:i 50mm olan haddelenmis bir çubugun seçildigi ve bu çubuktan testereile uzunlugu L = 78 ± 0,1 mm. olan bir parça (Sekil 4.99b) . kesjl
digi varsayilsin. Parçanin Aile simgelenen yüzeyinin oJustu~uimasl
20f)
Ca)
(b)
(c)
Sekil 4.91' LuQetler ve lunetlerle tornalama
207
"if-- _ KeJ~ kcrrewi r
-(; i l;Lt -.) ;.e0CWL..1/ -i' i j- /~;:;i -;; (.;7I:<',SLtll"'('.J,nl J j;:;'- ;).•••2
h .CJ.re tL';i"
i_!ef/v.d ,?fc;bJI
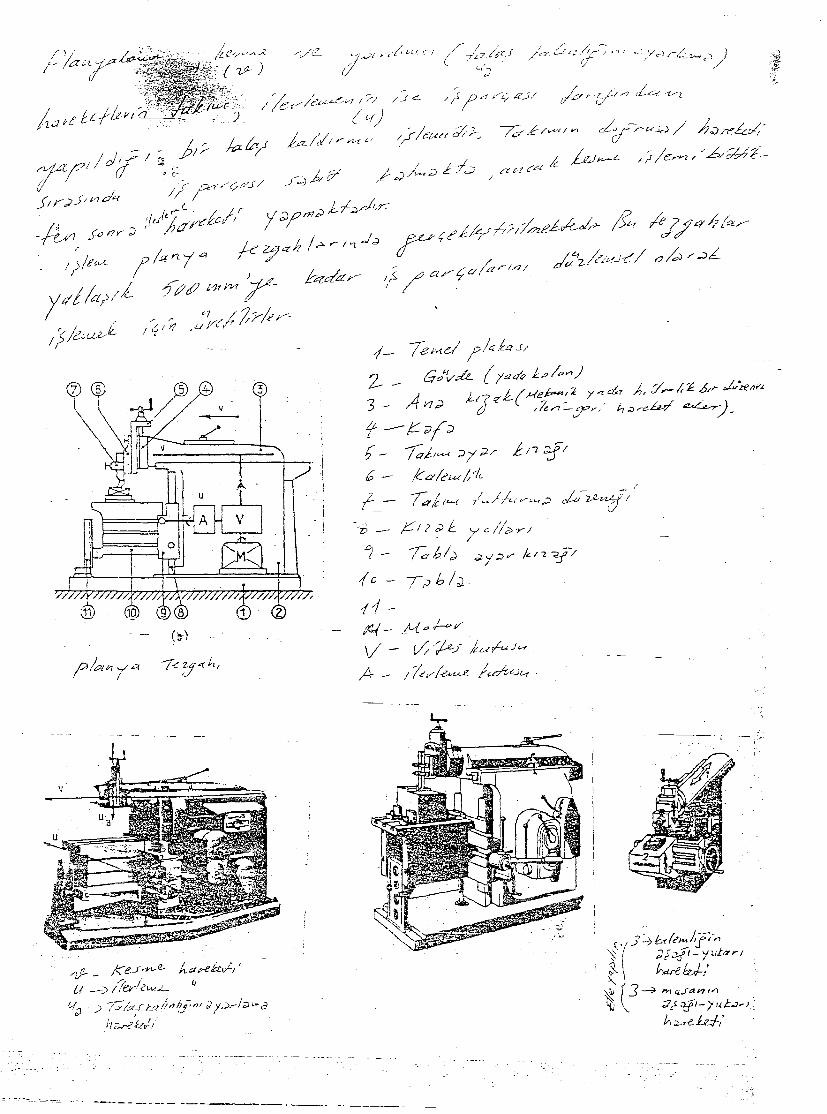
2-- ~ Gef'vdL(lcu* 1.:1/oVl)
3- A 1/7,;) )..(?<7L{Me!-~i 7'~ck ~,;/,,-/r'k .6lr ..k'Ze"<'.l() J~;?-,5PY,' h<:J~Lu/ ,z~)f~~~ -f - ;;).1<-<-< ~ /' ;i/' i n ;;f>b - Ka/ct-U//'/'-
1- - 7::rl,"'-{ / ..../I</v--w..,,,;J cf.v-z.c-c:i/
'p - ,L:i? ô> L 7 c./I,;-y! -
"( - -r;" h. / J di- 'j;J or- 1'-/"2 'if/fo - T;;;bIJ
11-fJ.{ - )--i"" /-o vV - V;;te-J ju!uJ/4
A- ~ / 1<' i/ / e.U.<-Z j"dt.Ol.-t .

horei ..el/ -ItTf/~P4L i,::.t-zd, - eb67/' el.r;;:;/>ndq
,<:'i%4!pa f"çO_Hn in jk/ 1&-11Z- Iio~e/./ /)/ d? ,dJ -"7 r / / -:-;ig v~çeLA/t:.
:t,rd/jll~CI hf/reW/er?J:e jQrr; a ;rClda /o/I~n larY.?fldo/f
ÇE~//;:- j.:7/7;;;/ftrr vE /7dh~ )y/dd V e d/;~ -çrdJ.rilijr ;;çll;;lJ/i-,-~
--~Ca)
((<VNHI)- -f'.r< :!.lIL..A
Ci) (~l//dC{)
/
C g)
Ch) (ft"t1//1;;-7)
Takim
'(;~k~ ehrC/l c;evr~~) ve .,;}/;/}L~) o/i-vu:ic uzere /1/ ~lF'
f re2<tc,.••<c V<vdlr f/ er ,1/ 7',Tn /e~ f "I'/cr/l,l«" ,ja-Jl_lô.r S/ If;"",;,,;!;,,/-u,,, . bii-Hk çb'refi/ I'i~'kd~ ) dpk-/ '1'0 n yu:ie)'ck .6u/.""'i
J/I/h j, r/L. />-eie i~ q' ;;~ j'/nekme iS"- .J;;S~r/ ii) im yu~ 4.6u[T!.;).Yj ;J.-;;n {re:Z-f ile- ?rÇ"dLL~/r/
-~- --------~----._---------

-he ~~?-<i~'rf <--j -'
IÇ/r
T erne}plaka
TabI a
Masa
gövdesi
(D)
1
If--.~
~, ,,~! ~
Ca)
'~ ( ~\ i
a - (/iks ~M~C J c1--- IJ;!,s// Ça ri. $1i'J!-4n/er/
!,---'l lardiU? ml//k ---7 )?>nJu 2 ,vidcr _..vJ!.Ls""riL.IA:;'p { c1.c/~~
M-? jlJp ?dilJ -I i .1- laMm friSi'j jcd/'L - tfrW",il
3 -- 7t~.d f kkci4_- f.{[}I<sfa LTdi-. -f,;i~i'fcl", .( I<'vi-.;:.i..v\j
f - !hrJ<'..m~ dl4>l/ kiiJ~{;. - -rii.b/q.1-:- t,lv/J'
8<-- j:A}'fi)4 (V"t.)I~fci7J deJ-kUe'Y-tet ic"ii)
/i
'-

;V[d/x~~ ~e,s/ ;!L·' J';~ -/-~rrtler-IL ~/;j/:-n ver/ /nci /e::: d/)-7) cr/ ri .' ri ! / r i .ir 1- .,- /. /y,O,CU'll.) ?(aJ}rC ..ey t;/I71/c/?C1/rn?C. ./.-z CY//7Qk. ....9/.:5; vd,t;.-; ..).-~L-~ /e.
j, 'c;/mlc,-]d,'J-/k:'-. --p arçetlcri-) Lv !16;?/)rnClv0' /L ,::f'r7L-2- ço';:;'(/?!u·fly- p/1--. vp/i/rJ71c ;',seO}//}c- ~erds/ '/;/m dl.t,J:(r-kr- /;5/c: ~(j /?o,f/adq <-..!l';V7de-ne.
<iJ 7~LA~L/ ~/;ç'/NLc~/R-!-Ic )) ~/~dJ:c/,r'/-c ZJ~!C7/J(7/a<- /j; ?a:-r-4~/~"---/5çrv fioYi//kl'?na:... -Ca [a;-> ,id j/(,;-rncc Jolc..< ;'~ );S/~ $c-//?7cYdeo1;/e-",:
~~s,s fa/d/r/Jlcc .f1S4'Cct..- deu (qjz/) ~Lc:i-- ,br}- 4~/'-<-<.(C<':... ?~4C"'",J~/~d&VL-- fr1 d12e.UL-C.- k~Mrma... ,/j:/~') (/~~ k/?h""'/cr '? 0'.6,,-/~
'-;;;1.:7,5 lctk//?~?a /;S/Ln?/er/-:.z.d~ ,.?>//-<y,'de.. i/..PE'LH~ .. ,r?k/?1/~J-;.
fle/mG..- ) /:.e-riC/ UCu12. JT..~mebS:i-·"-:.Pe/l/ i:7/q~L ve- ..~/' uç.lt,L. -C-Qi./nrz.(a...-/Q
~al';/dY7-. ~J;/C~--l-d(;;;S-Jt7//;r~d /~/e/llIP;;;:-_~ j(~ 1~~ ,ve..//e.r/c:MC /td.-e.-----ielt' -ttlk/inlni c/'/;7nJ&Ü ve- d.z9;-i--uQ! ;'oref.e,J..; L-7L ci(U-f/ur-v/u,--Ul"- ,i?- ppr-c;4'Jr ..ÇQ'b/l. /:40ndl:.~cn:/t,-: .J3L//lldll«- iJ/';-/;'l:.~ P"""'n<r /7e.. dc/tt:...c/c:krkri-- ,k.cTr// ?o/?~qycr m,q,lcC?/, .J, czyr'4J?Qr-qi:. ~ /ddq o-r.:JrY1q'/- f-v,..-/)C(lq--../,//1- 1-2volve.r- ),q,JjJi/7 q /L?p/-L-:? ~ ~Jk'7Cl•....CYL ) md~q ,Pr,? -.sC7br-/
:';-< ?-<7/<;,czs,nin.. if-L ~a'r-i::::/~/>~ CJ/C/Ü~& c/qr~/?7lc(.P-cl4' vcl"rdi,.-:

~2lk- aç)'?{Lu/a -"'yada J~,/,~-k;/~cJ<,: ç,rvre~,hde J;->;/v/ .c-.c//?Ql't'uf 4//&_
Ildrl- v-e ~.ff~//LLo/L~/ n &7?I'~J'/.- k/~~~t:/~7:f::j)S?/~c/ bqq/krjId/u?lPl- d~~~",.crr/ Ye;-' <:/.unC7f//?/ --..J.cc..?/C/;-/~rJ J?/ ;'c,/ /?7cY/~c;/J/~-v-"",~~" "
.J.FVd,-/Yi27q~//F-ZJ/v", ) VL fq/ O~!aL (;rze,-~ /-2/'~u//ndC/'7 c::J4;.r/?;:q'~_
-6-d~//dr; ~'c/nC/I;/ _ L,srn-z-- Jc:l"p r~ YCL/4-,-C YCCc0 icrYFla'rE/Cf Pq:;;f'6./?,m/;l if}(c;d"ihf/lldf~ rnah~c-f/' J'~c/;;':l(e ht''L c;;e/y/'dr/; =---i.oX-~ ~
/77ChZU~ /2/?1'//770 1~.Lpi..tdi/ ?/dU-/- ~/:;/:0//;c/eL,,/ //7C.y/LC."/,-ofr<,,-:-dd Vd.r-~ _
f"et-:i. Sj/rcl!/HdlLa!' l.z dC/'
CU~ i/r!...:ft',yk
at;/J/
u C; c:<c;r51 -
ç~/r 1:. 0.)(... cjôi~IÇrn 11& Ydf'·
tcXdyCl / /Xf~r -
-Gövde i sa-p(sTlin(ü.rik~~Sap ç~~~~~~~~u_' __ -. i
L--sapin uzunlugu ii)
.~ 1------ Gövde Sap (Konik) i
ii~~~~,~ O-·__·J~~LI ~ I'· i-I~. _,-t: ç uzunlugu ~ i I.j.J....Sapuzun ug~
~ ~Kesici kismin uzunlug~~ Boyun ;"'; r----Kanalli kismin LlzuniuglJ 1 k--- ,,_, ~'~ '-----------Ioplam uZun II
,:1_ h

/
-;; ?ktkq:r.:,;&!;~.;r2/7 ('.;y/n cbr! c i) ~r- ~,"""~~,,;'~'S"':L_ -
_~':~./ie/~~ck-a)/q' f'V-
~/;. frMI' ~~~'!§!ij~/~~13~/'4d4lqM-L } iv/" ok/d..! a//t7/i/'rr'"/;"/7.-
jen- ;. /;;r/~ML ve i'",d.u.u !iad'd!~r/.>;r all/1 ,1••/1- j üçd/~ /f;',. ;t..Li,f..J:.)-
;;;{IaUlC<. ,Yd'n 1~/m' y l}/twuJ 'y';u.J'~y.f/~
'Ve. .5'1'(;lvP/t>Il:. (jl/V,,'!..k./ 0/.·..•-1 ,:/zu~ /f,.jru/.,.
."~ n •..• • r, Cr" /~i~~cic-r//~ v, A"- .U : //er/~~ ~
!J - ,/.'-
'J .•. -- -/1 ~-Lt ct CL ~ "it
T::J/"r>i y;;Zl.-y/ff;i /:::.f~ ' ..~
if ?;)rÇ.;:LP
?url i rJ ;i r,)J /
;::/J11.Jft L·
E-l _.C<./i~r_
-I.:> f i ,-,-"•• .1'';/1><-<.1'
z _ i; /,""_4~lj1r1'H ,J.;'"",!,,:/rrU!/' -_
] '/ J A' / I'_ //<,rlt't~~ 'Ly,.effH
.lt - PC,,-i':; ;,id7ar A..:i
-;--,.; i ~. i}"" - r ";':' CPLjy/;.! ~(
;iil.;J "Ç/I1-:"-~-----A - 7~J0C
D
b
y~v--r .J-:-·'r~ )D/ rJ I...) J i;:> i-· c)
, (
C - !~ l~i;h C-1A.:'

\:.. j!
ji
'<i
.
T
. ~,OJ ..
(, \ ... .. .
Tas, B
Hala fa
[
.•.. ;... '-o
A
C -
Satihtaslailla
çevresal. b,d. Alin
i'
"
\. '-\~' '. '-
--.o,." -t,. C':' \
,i.:: .....,.,
1
~_')1-t) ~\ .;- r \'~~ ,
- \(~ , • .1 c__'.
,_i
,<,
\
."t \ (}._1~ .":'\-i ",::\ )'\ \, "
\o.l;,_ .•.~·~ j....\~;;~:.
\
L<'~t
;,"i'~

.ELEJ::T~Or:;R OL YON
C §J~~J{&!>/sch ar3e />-1 deMnin:} - Eji;t1)'--~~r·~~ç--~:_~-~,: -

Taias kaldirma sonunda bir takim hesciplaragirmeden önce. bulsleml~ ilgitl çesttfLampirik tarif ve formüllere göz atmak ve talasboyutlarini InceJ~~~~nde olacaktir.TomaiamadaSi~~len kesme hizi:__ ' .. -_"'•••.,-o-:...;.!:>.='.'T;~~,"'-.:._c-,.-_,
(dev/dak) olarak bulu/iiir
ird.n-V::
100Q!~i~\'['C-;gi.:;-~c".öiü ile jf;-ide edilir.n= aynaO devri (devldak.Jd= is parçasi çapi (mm.)Ayna devri n Ise; Yukaridaki formülden gidilerek:
V_1000
lT_dn:
-~ Sekil 44
s = IlerlemeFd= Reaktif kuwetJ{ = Ayar açisi
dC = Ayar açisi
:x..V:: Talas hacmi. (cm3/mm)~ : Yogunluk. (g/cm3)
A = Talas kesiti. mm2v:: Kesme hizi, m/dak
a= Kesme derinHri;b= Talas genisligih; Talas kalir.figi
{Kg/mm)"1
ile formüle edilir.b:: __ '_8 _sinI{
Talas kaliniigi h ise, ucun kendi kenarimi dik bir yönde bir devirdealdigi mesafediL b=s. sin X ile jfade edilir. 0-· - - --
Bu boyutlardan giderek talas kesiti
A=b.h=(a/s;n K) (s.slnl{) =a.s olarak bu1vnur.Genelde pratik hesaplamalarda a V~ s dE©erleri kulfanilir. /i! "'-/Iu ,~~ka ve s degerleri sabit kalmak üzere,bveh degerleri ayar JC açisina b v( ltbagli olarak de(1lsir. I{küçü!dükçe,b degeri büyür,h degeri küçülür I, ...t...! 1-""
){:::900olduguzamana=b:h=solur. /ecdG,,,,/. i· iYandaki sekllferde bu olayaçikça gösterilmistir: (Sekil 44)
Talas agirligi: ,G
Talas hacml:V (mmSidak)
V= A.v (mm3/dak).
vsG;- 1000
Talas boyuttan:~Talas böyutlan olarak adlandirdigimiz parametrelerden, kesme. derinligi a: ilerleme S~ talas genisligi b ve Icilas kalinligi h ile ifadeedilir. Talas genisligi b. uç kenannin is parçasi ile temaslabulundugu uzunlul';:lur.
Kesme kuvvetleri:Temalama islemi sirasinda, ortaya üç tane asal kuvvet çikar.a) Kesme kuvvetl (tanjantal kuvvet ): Fsb) Ilerleme kuvveti: Fv
c) Pasif kuvvet (radyal kuvvet): Fp( fr)Kesme kuvveti Fs; dönmeye karsi 'koyan ve takimi is eskenine dik.asagi çekmeye çalisan bir kuvvettir. o
!lerleme kuvveti Fv. parça eksenine paralel, ilerlemenin aksi
yönündedir. Takimi (yatay düzlemde) egilmeye ve bllfulmayazorlar.
Pasif kuvvet Fp, parça eksenine dik bir düzlemde. takimi geriyedogru itmeye ve basmaya çalisir. Bu kuvvetler semalik olarak
Sekil 4S'de gösterilmistl,. o
c ~ ~/J; /lftfdrnrr21' pra-:yi'!4tl f, Fz: Islemekuvveti.
-i f' i., ~t!-fl/YL '{T~n~Jt"rl Fs-Kesrriekuvveti-:L tnrt;j.~NrxlJ {-Jr' riFv::: Ilerlemekuwetl"'}tnmc.1:. 4/n ryil' -/;J f Fa: Aktff kuwet .( ~ri/.. ~1 ~ == Fp:: Pasif kuwet (kljdv~J ~Lft Fd = Reaktif kuvvet i·
--2 ~-

Çesitli heze ça.Jola;i
.
Standard No:TAKiM GRUPLARi i ·DIN,i
TSTeknik Notlar
_,o
18-40153/9
~)Metal Daire Testereleri
1837153/ 6
1838
153/ 7,,- , 1':J
-C'iil_.l:_jl, r•.••.•e Q ••••• lrl-Dr-i -j
i 303/8~~1 i ~I{'~~i~F;~;;'erijY-~'-"
884
~
i i1880i 303/11SlIindlrlk Ahn Freze B,çakfan (Vals - Alin Frezeierl)
841
885-@ \jf
Kanal Ar.an Freza Biçaklar,,1890
':J.:1891
'v
~
i Konlk Alin Freze BiçaklariiJ 303/15' :il ::: 842.~ -
~
,I Prlzma F~eze Biçsklsrri847i 303/14
-- ~
i 1'~23 -ATek veya Çift AÇih Konlk Freze Biçsklan~
1823 - B
Al
",
Oluk Açan Freze Biçaklari
1824303/23~
~:tA
855303/~S
~
Yarim Yuvarlak Freze Biçakfarii i856i 303/24--.~
i Köse Yuvarlatma Freze Biçaklir,i 16513 -f 303/26
..~ L'S i 'Tekma V!ca Freze B,çakfariIss2/e - D
'L-~'

IslEME ZAMANININ HESAPLANMASI(REFA. 3~mim ~)
T-tr+tatr- tr9 +trVtii -}l te
•te-tg +tv
-l tg - tti + tn
Siparitin yapim zamani
~!emumani .
imal edilecilk parça adedi - m
Siparifin yapimzamani
Bir iiparisin (veya kismi bir iipari,in) imallti için g&reidi toplam umandll'.(T)
I~lem zamani
- ~- Sipari,in bOtOn unitelerindeki yapim çali,malisrdçin IOzumlu toplam umandir.(ta )HlUirlik zamani
Isçinin hazirlanmasi, is parçasinin, makinanin ve takimin hazirlanip ise.(tr)
basla yacak duruma getirilmesi için gereken zamanlar toplamidir.
Parça iSmai'H
Her parçanin hazirlandikun ionra islenmesi için 9l!Ç8n zamandir. Çok parçali(te)
isierde her parça için geçen i~lema zamanlari toplimar.
!:SIII uman
Parçanin makinaya bli~ianm!Ul1 baslangici ile sökLllm,"; lionuna Kadar geçen(tg)
Ulmandir.
Kiiyip Ziaman
lsçjnin, makinanin ve isletmenin durumundan do~bilecek kiyip umanlardir.
(tv)
Gemilolarak {ig} esn zamanin S/.14 ilA ·1.34.5 ii~sind. kabul .dilen yOzde-iidir.
Makina zamani
Parçanin makina yardimiyla sekillenmesi için geçen zamandir.(m)
Dönme sayisi, talas miktari ve Ilerleme hizi yardimiyla hesaplanir.
Yardimci Ulman i Parçanin makinaya bagiMmU!, çözOlmeisi, iyiirlaimilar, ölçmelar, rltar IÇip
(tn) i kapama z!ll'T'.!lnlantoplamidir.

/'
14/0,
.---
H;;; 2 i r II L LJ'1 wl «n i[ipi )~!,J, 1i;,)2 ,,' /;;> rJm ,S~ ,/ p~:,,a i,; 'U," / '" ;),f,,;ni ri ve --{af/rvllh h;:J?II/?i'i?n1.JJ i v-fJ
j'v1 ;J le J'ri ci -;> d M~"J (da t) , {''''rJ[" YI ,yi m cl j ,-rJ ci /' Cl'~ di iV} '(iL;J
L e f " II<' ri CI, /- " / /?1 <' s,' ) C; ,- rJ J e,:; t' n Z ct"~ '" n <I"J 1(,f cr r ri!}J2 Z di j;;; 1;!5 /c d/:0nl;;u1 ;;'c7 IrJ;]'", )c~/ kr jJyl/(ri
).rl(j! (I / /ClSa fJp/ch ri vt i'/erkm e //'2 i yal-dJN,')h 1;(- Id!;;s: }c)/t/Jrll1~ y 0/" tem/ i;/~) /()d/, II· /'- - .. ''1./1---11.11 ' i, i _ " <cc f , /. -' ,'" ir! e
h tfnf'k'tl'" ' -1;J' dni1 ,..i 2d WL a " ,[ ?cl/f ",u n ri'> a j (<"YI'Y ci b q§/a fJJ'I'I ,-;;(/
ii 'i / / 'I / - // !"f/2ul/>ld,') clcr!/qhI4,a~ ~/'iff/C'lrr; ;,>.:J 1'/ ~,-; i' /,4/,4'''''''1
2d/tidr7/dII - -Ice-//Clmic/rr_7
CC) ?( d cl l' ci r C; ey YI , YI )' m d 1;J II(-{oriciie' ,';>i"b+- Ldl"'-"')
/?L~;1E ~AMAI\J/N;N f-/EsA.?cAA1( NMA~k: ALk ü lAS ytON H-c ...{J\PLAi?.f)
flf ;)31J:J R EFA (iZ e iC li > ;:;il >fe h u sS f':" yAr h f' / f rd" d (c' y, )
5' /( -I!' M,'n t- cl;;ii::i yi;:' "y':"ri .fe M V er,' i m iF -)/ y
K C{LflP 2c1rviC(1I [;;t;in/n )'J ' / /
diJIVMtUt Jari clcyC? biiecC't
fYL;;) 1. f -n ,:) /)1/1 i/ c: /5 /e" f rJ? t' rj i ../
/
/::~)-:J 2d/-ÜCt'/7/a.rdir: ~
.{. -= f d S O S ct 'J LS}
;;lt. =: ):::.OJ ) cl i v t \ ci C (1 le.
(J P +c P ici VV\ +o b cd:,_C1
d - \ ,--'e. v ih i'r) ,
;;; ~ pcuc 1_'.0 \IYI Iij'i(-~Clld5 c!-I}r(,i \i~
D r i-1 -::- i \ ~ Ci.2> f
cv -101' n;J /;;im ;;id;;i M ci/C/n ci :çi; ci Uictn i );udb)
;;J) ;:: k. sen e! ( 3"yun4) JJI1'nd:r:k) TOO'l,q/dMd ::

G-i L:=- ---ra k 1111 it trr-t k ei bo y ~ (VhJH
(yc/w)!~-re/n/i r{'r/~VV1 di? Vf'r//t"
rCi.'{iC{t~/YI :7E/I,~11oyL,~ (J~P1,
('J~ !cAKrw1]Y1 3/n; .'j011/(
t7 _ // 411::(5 /)-1U~ J
L-f ~ $// U ç fe(1/ ta z / cl ii k '
L:= ~f;J~;~+1+~1
L.-Ci YV\. (j h !
r -C. =h
,{ -= Delil !:CI(jIS)
S' = iler Ifli1f(lYl"'1/d-Lv)
n = ])k\;ii'r JACJ iJi ( c{-e v/Jat/;
10 {LO 'ijLn ~-
J ITb.1 ~) v;D8 A4MA
AJ V i_i ~ . -Li:: o,p ~ ~. ~r.'::: fOO( c:.19'zÇa.ylil '1 i v\. h..{.'::: po{J c ( tG 10/1 e 1:"" ci o", f S i)S ci. yi { i
J.• =- V/d a kd tv-(' 5; (cr d ivv. i )
1"=:- ec -( { 1~ '{/~{j Y ~i~rfU/~~idJ=- [;ii.;J~ dt,:, ') 11'5f
f) ~ V l.lC1 dis ~;)t~; (n17 i, '
DL~~ .) ,
/[ :::::-jJCf{{.;DtLM E
2C1111.?L /1 ~ ~
f}1'L /)
f _LL 'Tr, f>
h- ,1000.1,'-::;"
,5 ,//t r /on -( cie!i~r;(~fliJ .f v)
'1C-:: )~c 5 YVl< JVJJ-f m)d cek)
LJ ~ ?t11L;Q (0/i (ll7vvi)
b) A!>n (YCl4iftt i ) foma/o>Y'clu
