2. fogazatok megmunkÁlÁsa
DESCRIPTION
2. FOGAZATOK MEGMUNKÁLÁSA. BEVEZETÉS. Egyike a legbonyolultabb gépelemeknek 1785 Anglia "Albion" gőzmalom, öntöttvas fogaskerekek (első, és kb. 1 évszázadon át nem változott) 1856-ban jelent meg Max Eyth emlékirata: "finoman és pontosan„ bádogsablon, kalapács, vágó, reszelő - PowerPoint PPT PresentationTRANSCRIPT
2. FOGAZATOK MEGMUNKÁLÁSA

BEVEZETÉS
• Egyike a legbonyolultabb gépelemeknek• 1785 Anglia "Albion" gőzmalom, öntöttvas fogaskerekek
(első, és kb. 1 évszázadon át nem változott)• 1856-ban jelent meg Max Eyth emlékirata:
"finoman és pontosan„ bádogsablon, kalapács, vágó, reszelőbádogsablon, kalapács, vágó, reszelő• 1876 Philadelphia - Világkiállítás
1400 LE; n=1/36 min; lendkerék 9 m, (egyben fogaskerék 9 ); tárcsa 3 m, n=1/108;– zajmentes - beszélgetni lehet– egyik csapágyház órásmester üzeme– másik csapágyház tűkészítő üzeme
"Érzék szerinti" előmunkálás, foggyalu, kiegyensúlyozás, vágó, reszelő,
csiszolópapír, hántolószerszám• Lefejtést a 19. sz. kezdetén ismerik meg
(burkoló sokszög - síklapokkal határolt, finommegmunkálás)• 1912 Mayer és Schmidt
egyprofiltárcsás köszörűgép• 1913 Maag első kéttárcsás köszörűgépe• 1932 Michigan Tool Co. hántolóléc hántológép
National Broach hántolókerék hántológép

Fogaskerékhajtások osztályozása
• A fogaskerekeket a fogaskeréktest alakja ill. a fogaskerékpár tengelyeinek egymáshoz viszonyított helyzete alapján osztályozhatjuk.
• A fogaskeréktestek a határesetet képező fogasléc kivételével forgásfelületek, amelyek külső felülete henger-, kúp vagy globoid
Fogaskerékhajtások osztályozása
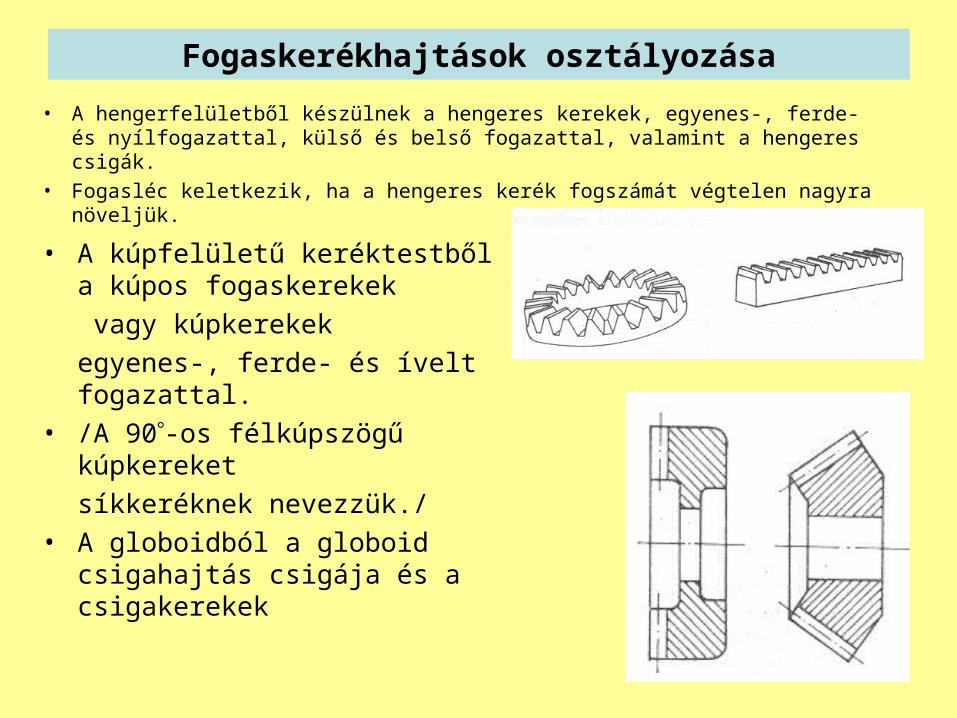
• A hengerfelületből készülnek a hengeres kerekek, egyenes-, ferde- és nyílfogazattal, külső és belső fogazattal, valamint a hengeres csigák.
• Fogasléc keletkezik, ha a hengeres kerék fogszámát végtelen nagyra növeljük.
• A kúpfelületű keréktestből a kúpos fogaskerekek
vagy kúpkerekek
egyenes-, ferde- és ívelt fogazattal.• /A 90-os félkúpszögű kúpkereket
síkkeréknek nevezzük./• A globoidból a globoid csigahajtás
csigája és a csigakerekek

• A fogaskerékpár tengelyeinek viszonylagos helyzete szerint háromféle tengelyhelyzetet különböztetünk meg:
Fogaskerékhajtások osztályozása
• párhuzamos, • egymást metsző• kitérő tengelyek
A két szempontot figyelembe véve, valamint a tengelytáv (=normáltranszverzális, vagyis a két tengelyt metsző, mindkettőre merőleges egyenes metszéspontjai közötti távolság hossza) és atengelyszög (az első tengelynek a második tengely vetületével alkotott szöge a normáltranszverzálisra merőleges síkban) segítségével táblázatban foglalhatjuk össze.

• A tengelytáv és a tengelyszögalapján: Tengelyszög Tengely-
távA tengelyek viszony-
lagos helyzeteElnevezés
=0 a0
Párhuzamosak Hengeres kerékpára) külső fogazatúb) belső fogazatúc) egyenesfogúd) ferdefogú
0 a0
Kitérők 1. Csavarkerékpár2. Csigahajtópára) hengeresb) globoidc) különleges3. Hipoid kerékpár4. Spiroid kerékpár
0 a=0Egymást metsző Kúpkerékpár
a) egyenesfogúb) ferdefogúc) íveltfogú
Fogaskerékhajtások osztályozása
Fogaskerekek - műveleti sorrend meghatározása
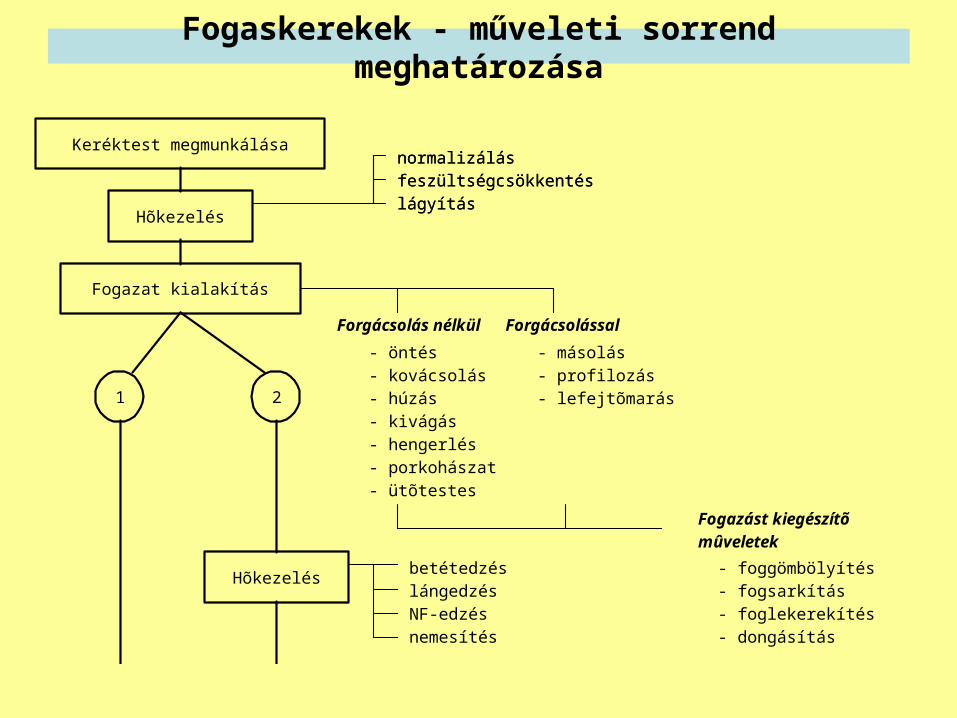
normalizálásfeszültségcsökkentéslágyítás
normalizálásfeszültségcsökkentéslágyítás
Fogazat kialakítás
Hõkezelés
Keréktest megmunkálása
1 2
1
1
Fogazatok finom megmunkálása
betétedzéslángedzésNF-edzésnemesítés
Hõkezelés
2
Határozott élûszerszámmal
ForgácsolássalForgácsolás nélkül- finomhengerlés
Határozatlan élûszerszámmal
- hámozó, simító lefejtõ marás- foghántolás
- profilozó köszörülés
- dörzsköszörülés
Fogazást kiegészítõmûveletek - foggömbölyítés - fogsarkítás - foglekerekítés - dongásítás
2 1
- öntés - kovácsolás - húzás - kivágás - hengerlés - porkohászat - ütõtestes
- másolás - profilozás - lefejtõmarás
ForgácsolássalForgácsolás nélkül
- lefejtõ köszörülés

A műveleti sorrend meghatározása
1 2
1
Fogazatok finom megmunkálása
betétedzéslángedzésNF-edzésnemesítés
Hőkezelés
Határozott élűszerszámmal
ForgácsolássalForgácsolás nélkül- finomhengerlés
Határozatlan élűszerszámmal
- hámozó, simító lefejtő marás- foghántolás
- profilozó köszörülés
- dörzsköszörülés
Fogazást kiegészítőműveletek - foggömbölyítés - fogsarkítás - foglekerekítés - dongásítás
2 1
- lefejtő köszörülés
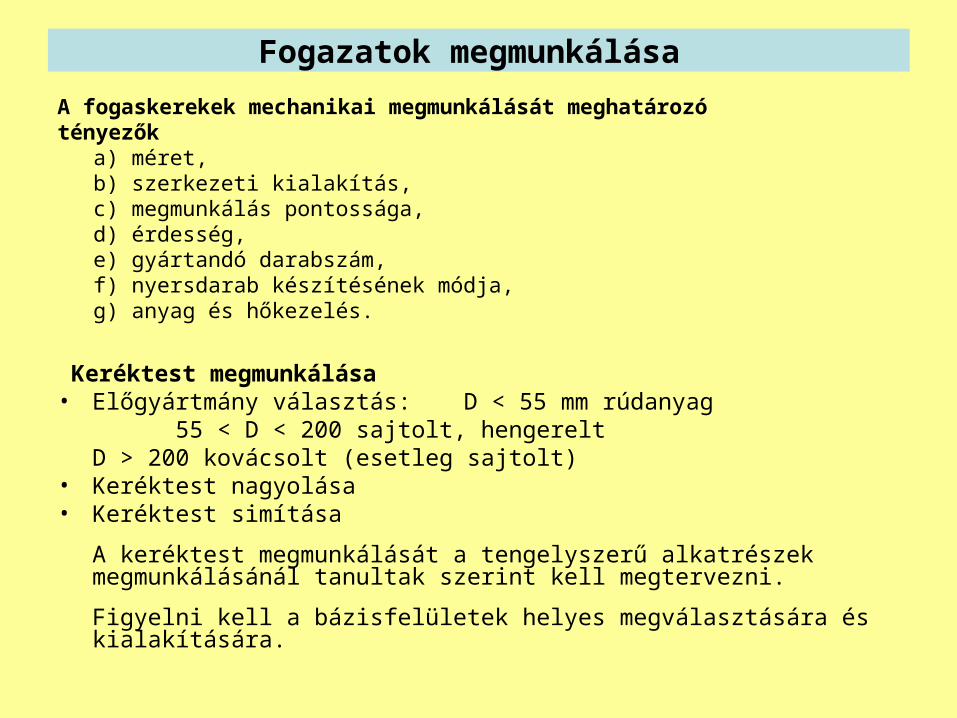
Keréktest megmunkálása• Előgyártmány választás: D < 55 mm rúdanyag
55 < D < 200 sajtolt, hengereltD > 200 kovácsolt (esetleg sajtolt)
• Keréktest nagyolása• Keréktest simítása
A keréktest megmunkálását a tengelyszerű alkatrészek megmunkálásánál tanultak szerint kell megtervezni.
Figyelni kell a bázisfelületek helyes megválasztására és kialakítására.
A fogaskerekek mechanikai megmunkálását meghatározótényezők
a) méret,b) szerkezeti kialakítás,c) megmunkálás pontossága,d) érdesség,e) gyártandó darabszám,f) nyersdarab készítésének módja,g) anyag és hőkezelés.
Fogazatok megmunkálása

Fogazatok megmunkálása
Fogazás előtti hőkezelés
Eljárás Célja Alk. területe
Normalizálás egyenletes, finom szövet-szerkezet;feszültségmentesség, jó szilárdság;jobb forgácsolási viszonyok
melegalakítás után
Feszültség-csökkentés
feszültségcsökkentés;bonyolult kerekek edzési elhúzódásainak csökkentése
nagyoló és simító forgácsolási műveletek között, ha nem akarunk lágyítani
Lágyítás lágy szövetszerkezet elérése;edzési elhúzódások csökkentése
forgácsolás megkezdése előtt;nagy széntartalmú és ötvözött acéloknál nagyolás után
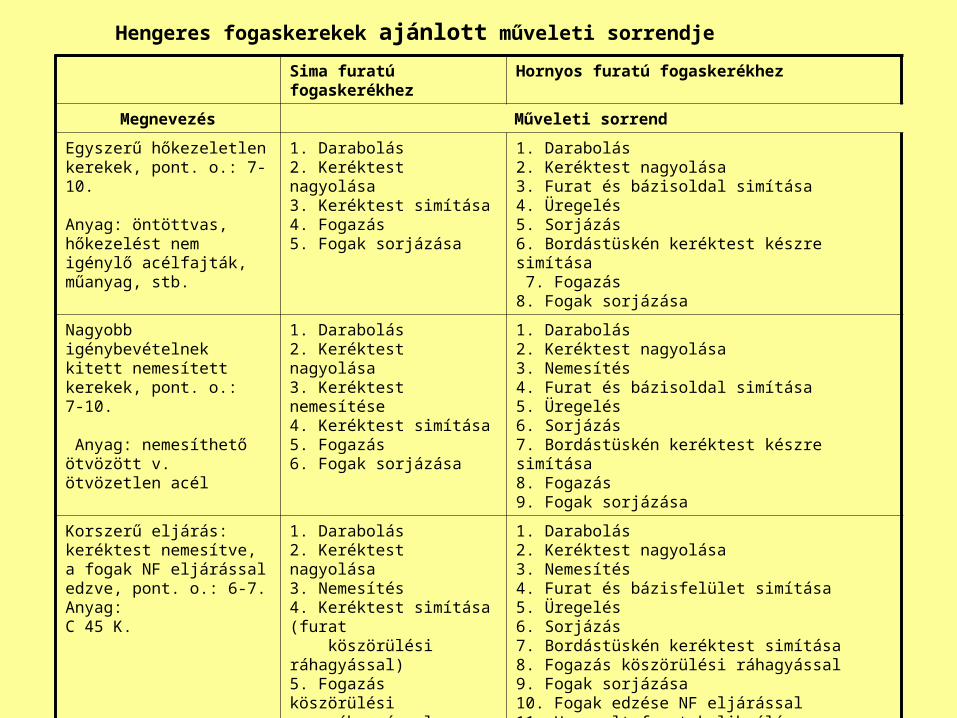
Hengeres fogaskerekek ajánlott műveleti sorrendje
Sima furatú fogaskerékhez Hornyos furatú fogaskerékhez
Megnevezés Műveleti sorrend
Egyszerű hőkezeletlen kerekek, pont. o.: 7-10.
Anyag: öntöttvas, hőkezelést nem igénylő acélfajták, műanyag, stb.
1. Darabolás2. Keréktest nagyolása3. Keréktest simítása4. Fogazás5. Fogak sorjázása
1. Darabolás2. Keréktest nagyolása3. Furat és bázisoldal simítása4. Üregelés5. Sorjázás6. Bordástüskén keréktest készre simítása 7. Fogazás8. Fogak sorjázása
Nagyobb igénybevételnek kitett nemesített kerekek, pont. o.:7-10.
Anyag: nemesíthető ötvözött v. ötvözetlen acél
1. Darabolás2. Keréktest nagyolása3. Keréktest nemesítése4. Keréktest simítása5. Fogazás6. Fogak sorjázása
1. Darabolás2. Keréktest nagyolása3. Nemesítés4. Furat és bázisoldal simítása 5. Üregelés6. Sorjázás7. Bordástüskén keréktest készre simítása 8. Fogazás9. Fogak sorjázása
Korszerű eljárás: keréktest nemesítve, a fogak NF eljárással edzve, pont. o.: 6-7. Anyag:C 45 K.
1. Darabolás2. Keréktest nagyolása3. Nemesítés4. Keréktest simítása (furat köszörülési ráhagyással)5. Fogazás köszörülési ráhagyással 6. Fogak sorjázása7. Fogak edzése NF eljárással8. Furat és oldalak köszörülése9. Fogak köszörülése
1. Darabolás2. Keréktest nagyolása3. Nemesítés4. Furat és bázisfelület simítása5. Üregelés6. Sorjázás7. Bordástüskén keréktest simítása8. Fogazás köszörülési ráhagyással9. Fogak sorjázása10. Fogak edzése NF eljárással11. Hornyolt furat kalibrálása12. Fogak köszörülése
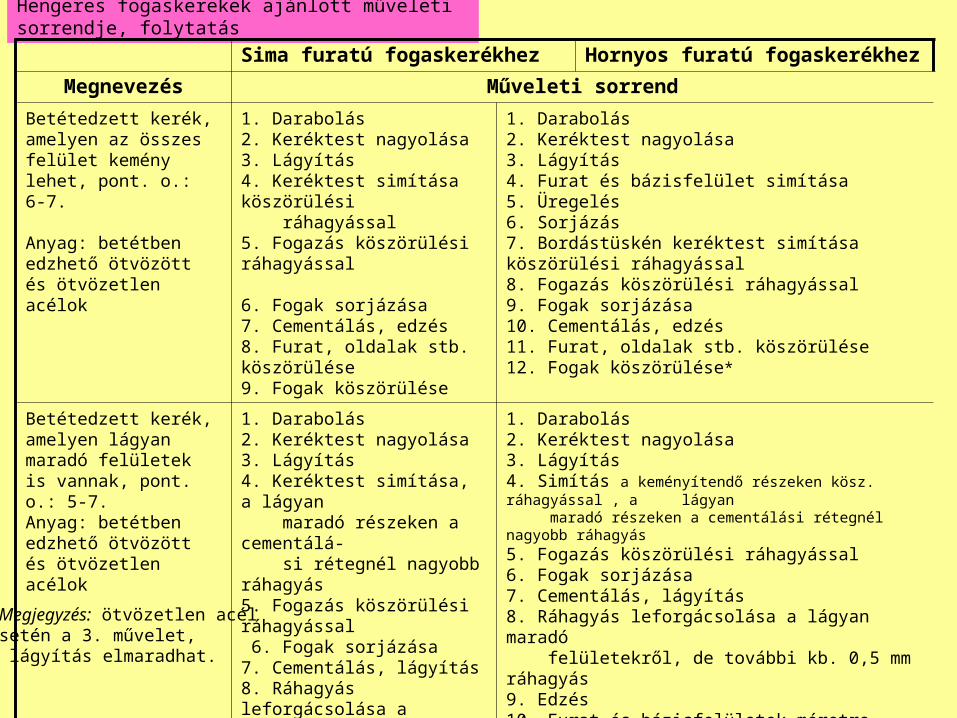
Hengeres fogaskerekek ajánlott műveleti sorrendje, folytatás
Sima furatú fogaskerékhez Hornyos furatú fogaskerékhez
Megnevezés Műveleti sorrend
Betétedzett kerék, amelyen az összes felület kemény lehet, pont. o.: 6-7.
Anyag: betétben edzhető ötvözött és ötvözetlen acélok
1. Darabolás2. Keréktest nagyolása3. Lágyítás4. Keréktest simítása köszörülési ráhagyással5. Fogazás köszörülési ráhagyással
6. Fogak sorjázása7. Cementálás, edzés8. Furat, oldalak stb. köszörülése9. Fogak köszörülése
1. Darabolás2. Keréktest nagyolása3. Lágyítás4. Furat és bázisfelület simítása5. Üregelés6. Sorjázás7. Bordástüskén keréktest simítása köszörülési ráhagyással8. Fogazás köszörülési ráhagyással9. Fogak sorjázása10. Cementálás, edzés11. Furat, oldalak stb. köszörülése12. Fogak köszörülése*
Betétedzett kerék, amelyen lágyan maradó felületek is vannak, pont. o.: 5-7. Anyag: betétben edzhető ötvözött és ötvözetlen acélok
1. Darabolás2. Keréktest nagyolása3. Lágyítás4. Keréktest simítása, a lágyan maradó részeken a cementálá- si rétegnél nagyobb ráhagyás5. Fogazás köszörülési ráhagyással 6. Fogak sorjázása7. Cementálás, lágyítás8. Ráhagyás leforgácsolása a lágyan maradó felületekről9. Edzés10. Furat, oldalfelület stb. köszörülése11. Fogak köszörülése*
1. Darabolás2. Keréktest nagyolása3. Lágyítás4. Simítás a keményítendő részeken kösz. ráhagyással , a lágyan maradó részeken a cementálási rétegnél nagyobb ráhagyás 5. Fogazás köszörülési ráhagyással6. Fogak sorjázása7. Cementálás, lágyítás8. Ráhagyás leforgácsolása a lágyan maradó felületekről, de további kb. 0,5 mm ráhagyás 9. Edzés10. Furat és bázisfelületek méretre esztergálása11. Üregelés12. Sorjázás13. Bordástüskén keréktest készre köszörülése 14. Fogak köszörülése
•Megjegyzés: ötvözetlen acél esetén a 3. művelet, a lágyítás elmaradhat.
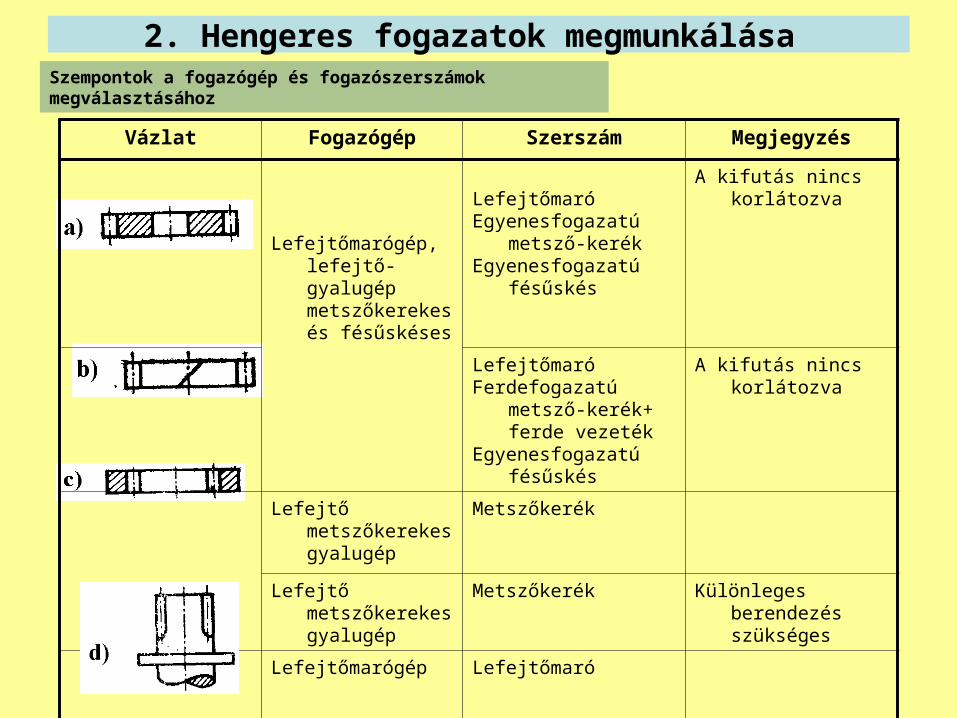
Szempontok a fogazógép és fogazószerszámok megválasztásához
Vázlat Fogazógép Szerszám Megjegyzés
Lefejtőmarógép, lefejtő-gyalugép metszőkerekes és fésűskéses
LefejtőmaróEgyenesfogazatú metsző-
kerékEgyenesfogazatú fésűskés
A kifutás nincs korlátozva
LefejtőmaróFerdefogazatú metsző-
kerék+ ferde vezetékEgyenesfogazatú fésűskés
A kifutás nincs korlátozva
Lefejtő metszőkerekes gyalugép
Metszőkerék
Lefejtő metszőkerekes gyalugép
Metszőkerék Különleges berendezés szükséges
Lefejtőmarógép Lefejtőmaró
2. Hengeres fogazatok megmunkálása
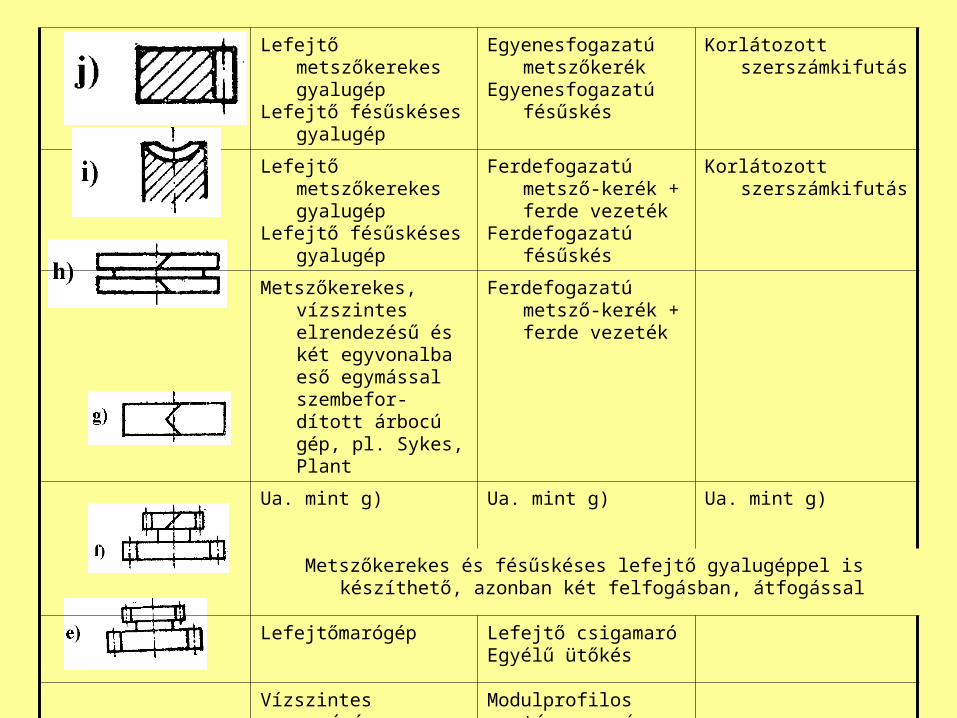
Lefejtő metszőkerekes gyalugép
Lefejtő fésűskéses gyalugép
Egyenesfogazatú metszőkerék
Egyenesfogazatú fésűskés
Korlátozott szerszámkifutás
Lefejtő metszőkerekes gyalugép
Lefejtő fésűskéses gyalugép
Ferdefogazatú metsző-kerék + ferde vezeték
Ferdefogazatú fésűskés
Korlátozott szerszámkifutás
Metszőkerekes, vízszintes elrendezésű és két egyvonalba eső egymással szembefor-dított árbocú gép, pl. Sykes, Plant
Ferdefogazatú metsző-kerék + ferde vezeték
Ua. mint g) Ua. mint g) Ua. mint g)
Metszőkerekes és fésűskéses lefejtő gyalugéppel is készíthető, azonban két felfogásban, átfogással
Lefejtőmarógép Lefejtő csigamaróEgyélű ütőkés
Vízszintes marógép, gyalugép, fésűskéses lefejtő gyalugép
Modulprofilos tárcsamaró, modulprofilos gyalukés
Fésűskés
2. Hengeres fogazatok megmunkálása
Határozott élű szerszámmal az alábbi módszerekkel állíthatunk elő
hengeres fogaskerekeket.
• Másolás
• Profilozás
- marás (tárcsa- és ujjmaróval)
- gyalulás (gyalukés készlet)
- üregelés (üregelő tüske)
- köszörülés (profilozó korong)
• Lefejtő eljárások
- marás (lefejtőmaró)
- gyalulás (fésűskés, metszőkerék)
- hántolás (hántolóléc, hántolókerék, hántolócsiga)
- köszörülés (lefejtő köszörűkorong)

2. Hengeres fogazatok megmunkálása
A) Másolás
2. Hengeres fogazatok megmunkálása
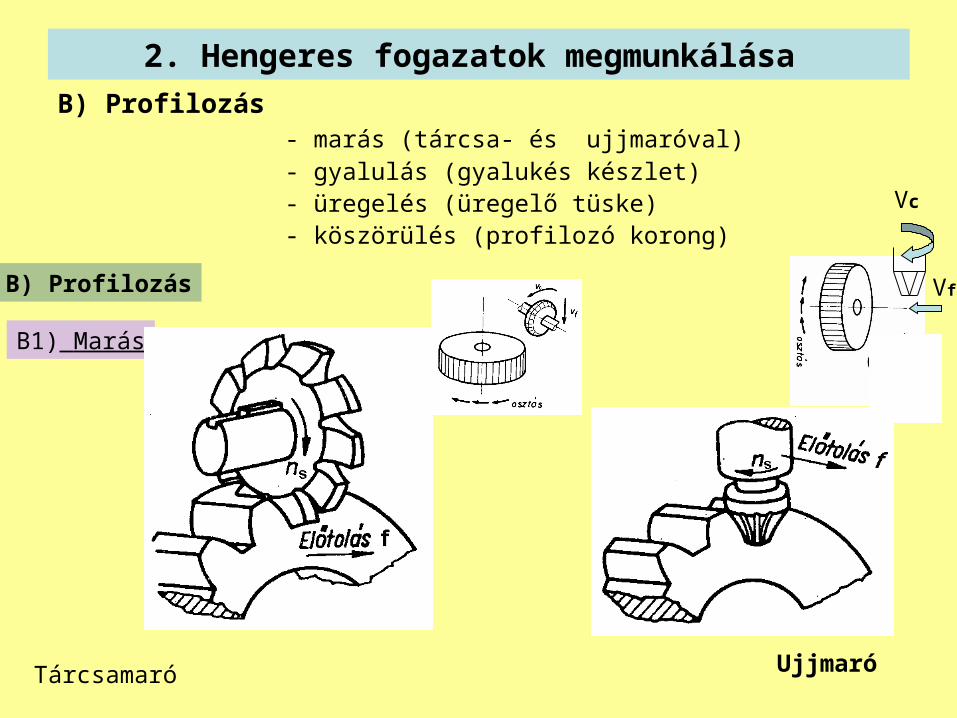
B) Profilozás- marás (tárcsa- és ujjmaróval)- gyalulás (gyalukés készlet)- üregelés (üregelő tüske)- köszörülés (profilozó korong)
B1) Marás
UjjmaróTárcsamaró
B) Profilozás
Vc
Vf

2. Hengeres fogazatok megmunkálása
B2 Gyalulás
B) Profilozás
„üregelő vésés”
Ahány fog, annyi kés !
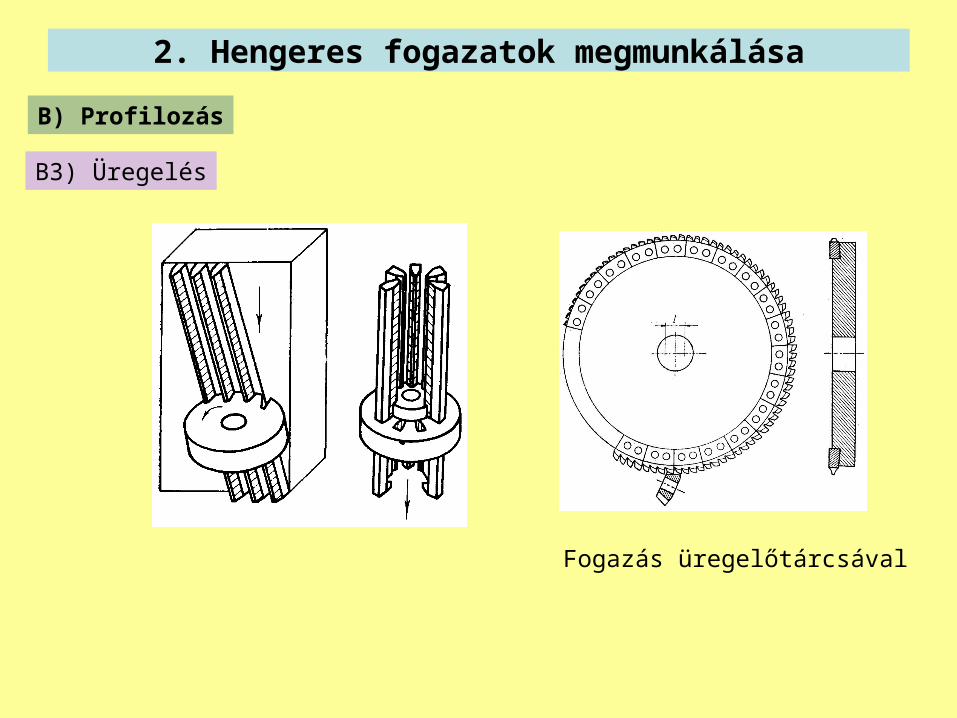
B3) Üregelés
2. Hengeres fogazatok megmunkálása
B) Profilozás
Fogazás üregelőtárcsával

2. Hengeres fogazatok megmunkálása • Lefejtő eljárások
- marás (lefejtőmaró)
- gyalulás – vésés (fésűskés, metszőkerék)
- hántolás (hántolóléc, hántolókerék, hántolócsiga)
- köszörülés (lefejtő köszörűkorong)
Lefejtő eljárás
• fogazásnál a mdb. és a szerszám mint két fogazott elem kapcsolódik egymással• a kapcsolódás az ismert legördülési törvényszerűségeknek megfelelő• a forgácsoláshoz a legördülő mozgáson kívül • kiegészítő mozgás (amely a szerszám típusától függ
- főmozgás (pl. fogvésés )- előtolómozgás (pl. lefejtő fogmarás)
• a lefejtő mozgás kiküszöböli a profilozó eljárásnál szükséges osztómozgástfolytonos mozgás
• lefejtő eljárásnál- hengeres fogaskerekeket- ívelt fogú fogaskerekeket
munkálunk meg

Lefejtő eljárások
w
w
f w
vc
vc
f w
f
ft
a
vc
f f
ff
Maag FellowsPfauter

2. Hengeres fogazatok megmunkálása
• alap: két hengeres fogazott elem – szerszám és munkadarab – kitérő tengelyek mentén történő kapcsolódása és legördülése
• legördítéshez szükséges mozgások elméletileg – forgácsoló főmozgás
– folyamatos osztás
• megmunkálható fogaskerekek– hengeres kerék
– csigakerék
Lefejtő eljárás
C/1 Marás
Lefejtőmaróval(Pfauter-eljárás)

2. Hengeres fogazatok megmunkálása
• szerszám: lefejtő maró – hengerre felcsavart fogasléc
Lefejtő eljárás
Marás
Lefejtőmaróval(Pfauter-eljárás)
Lefejtőmaró
normálmetszet
Tengelymetszet (csigakerék gyártáshoz)
2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
Marás
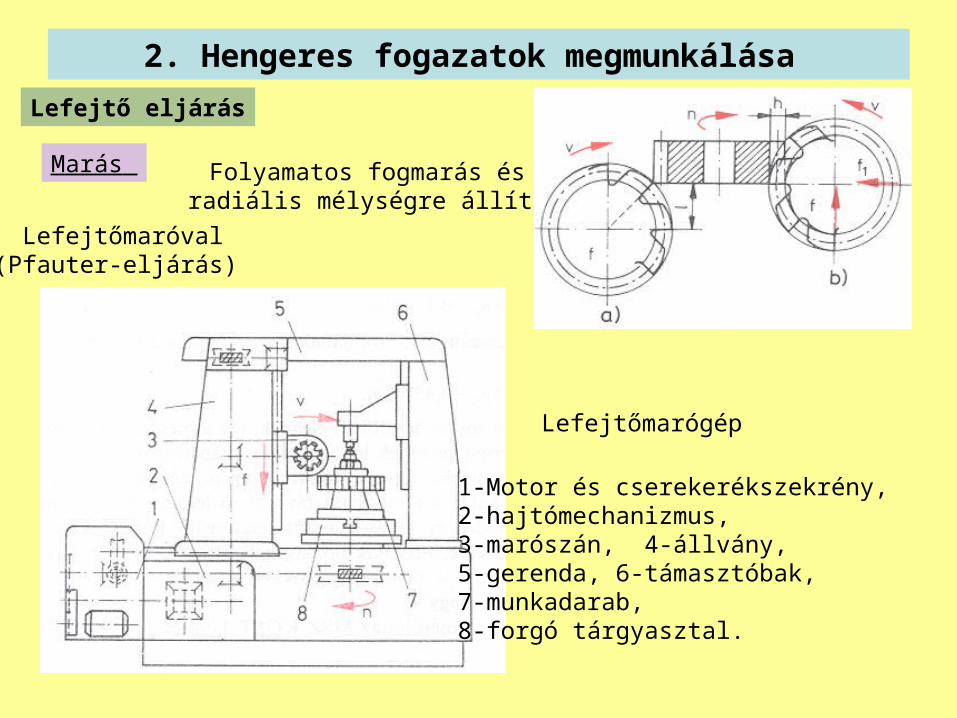
Lefejtőmaróval(Pfauter-eljárás)
Folyamatos fogmarás és radiális mélységre állítás
Lefejtőmarógép
1-Motor és cserekerékszekrény, 2-hajtómechanizmus, 3-marószán, 4-állvány, 5-gerenda, 6-támasztóbak, 7-munkadarab, 8-forgó tárgyasztal.

Az eljárásra épülő gépeken kialakíthatók:• egyenes vagy ferde fogú hengeres fogazatok,• különféle periodikus profilok (pl. bordázatok,
sokszögprofilok, a származtató felületet illetve szerszámot a konjugáció elvén kell kialakítani; pl. Realux szerkesztése is erre épül),
• csigakerekek (ez esetben = 0o) és a relatív helyzet (12.65. ábra).
2. Hengeres fogazatok megmunkálása
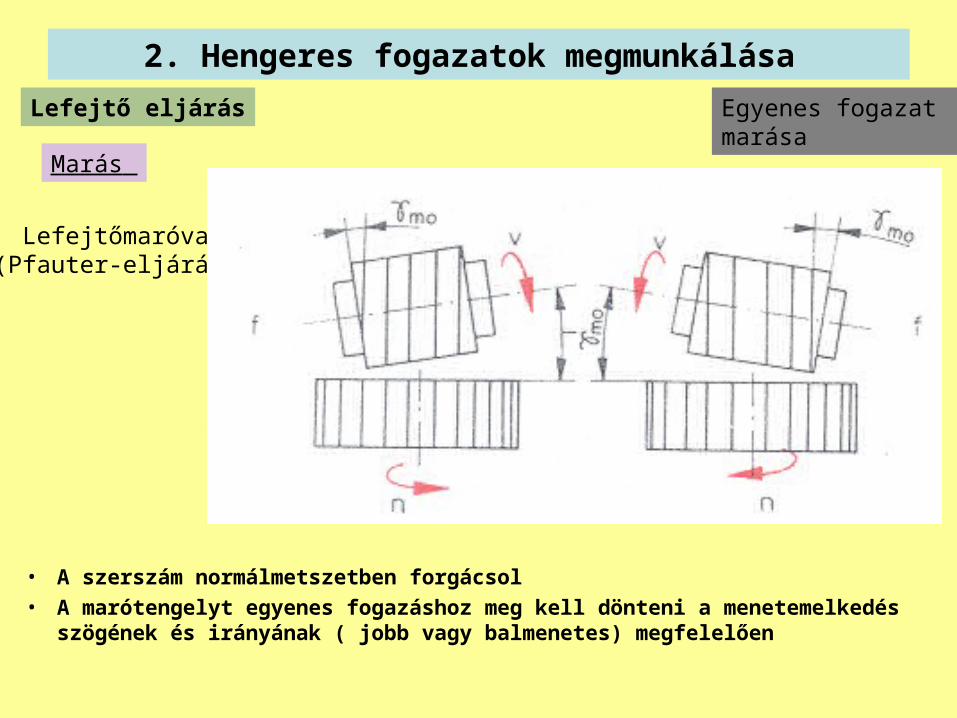
• A szerszám normálmetszetben forgácsol
• A marótengelyt egyenes fogazáshoz meg kell dönteni a menetemelkedés szögének és irányának ( jobb vagy balmenetes) megfelelően
Lefejtő eljárás
Marás
Lefejtőmaróval(Pfauter-eljárás)
Egyenes fogazat marása

2. Hengeres fogazatok megmunkálása
Marótengely döntési szöge !
Lefejtő eljárás
Marás
Lefejtőmaróval(Pfauter-eljárás)
Bal ferdeségű fogazat (a) marása Jobb ferdeségű fogazat (b) marásabal menetű (1) maróval jobbmenetű (2) maróval
Ferdefogazat marása
Pfauter marási elrendezések
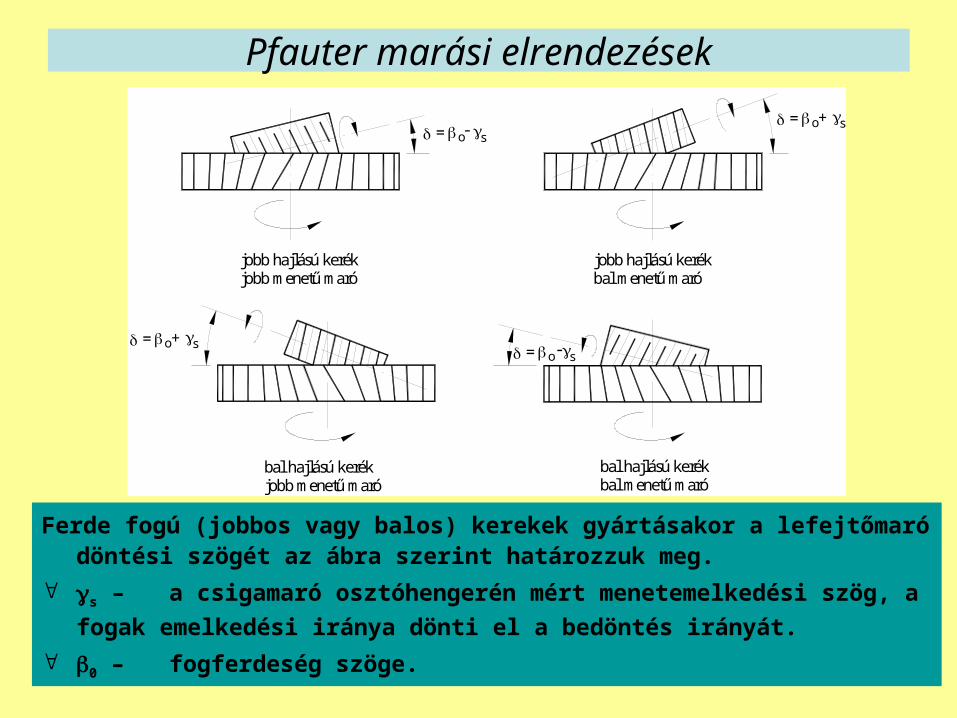
Ferde fogú (jobbos vagy balos) kerekek gyártásakor a lefejtőmaró döntési szögét az ábra szerint határozzuk meg.
s – a csigamaró osztóhengerén mért menetemelkedési szög, a fogak
emelkedési iránya dönti el a bedöntés irányát.
0 – fogferdeség szöge.
s
jobb hajlású kerékjobb menetű maró
= o- = o s+
jobb hajlású kerékbal menetű maró
o= so= s+
-
bal hajlású kerékjobb menetű maró
bal hajlású kerékbal menetű maró

2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
C/2 Gyalulás
C/21 Fésűskéssel (MAAG-eljárás)
• Bonyolult kinematika: – A főmozgást végző szerszám előtt a fogazandó kerék (munkadarab)
gördülőkörén gördülve elhalad
• Szerszám: – végtelen sugarú, osztóköre egyenessé fajul
– három kivitel Nagyoló, ElőSimító, Simító
(Nagy modulnál, nagy fogszámnál mindhármat alkalmazzák)
2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
C/2 Gyalulás
C/21 Fésűskéssel
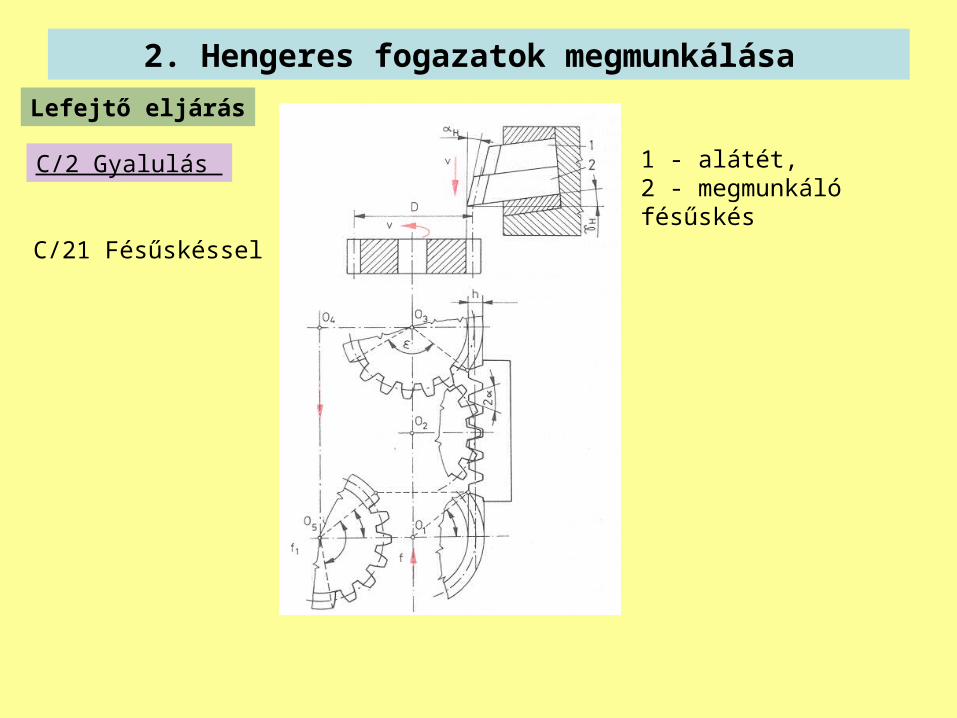
1 - alátét,2 - megmunkáló fésűskés
2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
C/2 Gyalulás
C/22 Metszőkerékkel(Fellow eljárás)
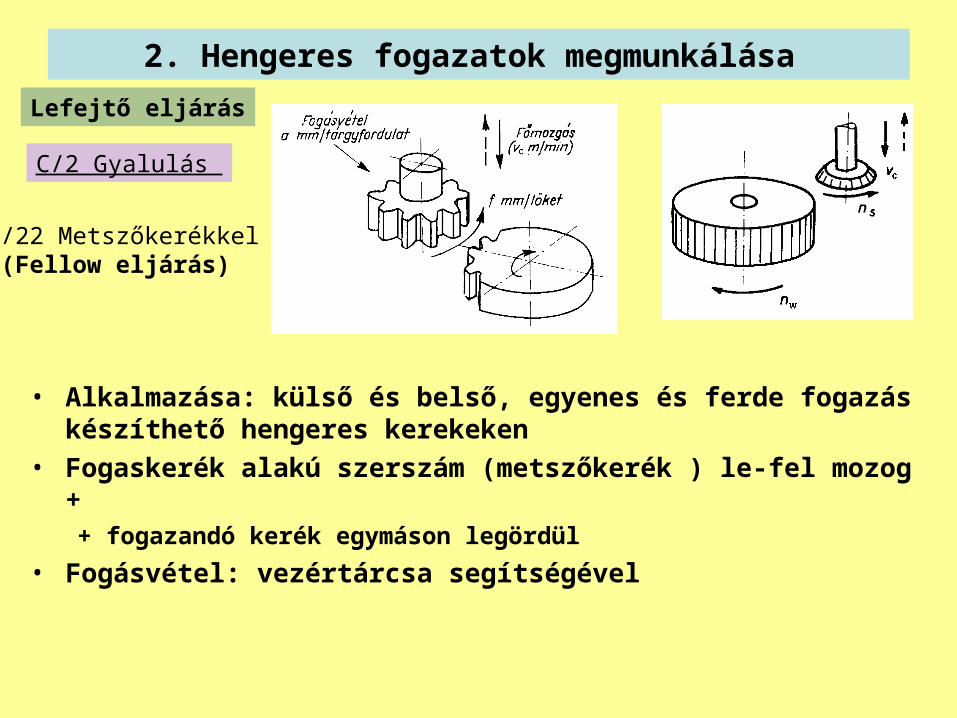
• Alkalmazása: külső és belső, egyenes és ferde fogazás készíthető hengeres kerekeken
• Fogaskerék alakú szerszám (metszőkerék ) le-fel mozog ++ fogazandó kerék egymáson legördül
• Fogásvétel: vezértárcsa segítségével

2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
C/2 Gyalulás
C/22 Metszőkerékkel(Fellow eljárás)
Gyalulás metszőkerékkel

2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
C/2 Gyalulás
C/22 Metszőkerékkel(Fellow eljárás)
Gép metszőkerekes foggyaluláshoz 1-szekrény 2-kos 3-állvány 4-szerszám 5-forgó tárgyasztal 6-munkadarab

2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
C/2 Gyalulás
C/22 Metszőkerékkel(Fellow eljárás)
.
.
teljes fogásmélység
1
2
mdb. szerszám
1
2
h
fogásvételMetszőkerekes (Fellows) eljárás vezérlése
13
2
Ferde fogazat előállításának metszőkerékkel, cserélhető csavarvezeték segítségével
1. csavarvezeték,2. vezetőhüvelyt forgató kerék,3. vezetőcsap
2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
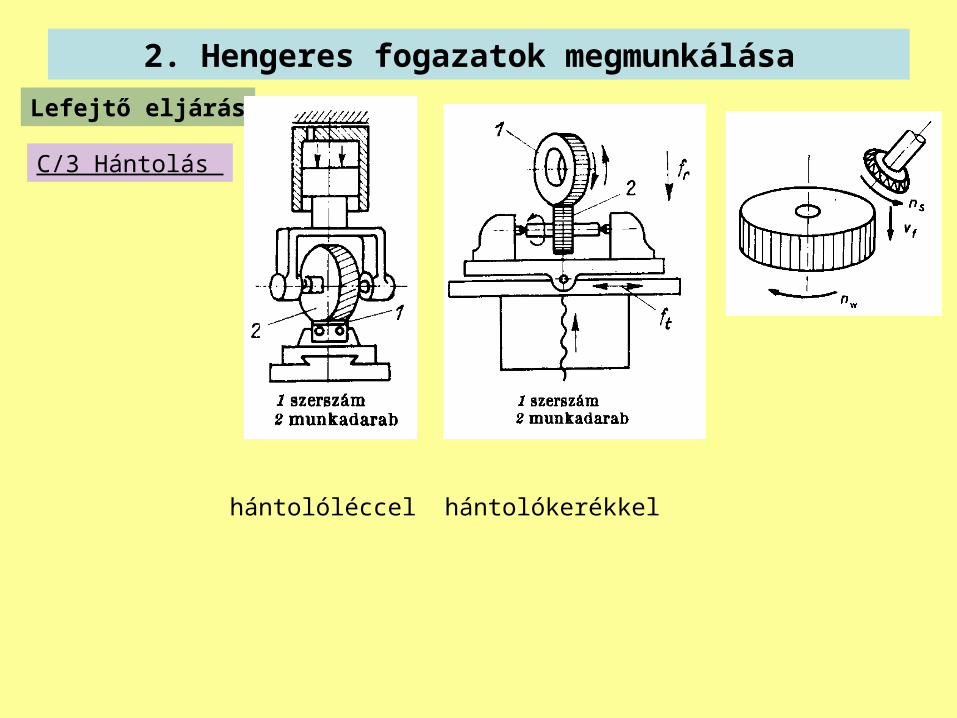
C/3 Hántolás
hántolóléccel hántolókerékkel

2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
C/3 Hántolás
1. hántolótárcsa2. hornyok 3. fogaskerék (mdb)
A foghántolókerék és a fogaskerék fogazata között fellépő csúszás
2. Hengeres fogazatok megmunkálása
Lefejtő eljárás
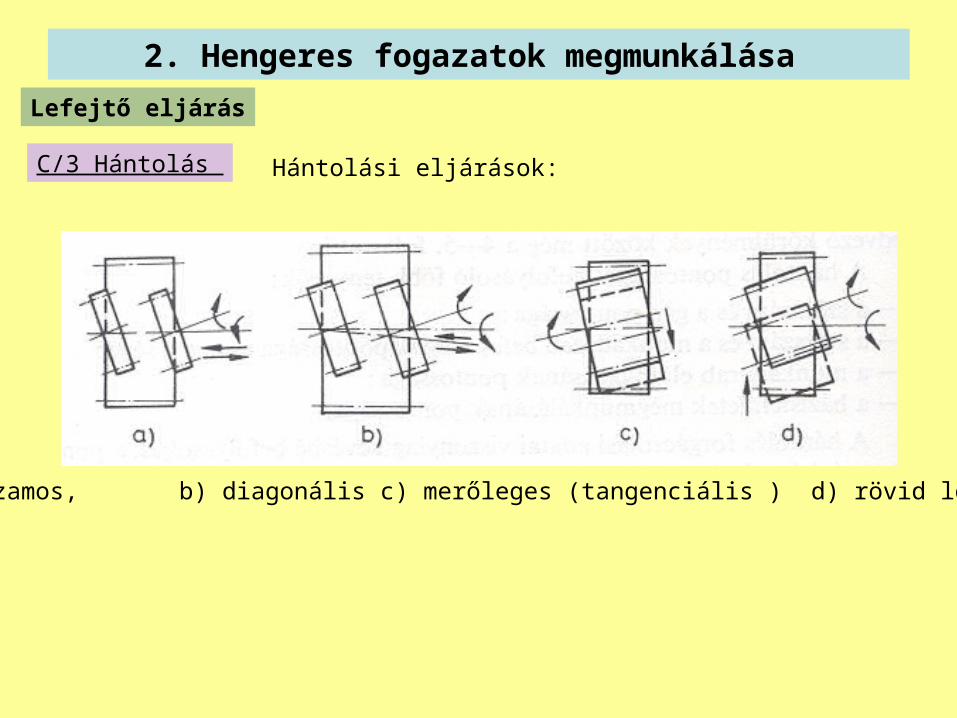
C/3 Hántolás Hántolási eljárások:
a) párhuzamos, b) diagonális c) merőleges (tangenciális ) d) rövid löketű