Óbudai egyetem bánki donát gépész és biztonságtechnikai...
TRANSCRIPT

2010.03.10.
1
Korszerő alkatrészgyártás és szerelés II.
Dr. Mikó Balá[email protected]
BAG-KA-26-NNB
Óbudai EgyetemBánki Donát Gépész és Biztonságtechnikai Mérnöki KarAnyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Tengely- és agykötések gyártása
� Retesz kötés
� Bordás kötés
� Ékfogazat (Kerb-fogazat)
� Poligon kötés
� Zsugor kötés
� Központosítás
� Nyomatékátvitel
2
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Reteszkötés
• Nyitott / Zárt• Nyomatékátadás és központosítás szempontjából közepes
3
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Horony megmunkálása tengelyen
Felfogás módja:
• Gépsatu
• Prizma
• Prizmás satu
• Osztófej, csúcsok között
• Csúcsok között (horonymaró gépen)H
elyz
et m
egha
táro
zási
pont
ossá
g nı
4
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
5
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Horony megmunkálása tengelyen
Szerszám: háromoldalas tárcsamaróLegtermelékenyebb eljárásLegpontatlanabb eljárásHoronyvégzıdés
6
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport

2010.03.10.
2
7
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
8
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Horony megmunkálása tengelyen
Tengelyirányú elıtolással nem terhelhetıNyitott horonyElıfúrás
Legtermelékenyebb eljárásPontos horonyKis fogás 0,05-0,25 mmNagy elıtolás 150-300 m/min
9
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
10
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
11
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Mozgásciklus12
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport

2010.03.10.
3
Horony megmunkálása tengelyen
A szerszám csak kevéssé terhelhetıKis elıtolás (0.02-0.04 mm/ford)Kerülend ı
13
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
14
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Horony megmunkálása agyban
VésésEgyedi és kissorozat gyártásNagy mérető alkatrészekAlkalmazható kifutás nélkül isKésszélesség = horonyszélességFontos a helyes, központos felfogás
15
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
16
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Horony megmunkálása agyban
ÜregelésSorozatgyártás eseténÁltalában nyomó üregelésCsak a horony készül, a furat már készre munkált (H7)
Készülék
17
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
18
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport

2010.03.10.
4
19
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Üregelés20
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
21
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
22
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Mérés - Méretmegadás23
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Bordás kötés
Jobb egytengelyőségNagyobb nyomatékPontosabb megmunkálás, egyszerőbb szerelésTermelékenyebb megmunkálás
Hıkezelés: betétedzés vagy nitridálásVezetı felületeket köszörülni kell
(Külsı vezetéső agy nem lehet edzett)
24
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport

2010.03.10.
5
Tengely megmunkálása
Alakos tárcsamaróval osztófejbe fogva
25
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Mindig van osztáspontatlanságBonyolult szerszámélezés
26
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Tengely megmunkálása
Csoportos tárcsamaróval osztófejbe fogva
Mindig van osztáspontatlanságKedvezıbb kopásKevésbé termelékeny
27
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Tengely megmunkálása
Lefejtı marás
Nagy darabszámTermelékenyPontosLd.: fogazásVízszintes munkadarab elrendezés
28
nszerszám
nmdb
f
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Tengely megmunkálása
Köszörülés – csak a vezetı felületeket
Belsı vezetéső tengely köszörülése
29
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Agy megmunkálása
• Egyedi gyártás esetén: vésés + kalibráló üregelés• Sorozatgyártás esetén: üregelés (a furat IT7, merılegesség)Fogaskerék esetén fogbázis
30
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport

2010.03.10.
6
Agy köszörülése31
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Ékfogazat (Kerb-fogazat)
• Jármő- és hajtómőgyártás• Egyenes profilú vagy evolvens profilú• Nagyobb nyomaték vihetı át, mint bordás kötéssel• Kisebb a helyigénye• Könnyen oldható• Kevésbé jó a központosítás
Gyártás: hasonlóan a bordás kötéshez
32
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Poligon kötés
Nagy nyomaték átvitelNincs feszültséggyőjtı hely
33
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
34
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Megmunkálás
Tengely:
Profileszterga (célgép)
Profilköszörő (célgép)
NC esztergaközpont
Sokszög eszterga
Agy: Üregelés
NC marás
35
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Zsugorkötés36
A reteszkötéshez képest • 75% munkaidı• 20% anyag• 10% súly megtakarítás.
• Melegítés és hőtés együttes alkalmazása nagy zsugorodási feszültséget eredményez.• Hidegen sajtoláskor a tényleges túlfedés kisebb lesz.
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
2010.03.10.
7
37
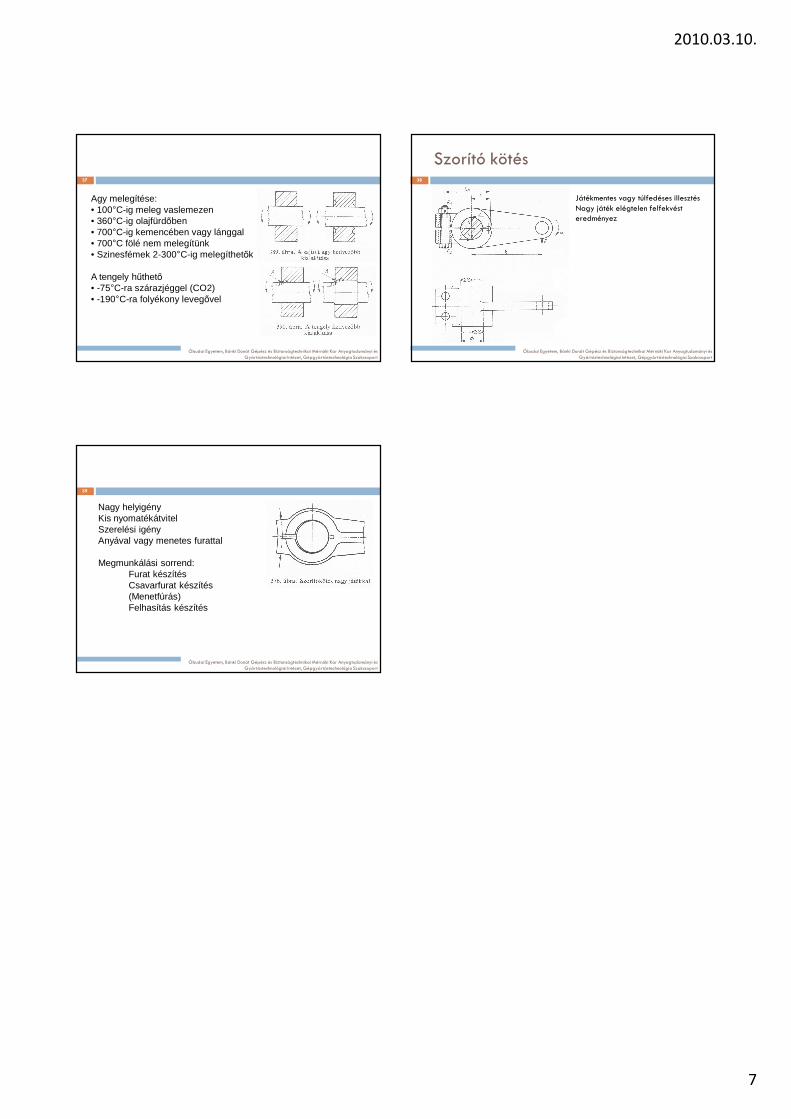
Agy melegítése:• 100°C-ig meleg vaslemezen• 360°C-ig olajfürdıben• 700°C-ig kemencében vagy lánggal• 700°C fölé nem melegítünk• Szinesfémek 2-300°C-ig melegíthetık
A tengely hőthetı• -75°C-ra szárazjéggel (CO2)• -190°C-ra folyékony levegıvel
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Szorító kötés
Játékmentes vagy túlfedéses illesztésNagy játék elégtelen felfekvést eredményez
38
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
39
Nagy helyigényKis nyomatékátvitelSzerelési igényAnyával vagy menetes furattal
Megmunkálási sorrend:Furat készítésCsavarfurat készítés(Menetfúrás)Felhasítás készítés