平成26年度 海外先進地域における技術動向・市場...
TRANSCRIPT

経済産業省中部経済産業局電力・ガス事業北陸支局
平成26年度新産業集積創出基盤構築支援事業
平成26年度
海外先進地域における技術動向・市場ニーズ
に関する調査報告書
平成27年3月
実施機関 学校法人金沢工業大学
革新複合材料研究開発センター

1
第1章 炭素繊維複合材料を取り巻く状況
1-1 背景
炭素繊維複合材料は強度が高く軽量性に優れていることから、宇宙・航空、
輸送機器、産業機械分野において、世界的に需要拡大が期待される成長分野で
ある。
しかし、日本は炭素繊維の糸としてのシェアは東レ、帝人、三菱レイヨンの 3
社で約 70%を占めているにもかかわらず、炭素繊維複合材料としての最終製品
の分野では欧米に大きく後れを取っているのが現状である。特に、欧州におけ
る自動車分野では BMW の i3 に代表されるように、炭素繊維に樹脂を含浸した
中間基材、その自動積層や成形加工等の先進的な製造技術・装置開発により、
既に量産化を実現している。一方、日本においては、個々の企業では高い要素
技術を有しているものの、成形加工技術や装置開発が欧米と比較すると遅れを
とっていることから、今後、各工程における要素技術の開発に加えて、材料か
ら組み立てに至るサプライチェーンの構築を進める必要がある。
1-2 炭素繊維複合材料の状況
前述したとおり炭素繊維複合材料は、強度が高く軽量性に優れていることか
ら、省エネルギーに寄与するなどの社会的ニーズに応えることができる日本の
戦略物質として位置付けられている。当初は、人工衛星などの宇宙分野やテニ
スラケット・ゴルフシャフトなどのスポーツ分野での需要が中心であったが、
近年、ボーイングに代表される次世代航空機では、燃費向上のために炭素繊維
複合材料が翼や胴体に大量に用いられるなど用途展開が進んでいる。特にボー
イング 787 において、国内メーカーの部品生産担当比率が過去最高の 35%を占
めており、国内メーカーが開発段階から参画するなど、ボーイング社の次世代
機の開発・生産に国内メーカーの重要性が高まっている。また、世界の航空旅
客輸送量は、過去 20 年間で年平均 4.8%の伸び率での成長が予測されており、
2033 年には 2013 年の約 2.6 倍の旅客規模になると見込まれている。さらに、
現在、約2万機のジェット機が運行されているが、今後、20 年間で約 3 万 2 千
機の航空機の新規需要が見込まれており、航空機分野における炭素繊維の需要
は増加の一途をたどると予測されている1)。
自動車分野でも電気自動車や燃料電池車などの普及にともなって、軽量化の
必要性が高まっており、炭素繊維複合材料の需要増加が期待されている。しか
し、自動車分野は航空機分野と比較して、コスト低減の要求が強い分野であり、
これまでの航空機分野における一般的な熱硬化性樹脂とオートクレーブを用い
た炭素繊維複合材料の成形手法では、部品を製造するのに数時間もかかること
からコスト高となり、炭素繊維複合材料を自動車分野で普及させることは困難

2
となっている。炭素繊維複合材料の自動車分野への普及には、現在、数時間か
かっているワークタイムを数分以内にする必要があり、従来の熱硬化性樹脂と
オートクレーブを用いた成形手法から短サイクル成形手法の確立が求められて
おり、欧米や日本を中心に世界中の研究機関や企業が研究開発のしのぎを削っ
ている。
自動車や航空機以外にも建築材料、産業機械、医療・福祉機械など、様々な
産業用途への適用が見込まれており、東レの推計によれば、市場規模も平成 32
(2020)年には約 14 万トンと、平成 23(2011)年の 3 倍以上に成長すると予
測されている。
また、短サイクル成形手法の開発に加えて、炭素繊維そのものの低コスト化
についても盛んに研究開発が行われている。東京大学の影山和郎教授や村山英
昌准教授らのグループでは、平成 24 年度から 5 年間のプロジェクトとして、環
境にやさしく、高い生産性を誇る炭素繊維や炭素繊維複合材料の損傷や寿命を
検知するためのスマートストラクチャー技術の開発に取り組んでいる。
図 1-1 航空機分野における市場推移

3
図 1-2 旅客機運行機数及び需要予測
図 1-3 世界の航空旅客予測
1-3 北陸地域を取り巻く環境
(1)北陸地域の特徴
北陸地域は、製造業のなかでも、繊維産業、産業機械・建設機械産業(鋳造
業含む)、アルミサッシ産業等が集積しており、製品の工程別で見れば、素材・

4
部品等の中間材製造業(川中産業)の占める割合が多いという特徴がある。ま
た、独自の技術を持つオンリーワン企業や、特定の分野でシェアトップを誇る
高い技術力を持つニッチトップ企業が数多く存在している。さらに、高等教育
機関数が集積しており、革新性の高い研究開発が実施されている。
これらに加えて、主要港湾の整備進展や、高規格道路の整備延長、平成26
年度末の北陸新幹線開業など、陸・海・空における近年の交通インフラの充実
により、国内他地域や海外の川上や川下の企業との連携の利便性が向上してお
り、川中産地から国内や世界に打って出る基盤が益々整いつつある。こうした
特徴を有する本地域は、繊維技術から機械加工技術まで、また、川上から川下
まで、幅広い分野におけるきめ細かいイノベーションが必要となる炭素繊維複
合材料やマグネシウム等の軽金属材料、ナノ材料などの高機能新素材分野の適
地であり、他地域と連携して取り組む素地が十分にある。実際、既に、東海地
区の重工メーカーに航空機用の中間基材の供給を開始した東レの石川工場をは
じめとして、北陸地域から高機能新素材の供給が始められている。
図 1-4 製造品出荷額の北陸三県と全国との比較
(資料:平成 23 年工業統計)
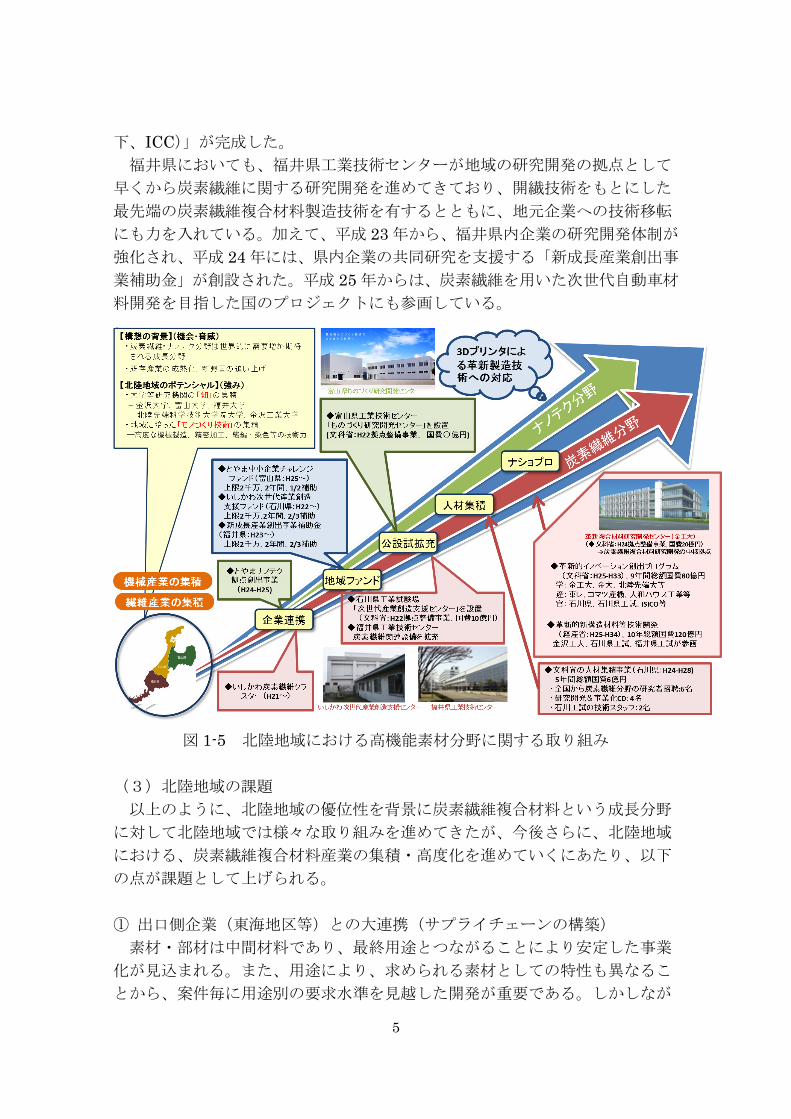
(2)北陸地域におけるこれまでの取り組み
これまで、炭素繊維複合材料分野に関して、北陸地域では先進的に様々な取
り組みを進めている。炭素繊維材料分野については、石川県において、平成 21
年に「いしかわ炭素繊維クラスター」構想が開始され、平成 22 年には革新的な
研究開発を進めるため地域独自の 130 億円の基金(いしかわ次世代産業創造フ
ァンド)が創設された。また、平成 23 年には国の支援を得て石川県工業試験場
に「次世代産業創造支援センター」が設置され、平成 24 年には国の支援を得て
一線級の研究者や事業化コーディネータが招聘された。さらに平成 25 年には、
国のプロジェクトが開始され、昨年 3 月に、金沢工業大学やつかほリサーチキ
ャンパスに、我が国の研究開発拠点である「革新複合材料研究開発センター(以
5
下、ICC)」が完成した。
福井県においても、福井県工業技術センターが地域の研究開発の拠点として
早くから炭素繊維に関する研究開発を進めてきており、開繊技術をもとにした
最先端の炭素繊維複合材料製造技術を有するとともに、地元企業への技術移転
にも力を入れている。加えて、平成 23 年から、福井県内企業の研究開発体制が
強化され、平成 24 年には、県内企業の共同研究を支援する「新成長産業創出事
業補助金」が創設された。平成 25 年からは、炭素繊維を用いた次世代自動車材
料開発を目指した国のプロジェクトにも参画している。
図 1-5 北陸地域における高機能素材分野に関する取り組み
(3)北陸地域の課題
以上のように、北陸地域の優位性を背景に炭素繊維複合材料という成長分野
に対して北陸地域では様々な取り組みを進めてきたが、今後さらに、北陸地域
における、炭素繊維複合材料産業の集積・高度化を進めていくにあたり、以下
の点が課題として上げられる。
① 出口側企業(東海地区等)との大連携(サプライチェーンの構築)
素材・部材は中間材料であり、最終用途とつながることにより安定した事業
化が見込まれる。また、用途により、求められる素材としての特性も異なるこ
とから、案件毎に用途別の要求水準を見越した開発が重要である。しかしなが
6
ら、航空機産業や自動車産業による明確なニーズが存在し、川上から川中、川
下まであらゆる製品をターゲットとした(全方位の)大連携が産まれている欧
米と比較すると、我が国は産業間、企業間の連携が弱く、川中である本地域に
とっては、自動車産業などが集積する東海地区をはじめとする他地域の出口側
企業との連携が喫緊の課題となっている。
② グローバルな視野の強化
例えば、炭素繊維に代表される川上分野で優位性を持つものの、最終製品の
割合は日本が1割にも満たないように、炭素繊維複合材料の川中、川下分野は
欧米が先進的に取り組んでおり、海外の技術動向を常に注視したり、海外の先
行事例から学んだりするなど、グローバルな視野を強く持つ必要がある。
③ 技術開発の大連携(産学官、企業間の一大コラボレーション)
炭素繊維複合材料の用途を拡大する意味でも、現在は高価格の素材のコスト
削減は至上命題であるが、プレスや切削等の様々な工程ごとに、素材の要求水
準に合わせて量産化に関する様々な高度な技術が要求される。また、高価な素
材であるがゆえに、リサイクル技術も確立する必要があるほか、用途によって
は安全性を担保する技術も必要となる。さらに、実用化にあたっての実証も必
要となる。これらを実施していくには、産学官のあらゆる叡智を結集させ、3D
プリンタ等の新技術も含めた最先端の機械を使用して莫大な費用をかけて進め
ていく必要があり、あらゆる用途の川上から川下までの多種多様な企業に加え
て、大学や研究機関、国、自治体が大連携して研究開発を進める必要がある。
特に、炭素繊維分野において先進的に取り組んでいる欧米にならい、東京大学
と連携している名古屋大学ナショナルコンポジットセンター(以下、NCC)や
先の ICC が川上から川下までの企業が参画する形で整備されており、これら研
究機関が核となり、研究開発の大連携が産まれることが期待される。一方で、
共同研究においては、どこまでオープンで進めていくのかなどのいわゆる知財
の問題に対して、どう対処するかという課題がある。
(4)北陸地域における今後の方向性と具体的な取り組み
今後、北陸地域に、ICC を研究開発拠点として炭素繊維複合材料産業が集積
した産業クラスターを形成していく。そのためには、先の課題を踏まえ、出口
企業との大連携やグローバルな視野の強化のためには「国内外のネットワーク
の構築・拡大」が必要であり、技術開発の大連携に向けてはこれに加えて、「人
材」、「研究施設」、「資金」の3本の矢による支援が重要である。
その中でも欧米をはじめとする炭素繊維複合材料の先進地において、大学や
企業、研究機関との連携を図るため、展示会出展等を通じて、海外の動向を定
期的に情報収集するとともに、域内の取り組みを海外に情報発信することが必

7
要である。さらに、海外視察団の派遣などを通じて、企業間連携の促進や世界
へのアピールを図るとともに、世界の最新の技術動向を常に把握することも重
要である。
図 1-6 東海・北陸連携コンポジットハイウェイ構想
この度、炭素繊維複合材料分野で世界をリードしている欧州において、最先
端の研究開発や企業の取り組みに加えて、産学官連携による企業支援体制につ
いて調査を行ったので、以下に報告する。
参考文献
1)「民間航空機に関する市場予測」(一財)日本航空機開発協会

8
第2章 調査実施方法
2-1 目的
第1章で述べた国内環境における炭素繊維複合材料の動向において、炭素繊
維の原糸は日本企業が世界シェアの約7割を占めているにもかかわらず、炭素
繊維複合材料としての最終製品では1割のシェアしかない状況を踏まえると、
日本の企業単体の固有技術のみを成長させるだけではなく、材料から組み立て
までに至るサプライチェーンの構築も図る必要がある。
そこで、欧米をはじめとする海外の炭素繊維複合材料の技術動向、市場ニー
ズを把握するため、欧州における炭素繊維複合材料の開発・応用・普及を目的
に形成された研究開発拠点(CFK-Valley Stade(ドイツ)、National Composite
Centre(イギリス))や欧州最大の複合材料展示会(JEC Europe(フランス))
等を調査することで、研究・運営動向を調査した。
2-2 調査実施体制
本調査事業は表2-1に示す11人の調査員により行った。また、実施体制
は代表者を務める鵜澤教授のもと、運営調査グループ、技術動向調査グループ、
調査研究支援グループを設置することで、本事業を実施した。以下に、それぞ
れの役割について説明する。
表2-1 海外動向調査 調査員
氏名 所属
鵜澤 潔 金沢工業大学
革新複合材料研究開発センター 所長・教授
森 大介 金沢工業大学
COI研究推進機構 産学官連携チーム
前寺 康剛 金沢工業大学
COI研究推進機構 産学官連携チーム
成田 武文 金沢工業大学
COI研究推進機構 ビジョン戦略チーム
坂口 真実 金沢工業大学
革新複合材料研究開発センター 研究員
布谷 勝彦 金沢工業大学
革新複合材料研究開発センター 研究員
植村 公彦 金沢工業大学
革新複合材料研究開発センター 研究員

9
白井 武広 金沢工業大学
革新複合材料研究開発センター 研究員
石田 応輔 金沢工業大学
革新複合材料研究開発センター 研究員
岩瀬 悠樹 金沢工業大学
革新複合材料研究開発センター 研究員
乾 伸晃
金沢工業大学
革新複合材料研究開発センター 主任技師
<代表者>金沢工業大学 革新複合材料研究開発センター所長 鵜澤 潔 教授
本事業の責任者として、調査事業全体の実施計画の立案や3グループの運営
を統括し、報告書のとりまとめを行った。
<運営調査グループ>
代表が定める実施計画に基づき、欧州を中心としたクラスターの運営を中心
に調査する。具体的には、運営体制、産学官連携、事業化戦略、メンバーシッ
プなどの調査を実施した。
<技術動向調査グループ>
代表が定める実施計画に基づき、欧州を中心とした最新の技術動向について
調査を行う。具体的には、展示会やクラスターを訪問し、国内の炭素繊維複合
材料分野の弱点とされるプレス成形や連続成形などの製造技術やその装置開発
等について調査し、さらに海外の文献から最新技術動向について調べることと
した。
<調査研究支援グループ>
本事業における委託資金の経理、調達・備品管理および契約担当窓口など総
合的な支援を担当した。
<調査スケジュール>
本事業のスケジュールについて表2-2に示したスケジュールで動向調査を
実施した。

10
表2-2 海外調査における実施スケジュール
月日 調査場所
H26.12.16~ H26.12.17 ・National Composites Centre(UK-NCC)
・ブリストル大学
H27.2.2 ~ H27.2.6
・CFK-Valley Stade
・Fiber Institute Bremen
・エアバス
・Research Airport Braunschweig
Business Development Center
・Siempelkamp
H27.2.9 ~ H27.2.13 ・ABARIS
H27.3.9 ~ H27.3.14 ・JEC Europe
・ルーベン大学
2-3 調査内容
事業の実施方法としては、海外クラスター、海外展示会及び人材育成に関す
る現地調査を中心に実施し、参考までに文献調査を行い、技術トレンドをまと
めたので、その具体的な調査内容を以下に示す。
(1)現地調査
欧米では研究開発クラスター拠点が中心となって、多くの産学官連携による
共同研究開発プロジェクトが組成されていることから、ドイツのニーダーザク
セン州シュターデ市にある CFK-Valley Stade とイギリスのブリストル市にあ
る National Composites Centre を訪問し、運営体制、行政の支援、大学や企業
の参画状況、技術シーズ、事業化促進体制などについて現地調査を実施した。
また、世界の炭素繊維複合材料に係る成型加工関連企業において、製造・設
計の第一線に従事する技術者の技術・技能レベルの把握を行うため、アメリカ
のネバダ州リノで開催される ABARIS での研修に研究員及び技師を派遣し、欧
米のスタンダードな技術・技能レベルを調査した。
さらに、世界最大の複合材料技術展示会として毎年3月にフランスで開催さ
れる JEC Europe で炭素繊維複合材料分野における最先端の製造技術や市場ニ
ーズを調査した。
(2)まとめ
上記の現地調査の結果を基に、欧州を中心とした炭素繊維複合材料分野にお
ける技術シーズ・市場ニーズに加えて、事業化事例等について、調査報告書と
してまとめた。

11
第3章 調査内容
3-1 現地調査
3-1-① National Composites Centre(UK-NCC)
(1)調査方法
UK-NCC 及びビリストル大学の調査方法を以下のように示す。
UK-NCC の戦略や運営について、AIRBUS 及び UK-NCC を訪問し聞き取り
調査を行うことで情報得ることとした。また研究設備などについて、UK-NCC
の研究棟である第1フェーズ及び第2フェーズの視察結果を取りまとめた。
(2)UK-NCCの概要、設立の背景
UK-NCC の設立背景として、2009 年にイギリス政府が国家の重点産業分野
を明記したカタパルト戦略を掲げた。この重点分野には後述する 7 つの分野
が明記されており、その1つが複合材料産業に関する国家戦略であった。こ
の複合材料産業を活性化するために研究施設整備のコンペティションを実施
した。この事業にブリストル大学が応募・採択され、2010 年イギリス西部の
港湾都市ブリストルにナショナルコンポジットセンターが設立された(図
3-1-1-1)。

12
図 3-1-1-1 UK-NCC 外観 1)及び内部
UK-NCC 設立時の主要メンバーについては、図 3-1-1-2 に示すように、エアバ
ス(航空機メーカー)を中心とした炭素繊維複合材料に関連する企業を中心に
招集している。具体的には、炭素繊維原糸やプリプレグシートのサプライヤー
であるHEXCEL(アメリカ)、航空機エンジンメーカーのRolls-Royce(イギリス)、
エアバスをはじめとする航空機メーカーに主翼部品等を供給するサプライヤー
の GKN Aerospace、風力発電メーカーの Vestas(デンマーク)、ヘリコプターメ
ーカーの Agusta Westland(イタリア)である。
参画企業6社にとっての最大のメリットは、アンダーワンルーフで共同研究
開発を実施することで、情報の共有に加えて、コスト資材や設備を共有するこ
とにより、設備の購入や維持管理に係るコストを抑えられることにある。
NCC 外観
エントランス 受付
電光掲示板 インタビューパネル

13
図 3-1-1-2 設立時の主要メンバー
また、この UK-NCC の設立に伴い、航空機メーカーのエアバスは研究施設を
全て UK-NCC へ移設しており、現在では翼製造に関する設備等を導入し、研究
開発を実施している。
(3)カタパルト戦略について2)~3)
イギリスの科学研究基盤の強さはアメリカに次ぐ地位にあるが、それを産業
化に結び付けるためには更なる戦略強化を実施していく必要があった。2010 年
10 月、産学連携に基づくイノベーションを更に促進するために、ビジネス・イ
ノベーション・技能省(BIS)傘下の技術戦略委員会(Technology Strategy Board)を通
じて、4 年間で 2 億ポンドの予算で、全国にテクノロジー&イノベーションセン
ターのネットワークを構築する計画を発表した。後に、これらの各センターは
カタパルト(Catapult)と命名された。
(4)カタパルト設置要件4)
各カタパルト・センターの設立に当たっては、以下の要件を満たすことが念
頭に置かれた。
・年間数十億ポンド以上の世界市場がある分野であること
・イギリスが世界的にリードしている研究分野であること
・イギリスの産業界が活用できる技術、かつ研究投資を増やすことによって、
バリューチェーンを大きな占有率を獲得できる分野であること
・多国籍企業の知識集約型の活動にとって魅力があり、その活動拠点をイギリ
ス国内に引き留めておくことができる分野で、かつ英国の持続的な富の創造
に貢献できる分野であること
上記の要件を満たし、イギリスの国家戦略上、達成することが重要であると
考えられる優先分野として、図 3-1-1-3 に示す 7 分野が選定され、各分野にカ
タパルト・センターが設置されている。

14
図 3-1-1-3 カタパルト概要図
・高付加価値製造カタパルト(High Value Manufacturing Catapult)
・細胞治療カタパルト(The Cell Therapy Catapult)
・オフショア再生エネルギー・カタパルト (The Offshore Renewable Energy
Catapult)
・人工衛星応用カタパルト(The Satellite Applications Catapult)
・コネクテッド・デジタル・エコノミー・カタパルト(The Connected Digital
Economy Catapult)
・輸送システム・カタパルト(The Transport Systems Catapult)
・未来都市カタパルト(The Future Cities Catapult)
(5)高付加価値製造カタパルトについて5)~7)
前述したカタパルトのうち、イギリスでは 2011 年に製造業の分野で産学官連
携により研究開発を推進するため、最初のカタパルト・センターとして、「高付
加価値製造カタパルト(HVM カタパルト)」が設立された。現在では図 3-1-1-5
のような 7 つの研究拠点が、主に各地域の大学内に設置されている。これらの
拠点の特徴として、カタパルトの拠点をアンダーワンルーフの場として、大学
研究者、企業技術者が集い、異分野融合を図るものである。またイギリスの産
業に貢献しうるために、比較的最終段階に近い商品開発に近い研究開発を行っ
ている。
HVM カタパルトは7つのテクノロジー&イノベーションセンターで構成さ
れており、20 億ポンド超の政府支援のもと、技術戦略委員会により設立及び監
督等を行っている。この HVM カタパルトを活性化させることにより、イギリス
国における主要エリアの市場のニーズも対応可能となり、国がよりグローバル
な競争力の向上につながっている。

15
HVM カタパルトの長期的目標は、イギリス国内の製造部門の成長を促進し、
この部門における GDP への貢献度を 2 倍以上にすることである。そのために、
産業化を加速させる支援を行っている。具体的には、HVM カタパルトは、7つ
の研究施設を通じて、研究者と企業のエンジニアが共同し、商品開発へ向けた
研究開発を実施する環境が提供されている。
この HVM カタパルトでは、大企業や中小企業が協力し、異分野融合で共同研
究開発を進めており、資材や研究開発設備を共同で利用することにより、少な
い負担で新たなパートナーシップや開発・事業化体制を構築することができる
点がメリットとなっている。
図 3-1-1-4 高付加価値製造カタパルト

16
(6)UK-NCCの運営体制
UK-NCC の運営体制を図 3-1-1-5 に示す。
図 3-1-1-5 UK-NCC 運営体制図
UK-NCC では、チーフエグゼクティブが以下に示す Steering Board、ブリスト
ル大学及びカタパルトからの研究戦略・運営方針を取りまとめて、UK-NCC の
運営を行っている。
・Steering Board: Tier1 企業である6社が産業化につながる研究開発テーマ・
開発戦略をそれぞれ立案し、6社で共有する課題を優先的
な研究テーマとして採用する。
・ブリストル大学:将来の技術開発や NCC 施設の運営管理を行う。また、研究
では基礎研究担当する。
・カタパルト: 国家戦略優先事項を選定して、将来的な戦略・課題を策定。
公的資金も含めた資金提供を行う。「HVM カタパルト」で
は7カ所の拠点が連携。
UK-NCC 組織の構成は、発足時は 10 人での立ち上げだったが、現在は 150 名
(運営事務 20 人、技術者 130 人)のスタッフで運営されている。これに加えて、
人材交流が柔軟に行われており、ブリストル大学の研究員・学生や参画大学・
企業の研究員は柔軟に UK-NCC の利用や研究設備を使用することができる。

17
(7)メンバーシッププログラム
UK-NCC の特徴として、独自の複数メンバーシッププログラムが設けられて
おり、このプログラムで得られた会費収入が NCC の運営費の一部に充てられて
いる。一方、メンバーシッププログラムに参画する企業においては、後述する
個別のプログラムに入会することで、研究設備の利用や研究開発プロジェクト
への参加に加えて、一部の会員企業は UK-NCC の運営にも参画できるというメ
リットがあり、産学官が一体となって UK-NCC の運営や研究戦略の立案を行っ
ている点が特徴的である。以下に各メンバーシッププログラムの概要を示す。
① Tier1(6 社・機関)
Tier1 には図 3-1-1-6 に示すように現在 6 企業が加入しており、加入要件として
英国の複合材料分野に貢献した実績のある大企業となっている。
加入のメリットとして、UK-NCC の研究方針の策定や運営に関与することが
でき、さらに生み出された知的財産も共有することができる。会費は 30 万ポン
ド/年となっている。
図 3-1-1-6 Tier1 企業
② Tier2(30 社・機関)
中小企業を対象としており、総合的に UK-NCC の運営に関わっており、一部
運営についても関わることができ、現在までに図 3-1-1-7 に示した 18 企業が加
入している。会費については 3 万ポンド/年となっている。

18
図 3-1-1-7 Tier2 参画企業
③Associate Member(14 社・機関)
UK-NCC の研究開発装置類を提供し、他メンバーと共同研究を実施すること
ができる。・費用負担は、研究開発に応じた適正価格を支払う
④General Access(81 社・機関)
使用料を支払い、所定の講習を受ければ施設の利用が可能。
上記のようなメンバーシッププログラムを設けることで、業種や企業規模な
どの垣根を取り払い、柔軟に企業を受け入れることで、産学官連携での研究開
発を推進している。
(8)人材教育
UK-NCCの人材育成に関しては、UK-NCCの活動評価の指標になっており、「人
の成長=UK-NCC の成長」であることを明確にしていることから、人材育成に
注力している。後述する UK-NCC Phase2 の完成に伴い、教育、職業訓練のスペ
ースが拡充され、小型の製造装置が導入されており、訓練だけではなく小規模

19
の製造も可能となっている。
また、UK-NCC の人材育成トレーニングプログラムにおいては、企業者や個
人のニーズを満たすために、図 3-1-1-8 で示すような広範囲な複合材料に関する
技術及び各種製造分野の実用的なアカデミックトレーニングを実施している。
具体的には、複合材料の座学やプリプレグシート成形、RTM 装置の基礎・応用
など、当該分野における量産技術として不可欠な育成コースを開講している。
また、このプログラムは、既存の技術コースのみではなく、最新の製造プロセ
スを育成する高度な専門コースも設けている。
図 3-1-1-8 NCC 人材育成のトレーニングプログラム概要 8)
20
また、上記のような専門的教育に加えて、ワークショップなどを通じた最新
情報の提供なども実施している。これらを踏まえて、複合材料分野における産
業・人材ネットワークの普及は、企業が単独で達成するよりもはるかに高い費
用対効果にて目的を達成することができる。
(9)UK-NCCの研究開発戦略
UK-NCC では、複合材料の設計製造、高速高精度積層技術、熱可塑性樹脂プ
ロセス、材料評価、3D 形状成型技術等について、大学や企業との連携により研
究開発が行われている。このような基礎研究から商品化までの過程において、
それぞれ到達する技術レベルを示す国際的な指標として、TRL(Technology
Readiness Level)がある。TRL は 9 レベルに分かれており、TRL1 は大学などでの
基礎研究での着想レベル、TRL9 がエンドユーザーの商品化レベルを示しており、
UK-NCC は中間レベルの TRL4~6 の研究開発を担っている。この TRL4~6 のレ
ベルは、一般に「死の谷(Death Valley)」と呼ばれる段階であり、どんなに優れた
基礎研究であっても、この領域の研究開発の支えがなければ商品化に結び付け
ることができず、基礎研究の段階で研究室内に埋もれてしまうことから、産学
連携による研究開発の大きな課題となっている。この死の谷が存在する大きな
理由は、大学の基礎研究とエンドユーザー要求とのミスマッチであり、エンド
ユーザーが商品化するためには基礎研究だけではなく、関連する技術開発が必
要であるが、大学の基礎研究だけではそれらの技術を提供出来ないこと、大学
がエンドユーザーの商品化に必要な技術を把握できないことなどが要因となっ
ている。
UK-NCC は、この死の谷に研究テーマが埋没することがないよう研究の底上
げを図るべく、革新的で優れた技術を取り入れた先進的な製造技術開発を行う
ことを目的としている。まず、大学と NCC 間で情報を共有するための活動とし
て、大学の博士課程の学生、研究員が NCC に所属して研究を行っており、
UK-NCC 参画メンバーのエンドユーザー企業が求めている要求仕様を把握しな
がら、基礎研究を遂行することが可能となっている。また、複合材料の製造技
術研究において数値シミュレーション・解析などが重要な技術であるが、この
ような基礎的研究は大学研究機関が担っている。したがって、UK-NCC からの
要求に対しても大学研究機関が柔軟に対応できる体制を構築している。一方、
エンドユーザーからの要求に対して的確に対応をするため、UK-NCC では大学
内の研究者だけではなく、関連分野の企業で活躍していた熟練の技術者が在籍
していることで、民間の視点から企業が求める技術と基礎研究の精査、融合を
図ることができる組織構成となっている。
日本においても、複合材料のアプリケーション開発をさらに進めるためには、
大学と企業の連携が非常に重要であるが、日本の場合は 1 つの企業内で閉じた
研究開発を進める風潮が多く、異業種、ましてや同業者間での連携が難しい現

21
状となっている。さらに、加工、工具メーカーなどの中小企業を包括した連携
体制を官学中心に構築することも難しく、資本を背景にした大企業が産業構造
を構築する中心とならなければいけないことが問題と考えられる。
このような問題を踏まえて、ICC では金沢工業大学の研究者のみだけでは無く、
企業で商品開発経験を有した研究員・技術者が多く存在し、さらに北陸地域を
はじめとした国内企業からの研究者と同じ建屋内で共同研究活動を共にしてい
ることから、NCC と同じ理念に基づき基礎研究から商品化開発までを担える組
織機能が実現出来ている。
図 3-1-1-9 Technology readiness level における UK-NCC の位置付け
(10)サプライチェーン構築の重要性
複合材料に関わらずあらゆる産業育成の為にはサプライチェーンの構築が重
要であり、カタパルトにおける重要な戦略は、このサプライチェーンの構築と
これを実現するための障害を除去することである。さらに、研究開発と並行し
て、標準化、規格化を進めることも重要であり、UK-NCC では過去 2 年間にお
ける戦略において膨大な資料を集め分析を行った結果、現在なぜ複合材料を用
いた製品が橋梁などの構造物に使われていないのかを考えると、その答えは、
基準、規制が整備されていないことが原因であることがわかった。そのため、
イギリスの戦略としては、認定を得るために必要なデータを集め、新しい基準
へ改正するための活動を行うことで、市場の開拓に取り組んでいる。
この課題に対する ICC の取り組みは、まず研究開発体制に複合材料を商品化
するエンドユーザー企業が参加しており、これらエンドユーザー企業からの必
要な要求仕様に対して、材料・製造技術開発企業がこの要求仕様を反映して活
動しているので、この開発体制が今後発展することで各企業を中心とした北陸
地域を起点としたサプライチェーンの構築を図ることが期待できる。また、複
合材料の標準化、規格化に対しても、土木技術研究所、国土交通省などの国の
認定機関が参加しており、新しい基準を作成する為のデータ採取などが、研究
開発の進捗に同調して行うことが出来る体制であるので、実際の使用環境、状
態に即した妥当な規格作成が可能な体制を構築している。

22
(11)研究施設の概要
①研究設備
UK-NCC 内の見学を行った内容について記載する。設立時の Phase1 と、2014
年秋に完成した Phase2 を視察した。レイアウトはコンポジットの製造過程の順
に並んでおり、1 周すれば全てが分かるようになっている。中央部分はあえて何
も無い空間として、必要に応じて専門的な新しい研究をするための余地として
いた。
なお、施設内は撮影禁止であったので、後述する各設備写真は UK-NCC の
HP(http://NCCuk.com/)から引用したものである。
②Phase1
・トライロボットセル(Try Robot Cell)
研究施設への入り口を入った正面に、2 つのロボットが配置された実験エリア
が設けられている。UK-NCC では Try Robot Cell と呼称しており、ここでは、ロ
ボット先端のヘッドを各種取り替えることで、シート積層、プラズマ処理、機
械加工(穴空け、切削)などの、各工程の自動化に関する実験を行っている。
UK-NCC では、複合材料製造の自動化技術に注力しており、今後伸びが予測さ
れる人件費の安いアジア圏での製造に対向するために、大きなアドバンテージ
を得ようとしている。
図 3-1-1-10 トライロボットセル

23
・Dry Cutter
数値制御でプリプレグを切断する機械。レイヤー形状はこの切断で決定する。
切断可能な種類は、熱可塑、熱硬化、繊維まで可能で、切断厚は 11mm まで可
能。
図 3-1-1-11 ドライカッター
・クリーンルーム
ハンドレイアップエリアで、気温、湿度が 24 時間制御されており、写真のク
リーンルームは一番広い部屋(300m2) でエアバスが定めた基準を満たすように
管理されている。
図 3-1-1-12 クリーンルーム内のハンドレイアップエリア

24
クリーンルーム内に設置された成型装置で、エアバス社の翼製造のために設
計されているため細長い形状の成型が出来る。装置の構造は、上下の装置間に
弾性フィルムが施されており、このフィルム間に積層シートと金型を挟み込ん
で真空引き、赤外線ライトを用いて加熱成型を行う。
図 3-1-1-13 ダブルダイヤフラム成形機

25
・クリーンルーム 1 内の自動積層装置
2 つのクリーンルームに異なる自動積層装置システムが配置されている。今回
は、その内の 1 つを見学した。AFD(Automated Fiber Deposition)と呼ばれ、2 つの
ロボットで構成されており、ロボットの先端にファイバ配列ヘッドが取り付け
られている。欧州において、2 つのロボットそれぞれのテープ配列ヘッドが付い
たシステムは NCC だけであるらしい。1 つのヘッドでは 8 本のテープが供給可
能で、1 本のテープ幅は 6.25mm、合計 50mm 幅の積層が出来る。開発当初はプ
リプレグ積層の為に開発した装置であるが、今後は熱可塑、ドライファイバへ
の適用も考えており、レーザー加熱機などを組み合わせる予定。
図 3-1-1-14 AFP 装置

26
・オートクレーブ
2 台のオートクレーブ。
・Size 11 .2m x 3.55m ,Max. Pressure 14 bar, Max. Temperature 400°c
・Size 3.6m x 2.4m ,Max pressure 6.9 bar, Max. Temperature 210°c
図 3-1-1-15 オートクレーブ装置
③Phase2
完成直後の視察ということもあり、建屋中央にシューラー製プレス装置のみ
が配置されていた。プレス機の仕様は、大きさ 3.6×2.4m、36,000ton。6m 地下
に圧力機構部がある。High-P RTM 用途。プレス動作スピードは 1m/sec。来年の
2 月にはやや小さいプレスが納入予定で、その大きさは、1.6×1.2m、11,000ton。
プレス機の奥側の灰色ドア部屋には、ドライファイバの切断、樹脂注入装置
があり、左側面のシャッター奥には、自動化されたプレフォーミングセルを設
置予定。また別のシャッター奥には、今後大規模なコンポジットのデモストレ
ーションに使う予定。また、背後(概略図の下側)には 3 階建てのトレーニング棟
を建設しており、スケールの小さい製造設備が用意されている。

27
図 3-1-1-16 RTM プレス装置
(12)参考資料
1)http://www.hcdgroup.co.uk/wp-content/uploads/2013/07/hcd18.png
2)http://www.russellgroup.ac.uk/uploads/Dyson-report-Ingenious_Britain1.pdf
3)http://webarchive.nationalarchives.gov.uk/20121212135622/http://www.bis.gov.uk/as
sets/biscore/innovation/docs/10-843-role-of-technology-innovation-centres-hauser-revie
w
4)https://www.catapult.org.uk/home
5)http://scienceportal.jst.go.jp/reports/britain/20120801_01.html
6)https://sangakukan.jp/journal/journal_contents/2015/01/articles/1501-08/1501-08_arti
cle.html
7) https://hvm.catapult.org.uk/
8) http://NCCuk.com/course-dates

28
3-1-② ブリストル大学
(1)調査方法
ブリストル大学の運営、研究内容・設備については、ブリストル大学及び NCC
からの聞き取り調査により取りまとめた。
(2)UK-NCCとブリストル大学の連携について
UK-NCC とブリストル大学が運営しており、研究開発では TRL1~3 の礎研究
開発(図 3-1-2-1)を実施している。
図 3-1-2-1 Technology readiness level におけるブリストル大学の位置付け
ブリストル大学の複合材研究は 20 年前からスタートし、現在では、複合材料
の研究及び教育に力を入れており、企業との強い連携で最先端の研究活動を行
っている。
(3)ブリストル大学における複合材料研究開発体制について
2007年にブリストル大学の複合材料研究センターACCIS(Advanced Composites
Center for Innovation & Science)が設立され、現在は常勤教職員 19 人、博士号研究
員 20 人、学生や他の機関研究員 20 人など、総勢 150 人が在籍し、UK-NCC
とほぼ同人数の規模である。

29
図 3-1-2-2 ブリストル大学 ACCIS のある建屋外観
ACCIS の規模を表した図 3-1-2-3 及び 4 を示す。設立時から増設を重ね現在で
は、1,400m2 の大きさとなっており ICC の 1/3 程度(ICC は約 4400m
2)の規模で
ある。しかし、内部を見学したところ、あらゆる場所に装置が配置されて過密
な状態であり、研究内容が幅広く充実している。NCC が設立され、さらに phase2
が完成した現在、ブリストル大学と NCC を合わせた規模は、ICC の約 6 倍であ
る。
図 3-1-2-3 ブリストル大学 ACCIS の現在の規模
(視察時からの提供資料を引用)

30
図 3-1-2-4 ブリストル大学 ACCIS と NCC を合わせた現在の規模
(視察時の提供資料を引用)
(4)ブリストル大学の研究概要について
① 研究テーマ
ACCIS の研究テーマは以下の 4 つである。
1) Multifunctional Composites and Novel Microstructures
複合材料中にセンサー、溶剤などを埋め込んで、状態測定や自己治癒などの
機能付加構造化
階層的微細構造 など
2) Design, Analysis and Failure
故障メカニズムとモデリング。欠陥、織構造
最適な構造へ可変する弾性構造
振動と疲労。衝撃とひずみの進展
3) Intelligent Structures
可変構造物
構造ヘルスモニタリング、AE
損傷の検知と予測
4) Composites Processing and Characterization
シート積層プロセスのシミュレーション
自動積層技術
損傷の起点と影響

31
図 3-1-2-5 ACCIS の研究テーマ
(視察時の提供資料を引用)
視察時の説明資料を引用して、各研究テーマについて説明する。
1) レイアップ方法のシミュレーション
複雑な 3D 形状へのレイアップを行うための、織物シートの配置角度、順番に
ついてシミュレーションを行う技術。複雑な 3D 織物、編組構造のモデル化に関
する研究。
図 3-1-2-6 レイアップ方法シミュレーションの説明資料
(視察時の提供資料を引用)

32
2) 手動レイアップの標準化
自動化工程を目指して、手動レイアップ作業の時間、作業者毎の作業方法、
バラツキ、成型品物性などの分析を行い工程の、標準治具の設計、作業標準化
を行う。こうした作業分析は、日本の方が多くのノウハウを有していると思っ
ていたが、海外でも緻密な作業分析に基づく作業標準化の考えがあることに驚
かされた。
図 3-1-2-7 手作業レイアップ方法の分析、標準化説明資料
(視察時の提供資料を引用)
3) 製造技術の自動化
AFP(Auto Fiber Placement)プロセスのロボットを用いた自動化技術について、
ツール形状や積層条件の実験による数値シミュレーションを行い、装置開発、
制御技術の研究を行っている。
図 3-1-2-8 自動積層技術に関する説明資料
(視察時の提供資料を引用)

33
4) 損傷の原因と影響に関する研究
損傷が発生する原因について、製造工程内の要因について総合的に分析と、
実際に損傷が発生、進展する様子の分析を行う。
図 3-1-2-9 損傷の発生原因の要因分析説明資料
(視察時の提供資料を引用)
図 3-1-2-10 損傷試験に関する説明資料
(視察時の提供資料を引用)
(5)ブリストル大学の研究内容について
ブリストル大学 ACCIS の見学を行った内容について、撮影した写真を元に以
下に示す。

34
研究室に入って直ぐのエリアに、ヘリコプターの実物や、ジェットエンジン
の実物が配置されていた。ヘリコプターは空力制御を学ぶには非常に有効であ
り、シミュレーター(写真手前)なども配置されており、設計、製造、制御の他分
野の研究が行われていた。
図 3-1-2-11 実験室に配置されたヘリコプター実物
35
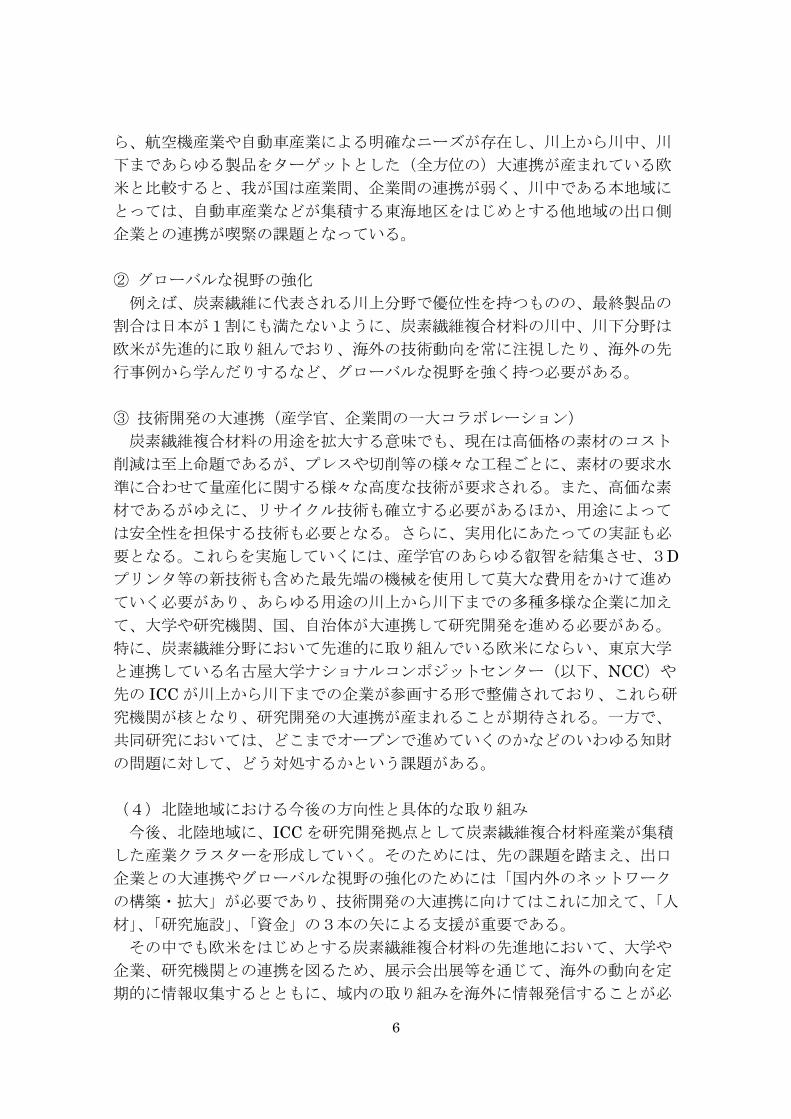
複合材橋梁の試験。研究室内に複合材料橋梁の試験装置があり、荷重負荷試
験が行われていた。
図 3-1-2-12 FRP 橋梁の荷重試験装置
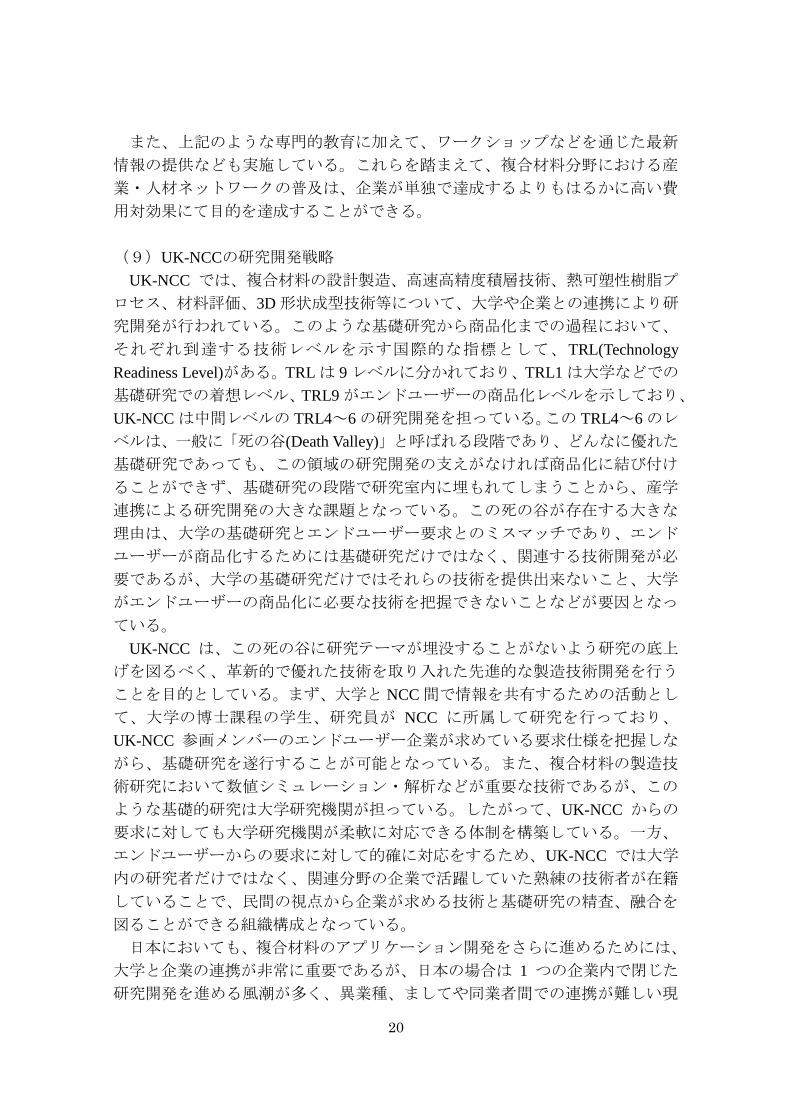
ロボット制御に関する実験設備。写真は、飛行機の空中給油を模擬した制御
実験の様子。このロボットを用いて、自動積層レイアップの実験も行われてい
る。
図 3-1-2-13 ロボットを用いた自動制御実験装置

36
複合材料で製作した風力推進ブレード。学部生による研究物であるらしく、
研究レベルの高さを伺うことができる。
図 3-1-2-13 風力推進ブレードの研究物
ラボエリア。学生一人に対して、実験スペースが与えられており、研究設備、
場所が豊富に提供されていた。
図 3-1-2-14 ラボエリアの風景

37
3-1-③ CFK-Valley Stade
(1)面談機関
・CFK-Valley Stade
・ニーダーザクセン州政府
・ドイツ航空宇宙センター(CFK NORD)
・PFHシュターデキャンパス
(2)機関概要
炭素繊維などの先端複合材料の開発・応用・普及を目的に、ニーダーザクセ
ン州政府、ドイツ連邦政府や Airbus などの民間企業により形成された研究開
発クラスターである。2004 年に設立され、エアバス、フォルクスワーゲン、
ヘクセル、フラウンホーファー等の 100 を超える企業、大学、研究機関が参画
している。
当地には元々、エアバスの技術開発センターが立地していたが、2004 年に
は、州政府やシュターデ市などの地元自治体の出資により、リサーチセンター
(Technologiezentrum Stade(TZS))が開所され、メインテナントとしてエアバ
スの子会社である CTC(Composite Technology Center Stade)が入居した。同セン
ターは、CFK-Valley Stade 組織における主要な複合材料の構造設計・成形技術
の開発拠点となっている。
続いて、2006 年には、私立大学である PFH private university of Applied
Sciences(応用科学大学)のキャンパスが開設され、複合材料の製造に関わる
エンジニア人材の教育が開始された。
さらに、2010 年には、新たな大型研究開発拠点である CFK-NORD が整備さ
れ、ドイツ航空宇宙センター(DLR)やフラウンホーファーIFAM 等が参加し、
炭素繊維複合材料を用いた大型構造物の成形加工技術に関する研究開発が開
始されたところである。
このように、州政府やシュターデ市による公的な支援も受けながら、以下の
ような研究施設群が順次整備され、クラスターの集積が進んできた。
CFK-Valley では、今後 5 年間での世界の炭素繊維市場の成長を年 15%と見込
み、2015 年までに世界の炭素繊維複合材料産業を牽引していくことを目標に
掲げた Vision2015 を策定している。同ビジョンでは、CFK-Valley が炭素繊維
複合材料を用いた大型構造物の開発における世界的なネットワークを構築し、
その牽引役となることを目指しており、目標実現に向けて、航空宇宙、自動車、
風力、機械工学、輸送、船舶、建築などの他の産業分野でも炭素繊維複合材料
を広く活用できるように用途の多様化を図るとともに、国際化による海外との
連携や地域産業への貢献、人材育成・教育にも重点的に取り組むこととしてい
る。

38
①エアバス・シュターデ
・1981 年以降、技術開発センターのほか、複数の工場棟が立地してきた。
・工場棟では、同社製の全ての航空機の垂直尾翼が複合材料を活用して生産
されている。
②CTC(Composite Technology Center Stade)
・2004 年に開所した研究開発施設。
・面積は 4,100 ㎡。ホール 2,500 ㎡、オフィススペース(研究室等)1,600 ㎡。
・エアバスの子会社であり、同社における複合材料の研究部門でもある CTC
Gmbh がメインテナントとして利用している。また、小区画のオフィスス
ペースには、CYTEC、東レなどの他社も入居している。
・建設費用の 800 万ユーロは、ニーダーザクセン州政府とシュターデ市開発
公社が折半して拠出した。1)
③PFH private university of Applied Sciences シュターデキャンパス
・2006 年、私立大学のキャンパスとして CTC 内に設置される。2008 年には、
エアバス工場の隣接地に新校舎が開設された。
・炭素繊維複合材料分野のエンジニア人材の育成を担う。
・面積は 3,200 ㎡。
・建設費用は、ニーダーザクセン州政府とシュターデ市が各々250 万ユーロ
を折半して助成した。1)
④CFK-NORD
・2010 年に開所した欧州有数の大型研究開発施設。
・面積は 18,600 ㎡。ホール 12,300 ㎡、オフィススペース(共同研究室、会
議室、レセプションホール等)6,300 ㎡。
・ドイツ航空宇宙センター(DLR)の Lightweight-Production-Technology セン
ター(ZLP)、フラウンホーファーIFAM 等が利用。
・建設費用の 26.6 百万ユーロは、ニーダーザクセン州政府が 19.7 百万ユー
ロ、シュターデ市が 8 百万ユーロを拠出して負担している。1)
⑤CFK-Valley の本部オフィス
・2011 年、CFK-NORD に隣接して開所。

39
図 3-1-3-1 CFK-Valley 鳥瞰図 2)
図 3-1-3-2 CFK-Valley 本部オフィス
(左の建物は CFK-NORD)

40
(3)メンバーシップ
当クラスターはメンバーシップ制度を設けており、100 を超える企業、大学、
研究所等の参画機関がこの制度に加入している。年会費は、大企業(250 人以
上)が 12,000 ユーロ、小規模企業(250 人未満)が 6,000 ユーロに設定されて
いる。
メンバーシップの機関別の構成比は表 3-1-3-1 に示す割合となっており、約
7 割を中小企業が占めていることが特長的である。これは CFK-Valley がイノ
ーティブな活動を行うために中小企業の存在を重視していることが反映され
ている。一方で中小企業は市場へ商品を投入する力が弱いため、大企業との協
同が重要とも認識されている。
会員企業を国別でみると、8 割超は欧州の企業が占めており、残りが米国、
ロシア、日本等の海外企業で構成されている。日本からは、東レ、東邦テナッ
クスの 2 社が参画している。
図 3-1-3-4 本部オフィス内部
エアバスの展示品 エアバスの展示品
(航空機胴体外板)
参画企業のパネル展示 参画企業のロゴ入り看板

41
表 3-1-3-1 メンバーシップ会員構成費(機関別)
小規模企業 39%
中規模企業 29%
大企業 17%
研究機関 15%
(4)運営体制
2004 年、州政府の主導のもと、エアバス、CTC(エアバス子会社)、ザーテ
ック、ヘクセル、ドイツ航空宇宙センター、フラウンホーファー、シュターデ
市の 7 機関により、CFK-Valley 組織が設立された。
同組織では、今後 5 年間での炭素繊維市場の成長を年 15%と見込み、2015
年までに世界の CFRP 産業の牽引役となることを目標とする「Vision2015」を
策定しており、その中で、①多角化(航空宇宙、自動車、風力、機械製造、輸
送(車両、鉄道)、船舶製造、建築・土木等への展開)、②国際化、③地域価値
創造、④人材育成・教育の行動目標を掲げている。
現在、CFK-Valley は、経営責任者(CEO)、技術責任者(CTO)、財務責任
者(CFO)の 3 人で構成される委員会を頂点に運営されている。
その下には、「Branch Experts」というコーディネーターやアドバイザーが配
置されており、業種横断的なプロジェクトも含めた共同研究の組成に向けて、
産業化の観点からコンサルタントや市場分析等の助言を行っている。
さらに、エアバス、ヘクセル、フラウンホーファーなどの先導的な企業の「技
術アドバイザー」から、専門的な技術指導を受けられる。担当する分野は、教
育、材料、生産、品質管理、保守管理、環境・健康・安全、工業デザインの
11 の技術分野にわたっている。
CFK-Valley に所属する人員は、CFK-Valley 組織のスタッフが 50 人、
CFK-NORD の研究者・スタッフが 80 人程度であり、CFK-Valley のクラスター
全体では合計約 3,000 人が集まっている。
(5)活動内容
メンバーシップの会員に対して、CFK-Valley 内の拠点施設や人的資源等を
活用し、以下のようなサービスを提供している。(CFK-Valley Stade 提供説明資
料より引用。)
・ビジネス、プロジェクトへのダイレクトアクセス
・世界最先端の複合材料研究への支援(ワーキンググループ活動)
・ビギナーから大学課程までのトレーニングコースの活用

42
・国内外のマーケットへのアクセス(ビジネス、ファンドプロジェクトへ
の参画のチャンスを提供)
・ネットワーキング
・バーチャル会議による情報共有(海外からも参加)
CFK-Valley では、メンバーシップ会員のネットワーキングにも注力してお
り、昨年度は以下のような取り組みが行われている。3)
①CFK Convention(国際会議)
・2 日間にわたる国際会議。今年度は炭素繊維複合材料の軽量化構造をテ
ーマに開催(6/16~17)。
・Composite Inovation Awards という表彰も併せて実施。
・参加者 400 人、展示 40 ブース。
②Innovation Day
・1 日の会議で随時開催。炭素繊維複合材料の特定分野(風力、自動車、
船舶、建築等)を対象として、メンバー企業、Branch Experts の呼び掛
けで開催。
・参加者 120~150 人。
③Market place & expert group meeting
・午後の半日のみで随時開催されるワーキンググループ。メンバー企業
の呼び掛けで開催。Customer や Branch Experts も参加。
・参加者 5 人~300 人
④海外との連携
・日本との連携に注目しており、昨年、CFK JAPAN を名古屋に設置した。
・CFK JAPAN の役割は、日本の関連企業とのネットワークづくりであり、
現在は主にジャムコやそのサプライヤーとの連携を想定している。
・他にも海外でハブ拠点の設置を検討中。
(6)資金調達
メンバーシップからの会費収入や、企業から CFK バレーへの委託研究など
運営費の大半は企業資金から調達されている。運営面で国・州政府等からの補
助金の割合は低い。
設立当初は公的資金でスタートしたため、最初の 5 年間は運営が大変だった
が、徐々に産業界が資金を提供してくれるようになった。企業との共同研究は、
企業負担 50%と補助金 50%の折半で開始され、通常3年のプロジェクト終了
後、近接する民間企業に技術移転されることになっている。

43
CFK-Valley からは、CFK-NORD 等の施設、設備を提供するスキームとなっ
ており、企業からの研究員は CFK-NORD に来て研究活動に従事し、その人件
費は企業が負担する形態がとられている。
(7)人材育成(PFH Private University of Applied Sciencesの取り組み)
PFH Private University of Applied Sciences は、1994 年に創立された私立大学
であり、産業界のニーズに応える研究、教育を理念として掲げている。ドイツ
国内ではベルリンとニーダーザクセン州のゲッティンゲン、シュターデの 3
カ所にキャンパスが設置されている。
2006 年、州政府が行った CFRP 分野のエンジニアを育成する新たな教育課
程をシュターデに設けるための事業を落札し、同年、シュターデキャンパスが
開設された。当初は建物がなく、CTC に入居していたが、キャンパスの整備
が進められ、2008 年、エアバス工場や CTC に隣接して Mensa キャンパスが完
成した。
同キャンパスでは、欧州で初めての複合材料技術専攻の学科が設置され、250
人以上の学士・修士課程の学生が在籍しており、その大半は修士課程の学生が
占めている。
当学科が設置された背景には、複合材料分野のエンジニアや教職員が少なく、
ドイツ国内でもエンジニア人材に対する需要と供給のギャップがあり、人材育
成に取り組むニーズが高かったことも挙げられる。
教育の国際化に積極的に取り組んでおり、2010 年には、英語による国際修
士課程が開始された。英語の試験を設けて、スペイン、フランス、インド、中
国、日本などからの海外の学生を受け入れており、ドイツ語を履修する必要は
ない課程となっている。現在は修士課程に続いて、学士課程も開設されている。
同課程は、欧州共通の単位互換制度(ECTS(European Credit Transfer System))
に対応しており、海外から来た学生も含めて、働きながら研究することができ
る点に特徴がある。
<修士課程>
対象:熟練エンジニア向け(産業界に在籍している社会人学生を想定)
期間:3 学期制(1 年半)
料金:月額 990 ユーロ
内容:コンポジットプロセスの自動化、複合材料の構造設計、メカニクス等
(1~2学期)、修士論文(3学期)(CFRP、GFRP を含むコンポジ
ット関連の論文作成)
<学士課程>
対象:非熟練エンジニア向け(18 歳~20 歳程度で初めてコンポジットを学
ぶような学生を想定)

44
期間:8 学期制(4年間)
料金:月額 500 ユーロ
内容:コンポジット関連の基本的・実践的演習やディスカッションを通じ
て、ワーカーレベルまで技術を習得。
(8)施設見学
①エアバス・シュターデ
・エアバス製の航空機の全ての垂直尾翼が生産される。炭素繊維シートの積
層(レイアップ)から熱硬化による成形加工、ペイントまでの一連の工程
を担う。
・最新の大型機である A380 の垂直尾翼は、大型ロボットによりレイアップ
が行われている。
・熱膨張率が極めて小さいインバー(合金)製の成形型を利用。新技術を用
いて 100 種類の部品が生産されている。
・生産された垂直尾翼は、ハンブルク工場で胴体に取り付けられ、トゥール
ーズ工場(フランス)で最終組立が行われる。
②CTC(Composite Technology Center Stade)
1)ホール(約 2,000 ㎡)
空調が完備されたホールには、航空機部品への活用を想定し、炭素繊維複
合材料の成型加工に関わる各種装置が設置され、研究開発や試作品開発が行
われている。
現在の航空機部品の多くは、手動で製造され、高コストと加工に時間を要
する効率性の低さが課題となっていることから、特に連続生産技術の開発が
注力されていた。主な設備は以下のとおり。
・航空機用に湾曲したフレームを自動でプリフォームするための連続成形
装置。
・プリフォーム材に樹脂を注入する注入機
・500 トンの小型 HP-RTM
・PRTM(Plutrusion RTM)装置。一定断面の連続製造が可能。
2)オフィススペース(1,600 ㎡):研究室スペースをレンタルで提供
・1 階:エアバス、東レ、CYTEC 等の大企業のほか、中小企業も入居
・2 階:Fiber Institute Bremen 等が入居

45
③CFK-NORD
・ドイツ航空宇宙センター(DLR)の Lightweight-Production-Technology セ
ンター(ZLP)スペースでは、熱硬化性ドライファイバーの自動積層(AFP)
ロボットを複数配置。精密制御可能な航空機用途とハイサイクル可能な自
動車用途。
・さらに、研究用の大型オートクレーブを1基設置。サイズは直径 5.8m、
長さ 20m。上部に数カ所窓があり、外から内部を観察できる仕組みになっ
ている。オープンモールド/真空バックを用い、オートクレープ内で VaRTM
により樹脂注入、含浸と硬化工程をオートクレープの加熱/加圧を用いて
行う成形プロセスの研究にもオートクレープを利用。プロセスパラメータ
―のモニタリングと同時シミュレーション分析から、プロセスの精密コン
トロールと最適化方法を研究。また、Automated RTM 装置を設置。繊維基
材のカット、プリフォーム、型への投入、樹脂注入、硬化まで自動で行う。
ライン 40×8m、最大部材寸法 2×2.5m、RTM プレス機は 500 トン級。
図 3-1-3-5 湾曲フレーム用プリフォームの自動成形装置

46
3-1-④ Fiber Institute Bremen
(1)面談機関
Fiber Institute Bremen
ニーダーザクセン州政府 同行
(2)機関概要
ブレーメン大学における独立研究機関として位置付けられており、炭素繊維
やその複合材料、天然繊維に関する基礎・応用研究が行われている。CFK Valley
Stade の主要な参画機関の一つでもある。
ブレーメン大学は 1971 年にブレーメン州政府により開設された総合大学で
あり、約 2.3 万人の学生、研究者、教職員が在籍し、創立 40 年超と短い歴史な
がらもドイツ北部における主要な大学の一つとなっている。
Fiber Institute Bremen の沿革を辿ると、その発祥は 1955 年、ブレーメン綿取
引所におけるコットンラボラトリーの設立まで遡る。ブレーメンは、港湾都市
あるいは国際貿易の中心地であり、綿花貿易の拠点都市としても長い歴史を有
しており、1872 年に当地に設立されたブレーメン綿取引所は、イギリスのリバ
プールと並ぶ世界的な綿取引所となっている。同取引所では、綿糸に関する評
価試験や研究、調査も行われており、1955 年にコットンラボラトリー(2009
年にはコットン・ウールラボラトリーに改称)がブレーメン市内中心部に開設
された。
1969 年、同ラボラトリー内に Fiber Institute Bremen という研究組織が創設さ
れ、1989 年には図3-1-4-1に示すブレーメン大学の構内の研究棟(IW3
棟)に移転した。この棟には、オフィス、研究室やパイロットプラントが設け
られているが、研究プロジェクトの増加に伴って手狭となり、2011 年、同大学
構内の別の棟にもオフィスが拡張された。さらに 2017 年には、新たな研究棟
の整備が予定されている。
図 3-1-4-1 施設外観(IW3 棟)及び内部

47
ブレーメン綿取引所とは、現在でも連携協定を交わしており、協力関係が維
持されている。具体的には、連携協定に基づいて、綿糸の評価試験の実施や綿
取引所とそのメンバーへの助言、綿糸の試験方法の国際標準化に関する ICA
Bremen Cotton Round Trial の実施、ブレーメンで行われる International Cotton
Conference の共催などが行われている。
さらに、他の研究機関や企業との連携・協力も進めており、CFK-Valley、エア
バス、DFKI(German Research Centre for Artificial Intelligence(人工知能、ソフト
ウェアの研究機関))、LURSSEN(ヨットメーカー)、AEROTEC、フラウンホー
ファーに加えて、Northern Lightweight Design Network 社のような中小企業の支援
機関との間でもネットワークが構築されている。
(3)運営体制
理事会では、所長と研究リーダー2 名(試験方法チームの責任者、チーフエン
ジニア)から構成される役員を中心に、IT、施設管理、総務(労務管理、環境)、
広報の各部門により運営されている。このほか、研究者や熟練したエンジニア
など合計 40 名の技術スタッフも在籍し、炭素繊維やその複合材料、天然繊維の
研究を行っている。
理事会に対しては、産業界や大学関係者等の 9 名の委員で構成された評議委
員会から専門的な助言が行われている。その構成は、ブレーメン綿取引所に加
え、エアバス、メルセデス、東邦テナックスヨーロッパなど産業界からの参加
が多いことが特徴である。
(4)資金調達
表 3-1-4-1 のとおり、大半は産業界との共同研究プロジェクトやドイツ国内の
ファンドから資金を獲得しており、公的資金による直接的な支援はドイツ連邦
教育研究省からの 3%程度と極めて少ない。
表 3-1-4-1 Fiber Institute Bremen の財源構成
産業界との共同研究プロジェクト 41%
BMW からの資金 22%
German Federation of Industrial Research Associations
(AiF)からの資金
13%
German Research Foundation(DFG)からの資金 8%
ドイツ連邦教育研究省(BMBF)からの資金 3%

48
(5)研究プロジェクト
Fiber Institute Bremen で行われている研究プロジェクトは、図 3-1-4-2 に示すよ
うに、複合材料の構造・プロセス、ファイバーの開発、試験方法、材料の開発・
評価の 4 つのテーマで展開されている。このほか、RTM プリフォーム工程で廃
棄される炭素繊維材料や使用後部材、プリプレグ端材のリサイクルに関する研
究も行われている。各テーマの概要を以下に述べる。
①複合材料の構造・プロセス(composites structures and processes)
1)Structural mechanics and simulation
・6 人チームで 11 研究プロジェクトを実施中
・スポンサーはエアバス・ブレーメン
・熱硬化の resin infusion, curing プロセス、熱可塑性炭素繊維の製造プロセ
ス、シミュレーションの研究を実施
2)Composite Manufacturing Technologies
・6 人チームで 9 研究プロジェクトを実施中
・スポンサーはエアバス・シュターデ
・RTM、連続成形、サーモフォーミング、3D プリントの研究を実施
<RTM 技術>
・高速 RTM プロセス、エアバス A320 の主翼フラップ材など大型パー
ツの製造技術
<連続成形>
・P-RTM プロセス
<サーモフォーミング>
・プロセスのオートメーション化がテーマ
・大量生産実現に向けて、多孔性、結晶化、配列、弾性などのパラメ
ーター制御、プロセス最適化やツール開発を実施
図 3-1-4-2 研究体制図 3)

49
<3D プリント>
・将来に向けた新技術として 3D プリントの活用も研究
・FDM プロセスに基づく技術
3)Textile structures
②ファイバーの開発(fiber development)
・天然・合成繊維の開発
・バイオポリマー、プリカーサーの融解紡糸
③試験方法(testing methods)
・ファイバーのテスト、ハーモライゼーション
・非破壊検査(マイクロ CT)、オンラインイメージ分析・測定等
④材料の開発・評価(material development and characterization)
・炭素繊維複合材料のリサイクル技術として、リサイクル繊維と天然繊維の
混合材料を開発
・炭素繊維表面の改質や CNT 等フィラーによる樹脂改質の研究
・複合材の評価技術(力学特性、熱特性、Vf 測定)
⑤リサイクル炭素繊維とサーモフォーミングシミュレーション
RTM プリフォーム工程でカット後に廃棄される炭素繊維材料及び使用後部
材、プリプレグ端材のリサイクルをテーマとした研究の紹介があった。その
概要は以下のとおり。
・航空機分野で求められるレベルの高い品質まで必要としない用途を想定。
・熱分解により炭素繊維を取り出し特性評価をした後、裁断された繊維片
を引き揃えてロービングにし熱可塑性樹脂とのラミネートを作製したも
のから、サーモフォーミングでパーツに成形加工。
・オルガノシートから航空機のクリップ材へのサーモフォーミング成形につ
いて、スプリングインや物性へ影響する樹脂結晶化に注目してシミュレー
ション研究を実施。
・全自動サーモフォーミングプロセスを開発中。この装置ではオーガニック
シートを裁断し、プレス、ドレープした後、レーザーや超音波による画像
解析も自動化して行うことが可能であり、リサイクル技術の低コスト化が
期待される。

50
(6)研究設備
ブレーメン大学の構内で最初に整備された IW3 の研究棟について、視察を
行った。主な研究設備を以下に示す。
図 3-1-4-3 ラボ全景(IW3 棟)
図 3-1-4-4 紡糸用装置

51
コットンラボラトリーで行っていた綿糸の研究に由来すると思われる紡糸
用の装置では、炭素繊維を含むフィラメント糸の紡糸も行われていたほか、ス
テッチにより炭素繊維のプリフォームを行うテキスタイル作成装置も備えら
れている。開発中の自動サーモフォーミング装置のほか、射出成形、RTM 等の
装置も見受けられた。これらの装置は、15 の研究機関・企業により共同利用さ
れている。
以前は、ポリフェニレンサルファイド(PPS)繊維のフィラメント糸の製造
装置を設置し、その後、一時、エアバスの製造装置も持ち込んでいたが、スペ
ースが手狭となったので、現在は他の施設に移設されている。
図 3-1-4-5 プリフォーム用のテキスタイル作成装置

52
図 3-1-4-6 開発中の自動サーモフォーミング装置
図 3-1-4-7 炭素繊維複合材料を使った試作品

53
図 3-1-4-8 小型の RTM 装置

54
3-1-⑤ エアバス・ハンブルク工場
(1)面談機関
エアバス・ハンブルク工場
ニーダーザクセン州政府 同行
(2)企業概要
①エアバスグループ全体
・グループの社員は合計 144,000 人。
・受注総額は 6900 億ユーロ、年間売上高は 590 億ユーロ。
・エアバス、エアバス・ヘリコプター、エアバス・ディフェンス&スペース
の 3 社でグループを構成。エアバス社がグループ全体の売上高の 8 割を占
める。
②エアバス社の概要
・社員は 55,000 人。
・年間売上高は 400 億ユーロ。
・取引先の航空会社は 400 社超。
・生産拠点は世界 11 カ所。このうち組立ラインがあるのは、トゥールーズ
(フランス)、ハンブルク(ドイツ)、天津(中国)、モビール(米国アラ
バマ州)の 4 カ所。
・トレーニングセンターは豪州など 5 カ所。
・受注が納入を大きく上回っており、14,500 機の受注の中で納入済みは 8,600
機超。月額生産台数は 50 機程度であり、未納入の約 6,000 機を今後 9 年
間で納入する必要がある。
(3)生産品目
100 席~500 席程度の間で以下の 4 種類の機種を生産している。いずれの機
種もフライバイワイヤー(電気的な操縦系統を使用する油圧作動機構)の操縦
系は基本的に共通仕様となっており、パイロットの操縦トレーニングに要する
時間・コストの削減に配慮されている。なお、パーツの 80%はサプライヤー
からの調達に頼っており、残りは自社生産されている。
①A320
・エアバスの売上の主力となる機種。11,514 機受注、6,380 機以上納入。
・新型の大型エンジン(NEO)を搭載した新型は、旧型より 15%軽量化、
搭乗率 5%向上を実現し、合計 20%の低燃費を達成。
・複合材料の使用率は、総重量の 10%程度。

55
②A330
・1,467 機受注、1,100 機以上納入。
・A320 と同様の新型エンジン(NEO)を搭載した新型は、旧型より 14%の
低燃費を実現。
・複合材料の使用率は、総重量の 10%程度。
・中国向けに近距離用の機体も開発中。
③A350XWB
・780 機受注、1 機納入。
・複合材料の使用率は、総重量の 53%程度。主翼に 100%炭素繊維複合材料
を使った初の機体。旧型より 25%低コストを実現。
④A380
・輸送用及び旅客用の大型機。
・317 機受注、152 機納入。
・複合材料の使用率は、総重量の 25%程度。
(4)技術革新
・最初にフル・フライ・バイ・ワイヤを採用した機種やツイン・エンジン搭
載機を開発してきた実績がある。
・現在、3D プリンタを使ったパーツ作成にも着手している。
(5)航空機市場の動向
・搭乗者や空輸の需要は増加傾向。機種の大型化も見込まれる。
・2033 年までに、31,000 機を超える新たな航空機需要が生まれ、4.6 兆ドル相
当の市場拡大が見込まれている。
(6)ドイツにおける生産拠点
ドイツ国内では、ハンブルク、ブレーメン、シュターデの3カ所に生産拠点
が設けられており、合計約 17,000 人が雇用されている。
①ハンブルク
・ドイツにおけるエアバスの本部。約 12,600 人を雇用し、世界 3 位の規模。
従業員の 8 割は隣接するニーダーザクセン州からの雇用。
・A320 の組立ラインでは、一部、最終組立まで行い、デリバリーセンター
も備える。納入後のサポート、スペアマネジメントにも対応。

56
②ブレーメン
・主翼のスラット、フラップ等の高揚力装置 (high-lift system)を生産。
・航空物理や材料の研究開発も行っており、試験施設も備える。
・約 2,400 人を雇用。
③シュターデ
・炭素繊維複合材料分野を所管。垂直尾翼の生産を担当。
・約 1,800 人を雇用。
(7)ハンブルク工場の概要(工場見学)
①A320 の生産ライン
・A320 は、主構造にアルミ合金を用いた伝統的な構造。
・同じ直径で長さを変えた 180 席~240 席までの4種類の機体を生産。
・胴体外板はアルミ合金を使用。床板には炭素繊維複合材サンドイッチパネ
ルを使用。
・胴体の組立ラインでは、電気、油圧、酸素、水の各系統やエアコン、断熱
材の装備とテストを行っており、1 時間おきに 1m 自動で移動して、工場内
を流れ作業で一巡する仕組み。
・胴体に主翼、尾翼、コックピット等を取り付けるラインでは、胴体との接
合と配線の結合を同時に行っており、キッチン、トイレも胴体の組立時に
取り付けられている。その後、座席シートを運び入れて取り付け、別棟で
エンジンを 2 日間かけて組み付けられる。以下のパーツは海外のエアバス
工場からハンブルクに輸送されている。
主 翼:英国(フラップも英国で取り付け)
垂直尾翼:シュターデ
水平尾翼:スペイン
エンジン:MTU エアロ・エンジンズ(ドイツ)、ロールスロイス(イ
ギリス)、IHI など
・最後の塗装ラインでは、5~8 日間かけて手作業でペイントを行う。塗装自
体は 1 レイヤー1 時間程度だが、4~6 レイヤー塗装する必要があり、非塗装
部やセンサー部,可動部などをマスキングする準備作業に時間を要している。
・ハンブルクでの生産ペースは月間 42 機であり、以下の内訳により最終組立
もしくは別工場への輸送を行っている。来年から米国アラバマ工場への輸送
も開始予定。
ハンブルクで最終組立まで実施:23 機
トゥールーズに海上輸送して最終組立:14 機
中国に海上輸送して最終組立:5 機

57
・ハンブルクの生産ペースは、今後、効率化を進めて 46 機を目指している。
当工場の能力では対応可能であるが、全てのサプライヤーにも対応しても
らうことが不可欠。
②A380 の生産ライン
・床板のビーム材は炭素繊維複合材料を使用。ビーム材を胴体で両側から挟み
込むようにして、レーザーで位置決め、孔空け、ボルトで締結接合する。
・胴体の外板はアルミ合金とガラス繊維コアを使用した複合材パネル。
・後部耐圧隔壁は炭素繊維複合材を使用。主翼、水平尾翼、垂直尾翼にも繊維
強化複合材を多用しており、機体全体の炭素繊維複合材の使用比率は 25%
を占める。
・エンジンサプライヤー。
・主翼と水平尾翼に合計 32 万リットルの燃料が貯蔵でき、15 時間の長距離輸
送に対応。
・エミレーツ航空などから 140 機を受注済み。
図 3-1-5-1 エアバス・ハンブルク正面入口及び工場遠景

58
3-1-⑥ Research Airport Braunschweig Business Development Center
(1)面談機関
・Automotive Research Center Niedersachsen
・Institute for Engineering Design
・Open Hybrid LabFactory
・ニーダーザクセン州政府 同行
(2)機関概要
Research Airport Braunschweigは、空港を中心として、多数の行政関係、研究
機関、企業が拠点を置いている。2007年から2013年にかけて、総額2億3700万
ユーロを投資して整備された研究拠点の集積地であり、現在は以下の機関が拠
点を設けている。
・行政:BFU、ドイツ連邦航空局(LBA)等
・研究機関:ブラウンシュヴァイク大学、Automotive Research Center of
Niedersachsen(NFF)、ドイツ航空宇宙センター(DLR)、
AKAFLIEG等
(3)Automotive Research Center of Niedersachsen(NFF)
①設立の経緯
2007年、ブラウンシュヴァイク工科大学の研究施設として、Research Airport
Braunschweig内に設立された。Research Airport Braunschweig内の研究施設の中
でも最大の投資がなされた研究拠点であり、全体で約400人の研究人員を擁し
ている。
ブラウンシュヴァイク工科大学は、ドイツで最も伝統ある工科大学の一つで
ある。学生数18,300人、教員数2,000人超とドイツ国内では中規模な大学であり、
自動車や航空関係の学科から構成されている。
ドイツでは、従来、総合大学は一つのキャンパスに固まって立地することが
多かったが、この空港付近に航空関係の学科を集めて、この研究施設を整備し、
ドイツ航空宇宙センター、フラウンホーファー研究所、フォルクスワーゲン等、
周辺の研究機関や企業と密接に連携して研究開発に取り組んでいる。
②運営体制
正会員、正会員から構成される以下の理事会が運営を担う。
・正会員(19人)…研究戦略の決定、研究マーケティングに関与
ブラウンシュヴァイク工科大学、ハノーファー大学、ドイツ航空宇
宙センター等
・関連会員(18人)…特定のプロジェクトに限定的に関与
59
③役割
NFFは、Research Airport Braunschweigに集積する研究機関の研究方針、資
金調達などをまとめる役割を担っており、現在は海外マーケットを視野に
入れた交通モビリティーの研究に取り組んでいる。具体的な研究テーマは
以下の5分野である。
・インテリジェントな車両開発(ドライバーアシストなど)
・低排出車両(製造過程から運転時の排出まで、全ライフサイクルを通じ
てのCO2削減)
・車両の生産工程の効率化・最適化(車両構造の改良も含む)
・モビリティマネジメント(カーシェアリングなど車を使った新たなサー
ビスの開発)
・電気自動車の開発(上記4分野に共通するテーマ)
④研究施設
NFFはResearch Airport Braunschweig内を中心に、以下の4つの研究施設群
から構成されている。
1)NFF新館
電気自動車の開発に用いるため、7つの研究室、実験装置等を保有。来週
開所予定。
2)NFF、MLC
フォルクスワーゲンの研究施設内に整備。6つの研究施設があり、「イン
テリジェントな車両開発」の研究に活用。
3)BLB
バッテリーの開発、製造プロセスの研究。ブラウンシュヴァイクから
30km程度離れたヴォルクスブルク(ブラウンシュヴァイク工科大学の支
部あり)で2015年下半期に開設予定。
4)Open Hybrid Lab Factory
炭素繊維複合材料を普通車にも活用できるように、安価かつ大量生産
できる新たなハイブリッド材料と製造プロセスを確立することを目指し、
金属、テキスタイルを使った複合材料の研究開発に取り組むこととして
いる。施設はヴォルクスブルクで建設中であり、来年5月頃に開設予定。
(4)NFF新館(見学内容を含む)
①概要
・6,000万ユーロで整備。研究人員は158人。来週開所予定。
・面積は研究・実験スペース4,500㎡、プロジェクト・事務所スペース3,000㎡
の計7,500㎡。
・プロジェクト・事務所スペースには、研究室、会議室、食堂を備える。

60
・フォルクスワーゲンなどの自動車メーカーが保有する実験設備は、量産車の
開発・試験評価を目的とするのに対して、当施設は革新的な次世代車両の開
発を目的として整備されている。
②研究設備
・12個の自動車エンジンの実験装置を整備。出力400kWのハイブリッド車のエ
ンジンや回生ブレーキの実機を使った排熱計測装置のほか、電気自動車の駆
動モーターの実機を使ってバッテリーに接続された状態の排熱シミュレー
ションを行う装置などが設置されている。
・制御系を使った試作車や、車軸を回生ブレーキに直接接続して、騒音、排熱
を計測する四駆の実験装置なども設置されていた。
・ドライバーアシスト技術の研究のため、車の運転席とその前面180度を取り
囲むディスプレイ、サイドミラーに走行時の仮想的な映像を流す車両シミ
ュレーターが設置されており、道路の振動も含めて、実際の運転環境を再
現することができる。
・バイオ燃料に関する実験装置や、氷点下など様々な環境で排気ガスを計測
できる装置等も導入されている。
図3-1-6-1 NFF新館(Automotive Research Center of Niedersachsen)
(5)Open Hybrid Lab Factory
①概要
・2012年、ブラウンシュヴァイク工科大学とフォルクスワーゲン、フラウン
ホーファー、Siempelkamp社等の自動車業界のパートナーが共同で、ドイツ
連邦教育研究省の補助金を得て、翌年、NFFの下にOpen Hybrid Lab Factory
組織が設立された。

61
・ブラウンシュヴァイク工科大学の支部があるヴォルクスブルクには、2006
年に建設され、フォルクスワーゲンが保有する研究拠点「Mobile Life Campus」
があるが、その隣接地にOpen Hybrid Lab Factoryを建設中であり、2016年5
月頃に完成の予定である。
②資金
・建設費用は、3,500万~3,600万ユーロ。ヴォルクスブルク市とフォルクスワ
ーゲンが折半出資して設立したヴォルクスブルク株式会社が建設費を全額
負担している。
・設備・装置の導入費用は、連邦政府やニーダーザクセン州政府からの補助
金に加え、会員企業からも資金供給を受けている。連邦教育研究省からは
15年間で総額3,000万ユーロの支援を受け、その約2/3が設備・装置費用に充
てられる。
・大学は当施設の使用にあたり、使用料を負担する。
③研究内容
・金属と合成樹脂、繊維を材料とするハイブリッド複合材料の開発とその製造
プロセスの確立を目指す。自動車(普通車)への適用に向けて、既存の炭素
繊維複合材料よりも安価に大量生産が可能な材料として開発する。
・また、自動車への適用に向けて安価な炭素繊維の開発も実施する。
・当面は、繊維と樹脂の複合材料と、アルミ・鉄の複合材料の開発を並行して
進めているが、将来的にアルミ・鉄、繊維と樹脂の複合材料を一つの工程で
生産できるように技術開発を行う。
④研究設備
・Siempelkamp社から大型のハイブリッドプレス装置を導入予定である。成形
する際に樹脂を注入するタイプであり、同社が現在装置を開発している。
・カッターなどの中小型の装置はエンゲル社などから導入予定である。
⑤参画企業等
・正会員…ブラウンシュヴァイク工科大学、フォルクスワーゲン、Siempelkamp
社、フラウンホーファー研究所(会費を払い運営費を負担)
・プロジェクト会員…中小企業を含む関連企業(少額の会費を負担)
⑥運営体制
・理事長の下に設置された理事会で研究戦略を決定。理事会のメンバーは、
ブラウンシュヴァイク工科大学の学長やフォルクスワーゲンなど正会員の
関係者から構成される。

62
(6)ドイツ航空宇宙センター(DLR)
①概要
航空宇宙分野の研究を担い、日本のJAXAに相当する機関である。ドイツ
国内16都市に32拠点、全体で約8,000人が所属しており、海外では、ブリュ
ッセル、パリ、東京、ワシントンに事務所が設けられている。
②Research Airport Braunschweigにおける研究拠点
Research Airport Braunschweigでは、DLRの研究施設が空港に組み込まれて
いる。DLR Braunschweigは人員1,107人で構成され、以下の6つの研究施設で
航空機の材料、飛行性能、空港システムなど航空全般にわたる研究開発が
行われている。
1)空気力学、流体力学等の飛行に関連する新技術の研究施設
・空気力学は 20 年程前は航空機を使った飛行実験に基づいて研究が
行われていたが、最近では数値モデル化してシミュレーションも
可能になってきた。
・当施設は飛行実験とシミュレーションの両方に対応。
2)航空制御(パイロットによる操縦、管制等)の研究施設
・航空機をより効率的に運航し、遅延・騒音を減らす運行システム
を開発。
・また、デジタル化が進む操縦システムが情報過多とならないように、
パイロットに必要な情報を選択的に提供するため、インターフェー
スの最適化に関する研究も実施している。
3)航空機の飛行特性、グライダーの研究施設
4)ファイバーコンポジットの研究施設
・金属代替材料として炭素繊維複合材料の研究を実施。航空産業に
限らず、宇宙産業にも関与しており、宇宙探査船のランダー(着
陸船)である「ロゼッタ」を開発し、日本の「はやぶさ 2」にも提
供している。
・自動車、鉄道、交通マネジメント等の交通システムの開発も実施。
高速鉄道の運転手向けに航空機同様、運転インターフェースの最
適化に関する研究にも取り組んでいる。
5)空港システムの研究施設
・旅客、荷物の誘導、セキュリティチェックのプロセスの効率化や
安全性向上、最適化に関する研究を実施。

63
6)風洞実験施設(ドイツ、オランダの共同運用)
・機体の騒音低下に関する研究に必要となる実験施設。
さらに、上記の実験施設に加えて、航空機の実機を使った実験のために、
エアバス A320 に様々な実験設備を搭載した機体やより小さな機体を複数
保有しており、騒音の少ない機体や空気力学、エンジンの騒音計測などに
活用されている。
3-1-⑦ Siempelkamp 社
(1)面談機関
Siempelkamp社
ニーダーザクセン州政府 同行
(2)企業概要
創業 132 年のプレス等重機専門の会社であり、CFK-Valley Stade の主要な参
画企業の一つ。複合材料の成形加工用のプレス機を含めた各種の機械・プラン
トを顧客の要望に応じてテーラーメイドで生産している。
売上高は 7 億 1840 万ユーロ、従業員は 3,124 人であり、創業家による 100%
家族経営の形態をとっている。
本社敷地内には、開発部門、生産部門が立地している。海外の拠点は、米国
3 カ所、中国 2 カ所のほか、ブラジル、ベルギー、フランス、イタリア、スペ
イン、チェコ、インド、シンガポール、トルコ、ロシア、オーストラリアに設
置されている。

64
(3)事業分野
①成形機械・プラント分野
木材、金属、ゴム業界向けのプレス機、プレス機を装備したプラントを
製造・販売。複合材料の成形加工用のプレスも取り扱っている。主な販売
実績は以下のとおり。
・木材加工 パーティクルボードの製造プラント等
・金属プレス アルミ加工用プレス(5 万トン)をアルコア社に納入
・ゴム加工 ベルトコンベヤー用のゴム成形プレス(3 万~4 万トン)等
②鋳造業
世界最大のハンドモールディングの鋳造所で、大型のパーツ(300~350
トン級)を鋳造できることが同社の強みである。
③原子力発電設備
原子力プラント向けのキャスクなどのパーツやサービスを提供している。
図 3-1-7-1 Siempelkamp 社本社・工場棟及び鳥瞰写真 4)

65
(4)複合材料のプレス装置
主に SMC・RTM・熱可塑プレス成形に用いるプレス装置を提供している。
販売形態としては、Advanced Composite Engineering GmbH(ACE)社(ドイツ)
に機械を販売し、同社を介して自動車、航空機メーカーと取引を行っている。
エンドユーザーとなる主な取引先として、ランボルギーニ、アウディ、エアバ
ス、メルセデスベンツ、東レなどが挙げられる。
ACE 社に単に納入するだけではなく、同社と一緒に客先に出向いてきめ細
かく顧客ニーズを汲み取り、テーラーメイド方式で製造する点が強みとなって
いる。
Siempelkamp 社製の複合材料成型用大型プレス機の特徴は、4 本の油圧シリ
ンダーを独立制御することにより、上型の角度制御が可能であることである。
上型角度をコントロールすることと計測システムにより、前後の正確なポジシ
ョニング(0.05mm)、圧力の均等な分散・分配、高速化が可能である。同社製
の主な複合材料成型用大型プレス機のラインアップを以下に示す。
①RTM プレス
同社製の RTM プレスは以下の部品製造に活用されている。
・アウディ R8 Spyder リアエンジンフード、フェンダー(CFRP)
・ベンツ AMG SL55 リアトランクルームフード(CFRP)

66
②Sheet Mouliding Compound(SMC)プレス
ガラス繊維と樹脂用のプレス機であり、バス用の意匠パーツなどを安価に成
形できる。成形型の交換が容易に可能なシステムを持ち、交換時間は従来の 2
分から 30 秒に短縮できる。活用実績は以下のとおり。
・ベンツ Capacity バスのリアバンパーフェイス
・マン Lion’s City フロントバンパーフェイス
また、簡単なシステム変更により、炭素繊維複合材料用の RTM にも転用で
きる利点もある。活用実績は以下のとおり。
・シボレーcorvette C7 フロントフード
図 3-1-7-2 RTM プレス 5)

67
③熱可塑 CFRTP 成形プラント
280~400 ℃で加熱し、オルガノシートを連続成形可能。
図 3-1-7-3 SMC プレス 5)
図 3-1-7-4 オルガノシート成形プラント 5)

68
④マルチ・シャットハイト・プレス
エアバスに納入。A380 の床板に使われるハニカム構造のサンドイッチパネ
ルの製造に利用されている。
⑤その他
Open Hybrid Lab Factory に設置するため、フォルクスワーゲンと連携して、
自動車分野で活用されるハイブリッドコンポジット用の高速プレス機を開発
中。今年 6 月に完成予定。
(5)開発手法
テーラーメイドの開発手法として、開発初期段階に顧客や樹脂メーカー、搬
送装置メーカー、注型機メーカーなどと合同の開発体制を構築する事により、
成形品に最適な成型システム開発製造を行っている。プレス機は当社が、型は
顧客が開発する形態がとられている。
コンポジットの形・構造のシミュレーションを行い、顧客をサポートするこ
とにも対応している。計算用のプログラムは世界で広く使われている ANSYS
を採用している。
(6)工場見学
・エアバスの A350 の床材となるハニカム構造のサンドイッチパネルは、エポ
キシ樹脂で成形。
図 3-1-7-5 マルチ・シャットハイト・プレス 5)

69
・熱可塑 CFRTP 成形プレスでは、帝人のオレガノシート(炭素繊維と Peek
材)を用いてフラップ材に成形試験中。プレス機は 430℃で加熱・加圧。
・ダブルベルトプレスは、240℃まで加熱可能。400℃まで加熱できるものを
開発中だが高価なことが課題。ICC のダブルベルトプレスとは異なり、細い
多数のローラーでプレスされる仕組み。
図 3-1-7-6 プレス機で成形した炭素繊維複合材
(右写真はサンドイッチパネル)
図 3-1-7-7 プレス成形した炭素繊維オルガノシート
(航空機のフラップ成形品)

70
・プレス機の部品はほぼ内製化している。
(7)参考資料
1) CFK-Valley Stade 2004-2014 History
2) http://cfk-valley.com/en/association.html
3) http://en.faserinstitut.de/30-organisation
4) http://www.siempelkamp.com/index.php?id=715&L=0
5) Siempelkamp 提供説明資料より引用
図 3-1-7-8 ダブルベルトプレス
図 3-1-7-9 プレス機部品の加工工場及び小型プレス用ローラー

71
3-1-⑧ ルーベン大学
(1)面談機関
・ルーベン大学
(2)ルーベン大学に炭素繊維複合材料の研究体制
ルーベン大学は、ベルギーのルーベン市にある大学で 1425 年に設置されてお
り、現存するカトリック系では世界最古の大学である。また、学業においても、
欧州総合大学を対象とした国際的な大学間協力体制作りを推進する組織「コイ
ンブラ・グループ」で中心的な役割を担っているベルギーを代表する総合大学
である。
図 3-1-8-1 ルーベン大学外観図
ルーベン大学の材料科学に関する研究はマテリアル工学科 (MTM)で行って
いる。MTM のスタッフは教授19名、研究員35名、博士課程の学生95名、
技師・アドミニストレーター30名となっている。この MTM は、大きく4つの
研究にグループにわかれており、炭素繊維に関する研究は、1982 年からベルポ
スト教授によって開始され、現在では Composite Materials グループが実施してい
る。

72
図 3-1-8-2 材料工学科(MTM)における研究グループ
Composite Materials グループの研究体制を図 3-1-8-3 に示す。Composite
Materials グループは、教授 5 名、プロジェクトマネージを担当する博士研究員 6
名、博士課程を含めた研究員 20 名、外部研究員 2 名の体制で実施している。
図 3-1-8-3 Composite Materials グループにおける研究体制

73
Composite Materials グループの主な研究は以下 5 つである
① マクロ-メソ/ナノ-ミクロレベルでの複合材料の研究(ロモフ教授担当)
② 複合材料の物理化学的な研究(セヴェノ氏担当)
③ 製造工程や製品開発(イヴァン氏担当)
④ ミクロ/ナノレベルでの複合材料の研究(ゴルバチフ氏担当)
⑤ 天然、バイオコンポジットの研究(ヴェル氏担当)
(3)研究予算
Composite Materials グループの研究予算獲得先名と予算額を表 3-1-8-1 に示す。
予算は約 1800k€で円に換算すると約 2.3 億円※となっている。この値は MTM の
研究グループとしても高い研究費の獲得を示している。予算の内訳として、主
にベルギー国内の競争的資金や第 7 次欧州研究開発フレームワーク計画(FP7)及
び外国政府からの予算が 7 割を超えている。これは、欧州各国の複合材料の研
究費が日本よりも多く配分されることも一因ではあるが、何よりルーベン大学
の高い研究能力から、ヨーロッパ各国を始めとして世界規模で研究・公的機関
との共同研究や連携につながり、その結果、この研究費の獲得に繋がっている
と思われる(図 3-1-8-4 及び 5)。また、Composite Materials グループは企業との
共同研究もさらなる強化していくことを明確にしており、今後は企業の研究予
算もさらに増えると考えらえる。
(※1€=130 円で換算)
表 3-1-8-1 2015 年の研究費内訳
予算種別 予算額(単位:k€)
国(競争的資金) 685
第 7 次欧州研究開発フレームワーク計画(FP7) 460
外国政府 231
ルーベン大学 220
ソフトウェア(EST)からの収益 100
企業 94
総計 1,790
74
(4)産学及び国際連携
ルーベン大学 Composite Materials グループのヨーロッパにおける連携として、
以下が挙げられる。
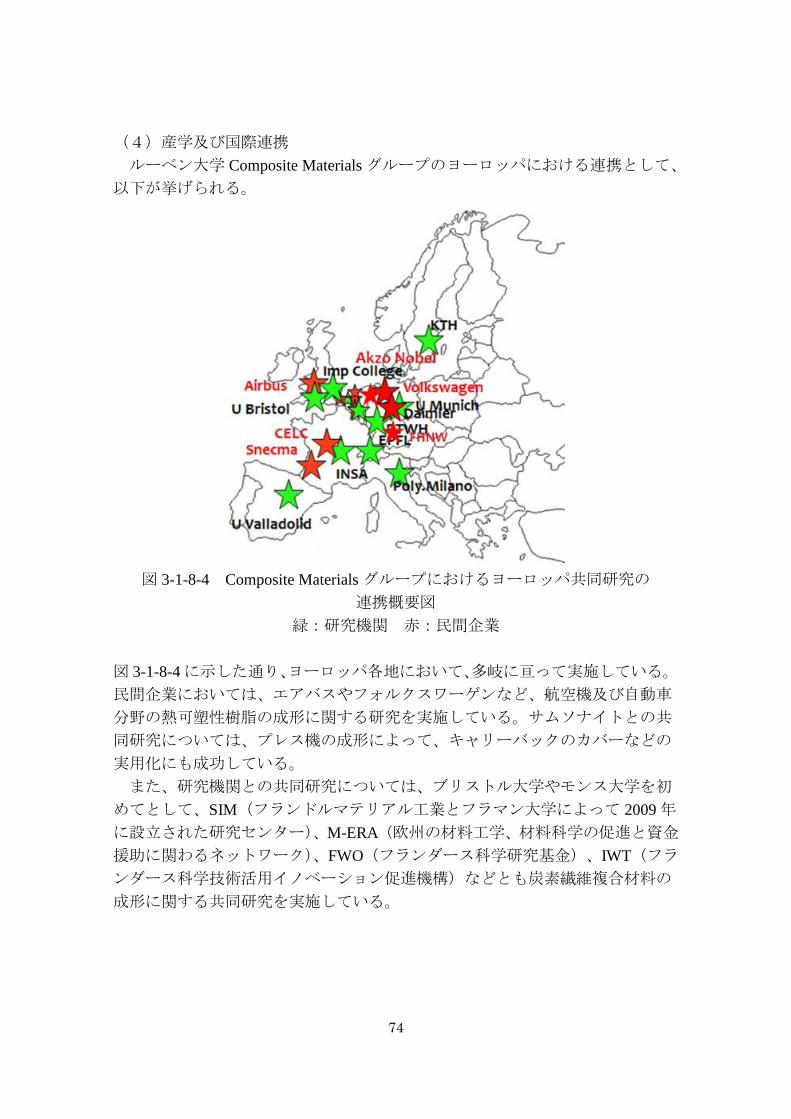
図 3-1-8-4 Composite Materials グループにおけるヨーロッパ共同研究の
連携概要図
緑:研究機関 赤:民間企業
図 3-1-8-4 に示した通り、ヨーロッパ各地において、多岐に亘って実施している。
民間企業においては、エアバスやフォルクスワーゲンなど、航空機及び自動車
分野の熱可塑性樹脂の成形に関する研究を実施している。サムソナイトとの共
同研究については、プレス機の成形によって、キャリーバックのカバーなどの
実用化にも成功している。
また、研究機関との共同研究については、ブリストル大学やモンス大学を初
めてとして、SIM(フランドルマテリアル工業とフラマン大学によって 2009 年
に設立された研究センター)、M-ERA(欧州の材料工学、材料科学の促進と資金
援助に関わるネットワーク)、FWO(フランダース科学研究基金)、IWT(フラ
ンダース科学技術活用イノベーション促進機構)などとも炭素繊維複合材料の
成形に関する共同研究を実施している。

75
図 3-1-8-5 Composite Materials グループにおける国際共同研究の
連携概要図
緑:研究機関 赤:民間企業
海外においては、日本では東レ、大阪大学、ロシアでは Skoltech (Skolkovo
Institute of Science and Technology)、ベトナムではCantho大学とも連携しており、
国際的にも積極的な活動を実施している。ルーベン大学との研究戦略としても
今後は海外研究機関との連携をさらに進めていく予定である。
なお、ルーベン大学と東レとの共同研究は、継続的に実施しており、ベルポ
スト教授及びロモフ教授ともに、東レチェアーとして、複合材料の研究開発に
関わっている。

76
(5)Composite Materialsグループにおける研究テーマの紹介
Composite Materials グループにおける研究テーマトピックについては、テキス
タイルやナノ・ミクロ材料とのハイブリッド、界面(表面)特性、ナチュラル
ファイバーを用いた研究等を実施している。以下に詳細を述べる。
図 3-1-8-6 マクロ‐メソ研究
(教授のプレゼン資料から引用)
マクロ‐メソ研究は、炭素繊維束やテキスタイルを扱う研究である。この研究
テーマはロモフ教授が主に担当している。具体的には、最先端のソフトウェア
(WiseTex、TexComp、FlowTex など)を使い、テキスタイル強化材料の機械的挙
動と織り方の最適化の予測を行う研究、テキスタイルやランダム材の損傷開始
や損傷の進展の理論的な予測を行う研究、テキスタイルの変形性、特性、進歩
的な製造プロセスに関するモデルの研究などを実施している。

77
図 3-1-8-7 ナノ‐ミクロ研究
(教授のプレゼン資料から引用)
ナノ‐ミクロ研究は主にハイブリッドコンポジットを扱う研究である。この研
究テーマはゴルバチフ研究員が主に担当している。例えば、炭素繊維複合材料
やガラス繊維複合材料の脆性という欠点を、ステンレス繊維を混ぜ、ハイブリ
ッド化することで克服する研究や CNT の混錬による複合材料を強化する研究を
行っている。CNTの混錬については、熱硬化性樹脂でエポキシ樹脂の分散性を制
御することで、材料の機能性を高めている。また、延性のあるスチール繊維な
どといった複合材料に使用できる新規の繊維を模索している。

78
図 3-1-8-8 物理化学に関する研究
(教授のプレゼン資料から引用)
物理化学に関する研究は主にセヴェノ教授が担当している。コンポジットの
最終的な特性は、そのコンポジットの構成成分(繊維とマトリックスとその他
の強化剤)の物理的および化学的性質による。特に、これらの構成成分間の界
面(表面)は重要な役割を果たしているおり、セヴェノ教授らは実験に基づく
ナノスケールのモデルリング技術で各種の界面(表面)の特性を把握する研究
などをおこなっている。また、熱硬化性樹脂、熱可塑性樹脂に関する繊維と母
材との相性(高温時の樹脂の濡れ性)を直接的に測定する研究も行っている。

79
図 3-1-8-9 コンポジット製造方法とそのアプリケーションの開発
及び天然繊維に関する研究
(教授のプレゼン資料から引用)
コンポジット製造方法とそのアプリケーションの開発及び天然繊維に関する
テーマではイヴェン教授とヴェル教授が担当している。
生物由来の繊維には低コスト、生分解性などの特徴があり、天然繊維には低
コスト、低摩擦性、良好な吸音性、良好な振動減衰性などの特徴があり、これ
らを活かしたコンポジット作製を研究している。また、天然繊維の構造の解析
や物性の改良なども研究している。また、ナチュラルファイバーの多糖類の特
性を活かして、バイオマテリアルの開発を行っている。さらに、産業的な分野
として、天然繊維を用いた斜めからの衝撃に耐性がある新規なヘルメットの開
発を行っている。そのヘルメットに必要な形状や特性を決定するための試験方
法の開発にも取り組んでいる。

80
(6)研究設備
ルーベン大学の Composite Materials グループが所有する設備については以下
のとおりである。
複合材料製造装置
1) プリプレグ製造装置(Prepreg production unit)
このプリプレグ製造装置は一方向繊維または織物および熱硬化性マトリック
ス(エポキシ樹脂又はフェノール樹脂)からなるプリプレグの製造に使用する
ことができる。また、熱可塑性マトリックス(最高融解温度 300℃)に対しては、
プリコンソリデーションテープを製造するために使用することができる。最大
プリプレグ幅は 30cm である。
図 3-1-8-10 プリプレグ製造装置(Prepreg production unit)

81
2) オートクレーブ(Autoclave)
オートクレーブ(最大温度 180℃、最大圧力 7bar)は熱硬化性複合材料の生産
に対して利用可能である。
図 3-1-8-11 オートクレーブ(Autoclave)
3) ホットプレス (Hot presses)
熱硬化性または熱可塑性樹脂の平板製造のために使用可能である。
MTM のプレスクレーブ(Pressclave)は真空装置が備え付けられており、最大動
作温度は 300℃である。ホットプレスは 200℃/分までの高速の冷却速度が可能で
あるコールドステージと最大動作温度が 500℃のホットステージ、これら 2 つの
ステージを持つプレスである。
図 3-8-12 プレスクレーブ
図 3-8-13 ホットプレス

82
4) RTM(Resin transfer moulding equipment)
RTM は、複合材料部品(500 から 50.000 もの部品数)の大量生産のための最
も重要な製造技術である。この RTM は、異なった繊維強化材への浸透定数を求
める研究のために、開発された装置である。この研究目的のために、透明な金
型が使用され、液体に関しては、樹脂または特別な試験用の流体が使用されて
いる。
さらに以下の RTM-機器も利用可能である。
・軽量 RTM のセットアップ。
・厚い平板製造のための産業サイズの金型のセットアップ。
・高圧型金型のセットアップ(熱可塑性プレポリマー使用時)
図 3-1-8-14 RTM(Resin transfer moulding equipment)
5) 二成分低圧噴射装置(Two component low pressure injection equipment)
このシステムは、主に、ポリウレタン発泡体製造のために使用される。この
装置は、サンドイッチパネル(3D 不織布サンドイッチ布に基づく)の生産に必
要なポリウレタン発砲を中空空間内への注入する工程に使用され、もしくは、
小さなガラス-ポリウレタン発砲部品の RRIM 生産のために使用される。後者の
場合、小さな金型が利用可能である。

83
図 3-1-8-15 二成分低圧噴射装置
6) Drumwinder
一方向繊維用含浸装置である。最大長さ 2m のプリプレグを製造することがで
きる。
図 3-1-8-16 Drumwinder

84
7) Fontijne プレス
熱可塑性複合材料の成形に向けた熱成形装置である。熱可塑性シートは、予
備加熱(赤外線)され、その後、金型内に移され、金型を加熱し、深絞り加工
を行い成形品にする。
図3-1-8-17 Fontijne プレス
8) Haco press
これは主に、熱可塑性複合材料を成形するために使用大きな工業用サイズの熱
成形装置である。熱可塑性シートは、予備加熱され、その後、金型内に移され、
金型を加熱し、深絞り加工を行い成形品にする。様々な金型を装着することが
出来、嵌合し、必要に応じて予備加熱することができる。
Haco プレス成型
品
金型
図 3-1-8-18 Haco press

85
コンポジット物性測定装置
ルーベン大学には、コンポジット物性を測定するための、装置は一通りそろ
っており、規格に記載されている測定はすべてできるような状態であると感じ
た。
1) 静的試験
静的試験は必需品であり、試験の様式はコンポジットの試験とともに発展し、
下記のように様々な試験方法がある。
・引張試験
・3または4点曲げ
・圧縮試験(ワイオミング方式やボーイングのCAI測定がある。)
・せん断試験(3レールシア法、平面ねじり法、ショートビーム法、イオシペ
クス法)
・破壊靭性試験
・複合試験(引張、フラットワイズとレングスワイズ圧縮、曲げ、フラットワ
イズせん断、クライミングドラム剥離)
・熱可塑コンポジットの層間の摩擦および熱可塑性樹脂と型の間の摩擦
上記の試験は下記試験機にておこなう。上記試験に合わせて、治具を取り換
えて使用する。
図 3-1-8-19 引張試験機(引張試験機用のジグ装着済み)

86
図 3-1-8-20 摩擦係数を測定するためにベルポスト教授らが独自に組み立てた
装置
図 3-1-8-21 恒温槽付き試験機(恒温槽は 300℃まで昇温できる。ロードセル
は 250KN。)
このような恒温槽の中では、曲げ試験用治具を用いてクリープ試験をおこな
える。恒温槽の中で各温度で、一定荷重下でのたわみの変化をモニターできる。

87
2) 疲労試験
繰り返し荷重を掛けている際のクラックの進展と多くの損傷モードの違いの
ため、コンポジットの疲労寿命の予測は簡単にはできない。疲労試験をするこ
とで、コンポジットの疲労寿命を測定するだけでなく、測定中に進展する損傷
をモニターすることができる。この損傷状態とコンポジット物性低下は互いに
関係している。疲労試験はほとんど引張モードか曲げで行われる。圧縮やねじ
りモードでも疲労試験は可能である。損傷の開始は、超音波探傷によってモニ
タリングが可能である。
図 3-1-8-22 油圧式疲労試験機 図 3-1-8-23 高周波数の疲労試験機

88
4) 衝撃試験
破壊エネルギーの測定のため、振り子衝撃試験機を有している。この装置は、
ISO標準規格によってアイゾットとシャルピーのタイプに分かれる。
平板試験片は、損傷進展などへの低エネルギー衝撃の影響は重要である。それ
ゆえ、2つの落錘装置も設置している(2つのうち一台は恒温槽付き)。
損傷範囲は、非破壊分析(X線測定など)により映像化する。衝撃用試験片
は、引張や曲げや圧縮などにより衝撃を導入される。
図 3-1-8-24 アイゾットとシャルピー試験機
図 3-1-8-25 落鍾試験機
左:落錘の先端形状が尖がっている。 右:落錘の先端形状が平らか丸。

89
5) 織物のドレープテスト
織物を用いた複合強化材の製造には、織物の変形に関する詳細な知識が必要で
ある。織物のせん断変形は引張試験に取り付けられている格子状トラス型フレ
ームで観測することができる。二軸変形の特徴として、二軸試験機は発達した。
図 3-1-8-26 トライアギュレーションシステムにより、テキスタイルの厚みと
変形を観測する装置。
二軸引張試験機(Biaxial tensile tester)は独立した4方向から引っ張り、その応力
を察知する。さらに、上下面から加熱することも可能である。
図3-1-8-27 二軸引張試験機(Biaxial tensile tester) (右図は加熱部)

90
6) 人口気候室
人口気候室は試験片の耐候性を測定する時に使用する(温度、湿度)。
図 3-1-8-28 乾燥機と人口気候室

91
3-2 技術シーズ・ニーズ
3-2-1 国際展示会における最新の技術シーズ・ニーズについて
(1)JEC Europe について
JEC は、複合材料に特化した展示会と国際会議の総合イベントとしてパリ市
内の展示会場において 1957 年から毎年開催されている世界最大の展示会であ
る。アメリカ(ボストン・アトランタなど)のほか、アジア(シンガポールな
ど)においても同様に開催されているが、パリでの展示会「JEC Europe」は、
素材・装置・加工など、先端複合材料の製造に関わるあらゆる分野から約 1,200
社以上が出展し、織編組物素材やそれらを用いた炭素繊維複合材料部品が展示
されており、この展示会に参加することで、炭素繊維をはじめとする複合材料
に関する最先端の技術動向を調査することが可能となる。
特に日本のプレス成形加工に着目すると、多くの日本のプレスメーカーは、
従来の金属プレス成形の技術は有しているものの、炭素繊維複合材料のプレス
成形についてはノウハウの蓄積がなされていないため、スタンパブルシートの
加熱・搬送用装置やプレス装置を一つのシステムとして売り出すようなメーカ
ーは存在せず、海外メーカーに後れを取っているのが現状である。さらに、レ
ーザー加工技術の分野では、炭素繊維複合材料のレーザー切断加工技術を保有
している日本企業がある一方で、海外ではレーザーの加熱を使用した Fiber
placement といった自動積層技術(AFP)の研究が進められており、この分野でも
先を越されている。
北陸地域における織編の技術シーズに加えて、金属加工分野で培ってきた技
術シーズとしてプレス機、レーザー加工機、ウォータージェット加工機、ロー
ルフォーミング技術などが挙げられ、これらの技術シーズを炭素繊維複合材料
分野へ用途展開を図るためにも、JEC Europe2015 における欧米メーカーのノ
ウハウを視察する必要がある。
(2)調査結果
①JEC Europe 2015 の主な特徴
今回の JEC Europe 2015 の主な特徴として、(i)BMWi3 の量産開始に代表さ
れる自動車分野での RTM を中心としたサプライチェーンの構築と熱硬化性樹
脂による製造技術の多様化、(ⅱ)今後、世界的に需要拡大が想定されている航空
機分野における、低コスト化、高生産性を狙った自動成形技術(Fiber Placement)
の開発、(ⅲ)また近年適用技術の開発が進んでいる CFRTP(熱可塑性樹脂)の
分野では注目される技術として、熱可塑性樹脂を用いた引抜成形が見られたが、
その他のスタンピング成形、オーバーモールディング成形、型内重合成形など
については展示が少なく注目される展示が見られなかった。以下にその概要を
示す。

92
1)自動車分野における量産化技術(サプライチェーンの構築に向けて)
自動車分野においては、BMW から昨年販売された i3 や i8 等に代表されるよ
うに、すでに欧州ではサプライチェーンの構築がなされつつあり、さらなる量
産化や次世代に向けた新たな技術の提案が多く行われていた。その中でも
Kurauss Maffei 社においては、硬化時間の短い熱硬化性樹脂(約5分)を用いた
成形手法の展示が行われていた。この手法は、HP-RTM、C-RTM、Wet-molding
の3通りに大別され、HP-RTM は、あらかじめ炭素繊維から製品の立体形状に
対応した3次元形状のプリフォームを作製し、金型内にそのプリフォームを入
れて型締めした後に、バキュームしながら高圧でエポキシ樹脂を注入・硬化さ
せることで成形する手法である。また、C-RTM も HP-RTM と同様に3次元のプ
リフォームを作製し、金型内にそのプリフォームを配置するが、型締めをする
前にエポキシ樹脂を注入(オープンモールディング)した後に型締めを行い成
形する手法である。さらに、Wet-molding は、下型の上に炭素繊維を配置し、そ
の上から樹脂を塗布した後、上型を被せて型締めして成形する手法である。こ
れらの3通りの手法ともすでに自動化されており、実際の i3 や i8 の製造ライン
としてほぼ実用化されている。
図 3-2-1 HP-RTM と C-RTM

93
図 3-2-2 Wet-molding
また、平面の炭素繊維基材から立体形状の自動車部品等を如何に効率よく製
造するかが従前の課題であるが、DIEFFNBACHER 社では Fraunhofer と共同で複
雑形状に対する織物プリフォームについての開発を行っており、カッティング
技術、バインダー選定、ハンドリング技術等、高い生産性と品質を満足する全
自動化プロセスの開発を行っている。
また、賦形性と生産性の点からは、SMC 材が従来のポリエステル、ビニエス
テル樹脂とガラス繊維から、より高い性能を見込めるエポキシ樹脂、炭素繊維
を適用した展示が見られ、今後期待される材料の一つと考えられる。
図 3-2-3 Automation Textile Preform によるトランクリッドの試作

94
図 3-2-4 HUNTSMAN 社 SMC 材(EP/CF) 図 3-2-5 三菱レイヨン社 PCM、
SMC ハイブリッドモールデ
ィング
さらに、今回の展示会全般に言えることであるが、環境面を配慮した天然素
材を用いた複合材料が多く出品されており、自動車分野においても構造材料部
材以外では天然素材を強化材としている部材が多く展示されており、実際にフ
ランスの Faurecia 社が開発した麻を用いたハニカム材料が Semi-Products 部門の
Award を受賞していた。
図 3-2-4 麻を用いた複合材料部品
また、自動車分野として成形時間を短縮するため、熱可塑性樹脂を用いたプ
レス成形手法に加えて引抜などの連続成形手法についても、多くの提案がなさ
れていたが、その詳細については、連続成形手法の項目で詳述する。
2)航空機分野の生産技術
航空機分野では従来のエポキシ樹脂に代表される熱硬化性樹脂を用いた約
10cm 幅程度のテープの積層技術と比較して、より複雑な形状にも対応できる生
産性の高い Fiber Placement 技術が多く提案されていた。ドイツの
Broetje-automation 社は、炭素繊維の糸をセットするクリール、糸を積層する
ロボットアーム、及び積層台などが一体となった非常にコンパクトな Fiber
Placement 装置を開発し、JEC2015 の Award を受賞していた。さらに、Hexcel
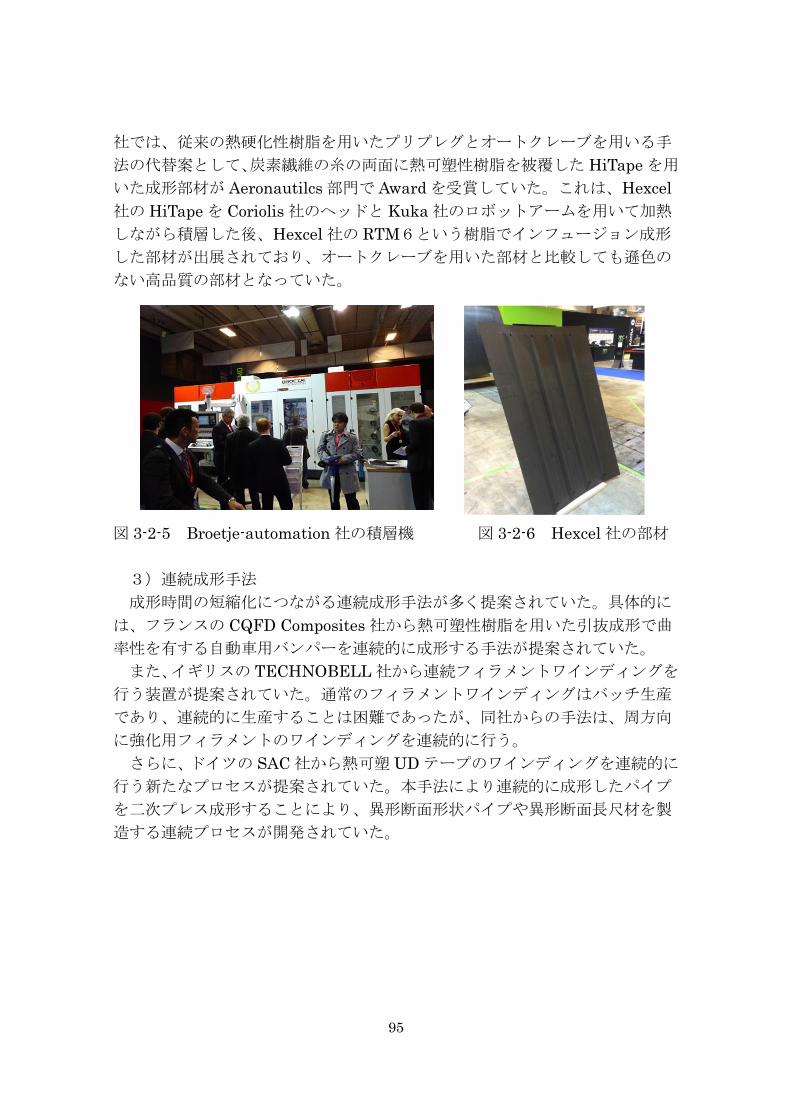
95
社では、従来の熱硬化性樹脂を用いたプリプレグとオートクレーブを用いる手
法の代替案として、炭素繊維の糸の両面に熱可塑性樹脂を被覆した HiTape を用
いた成形部材が Aeronautilcs 部門で Award を受賞していた。これは、Hexcel
社の HiTape を Coriolis 社のヘッドと Kuka 社のロボットアームを用いて加熱
しながら積層した後、Hexcel 社の RTM6という樹脂でインフュージョン成形
した部材が出展されており、オートクレーブを用いた部材と比較しても遜色の
ない高品質の部材となっていた。
図 3-2-5 Broetje-automation 社の積層機 図 3-2-6 Hexcel 社の部材
3)連続成形手法
成形時間の短縮化につながる連続成形手法が多く提案されていた。具体的に
は、フランスの CQFD Composites 社から熱可塑性樹脂を用いた引抜成形で曲
率性を有する自動車用バンパーを連続的に成形する手法が提案されていた。
また、イギリスの TECHNOBELL 社から連続フィラメントワインディングを
行う装置が提案されていた。通常のフィラメントワインディングはバッチ生産
であり、連続的に生産することは困難であったが、同社からの手法は、周方向
に強化用フィラメントのワインディングを連続的に行う。
さらに、ドイツの SAC 社から熱可塑 UD テープのワインディングを連続的に
行う新たなプロセスが提案されていた。本手法により連続的に成形したパイプ
を二次プレス成形することにより、異形断面形状パイプや異形断面長尺材を製
造する連続プロセスが開発されていた。

96
図 3-2-7 自動車用バンパー(引抜成形)
図 3-2-8 連続フィラメントワインディング成形装置(熱硬化性樹脂)
図 3-2-9 連続フィラメントワインディング成形品(熱可塑性樹脂)

97
②ジャパンブース
経済産業省と NEDO が中心となって、今回初めて「ジャパンブース」が設置
され、北陸地域の7社を含めた 24 社・団体が共同でブースに出展し、炭素繊維
複合材料の中間基材や成形手法について日本の高い技術を世界に発信した。そ
の初日である10日には、経済産業省から谷明人審議官らも参加してオープニ
ングセレモニーが開催された。
また、日本における炭素繊維の研究開発拠点である東京大学、NCC(ナショ
ナルコンポジットセンター、名古屋大学)、ICC(革新複合材料研究開発センタ
ー、金沢工業大学)からも出展が行われ、日本の主要な研究開発拠点における
最先端の研究内容について紹介が行われた。特に炭素繊維複合材料分野では、
成形や加工に強みを持つ北陸地域と、自動車や航空機などの川下の最終製品分
野が集積する東海地域が連携し、両地域に炭素繊維複合材料の一大生産・加工
拠点の形成を目指す「東海・北陸連携コンポジットハイウェイ構想」が昨年 11
月にスタートしており、両地域を中心とする企業のシーズ集についても紹介が
行われた。さらに ICC からは、航空機や自動車分野に加えて炭素繊維複合材料
の錆びないという特色を活かせる分野として、建築土木など社会インフラへの
利用拡大を目指した研究開発についての紹介が行われた。
その他に、ジャパンブースでは日本の企業で独自に出展している企業の一覧
やその企業のブースが会場のどこにあるかが一目でわかる案内看板が設置され
ており、ジャパンブースとしての役割を果たしていた。
図 3-2-10 ジャパンブース 図 3-2-11 オープニングセレモニー
③ 各国のナショナルブース
③-1 ドイツ
ドイツブースの中央にCFK-Vallyのクラスターと参画企業18社の合同
ブースを出展。メルツ CEO、ヘルマン CTO などの CFK 幹部も 3 日間参
加し、パネル展示や参画企業の試作品展示を通じて、CFK における研究

98
内容の紹介が行われていた。また、フラウンホーファーIFAM(生産技
術・応用マテリアル研究所)がフォルクスワーゲン社と共同で Flex plas
Release Film を用いたエンジンフードの試作品を展示していた。同シー
トは、金型と強化材料が直接に接触しないように、あらかじめ金型にそ
のシートを貼り付けた状態で強化材料を金型に配置してからプレス成
形することにより、成形後の金型の清掃が不要で、さらに成形品も塗装
可能な平滑な表面状態とすることが可能である。また、これまで、RTM
成形炭素繊維織物を用いたプリフォームの製造工程をロボットで自動
化する手法についても紹介されており、その基材の厚みはおよそ 10mm
程度であった。
図 3-2-12 CFK-Valley 図 3-2-13 エンジンフード
図 3-2-14 自動化装置によるプリフォーム(再掲)
③-2 フランス
EMC2 はフランス南西部アキテーヌ地域の航空宇宙分野を中心とし
た先端複合材料の地域クラスターである。今回のフランスブースは、同
国のイノベーション開発庁が設けた合同ブースであり、EMC2 を中心に
アルケマ、東レ CFE、ヘラクレス、Roxel、エアバス、ダッソー航空、
イプシロンなどの企業 23 社が共同出展していた。

99
図 3-2-15 フランスブース 図 3-2-17 出展企業(JVG GROUP)

100
3-3 人材育成
(1)目的
炭素繊維複合材料の研究開発や製造技術において、先進的な取り組みをして
いる欧米では、複合材料に関する専門教育が研究機関のみならず、民間企業で
も盛んに行われている。例えば、炭素繊維複合材料分野で欧州有数のクラスタ
ー集積が進むドイツの CFK-Valley では、クラスター内に私立大学のキャンパス
が設立されており、複合材料分野の修士課程教育プログラムが実施されている。
また、イギリスの UK-NCC では、炭素繊維複合材料の基礎的な座学からプリプ
レグシートの成形技術の基礎や応用コース、RTM をはじめとする各種複合材料
製造技術の実技講習を通じて、その技術を習得できる技術者育成コースを設け
ている。さらに、UK-NCC では、施設内の設備を含む実習場所の貸し出しも行
われており、この場所を借りて民間企業が複合材料に関する教育プログラムな
どを開催している。また、アメリカにおける炭素繊維複合材料は軍需関係や航
空機産業を中心に産業が成り立っていることから、大学研究機関の教育のみな
らず、Abaris をはじめとする民間企業が複合材料における技術者教育を実施して
いる。一方、我が国においては、研究機関における学部・大学院などで専門的
な教育は実施しているものの、社会人を中心とした集中的な複合材料技術者育
成プログラムは、ほとんど取り組まれていないのが現状であり、その結果、当
該分野における技術者が圧倒的に不足している。
欧米においては、上述したような技術者育成の環境が充実しているからこそ、
多様な技術者やノウハウが生み出され、製造技術・装置開発の強みを高める大
きな要因となっている。しがたって、今後、ICC を中核として北陸地域が目指す
炭素繊維の一大生産拠点を達成するためは、量産化を目指した製造プロセス技
術・装置開発技術が必須であり、そのためには、圧倒的に不足している川中、
川下企業を中心とした技術者の人材育成を促進していく必要がある。
そこで、本章ではアメリカにおける複合材料分野の人材育成の取り組みを確
認するため行った、技術者教育で豊富な実績を有する Abaris 社の人材育成プロ
グラム調査について記す。
(2)調査対象(Abaris Training)の概要
Abaris は 1983 年に設立された複合材料のトレーニング機関であり、図 3-3-1
で示した RENO、NEVADA、GRIFFIN、GEORGIA、BRASILIA、BRAZIL の 3
箇所にトレーニングセンターを設けている。今回の調査では RENO(図 3-3-2)
で講習を受けることとした。
当機関は設立以来、約 2 万人の受講生を当該分野へ送り出している複合材料
の民間教育機関であり、当機関の行う人材育成プログラムには、世界中から受
講者が集まってきている。例えば、ランボルギーニ社においては、Abaris で高度
な研修を受け、米国連邦航空局が認証する先進複合材料構造損傷修理資格を取

101
得することで、カーボンファイバー車両修理サービスにおいて、TUV(ドイツ
の技術検査協会で取得できる安全規格)の認証を取得している。このように各
企業の用途や目的に応じたプログラムを受講して技術力を高めている。
(3)教育プログラムコースについて
Abaris の教育プログラムは、企業技術者の技術を高めるために必要な複合材料
分野の初級から高度な技術まで幅広くメニューが設けられている。これらの多
種のカリキュラムから受講者の技術レベルに応じて、柔軟にプログラムを組み
立てることが可能であり、複合材料分野の技術を修得することができる。以下
に Abaris が実施しているトレーニングプログラムの概要を示す。
研修プログラムは、職種別の 3 コース(Engineering & Design、Manufacturing、
Repair)に大きくに分けられている。さらに、各コースを細分化した複数のカリ
キュラムが用意され、習得技術の目的に応じた研修を受講できる。また、複合
材料における一般的な内容のほかに、自動車や航空機、風力ブレードなどのプ
ロダクトに特化したカリキュラムも用意されている。
①Engineering & Design Courses
・E-1 Essentials of Composite Materials for Engineers & Technical Managers
・E-2/R-9 Structural Engineering for Composite Repair
・E-3/R-10 Aerospace Repair Analysis & Substantiation
・E-4 Composite Laminate Analysis
・E-5 Composite Structural Design
・E-6 Composite Joint Design & Analysis
・E-7 Sandwich Structure Design & Analysis
・E-8 Advanced Stress Analysis Methods for Composites
・E-9/M-9 Advanced Composite Processing – Viscoelastic Properties & Material
Management
図 3-3-1 Abaris Training のロケーション 図 3-3-2 Abaris Training RENO Facility

102
②Manufacturing Courses
・M-1/R-1 Advanced Composite Structures: Fabrication & Damage Repair-Phase 1
・M-2 Advanced Composite Manufacturing 2
・M-3 Advanced Composite Manufacturing 3
・M-4/R-7 Adhesive Bonding of Composites & Metals
・M-5 Resin Infusion Technologies
・M-6/R-8 Mold Fabrication for Production and Repairs
・M-7/R-6 Non Destructive Inspection Techniques for Technicians and Inspectors
・M-8/R-11 Advanced Composite Drawing Interpretation
・E-9/M-9 Advanced Composite Processing – Viscoelastic Properties & Material
Management
・M-10/R-12 Certified Composite Instructor: Level I (Train the Trainer)
・MQA-1 Fundamentals of Advanced Composite Auditing
③Repair Courses
・M-1/R-1 Advanced Composite Structures: Fabrication and Damage Repair Phase 1
・R-2 Advanced Composite Structures: Damage Repair – Phase 2
・R-3 Advanced Composite Structures: Damage Repair – Phase 3
・R-4 Repair of Bonded Aluminum Structures
・R-5 Composite Windblade Repair
・M-7/R-6 Non Destructive Inspection Techniques for Technicians and Inspectors
・M-4/R-7 Adhesive Bonding of Composites & Metals
・M-6/R-8 Mold Fabrication for Production and Repairs
・E-2/R-9 Structural Engineering for Composite Repair
・E-3/R-10 Aerospace Repair Analysis & Substantiation
・M-8/R-11 Advanced Composite Drawing Interpretation
・M-10/R-12 Certified Composite Instructor: Level I (Train the Trainer)
・R-13 Cessna Repair Course
・R-14 Advanced Composite Automotive Structural Repair-2
・R-15 Advanced Composite Automotive Structural Repair-3
今回受講したコースは、M-1/R-1 Advanced Composite Structures: Fabrication and
Damage Repair Phase 1(先進複合材構造:製作と損傷の修理)である。これは、
Manufacturing と Repair が組み合わされた最も基礎的なレベルのカリキュラムで
あり、米国における基礎的な教育プログラムの内容を調査するのに適した内容
である。

103
図 3-3-4 成形物サンプルピース 図 3-3-3 講義室
(4)講義室・実習室
講義は少人数で実施されており、15 人程度の受講者に対して、小規模な講義
室(Lecture Room:図 3-3-3)で行われた。また、講義室には、多くの炭素繊維複
合材料成形物のサンプル展示があり(図 3-3-4)、講義の内容に応じて成形物サン
プルを用いた説明があり、実成形品をイメージしながら受講できる工夫がなさ
れていた。
各実習室の特徴は、10 人程度での講習を想定した小さな実習室であり、作業
の指導や質疑が柔軟に行える環境であった。また、各実習室は、作業テーブル
の高さや照明の照度、粉じん対策など、作業効率や安全性を考慮した環境が整
備されていた。

104
(5)講義・実習について
今回は、プログラム表 3-3-1 で示す 5 日間の講習カリキュラムを受講した。座
学による講義内容は実習を通じて習得できる内容になっている。
表 3-3-1 人材育成スケジュール
日 時 内 容
2 月 9 日
(1 日目)
講義 ・Advanced Composite Introduction
・ABARIS の沿革
・Advanced Composite の実用例
・Resins & Fibers Slideshow
樹脂の種類、織りの種類、繊維の種類
・異方性
実習 CFRP プリプレグ積層
2 月 10 日
(2 日目)
講義 ・Advanced Composite Health & Safety Slideshow
・プリプレグ、接着剤について
実習 ・Wet-LayUp
・1 日目に作製したプリプレグ積層板の脱型
2 月 11 日
(3 日目)
講義 コア材の種類について
実習 ・2 日目に成形した Wet-LayUp の脱型
・サンドイッチ板(KV/Honeycomb & GF/Div 発泡コ
ア)
2 月 12 日
(4 日目)
講義 リペアについて(ステップ法、スカーフ法の説明)
マシンツール(加工工具?)の紹介
実習 2/11 に作成したサンドイッチ板のスカーフリペア
2 月 13 日
(5 日目)
講義 ・非破壊試験について
・習熟度確認試験
実習 4 日目に製作したサンドイッチ板の脱型
105
① 2月9日(月)1日目
<講義>
1)Advanced Composite Introduction
・ ABARIS の沿革
Abaris の設立経緯やトレーニングコースについて説明があった。
・ Advanced Composite の実用例
大型旅客機や自動車、風力発電ブレード、ライザーパイプなどの適用例、
およびトンネル内の補強作業風景などの成形事例が紹介され、炭素繊維複
合材料の様々な実用例に関する説明があった。
2)Resins & Fibers について
・樹脂の種類、織物の種類
エポキシ、ポリエステルなどの炭素繊維複合材料に使用されている樹脂と
繊維の種類についての説明、および Yarn や Tow などの繊維束(糸)の形態、
紡織の種類による強化繊維形態についての説明があった。
3)異方性について
繊維強化複合材料は等方性の金属材料と異なり、強化繊維の配向方向により
材料の強度や弾性率、熱伝導率などの材料物性が異方性を持つ。ここでは、繊
維配向の角度定義や配向角を考慮した積層構造についての説明がされた。
<実習>
1)熱硬プリプレグの積層/バギング
講義で学んだ Symmetric/Asymmetric 積層の影響を経験するため、繊維配向角が
異なる複数種類の積層板の成形実習を行った。

106
② 2月10日(火)2日目
<講義>
1) Advanced Composite Health & Safety Slideshow について
材料のカタログや MSDS を一読し、安全標準にしたがって作業をするよ
うに指導があった。また、作業に応じて、保護めがねやマスク、手袋などの
保護具類を使用する必要があることや、基礎的な取扱注意等が説明された。
このような安全教育は慣れによって認識が薄くなる傾向や、作業の初任者
等の安全意識が定着しやすいので、最初に習慣づけることが非常に重要であ
る。
これからは、日本でも複合材料の使われ方や安全性、健康や環境に関する
影響を理解してもらえるような活動も必要になってくると考える。
2)プリプレグや接着剤について
・プリプレグの製造法
製造法として Resin bath system(溶剤法)と Hot melt solution route について
説明があった。(図 3-3-23、24)また、プリプレグシートの保管方法の注意点
(温度管理)や硬化プログラムについても説明があった。(図 3-4-25)
・接着剤の種類と接着層の厚管理方法について
接着剤には Liquids、Pastes、Film に分類について説明があった。なお、
Liquids は 100~6000cps、Pastes は>8000cps と定義付けていた。また接着
工程では接着層厚(膜厚)管理が重要であり、接着層厚のために
Micro-Beads や Scrim Cloth(メッシュ状のガラス繊維クロス)、Mat(不織
布)などを用いるなどの説明があった。
図 3-3-23 Resin bath system 図 3-3-24 Hot melt

107
<実習>
1)Wet-Lay Up
実習はグループで作業を行い、各グループでの積層構成は共通であるが、
各グループが異なった副資材構成で成形を行った。本作業も1日目同様に、
ネスティング作業から実習を開始した。Wet-Lay Up 作業は、講師のデモンス
トレーションがないまま実施したため、経験の少ない受講者は戸惑う場面も
見られた。ICC において、実技講習を行う際は、必ずデモンストレーション
を行い、その後でサポートスタッフを加えて実習行うことで受講者の理解力
が高まると感じた。
2)1日目に製作したプリプレグ積層板の脱型
各受講者が前日に作製したプリプレグ積層板(積層構成がそれぞれ異なる)
の脱型作業を行った。製作した板が Flat な平面に成形されているか、変形して
いるか(ねじれ Twist や反り Curve)を脱型前に各自予想し、その理由をディ
スカッションしながら 1 枚ずつ脱型した。このように Gr 間でディスカッショ
ンすることは、受講者の理解度を確認することができ、有効な教育システムで
あると感じた。
図 3-3-26 接着の板厚管
理
図 3-3-27 Micro-Beads

108
③ 2月11日(水)3日目
<講義>
1)コア材の種類について
フォームコア、バルサコアやハニカム材など、各種コア材(サンドイッチパ
ネルの中間層材)それぞれの特徴を学んだ。また、サンドイッチ構造における
特性(強度、剛性、重量)の解説がされた。
<実習>
1)2日目に作製した Wet-Lay Up の脱型
2日目に行った Wet-Lay Up(Wet vacuum)の脱型を行った。ここでも、
異なる副資材構成で製作した積層板の成形状態や品質を予想しディスカッ
ションする方式がとられ、受講者は「Peel Ply が無いので樹脂量が多い」、「ブ
リーザーが薄いので樹脂が吸いあがっていない」など起こり得る現象につい
て、それぞれの考察を発表した。
2)サンドイッチ板(KV/Honeycomb & GF/Div)
KV/ハニカムサンドイッチ板および、GF/Div フォームコアサンドイッチ
板(共に Co-Cure:表皮積層板成形とコア材接着を同時に成形する方法)の
成形実習を行った。実習は繊維材料のネスティングと裁断作業から行った。
コア材は予め寸法切断と4辺に異なる角度でテーパー加工が済まされたハ
ニカムコアとフォームコアが準備されていた。これらの種類の異なるコア
材やテーパー角度による表皮積層の作業性を確認した。また、同様に翌日、
成形後の品質についてディスカッションを行った。

109
④ 2月12日(木)4日目
<講義>
1)Repair 修理方法の紹介
破損部の修理は、複合材料部品を設計された性能(もしくは使用に耐え
うる性能)に戻すことが目的であるが、修理により部品の性能や特性(応
力伝達や剛性、重量など)を全て満足する状態に回復させることは困難で
ある。そこで、どの性能や特性を優先すべきかを判断し、修理方法を選定
する必要がある。修理方法は以下に示す 3 種類について説明があった。
・Bolted Doubler Repairs
破損箇所を埋め、ダブラー(板材)で補強を行う方法。
・Stepped Co-Bonded Repairs
積層毎に段状に削り取り、新たに積層する方法)。
・Tapered-Scarf Co-bonded Repairs
破損箇所からテーパー状に積層を削り取り、新たに積層する方法。
2)加工ツールについて
複合材料の加工に用いる加工工具について説明があった。ホールソーや
ドリルなど金属や木材加工と基本は同様である。ドリルはすくい角(ねじ
れ角)を大きくして、切子を積極的に排出するものもあるが、加工具の耐
久性を高めるために、ダイヤモンドコーティングにより表面硬度を上げて
いるものが多い。海外では繊維強化複合材料用の加工工具も日本に比べて
普及している。ICC においても受講者に、各工具の特徴や工具選定など加工
工具に対する知識を説明する必要性を感じた。
<実習>
1)Repair
3日目に製作したハニカム板にダメージが加わったことを仮定し、中央
部の外皮(型側)を残し、内皮とコアの一部を除去した。その後、内皮表
層部をテーパー状に削り、Wet-Lay Up 積層にて補修を行った。

110
⑤ 2月13日(金)5日目
<講義>
1)非破壊検査について
材料の内部成形不良や損傷等を診断するには、非破壊検査が用いられる。
そこで、非破壊検査について、目視検査やコインタッピング法、超音波探
傷、X 線検査等の説明があった。
講義では打音周波数を記録可能なタッピング計測機を用いて、健全な積
層板の打音周波数の計測値と剥離が生じた材料の打音周波数の計測値を比
較することにより、検査方法がわかりやすく説明された。
図 3-3-53 タッピング検査 説明図 図 3-3-54 超音波検査 説明図
図 3-3-56 Woodpecker WP-632
図 3-3-55 タッピング試験
機
111
(6)分析・考察
今回、5 日間のアバリス集中人材育成プログラムとして、Manufacturing
と Repair が組み合わされた最もベーシックなカリキュラムを受講した。本
カリキュラムは入門向けのプログラムであるが、商品開発に直結する成形
方法に関する基礎的な座学、実習、修理方法について学べる内容となって
おり、炭素繊維の製造装置開発や製造技術開発を行う川中・川下企業対し
て、このような人材育成プログラムは不可欠な内容であると感じた。さら
には、日本の複合材料関連企業や技術者においても、断片的な知識を一度
整理し、企業内での教育基盤をつくるためにも非常に有効であると感じる
ことができた。事実に、当人材育成コースには、ボーイング社をはじめと
する世界を代表する企業からも炭素繊維複合材料における専門知識を習得
することを目的とした参加が見られた。
日本では、全国を見渡しても、Abaris のような短期集中型教育プログラム
はおろか、月 1、2回程度の座学・実習が行われているかどうかであり、複
合材料技術全体に渡って構築されたプログラムは皆無である。
北陸地域の中小企業を想定とした複合材料人材育成プログラムを構築す
る際には、商品開発に必要な炭素繊維の基礎入門座学から各種実技講習によ
る広範な知識を習得してもらう必要があること、人材育成コースで学ぶプロ
グラムや座学、技能が、商品開発のどの部分につながるのか等を、対話を通
じて教育していくことが重要であると考えられる。
112
第4章 まとめ
炭素繊維複合材料について、日本国内に材料から組み立てに至るサプライチ
ェーンの構築と市場形成を図ることを目的として、海外の炭素繊維複合材料の
技術動向や市場ニーズを把握するため、欧州における炭素繊維複合材料の開
発・応用・普及を目的に形成された研究開発拠点(CFK-Valley Stade(ドイツ)、
National Composite Centre(イギリス))や拠点大学(ブリストル大(イギリス)、
Fiber Institute Bremen(ドイツ)およびルーベン大学(ベルギー))等を訪問して
研究現場の確認および研究者とのディスカッションを行った。また、最新の研
究開発動向を把握・分析するため、文献調査に加えて欧州最大の複合材料展示
会(JEC Europe(フランス))に参加した。さらに、技術者育成システムの調査
としてアメリカのABARISトレーニングにも参加し、その詳細内容を把握した。
以下本章では、NCC と CFK- Valley Stade に焦点をあてて、上記の目的に向け
たとりまとめを記す。
今回の調査では、複合材料分野における欧州有数の研究開発クラスターであ
るイギリスの NCC 及びドイツの CFK-Valley を中心にその中核的な研究拠点、参
画企業、研究機関等を視察し、クラスター拠点の行政支援、運営状況等を調査・
把握することができた。主な研究開発拠点の特徴を表4-1に示す。表には比
較の為今回の現地調査先に含まれてないフランス EMC2、名古屋大 NCC や金工
大 ICC を加えている。
欧州の研究機関に共通の特徴として、エアバスを主な出口とした航空機分野
向けの製造技術に関連した研究を進めている、ことが挙げられる。素材研究や
複合材料工学等の基礎的な研究開発より、自動化技術や製造装置の開発を含め
た、適用技術や実用化研究に焦点をあてている。研究開発動向としては、航空
機や風力発電や海洋開発分野への適用を目指した大型成形技術、自動車への適
用を目的としたハイサイクル成形技術、の二点に集約される。この上で、ドイ
ツは胴体の組み立て技術を、英国は翼の製造技術を、と言うように、エアバス
の欧州内製造戦略に関連した部品レベルの具体的な出口を明確にした取り組み
がされている。同様に、EMC2では、仏国で盛んなボートビルディングや風力
発電ブレード製造を出口目標としたVaRTM等の航空機以外の成形技術の研究も
進められている。
NCC では、英国カタパルト戦略に基づき、複合材料適用研究開発の「場」と
して、産学官の組織が一体となって商品開発に向けた取り組みがなされている。
特に、NCC は基礎と産業を結びつけるための「応用」に特化した研究開発を産
学官連携で進めており、ブリストル大学も「応用・適用技術」につながる基礎
研究を実施していることから、研究フェーズとの連携についても非常に柔軟に
対応している。

113
CFK-Valle では、エアバスの拠点工場を中心とした複数の研究拠点の集積が進
んでいる。運営面では、初期には大規模な行政支援が行われてきたが、その後、
多数の企業のメンバーシップへの参加と共同研究プロジェクトの組成に成功し、
現在では公的資金に頼らない運営体制を構築している。その理由として、エア
バスをはじめとする川下企業が参加し出口のビジネスに直結した研究開発が行
われていること、欧州でも貴重な複合材料分野のエンジニア人材を育成するた
めの研修課程が構築されていること、企業がプロジェクトにアクセスしやすい
機会を提供していることなどが挙げられる。こうした取組みは、川下企業のみ
ならず、メンバーシップ会員企業の 7 割を占める中小企業がイノベーションを
果たすうえで重要な役割を担うと CFK-Valley 事務局が位置付け、その活動を支
援していくという方針にも裏打ちされている。
一方、日本については、個々での研究開発は進んでいるが、異分野融合での
連携が欧州に比べて実現しているとは言えず、その結果、複合材料分野におけ
る商品開発は圧倒的な遅れとなっている。製造設備開発や自動化制御技術など、
複合材料研究を支える個々の技術レベルについては、日本は劣っている訳では
なく優れた技術を有しているとも言えるが、個々の優れた技術レベルが複合材
料のアプリケーション研究開発に活かすことが出来ていない。
NCC を始め欧州の複合材料事業にはエアバス社が大きく関わっている。エア
バス社は、アメリカのボーイング社の航空機市場の独占に対して欧州各国が連
合(フランスとドイツ)して設立された会社であるため、設立時から欧州各国
のエアバス社製造拠点で航空機部品製造、研究開発が分担連携マネージメント
されており、今回訪問した NCC の英国では翼部分製造に関する研究開発、製造
が行われてきた。欧州各国は、この航空機産業を国の主要産業として支え、研
究活動や資本提供での産学官の連携構造を構築し、この活動が各国間で刺激し
合い切磋琢磨出来たことが、今日に至る NCC などの各国の複合材料研究機関の
設立、企業連携に結びついている。つまり、欧州各国、機関が研究ライバル関
係であったことが、良い効果、結果を生んでいる土壌になっている。さらに、
ライバルが居ても競い合う目標が無ければお互いが切磋琢磨出来ない。この目
標については、エンドユーザーであるエアバス社が明確な要求を示したことで、
航空機に複合材料を適用する研究が始まった初期段階において、各要求された
航空機部位の研究開発に注力し、明確なアプリケーション開発を遂行するこが
出来たと思われる。つまり、目標を示しライバルを育んだことが、欧州におけ
る今日の複合材料発展の要因であり、さらには、欧州各国のアメリカへの対抗
意識も大きな原動力となったことは否めないと考える。
上記の観点から日本の複合材料産業の今後の課題を検証すると、まず大きな
課題はエアバス社などの明確なアプリケーションを示すことのできるエンドユ
ーザーが国内に無いことが大きな課題であると考える。日本で複合材料のアプ
114
リケーションの筆頭はやはり自動車産業であり、国内自動車メーカーが明確な
アプリケーションを示すことが出来れば、関連産業の技術連携、資本提供など
が活発になることが期待できる。しかし、自動車と航空機の大きな違いは、生
産数量と部品コストである。航空機は1日の生産数が数台に対して、自動車は
数千台の規模であるので生産に伴う1日の部品数が多く、そのため自動車部品
製造には生産性が非常に重要となる。従って、軽量化などの材料特性の利点が
ある複合材料であるが、生産性が悪い欠点を解消しない限り、国内でのアプリ
ケーション開発は活発にならないと考える。
国内の別の問題として、研究規模の問題があると考える。欧州の研究機関レ
ベルと対等に研究活動を行うためには、ICC を始めとする国内研究機関の総合力
が必要であり、昨年 11 月に ICC・GCC・NCC の東海コンポジットハイウェイの
連携が行われたが、この連携を如何に有効に活用するかが重要となる。連携が
名ばかりにならないように、これら研究機関を統轄する組織、つまり欧州のエ
アバス社のような各研究機関を連携マネージメント出来る組織を設立する必要
がある。上述した複合材料生産性向上に関する研究についても、設備と人材を
厳選し集中して研究を行わなければ、エンドユーザーが要求するアプリケーシ
ョンを開発することが出来ず、アプリケーションが無ければサプライチェーン
の構築も図ることが出来ない。
ICC の北陸企業を始めとした連携組織では、基材に関する研究開発は優れた技
術を有しているので、今後この地域が発展するためには、アプリケーション開
発を促進する強力なエンドユーザーの出現が必要である。しかし、エンドユー
ザーが自社技術を秘密保持し、他の研究開発動向を覗っていては複合材料分野
の発展は望めない。トヨタ自動車の燃料電池自動車特許の開放のような、エン
ドユーザーの市場発展の施策がまず急務な課題であると思われる。
以上より、我が国ひいては北陸地域においては、アンダーワンルーフ・オー
プンリサーチセンターである ICC で産学官連携による研究開発を実施していく
必要があると言える。ICC と NCC を研究面で比較すると、NCC は予算規模が異
なるため、大型構造物や自動化などの研究設備が充実しており先進的な研究活
動が行われているが、ICC でも NCC と同等の予算規模があれば、同じ設備を導
入し人材を確保すれば同等レベルの研究活動は十分可能である。ICC と NCC、
CFK-Valley 間で今後の連携に関する MOU 締結を行い、NCC 及び CFK-Valley に
おける運営面、人材育成、事業化支援の取り組みも参考としながら、ICC を中心
とした北陸地域における炭素繊維複合材料の研究開発と事業化の促進を図るこ
とが重要である。

115
UK-NCC CFK-Valley Stade EMC2 NCC ICC
所在地 イギリス・ブリストル市 ドイツ・シュターデ市 フランス・ナント市 愛知県名古屋市 石川県白山市
設立時期 2010年 2004年 2005年(施設は2009年) 2013年 2014年
主たる研究施設 National Composites Centre CTC、CFK-NORD Technocampus Composite 次世代複合材技術確立支援センター 革新複合材料研究開発センター
施設管理者 ブリストル大学 CFK-Valley Stade EMC2 名古屋大学 金沢工業大学
施設規模11,000㎡(Phase1)17,500㎡(Phase2(2014年拡張))
4,100㎡(CTC)18,600㎡(CFK Nord)
19,000㎡ 1,481㎡ 4,457㎡
費用負担イギリス政府、南西地域開発公社、欧州地域開発基金
ニーダーザクセン州政府、シュターデ市 ロワール県経済産業省(2/3)、設立時名古屋大学その後自動車分野企業が負担(1/3)
文部科学省
整備費用2,500万ポンド(Phase1)2,800万ポンド(Phase2)
800万ユーロ(CTC)26,600万ユーロ(CFK-Nord)
自治体5,000万ユーロ企業3,500万ユーロ(ISICO JEC2014より引用)
約21億円 約22億円
研究分野
主に航空機(複合材料の設計製造、材料評価及び自動化技術の開発)Phase2以降、自動車分野製造技術も開始
主に航空機(エアバスを出口とした、航空機構造の設計・製造及び自動化技術の開発,)NORD以降、大型構造物の成形加工技術として風力・輸送・船舶、建築・土木分野にも展開
航空機、自動車、船舶、エネルギー等(複合材料を用いた軽量・大型構造物の設計・製造技術の開発)
主に自動車(熱可塑性樹脂を使った大型部材成形技術の実証)耐雷や耐火・耐炎試験評価として航空機分野も
社会インフラ、都市・住宅、海洋インフラ(海洋資源掘削、洋上風力等)(環境性能に優しい革新材料を用いた連続製造技術・プロセス、装置開発)
メンバーシップ 131社・機関 約100社・機関 約300社・機関 96社・機関 10社・機関
主な参画機関
・Tier1 エアバス、CYTEC、AgustaWestland、GE、GKN Aerospace、Rolls Royse・Tier2 3M。Dyson、HEXCEL、TENCATE、Vestasを含む30社
エアバス、フォルクスワーゲン、ザーテック、ヘクセル、ドイツ航空宇宙センター、フラウンホーファー等
エアバス、Aerolia、Albathos、Alstom、フランス機械工業技術センター等
三菱重工業、川崎重工業、トヨタ自動車、アイシン精機、産総研中部センター等
大和ハウス工業、東レ、コマツ産機、津田駒工業、日産化学、三井海洋開発、金沢大学等
会費
・Tier1(大企業) 30万ポンド/年・Tier2(中堅企業) 3万ポンド/年・Associate Member 適正価格負担・General Access 設備使用料負担
・大企業 12,000ユーロ/年・中小企業 6,000ユーロ/年
EMC2応募フォームにより、個別対応 20万円/年 50万円/年
参加メリット
・NCCの運営・研究戦略策定への関与(Tier1企業など)・研究開発プロジェクトへの参加・研究設備の利用
・研究開発プロジェクトへの参加・研究設備の利用・コーディネータ、専門家による支援・ネットワーキングイベントへの参加
・研究開発プロジェクトへの参加(補助金の活用も含む)・研究設備の利用・最新技術動向の情報収集
・会員、国内外の複合材料関連企業・研究機関との交流・マッチング・大学教授等専門家によるアドバイス・最新技術動向の情報収集(セミナーなど)
・大学研究員としての研究開発プロジェクトへの参加(補助金の活用も含む)・研究設備の利用・最新技術動向の情報収集
主な研究資金 400万~500万ポンド/年(CATAPULT)1.8億ユーロ(州・連邦政府)及び公的・民間資金
15億ユーロ 9年間で100億円(経済産業省)9年間で80億円((独)科学技術振興機構)
内訳公的資金:25%ビジネスファンド:45%企業との共同研究:30%
ニーダーザクセン州補助:1億ユーロ連邦資金:8000万ユーロEU補助金、G8開発資金の公的支援民間開発資金
ビジネスファンド:65%公的資金(フランス政府プログラム、地方自治体からの資金)
公的資金:100% 公的資金:100%
運営体制
NCC責任者がSteering Board(Tier1企業から構成)やCATAPULT(国家戦略上から重点支援している研究プロジェクト)からの意見をもとに、研究戦略・運営方針を決定。
CFK-Valley組織の幹部(CEO、CTO等)により運営
参画企業・研究機関から構成される取締役会や執行委員会のもとで、協会組織の幹部により運営
センター長のもとに、設置した学内の運営委員会において研究戦略・運営方針を決定。参画企業及び学内・他大学関係者等により構成される運営協議会において、共同研究プロジェクト間の調整を実施。
大学附置研から独立することで、円滑な運営を実施。大型研究プロジェクトや企業との共同研究の推進を図るため、外部の産学官の有識者からなる推進委員会からの助言も受け、独自の運用規定により運営されている。
人員構成
・NCC 約150人 (運営事務 20人、技術者 130人)・ブリストル大学、企業等の研究員(非常勤) 約100人
・CFK-Valley組織 約50人・CFK-Nord 約80人・クラスター全体 約3,000人
・研究員約300名・企業技術者約2,500名
・運営事務4名・研究員14人・運営事務12人
人材育成
・NCC(Phase2)を拠点に、学位取得が可能な研究プログラムを実施・基礎・応用レベルの講座や実習(小型の製造装置活用)、高度専門課程等
・私立大学(PFH)を拠点に、学士・修士課程を設置(約250人在籍)・修士は熟練技術者(社会人)向けを想定し、自動化、構造設計等を含む専門カリキュラム
・Manufacturing Academyを拠点に、研修プログラムを実施・学士やエンジニア向けの講座・実習や在宅での受講にも対応
人材育成関連のセミナー・勉強会を開催
いしかわ炭素繊維クラスターと連携した講義・実習を実施2015年度よりICC講座の開設を検討中
ビジネスディレクター及びテクニカルディレクターによる研究・運営活動の支援
・コーディネーターによる共同研究の組成、コンサルタントや市場分析支援・先導的な企業出身の技術アドバイザーによる技術指導
ガバナンス部署内のSupportstructure(支援組織)による研究・運営活動の支援
コーディネーターによる研究開発活動の支援(中部経産局、グレーター名古屋等)
コーディネーターによる研究開発活動の支援(ほくりく先端材研究会、石川県、中部経産局北陸支局等)
コーディネート/支援
表4-1 海外クラスターとの比較

116
参考

117
参考 文献調査
(1)調査目的
炭素繊維複合材料の製造技術・装置開発に関する技術動向を技術論文・雑誌
により調査した。分野は自動積層技術、成形加工技術、溶着技術などについて
調査した。
(2)技術論文や雑誌による調査方法
文献調査論文及び雑誌は「Composites World」、「Composites Science And
Technology」、「JEC Composites magazine」、「TENCATE Advanced Composites」、
「Reinforced Plastics」、「Physics Procedia」、「SAMPE Journal」、「Composite
Structures」、「SAMPE Journal」、「Journal of Composite Materials」、「Procedia
Engineering」である。
図1 調査論文

118
(3)文献調査結果
文献調査結果を以下に示す。
文献①[レーザー溶着接合]
・題名:Laser transmission welding of high performance polymers and reinforced
composites – a fundamental study
・著者:Peter Jaeschke, Dirk Herzog, Heinz Haferkamp,Christian Peters and Axel S
Herrmann
・雑誌:Physics Procedia 12 (2011) 572–577
<要約>
本紙では、レーザー透過溶着法を使用し、熱可塑性 CFRP と高機能樹脂との
溶接性の調査を述べる。レーザー衝撃面内で熱分布と接合部材としての CFRP
の吸収特性の基礎的研究が行われている。溶接プロセスは、溶接シームの特性
に関して分析されている。ラップシェア試験に関しては異なる材料の組み合わ
せに関して実施されている。
表 1 の TypeC の組み合わせに関して、Es=100J/cm で写真広範囲に Weld joint
部が確認できる。GAP 部は確認できない(図 2)。レーザーからの照射エネルギー
Es=100J/cm で最大接合強度 σ=30MPa となっている。
Es=50J/cm だと溶着されていない GAP 部が生じ、また Es=180J/cm だとレーザー
出力が過大のため熱影響層(HAZ)が生じ、接合強度が減少してしまう。
(Carbon black:工業的に品質制御して製造される直径 3-500 nm 程度の炭素の微
粒子)
LT-partner
LA-partner
表 1 LT-partner と LA-partner の組み合わせ
図 2 重ね合わせ継手による
レーザー透過接合

119
文献②[レーザーによるAFP]
・題名:Recent Developments in Automated Fiber Placement of Thermoplastic
Composites
・著者:Z.August, G.Ostrander, J.Michasiow, and David Hauber
・雑誌:SAMPE Journal,Volume 50, No.2, March/April 2014 30-38
<要約>
TPC AFP(熱可塑性コンポジットの自動繊維配置)の利点は良く知られており、
数十年間工業的なアプリケーションにおいて広く使用されてきている。しかし
ながら、処理能力や品質問題のため、航空機業界において、その技術の受け入
れ側の対応は遅い。欧米におけるいくつかの研究成果ではこれらの問題に関し
て述べており、脱 consolidation による AFP の実行に焦点を置いている。理想的
なプロセスはその場での TPC AFP、 二次加工、脱オートクレーブ(OoA)である。
本誌では世界の研究成果の概要と物理的なプロセス、そして著者の相乗技術(レ
ーザ加熱 AFP 技術)に対する近年の結果を示す。Automated Dynamics 社の近年注
目している技術として、レーザー加熱による AFP 技術が挙げられる(図 4)。レー
ザー加熱の高エネルギー密度性、効率性、速い応答速度性のため、経済的にも
利便性のあるツールになりつつあり、同様に産業界でも広く受け入れられてき
ている。また、レーザー加熱による接着領域における温度は精密にリアルタイ
ムで制御されている。母材には熱性、機械的強度、耐薬品性など優れた熱可塑
性高機能プラスチックである PEEK が使用されており、Automated Dynamics 社
では毎年 5000kgもの強化 PEEK複合材料構造製品がTPC AFPにより市場に提供
している(図 6 と図 7 を参照)。
図 3 レーザ出力別の接合断面
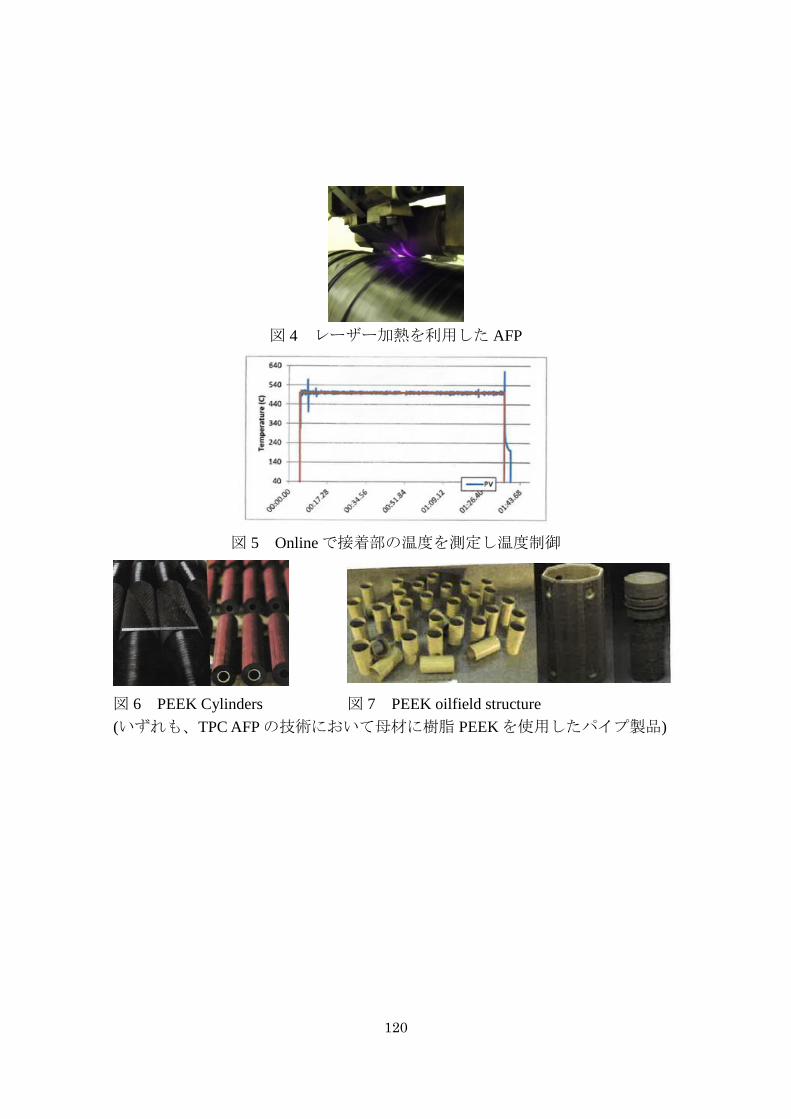
120
図 4 レーザー加熱を利用した AFP
図 5 Online で接着部の温度を測定し温度制御
図 6 PEEK Cylinders
図 7 PEEK oilfield structure
(いずれも、TPC AFP の技術において母材に樹脂 PEEK を使用したパイプ製品)

121
文献③[切削加工:ドリルなど]
・題名:Rotary ultrasonicmachining of CFRP/Ti stacks using variable feedrate
・著者:W.L. Cong, Z.J. Pei, T.W. Deines , D.F. Liu , C. Treadwell
・雑誌:Composites: Part B 52 (2013) 303–310
<要約>
回転式超音波加工(RUM)が連続的に Ti(チタン及びその合金)、CFRP、CFRP/
Ti 積層材を穿穴加工するために使用されてきている。文献に報告された RUM 上
のすべての研究では、送り速度は、各実験中に修正されていた。これは、低い
送り速度は、Ti の RUM のために使用されるべきであることが示されているが、
CFRP の RUM は(Ti の)10 倍高い送り速度で使用されている。本稿では、初め
て、様々な送り速度(CFRP に関して高い送り速度と Ti の低い送り速度(図 8))
を使用した CFRP/Ti 積層材の RUM に関する研究を報告する。また、CFRP/ Ti
積層材の RUM 加工において送り速度を可変させたものを比較した。
超音波振動を使用した出力(0%、20%、40%、60%)での加工結果では図 9
のようになり、超音波振動の出力を上昇させることで切削抵抗、トルク、工具
摩耗、溝深さの要素が改善されることが示されている。さらに、超音波振動の
出力に対して最適な回転速度を与えることで、さらに上記要素の改善が見込ま
れる。
図 8 加工穴深さに対する Fixed federate:固定送り速度(CFRP 層、Ti 層を一定の
送り速度で加工)と Variable federate:可変送り速度(CFRP 層から Ti 層に加工工程
が移行する際に、送り速度も減速させ加工)
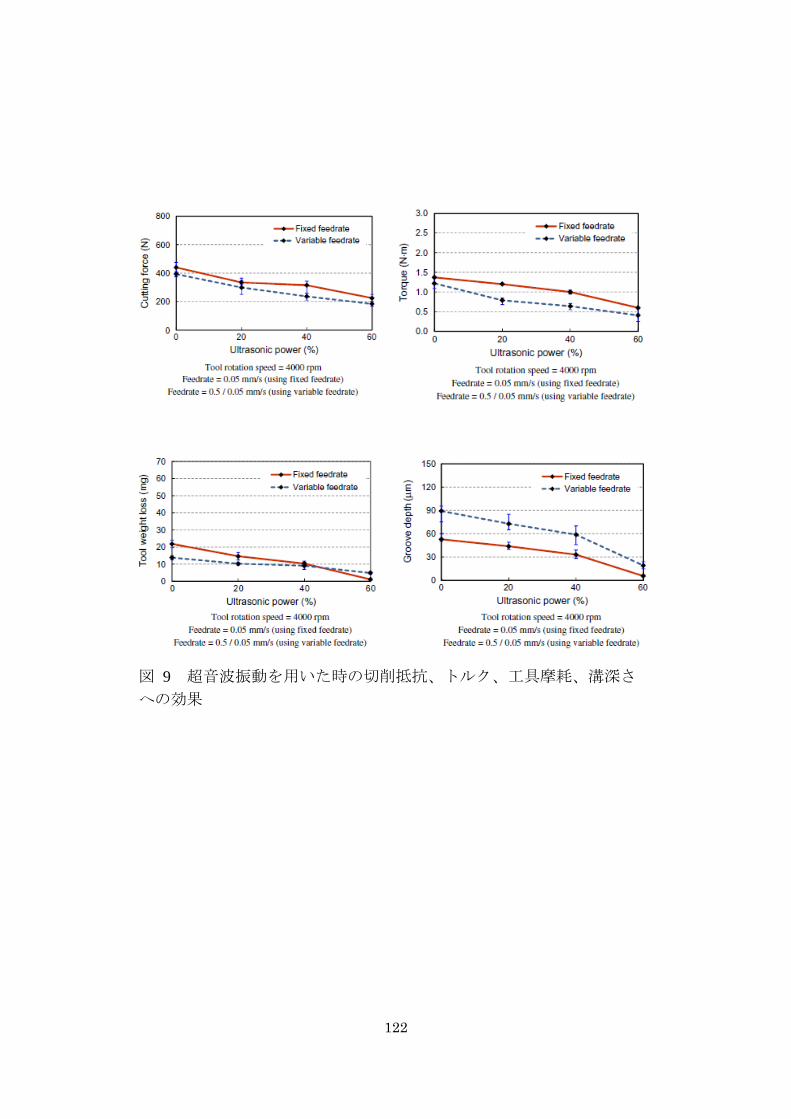
122
図 9 超音波振動を用いた時の切削抵抗、トルク、工具摩耗、溝深さ
への効果

123
文献④[ウォータジェット加工]
・題名:Composite Cutting with Abrasive Water Jet
・著者:A. Alberdi, A. Suárez, T. Artaza, G. A. Escobar-Palafox, K. Ridgway
・雑誌:Procedia Engineering 63 ( 2013 ) 421 – 429
<要約>
複合材料を加工する際に、アブレイシブウォータージェット(AWJ)技術は、
その具体的な利点に関して、宇宙、航空機、船舶や自動車部門に関する興味深
い製造プロセスであることが実証されてきている。しかし、複合積層板のAWJ
切断はいくつかの課題を有している。これは、機械メーカーは依然として複合
切削に関して優れたデータベースを提供しないためであり、複合材料に対して
AWJトリミング操作が容易に行うことができるようにFRP&CFRP材料ごとのプ
ロセスパラメータを適合させる方法を改善する必要がある。本研究では、複合
材料に機械加工モデルの挙動を研究することを目的としている。厚さの異なる
種々の複合材料の機械加工性指数は実験的に見出された。そして、このことは
異なる材料に関して非常に異なる結果を示した。切断品質(テーパーおよび表
面粗さ)に対するAWJのプロセスパラメータの効果の研究を行った。
切断速度を最大切断速度に近けるほど、切断面の表面粗さは粗くなる傾向が
ある(図11を参照)。また、最大切断速度に関する定義は複合材料の層間剥離まで
考慮し定義づけるべきであると結論付けている。
図 10 AWJ 加工機

124
図 11 AWJ 切断速度と切断面表面粗さの結果
v:切断速度(mm/min)
vs=最大切断速度(mm/min)
表 2 各種 CFRP や AWJ 加工機の設定条件
表 2 (a) 試験片(CFRP 板材 M1、M2)データ
表 2 (b) AWJ 加工データ
表 2 (C) AWJ 加工データと CFRP 板との組み合わせ(C1~C3)

125
文献⑤[ランダム材]
・題名: Chopped Prepregs - Compelling Performance and Cost Effective Material
・テクニカルレビュー:TenCate Advanced Composites Articles
(2012 年 12 月 17 日)
北陸企業にも取り組んでいる企業がいるチョップドプリプレグについての報
告である。
チョップド プリプレグ モールディング コンパウンド(以下、CPMC)は
比較的新しい材料であり、樹脂を含浸したトウチップに似ている。CPMC は様々
なチップの長さや幅を選択でき、さまざまなデザインや加工性の選択を可能に
する材料である。さらに、その自由な形状にしやすく、最適構造に成形するこ
とが可能である。
<要約>
このチョップドプリプレグは、HEXCEL のシートモールドコンパウンドのよ
うな巻き取り可能なマット状にもでき、TENCATE のルーズチップのようなバル
ク成形材料にもなる。
図 12 CPMC の写真
TENCATE は、種々の樹脂をマトリックス樹脂としてこのようなチョップドプリ
プレグを精力的に展開している。表 3 にその一例を示す。
また、CPMC は疑似等方性を与えることも可能であるので、金属代替品とし
ても使える(表 4)。ただし、ひだのような剛性を必要と部分(例:図 13)など
に適用する時は考慮が必要である。

126
表 3 TENCATE のチョップドプリプレグ一覧
製品 繊維 樹脂 備考
MS-1A 高弾性率炭素繊維 エポキシ樹脂 宇宙用途
MS-1H PAN 系高弾性率炭
素繊維 エポキシ樹脂
高剛性、軍および
産業用途
MS-4A 凡用炭素繊維 エポキシ樹脂 繊維長: 2.25inch
MS-4F 凡用炭素繊維 高Tgエポキシ樹脂
MS-4H 炭素繊維 エポキシ樹脂 低コスト、軍およ
び産業用途
Catex MC1200 炭素繊維 PEEK 耐火性
表 4 チョップドプリプレグと金属材料との比較
材料
引張 圧縮 せん断
強度 弾性率 強度 弾性率 強度
MPa GPa MPa GPa MPa
CPMC(MS4H-1") 302 43 330 50 178
6061-T6 290 69 290 69 186
7075-T6 524 72 524 72 317
図 13 アルミ代替品 CPMC

127
文献⑥ [オートクレーブ成形]
・題名:Aircraft nose landing gear doors manufactured lighter and faster using
high-performance foam core
・著者:Uwe Lang(Evonik Industries AG)
・雑誌:JEC Composites Magazine/No.93 December 2014 p58-59
多くの企業が炭素繊維複合材料を用いる目的の一つが軽量化である。以前は
軽量化技術としてハニカム構造が脚光を浴びていたが、今はフォームコアにシ
フトしつつあり、その効果をについて、本報告を要約することとした。
<要約>
本報告では、エボニック社とエアバスの子会社である CTC がおこなったフォ
ームコアを使ったコスト削減および軽量化の実験について報告している。エボ
ニック社は、このフォームコア技術に適用可能な新しい損傷許容性の Rohacell
HERO(彼らが開発したポリメタクリルアミド(以下、PMI)系フォームコアの
商品名。)を CTC へサンプル供与した。最新の HERO は高伸度(9-10%)であり、
高い耐衝撃性を有するために、飛行機の前方脚部収納ドア(以下、NLG ドア、
図 14)などの外装に適している。
フォームコア技術は、オートクレーブなしで、ワンショットで成形できるの
でコスト面で有利であった。
実際に、CTC において、下記3つのタイプをコストと製造時間で比較をした。
① オートクレーブ成形によるハニカムコア(64Kg/m3,4.8mm)/エポキシ
プリプレグ
② オートクレーブ成形による Rohacell HERO コア/エポキシプリプレグ
③ Rohacell HERO コア/液状エポキシ樹脂含浸
結果は図 15、16 に示す。
図 14 NLG ドア
図 15 NLG ドアのコスト比較
■ Honeycomb/Prepreg
■ Form/Prepreg
■ Form /infusion

128
①対比、②は、コストを 21%削減した。③は①対比 19%のコスト削減および
25%の製造時間短縮につながった。特に時間短縮効果を発揮したのは、42 時間
の製造時間がかかるオートクレーブ成形のハニカムコア/プリプレグを用いた
場合に対して、ワンショット HERO フォームコアを用いた場合、24 時間程度ま
で製造時間が削減した。オートクレーブ成形のハニカムコア/プリプレグが、
成形時間を要する理由は下記の 2 点であった。
・オートクレーブ成形では長尺なプリプレグの準備に時間がかかる。
・オートクレーブ成形では、第一段階の硬化と脱型その後の積層と再硬化(第
二硬化)を分ける必要があること。
これらは③にすることにより回避できる。
ただし、CTC は、この実験は図 16 のような比較的単純な構造の成形で比較
しており、複雑な構造で屈曲部分が増えたなら、①よりもさらに③は有利にな
る。
図 16 工程ごとの所要時間比較
図 17 フォームコアへ炭素繊
維/エポキシ樹脂を積層し
ている図
■ Honeycomb/Prepreg ■ Form/Prepreg ■ Form /infusion
Tim
e fo
r ea
ch s
tep i
n h

129
文献⑦[ファブリック]
・題名:3D non-crimp fabrics for composite structures
・雑誌:REINFORCEDplastics SEPTEMBER/OCTOBER 2014 p52~53
<要約>
海外の有名海洋建築部材や航空機構造材における金属の代替品に注目が集
まっている。それら構造部材の多くは、ガラス繊維や炭素繊維やアラミド繊維
などからなる 2 次元ファブリック(織物)を用いた連続繊維強化複合材料であ
る。2 次元ファブリックを積層してできたコンポジットで発生する剥離は、最
も頻繁に発生する破壊モードである。剥離は、面外からの衝撃やカット時のエ
ッジ損傷などの様々な理由で生じる。剥離により生じた亀裂は、樹脂内で発生
し、層間の樹脂リッチ部分に沿ってすぐに広がっていく。
そこで、強化繊維で厚み方向へ併合した 2 次元ファブリック基材を用いるこ
とで、下記の利点を得ることができる。
・厚手の強化材料を作製する時のカットや、型内に積層する手間が省ける。
・厚手方向に繊維を配置することで層間の剥離を妨げられる。
SAERTEX 社は、従来の 2 次元ノンクリンプファブリックの商品ラインナッ
プに 3 次元ノンクリンプファブリックを加えることで、市場と各種アプリケー
ションに適合していく戦略を展開している。特に、3 次元ノンクリンプファブ
リックは、3 次元の強さが必要なアプリケーションに適用できると考えられる。
SAERTEX 社は、3 次元ファブリック製造装置および設備への投資していたお
かげで、高レベルの品質、サービスと信頼性をもって世界の市場へ提供してい
る。例えば、図 18 に示すような製品にも彼らの 3 次元ノンクリンプファブリ
ックが使われている。
図 18 SAERTEX 社の 3 次元ノンクリンプファブリックからなる構造物
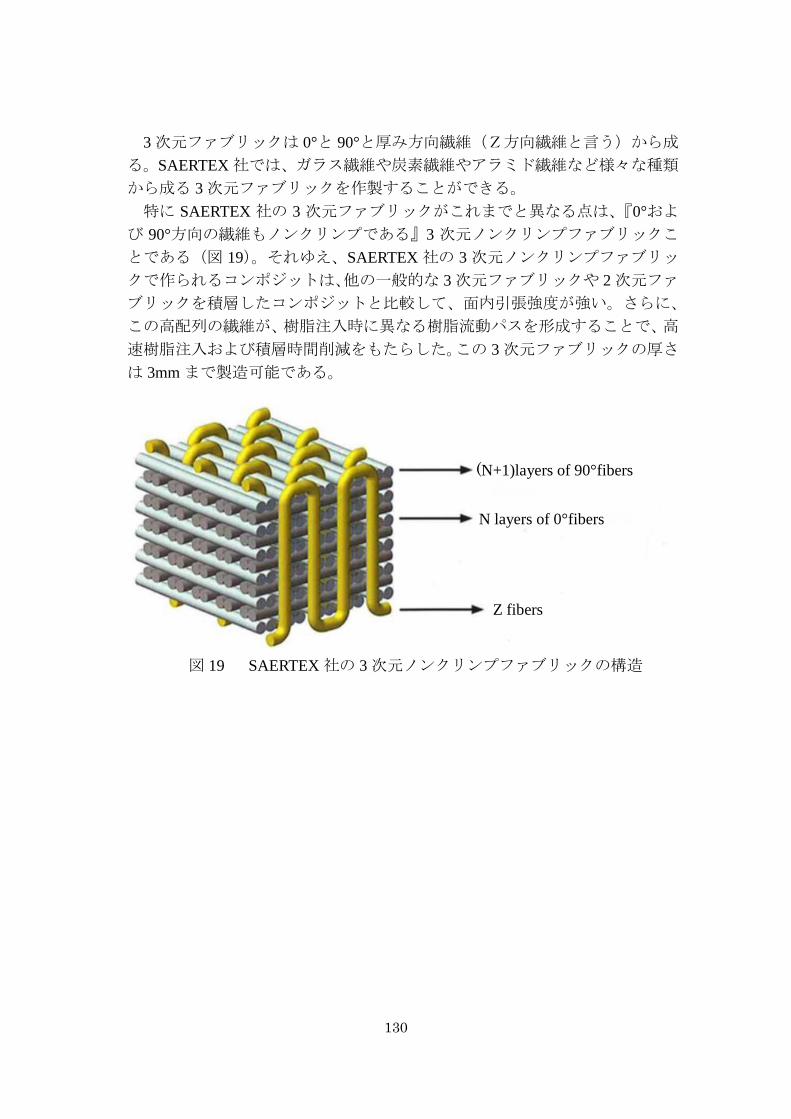
130
3 次元ファブリックは 0°と 90°と厚み方向繊維(Z方向繊維と言う)から成
る。SAERTEX 社では、ガラス繊維や炭素繊維やアラミド繊維など様々な種類
から成る 3 次元ファブリックを作製することができる。
特に SAERTEX 社の 3 次元ファブリックがこれまでと異なる点は、『0°およ
び 90°方向の繊維もノンクリンプである』3 次元ノンクリンプファブリックこ
とである(図 19)。それゆえ、SAERTEX 社の 3 次元ノンクリンプファブリッ
クで作られるコンポジットは、他の一般的な 3 次元ファブリックや 2 次元ファ
ブリックを積層したコンポジットと比較して、面内引張強度が強い。さらに、
この高配列の繊維が、樹脂注入時に異なる樹脂流動パスを形成することで、高
速樹脂注入および積層時間削減をもたらした。この 3 次元ファブリックの厚さ
は 3mm まで製造可能である。
(N+1)layers of 90°fibers
N layers of 0°fibers
Z fibers
図 19 SAERTEX 社の 3 次元ノンクリンプファブリックの構造

131
文献⑧[ランダム材]
・題名:SIMPLIFYING CERTIFICATION OF DISCONTINUOUS COMPOSITE
MATERIAL FORMS FOR PRIMARY AIRCRAFT STRUCTURES
・著者:Mark Tuttle, Tory Shifman, Bruno Boursier
・雑誌:HEXCEL 社のテクニカルレポートより(Date: 11/24/2010)
<要約>
圧縮成形により成形された非連続繊維コンポジット(以下、DFC)は航空機
の複雑構造に使われている。しかし、DFC は従来のコンポジットや等方性材料
のような挙動にならず、DFC の構造解析は困難である。本紙では HexMC という
HEXCEL 社が製造した DFC の挙動に関する測定結果を報告する。
2.3mm、3.6mm、5.8mm の 3 種の厚みを持つ平板をそれぞれ HexMC を圧縮成
形し作製した(図 20)。
HexMC からなる試験片を用い引張試験をおこなった結果、HexMC の高流動
性は Vf にほとんど影響を与えないことが分かった。繊維の配向はほとんどラン
ダムのままであり、平板における流動性は充分であった。繊維の配向は、型穴
の境界で発生した、繊維が境界に沿っている部分において、境界と平行方向に
測定することで弾性率が向上する原因であった。
ランダムな繊維配向を反映して平板内はどこも同じ引張弾性率であった。引
張弾性率は繊維の配向が生じる平板境界部分の近くで顕著に増加した。平板の
厚みと共に引張弾性率が増加することは、説明できない現象であった。5.8mm
厚の板の剛性は、2.3mm 厚のパネルの弾性率より 31%高い。この平板の厚みに
伴う剛性の増加の原因もまだ解明できていない(図 21、22 表 5)。
Figure 1: Sample of HexMC random chipped fiber distribution
図 20 (左図)HECEL 社の DFC (右図)圧縮成形された平板
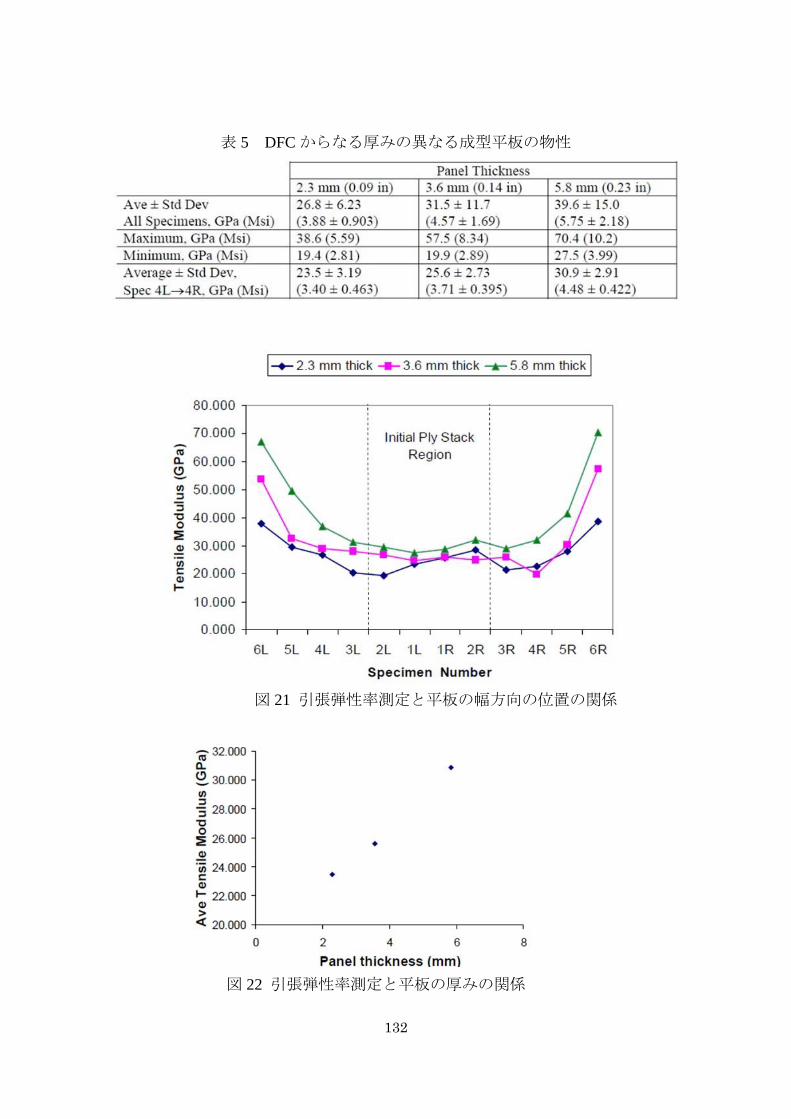
132
表 5 DFC からなる厚みの異なる成型平板の物性
図 21 引張弾性率測定と平板の幅方向の位置の関係
図 22 引張弾性率測定と平板の厚みの関係

133
文献⑨[回転成形、水素タンク]
・題名:Thermoplastic composite pressure vessels for FCVs
・著者:Peggy Malnati
・雑誌:Composites World Febrary 2015 p24~26
<要約>
世界中の自動車メーカーが、燃焼効率の向上や排出ガスの削減に向けて競い
合っている。パワートレインの中で最も興味を引かれる部品の一つが燃料電池
である。その燃料電池に用いられるガスタンクは、北陸企業の丸八が注力して
いるように、次世代自動車に欠かせないアイテムとして捉えられている。
本報告では、イギリスの熱可塑性水素タンクに関するプロジェクト(DuraStor)
における調査結果と成果について報告した。
彼らがガスタンク作製に当たり、もっとも大きな課題の一つは、水素燃料の
貯蔵である。水素ガスはここ数十年の間に、安全に取り扱えるようになってき
て、どこでも生産できるようになってきた。しかし、水素は、石油のように液
体上で保管することは困難であるために、高圧でタンクに押し込める方法がコ
スト的にも良い。そこで、水素分子は、世界で最も小さい分子なので、水素が
漏れないように、貯蔵ガスタンクのガスバリア性が焦点となる。
今日ではガスタンクはタイプ 1~4 の 4 つのタイプのタンクが普及している。
タイプ 1~3 のタンクにはステンレスまたはアルミが使われている。タイプ 4
のタンクは高密度ポリエチレン(HDPE)もしくはゴム製ライナーを炭素繊維
/エポキシ樹脂で全体を巻いてある特徴を持つ。タイプ1~4の中では、タイ
プ 4 はもっとも軽いが最もコストが高い。
金属アロイは水素を吸収してしまう傾向にあり、水素脆化によるタンクの耐
久性を低下させるため、ライナーに使用できない。ハイブリッド素材のタンク
は異種材同士の界面で疲労する傾向にあるため、同じくライナーに使用できな
い。炭素繊維/エポキシ樹脂はハイブリッド素材であるため、タンクの寿命の
再生を複雑化している。
上記を鑑み、水素脆化や腐食がおこらないように金属を使用しないことにし
た。3 つのセミ結晶性熱可塑樹脂(ポリブチレンテレフタレート(以下、PBT)、
ポリフェニレンサルファイド(以下、PPS)、ポリオキシメチレン(以下、POM))
を候補とした。これらの樹脂は、どれも機械特性や耐薬品性やガスバリア性に
優れている。彼らは、すでに低圧ガスタンクとしての実績があった POM をラ
イナーに選んだ。ライナーとして POM は、最適なガスバリア性を発揮するが、
耐バーストおよび耐破裂のために、ライナーの外側に外層としてフープ巻きを
おこなう必要があった。
彼らは、外層として炭素繊維/エポキシを選択し、一方向テープを巻いた(図
23 参照)。この外層に、ほとんどボイドおよびドライスポットもないことが、
ガスバリア性には不可欠であるようだ。

134
ガス漏れは許容できないので、分割したパーツをつなげるよりも一体として
ライナーを成形することにこだわった。成形法としては、設備費用の掛からな
い低コストで済む回転成形を選択した。さらにこの方法は表面品位も良く、厚
みもコントロールできる(図 24 参照)。
ガスタンクの作成と共に、彼らは POM のみからなる試験片で機械特性やガ
スバアリ性など確認した。
図 23 熱可塑性ガスタンク(タイプ 4)
図 24 回転成形により作製したライナー

135
文献⑩[積層]
題名:Damage characterisation of cryogenically cycled carbon fibre/PEEK
laminates
著者:D.M. Grogan, S.B. Leen , C.O.A. Semprimoschnig, CM. O Bradaigh
雑誌:Composites: Part A 66(2014)237-250
<要約>
異なる三つタイプのCF/PEEK積層物((i) Suprem T/60%/IM7/PEEK/150, (ii)
Cytec APC-2 IM7 and (iii) TENCATECF/PEEK CETEX TC1200 AS4.)を繰り返し冷
却し、それによるダメージを光学顕微鏡やX線CTで観察した。その結果、下記
のことが分かった。
・材料や積層構成によっては、厚い積層物の方が、薄い積層物より大きなクラ
ックと剥離を生じる。
・マイクロクラックを引き起こす熱残留応力は、比較的厚い積層物に生じると
分かった。
・それなりの体積を持つボイドの存在は、積層物内でクラックの核となったり、
クラック進展の通り道になったりすると分かった。
・16プライの積層物内の小さなマイクロクラックと比べて、32プライの積層サ
ンプルでは大きなマイクロクラックと剥離は観察された。8プライ積層物に
はほとんど損傷はなかった。これは、比較的厚い積層物においては大きな残
留応力が残ることおよび繰り返し冷却している間の積層物の温度昇降の勾
配が異なることに起因していた。
・疑似等方積層物はクロスプライ積層物よりマイクロクラックの密度が高かっ
た。(図27参照)
・繰り返し冷却後、Suprem CF/PEEKが最も多くのマイクロクラックを生じて
おり、その次にCytec CF/PEEKとTENCATE CF/PEEKが多かった。Suprem
CF/PEEKは、Cytec CF/PEEKよりもG1CとG2Cが低かった。一方でTENCATE
CF/PEEKは90°引張が最も高かった。
・残留応力で生じるマイクロクラックは冷却前にも観察された。50回の繰り返
し冷却後、剥離は末端から32プライ積層物に大きな損傷を与えるだけでなく、
積層物の中央に向かって、少し広がっていく。
・マイクロクラック密度は末端に近づくにつれて、大きな影響を及ぼさなくな
る。

136
図 25 8 プライ積層物の冷却サイクル時の温度変化
図 26 (a) 16 プライの疑似等方積層物 Suprem
(b) 16 プライのクロスプライ積層物 Cytec
(c) 8 プライの疑似等方積層物 Tencate

137
図 27 (a) 繰り返し冷却が引き起こした Suprem 製 32 プライの疑似等方積層物
内の高密度マイクロクラックおよび剥離
(b) 繰り返し冷却が引き起こした Suprem 製 32 プライのクロスプラ
イ積層物内の高密度マイクロクラックおよび剥離

138
文献⑪[Va-RTM]
題名:ポーラス型を用いたVaRTM複合材成形
著者:横関 智弘、小林やよい、青木 隆平、吉田大志郎、平田 拓也
雑誌:日本複合材料学会誌, 39, 1(2013), 31-35
<要約>
RTM成形は少ない設備投資で行うことができる成形であり、北陸企業ですで
に実施している企業もあるし、炭素繊維複合材料に興味を持っている企業もプ
レス機や射出機を持っていなくともRTM成形なら取り掛かりやすいと思われる。
本報告で、筆者らは、複合材成形で使用する方に形状保持と脱気機能を担う
多孔質型を用いるポーラス型プロセスを提案し、低コスト成型の代表格である
Va-RTM成形に適用して、成形性の実証をおこなった。図28に本プロセスの概略
図を示した。型として必要な剛性を有しつつ、樹脂を通さないが気体を透過可
能なポーラスアルミなどを型に適用することで真空引きが可能な型面となる。
用いたポーラスアルミは、METAPORという商品名で、孔径が平均12μm、密度
1.9g・cm3、気孔率16%である。図29にポーラスアルミの表面の拡大写真を示す。
ポーラスアルミを再利用可能にするために、ポーラスアルミと基材の間には、
離型性のあるナノポーラスフィルムを挟んだ。
この手法には、真空側からの樹脂の流出はないため、真空ポンプの操作や真
空ポートの検討は不要になるというメリットがある。繊維基材に炭素繊維平織
基材T700SCを、注入樹脂にエポキシ樹脂NMR6815および硬化剤にNMH6815を
用い、種々のサイズおよび種々の厚みのCFRPを成形したが、同一板において厚
み斑はほとんどなく、どの水準でもVf(約54%)やボイド率(約1%)や曲げ強
度および曲げ弾性率は、ほぼ一定で安定しており品質が非常に安定しているこ
とが分かった。
図 29 ポーラスアルミの顕微鏡画像
図 28 Va-RTM の概要図

139
図 3
4 図 31 CFRP の物性
図 30 CFRP の品質への積層数の影響
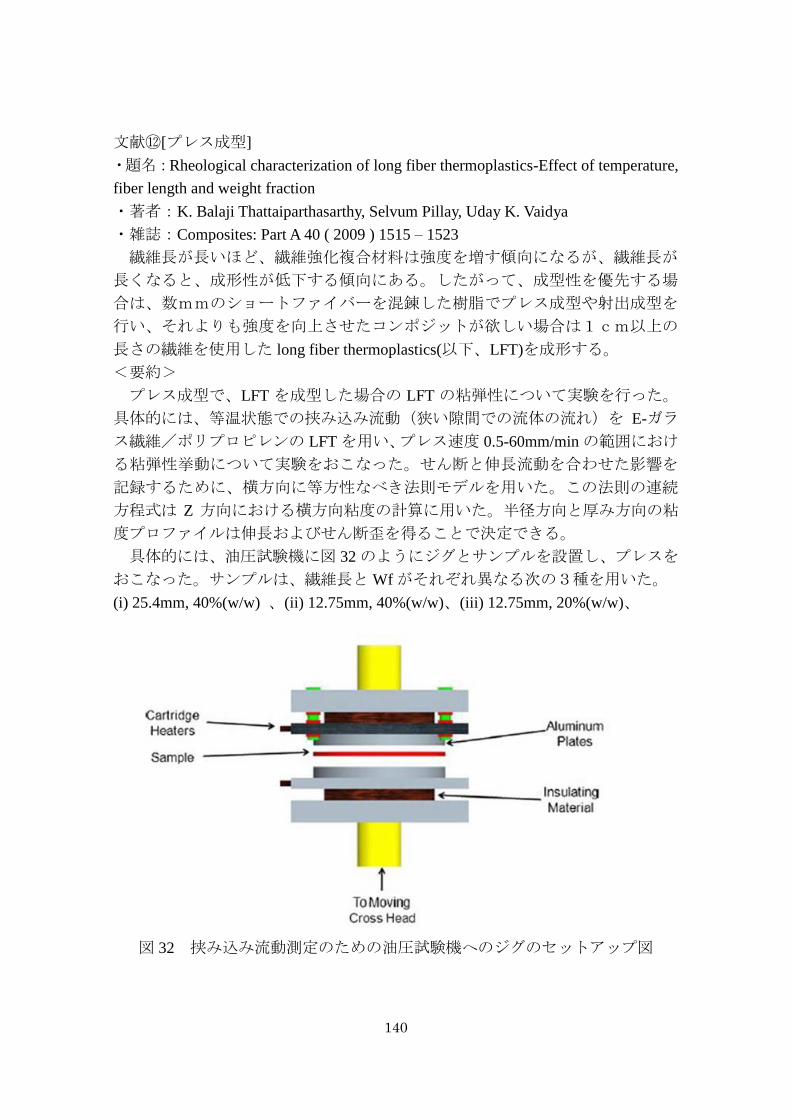
140
文献⑫[プレス成型]
・題名:Rheological characterization of long fiber thermoplastics-Effect of temperature,
fiber length and weight fraction
・著者:K. Balaji Thattaiparthasarthy, Selvum Pillay, Uday K. Vaidya
・雑誌:Composites: Part A 40 ( 2009 ) 1515 – 1523
繊維長が長いほど、繊維強化複合材料は強度を増す傾向になるが、繊維長が
長くなると、成形性が低下する傾向にある。したがって、成型性を優先する場
合は、数mmのショートファイバーを混錬した樹脂でプレス成型や射出成型を
行い、それよりも強度を向上させたコンポジットが欲しい場合は1cm以上の
長さの繊維を使用した long fiber thermoplastics(以下、LFT)を成形する。
<要約>
プレス成型で、LFT を成型した場合の LFT の粘弾性について実験を行った。
具体的には、等温状態での挟み込み流動(狭い隙間での流体の流れ)を E-ガラ
ス繊維/ポリプロピレンの LFT を用い、プレス速度 0.5-60mm/min の範囲におけ
る粘弾性挙動について実験をおこなった。せん断と伸長流動を合わせた影響を
記録するために、横方向に等方性なべき法則モデルを用いた。この法則の連続
方程式は Z 方向における横方向粘度の計算に用いた。半径方向と厚み方向の粘
度プロファイルは伸長およびせん断歪を得ることで決定できる。
具体的には、油圧試験機に図 32 のようにジグとサンプルを設置し、プレスを
おこなった。サンプルは、繊維長と Wf がそれぞれ異なる次の3種を用いた。
(i) 25.4mm, 40%(w/w) 、(ii) 12.75mm, 40%(w/w)、(iii) 12.75mm, 20%(w/w)、
図 32 挟み込み流動測定のための油圧試験機へのジグのセットアップ図

141
表 6 せん断および伸長粘度における成型温度の影響
Plate temperature (C)
Squeeze rate (mm/min)
Shear viscosity (kPa s)
Extensional viscosity (MPa s)
190 0.5 125 33.5 190 10 20 5.42 190 60 6.64 1.8 230 0.5 91.4 13.4 230 10 17.7 2.61 230 60 6.63 0.97
表 7 せん断および伸長粘度における繊維長の影響
Fiber length (mm)
Squeeze rate (mm/min)
Shear viscosity (kPa s)
Extensional viscosity(MPa s)
12.75 0.5 55 17.2 12.75 10 10.4 3.24 12.75 60 3.82 1.2 25.4 0.5 125 33.5 25.4 10 20 5.42 25.4 60 6.64 1.8
表 8 せん断および伸長粘度における Wf の影響
Fiber weight (w/w %)
Squeeze rate (mm/min)
Shear viscosity (kPa s)
Extensional viscosity(MPa s)
20 0.5 15.9 2.97
20 10 5.37 1.01
20 60 2.8 0.52
40 0.5 55 17.2
40 10 10.4 3.24
40 60 3.82 1.2
一定の Wf での脱型と型の温度と繊維長の影響を調べた。その結果を表 6-8 に
示す。一定 Wf および脱型において型温度の上昇または繊維長の短縮に伴って、
粘度は低下した。また、粘度は、Wf の低下に伴って減少した。

142
文献⑬[プレス成型]
・題名:STAMP FORMING OF THERMOPLASTIC COMPOSIES: EFFECT OF
RADIUS AND THICKNESS ON PART QUALITY
・著者: T. Jamin, M. Dubé, L. Laberge Lebel
・雑誌: ECCM16 - 16TH EUROPEAN CONFERENCE ON COMPOSITE
MATERIALS, Seville, Spain, 22-26 June 2014
<要約>
熱可塑性複合材料のプレス成形に関する実験について報告する。ポリフェニ
レンスルホンをマトリックス樹脂とする炭素繊維強化複合材料(CF / PPS)をプ
レス成型した。この実験でプレスされる成型品の形状は S 字形状である。成型
工程は図 33 参照種々のブランクと金型のパラメータの影響、例えば、ブランク
(成型前の板)の厚さと金型の半径(図 34)などを調べた。加えて、プレス圧
力と保持時間と金型パラメータのような工程パラメータの影響も調べた(図 36)。
加えて、この検討には半径の異なる四種の金型を用いた(図 35)。成形品の品質
は、顕微鏡および示差走査熱量測定(DSC)により、結晶化度とその部分の厚
さの変化を測定することで評価した。最後に、成形品の機械的性能は、4 点曲げ
試験で評価した。
図 33 プレス成型の工程
図 34 プレス装置内にセットした金型 図 35 金型の仕様

143
図 36 工程パラメータ
この実験の目的は、高い曲がり梁強度(以下、CBS)を有する条件の探索と金
型の最小曲率半径における工程の限界について議論することである。
実験の結果、一部の CBS における曲率ジグ径の影響を示した。大きな曲率半
径をもつ金型で成型された試験片は、高い CBS を有すると結論づけられた(図
37 参照)。実験の範囲では、許容される CBS を与える金型の最小曲率半径は、
ブランクの厚さの三倍であった。金型の曲率半径が小さい場合は、剛性が高く
なった(図 38 参照)。研究では、CBS に対するプレス圧力の影響を明らかにし、
3.3MPa が許容できる最小プレス圧力であると推定された(図 37 参照)。また、
プレス圧力の影響は、大きな曲率半径よりも小さい曲率半径に対して大きいと
分かった。最後に、金型の温度とプレス保持時間などのパラメータは、調べ範
囲では、成形品の機械的性能に有意に影響を与えないことを示した(図 39 およ
び 40 参照)。
図37 プレス圧力のCBSへの影響 図38 金型の半径の剛性への影響
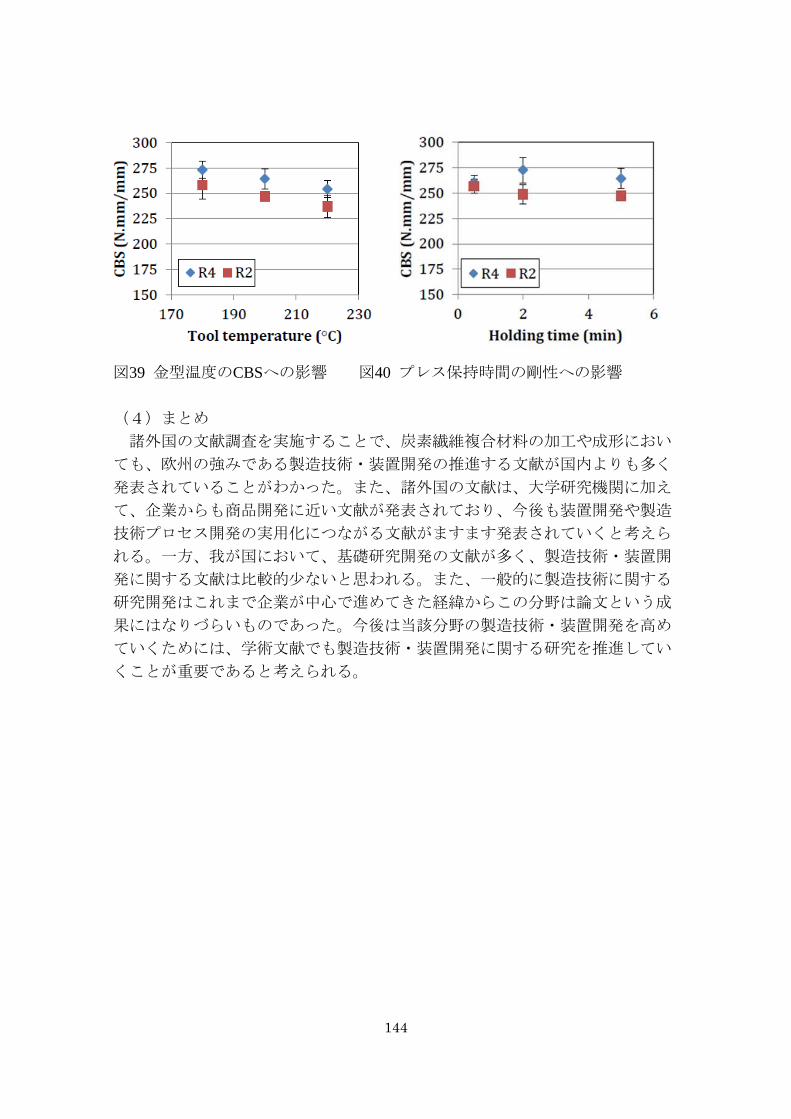
144
図39 金型温度のCBSへの影響 図40 プレス保持時間の剛性への影響
(4)まとめ
諸外国の文献調査を実施することで、炭素繊維複合材料の加工や成形におい
ても、欧州の強みである製造技術・装置開発の推進する文献が国内よりも多く
発表されていることがわかった。また、諸外国の文献は、大学研究機関に加え
て、企業からも商品開発に近い文献が発表されており、今後も装置開発や製造
技術プロセス開発の実用化につながる文献がますます発表されていくと考えら
れる。一方、我が国において、基礎研究開発の文献が多く、製造技術・装置開
発に関する文献は比較的少ないと思われる。また、一般的に製造技術に関する
研究開発はこれまで企業が中心で進めてきた経緯からこの分野は論文という成
果にはなりづらいものであった。今後は当該分野の製造技術・装置開発を高め
ていくためには、学術文献でも製造技術・装置開発に関する研究を推進してい
くことが重要であると考えられる。