4 (1교시) '15년 용접세미나(용접trouble대책과접합기술동향-문흥식)-150430
TRANSCRIPT

전문위원 문 흥식
2015 년 용접기술세미나 2015 년 용접기술세미나
용접 TROUBLE 대책과 접합기술동향
용접 TROUBLE 대책과 접합기술동향
● 2014 세미나에서는 주요 결함으로 스패터 , 기공 , 균열 ,
프로젝션접합강도에 대하여 주제 발표가 있었음
● 금회에는 용접시 발생하는 TROUBLE 중 가동율과 품질에
영향을 주고 있는 전극이나 컨택트 팁과 관련된 결함 요인인
용착 , BURN BACK, 그리고 방청 문제와 관련있는 슬래그
등에 대한 개선 방안을 검토해 보고져 함
● 경량화와 내구성향상을 위하여 신소재 확대 적용에 따른
용접 공법의 변화 추이와 적용 사례에 대한 소개를 하고져 함
주제 선정 배경주제 선정 배경

목 차
1. SPOT 용접의 전극과 용착
2. 컨택트 팁과 BURN BACK
3. GMAW 용접의 가스와 슬래그
4. 접합기술의 동향♣ GMAW : GAS METAL ARC WELDING
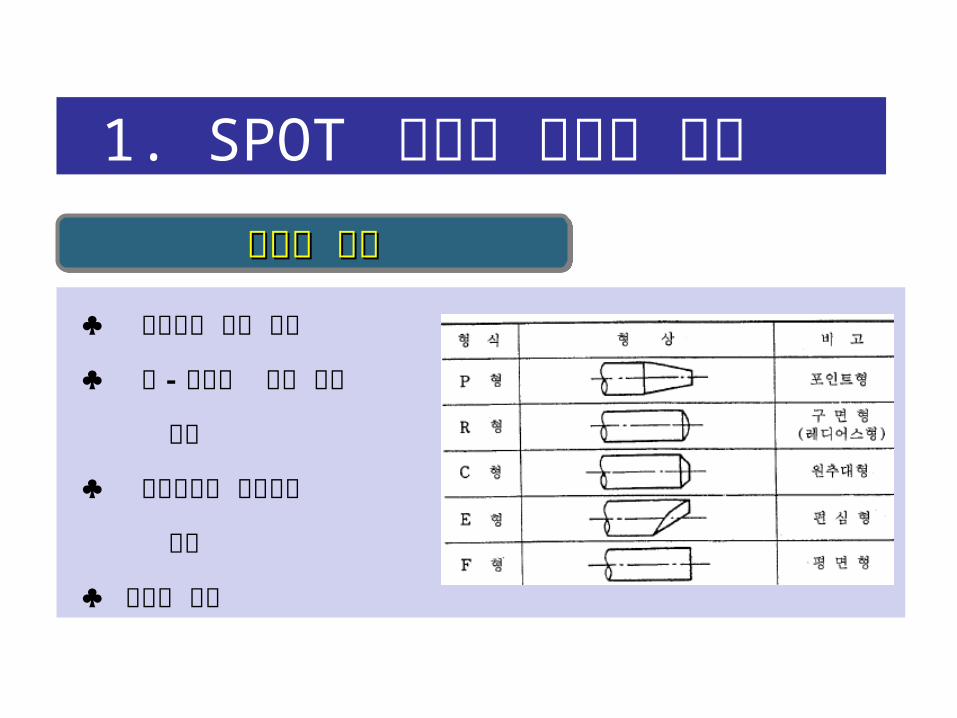
전극의 역할전극의 역할전극의 역할전극의 역할
♣ 피용접재 표면 냉각
♣ 판 - 전극간 접촉 면적
제한
♣ 접합부에서 전류밀도
확보
♣ 가압력 유지
1. SPOT 용접용 전극과 용착
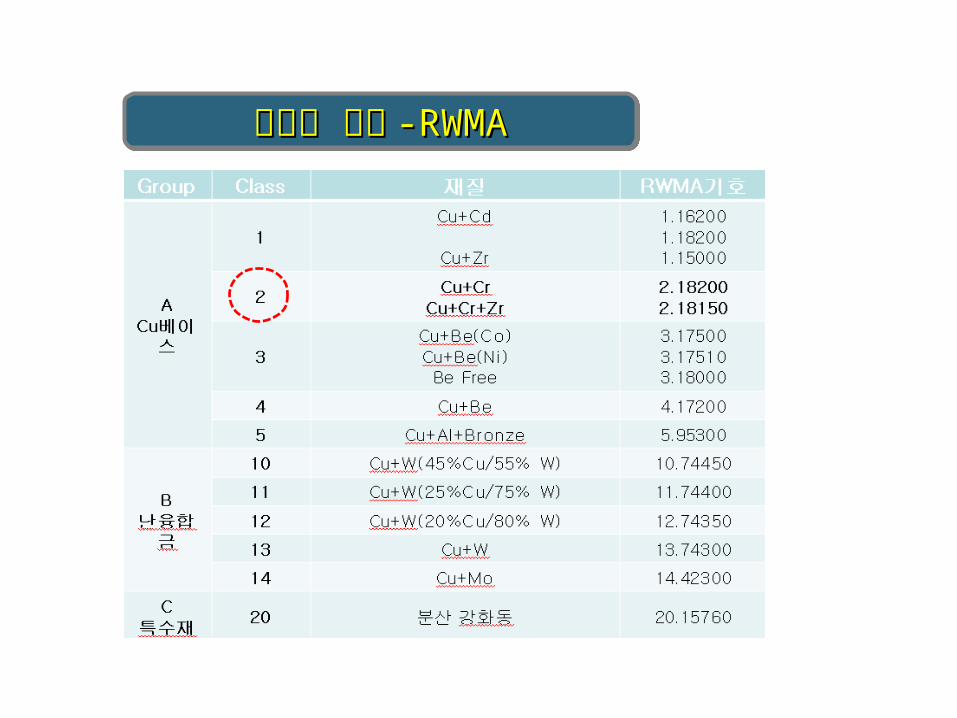
전극의 재질전극의 재질 -RWMA-RWMA전극의 재질전극의 재질 -RWMA-RWMA
CLASS1 : 알루미늄 , 마그네슘 같은 고유저항이 작아 대전류가 필요한 경우
전
극재질도 고유저항이 낮은 0.1~1% 카드뮴을 혼합한 동합금
사용
CLASS2 : 변형저항이 적은 재료로 0.5~1% 크롬을 첨가한 동합금으로
자동차
용으로 가장 많이 사용되며 지르코늄동 , 티타늄동 등이 있다
CLASS3 : 스텐레스강 , 내열강 , 고강도강 등 높은 가압력이 필요한 용접
재료에
사용된다 . 0.5~1% 베리륨과 2~2.5% 코발트를 첨가한
저베리륨 ,
0.2~ 0.5 베리륨과 1.2~1.6% 니켈을 첨가한 니켈 베리륨
동이 있다 .
플래시 용접에 사용 .
전극 재질 전극 재질 -GROUP A(-GROUP A( 동합금계동합금계 ))전극 재질 전극 재질 -GROUP A(-GROUP A( 동합금계동합금계 ))
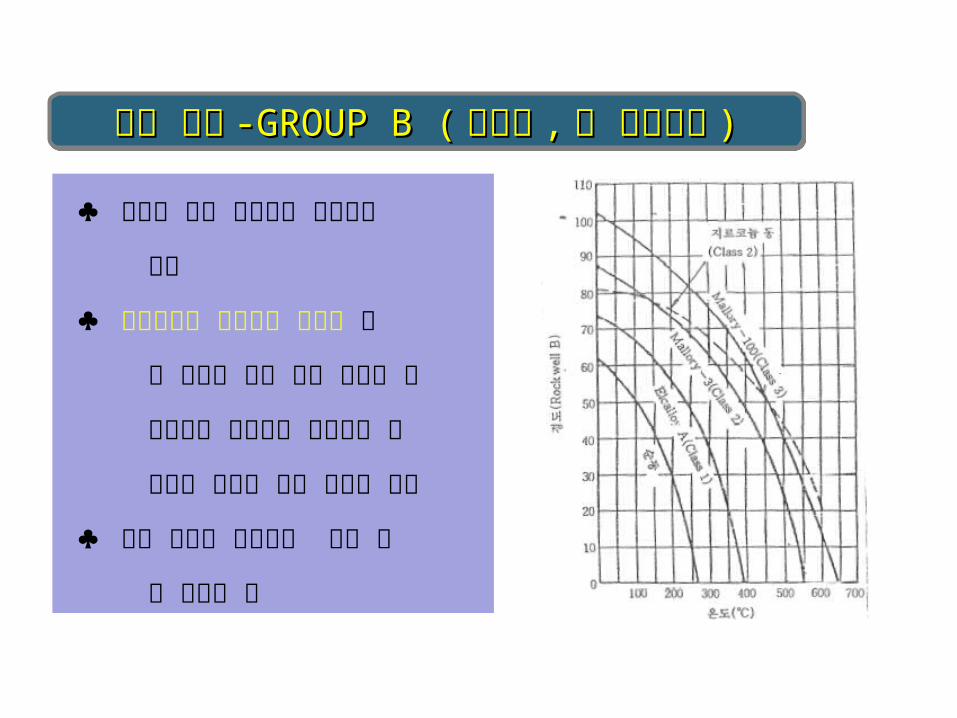
전극 재질전극 재질 -GROUP B (-GROUP B ( 텅스텐텅스텐 ,, 동 소결합금동 소결합금 ))전극 재질전극 재질 -GROUP B (-GROUP B ( 텅스텐텅스텐 ,, 동 소결합금동 소결합금 ))
♣ 분말의 동과 텅스텐을 소결하여
제작
♣ 동합금이나 마그네슘 합금과 같
은 발열이 적은 것을 용접할 때
전극으로 열전도를 작게해서 용
접부위 온도를 높힐 경우에
사용
♣ 우측 그림은 동합금의 고온 경
도 그라프 임
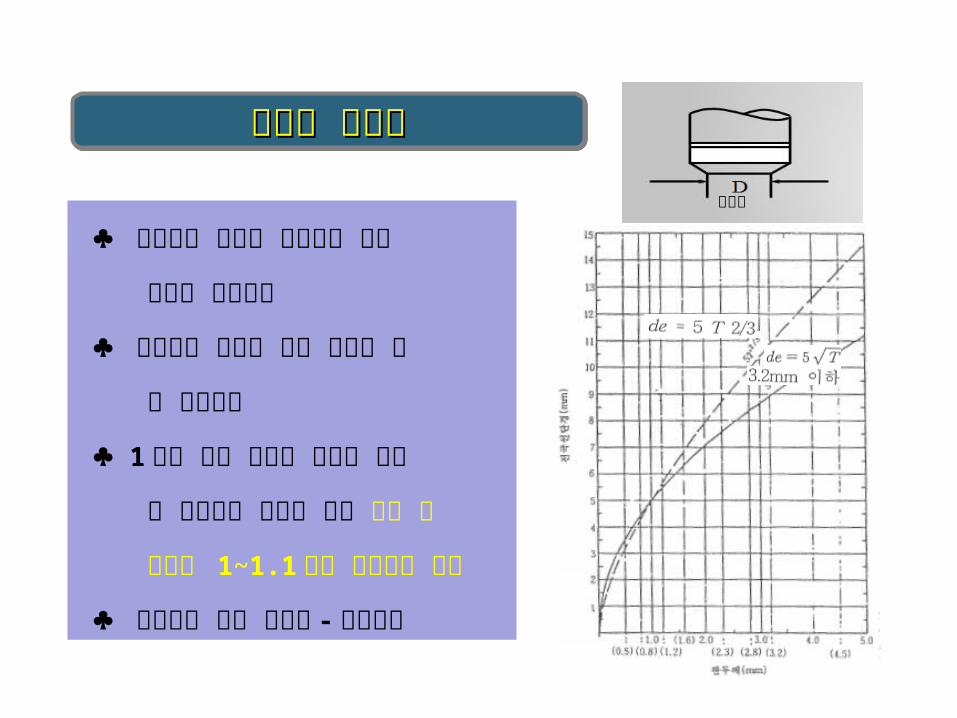
전극의 선단경전극의 선단경전극의 선단경전극의 선단경
♣ 선단경의 크기는 이음부의 접합
강도에 관계된다
♣ 이음부의 강도는 너겟 크기에 따
라 결정된다
♣ 1 점당 요구 강도에 안전율 곱해
서 너겟경을 정하고 보통 전극 선
단경의 1~1.1 배가 너겟경이
된다
♣ 판두께에 따른 선단경 -
그림참조
선단경
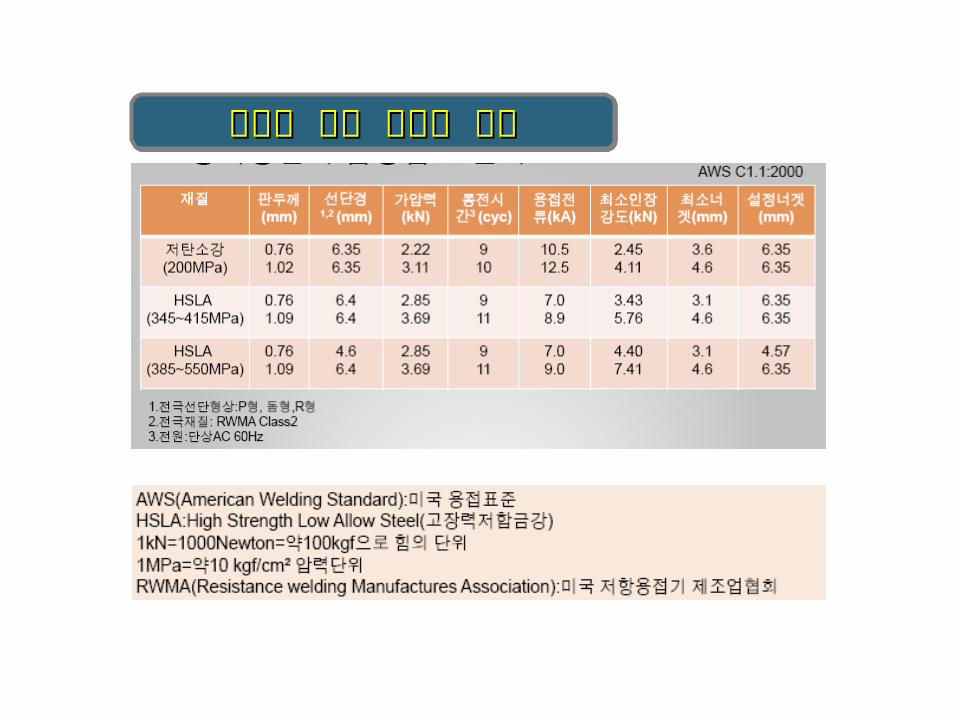
재질별 전극 선단경 비교재질별 전극 선단경 비교재질별 전극 선단경 비교재질별 전극 선단경 비교
용착
스포트 용접에 있어서 용접 진행중 전극이 소재 표면
에 녹아 붙는 현상 .
로보트 동작이 정지하거나 전극 변형 , 또는 전극이
탈거된 상태로 용접이 진행됨
전극 변형으로 타점 위치 불량 발생
용착 이란용착 이란 ??용착 이란용착 이란 ??
용착 발생 원인용착 발생 원인용착 발생 원인용착 발생 원인
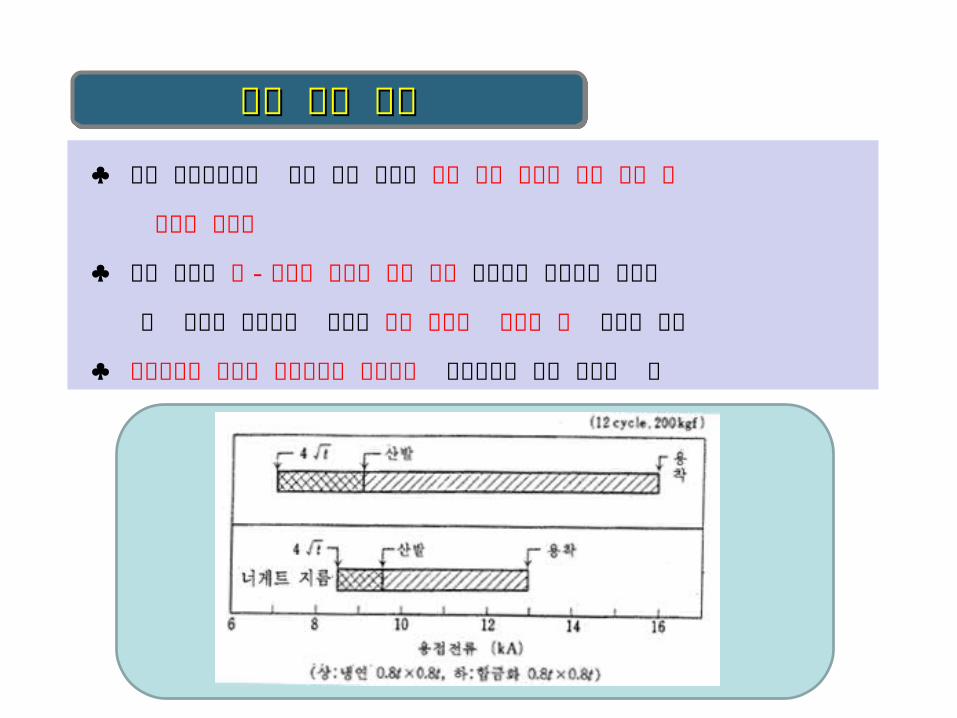
♣ 일정 가압조건에서 용착 한계 현상은 산발 현상 한계에 비해 높은 전
류치로 생긴다
♣ 전극 용착은 판 - 전극간 지나친 온도 상승 때문이며 피용접재 표면층
의 융점이 낮을수록 그리고 전극 냉각이 미흡할 때 발생이 증가
♣ 통전시간이 길수록 팁선단경이 가늘수록 저전류로도 용착 발생이 큼
전극의 온도 상승전극의 온도 상승전극의 온도 상승전극의 온도 상승
♣ 전극 자체의 고유 저항에 의한 발열은 극히 작다
♣ 전극 선단에서 전도되는 열에 의해 상승하고 용접 반복시간이 짧을
수록 온도 급격 상승 –수냉 홀에 냉각수를 순환시켜 냉각
♣ 전극 선단의 온도를 낮추기 위해 선단부의 열용량을 크게 할 필요
가 있음 - 전극의 외경은 작업에 지장 없는한 큰 것을 사용하는 것이
전극 수명에 도움되며 경제적이다

냉각 수량 점검냉각 수량 점검냉각 수량 점검냉각 수량 점검
♣ 전극부의 지나친 온도 상승이 원인
- 전류 과대하거나 , 통전시간이 길고 이에 반해 전극 냉각 조건이
좋지 않을때 발생함
대책안
1. 너겟경 기준을 만족하는 범위내에서 전류 및 통전시간의 축소
- 3 통전→ 2통전→ 1 통전으로 조건 조정
2. 냉각 조건 향상
- 보통 냉각수 압력을 2.3 kg/㎠ 정도를 사용하지만 더 높히거나
리턴측 파이프경을 증대하는 방안 검토 ( 분당 유량을 크게 )
3. 전극 형상 R 타입이 효과적임 . 굵기를 16¢ 이상 19¢ 적용 검토
용착 발생 대책 요약용착 발생 대책 요약 용착 발생 대책 요약용착 발생 대책 요약
Microsoft Office PowerPoint 97-2003 ÇÁ·¹Á
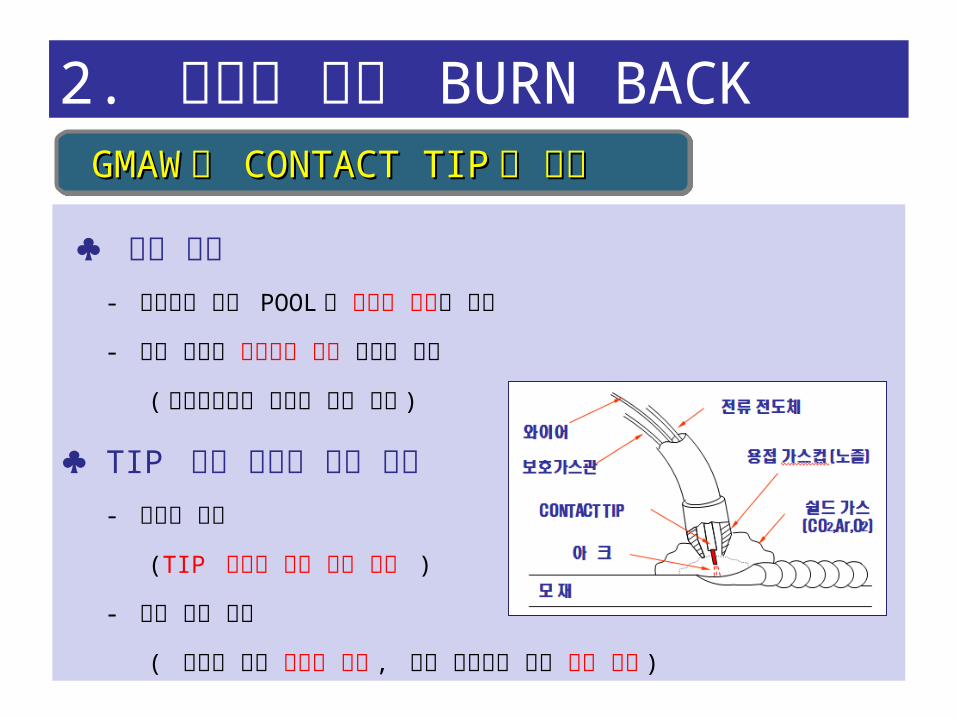
♣ 주요 역할
- 와이어를 용융 POOL 의 정확한 위치로 유도
- 용접 전류를 와이어에 통전 시키는 역할
( 전기전도도가 우수한 재질 사용 )
♣ TIP 홀의 손상에 따른 영향
- 생산성 저하
(TIP 교체에 따른 가동 손실 )
- 용접 품질 저하
( 와이어 선단 지향점 변화 , 통전 불안정에 따른 아크 불안 )
GMAWGMAW 의 의 CONTACT TIPCONTACT TIP 의 기능의 기능 GMAWGMAW 의 의 CONTACT TIPCONTACT TIP 의 기능의 기능
2. 컨택트 팁과 BURN BACK
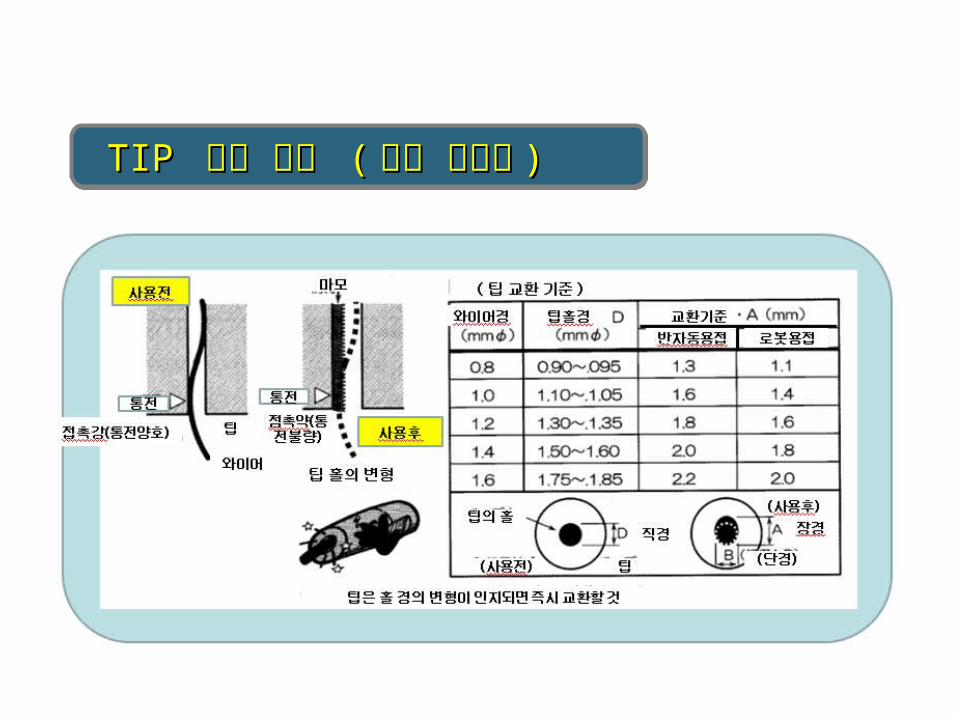
TIP TIP 교환 기준 교환 기준 (( 통전 안정화통전 안정화 )) TIP TIP 교환 기준 교환 기준 (( 통전 안정화통전 안정화 ))

팁 수명 관련 인자팁 수명 관련 인자팁 수명 관련 인자팁 수명 관련 인자
♣ 팁 자체의 고온 내마모성 (300℃,
경우에 따라 500℃)
♣ 고전류특성 , 와이어품질 , 피딩
성능
♣ 대립 스패터 출구 용착 ( 번 백
발생 )
♣ 전기적 에러존 발생
( 와이어와 콘택트 팁 선단에서
아크 발생하여 팁 일부 용융 용
착 )
(6 시간 경과 , 홀 경 마모 150% 정도가 한계 )
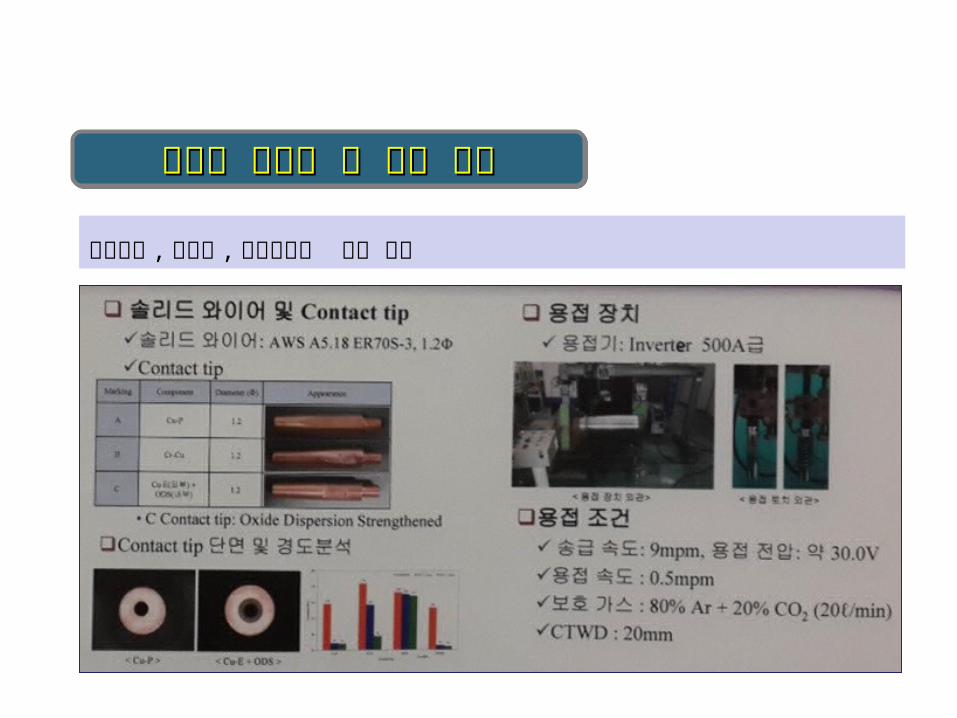
재질별 컨택트 팁 수명 비교재질별 컨택트 팁 수명 비교재질별 컨택트 팁 수명 비교재질별 컨택트 팁 수명 비교
인탈산동 , 크롬동 , 분산강화동 수명 실험
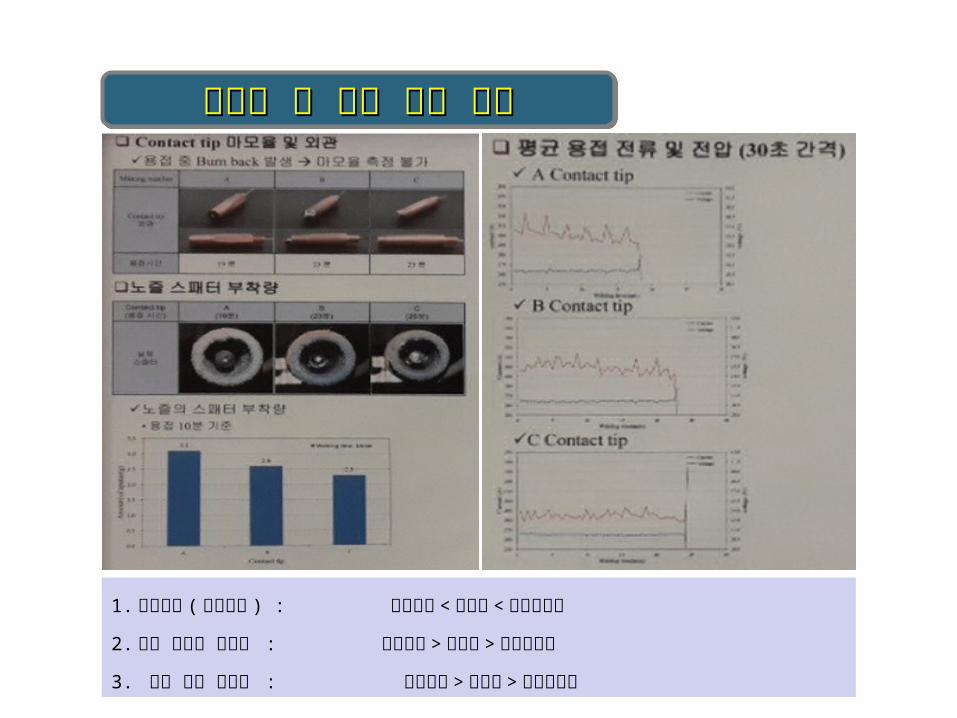
1. 용접시간 ( 내마모성 ) : 인탈산동 < 크롬동 < 분산강화동
2.노즐 스패터 부착량 : 인탈산동 > 크롬동 > 분산강화동
3. 전류 변동 감소폭 : 인탈산동 > 크롬동 > 분산강화동
재질별 팁 수명 실험 결과재질별 팁 수명 실험 결과재질별 팁 수명 실험 결과재질별 팁 수명 실험 결과

카본 조립형 컨택트 팁 카본 조립형 컨택트 팁 카본 조립형 컨택트 팁 카본 조립형 컨택트 팁
1. 카본형이 내마모성 , 번 백 , 스패터 발생이 크롬동에 비하여
우수
2. 카본 재료의 경우 티칭 미숙등으로 부품과 충돌시 파손 우려
3. 가격이 고가 ( 수명과 가격 비교 검토 필요 )
BURN BACK
GMAW 에 있어서 CONTACT TIP 선단에
아크열에 의한
과열로 WIRE 가 타올라 팁에 와이어가 녹아
붙거나
스패터의 홀부착에 따라 와이어 공급이 저해되는 현
상 .
교체작업으로 인한 생산성 저하와 원가상승 원인이
되고 홀변형 과대시 비드선 이탈등 용접 결함 유발 .
BURN BACK BURN BACK 이란이란 ?? BURN BACK BURN BACK 이란이란 ??
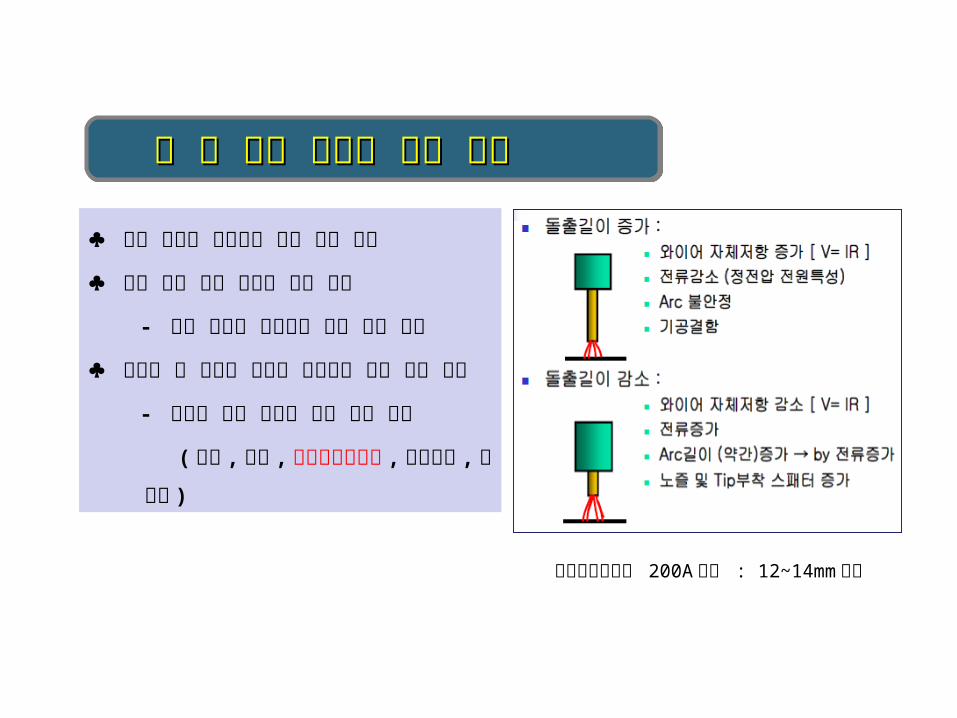
♣ 초기 와이어 슬로다운 속도 너무 낮음
♣ 초기 아크 개시 전류가 너무 높음
- 파형 인버터 용접기의 기판 볼륨 조정
♣ 컨택트 팁 내부에 스패터 융착으로
인한 송급 장애
- 스패터 발생 최소화 용접 조건 선정
( 전류 , 전압 , 와이어돌출길이 ,
가스종류 , 팁 재질 )
번 백 발생 요인과 방지 대책번 백 발생 요인과 방지 대책 번 백 발생 요인과 방지 대책번 백 발생 요인과 방지 대책
와이어돌출길이 200A 이하 : 12~14mm 적정
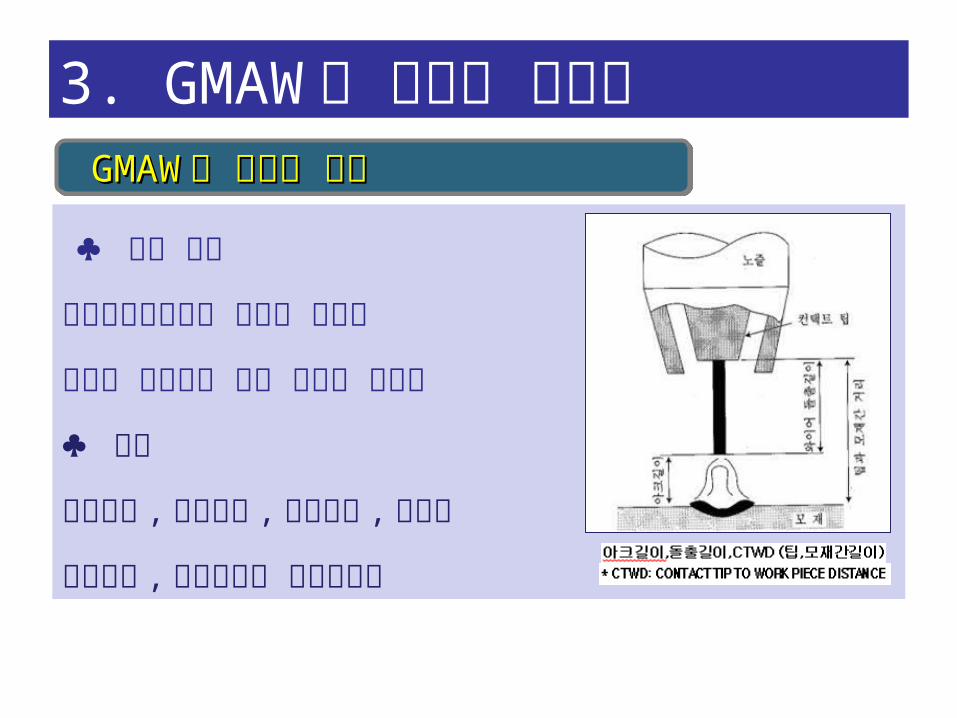
♣ 주요 기능
시일드가스에의해 공기중 이물질
혼입을 방지하여 용착 금속을 보호함
♣ 영향
아크특성 , 용입깊이 , 비드형상 ,언더컷
청정작용 , 용착금속의 기계적성질
GMAWGMAW 의 가스의 역할의 가스의 역할 GMAWGMAW 의 가스의 역할의 가스의 역할
3. GMAW 의 가스와 슬래그
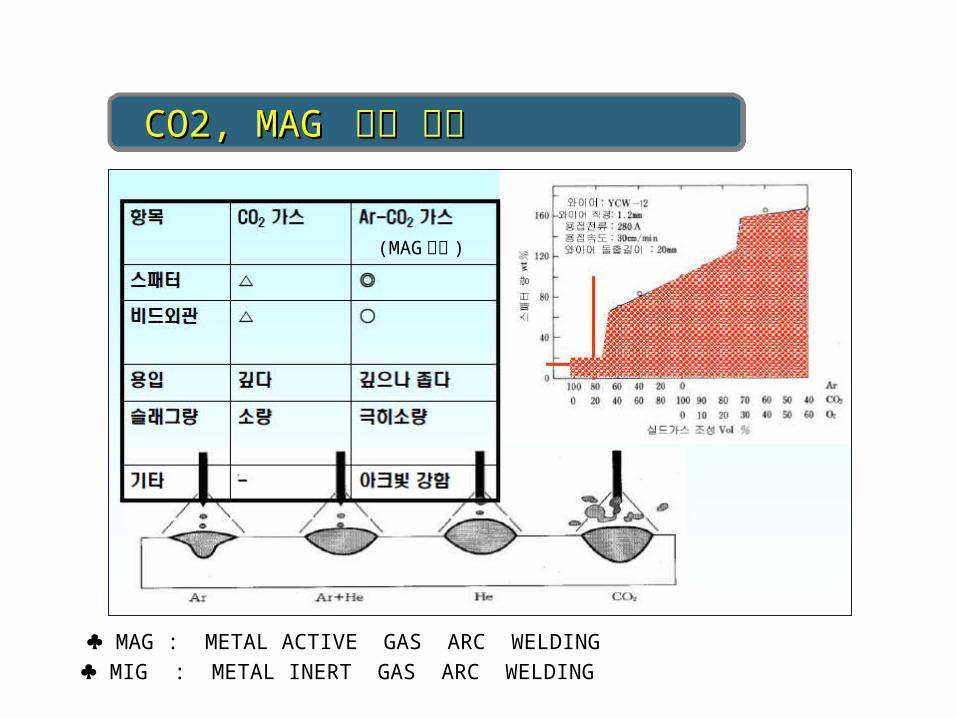
CO2, MAGCO2, MAG 용접 특성용접 특성 CO2, MAGCO2, MAG 용접 특성용접 특성
♣ MAG : METAL ACTIVE GAS ARC WELDING
(MAG 용접 )
♣ MIG : METAL INERT GAS ARC WELDING
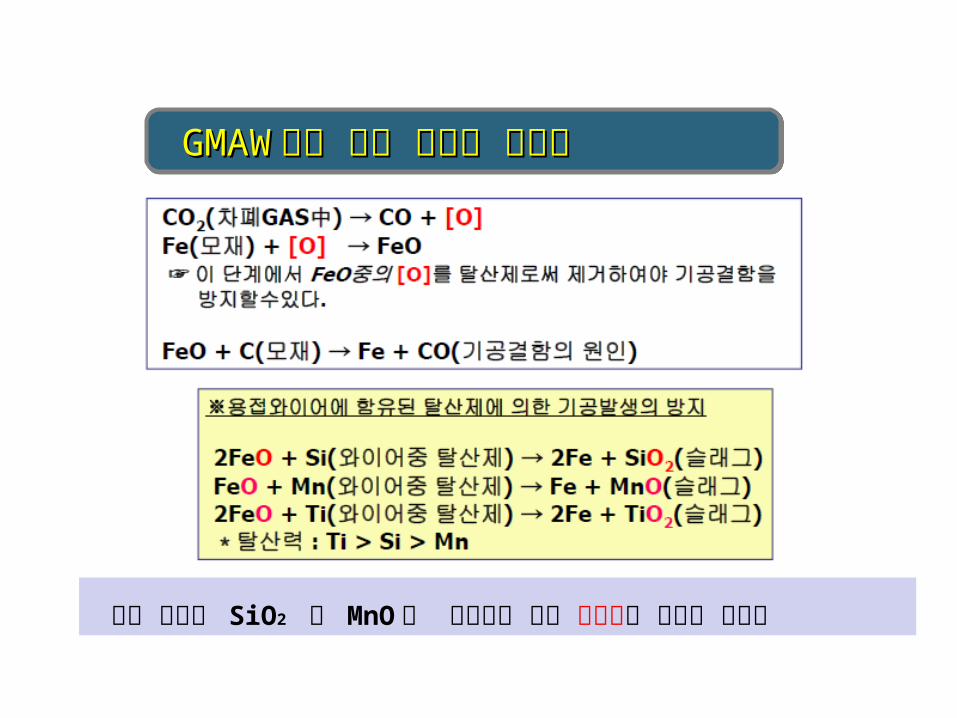
GMAWGMAW 에서 탈산 반응과 슬래그에서 탈산 반응과 슬래그 GMAWGMAW 에서 탈산 반응과 슬래그에서 탈산 반응과 슬래그
탈산 생성물 SiO2 와 MnO 가 비중차에 의해 슬래그로 표면에
떠오름
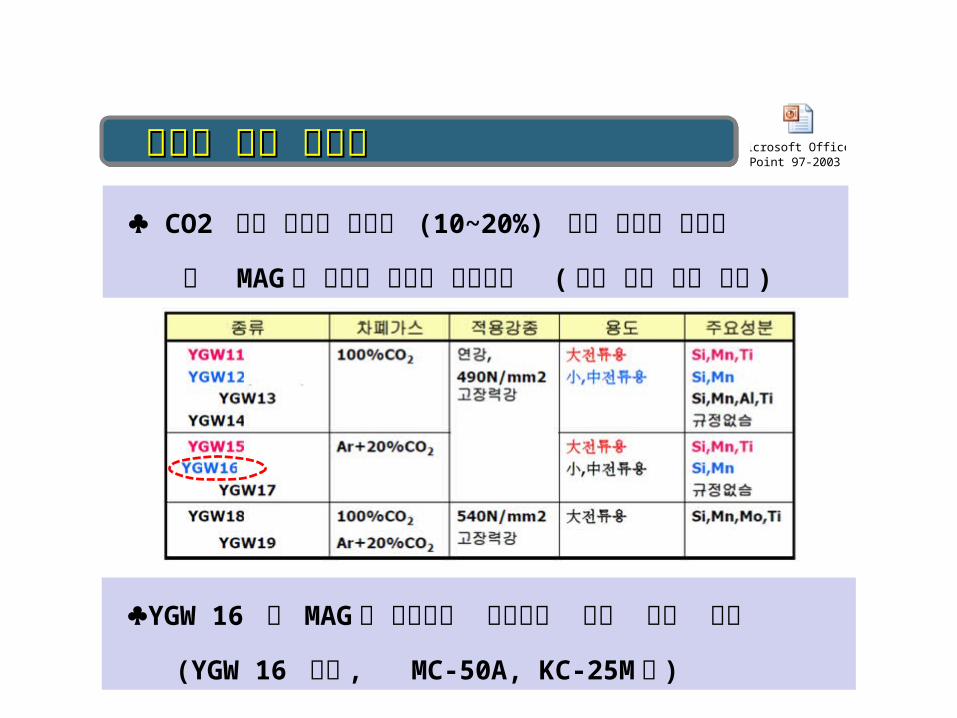
♣YGW 16 등 MAG 용 저탈산제 와이어와 가스 동시
적용
(YGW 16 동급 , MC-50A, KC-25M 등 )
슬래그 저감 대책안슬래그 저감 대책안 슬래그 저감 대책안슬래그 저감 대책안
♣ CO2 가스 성분을 최소화 (10~20%) 하고 탈산제
저함유
된 MAG 용 와이어 적용이 바람직함 ( 적정 전류 전압
속도 )
Microsoft Office PowerPoint 97-2003 ÇÁ·¹Á

접합 이음 기술 변화 요인접합 이음 기술 변화 요인 접합 이음 기술 변화 요인접합 이음 기술 변화 요인 Microsoft Office PowerPoint 97-2003 ÇÁ·¹Á
4. 접합기술의 동향
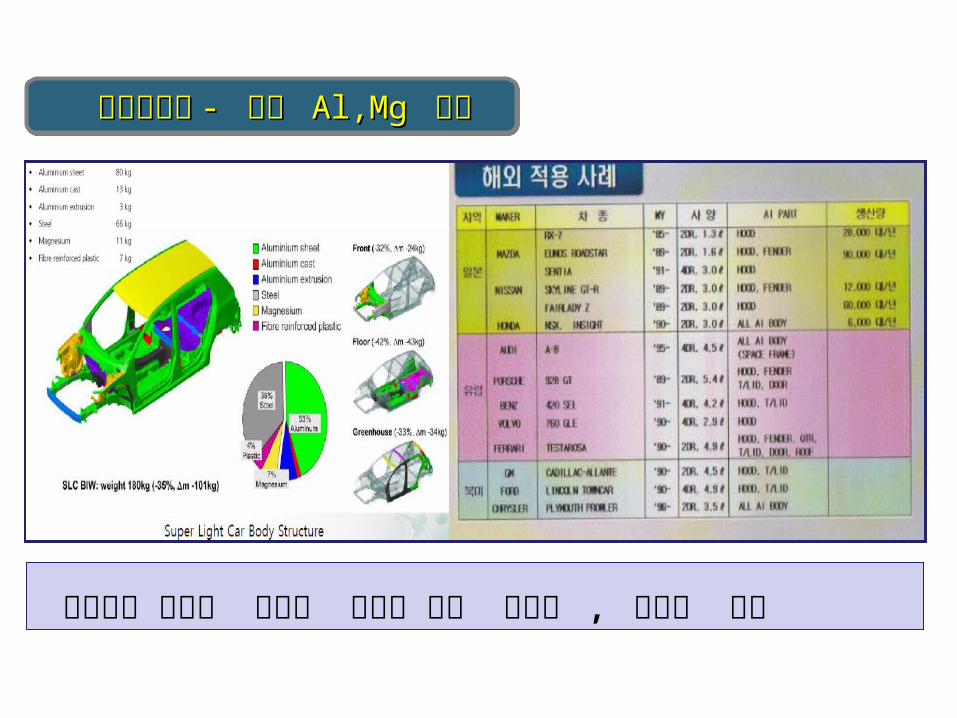
소재경량화소재경량화 -- 적용 적용 Al,Mg Al,Mg 부품부품 소재경량화소재경량화 -- 적용 적용 Al,Mg Al,Mg 부품부품
알루미늄 소재는 경량화 효과가 크나 성형성 , 용접성
취약
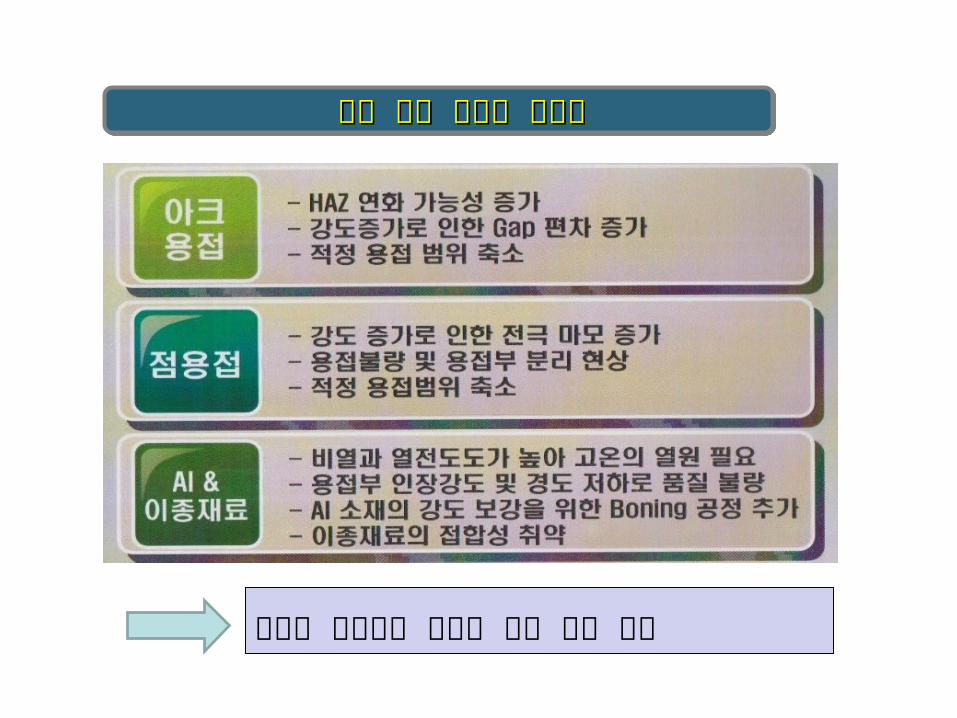
기존 용접 공법의 문제점기존 용접 공법의 문제점 기존 용접 공법의 문제점기존 용접 공법의 문제점
새로운 접합기술 개발을 통한 개선 필요

레이져용접레이져용접
CMT 용접CMT 용접
FSW 접합FSW 접합
고강도강 소재 : 열간성형 (Hot Press Formming) 을
통하여 제작
경량소재 : 알루미늄 , 마그네슘등 비철금속의 확대- 고장력강 , 열간성형소재 및 박판 소재 용접에 적합
- 빠른 CYCLE T. 공정수 , 용접로봇수가 기존 접합에 비해
유리 - 저입열 용접으로 박판 소재 및 이종 재료의 용접에 적합
- 스패터 발생이 거의 없음
- 고상 접합으로 재료를 녹이지 않으며 특히 Al 부품 용접에 적합
- 이종재 접합에도 활용가능하며 환경에 무해한 접합법
소재 변화에 따른 신공법 적용 확대소재 변화에 따른 신공법 적용 확대 소재 변화에 따른 신공법 적용 확대소재 변화에 따른 신공법 적용 확대

레이져 용접 시스템레이져 용접 시스템 레이져 용접 시스템레이져 용접 시스템
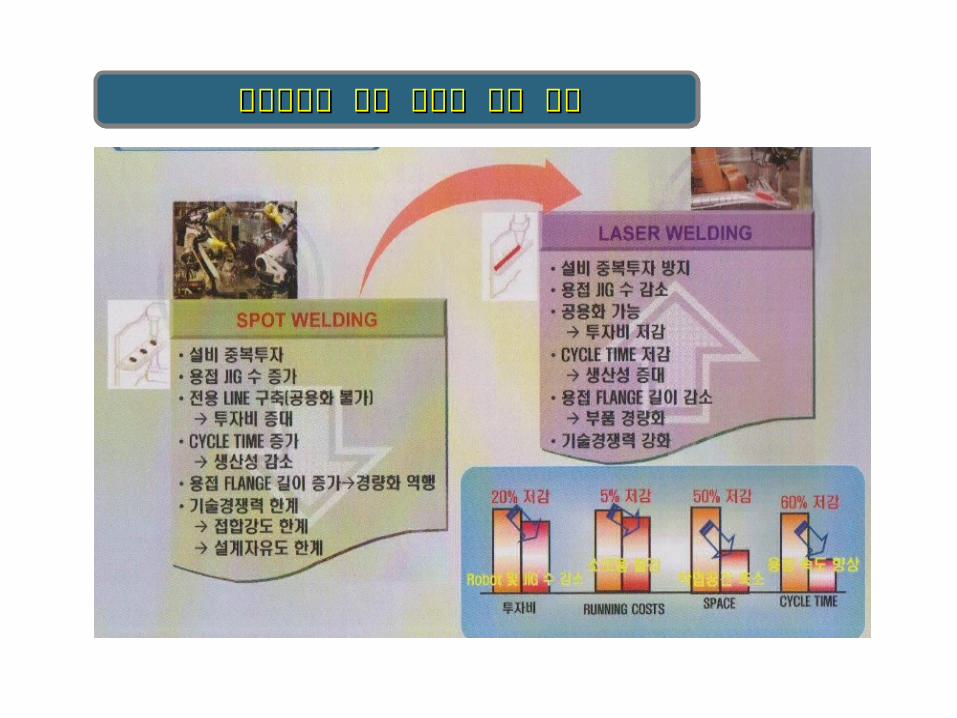
스포트용접 대비 레이져 용접 비교 스포트용접 대비 레이져 용접 비교 스포트용접 대비 레이져 용접 비교 스포트용접 대비 레이져 용접 비교
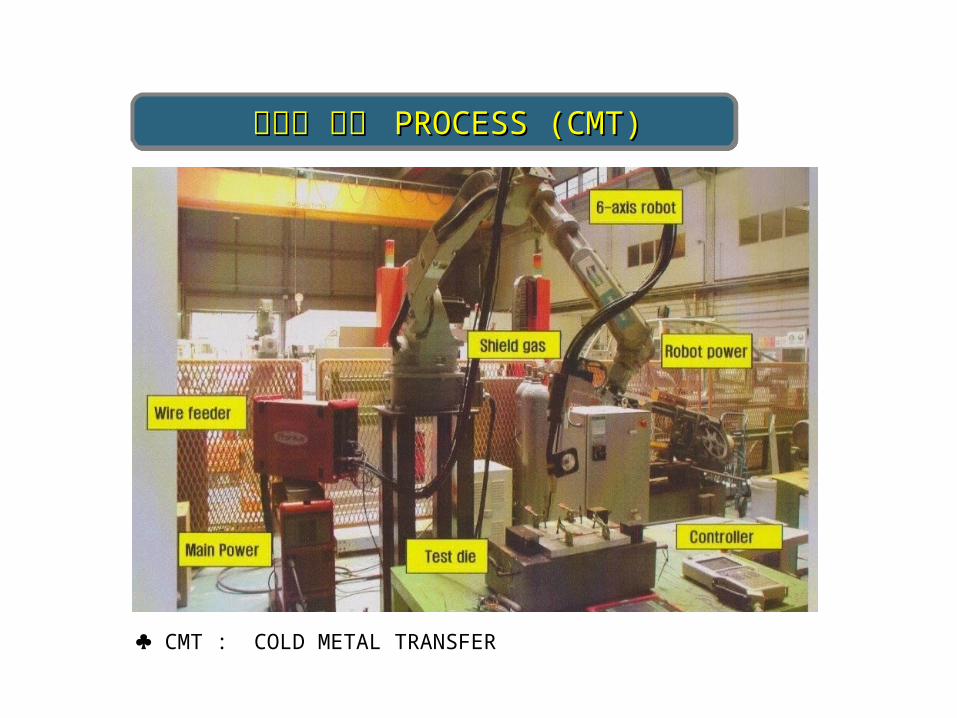
저입열 용접 저입열 용접 PROCESS (CMT)PROCESS (CMT) 저입열 용접 저입열 용접 PROCESS (CMT)PROCESS (CMT)
♣ CMT : COLD METAL TRANSFER
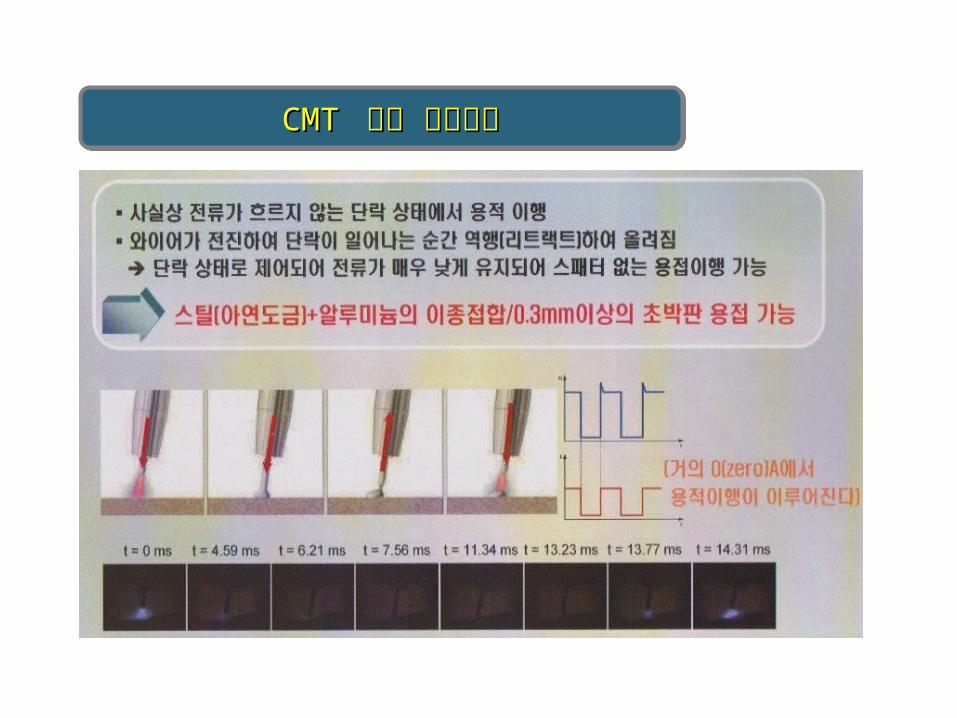
CMT CMT 용접 프로세스 용접 프로세스 CMT CMT 용접 프로세스 용접 프로세스

CMT CMT 용접의 적용 용접의 적용 CMT CMT 용접의 적용 용접의 적용
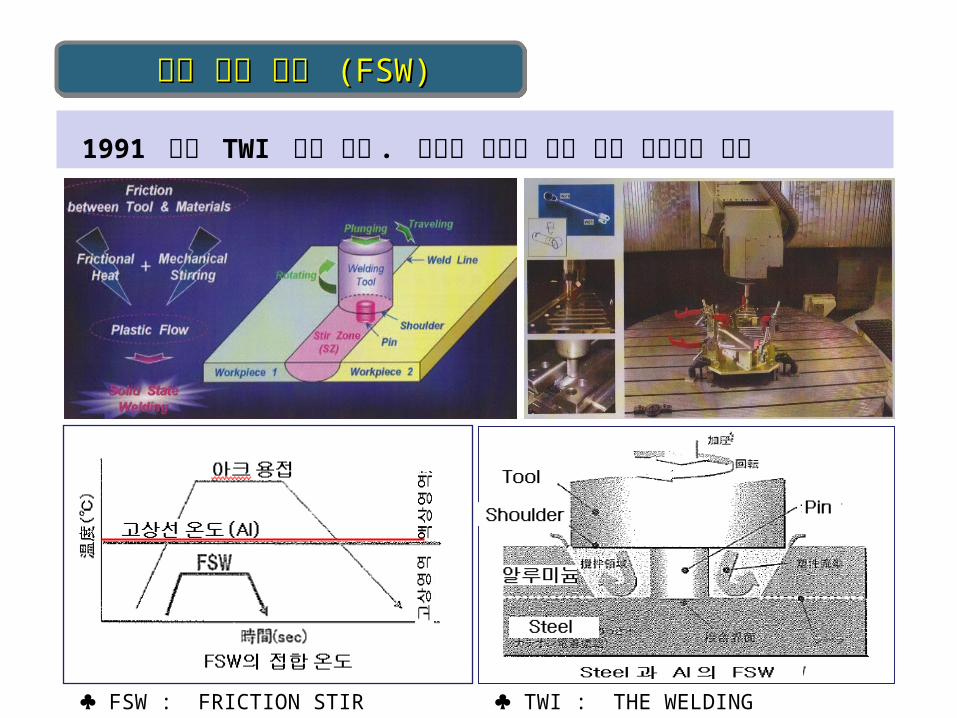
마찰 교반 접합 마찰 교반 접합 (FSW)(FSW) 마찰 교반 접합 마찰 교반 접합 (FSW)(FSW)
♣ FSW : FRICTION STIR WELDING
1991 영국 TWI 에서 개발 . 재료를 녹이지 않고 고체 상태에서
접합
♣ TWI : THE WELDING INSTITUTE

마찰 교반 접합의마찰 교반 접합의 장점 장점 마찰 교반 접합의마찰 교반 접합의 장점 장점

FSWFSW -- 접합부 기계적 성질 접합부 기계적 성질 FSWFSW -- 접합부 기계적 성질 접합부 기계적 성질
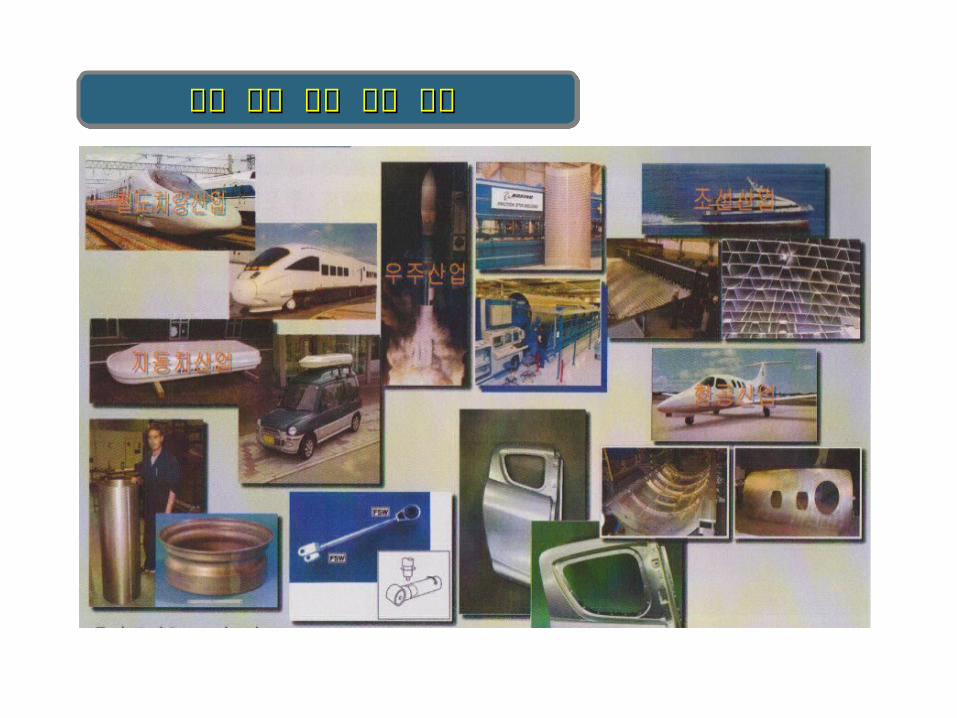
마찰 교반 접합 적용 사례마찰 교반 접합 적용 사례 마찰 교반 접합 적용 사례마찰 교반 접합 적용 사례
♣ 소재경량화 , 초고강도강 +Al (Mg,탄소섬유 ) ① 기존 용접법 보완 (DC 인버터 ,DC펄스용접 ) ② 구조용 접착제 발달 ( 내열성 ) ♣ 용접 신공법 적용 확대 ① 레이져용접 ( 기존 SPOT, 아크용접 대체 ) ②CMT 용접 ( 이종 재질 용접 , 품질 개선 ) ③ 마찰교반용접 (FSW) 급격 발전 예상 - Al AHSS HPF SUS 적용
자동차 접합 기술 동향 요약자동차 접합 기술 동향 요약 자동차 접합 기술 동향 요약자동차 접합 기술 동향 요약
감사합니다