bab 2 pabp-1
DESCRIPTION
Perhitungan Presstool MoldingTRANSCRIPT

BAB IIPERANCANGAN

2.1 Perancangan Inti TrafoMisalkan kita akan membuat bagian dari trafo listrik seperti gambar 2.1 di bawah ini yang terbuat dari lembaran baja dengan tegangan tarik (σt) = 30 ton / inch2 atau 465 N / mm2 dan ketebalan (t) = 0,017 inch = 0,432 mm
Bentuk profilBentuk profil
Gambar 2.1 Bentuk profil

Gambar 2.2. Dimensi profil
2.2 Perhitungan Keliling
Untuk memulai pembuatan profil E & I untuk laminate trafo ini yang harus
direncanakan pertama kali adalah ukuran bahan baku, caranya yaitu
dengan manghitung keliling benda yaitu sebagai berikut :
Ukuran dan jenis bahan produk adalah :Panjang = 44 mmLebar = 33 mmJenis = Silicon steelσt = 30 ton / in2
= 465 N / mm2
Tebal = 0,016 - 0,018 inTebal = 0,016 - 0,018 in= diambil rata-rata 0,017 in = 0,432 mm
Keliling = 2 . ( 44 + 33 ) + 4 . ( 33 + 5 )= 154 + 152= 306 mm

2.3 Perhitungan ClearanceClearence adalah jarak antara punch dan die, clearence sangat penting karena jika tidak terdapat clearaence atau clearance terlalu kecil maka punch akan bersentuhan dengan die dan menyebabkan kerusakan benda kerja atau punch akan macet.
Gambar 4. Clearence

Dari Fundamental of Tool Design, diperoleh clearence 0,1524 mm.Keterangan :
Jenis bahan dipilih dari group 2. Dari grafik yang ada dipilih 6% padatebal bahan 1 mm maka akan diperoleh nilai clearence 0,006 inch atau 0,1524 mm
2.4 Perhitungan Gaya PotongGaya potong adalah gaya yang bekerja pada punch saat memotong
benda kerja. Gaya potong pada punch tergantung dengan bentuk danukuran punch yang digunakan.Rumus yang digunakan untuk menghiung gaya potong tersebut adalah:
Keterangan :Fs = Gaya Potong ( N )u = Keliling ( mm )t = Tebal ( mm )σt = Tegangan Tarik Maksimal ( N/mm2 )
Fs = 0,8 u . t . σt

Pada proses pembuatan profil E & I untuk coil trafo menggunakanproses :a. Piercing pada 8 lubang
Proses yang pertama yaitu pierching. Pierching hampir sama denganblanking hanya saja pierching lebih kecil / bentuk pendukung.

Keliling = Keliling lingkaran= 2 π r= 2 . π . 1 mm= 6,28 mm
Ø 2 mm
Karena jumlah lubang ada 8 buah maka kelilingnya menjadi :8 . 6,28 mm = 50,24 mm
Gaya potong piercing :Fs = 0,8 u . t . σt
= 0,8 . 50,24 mm. 0, 432 mm . 465 N/mm2
= 8073,769 N

b. Blanking pada profil I

Proses yang kedua adalah proses blanking pada profil I.
Yang dimaksud dengan proses blanking adalah dimana benda potong yang dihasilkan memiliki bentuk utuh / komplit ( bentuk dasar ) dan masih berupa kosong ( belum terdapat bentuk lain didalamnya ). masih berupa kosong ( belum terdapat bentuk lain didalamnya ).
Blanking membutuhkan gaya yang besar oleh karena itu sebenarnya proses ini tidak ekonomis namun jika bentuk benda memiliki kriteria yang menuntut untuk digunkannya proses ini maka proses blanking tetap menjadi pilihan utama
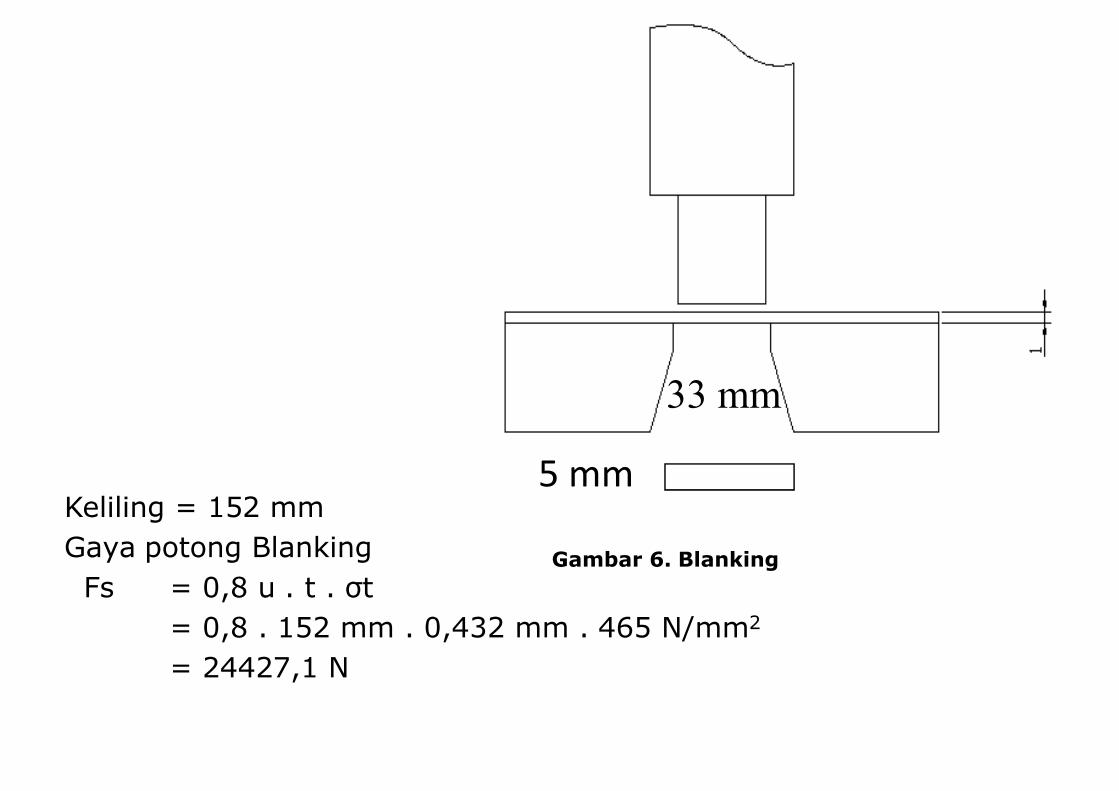
5 mm
33 mm
Keliling = 152 mm
Gambar 6. BlankingGaya potong BlankingFs = 0,8 u . t . σt
= 0,8 . 152 mm . 0,432 mm . 465 N/mm2
= 24427,1 N

c. Cropping membentuk profil E
Proses ketiga yaitu cropping
membentuk profil E. Cropping ini
adalah proses yang tidak menghasilkan
benda potong (scrapless) karena lebar
bidang potong hampir sama dengan
lebar alat potong. Proses ini digunakan
untuk benda yang memiliki konturuntuk benda yang memiliki kontur
sederhana.

Keliling = 23 mmGaya potong cropping
Gambar 7. Cropping
Fs = 0,8 u . t . σt= 0,8 . 23 mm . 0,432 mm . 465 N/mm2
= 3696,192 N
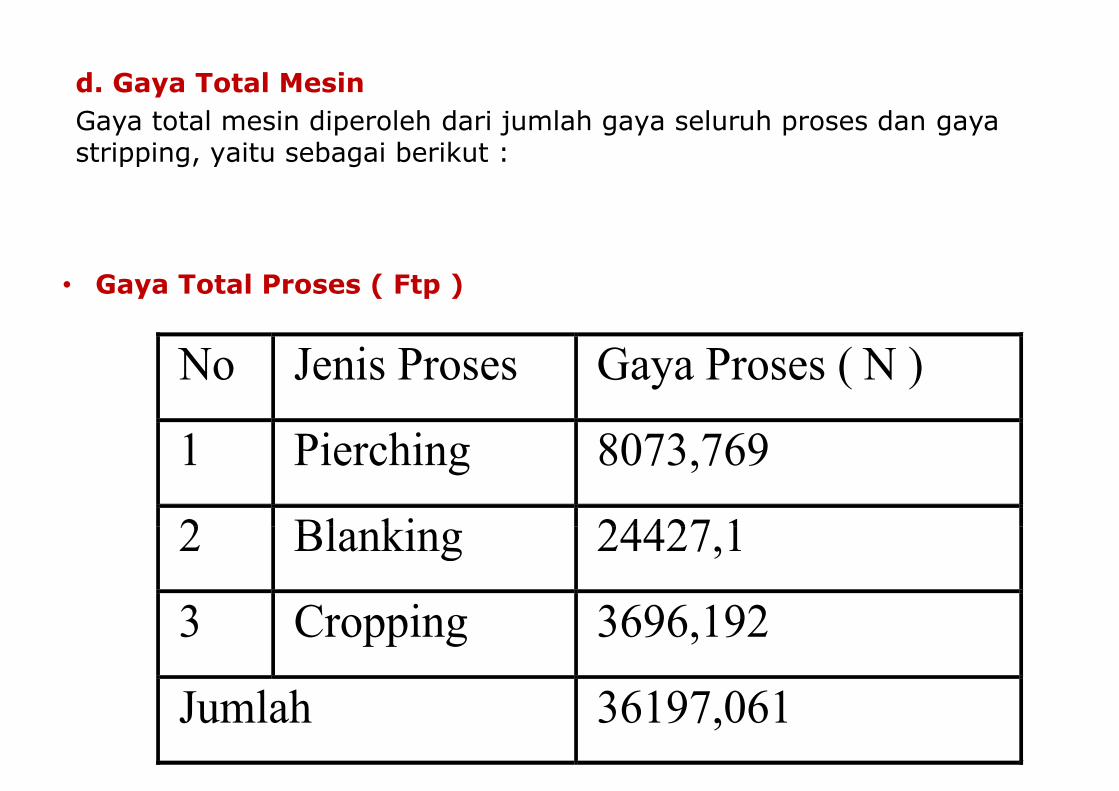
d. Gaya Total MesinGaya total mesin diperoleh dari jumlah gaya seluruh proses dan gaya stripping, yaitu sebagai berikut :
• Gaya Total Proses ( Ftp )
No Jenis Proses Gaya Proses ( N )
1 Pierching 8073,769
2 Blanking 24427,12 Blanking 24427,1
3 Cropping 3696,192
Jumlah 36197,061

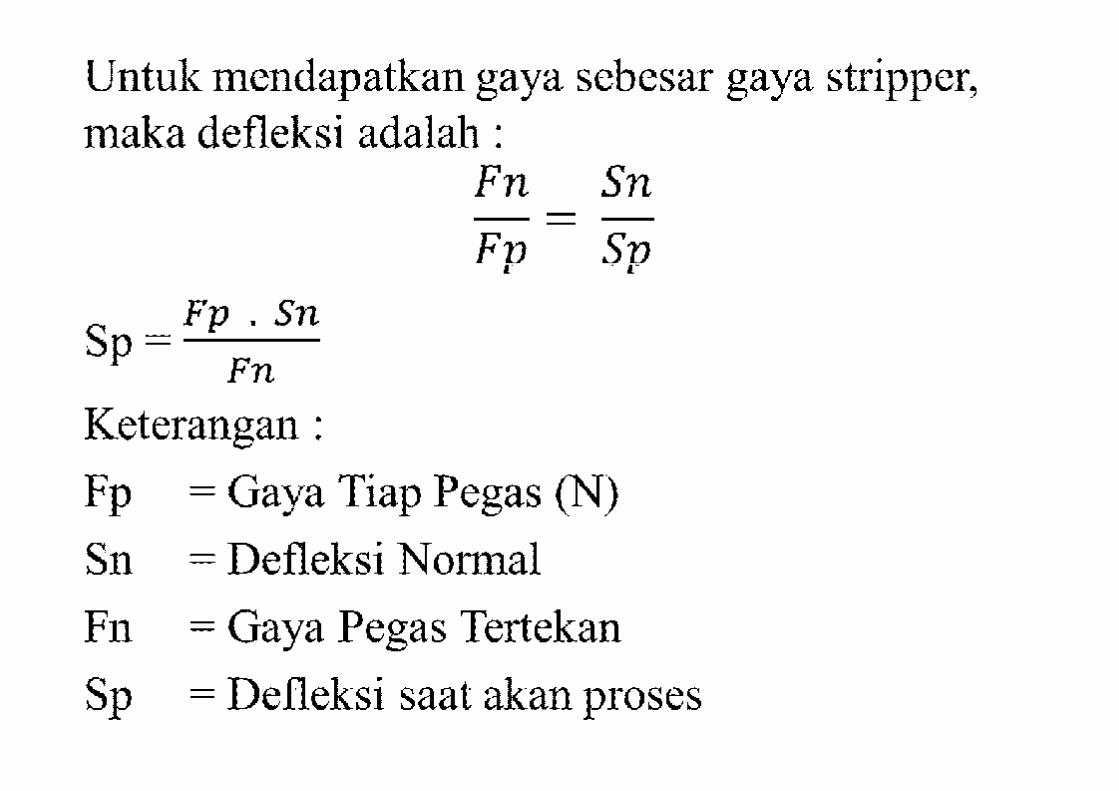
• Gaya Stripping ( Fs ) Gaya stripping merupakan gaya yang digunakan untuk menahan
material agar tidak terangkat atau terbawa naik pada waktu punch diangkat naik. Sebelum menentukaan pegas stripping terlebih dahuluharus ditentukan besarnya gaya stripper yang digunakan. Besarnyagaya stripper tersebut berkisar antara 5%-20% gaya total punch.
Dalam perancangan ini diampbil 10% dengan pertimbangan sudahDalam perancangan ini diampbil 10% dengan pertimbangan sudahcukup untuk menahan gaya potong secara keseluruhan.
Jadi Fs = 0,1 . 36197,061 N= 3619,7061 N

Dengan demikian karena kapasitas hanya 4,058 ton, maka kita dapatmenggunakan mesin press dengan kapasitas 20 ton (Fundamental of Tool Design).
Dengan Spesifikasi :
Maximum Pressing Force = 20 tonMaximum Pressing Force = 20 tonAdjustment of stroke from - to = 8 - 70 mmAdjustment of ram = 35 mmNumber of stroke = 160 / minMax distance between table and ram = 345 mm

2.5 Perhitungan puncha. Perhitungan piercing punch
Gambar 8. Pierching punch

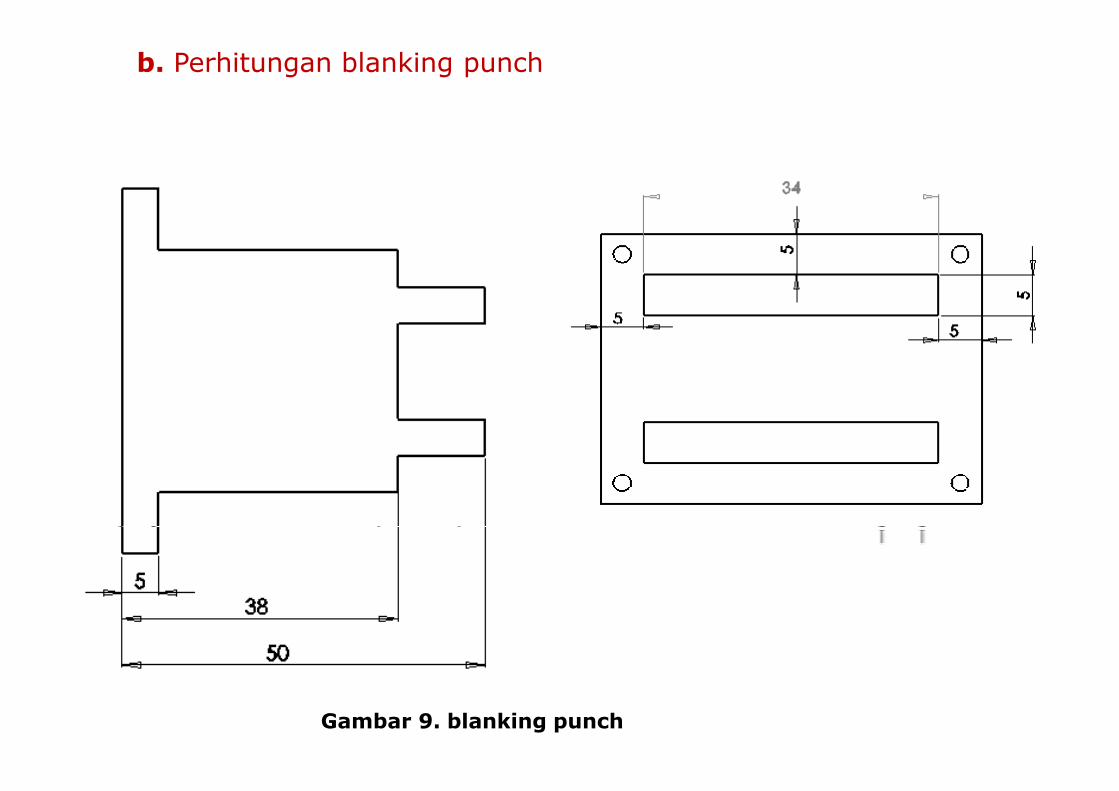
b. Perhitungan blanking punch
Gambar 9. blanking punch


b. Perhitungan cropping punch
Gambar 10. cropping punch


2.6 Tebal DiePerhitungan tebal die didasarkan pada keliling dan panjang potong
yang terjadi dalam proses pemotongan dan pembentukan. Untuk memperoleh tebal die digunakan tabel berikut sebagai acuan:
Jumlah Keliling Potong (inch) Tebal Die (inch)
0 – 3 1/4
3 – 10 1
10 - ... 1 ¼
( Wilson, Frank W, 1984 : 179 )

Dalam perancangan ini jumlah keliling potong dari seluruh proses adalah :
50,24 mm + 152 mm + 23mm = 225,24 mm = 8,86772 inch
Sehingga berdasarkan tabel die diatas maka tebal die yang digunakan adalah :
1 inch atau 25,4 mm = 25mm.1 inch atau 25,4 mm = 25mm.

2.6 Panjang dan Lebar DieUntuk mengetahui panjang dan lebar die adalah dengan menambah
jarak kritis ( s ) dari lubang paling tepi, penambahan ini dilakukan agar die tidak pecah apabila terkena gaya mesin. Untuk lebih jelasnyaperhatikan gambar berikut,
Gambar 11. Plat Die
Selanjutnya untuk menentukan panjang dan lebar die dilakukan perhitungan berikut ini :
Jarak Kritis ( s ) = 1,5 – 2 tebal die(diambil 2 tebaldie)( s ) = 2 . 25 = 50 mm
Lebar Die = 2 . s + Lebar Stock StripLebar Die = 2 . s + Lebar Stock Strip= 2 . 25 + 177 mm= 227 mm
Panjang Die = 2 . s + Panjang Proses= 2 . 25 + 202,2= 252,2 mm= 252,2 mm
Jadi ukuran die :Panjang Die = 252,2 mmLebar Die = 227 mmTebal Die = 25 mm

2.8 Baut Pengikat Die
Gambar 12. Baut Pengikat Die
Baut ini berfungsi untuk mengikat die dengan pelat bawah agar tidak bergerak bila mendapat gaya pada proses pembentukan dan pemotongan.

Ukuran baut ini ditentukan berdasarkan tabel berikut :
Karena tebal die adalah 25 maka berdasarkan tabel diatas baut yang digunakan adalah M8.

2.9 Stripper Plate
Untuk perancangan stripper plate ini dibuat bahwa panjang dan lebar sama dengan plat die. Sedangkan untuk mencari tebal stripper plate menggunakan rumus defleksi. Stripper plate diasunsikan mendapatkan pembebanan merata.
Gambar 12. Stripper Plate

Rumus Defleksi yaitu :
Y =
Keterangan :
Y = Defleksi yang diijinkan (mm)
Fst = Gaya Stripper (N)
E = Modulus Elastisitas (N/mm )
Ls = Jarak dukungan pegas arah memanjang (mm)
b = Jarak dukungan arah melebar (mm)
I = Momen Inersia
I =

Data :Fst = 36197,061 NY = 0,0254 mmE = 2,15 . 105 N/mm2
L = 252,2 – 90 = 162,2 mmb = 227 – 70 = 157 mmb = 227 – 70 = 157 mm


2.10 Pegas Stripper
Gambar 13. Pegas Stripper

Sebelum menentukan pegas stripper terlebih dahulu harus
ditentukan besarnya gaya stripper yang digunakan. Besarnya gaya
stripper tersebut berkisar antara 5% - 20% dari gaya total punch.
Dalam perancangan ini besarnya gaya stripper diambil 10% dengan
pertimbangan sudah cukup untuk menahangaya potong secarapertimbangan sudah cukup untuk menahangaya potong secara
keseluruhan.
Jadi Fst = 0,1 . 36197,061 N
= 3619,7061 N


Gaya Normal (Fn) = 2468 N
Panjang Tekan Normal = 34 mm
Panjang Bebas (Lo) = 50 mm
Defleksi Normal (Sn) = 16 mm
Diameter Luar ( Da) = 50 mm
Diametr Dalam (Di) = 25 mm
Diameter Panjang Pegas (d) = 12,5 mm


2.11 Pelat Bawah
Gambar 14. Pelat Bawah

Pelat ini berfungsi menahan beban yang dikenakan pada alat cetakansewaktu proses pembentukan berlangsung. Untuk panjang dan lebardari plat bawah dapat dilihat tabel spesifikasi mesin press.
Untuk menghitung dimensi plat bawah yaitu dengan melihat lubangmeja mesin yang dipakai seperti dalam tabel mesin.
Berdasarkan tabel, untuk beban 20 ton panjang dan lebar plat bawahBerdasarkan tabel, untuk beban 20 ton panjang dan lebar plat bawah
adalah 609 mm x 381 mm.

Sedangkan untuk tebal plat dihitung dengan menggunakan rumus
berikut ini :
Y =
Keterangan :
Y = Defleksi yang diijinkan (0,0254 mm)
Fb = Gaya Total Proses (N)
E = Modulus Elastisitas (N/mm2)
Lp = Panjang Lubang ( 279 mm)
b = Lebar Lubang ( 203 mm)b = Lebar Lubang ( 203 mm)
h = Tebal Plat bawah ( mm )
I = Momen Inersia
I =

Tebal pelat bawah :
Y =
h =
h =h =
h = 48,029 mm

Tinggi sebesar 48,029 mm merupakan tinggi antara pelat atas dandie, oleh sebab itu die dalam hal ini ikut terdefgleksi akibat gaya total.Maka untuk mencari tebal pelat bawah digunakan : H – tebal dieJadi tebal pelat bawah = 48,029 mm – 25 mm
= 23,029 mm diambil 23 mmMaka tebal pelat bawah adalah 23 mm. Dimensi pelat bawah denganstandar OBI untuk mesin press 20 ton adalah,Panjang Meja = 609 mmLebar Meja = 381 mmTebal meja = 23 mmBahan dipakai ST 60.

2.12 Plat AtasTebal Plat AtasUntuk menghitung pelat atas digunakan perhitungan sebagaiberikut :Tebal Pelat Atas = 0,8 x Tebal Pelat BawahDari perhitungan diatas maka tebal pelat atas :Dari perhitungan diatas maka tebal pelat atas :ha = 0,8 x 23 mm
= 18,42 mm= 19 mm
Jadi ukuran pelat atas adalah :Panjang Meja = 609 mmPanjang Meja = 609 mmLebar Meja = 381 mmTebal meja = 28 mmBahan dipakai ST 60.

2.13 Punch Holder Plate
Plat pemegang punch berfungsi untuk mengikat dan memegang punch.
Gambar 15. Punch Holder Plate
Plat pemegang punch berfungsi untuk mengikat dan memegang punch. Untuk menentukan tebal plat pemegang punch, maka digunakan rumussebagai berikut :

Y =
Keterangan :Y = Defleksi yang diijinkan (mm)Fst = Gaya Stripper (N)E = Modulus Elastisitas (N/mm2)Ls = Jarak dukungan pegas arah memanjang (mm)b = Jarak dukungan arah melebar (mm)I = Momen InersiaI = Momen Inersia

Data :Fst = 36197,061 NY = 0,0254 mmE = 2,15 . 105 N/mm2
L = 252,2 – 170 = 82,2 mmb = 227 – 70 = 157 mmb = 227 – 70 = 157 mm


2.14 Holder Plate
Plate penahan digunakan untuk menahan kepala punch agar gay dari
punch tidak merusak pelat atas dan menahan dari gaya stripper. Untuk
panjang dan lebar sama dengan ukuran die.
Bahan pelat penahan diambil ST 37 dengan tegangan tarik 370 N/mm2, Bahan pelat penahan diambil ST 37 dengan tegangan tarik 370 N/mm2,
dengan perhitungan berikut ini :

Untuk pertimbangan keamanan, tebal plat dibuat dengan ukuran 3 mm sedang ukuran panjang dan lebar disesuaikab dengan stripper plate.Jadi ukuran holder plate adalah :Panjang = 252,2 mmLebar = 227 mmTebal = 3 mmTebal = 3 mmBahan plat dipilih ST 37.
2.15 Stopper
Untuk menentukan langkah material sehingga didapatkan produkyang
akurat dan sesuai dengan yang diharapkan maka diperlukan stopper.
Dimensi stopper disesuaikan dengan kondisi cetakan.

2.16 Shank
Shank digunakan untuk memgang cetakan bagian atas dengan mesin
press.
Bentuk dan ukuran shank tergantung dari bentuk holder yang ada pada
msin press. Gaya terbesar yang terjadi pada shank adalah gaya tekanmsin press. Gaya terbesar yang terjadi pada shank adalah gaya tekan
yang dicari dengan perhitungan sebagai berikut :

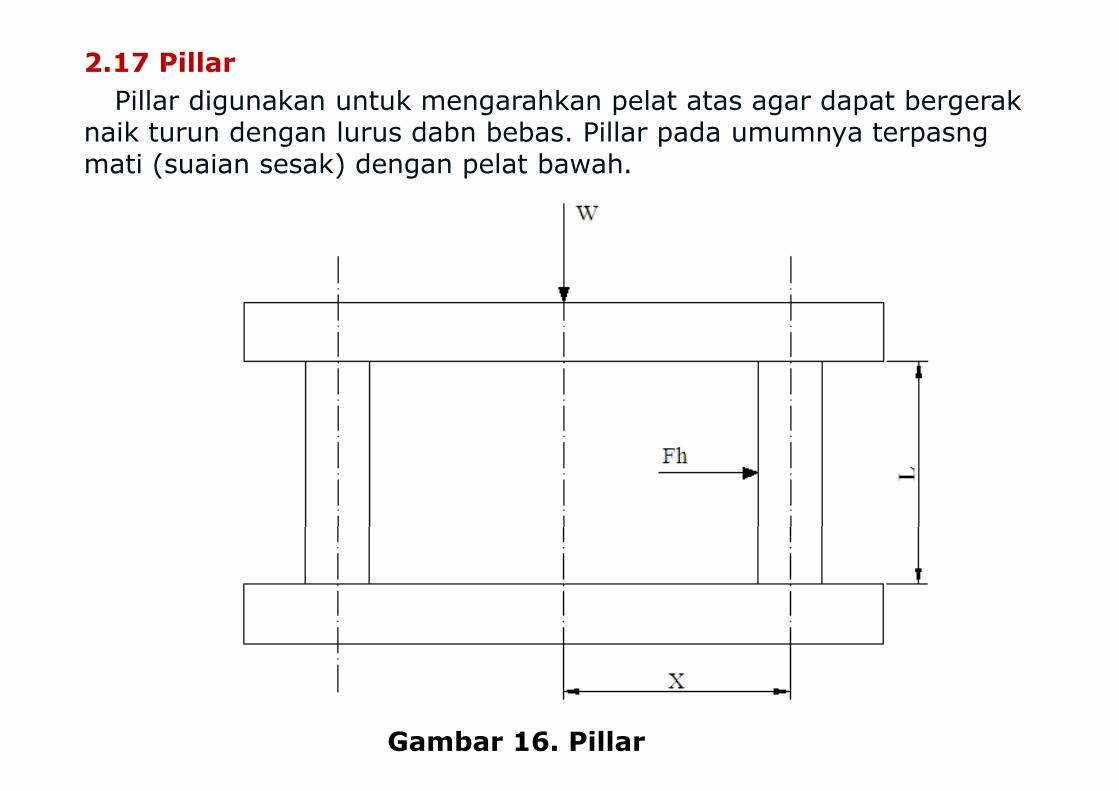
2.17 PillarPillar digunakan untuk mengarahkan pelat atas agar dapat bergerak
naik turun dengan lurus dabn bebas. Pillar pada umumnya terpasngmati (suaian sesak) dengan pelat bawah.
Gambar 16. Pillar
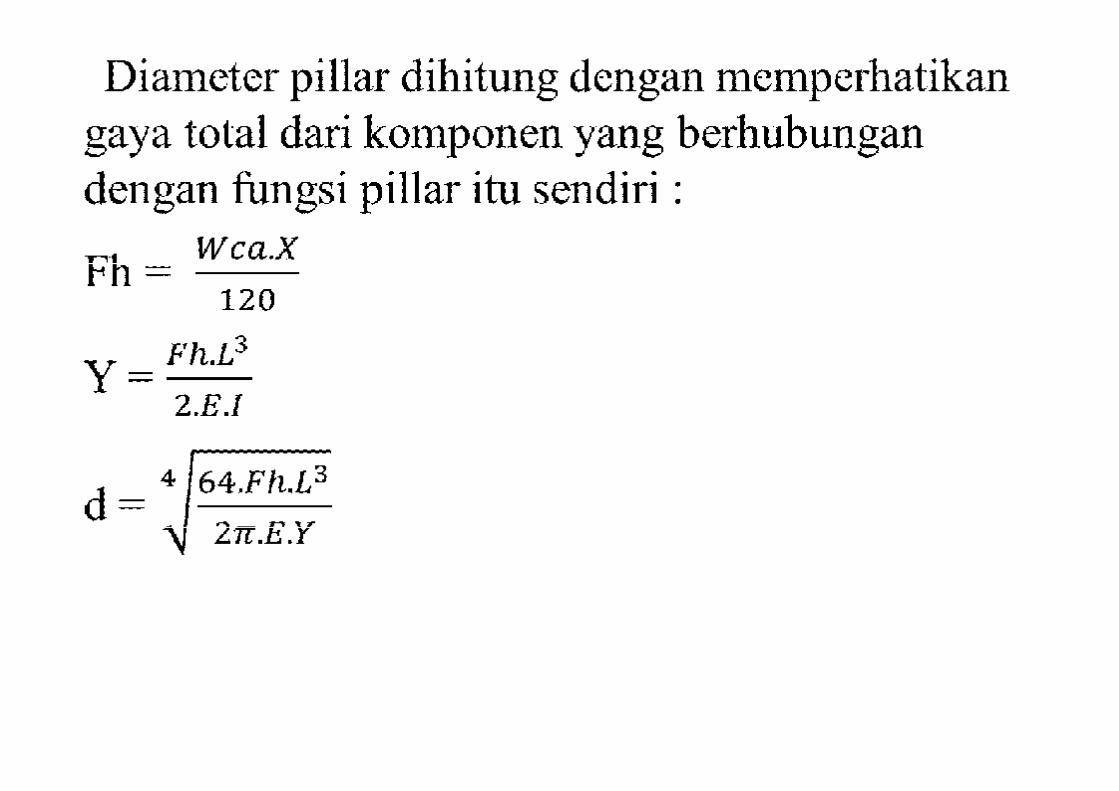

Keterangan :Fh = Gaya horisontal karena berat alat bagian atasWca = Berat alat bagian atas (822,446 N)N = Jumlah pillarL = Jarak antara pelat atas dan pelat bawah saat bekerjaX = Jarak pillar terhadap titik pusat gayaLi = Tebal Plat Penahan + Tebal Punch holder Li = Tebal Plat Penahan + Tebal Punch holder
plate + Panjang pegas stripper tertekan + tebal stripper plate + Tebal die.
= 3 mm + 20 mm + 34 mm + 20 mm + 25 mm= 102 mm



2.18 Bush Bush berfungsi sebagai pengarah pillar. Bush ini selalu mengalami
gaya gesek guna melindungi pillar dari keausan. Gahan bush dipilih dari kuningan dengan ukuran menyesuaikan pillar. Bush akan mengalami kerusakan terlebih dahulu guna melindungi pillar.