bÁo cÁo thỰc tẬp _ 21.9.2012 (autosaved)
TRANSCRIPT

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 1 (126)
NHẬN XÉT BÁO CÁO THỰC TẬP CÁN BỘ KỸ THUẬT
CỦA CÁN BỘ HƯỚNG DẪN
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
……………………………………………………………………………………………
Vũng Tàu, ngày … tháng … năm 2012
Cán bộ hướng dẫn
KS. Vũ Văn Hoan
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 2 (126)
LỜI NÓI ĐẦU
Em là sinh viên : Ngô Quốc Vượng. MSSV 10413.53 - lớp 53CB3 - Viện xây
dựng công trình biển và dầu khí- trường Đại học Xây dựng Hà Nội thực tập tốt nghiệp
tại Công ty Cổ Phần Dịch vụ Cơ khí Hàng hải PTSC M&C từ ngày 20/08/2012 đến
ngày 22/09/2012.
Lời đầu tiên em xin chân thành cảm ơn các thầy cô trong viện Công Trình Biển,
đặc biệt là ThS. Mai Hồng Quân. Thầy là người đã nỗ lực giới thiệu nơi thực tập theo
nguyện vọng của em, đúng chuyên ngành, môi trường làm việc chuyên nghiệp, thân
thiện và được tiếp xúc nhiều với công trình thực tế.
Em xin chân thành cảm ơn anh Bùi Hoàng Điệp, Phó giám đốc Công ty PTSC
M&C, Nhờ sự quan tâm, khuyến khích và nghiêm khắc của anh em đã tập trung vào
nhiệm vụ của mình ngay từ ngày đầu thực tập.
Đồng thời, em xin gửi lời cảm ơn chân thành tới các Anh Chị làm việc trong
phòng thiết kế, đặc biệt là anh Vũ Văn Hoan. Các Anh Chị là những người trực tiếp chỉ
dẫn em trên công trường, đưa ra những lời giải đáp cho những thắc mắc và những giúp
đỡ hữu ích cho em trong quá trình viết báo cáo thực tập.
Và cuối cùng em xin cảm ơn tập thể các anh chị công nhân, kỹ sư của Công ty Cổ
Phần Dịch vụ cơ khí hàng hải.
Thực tập tại Công ty PTSC M&C thực sự hữu ích đối với em. Thời gian thực tập
tuy ngắn (5 tuần), tuy vậy, nhờ vào những kiến thức đã được trang bị trong trường Đại
học, sự giúp đỡ của các Thầy Cô giáo, các Anh Chị công nhân viên của PTSC M&C và
thực tế công trường thi công, em đã nắm bắt được hiệu quả nội dung thực tập tốt
nghiệp và hoàn thành đúng thời gian quy định.
Em tin rằng những gì đã tích lũy được trong đợt thực tập này sẽ giúp em hoàn
thành tốt Đồ án tốt nghiệp và nhiệm vụ của một người kỹ sư xây dựng Công trình Biển
sau khi ra trường.
Vũng Tàu, ngày 21 tháng 9 năm 2012
Sinh viên thực tập
Ngô Quốc Vượng

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 3 (126)
MỤC LỤC LỜI NÓI ĐẦU ......................................................................................................................... 2
PHẦN 1 : TÌM HIỂU VỀ CƠ QUAN THỰC TẬP ........................................................... 7
1. Lịch sử hình thành và phát triển của Công ty ..................................................................... 7
2. Ngành nghề kinh doanh ...................................................................................................... 7
3. Nguồn nhân lực ................................................................................................................... 7
4. Sơ đồ bộ máy điều hành công ty ......................................................................................... 8
5. Phòng thiết kế. .................................................................................................................. 10
6. Phòng kĩ thuật sản xuất. .................................................................................................... 10
7. Phòng hành chính tổng hợp. ............................................................................................. 11
8. Phòng tổ chức nhân sự. ..................................................................................................... 11
9. Phòng xây dựng công trình. .............................................................................................. 11
10. Phòng an toàn, chất lượng. ............................................................................................ 11
11. Xưởng Kết cấu thép 1 & 2: ............................................................................................. 12
12.Xưởng Dịch vụ Tổng hợp: ............................................................................................... 12
13.Xưởng Điện tự động: ....................................................................................................... 12
14.Xưởng Cơ khí lắp máy: ................................................................................................... 12
15.Xưởng Thiết bị Tổng hợp: ............................................................................................... 12
16.Tổ Bảo vệ: .................................................................................................................. 12
PHẦN 2 : NỘI DUNG THỰC TẬP ..................................................................................... 13
CHƯƠNG 1 ĐIỀU KIỆN THI CÔNG TRÊN BÃI LẮP RÁP PTSC M&C ........... 13
CHƯƠNG 2: TÌM HIỂU CÁC THIẾT BỊ THI CÔNG TRÊN BÃI LẮP RÁP ........... 15
1. Que hàn ..................................................................................................................... 15
2. Tủ sấy que hàn .......................................................................................................... 15
3. Máy cắt rùa ............................................................................................................... 16
4. Mỏ cắt tay ................................................................................................................. 18
5. Máy cắt CNC ............................................................................................................ 18
6. Máy cắt profile SPC 1500 ......................................................................................... 21
7. Máy cắt lớn Tiến Đạt (máy cắt 350) ......................................................................... 22
8. Máy cắt + mài cầm tay .............................................................................................. 22
9. Máy mài hai đá B SCH SM200. .......................................................................... 24
10. Máy mài dùi .............................................................................................................. 24
11. Máy nén khí .............................................................................................................. 25
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 4 (126)
12. Máy Tacket (compressed air cylinder) ..................................................................... 26
13. Kích ........................................................................................................................... 27
14. Máy khoan ................................................................................................................ 28
15. Máy khoan bàn TIẾN ĐẠT ...................................................................................... 29
Máy khoan bàn Morgon .................................................................................................... 30
16. Máy TARUREN P50AV .......................................................................................... 31
17. Máy cắt tôn nguội ERMAK CNC HVR 6100X25 ................................................... 31
18. Máy dập cánh tôn ERMAK CNC HAP 3760X600 .................................................. 32
19. Máy hàn PRESCISION TIG 375 ............................................................................. 33
20. Máy thủy bình, máy kinh vĩ ...................................................................................... 33
21. C u DEMA CC6800 .............................................................................................. 34
22. C u K BELC SL 6000 ......................................................................................... 36
23. C u K BELC CKE 1800 ...................................................................................... 37
24. C u HITACHI S MIT M SCX 1500-2 ............................................................... 37
25. C u NISSHA EPOCA DH900 .................................................................................. 39
26. C u K BELC 7120 ............................................................................................... 40
27. C u bánh lốp Kobelco RK-450 ................................................................................. 40
28. C u bánh lốp Terex T-775 ........................................................................................ 41
29. C u bánh lốp TADAN AR-1200M ........................................................................ 41
30. C u bánh lốp K BELC RK 450-2 PANTHER 500 .............................................. 43
31. C u bánh lốp K2498 ................................................................................................. 43
32. Xe nâng ..................................................................................................................... 44
33. Máy đỡ ống ............................................................................................................... 45
34. Bình Oxy ................................................................................................................... 46
35. Bình Gas ................................................................................................................... 46
CHƯƠNG 3: TÌM HIỂU THỰC TẾ CÁC CÔNG VIỆC THI CÔNG TRÊN
CÔNG TRƯỜNG ................................................................................................................. 47
I. QUY TRÌNH HÀN .......................................................................................................... 47
1.Các phương pháp hàn. ................................................................................................... 47
2. Vật liệu hàn ................................................................................................................... 50
3. Các kiểu mối hàn và tư thế hàn ..................................................................................... 50
4. Quá trình gia nhiệt và nhiệt độ giữa các lớp hàn .......................................................... 56
II. GIA CÔNG CẮT GỌT KIM LOẠI ............................................................................. 66
1. Mục đích ....................................................................................................................... 66
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 5 (126)
2. Các phương pháp cắt .................................................................................................... 66
3. Trình tự cắt .................................................................................................................... 66
II. QUY TRÌNH LÀM SẠCH VÀ SƠN KẾT C U. ........................................................ 67
1. Mục đích của công tác sơn. ........................................................................................... 67
2. Các thiết bị phục vụ công tác sơn. ................................................................................ 67
3. Vật liệu sơn. .................................................................................................................. 68
4. Quy trình làm sạch bề mặt kết cấu ................................................................................ 68
a) Thiết bị ...................................................................................................................... 68
b) Làm sạch bằng phương pháp bắn xỉ đồng hay granet............................................... 68
c) Làm sạch bằng dung môi .......................................................................................... 69
5. Trình tự sơn. .................................................................................................................. 69
CHƯƠNG : TÌM HIỂU QUY TRÌNH THI CÔNG CHẾ TẠO TOPSID VÀ ACK T
PQP BIỂN ĐÔNG 1 .............................................................................................................. 70
1.GIỚI THIỆU VỀ DỰ ÁN BIỂN ĐÔNG 1 ..................................................................... 70
2.C U TẠO CÔNG TRÌNH .............................................................................................. 73
2.1. C TẠ T PSIDE ................................................................................................ 73
2.2. C TẠ ACKET. ................................................................................................ 75
3.QUY TRÌNH CHẾ TẠO ACK T VÀ TOPSID PQP HT. ....................................... 76
4.TÌM HIỂU QUY TRÌNH CẨU LẮP TRONG QUÁ TRÌNH CHẾ TẠO ACK T VÀ
TOPSIDE PQP HT ............................................................................................................. 86
4.1 Bài toán c u ................................................................................................................ 86
4.2 Các bài toán kiểm tra: ................................................................................................. 89
4.3 ví dụ tính toán bài toán c u ......................................................................................... 90
5.QUY TRÌNH CÂN GIÀN ............................................................................................. 104
1. Mục đích. ................................................................................................................ 104
2. Trang thiết bị sử dụng ............................................................................................. 104
3. Chu n bị về địa điểm cân ........................................................................................ 105
4. Trình tự cân. ............................................................................................................ 105
5. Các bài toán trong quy trình cân giàn ..................................................................... 105
6.TÌM HIỂU VỀ QUY TRÌNH HẠ THỦY. ................................................................... 109
6.1. LỰA CHỌN PHƯƠNG ÁN HẠ THỦY............................................................... 109
6.2. TÌM HIỂU QUY TRÌNH HẠ THỦY ACK T BẰNG KÉO TRƯỢT ........... 114
1. iới thiệu ................................................................................................................ 114
2. Công tác chu n bị ................................................................................................... 114
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 6 (126)
3. Thiết kế đường trượt ............................................................................................... 116
4. Thiết kế hệ thống kéo trượt ..................................................................................... 117
5. Quy trình hạ thủy .................................................................................................... 119
6. Công tác quản lý an toàn trong hạ thủy .................................................................. 119
6.3. TÌM HIỂU QUY TRÌNH HẠ THỦY TOPSID BẰNG PHƯƠNG PHÁP KÉO
TRƯỢT .......................................................................................................................... 120
1. iới thiệu dầm hạ thủy ........................................................................................... 120
2. Hệ thống kéo trượt .................................................................................................. 120
3. Quy trình hạ thủy .................................................................................................... 121
CHƯƠNG 5 GIỚI THIỆU MỘT SỐ TIÊU CHUẨN ÁP DỤNG .................................. 123
1. API(American Petrolium Institute) ................................................................................. 123
2. DNV(Det Norske Veritas) .............................................................................................. 123
3. AWS (American Welding Society) ................................................................................ 124
4. AISC(America Institute of Steel Construction) .............................................................. 125
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 7 (126)
PHẦN 1 : TÌM HIỂU VỀ CƠ QUAN THỰC TẬP
1. Lịch sử hình thành và phát triển của Công ty
Công ty Cổ Phần Dịch vụ Cơ khí Hàng hải là một đơn vị của Tổng Công ty Dịch
vụ Kỹ thuật Dầu khí, được thành lập vào năm 2001 với tên giao dịch là “ Xí nghiệp
Dịch vụ Cơ khí Hàng hải”, và vào năm 2007, Xí nghiệp được chuyển đổi thành “Công
ty TNHH Dịch vụ Cơ khí Hàng hải”.
2. Ngành nghề kinh doanh
Các dịch vụ chính của Công ty TNHH Dịch vụ Cơ khí Hàng hải bao gồm:
- Bảo dưỡng, sửa chữa, đóng mới, hoán cải các phương tiện nổi.
- Quản lý, tổ chức thực hiện các hoạt động trong lĩnh vực cơ khí hàng hải.
- ia công, lắp ráp, chế tạo các cấu kiện, thiết bị dầu khí.
Hệ thống quản lý của Công ty được áp dụng theo hệ thống quản lý chất lượng IS
9001:2000 và hệ thống quản lý chất lượng. Hoạt động của Công ty trên cơ sở các quy
định của Tổng công ty dịch vụ kỹ thuật dầu khí – PTSC.
3. Nguồn nhân lực
Quy mô nguồn nhân lực của PTSC M&C khoảng gần 3000 cán bộ công nhân
viên với đội ngũ kỹ sư, kiến trúc sư và chuyên viên lành nghề, trình độ bậc Đại học trở
lên, kinh nghiệm dày dặn nhờ ý chí cầu tiến ham học hỏi và khả năng làm việc độc lập
cũng như làm việc theo nhóm chuyên nghiệp. Những kỹ sư, chuyên viên mặc dù tuổi
đời còn rất tr nhưng đã đủ khả năng đảm nhận các vị trí quan trọng, chiến lực trong
các Dự án nói riêng và trong Công ty nói chung. Đội ngũ lãnh đạo tr đã thổi một
luồng gió mới cho Công ty. Đây chính là bộ khung vững chắc tạo những bước phát
triển mạnh mẽ, vượt bậc cho công ty.
Đối với mỗi dự án, PTSC thành lập một ban dự án bao gồm các iám sát viên và
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 8 (126)
các kỹ sư từ các phòng ban chức năng, phối hợp với nguồn nhân lực từ Công ty TNHH
Dịch vụ Kỹ thuật Hàng hải để hoàn thành dự án. Toàn bộ các kỹ sư, nhân viên của
Công ty làm việc trong lĩnh vực thi công, chế tạo đều được đào tạo hệ chính quy tại các
trường đại học, được đào tạo, rèn luyện qua thực tế công việc cũng như thường xuyên
tham gia các khóa đào tạo chuyên môn trong nước và quốc tế.
Ngoài nguồn nội lực của Tổng Công ty, PTSC M&C cũng thiết lập được mối
quan hệ khá chặt chẽ với các đối tác lớn trong và ngoài nước. Nhờ đó, Công ty có khả
năng huy động và tận dụng nguồn nhân lực, vật lực, trình độ KHKT và kinh nghiệm từ
các đối tác nhằm đáp ứng tốt các yêu cầu khắt khe, đồng thời giúp Công ty có khả năng
thực hiện các dự án lớn bao gồm cả thiết kế, vận chuyển và lắp đặt, chạy thử, kết nối
ngoài khơi
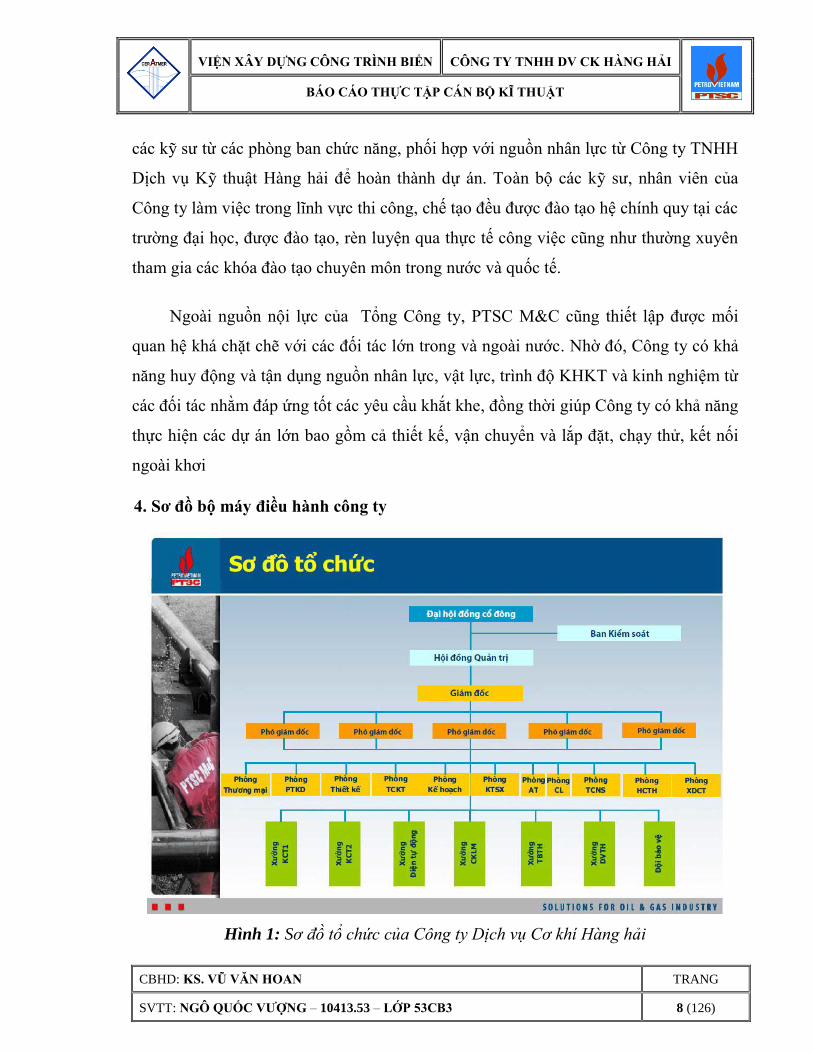
. Sơ đồ bộ máy điều hành công ty
Hình 1: Sơ đồ tổ chức của Công ty Dịch vụ Cơ khí Hàng hải
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 9 (126)
Chức năng nhiệm vụ các phòng ban trong công ty.
1. Phòng thương mại.
- Quản lý và thực hiện công tác mua sắm thiết bị, vật tư ( trừ vật tư tiêu hao)
và dịch vụ phục vụ thi công các dự án của Công ty.
- Quản lý và thực hiện các công tác xuất nhập kh u và giao nhận hàng hóa.
- Thực hiện các công tác thương mại khác khi được B Đ giao.
2. Phòng phát triển kinh doanh.
- Thực hiện các công tác quảng cáo tiếp thị, tìm kiếm khách hàng.
- Tham mưu cho ban giám đốc trong chiến lược phát triển sản xuất, chiến lược
mở rộng và chiếm lĩnh thị trường trong và ngoài nước phù hợp với chiến
lược chung của công ty
3. Phòng kế hoạch.
- Tổ chức thực hiện, tham mưu và thực hiện chỉ đạo của Ban iám đốc về các
hoạt động:
+ Hợp tác kinh doanh : lựa chọn đối tác hợp tác chiến lược trong và ngoài
nước
+ Phát triển thương hiệu: quảng cáo, tiếp xúc khách hàng hội chợ, triển lãm,
tổ chức sự kiện, các hoạt động xúc tiến thương mại, xây dựng và phát triển
thương hiệu Công ty.
+ Phát triển dịch vụ.
4. Phòng tài chính kế toán.
- Tổ chức hệ thồng kế toán và thống kê tuân thủ Pháp lệnh Kế toán - Thống
kê. Xây dựng hệ thống sổ sách chứng từ kế toán, bảo đảm hệ thống sổ sách
chứng từ kế toán phải rõ ràng, minh bạch phù hợp với các quy định của nhà
nước về tổ chức hệ thống kế toán..

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 10 (126)
5. Phòng thiết kế.
- Triển khai thiết kế thi công phục vụ cho công tác chế tạo, hạ thuỷ, hoán cải,
sửa chữa và bảo dưỡng các công trình biển và dầu khí, phương tiện nổi, dân
dụng và công nghiệp.
- Triển khai thiết kế chi tiết cho các dự án công việc chế tạo, sản xuất khác của
Công ty.
- Thiết kế công nghệ, chế tạo các cụm thiết bị.
- Thiết kế cơ sở cho các công trình biển và dầu khí, dân dụng và công nghiệp
- Thực hiện các công tác chu n bị, thiết kế đầu bài kỹ thuật phục vụ đầu tư
cho Công ty.
- Đào tạo và tự đào tạo, phát triển năng lực thiết kế của công ty.
- Các chức năng khác:
+ Khai thác, sử dụng hiệu quả thiết bị, phần mềm, tài sản được công ty giao,
phục vụ tốt nhất công tác sản xuất, dịch vụ của Công ty.
+ Thực hiện công tác chu n bị hồ sơ thầu, đấu thầu.
+ Thực hiện việc mua bán các tài liệu kỹ thuật, thiết bị nhỏ l phục vụ công
tác thiết kế khi được B Đ cho phép.
+ Phối hợp với các ban dự án, bộ phận khác của công ty trong việc thực hiện
các chức trách được phân công, các công việc khác liên quan đến thiết kế, kỹ
thuật.
+ Thực hiện các công việc khác do iám đốc Công ty phân công.
6. Phòng kĩ thuật sản xuất.
- Đảm bảo và điều hành toàn bộ công tác sản xuất của công ty bao gồm: Các
xưởng sản xuất. các nhà thầu phụ và các bên hợp tác liên doanh. Đồng thời
thực hiện các việc thiết kế tổ chức thi công, điều động nhân lực, vật tư trang
thiết bị phục vụ cho thi công.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 11 (126)
- Công tác phát triển sản xuất: Tham mưu cho ban giám đốc trong chiến lược
đầu tư mở rộng phát triển sản xuất của công ty phù hợp với chiến lược kinh
doanh, tìm kiếm mở rộng thị trường trong nước và ngoài nước của công ty
và tổng công ty.
7. Phòng hành chính tổng hợp.
- Chức năng, nhiệm vụ quản lý hành chính: hệ thống thong tin liên lạc; mua
sắm và quản lý trang thiết bị, dụng cụ văn phòng của Công ty; thực hiện
công tác đối nội, đối ngoại, thực hiện công tác tạp vụ, hậu cần; Chức năng,
nhiệm vụ quản lý tổng hợp.
8. Phòng tổ chức nhân sự.
- Hoạch định, tổ chức, kiểm tra, quản lý nguồn nhân lực trong Công ty: tuyển
dụng, điều độ, đào tạo, hợp đồng lao động, tham mưu quy hoạch và bổ
nhiệm cán bộ.
- Quản lý và thực hiện công tác tiền lương, thưởng, phân phối, trợ cấp của
Công ty.
- Quản lý và thực hiện công tác khen thưởng, kỷ luật lao động trong Công ty.
- Bảo đảm các chế độ phúc lợi của người lao động đúng quy định của Công ty,
Tổng Công ty, Tập đoàn và pháp luật: BHXH, BHYT, BHTN, BHSMCN,
Công đoàn.
9. Phòng xây dựng công trình.
- Tổ chức thi công, xây lắp các công trình biển, công trình dân dụng và công
nghiệp.
- Thực hiện các nhiệm vụ khác do Ban iám đốc Công ty phân công.
10. Phòng an toàn, chất lượng.
- Tổ chức triển khai hệ thống an toàn, biên soạn các quy trình đảm bảo chất

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 12 (126)
lượng, kiểm tra giám sát chất lượng cho dự án và hoạt động sản xuất nói
chung.
- Tổ chức triển khai, điều hành, giám sát toàn bộ công tác An toàn-Sức kho -
Môi trường.
- Tổ chức các khoá huấn luyện an toàn, phòng cháy chữa cháy, sơ cấp cứu, an
toàn trang thiết bị và vệ sinh công nghiệp.
11. Xưởng Kết cấu thép 1 & 2:
Trực tiếp tổ chức thi công các phần liên quan đến kết cấu thép tại các công
trình, gồm có: tổ lắp ráp 1, 2, 3, 4, 5, 6, 7, 8; tổ hàn 1, 2, 3, 4, 5, 6, 7, 8.
12. Xưởng Dịch vụ Tổng hợp:
Tổ chức quản lý công tác thi công giàn giáo, công tác sơn…phục vụ sản xuất
của các dự án
Quản lý các thiết bị nhỏ tổng hợp phục vụ thi công.
13. Xưởng Điện tự động:
Trực tiếp thi công các phần liên quan đến các thiết bị điện và tự động hoá,
gồm có: tổ điện, tổ tự động hoá.
Quản lý phòng thí nghiệm các thiết bị điện.
14. Xưởng Cơ khí lắp máy:
Trực tiếp tổ chức thi công các phần liên quan đến phần ống, lắp máy gồm:
tổ lắp ráp ống I, II; tổ hàn ống I, II; tổ lắp máy I, II.
15. Xưởng Thiết bị Tổng hợp:
Quản lý các thiết bị thi công của công ty về c u lắp, hạ thủy….
Vận hành và tổ chức các công việc liên quan đến trang thiết bị công ty.
16. Tổ Bảo vệ:
Có nhiệm vụ bảo vệ và cố vấn cho ban giám đốc trong việc duy trì an an
ninh trật tự trong phạm vi của Công ty
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 13 (126)
PHẦN 2 : NỘI DUNG THỰC TẬP
Chương 1 ĐIỀU KIỆN THI CÔNG TRÊN BÃI LẮP RÁP PTSC M&C
Tổng mặt bằng thi công
Mặt bằng bãi lắp ráp PTSC M&C thuê của Công Ty Cảng Dịch Vụ Dầu Khí PTSC
Supply Base phục vụ cho việc thi công chế tạo các dự án: Trong đó có Dự án Biển
Đông
Đặc điểm bến bãi :
- Bãi lắp ráp gồm có 2 đường trượt
+ đường trượt 25000T chuyên dùng để chế tạo TOPSIDE
+ đường trượt 10000T chuyên dùng để chế tạo JACKET
- Nền bãi được gia cố chịu áp lực 50T/m2

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 14 (126)

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 15 (126)
CHƯƠNG 2: TÌM HIỂU CÁC THIẾT BỊ THI CÔNG TRÊN BÃI LẮP RÁP
1. Que hàn
Hiện nay trên BLR đang sử dụng nhiều loại que hàn khác nhau với các công
dụng khác nhau.
Các loại que hàn:
Hình 2.1: que hàn
- Que hàn EASYARC :
EASYARC ID 7018: hàn các loại thép hợp kim mềm. Có nhiều kích
thước khác nhau như 2.6x300mm, 3.2x350mm.
EASYARC ID 8016
- Que hàn KOBELCO:
KOBELCO LB52-18, kích thước 3.2x400mm
KOBELC LB62, kích thước 3.2x350mm
KOBELCO TGS-316L, kích thước 3.2x400mm
- Que hàn ERLIK N T316L, kích thước 2.4x1000mm
- Que hàn TRUSTARC LB-62, kích thước 3.2x350mm2
- Que hàn LINC LN LNT26, kích thước 2.4x1000mm
2. Tủ sấy que hàn
a. Tủ sấy que hàn trong kho:
Tủ dùng để sấy và ủ que hàn.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 16 (126)
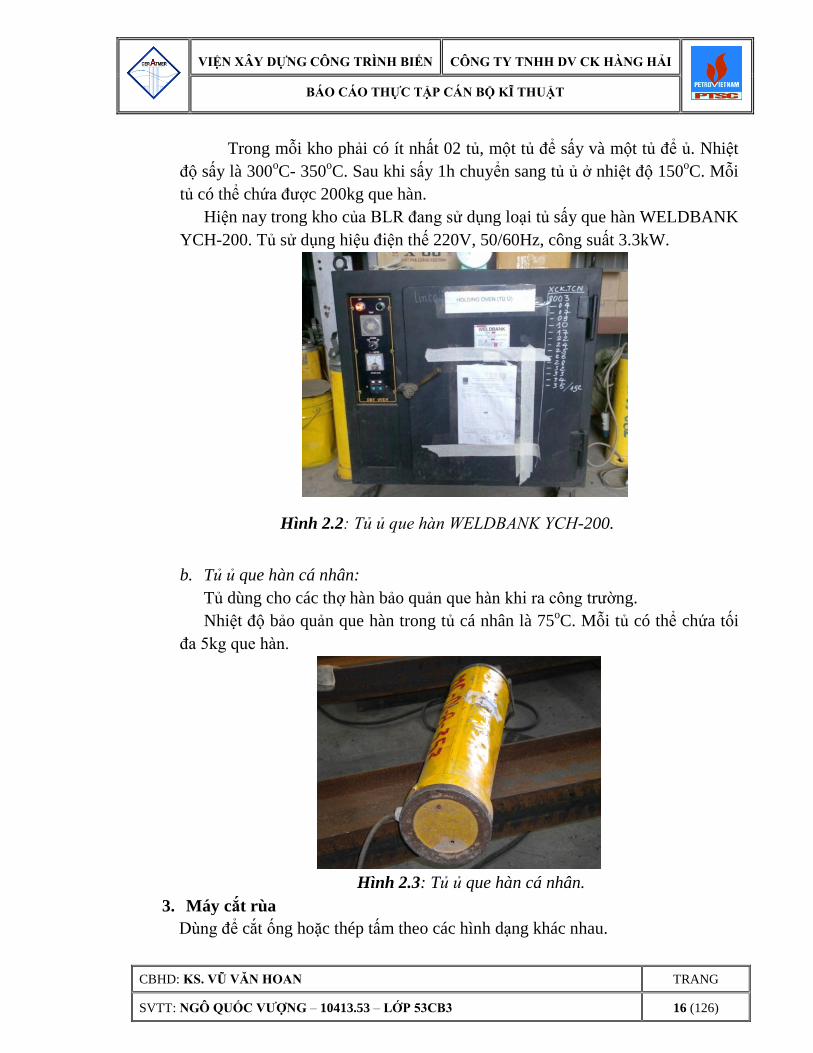
Trong mỗi kho phải có ít nhất 02 tủ, một tủ để sấy và một tủ để ủ. Nhiệt
độ sấy là 300oC- 350
oC. Sau khi sấy 1h chuyển sang tủ ủ ở nhiệt độ 150
oC. Mỗi
tủ có thể chứa được 200kg que hàn.
Hiện nay trong kho của BLR đang sử dụng loại tủ sấy que hàn WELDBANK
YCH-200. Tủ sử dụng hiệu điện thế 220V, 50/60Hz, công suất 3.3kW.
Hình 2.2: Tủ ủ que hàn WELDBANK YCH-200.
b. Tủ ủ que hàn cá nhân:
Tủ dùng cho các thợ hàn bảo quản que hàn khi ra công trường.
Nhiệt độ bảo quản que hàn trong tủ cá nhân là 75oC. Mỗi tủ có thể chứa tối
đa 5kg que hàn.
Hình 2.3: Tủ ủ que hàn cá nhân.
3. Máy cắt rùa
Dùng để cắt ống hoặc thép tấm theo các hình dạng khác nhau.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 17 (126)
Có nhiều loại máy cắt rùa như máy cắt rùa xích (dùng để cắt ống), máy cắt rùa
thẳng (dùng để cắt các tấm thép phẳng). Cấu tạo và nguyên lý hoạt động của các
loại máy cắt rùa tương tự nhau, chỉ khác về cách di chuyển.
Máy sử dụng nhiên liệu là khí gas và oxy, khi hỗn hợp khí gas và oxy cháy tạo ra
nhiệt độ cao làm nóng chảy thép. Đầu cắt (bép cắt) được làm bằng đồng, có 4 loại
với đường kính lỗ khác nhau để điều chỉnh lượng khí cắt nhiều hay ít tùy theo chiều
dày vật cần cắt. Nhiệt độ ngọn lửa phun ra ở đầu bép cắt khoảng 1820oC, kết hợp
với dòng khí oxy phun ra dưới áp lực cao tạo ra nhiệt độ khoảng 3000oC làm nóng
chảy vật cần cắt.
Máy có thể di chuyển tiến, lùi với các tốc độ khác nhau bằng động cơ điện sử
dụng nguồn điện 220V.
Hình 2.4: Máy cắt rùa thẳng CG1-30C.
Hình 2.5: Máy cắt rùa xích.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 18 (126)
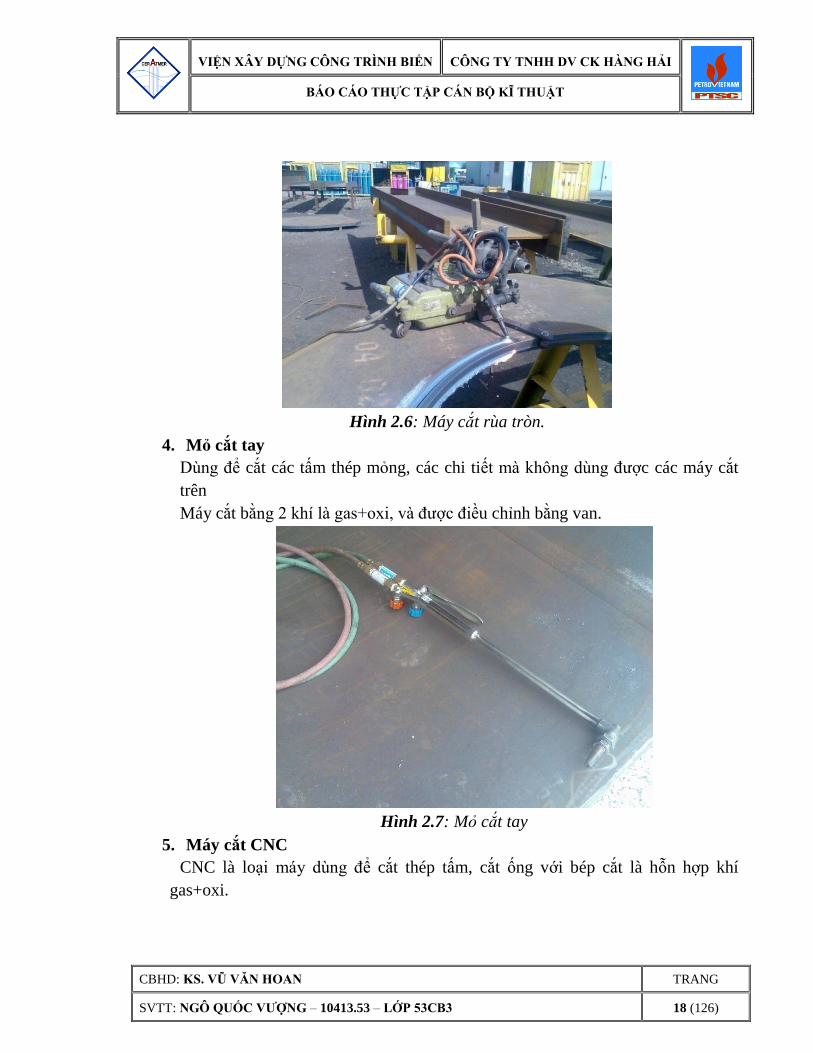
Hình 2.6: Máy cắt rùa tròn.
4. Mỏ cắt tay
Dùng để cắt các tấm thép mỏng, các chi tiết mà không dùng được các máy cắt
trên
Máy cắt bằng 2 khí là gas+oxi, và được điều chỉnh bằng van.
Hình 2.7: Mỏ cắt tay
5. Máy cắt CNC
CNC là loại máy dùng để cắt thép tấm, cắt ống với bép cắt là hỗn hợp khí
gas+oxi.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 19 (126)
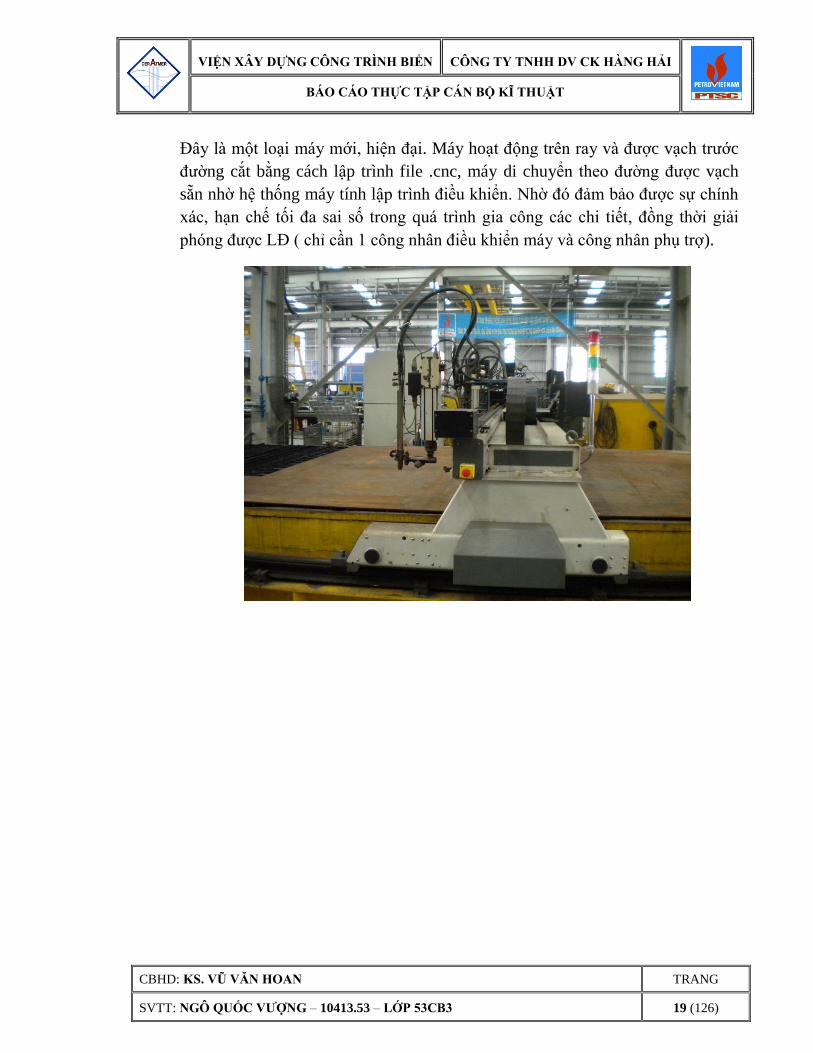
Đây là một loại máy mới, hiện đại. Máy hoạt động trên ray và được vạch trước
đường cắt bằng cách lập trình file .cnc, máy di chuyển theo đường được vạch
sẵn nhờ hệ thống máy tính lập trình điều khiển. Nhờ đó đảm bảo được sự chính
xác, hạn chế tối đa sai số trong quá trình gia công các chi tiết, đồng thời giải
phóng được LĐ ( chỉ cần 1 công nhân điều khiển máy và công nhân phụ trợ).

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 20 (126)

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 21 (126)
Hình 2.8: Máy cắt CNC
6. Máy cắt profile SPC 1500
Máy cắt profile dùng để cắt thép ống có chiều dày từ 3-50mm
Máy hoạt động dựa trên hệ thống điều khiển của máy tính, bép cắt được dùng
khí gas và oxi ở áp suất cao
Hình 2.9: áy cắt S C 1500
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 22 (126)
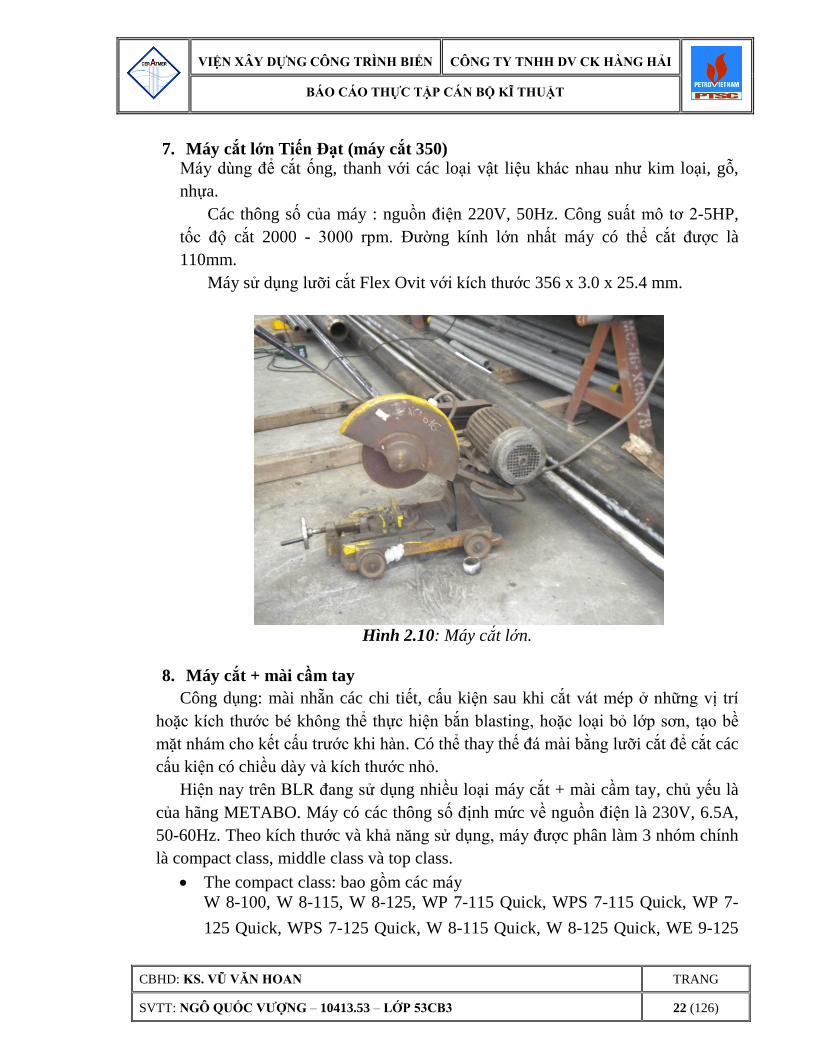
7. Máy cắt lớn Tiến Đạt (máy cắt 350)
Máy dùng để cắt ống, thanh với các loại vật liệu khác nhau như kim loại, gỗ,
nhựa.
Các thông số của máy : nguồn điện 220V, 50Hz. Công suất mô tơ 2-5HP,
tốc độ cắt 2000 - 3000 rpm. Đường kính lớn nhất máy có thể cắt được là
110mm.
Máy sử dụng lưỡi cắt Flex Ovit với kích thước 356 x 3.0 x 25.4 mm.
Hình 2.10: Máy cắt lớn.
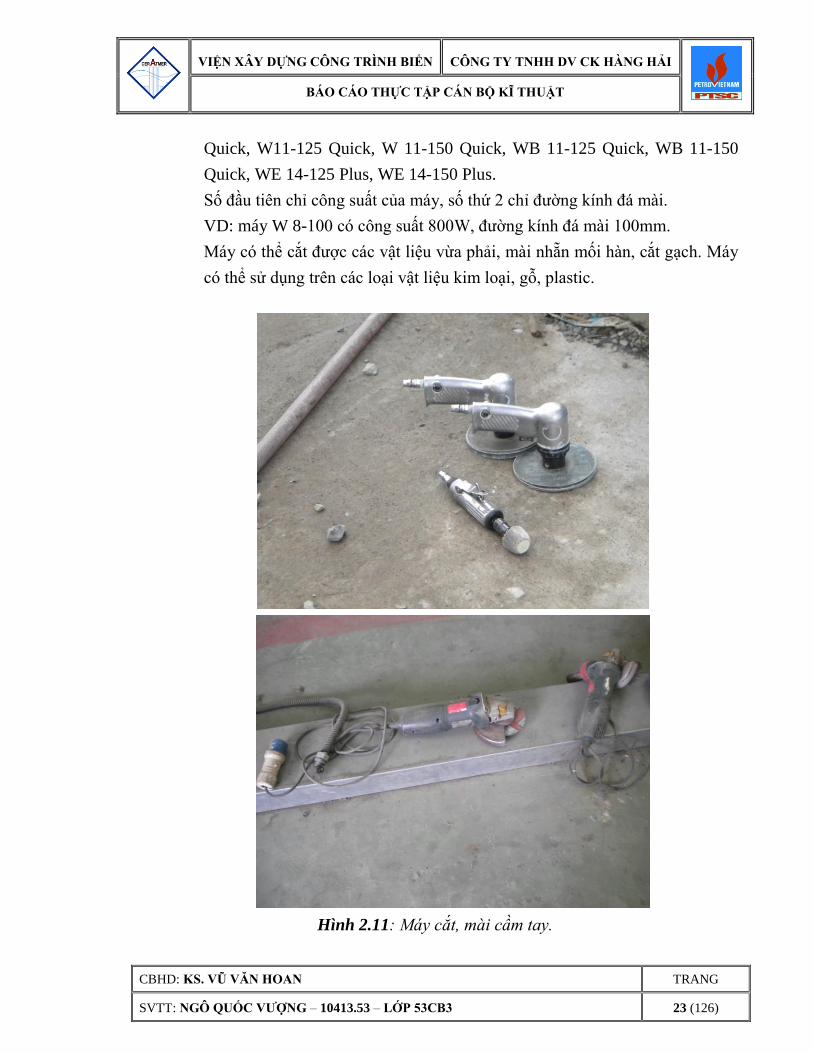
8. Máy cắt + mài cầm tay
Công dụng: mài nhẵn các chi tiết, cấu kiện sau khi cắt vát mép ở những vị trí
hoặc kích thước bé không thể thực hiện bắn blasting, hoặc loại bỏ lớp sơn, tạo bề
mặt nhám cho kết cấu trước khi hàn. Có thể thay thế đá mài bằng lưỡi cắt để cắt các
cấu kiện có chiều dày và kích thước nhỏ.
Hiện nay trên BLR đang sử dụng nhiều loại máy cắt + mài cầm tay, chủ yếu là
của hãng METABO. Máy có các thông số định mức về nguồn điện là 230V, 6.5A,
50-60Hz. Theo kích thước và khả năng sử dụng, máy được phân làm 3 nhóm chính
là compact class, middle class và top class.
The compact class: bao gồm các máy
W 8-100, W 8-115, W 8-125, WP 7-115 Quick, WPS 7-115 Quick, WP 7-
125 Quick, WPS 7-125 Quick, W 8-115 Quick, W 8-125 Quick, WE 9-125
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 23 (126)
Quick, W11-125 Quick, W 11-150 Quick, WB 11-125 Quick, WB 11-150
Quick, WE 14-125 Plus, WE 14-150 Plus.
Số đầu tiên chỉ công suất của máy, số thứ 2 chỉ đường kính đá mài.
VD: máy W 8-100 có công suất 800W, đường kính đá mài 100mm.
Máy có thể cắt được các vật liệu vừa phải, mài nhẵn mối hàn, cắt gạch. Máy
có thể sử dụng trên các loại vật liệu kim loại, gỗ, plastic.
Hình 2.11: áy cắt, mài cầm tay.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 24 (126)
9. Máy mài hai đá BOSCH GSM200.
Máy sử dụng nguồn điện 280 V, 50H , có 2 đá mài riêng rẽ với công suất lần
lượt là P1 700W và P2 = 500W.
Hình 2.12: máy mài hai đá BOSCH GS 200
10. Máy mài dùi
Máy dùng để mài các vị trí mà các loại máy mài khác khó thực hiện như các
lỗ khoét nhỏ, các bề mặt nằm sâu trong cấu kiện.
Hiện nay trên BLR đang sử dụng các máy mài dùi của hãng METAB như
máy METAB E700. Máy có các thông số định mức về nguồn điện là 230V,
3.6A, 50H , 710W. Máy có 6 cấp độ với 6 tốc độ quay của mũi khác nhau
(1=7000rpm, 2=12000rpm, 3=16000rpm, 4=20000rpm, 5=24000rpm và
6=27000rpm). Dmax = 50 mm.
Hiện nay có hai loại mũi mài là mũi mài bằng đá và mũi mài bằng crom.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 25 (126)
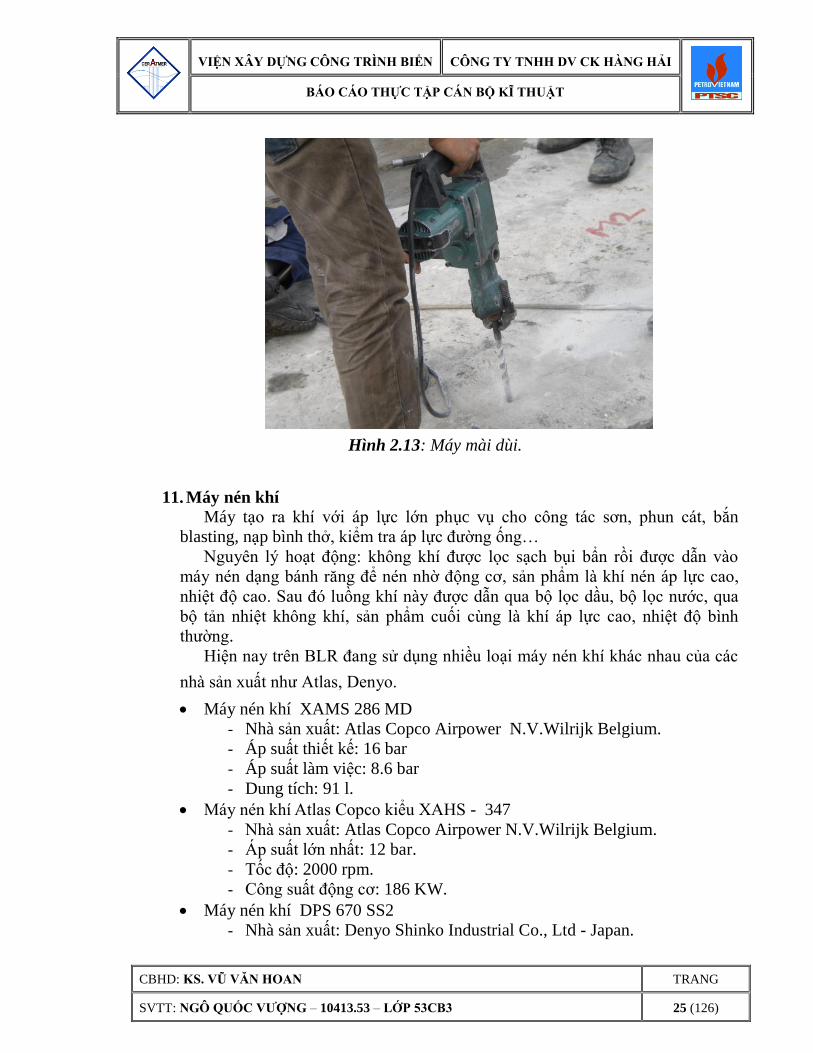
Hình 2.13: Máy mài dùi.
11. Máy nén khí
Máy tạo ra khí với áp lực lớn phục vụ cho công tác sơn, phun cát, bắn
blasting, nạp bình thở, kiểm tra áp lực đường ống…
Nguyên lý hoạt động: không khí được lọc sạch bụi b n rồi được dẫn vào
máy nén dạng bánh răng để nén nhờ động cơ, sản ph m là khí nén áp lực cao,
nhiệt độ cao. Sau đó luồng khí này được dẫn qua bộ lọc dầu, bộ lọc nước, qua
bộ tản nhiệt không khí, sản ph m cuối cùng là khí áp lực cao, nhiệt độ bình
thường.
Hiện nay trên BLR đang sử dụng nhiều loại máy nén khí khác nhau của các
nhà sản xuất như Atlas, Denyo.
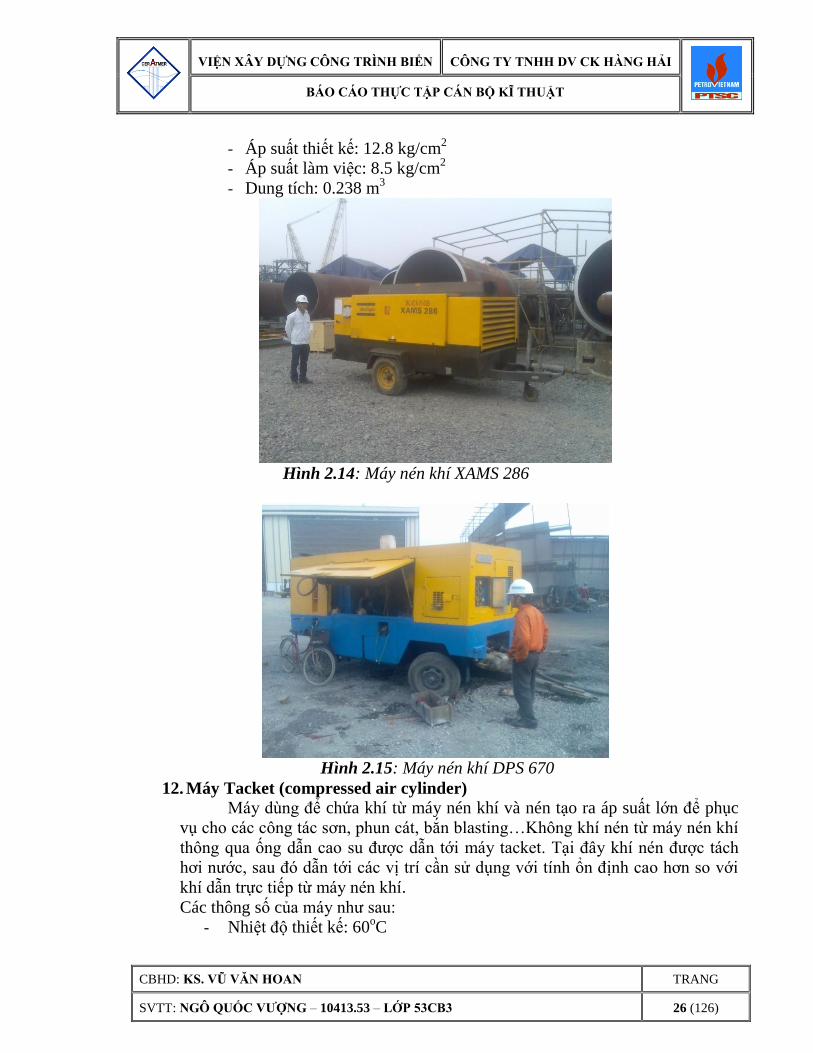
Máy nén khí XAMS 286 MD
- Nhà sản xuất: Atlas Copco Airpower N.V.Wilrijk Belgium.
- Áp suất thiết kế: 16 bar
- Áp suất làm việc: 8.6 bar
- Dung tích: 91 l.
Máy nén khí Atlas Copco kiểu XAHS - 347
- Nhà sản xuất: Atlas Copco Airpower N.V.Wilrijk Belgium.
- p suất lớn nhất: 12 bar.
- Tốc độ: 2000 rpm.
- Công suất động cơ: 186 KW.
Máy nén khí DPS 670 SS2
- Nhà sản xuất: Denyo Shinko Industrial Co., Ltd - Japan.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 26 (126)
- Áp suất thiết kế: 12.8 kg/cm2
- Áp suất làm việc: 8.5 kg/cm2
- Dung tích: 0.238 m3
Hình 2.14: Máy nén khí XAMS 286
Hình 2.15: Máy nén khí DPS 670
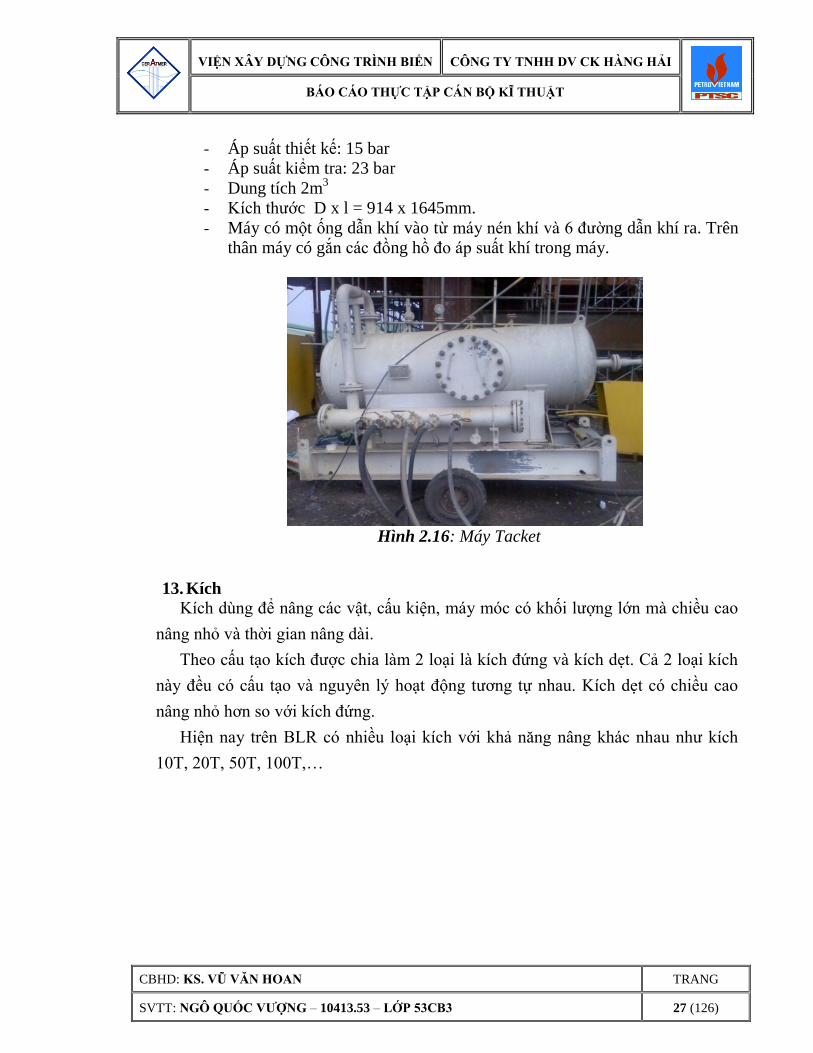
12. Máy Tacket (compressed air cylinder)
Máy dùng để chứa khí từ máy nén khí và nén tạo ra áp suất lớn để phục
vụ cho các công tác sơn, phun cát, bắn blasting…Không khí nén từ máy nén khí
thông qua ống dẫn cao su được dẫn tới máy tacket. Tại đây khí nén được tách
hơi nước, sau đó dẫn tới các vị trí cần sử dụng với tính ổn định cao hơn so với
khí dẫn trực tiếp từ máy nén khí.
Các thông số của máy như sau:
- Nhiệt độ thiết kế: 60oC
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 27 (126)
- Áp suất thiết kế: 15 bar
- Áp suất kiểm tra: 23 bar
- Dung tích 2m3
- Kích thước D x l = 914 x 1645mm.
- Máy có một ống dẫn khí vào từ máy nén khí và 6 đường dẫn khí ra. Trên
thân máy có gắn các đồng hồ đo áp suất khí trong máy.
Hình 2.16: Máy Tacket
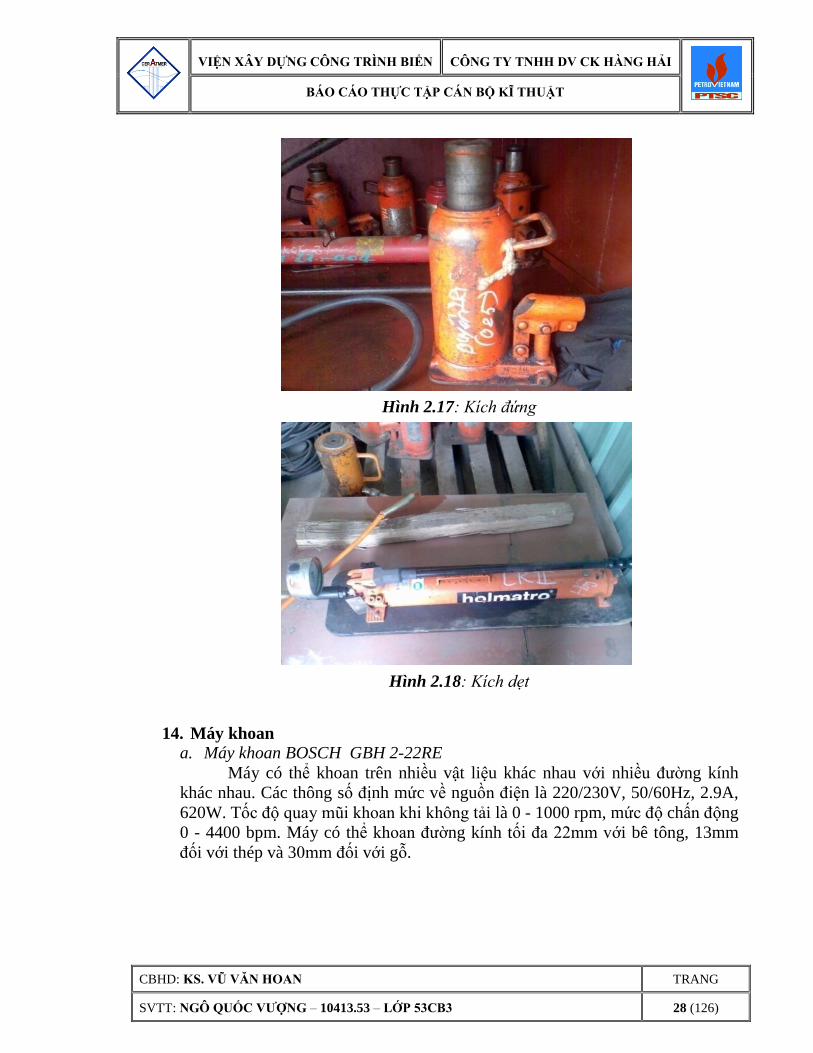
13. Kích
Kích dùng để nâng các vật, cấu kiện, máy móc có khối lượng lớn mà chiều cao
nâng nhỏ và thời gian nâng dài.
Theo cấu tạo kích được chia làm 2 loại là kích đứng và kích dẹt. Cả 2 loại kích
này đều có cấu tạo và nguyên lý hoạt động tương tự nhau. Kích dẹt có chiều cao
nâng nhỏ hơn so với kích đứng.
Hiện nay trên BLR có nhiều loại kích với khả năng nâng khác nhau như kích
10T, 20T, 50T, 100T,…
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 28 (126)
Hình 2.17: Kích đứng
Hình 2.18: Kích dẹt
14. Máy khoan
a. Máy khoan BOSCH GBH 2-22RE
Máy có thể khoan trên nhiều vật liệu khác nhau với nhiều đường kính
khác nhau. Các thông số định mức về nguồn điện là 220/230V, 50/60Hz, 2.9A,
620W. Tốc độ quay mũi khoan khi không tải là 0 - 1000 rpm, mức độ chấn động
0 - 4400 bpm. Máy có thể khoan đường kính tối đa 22mm với bê tông, 13mm
đối với thép và 30mm đối với gỗ.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 29 (126)
Hình 2.19: Máy khoan BOSCH GBH2 – 22RE
b. Máy khoan MAKITA 6821
Các thông số định mức về nguồn điện là 220-230V, 2.6A, 50-60Hz,
570W. Tốc độ quay mũi khoan 0 – 4000 vòng/phút.
Hình 2.20: Máy khoan MAKITA 6821
15. Máy khoan bàn TIẾN ĐẠT
Máy dùng để khoan các chi tiết cơ khí trong xưởng. Máy sử dụng nguồn điện
220V, công suất ½-1 HP, có 8 tốc độ từ 260 đến 2800 rpm, đầu khoan có đường
kính 3-16mm.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 30 (126)
Hình 21: Máy khoan bàn TIẾN ĐẠT
Máy khoan bàn Morgon
- Công suất 1/2 HP.
- Điện áp sử dụng 380V.
- Khối lượng máy 194 kg.
- Tốc độ quay: có 18 tốc độ quay từ 90 – 2000 vòng/phút.
- Sản xuất năm 2010 tại Đài Loan.
Hình 2.22: Máy khoan bàn Morgon

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 31 (126)
16. Máy TARUREN P50AV
Máy dùng để tạo ren đầu ống, cắt ống. Máy sử dụng nguồn điện 220V, công
suất 600W. Hiện tại trong xưởng cơ khí có 2 loại máy Taruren. Máy Taruren nhỏ
có 2 loại dao, có thể tạo ren cho các ống có đương kính ½-2 inch. Máy Taruren lớn
có thể tạo ren cho các ống có đường kính 2.5-6 inch.
a) Máy TAR REN loại nhỏ
b) Máy TAR REN loại to
Hình 2.23: Máy Taruren
17. Máy cắt tôn nguội ERMAK CNC HVR 6100X25
Máy dùng để cắt tôn bằng hệ thống thủy lực điều khiển bằng nguồn điện 3 pha
380V, 50Hz. Công tác cắt được thực hiện qua bảng điều khiển điện tử sử dụng

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 32 (126)
nguồn điện 24V. Máy có thể cắt các tấm tôn dày 25mm, công suất 3-5 tấm/phút.
Công suất mô tơ 45kW. Kích thước máy w x l x h = 2480x8000x3390mm.
Hình 24: Máy cắt tôn nguội ERMAK CNC HVR 6100X25
18. Máy dập cánh tôn ERMAK CNC HAP 3760X600
Máy dùng để dập cánh tôn bằng hệ thống thủy lực điều khiển bằng nguồn điện
3 pha 380V, 50Hz. Công tác dập được thực hiện qua bảng điều khiển điện tử sử
dụng nguồn điện 24V. Máy có công suất mô tơ 37kW, tốc độ tiếp cận 80mm/s.
Kích thước máy w x l x h = 2650x5550x3600mm.
Hình 2.25: Máy dập cánh tôn ERMAK CNC HAP 3760X600
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 33 (126)
19. Máy hàn PRESCISION TIG 375
Máy thường được dùng trong xưởng để hàn các mối hàn đòi hỏi yêu cầu cao về
chất lượng mối hàn. Cấu tạo của máy tương tự máy biến áp, có cuộn dây sơ cấp và
thứ cấp. Khi hàn có khí argon thổi ra tạo môi trường trơ, tăng chất lượng mối hàn.
Hàn TIG sử dụng que hàn 2.4x1000mm không có thuốc hàn.
Hình 2.26: Máy hàn TIG
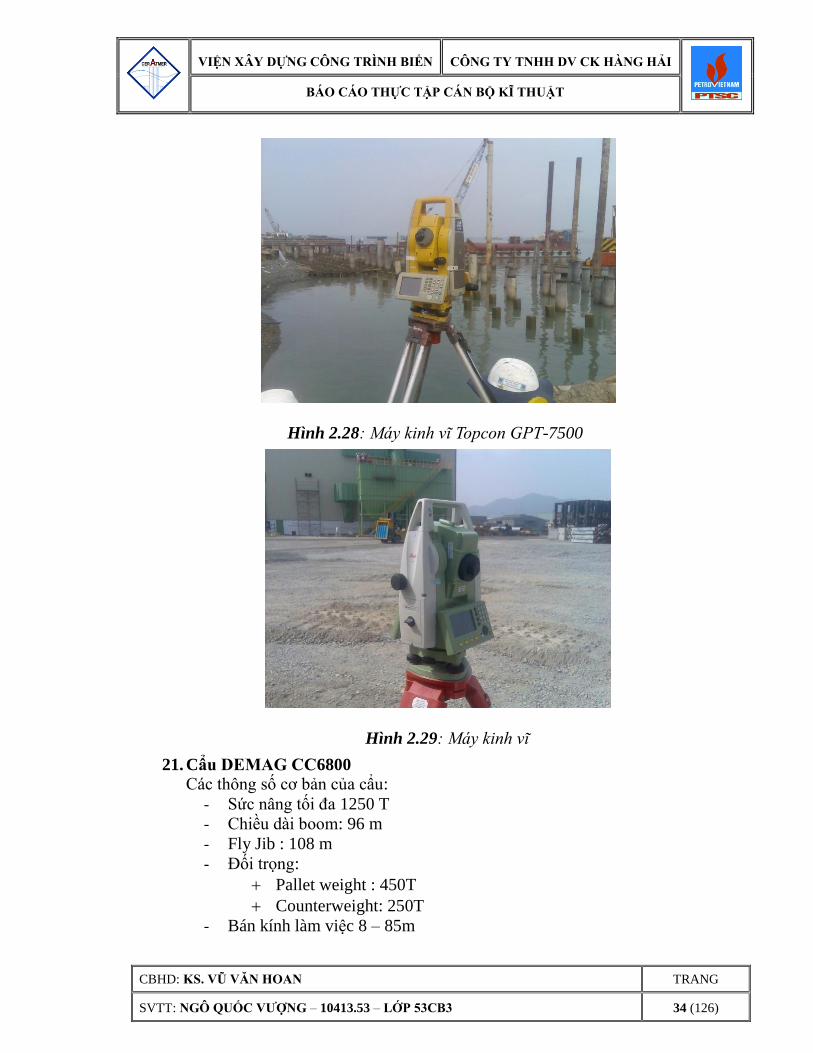
20. Máy thủy bình, máy kinh vĩ
Máy dùng để căn chỉnh, kiểm tra ống trước khi hàn.
Hình 2.27: Máy thủy bình AX-2S 360o
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 34 (126)
Hình 2.28: áy kinh v T pc n G T-7500
Hình 2.29: áy kinh v
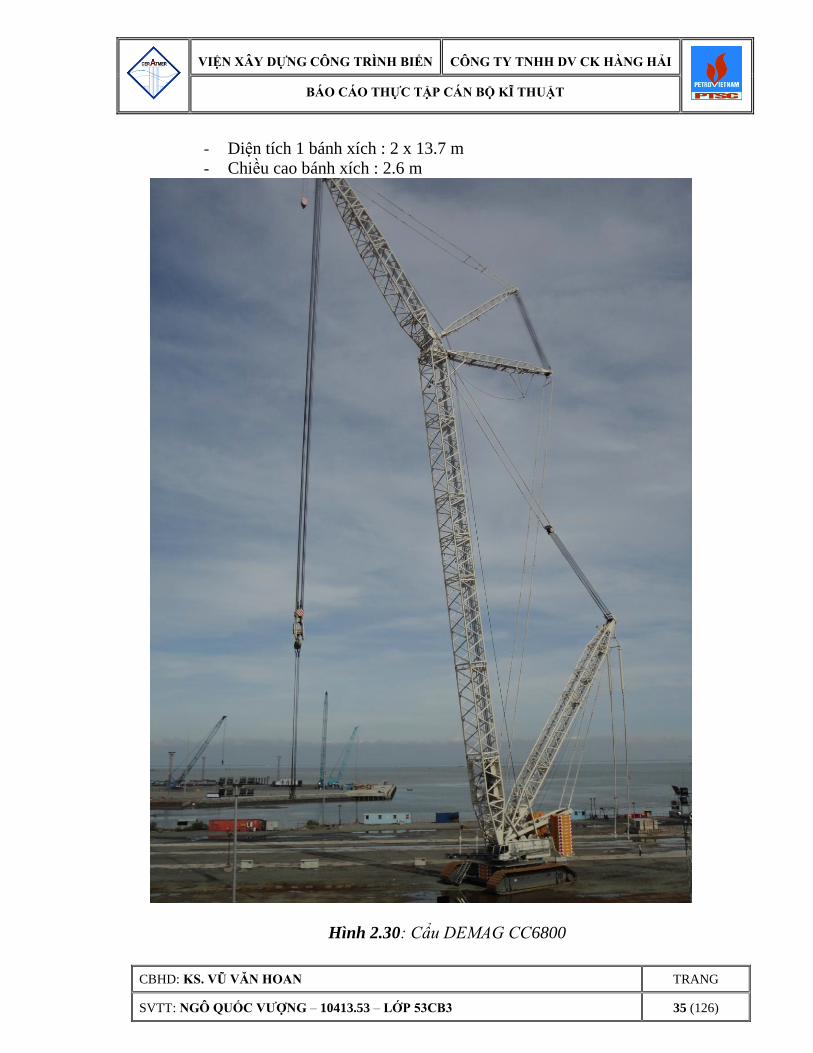
21. C u D MAG CC6800
Các thông số cơ bản của c u:
- Sức nâng tối đa 1250 T
- Chiều dài boom: 96 m
- Fly Jib : 108 m
- Đối trọng:
Pallet weight : 450T
Counterweight: 250T
- Bán kính làm việc 8 – 85m
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 35 (126)
- Diện tích 1 bánh xích : 2 x 13.7 m
- Chiều cao bánh xích : 2.6 m
Hình 2.30: C u DE AG CC6800

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 36 (126)
22. C u KOBELCO SL 6000
C u KOBELCO SL 6000 có các thông số cơ bản như sau :
- Sức nâng tối đa 650 T.
- Chiều dài Boom 72m.
- Bán kính pallet eight: 11m
- Góc làm việc 15o – 86
o
- Đối trọng:
o Body weight: 80T.
o Counterweight: 180T.
o Pallet weight tối đa : 250T
Hình 2.31 C u KOBELCO SL6000

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 37 (126)
Hình 2.32 C u KOBELCO SL6000
23. C u KOB LCO CK 1800
- Sức nâng tối đa: 180 T.
- Chiều dài boom: 12.2 - 85.3m
- Tầm với:
Hình 2.33 C u KOBELCO CKE1800
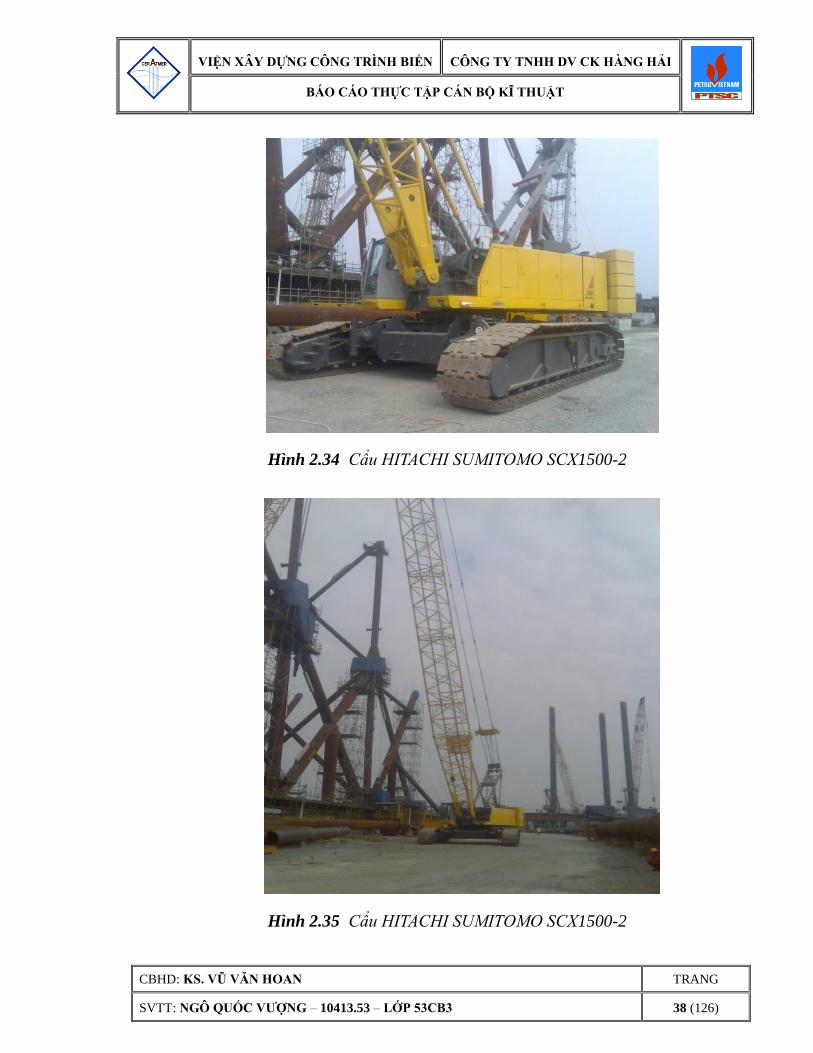
24. C u HITACHI SUMITOMO SCX 1500-2
- Sức nâng tối đa: 150 T ứng với tầm với 5 m và chiều dài boom 18.3m
- Bán kính làm việc : 4 – 64 m
- óc làm việc 300 - 80
0
- Chiều dài boom: 15 – 75 m
- Chiều dài Jib : 10 – 28 m
- Góc làm việc Jib : 10 – 30 độ
- Diện tích một bánh xích : 965 x 6840 mm
- Chiều cao bánh xích 1,35 m
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 38 (126)
Hình 2.34 C u H TACH S TO O SC 1500-2
Hình 2.35 C u H TACH S TO O SC 1500-2

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 39 (126)
25. C u NISSHA POCA DH900
Hình 2.36 C u N SSHA E OCA DH900
Hình 2.37 C u N SSHA E OCA DH900
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 40 (126)
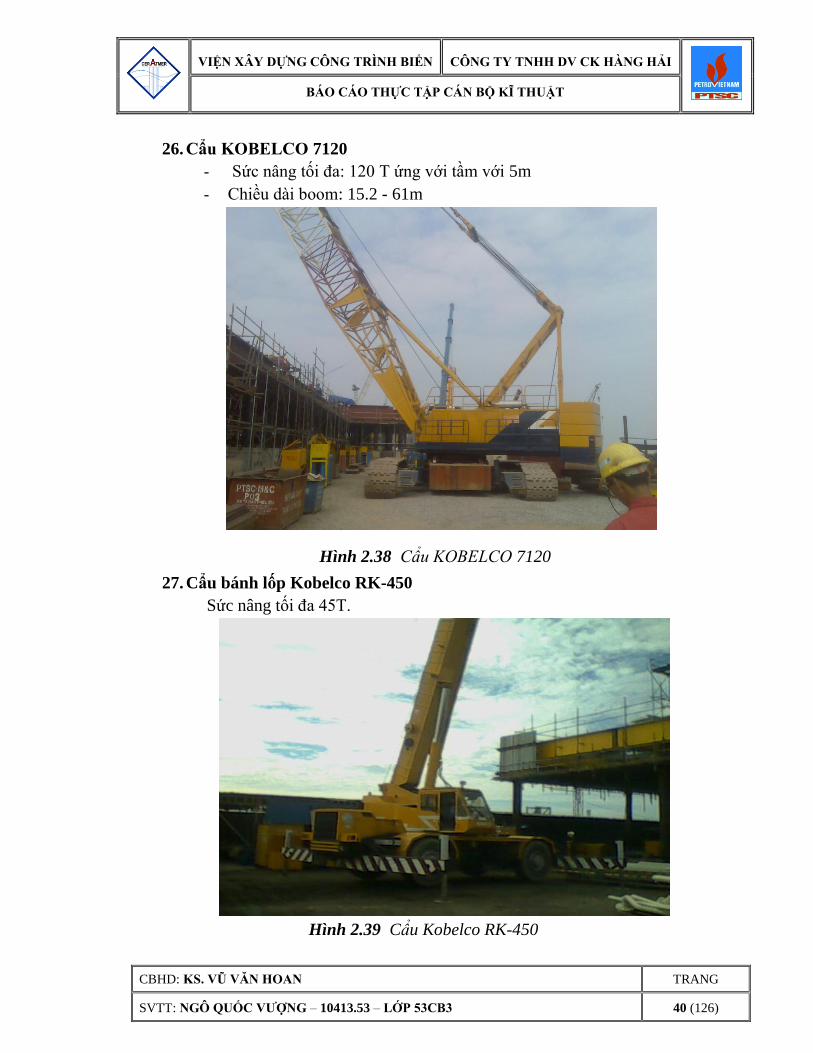
26. C u KOB LCO 7120
- Sức nâng tối đa: 120 T ứng với tầm với 5m
- Chiều dài boom: 15.2 - 61m
Hình 2.38 C u KOBELCO 7120
27. C u bánh lốp Kobelco RK-450
Sức nâng tối đa 45T.
Hình 2.39 C u Kobelco RK-450

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 41 (126)
28. C u bánh lốp Terex T-775
- Sức nâng tối đa 75T.
- óc làm việc 0 – 780
- Chiều dài boom: 40 feet – 126 feet (~ 12.2 – 38.4m)
- Tầm với: 10 feet - 115feet (~ 3 – 35m)
Hình 2.40 C u Terex T-775
29. C u bánh lốp TADANO AR-1200M
- Nước sản xuất: Nhật Bản.
- Model: FAUN RTF 120-5 AR – 1200M-1.
- Sức nâng tối đa: 120 T – 12.2m tại 2.7m ( 17 part-line).
- Chiều cao nâng tối đa : 47.5 m (boom) – 68.0m ( jib).
- Chiều dài boom : 12.3m – 47.5m (boom thủy lực 5 đốt)
- Tầm với : 44 m
- óc làm việc : 20 – 81.5
0
- Có 3 loại móc c u : 120T (17 part-line), 50T(7 part-line) và 8T(1 part-
line)

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 42 (126)
Hình 2.41 C u TADANO A 1200M
Hình 2.42 C u TADANO A 1200M

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 43 (126)
30. C u bánh lốp KOB LCO RK 450-2 PANTHER 500
- Sức nâng tối đa: 45T
- Boom thủy lực 5 đốt
Hình 2.43 C u KOBELCO ANTHE 500
31. C u bánh lốp K2498
Hình 2.44 C u K2498

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 44 (126)
32. Xe nâng
Hiện nay trên BLR có nhiều loại xe nâng của nhiều hãng sản xuất khác
nhau với tải trọng nâng từ 3-20T
a. Xe nâng KOMATSU FD50
- Sức nâng tối đa: 5T
- Chiều cao nâng tối đa: 3m (118.11 in)
- Chiều dài giá đỡ: 1.150 m
- Công suất động cơ: 77kW
Hình 2.45 Xe nâng KOMATSU FD 50 AYT.
b. Xe nâng KOMATSU FD 200
- Sức nâng tối đa: 20 T
- Chiều cao nâng tối đa: 3m
- Công suất động cơ: 166kW
Hình 2.46 Xe nâng TCM FD200.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 45 (126)
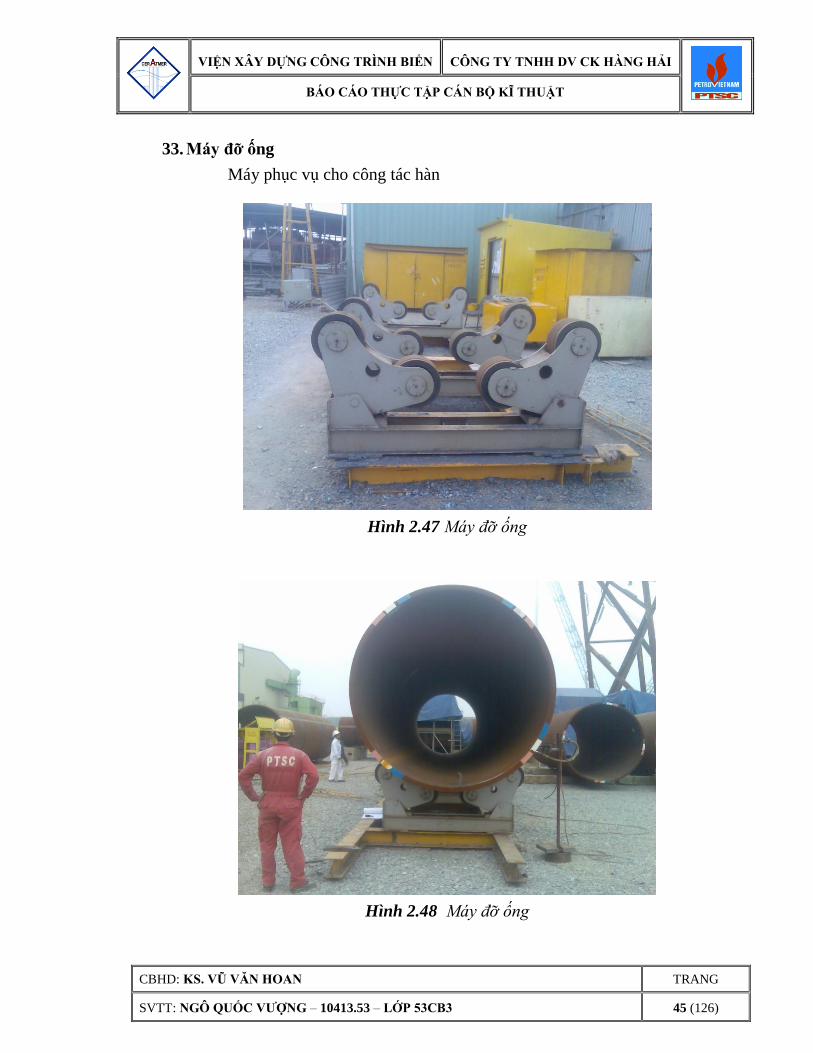
33. Máy đỡ ống
Máy phục vụ cho công tác hàn
Hình 2.47 áy đ ống
Hình 2.48 áy đ ống
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 46 (126)
34. Bình Oxy
Phục vụ cho các công tác hàn, cắt… ống.
Hình 2.49 Bình Oxy
35. Bình Gas
Phục vụ cho các công tác hàn, cắt…
Hình 2.50 Bình Gas
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 47 (126)
CHƯƠNG 3: TÌM HIỂU THỰC TẾ CÁC CÔNG VIỆC THI CÔNG TRÊN
CÔNG TRƯỜNG
I. QUY TRÌNH HÀN
Để bảo quản vật liệu hàn dự trữ ngay trên bãi phải có các kho chứa phụ, tủ sấy que
hàn. Nhiệt độ nung nóng que hàn được xác định theo các thông số đã cho.
Các que hàn được bảo quản theo từng loại mác, theo từng thời gian sản xuất, và
đường kính que hàn.Trong tủ sấy, que hàn được đặt trên giá cao có ghi mã hiệu. Không
được chứa đựng những que hàn không cùng chủng loại vào cùng một thùng. Que hàn
trước khi sử dụng phải được sấy ở nhiệt độ cao, chế độ sấy phải tuân theo các số liệu được
ghi trong lý lịch que hàn.
Que hàn đã sấy mỗi lần giao cho thợ hàn số lượng cần hàn trong nửa ca làm việc. Số
que hàn không dùng đến cuối ca, thợ hàn phải cho vào tủ sấy.
Mục đích của công tác hàn: tạo liên kết giữa các kết cấu thép nhằm đảo bảm sự
ổn định của kết cấu cũng như sự làm việc đồng nhất. Hiện nay các công trình biển ở Việt
Nam sử dụng vật liệu chủ yếu là thép trong đó liên kết chủ yếu là liên kết hàn. Vì vậy
liên kết hàn rất được chú trọng và chiếm khối lượng lớn trong thi công các công trình
biển, chỉ cần một sai sót nhỏ có thể dẫn đến thiệt hại rất lớn về người và kinh tế.
1.Các phương pháp hàn.
a) Phương pháp hàn hồ quang điện (Shielded Metal Arc Welding – SMAW)
Hàn hồ quang điện là phương pháp làm nóng chảy và liên kết kim loại
bằng nhiệt với hồ quang điện giữa điện cực kim loại có lớp thuốc bảo vệ và kim
loại cần hàn. Lớp thuốc hàn bọc bên ngoài que hàn, được gọi là chất trợ dung
hàn, khi cháy cung cấp khí bảo vệ và xỉ hàn nổi lên trên bề mặt mối hàn có tác
dụng bảo vệ mối hàn, ngăn các chất b n, không khí làm giảm chất lượng mối
hàn.
Nguồn điện, cách nối điện cực, tốc độ hàn… của phương pháp hàn được
quy định trong quy trình hàn của từng dự án. Thông thường điện cực dương là
que hàn, cực âm là kim loại cần hàn (DCEP).
Phương pháp hàn hồ quang điện thường được dùng ngoài công trường ở
các tư thế hàn bằng và hàn ngang.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 48 (126)
Hình 3.1: Hàn hồ quang điện (SMAW)
b) Phương pháp hàn bán tự động (Flux Cored Arc Welding – FCAW)
Trình tự thực hiện của phương pháp này cũng tương tự phương pháp hàn
hồ quang điện. Dây hàn dùng trong phương pháp này có cấu tạo gồm một lớp
hợp kim bọc bên ngoài lõi thuốc. Khi lõi thuốc cháy cũng tạo thành lớp xỉ hàn
nổi trên bề mặt mối hàn ngăn sự xâm nhập của không khí vào mối hàn.
Hình 3.2: Hàn bán tự động (FCAW)
c) Phương pháp hàn hồ quang chìm (Submerged Arc Welding – SAW)
Phương pháp này dùng dây hàn bằng kim loại và sử dụng lớp bột hàn rải
trên diện tích mối hàn. Dây hàn được cắm sâu vào lớp bột hàn sau đó cũng dùng
dòng điện cao áp, một đầu được nối vào kim loại cần hàn và một đầu nối vào
dây hàn.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 49 (126)
Hình 3.3: Hàn hồ quang chìm (SAW)
d) Phương pháp hàn Vônfram (hàn TIG)
Phương pháp này dùng một kìm hàn nối với cực dương của nguồn điện ,
cực âm nối với kim loại cần hàn. Khi hàn người thợ hàn một tay cầm kìm hàn,
một tay cầm que hàn. Khi đưa kìm hàn lại gần kim loại, dưới tác dụng của dòng
điện cao thế sẽ tạo ra hồ quang điện làm nóng chảy que hàn và kim loại hàn.
Đầu kìm hàn có khí argon thổi ra tạo môi trường trơ ngăn cản sự tiếp xúc của
mối hàn với không khí. Hàn TI thường được thực hiện trong xưởng để hạn chế
tối đa tác động của môi trường xung quanh.
Hình 3.4: Hàn TIG
Hiện nay trên BLR của công ty PTSC M&C chủ yếu sử dụng phương
pháp hàn SMAW và SAW, phương pháp hàn TI được sử dụng trong xưởng để
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 50 (126)
hàn các ống công nghệ. Cách thức hàn, vật liệu hàn, gia nhiệt… được quy định
cụ thể trong quy trình hàn của từng dự án.
2. Vật liệu hàn
Vật liệu hàn sử dụng được quy định trong quy trình hàn của từng dự án.
Vật liệu hàn là các loại vật liệu có hàm lượng hydro thấp, nó có khuynh hướng
làm giảm hiện tượng nứt trong mối hàn. Khi sử dụng vật liệu hàn cần chú ý sử
dụng đúng chủng loại, tiết kiệm và luôn giữ vật liệu hàn ở điều kiện khô ráo.
Để có chất lượng mối hàn tốt, vật liệu hàn phải tuân theo các quy định
bảo quản một cách chặt chẽ. Việc duy trì độ khô ráo của vật liệu hàn nhờ vào tủ
sấy, tủ ủ và phích sấy cá nhân. Vật liệu hàn (que hàn) được sấy ở 350oC trong
một giờ, sau đó chuyển sang tủ ủ ở nhiệt độ 150oC, thời gian ủ không quá 72h
trước khi đem ra sử dụng. Que hàn mang ra công trường phải đựng trong các tủ
sấy cá nhân và phải cắm điện để giữ nhiệt độ bảo quản khoảng 75oC. Que hàn
chỉ trả lại khi còn trong phích hàn và chỉ được trả một lần.
3. Các kiểu mối hàn và tư thế hàn
Các kiểu mối hàn
Hiện nay có 5 mối ghép cơ bản được sử dụng:
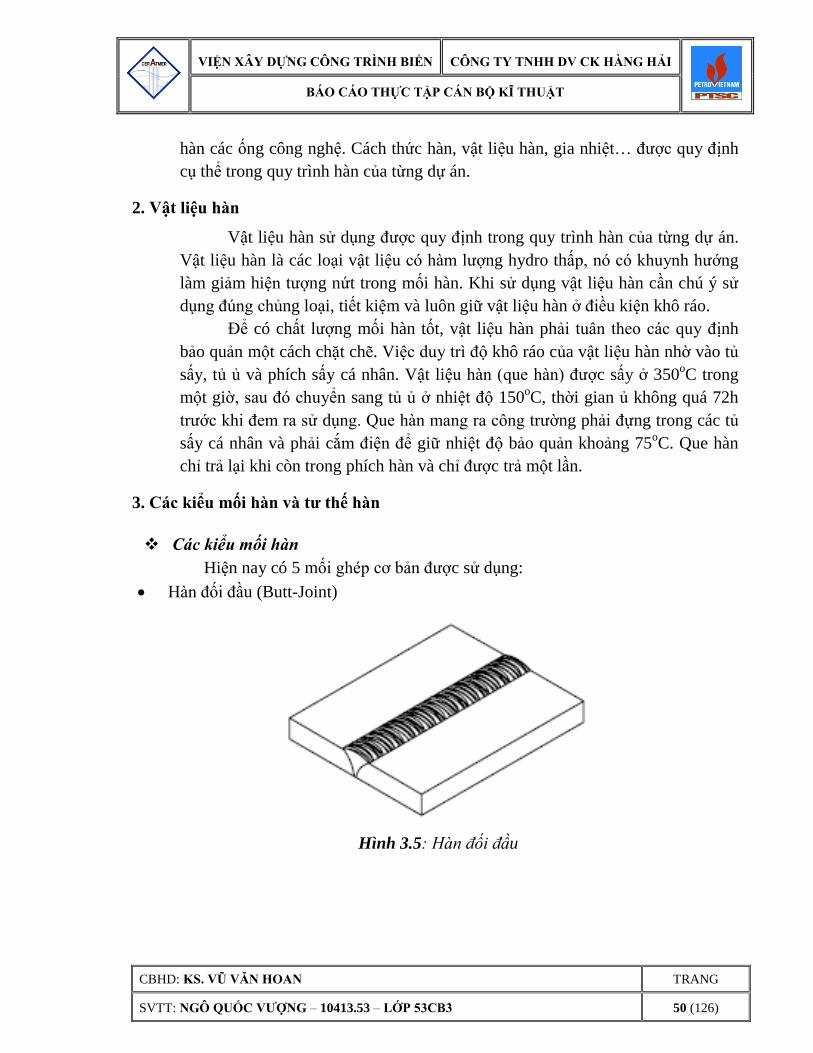
Hàn đối đầu (Butt-Joint)
Hình 3.5: Hàn đối đầu
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 51 (126)
Hàn góc (Corner Joint)
Hình 3.6: Hàn góc
Hàn ghép (Edge Joint)
Hình 3.7: Hàn ghép
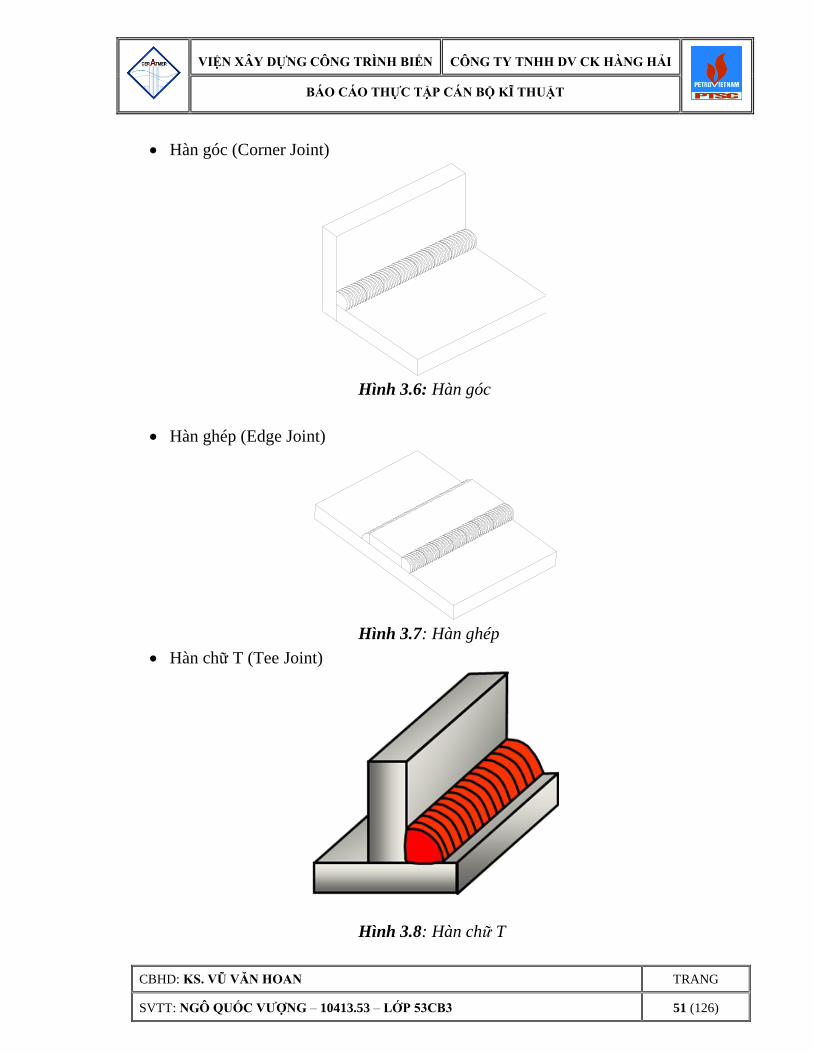
Hàn chữ T (Tee Joint)
Hình 3.8: Hàn chữ T
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 52 (126)
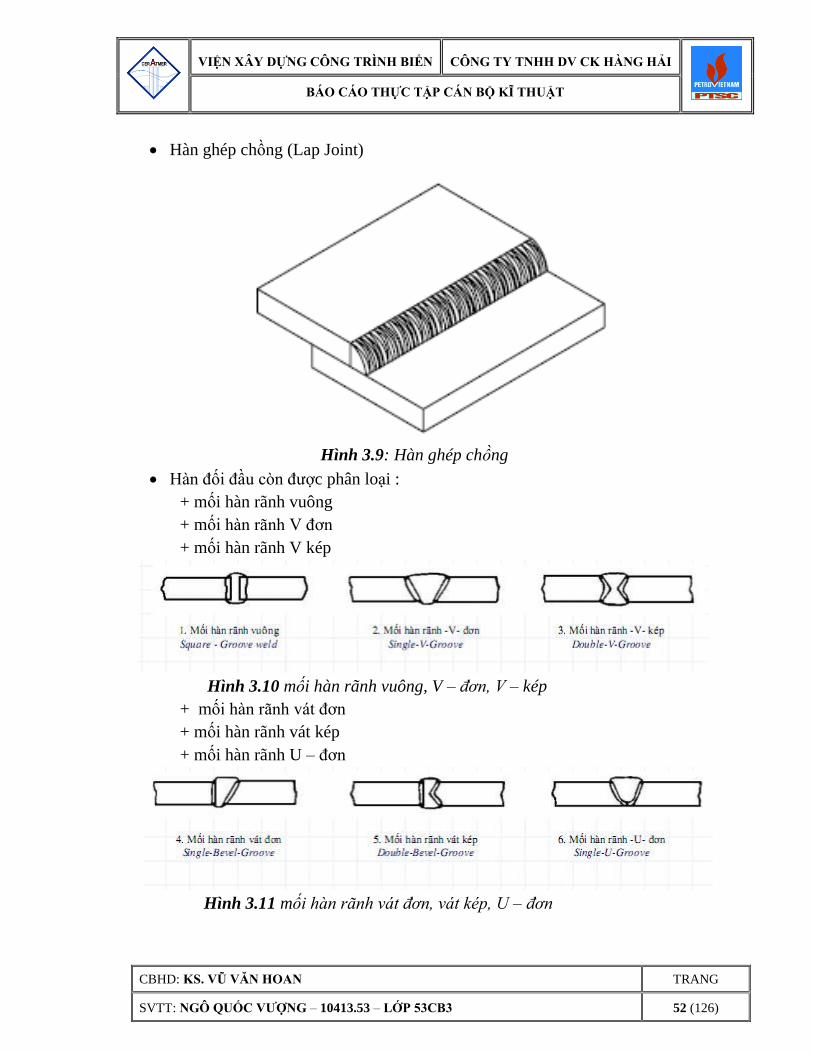
Hàn ghép chồng (Lap Joint)
Hình 3.9: Hàn ghép chồng
Hàn đối đầu còn được phân loại :
+ mối hàn rãnh vuông
+ mối hàn rãnh V đơn
+ mối hàn rãnh V kép
Hình 3.10 mối hàn rãnh vuông, V – đơn, V – kép
+ mối hàn rãnh vát đơn
+ mối hàn rãnh vát kép
+ mối hàn rãnh U – đơn
Hình 3.11 mối hàn rãnh vát đơn, vát kép, – đơn
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 53 (126)
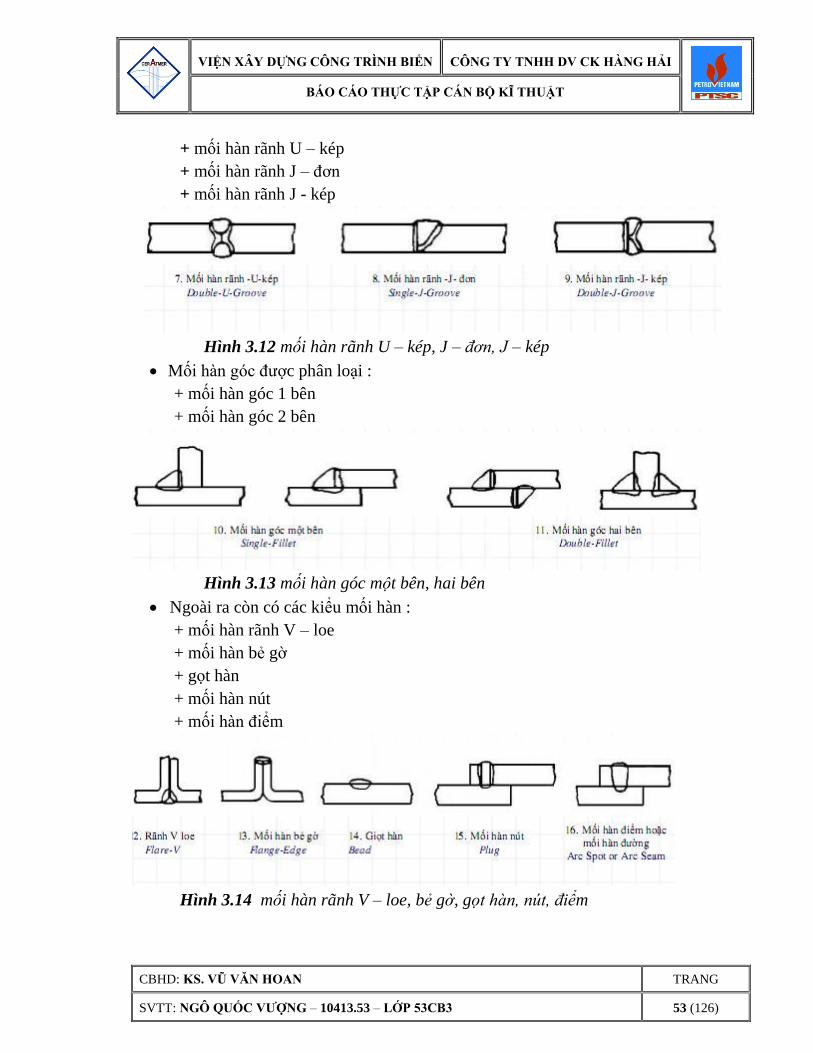
+ mối hàn rãnh U – kép
+ mối hàn rãnh J – đơn
+ mối hàn rãnh J - kép
Hình 3.12 mối hàn rãnh U – kép, J – đơn, J – kép
Mối hàn góc được phân loại :
+ mối hàn góc 1 bên
+ mối hàn góc 2 bên
Hình 3.13 mối hàn góc một bên, hai bên
Ngoài ra còn có các kiểu mối hàn :
+ mối hàn rãnh V – loe
+ mối hàn b gờ
+ gọt hàn
+ mối hàn nút
+ mối hàn điểm
Hình 3.14 mối hàn rãnh V – loe, bẻ gờ, gọt hàn, nút, điểm
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 54 (126)
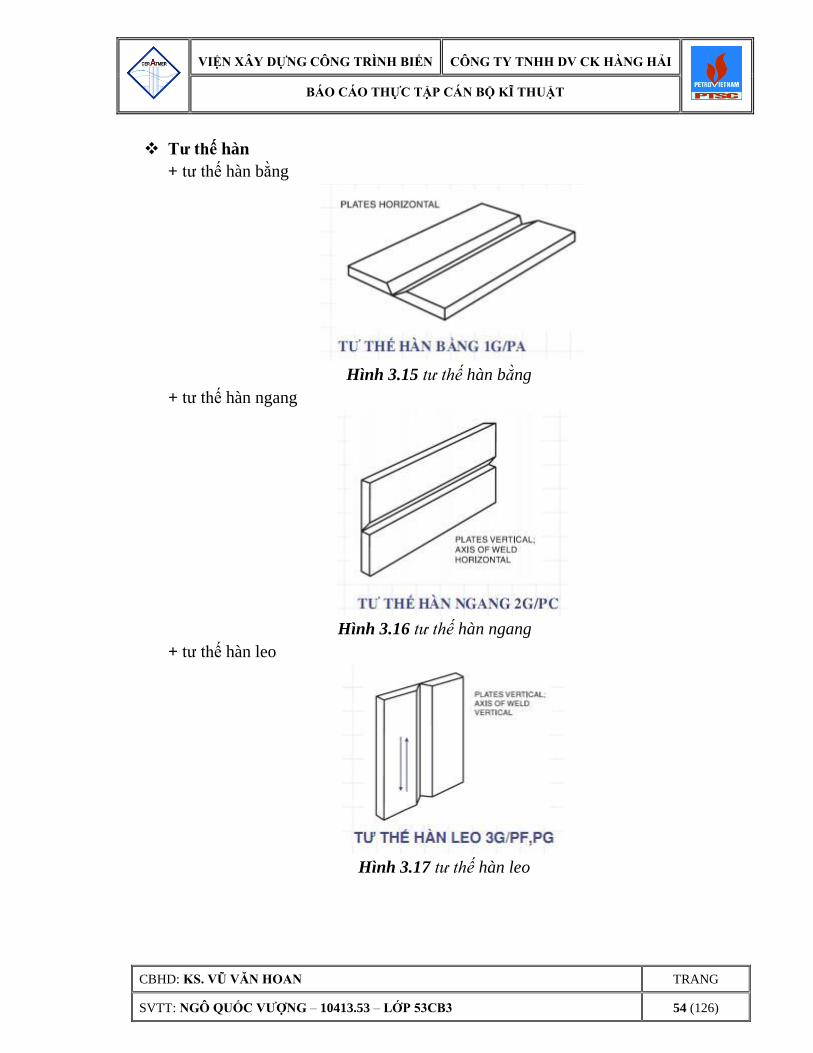
Tư thế hàn
+ tư thế hàn bằng
Hình 3.15 tư thế hàn bằng
+ tư thế hàn ngang
Hình 3.16 tư thế hàn ngang
+ tư thế hàn leo
Hình 3.17 tư thế hàn leo

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 55 (126)
Kí hiệu mối hàn
+ mối hàn rãnh vát đơn, V – đơn
Hình 3.18 mối hàn rãnh vát đơn, V – đơn
+ mối hàn chữ T
Hình 3.19 mối hàn chữ T
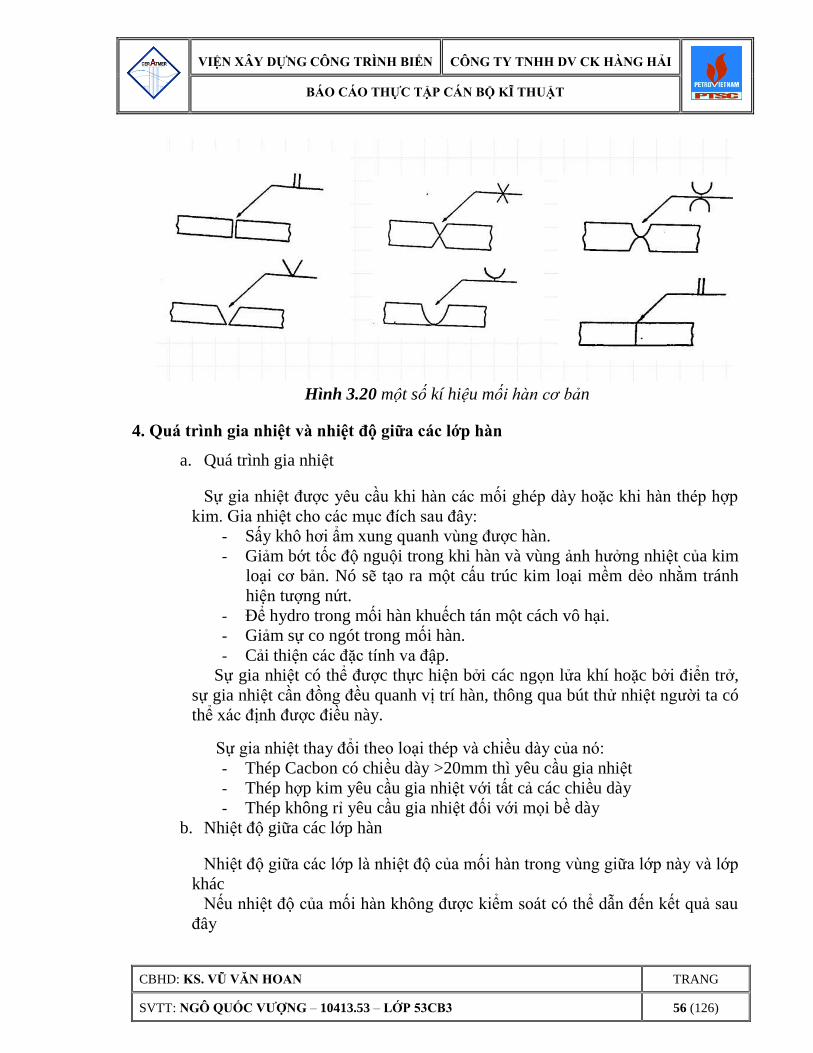
+ một số kí hiệu mối hàn khác
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 56 (126)
Hình 3.20 một số kí hiệu mối hàn cơ bản
4. Quá trình gia nhiệt và nhiệt độ giữa các lớp hàn
a. Quá trình gia nhiệt
Sự gia nhiệt được yêu cầu khi hàn các mối ghép dày hoặc khi hàn thép hợp
kim. ia nhiệt cho các mục đích sau đây:
- Sấy khô hơi m xung quanh vùng được hàn.
- Giảm bớt tốc độ nguội trong khi hàn và vùng ảnh hưởng nhiệt của kim
loại cơ bản. Nó sẽ tạo ra một cấu trúc kim loại mềm d o nhằm tránh
hiện tượng nứt.
- Để hydro trong mối hàn khuếch tán một cách vô hại.
- Giảm sự co ngót trong mối hàn.
- Cải thiện các đặc tính va đập.
Sự gia nhiệt có thể được thực hiện bởi các ngọn lửa khí hoặc bởi điển trở,
sự gia nhiệt cần đồng đều quanh vị trí hàn, thông qua bút thử nhiệt người ta có
thể xác định được điều này.
Sự gia nhiệt thay đổi theo loại thép và chiều dày của nó:
- Thép Cacbon có chiều dày >20mm thì yêu cầu gia nhiệt
- Thép hợp kim yêu cầu gia nhiệt với tất cả các chiều dày
- Thép không rỉ yêu cầu gia nhiệt đối với mọi bề dày
b. Nhiệt độ giữa các lớp hàn
Nhiệt độ giữa các lớp là nhiệt độ của mối hàn trong vùng giữa lớp này và lớp
khác
Nếu nhiệt độ của mối hàn không được kiểm soát có thể dẫn đến kết quả sau
đây
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 57 (126)
- Kim loại mối hàn có thể trở nên quá nhiệt làm mất đi tính d o dai của
nó
- Kim loại mối hàn có thể mất đi tính chống ăn mòn
- Kim loại mối hàn có thể xảy ra hiện tượng nứt nóng
Nhiệt độ giữa các lớp hàn không được vượt quá 3000C đối với thép Cacbon
và không quá 1500C đối với thép trắng và nhiệt độ giữa các lớp hàn được đo
bằng bút thử nhiệt
Quy trình hàn:
- Chu n bị mặt bằng, che chắn khu vực có cấu kiện cần hàn.
- Đánh sạch bề mặt cấu kiện (mài, đánh gỉ hoặc bắn cát, blasting…) nhằm
loại bỏ các vểt b n, sơn, dầu mỡ…
- Mài vát mép mối hàn theo đúng quy định, yêu cầu.
- Tiến hành lắp đặt các thiết bị cần thiết ( thiết bị gia nhiệt..) vận chuyển
các thiết bị phục vụ công tác hàn.
- Tiến hành công tác hàn.
Các khuyết tật hàn
Các kiểu khuyết tật hàn có thể bắt gặp trong thực tế bao gồm:
a. Không đủ ngấu
Là hiện tượng bề mặt chân mối hàn không được điền đầy.
Nguyên nhân: do khoảng cách giữa các kim loại cơ bản không đảm bảo,
tốc độ hàn quá nhanh dẫn đến vật liệu hàn không thể lấp đầy mối hàn.
Khắc phục: hàn tiếp các vị trí chưa được lấp đầy.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 58 (126)
Hình 3.21 Mối hàn không đủ ngấu
b. Ngấu quá mức
Đường hàn ngấu quá mức, kim loại cơ bản nóng chảy quá nhiều.
Nguyên nhân:
Thời gian để que hàn lâu, tốc độ di chuyển que hàn quá chậm.
Sử dụng dòng điện không đúng với quy trình hàn của loại vật liệu
đang hàn.
Khắc phục: Thổi bay mối hàn tại vị trí khuyết tật và hàn lại.
c. Không đủ nóng chảy
Giữa kim loại cơ bản và kim loại hàn không nóng chảy hoàn toàn, làm
giảm khả năng liên kết giữa kim loại hàn và kim loại cơ bản.
Nguyên nhân:
Gia nhiệt không đủ hoặc không gia nhiệt.
Tốc độ hàn quá nhanh.
Khắc phục: Thổi bay mối hàn tại vị trí không đạt yêu cầu sau đó hàn lấp
đầy.
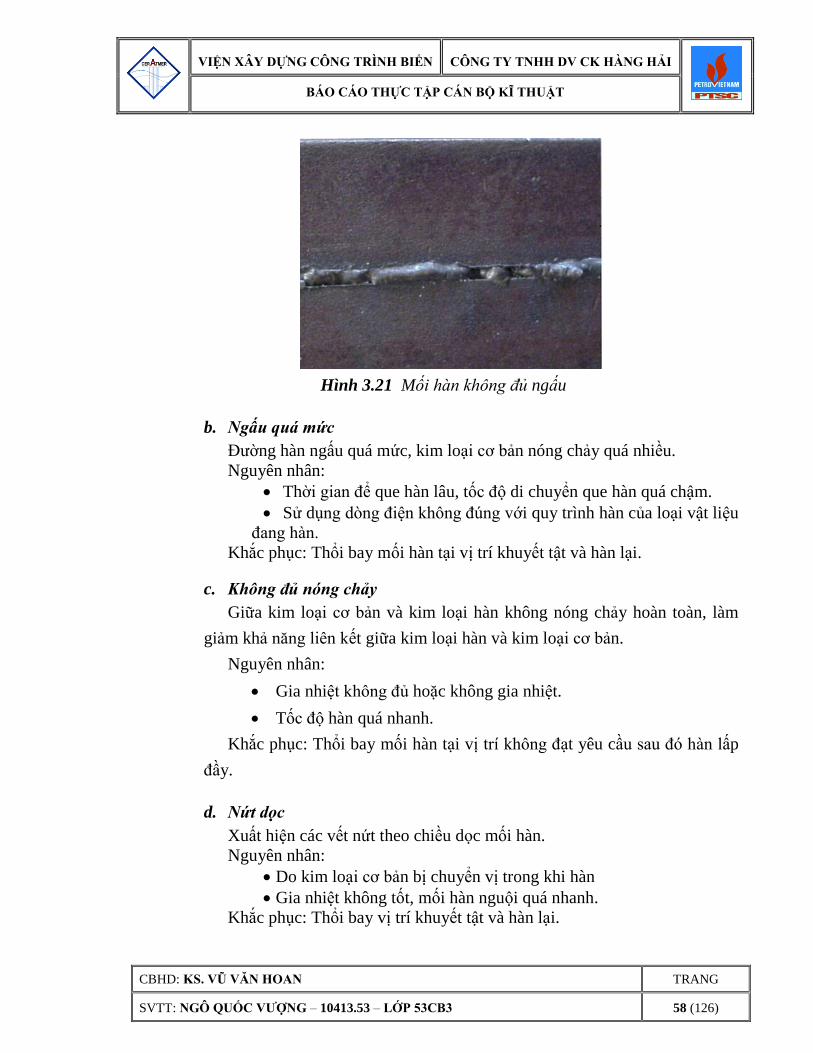
d. Nứt dọc
Xuất hiện các vết nứt theo chiều dọc mối hàn.
Nguyên nhân:
Do kim loại cơ bản bị chuyển vị trong khi hàn
Gia nhiệt không tốt, mối hàn nguội quá nhanh.
Khắc phục: Thổi bay vị trí khuyết tật và hàn lại.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 59 (126)
Hình 3.22 Vết nứt dọc trong mối hàn
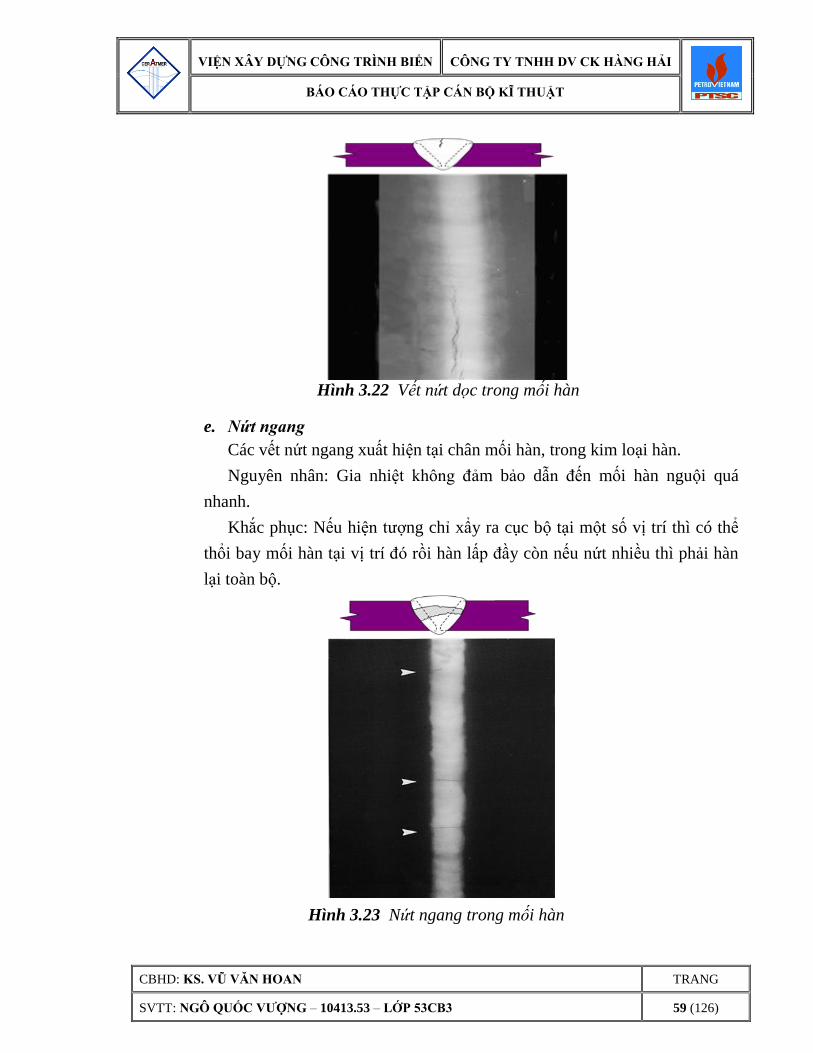
e. Nứt ngang
Các vết nứt ngang xuất hiện tại chân mối hàn, trong kim loại hàn.
Nguyên nhân: Gia nhiệt không đảm bảo dẫn đến mối hàn nguội quá
nhanh.
Khắc phục: Nếu hiện tượng chỉ x y ra cục bộ tại một số vị trí thì có thể
thổi bay mối hàn tại vị trí đó rồi hàn lấp đầy còn nếu nứt nhiều thì phải hàn
lại toàn bộ.
Hình 3.23 Nứt ngang trong mối hàn

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 60 (126)
f. Cháy chân bên ngoài
Xuất hiện vết lõm tại mép đường hàn.
Hình 3.24 Cháy chân đường hàn
Nguyên nhân: Do vị trí đặt que hàn.
Khắc phục: Hàn lấp đầy vị trí chân bị cháy
g. Vết lõm hình ống
Hốc lỗ không đều và đáng kể tại chân mối hàn hoặc chỗ tiếp nối, có lỗ
hốc ở phía chân của mối hàn.
Hình 3.25 Các ống, lỗ giun trên bề mặt mối hàn
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 61 (126)
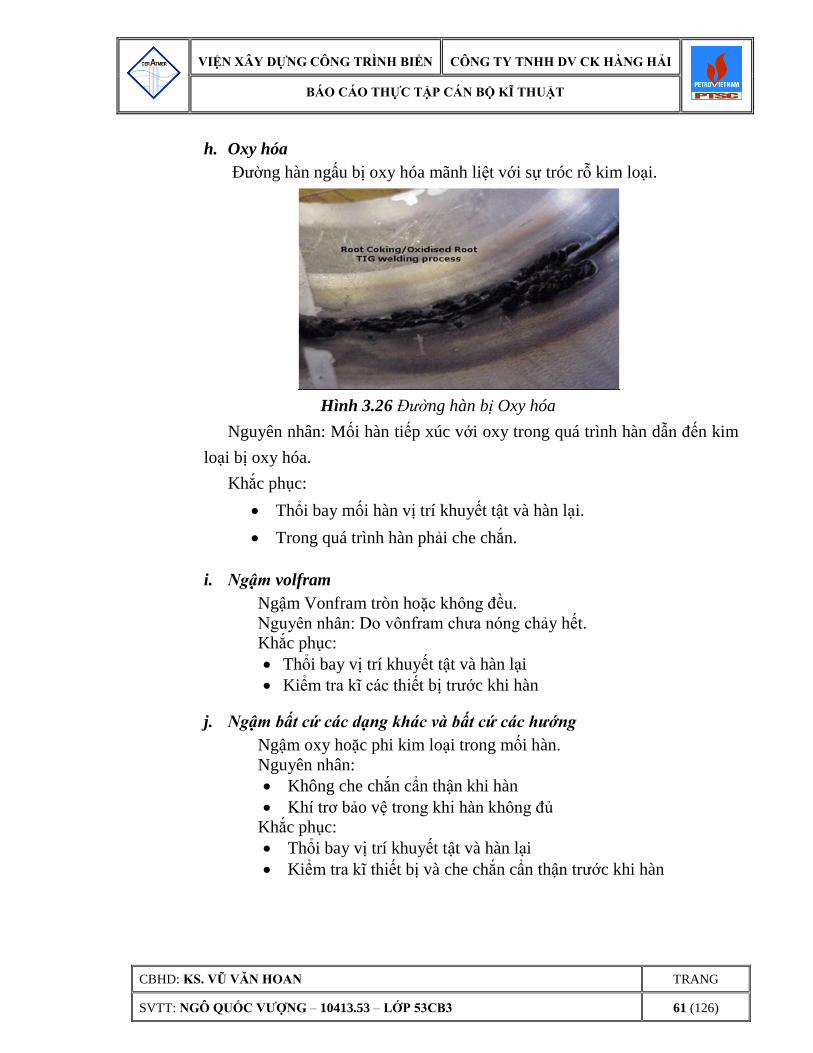
h. Oxy hóa
Đường hàn ngấu bị oxy hóa mãnh liệt với sự tróc rỗ kim loại.
Hình 3.26 Đường hàn bị Oxy hóa
Nguyên nhân: Mối hàn tiếp xúc với oxy trong quá trình hàn dẫn đến kim
loại bị oxy hóa.
Khắc phục:
Thổi bay mối hàn vị trí khuyết tật và hàn lại.
Trong quá trình hàn phải che chắn.
i. Ngậm volfram
Ngậm Vonfram tròn hoặc không đều.
Nguyên nhân: Do vônfram chưa nóng chảy hết.
Khắc phục:
Thổi bay vị trí khuyết tật và hàn lại
Kiểm tra kĩ các thiết bị trước khi hàn
j. Ngậm bất cứ các dạng khác và bất cứ các hướng
Ngậm oxy hoặc phi kim loại trong mối hàn.
Nguyên nhân:
Không che chắn c n thận khi hàn
Khí trơ bảo vệ trong khi hàn không đủ
Khắc phục:
Thổi bay vị trí khuyết tật và hàn lại
Kiểm tra kĩ thiết bị và che chắn c n thận trước khi hàn
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 62 (126)
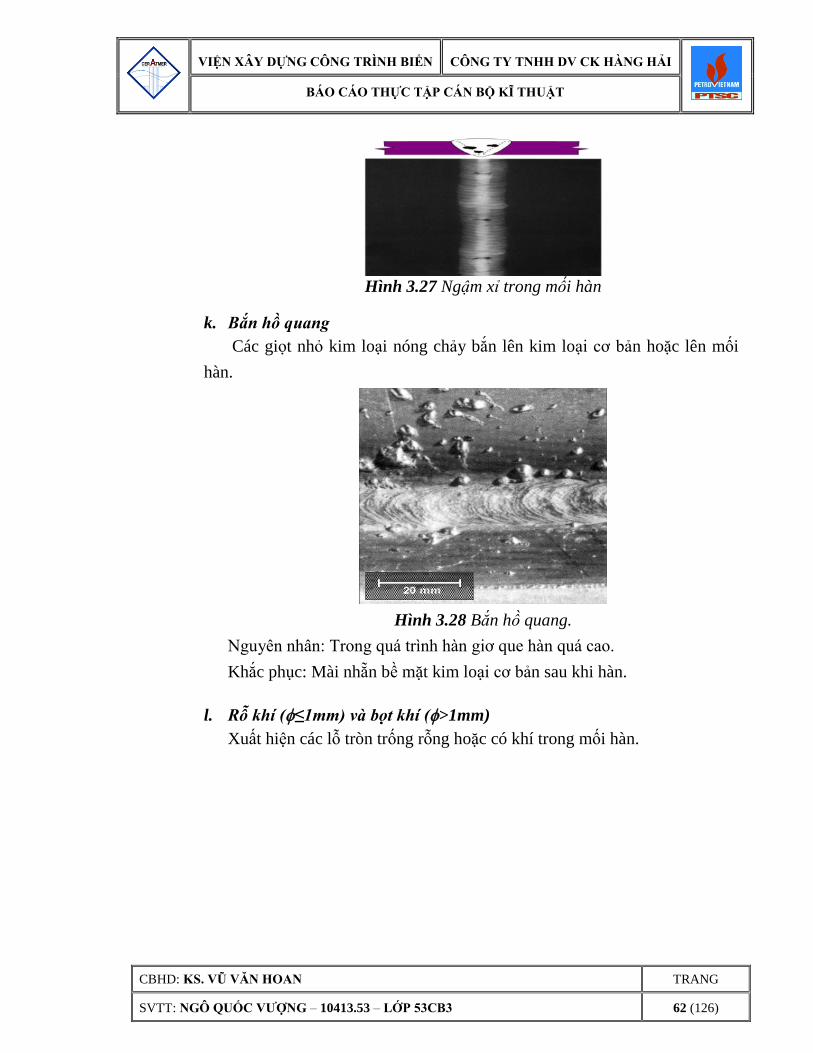
Hình 3.27 Ngậm xỉ trong mối hàn
k. Bắn hồ quang
Các giọt nhỏ kim loại nóng chảy bắn lên kim loại cơ bản hoặc lên mối
hàn.
Hình 3.28 Bắn hồ quang.
Nguyên nhân: Trong quá trình hàn giơ que hàn quá cao.
Khắc phục: Mài nhẵn bề mặt kim loại cơ bản sau khi hàn.
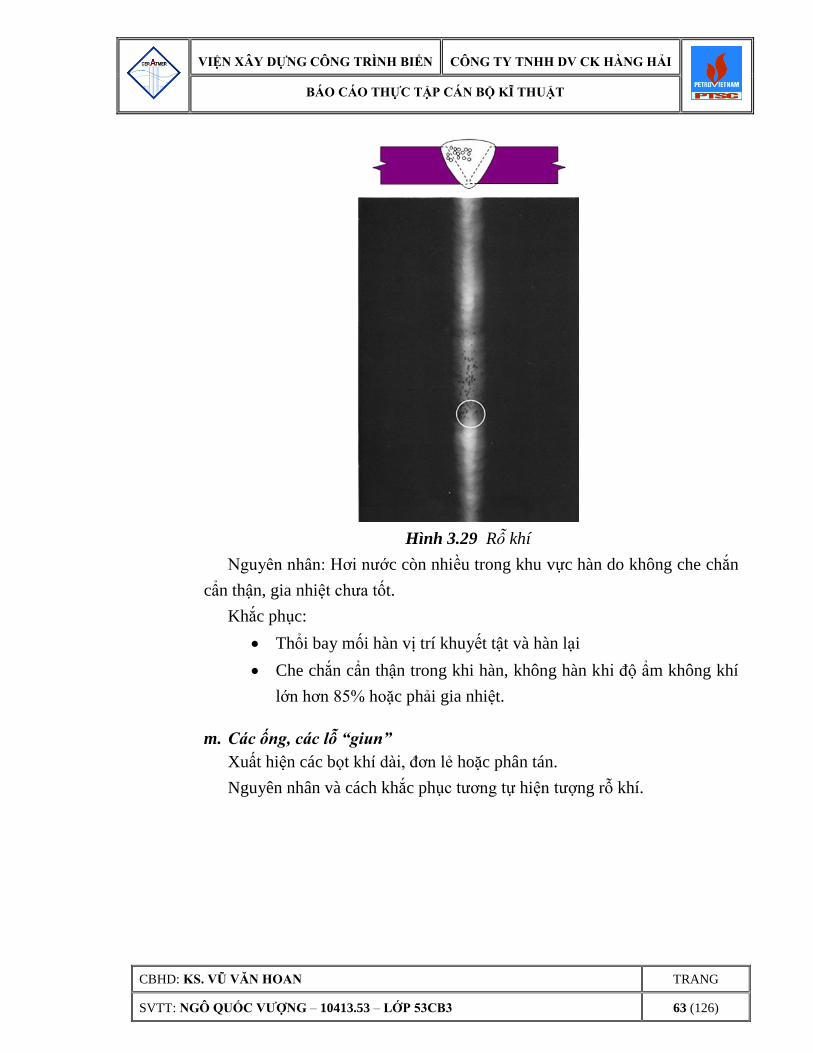
l. Rỗ khí (≤1mm) và bọt khí (>1mm)
Xuất hiện các lỗ tròn trống rỗng hoặc có khí trong mối hàn.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 63 (126)
Hình 3.29 Rỗ khí
Nguyên nhân: Hơi nước còn nhiều trong khu vực hàn do không che chắn
c n thận, gia nhiệt chưa tốt.
Khắc phục:
Thổi bay mối hàn vị trí khuyết tật và hàn lại
Che chắn c n thận trong khi hàn, không hàn khi độ m không khí
lớn hơn 85% hoặc phải gia nhiệt.
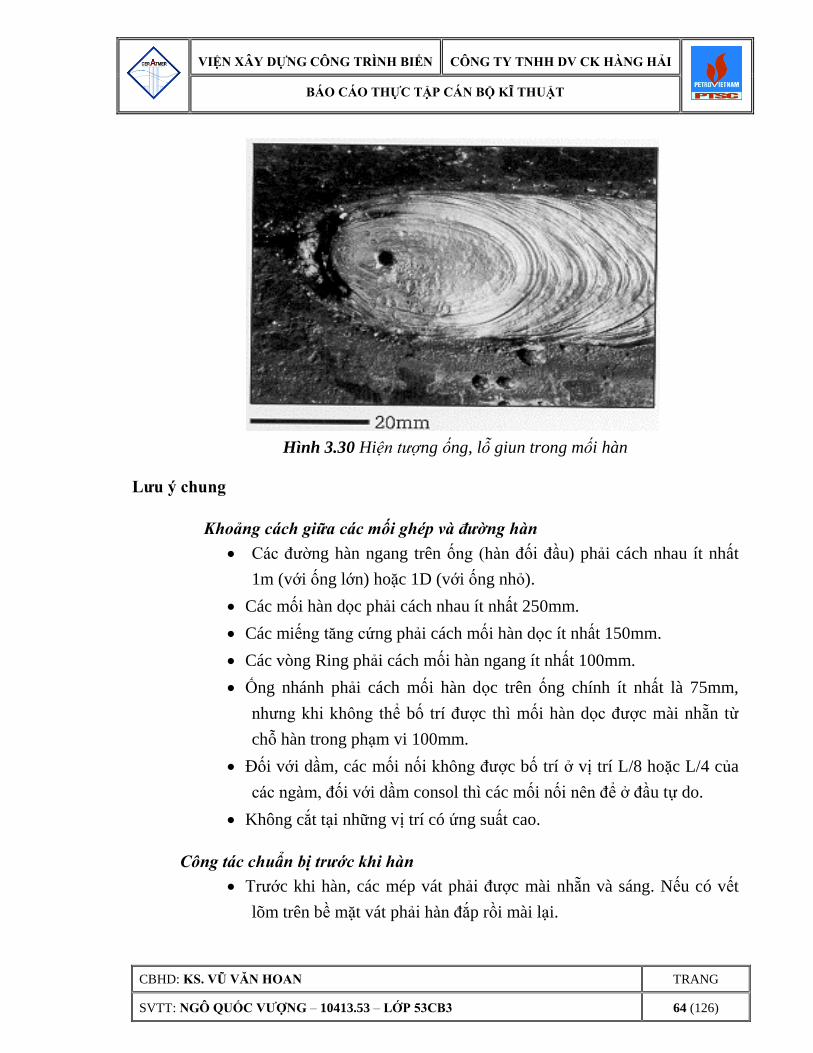
m. Các ống, các lỗ “giun”
Xuất hiện các bọt khí dài, đơn l hoặc phân tán.
Nguyên nhân và cách khắc phục tương tự hiện tượng rỗ khí.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 64 (126)
Hình 3.30 Hiện tượng ống, lỗ giun trong mối hàn
Lưu ý chung
Khoảng cách giữa các mối ghép và đường hàn
Các đường hàn ngang trên ống (hàn đối đầu) phải cách nhau ít nhất
1m (với ống lớn) hoặc 1D (với ống nhỏ).
Các mối hàn dọc phải cách nhau ít nhất 250mm.
Các miếng tăng cứng phải cách mối hàn dọc ít nhất 150mm.
Các vòng Ring phải cách mối hàn ngang ít nhất 100mm.
Ống nhánh phải cách mối hàn dọc trên ống chính ít nhất là 75mm,
nhưng khi không thể bố trí được thì mối hàn dọc được mài nhẵn từ
chỗ hàn trong phạm vi 100mm.
Đối với dầm, các mối nối không được bố trí ở vị trí L/8 hoặc L/4 của
các ngàm, đối với dầm consol thì các mối nối nên để ở đầu tự do.
Không cắt tại những vị trí có ứng suất cao.
Công tác chuẩn bị trước khi hàn
Trước khi hàn, các mép vát phải được mài nhẵn và sáng. Nếu có vết
lõm trên bề mặt vát phải hàn đắp rồi mài lại.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 65 (126)
Làm sạch sơn, dầu mỡ và các chất b n khác trước khi hàn.
Khi hàn đối đầu các vật liệu có chiều dày chênh lệch lớn thì phải vát
bên dày hơn theo tỉ lệ ¼.
Kỹ thuật hàn
Chỉ được mồi hồ quang trên mép vát mối hàn, không mồi hồ quang ở
ngoài mối hàn. Khi hàn các tấm phụ lên kết cấu chịu lực chính thì
phải mồi hồ quang ở phần tấm phụ.
Sau mỗi đường hàn, xỉ phải được làm sạch khỏi bề mặt đường hàn
bằng búa gõ xỉ.
Phải tiến hành gia nhiệt trong suốt quá trình hàn.
Phải che chắn mối hàn khỏi ảnh hưởng của mưa gió hoặc khi hàn có
dùng khí bảo vệ.
Kiểm tra mối hàn
Có hai phương pháp kiểm tra mối hàn là kiểm tra phá hủy và kiểm tra không
phá hủy. Đối với mỗi dự án, khi nhận vật liệu cần lấy mẫu, hàn và kiểm tra phá
hủy (kéo, nén, uốn…) cho từng loại vật liệu, sau đó đưa ra quy trình hàn riêng cho
từng loại vật liệu khác nhau. Còn khi thi công trên công trường, sau khi hàn dùng
phương pháp kiểm tra không phá hủy.
Kiểm tra không phá huỷ (Non-Destructive Testing-NDT) bao gồm các phương
pháp dùng để thử nghiệm, kiểm tra, đánh giá và chu n đoán kỹ thuật các sản ph m,
công trình công nghiệp mà không làm tổn hại đến khả năng sử dụng của chúng.
Sau khi kiểm tra không phá huỷ, đối tượng kiểm tra không hề bị thay đổi về hình
dạng, kích thước, các tính chất cơ- lí -hoá và vẫn có thể dùng được theo các mục
đich thiết kế ban đầu.
NDT được dùng rộng rãi trong hầu hết các ngành công nghiệp, đặc biệt là trong
các ngành công nghiệp dầu khí, cơ khí, hàng không, năng lượng (nhiệt điện, thuỷ
điện, hạt nhân), đóng tàu, công nghiệp hoá chất và chế biến thực ph m. Trong
ngành dầu khí NDT dùng để kiểm tra chất lượng, độ an toàn và toàn vẹn của các
đường ống dẫn dầu, bồn chứa, dàn khoan, hệ thống ống dẫn và bình áp lực của nhà
máy lọc dầu, nhà máy khí hoá lỏng v.v.
Hiện tại Công ty PTSC M&C đang áp dụng các phương pháp kiểm tra không
phá hủy sau: phương pháp kiểm tra bằng mắt (Visual test - VT), phương pháp bột
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 66 (126)
từ (Magnetic particle test – MT), phương pháp chụp ảnh phóng xạ (Radiographic
test – RT) và phương pháp siêu âm (Ultrasonic test – UT).
II. GIA CÔNG CẮT GỌT KIM LOẠI
1. Mục đích
Công trình biển được tổ hợp từ kết cấu thép với nhiều chủng loại, kích thước,
hình dạng khác nhau mà không phải cái nào cũng chế tạo sẵn trong nhà máy được.
Vì vậy công tác gia công cắt gọt kim loại trên công trường cũng chiếm một khối
lượng công việc tương đối lớn (tương đương công tác hàn).
Mục đích:
- Chế tạo các chi tiết không chế tạo được trong nhà máy.
2. Các phương pháp cắt
Có nhiều phương pháp cắt kim loại như cắt bằng hỗn hợp khí xy + as, cắt
bằng máy cắt tôn…, tuy nhiên với những ống, tấm, dầm thép có kích thước dày
khoảng 1 cm đến 5 cm thì phương pháp cắt bằng hỗn hợp khí xy và as là có hiệu
quả và kinh tế nhất.
3. Trình tự cắt
Trước khi tiến hành cắt ta cần xem xét nên chọn phương pháp cắt như thế nào.
Như đối với tấm phẳng và đường cắt đơn giản thì ta nên dùng máy để cắt, nhưng
đôi khi có các chi tiết mà tiết diện của nó và đường cắt phức tạp thì việc dùng máy
thông thường lại tỏ ra kém hiệu quả, khi đó tay nghề của thợ cắt cần phải được thể
hiện. Hiện tại, tại xưởng cơ khí của PTSC M&C đã có các loại máy khá hiện đại
phục vụ cho công tác cắt. Máy cắt CNC để cắt thép tấm với bép cắt là hỗn hợp khí
gas + oxygen, máy cắt profile CNC SPC 1500 dùng để cắt ống có chiều dày từ 3 –
50 mm. Cả 2 loại máy trên đều hoạt động dựa trên sự điểu khiển của máy tính. Các
vết cắt được lập trình sẵn trên máy tính điều khiển. Nhờ đó máy thực hiện việc cắt
rất nhanh và chính xác, hạn chế tối đa sai số, đồng thời giải phóng sức lao động.
Các vết cắt phức tạp như mối nối ống ( đường bậc 4) được thực hiện chính xác và
nhanh chóng.
Các thao tác cắt bằng máy:
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 67 (126)
Đưa vật cắt lên các tấm kê.
Đo vẽ hình dạng, quỹ đạo cần cắt.
Lập trình file trên máy tính điều khiển.
Đánh lửa rồi điều chỉnh ngọn lửa để cho có thể cắt được nhanh và nét cắt
nhỏ.
Tiến hành cắt bằng cách cho máy làm việc theo lập trình sẵn.
Các thao tác cắt bằng tay:
Đo vẽ vật liệu cần cắt
Đánh lửa rồi điều chỉnh ngọn lửa để cho có thể cắt được nhanh và nét cắt
nhỏ.
Tiến hành cắt.
Thao tác cắt bằng tay phụ thuộc chủ yếu vào tay nghề, kinh nghiệm của người
cắt. Sau khi cắt xong phải vệ sinh mép vừa cắt bởi mép có dính vụn thép nóng chảy
bám vào.
II. QUY TRÌNH LÀM SẠCH VÀ SƠN KẾT C U.
1. Mục đích của công tác sơn.
Công trình biển làm việc trong điều kiện khắc nghiệt của môi trường khí hậu biển.
Trong không khí và nước biển có nồng độ muối cao là nguyên nhân chính gây ra hiện
tượng ăn mòn dẫn đến phá hủy công trình. Do đó vấn đề chống ăn mòn rất được quan
tâm trong công trình biển với mục đích làm tăng tuổi thọ , đảm bảo khả năng làm việc
bình thường cho công trình. Có nhiều phương pháp chống ăn mòn như sơn phủ, sử
dụng anot hy sinh… Tuy nhiên việc sơn phủ tỏ ra có hiệu quả, kinh tế và an toàn nhất
đối với kết cấu công trình biển.
2. Các thiết bị phục vụ công tác sơn.
- Máy phun sơn
- Súng phun sơn bằng tay.
- Máy nén khí DPS-670SS1-Denyo.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 68 (126)
- Máy trộn sơn.
- Bình thở.
3. Vật liệu sơn.
Vật liệu phải còn nguyên tên nhãn hiệu, ngày sản xuất, số hiệu và các thông tin
khác liên quan để tìm ra nguồn gốc, thời hạn và cách sử dụng mỗi loại sơn. Vật liệu
sơn phải được chứng nhận sử dụng của nhà sản xuất và nguyên bản trong
Container. Các loại sơn phải phải có sự chứng nhận riêng biệt.
Kho chứa phải được làm khô, sạch và thông gió tốt.
Khi sử dụng sơn phải được khuấy đều hoàn toàn. Các loại sơn có dấu hiệu biến
chất, không theo đặc điểm miêu tả của nhà sản xuất, quá hạn sử dụng thì không
được phép dùng trong bất cứ trường hợp nào.
Quá trình sơn phủ sẽ có sự giám sát liên tục của ngưới có th m quyền, kiểm tra
sơn phủ cho đến khi hoàn thành.
. Quy trình làm sạch bề m t kết cấu
a) Thiết bị
- Máy bắn xỉ đồng và granet.
- Máy nén khí.
- Bình chứa xỉ.
- Mũ sắt chống xỉ.
- Đường ống dẫn khí và vòi lắp.
- Máy làm lạnh không khí khô.
- Thiết bị chia tách không khí.
b) Làm sạch b ng phương pháp bắn đồng hay gran t
- Làm sạch bề mặt bằng cách bắn xỉ đồng là dựa trên áp lực từ máy nén
khí, bắn xỉ đồng vào bề mặt kết cấu. Các hạt xỉ đồng hay granet này sẽ
làm bật lớp oxit trên bề mặt kim loại và làm bề mặt kim loại nhẵn hơn,
nghĩa là thay đổi độ nhám.
- Tất cả các vết nhám của mối hàn, vết cháy, v y hàn, vết lõm, những mặt
sắt nhô ra sẽ được làm nhẵn tại mặt đất trước khi chu n bị bề mặt sơn.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 69 (126)
- Mặt phẳng thép được làm khô và lau sạch dầu mỡ trước khi phun xỉ. Dầu
mỡ được rửa sạch bằng dung môi phù hợp với quy trình thiết kế.
- Chỉ phun xỉ làm sạch bề mặt kết cấu trong điều kiện độ m không khí
85% và thép phải có nhiệt độ cao hơn 30C so với điểm sương nhất của
hơi nước trong không khí tại thời điểm đó.
- p suất vòi phun là khoảng 7kPa/cm2.
- Độ nhám của cấu kiện phụ thuộc vào thiết kế, đây là căn cứ để thực hiện
quy trình bắn xỉ đồng cũng như kiểm tra kết quả.
- Trước khi tiến hành công tác làm sạch phải có chỉ dẫn đầy đủ và màng
ngăn trước khi phun xỉ. Tất cả công nhân tiến hành công tác đều phải
mặc đồ bảo hộ theo yêu cầu an toàn quy định.
- Các kết cấu phun sơn phải cách đầu của mỗi ống hàn là 50 mm.
- Tất cả các bề mặt kết cấu đã được làm sạch phải được giữ sạch trước khi
sơn phủ lớp đầu tiên.
c) Làm sạch b ng dung môi
- Làm sạch bằng dung môi có tác dụng rửa trôi đi các hóa chất bám b n
dính trên cấu kiện để đảm bảo chất lượng của quá trình bắn xỉ.
- Phương pháp này không có tác dụng thay đổi độ nhám của bề mặt kim
loại.
- Sau khi dùng dung môi rửa sạch các chất b n, người ta dùng nước nóng
để rửa sạch chính các dung môi trên trước khi đem cấu kiện thực hiện
quy trình phun xỉ đồng hay granet.
Trong thực tế, đối với phần lớn các cấu kiện, người ta thường sử dụng nối tiếp
hai quá trình trên nhằm đảm bảo hiệu quả tốt nhất.
5. Trình tự sơn.
- Kiểm tra lại chất lượng sơn, kiểm tra chất lượng dung môi trước khi dùng, sử
dụng sơn theo đúng chỉ dẫn của nhà sản xuất.
- Khi bề mặt của lớp sơn đảm bảo độ nhám yêu cầu, sơn lót lớp sơn đầu tiên.
- Phơi khô đến khi lớp sơn lót khô hoàn toàn.
- Khi lớp sơn trước đã đạt tiêu chu n thì sơn tiếp lớp sơn kế sau, cứ như vậy cho
đến khi hoàn thành.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 70 (126)
- Việc kiểm tra chiều dày của lớp sơn tùy theo yêu cầu về độ chính xác và
phương tiện hiện có (có thể là bằng máy hoặc thủ công), kiểm tra tại vùng giao
giữa các khu vực sơn và một số vị trí khác.
- Không tiến hành sơn trong các trường hợp sau đây:
Nhiệt độ dưới 50C
Độ m lớn hơn 85%
Bề mặt sơn có dầu mỡ hoặc các chất gây ăn mòn.
Điều kiện thời tiết xấu.
CHƯƠNG : TÌM HIỂU QUY TRÌNH THI CÔNG CHẾ TẠO TOPSID VÀ
ACK T PQP BIỂN ĐÔNG 1
1. GIỚI THIỆU VỀ DỰ ÁN BIỂN ĐÔNG 1

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 71 (126)
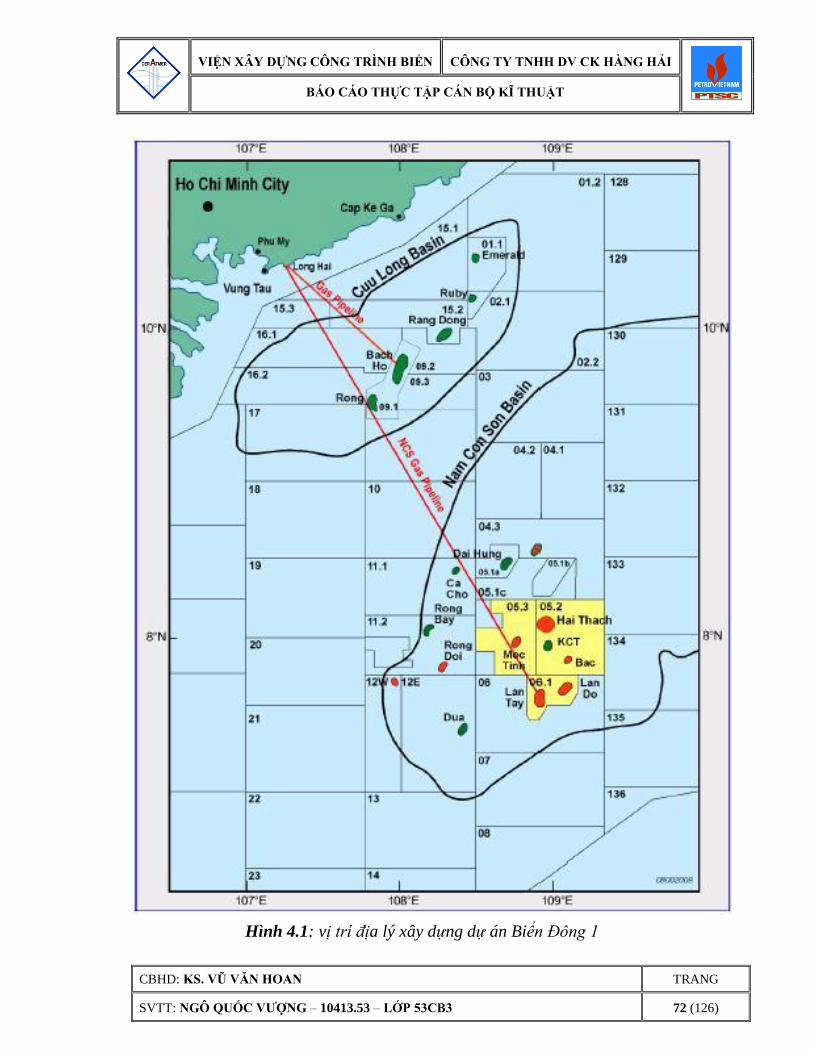
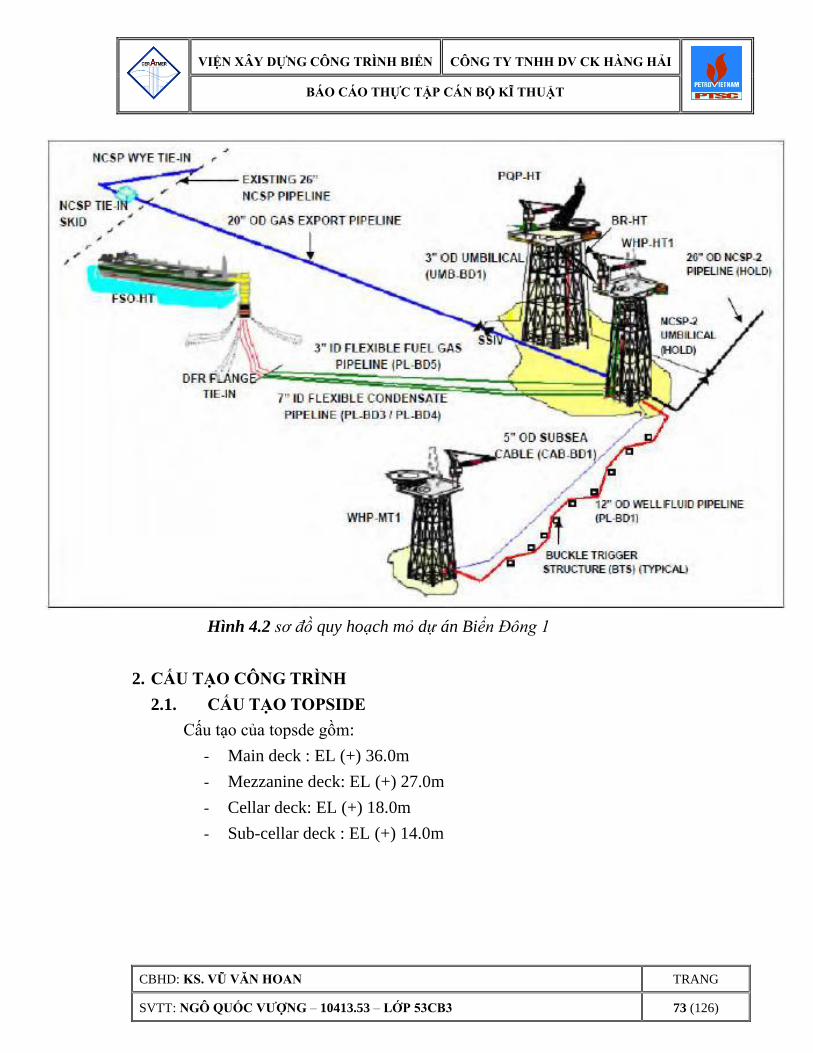
Dự án Biển Đông 1 bao gồm 2 dự án khai thác gas và khí đồng hành Hải Thạch và
Mộc Tinh thuộc Blocks 05.2 và 05.3 nằm về phía bắc bờ biển VN 340km. Dự án
bao gồm:
- 01 giàn đầu giếng Mộc Tinh (WHP-MT1).
- 01 giàn đầu giếng Hải Thạch (WHP-HT).
- iàn trung tâm Hải Thạch (PQP-HT).
- 01 S tại Hải Thạch.
- 01 ống dẫn từ WHP-MT1 sang WHP-HT.
- 01 ống dẫn gas từ WHP-HT nối tiếp với hệ thống ống dẫn từ Nam Côn
Sơn.
- Hệ thống ống dẫn gas và khí từ WHP-HT đến S .
- Hệ thống cáp quang, cáp điện từ WHP-HT đến WHP-MT1.
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 72 (126)
Hình 4.1: vị trí địa lý xây dựng dự án Biển Đông 1
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 73 (126)
Hình 4.2 sơ đồ quy hoạch mỏ dự án Biển Đông 1
2. C U TẠO CÔNG TRÌNH
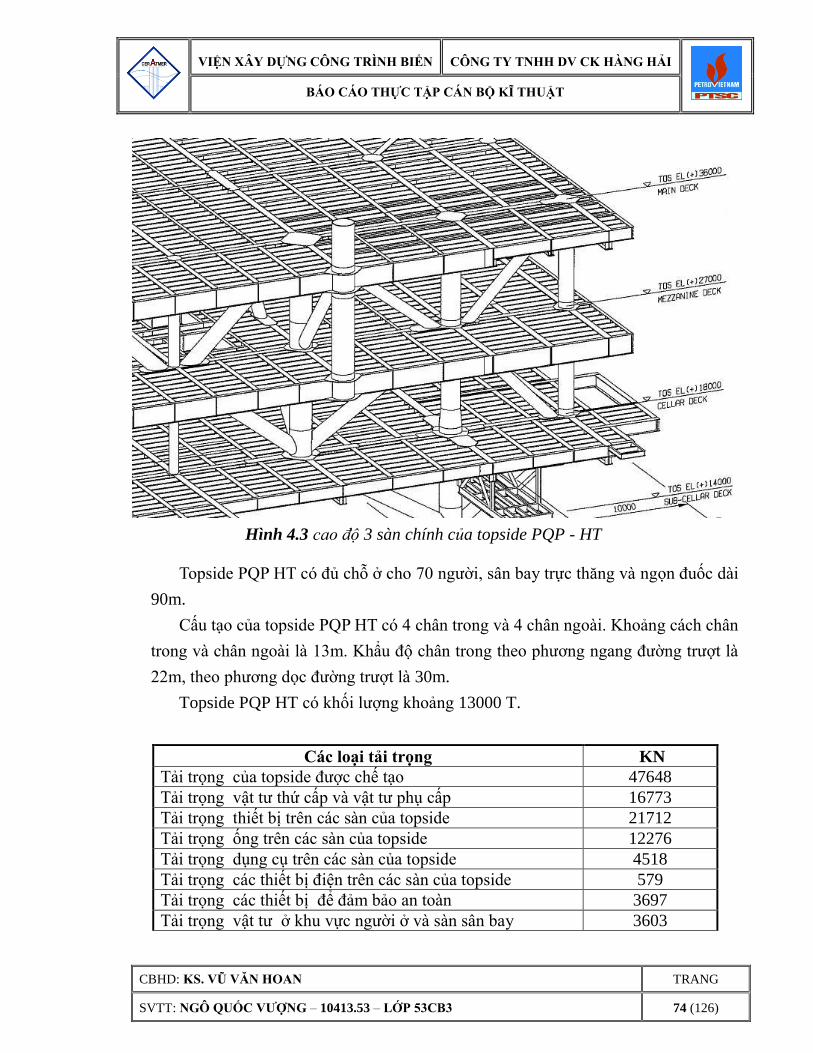
2.1. C U TẠO TOPSID
Cấu tạo của topsde gồm:
- Main deck : EL (+) 36.0m
- Mezzanine deck: EL (+) 27.0m
- Cellar deck: EL (+) 18.0m
- Sub-cellar deck : EL (+) 14.0m
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 74 (126)
Hình 4.3 ca độ 3 sàn chính của topside PQP - HT
Topside PQP HT có đủ chỗ ở cho 70 người, sân bay trực thăng và ngọn đuốc dài
90m.
Cấu tạo của topside PQP HT có 4 chân trong và 4 chân ngoài. Khoảng cách chân
trong và chân ngoài là 13m. Kh u độ chân trong theo phương ngang đường trượt là
22m, theo phương dọc đường trượt là 30m.
Topside PQP HT có khối lượng khoảng 13000 T.
Các loại tải trọng KN
Tải trọng của topside được chế tạo 47648
Tải trọng vật tư thứ cấp và vật tư phụ cấp 16773
Tải trọng thiết bị trên các sàn của topside 21712
Tải trọng ống trên các sàn của topside 12276
Tải trọng dụng cụ trên các sàn của topside 4518
Tải trọng các thiết bị điện trên các sàn của topside 579
Tải trọng các thiết bị để đảm bảo an toàn 3697
Tải trọng vật tư ở khu vực người ở và sàn sân bay 3603

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 75 (126)
Tải trọng hàng hóa trên nhà người ở và sàn sân bay 3321
Tải trọng cơ cấu thắp sáng trên cầu thang, lan can 467
Tải trọng bản thân cần c u theo hướng bắc 1015.3
Tải trọng bản thân cần c u theo hướng nam 1015.3
ình 4.4 Topside PQP HT
2.2. C U TẠO ACK T.
acket PQP HT gồm 4 ống chính với 3 cọc váy (skirt piles) mỗi ống. Độ dốc của
ống chính là 1:12 và 1:8. Chiều cao acket 142.3m. Độ sâu nước 132.8m . Cao độ
các diafragm:
- Top of jacket : EL (+) 9.5m
- Seadeck walkway: EL (+) 7.85m
- Level-1 (seadeck): EL (+) 7.6m
- Level-2 : EL (-) 5.0m
- Level-3 : EL (-) 16.5m
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 76 (126)
- Level-4: EL (-) 39.5m
- Level-5: EL (-) 60.5m
- Level-6 : EL (-) 85.0m
- Level-7: EL (-) 109.0m
- Level-8: EL (-) 130.88m
Kích thước ống chính:
- Từ (-) 132.8m đến (-) 85.0m : 2450Ø x 60
- Từ (-) 85.0m đến (-) 39.5m : 2000 Ø x 45
- Từ (-) 39.5m đến (-) 27.809m : 1800 Ø x 60
- Từ (-) 27.809m đến (-) 16.5m: 1800 Ø x 65
- Từ (-) 16.5m đến (-) 5.0m: 1800 Ø x 50
- Từ ( -) 5.0m đến (+) 9.5m: 1800 Ø x 60
Trên 2 side R W A và C có 2 ống phụ 1550 x 30 song song trên mỗi mặt.
Khoảng cách giữ 2 ống phụ này là 22.0m.
3. QUY TRÌNH CHẾ TẠO ACK T VÀ TOPSID PQP HT.
Tại cùng một thời điểm, trên BLR có nhiều dự án cùng tiến hành công tác thi
công. Mỗi dự án có những đặc điểm và yếu tố phù hợp riêng. Vì thế công tác lựa
chọn phương án thi công cũng như bố trí vị trí trên BLR hợp lý là một điều rất quan
trọng. Phải tính toán, lựa chọn bố trí mặt bằng sao cho tận dụng tối đa mặt bằng sẵn
có, thuận lợi cho việc chế tạo, tổ hợp cũng như bố trí đường di chuyển hợp lý cho
c u phục vụ quá trình lắp dựng. Đồng thời phải nghiên cứu lựa chọn vị trí lắp dựng
hợp lý cho công tác hạ thủy sau này.
Các phương án thi công acket:
- Phương án quay lật panel.
- Phương án thi công kiểu úp mái.
- Phương án thi công tuần tự từ dưới lên trên theo phương đứng
Các phương án hạ thủy:
- Hạ thủy bằng c u

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 77 (126)
- Hạ thủy bằng kéo trượt xuống ponton
- Hạ thủy bằng đường trượt xuống sà lan
- Hạ thủy bằng trailer
Các yếu tố ảnh hưởng đến việc lựa chọn phương án thi công:
- Tiến độ, thời gian thi công và hạ thủy.
- Nguồn nhân lực phục vụ thi công.
- Trang thiết bị hiện có hoặc có thể thuê được để phục vụ thi công.
- Diện tích BLR.
- Các dự án khác cùng thi công trên BLR.
Quy trình chế tạo JACKET và TOPSIDE PQP-HT
- Phân tích các dữ liệu có sẵn phục vụ công tác lắp ráp khối chân đế PQP –
HT
Đặc điểm bến bãi :
- Bãi lắp ráp gồm có 2 đường trượt
+ đường trượt 25000T chuyên dùng để chế tạo TOPSIDE
+ đường trượt 10000T chuyên dùng để chế tạo JACKET
- Nền bãi được gia cố chịu áp lực 50T/m2

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 78 (126)
Hình 4.5 mặt bằng bãi lắp ráp
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 79 (126)
Từ những đặc điểm có sẵn của bến bãi ta có định hướng bố trí khu lắp ráp như
sau:
- Bố trí khu lắp ráp khối chân đế và thượng tầng trên cơ sở tạo điều kiện
thuận lợi nhất cho quá trình thi công các dự án và cho công nhân làm việc
trên công trường.
- Kiểm soát được những công việc đang thực hiện trên công trường.
- Giảm thiểu tối đa những công việc chồng chéo gây ảnh hưởng tới nhau làm
chậm tiến độ thi công
- Giảm thiểu tối đa rủi ro cho người, thiết bị và sản ph m chế tạo trên công
trường
- Quãng đường từ nguồn vật liệu tới nơi thi công được bố trí một cách ngắn
nhất đảm bảo cho công việc thi công được diễn ra liên tục không bị ngắt
quãng. Đảm bảo tiến độ thi công.
- Các công xưởng được bố trí gần khu lắp ráp. Công tác hàn, cắt gọt kim
loại… được bố trí dưới chân công trình
- Thiết kế đường trượt, hệ thống dầm gối đỡ sao cho đảm bảo được sức chịu
tải của đất nền
- Giao thông thuận tiện để c u, xe dịch vụ, người được đi lại thuật tiện và an
toàn
- Tạo sẵn hướng đi cho c u để phục vụ cho quá trình c u lắp, lắp ráp công
trình
- Đặc điểm bến cảng cũng là yếu tố để chọn hoặc thuê salan cho phù hợp
Đặc điểm môi trường : thời tiết ảnh hưởng rất nhiều tới quá trình thi công trên
bãi lắp ráp đặc biệt là công tác c u (ảnh hưởng động gây lắc trong quá trình c u
lắp). Đặc điểm môi trường nơi lắp ráp như sau:

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 80 (126)
- Chế độ gió
Khu vực bãi lắp ráp của PTSC nằm trong vùng có gió mùa hoạt động
mạnh. Trong năm có 2 mùa gió chính: ió mùa Đông Bắc và Đông Nam.
Từ tháng 11 năm trước đến tháng 4 năm sau:
Gió Bắc - Đông Bắc vào các tháng: 11, 12, 1(mùa khô)
ió Đông - Đông Nam vào các tháng: 2, 3, 4(mùa mưa).
Trong thời kỳ chuyển tiếp giữa hai mùa,từ tháng 5 đến tháng 10.Do có sự
tương tác qua lại giữa hai luồng gió chính, gây ra gió theo nhiều hướng khác
nhau, hướng không ổn định.Trong thời gian này việc thi công gặp nhiều khó
khăn.
Vận tốc gió trung bình trong năm là từ 2.3m/s đến 3.5m/s.
- Chế độ mưa
Thời tiết trong năm phân thành 2 mùa rõ rệt, mùa mưa từ tháng 5 đến tháng 11 và
mùa khô từ tháng 11 đến tháng 4.
Lượng mưa trung bình năm: 1868,7 mm
Lượng mưa cực đại trong năm: 2463,1 mm
Lượng mưa cực tiểu trong năm: 1391 mm
- Nhiệt độ và độ m không khí
Nhiệt độ trung bình năm là 27oC. Chênh lệch nhiệt độ giữa tháng cao nhất
(thường là tháng 4) và tháng thấp nhất (thường là tháng 12) khoảng 10oC. Độ m
trung bình năm 75-80%.
Từ những điều kiện môi trường ta có những lưu ý sau:
- Lựa chọn cửa sổ thời tiết phù hợp cho quá trình thi công. Hạn chế thi công vào
những ngày thời tiết xấu dễ gây rủi ro về người và thiết bị
- Hạn chế c u lắp những thiết bị lớn trong những ngày gió to bởi rất dễ gây mất
kiểm soát khi thi công
Thiết bị có sẵn trên bãi

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 81 (126)
Thiết bị có sẵn đóng một vai trò quan trọng trong quá trình thi công. Nó
quyết định tới phương án thi công nhằm đảm bảo tính kinh tế và thực thi khi thi
công. Mỗi một thiết bị đều đóng một vai trò nhất định. Ở đây ta chỉ đưa ra thiết
bị điển hình là thiết bị c u.
Những vấn đề liên quan khi thiết kế c u lắp :
- Bán kính làm việc của c u
- Chiều dài boom
- Đối trọng sau c u
- Kết cấu
- Từ các yếu tố trên công việc của người kỹ sư là chọn c u để phù hợp với mỗi kết
cấu hoặc lựa chọn, chia tách kết cấu để phù hợp với sức làm việc của c u
(ta sẽ đi sâu và bài t án c u ở phần sau)
Đễ xuất phương án cho quá trình lắp ráp jacket PQP HT
a Quy trình chế tạo ack t PQP HT
Nguyên tắc chế tạo jacket
- Phương án hạ thủy quyết định tới phương án chế tạo jacket trên bờ
- Giảm bớt công việc thi công trên cao
- Chu n bị bến bãi phục vụ cho công tác chế tạo
- Phụ thuộc vào máy móc thiết bị có sẵn hoặc có thể thuê ở đơn vị khác
- Nhân lực hiện có
- Phương châm an toàn là trên hết
Trình tự chế tạo jacket PQP Hải Thạch
- Cấu tạo của PQP HT trên ROW A và ROW C có 2 ống phụ song song, phương
án hạ thủy hợp lý nhất đối với acket này là phương pháp kéo trượt. Vì thế,
jacket sẽ được thi công lắp dựng ngay trên đường trượt được chế tạo sẵn.
Phương pháp thi công acket PQP HT là phương pháp kết hợp giữa phương
pháp thi công tuần tự và phương pháp quay lật.
- Kết cấu jacket PQP HT khá phức tạp. Kết cấu gồm 8 ống chính (4 ống ở 4 góc là
4 ống chịu lực chính).

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 82 (126)
Hình 4.6 ô hình thiết kế
- Phương án chế tạo phụ thuộc vào phương án hạ thủy. Nên phục vụ cho công tác
hạ thủy (bằng kéo trượt) nên khối chân đế được chế tạo ngay trên đường trượt.
Hình 4.7 hai ống chính được đặt trên đường trượt
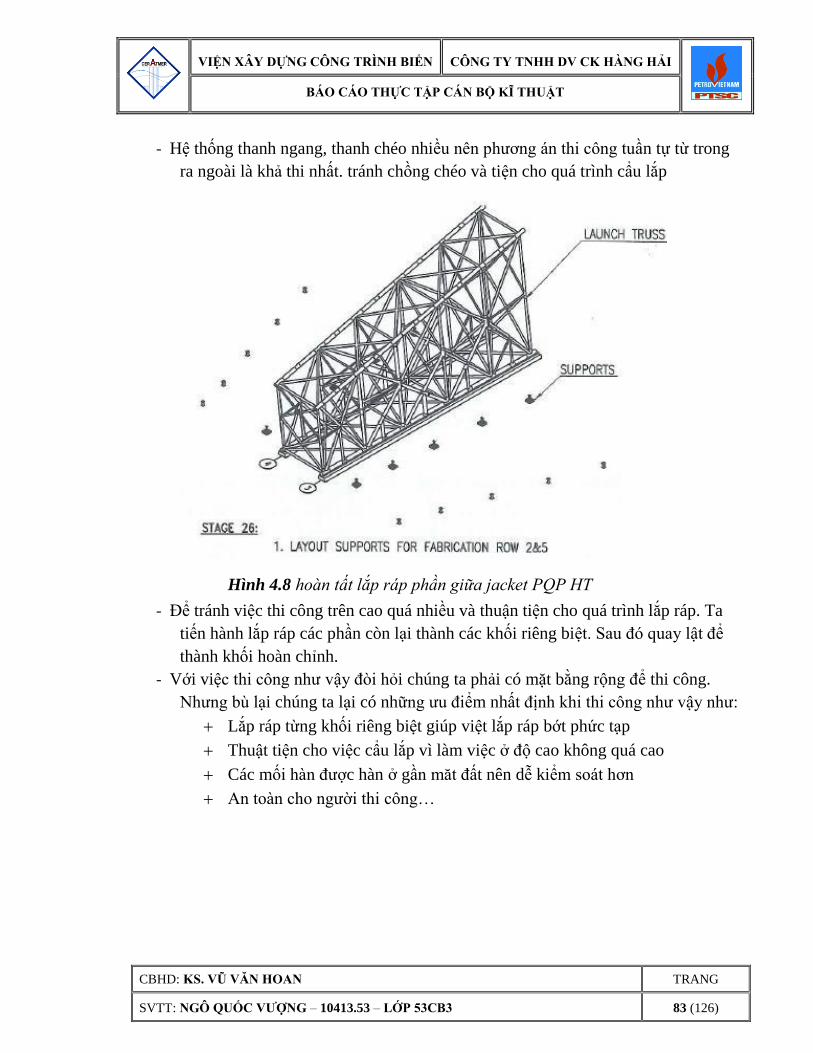
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 83 (126)
- Hệ thống thanh ngang, thanh chéo nhiều nên phương án thi công tuần tự từ trong
ra ngoài là khả thi nhất. tránh chồng chéo và tiện cho quá trình c u lắp
Hình 4.8 h àn tất lắp ráp phần giữa jacket Q HT
- Để tránh việc thi công trên cao quá nhiều và thuận tiện cho quá trình lắp ráp. Ta
tiến hành lắp ráp các phần còn lại thành các khối riêng biệt. Sau đó quay lật để
thành khối hoàn chỉnh.
- Với việc thi công như vậy đòi hỏi chúng ta phải có mặt bằng rộng để thi công.
Nhưng bù lại chúng ta lại có những ưu điểm nhất định khi thi công như vậy như:
Lắp ráp từng khối riêng biệt giúp việt lắp ráp bớt phức tạp
Thuật tiện cho việc c u lắp vì làm việc ở độ cao không quá cao
Các mối hàn được hàn ở gần măt đất nên dễ kiểm soát hơn
An toàn cho người thi công…

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 84 (126)
Hình 4.9 Các khối được lắp đặt riêng biệt
b) quy trình chế tao topside PQP HT
Đề xuất phương án cho quá trình lắp ráp topside
Nguyên lý chế tạo topside
- Ngoài những điều kiện thực tế ảnh hưởng tới quá trình chế tạo đã nói ở chế tạo
jacket, chế tạo topside cần có những nguyên tắc sau :
+ Topside PQP HT có kích thước 46x74 (m) với 3 sàn chính ở các cao độ +18
(m),+27 (m), +36 (m) và sàn phụ sub - cellar deck ở +14 (m)
+ Với trang thiết bị c u hiện có của công ty các tấm sàn phải chia thành nhiều
phần nhằm thỏa mãn:
- Sức nâng của c u, tầm với, chiều dài boom…
- Với diện tích sàn thượng tầng lớn (46x74m) việc lắp toàn bộ sàn rồi c u
lên là không khả thi và mạo hiểm bởi với khối lượng lớn, nội lực trong
dầm cũng lớn theo
- Khối thượng tầng được lắp dựng theo thình tự từ dưới lên. Đây là
phương pháp thi công tiện lợi nhất đảm bảo việc lắp đặt từng cấu kiện dễ
dàng hơn đặc biệt các cấu kiện công nghệ như piping, máy phát điện…
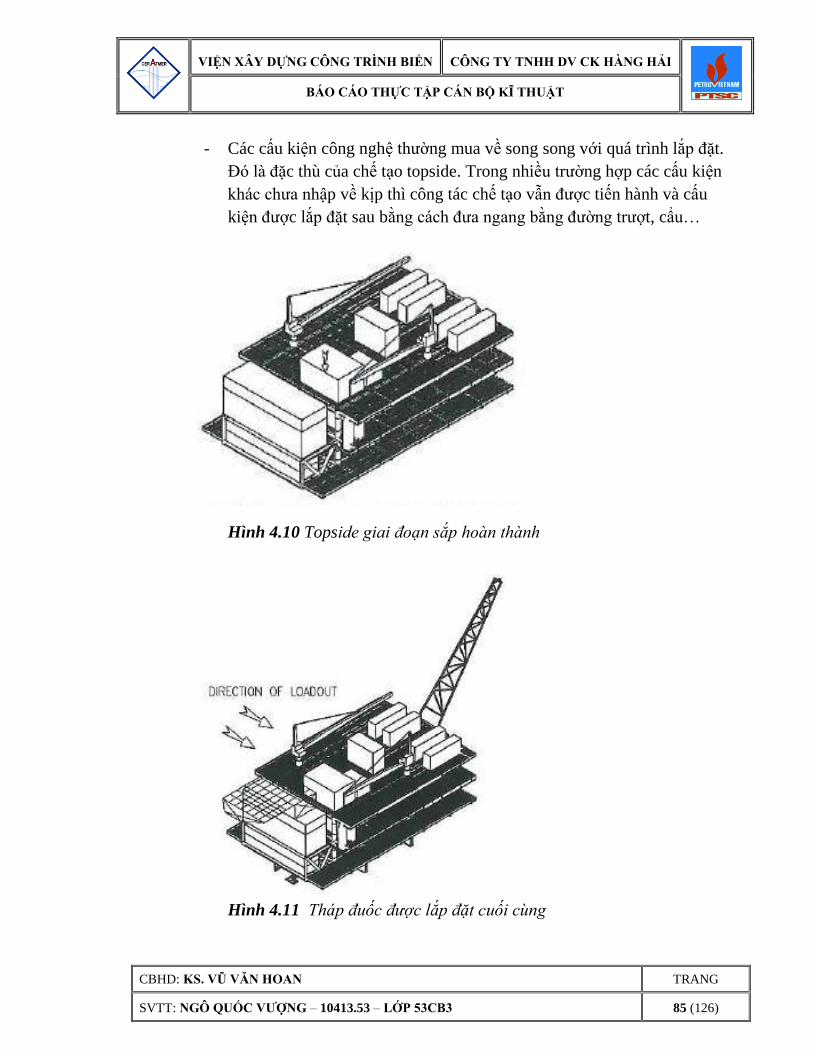
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 85 (126)
- Các cấu kiện công nghệ thường mua về song song với quá trình lắp đặt.
Đó là đặc thù của chế tạo topside. Trong nhiều trường hợp các cấu kiện
khác chưa nhập về kịp thì công tác chế tạo vẫn được tiến hành và cấu
kiện được lắp đặt sau bằng cách đưa ngang bằng đường trượt, c u…
Hình 4.10 Topside giai đ ạn sắp h àn thành
Hình 4.11 Tháp đuốc được lắp đặt cuối cùng

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 86 (126)
4. TÌM HIỂU QUY TRÌNH CẨU LẮP TRONG QUÁ TRÌNH CHẾ TẠO
JACKET VÀ TOPSIDE PQP HT
4.1 Bài toán c u
Trang thiết bị sử dụng.
- C u
- Dây cáp.
- Padeye: cấu kiện hàn vào chi tiết vật cần c u nhằm thực hiện việc nâng hạ,
vận chuyển vật nâng
- Shackle (maní): Thiết bị chuyển tiếp giữa padeye và dây cáp.
- Stopper (chặn cáp) : chi tiết hàn vào ống, panel để cố định cáp vào vật
Quy trình tính toán.
a. Xác định trọng tâm, khối lượng vật cần nâng
Dựa vào khối lượng vật cần nâng để chu n bị sức nâng cho c u. Từ tọa độ
trọng tâm xác định vị trí móc cáp (vị trí bố trí padeye) : trong trường hợp dùng
1 c u thì dựa trên nguyên tắc trọng tâm của vật cần nâng (COG) và điểm hook
nằm trên một đường thẳng vuông góc mặt đất, các điểm móc cáp và vật nâng
cách đều C ; trong trường hợp dùng 2 c u thì hình chiếu bằng đường thẳng
đi qua 2 điểm hook của c u và trọng tâm vật nằm trên đường thẳng. Việc bố trí
điểm móc cáp thỏa mãn điều kiện góc giữa cáp và mặt phẳng ngang không
nhỏ hơn 60o.
b. Lựa chọn c u.
Sơ đồ lựa chọn c u:
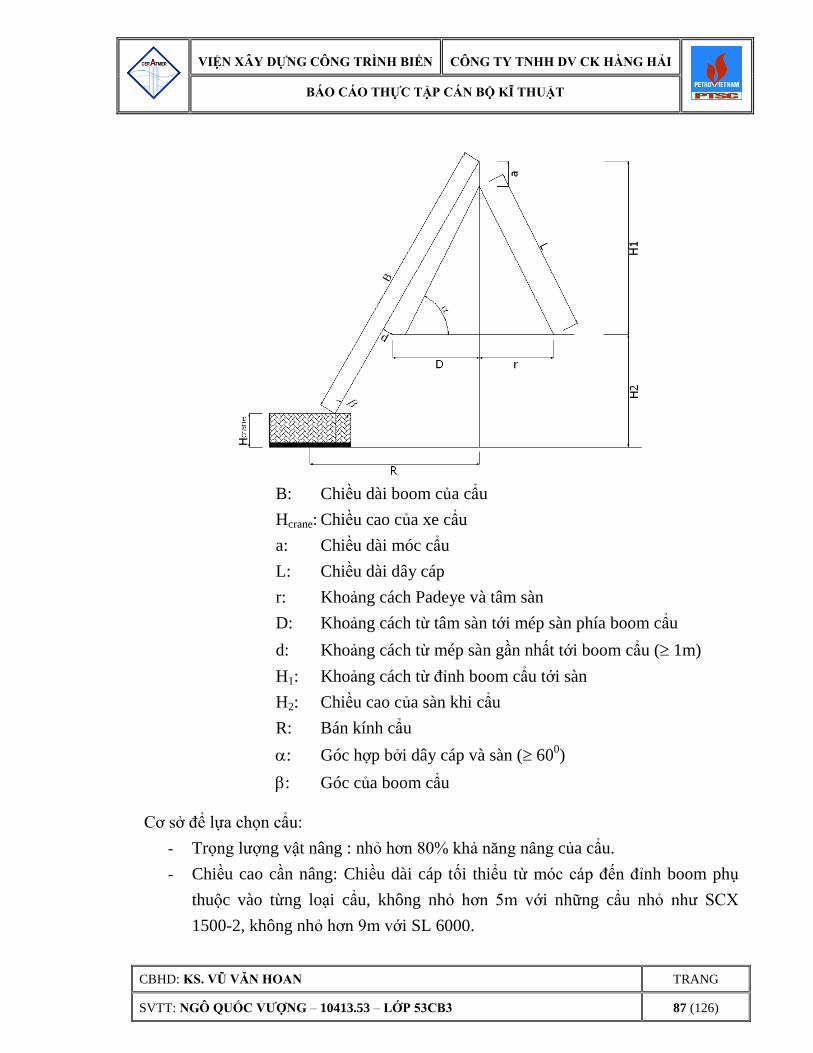
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 87 (126)
B: Chiều dài boom của c u
Hcrane: Chiều cao của xe c u
a: Chiều dài móc c u
L: Chiều dài dây cáp
r: Khoảng cách Padeye và tâm sàn
D: Khoảng cách từ tâm sàn tới mép sàn phía boom c u
d: Khoảng cách từ mép sàn gần nhất tới boom c u ( 1m)
H1: Khoảng cách từ đỉnh boom c u tới sàn
H2: Chiều cao của sàn khi c u
R: Bán kính c u
: Góc hợp bởi dây cáp và sàn ( 600)
: Góc của boom c u
Cơ sở để lựa chọn c u:
- Trọng lượng vật nâng : nhỏ hơn 80% khả năng nâng của c u.
- Chiều cao cần nâng: Chiều dài cáp tối thiểu từ móc cáp đến đỉnh boom phụ
thuộc vào từng loại c u, không nhỏ hơn 5m với những c u nhỏ như SCX
1500-2, không nhỏ hơn 9m với SL 6000.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 88 (126)
- Kích thước vật nâng: khoảng cách gần nhất từ vật nâng đến boom của c u
không được nhỏ hơn 1m.
Từ các yếu tố trên ta xác định các thông số cơ bản của c u: sức nâng Pcapacity,
chiều dài boom L, bán kính làm việc c u R ( orking radius)
c. Lựa chọn các thiết bị khác.
Sau khi xác định được khối lượng vật nâng, vị trí móc cáp, ta mô hình hóa, xác
định được sức căng trong dây cáp.
- Lựa chọn cáp: chọn cáp có SWL ( Safety Working Load) lớn hơn lực dọc lớn
nhất xuất hiện trong dây cáp Tmax.
- Lựa chọn maní (shackle): dựa vào lực kéo lớn nhất của cáp tác dụng lên maní.
- Thiết kế padeye:
Padeye được tính toán thiết kế dựa vào các điều kiện sau:
Ứng suất tới hạn tại mép lỗ padeye.
Lực kéo gây cắt.
Khả năng chịu kéo hai bên đường kính lỗ.
Tổ hợp ứng suất.
Ứng suất cắt tại mặt cắt giới hạn và tại mối hàn.
Hình 4.12 cấu tạo padeye

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 89 (126)
4.2 Các bài toán kiểm tra:
a). Kiểm tra sức chịu tải lỗ Padeye
Điều kiện kiểm tra:
ba
ba
F
f < 1
Trong đó: fba là ứng suất kéo lớn nhất, fba= b
c
A
P max
Fba là ứng suất tới hạn, Fba = 0,9*Fy
Với Fy là cường độ chảy d o của vật liệu làm Padeye.
Ab là diện tích mặt cắt ngang của lỗ.
b). Kiểm tra khả năng chịu cắt của padeye
Điều kiện kiểm tra:
vt
vt
F
f< 1
- Ứng suất cắt dự trữ:
Fvt = 0,4*Fy
- Ứng suất cắt lớn nhất:
fvt = vt
c
A
P max
+ Avt là diện tích mặt cắt ngang chịu cắt.
c). Kiểm tra khả năng chịu kéo
Điều kiện kiểm tra:
t
t
F
f < 1
- Ứng suất kéo dự trữ:
Ft = 0,6*Fy
- Ứng suất kéo lớn nhất:
ft = t
c
A
P max

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 90 (126)
- At là diện tích chịu kéo.
d). Ứng suất cắt tại mối hàn của tấm
ứng suất cho phép của đường hàn:
Fw = 0,3*Fexx
Fw - ứng suất cho phép của đường hàn
Fexx – cường độ kéo lớn nhất
Kiểm tra tấm ng ài:
Điều kiện kiểm tra:
Iw1 = fw1/Fw <1
Trong đó:
fw1 = Pc1/Aw1 - ứng suất do cắt của mối hàn.
Pc1 - Lực tác dụng lên tấm ngoài
Aw1 – Diện tích chịu lực của mối hàn
Kiểm tra tấm giữa:
Điều kiện kiểm tra:
Iw2 = fw2/Fw <1
Trong đó:
fw2 = PC2/Aw2 - ứng suất do cắt của mối hàn.
Pw2 - Lực tác dụng lên tấm giữa
Aw2 – Diện tích chịu lực của mối hàn
4.3 ví dụ tính toán bài toán c u
Đề bài :tính toán chi tiết c u lắp khối sàn thượng tầng lên độ cao 29m
Thông số đầu vào:
- Kết cấu
- C u hiện có của công ty như SL6000, CC6800, SCX1500…
- Tiêu chu n quy phạm API RP-2A WSD2000, AISC…
- Các thiết bị phục vụ công tác c u như dây cáp, shackles, máy hàn…
Sau đây ta sẽ đi qua các bước tính toán chi tiết
1. Xác định trọng tâm COG của khối cần nâng

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 91 (126)
- Sàn được tổ hợp bởi các thanh thép chữ I, thép tổ hợp. Để xác định được tọa độ
trọng tâm của cả khối ta đi xác định tọa độ trọng tâm của từng thanh thép.
- Đặt một trục tọa độ ban đầu bất kỳ. Tọa độ khối kết cấu được xác định như sau:
Xc= Pi
xiPi
.
Yc= Pi
yiPi
.
Zc=Pi
ziPi
.
Trong đó:
+ Pi : trọng lượng của phần tử i trên kết cấu
+xi, yi, zi :tọa độ x, y, z của phần tử i trên kết cấu đối với trục tọa độ ban đâu
Để tiện cho quá trình tính toán ta mô hình kết cấu bằng phần mềm autocad 3D. ta
xác định được tọa độ trọng tâm và trọng lượng của kết cấu
2. Xác định vị trí móc cáp
- Do kết cấu đối xứng và trọng lượng khá lớn (433,5T) nên ta chọn 4 vị trí móc
cáp để tải dồn đều lên các dây cáp khi làm việc
- Điểm móc cáp phải là điểm khỏe trên kết cấu
- Chọn điểm móc cáp sao cho nội lực trong kết cấu không được quá lớn tránh gây
mất kiểm soát hay biến dạng khi c u
- Cáp hiện có của công ty dài 22m
- Góc hợp bởi dây cáp với mặt phẳng ngang không được dưới 60 độ
- Điểm hook phải đi qua trọng tâm kết cấu
- Từ các điều kiện ta đi mô hình hóa kết cấu bằng phần mềm SAP2000 để xác định
lực căng dây cáp
Dây
Góc giữa cáp và mặt ngang α
(độ)
Lực căng cáp P
(tấn)
Chiều dài cáp
L(m)
1
60
129.9 22
2 125.3 22
3 128.75 22
4 124.64 22
Ta sẽ lấy lực căng cáp lớn nhất để tính toán
Pmax = 129,9 (T)
3. Chọn cáp, shackles và thiết kế padeye

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 92 (126)
Lực căng cáp Pmax = 129.9 (T) = 1274.36 (kN)
Lực căng cáp thiết kế P 2 * P1 = 2 * 1274.36 = 2548.71 (kN)
iả thiết:
- óc hợp bởi dây cáp với mặt phẳng ngang 60 độ
- Góc giữa cáp và mặt phẳng padeye 30 độ
Lực trong mặt phẳng padeye : Pin P.cos = 2548.71*cos60 = 1274.36 (kN)
Lực ngoài mặt phẳng: Pop P.sin sin = 2548.71*sin60*sin30 = 1103.62 (kN)
Lực ngoài mặt phẳng thiết kế theo API quy định phải cộng thêm 5% lực căng cáp thiết
kế : Pout = Pop + 5%P = 1103.62 + 5%*2548.71 = 1167.34 (kN)
Thông số thép :
- ứng suất thép làm padeye : Fy = 345 Mpa
- ứng suất thép làm stiff : Fy = 345 M pa
a) Chọn shackles
Bảng chi tiết chackles 2140 :
Dựa vào lực căng cáp thiết kế ta chọn shackles loại 2140 có các thông số sau :
Shackle Type = G-2140
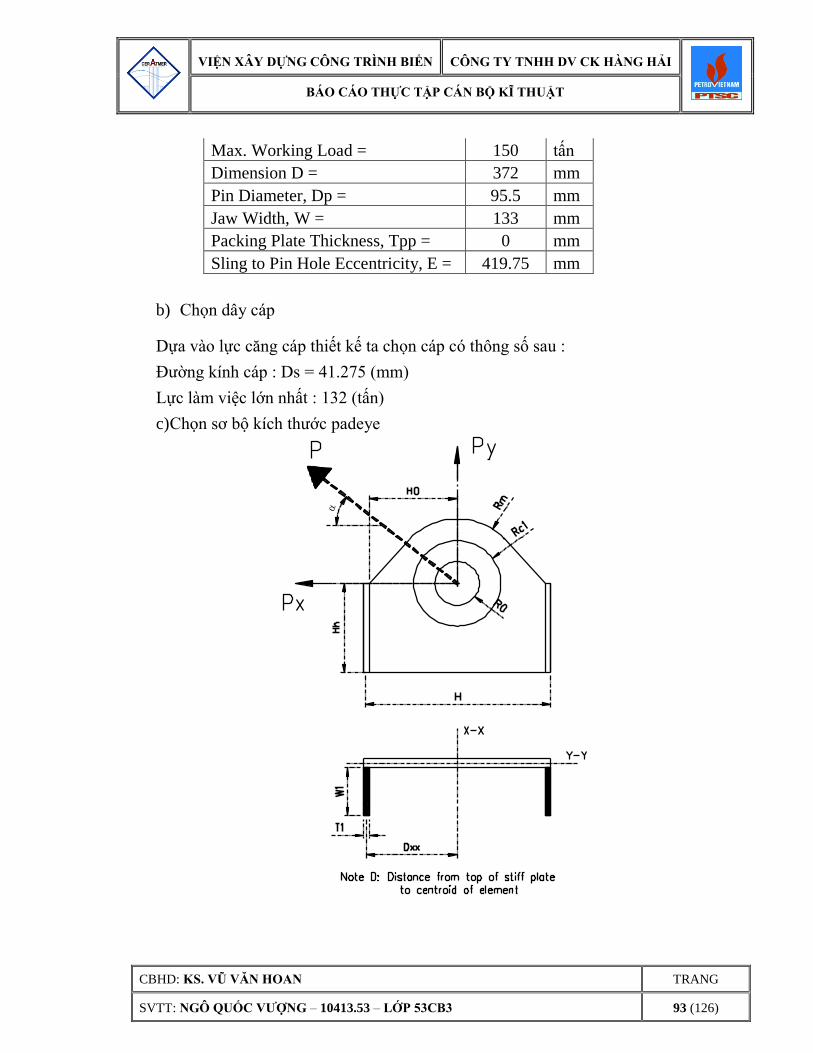
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 93 (126)
Max. Working Load = 150 tấn
Dimension D = 372 mm
Pin Diameter, Dp = 95.5 mm
Jaw Width, W = 133 mm
Packing Plate Thickness, Tpp = 0 mm
Sling to Pin Hole Eccentricity, E = 419.75 mm
b) Chọn dây cáp
Dựa vào lực căng cáp thiết kế ta chọn cáp có thông số sau :
Đường kính cáp : Ds 41.275 (mm)
Lực làm việc lớn nhất : 132 (tấn)
c) Chọn sơ bộ kích thước padeye

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 94 (126)
Chiều cao tính từ trục pin, Hh = 140 mm
Chiều dày tấm Main Plate, Tm = 50 mm
Bán kính tấm Main Plate, Rm = 120 mm
Chiều cao Main Plate, H = 320 mm
Chiều dày tấm Cheek Plate 1, Tc1 = 20 mm
Bán kính tấm Cheek Plate 1, Rc1 = 90 mm
Chiều cao đường hàn Cheek Plate 1, a1 = 24 mm
Chiều dày tấm Cheek Plate 2, Tc2 = 10 mm
Bán kính tấm Cheek Plate 2, Rc2 = 70 mm
Chiều cao đường hàn Cheek Plate 2, a2 = 10 mm
Bề rộng tấm stifferner 1 W1 = 60 mm
Bề dày tấm stifferner 1 T1 = 20 mm
Bề rộng tấm stifferner 2 W2 = 60 mm
Bề dày tấm stifferner 2 T2 = 20 mm
d) Kiểm tra điều kiện hình học của main plate và check plate theo quy định
- Bề dày tấm cheek plate Tc Rm – Rc
Tc = 20 (mm) Rm – Rc = 120 – 90 = 30 (mm) :thỏa mãn
- Bề dày tấm main plate Tm Hh – Rc
Tm = 50 (mm) Hh – Rc = 140 – 90 =50 (mm) : thỏa mãn
e) Kiểm tra điều kiện hình học shackles
- Đường kính lỗ padeye được quy định :
Dp + 3 2*Ro Dp + 9
- Khoảng hở ‘x’ giữa padeye và shackles được quy định :
0.05W x 0.2W
- Khoảng cách nhỏ nhất giữa tấm main plate tới dây cáp được quy định :
0.5Ds Cs = D+0.5Dp-Ds-Rm
- kiểm tra sức chịu của sling và shackles : Lực kéo cần thiết phải nhỏ hơn khả năng
làm việc lớn nhất của dây cáp và shackles
Kết quả :

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 95 (126)
CHECK
Minimum Hole Size Dp + 3mm = 98.5 mm
OK Maximum Hole Size Dp + 9mm = 104.5 mm
Hole Size, Do = 2Ro = 101.5 mm
Khoảng hở Shackle-Padeye nhỏ nhất 0.05W = 6.65 mm
OK Khoảng hở Shackle-Padeye lớn nhất 0.2W = 26.6 mm
Khoảng hở Shackle-Padeye (W-Tm-2Tc1-2Tc2-2Tpp)/2 = 11.5 mm
Khoảng cách Sling - padeye nhỏ nhất 0.5Ds = 20.638 mm OK
Khoảng cách Sling - padeye, Cs = D+0.5Dp-Ds-Rm = 258.48 mm
f) Kiểm tra padeye
Kiểm tra sức chịu tải lỗ Padeye
Điều kiện kiểm tra:
ba
ba
F
f < 1
Trong đó: - fba là ứng suất kéo lớn nhất, fba= in
b
P
A
- Fba là ứng suất tới hạn, Fba = 0,9*Fy
- Với Fy là cường độ chảy d o của vật liệu làm Padeye, Fy = 345 (Mpa)
Fba = 0.9*345 = 310.5 (Mpa)
- Ab là diện tích ép mặt của lỗ.
Ab = (Tm + Tc1 + Tc2).Dp.pi/4 = (50 + 20 + 10)*95.5*3.14/4 = 6000.4 (mm)
Pin = 1274.36 (kN) :tải trọng trong mặt phẳng padeye
fba= in
b
P 1274.36= *1000 = 212.38(Mpa)
A 6000.4
Fba > fba :lỗ padeye thỏa mãn sức chịu xé
Kiểm tra khả năng chịu cắt của padeye
Điều kiện kiểm tra:
vt
vt
F
f< 1

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 96 (126)
- Ứng suất cắt dự trữ:
Fv = 0,4*Fy = 0.4*345 = 138 (Mpa)
- Ứng suất cắt lớn nhất:
fv = op op
v m 1 1
P P 2548,71= = =122,53(Mpa)
A H.T + 4.W .T 320.50 + 4.60.20
+ Av là diện tích mặt cắt ngang chịu cắt.
+Pop là lực cắt ngoài mặt phẳng
Fv > fv thỏa mãn điều kiện chịu cắt của padeye
Kiểm tra khả năng chịu kéo
Điều kiện kiểm tra:
t
t
F
f < 1
Ứng suất kéo dự trữ:
Ft = 0,45*Fy = 0,45*345 = 155,25 (Mpa)
Ứng suất kéo lớn nhất:
ft = m 1 1
1274,3661,26( )
H.T + 4.W .T 320.50 + 4.60.20
in in
t
P PMpa
A
ft < Ft – padeye thỏa mãn khả năng chịu kéo
Ta có chi tiết padeye :

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 97 (126)
Hình 4.13 chi tiết padeye
g) chọn c u
- xác định khối lượng c u cần phải nâng
khối lượng cầu nâng :
P = (KLKC*CF + padeye + dây cáp + hook block + shackles) * DAF
Tr ng đó :
KLKC – khối lượng kết cấu
CF – hệ số dự phòng, lấy 5 % cho c u trên bờ
DAF – hệ số dynamic factor, trên bãi lấy 1,05
- Dựa vào khối lượng kết cấu và mã c u để ta chọn hook block. Khối lượng kết cấu
KLKC = 443,5 (T). Với điều kiện không dùng quá 80% sức nâng tối đa của c u.
+ Chọn c u cc6800 sức nâng tối đa 1200T
+ Chọn hock block 800T có khối lương 16 (T)
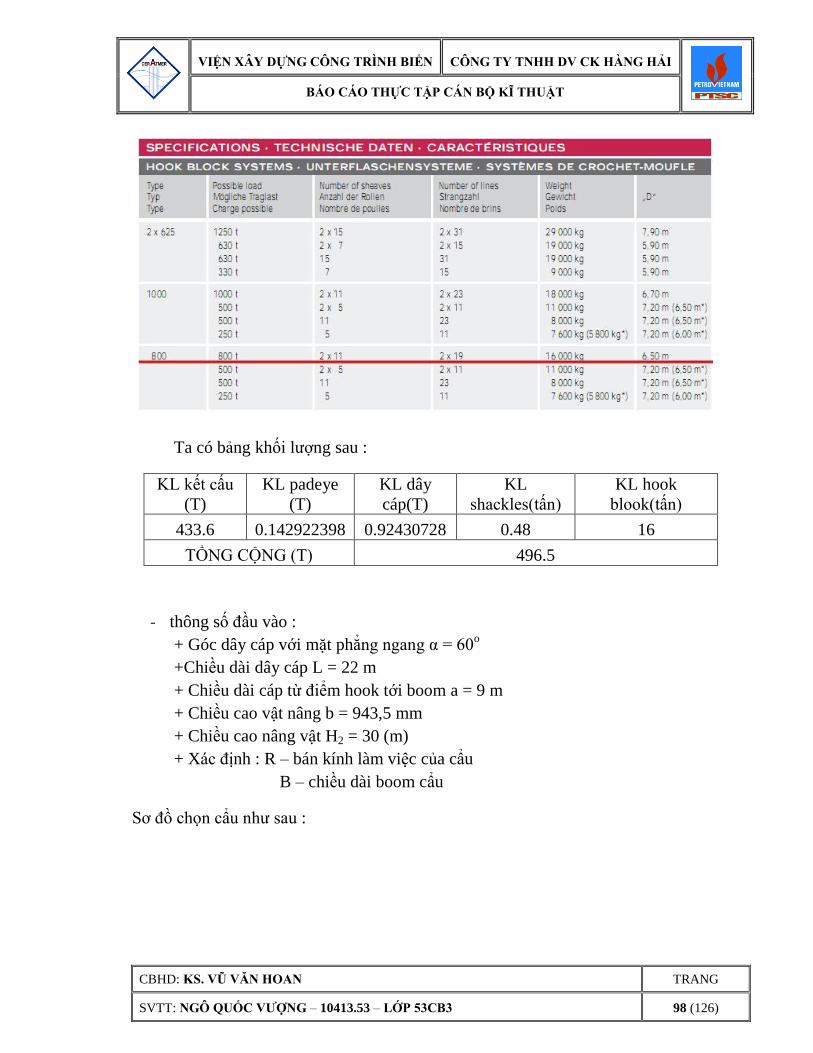
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 98 (126)
Ta có bảng khối lượng sau :
KL kết cấu
(T)
KL padeye
(T)
KL dây
cáp(T)
KL
shackles(tấn)
KL hook
blook(tấn)
433.6 0.142922398 0.92430728 0.48 16
TỔN CỘN (T) 496.5
- thông số đầu vào :
+ Góc dây cáp với mặt phẳng ngang α 60o
+Chiều dài dây cáp L = 22 m
+ Chiều dài cáp từ điểm hook tới boom a = 9 m
+ Chiều cao vật nâng b = 943,5 mm
+ Chiều cao nâng vật H2 = 30 (m)
+ Xác định : R – bán kính làm việc của c u
B – chiều dài boom c u
Sơ đồ chọn c u như sau :
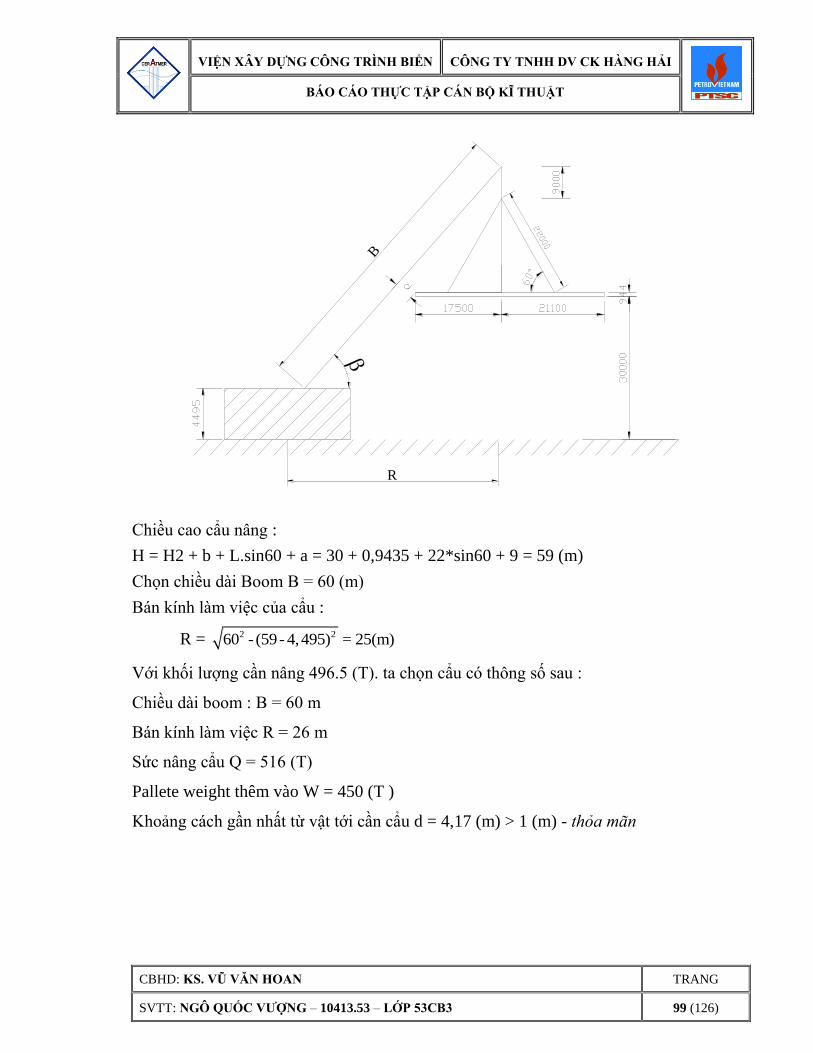
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 99 (126)
B
R
Chiều cao c u nâng :
H = H2 + b + L.sin60 + a = 30 + 0,9435 + 22*sin60 + 9 = 59 (m)
Chọn chiều dài Boom B 60 (m)
Bán kính làm việc của c u :
R = 2 260 - (59- 4,495) = 25(m)
Với khối lượng cần nâng 496.5 (T). ta chọn c u có thông số sau :
Chiều dài boom : B 60 m
Bán kính làm việc R 26 m
Sức nâng c u Q 516 (T)
Pallete weight thêm vào W = 450 (T )
Khoảng cách gần nhất từ vật tới cần c u d = 4,17 (m) > 1 (m) - thỏa mãn

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 100 (126)
f) kiểm tra áp lực nền
Thông số đầu vào của c u:
- Chiều dài boom : 60 (m)
- Bán kính làm việc c u : 26 (m)
- Bán kính pallete : 24 (m)
- Khối lượng vật c u : 480,5 (T)
- Khối lượng palltet : 450 (T)
- Khối lượng hook block : 16 (T)
- Góc boom với mặt phẳng ngang : 65,3 (độ)
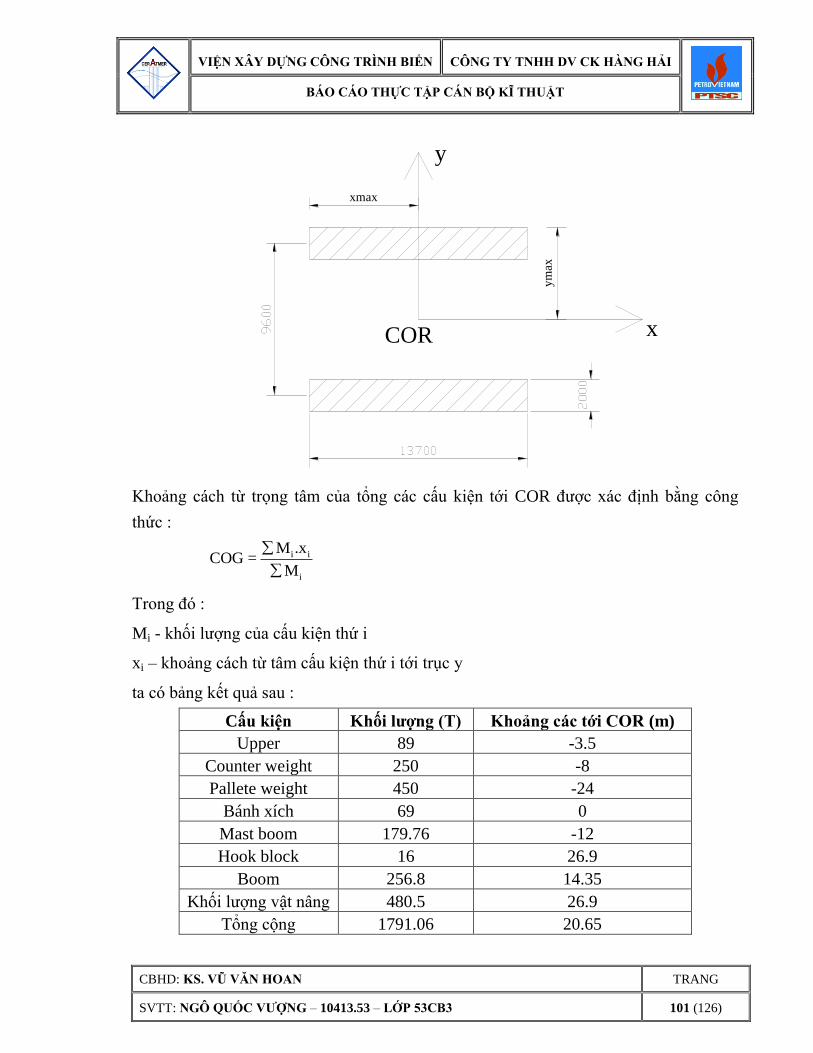
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 101 (126)
COR x
y
ym
ax
xmax
Khoảng cách từ trọng tâm của tổng các cấu kiện tới COR được xác định bằng công
thức :
i i
i
M .xCOG =
M
Trong đó :
Mi - khối lượng của cấu kiện thứ i
xi – khoảng cách từ tâm cấu kiện thứ i tới trục y
ta có bảng kết quả sau :
Cấu kiện Khối lượng (T Khoảng các tới COR (m)
Upper 89 -3.5
Counter weight 250 -8
Pallete weight 450 -24
Bánh xích 69 0
Mast boom 179.76 -12
Hook block 16 26.9
Boom 256.8 14.35
Khối lượng vật nâng 480.5 26.9
Tổng cộng 1791.06 20.65

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 102 (126)
COG = 0.989531339
- Chiều rộng bánh xích : a = 2 (m)
- Chiều dài bánh xích : b = 13,7 (m)
- Khoảng cách giữa 2 trục bánh xích c = 9,6 (m)
Tổng diện tích tiếp xúc của 2 bánh xích với mặt đất : A = 2.a.b = 2 * 2 * 13,7 =
54,8 (m2)
- Momen quán tính của bánh xích :
3 3 3 3 4
x
2 c a c a 2 9,6 2 9,6 2J = .b ( + ) - ( - ) = .13,7 ( + ) - ( - ) =1280,9(m )
3 2 2 2 2 3 2 2 2 2
3 34
y
a.b 2.13,7J = = = 857,1(m )
6 6
- Khoảng cách lớn nhất từ mép ngoài bánh xích tới các trục x, y :
max
b 13,7X = = = 6,85(m)
2 2
max
c + a 9,6 + 2Y = = = 5,8(m)
2 2
Tọa độ trọng tâm của hệ COG :
COGX = COG.cos90 = 0
COGY = COG.sin90 = 0,99
Trong đó :
μ 90o – góc quay của boom so với trục x
Momen đối với trục :
Mx = P.YCOG = 1791,06*0,99 = 1772,31 (T m)
My = P. XCOG = 0 (T m)

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 103 (126)
P
M
Q
max
min
p lực bánh xích tác dụng lên nền được xác định theo công thức :
max,min
P Mσ = ±
A W
Trong đó :
P – tổng áp lực tác dụng lên nền
A – diện tích tiết xúc giữa bánh xích với nền
M – momen tác dụng lên c u
W – momen kháng uốn
Tá có :
y 2xmax max max
y x
M MP M P 1791,06 1772,31σ = + = + .X + .Y = + .0,99 = 34,05(T / m )
A W A J J 54,8 1280,9
y 2xmin max max
y x
M MP M P 1791,06 1772,31σ = + = - .X - .Y = - .0,99 = 31,31(T / m )
A W A J J 54,8 1280,9
Áp lực nền cho phép của nền bãi R = 50 (T/m2)
σmax = 34,05 (T/m2) < R = 50 (T/m
2) : Nền đủ sức chịu tải
σmin = 31,31 > 0 : C u không bị lật

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 104 (126)
5. QUY TRÌNH CÂN GIÀN
1. Mục đích.
Quy trình cân giàn giúp ta xác định được một cách chính xác khối lượng và
trọng tâm của công trình thực tế sau khi chế tạo nhằm phục vụ cho quy trình hạ
thủy và vận chuyển, đánh chìm ngoài biển.
2. Trang thiết bị sử dụng
- Kích: Thiết bị nâng hạ (jack-up system) được sản xuất và cung cấp bởi nhà
thầu Mammoet, được dùng để nâng hạ các công trình có tải trọng và kích
thước lớn. Khả năng chịu lực phụ thuộc vào chiều cao nâng hạ.
Hình 4.14a Mặt đứng thiết bị nâng hạ khối thượng tầng
Hình 4.14b Mặt bằng thiết bị nâng hạ khối thượng tầng
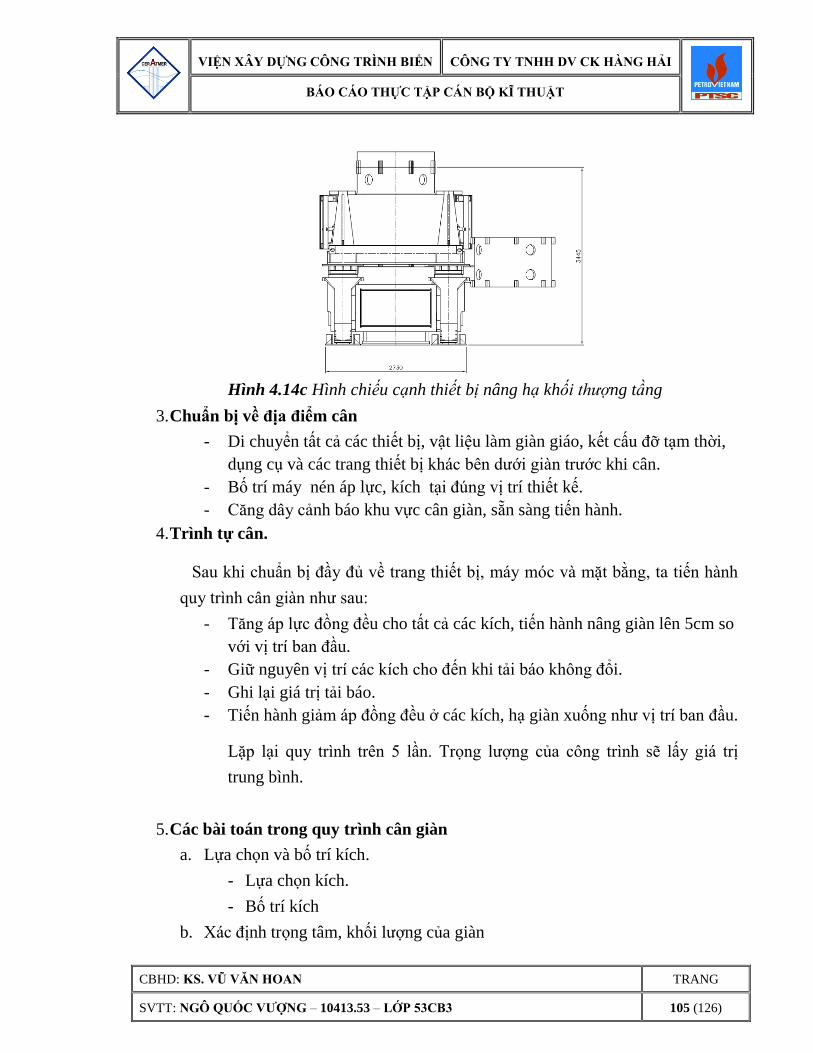
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 105 (126)
Hình 4.14c Hình chiếu cạnh thiết bị nâng hạ khối thượng tầng
3. Chu n bị về địa điểm cân
- Di chuyển tất cả các thiết bị, vật liệu làm giàn giáo, kết cấu đỡ tạm thời,
dụng cụ và các trang thiết bị khác bên dưới giàn trước khi cân.
- Bố trí máy nén áp lực, kích tại đúng vị trí thiết kế.
- Căng dây cảnh báo khu vực cân giàn, sẵn sàng tiến hành.
4. Trình tự cân.
Sau khi chu n bị đầy đủ về trang thiết bị, máy móc và mặt bằng, ta tiến hành
quy trình cân giàn như sau:
- Tăng áp lực đồng đều cho tất cả các kích, tiến hành nâng giàn lên 5cm so
với vị trí ban đầu.
- Giữ nguyên vị trí các kích cho đến khi tải báo không đổi.
- Ghi lại giá trị tải báo.
- Tiến hành giảm áp đồng đều ở các kích, hạ giàn xuống như vị trí ban đầu.
Lặp lại quy trình trên 5 lần. Trọng lượng của công trình sẽ lấy giá trị
trung bình.
5. Các bài toán trong quy trình cân giàn
a. Lựa chọn và bố trí kích.
- Lựa chọn kích.
- Bố trí kích
b. Xác định trọng tâm, khối lượng của giàn
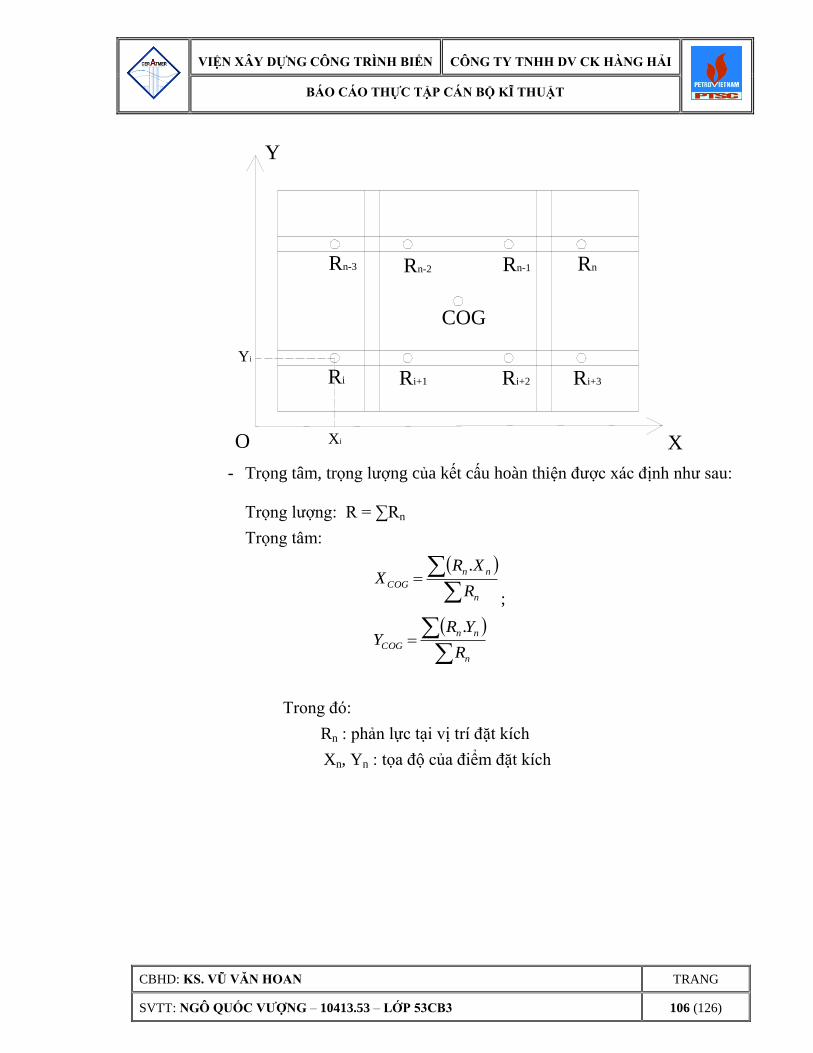
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 106 (126)
Ri Ri+1 Ri+2 Ri+3
RnRn-1Rn-2Rn-3
COG
X
Y
Xi
Yi
O
- Trọng tâm, trọng lượng của kết cấu hoàn thiện được xác định như sau:
Trọng lượng: R ∑Rn
Trọng tâm:
n
nn
COGR
XRX
.
;
n
nn
COGR
YRY
.
Trong đó:
Rn : phản lực tại vị trí đặt kích
Xn, Yn : tọa độ của điểm đặt kích
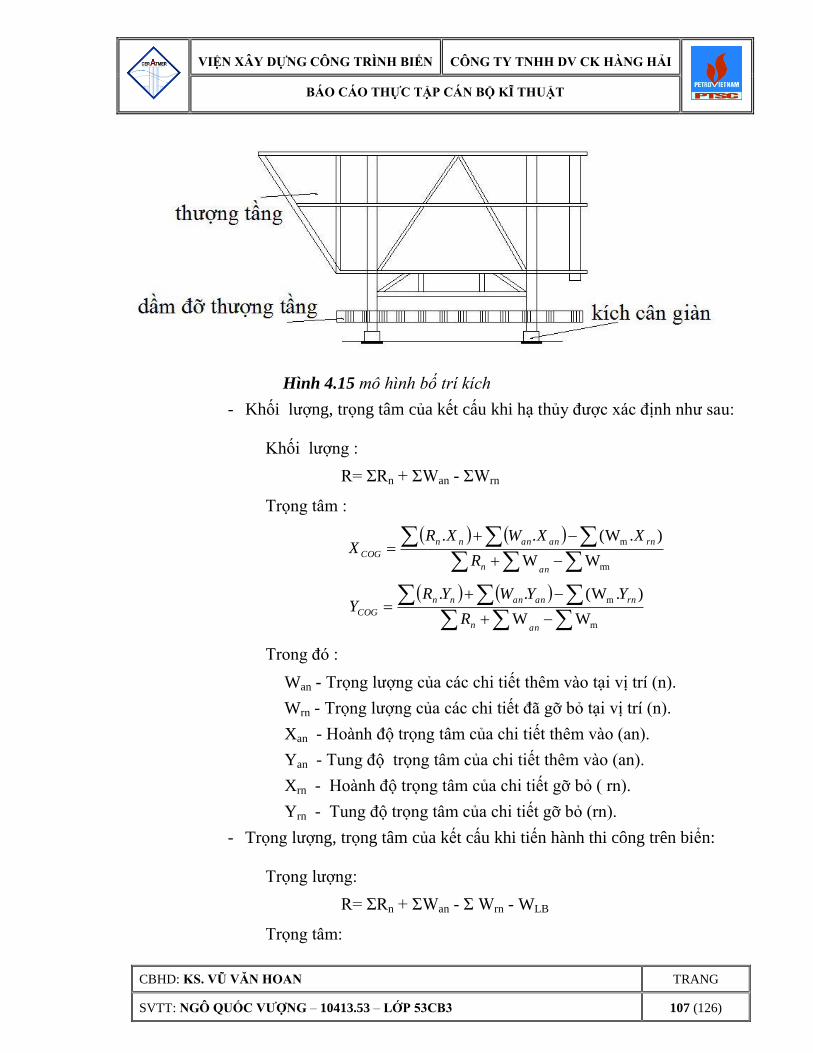
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 107 (126)
Hình 4.15 mô hình bố trí kích
- Khối lượng, trọng tâm của kết cấu khi hạ thủy được xác định như sau:
Khối lượng :
R ΣRn + ΣWan - ΣWrn
Trọng tâm :
rm
rn
WW
).W(..
ann
rnanannn
COGR
XXWXRX
rn
rn
WW
).W(..
ann
rnanannn
COGR
YYWYRY
Trong đó :
Wan - Trọng lượng của các chi tiết thêm vào tại vị trí (n).
Wrn - Trọng lượng của các chi tiết đã gỡ bỏ tại vị trí (n).
Xan - Hoành độ trọng tâm của chi tiết thêm vào (an).
Yan - Tung độ trọng tâm của chi tiết thêm vào (an).
Xrn - Hoành độ trọng tâm của chi tiết gỡ bỏ ( rn).
Yrn - Tung độ trọng tâm của chi tiết gỡ bỏ (rn).
- Trọng lượng, trọng tâm của kết cấu khi tiến hành thi công trên biển:
Trọng lượng:
R ΣRn + ΣWan - Σ Wrn - WLB
Trọng tâm:
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 108 (126)
LBrn
rn
WWW
.).W(..
ann
LBLBrnanannn
COGR
XWXXWXRX
LBrn
LBrn
WWW
.W).W(..
ann
LBrnanannn
COGR
YYYWYRY
Trong đó: WLB là trọng lượng của dầm đỡ Thượng tầng.
c. Kiểm tra sức chịu tải của nền
Xác định được các phản lực tác dụng lên các kích. Lấy giá trị lớn nhất Pmax
để kiểm tra
Tải trọng tính toán : Ptt = Pmax * 1.2
Từ Ptt xác định áp lực tác dụng lên nền, so sánh với sức chịu tại của nền để
kiểm tra.
d. các bài toán trong quá trình cân giàn
- Lựa chọn và bố trí kích
+ Xác định sơ bộ số lượng kích cần bố trí
+ Xác định sơ bộ vị trí đặt kích sao cho vị trí đặt kích kết cấu đủ cứng, đủ
khỏe để tránh biến dạng cho kết cấu
+ Bố trí kích sao cho lực tác dụng lên các kích không quá chênh lệch
+ Xác định lực tác dụng lên kích là bao nhiêu từ đó chọn được số kích
cho phù hợp
- Tính toán và lựa chọn dầm đỡ
- Kiểm tra bền cho dầm đỡ
- Kiểm tra nền bãi dưới kích
- Sau khi xác định được khối lượng lên mỗi kích, thì phải xác định trọng
tâm, từ đó đưa ra bài toán phù hợp cho hạ thủy như xác định khối lượng
đối trong, lựa chọn dầm đỡ… Và tính toán cho vận chuyển, lắp đặt ngoài
khơi
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 109 (126)
6. TÌM HIỂU VỀ QUY TRÌNH HẠ THỦY.
6.1. LỰA CHỌN PHƯƠNG ÁN HẠ THỦY
1. Hạ thủy b ng c u nổi
C u nổi được đặt trên sà lan, sau khi topside được chế tạo hoàn chỉnh trên
bãi lắp ráp sẽ được c u xuống sà lan bằng c u nổi này. Tiếp theo, người ta tiến
hành cố định topside trên sà lan bằng các liên kết hàn. Phương pháp này được
áp dụng với các topside có kích thước và trọng lượng không quá lớn, các đơn
vị sản xuất có trang thiết bị hiện đại. Ngoài ra, khối topside phải được chế tạo
ở mép cảng để đảm bảo có thể áp dụng phương pháp này một cách thuận lợi.
Ưu điểm: thi công hạ thủy nhanh, không chịu ảnh hưởng của mực nước triều,
không yêu cầu chế tạo các thiết bị hỗ trợ.
Nhược điểm: - tính toán hạ thủy phức tạp với từng bước di chuyển của c u, dễ
mất trọng tâm dẫn đến lật sà lan.
- Hạn chế với topside có kích thước và khối lượng lớn
Quy trình hạ thủy bằng c u
- iai đoạn 1: Xác định các vị trí đặt móc c u.
Sau khi hoàn thiện khối chân đế ở bãi lắp ráp, để hạ thủy chọn các vị trí và tính
toán khi thi công hạ thủy. Bài toán đặt ra ở đây là tính toán vị trí móc c u khi vận
chuyển và khả năng làm việc của c u gồm sức nâng và tầm với.
- iai đoạn 2 :Dùng c u nổi nhấc KCĐ xuống sà lan
+ Vị trí c u nổi đặt vuông góc với mép cảng được giữ bởi 2 tàu kéo hai bên. Đưa
tàu vào vị trí thiết kế vào neo vào cảng ổn định. Dùng c u c u KCĐ lên từ từ, trong
quá trình đó cần dừng lại kiểm tra cáp, ổn định KCĐ. Nhấc KCĐ lên khỏi gối với độ
cao 1m, dừng lại khiểm tra, sau đó c u lên khỏi gối 3m. Dọn gối đỡ và hạ thấp KCĐ
cách mặt đất 1m, kiểm tra. Sau đó thu cáp dần về mép cảng.
+ Sau khi c u nhấc KCĐ lên dùng tàu kéo kéo C u ra,đưa sà lan vào vị trí thiết
kế, neo giữ ổn định sà lan. Dùng tàu kéo đưa c u vào sát sà lan, căn chỉnh đúng vị trí.
+ Điều chỉnh vị trí của tàu c u cho đến khi trọng tâm của KCĐ trùng với trọng
tâm của salan
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 110 (126)
- iai đoạn 3: Thả cáp từ từ hạ KCĐ từ c u xuống hệ thống giá đỡ đã bố trí trên SL
Trong quá trình hạ KCĐ phải được căn chỉnh đúng vị trí đã được tính toán để đảm
bảo cho sà lan cân bằng ổn định.
- iai đoạn 4 : Tiến hành liên kết KCĐ vào hệ thống giá đỡ bằng các liên kết hàn và
dây cáp, chu n bị cho quá trình vận chuyển KCĐ ra vị trí xây dựng
Các bài toán khi thi công hạ thủy bằng c u
- Tính toán và lựa chọn c u
- Kiểm tra ổn định của sa lan
- Tính toán hệ thống gối đỡ trên bờ và sa lan
- Tính toàn chằng buộc trong quá trình vận chuyển
2. Hạ thủy b ng trailer
- Ưu điểm: quá trình hạ thủy đơn giản, an toàn cao và áp dụng được cho
nhiều công trình khối lượng khác nhau
- Nhược điểm: quá trình đảm bảo cân bằng hệ topside và trailer khi xuống sà
lan rất phức tạp, chi phí mua xe trailer cao.
Các thông số cần quan tâm khi tính toán hạ thủy bằng trailer
- Sức nâng của mỗi trục trailer
- Khoảng cách giữa các trục trailer
- Dựa vào thông số hình học và trọng lượng của KCĐ hay khối thượng tầng để bố
trí số trục hay group trailer cho phù hợp
- Chiều cao nâng hạ của trailer
- Khả năng nhận tải của mỗi trailer
- Diện tích tiếp xúc và tải trọng của trailer truyền xuống đất nền

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 111 (126)
Hình 4.16 mô hình mặt đứng trailer
Các bài toán khi thi công hạ thủy bằng trailer
- Lựa chọn và bố trí số trục bánh xe trailer
truc
PN =
P
Trong đó :
- N :số trục bánh xe trailer cần thiết
- P :tải trọng của KCĐ truyền xuống dầm trailer
- Ptruc : sức chịu tải của mỗi trục trailer
Áp lực lựu lên mỗi bánh
trucbx
PP =
n Trong đó :
- Pbx – áp lực lên mỗi bánh xe
- Ptruc – sức chịu tải của mỗi trục
- n – số bánh xe
Mỗi bánh xe có 1 diện tích tiếp xúc với đất nền :

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 112 (126)
bxnen
PP
n
Trong đó :
- Pnền – áp lực cho phép của nền
- Bố trí trailer
Dựa vào khối lượng, trọng tâm của KCĐ (T PSIDE). Để bố trí trailer ta dựa trên
phương pháp cân bằng momen :
Cân bằng momen theo phương x. Ta có :
- 1 12 2 1 1 2
2
w .yw .y = w .y w =
y
Trong đó :
- w1 – khối lượng kết cấu lên group trailer 1
- w2 – khối lượng kết cấu lên group trailer 2
- y1 – cánh tay đòn từ tâm group trailer 1 đến trọng tâm kết cấu
- y2 - cánh tay đòn từ tâm group trailer 2 đến trọng tâm kết cấu
khối lượng kết cấu :
- 11 2 1
2
yw + w = w w = w .(1+ )
y

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 113 (126)
- Trong đó: – trong lượng kết cấu
Vậy ta có tải trọng mỗi group trailer bằng :
21
1
w + yw =
y
12
2
w + yw =
y
- Tính toán và kiểm tra cho dầm trailer
Dầm trailer là thiết bị truyền tải từ KCĐ xuống trailer. Nó có tác dụng phân đều
tải trọng xuống các bánh xe
Công thức kiểm tra bền cho dầm trailer:
maxP [σ]
A n
Trong đó :
- Pmax : tải trọng lớn nhất truyền xuống dầm
- A : diện tích tiếp xúc giữa chân đế với dầm
- [] :ứng suất cho phép của thép làm dầm, [] = Fy
- n : hệ số an toàn
- tính toán sức chịu tải của nền đất khi trailer đi qua
công thức kiểm tra:
[ ]P
S
Trong đó :
- P : trọng lượng hệ trailer + dầm + KCĐ truyền xuống đất
- S : tổng diện tiếp xúc giữa bánh xe trailer với đất
- [σ] : áp lực cho phép của nền
3. Hạ thủy b ng kéo trượt
Topside được hạ thủy xuống sà lan bằng cách kéo trượt trên đường trượt
được chế tạo trước trên cầu cảng và BLR (tương tự như đà tàu) với độ dốc nhỏ
không có độ dốc. Topside được kéo trượt bởi hệ thống tời và kích. Trên sà lan,
người ta đồng thời cũng chế tạo đường trượt tương hợp với đường trượt trên
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 114 (126)
bãi. Topside được đưa tới mép cảng, tiến hành dằn nước để đường trượt sà lan
ngang bằng mặt cảng, kéo topside lên sà lan. Trong suốt quá trình hạ thủy, sà
lan liên tục được dằn nước để đảm bảo sự cân bằng giữa đường trượt trên sà lan
và trên mặt cảng.
- Ưu điểm: thời gian hạ thủy ngắn, không yêu cầu thiết bị phức tạp, chi phí ít,
thích hợp với những công trình có kích thước, khối lượng lớn.
- Nhược điểm: - tính toán cân bằng sà lan khá phức tạp.
- thiết kế đường trượt tốn kém
6.2. TÌM HIỂU QUY TRÌNH HẠ THỦY JACKET BẰNG KÉO TRƯỢT
1. Giới thiệu
Hiện nay, phương pháp hạ thủy các công trình biển bằng kéo trượt đang
được áp dụng rộng rãi trên thế giới. Đây là phương pháp hạ thường dùng cho
kết cấu có tải trọng lớn. Với đặc thù của khối chân đế là chiều dài tiếp xúc với
nền đất lớn, bên cạnh đó là yêu cầu về thời gian cũng như kinh phí để xây dựng
một đường trượt thông thường (đường trượt bê tông trên nền cọc) là rất lớn, do
đó phương án đường trượt được đưa ra là chế tạo các khối bê tông xếp sát nhau
và đặt trực tiếp lên nền đất.
2. Công tác chu n bị
Đối với mỗi công tác thi công nói chung và công tác hạ thủy nói riêng thì
giai đoạn chu n bị rất quan trọng và ảnh hưởng rất lớn đến sự thành công của
công tác đó.
a) Khi sà lan cập Cảng, bộ phận an toàn phải kiểm tra nồng độ khí độc hại
trong các khoang của sà lan bằng các thiết bị chuyên dụng.
b) Sà lan cập Cảng được neo song song với cầu Cảng, sau đó các thiết bị
bơm, tời neo… phục vụ hạ thủy được đưa lên sà lan và lắp đặt vào vị trí
thiết kế.
c) Với strand jacks cần thiết kế và hàn bệ neo vào các vị trí vách cứng và
dầm cứng trên sà lan, cáp được cắt đúng kích thước.Cao trình của điểm
neo trên sà lan phải bằng cao trình của Strand acks đặt trên chân đế.
Đường dây cáp kéo phải song song với đường trượt.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 115 (126)
d) Với hệ thống dằn nước, tất cả các bơm phải được bảo dưỡng và kiểm tra
c n thận, lắp đặt hệ thống bơm và ống trên sà lan.
e) Tất cả các thiết bị phục vụ công tác hạ thủy phải được đưa tới khoảng 2
tuần trước khi hạ thủy để chạy thử. Tất cả các thiết bị không liên quan
đến công tác hạ thủy được di chuyển ra khỏi khu vực hạ thủy.
f) Trong vòng 4-5 ngày kể từ khi sà lan cập Cảng, strand jacks sẽ được lắp
đặt lên kết cấu, nguồn điện được đặt đúng vị trí thiết kế và neo được cố
định vào bệ neo trên sà lan.
g) Ba ngày trước khi hạ thủy, hệ thống dây cáp của strand acks được lắp
đặt, hệ thống bơm dằn nước và hệ thống neo của sà lan được kiểm tra lần
cuối.
Hình 4.15 Lắp đặt Strand jack và cáp lên khối chân đế.
h) Công tác kiểm tra hệ thống bơm được thực hiện bằng cách luân chuyển
các bơm trong suốt một chu kỳ đã biết, thường là 15 phút, và đo hiệu số
mực nước trong các khoang trong suốt chu kỳ đó. Với kích thước các
khoang đã biết trước dễ dàng tính được lưu lượng nước.
i) Tháo dỡ các kết cấu đỡ khối chân đế ( các gối đỡ và các liên kết khác ).
j) Lắp đặt và điều chỉnh chiều cao đường trượt trên cầu cảng sao cho mặt
đường trượt trên cầu cảng bằng với mặt đường trượt trên bãi lắp ráp.
k) Sẵn sàng cho công tác hạ thủy.
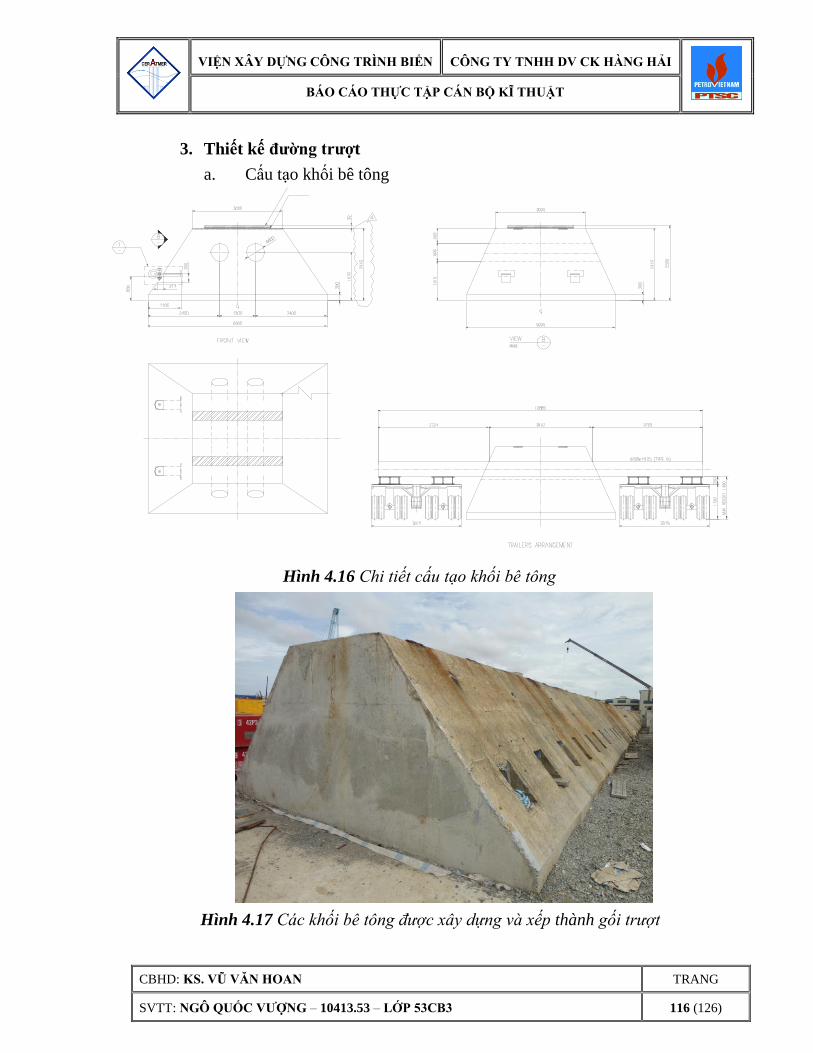
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 116 (126)
3. Thiết kế đường trượt
a. Cấu tạo khối bê tông
Hình 4.16 Chi tiết cấu tạ khối bê tông
Hình 4.17 Các khối bê tông được xây dựng và xếp thành gối trượt
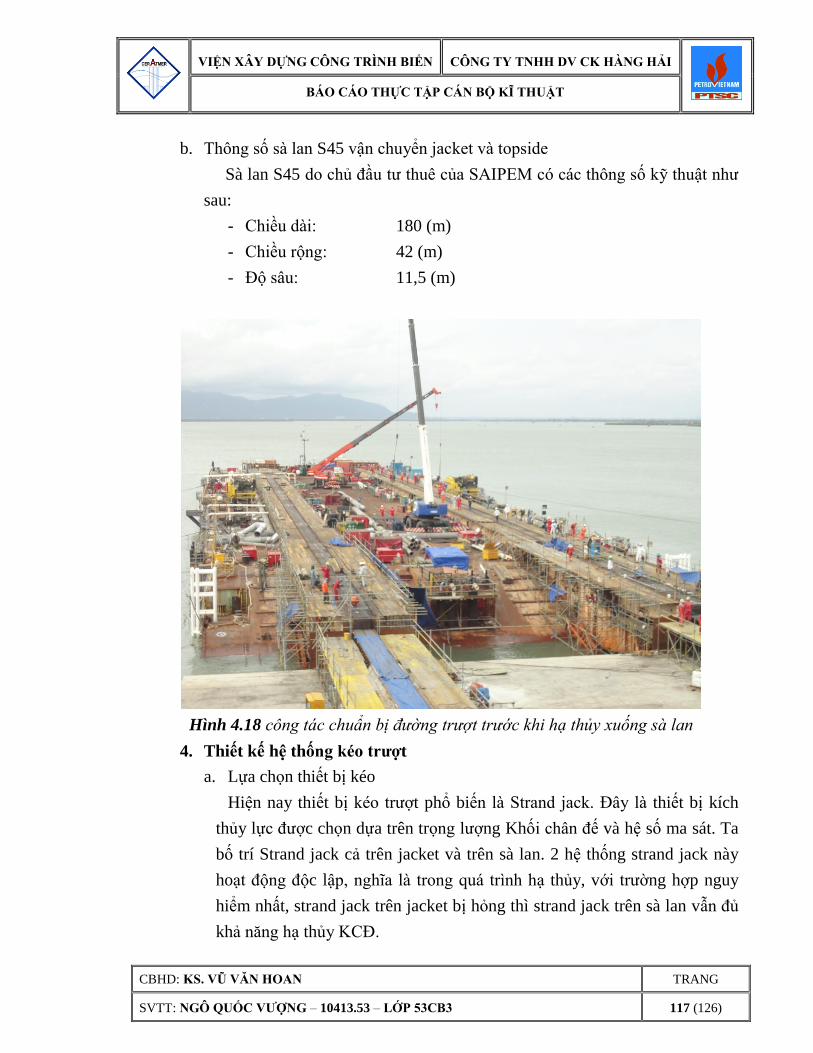
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 117 (126)
b. Thông số sà lan S45 vận chuyển acket và topside
Sà lan S45 do chủ đầu tư thuê của SAIPEM có các thông số kỹ thuật như
sau:
- Chiều dài: 180 (m)
- Chiều rộng: 42 (m)
- Độ sâu: 11,5 (m)
Hình 4.18 công tác chu n bị đường trượt trước khi hạ thủy xuống sà lan
4. Thiết kế hệ thống kéo trượt
a. Lựa chọn thiết bị kéo
Hiện nay thiết bị kéo trượt phổ biến là Strand ack. Đây là thiết bị kích
thủy lực được chọn dựa trên trọng lượng Khối chân đế và hệ số ma sát. Ta
bố trí Strand jack cả trên jacket và trên sà lan. 2 hệ thống strand jack này
hoạt động độc lập, nghĩa là trong quá trình hạ thủy, với trường hợp nguy
hiểm nhất, strand jack trên jacket bị hỏng thì strand jack trên sà lan vẫn đủ
khả năng hạ thủy KCĐ.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 118 (126)
Ta tính toán lực kéo cần thiết cho mỗi Strand jack :
Theo tiêu chu n DnV - Rules for Planning and Execusion of Marines
Operations :
Lực kéo :
Fs = s(W + Weq) + Ps
Fdyn = dyn(W + Weq) + Pdyn
Trong đó :
Fs: Lực kéo tĩnh (lực phát động)
Fdyn: Lực kéo động (lực kéo cần thiết khi khối chân đế đã di chuyển).
s : Hệ số ma sát tĩnh, tra bảng.
dyn : Hệ số ma sát động, tra bảng
W : Trọng lượng khối chân đế
Weq : Trọng lượng thiết bị
Ps và Pdyn : các tải trọng khác (tải trọng ảnh hưởng của quán tính, môi
trường, do các mặt nghiêng…)
b. Bố trí strand jack
Strand ack được bố trí trên acket như sau:
Hình 4.19 mô hình hệ thống ké trượt
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 119 (126)
5. Quy trình hạ thủy
a) Bơm dằn nước vào sà lan đến khi mặt đường trượt trên sà lan bằng với
mặt đường trượt trên bãi lắp ráp.
b) Phát động khối chân đế chuyển động bằng hệ thống đ y đặt phía sau
chân đế, đồng thời khi đó Strand ack cũng căng tải. Theo kinh nghiệm,
lực phát động là 5% một lần cho tới khi lực đạt 20%
c) Nếu lực phát động 20% mà kết cấu vẫn chưa di chuyển thì dừng lại kiểm
tra và phân tích nguyên nhân để đưa ra phương án cụ thể.
d) Sau khi phát động khối chân đế dịch chuyển, lực ma sát sẽ giảm xuống,
theo kinh nghiệm, hệ số ma sát khi kéo trượt tối đa khoảng 12% khối
lượng chân đế.
e) Quá trình kéo trượt khối chân đế được chia thành nhiều bước nhỏ. Tốc độ
di chuyển khoảng 20 m/h.
f) Trong quá trình di chuyển khối chân đế có thể dừng lại để chờ cho hệ
thống dằn nước đảm bảo cho sà lan luôn tiếp xúc với cầu cảng và mặt
đường trượt của sà lan luôn bằng mặt đường trượt của bến
g) Quá trình kéo trượt kết thúc khi khối chân đế nằm hoàn toàn trên sà lan.
Tiến hành seafastening 10% so với thiết kế gia cố cho điều kiện vận
chuyển chân đế. Sau đó xoay sà lan và cập sà lan song song với tuyến
bến.
h) Tháo dỡ các thiết bị phục vụ hạ thủy, điều chỉnh lượng nước dằn trong
các khoang của sà lan bằng thiết bị bơm tự động của sà lan đến mớn
nước vận chuyển.
i) Seafastening khối chân đế trên sà lan 100% và tháo các thiết bị phục vụ
thi công hạ thủy, sẵn sàng lai dắt ra vị trị thi công trên biển.
6. Công tác quản lý an toàn trong hạ thủy
a) Những người tham gia thi công phải học qua khóa học an toàn, có cấp
chứng chỉ. Các công tác thi công đều cần có giấy phép làm việc.
b) Kiểm soát người lên, xuống sà lan. Những người làm việc trên sà lan ở
các khu vực nguy hiểm phải mặc áo phao.
c) Cần phân tích, ngăn ngừa rủi ro của công việc với các tải trọng đặc biệt,
hoặc sự cố ngẫu nhiên dễ xảy ra. Đồng thời để ra các giải pháp khắc phục,
sẵn sàng ứng phó nếu sự cố xảy ra.
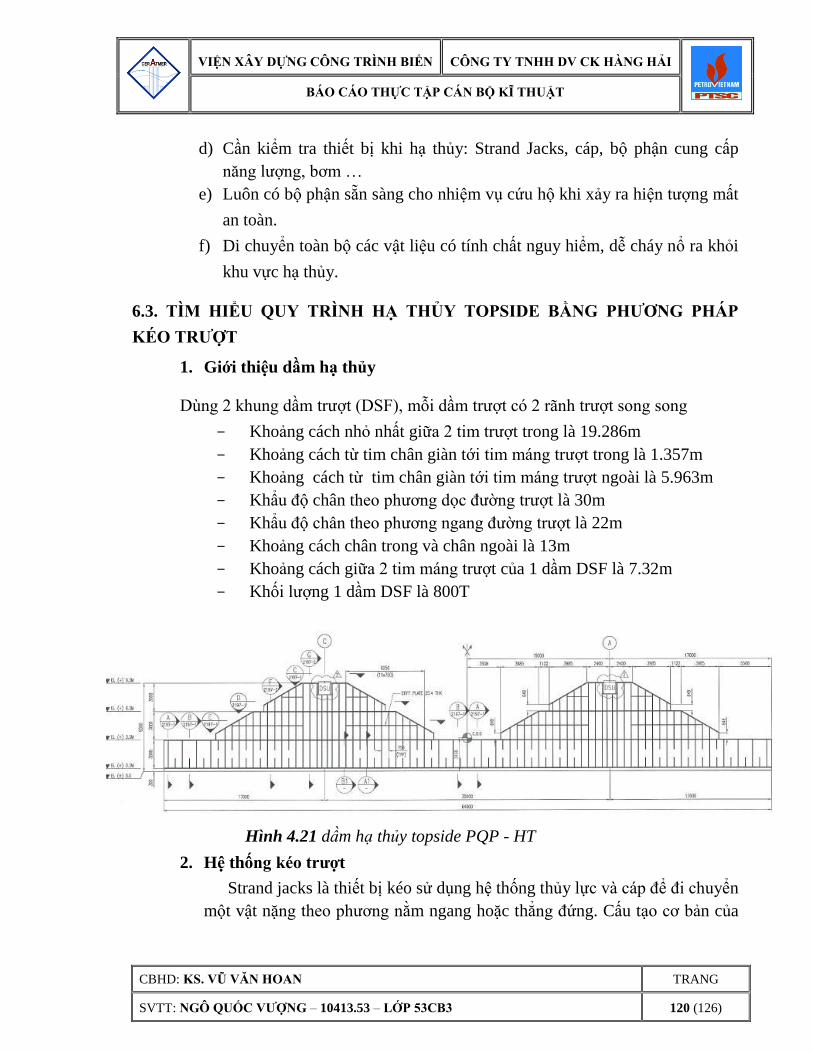
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 120 (126)
d) Cần kiểm tra thiết bị khi hạ thủy: Strand Jacks, cáp, bộ phận cung cấp
năng lượng, bơm …
e) Luôn có bộ phận sẵn sàng cho nhiệm vụ cứu hộ khi xảy ra hiện tượng mất
an toàn.
f) Di chuyển toàn bộ các vật liệu có tính chất nguy hiểm, dễ cháy nổ ra khỏi
khu vực hạ thủy.
6.3. TÌM HIỂU QUY TRÌNH HẠ THỦY TOPSID BẰNG PHƯƠNG PHÁP
KÉO TRƯỢT
1. Giới thiệu dầm hạ thủy
Dùng 2 khung dầm trượt (DS ), mỗi dầm trượt có 2 rãnh trượt song song
- Khoảng cách nhỏ nhất giữa 2 tim trượt trong là 19.286m
- Khoảng cách từ tim chân giàn tới tim máng trượt trong là 1.357m
- Khoảng cách từ tim chân giàn tới tim máng trượt ngoài là 5.963m
- Kh u độ chân theo phương dọc đường trượt là 30m
- Kh u độ chân theo phương ngang đường trượt là 22m
- Khoảng cách chân trong và chân ngoài là 13m
- Khoảng cách giữa 2 tim máng trượt của 1 dầm DSF là 7.32m
- Khối lượng 1 dầm DSF là 800T
Hình 4.21 dầm hạ thủy topside PQP - HT
2. Hệ thống kéo trượt
Strand jacks là thiết bị kéo sử dụng hệ thống thủy lực và cáp để đi chuyển
một vật nặng theo phương nằm ngang hoặc thẳng đứng. Cấu tạo cơ bản của

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 121 (126)
strand jack gồm 01 xilanh (cố định) và 01 pittông (chuyển động), cả xi lanh
và pit tông đều có bộ phận kẹp cáp.
Cơ chế hoạt động của Strand ack như sau:
Trong một chu trình, đầu tiên bộ phận kẹp cáp của xilanh mở ra, pittông
kẹp cáp, sau đó dầu thủy lực được bơm vào, pittông chuyển động về phía sau
đ y khối chân đế di chuyển về phía trước. Sau khi pittông chuyển động hết
về phía sau thì pittông nhả cáp và xi lanh kẹp cáp, pittông di chuyển về phía
trước. Sau đó pittông lại kẹp cáp, xi lanh nhả cáp và bắt đầu một chu trình
mới.Có nhiều loại strand jacks với sức kéo khác nhau như strand ack 15t,
strand jack 185t, strand jack 294t, strand jack 418t, strand jack 588t, strand
ack 1022t. Dây cáp dùng cho strand acks có đường kính 18mm và lực kéo
đứt 380kN.
3. Quy trình hạ thủy
- Bơm dằn nước vào sà lan đến khi mặt đường trượt trên sà lan bằng với
mặt đường trượt trên bãi lắp ráp.
- Phát động hệ topside và dầm hạ thủy chuyển động bằng hệ thống
Strand Jack. Theo kinh nghiệm, lực phát động tối đa khoảng 20%
trọng lượng topside.
- Sau khi phát động topside dịch chuyển, lực ma sát sẽ giảm xuống, theo
kinh nghiệm, hệ số ma sát khi kéo trượt tối đa khoảng 12% khối lượng
topside.
- Quá trình kéo trượt được chia thành nhiều bước nhỏ
- Trong quá trình di chuyển hệ topside + dầm hạ thủy có thể dừng lại để
chờ cho hệ thống dằn nước đảm bảo cho sà lan luôn tiếp xúc với cầu
cảng và mặt sà lan bằng mặt cảng ( mức độ chênh lệch tối đa giữa mặt
sà lan và mặt cảng là 25mm).
- Quá trình kéo trượt kết thúc khi topside nằm hoàn toàn trên sà lan.
Tiến hành seafastening 10% so với thiết kế gia cố cho điều kiện vận
chuyển. Sau đó xoay sà lan và cập sà lan song song với tuyến bến.
- Tháo dỡ các thiết bị phục vụ hạ thủy, điều chỉnh lượng nước dằn trong
các khoang của sà lan bằng thiết bị bơm tự động của sà lan đến mớn
nước vận chuyển.
- seafastening topside trên sà lan 100% và tháo các thiết bị phục vụ thi
công hạ thủy, sẵn sàng lai dắt ra vị trị thi công trên biển
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 122 (126)
4. Các bài toán liên quan khi hạ thủy b ng kéo trượt
- Thiết kế hệ thống đường trượt, áp lực nền lên đường trượt
- Thiết kế hệ thống dầm hạ thủy
- Tính toán ổn định sa lan bao gồm :
+ tính dằn nước cho sa lan để dảm bảo mặt đường trượt trên sa lan
luôn bằng mặt đường trượt trên bờ
+ tính toán bền cho sa lan khi mới nhận tải và sau khi khối thượng tầng
nằm ở vị trí thiết kế trên sà lan
+ kiểm tra ổn định lật cho sà lan
+ tính bền cho trụ neo trên sà lan
- tính lực căng cáp khi kéo trượt
- khả năng làm việc cần thiết của kích
- Hệ thống tời cáp neo giữ sa lan

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 123 (126)
CHƯƠNG 5 GIỚI THIỆU MỘT SỐ TIÊU CHUẨN ÁP DỤNG
Hiện nay có rất nhiều tiêu chu n về thiết kế công trình biển đang được áp dụng trên
thế giới. Trong quá trình thiết kế và thi công công ty PTSC M&C thường sử dụng một
số tiêu chu n sau :
1. API(American Petrolium Institute)
Tiêu chu n đầu tiên được ra mát vào năm 1924, đến nay API đã có khoảng 500
tiêu chu n bao gồm tất cả các lĩnh vực liên quan đến công nghiệp dầu khí. Và ngày
nay Tiêu chu n API đã chính thức toàn cầu hóa, thông qua các hoạt động liên quan
đến các tổ chức quốc tế về sự thống nhất tiêu chu n và các lĩnh vực mang tính toàn
cầu khác.
API là Viện tiêu chu n quốc gia Hoa Kỳ (ANSI) được thừa nhận là tổ chức phát
triển tiêu chu n, và ứng dụng với sự chứng thực pháp lý và nằm dưới sự kiểm soát
quy trình của nó. API đưa ra các tiêu chu n, khuyến cáo thực tế, sự chỉ dẫn, các quy
tắc và công nghệ đang áp dụng, sự dự báo và các nghiên cứu bao hàm toàn bộ các
lĩnh vực công nghiệp. Tiêu chu n API đề cao sự sử dụng an toàn, các thiết bị có khả
năng thay thế, và sự vận hành đã được thừa nhận, thực hiện tốt việc thiết kế thực tế
cũng làm giảm giá thành công trình. Và trong mối liên hệ với các quy trình chất
lượng của API, rất nhiều tiêu chu n tích hợp trong những chương trình chứng nhận
quy trình.
2. DNV(Det Norske Veritas)
Đưa ra các quy tắc và hướng dẫn cho sự phân loại tầu thủy, công trình biển nổi,
và các loại công trình di động trên biển khác. Đồng thời cũng đưa ra các quy tắc và
tiêu chu n cho phân loại (classcification), đăng kiểm (certification), th m định
(verification) cho việc lắp dựng công trình biển. DNV được ứng dụng hơn 130 quốc
gia có biển trên thế giới.
DNV cộng tác với khách hàng trong việc nhận biết (identifying), phân
loại(classifying) và xử lý (controlling) các rủi do. DNV cung cấp 3 lĩnh vực để
kiểm soát các mối nguy hại tới offshore là : Phân loại, đăng kiểm, và tư vấn.

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 124 (126)
Tiêu chu n DNV đưa ra những hướng dẫn cho chủ đầu tư, người vận hành, các
loại công trình biển một cách an toàn, đúng quy định, và tránh sự lặp lại trong công
việc. Những quy định của công trình biển về yêu cầu thiết kế, xây dựng và vận
hành công trình biển một cách an toàn hợp với thực tế.
DVN sử dụng những dữ liệu sát thực với thực tế cho công tác khai thác dầu và
khí, thiết kế, duy trì(remaintance), và hoàn thiện tiêu chu n(standard devolopment).
DVN tiếp tục phát triển những lĩnh vực, hướng dẫn, và những quy tắc mới dựa
trên sự mở rộng liên kết trong công nghiệp(extensive industry collaboration), công
tác tư vấn và nghiên cứu các hoạt động. Cũng như những tài liệu đã đưa ra, chúng
sẽ tự động kết hợp trong tập thể hợp chung(be incorporated into the collection).
3. AWS (American Welding Society)
AWS đưa ra hơn 300 quyển sách, đồ thị, videos, mô hình, báo cáo, phần mềm và
160 khuyến cáo thực hành, chỉ dẫn dưới sự giám sát chặt chẽ của viện tiêu ch n
Hoa Kỳ (American National Standards Institute – ANSI). Một trong số các tiêu
chu n phổ biến nhất là D1.1 Structural Welding Code – Steel, hiện đang được áp
dụng trong thiết kế, thi công và kiểm tra mối hàn của công trình biển bằng thép.
Bộ tiêu chu n phục vụ tính toán kết cấu bao gồm:
a. D1.1/D1.1M:2008, Structural Welding Code – Steel
Dùng cho mọi người, bao gồm kĩ sư hàn, người chế tạo, thợ lắp ráp, kiểm tra…
Phiên bản D1.1 mới giải thích rõ ràng cho việc thiết kế, quy trình, chất lượng, chế
tạo, kiểm tra và sửa chữa ống, bản và các kết cấu tĩnh hoặc ứng suất tuần hoàn. D1.1
bao gồm các nội dung sau:
Thiết kế các liên kết hàn dạng ống và không phải dạng ống.
Th m định các quy trình hàn.
Kiểm tra các quy trình và nhân lực mới.
Cách thức chế tạo, bao gồm các kim loại cơ bản, nóng chảy và các sai số cho
phép.
Kiểm tra cách thức và các nguyên tắc chấp nhận cho các hệ thống kiểm tra
khác nhau.
Thiết kế các mối hàn đinh tán, sản xuất và cách thức kiểm tra.
Gia cố và sửa chữa các công trình có sẵn…
VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 125 (126)
b. D1.2/D1.2M:2008, Structural Welding Code – Alumium
Cách thức hàn cho các loại kết cấu hợp kim của nhôm, trừ các bình áp lực bằng
nhôm và các đường ống chứa chất dễ cháy. Bao gồm các phần trong thiết kế đường
hàn liên kết, quy trình và thực hiện công tác kiểm tra, chế tạo, kiểm soát, mối hàn
đinh tán, gia cố và sửa chữa các kết cấu sẵn có.
c. D1.3/D1.3M:2008, Structural Welding Code – Sheet Steel
Hàn điện cho các kết cấu bản/dải thép, bao gồm các dạng thép nguội, chiều dày danh
định bằng hoặc hơn 3/16 in. (0.188in./4.8mm). p dụng cho việc hàn các loại thép
có hàm lượng cacbon thấp cán nóng và cán nguội, có hoặc không có lớp bọc kẽm,
cho các loại kết cấu thép tấm hoặc các kết cấu đỡ. Ba dạng hàn dùng cho thép tấm
bao gồm hàn điểm hàn đối đầu và hàn nút.
d. D1.4/D1.4M:2005, Structural Welding Code – Reinforcing Steel
Trình bày về hàn cốt thép trong các cầu kiện bê tông cốt thép, bao gồm ứng suất cho
phép, chi tiết kết cấu, các yêu cầu về chất lượng thi công, kĩ thuật, quy trình và công
tác kiểm tra. Các hình vẽ minh họa cho các mối hàn quan trọng: các đường hàn
không đạt yêu cầu, kích thước đường hàn hiệu quả, chi tiết nối tại vị trí neo, bản đế,
chi tiết đệm.
e. D1.5M/D1.5:2008, Bridge Welding Code
Cung cấp các dữ liệu và yêu cầu cho xây dựng cầu với thép carbon và hợp kim thấp.
f. D1.6/D1.6M:2007, Structural Welding Code – Stainless Steel
Đề cập đến các yêu cầu về hàn cấu kiện thép không gỉ (trừ các bình hoặc ống chịu
áp lực) sử dụng phương pháp hàn MAW, SMAW, CAW, SAW và Stud elding
(hàn đinh tán).
g. D1.7/D1.7M:2009, Guide for Strengthening and Repairing Existing Structures
Chỉ dẫn về gia cố và sửa chữa các kết cấu có sẵn.
h. D1.8/D1.8M:2009, Structural Welding Code – Seismic Supplement
Bổ sung cho phần AWS D1.1
i. D1.9/D1.9M:2007, Structural Welding Code – Titanium
Đề cập đến việc thiết kế, hàn, kiểm tra các kết cấu titanium.
4. AISC(America Institute of Steel Construction)
Là quy phạm do Viện kết cấu thép Hoa Kỳ AISC (American Institute of Steel
Construction) ban hành năm 1989 hướng dẫn và quy định thiết kế nhà thép theo
phương pháp ứng suất cho phép. Tiêu chu n này, áp dụng cho 16 loại thép theo tiêu
chu n vật liệu Mỹ có cường độ kéo từ 32 kN/cm2 đến 57 kN/cm
2. Quy phạm này sử

VIỆN XÂY DỰNG CÔNG TRÌNH BIỂN CÔNG TY TNHH DV CK HÀNG HẢI
BÁO CÁO THỰC TẬP CÁN BỘ KĨ THUẬT
CBHD: KS. VŨ VĂN HOAN TRANG
SVTT: NGÔ QUỐC VƯỢNG – 10413.53 – LỚP 53CB3 126 (126)
dụng hệ số an toàn S 1,67 nghĩa là ứng suất cho phép ứng suất chảy của vật liệu
chia cho hệ số an toàn S y/1,67 = 0,6 Fy cho dầm và cấu kiện chịu kéo.