數控工具機簡介 - wun-ching.com.t · 自製 cnc 控制器以提...
TRANSCRIPT

01
數控工具機簡介
‧ 1-1 歷史背景與簡介
‧ 1-2 作動原理
‧ 1-3 座標系統
‧ 1-4 NC 工具機之特性
‧ 1-5 優點與缺點
‧ 1-6 未來的發展

2
1-1 歷史背景與簡介
數控工具機自發展問世以來,已有近 60 年的歷史,當初由於航空工業方面,
需要製作一種巨大組件的彎曲表面工具機,因此在 1947 年美國派生公司把電子計
算機與精密搪孔機 (Jig Bore)共同結合,用打孔卡帶的操作方式來製做直升機的螺
旋槳葉片。到了 1952 年才又由美國麻省理工學院試將伺服機構裝於立銑床上,經
實驗成功,並由赫柏公司(Alfred Herbert LTD)採用,是為全世界第一台 NC 機器如
圖 1-1 所示。其後積極研究,發展日益實用的 NC 工具機,如 1955 年 6 月公開的
NC 號形銑床,安裝於辛辛那提公司,乃泛用工作用機 NC 化的第一號機。其它如
1958 年卡尼.特雷卡公司所完成的綜合加工機(machining center)及普拉特.懷特公
司發售廉價的 NC 鑽床每台約一萬元等,使數據控制的價值變得很明顯,所有直向
工作的車床、鑽床、銑床和搪床以及往後的電焊機、火焰切割機、自動裝配機、包
裝機、機械手臂等,均相繼採用數據控制。
圖 1-1 第一次 NC 之成功應用,此銑床於 1952 年在 M.I.T.展示
日本方面是在 1952 年 10 月於早稻田大學召開的第 47 屆自動控制研究會中,由
東大教授高橋安人先生介紹報導 NC 銑床消息的「Scientific American」雜誌,引起
熱烈反應,於是東京工業大學、東京大學機械技術研究所等開始研究 NC的應用。
1956 年東工大首次發表 NC 工具機,1957 年更推出 NC 車床試作品,到了
1957 年日本富士通株式會式首次公開展示 NC 轉塔衝孔衝床,企圖使 NC 商品化,
到 1958 年在大阪展覽會中,牧野銑床和富士通已推出了 NC 銑床。綜合以上所

01 數控工具機簡介
3
言,日本研究 NC 工具機由摸索到進入生產階段,不過是短短的幾年之間,尤其在
1965∼1974 的十年間,日本 NC 工具機的產量幾乎是逐年累積,尤以 1973、1974
年為最,雖然當持一止逢石油危機,全世界性的不景氣中,但日本 NC 工具機的產
量卻能直線上升,年產量高達 3040 台。由此可看出 NC 工具機在日本經濟不景氣
下,發揮了極高的經濟效益。
我國 NC 工具機工業之發
展,迄至民國 62 年(即 1973
年),楊鐵公司正式推出平式 NC
車床開始應市以來,在幾年之
內,國內業者如台中精機、大
立、永進、連豐、高峰機械等,
在國內國外市場的需求下,無不
投入大量人力、物力與財力,希
望在 NC 工具機方面力求突破。
嚴格來說,在民國 67 年以前,幾
乎為我國 NC 工具機的萌芽時
期,當時國內唯有聯邦電子公司
把 NC 控制器用於縫紉機之應
用。到民國 68 年,楊鐵推出綜合
加工機以後,使我國 NC 工具機
正式邁入 NC 之二大主流-NC 車
床與綜合加工機。如民國 69 年碩
誠公司亦自行開發用於工具機
上,民國 71 年全友公司、工研院
機械所以及心得、麗偉等公司皆相繼開發於 NC 工具機。如今,工業技術研究院機
械工業研究所於 85 年亦發展完成具國際競爭力之自主 PC-Based 電腦整合控制系
統,研發第一版 PCIMS ENABLER 共通架構系統模組,包含 CAD/CAM 整合同步
工程、逆向工程資料處理、生產排程、工廠營運監控、後勤支援、生產單元/生產
線控制器、線上尺寸外形檢測等模組。
18 世紀 1725 年英人利用沖孔卡片於織布機織花的
過程,此乃最早期之孔卡推演之原理

4
目前新一代的 CNC 控制器亦朝著在加工系統、組裝系統、檢查系統搬運系統
的共通控制設備架構上來開發,始能提高商品的市場價值及競爭力,下圖 1-2 及表
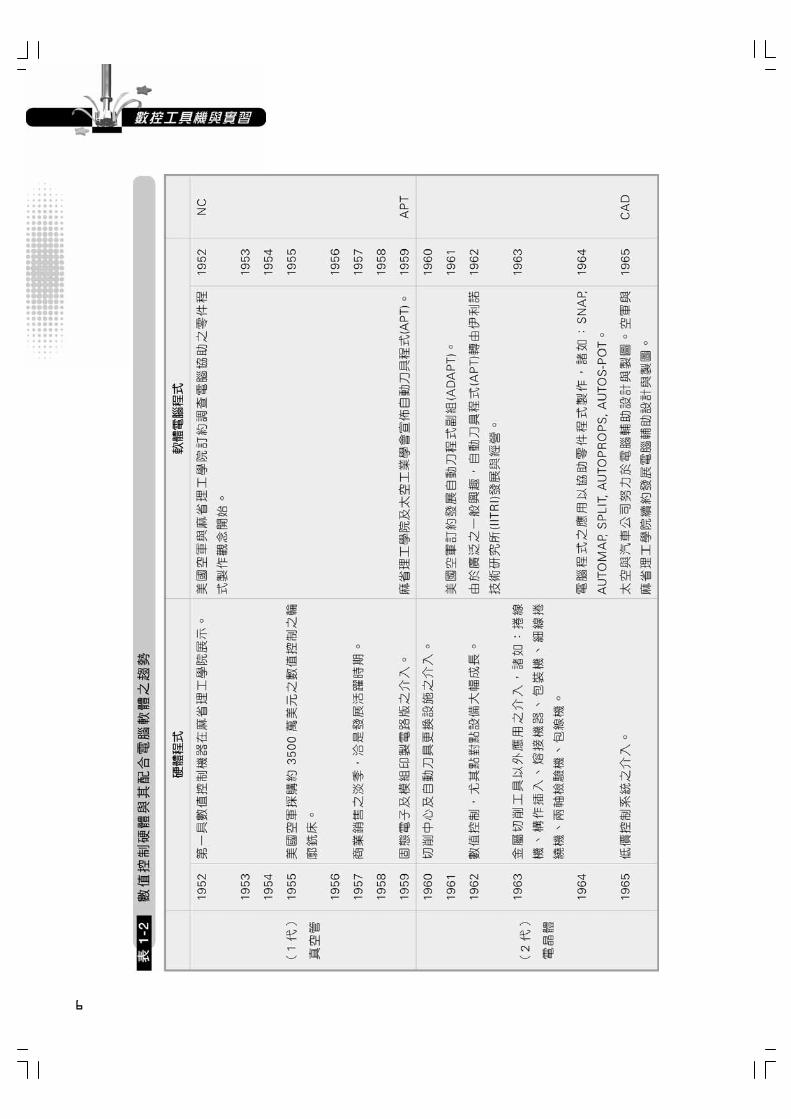
1-1 所示乃新一代 CNC 控制器的系統示意圖及發展方向參考表。表 1-2 即為數控工
具機軟、硬體之發展年代參考表。
圖 1-2 生產結構系統的共通化數值控制器

01 數控工具機簡介
5
表 1-1 新一代數值控制器之發展方向
製造方面需求 技術方面需求 市場方面需求
CNC工具機
製造廠商
高信賴性,高穩定性
之控制器
降低成本,確保市場
對應各類工作機功能
之柔軟性
自製 CNC 控制器以提
高獨創機能植入之容易
性
工作機與控制器一體成
型,以提高設計之適當
性及高性能化
縮短控制器開發時間
以獨自開發之 CNC 工
具機取得市場
自製 CNC 大軸提高獲
利率以確保在市場之優
勢
CNC工具機
使用廠商
避免陳腐化之 CNC
控制器(設備升級之
可能性)
具有功能軟體互換性
之 CNC工作機(柔軟
的設備計劃與運用)
提高使用者追加功能之
容易性及使用之簡易性
提高 CNC 工具機保養
管理作業之效率及減低
失誤時程
縮短產品製造時間以增
加產能並確保產品品質
改善加工準備作業以縮
短交貨期
把握工廠運作狀況,徹
底實施即時工廠管理
技術
發展方向
CNC 控制器硬體與
軟體之構成相容性與
使用者所需獨特功能
之變更自在性
CNC 控制器硬體與軟體
之開放性、透明化
智慧型化 CNC
CNC 控制器硬體軟體之
低價格化
增加組裝及人機介面標
準化之提升,並加強其
發展持續性
6

01 數控工具機簡介
7

8

01 數控工具機簡介
9
工具機在市場的競爭力來說,台灣的工具機在國際上亦是數一數二的強棒,尤
其是在美國的市場上台灣的工具機是第四大進口國,以 1994 年為例台灣更是美國
的最大銑床供應國,其它如 CNC 車床、銑床、中心加工機等皆占有一席之地,唯
隨著目前新興工業國家日愈強勁的競爭,在新技術的研發及設計附加價值的產品,
與業界間的合作不得不需再加強努力,以提升整體生產力及國際競爭力。
1-2 作動原理
一般而言,數控機械的作動,係由數控碼資料轉換成指令而作動,數控碼又可
簡單分為二類如圖 1-3 所示,其中一類為機器分立機能的個別操作命令;如起動或
停止馬達轉動,選擇主軸速度、更換刀具、開啟及切斷冷卻液等。這些命令的執行
係將電氣脈衝送到工具機的繼電系統(relay system)或邏輯 IC 構成的控制網路上,
去操作適當的螺線管(solenoids)及電磁離合器。而翻譯器(interpreter)則把數控碼中
的符號及命令變成工具機各種磁力裝置作動所需的訊號。
圖 1-3 NC 控制器的分類流程圖

10
另一類為數值控制資訊與切削刀具對工件的相對關係有關。此類資訊即尺度資
訊,控制各軸的運動,這些分軸尺寸,依規定順序在數控帶上出現,並轉接到控制
器上的運動控制部分的適當次系統。每一次系統皆有一能使工具機對新的尺寸輸入
信號引起響應的電氣一機械控制系統。響應的確實類別則因刀具行徑的不同而分定
位控制、連續行徑控制或組合控制。同時亦因工具機的控制系統而異分有一開環控
制系統或閉環控制系統。
1-2-1 開環控制系統與閉環控制系統
圖 1-4 所示為開環控制與閉環控制機構之比較,現分別說明後:開環控制器在
基本上含有一移動機器平台的導程螺桿;及一傳動導程螺桿的脈波步進馬達;脈波
(pulse)自電腦進入此馬達,每一脈波代表機器平台的一個增量運動-常為 0.001 英
吋或 0.01 mm-以及運動之為正向或負向。整個系統的先決條件為:機器平台不致
因過載而使進入馬達的脈波不生響應,以及脈波的進給時間足夠,使系統能對每一
個脈波產生響應,較適合於輕型機台(迷你型)的工具機。
開環控制機構
圖 1-4 開環及閉環控制機構的比較

01 數控工具機簡介
11
閉環控制機構
圖 1-4 開環及閉環控制機構的比較(續)
閉環控制系統則不但含有與導程螺桿連接的油壓傳動馬達或直流伺服馬達外,
同時今有一量測平台位置並以類比方式傳遞資訊返回電腦的感測裝置。當平台接受
運動的命令後,在伺服機構環路上設定命令的目標,並與來自感測機構的現在位置
資料去比較。如果感測機構測得平台位置不在命令的目標,由現在位置與要求位置
之差值使功率以正確方向進入馬達,並使平台向正確位置移動。當平台到達正確位
置,誤差降低為零,便切斷功率並使平台停止。在複雜的系統中,尚有可使平台慢
行的減速程式,以免在它到達最後位置時,產生切削低陷現象(over-shooting)。
因此在工具機的價格方面,則用開環系統控制滑動位移的較之用閉環系統控制
的要低廉得多。因為開環系統不必在每一控制的滑動上配備監視系統:及裝置回授
訊號和輸入訊號的比較設備,亦不必把偏差結果傳送到伺服機構促其改正位置。當
然比較起來,其工作台的定位精度要差些。
1-2-2 切削刀具對工作件的路徑系統
此路徑系統一般分有三種即:
1. 定位控制系統(positioning control system)。
2. 連續行徑控制系統(continuons path control system)。
3. 組合控制系統(combination control system)。

12
一、 定位控制系統
(positioning control system)
此系統或稱點至點控制系統,它對工作母機的控制要求為:將加工位置作動,
到達預定位置後即予固定,然後再進行加工操作。在控制上,只要求座標點位置的
準確性,但對於如何到達座標點的路徑則不予考慮如圖 1-5 所示。例如,鑽床的鑽
孔加工,只要最後結果能使平台準確的到達所需鑽孔之點,刀具作動的相對行徑並
不重要。沖孔機、點焊機與鑽孔機等為使用此種控制法的應用。有些數控工具機,
基本上是屬於定位用的,但亦可兼有某些輸廓成形的能力;如轉塔車床與轉塔鑽
床,即屬於基本上為定位性兼具有輪廓成形能力的數控工具機。
圖 1-5
二、 連續行徑控制系統
(continuons path control system)
此系統或稱輪廓控制系統,它可二軸或三軸同時控制,對工作母機控制的要求
為:必須時時控制工作母機的作動與行徑如圖 1-6 所示;換句話說,切削工具與工
作件相接觸,沿著欲切削輪廓的座標移動,控制的重點,不單是它的起點與終點,
並且包括中間各點移動的輪廓。此等輪廓控制系統常用於車床的旋轉切削、銑床的
銑削及火焰切割等。

01 數控工具機簡介
13
圖 1-6
在連續程式中,進給速率、工具幾何形狀與偏位,切割深度,以及材料等資
料,均為程式邏輯的一部分,並根據邏輯的次序範型去操縱適應控制系統,能使工
具機的切削操作,對切削刀具與材料實際狀況自動適應,換言之,它能快速的辨認
切削條件的變化予以迅速的補償,以達到高精度、高品質的加工特性。
三、 組合控制系統
(combination control system)
此系統為定位控制系統與連續行徑控制系統的組合應用,它的控制軸最少能有
四軸以上,通常用於加工中心機,能一次完成多種功能的控制及五面的加工。
一般所謂的軸數加工部位係以坐標軸 X、Y、Z 三方向代表一、二、三軸的加工,四
軸加工則加上第四工作台面的旋轉,五軸加工則又再加工另一軸面的工作台面旋轉
或偏擺,以此類推如圖 1-7 所示。
圖 1-7

14
1-2-3 伺服驅動
CNC 工具機的刀座移動大部分係以 DC 伺服馬達接受 NC 指令變換成的脈波數
來決定機械移動部分的定位距離,且利用在單位時間內的脈波數來決定機械的移動
速度,例如工具機的滾珠導螺桿和伺服馬達相連接,現設滾珠螺桿的螺距為 5
mm,伺服步進馬達每脈波轉 0.9 度如下圖 1-8 所示。
圖 1-8
則滾珠螺桿轉 1 轉,移動部移動 5 mm,又馬達每脈波轉 0.9 度故每轉須輸入
360 0.9 400 脈波,因此若要移動 1 mm則馬達需供給 1/5 轉等於 400 1/5 80 脈
波。然後機械移動狀況分別以位置檢出器及速度檢出器檢出,變換成信號反饋至控
制回路,完成一個伺服機構(如圖 1-9 所示)。
圖 1-9

01 數控工具機簡介
15
1-3 座標系統
數控工具機的座標軸系是依右手直交座標系的定義來區分(X, Y, Z)三軸及所要
的方向(, )來移動。如圖 1-10 說明。
圖 1-10 右手直交座標系的說明
右手的姆指與食指作成猜拳的剪力,最後
把中指立起來,這三支指頭互成直角,姆指是
X,食指是 Y,中指是 Z,三支指頭的關係對
於回轉軸亦有規定。在 X 軸回轉為 A,在 Y
軸回轉為 B,在 Z 軸回轉為 C。A, B, C 所附
記的箭頭符號是表示回轉的方向,照此方向回
轉的就是正方向。亦可從普通右旋螺紋來表
示,如圖 1-11 所示,螺旋所進之方向是 Z 為
+,反之為-。
圖 1-11 右手系之 Z的+方向

16
數控工具機的直交座標系,如圖所示,現就加以說明:
1. Z 軸部分
(1) 工作回轉的機械,如車床,其 Z 軸與工件回轉軸平行,且遠離工件者為正方
向即Z。
(2) 刀具回轉的機械,如銑床、搪床等,Z 軸與刀具主軸平行,刀具由工件遠離
者為正方向即Z。
(3) 其它刀具、工件皆不回轉的機械,如沖床、剪床、鉋床等則取與刀具裝置面
直角的方向為 Z 軸,刀具與工件增加距離的方向為正即Z。
2. X 軸部分
(1) 工作回轉時,刀具運動的方向為 X 軸,由工件離開的方向為正即X。
(2) 刀具回轉時,取水平方向為 X 軸,或立式機械時,由機械正面右手方向為
正。
3. Y 軸部分
依前單節右手定則剩下之軸便是 Y軸,方向定法亦同右手定則定律。
程式設計的座標軸系必須以標準座標處理。
圖 1-12 車床

01 數控工具機簡介
17
圖 1-13 立式車床
圖 1-14 膝型床銑
圖 1-15 枱型銑床
圖 1-16 枱型銑床
圖 1-17 臥式搪銑床

18
圖 1-18 臥式搪銑床
圖 1-19 圓筒磨床
1-4 NC 工具機之特性
數值控制系統用於工具機時,因它必須顧慮多方面的問題,所以很明顯的有許
多困難必須加以克服。例如就特殊功能方面來說,數控工具機趨向大量製造生產,
以及又要使一個控制系統能從笨重的機器元件中,產生快速的反應,這種反應常在
對抗強勁的切削力下操作時,更是非常顯著。同時與此主要的另一平行問題,便是
如何能保證所控制的功能與精密度,是在可以接受的誤差限度之內。還有假若一個
伺服馬達必須在對抗高負載下操作,不論這些負載的主幹為慣性,摩擦或具它任何
原因所引起,馬達本身必須具備大馬力輸出的能力,因此就要有很大的體積。馬達
愈大,加速和達到全速的時間亦就愈長,同時使其停止的時間亦愈長;因此,過渡

01 數控工具機簡介
19
反應所吸收的時間便會增加。根據上述情形,設計伺服系統,又必須針對減除慣性
及消除高馬力輸出的需要而考慮。
另外為了高馬力輸出,相對的驅動元件,如離合器、軸承、連桿等,亦需加大
直徑,增加體積。但又為要減少馬達負載的另一理由,因此在設計時,要用較輕的
傳輸元件和如何消除驅動系統的慣性著手。如上種種因素之影響,所以數值控制二
具機必需具備下列的主要特性。
一、性能部分
1. 高剛性
NC 工具機的切削是以程式來操作,而程式中有關的切削條件均依 CNS 或
JIS 的標準數據設定,所以機械的剛性不良時,會產生振動及穩定性不夠的現
象,甚至無法作強力切削,此時操作者無法像傳統工具機一樣,以人手來作補
救的操作。
2. 耐久性
NC 工具機的床台,所用材質皆在 FC30 以上,且為提高工具機的使用率,
在滑行軌道(linear motion bearing)、及滾珠導螺桿(ball screw)部分皆經過良好熱
處理,使壽命增加。(註:滾珠導螺桿係由鋼珠、螺帽、螺桿及回流管等四元件
所組成,它具備有高精度、高機械效率、極小齒隙、平穩的線性移動、重複的
定位精度、無音、無限滯滑移現象、及省能源又有較高的安全性等優點;選用
條件則需考慮到負荷大小、速度、加速度、精度、最大行程、壽命、潤滑情形
及環境等。)稼動率方面,普通工具機約為 30%左右,而 NC 工具機可達到
80%以上。快速進給也在 8~12 M/min,最快更可達到 36 M/min,使用率更為提
高亦有滾柱螺桿使用。尤其 NC 工具機的正逆運轉,前後左右切削的反覆性,次
數增多對於耐磨性、耐久性的要求,更為嚴格。
3. 高轉速、高馬力、高速率
一般工具機的最高轉速在 2000 rpm 左右,而 NC 工具機的轉速,初期即設
計在 3000 rpm 以上,目前更已向 50000~80000 rpm 邁進,移動速率由 5~10 M/s
目前也已到 50 M/s 或更快。馬力方面由於需維持正常的切削力,所以馬力的設
計均很大。

20
二、機械部分
刀具的選用備有快速的換刀裝置,刀架及工作台的移動亦受機器本身的設定能
快速又準確的定位,工件的夾持力大又緊,此為一般傳統式工具機所沒有的。
三、周邊功能部分
數控機除了本身具有的性能外,如再加裝上其它的配備亦可執行自動診測、自
動計數、誤差補正或檢驗量測的功能,甚而與其它工具機結合做無人化連線作業。
四、其它部分
電氣上以往皆用 PC 為多目前則進步採用 IC 甚而更先進之器材,經濟效益上
亦較傳統式生產提高十倍以上。
1-4-1 NC工具機的結構
數值控制工具機的結構共分有四大部分,即機械本體、驅動系統、量測系統與
控制系統,現概要的介紹如下:
一、機械本體
機械本體分有主軸頭、床台、導引機構、刀架(ATC)等重要單元組合而成。
1. 主軸
主軸藉 DC 馬達的旋轉來帶動刀具或工作物,供給切削所必須的能量,因此,
DC 主軸馬達必須具備以下的要求:(前單節亦提過)
(1) 輸出力大,定馬力速度範圍廣。
(2) 安定的速度控制。
(3) 加速、減速時間短。
(4) 溫昇少。
(5) 振動、噪音小。
(6) 可靠性高、壽命長、容易保養。
(7) 體積小、量輕、易於與機器結合。
(8) 耐過負荷,並具保護裝置。