cnc lecture2
TRANSCRIPT
10/12/2016 1 Numerical Control Machines
CNC-MDP471
Design and Production Engineering Department,
Faculty of Engineering,
Ain Shams University.
Lecture 2
DR. AMR SHAABAN

10/12/2016 2
•Machine format
•Part programming
•G-code
•M-code
•Operation sequence
•Simple programming

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 3
MACHINE FORMAT
N4 G2 X±3.3 Y±3.3 Z±3.3 I±3.3 J±3.3 K±3.3 S4 F4 T2 M2
N code
G code
Positioning Circular
interpolation
Rotating speed
Feed
T code
M code
N0001 to N9999

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 4
PART PROGRAMMING
G-code Motion Functions
G00 G01 G02 G03
Linear motion Circular motion
Max Feed on Machine
“Rapid motion”
Specified feed value
“cutting motion” C.W C.C.W
10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 5
PART PROGRAMMING
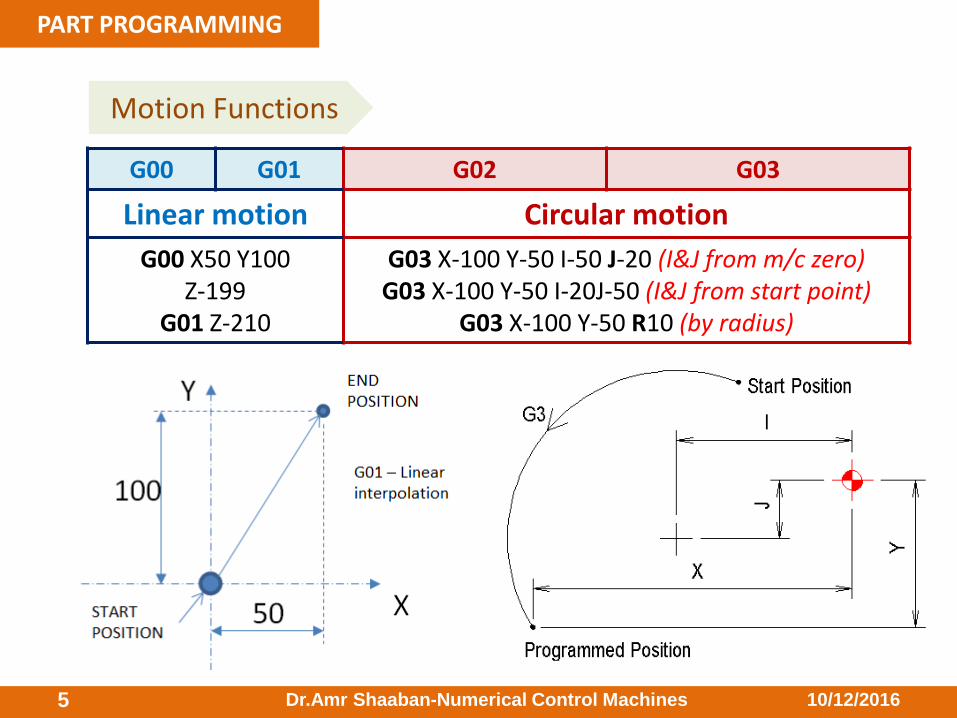
Motion Functions
G00 G01 G02 G03
Linear motion Circular motion
G00 X50 Y100 Z-199
G01 Z-210
G03 X-100 Y-50 I-50 J-20 (I&J from m/c zero) G03 X-100 Y-50 I-20J-50 (I&J from start point)
G03 X-100 Y-50 R10 (by radius)

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 6
PART PROGRAMMING
Working plans
G17 G18 G19

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 7
PART PROGRAMMING
Units designation
G20 Inch system
G21 Metric system mm
G94 Feed rate mm/min
G95 Feed mm/rev
G96 Cutting velocity m/min
G97 Rotating speed rpm
10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 8
PART PROGRAMMING
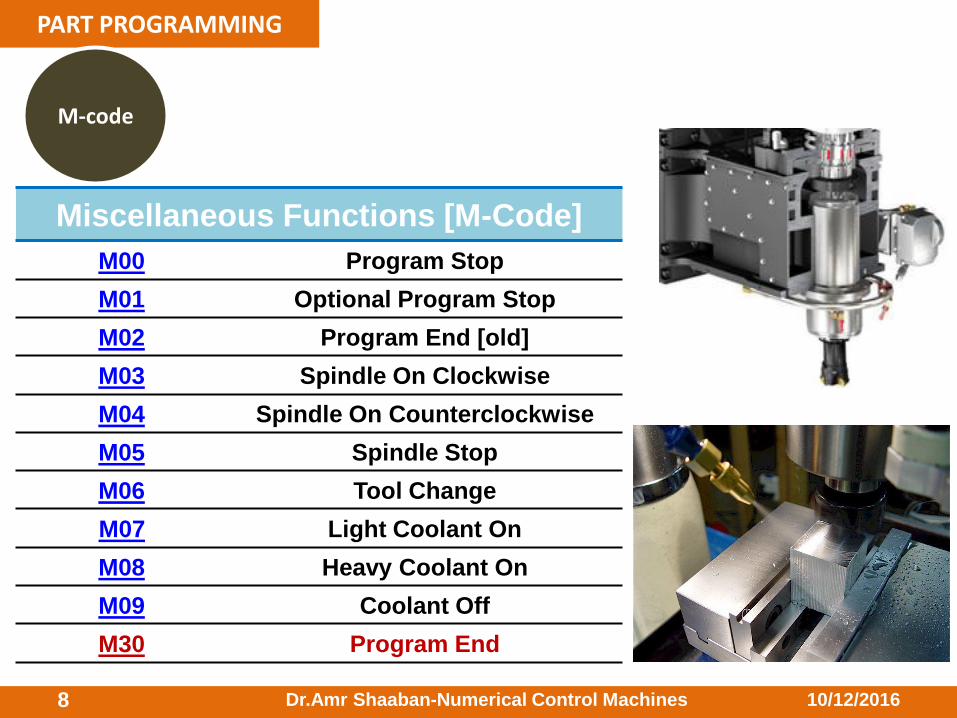
Miscellaneous Functions [M-Code]
M00 Program Stop
M01 Optional Program Stop
M02 Program End [old]
M03 Spindle On Clockwise
M04 Spindle On Counterclockwise
M05 Spindle Stop
M06 Tool Change
07M Light Coolant On
M08 Heavy Coolant On
M09 Coolant Off
M30 Program End
M-code

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 9
OPERATION SEQUENCE
Example

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 10
OPERATION SEQUENCE
1 Facing
2 Turning from ϕ43 to ϕ 36

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 11
OPERATION SEQUENCE 3 Turning from ϕ36 to ϕ 17
4 Turning arc R3.5

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 12
OPERATION SEQUENCE
5 Chamfering
6 Grooving to ϕ10
7 PARTING OFF
10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 13
SIMPLE PROGRAMMING
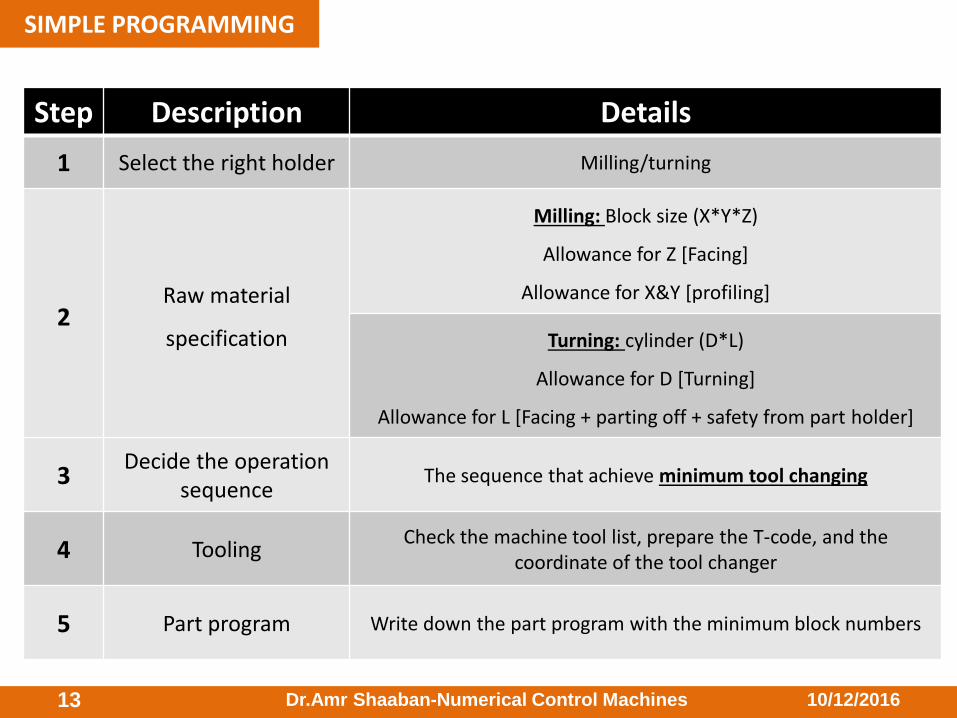
Step Description Details
1 Select the right holder Milling/turning
2 Raw material
specification
Milling: Block size (X*Y*Z)
Allowance for Z [Facing]
Allowance for X&Y [profiling]
Turning: cylinder (D*L)
Allowance for D [Turning]
Allowance for L [Facing + parting off + safety from part holder]
3 Decide the operation
sequence The sequence that achieve minimum tool changing
4 Tooling Check the machine tool list, prepare the T-code, and the
coordinate of the tool changer
5 Part program Write down the part program with the minimum block numbers

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 14
SIMPLE PROGRAMMING
20mm
ϕ10
Example
1 Select the right holder Turning machine
2 Raw material
specification
cylinder (12*40)
Allowance for D [Turning=2mm]
Allowance for L :
[Facing (2mm)+parting off (3mm)+safety from part holder(15mm)]
3 Decide the operation
sequence Facing/ longitudinal turning/ parting off
4 Tooling Facing tool(T01)/ turning tool(T02)/ parting off tool(T03)
Tool changer coordinate: 100mm from chuck face & 50mm from center
5 Part program Next slide

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 15
SIMPLE PROGRAMMING
20
ϕ10
15 3 2
ϕ12
50
100
Sa
fety
zo
ne
Pa
rtin
g o
ff
Facin
g
Tool changer
M/c zero
1
2 3

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 16
SIMPLE PROGRAMMING
50
Tool changer
20 15 3 2
100
ϕ10
ϕ12 M/c zero
N0010 G21 G90 G94 G97 Unit definition
N0020 G00 X100 Z100 T01 M06 Rapid motion to tool changer/ mounting facing tool
N0030 Z38 Facing starting point z
N0040 X14 S500 M03 Facing starting point x/ spindle rotate c.w
N0050 G01 X0 F20 M08 Facing
Facing start point X14, Z38
Facing end point X0, Z38

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 17
SIMPLE PROGRAMMING
50
Tool changer
20 15 3
62
ϕ10
ϕ12
Floating zero
Turning start point X10, Z2
Facing end point X10, Z-20
N0060 G92 X0 Z0 Temporary offset of m/c zero to the part face
N0070 G00 X100 Z62 T02 M06 Rapid motion to tool changer/ mounting turning tool
N0080 X10 Turning starting point x
N0090 Z2 Turning starting point z
N0100 G01 Z-20 F20 Turning

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 18
SIMPLE PROGRAMMING
50
Tool changer
20 15 3
62
ϕ10
ϕ12
Floating zero
Parting off start point X14, Z-21.5
parting off start point X0, Z-21.5
N0110 G00 X100 Z62 T03 M06 Rapid motion to tool changer/ mounting parting off tool
N0120 Z-21.5 Parting off starting point
N0130 X14 Parting off
N0140 G01 X0 F20 Ending parting off
N0150 G00 X100 M09 Tool away from part/ coolant off
N0160 M30 End program
10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 19
THE END