diseño tornillo sin fin
TRANSCRIPT
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 1/29
DISEÑO DE MAQUINA Página 1
1.- ¿Como estudiante de ingeniería industrial, tiene la necesidad de investigar y deindagar el porqué del desgaste y falla de los dientes de engranaje?
Las principales fallas que surgen en sistemas engranados están relacionadas con
problemas existentes en los dientes, en el eje, o una combinación de ambos. Las fallas relacionadas con los dientes pueden tener su origen en sobrecargas, desgaste y grietas, ylas fallas relacionadas con el eje pueden deberse al desalineamiento odesbalanceamiento del mismo.Los engranajes pueden sufrir múltiples deterioros durante su funcionamiento, noobstante las fallas más comunes son:
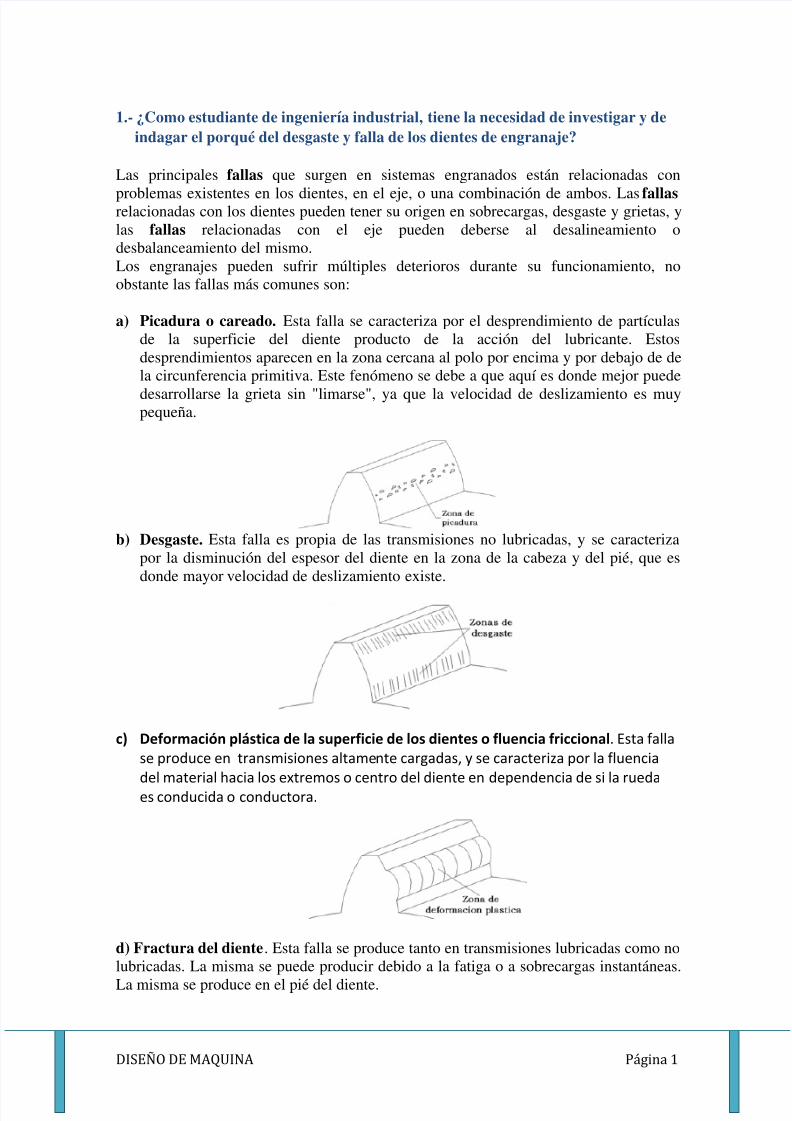
a) Picadura o careado. Esta falla se caracteriza por el desprendimiento de partículasde la superficie del diente producto de la acción del lubricante. Estosdesprendimientos aparecen en la zona cercana al polo por encima y por debajo de dela circunferencia primitiva. Este fenómeno se debe a que aquí es donde mejor puede
desarrollarse la grieta sin "limarse", ya que la velocidad de deslizamiento es muypequeña.
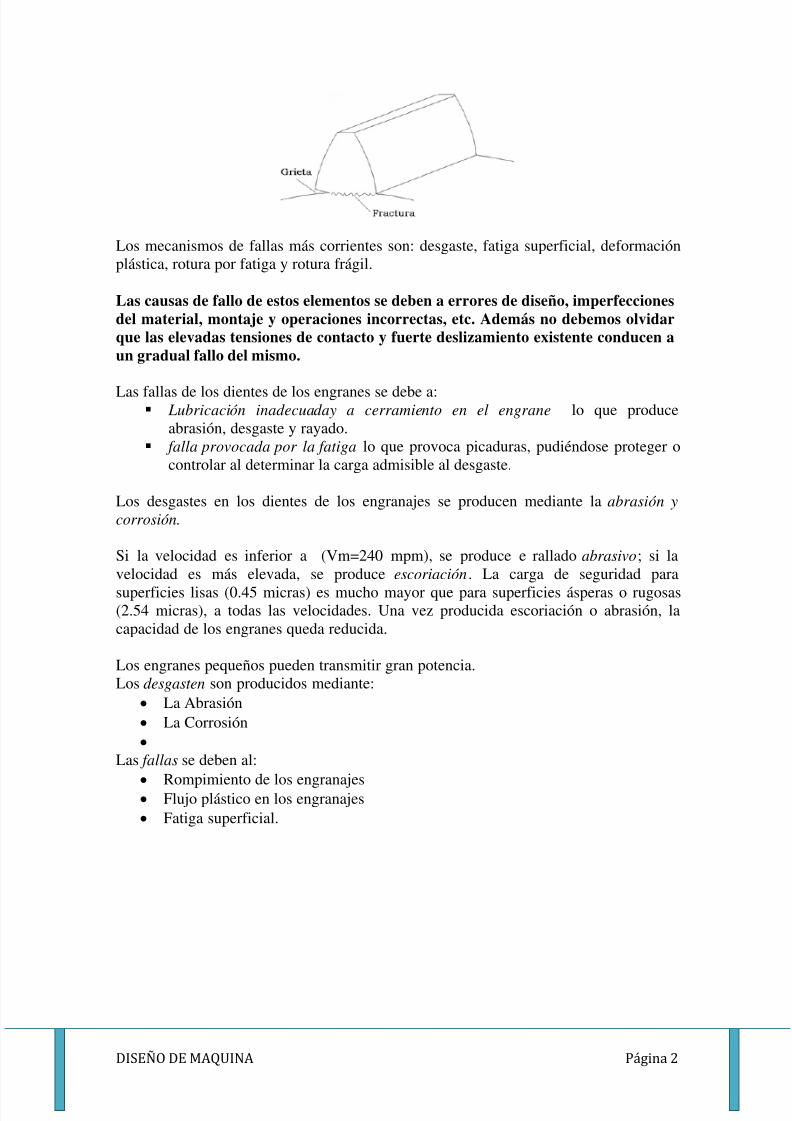
b) Desgaste. Esta falla es propia de las transmisiones no lubricadas, y se caracterizapor la disminución del espesor del diente en la zona de la cabeza y del pié, que esdonde mayor velocidad de deslizamiento existe.
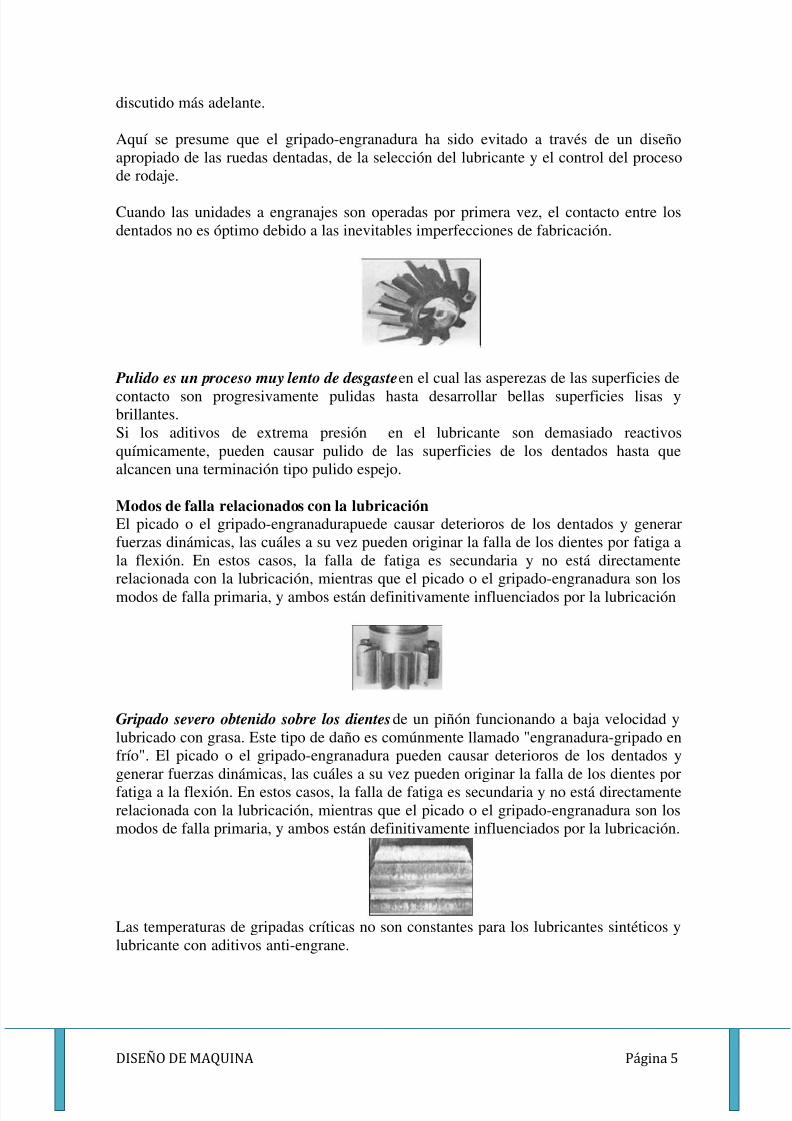
c) Deformación plástica de la superficie de los dientes o fluencia friccional . Esta falla
se produce en transmisiones altamente cargadas, y se caracteriza por la fluencia
del material hacia los extremos o centro del diente en dependencia de si la ruedaes conducida o conductora.
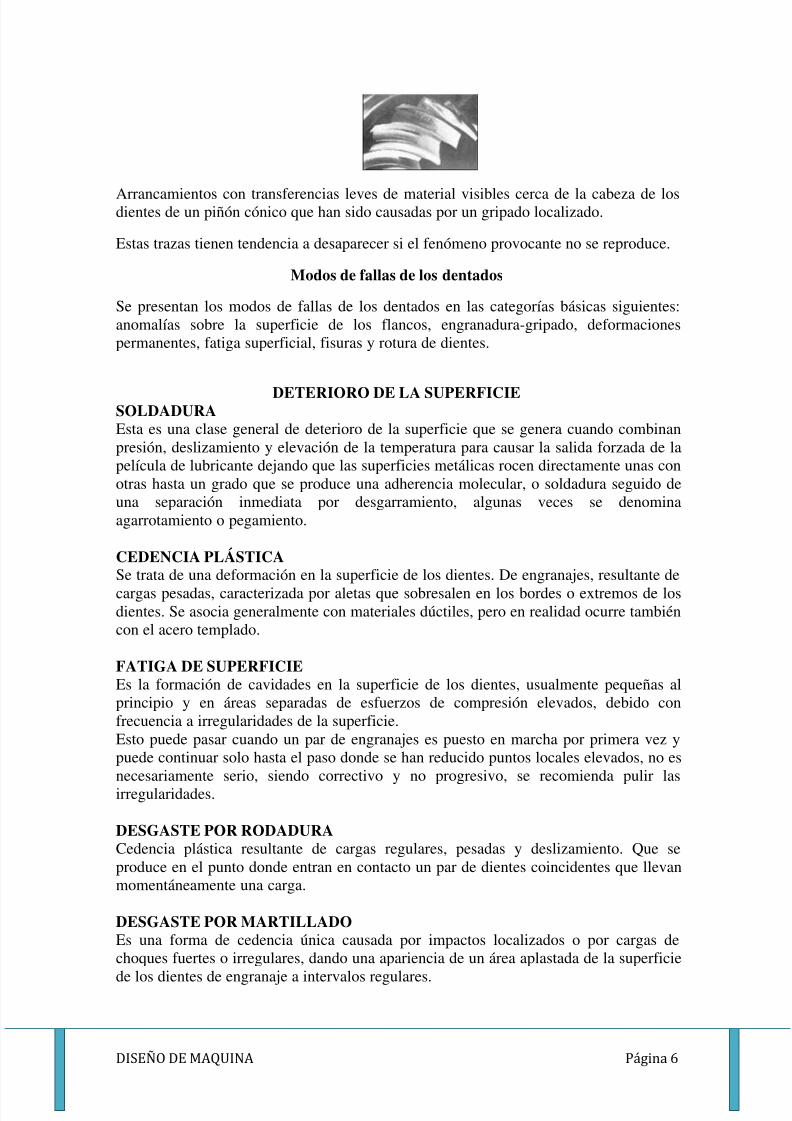
d) Fractura del diente. Esta falla se produce tanto en transmisiones lubricadas como nolubricadas. La misma se puede producir debido a la fatiga o a sobrecargas instantáneas.
La misma se produce en el pié del diente.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 2/29
DISEÑO DE MAQUINA Página 2
Los mecanismos de fallas más corrientes son: desgaste, fatiga superficial, deformaciónplástica, rotura por fatiga y rotura frágil.
Las causas de fallo de estos elementos se deben a errores de diseño, imperfeccionesdel material, montaje y operaciones incorrectas, etc. Además no debemos olvidarque las elevadas tensiones de contacto y fuerte deslizamiento existente conducen aun gradual fallo del mismo.
Las fallas de los dientes de los engranes se debe a: Lubricación inadecuaday a cerramiento en el engrane lo que produce
abrasión, desgaste y rayado. falla provocada por la fatiga lo que provoca picaduras, pudiéndose proteger o
controlar al determinar la carga admisible al desgaste.
Los desgastes en los dientes de los engranajes se producen mediante la abrasión y
corrosión.
Si la velocidad es inferior a (Vm=240 mpm), se produce e rallado abrasivo; si lavelocidad es más elevada, se produce escoriación. La carga de seguridad para
superficies lisas (0.45 micras) es mucho mayor que para superficies ásperas o rugosas(2.54 micras), a todas las velocidades. Una vez producida escoriación o abrasión, lacapacidad de los engranes queda reducida.
Los engranes pequeños pueden transmitir gran potencia.Los desgasten son producidos mediante:
La Abrasión La Corrosión
Las fallas se deben al:
Rompimiento de los engranajes Flujo plástico en los engranajes Fatiga superficial.

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 3/29
DISEÑO DE MAQUINA Página 3
Cuadro de diversas fallas en los engranes.Escoriación
Son ocasionadas por una película insuficiente deaceite entre los dientes del engranaje que empatan,dando como resultado temperaturas elevadas.
Engranajes sobrecalentados Los engranajes sobrecalentados presentaexcoriaciones graves, ocurre cuando el engraneprincipal hace contacto tres veces más frecuentes
Falla por impacto torsional
Ocurre al forzar los diente del engrane de laresistencia del materia
Falla por picado Ocasionado por lubricante contaminado e incorrecto,o por bajos niveles de lubricante
Falla por astilladoOcasionado por lubricante contaminado e incorrecto,o por bajos niveles de lubricante
Falla por lubricaciónLubricación incorrecta que reducirá la vida delengrane. Lubricante contaminado que provocararalladuras y picaduras en las superficies de contacto
Engranes picados Es normal en cualquier engrane encurbados, esto sedebe por el carbón que hay en el proceso defundición.
ErosiónLa erosión tiene una apariencia semejante a laspicaduras, excepto que los cráteres son más grandesen diámetro y memos profundos
Estriado.- Es una forma particular de desgaste por rayado que puede ocurrir en las
superficies cementadas de los piñones hipoides bajo las cargas pesadas y que muestraranuras en la dirección del deslizamiento de las superficies.Puesto que el estriado resulta de cargas localizadas siempre que sea posible debeajustarse los engranajes para distribuir las cargas más uniformemente sobre toda lasuperficie del diente. Para engranes cónicos debe ser alterado el huelgo para reducir lacarga de impacto. El uso de lubricantes de extrema presión puede ayudar a reducir lavelocidad de deterioro de la superficie de diente.
EL DESGASTE EN DIENTES ocurre por operación más allá del tiempo de vida delengranaje, contaminación de la grasa lubricante, elementos extraños circulando en lacaja del engrane o montaje erróneo. Su espectro se caracteriza por la aparición debandeamiento lateral alrededor de la frecuencia natural de vibración (fn) del engranedefectuoso.

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 4/29
DISEÑO DE MAQUINA Página 4
Se debe cambiar o rectificar el engranaje (sólo si este no está sometido a grandes cargasy la urgencia lo amerita). Si el desgaste es prematuro inspeccione desalineación en el ejeo excentricidad en el engranaje.
Generalmente, los engranes fallan porque las cargas que generalmente se aplican en los
dientes son mayores que las cargas admisibles, basado ya sea en la resistencia del diente como viga (fractura del diente o fractura por fatiga) y/o por resistencia al desgaste (falla superficial o fatiga superficial), estos son los dos modos de falla queafectan a los dientes de los engranes.
EXCENTRICIDAD Y/O BACKLASH: La excentricidad ocurre cuando el centro desimetría no coincide con el centro de rotación. El backlash se produce cuando, alterminar el contacto entre dos dientes, los dos siguientes no entran inmediatamente encontacto. El espectro muestra aumento considerable de las bandas laterales alrededordella GMF y fn. El engranaje con problemas es indicado por el espaciado de las bandaslaterales. Si el problema es backlash, la GMF debe disminuir con el aumento de la
carga. Para corregir el problema, el engranaje debe ser reensamblado o reemplazado sise encuentran problemas de manufactura.
Modos de fallas de los dentados Se presentan los modos de fallas de los dentados en las categorías básicas siguientes:anomalías sobre la superficie de los flancos, engranadura-gripado, deformacionespermanentes, fatiga superficial, fisuras y rotura de dientes.
Fractura por fatigaLa fractura del diente por fatiga es debida a esfuerzos fluctuantes a flexión en la raíz deldiente, sin embargo se debe investigar los demás posibles efectos de la distribución nouniforme de la carga cuando se excedan los límites recomendados.
El desconchado es una fatiga de superficie de mayor extensión que el picado; es decir,el descascarillado o desprendimiento de pequeñas partículas de material es muchomayor. Este tipo de fallo tiene lugar en los dientes de superficie endurecida.
La corrosiónes causa de deterioro de la superficie, lo que a su vez origina eldebilitamiento por reducción de las resistencias a la fatiga, pero' no presenta ningúnproblema con aceites de petróleo limpios y un ambiente también limpio.
Los dientes de los engranes sufren también de:
Dentado de un piñón con desgaste moderado. Se puede ver fácilmente la posición de lalínea primitiva de funcionamiento marcada sobre los flancos activos.
El desgaste adhesivoes clasificado como "suave" si está confinado a las capas de óxidode las superficies de los dentados. Sin embargo, si las capas de óxido son interrumpidasy el metal desnudo queda expuesto, usualmente ocurre una transición al desgasteadhesivo severo. El desgaste adhesivo severo es llamado gripado-engranadura y será
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 5/29
DISEÑO DE MAQUINA Página 5
discutido más adelante.
Aquí se presume que el gripado-engranadura ha sido evitado a través de un diseñoapropiado de las ruedas dentadas, de la selección del lubricante y el control del procesode rodaje.
Cuando las unidades a engranajes son operadas por primera vez, el contacto entre losdentados no es óptimo debido a las inevitables imperfecciones de fabricación.
Pulido es un proceso muy lento de desgasteen el cual las asperezas de las superficies de
contacto son progresivamente pulidas hasta desarrollar bellas superficies lisas ybrillantes.Si los aditivos de extrema presión en el lubricante son demasiado reactivosquímicamente, pueden causar pulido de las superficies de los dentados hasta quealcancen una terminación tipo pulido espejo.
Modos de falla relacionados con la lubricaciónEl picado o el gripado-engranadurapuede causar deterioros de los dentados y generarfuerzas dinámicas, las cuáles a su vez pueden originar la falla de los dientes por fatiga ala flexión. En estos casos, la falla de fatiga es secundaria y no está directamenterelacionada con la lubricación, mientras que el picado o el gripado-engranadura son losmodos de falla primaria, y ambos están definitivamente influenciados por la lubricación
Gripado severo obtenido sobre los dientesde un piñón funcionando a baja velocidad ylubricado con grasa. Este tipo de daño es comúnmente llamado "engranadura-gripado enfrío". El picado o el gripado-engranadura pueden causar deterioros de los dentados ygenerar fuerzas dinámicas, las cuáles a su vez pueden originar la falla de los dientes porfatiga a la flexión. En estos casos, la falla de fatiga es secundaria y no está directamenterelacionada con la lubricación, mientras que el picado o el gripado-engranadura son losmodos de falla primaria, y ambos están definitivamente influenciados por la lubricación.
Las temperaturas de gripadas críticas no son constantes para los lubricantes sintéticos ylubricante con aditivos anti-engrane.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 6/29
DISEÑO DE MAQUINA Página 6
Arrancamientos con transferencias leves de material visibles cerca de la cabeza de losdientes de un piñón cónico que han sido causadas por un gripado localizado.
Estas trazas tienen tendencia a desaparecer si el fenómeno provocante no se reproduce.
Modos de fallas de los dentados
Se presentan los modos de fallas de los dentados en las categorías básicas siguientes:anomalías sobre la superficie de los flancos, engranadura-gripado, deformacionespermanentes, fatiga superficial, fisuras y rotura de dientes.
DETERIORO DE LA SUPERFICIESOLDADURAEsta es una clase general de deterioro de la superficie que se genera cuando combinanpresión, deslizamiento y elevación de la temperatura para causar la salida forzada de lapelícula de lubricante dejando que las superficies metálicas rocen directamente unas conotras hasta un grado que se produce una adherencia molecular, o soldadura seguido deuna separación inmediata por desgarramiento, algunas veces se denominaagarrotamiento o pegamiento.
CEDENCIA PLÁSTICASe trata de una deformación en la superficie de los dientes. De engranajes, resultante decargas pesadas, caracterizada por aletas que sobresalen en los bordes o extremos de losdientes. Se asocia generalmente con materiales dúctiles, pero en realidad ocurre tambiéncon el acero templado.
FATIGA DE SUPERFICIEEs la formación de cavidades en la superficie de los dientes, usualmente pequeñas alprincipio y en áreas separadas de esfuerzos de compresión elevados, debido confrecuencia a irregularidades de la superficie.Esto puede pasar cuando un par de engranajes es puesto en marcha por primera vez ypuede continuar solo hasta el paso donde se han reducido puntos locales elevados, no es
necesariamente serio, siendo correctivo y no progresivo, se recomienda pulir lasirregularidades.
DESGASTE POR RODADURACedencia plástica resultante de cargas regulares, pesadas y deslizamiento. Que seproduce en el punto donde entran en contacto un par de dientes coincidentes que llevanmomentáneamente una carga.
DESGASTE POR MARTILLADOEs una forma de cedencia única causada por impactos localizados o por cargas dechoques fuertes o irregulares, dando una apariencia de un área aplastada de la superficie
de los dientes de engranaje a intervalos regulares.

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 7/29
DISEÑO DE MAQUINA Página 7
LA ONDULACIÓN
Es una forma de cedencia plástica sobre áreas de superficie de acero cementadas bajocargas deslizantes pesadas, se caracteriza por un patrón de escama de pescado.
Rayado.- Es una forma de desgaste caracterizado por rayas profundas en la dirección
de deslizamiento de la superficie causadas por las partículas que son más grandes quelas asociadas con el desgaste abrasivo.
Como el rayado es un tipo acentuado de desgaste abrasivo, con ranuras extendidascomparativamente profundas arriba y abajo del perfil del diente, se usa el mismomantenimiento que para el desgaste abrasivo simple. Asegúrese que la caja, engranes ycanales de lubricación están completamente libres de materia extraña. Protéjase contrala recontaminación mediante el uso de filtros, respiraderos y sellos de aceite donde lascondiciones lo indiquen.
RAYADO LIGEROEs un deterioro menor de la superficie del diente de engranaje de naturaleza soldante
mostrando ligeros desgarramientos y rayas en dirección del deslizamiento. Comenzandoen un área de superficie donde hay una combinación de esfuerzo de superficie alto yvelocidad deslizante, por lo general ocurre cerca de la punta del diente, se recomienda eluso de un lubricante de presión extrema.
RAYADO SEVEROEs un grado de soldadura más avanzado, mostrando rayas yadherencias más profundas que conduce a un rápido deterioro de la superficie del dientedel engranaje.
ROTURA POR SOBRECARGASe refiere a la rozadura de los dientes de engranajes como resultado de una sobrecargade choque inesperada, tal como puede ser causada por un agarrotamiento de lamaquinaria conectada. Pude producirse por una aplicación inapropiada o por un malempleo de un dispositivo para regular el par de fuerza torsional entre el mecanismo deengrane y maquinaria.
ESCORIACIÓN Es un tipo de fatiga más extenso en el cual un área considerada de superficie de
rodamiento desdiente es socavada de forma progresiva y que eventualmente se
desprende en forma de laminillas, ocurriendo solo en engranajes cementados.
DETERIOROS DIVERSOS DE LA SUPERFICIE DE DIENTEDesgaste - Usura (“Wear”).
El desgaste es un término general caracterizado por una remoción de material debido aldeslizamiento de dos superficies, una contra la otra, dilapidado o rayado. Este términocubre igualmente la remoción de material por la acción abrasiva de las impurezaspresentes en el lubricante. El mismo incluye también el desgaste adhesivo resultante desoldaduras localizadas que provoca arrancamiento y transferencia de partículasprovenientes de los dentados.
Desgaste normal.- es la pérdida de metal de la superficie de un diente de engranajeresultante de la abrasión inevitable a una velocidad y grado que no evitará el
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 8/29
DISEÑO DE MAQUINA Página 8
comportamiento satisfactorio del engranaje durante su duración esperada.
Durante el suavizamiento de un nuevo juego de engranajes se espera cierta cantidad desuavizamiento y pulido. Este tipo de desgaste es menos notable cuando los engranajeshan sido rasurados o rectificados durante su fabricación. Antes que hayan sido
suavizados del todo se debe comprobar en cuanto a su instalación apropiada yasegurarse que la carga es controlada dentro de los límites especificados según se hanestablecido por el fabricante. El uso de lubricantes y filtros recomendados para eliminarel desgaste excesivo de los dientes del engranaje durante el período de suavizamiento.
La mayoría de los fabricantes de transmisiones por engranajes ensambladosrecomiendan el lavado de la caja de engranes frecuentemente para remover cualquierpartícula metálica y para eliminar cualquier posibilidad de que objetos extraños circulena través del engranaje.
Desgaste abrasivo.- Es un daño de la superficie causado por las finas partículastransportadas en el lubricante o enterradas en la superficie de los dientes de engranaje.Las partículas pueden ser metal desprendido de los dientes de engrane o de loscojinetes, abrasivos que no han sido removidos completamente antes del montaje, arenao cascarilla procedente de las fundiciones u otras impurezas en el aceite o atmósferaambiente.
Cuando se detecte desgaste abrasivo, la unidad debe ser parada inmediatamente. Elaceite debe ser drenado. El interior de la caja, dientes del engranaje y pasajes de aceitedeben ser rascados, lavados y limpiados. Debe usarse aceite lavador ligero durante uncorto tiempo antes de volver a llenar el depósito de aceite con el aceite limpiado delgrado apropiado. En las atmósferas contaminadas deben considerarse respiraderos deaceite apropiados, sellos de aceite y filtros como medios de eliminar infiltración departículas extrañas a la caja de engranajes.
DESGASTE CORROSIVOResulta de la acción química sobre el metal de la superficie de los dientes por oxidación,
mediante una contaminación acida o alcalina o por contaminación de lubricantesinapropiados o inferiores, estos pueden ser acelerados ocasionalmente por humedadexcesiva en la caja de engranajes. Se recomienda drenar y limpiar le caja de engranesperiódicamente y suministrarle un lubricante apropiado.
Desgaste por sobrecarga.-Es una forma de desgaste experimentado bajo condicionesde carga pesada y baja velocidad, tanto en engranajes templados como sin temple. Elmetal parece ser removido progresivamente en capas delgadas o laminillas dejando lassuperficies que parecen como si estuvieran siendo atacadas por ácidos.
El único remedio permanente para el desgaste por sobrecarga es reducir la carga unitaria
a la capacidad nominadle los engranajes. Puede también usarse lubricantes de presiónextrema para reducir la velocidad de desgaste. Debe tenerse cuidado al elegir
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 9/29
DISEÑO DE MAQUINA Página 9
lubricantes de presión que se encuentren libres de sustancias corrosivas.
QUEMADOEs una decoloración y perdida de dureza resultante de la alta temperatura producida porfricción excesiva causada por sobrecarga, velocidad excesiva, falta de huelgo, o falta de
lubricación recomienda primero buscar el lubricante apropiado. En muchos casos, loslubricantes de presión extrema eliminaran el quemado de los dientes de engranaje.
INTERFERENCIAEste tipo de deterioro del diente de engranaje causado por el contacto extremadamentefuerte entre el borde del extremo del diente y la superficie redondeada del dientecoincidente, la misma que puede causar abrasión o penetración localizada, serecomienda una elección apropiada del engranaje.
ROTURA DE DIENTES AGRIETAMIENTOResulta de tensiones residuales inducidas en el material templable por falta de control
de fabricación o por condiciones de fabricación inadecuadas, una de las causas es unnúcleo demasiado blando a alguna otra forma de tratamiento térmico inapropiado. Eldesconchado y el descascarillamiento representan varias formas y grados de fallas poragrietamiento, en las cuales partes de los dientes se desprenderán eventualmente.
GRIETAS DEL TEMPLADOResultan de un tratamiento térmico inapropiado de los engranajes, de rincones dedientes extremadamente agudos, o de marcas del maquinado en los engranajescoincidentes, estas grietas comienzan usualmente en las bases o extremos de los dientes,La fractura deliberada de un diente de engranaje con grietas del temple revelara un áreadescolorida en el metal donde existe la grieta.
GRIETAS DEL RECTIFICADOSon finas grietas usualmente en un patrón definido, causadas por una técnica derectificado inapropiado, un tratamiento térmico inapropiado o ambos. Usualmente noson visibles hasta que se ponen en servicio los engranajes. Se recomienda unainspección magnética y un excelente pulido.
OTROS FALLOS EN LOS ENGRANES.Los mecanismos de fallo más corrientes en este tipo de elementos de máquinas son losdesgastes fatiga superficial, deformación plástica, rotura por fatiga y rotura frágil. Encuanto a las causas de fallo de estos elementos se encuentran las asociadas a errores de
diseño, imperfecciones del material, montaje y operaciones incorrectas, etc. Todo ellosin olvidar que las elevadas tensiones de contacto y el fuerte deslizamiento existenteconducen, inevitablemente, a un gradual fallo del mismo.a) Condiciones normales de servicio.Todos los engranes sufren un deterioro normal en servicio, pero no conducen a un fallodentro del periodo de vida útil para el que fueron diseñados. Este deterioro consiste endesgaste suave, estabilizado a lo largo del tiempo, pero más fuerte en el periodo inicialde vida. Sus causas se deben a las destrucciones de las asperezas superficiales queinicialmente podría haber habido (procedente del proceso de mecanizado) y adeficiencia en la lubricación, expresamente en los períodos de arranque y parada.En los primeros ciclos de trabajo de los dientes, las asperezas se ven sometidas a
elevadas tensiones cíclicas, que rápidamente conduce a su rotura por fatiga, dejando ensu lugar pequeños hoyuelos. (Tales hoyuelos son más acusados en la línea de rodadura o

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 10/29
DISEÑO DE MAQUINA Página 10
línea pitch: en la cual, además, el deslizamiento cambia de sentido).Con el paso del tiempo tales hoyuelos se van alisando, volviéndose la superficie suave yuniforme, deteniéndose el proceso de formación de hoyuelos. A partir de ese momentoel único deterioro producido es el desgaste suave y controlado que aparecefundamentalmente en los periodos de arranque y parada. Este desgaste se desarrolla de
forma uniforme en toda la superficie del diente excepto en la línea pitch.b) Errores de diseño. Entre los errores de diseño que conducen al fallo de estos elementos cabe mencionar:1.- Mal diseño de los dientes, que conducen a elevadas presiones «locales».Tales presiones se traducen en un incremento del desgaste del tipo adhesivo (formaciónde micro soldaduras y posterior rotura de las mismas) y sobre todo en la formación dehoyuelos (pits) por efecto de la elevada fatiga superficial.2.- Radios de acuerdo pequeños, que conducen a una concentración de tensiones en esazona de transición, sometidas a fuertes tensiones procedentes de la flexión del diente, yque pueden conducir a una rotura por fatiga.3.- Contacto con interferencia, que puede conducir a desgastes anormales (suaves o
severos) e incluso a la rotura del diente por fatiga (sobrecargas cíclicas por esta causa), eincluso por rotura dúctil (cuando la interferencia original el «bloqueo» del engranaje).4.- Mal diseño de chaveteros, pasadores, etc., que originan importantes concentradoresde tensiones y la posible rotura del cubo de la rueda.5.- Mal diseño de la unión rueda-árbol por ajuste con interferencia, y que puede originarla deformación del engranaje o producir la rotura del cubo.
c) Incorrecta elección de materiales.Los fallos por esta causa pueden deberse a:1.- Falta de dureza en los materiales empleados, lo cual conduce a un desgaste rápido detipo adhesivo, e incluso a deformaciones plásticas en la superficie del diente másblando.2.- Elevado coeficiente de rozamiento entre ambos, que conduce a unsobrecalentamiento, con los posibles deterioros del lubricante y fallos en la lubricación,y los consecuentes incrementos de la tasa de desgaste.3.-Poca resistencia a la fatiga superficial, que conduce a la formación de hoyuelos yescamas, y al rápido deterioro de la superficie del diente.4.- Poca resistencia mecánica, que conduce a deformaciones plásticas, principalmentede tipo de granallado y cilindrado (rollingandpeeling) (caracterizado por la presencia derebabas en los bordes de los dientes, como si el material hubiera sido arrastrado por laacción de deslizamiento).
d) Errores en el proceso de fabricación.Aparte de los errores asociados al proceso de fabricación seguido, los fallos más usualespor esta causa pueden deberse a:1.- Fallos en los procesos de endurecimiento superficial (carburación), lo cual conduce ala formación de hoyuelos superficiales (píts).2. Existencia de efectos superficiales, lo cual conduce a pérdidas de material en formade escamas y lacas, o a una rotura por fatiga del diente (la rotura por fatiga tambiénpuede ocurrir por la existencia de defectos en el interior del elemento: inclusiones, etc.)3.-Incorrectos tratamientos superficiales que generan fuertes tensiones residuales queconducen posteriormente a una rotura por fatiga.
4.-Existencia de grietas (superficiales o no) en los dientes, chaveteros, etc., que puedenconducir a una rotura frágil.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 11/29
DISEÑO DE MAQUINA Página 11
e) Errores en el montaje.Los fallos más usuales por esta causa son los siguientes:1.- Juego insuficiente entre ambas ruedas del engranaje, lo cual puede conducir adesgaste5 anormales y, sobre todo, a roturas por fatiga debido a las sobrecargasgeneradas en los dientes.
2.- Excentricidad de las cargas (estando los engranajes bien alineados, que conducen asobrecargas locales, con el aumento de la fatiga superficial y el desprendimiento deescamas y formación de hoyuelos — sobre todo en el extremo del diente más cargado).3.- Sobre presión de las chavetas de calado o excesiva interferencia en los ajustes depresión, que conduce a la generación de grietas y posterior rotura frágil, y adeformaciones plásticas en la rueda y aun en sus dientes.4.- Desalineamiento (producidos no sólo por efectos de montaje mal calibrado sinotambién por deflexiones estáticas del árbol, por deflexiones alabeos de los cubos de lasruedas y sus brazos, por holguras excesivas en los cojinetes, etc.), los cuales implicansiempre sobrecargas locales, con los efectos de rotura por fatiga, defectos en la películalubricante (aumento del desgaste), aumento de la fatiga superficial (formación de
hoyuelos, escamas, etc.), deformaciones plásticas (rayado), etc.5.- Holgura excesiva, que en engranajes reversibles puede significar importantes cargasde impacto.
f) Incorrectas condiciones de servicio y mantenimiento.Dentro de este grupo de causas pueden mencionarse la aplicación de cargas máselevadas que las de diseño (sobrecarga), el sometimiento a elevadas temperatura (másaltas que la de diseño), 1a aplicación de cargas repentinas del choque, el sometimiento avibraciones anormales, el uso de aceites de viscosidad insuficiente, el fallo en elsuministro de aceites, el funcionamiento de velocidades muy alta o muy baja, etc.En general, todos estos fallos, aparte de generar tensiones adicionales en el elemento,produce contacto metálico directo, y entre ambas causa conducen a elevaciones detemperatura, fuertes desgastes (adhesivos y abrasivos), generación de partículasmetálicas (que se depositan en el aceite), generación de ruidos, deformaciones y roturas.Las sobrecargas continuadas pueden desencadenar varios mecanismos de fallos solos osimultáneos.
Así, las elevadas tensiones de flexión originadas pueden conducir a la rotura por fatigadel diente en su base. También, las elevadas presiones superficiales generadas (pitting)y que se van uniendo unos a otros hasta deteriorar por completo la superficie del diente(este deterioro es más acusado en el piñón, de menos dientes y más revolucionado, y
dentro de éste, en la zona de dedendum). La existencia de este deterioro superficialtambién implica un importante aumento en el nivel de ruido del engranaje.
Las sobrecargas de dientes muy rígidos también pueden conducir a varios tipos dedeformaciones plásticas del material superficial de los dientes. Las más típicas son elcilindro o granallado, el ondulado (rippling) (caracterizado por presentar la superficiedel diente una forma ondulada perpendicular a la dirección del deslizamiento, causadapor la tensión cortante en la superficie del metal), y surcado (ridging) (es la más severasde las deformaciones plásticas de los engranajes. Se presenta principalmente en lospiñones de las ruedas hipoides cementadas y tornillos sin fin de bronce, que secaracteriza por líneas o surcos diagonales sobre toda la superficie del diente,
aparentando una espina de pescado.)

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 12/29
DISEÑO DE MAQUINA Página 12
Finalmente, las sobrecargas continuadas, en el caso de la existencia de grietas en elmaterial, puede conducir a la rotura frágil del elemento.
Las sobrecargas repentinas, originadas por choques o vibraciones, conducen también adeformaciones plásticas (en el caso de vibraciones, a deformaciones tipo peening y
rippling), rotura por fatiga (si son continuadas), rotura frágil, aumentos del desgaste, etc.El sometimiento a elevadas temperatura (ambientales, o por mala lubricación, excesivafricción, etc.) conduce a quemaduras del material (buming) y a una disminución de laresistencia a la fatiga.
El uso de aceite de poca viscosidad implica un excesivo contacto metal - metal, lo cualconduce a un fuerte desgaste adhesivo, denominado «rayado» (scoring), y a unincremento de la temperatura. El scoring se caracteriza por presentar la superficie deldiente una forma desgarrada (típica del desgaste adhesivo), con las marcas del desgarroen la dirección del deslizamiento, estando más desgastados la cabeza y el fondo deldiente, mientras que aparece inalterada la línea pitch.
La escasez de aceite conduce principalmente a una deformación plástica tipo ridging (enlos engranajes hipoides y sinfín) y rippling. La existencia de partículas abrasivas en ellubricante (polvo, arena, virutas, óxidos, partículas metálicas, etc.) conduce a undesgaste abrasivo, que puede ser suave (pulido) o severo (rayado - scatches - ranurado,etc.).
La existencia de sustancias corrosivas en el lubricante (agua, ácidos, etc.) puedeconducir a un desgaste corrosivo con la formación de hoyuelo (pits) de corrosión.Finalmente los engranes también pueden fallar por un mecanismo de rotura (frágil) en elcaso del acuñado de los dientes por fallo del rodamiento, por doblado por el árbolsoporte de la rueda dentada o por la introducción de una pieza dura entre los dientes(tornillo, tuerca, etc.)
2.-Existen dos clasificaciones básicas para los engranes con sus encabezados,explicar cada uno de estos elementos de las dos clasificaciones.
a) Daños por desgaste superficial.Este proceso de falla es similar al de las carreteras asfaltadas o de cemento en dondepequeños trozos de la misma son desprendidos debido al continuo contacto con los
automóviles. En este caso, el contacto con los dientes del otro engranaje provoca estedesprendimiento.
Causas: Ocurre cuando se ha sobrepasado del límite de resistencia a la falla delmaterial. Esto se debe tanto a las altas cargas que actúan sobre el engranaje como al altonúmero de ciclos.Pueden existir condiciones adversas, las que pueden dar como resultado dañosprogresivos que están más allá de los niveles comentados.La gravedad de las condiciones, incluso la extensión de tiempo que ello implica,determinará la tasa de progreso.
Toda descompostura del sistema lubricante o una película de aceite reducida, puedenincrementar la posibilidad o aceleración de daños a la superficie de los dientes. De
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 13/29
DISEÑO DE MAQUINA Página 13
manera aún más importante, la lubricación inadecuada durante un periodo sostenidomuy probablemente ocasionará daños que pasarán a una etapa más severa.
b) Rotura por fatiga.La rotura real de un diente es una falla grave. No solamente faltará el engrane roto, sinoque pueden presentarse daños más graves a otros engranes como resultado del diente
roto operando a través de la transmisión. Daños por desgaste superficial.
1. Opacamiento como escarchado2. Opacamiento por desgaste.3. Cicatrización.4. Engranes Picados.5. Picadura Inicial.6. Combinaciones.7. Picaduras Moderadas.8. Picaduras Destructivas.9. Erosión.
10. Escoriación.11. Engranes Sobrecalentados.12. Desgaste abrasivo.13. Corrosión de los Engranajes.14. Falla por fatiga Superficial.
Rotura por fatiga. 1. Fracturas por impacto.2. Fracturas por Fatiga.3. Burbujas o Bolsas de Aire.4. Fractura de diente.5. Fractura por sobrecarga.6. Falla por flujo plástico en los engranajes.
Explicar cada uno de los elementos de las dos clasificaciones.a) Daños por desgaste superficial.
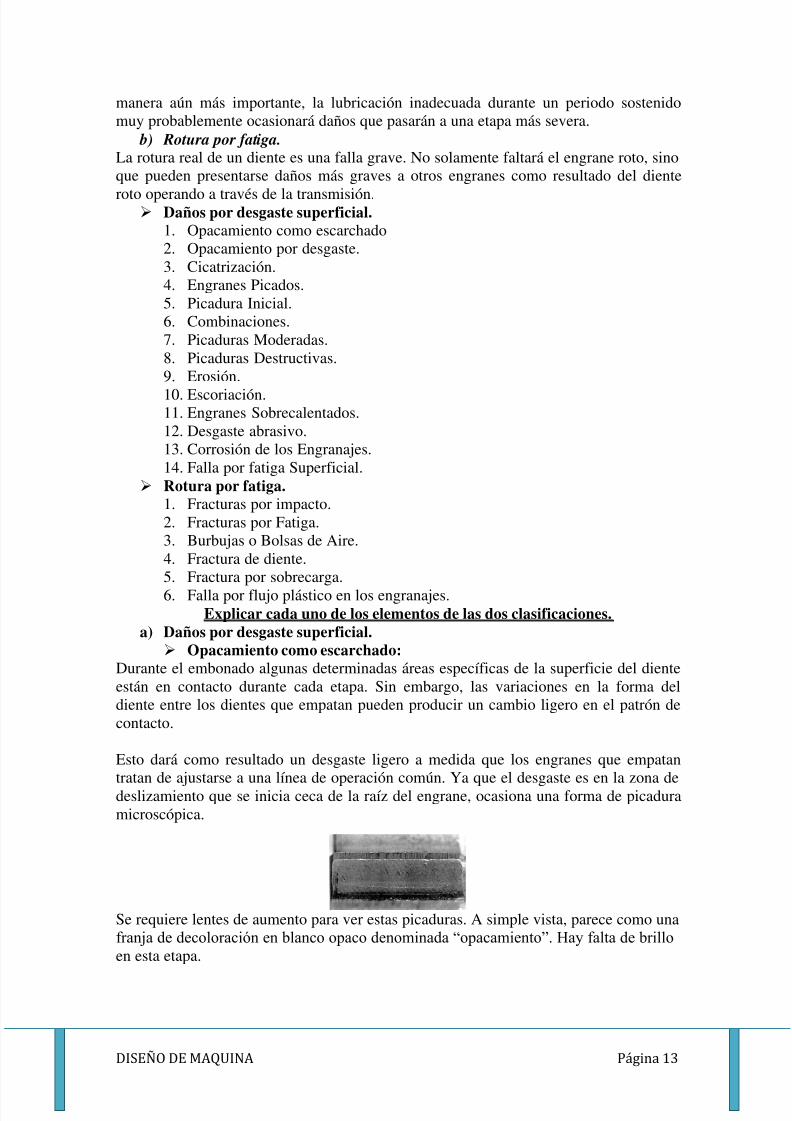
Opacamiento como escarchado: Durante el embonado algunas determinadas áreas específicas de la superficie del dienteestán en contacto durante cada etapa. Sin embargo, las variaciones en la forma deldiente entre los dientes que empatan pueden producir un cambio ligero en el patrón decontacto.
Esto dará como resultado un desgaste ligero a medida que los engranes que empatan
tratan de ajustarse a una línea de operación común. Ya que el desgaste es en la zona dedeslizamiento que se inicia ceca de la raíz del engrane, ocasiona una forma de picaduramicroscópica.
Se requiere lentes de aumento para ver estas picaduras. A simple vista, parece como unafranja de decoloración en blanco opaco denominada ―opacamiento‖. Hay falta de brilloen esta etapa.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 14/29
DISEÑO DE MAQUINA Página 14
No se debe reemplazar un engrane simplemente porque esté opaco. Pero si tambiénmuestra otros signos de daño, como carga en la punta, desalineación, irregularidadesgraves en la superficie, etc., entonces se necesitan investigar más a fondo.
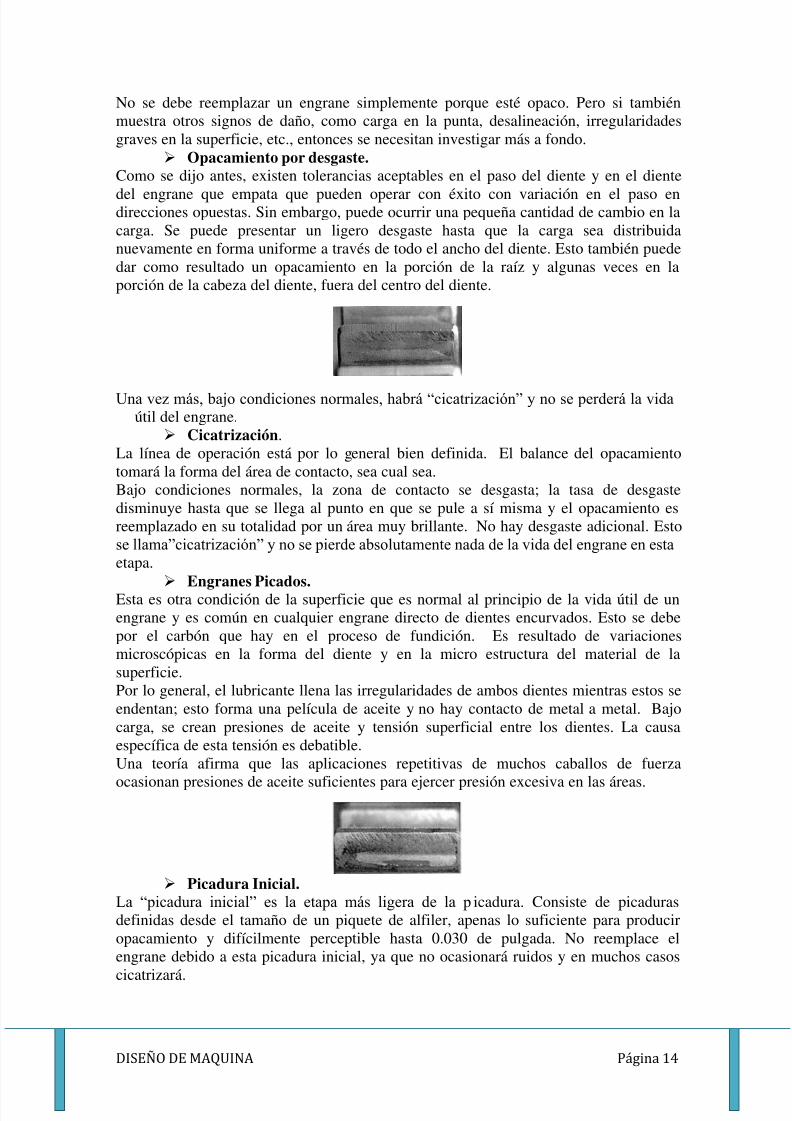
Opacamiento por desgaste. Como se dijo antes, existen tolerancias aceptables en el paso del diente y en el diente
del engrane que empata que pueden operar con éxito con variación en el paso endirecciones opuestas. Sin embargo, puede ocurrir una pequeña cantidad de cambio en lacarga. Se puede presentar un ligero desgaste hasta que la carga sea distribuidanuevamente en forma uniforme a través de todo el ancho del diente. Esto también puededar como resultado un opacamiento en la porción de la raíz y algunas veces en laporción de la cabeza del diente, fuera del centro del diente.
Una vez más, bajo condiciones normales, habrá ―cicatrización‖ y no se perderá la vidaútil del engrane.
Cicatrización.La línea de operación está por lo general bien definida. El balance del opacamientotomará la forma del área de contacto, sea cual sea.Bajo condiciones normales, la zona de contacto se desgasta; la tasa de desgastedisminuye hasta que se llega al punto en que se pule a sí misma y el opacamiento esreemplazado en su totalidad por un área muy brillante. No hay desgaste adicional. Estose llama‖cicatrización‖ y no se pierde absolutamente nada de la vida del engrane en estaetapa.
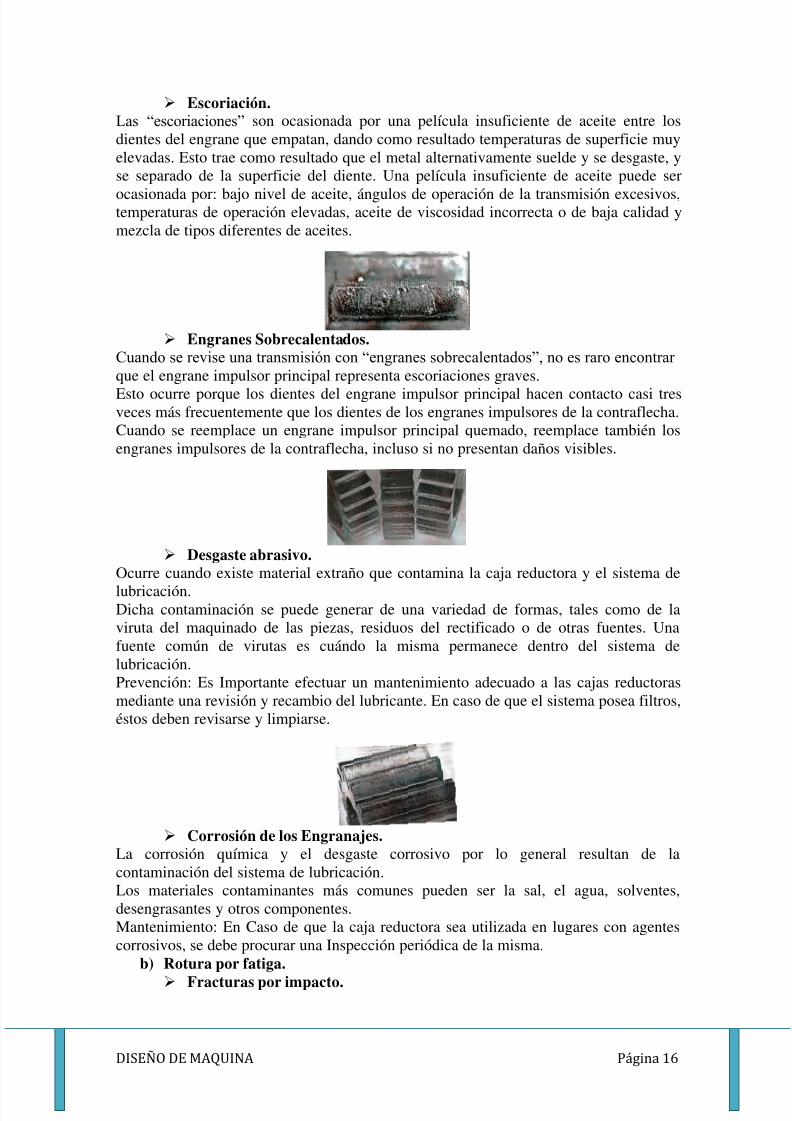
Engranes Picados. Esta es otra condición de la superficie que es normal al principio de la vida útil de un
engrane y es común en cualquier engrane directo de dientes encurvados. Esto se debepor el carbón que hay en el proceso de fundición. Es resultado de variacionesmicroscópicas en la forma del diente y en la micro estructura del material de lasuperficie.Por lo general, el lubricante llena las irregularidades de ambos dientes mientras estos seendentan; esto forma una película de aceite y no hay contacto de metal a metal. Bajocarga, se crean presiones de aceite y tensión superficial entre los dientes. La causaespecífica de esta tensión es debatible.Una teoría afirma que las aplicaciones repetitivas de muchos caballos de fuerza
ocasionan presiones de aceite suficientes para ejercer presión excesiva en las áreas.
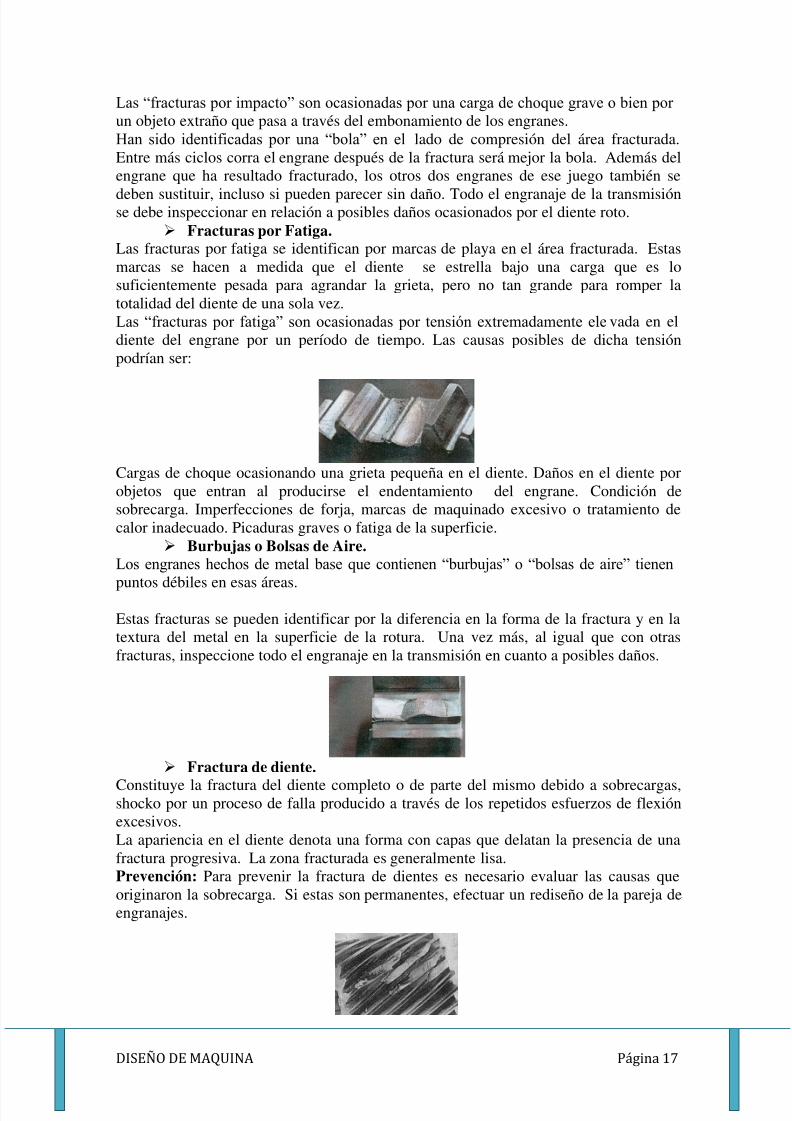
Picadura Inicial. La ―picadura inicial‖ es la etapa más ligera de la picadura. Consiste de picadurasdefinidas desde el tamaño de un piquete de alfiler, apenas lo suficiente para produciropacamiento y difícilmente perceptible hasta 0.030 de pulgada. No reemplace elengrane debido a esta picadura inicial, ya que no ocasionará ruidos y en muchos casos
cicatrizará.

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 15/29
DISEÑO DE MAQUINA Página 15
Combinaciones.
Bajo condiciones normales podrá encontrar que un engrane tiene una combinación dedaño en los dientes, opacamiento y/o picadura inicial. Le recordamos una vez más quetodos ellos probablemente ―cicatricen‖.
Picaduras Moderadas. Este engrane muestra cráteres de picaduras de aproximadamente 0.60 pulgadas (1.524mm) de diámetro y de 0.005 a 0.010 (0.127 a0.254 mm) de profundidad,aproximadamente dos veces el tamaño de los cráteres en el picado inicial. Las picaduras
están distribuidas ampliamente a través de la cara del diente. Este engrane ha vivido yaaproximadamente el 50% de su vida útil. Los dientes han sido debilitadossignificativamente en esta etapa y no hay peligro de rotura. A semejanza de los engranesque muestran opacamiento y picadura inicial, este tipo de ―picadura moderada‖ noocasiona ruido. Este engrane puede tener todavía muchas millas de vida útil en servicio.Este engrane también presenta picadura en aproximadamente el 50% de la superficie delos dientes, pero a diferencia del engrane antes mencionado, este engrane debe serreemplazado. La picadura es concentrada y en la línea de operación, lo cual cambia laforma curveada. Si bien los dientes no presentan debilitamiento significativo, se puedegenerar ruido debido a la forma involuta que ya no cae dentro de la franja de toleranciaantes comentada.
Picaduras Destructivas La picadura en este engrane está bien avanzada hacia la etapa ―destructivo‖. Loscráteres de picadura son considerablemente más grandes y profundos que aquellos de lapicadura moderada. Los engranes en esta etapa de picadura deben ser reemplazados, delo contrario pueden ocurrir ruido y fracturas por fatiga.
Erosión.La ―erosión‖ tiene una apariencia física semejante a las picaduras destructivas, exceptoque los cráteres son más grandes en diámetro y menos profundos. La erosión ocurre enun período más corto cuando el engrane está sujeto a una condición de sobrecargaextrema.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 16/29
DISEÑO DE MAQUINA Página 16
Escoriación. Las ―escoriaciones‖ son ocasionada por una película insuficiente de aceite entre losdientes del engrane que empatan, dando como resultado temperaturas de superficie muyelevadas. Esto trae como resultado que el metal alternativamente suelde y se desgaste, yse separado de la superficie del diente. Una película insuficiente de aceite puede ser
ocasionada por: bajo nivel de aceite, ángulos de operación de la transmisión excesivos,temperaturas de operación elevadas, aceite de viscosidad incorrecta o de baja calidad ymezcla de tipos diferentes de aceites.
Engranes Sobrecalentados. Cuando se revise una transmisión con ―engranes sobrecalentados‖, no es raro encontrar que el engrane impulsor principal representa escoriaciones graves.
Esto ocurre porque los dientes del engrane impulsor principal hacen contacto casi tresveces más frecuentemente que los dientes de los engranes impulsores de la contraflecha.Cuando se reemplace un engrane impulsor principal quemado, reemplace también losengranes impulsores de la contraflecha, incluso si no presentan daños visibles.
Desgaste abrasivo. Ocurre cuando existe material extraño que contamina la caja reductora y el sistema de
lubricación.Dicha contaminación se puede generar de una variedad de formas, tales como de laviruta del maquinado de las piezas, residuos del rectificado o de otras fuentes. Unafuente común de virutas es cuándo la misma permanece dentro del sistema delubricación.Prevención: Es Importante efectuar un mantenimiento adecuado a las cajas reductorasmediante una revisión y recambio del lubricante. En caso de que el sistema posea filtros,éstos deben revisarse y limpiarse.
Corrosión de los Engranajes. La corrosión química y el desgaste corrosivo por lo general resultan de lacontaminación del sistema de lubricación.Los materiales contaminantes más comunes pueden ser la sal, el agua, solventes,desengrasantes y otros componentes.Mantenimiento: En Caso de que la caja reductora sea utilizada en lugares con agentescorrosivos, se debe procurar una Inspección periódica de la misma.
b) Rotura por fatiga.
Fracturas por impacto.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 17/29
DISEÑO DE MAQUINA Página 17
Las ―fracturas por impacto‖ son ocasionadas por una carga de choque grave o bien por un objeto extraño que pasa a través del embonamiento de los engranes.Han sido identificadas por una ―bola‖ en el lado de compresión del área fracturada.Entre más ciclos corra el engrane después de la fractura será mejor la bola. Además delengrane que ha resultado fracturado, los otros dos engranes de ese juego también se
deben sustituir, incluso si pueden parecer sin daño. Todo el engranaje de la transmisiónse debe inspeccionar en relación a posibles daños ocasionados por el diente roto. Fracturas por Fatiga.
Las fracturas por fatiga se identifican por marcas de playa en el área fracturada. Estasmarcas se hacen a medida que el diente se estrella bajo una carga que es losuficientemente pesada para agrandar la grieta, pero no tan grande para romper latotalidad del diente de una sola vez.Las ―fracturas por fatiga‖ son ocasionadas por tensión extremadamente elevada en eldiente del engrane por un período de tiempo. Las causas posibles de dicha tensiónpodrían ser:
Cargas de choque ocasionando una grieta pequeña en el diente. Daños en el diente porobjetos que entran al producirse el endentamiento del engrane. Condición desobrecarga. Imperfecciones de forja, marcas de maquinado excesivo o tratamiento decalor inadecuado. Picaduras graves o fatiga de la superficie.
Burbujas o Bolsas de Aire. Los engranes hechos de metal base que contienen ―burbujas‖ o ―bolsas de aire‖ tienen
puntos débiles en esas áreas.
Estas fracturas se pueden identificar por la diferencia en la forma de la fractura y en latextura del metal en la superficie de la rotura. Una vez más, al igual que con otrasfracturas, inspeccione todo el engranaje en la transmisión en cuanto a posibles daños.
Fractura de diente.
Constituye la fractura del diente completo o de parte del mismo debido a sobrecargas,shocko por un proceso de falla producido a través de los repetidos esfuerzos de flexiónexcesivos.La apariencia en el diente denota una forma con capas que delatan la presencia de unafractura progresiva. La zona fracturada es generalmente lisa.Prevención: Para prevenir la fractura de dientes es necesario evaluar las causas queoriginaron la sobrecarga. Si estas son permanentes, efectuar un rediseño de la pareja deengranajes.

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 18/29
DISEÑO DE MAQUINA Página 18
Fractura por sobrecarga. Ocurre por fallas extremas a los engranajes como desalineación o desprendimientos derodamientos por la falla de los mismos. Presenta una apariencia como la de la tolo a laderecha, en donde las marcas de falla no son visibles.Prevención:Aunque su prevención es difícil, al Efectuar una reconstrucción o
mantenimiento general a un reductor, es necesario cambiar Iodos los rodamientos así como evaluar la calidad del montaje. Falla por flujo plástico en los engranajes.
Los engranajes fallan por Flujo o Deformación Plástica cuando las superficies encontacto fallan y se deforman ante cargas pesadas.Este es el resultado de la acción de rodamiento y deslizamiento de la sección encontacto bajo altos efectos de contactos, usualmente ocurre en engranajes con dientes debaja o mediana dureza aunque también puede ocurrir en piezas de alta dureza.Prevención:Las fallas de este tipo se pueden prevenir reduciendo las cargas aplicadas eincrementando la dureza de las partes en contacto. El Incremento de la precisión delcontacto de los dientes ayuda a la prevención de esta falla.
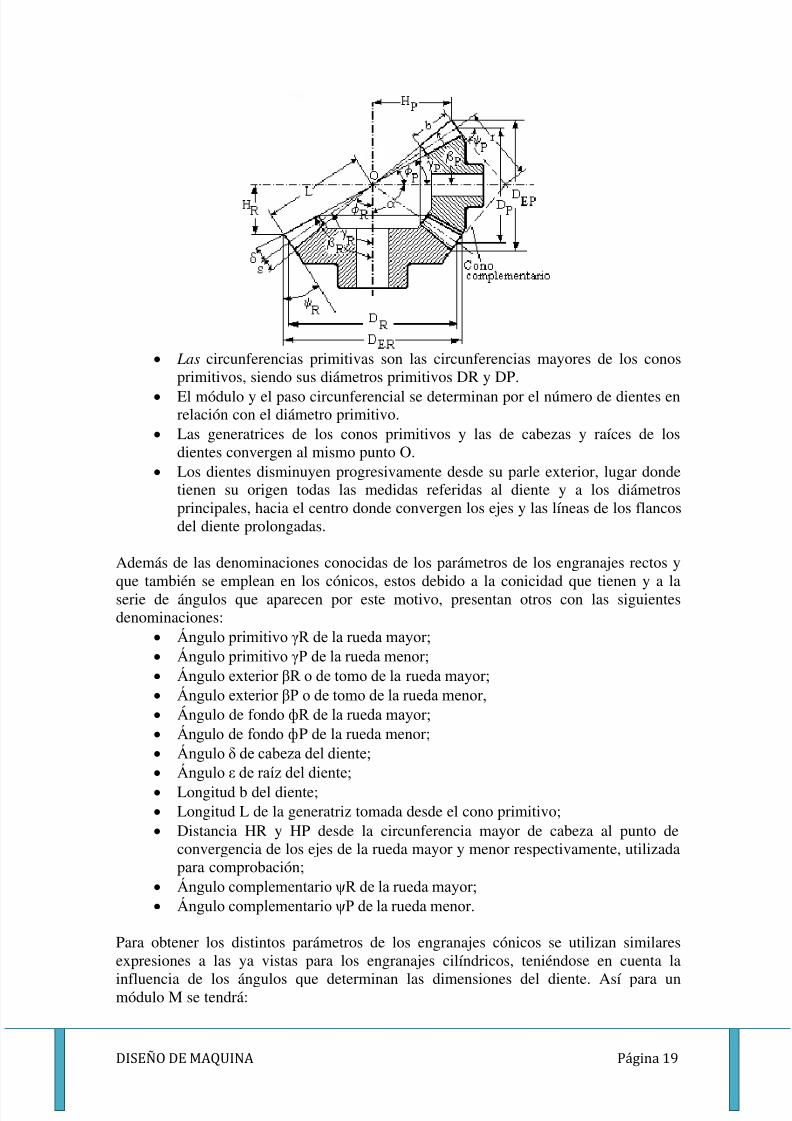
3.-Realizar un boceto con la terminología de los engranes cónicos y explicar susparámetros.
Los engranes cónicos son aquellos se emplean para transmitir potencia entre flechasque no sean paralelas y que no se intersequen. Estos se obtienen a partir de piezas enforma de conos.
Se fabrican a partir de un trozo de cono, formando los dientes por fresado de su
superficie exterior. Los dientes pueden ser rectos, helicoidales o curvos. Esta familia deengranajes soluciona la transmisión entre ejes que se cortan y que se cruzan. Losengranajes cónicos tienen sus dientes cortados sobre la superficie de un tronco de conoEn la figura se muestran dos engranajes cónicos que están engranando entre sí,indicándose sus distintas partes, las cuales se describen a continuación.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 19/29
DISEÑO DE MAQUINA Página 19
Las circunferencias primitivas son las circunferencias mayores de los conosprimitivos, siendo sus diámetros primitivos DR y DP.
El módulo y el paso circunferencial se determinan por el número de dientes enrelación con el diámetro primitivo.
Las generatrices de los conos primitivos y las de cabezas y raíces de losdientes convergen al mismo punto O.
Los dientes disminuyen progresivamente desde su parle exterior, lugar dondetienen su origen todas las medidas referidas al diente y a los diámetrosprincipales, hacia el centro donde convergen los ejes y las líneas de los flancosdel diente prolongadas.
Además de las denominaciones conocidas de los parámetros de los engranajes rectos y
que también se emplean en los cónicos, estos debido a la conicidad que tienen y a laserie de ángulos que aparecen por este motivo, presentan otros con las siguientesdenominaciones:
Ángulo primitivo γR de la rueda mayor; Ángulo primitivo γP de la rueda menor; Ángulo exterior βR o de tomo de la rueda mayor; Ángulo exterior βP o de tomo de la rueda menor, Ángulo de fondo фR de la rueda mayor; Ángulo de fondo фP de la rueda menor; Ángulo δ de cabeza del diente; Ángulo ε de raíz del diente; Longitud b del diente; Longitud L de la generatriz tomada desde el cono primitivo; Distancia HR y HP desde la circunferencia mayor de cabeza al punto de
convergencia de los ejes de la rueda mayor y menor respectivamente, utilizadapara comprobación;
Ángulo complementario ψR de la rueda mayor; Ángulo complementario ψP de la rueda menor.
Para obtener los distintos parámetros de los engranajes cónicos se utilizan similaresexpresiones a las ya vistas para los engranajes cilíndricos, teniéndose en cuenta la
influencia de los ángulos que determinan las dimensiones del diente. Así para unmódulo M se tendrá:

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 20/29
DISEÑO DE MAQUINA Página 20
Paso circunferencial p = Mπ Altura del diente h = 2,16M
Altura de cabeza a = M Altura de raíz d = 1,16M Espesor del diente e = 1,57M
Se pueden escribir las distintas expresiones, tanto para la rueda como para el piñón, querelacionan los parámetros de los engranajes unos en función de los otros, como sonmódulo, diámetros primitivos, números de dientes, etc.
Nomenclatura SignificadoAddendum Altura que sobresale el diente encima del cono de paso
Anchura de la caraLongitud de los dientes medida a lo largo de un elemento delcono del paso
Ángulo de la cara la preforma Ángulo entre un elemento del cono de la cara y su eje
Ángulo de dedendumÁngulo entre elementos entre los cono del de raíz y el conode paso
Ángulo de presión Es el ángulo en el punto de paso entre la línea de presión.
Paso circularDistancia a lo largo del circulo de paso, en la distancia mediadel cono
Paso diametralNumero de diente de engranes por unidad de diámetro depaso
Ángulo de la espiralÁngulo entre la huella del diente y un elemento de cono depaso.
Ángulo de paso del piñón Angulo entre un elemento del cono de paso y su eje.
Ángulo de la raíz del piñón Ángulo entre un elemento del cono de raíz y su eje
Ápice de la cara más allá delpunto de cruzamiento en el piñón
Distancia entre el ápice de la cara y el punto de cruzamientoen un juego de engranes cónicos
Ápice de paso más allá del puntode cruzamiento en el piñón
Distancia entre ápice de paso y el punto de cruzamiento enun juego de engranes hipoides.
Ápice de raíz más allá del puntode cruzamiento en el piñón
Distancia entre el ápice de raíz y el punto de cruzamiento enun juego de engranes conucos
Corona delantera a punto decruzamiento en el piñón
Distancia en una sección axial desde la corona delanterahasta el punto de cruzamiento, medida en dirección axial.
Corona hasta el punto decruzamiento en el piñón
Distancia en una sección axial hasta el punto decruzamiento, medida en dirección axial.
DedendumEs la profundidad del espacio del diente debajo del cono depaso.
Diámetro de paso del piñón Diámetro del cono de paso en el exterior de la preforma.
Distancia del conoDistancia del ápice del cono de paso hasta el centro de laanchura de la cara.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 21/29
DISEÑO DE MAQUINA Página 21
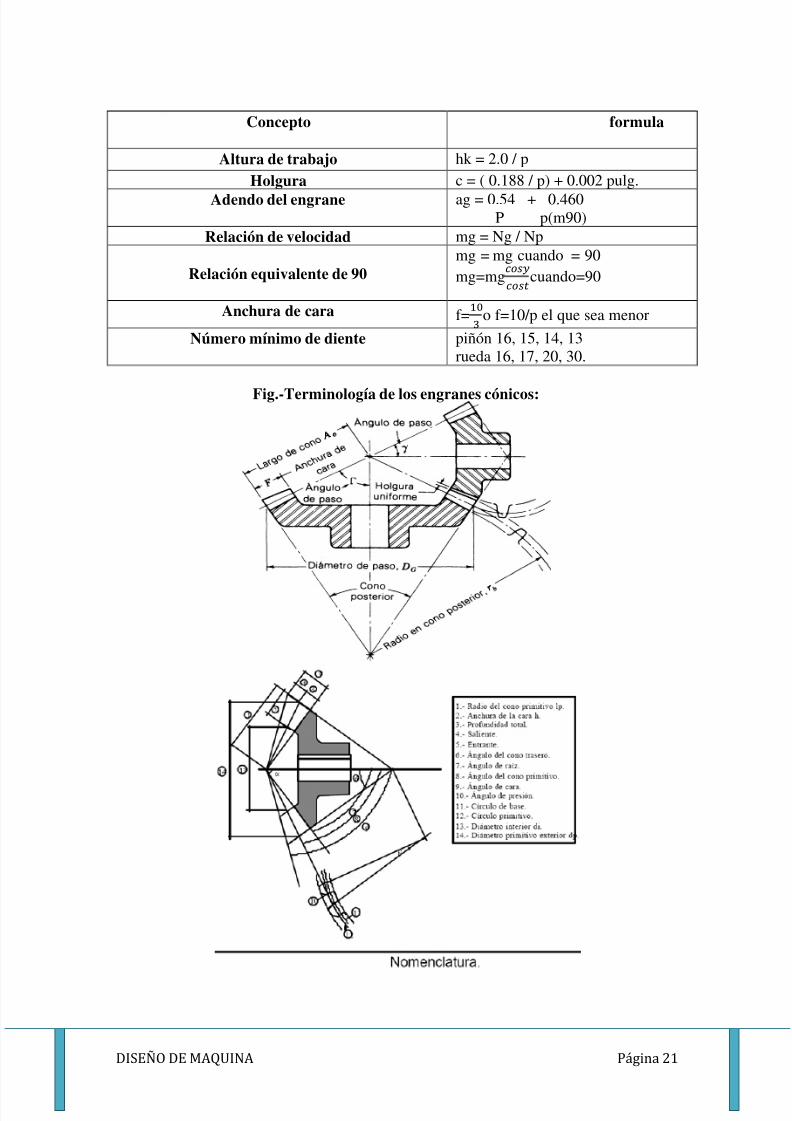
Concepto formula
Altura de trabajo hk = 2.0 / pHolgura c = ( 0.188 / p) + 0.002 pulg.
Adendo del engrane ag = 0.54 + 0.460P p(m90)
Relación de velocidad mg = Ng / Np
Relación equivalente de 90mg = mg cuando = 90mg=mg
cuando=90
Anchura de cara f=
o f=10/p el que sea menor
Número mínimo de diente piñón 16, 15, 14, 13rueda 16, 17, 20, 30.
Fig.-Terminología de los engranes cónicos:

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 22/29
DISEÑO DE MAQUINA Página 22
Engranaje cónico recto ð = 90°: Z = número de dientesm = módulo (se entiende siempre que es el correspondiente a la cabeza mayor deldiente)d = diámetro primitivo
da = diámetro exteriordm = diámetro medio (en el centro de la longitud del diente)ha = addendum = mhf = dedendum = 1 25 . mh = profundidad del diente = 2,25 .ms = espesor del diente =ðð ángulo de presiónb = longitud del diente. No será nunca superior a 1/3 de la generatriz
R = generatriz =
ð ángulo primitivo=tgθ=
ðf = ángulo de dedendumða = ángulo de addendum
* con espacio libre de fondo convergente:
* para dentado normal:
* con espacio libre de fondo constante:.δa = ángulo de cara: δa = δ + ða
da = diámetro exterior: da = d + 2 . hacosδzv = numero de dientes virtual =
Engranaje cónico recto con ángulos de ejes ð < 90°: Todas las dimensiones como para los de ð = 90° menos:
Engranaje cónico recto, con ángulo de ejes ð > 90°: Todas las dimensiones como para los de ð = 90° menos:
4.- QUE IMPORTANCIA TIENE LA RUEDA GENERATRIZ EN EL ENGRANEDE RUEDA CÓNICAS.
Los engranes cónicos son aquellos que se han diseñado para inducir un movimiento no
deslizante entre dos conos, que se denominan conos primitivos los cuales están en
contactos a lo largo de un generador de cada uno de modo que los ejes de rotación se
intersecan entre el vértice común de cada uno (se define un generador como una líneadesde el vértice del cono hasta su base define la superficie del cono a medida que hace
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 23/29
DISEÑO DE MAQUINA Página 23
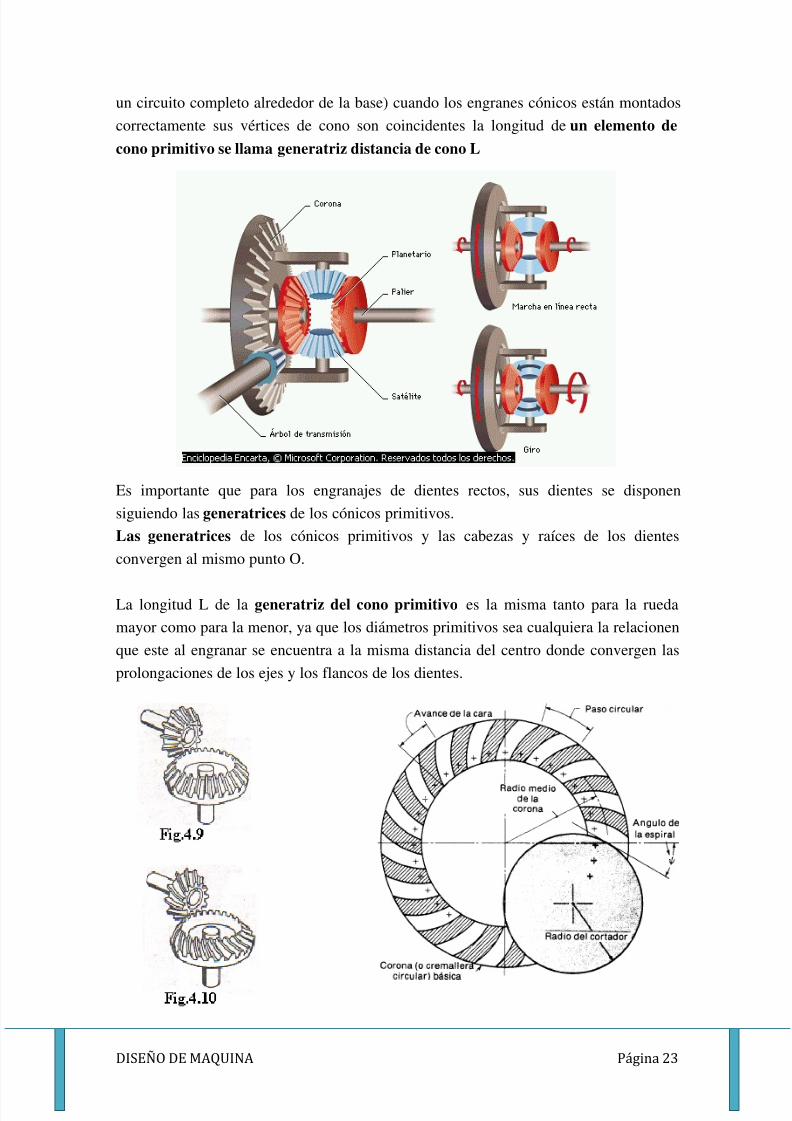
un circuito completo alrededor de la base) cuando los engranes cónicos están montados
correctamente sus vértices de cono son coincidentes la longitud de un elemento de
cono primitivo se llama generatriz distancia de cono L
Es importante que para los engranajes de dientes rectos, sus dientes se disponen
siguiendo las generatrices de los cónicos primitivos.
Las generatrices de los cónicos primitivos y las cabezas y raíces de los dientes
convergen al mismo punto O.
La longitud L de la generatriz del cono primitivo es la misma tanto para la rueda
mayor como para la menor, ya que los diámetros primitivos sea cualquiera la relacionen
que este al engranar se encuentra a la misma distancia del centro donde convergen las
prolongaciones de los ejes y los flancos de los dientes.

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 24/29
DISEÑO DE MAQUINA Página 24
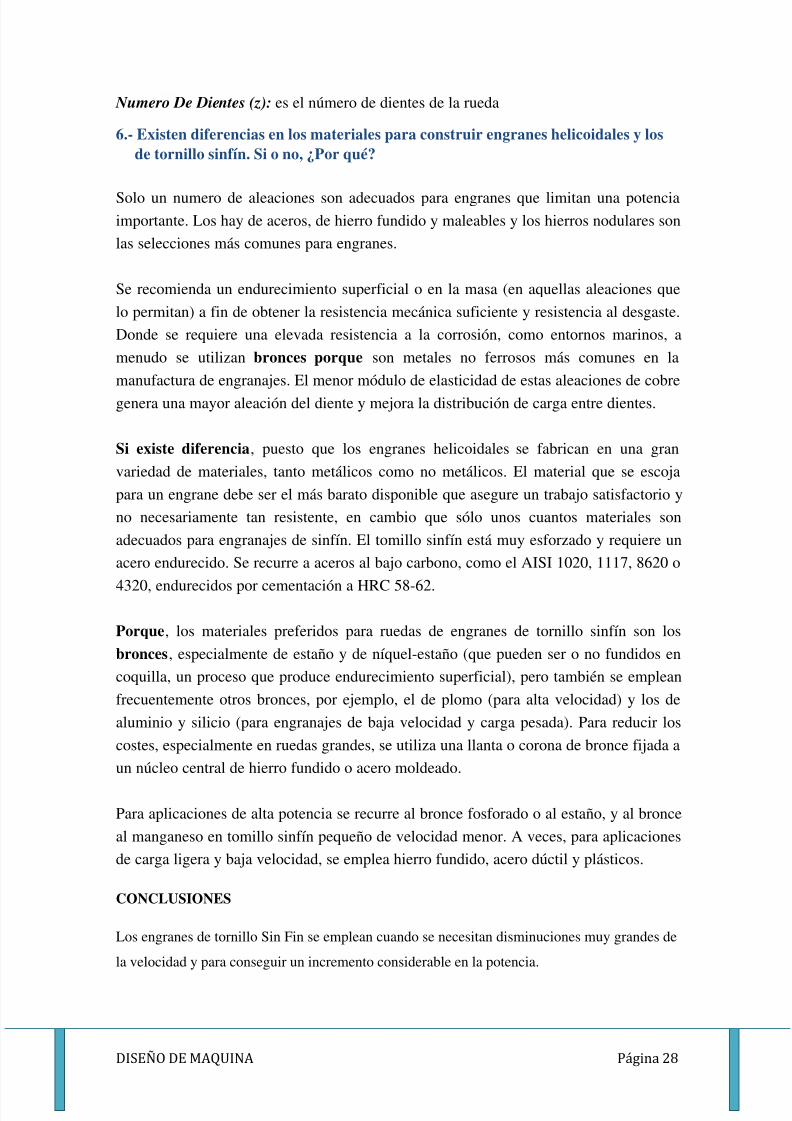
Formado de los dientes de engrane espiral sobre la cremallera circularbásica.
Donde la generatriz es una línea o de una figura, Que por su movimiento engendra,
respectivamente, una figura o un sólido.O de una máquina, que convierte la energía
mecánica en eléctrica.Los dientes coinciden con las generatrices de los conos.
La longitud Lde la generatriz del cono primitivo es la misma tanto para la rueda mayor
como para la menor (piñón) ya que sus diámetros primitivos, sea cualquiera la relación
en que estén al engranar, se encuentran a la misma distancia del centro donde convergen
las prolongaciones de los ejes y los flancos de los dientes.
Los dientes de un engrane cónico están formados con respecto a un cono primitivo envez de respecto a un cilindro primitivo como en los engranes cilíndricos rectos.
Cuando los engranes cónicos están montados correctamente, sus vértices de cono son
coincidentes.
Son importantes porque permiten un a mejor prolongación en el contorno del contacto
entre dientes provocando una transmisión de mejor calidad y sin tanto rozamiento,
evitando las posibilidades de abrasión o desgaste
5.-REALIZAR UN BOCETO CON LA TERMINOLOGÍA Y PARÁMETROS DEUN ENGRANE DE TORNILLO SIN FIN.
Los engranajes de tornillo sin fin están formados por un tornillo sin finlargo y estrecho, dotado de uno o más dientes helicoidales continuos,que engranan con una rueda dentada helicoidal. Estos engranes son losimpulsores en reductores de velocidad, pero a veces, las unidades seusan en forma inversa para aumentar la velocidad.
Los engranes de tornillo sin fin se emplean cuando se necesitandisminuciones muy grandes de velocidad y aumento en la potencia. El
22
P R R R L

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 25/29
DISEÑO DE MAQUINA Página 25
engrane del tornillo sin fin es parecido al engrane recto, por lo que muchas de lasdimensiones son las mismas.
El engranaje de tornillo sin fin constituye un caso particular de engranaje helicoidalpara árboles cuya orientación difiere de 90º. Su piñón está constituido por un tornillo
que, en vez de ser cilíndrico, adopta la forma circular de la rueda al par que está, deperfil acanalado, se adapta a la de aquél, engranando con él a lo largo de unos 60 a 90º.
El piñón se convierte en tornillo sin fin y la rueda se denomina corona. El número dedientes del piñón es igual al número de dientes de entradas o hilos del tornillo. Eltornillo Sin Fin generalmente desempeña el papel de la rueda conducida.
TERMINOLOGÍA.En la figura 7 se pueden observar los distintos elementos que conforman el par tornillosinfín – rueda helicoidal, siendo éstos, según se indica en la figura, los siguientes:
PARÁMETROSPara posibilitar el correcto engrane entre el tornillo sinfín y la rueda, sus parámetros ydetalles constructivos deben poseer para cada uno determinadas características, comoademás éstos deben guardar ciertas relaciones entre ambos, las cuales se indican acontinuación:
Térmilogia
Descripción
L Longitud del tornillo sin fin.pt Paso axial entre filetes del tornillo.a Altura de cabeza.d Dedendo o altura de raíz.h Altura total del filete.di Diámetro interior o de raíz.a Ángulo de avance del tornillo.dp Diámetro primitivo del tornillo.de Diámetro exterior del tornillo.pcr Paso circunferencial de la rueda.Di Diámetro interior de la rueda.Dp Diámetro primitivo de la rueda.Dt Diámetro de la garganta de la rueda.De Diámetro exterior de la rueda.b Ancho axial de la rueda.b Ángulo de la cara de la rueda.

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 26/29
DISEÑO DE MAQUINA Página 26
t
R
p
cR p z
D
p
tg
DP
p
hR
.
t e Dr r D
2
cos2
p p d D L 2
1
cos
n
R
p
c
M
z
D M
Longitud del tornillo sin fin (L).-Comprende toda la longitud axial dentada (o roscada).
1
121zm
Paso axial entre filetes del tornillo. (p t ).Es igual al paso circunferencial de la rueda. Semide entre dos dientes consecutivos, aunque sea de dos o más entradas.
Pt = PCr
Altura de cabeza. (a).Es la distancia radial entre el diámetro primitivo y el diámetroexterior.
Dedendum o altura de raíz. (d).Es la distancia radial entre el diámetro primitivo y el
diámetro interior.
Altura total del filete (h).Es la distancia comprendida entre el diámetro exterior einterior.
h =a + d Diámetro interior o de raíz. (d i ).Correspondiente a el diámetro de la circunferenciainterior.
di=d – 2d
Ángulo de avance del tornillo. (α).Está formado por la generatriz y la tangente delflanco del diente.
Parámetro Fórmula
Diámetro primitivo de la rueda Dp = zR.Mc
Paso circunferencial pcr de larueda
Paso de la hélice de la rueda
Diámetro de garganta de larueda
Dt = Dp + 2Mn
Diámetro exterior de la rueda
Distancia entre ejes de rueda ytornillo sinfín
Diámetro primitivo del tornillosinfín
dp = de – 2Mn
Módulo circunferencial de larueda

5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 27/29
DISEÑO DE MAQUINA Página 27
t
R
p
cR p z
D p
tg
DP
p
hR
.
p p d D L
2
1
cos
n
R
p
c
M
z
D M
t e Dr r D
2
cos2
Diámetro primitivo del tornillo. (d p ).Es el correspondiente al de contacto de lacircunferencia primitiva del tornillo.
d = m x Z
Diámetro exterior del tornillo (d e ). Es igual a diámetro primitivo más dos veces el
modulo normal de= d + 2m
Paso circunferencial de la rueda (P cr ).Es igual al paso axial del tornillo indistintamentedel número de entradas.
Diámetro interior de la rueda. (Di ).Es el diámetro comprendido por la circunferenciainterior de la rueda.
Diámetro primitivo de la rueda (D p ).Es el correspondiente al de contacto de lacircunferencia primitiva de la rueda.
Dp = zR.Mc
Diámetro de la garganta de la rueda. (D t ).Es igual al diámetro exterior del tornillo.
Dt = Dp + 2Mn
Diámetro exterior de la rueda.(De) es el diámetro de circunferencia exterior de la rueda
Ancho axial de la rueda (b). Es la longitud de la rueda medida en forma axial.
Ángulo de la cara de la rueda (β ).Es el ángulo correspondiente a la rueda y dependedel diámetro primitivo.
Paso de la hélice de la rueda. Es la relación entre el diámetro primitivo y la tangentedel ángulo de presión.
Distancia entre ejes de rueda y tornillo sinfín.En consecuencia, la distancia entre loscentros de las ruedas será igual a la semisuma de los respectivos diámetros primitivos.
Módulo circunferencial de la rueda.Es el correspondiente al paso circunferencial de la
rueda.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 28/29
DISEÑO DE MAQUINA Página 28
Numero De Dientes (z): es el número de dientes de la rueda
6.- Existen diferencias en los materiales para construir engranes helicoidales y losde tornillo sinfín. Si o no, ¿Por qué?
Solo un numero de aleaciones son adecuados para engranes que limitan una potenciaimportante. Los hay de aceros, de hierro fundido y maleables y los hierros nodulares son
las selecciones más comunes para engranes.
Se recomienda un endurecimiento superficial o en la masa (en aquellas aleaciones que
lo permitan) a fin de obtener la resistencia mecánica suficiente y resistencia al desgaste.
Donde se requiere una elevada resistencia a la corrosión, como entornos marinos, a
menudo se utilizan bronces porque son metales no ferrosos más comunes en la
manufactura de engranajes. El menor módulo de elasticidad de estas aleaciones de cobre
genera una mayor aleación del diente y mejora la distribución de carga entre dientes.
Si existe diferencia, puesto que los engranes helicoidales se fabrican en una gran
variedad de materiales, tanto metálicos como no metálicos. El material que se escoja
para un engrane debe ser el más barato disponible que asegure un trabajo satisfactorio y
no necesariamente tan resistente, en cambio que sólo unos cuantos materiales son
adecuados para engranajes de sinfín. El tomillo sinfín está muy esforzado y requiere un
acero endurecido. Se recurre a aceros al bajo carbono, como el AISI 1020, 1117, 8620 o
4320, endurecidos por cementación a HRC 58-62.
Porque, los materiales preferidos para ruedas de engranes de tornillo sinfín son los
bronces, especialmente de estaño y de níquel-estaño (que pueden ser o no fundidos en
coquilla, un proceso que produce endurecimiento superficial), pero también se emplean
frecuentemente otros bronces, por ejemplo, el de plomo (para alta velocidad) y los de
aluminio y silicio (para engranajes de baja velocidad y carga pesada). Para reducir los
costes, especialmente en ruedas grandes, se utiliza una llanta o corona de bronce fijada a
un núcleo central de hierro fundido o acero moldeado.
Para aplicaciones de alta potencia se recurre al bronce fosforado o al estaño, y al bronce
al manganeso en tomillo sinfín pequeño de velocidad menor. A veces, para aplicaciones
de carga ligera y baja velocidad, se emplea hierro fundido, acero dúctil y plásticos.
CONCLUSIONES
Los engranes de tornillo Sin Fin se emplean cuando se necesitan disminuciones muy grandes de
la velocidad y para conseguir un incremento considerable en la potencia.
5/11/2018 dise o tornillo sin fin - slidepdf.com
http://slidepdf.com/reader/full/diseno-tornillo-sin-fin 29/29
DISEÑO DE MAQUINA Página 29
Se identificaron los criterios que hacen al mecanismo de tornillo sinfín diferente a los
otros mecanismos de transmisión.
BIBLIOGRAFÍA:
Monografías.com. “Elementos de Máquinas”, McGraw Hill 2000 Diseño de máquina - Robert l. Norton “Elementos de Máquinas”, Prentice Hall 1999 proyecto en Ingeniería Mecánica.- Joseph Edward Shigley.