
1. A megmunkálási módok osztályozása
Bővebb értelmezésben: - tömeg csökkentő
(anyagszétválasztó)- tömeg megtartó - tömeg növelő
pl. forgácsoló megmunkálások
pl. hőkezelések, öntés, szintereléspl. bevonatolás, hegesztés, ragasztás
Alaptechnológiák: - forgácsolás- képlékeny alakítás- egyéb
A forgácsoló eljárások osztályozása sokféle szempont szerint lehetséges
- esztergálás- fúrás - marás- gyalulás- köszörülés- stb.
a) Szerszámgép (megmunkálási mód) alapján
- határozott élű szerszámokkal- határozatlan élú szerszámokkal
b) Szerszám élgeometria alapján
- forgácskeresztmetszetállandóváltozó
- a forgácsleválasztás jellegefolyamatosszakaszos
c) A leválasztott forgács elméleti jellemzői alapján
- profilozás ( a szerszám alakjának negatívja alakul ki a munkadarabon)
- generálás,lefejtés: a szerszám él és a mdb relatív mozgása alakítja ki a felületet
- (másolás): mesterdarab alakját követi a szerszám
d) Az alakképzés geometriája alapján
- egyenesvonalú- forgó- rezgő- stb.
e) A megmunkálás mozgásviszonyai (főmozgás) alapján
- mechanikai- hő (elektro-termikus)- kémiai- elektro-kémiai
f) A a hsznosított energia tipusa alapján

- Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta- anyagválasztás ⇒ anyagkészítés
- A szerszám (ha van) nem kell keményebb legyen a munkadarabnál- Különböző energia formák hasznosítása:
2. Kükönleges megmunkálások
Új anyagszétválasztási technológiák
- Mechanikai- Hő - Kémiai- Elektrokémiai
Különleges megmunkálás:
Fizikai folyamatuk lényegében vagy folyamatjellemzőkben jelentősen különböznek a hagyományos eljárásoktól
Kükönleges megmunkálások felosztása
(A hőenergiát különféle módokon hozhatjuk létre,e szerint különböztetjük meg az eljárásokat)
- szokták ezt az eljárást az ún. villamos megmunkálások közé is sorolni- a villamos energiát nem mechanikaivá alakítja, hanem hőenergiává- az anyagleválasztásra fordított hányad kevés, a hatásfok kicsi- csak villamosan vezető anyagok munkálhatók meg így- szerszáma: elektróda, a mechanikai tulajdonságok nem fontosak
2.1. Elektroeróziós megmunkálások(Szikraforgácsolás, EDM Electro Discharge Machining)
- vezetőképesség- hőkapacitás- olvadáshő
Hőenergiát hasznosító eljárás
Elektroeróziós megmunkálások
Erózió: Külső hatásra létrejövő jelentős mértékű roncsolódás
Kisülések szabályozása
- szikrakisülés- ívkisülés
hatására megy végbe
Elektroeróziós megmunkálás
Elecktro-erózió: Elektromos kisülés hatására jön létre

1: dielektrikum2: előtoló mű3: generátorE: szerszámW: munkadarab
Szikraforgácsoló rendszer elemei
Szikraforgácsolás:
- elektródákat (T – W) egyenfeszültségre kapcsol- dielekrikumba (szigetelő folyadékba) merülve- kisüléssorozat létrehozása az elektródák között
2.1.1 Az anyagleválasztás folyamata szikraforgácsoláskor
- feszültség kapcsolása az elektródákra- potenciálkülönbség létrejötte a dielektrikumban az elektródás között (80-250V)
- ionizáció a folyadékban (a)- a szigetelő „átüt”, vezető csatorna jön létre (szikra, ív) (b, c, d)- az ív hőmérséklete nő (10000K), gázbuborék keletkezik (c, d, e)- az anyag megolvad, gőzzé válik, szétfröccsen (e)- az ívfeszültség gyorsan esik, az energia utánpótlás megszűnik, a kisülési csatorna összeomlik, a gázbuborék szétrobban (f)
- a megolvadt fém apró cseppekben szilárdul, kényszeröblítés- deionizáció, a teljes ciklusidő ~ 10-50µs
Tömbelektródás szikraforgácsoló gép felépítése
2.1.2. A szikraforgácsoló rendszer elemei
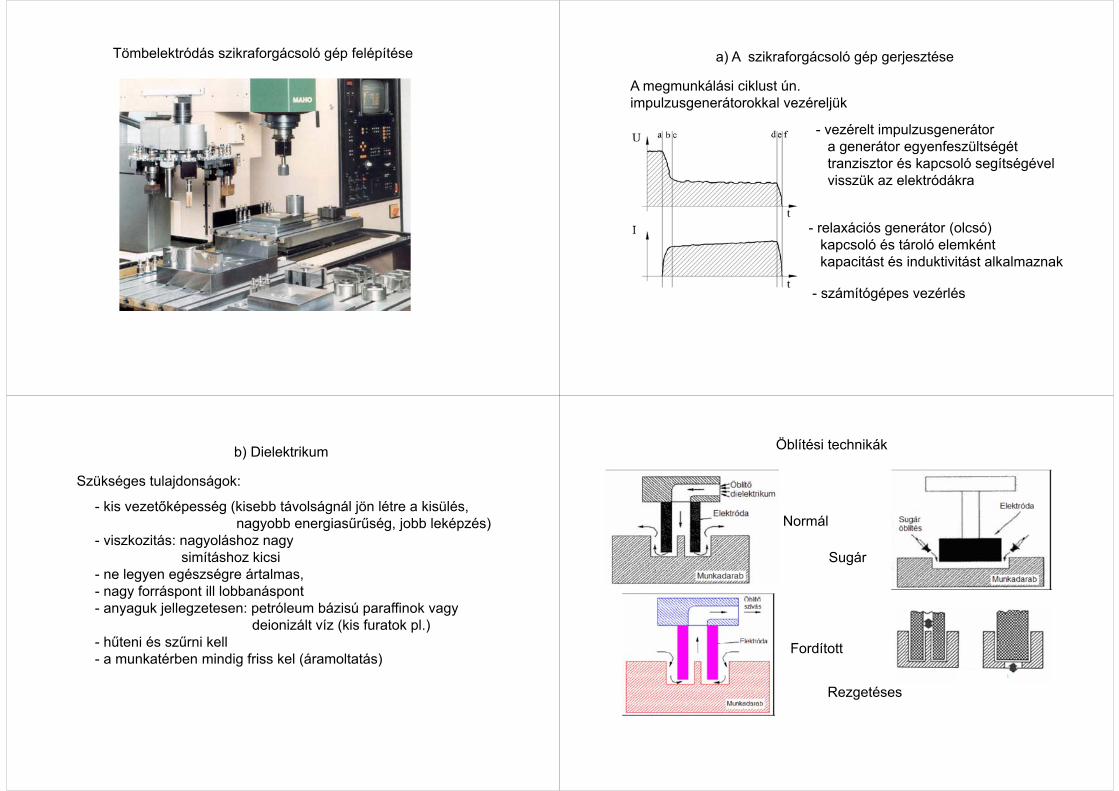
Tömbelektródás szikraforgácsoló gép felépítése a) A szikraforgácsoló gép gerjesztése
A megmunkálási ciklust ún. impulzusgenerátorokkal vezéreljük
- vezérelt impulzusgenerátora generátor egyenfeszültségét tranzisztor és kapcsoló segítségévelvisszük az elektródákra
- relaxációs generátor (olcsó)kapcsoló és tároló elemként kapacitást és induktivitást alkalmaznak
- számítógépes vezérlés
b) Dielektrikum
Szükséges tulajdonságok:
- kis vezetőképesség (kisebb távolságnál jön létre a kisülés,nagyobb energiasűrűség, jobb leképzés)
- viszkozitás: nagyoláshoz nagysimításhoz kicsi
- ne legyen egészségre ártalmas, - nagy forráspont ill lobbanáspont- anyaguk jellegzetesen: petróleum bázisú paraffinok vagy
deionizált víz (kis furatok pl.)- hűteni és szűrni kell- a munkatérben mindig friss kel (áramoltatás)
Öblítési technikák
Normál
Fordított
Sugár
Rezgetéses
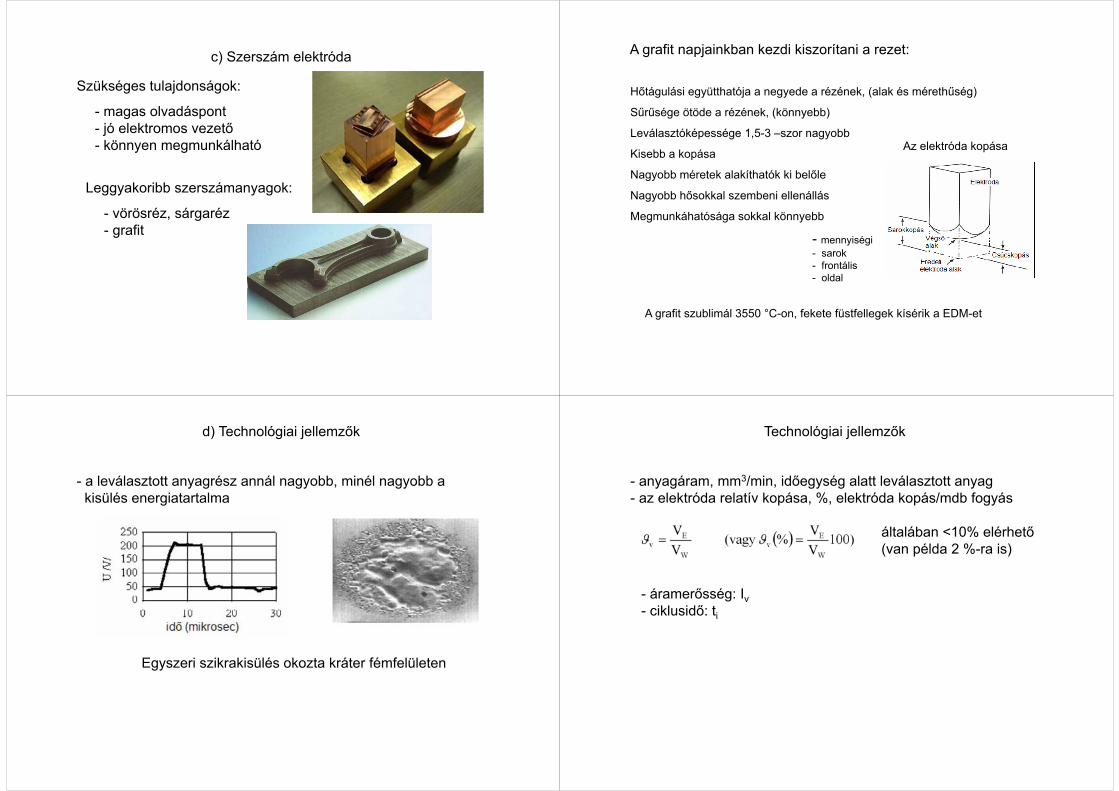
c) Szerszám elektróda
Szükséges tulajdonságok:
- magas olvadáspont - jó elektromos vezető- könnyen megmunkálható
Leggyakoribb szerszámanyagok:
- vörösréz, sárgaréz - grafit
Hőtágulási együtthatója a negyede a rézének, (alak és mérethűség)
Sűrűsége ötöde a rézének, (könnyebb)
Leválasztóképessége 1,5-3 –szor nagyobb
Kisebb a kopása
Nagyobb méretek alakíthatók ki belőle
Nagyobb hősokkal szembeni ellenállás
Megmunkáhatósága sokkal könnyebb
A grafit napjainkban kezdi kiszorítani a rezet:
Az elektróda kopása
- mennyiségi- sarok- frontális- oldal
A grafit szublimál 3550 °C-on, fekete füstfellegek kísérik a EDM-et
d) Technológiai jellemzők
- a leválasztott anyagrész annál nagyobb, minél nagyobb akisülés energiatartalma
Egyszeri szikrakisülés okozta kráter fémfelületen
Technológiai jellemzők
- anyagáram, mm3/min, időegység alatt leválasztott anyag - az elektróda relatív kopása, %, elektróda kopás/mdb fogyás
- áramerősség: Iv- ciklusidő: ti
általában <10% elérhető(van példa 2 %-ra is)

Az áramerősség hatása a relatív kopásra
Az optimumérték 3-4 Aáramerősségnél van
e) A felület minősége
- irányítottság nélküli kráterek áthatása
d, h (Rmax) méretekkeljellemezhető
- a felületi rétegben jelentős változások történnek
- a ciklusidő és az áramerősség befolyásolja elsősorban
Az áramerősség és a ciklusidő hatása a felület érdességére
Azonos energia esetén Ie növelésével d csökken, h nőtc növelésével d nő, h csökken

A felület alatti rétegek tulajdonságai
A hőhatás zónájában megváltozik a szövetszerkezet ill. az anyag tulajdonsága
pl. edzett acél
- Felület nagyon kemény- Maradófeszültség: az
ujraszilárdult rétegben húzó, alatta nyomó (kedvezőtlen)
- Rossz kifáradási tulajdonságok- Felületi réteg hálós
repedésének veszélye
f) A megmunkálás pontossága
Elsősorban az alkképzés pontosságát értjük alatta. Több tényező befolyásolja:
- a gép kinematikai pontossága
- beállítás pontossága- szerszám gyártási pontossága- hő okozta deformációk- elektróda rés egyenetlensége- elektródafogyás- egyenlőtlen anyagleválasztás
g) A szikraforgácsolás változatai
- tömbelektródás- huzalelektródás
Valódi változatok:
Huzalos szikraforgácsolás
- huzal: 0,05-0,3 mm átmérőjűvörös- vagy sárgaréz
- szigetelő folyadék: deionizált víz- a huzal lassan fogy, pótolják- elektróda rés egyenetlensége- elektródafogyás- egyenlőtlen anyagleválasztás
Ma már CNC vezérlésűek
Léteznek kombinált berendezések is.


Lézersugárzás: 1917 Einstein elmélete
Az első ipari lézereket (rubin és He‐Ne lézerek) 1960‐ban alkalmazták.
Lézer: nagy energiasűrűségű (koncentrált), párhuzamosított fénynyaláb, mintha végtelenben lévő fényforrásból jönne, kis átmérőben szabályozható.
2.2. Lézer sugaras megmunkálások(LBM, Laser Beam Machining)
Ipari megmunkálások: vágás, fúrás, hegesztés, feliratozás, hőkezelés, átolvasztás, felületi mikroötvözés
‐ Energia bevitellel (fény, hő) gerjesztjük az atomok, molekulák, ionok elektronjait, vagy megváltoztatjuk a molekulák rezgési állapotát.
‐ A gerjesztett elektronok magasabb energianívójú elektronpályára kerülnek.‐ Az alapállapotba történő visszatérés során a két elektronpálya energiakülönbségének megfelelő hullámhosszúságú fényt sugároznak ki.
‐ A kisugárzott fényt rezonanciával erősítjük (a lézerkamra a hullámhossz felének egész számú többszöröse, egyik vége teljesen visszaveri a fényt, a másik részlegesen).
Lézersugár előállítása Jellegzetes ipari lézer fényforrások
‐ Rubin lézer‐ Nd‐YAG lézer (Neodímium‐Yttrium‐Alumínium‐Gránát)‐ CO2 lézer
Rubin lézer
‐ csak azok a sugarak maradnak meg arendszerben, amelyek szigorúan párhuzamosak a kristály hossztengelyével.
‐ amikor a fény energiája meghaladja azt amértéket, amely már ki tud lépni a féligáteresztő tükrön, a lézer világítani kezd.
‐ a két tükör miatt a kilépő fény már nagyonpárhuzamos nyalábokból áll
‐ a sugár széttartása (divergenciája)elhanyagolhatóan kicsi.

Jellegzetes ipari lézer fényforrások
‐ CO2 lézer – elektromos gerjesztés (hő)
A lézerfény jellemzői
Párhuzamos fénynyaláb (egy közönséges izzóval ellentétben).
Monokromatikus, mivel a gerjesztett atomok meghatározott frekvenciájú sugárzást bocsátanak ki (a közönséges izzó fehér fénye különböző frekvenciájú sugárzások keveréke).
Polarizált (egy síkban rezgő) fény.
A lézerek energiája kis térrészben koncentrálódik, impulzus üzemmód esetén nagyon rövid időtartamban.
A lézerfény teljesítménysűrűsége nagy (a megszokott fényforrásokénak sokszorosa lehet).
A lézerek hatásfoka nagyon kicsi (0,1‐18%).
A lézerfény tulajdonságai
Nem befolyásolja a mágneses tér.
Nem szükséges, hogy a munkadarab elektromos vezető legyen.
Minden anyaggal kölcsönhatásba lép (fém, műanyag, fa, kerámia).
Működéséhez nem kell vákuum.
Nem keletkezik röntgen‐sugárzás.
Lézerek alkalmazása
Megmunkálások:VágásFúrásHegesztésJelölés, gravírozásFelület strukturálásMarás, üregképzésÖtvözés, hőkezelésBevonás
Speciális alkalmazások:Prototípus gyártás (SLA, SLS, LOM..)Speciális bevonatok (LCVD, ..)Képalkotás, optikaSpektroszkópiaMérésLézer sebészetLézer fogászat

A lézersugaras megmunkálások lényege
‐ A lézeres megmunkálások során a foton energiáját visszük át a céltárgyra termikus vagy fotokémiai energia formájában. ‐ Az energia átvitel eredményeként a céltárgy anyaga megolvad, és azolvadékot gázsugárral eltávolítjuk, vagy közvetlenül elpárologtatjuk.‐ A lézeres megmunkálások lokalizált, kontaktusmentes eljárások, azerőhatások mikro‐skálán mozognak (a foton‐nyomás hatásaelhanyagolható).
A lézeres megmunkálógépek felépítése
‐ lézersugár előállítása
‐ sugárvezetés
‐ sugárformálás, fókuszálás
‐ kezelés (relatív mozgás)
A relatív mozgás többféleképpen is megoldható
Mozgatórendszerek
Lézersugaras vágás‐ nagy energiasűrűségű, erősen fókuszált(d=0,1 mm) koherens fény hatására afém megolvad és részben elpárolog vagy elég,‐ az energia 10‐11 s alatt hővé alakul,‐ vágási sebesség: 1‐10 m/min,‐ energiasűrűség: 104‐105 W/mm2,‐ a munkagáz (pl. argon, nitrogén) a megolvadt anyagotkifújja,‐ vékony vágórés,‐ relatíve keskeny hőhatás zóna

Lézersugárral megmunkálható anyagvastagságok
‐ acél: 15 (20) mm‐műanyag. 25 mm
Lézersugaras technológiák
Lézersugaras technológiák
Lézersugaras fúrás
Lézersugaras technológiák
Lézersugaras hegesztés

Lézersugaras technológiák
Lézersugaras gravírozás
2.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM)
Plazma
‐ nagy energiaállapotú gáz‐ az anyag „negyedik halmazállapota”‐ ionok és elektronok halmaza‐ egyenáramú ív segítségével állítják elő‐ 107 K hőmérséklet hozható létre
‐ elektróda (‐) általában wolfram‐munkadarab (+)‐ kettő között ív jön létre‐ a részecskék ütköznek a gázatomokkal, ionok jönnek létre‐ vágógáz és védőgáz hozzávezetés‐ gáz: ne legyen eróziós hatása, ne károsítsa az elektródát és a fúvókát
Plazma előállítása A plazmavágás berendezései
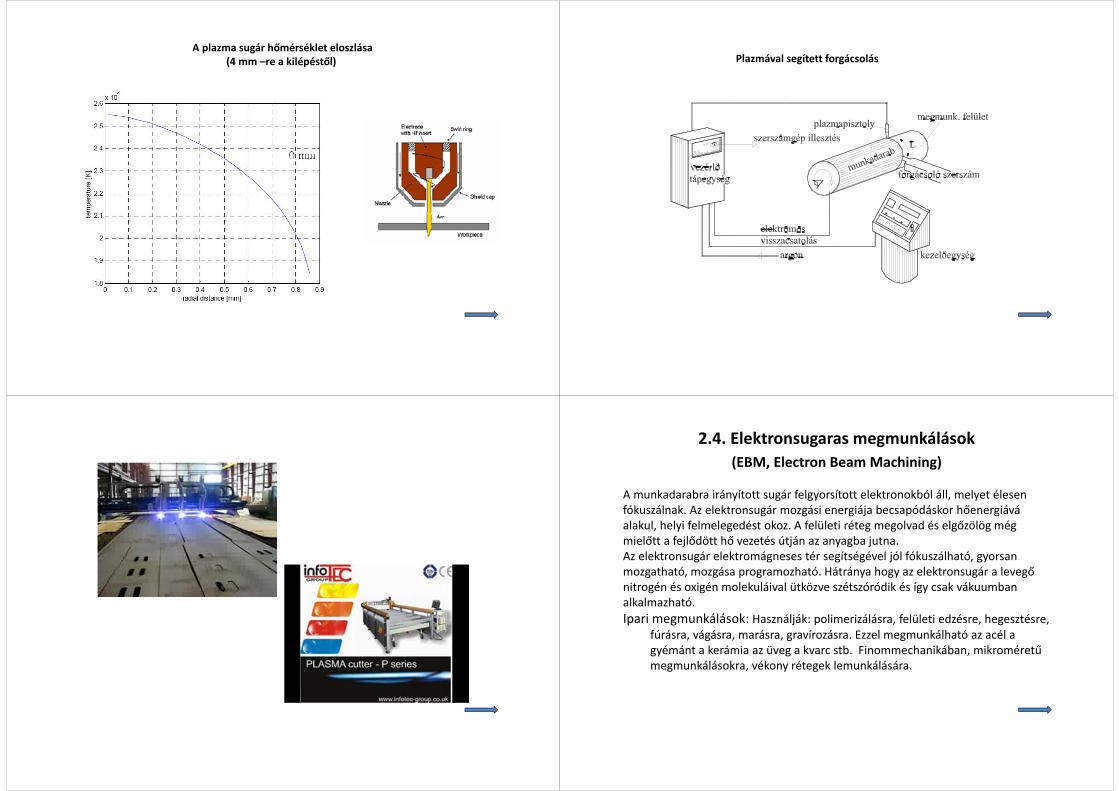
A plazma sugár hőmérséklet eloszlása(4 mm –re a kilépéstől) Plazmával segített forgácsolás
2.4. Elektronsugaras megmunkálások(EBM, Electron Beam Machining)
A munkadarabra irányított sugár felgyorsított elektronokból áll, melyet élesen fókuszálnak. Az elektronsugár mozgási energiája becsapódáskor hőenergiává alakul, helyi felmelegedést okoz. A felületi réteg megolvad és elgőzölög még mielőtt a fejlődött hő vezetés útján az anyagba jutna.Az elektronsugár elektromágneses tér segítségével jól fókuszálható, gyorsan mozgatható, mozgása programozható. Hátránya hogy az elektronsugár a levegő nitrogén és oxigén molekuláival ütközve szétszóródik és így csak vákuumban alkalmazható. Ipari megmunkálások: Használják: polimerizálásra, felületi edzésre, hegesztésre,
fúrásra, vágásra, marásra, gravírozásra. Ezzel megmunkálható az acél a gyémánt a kerámia az üveg a kvarc stb. Finommechanikában, mikroméretűmegmunkálásokra, vékony rétegek lemunkálására.

Elektron ágyú
‐ Kibocsátja az elektronokat (katódsugárcső)
‐ katód: volfrám, tantál‐ felgyorsítja az elektronsugarat 200 000 km/s (a fénysebesség 66%‐a!)
‐ elektromágneses mező: kis‐ (<30 kV) és nagyfesz. (>100 kV) rendszerek
‐ fókuszálja a munkadarabra (elektromágneses lencse )
‐ nagy energiasűrűség (1 MW/mm2)‐ röntgen‐sugár veszély
‐ csökkenti a szennyeződéseket (hatása azonos a tiszta argonéval)‐megakadályozza a levegőt alkotó gázok molekuláival való ütközéseket‐megakadályozza az égést
A vákuum feladata
Elektronsugár vákuumban Elektronsugár levegőben
‐ a munkadarab a másodperc milliomod része alatt 1000 °C‐rahevül, helyi olvadás és elpárolgás ‐ az üreg belsejében kialakult nagy nyomás ki‐ és felfelépréseli az olvadékot a lyukból, ‐ rendkívül pontos, kis átmérőjű furatok
Precíziós finommegmunkálásokhoz: pl. finomfúrás (∅<10μm) Elektronsugaras megmunkálások alkalmazása
• Speciális szűrők készítése (saválló acélból)• Fémek (Ti ötvözetek) és nemfémek, ultrakemény, rideg és törékeny anyagok (kerámiák, zafír, kvarc) precíziós fúrása
‐ lemezvastagság0,01‐5mm
‐ a sugár könnyeneltéríthető
‐ hátrány: vákuum kell

Az elektronsugaras megmunkálás energiasűrűsége 2.5 Kémiai megmunkálásokCHM (Chemical Machining)
A kémiai megmunkálások a• marandó munkadarab és a • marószer
között lejátszódó vegyi reakciókon alapulnak.
Az anyagleválasztás tehát közvetlenül a marószer és a munkadarab kölcsönhatásában történik, nincs szükség áramforrásra.
A folyamatokat legfeljebb hevítéssel vagy keveréssel intenzifikáljuk.Elsősorban agresszív maró anyagok alkalmasak.Alumínium, színesfémek és nemfémek (pl. üveg megmunkálására alkalmasak).Nem nagyméretű alkatrészek gyártásakor.
2.5 Kémiai megmunkálásokCHM (Chemical Machining)
MaratásA megmunkálandó munkadarab felületet a megfelelő marószerrel közvetlen kapcsolatba kell hozni.Amelyeket nem akarunk megmunkálni, a marószer elől el kell takarni.Az alkatrészek felülettel párhuzamos rétegeinek meghatározott helyen való eltávolítására ill. vékony lemezek külső kontúrjának, áttöréseinek kialakítása.
Megmunkálás lényege:• fémből készült munkadarabot megfelelő marószerbe helyezzük,• a felületük és az oldószer (marószer) között kémiai folyamatok játszódnak le, • a reakció termékek eltérő tulajdonságaik révén leválnak a felületről, ezzel biztosítva a további felületelemek marószerrel való érintkezését.
2.5 Kémiai megmunkálásokCHM (Chemical Machining)
3.1. MaratásTechnológiai paraméterei:
‐ A munkadarab és a vegyszer anyaga ‐‐‐‐‐ elsősorban ez határozza meg‐ a merítés időtartama‐ a hőmérséklet
Oldószerként acélnál: sósav, kénsav, foszforsav keverékeüvegnél: hidrogénfluorid (folyékony – üvegszerű, fényes
gázállapot – matt )
Takaráshoz: acélnál: tisztítás után különböző állapotú gumi, amit rászárítanaküvegnél: viasz, parafin
Védő réteggel részben fedett felületeknél a bevonat határánál alámaródás tapasztalható (maratás mélységével egyezik meg).
2.5 Kémiai megmunkálásokCHM (Chemical Machining)
Maratás
Pontosság: elsősorban a munkadarab pontossága határozza megFelület minősége
Érdesség: munka jellegéből adódóan nem lényegesközelítőleg eredeti felületnek felel meg
Felületi réteg állapota : változásokat (keménység, szövetszerkezet, felkeményedés) a megmunkálás (!) nem okoz.
Kifáradást rontó tényező nincs.
Leggyakoribb alkalmazása:• finommechanikában, műszertechnikában főként vékony (néhány tized mm
vastagságú) lemezekből készült, bonyolult alakú alkatrészeket gyártása• üveg maratás
2.5. Kémiai megmunkálásokCHM (Chemical Machining)
Maratás
Leggyakoribb alkalmazása:• finommechanikában, műszertechnikában főként vékony (néhány tized mm
vastagságú) lemezekből készült, bonyolult alakú alkatrészeket gyártása• üveg maratás• félvezetőtechnika• nyomatott áramkörök készítése• homogén és heterogén szövetszerkezetek vizsgálata, egyes fázisok
megkülönböztetése és a szemcsehatárok láthatóvá tétele

2.5. Kémiai megmunkálásokCHM (Chemical Machining)
Kémiai polírozásMegfelelően választott erős savba mártott érdes felületről a csúcsok lemaródnak, míg a mélyedésekben az anyag nem oldódik.Ennek oka, hogy a
csúcsokon és a mélyedésekben különböző az oldószer koncentrációja (és ennek megfelelően a pH értéke is),a mélyedésekben passziváló hártya képződik, amely gátolja a fém oldódását.
Túlmaratás lehetséges!
2.5. Kémiai megmunkálásokCHM (Chemical Machining)
Kémiai polírozásAz egyenlőtlen maródás következtében a felület fokozatosan simább lesz, fényesedik.Polírozáshoz általában foszforsav–salétromsav–ecetsav megfelelő keverékét használják.Leggyakoribb alkalmazási területe : különböző munkadarabok fényesítése.
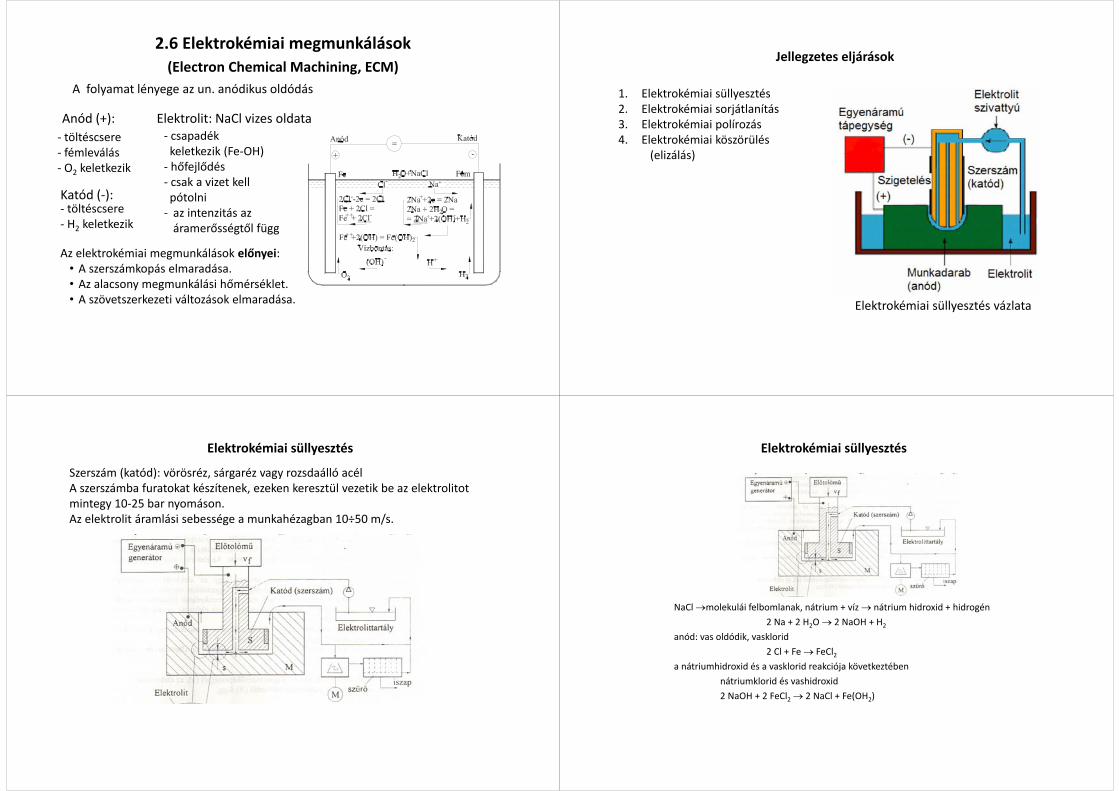
2.6 Elektrokémiai megmunkálások(Electron Chemical Machining, ECM)
A folyamat lényege az un. anódikus oldódás
Anód (+):‐ töltéscsere‐ fémleválás‐ O2 keletkezik
Katód (‐):‐ töltéscsere‐ H2 keletkezik
Elektrolit: NaCl vizes oldata‐ csapadékkeletkezik (Fe‐OH)‐ hőfejlődés‐ csak a vizet kellpótolni‐ az intenzitás az áramerősségtől függ
Az elektrokémiai megmunkálások előnyei:• A szerszámkopás elmaradása.• Az alacsony megmunkálási hőmérséklet.• A szövetszerkezeti változások elmaradása.
Jellegzetes eljárások
1. Elektrokémiai süllyesztés2. Elektrokémiai sorjátlanítás3. Elektrokémiai polírozás4. Elektrokémiai köszörülés
(elizálás)
Elektrokémiai süllyesztés vázlata
Elektrokémiai süllyesztés
Szerszám (katód): vörösréz, sárgaréz vagy rozsdaálló acélA szerszámba furatokat készítenek, ezeken keresztül vezetik be az elektrolitot mintegy 10‐25 bar nyomáson.Az elektrolit áramlási sebessége a munkahézagban 10÷50 m/s.
Elektrokémiai süllyesztés
NaCl→molekulái felbomlanak, nátrium + víz → nátrium hidroxid + hidrogén2 Na + 2 H2O → 2 NaOH + H2
anód: vas oldódik, vasklorid2 Cl + Fe→ FeCl2
a nátriumhidroxid és a vasklorid reakciója következtében nátriumklorid és vashidroxid2 NaOH + 2 FeCl2→ 2 NaCl + Fe(OH2)

Jellemzői:• A munkakéregből a vashidroxidot tartalmazó elektrolitot elszívjuk, tisztítás és
szűrés (ülepítés) után az elektrolitot ismét visszavezethetjük az elektrolit tartályba.
• A katód, az elektrolit nátriumklorid része nem fogy; a víz fogy → utánpótlás + koncentráció biztosítás.
Jellemző adatok (techn. adatok):Elektrolit: NaNO3, NaCl, KCl, HNO3 vizes oldataMunkafeszültség: 5 ÷ 20 VÁramsűrűség: 0,1 ÷ 4 A/mm2
Munkarés (s): 0,05 ÷ 1 mmvf előtolósebesség: 0,2 ÷ 10 mm/minAnyagáram: 1 ÷ 2,5 mm3/A min
Elektrokémiai süllyesztésJellemzői:• A katódon hidrogén válik ki, robbanásveszélyes gázbuborék formájában ... →
csökken az anyagleválasztási sebesség.• Öntöttvas acélok megmunkálásakor az ionsav gyakran mérgező anyagokat
tartalmaz → környezetvédelmi utasítások.• Elektrolit elektromos ellenállása miatt hő keletkezik, hűtésről gondoskodni kell.
Elektrokémiai süllyesztés
Felületminőség: igen kedvezően alakul– ausztenites, saválló, rozsdamentes acéloknál Rmax < 1 μm– szénacélok Rmax = 5‐10 μm– szemcseszerkezet nem szenved változásokat– jól tükrösíthető
Alkalmazási terület:– Nagy keménységű, nehezen megmunkálható anyagok.– Néhány nemesfém és nem nemesfém (karbidok miatt) nem.
Elektrokémiai süllyesztés Elektrokémiai sorjátlanítás
• Hatásmechanizmus azonos az elektrokémiai süllyesztéssel, de nincs előtoló mozgás.
• Az elektródákat a munkafeszültség bekapcsolása és az elektrolit hozzávezetése előtt megfelelő távolságra (0,5–1 mm) beállítjuk
• A szerszám nem dolgozó részeit szigeteljük.
Elvi vázlat

Elektrokémiai sorjátlanítás
• Az áramerősség a csúcshatás és a kis elektródaköz miatt a kiálló sorjánál(csúcs‐hatás) a legnagyobb.
• Faraday –törvény – itt a legnagyobb az anyagleválasztási sebesség is.• Az elektródák megfelelő kialakításával, különösen bonyolult alakoknál,
nagysorozat és tömeggyártásban rendkívül gazdaságosan alkalmazható.
Elvi vázlat
Elektrokémiai polírozás
‐ Munkadarabot elektrolittal megtöltött kádba helyezzük.
‐ Elektródok közötti távolság lényegesen nagyobb mint elektrokémiai süllyesztésnél.
Következmény:+ áramsűrűség nagyon alacsony+ mdb. felületéről nagyon vékony réteg válik le+ az áramsűrűség a mdb. érdesség csúcsain nagyobb (mélyebb rétegeket az elektroliton képződő sófilm tölti ki
+ a felület egyenetlenségei fokozatosan lemunkálódnak, a felületi érdesség javul
Elektrokémiai polírozás
Speciális alkalmazások, finom felületek létrehozása.
Orvosi implantátumok (térdízület)
Elektrokémiai polírozás
kiindulási állapot durva sorjátlanítás csiszolással 10 perc elektro polírozás

Elektrokémiai köszörülés (elizálás)Anódmechanikai megmunkálás
‐ A hagyományos köszörülés és az elektrokémiai anyagleválasztás kombinációja.
‐ Az elektrokémiai megmunkálás előnyeit (szerszámkopás elmaradása, az alacsony megmunkálási hőmérséklet, szövetszerkezeti változások elmaradása) a köszörülésre tudjuk átültetni.
‐ Szerszám: fémkötésű (elektromosan vezető) köszörűkorong
A mdb. felületén keletkező anód‐filmet (amely az elektrokémiai oldást hátráltatja) a mozgó szemcsék eltávolítják.
Elektrokémiai köszörülés (elizálás)
‐ szerszám: abrazív szemcsék, pl. bórnitrid (szigetel) fémeskötőanyagban (vezető)
‐ alapvetően anódos megmunkálás‐ a szemcsék csak a leválasztott anyag eltávolításában segítenek
‐ fontos a megfelelő résméret biztosítása
1: csiszoló szemcsék2: fémes kötőanyag3: munkadarab4: fellazított réteg5: elektrolit
Elektrokémiai köszörülés (elizálás)Alkalmazás:‐ keményfém szerszámok élezése nagy‐ sorozat és tömeggyártásban‐ alakos keményfém élezése‐ NC köszörűgépen komplex profilok kialakítására‐ kemény anyagok (zsugorított karbidok, alaktartó ötvözetek: Inconel, Nimonic, titánötvözetek, fémkompozitok: Al‐Al2O3) megmunkálása
‐ Speciális szerszám‐elektródokat használnak polikristályos gyémánt (PCD) csiszolóporral
Elektrokémiai köszörülés (elizálás)
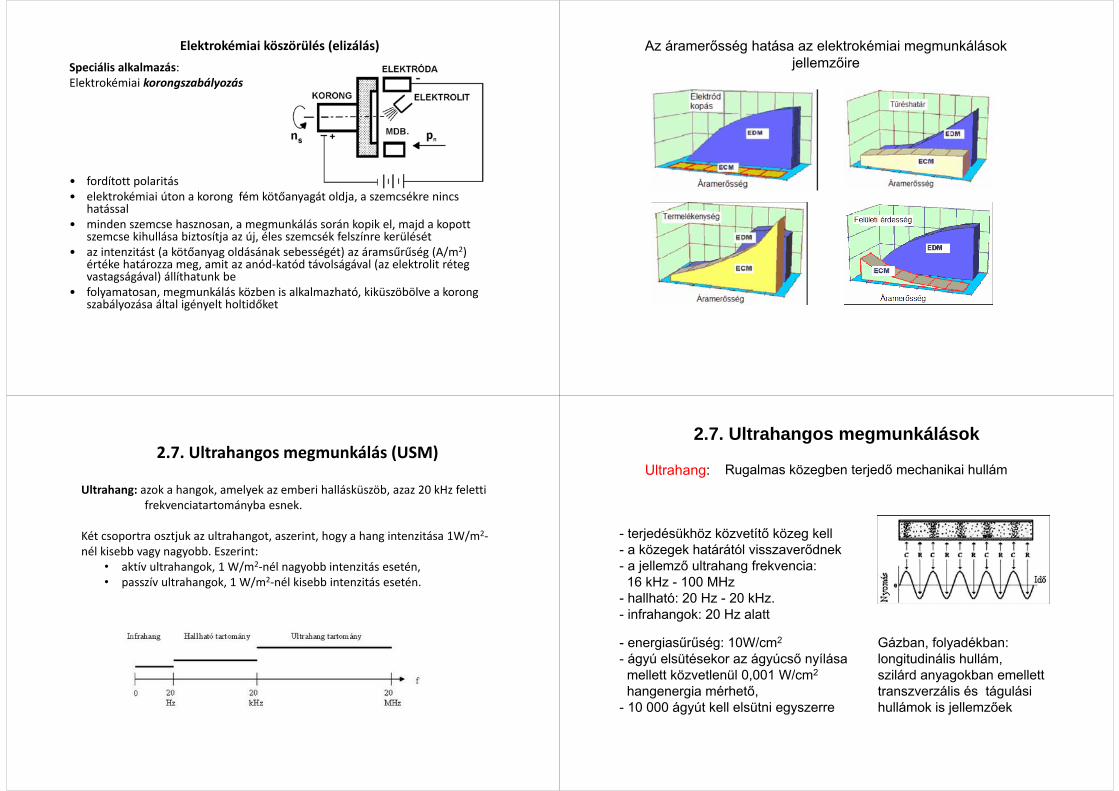
Speciális alkalmazás:Elektrokémiai korongszabályozás
Elektrokémiai köszörülés (elizálás)
• fordított polaritás• elektrokémiai úton a korong fém kötőanyagát oldja, a szemcsékre nincs
hatással• minden szemcse hasznosan, a megmunkálás során kopik el, majd a kopott
szemcse kihullása biztosítja az új, éles szemcsék felszínre kerülését• az intenzitást (a kötőanyag oldásának sebességét) az áramsűrűség (A/m2)
értéke határozza meg, amit az anód‐katód távolságával (az elektrolit réteg vastagságával) állíthatunk be
• folyamatosan, megmunkálás közben is alkalmazható, kiküszöbölve a korong szabályozása által igényelt holtidőket
Az áramerősség hatása az elektrokémiai megmunkálásokjellemzőire
2.7. Ultrahangos megmunkálás (USM)
Ultrahang: azok a hangok, amelyek az emberi hallásküszöb, azaz 20 kHz feletti frekvenciatartományba esnek.
Két csoportra osztjuk az ultrahangot, aszerint, hogy a hang intenzitása 1W/m2‐nél kisebb vagy nagyobb. Eszerint:
• aktív ultrahangok, 1 W/m2‐nél nagyobb intenzitás esetén, • passzív ultrahangok, 1 W/m2‐nél kisebb intenzitás esetén.
2.7. Ultrahangos megmunkálások
- terjedésükhöz közvetítő közeg kell- a közegek határától visszaverődnek- a jellemző ultrahang frekvencia:
16 kHz - 100 MHz - hallható: 20 Hz - 20 kHz.- infrahangok: 20 Hz alatt
Ultrahang: Rugalmas közegben terjedő mechanikai hullám
Gázban, folyadékban: longitudinális hullám,szilárd anyagokban emellett transzverzális és tágulásihullámok is jellemzőek
- energiasűrűség: 10W/cm2
- ágyú elsütésekor az ágyúcső nyílásamellett közvetlenül 0,001 W/cm2
hangenergia mérhető,- 10 000 ágyút kell elsütni egyszerre
Aktív ultrahangokat a műszaki életben megmunkálásra (forgácsolás, vágás,hegesztés, forrasztás, hőfejlesztés, gáztalanítás, tisztítás, stb.) alkalmazzák.Ilyenkor a mechanikus rezgés munkavégző képességét használják ki.
Passzív ultrahangokat elsősorban a mérés‐ és híradástechnikában, valamint akatonai felderítésben alkalmaznak.
Az ultrahangok (általában) longitudinális, azaz hosszirányú hullámok, melyekaz átvivő közeg molekuláinak gerjesztésével terjednek, elhanyagolhatóan kicsicsillapítással.A levegőben az ultrahang hangsebességgel terjed (20 °C‐on 343 m/s).A terjedési sebesség a közvetítő közegtől függ:
• acél és alumínium: 5100 m/s, • beton: 3800 m/s, • víz: 1460 m/s.
Aktív ultrahangok alkalmazási területe elsősorban a kemény, rideg anyagok megmunkálása:
o üvego zafíro korund (alumínium oxid) o ferrito PCD (polikristályos gyémánt)o piezokerámiao kvarco szilícium karbid bevonato műszaki kerámia
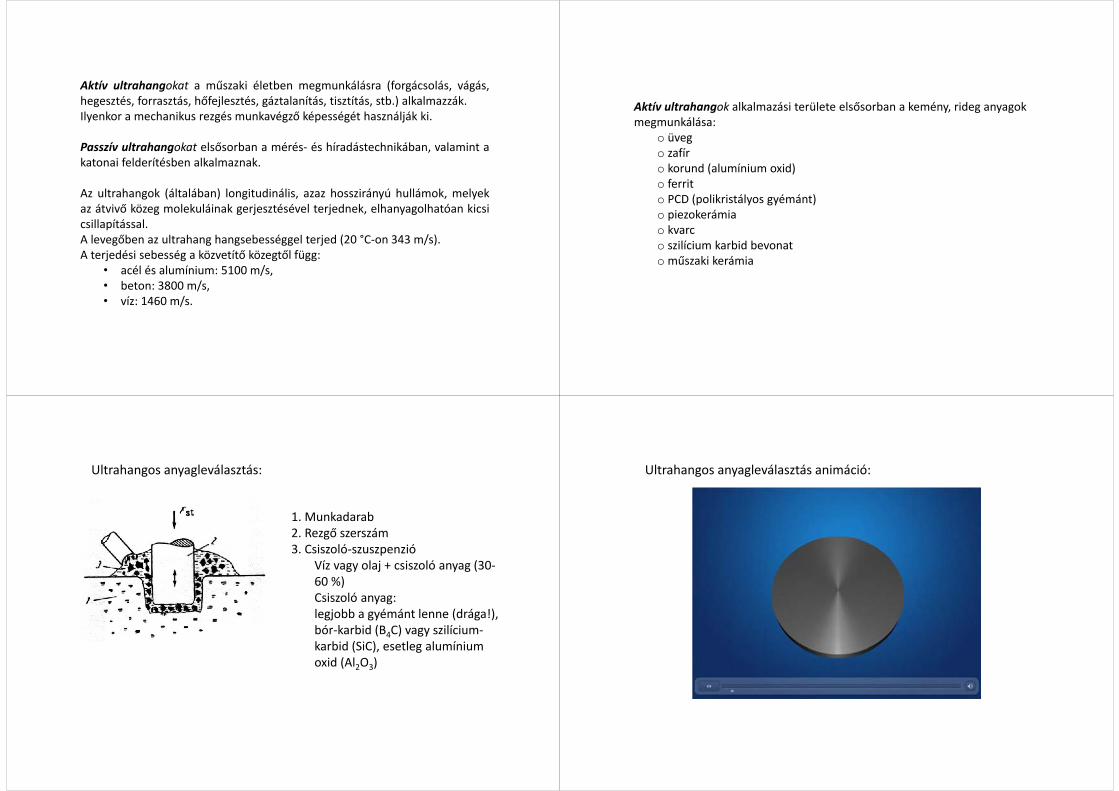
Ultrahangos anyagleválasztás:
1. Munkadarab2. Rezgő szerszám3. Csiszoló‐szuszpenzió
Víz vagy olaj + csiszoló anyag (30‐60 %)Csiszoló anyag:legjobb a gyémánt lenne (drága!),bór‐karbid (B4C) vagy szilícium‐karbid (SiC), esetleg alumínium oxid (Al2O3)
Ultrahangos anyagleválasztás animáció:

Ultrahangos anyagleválasztó berendezés elvi felépítése:
Ultrahangos megmunkálógépek
Magnetosztriktor és koncentrátorPiezoelektromos generátor
Koncentrátor kialakítások Ultrahangos megmunkálás paraméterei
1. A szerszám oszcilláció amplitúdója (a0) ( 15 ‐50 µm)2. A szerszám oszcilláció frekvenciája (f) (19 kHz ÷ 25 kHz)3. A szerszám előtoló ereje (F)4. Szerszám anyaga (lágyacél, titán ötvözés)5. Az abrazív anyag típusa (bórkarbid, szilícium karbid, alumínium oxid)6. Az abrazív anyag mérete (d) (100‐800um)7. A szerszám érintkező felület nagysága (A)8. Az abrazív anyag koncentrációja (C)9. A munkadarab és a szerszámanyag szilárdságának aránya λ=σw/σt

Ultrahangos megmunkálás paraméterei
Ultrahangos hegesztés:
Ultrahangos hegesztés:

2.8. Abrazív vízsugaras vágásI.e. : természetes folyósodrás ásványok tisztításához (Egyiptom)I.e. : mesterséges vízsugár ásványok tisztításához (Róma)
1850: vízsugár használata az arany bányászatában (USA)1930: vízsugár alkalmazása a szénbányászatban (Oroszország, 7
bar)1950: vízsugaras tisztítás1960: a vízsugaras vágás kutatása1970: nagynyomású rendszerek kifejlesztés ( 4000 bar)1972: első ipari alkalmazások (FLOW)1980: abrazív por adagolása a vízsugárhoz1983: kereskedelemben beszerezhető abrazív vízsugaras
berendezések2000: 6000 bar
2.8.1. Az abrazív vízsugaras technológiák történeti áttekintése
2.8.2 Az abrazív vízsugaras vágás elve
Vízsugaras vágófej
Vágófej kialakítások

A vágófej működési elve
1: nagynyomású víz;2: elsődleges (vizes) fúvóka;3: keverőkamra;4: védősapka;5: fröccsenő víz;6: munkadarab;7: a munkadarabot tartó rács;8: a kádban lévő víz;9: a munkadarab már vágott része;10: abrazív fúvóka;11: abrazív homok
A vízsugaras rendszerek elemei
te x t
zy
x
Abrazív vízsugaras vágófej
Munkadarab
Nyomásnövelő szivattyú
Vízsugár energiát elnyelő tartály
Abrazív adagoló készülék
Rezgős adagoló
Megmunkáló rendszer A nyomásfokozó
Nyomás: max. 360 MPaLöketszám: max. 60 1/minDugattyúarány: 21.5

2.8.4 CAD/CAM tervezés lépéseiMegaCAD Program
Formátum konverzióMG Converter Program
Elhelyezési terv, szimulációNesting Program
Különböző alakzatok előállítása
Üvegek
Műanyagok
Kerámiák
Fémek
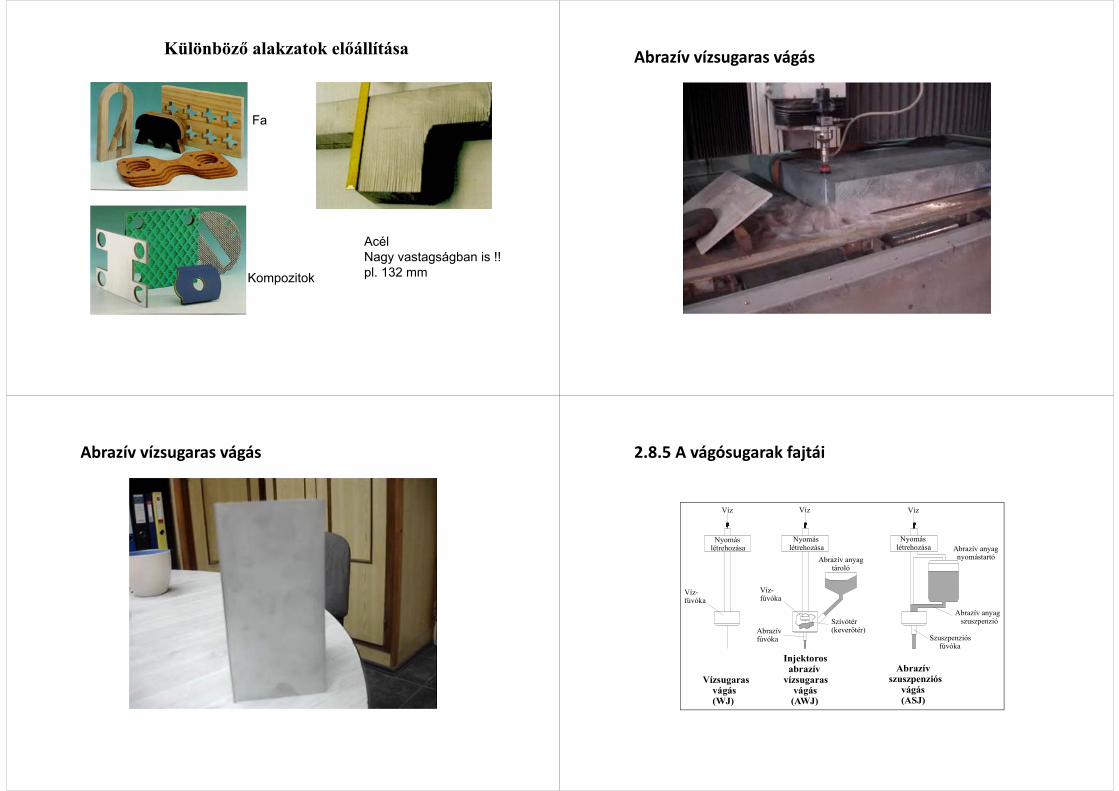
Fa
AcélNagy vastagságban is !!pl. 132 mmKompozitok
Különböző alakzatok előállítása Abrazív vízsugaras vágás
Abrazív vízsugaras vágás
Víz Víz Víz
Nyomáslétrehozása
Nyomáslétrehozása
Nyomáslétrehozása
Víz-fúvóka
Víz-fúvóka
Abrazív anyag tároló
Szívótér(keverőtér)Abrazív
fúvóka Szuszpenziós fúvóka
Abrazív anyag szuszpenzió
Abrazív anyag nyomástartó
Vízsugaras vágás (WJ)
Injektoros abrazívvízsugaras vágás (AWJ)
Abrazívszuszpenziós vágás (ASJ)
2.8.5 A vágósugarak fajtái
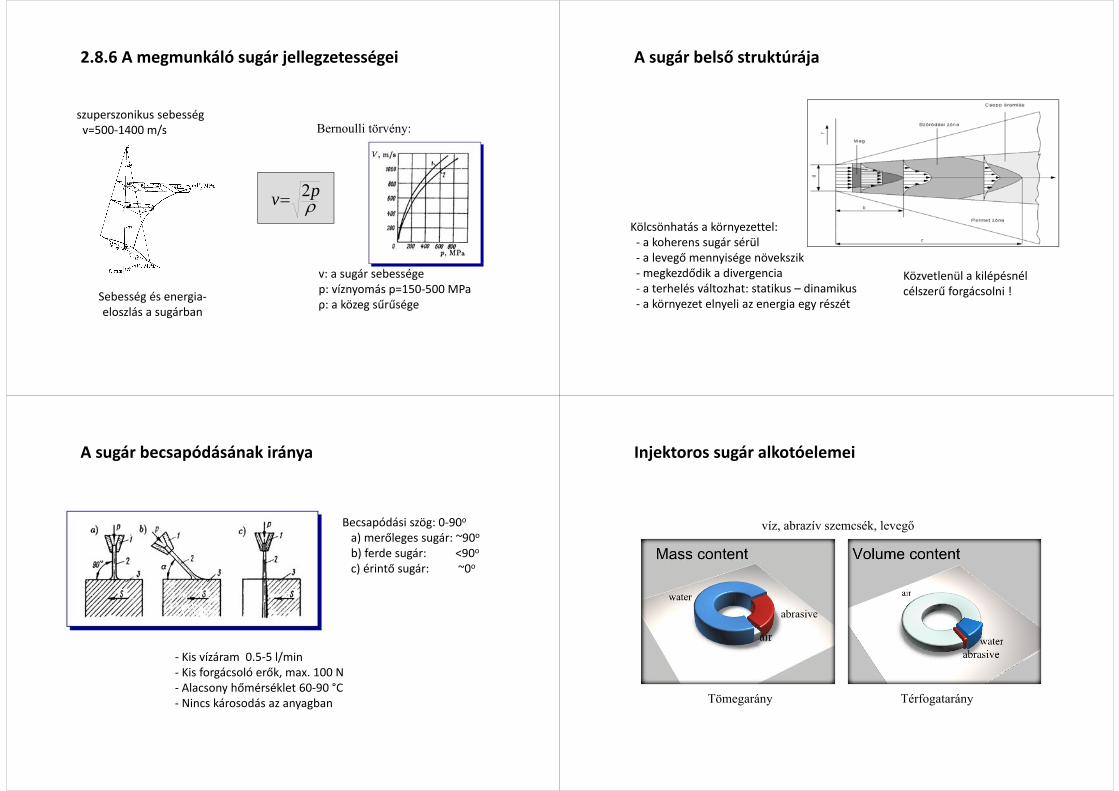
szuperszonikus sebességv=500‐1400 m/s
Sebesség és energia‐eloszlás a sugárban
v p= 2ρ
v: a sugár sebességep: víznyomás p=150‐500 MPa ρ: a közeg sűrűsége
Bernoulli törvény:
2.8.6 A megmunkáló sugár jellegzetességei A sugár belső struktúrája
Kölcsönhatás a környezettel:‐ a koherens sugár sérül ‐ a levegő mennyisége növekszik‐megkezdődik a divergencia ‐ a terhelés változhat: statikus – dinamikus‐ a környezet elnyeli az energia egy részét
Közvetlenül a kilépésnél célszerű forgácsolni !
A sugár becsapódásának iránya
Becsapódási szög: 0‐90oa) merőleges sugár: ~90ob) ferde sugár: <90oc) érintő sugár: ~0o
‐ Kis vízáram 0.5‐5 l/min‐ Kis forgácsoló erők, max. 100 N‐ Alacsony hőmérséklet 60‐90 °C‐ Nincs károsodás az anyagban
Injektoros sugár alkotóelemei
Tömegarány Térfogatarány
víz, abrazív szemcsék, levegő

2.8.7 Az anyagleválasztás lényege abrazív vízsugaras vágáskor
Erózió: szilárd részecskékkel való ütközés hatására bekövetkezett jelentős anyagveszteség
Nagy energiasűrűség Felgyorsult erózió
Megmunkálás• képlékeny alakváltozásnyírással• kopás• repedések összenövése• rideg törés• helyi megolvadás(szikrázás)
Rideg és szívós erózió vízsugaras vágáskor
Szívós erózió Rideg erózió
Szívós anyagokratipikus anyagjellemző:
HV
Jellegzetes vízsugárral vágott felület
Rideg anyagokratipikus anyagjellemző:
KIc
‐ forgácsolási zóna‐ átmeneti zóna‐ elhajlási zóna
2.8.8 A vízsugaras vágás paraméterei
AWJ Berendezés Anyag Eredményabrazív anyag abrazív mérete abrazív tömegáram fúvóka hossz és átmér ő nyomás
vágási sebesség fúvóka magasság
keménység repedési tulajdonság keménység szilárdság lemez vastagság
anyagleválasztásisebesség tűrés felületi érdesség vágórés szélesség ésforma
2.8.9 Pontossági kérdések
Az irányváltás okozta pontatlanságok A vágórés lehetséges alakjai(anyag: laminált papír)
Megmunkálási hiba > 0.1 mm

Változó vágási frontα α1 2
v v v v
α α1 2
v v v v
Vágófej döntése azelőtolás síkjában
vv vv
β
vv vv
β
Vágófej döntése az előtolássíkjára merőlegesen
A pontosság növelése a vágófej döntésével 2.8.10 A bevágási mélység értelmezése
1 m
m
Wi
Wtop
Wj
We 1 m
m
Wb,min
Wb,max
30 m
m
1 m
m
Wi
Wtop
Wj
We 1 m
m
Wb,min
Wb,max
30 m
m
Bevágási mélység: kmax
Átvágott felület
Az anyagleválasztás a bevágásimélységgel jellemezhető
Bevágott alumínium ill. üveg
2.8.11 A technológiai paraméterek hatása a vágórésre és pontosságra
A vágórés alakja az egyik legnehezebben kézben tartható minőségi jellemző
Alapvetően az időegység alatt bevittenergiával szabályozható
A technológiai paraméterek hatása
Nyomás
Bev
ágás
i mél
ység
Előtolás
Bev
ágás
i mél
ység
Fúvóka magasság
Bev
ágás
i mél
ység
Abrazív áram
Bev
ágás
i mél
ység
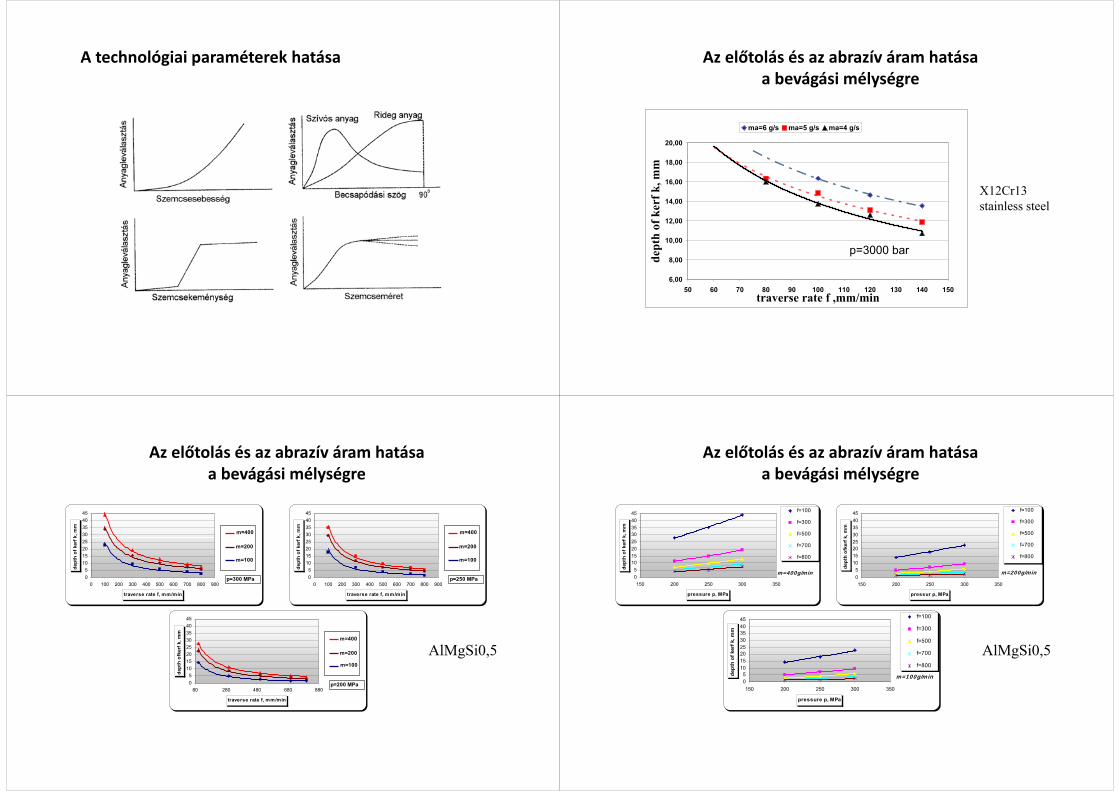
A technológiai paraméterek hatása Az előtolás és az abrazív áram hatása a bevágási mélységre
p=3000 bar
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
50 60 70 80 90 100 110 120 130 140 150traverse rate f ,mm/min
dept
h of
ker
f k, m
m
ma=6 g/s ma=5 g/s ma=4 g/s
X12Cr13 stainless steel
05
1015202530354045
0 100 200 300 400 500 600 700 800 900
traverse rate f, mm/min
dept
h of
ker
f k, m
m
m=400
m=200
m=100
p=250 MPa
05
1015202530354045
80 280 480 680 880
traverse rate f, mm/min
dept
h of
kerf
k, m
m
m=400
m=200
m=100
p=200 MPa
05
1015202530354045
0 100 200 300 400 500 600 700 800 900
traverse rate f, mm/min
dept
h of
ker
f k, m
m
m=400
m=200
m=100
p=300 MPa
AlMgSi0,5
Az előtolás és az abrazív áram hatása a bevágási mélységre
AlMgSi0,5
05
1015202530354045
150 200 250 300 350
pressure p, MPa
dept
h of
ker
f k, m
m
f=100
f=300
f=500
f=700
f=800
m=100g/min
05
1015202530354045
150 200 250 300 350
pressur p, MPa
dept
h of
kerf
k, m
m
f=100
f=300
f=500
f=700
f=800
m=200g/min05
1015202530354045
150 200 250 300 350
pressure p, MPa
dept
h of
ker
f k, m
m
f=100
f=300
f=500
f=700
f=800
m=400g/min
Az előtolás és az abrazív áram hatása a bevágási mélységre

Különböző anyagminőségek bevágási mélységei
05
101520253035404550
0 250 500 750 1000 1250 1500
traverse rate f, m/min
dept
h of
ker
f k, m
m
AlMgSi0.5, p=2000 bar marble, p=2000 bar Steel X12Cr13, p=2000 barKétféle lehetséges erózió
Rideg (pl. márvány)
Szívós (pl. alumínium)
nehézkes szívós erózió,jelentéktelen rideg erózió
Acél:
acélmárványAlMgSi0,5
2.8.12 A megmunkált felület érdessége
(200 mm/min) (250 mm/min)
3
3,5
4
4,5
5
5,5
6
6,5
7
0 5 10 15 20
depth of kerf, mm
surf
ace
roug
hnes
s Ra,
um
p=207 Mpap=345 Mpa
aluminiumf=127 mm/mingarnet 80ma=3,8 g/sdn=0,25 mmdm= 0,76 mm
3
3,5
4
4,5
5
5,5
6
6,5
7
0 5 10 15 20
depth of kerf, mm
surf
ace
roug
hnes
s Ra,
um
p=207 Mpap=345 Mpa
aluminiumf=127 mm/mingarnet 80ma=3,8 g/sdn=0,25 mmdm= 0,76 mm
3
4
5
6
7
8
9
0 5 10 15 20 25
depth of kerf, mm
surf
ace
roug
hnes
s Ra,
um
f=64 mm/minf=191 mm/minf=254 mm/min
aluminiump=345 Mpadn=0,25 mmdm=0,76 mmgarnet 80ma=3,8 g/s
3
4
5
6
7
8
9
0 5 10 15 20 25
depth of kerf, mm
surf
ace
roug
hnes
s Ra,
um
f=64 mm/minf=191 mm/minf=254 mm/min
aluminiump=345 Mpadn=0,25 mmdm=0,76 mmgarnet 80ma=3,8 g/s
Irodalmi adatok [B. Havlik, Z. Krajny]
A megmunkált felület átlagos érdessége
0
2
4
6
8
10
12
0 100 200 300 400 500 600
feed rate, mm/min
Ra,
um
p=200, 250, 300 Mpa,ma= 200, 400 g/min
f=100 mm/minRa ~ 5÷8 μm
f=300 mm/minRa ~ 5÷10 μm
f=500 mm/minRa ~ 4÷10 μm
A megmunkált felület átlagos érdessége
Saját mérések
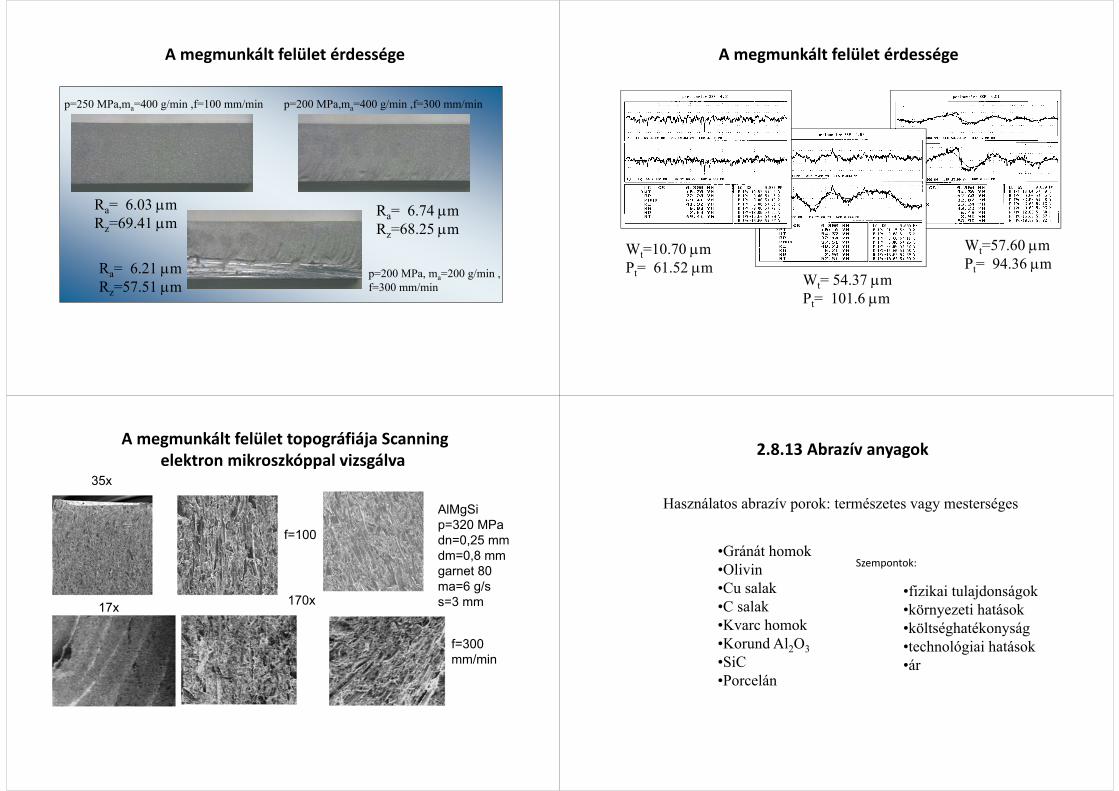
p=250 MPa,ma=400 g/min ,f=100 mm/min p=200 MPa,ma=400 g/min ,f=300 mm/min
p=200 MPa, ma=200 g/min ,f=300 mm/min
Ra= 6.03 μmRz=69.41 μm
Ra= 6.74 μmRz=68.25 μm
Ra= 6.21 μmRz=57.51 μm
A megmunkált felület érdessége
Wt=10.70 μmPt= 61.52 μm
Wt=57.60 μmPt= 94.36 μm
Wt= 54.37 μmPt= 101.6 μm
A megmunkált felület érdessége
AlMgSip=320 MPadn=0,25 mmdm=0,8 mmgarnet 80ma=6 g/ss=3 mm170x
35x
17x
f=100
f=300 mm/min
A megmunkált felület topográfiája Scanning elektron mikroszkóppal vizsgálva 2.8.13 Abrazív anyagok
Használatos abrazív porok: természetes vagy mesterséges
•Gránát homok•Olivin•Cu salak•C salak•Kvarc homok•Korund Al2O3•SiC•Porcelán
Szempontok:
•fizikai tulajdonságok•környezeti hatások•költséghatékonyság•technológiai hatások•ár

Gránát homok
A gránát azon szilikátok (SiO4)összefoglaló neve, melyek tetraéderesen kristályosodnak pl. Mg, Ca, Fe, Mn vegyületei. Pl.: almadin pyrope Mg3Al2[SiO4]3
andradit uvarovit Ca3Cr2[SiO4]3
almadin
andradit kvarc
olivin
100x
250x150x
25x
Új állapotú gránát 80 abrazív por elektronmikroszkópos képe
77x
200x200x
38x
Használt gránát 80 abrazív por elektronmikroszkópos képe 2.8.14 A vízsugaras vágás költséghatékonysága

Előny Hátrányszéles tartományú anyag megmunkálhatórelatív nagy vastagságú lemez vághatófolyamat alatt nincs hőfejlődésminimális alátámasztó erőkevés hulladékanyagra nézve nincs káros kihatás
(repedés, edződés)nincs megolvadás és füst termelődés
magas zajszinthigroszkópos anyag nem megmunkálhatópor és gőz termelődésrövid a fúvóka élettartamapontossági problémák (vágási hézag
formája, felületi érdesség, stb.)költésges
2.8.15 A vízsugaras vágás előnyei és hátrányai 2.8.16 Alkalmazási lehetőségekLaminált szerkezetek és térbeli alakzatok vágása
t2t1
hwhp tw
Térbeli alakzatok vágása
•Többtengelyes robotok alkalmazása•Biztonságtechnikai feltételek megoldása
A vízsugaras megmunkálás alkalmazási lehetőségei

A vízsugaras megmunkálás alkalmazási lehetőségei
Kb. 420MPa Kb. 600MPa
2.8.17 További lehetséges megmunkálások
„Műveleti sorrend” – sakkfigura készítés
Lehetséges műveletek
•vágás•fúrás•esztergálás•marás
Esztergálás
A befejező megmunkáláshoz:•finomabb abrazív anyag•Fogásvétel nélküli megmunkálás
Esztergálás
Esztergálás

Fúrás
•körpályán mozgó sugárral (vágás)•álló sugárral – a megmunkált átmérő a sugárátmérővel azonos
Korrekt geometria biztosítása nehéz
Marás
Probléma:A bevágási mélység kézbentartása
3D-s megmunkálási kísérletek
MarásVízsugaras anyagleválasztási kísérletek
MarásVízsugaras anyagleválasztási kísérletek

Szállított vízmennyiség [l/min]
Üzemi nyomás [M
Pa]
0
50
100
150
200
250
300
350
400
250200150100500
1
7
2
3 45
6 8
1. Vízsugaras vágás2. Falazatok bontása3. Burkolatok, bevonatok eltávolítása
4. Nagy sík beton felületek gépi eltávolítása
5. Aszfalt érdesítése, eltávolítása6. Felülettisztítás7. Bányászat8. Csatornatisztítás
2.8.18 További nagynyomású vízsugaras technológiák alkalmazási területei
Azonnali orvosi intézkedés szükséges !!
2.8.19 Munkavédelmi kérdések
Munkavédelmi kérdések
Gépek működésekor ⇒ igénybevétel
4. Élettartam növelő megmunkálások(tartósság növelő)
• felületi• felületi réteg• belső keresztmetszet
Felületi mikrogeometria (érdesség) hatással van a:
• kopásállóságra• fáradási tulajdonságokra
feszültséggyűjtés ⇒ kifáradás• működési tulajdonságokra
Tartósságnövelő megmunkálások célja:
A felületi réteg tulajdonságainak megváltoztatása
⇓
elsősorban képlékeny alakítással
Eredményeként megváltoznak a felületi réteg tulajdonságai:
• érdesség (felületi mikrogeometria)• keménység• maradó feszültségek• szövetszerkezet
Felületminőség:
A megmunkált felületet érő hatás szerint a tartósságnövelő megmunkálások lehetnek:
• felületvasalás• felülethengerlés• ütőtestes szilárdítás
⇓
• nő a keménység• csökken az érdesség• nő a hordfelület
4.1 Külső hengeres felület felületvasalása
Csúszási súrlódás közbeni jelenségek játszódnak le a vasaláskor, melynek eredményeként:
• a felületi érdesség csökken (Ra)• keménység nő• felületi szilárdság nő
A forgácsoló technológiák: pl. • köszörülés• Szuperfiniselés, hónolás• tükrösítés
• a felületi érdességet javítják• a felületi réteg szilárdságtani tulajdonságait rontják
1
2
3
4
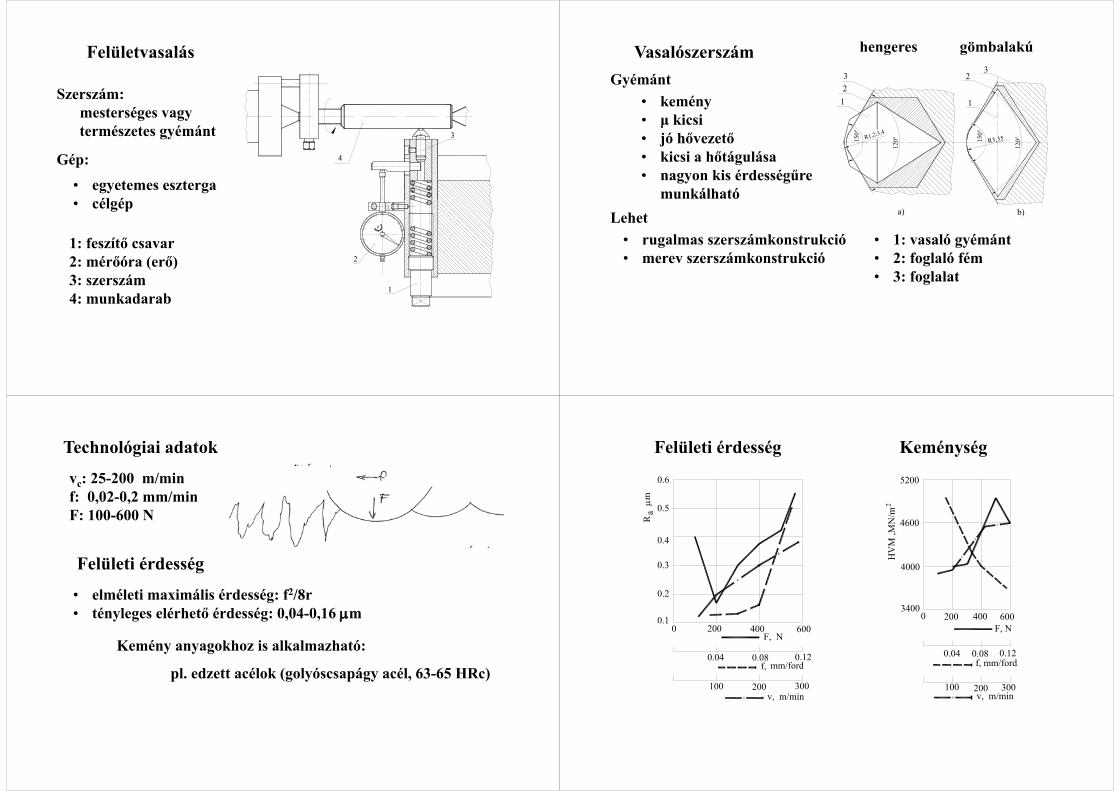
• egyetemes eszterga• célgép
Gép:
Felületvasalás
Szerszám:mesterséges vagytermészetes gyémánt
1: feszítő csavar2: mérőóra (erő)3: szerszám4: munkadarab
VasalószerszámGyémánt
• kemény• μ kicsi• jó hővezető• kicsi a hőtágulása• nagyon kis érdességűre
munkálható
120°15
0° R1,2;3,4
32
1
a) b)
120°15
0°
R3,35
1
23
hengeres gömbalakú
• 1: vasaló gyémánt• 2: foglaló fém• 3: foglalat
• rugalmas szerszámkonstrukció• merev szerszámkonstrukció
Lehet
Technológiai adatok
vc: 25-200 m/minf: 0,02-0,2 mm/minF: 100-600 N
Felületi érdesség
• elméleti maximális érdesség: f2/8r• tényleges elérhető érdesség: 0,04-0,16 μm
Kemény anyagokhoz is alkalmazható:
pl. edzett acélok (golyóscsapágy acél, 63-65 HRc)
Felületi érdesség
200 400 6000.1
0.2
0.3
0.4
0.5
0.6
0.04 0.08 0.12
100 200 300
F, N
mm/ford
v, m/min
0
f,
Ra
m μ
F, N
v, m/min
f, mm/ford
100
0.04
200
0.08
300
0.12
200 400 600
5200
4600
4000
34000
HV
M ,M
N/m
2
Keménység

Maradó feszültségek
300
0
-300
-600
-900
-12000 100 200 300 400
köszörülés
esztergálás
esztergálás+vasalás
köszörülés+vasalás
m ,
MN
/m2
σ
l, m
vc= 93 m/minf = 0,08mm/minF= 196 N
4.2 Külső hengeres felület felülethengerlése• szerszám: kemény (acél), szférikus vagy gyűrű alakú• gördülő súrlódás történik• kopásállóság és kifáradási határ javul
Jellegzetes gőrgő alakok:
Dg= 20-200 mmR = 0,5-200 mm
Jellegzetes eljárások
1: egygörgős2: egygolyós3: kétgolyós4: kétgörgős5: kétgörgős
ferde6: kétgörgős
simító7: kétgörgős
kúpos8: golyós + eszt.9: görgős + eszt.
Technológiai adatok
vc: 30-90 m/minF: 200-200000 N
• pneumatikus• hidraulikus• rugós
Felületi érdesség: Ra= 0,01-1 μmkb. tizedére csökken
e
r
e
r
f f
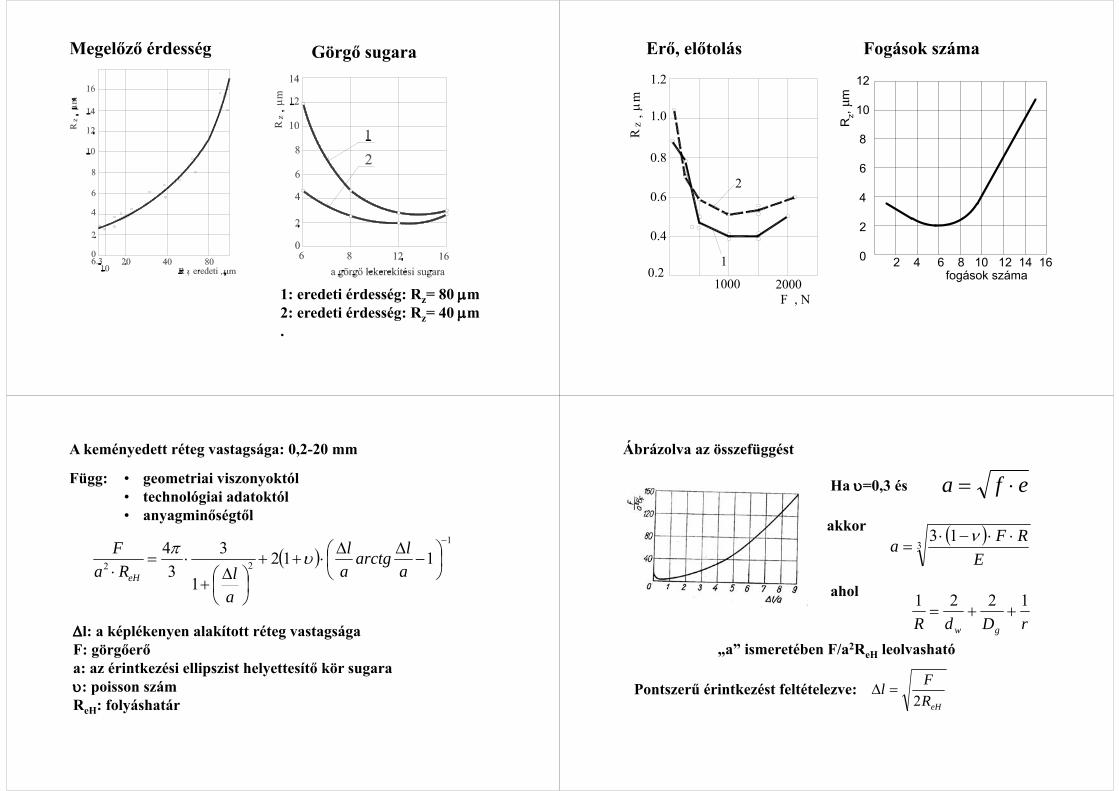
Megelőző érdesség Görgő sugara
1: eredeti érdesség: Rz= 80 μm2: eredeti érdesség: Rz= 40 μm.
z
Erő, előtolás
Rm
zμ ,
1000 2000F , N
0.2
0.4
0.6
0.8
1.0
1.2
1
2
Rz,
µm
fogások száma 2 4 6 8 10 12 14 16
12
10
8
6
4
2
0
Fogások száma
A keményedett réteg vastagsága: 0,2-20 mm
• geometriai viszonyoktól• technológiai adatoktól• anyagminőségtől
Függ:
( )1
22 1121
33
4 −
⎟⎠⎞
⎜⎝⎛ −
ΔΔ⋅++
⎟⎠⎞
⎜⎝⎛ Δ+
⋅=⋅ a
larctgal
alRa
FeH
υπ
Δl: a képlékenyen alakított réteg vastagságaF: görgőerőa: az érintkezési ellipszist helyettesítő kör sugaraυ: poisson számReH: folyáshatár
Ábrázolva az összefüggést
Ha υ=0,3 és efa ⋅=
akkor ( )3
13E
RFa ⋅⋅−⋅=
ν
ahol
rDdR gw
1221++=
„a” ismeretében F/a2ReH leolvasható
Pontszerű érintkezést feltételezve: eHR
Fl2
=Δ
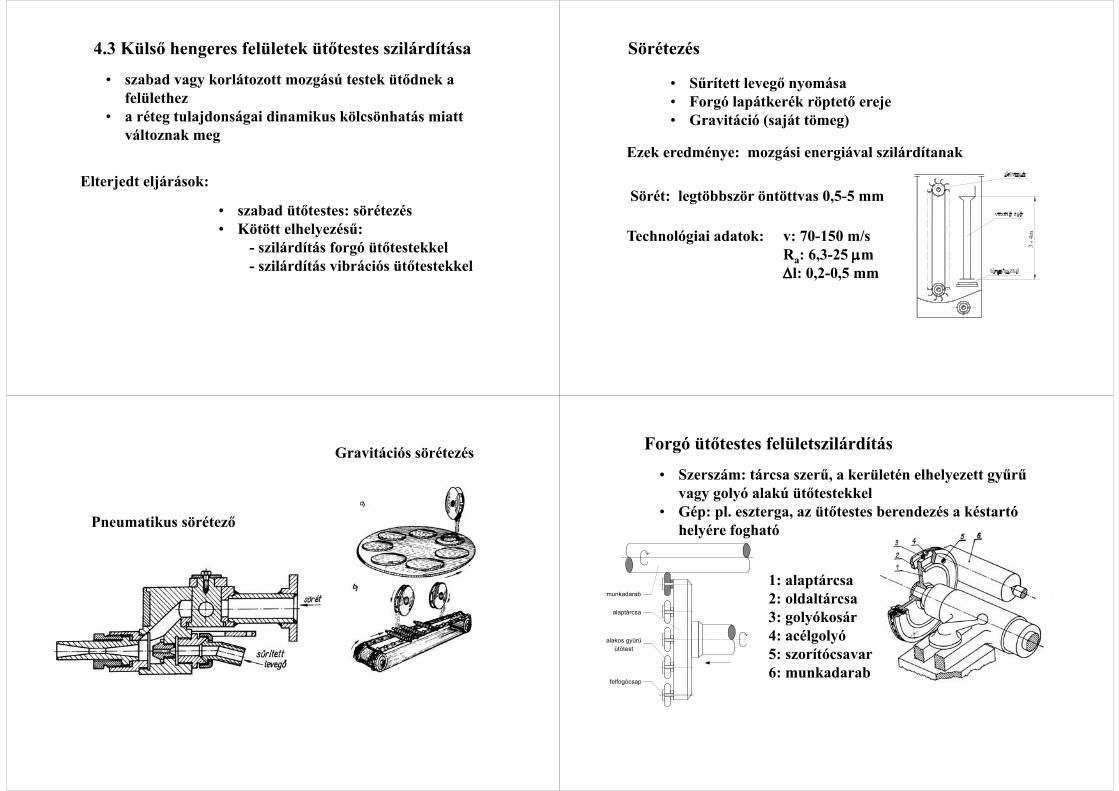
4.3 Külső hengeres felületek ütőtestes szilárdítása
• szabad vagy korlátozott mozgású testek ütődnek a felülethez
• a réteg tulajdonságai dinamikus kölcsönhatás miatt változnak meg
Elterjedt eljárások:
• szabad ütőtestes: sörétezés• Kötött elhelyezésű:
- szilárdítás forgó ütőtestekkel- szilárdítás vibrációs ütőtestekkel
• Sűrített levegő nyomása• Forgó lapátkerék röptető ereje• Gravitáció (saját tömeg)
Sörétezés
Ezek eredménye: mozgási energiával szilárdítanak
Sörét: legtöbbször öntöttvas 0,5-5 mm
v: 70-150 m/sRa: 6,3-25 μmΔl: 0,2-0,5 mm
Technológiai adatok:
Pneumatikus sörétező
Gravitációs sörétezés Forgó ütőtestes felületszilárdítás
• Szerszám: tárcsa szerű, a kerületén elhelyezett gyűrű vagy golyó alakú ütőtestekkel
• Gép: pl. eszterga, az ütőtestes berendezés a késtartó helyére fogható
munkadarab
alaptárcsa
alakos gyűrűütőtest
felfogócsap
1: alaptárcsa2: oldaltárcsa3: golyókosár4: acélgolyó5: szorítócsavar6: munkadarab

• ütőtestek alakja és mérete• az átfedés nagysága „h” • v: kerületi sebesség• ütőtestek száma• anyaga (acélgolyó)• f, vw• Fogásszám• munkadarab anyaga
Az eljárást befolyásoló tényezők:
sü
w w
k n iNd f nπ
⋅ ⋅=
⋅ ⋅
A mikrogeometriát a fajlagos ütésszám határozza meg:k: a golyók száma
Elérhető érdesség, Ra= 0,02-0,05 μm
Az alakváltozás mértékére hat még:
• az ütőerő nagysága• az ütési impulzus
A felületi réteg tulajdonságait befolyásolja:• a munkadarab anyaga• ütések száma• ütési impulzus• szilárdítási technológia
Nü: 30-70 ütés/mm2
h: 0,05-0,8 mmF: 5-120 N
Technológiai adatok:
h
A keménység nagymértékben növekszik
1: vsz: 41 m/s; h=0,15 mm2: vsz: 41 m/s; h=0,05 mm3: vsz: 15 m/s; h=0,15 mm4: vsz: 15 m/s; h=0,05 mm
4.4 Belső hengeres felületek hideg képlékeny megmunkálása
Cél:
• mikrogeometria• Pontosság• Felületi réteg tulajdonságai
(keménység, hordozó felület,maradó feszültségek)
Vasalás• Golyóval vagy• kúpos alakító elemmel

F
merev (tömör) merev (szerelt)
hátsó kúp
kalibráló kúp
alakító kúp
Kettős kúpos alakító elem:
Vasalás történhet rugalmas elemmel is(ld. Külső felület vasalása)
D
F
f0
φ
φd
Golyós:
vffF
F
F
f
Hengerlés
• Golyóval vagy• kúpos alakító elemmel
3
2
1
kosár
alakító elem(görgő)
támasztó kúp
alakító elem(golyó)
l
/2
szerszám
Morse
olaj kenés
δ
β
α
12345 67 8
fúrórúdbefogó
Furathengerlő szerszám konstrukciója
fffn n
n
n
Ütőtestes
Ritkán, inkább csak nagyátmérők esetén







