downloaden (pdf, 7.74mb)
TRANSCRIPT

Onafhankelijk vakblad voor lassen, lijmen en snijden | Nummer 11 - november 2013
Een lasmal wordt nooit van de plank geleverdIn het spoor van prof. Rolf DollevoetEerste docentenmiddag tijdens symposium
In deze editie o.a.

VOORWOORDnovember 2013
www.vakbladlastechniek.nlUitgaveISSN 0023-8694Lastechniek wordt uitgegeven in opdracht van het Nederlands Instituutvoor Lastechniek (NIL) en het Belgisch Instituut voor Lastechniek (BIL).RedactieKevin van Beek, Bert de Jong, Fleur Maas, Rolf Mul, Leo Vermeulen,Bart Verstraeten, Margriet Wennekes, Henk ZandvlietEindredactieMargriet Wennekes, Leo Vermeulen (techniek)UitgeverBert de Jong - T 06 53 84 69 33Advertentie-exploitatieCon-Sell, Rolf MulT 06 12 50 90 58 - E [email protected] Anschütz, Paul Barendse, Ruud van Bezooijen, Tim Blok, Marijke Damen, Leen Dezillie, Rob Helmich, Marcel Hermans, Michel van ‘t Hof, Piet van der Horst, Michael Jak, Pieter Keultjes,Marco Kraaijeveld, Maurice Mol, Ed Mulder, Johan Schelfhorst,Frank Smit, Wil van der Stap, Erik Steenkist, Gregor Tokarenko, Fred Vasquez, Adriaan Visser, Ben Weenink
AdressenNederlands Instituut voor LastechniekPostbus 190 - 2700 AD ZoetermeerT 088 400 85 60 - E [email protected] - www.nil.nl
Belgisch Instituut voor Lastechniek vzwTechnologiepark 935 - B-9052 Zwijnaarde, BelgiëT +32 9 292 14 05 - F +32 9 292 14 01, E [email protected] - www.bil-ibs.be
OPUS communicatie-ontwerpFruitweg 24 j - 2321 GK Leiden, T 071 589 56 44 - F 071 541 41 50E [email protected] - www.opus-co.nlVoor het verzenden van grote bestanden kunt u gebruik maken van:https://vakbladlastechniek.wetransfer.com
AbonnementenVoor particulieren in Nederland € 62,50 op privé-adres, voor bedrijvenin Nederland per abonnement. Voor studenten en senioren geldt inNederland een speciaal tarief.
Voor abonnementen in België kunt u contact opnemen met [email protected] zijn excl. BTW.
Lastechniek verschijnt elf keer per jaar en wordt toegezonden aandeelnemers van het Nederlands Instituut voor Lastechniek (NIL) en hetBelgisch Instituut voor Lastechniek (BIL) en andere geïnteresseerdenen belanghebbenden in de verbindingstechniek. Voor vragen overabonnementen kunt u terecht bij het NIL. Het abonnement geldt vooreen geheel jaar. Opzeggingen per aangetekend schrijven vóór 1 oktober van het lopende jaar.
Verzendadres wijzigen? Stuur dan het etiket met verbeterd adres retour.Alle advertentiecontracten worden afgesloten conform de regels voorhet Advertentiewezen gedeponeerd bij de rechtbanken in Nederland.
Ontwerp en lay-outOPUS communicatie-ontwerp, Leiden.
Hoewel de informatie gepubliceerd in deze uitgave zorgvuldig is uitgezocht en waar mogelijk gecontroleerd, sluiten de uitgever en de redactie uitdrukkelijk iedere aansprakelijkheid uit voor eventuele onjuistheden en/of onvolledigheid van de verstrekte gegevens.
©2013 - Overname van artikelen is slechts mogelijk na verkregen schriftelijke toestemming van de uitgever.
Colofon
Volg LASTECHNIEK op twitter:
@VBLASTECHNIEK
Nederland heeft één van de drukste spoorwegnetten terwereld, wat de nodige storingen en problemen met zichmeebrengt. In deze Lastechniek een interview met profes-sor Rolf Dollevoet naar aanleiding van zijn inauguratie alshoogleraar Railbouwkunde aan de TU Delft. Kort voor hetuitkomen van dit blad hadden we een afspraak om hem opde foto te zetten. Toevallig gebeurde dit een dag nadat bijBorne een goederenwagon was ontspoord. Volgens Pro-Rail moeten er 6000 dwarsliggers, kabels, leidingen en vei-ligheidsinstallaties worden vervangen. Wat eens te meerbewijst dat er volop werk ligt voor raildeskundigen.
Ook voor het NIL en het BIL zijn het drukke tijden. Het isbijna 20 november; tijd voor Jong NIL 2013. Wat is er dezedag allemaal te beleven voor jonge en aanstaande laspro-fessionals? Veel, zoals het gedetailleerde programma ver-derop in dit blad laat zien. Niet lang daarna, op 26 en 27november, vindt alweer het volgende lasevenement plaats:het BIL/NIL Lassymposium. In dit blad vindt u nogmaalshet programma. Maar er is meer. Voor het eerst is er eenBIL/NIL docentenmiddag georganiseerd, om docenten inhet lastechnisch onderwijs te informeren over opleidingen,diplomering en certificatie. Meer informatie hierover treft uaan in de rubriek Lasberichten.
Verder nemen we met deze Lastechniek alvast een voor-schot op het themanummer Offshore. Een Limburgse buig-specialist vertelt over het toenemend belang van deveelbesproken EN 1090 voor de offshore-industrie. Ook deIIW Whitepaper 2012 besteedt aandacht aan deze sector.De belangrijkste bevindingen heeft Fleur Maas voor u opeen rij gezet.
Net als vorig jaar wordt de decemberuitgave van Lastech-niek een dubbelnummer: de laatste editie van 2013 wordtgecombineerd met de eerste van 2014. U krijgt komendjaar dus in principe tien keer Lastechniek op de mat. Datneemt niet weg dat we de mogelijkheid openhouden om,net als dit jaar, een elfde editie te maken rond een speciaalthema.
Drukke tijden, ook in 2014. Het komende jaar viert het NILzijn 80-jarig bestaan. We zullen op verschillende manierenaandacht besteden aan dit bijzondere jubileum, dat nauwsamenhangt met de historie van Lastechniek.
Redactie Lastechniek
Drukke tijden
Valk Welding [email protected]
tel. 078 69 170 11 www.valkwelding.com
‘Met een fl exibel systeem
de doorlooptijd verkort’
Bij de start 15 jaar terug stelde Provan als doel om zich binnen de
wereld van toeleveranciers te onderscheiden met kleine series in
korte levertijden. “Quick Response Manufacturing is onze unieke
troef en dit is alleen haalbaar met zeer fl exibele productiemidde-
len. Valk Welding kan ons deze aanreiken.”
Snel en eenvoudig te programmeren
DTPS offl ine programmatie unieke troef
Professionele netwerking tussen andere Panasonic gebruikers
Sterk partnership door eerlijk meedenken
Als familie onderneming dezelfde visies delen
Dirk Lacquaye, productieverantwoordelijke Provan:
Inhoud #11 november 2013
LASTECHNIEKwordt uitgegeven door OPUS communicatie-ontwerp in opdracht van het Nederlands Instituut voor Lastechniek en het Belgisch Instituut voor Lastechniek
www.vakbladlastechniek.nl
04 Vanuit de verbindingswereld
12 In het spoor van prof. Rolf Dollevoet
16 Kranendonk en Fokker Aerostructures
20 HIsarna: een nieuwe manier
van staal maken
24 Programma BILNIL Lassymposium 2013
26 Laskennis opgefrist 6; TIG-lassen 2
HIsarna: een nieuwe manier
van staal makenIJzeraftap van de
reactor na beëindiging
van een proefrun 20 26
28
Coverfoto: Maurice Mol
28 Kersten Europe over het belang van
EN 1090 voor de offshore
34 Een mal wordt nooit van de plank geleverd
38 IIW White Paper over offshore
40 De lasser van de maand
41 Willem de Welder
42 Brancheregister
Het worden er 10[ ]
Het aantal vaste edities van Lastechniek zal met ingang van 2014 naar tien worden teruggebracht. Dat betekent dat
u zowel in december als in juli een dubbelnummer van Lastechniek kunt verwachten. Dit geeft ons de ruimte om naar
aanleiding van bijzondere gebeurtenissen of actuele thema’s een extra editie uit te brengen, zoals we dat afgelopen
zomer hebben gedaan met de Arbeidsmarktspecial. Regelmatig zult u dus toch nog elf keer per jaar Lastechniek in
de bus krijgen. We denken dat deze werkwijze de kwaliteit van ons blad alleen maar ten goede komt.
Zoals eerder aangekondigd verschijnt halverwege december het themanummer over offshore. Met vele bijdragen
vanuit de industrie wordt dit weer een goed gevuld dubbelnummer (# 12 / 1), vergelijkbaar met de thema-uitgave
over bouwen en constructie in december 2013.
De makers van Lastechniek
10|24-25

Fysieke belasting is goed, maar overdaad schaadtFysieke belasting staat voor het belasten van het mense-
lijke bewegingsapparaat, dat wil zeggen alle spieren, ge-
wrichten, botten en pezen in het lichaam. Het belasten van
het lichaam is gezond. Hierdoor blijven de spieren goed
doorbloed en gewrichten blijven soepel.
Schade aan het lichaam kan ontstaan door overbelasting.
In het werk kan overbelasting ontstaan door verkeerd til-
len en dragen van producten of
onderdelen, duwen en trekken
van bijvoorbeeld karren, on-
gunstige werkhoudingen zoals
bukken, of het steeds uitvoeren
van dezelfde bewegingen. Het
beste is om lichamelijke over-
belasting te voorkomen.
Overbelasting voorkomenDe eerste grote stap is bewust-
wording. Werknemers in de
metaal moeten weten wat te
doen om fysieke overbelasting te voorkomen. 5xbeter
heeft een geheel nieuwe serie toolboxen over Fysieke be-
lasting ontwikkeld. De Verbetercoaches organiseren ze
graag in uw bedrijf. De nieuwe toolboxen hebben een
sterk interactief karakter, wat zorgt voor een actieve bij-
drage van alle deelnemers. Ook laten de Verbetercoaches
de deelnemers aan de toolboxen zoveel mogelijk zelf er-
varen en uitproberen.
Lastechnische informatieWie informatie zoekt over lastechniek kan terecht bij het
NIL, het BIL, diverse leveranciers van lastechnische pro-
ducten en ‘last but not least’ op het internet. Het verza-
melen van informatie via bovengenoemde bronnen is vaak
niet voldoende en zeker niet altijd vrijblijvend.
Polysoude, fabrikant en leverancier van orbitale lasappa-
ratuur en gemechaniseerde las- en claddingsystemen, heeft
daarom diverse handboeken gepubliceerd. Deze hand-
boeken dienen ter ondersteuning bij het kiezen van het
juiste lasproces. Zo is ‘The Orbital Welding Handbook’,
over het kiezen van het juiste orbitaallasproces, een inter-
nationaal succesvolle uitgave gebleken. Op verzoek van
de markt heeft Polysoude nu ook ‘The Cladding Hand-
book’ en ‘The TIG Narrow Gap Handbook’ uitgebracht.
De handboeken van Polysoude kunt u aanvragen via de
website.
www.polysoude.com/manual-de-soldadura-orbital
LASBERICHTENnovember 2013
5
LASBERICHTEN november 2013
4
Lichamelijke overbelasting is een belangrijke oorzaak van ziekteverzuim in de metaalbranche. Dit is te voorko-men door het aanleren van een goede werkhouding en het nemen van eenvoudige voorzorgsmaatregelen. 5xbe-ter heeft daartoe een nieuwe serie toolboxen Fysieke belasting ontwikkeld.
Voorkom lichamelijke overbelasting
In vervolg op het succesvolle ‘Orbital Welding Handbook’ heeft Polysoude nu het eerste handboek uitgebracht over‘TIG Narrow Gap’-lassen. Het boek geeft informatie over het principe van dit lasproces, de mogelijke toepassin-gen en de uitvoering in de praktijk.
TIG Narrow Gap uitgebrachtEr zijn 3 typen interactieve toolboxen:
•
•
•
VerbetercoachHulp nodig bij het beoordelen van de fysieke belasting in
uw bedrijf of van uw werkplek? Neem dan contact op met
de Verbetercoaches van 5xbeter. Samen met hem/haar kan
gekeken worden hoe overbelasting voorkomen kan wor-
den en wordt er gezocht naar praktische oplossingen om
situaties te verbeteren. Bel of mail voor een afspraak naar
08005555005 (gratis) of [email protected].
Handboek over
MicrolassenHet 580 pagina’s tellende boek bestaat uit vier delen.
Deel 1 behandelt de meest toegepaste verbindingstechnie-
ken, met name het microlassen, en de effecten van sterili-
satie. Deel 2 gaat in op de toegepaste metalen en hun
bestendigheid tegen corrosie, waaronder legeringen van
platina en corrosievast staal. Het derde deel is gewijd aan
het verbinden van kunststoffen door middel van ultrasoon
lassen, laserlassen en RF/diëlektrisch lassen. In deel 4 ten
slotte wordt het verbinden van biomaterialen en weefsel-
implantaten besproken, waaronder verbindingstechnieken
voor metalen aan keramische componenten.
Technisch handboek‘Joining and assembly of medical materials and devices’ is
een technisch handboek voor (las)ingenieurs en onder-
zoekers in de medische industrie en andere academici met
belangstelling voor dit onderwerp. Het boek, onder re-
dactie van Y.N. Zhou en M.D. Breyen is uitgegeven door
Woodhead Publishing en verkrijgbaar via
www.woodheadpublishing.com/en/book.aspx?bookID=1581#!.
Medische implantaten zoals pacemakers, insulinepompen of kunstheupen, worden steeds complexer. Ze wordenopgebouwd uit meerdere componenten van verschillende materialen en moeten voldoen aan hoge eisen om erzeker van te zijn dat ze veilig geïmplanteerd kunnen worden en niet worden afgestoten door het menselijk lichaam.Het boek ‘Joining and assembly of medical materials and devices’ geeft inzicht in materialen en verbindingstech-nieken die geschikt zijn voor deze medische toepassingen. Naast kennis over speciale verbindingstechnieken,waaronder microlassen en lijmen, wordt ook het effect van sterilisatie op gelaste onderdelen behandeld.
Toolbox Kennis: gericht op het vergroten van de ken-nis bij de deelnemers; Toolbox Houding: gericht op het veranderen van dehouding ten opzichte van het zelf iets doen tegen deeigen fysieke belasting;Toolbox Gedrag: gericht op het vertonen van hetjuiste gedrag op de eigen werkplek.
Nieuwe uitgave over verbindingstechniek in medische toepassingen
Voor in uw agenda:
4, 5 en 6 november, Evenementenhal Gorinchem
Verbindingsweek 2014

LASBERICHTEN november 2013
6
Michaël van Straalen is met ingang van 4 november de nieuwe voorzitter van de Koninklijke Vereniging MKB-Ne-derland. Van Straalen (57) heeft er feitelijk al een paar maanden als voorzitter van MKB-Nederland opzitten. Sinds1 september vervulde hij die rol al waarnemend.
Van Straalen nieuwe voorzitter
Unaniem besluitOp voordracht van het hoofdbestuur van de Vereniging
heeft de Algemene Ledenvergadering unaniem ingestemd
met zijn benoeming voor de komende vier jaar. Volgens
het hoofdbestuur beschikt Van Straalen als geen ander
over de kwaliteiten en capaciteiten die een voorzitter van
MKB-Nederland nodig heeft. Hij is een ondernemer in
hart en nieren, met politieke sensitiviteit en brede be-
stuurlijke ervaring.
Voorzitterschap Koninklijke MetaalunieSinds 2007 was Van Straalen voorzitter van de Konink-
lijke Metaalunie en ook vicevoorzitter van MKB-Neder-
land. Bert Jaarsma, directeur organisatie Koninklijke
Metaalunie, heeft het volste vertrouwen dat hij een echte
voorman voor het mkb in Nederland gaat zijn. “Wij zijn
er trots op dat onze voorzitter die rol gaat vervullen, al
betekent dat helaas dat wij voortijdig afscheid van hem
moeten nemen als voorzitter.”
Met het aantreden van Van Straalen als voorzitter van
MKB-Nederland gaat Metaalunie per direct op zoek naar
een nieuwe voorzitter. “Tot een opvolger benoemd is en
aantreedt, is Michaël bereid gevonden de beide functies te
combineren. Om dat mogelijk te maken zullen andere be-
stuursleden en de directie soms taken van hem overne-
men”, schetst Jaarsma. Op korte termijn wordt een
benoemingsadviescommissie ingesteld die een voordracht
voor een nieuwe voorzitter gaat voorbereiden.
Van Straalen als ondernemerMichaël van Straalen is een selfmade ondernemer, die op
jonge leeftijd zijn studie Nederlands onderbrak om zijn
eigen technisch bureau te starten. Zijn vader vond dat hij
maar eens iets moest gaan bijverdienen, maar de jonge
Van Straalen zag het niet zitten om dat in loondienst te
gaan doen. Dit ‘bijbaantje’ bleek het begin van een lange
ondernemerscarrière, waarin hij diverse bedrijven in de
metaal oprichtte, overnam en weer verkocht. Van Straalen
is nog altijd eigenaar van een aantal bedrijven in deze
branche.
www.mkb.nl
Jong NIL 2013 biedt jonge en aanstaande lasprofessionals op 20 november een
veelbelovend en gevarieerd programma op deRDM Campus te Rotterdam. Demonstraties,
workshops, een rondgang langs diverse standsen een rondleiding wisselen elkaar af.
Tussendoor krijgen de deelnemers een lunchaangeboden en de dag wordt afgesloten met
een gezamenlijke boottocht.
PROGRAMMA9.30 – 10.00 | Ontvangst
10.00 – 12.00 | Workshops, standbezoek en rondleiding in groepen
12.00 – 13.00 | Lunch13.00 – 14.00 | Workshops, standbezoek
en rondleiding in groepen14.30 – 16.00 | Boottocht
RONDLEIDINGTijdens de rondleiding over het bedrijvenpark van de RDM krijgen de deelnemers demonstraties van onderwaterlassen, onderwatersnijden, raillassen,
een CNC draaibank en een lasrobot. IHC geeft een presentatie en er is een
demonstratie van het populaire tractor pulling.
WORKSHOPS‘Lijmen’
Henkel Nederland B.V.‘Hoe wordt een auto gelast?’
Advies-en-Training.nl‘Lassen onderzoeken door middel van NDO’
TÜV Rheinland‘Veilig omgaan met gassen’Westfalen Gassen Nederland
EXPOSANTEN3M Nederland B.V. | Advanced Ultrasonics B.V.
LBI Quality Inspection B.V. | Certilas Nederland B.V. N.V. Empatec | HSM B.V. | Inspectie SZW
Materiaal Metingen Testgroep B.V. Maxon Projects Support | Multiweld B.V.
Plymovent Industrial Solutions B.V. | Randstad TechniekValk Welding B.V. | De Vlamboog | Vereniging KINT
Verwater | Westfalen Gassen Nederland B.V. Air Liquide Nederland B.V.
Bayards Aluminium Constructies B.V.Mercon Steel Structures B.V. | Metalent
OOM Opleiding Ontwikkeling MetaalbewerkingHenkel Nederland B.V. | Strukton Rail B.V.DiveWise Training and Education Centre
Tata Steel | Albeda College
MKB-Nederland
Foto: Sander van der Torren

9
LASBERICHTENnovember 2013LASBERICHTEN november 2013
8
Tijdens een bijeenkomst van de Kring voor Materiaalbewerking met Lasers (MBL) bij AWL-Techniek in Harderwijkop 17 oktober jl. werden de nieuwste ontwikkelingen en praktijkvoorbeelden op het gebied van laserlassen be-sproken. Conclusie: er ligt in Nederland nog veel potentieel voor deze technologie, waarbij de automobielindus-trie vooroploopt.
Verzinkt stalen bakkenGEA Goedhart, fabrikant van luchtkoelers en luchtge-
koelde condensors voor grootschalige koel- en vriesdoel-
einden in de industriële markt, zocht naar een oplossing
voor het geautomatiseerd bouwen van verzinkt stalen lek-
bakken. ADK Techniek, een divisie van Valk Welding die
gespecialiseerd is in ontwerp en bouw van speciaalmachi-
nes voor las- en snijprocessen, bouwde daarvoor een spe-
ciale lasklembank die de langsnaden van lekbakken
positioneert, klemt en geautomatiseerd aflast.
Opbouw lasklembankDe lasklembank is opgebouwd uit een stabiel frame met
een lasrail, voorzien van een door een servomotor aange-
dreven lorry. Aan de onderzijde van het frame is een in
hoogte verstelbare doorn gemonteerd. Deze is op pro-
ductspecificatie ontwikkeld en is opgebouwd uit alumi-
nium blokken, voorzien van waterkoeling en gasbacking.
In deze aluminium blokken zijn koperen strips gemon-
teerd, die zijn voorzien van een lasgroef en gaatjes voor
AutomobielindustrieVanaf de jaren 90 is de automobielindustrie een voorloper
bij de inzet van laserlassen. De grote doorbraak kwam
toen constructeurs de producten gingen herontwerpen
voor laserlassen. Wouter Zweers, technology manager bij
AWL-Techniek gaf diverse voorbeelden van de huidige
toepassingen van laserlassen in de automobielindustrie,
zoals de productie van rugleuningen en tracks voor auto-
stoelen en Cross Car Beams.
Prof. Ian Richardson van de TU Delft besprak in zijn le-
zing diverse lasbaarheidskwesties, ook met het oog op de
ontwikkeling van nieuwe materialen. Door intensieve sa-
menwerking met onderzoeksinstellingen, universiteiten en
materiaalleveranciers zijn nieuwe materialen ontwikkeld
die bijzonder geschikt zijn voor het laserlasproces.
backinggas. Deze koperen strips dienen als smeltbadon-
dersteuning, waarmee een gecontroleerde doorlassing mo-
gelijk wordt. Door toepassing van de speciale uitneembare
blokken is het mogelijk op deze lasklembank iedere wille-
keurige afmeting van bakken af te lassen tot een maxi-
mum breedte van ca. 1.500 mm. Het principe is redelijk
vergelijkbaar met de werkwijze die wordt toegepast bij
een zogenaamde kantbank.
VerbeteringenMet de introductie van de lasklembank zijn verschillende
productieproblemen van GEA Goedhart opgelost, met als
belangrijkste verbeteringen: de hoge kwaliteit van de las,
de kortere doorlooptijd, een mooier visueel uiterlijk en een
sterk gereduceerde vervorming van de lekbakken. Ook de
constante beweging van de lastoorts, dankzij de servoge-
stuurde lorry, is een grote verbetering ten opzichte van het
handmatig lassen.
www.adktechniek.nl | www.valkwelding.com
Dunwandige verzinkt stalen producten worden vaak handmatig gesoldeerd. Solderen met een autogene vlambrengt echter een hoge warmte-inbreng met zich mee, waardoor dunwandige producten snel vervormen. Om ditprobleem te ondervangen, heeft ADK Techniek in opdracht van GEA Goedhart een lasklembank gebouwd. Doortoepassing van het plasmalasproces met automatische koudedraadaanvoer, last GEA Goedhart nu verzinkt sta-len lekbakken voor condensors volledig geautomatiseerd, in een hoge en constante laskwaliteit.
Lasklembank
verzinkt stalen productenJeroen Olde Benneker, sales engineer bij Trumpf Neder-
land B.V. gaf als voorbeeld de ontwikkeling van een nieuw
type aluminium: Novellis Fusion TM 6000-legering, la-
serkwaliteit.
Nieuwe laserbronnenOlde Benneker presenteerde ook de nieuwste varianten in
laserbronnen. Naast de alom bekende CO2-lasers heeft
Trumpf een uitgebreide portfolio van vaste-stof-laser-
bronnen. De ontwikkelingen zijn erop gericht om hogere
vermogens te verkrijgen in een compacte afmeting, met
een steeds hoger energetisch rendement. Daarnaast is er
een grote keuze in straalkwaliteiten (focusseerbaarheid).
Voor laserlassen zijn varianten beschikbaar met fiberdia-
meters vanaf 200 micrometer. Een andere interessante ont-
wikkeling is de core-switch. Dit optische element maakt
het mogelijk een zogenaamde twee-in-een-fiber toe te pas-
sen in een laserbron met hoge straalkwaliteit. De bron kan
dan zowel voor snijden als voor lassen worden ingezet.
Kring voor Materiaalbewerking met LasersDe Kring voor Materiaalbewerking met Lasers (MBL)
maakt deel uit van de Bond voor Materialenkennis. De
MBL is een contactgroep voor vakgenoten die tweemaal
per jaar bij één van de leden bijeenkomt. De doelstellingen
zijn het onderhouden van onderlinge contacten en het uit-
wisselen van ervaringen met laser voor materiaalbewer-
king. De Kring functioneert als een centraal punt tussen
aanbieders en gebruikers van kennis, apparatuur en ma-
terialen op het gebied van lasertechnologie.
Laserlassen in de praktijk
vervangt autogeen soldeerproces van
DVS (Deutscher Verband für Schweissen und ver-wandte Verfahren) heeft een handboek uitgebrachtover veilig en gezond werken in de lastechniek. ‘Ar-beits- und Gesundheitsschutz in der Schweißtechnik’is een praktisch boek dat uitgebreid ingaat op be-schermingsmaatregelen tegen de gevaren die samen-hangen met het werken in de lastechnische industrie.
InhoudHet 250 pagina’s tellende boek is een praktisch hulpmid-
del voor iedereen die verantwoordelijk is voor het nemen
van maatregelen om werknemers in de (las)industrie vei-
lig en gezond te laten werken. Naast Europese richtlijnen,
Boek over veilig en gezond werken in de lastechniekwetten en voorschriften behandelt het boek risico’s en vei-
ligheidsmaatregelen in de lastechniek, werkplaatsinrich-
ting en apparatuur. Ook worden voorbeelden gegeven van
beroepsziekten, arbeidsongevallen en maatregelen om
deze te voorkomen. Tot slot wordt ook een overzicht ge-
geven van wetten, voorschriften en vakliterauur.
BestellenHet boek ‘Arbeits- und Gesundheitsschutz in der Schweiß-
technik’ is geschreven door Dr. Weikert, en kan besteld
worden via DVS media-info.
www.dvs-media.info

LASBERICHTEN november 2013
10
ITW Welding Products BVEdisonstraat 10
NL-3261 LD Oud-Beijerland
T +31 (0)186 641 444
F +31 (0)186 640 880
- Consumables- Equipment- Heating- Automation- Sub Arc Solutions
ITW WELDING
MILLER LASAPPARATUUR
MILLER EN AEC TECHNOLOGYVERWARMINGSAPPARATUUR
VAKKUNDIGE TECHNISCHEONDERSTEUNING
GEÏNTERESSEERD IN UW VOORDELEN
WE CREATE SUCCESS IN METAL FABRICATION
Tel. 0186 641 444
MILLER LASAPP
en AEC.C, Bernaraft, WTeldcrW
ein, McKay, TElga, Hobart, Stde merkeereputger
en productedig prollvveeert en loducpr
ITW WELDING
ecte seltheid het optimal
atuurapparood- en Joulr
e inductie-, wvatievbiedt een brVERWMILLER EN AEC TECHNOL
TUURARAATPPPA
s egaskisrd, TC, Bernarrimark, ein, McKay, Ter, en als Millde merk
amma met ogren prert een uniek en v
e e specifiekoor elken verectes ocerwarmingspre vheid het optimal
-. Dit geeft u de mogelijkatuurr.erwarmings-ect ve effood- en Joul
a and-, infrtseere inductie-, w-amma innoogreed prbiedt een br
TUURARAATARMINGSAPPPAVERWYOGMILLER EN AEC TECHNOL
ganisatie en zorooporerkOnze vOORDELENUW V
SEERD IN GEÏNTERES
erwarmen. oor)ven (van laspreuze op het gebied vk
aag met de juiss helpt u gradviseurechnische an team vEen bekwaam t
es
g-ganisatie en zor
sen esocan laspre taag met de juis
echnische
ende lasprvetrooruitsvouwbaarheid en nieuwbetr
ant vruim 80 jaar garonnen. Milloombrtrs
aad en Onder Pvulde drGean TIG, MIG, Elhet gebied veldwijd marktlerer is wMill
MILLER LASAPP
elding”. Wen “Quality and KnogebaseerOnze diensONDERSTEUNING
AKKVVA
oepast
sen!esocende laspre ouwbaarheid en nieuw
oor ultieme ant vaat al ter sonnen. Mill
dek oederaad en Onder Poden, ektran TIG, MIG, El
eider op eldwijd marktlTUURARAATPPPA
elding”. w in w-Hoen “Quality and Kno
singen ose oplvatievd op innogebaseeren zijn oducten en prtOnze diens
ONDERSTEUNINGAKKUNDIGE TECHNISCHE
sing.oepas
erwarmingsapparonnen en vbren, serialoegmatvoetan lasv
euning en ltsoor onderklaar vaan vtennis sakkgedegen v
erde dealeerectvuldig gesel
singen
.atuurr.erwarmingsappar-oomtren, s
ering veeuning en loor u aan vs met er
+31 (0)186 640 880F
+31 (0)186 641 444T
NL-3261 LD Oud-Beijerland
aat 10trEdisons
elding PrITW W
Sub Ar-Aut- Heating- Equipment-Consumabl-
+31 (0)186 640 880
+31 (0)186 641 444
NL-3261 LD Oud-Beijerland
oducts BVelding Pr
c Solutionsb ArcomationAut
HeatingEquipment
esConsumabl
an diensaag vWij zijn u grel. 0186 641 444T
Bel ons op:
t! an diens
TWE CREAAT
CESS IN METTE SUC
TIONAATABRICAL FFAETTA
BIL/NIL LassymposiumOp 26 en 27 november 2013 organiseert het Belgisch In-
stituut voor Lastechniek (BIL), samen met het Nederlands
Instituut voor Lastechniek (NIL), de negende editie van
het Nederlandstalig Lassymposium. Op woensdag 27 no-
vember is er parallel aan het symposium een middagsessie
voor docenten, waarin zij specifiek geïnformeerd worden
over ontwikkelingen in het lastechnisch onderwijs. Ook
is er ruimschoots gelegenheid voor het inzien van cursus-
materiaal en het bezoeken van een mini-vakbeurs. Van-
zelfsprekend zijn de docenten ook welkom op alle andere
voordrachten van het Lassymposium.
Programma docentennamiddag
Locatie, kosten en inschrijvingLocatie Stuurboord/Hangar 26, Rijnkaai 96 2000 AntwerpenKosten (excl. 21 % btw) Docenten BIL lid/NIL bedrijfsdeelnemer € 50,-
Docenten niet-leden € 75,-Studenten (op vertoon studentenkaart) € 50
Meer info Belgisch Instituut voor Lastechniek – Ann Wydooghe - +32(0)9 292 1405Inschrijven
12:30 Ontvangst - Broodjeslunch en bezoek mini-vakbeurs14:00 Inleiding, door ir. Wim Verlinde IWE (BIL)
Het toenemend belang van laskwaliteitssystemen (al dan niet wettelijk opgelegd), gekwalificeerde lassers, inspecteurs en lascoördinatoren.
14:15 Diploma lassers • Internationaal lasser of International Welder (IW), door ir. Leen Dezillie IWE (VCL)• HVO-opleiding en beschikbaar cursusmateriaal, door ing. Leo Vermeulen IWE (NIL)
15:00 Certificaat lassers, door ing. Leo Vermeulen IWE (NIL)Ontwikkelingen op het gebied van lasserskwalificaties, de komst van EN-ISO 9606-1 (ter vervanging van de EN 287-1).
15:30 Koffiepauze16:00 Lascoördinatie
• EWF diploma: RWC-B (specifiek staalbouw, ook ideaal als inleidingscursus in de lastechniek), door ir. Leen Dezillie IWE (VCL)
• IIW diploma: IWP/IWS/IWT/IWE, door ing. Leo Vermeulen IWE (NIL)16:45 Inspectie en NDO, door ing. Bart Verstraeten IWE (BIL)
• Visuele inspectie• Internationaal lasinspecteur/International Welding Inspector (IWI)
17:15 Bezoek mini-vakbeurs17:45 Aansluitende netwerkdrink
www.bil-ibs.be/bilnil-lassymposium-docentennamiddag
Lastechnische opleidingen zitten in een ware stroomversnelling. Dit is onder meer een gevolg van veranderdeeisen op het gebied van laskwaliteitssystemen. Op de tweede dag van het bekende BIL/NIL Lassymposium wordtvoor het eerst een docentennamiddag gehouden om de laatste ontwikkelingen toe te lichten.Docenten uit Nederland en België zijn van harte welkom in Antwerpen.
27 november 2013Eerste BIL/NIL Docentennamiddag

november 2013IN HET SPOOR november 2013
12
wee dagen per week is professor Rolf Dolle-
voet (42) te vinden in een bescheiden kan-
toorruimte op de tweede verdieping van gebouw 23, direct
boven het laboratorium van de faculteit Civiele Techniek
en Geowetenschappen. Het is druk, want hij is bezig met
de laatste voorbereidingen voor het symposium Rail-
aHead, dat rondom zijn inauguratieceremonie is georga-
niseerd. Voor Lastechniek maakt hij echter graag een
uurtje vrij. De wand achter hem is gevuld met boeken over
railbouwtechniek en een verzameling spoorkopprofielen.
Waar komt die fascinatie voor het spoor vandaan? “Het
is vooral mijn interesse voor het doen van toegepast on-
derzoek. Ik ben van nature heel praktisch ingesteld en
werk het liefst met mijn handen, maar toevallig ben ik ook
goed in theorie. Innoveren en uitvinden, dat vind ik leuk.”
Wiel-railcontactRolf Dollevoet is afgestudeerd als triboloog. Hij legt uit
dat een triboloog zich bezighoudt met wrijvingskunde en
de leer van het smeren. “Het doel is om twee bewegende
onderdelen zo soepel mogelijk, met een zo laag mogelijke
weerstand en zo weinig mogelijk slijtage ten opzichte van
elkaar te laten bewegen. Denk maar aan zuigerstangen in
een cilinder. In het spoor heb je ook te maken met tribo-
logie, namelijk het contact tussen wiel en rail.” In 2003
werd Dollevoet aangenomen bij ProRail om onderzoek te
doen naar het wiel-railcontact. Doel van het onderzoek
was het verbeteren van het onderhoud aan het spoor en
het terugdringen van de onderhoudskosten. Maar waar-
door zijn die kosten zo hoog? “Dat heeft te maken met de
gebruikte materialen. De tribologie leert dat twee tegen
elkaar bewegende lichamen niet van hetzelfde materiaal
door Margriet Wennekes, fotografie: Frits Falkenhagen
‘Er liggen enorm veeluitdagingen in het
SPOOR’3-daagseworkshop
ASME Sectie IXDe internationale ASME Code Sectie IX is demeest gebruikte standaard voor het kwalifice-ren van lasmethoden, lassers, lasoperators enhardsoldeerwerkzaamheden. Deze code wordt in vele landen erkend en toe-gepast waaronder de VS en Canada.
Locatie, data en tijd van deze workshop
Locatie AC Restaurant ’t Harde, ’t Harde Data 27 november 2013
4 december 201311 december 2013
Tijd 09:00 - 16:00 uur
Locatie AC Meeting Centre Utrecht-De Meern Data 23 januari 2014
30 januari 20146 februari 2014
Tijd 09:00 - 16:00 uur
Meer informatie vindt u op: www.nil.nl
Dollevoet bedacht eenfriction modifier, een
‘smeermiddel’ dat op derails aangebracht zou
kunnen worden. ‘Het toevoegen van bepaalde elementen
(zeg maar peper en zout)aan de basisolie van
de friction modifier zorgtdat de wielen voldoende
grip hebben, terwijl de smering zorgt voor
minder slijtage en minder geluid.’
ROLF DOLLEVOET WERD ONLANGS GEÏNAUGU-
REERD ALS HOOGLERAAR RAILBOUWKUNDE AAN
DE TU DELFT. HIJ IS DAARNAAST WERKZAAM ALS
ONDERZOEKER VOOR PRORAIL.
LASTECHNIEK SPRAK MET HEM OVER ZIJN AMBI-
TIES EN ZIJN VISIE OP DE SPOORBOUW.

T 0229 - 248484I www.rolan-robotics.com
Met onze las- en handlingrobots kunnen we elke uitdaging aan. Welk automatiserings vraagstuk u ook wilt voorleggen, u bent bij ons verzekerd van eerlijk en gedegen advies over de meest rendabele oplossing.
Deze fl exibele werkwijze is mogelijk dankzij ons complete assortiment kwaliteits producten van OTC, Stäubli en Fanuc. Deze kunnen we van a tot z inrichten voor uw specifi eke toepassing en voor de eisen die gelden in uw branche. Met onze oplossingsgerichte aanpak zijn we uitgegroeid tot een van de grootste spelers in de Benelux. Daag ons uit en leg ons uw vraagstuk voor.
IN HET SPOOR november 2013
1514
bouwspecialist voorlopig het aangewezen proces. “Het is
goedkoop en werkt best goed. Zeker met de nieuwe rail-
lasopleidingen en certificatie van raillassers. Voordat we
begonnen met de opleidingen hadden we per jaar 200
breuken in het spoor, waarvan 100, 120 spontaan op ther-
mietlassen, omdat de kwaliteit niet goed was. Vorig jaar
hadden we er 1.” Maar wat is de truc? “De geometrie
moet perfect zijn. Het vakmanschap zit hem vooral in het
slijpen na het lassen. Dat gebeurt handmatig en moet op
tienden van millimeters nauwkeurig gebeuren. Een speci-
aal meetinstrument, de Railprof, biedt daarbij uitkomst:
groen of rood, goed of fout. Pas als het groen is, mag de
lasser naar huis.”
Nieuwe lasprocessenHet onderzoek naar nieuwe te gebruiken staalsoorten gaat
intussen door; dan is het thermietlassen waarschijnlijk niet
meer mogelijk, vanwege de hoge warmte-inbreng. De toe-
komst ligt volgens Dollevoet in lasmethodes waarbij de
warmte-beïnvloede zone (nu 2,5 cm) niet breder is dan 3
tot 4 mm. Waarom? “Het wiel-railcontact is ongeveer 10-
14 mm. Als je 2,5 cm zacht spul hebt, zoals in de WBZ bij
thermietlassen, zakt het wiel daarin weg en krijg je deu-
ken. Daar heb je geen last meer van als de WBZ klein ge-
noeg is.” In Zwitserland is Dollevoet al bezig met het
testen van nieuwe lasmethoden. “Als we de juiste staal-
soort weten te ontwikkelen, dan moeten we ook de juiste
lasmethode toepassen, denk aan laserlassen, elektronen-
bundellassen of wrijvingslassen. Je moet dan ook nog mo-
biel kunnen lassen in het veld, met regen, wind enzovoort.
Dat wordt nog een hele uitdaging.”
BesmetHet introduceren van nieuwe materialen en technieken in
het spoor is niet makkelijk, weet Dollevoet. “Voor een
deel heeft dat te maken met de cultuur. Het spoor is geen
markt, er is geen échte drive om geld te verdienen. En als
je beslist om iets nieuws te doen, heb je er 50 jaar plezier
van of 50 jaar chagrijn. Als het niet goed gaat, hang je.
Maar ik trek me daar niks van aan en duw wel door, daar
waar ik kan.”
Nu hij is aangesteld als hoogleraar wil Rolf Dollevoet zo-
veel mogelijk studenten enthousiast maken voor de rail-
bouwkunde. “Het leeft wel, maar je moet eerst ‘besmet’
worden. Ik wil richting de 40 afgestudeerden en praat met
onderwijsdirecteuren van elke faculteit van de TU. Want
ook iemand die bijvoorbeeld bouwkunde of wiskunde
doet, kan denken aan railtechniek; er worden ook stati-
ons gebouwd en wiskundigen zijn nodig voor logistieke
vragen en data-analyse. Er liggen enorm veel uitdagingen
en ideeën voor het opscheppen.”
het zoeken naar nieuwe staalsoorten valt onder deze noe-
mer.” De tweede onderzoeksrichting houdt zich bezig met
het verkrijgen van meer inzicht in verbanden tussen alle
losse onderdelen. “Iedereen heeft controle over zijn eigen
onderdeel, maar het systeemoverzicht ontbreekt. We
meten ons suf, maar hoe maken we daar informatie van?
Er zijn nu drie roboticastudenten bezig met het zoeken van
verbanden en patroonherkenningen.”
VakmanschapEn hoe zit het met de aanleg van het spoor? Zullen we in
de toekomst overstappen naar andere lasprocessen voor
spoorrails? Dat zal volgens Dollevoet alleen gebeuren als
we nieuwe staalsoorten gaan toepassen. “Het staal dat we
nu gebruiken is met een ander lasproces dan thermietlas-
sen of afbrandstuiklassen bijna niet te verbinden. Het ther-
mietlassen heeft als grote nadeel dat de structuur van het
staal wordt veranderd door de grote warmte-inbreng.
Voor en na een thermietlas ontstaan na 10 jaar altijd twee
deuken. De trein slaat tegen de las en na 20, 30 jaar zijn
de thermietlassen kapot.” Er worden in het spoor jaarlijks
30.000 thermietlassen gemaakt. Dat blijft volgens de rail-
mogen zijn, om slijtage te beperken. Maar wat doen we in
het spoor? Wiel en rail zijn van precies dezelfde staalsoort
gemaakt, met een hoog koolstofgehalte, om het toch maar
slijtvast te krijgen. Dat is dus eigenlijk het domste wat je
kunt doen, maar we doen het omdat het anders te duur
zou worden. Je zou eigenlijk een staallegering moeten ge-
bruiken met titanium, nikkel of chroom. In de hoeveelhe-
den die je in het spoor nodig hebt is dat echter
onbetaalbaar.” Er moest dus een andere oplossing ge-
vonden worden om de hoge slijtage aan vooral wis-
sels te verminderen. Dollevoet bedacht een friction
modifier, een ‘smeermiddel’ dat op de rails aange-
bracht zou kunnen worden. “Het toevoegen van be-
paalde elementen (zeg maar peper en zout) aan de
basisolie van de friction modifier zorgt dat de wielen
voldoende grip hebben, terwijl de smering zorgt voor
minder slijtage en minder geluid.” Deze oplossing
werd echter niet meteen geaccepteerd. “Dat had te
maken met een stukje politiek, onwetendheid en een
gevoelsmatige weerstand tegen olie in het wiel/rail-
contact. Maar de testen die we vanaf 2008 hebben
uitgevoerd bewijzen dat het werkt. NS is nu zo ver
dat het in 2018 wordt geïntroduceerd.”
Head checksDe hoogleraar promoveerde in 2010 op het spooron-
derzoek naar ‘head checks’, kleine scheurinitiaties die
veroorzaakt worden door spin- en slipkrachten in het
buitenbeen van een boog in het spoor (radius kleiner
dan 3000 m). Deze scheurinitiaties kunnen leiden tot
breuk en zelfs tot het ontsporen van treinen. De trein-
ramp in oktober 2000 bij het Engelse Hatfield werd
veroorzaakt door head checks. Dollevoet ontwikkelde
een anti-head-checkprofiel. Hij ontdekte dat bepaalde
zones in de spoorstaaf extra gevoelig zijn voor het
ontstaan van head checks. “Door het heel precies af-
slijpen van de spoorstaaf - een millimeter, meer niet -
kunnen deze zones ontlast worden en kun je het ont-
staan van head checks voorkomen.” Het implemen-
teren van deze oplossing, waarvoor een ‘slijptrein’ wordt
ingezet, levert een jaarlijkse onderhoudsbesparing op van
50 miljoen euro. “Normaal gaat een boog 4 jaar mee, nu
is dat wel 40 jaar.”
Nieuwe onderzoeksprojectenHet belangrijkste onderzoeksproject in de railbouwkunde
dat nu loopt is ExploRail. Daarin zijn twee onderzoeks-
richtingen te onderscheiden: ‘Intelligent Rail’ en ‘Whole
System Performance’. “Intelligent Rail richt zich op het
opsporen van problemen, nog voordat ze ontstaan.
We hebben 10.000 storingen per jaar. Door het inbouwen
van sensoren kun je anticiperen op onderhoud. Maar ook
november 2013

ranendonk Production Systems BV is gespe-
cialiseerd in robotisering van niet-repeterend
las- en snijwerk. Er werken al zo’n driehonderd geavan-
ceerde smartrobotinstallaties in de scheepsbouw, offshore-
industrie, trailerconstructie en staalbouw. Negentig
procent daarvan buiten Nederland. Naast het hoofdkan-
toor in Tiel werkt Kranendonk vanuit vestigingen in De-
nemarken en Japan. “Wij gebruiken de ervaring die wij in
de scheepsbouw en offshore hebben opgedaan voor spe-
ciale robottoepassingen, ook buiten deze segmenten, zoals
in de staalbouw en vliegtuigbouw”, vertelt marketingma-
nager Jan Kranendonk. “We hadden al een bestaande re-
latie met Fokker in Papendrecht. Fokker beheerst het
inductief lassen van composieten en wij beheersen de tech-
niek voor het uiterst nauwkeurig positioneren en mani-
puleren van het lasgereedschap. Dat was ook de reden dat
Fokker voor ons koos. Want kwaliteit is in de vliegtuig-
bouw essentieel. Het productieproces wordt eerst gecerti-
ficeerd voordat er gestart kan worden met de
daadwerkelijke fabricage. Het belangrijkste hierbij is de
nauwkeurigheid van de lasnaden, waarover de robot met
grote precisie moet bewegen.”
ROBOTISERINGnovember 2013
door Maurice Mol
ONLANGS IS EEN BIJZONDER ROBOTSYSTEEM GEÏNSTALLEERD VOOR HET LASSEN VAN THERMO-
PLASTISCH COMPOSIETMATERIAAL BIJ FOKKER AEROSTRUCTURES IN HOOGEVEEN. DE ZEER HOGE
NAUWKEURIGHEIDSEISEN VORMDEN DE BELANGRIJKSTE UITDAGING.
17
ROBOTISERING november 2013
16
Kranendonk brengt inductief lassen bijFokker Aerostructures in beweging
Jan Kranendonk (l) en Jelle Mol van Kranendonk Production Systems BV
32
ROBOTISERING november 2013
18
Composieten: sterk, licht en goed te vormenComposieten zijn een combinatie van hoogwaardigevezels en kunststoffen. Zij hebben bijzondere materi-aaleigenschappen. De grootste constructieve voor-delen van composieten ten opzichte van traditionelematerialen zijn hun hoge stijfheid, hoge sterkte enthermische stabiliteit, in combinatie met een laag ge-wicht. Veel gebruikt zijn glas- en koolstofvezels, incombinatie met vinyl en epoxyharsen. Composiet-materialen komen vooral tot hun recht in constructieswaar een hoge stijfheid of sterkte nodig is met mini-maal gewicht. De eigenschappen van een composietkunnen worden beïnvloed door variatie in vezeloriën-tatie en het combineren van verschillende materialen.Door het lage gewicht en de hoge stijfheid is de ei-genfrequentie van een composietmateriaal hoger dandat van metaal. Naast het feit dat hoogwaardige ve-zels een hogere specifieke sterkte en stijfheid heb-ben dan metalen, speelt vermoeiing vaak eenondergeschikte rol. De interne demping in compo-sietmateriaal geeft een extra voordeel.
Complexe vormen zijn met een composiet goed terealiseren. Tijdens de productie wordt zowel het ma-teriaal als het product gevormd. Omdat de vezel inelke vorm te leggen is zijn er weinig beperkingen.Door deze vormvrijheid kunnen structureel efficiën-tere constructies gemaakt worden.
NauwkeurigheidFokker Aerospace beheerst het inductief lassen van licht-
gewicht composieten voor onderdelen van zakenvliegtui-
gen. Jelle Mol, marketingcoördinator bij Kranendonk: “Er
staan in Hoogeveen mallen voor de vleugel- en staartde-
len in lengterichting naast de door ons gebouwde 24 meter
lange track. De te lassen delen worden door de operator,
die zich vrij tussen de mallen kan bewegen, in de mal ge-
legd. Door optische veiligheidssystemen is gewaarborgd
dat er zich geen botsingen met de robot kunnen voordoen.
Als de onderdelen in de mal geplaatst zijn kan de opera-
tor op een bedieningsconsole het lasproces in werking stel-
len. Het belangrijkste van de 9-assige machine is de
nauwkeurigheid over het gehele werkbereik. Elke robot-
baan wordt binnen een tolerantie van 0,3 mm uitgevoerd.
De robot beweegt verticaal hangend aan een stevige
kolom boven de mallen. De negen assen worden gecoör-
dineerd door de door ons ontwikkelde besturingssoftware.
Door het grote werkbereik over de lasmallen kan het pro-
ductieproces continu doorgaan.”
De belangrijkste uitdaging bij de ontwikkeling van de ro-
botinstallatie voor het inductief lassen was de nauwkeu-
righeidseis die aan het project werd gesteld. De laswerking
begint op een vooraf ingesteld startpunt en het lasgereed-
schap moet binnen de tolerantie van 0,3 mm over de las-
naad bewegen. De robot is met laser gekalibreerd, een
eigen ontwikkeling van Kranendonk, die geregeld wordt
toegepast.
Strenge eisenTijdens beproeving van de installatie is de vereiste nauw-
keurigheid bij Fokker Aerostructures in Hoogeveen ge-
meten en aangetoond. De certificering van het proces
wordt voor een bepaalde productieserie uitgevoerd vol-
gens de strenge eisen in de vliegtuigbouw. Daarna mogen
hierin geen wijzigingen meer worden aangebracht. Want
meer nog dan in andere sectoren geldt in de vliegtuig-
bouw: veiligheid voor alles. Het systeem gaat tien jaar
vliegtuigonderdelen lassen en is zo ingericht dat nieuwe
mallen eenvoudig kunnen worden geprogrammeerd zon-
der dat de productie lang stil hoeft te liggen.
Inductielassen van metalen en kunststoffenInductielassen kan zowel bij metalen als bij kunst-stoffen worden toegepast. Er wordt gebruikgemaaktvan de magnetische of elektrische geleidingseigen-schappen van het te lassen materiaal. De energie dievoor het verhitten nodig is, wordt toegevoegd dooreen inductiespoel. Deze veroorzaakt een hoogfre-quent elektromagnetisch veld dat inwerkt op hetwerkstuk. Na het verwarmen worden te verbindendelen door middel van een drukrol samengedrukt.Bij een stroomgeleidend werkstuk worden wervel-stromen opgewekt, die warmte geven vanwege deelektrische weerstand van het materiaal. De door-dringing van de warmte-inbreng kan worden gere-geld door de frequentie van het veld. Bij een hogerefrequentie is de warmte-inbreng door het skin-effectminder diep dan bij een relatief lage frequentie.Bij kunststoffen worden kleine metaaldeeltjes toege-voegd. De warmte wordt vooral opgewekt door hys-terese, doordat de magnetische component steedsde kristalstructuur van het ferromagnetische materiaalverstoort. De metaaldeeltjes geven hun warmte af aande omringende kunststof. Het effect van de elektro-magnetische inductie kan worden versterkt door eenferritisch metalen inzetstuk tegenover de zijde van deinductiespoel te plaatsen. In de vliegtuigindustrie enruimtevaart worden in de kunststof naast metaal-deeltjes ook koolstofvezels toegepast.

MultiC’Air 2 compleet verse lucht systeemComplete set MultiC’Air motor unit + MultiVision Carbon lashelm
€
Ademhalingsbescherming verdient advies. Daarom raden wij u aan om in geval van twijfel contact op te nemen met uw MultiVision-dealer. Zij helpen u graag bij het maken van de juiste keuze.Voor een MultiVision-dealer bij u in de buurt kunt u contact opnemen met De Vlamboog op 023-5675500 of [email protected].
Weet u wat een lasser inademt?
Voldoende schone lucht is belangrijk voor optimale prestaties en het voorkomen van gezondheidsklachten! Verantwoord lassen begint dan ook met een kwalitatieve combinatie van een lashelm met een verse lucht systeem: de MultiC’Air 2!
Bij bestelling vóór 1 november: 2e batterij GRATISvoor optimale productiviteit!
e HIsarna-technologie komt voort uit een
in 2004 door 48 Europese staal-gerela-
teerde bedrijven en instellingen opgericht samenwer-
kingsverband dat de naam ULCOS draagt (Ultra–Low
Carbon dioxide (CO2) Steelmaking). De primaire doel-
stelling van deze organisatie is om op een economisch ver-
antwoorde wijze de CO2-uitstoot bij de productie van
staal te minimaliseren. ULCOS wordt behalve door de 48
deelnemers medegefinancierd door het Research Fund
Coal and Steel van de Europese Unie.
Lagere CO2-uitstootIn de eerste fase van het ULCOS-project werd een inven-
tarisatie gemaakt van alle mogelijke productroutes voor
staal en hun potentie om de CO2-emissie te verlagen. Uit
dit vooronderzoek kwam onder andere HIsarna naar
voren, omdat daarmee een CO2-reductie van 20 % mo-
gelijk zou zijn. De deels bij Tata Steel in IJmuiden be-
dachte nieuwe HISarna-technologie wordt getest in de
speciaal hiervoor gebouwde proeffabriek op het terrein
van het staalbedrijf. De HIsarna-technologie is een nog
niet eerder bewezen combinatie van een smeltcycloon,
ontwikkeld door het toenmalige Hoogovens (nu Tata
Steel) en een smeltbad, zoals ontwikkeld door het Austra-
lische Hismelt. Met hulp van het Ministerie van Econo-
mische Zaken werd het HIsarna-project naar Nederland
gehaald en in 2009 werd bij Tata Steel in IJmuiden be-
gonnen met de bouw van een unieke pilot plant. In 2010
werd de ruim 20 miljoen euro kostende proefinstallatie
opgeleverd en werd gestart met de eerste serie proeven. In
die proevenreeks werd bewezen dat het principe werkt en
konden al de eerste tonnen HIsarna-ruwijzer worden ge-
maakt. Inmiddels zijn drie testseries achter de rug en staat
voor 2014 een vierde gepland.
IJzer- en staalproductieHet element ijzer (Fe) komt in ijzererts voor in de vorm
van oxiden, naast andere bestanddelen, zoals zwavel, fos-
for, silicium, calcium. Bij de ijzerproductie worden de
ijzeroxiden gereduceerd tot ijzer, dat wordt gescheiden van
de niet-gewenste bestanddelen. Het reduceren
van het ijzererts gebeurt met behulp van koolstof
(C) uit kolen. Dit proces vindt plaats in de hoog-
oven. Kenmerkend is dat het op deze manier ge-
produceerde ijzer, het zogenaamde ruwijzer,
verzadigd is met koolstof. Door het hoge kool-
stofgehalte is het gestolde ijzer bros en daardoor
beperkt in toepassingsmogelijkheden.
Door de koolstof in meer of mindere mate uit het
ijzer te verwijderen en legeringen toe te voegen,
ontstaat staal. In de walserijen wordt dit tot de
gewenste vorm uitgewalst, waarna de afnemers
het staal verwerken tot de meest uiteenlopende
producten: van zeeschip tot batterijhuls en van
auto tot conservenblikje.
STAAL MAKEN november 2013
20
HISARNA WORDT GEZIEN ALS EEN VAN DE MEEST KANSRIJKE METHODES OM DE CO2-UITSTOOT IN
HET STAALPRODUCTIEPROCES AANZIENLIJK TE VERMINDEREN. HET IDEE IS DAT DE HUIDIGE VOOR-
BEWERKING VAN KOLEN EN ERTS TOT COKES, PELLETS EN SINTER KOMEN TE VERVALLEN DOOR HET
GEBRUIK VAN EEN ANDERE SMELTTECHNIEK.
door Maarten Ouwehand
HIsarna:
HIsarna versus hoogovenHet HIsarnaproces beoogt hetzelfde als het hoogoven-
proces: het maken van ruwijzer, de grondstof voor de
staalproductie. Bij HIsarna verschillen echter de proces-
stappen van die in de hoogoven.
STAAL MAKENnovember 2013
In een hoogoven worden erts en
kolen laag voor laag boven in de oven
geladen. Om te voorkomen dat de
oven dichtslibt met gruis wordt het
erts voorbewerkt tot sinter (poreuze
brokken) of pellets (kleine poreuze
balletjes), en worden de kolen omge-
zet naar cokes. Sinter, pellets en cokes
zijn sterk genoeg om niet te bezwij-
ken onder het gewicht van de lading
in de oven, zodat het gas erdoorheen
kan stromen. De in het erts aanwe-
zige ijzerverbindingen en gesteenten
worden door de omhoog stromende
hete gassen gereduceerd en opge-
warmd. In het wijdste gedeelte van de
oven loopt de temperatuur zo ver op dat het erts smelt.
De nu vloeibare ijzerverbindingen worden verder geredu-
ceerd tot ijzer. IJzer en slak lopen tussen de witgloeiende
cokes omlaag en verzamelen zich onder in de oven: de
haard. Door een aftapopening in de haard stromen ijzer en
slak gezamenlijk uit de oven. In een afvoergotenstelsel
gaat de slak op het ruwijzer drijven en kan eenvoudig van
advertentie
De HIsarna proeffabriek. Opstart van de tweede proefserie in 2012
Artist impression van hoogoven en HIsarna-reactor
een nieuwe manier van staal maken

het ijzer worden afgeroomd. Het ijzer gaat
vervolgens naar de staalfabriek en de slak
wordt verwerkt tot bouwmateriaal. Bijna
onder in de hoogoven worden met zuurstof
verrijkte hete wind en poederkool ingebla-
zen. De poederkool vergast samen met de
cokes en levert het voor de ijzerproductie
benodigde reductiemiddel: koolmonoxide,
evenals de benodigde warmte voor het
smelten. Een deel van het koolmonoxide
wordt niet benut voor de reductie en ver-
laat samen met tot kooldioxide omgezet re-
ductiemiddel de oven aan de bovenzijde.
Bij HIsarna verloopt het chemische proces
in principe op een vergelijkbare manier als
in de hoogoven. Een belangrijk verschil is
dat bij de HIsarna-methode het erts niet
eerst hoeft te worden opgewerkt tot sinter
en/of pellets. Een ander verschil is dat in de
cycloon het erts direct wordt gesmolten.
Door het snel op temperatuur brengen en
smelten van het erts verloopt het reductie-
proces in die eerste fase veel sneller. Het
vloeibare, al deels gereduceerde erts
stroomt vervolgens in het onderste deel van
de oven en komt terecht in een woest wer-
velend bad vloeibare slak met daarin fijn
verdeeld ijzer, kolen en gas. Zodoende wor-
den de reactiecomponenten intensief bij
zeer hoge temperatuur met elkaar in con-
tact gebracht, wat een positief effect heeft
op de reductiesnelheid. Uiteindelijk zakt het
vloeibare ijzer uit het slakbad en verzamelt
zich in het ijzerbad, waarna het vloeibare
ijzer via een sifonconstructie de reactor als
schoon ruwijzer verlaat. De gevormde slak
wordt bij HIsarna op bepaalde tijden uit de
oven afgetapt.
Het HIsarna-proces wordt volledig met kolen in poeder-
vorm als reductiemiddel uitgevoerd. Het is dus niet nodig
om kolen eerst tot cokes op te werken. Nog een verschil
met de hoogoven is dat HIsarna zuivere zuurstof gebruikt
in plaats van voorgewarmde lucht, waardoor een hogere
processnelheid verkregen wordt. De HIsarna-oven benut
de kolengassen bijna volledig, terwijl bij de hoogoven
door de lagere temperaturen in de schacht van de hoog-
oven de benutting wordt beperkt. Zodoende wordt bij HI-
sarna het in de kolen aanwezige reductie- en energie-
potentieel optimaal benut, terwijl de hoogovenrestgassen
doorgaans benut worden in een elektriciteitscentrale.
Verder onderzoekIn het voorjaar van 2014 staat een vierde proefserie ge-
pland, waarin de werkpunten worden getest voor ver-
schillende combinaties van kolen- en ertssoorten. Ook
vindt dan verder onderzoek plaats naar de eigenschappen
van het HIsarna-ruwijzer. De oorspronkelijke doelstelling,
het maken van staal bij een lagere CO2-emissie, bleek al
bij de eerdere testen haalbaar.
Na de campagne in 2014 staat een duurtest op het pro-
gramma, om gegevens en ervaring te verzamelen voor de
bouw van een demonstratie-installatie, op weg naar de
eerste commerciële HIsarna productie-installatie.
STAAL MAKEN november 2013
22
De HIsarna-reactor in aanbouw. Het bovenste deel is de smeltcycloon, daaronder zit hetsmelt-reductievat; onderaan de voorhaard voor inbouw van de sifon
Nederlands Instituut voor Lastechniek
Boerhaavelaan 40 - 2713 HX Zoetermeer
www.nil
is een onafhankelijke stichting die de belangen behartigt van Nederlandse
bedrijven, instellingen en personen, die werkzaam zijn op het gebied van het
verbinden van materialen.
In het NIL hebben fabrikanten, leveranciers, gebruikers en onderzoeks- en op-
leidingsinstellingen zich verenigd. Het NIL heeft zich tot doel gesteld om zich
als team verder te versterken om de toenemende vraag uit de marktsector
doeltreffend in te vullen. Het team bestaat momenteel uit achttien mede-
werkers.
Om de marktactiviteiten op dit gebied te continueren maar zeker ook uit te
breiden is het NIL op zoek naar een resultaatgerichte
De stichtingNederlands Instituut voor Lastechniek (NIL)
Lastechnisch adviseur m/v (100%)
NIL is Authorised National Body for the Netherlands
De functieAls lastechnisch adviseur bent u verantwoordelijk voor het volgende
• Het opvolgen van marktgestuurde vraagstellingen en het verlenen van ondersteuning aan bedrijven en scholen die actief zijn in de lastechniek.
• Het verstrekken van deskundig advies aan bedrijven op het gebied van lasmethodes en het bieden van ondersteuning bij lastechnische vraagstukken.
• Het coördineren en uitvoeren van bedrijfsscans.• Het opstellen van rapportages.• Het afnemen van lasserskwalificaties (LK) en lasmethodekwalificaties (LMK).• Het onderhouden van contacten met bedrijfsdeelnemers van het NIL.• Het helpen organiseren van evenementen en workshops, en het vervullen van
een actieve rol hierin.
Het profielU heeft een opleiding op minimaal IWT-, maar bij voorkeur IWE-niveau, aangevuld met een ruime werk-
ervaring. Naast praktische laservaring heeft u een uitgebreide kennis van lasprocessen en materialen. Ver-
der heeft u kennis en ervaring op het gebied van certificatie en normering van lasprocessen. U beschikt
over uitstekende communicatieve vaardigheden, doorzettingsvermogen, creativiteit, visie en onderne-
mingskracht. U woont op een goed bereisbare afstand van Zoetermeer.
Het NIL biedtEen uitdagende functie in een enthousiast en ervaren team, waarin er voor u voldoende nieuwe uitdagin-
gen en doorgroeimogelijkheden zijn. Uw salaris is conform de zwaarte van de functie en met uitstekende
secundaire arbeidsvoorwaarden.
Belangstelling?U kunt uw schriftelijke sollicitatie vóór 1 december 2013 versturen naar het Nederlands Instituut voor
Lastechniek, t.a.v. de heer ing. H. Zandvliet, Postbus 190, 2700 AD Zoetermeer. Digitaal kunt u solliciteren
via het e-mailadres [email protected]. Voor meer informatie over het NIL, zie www.nil.nl.
Heeft u vragen over de vacature dan kunt u contact opnemen met de heer ing. H. Zandvliet (directeur)
via 088-4008560.
Acquisitie n.a.v. deze advertentie wordt niet op prijs gesteld.
vacature
25
LASSYMPOSIUM november 2013
24
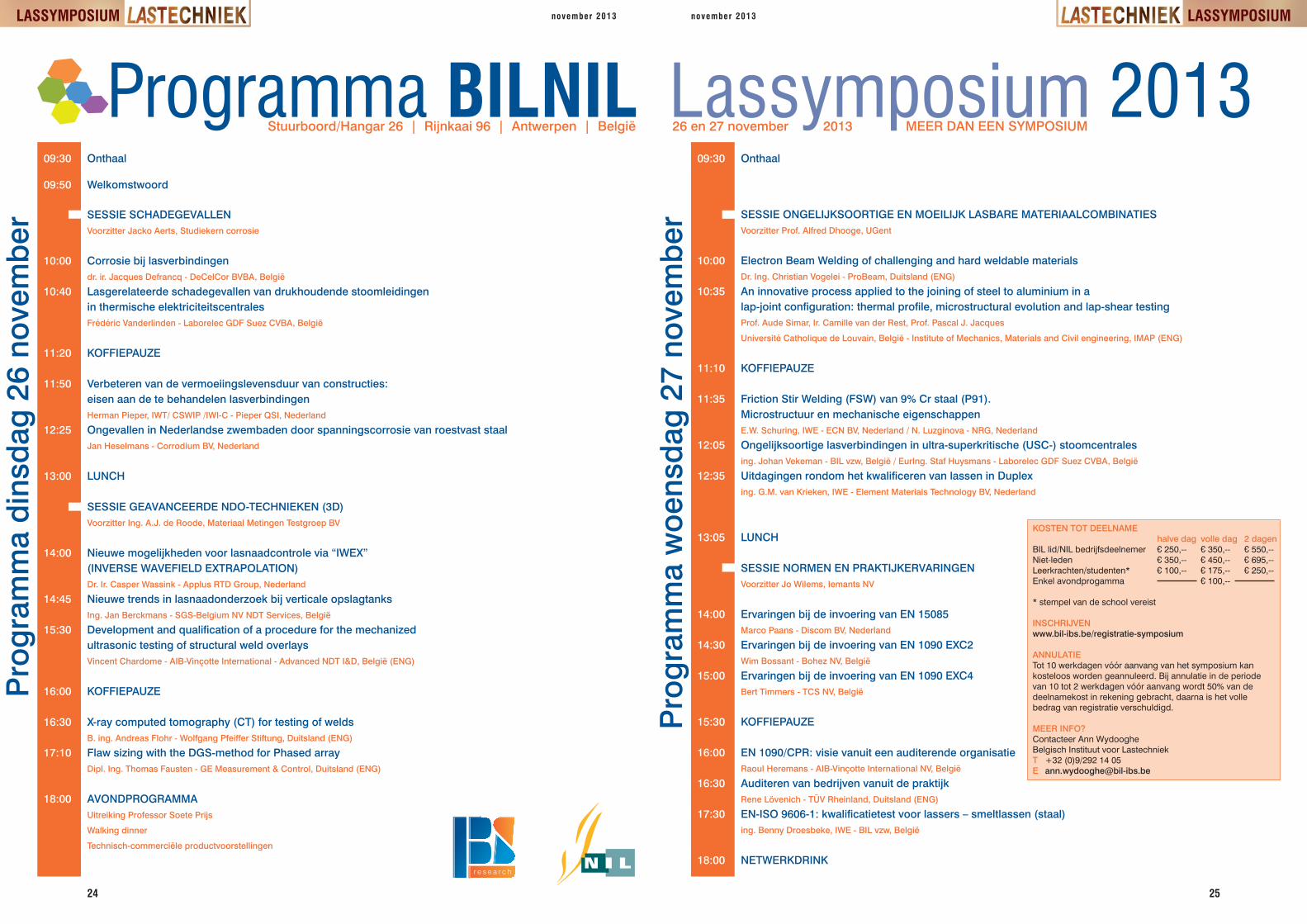
SESSIE SCHADEGEVALLENEm. prof. Voorzitter Jacko Aerts, Studiekern corrosie
10:00 Corrosie bij lasverbindingendr. ir. Jacques Defrancq - DeCelCor BVBA, België
10:40 Lasgerelateerde schadegevallen van drukhoudende stoomleidingen in thermische elektriciteitscentralesFrédéric Vanderlinden - Laborelec GDF Suez CVBA, België
11:20 KOFFIEPAUZE
11:50 Verbeteren van de vermoeiingslevensduur van constructies: eisen aan de te behandelen lasverbindingenHerman Pieper, IWT/ CSWIP /IWI-C - Pieper QSI, Nederland
12:25 Ongevallen in Nederlandse zwembaden door spanningscorrosie van roestvast staalJan Heselmans - Corrodium BV, Nederland
13:00 LUNCH
SESSIE GEAVANCEERDE NDO-TECHNIEKEN (3D)Voorzitter Ing. A.J. de Roode, Materiaal Metingen Testgroep BV
14:00 Nieuwe mogelijkheden voor lasnaadcontrole via “IWEX” (INVERSE WAVEFIELD EXTRAPOLATION)Dr. Ir. Casper Wassink - Applus RTD Group, Nederland
14:45 Nieuwe trends in lasnaadonderzoek bij verticale opslagtanksIng. Jan Berckmans - SGS-Belgium NV NDT Services, België
15:30 Development and qualification of a procedure for the mechanized ultrasonic testing of structural weld overlaysVincent Chardome - AIB-Vinçotte International - Advanced NDT I&D, België (ENG)
16:00 KOFFIEPAUZE
16:30 X-ray computed tomography (CT) for testing of weldsB. ing. Andreas Flohr - Wolfgang Pfeiffer Stiftung, Duitsland (ENG)
17:10 Flaw sizing with the DGS-method for Phased arrayDipl. Ing. Thomas Fausten - GE Measurement & Control, Duitsland (ENG)
18:00 AVONDPROGRAMMAUitreiking Professor Soete Prijs
Walking dinner
Technisch-commerciële productvoorstellingen
09:30 Onthaal
09:50 Welkomstwoord
Pro
gram
ma
woe
nsd
ag 2
7 no
vem
ber
Pro
gram
ma
din
sdag
26
nove
mb
er
SESSIE ONGELIJKSOORTIGE EN MOEILIJK LASBARE MATERIAALCOMBINATIESVoorzitter Prof. Alfred Dhooge, UGent
10:00 Electron Beam Welding of challenging and hard weldable materialsDr. Ing. Christian Vogelei - ProBeam, Duitsland (ENG)
10:35 An innovative process applied to the joining of steel to aluminium in a lap-joint configuration: thermal profile, microstructural evolution and lap-shear testingProf. Aude Simar, Ir. Camille van der Rest, Prof. Pascal J. Jacques
Université Catholique de Louvain, België - Institute of Mechanics, Materials and Civil engineering, IMAP (ENG)
11:10 KOFFIEPAUZE
11:35 Friction Stir Welding (FSW) van 9% Cr staal (P91). Microstructuur en mechanische eigenschappenE.W. Schuring, IWE - ECN BV, Nederland / N. Luzginova - NRG, Nederland
12:05 Ongelijksoortige lasverbindingen in ultra-superkritische (USC-) stoomcentralesing. Johan Vekeman - BIL vzw, België / EurIng. Staf Huysmans - Laborelec GDF Suez CVBA, België
12:35 Uitdagingen rondom het kwalificeren van lassen in Duplexing. G.M. van Krieken, IWE - Element Materials Technology BV, Nederland
13:05 LUNCH
SESSIE NORMEN EN PRAKTIJKERVARINGENVoorzitter Jo Wilems, Iemants NV
14:00 Ervaringen bij de invoering van EN 15085Marco Paans - Discom BV, Nederland
14:30 Ervaringen bij de invoering van EN 1090 EXC2Wim Bossant - Bohez NV, België
15:00 Ervaringen bij de invoering van EN 1090 EXC4Bert Timmers - TCS NV, België
15:30 KOFFIEPAUZE
16:00 EN 1090/CPR: visie vanuit een auditerende organisatieRaoul Heremans - AIB-Vinçotte International NV, België
16:30 Auditeren van bedrijven vanuit de praktijkRene Lövenich - TÜV Rheinland, Duitsland (ENG)
17:30 EN-ISO 9606-1: kwalificatietest voor lassers – smeltlassen (staal)ing. Benny Droesbeke, IWE - BIL vzw, België
18:00 NETWERKDRINK
09:30 Onthaal
Programma BILNIL Lassymposium 2013
KOSTEN TOT DEELNAMEhalve dag volle dag 2 dagen
BIL lid/NIL bedrijfsdeelnemer € 250,-- € 350,-- € 550,--Niet-leden € 350,-- € 450,-- € 695,--Leerkrachten/studenten* € 100,-- € 175,-- € 250,--Enkel avondprogamma € 100,--
* stempel van de school vereist
INSCHRIJVENwww.bil-ibs.be/registratie-symposium
ANNULATIETot 10 werkdagen vóór aanvang van het symposium kan kosteloos worden geannuleerd. Bij annulatie in de periode van 10 tot 2 werkdagen vóór aanvang wordt 50% van de deelnamekost in rekening gebracht, daarna is het volle bedrag van registratie verschuldigd.
MEER INFO?Contacteer Ann WydoogheBelgisch Instituut voor LastechniekT +32 (0)9/292 14 05 E [email protected]
MEER DAN EEN SYMPOSIUMStuurboord/Hangar 26 | Rijnkaai 96 | Antwerpen | België 26 en 27 november 2013
LASSYMPOSIUMnovember 2013

riaal licht radioactief is valt het in Nederland onder de
Kernenergiewet en is daardoor vergunningplichtig. Er zijn
steeds meer fabrikanten die besluiten om deze elektroden
niet meer te maken.
De kopkleurMeestal wordt er een type dope aan het wolfraam toege-
voegd waar een volgens AWS 5.12 en EN-ISO 6848 voor-
geschreven kopkleur bij hoort (zie tabel hieronder).
De wolfraamelektroden met kopkleur paars hebben drie
dopes, waardoor ze bijzondere eigenschappen hebben. Zo
kunnen deze wolfraamelektroden zowel voor wissel-
stroom als gelijkstroom gebruikt worden. De temperatuur
van de elektrodepunt is extreem laag (2300 °C) en de
boogstabiliteit is zeer hoog door het zeer goede elektro-
nen-emitterend vermogen.
De turquoise wolfraamelektrode heeft eveneens drie
dopes, maar die worden door de fabrikant niet bekend-
gemaakt. Om die reden is deze wolfraamelektrode ook
niet volgens AWS en ISO ingedeeld.
De kopkleur van de wolfraamelektrode geeft alleen aan
welke en hoeveel er van een bepaalde dope is toegepast.
De kleur zegt verder niets over de kwaliteit van de wol-
fraamelektrode. Ook ligt er niets vast over het productie-
proces van de elektrode, de zuiverheid van de toegepaste
poeders, of er nat of droog wordt gemengd, het sinter-
proces en of de sinterstaaf gesmeed of gerold wordt. Alle-
maal zaken die van belang zijn voor de uiteindelijke
kwaliteit van de wolfraamelektrode. Het is dan ook goed
mogelijk dat de kwaliteit van twee gouden wolfraamelek-
troden van verschillende fabrikanten een compleet ver-
schillend lasbeeld geven. Bij het overstappen naar een
andere leverancier is het daarom raadzaam om altijd een
test te doen, waarbij vooral gelet moet worden op de sta-
biliteit van de lasboog en hoe lang de elektrodepunt
schoon blijft.
LASKENNISnovember 2013
27
BackinggassenWanneer de doorlassing van een las beschermd moet wor-
den tegen verbranding kan dit gebeuren door het materi-
aal op een koperen strip in te klemmen. De
omgevingslucht kan dan de doorlassing niet bereiken en
zal dus mooi blank blijven. Maar in zeer veel gevallen zal
dit niet mogelijk blijken. Dan kan ervoor gekozen worden
om deze ruimte te spoelen met een gas. Dit kan argon of
- bij austenitisch corrosievast staal - een argon-waterstof-
mengsel zijn. Dit is een dure
oplossing. Meestal wordt
formeergas gebruikt. For-
meergas bestaat uit een
mengsel van stikstof en wa-
terstof. De meest voorko-
mende verhouding is 95 %
stikstof met 5 % waterstof.
Bij formeergas geldt dat bij
meer dan 10 % waterstof een
brandbaar gas ontstaat dat
moet worden afgefakkeld.
WolfraamelektrodenBij het TIG-lassen mag de elektrode niet afsmelten. We
hebben dus een materiaal nodig met een zeer hoog smelt-
punt. Wolfraam is zo’n materiaal: het heeft een smeltpunt
van rond de 3400 °C. In de moderne lastechniek wordt
puur wolfraam bijna niet meer toegepast. Het toepas-
singsgebied van dit type wolfraamelektrode (met kopkleur
groen) is het TIG-lassen van aluminium met wisselstroom.
Bij de oudere éénfase-stroombronnen hebben we te maken
met een sinusvormige wisselstroom. Deze zorgt ervoor dat
de temperatuur aan de wolfraamelektrode zo hoog op-
loopt dat deze tijdens de plusfase van de wisselstroom be-
gint te smelten. Hierdoor vormt zich een bol aan de
elektrode. Deze bol mag nooit groter zijn dan de diameter
van de elektrode, omdat de wolfraamelektrode anders
zeer snel verdampt. Ook is het dan niet uit te sluiten dat
er wolfraam in de las wordt opgenomen.
Wolfraamelektroden worden voorzien van legeringsele-
menten, ook wel dopes genoemd. Deze dopes hebben tot
doel de geleidbaarheid van de wolfraamelektroden te ver-
groten, zodat de temperatuur tijdens het lassen lager
wordt. De temperatuur van de elektrodepunt is tijdens het
lassen 2900 tot 3100 °C. De dopes die aan de wolfraam-
elektroden worden toegevoegd zijn oxides van de vol-
gende elementen: cerium, lanthaan, yttrium en zirkonium.
Thoriumoxide werd ook gebruikt, maar omdat dit mate-
Deze aflevering in de rubriek 'Laskennis opgefrist' is een bewerking van 'Job Knowledge for Welders Part 6' uitTWI Connect (TWI Ltd, Cambridge, UK), geactualiseerd in 2013. Met dank aan Piet van der Horst (Binzel-Benelux)
GassenDe meest gebruikte gassen bij het TIG-lassen zijn argon
(Ar) en helium (He). Beide zijn inerte gassen, ook wel edel-
gassen genoemd. Edelgassen gaan ondanks de hoge boog-
temperatuur geen reactie aan met het smeltbad, de
wolfraamelektrode en de omgevingslucht. Hierdoor zijn
het goede beschermgassen voor het TIG-proces. Deze gas-
sen zijn nodig om zuurstof en stikstof van de lasplaats te
verdringen, omdat deze het te lassen materiaal en de wol-
fraamelektrode zouden doen verbranden. Het meest toe-
gepast is argon. Argon is zwaarder dan lucht en is veel
goedkoper dan helium. Het verbruik van helium is mini-
maal het dubbele van het argonverbruik omdat het veel
lichter is. Vanwege de veel hogere prijs wordt helium al-
leen bij zeer specifieke toepassingen gebruikt.
Om een boog te kunnen laten ontstaan tussen de wol-
fraamelektrode en het werkstuk moet het gas elektrisch
geleidend gemaakt worden; dit heet ioniseren. Het ont-
staan van de boog en wat zich daarin afspeelt is een zeer
complex proces; hier wordt volstaan met een vereenvou-
digde uitleg. Het ionisatieproces wordt ingeleid door het
van de wolfraamelektroden afschieten van elektronen,
door middel van een impulsgenerator. Deze elektronen
komen in botsing met de neutrale gasatomen, die daar-
door in positief geladen gas-ionen veranderen. Hierdoor
ontstaat het zogenaamde boogplasma met zeer hoge tem-
peraturen, variërend van ca. 11.000 °C aan het werkstuk,
tot ca. 18.000 °C aan de wolfraamelektrode. Toch zijn
deze temperaturen niet voldoende om snel een smeltbad te
laten ontstaan. Via het geleidende boogplasma worden
vanaf de wolfraamelektrode met zeer hoge snelheid elek-
tronen naar het werkstuk gestuurd. Door de kinetische
energie die vrijkomt bij botsing ontstaat het smeltbad.
MenggassenBeschermgas dat volledig uit helium bestaat wordt niet of
nauwelijks toegepast. Maar bij het TIG-lassen van mate-
rialen met een groot warmtegeleidingsvermogen, zoals
aluminium- en koperlegeringen, wordt helium in diverse
hoeveelheden toegevoegd aan argon. Helium geeft door
zijn eigenschappen een grotere inbranding en - niet onbe-
langrijk bij gemechaniseerd lassen - ook een hogere las-
snelheid. Veelvoorkomende mengverhoudingen zijn 70 %
argon met 30 % helium en 50 % argon met 50 % helium.
Voor het lassen van austenitische corrosievaste staalsoor-
ten wordt er soms ook waterstof (H2) aan het argon toe-
gevoegd. Waterstof heeft een paar zeer specifieke
eigenschappen. Het is een reducerend gas (zuurstofbin-
dend) en zorgt voor een verlaging van de oppervlakte-
spanning van het te lassen materiaal. Het lasuiterlijk
wordt hierdoor schoner en blanker. Omdat waterstof de
boog licht insnoert en een geringe toename geeft van de
boogspanning, kan met een hogere lassnelheid worden ge-
werkt en neemt ook de inbrandingsdiepte iets toe. Een na-
deel van waterstof is dat de boog bij stroomsterkten lager
dan 40 ampère niet stabiel is. Standaard mengverhoudin-
gen zijn 98 % argon met 2 % waterstof en 95 % argon
met 5 % waterstof. Waterstof kan een probleem vormen
bij het ontsteken van de boog, vooral bij lagere stromen.
Wanneer er meer dan 10 % waterstof aan een gas wordt
toegevoegd ontstaat een brandbaar gas.
LASKENNIS november 2013
26
TIG lassen | deel 2
TWEE BELANGRIJKE ELEMENTEN BIJ HET TIG-LASSEN ZIJN HET BESCHERMGAS EN DE WOLFRAAM-
ELEKTRODE. DE WOLFRAAMELEKTRODE HEEFT HET GAS NODIG OM DE ENERGIE OVER TE BRENGEN
NAAR HET WERKSTUK EN HET GAS BESCHERMT DE WOLFRAAMELEKTRODE TEGEN VERBRANDING.
Laskennis opgefrist 6

EN 1090 november 2013
28
EN 1090november 2013
29
door Suzanne van Geest-Westdijk
VANAF JULI 2014 IS DE EN 1090-CERTIFICERING EEN VEREISTE VOOR STAALCONSTRUCTIEBEDRIJ-
VEN. MINDER BEKEND IS HET BELANG VAN DEZE NORM VOOR DE OFFSHORE-INDUSTRIE. KERSTEN
EUROPE SIGNALEERT EEN STERK TOENEMENDE VRAAG NAAR HET WERKEN VOLGENS DE EN 1090
VANUIT DE OFFSHORE-MARKT.
n het Noord-Limburgse Wanssum begon Kersten Eu-
rope ruim 50 jaar geleden als klein constructiebedrijf
aan de industriehaven. Met inmiddels drie productieloca-
ties in Europa en één in het Midden-Oosten is het bedrijf
uitgegroeid tot marktleider in buigtechnologie. Naast
koud gebogen profielen en platen worden ook halffabri-
caten geleverd, waarbij Kersten Europe niet alleen de buig-
werkzaamheden verzorgt, maar ook diverse aanvullende
mechanische bewerkingen uitvoert, zoals het snijden, las-
sen en samenstellen van gebogen constructies. Onlangs is
het bedrijf gecertificeerd volgens de EN 1090. Lastechniek
ging op bezoek bij de hoofdvestiging in Wanssum. Tijdens
een gesprek met bedrijfsleider Tom Broeders en produc-
tiemanager Rob Voesten kwamen het proces, de voor- en
nadelen en het uiteindelijke doel van deze certificering uit-
gebreid aan bod.
Niet langer wachtenConstructiebedrijven in de staalbouwsector zijn al enkele
jaren op de hoogte van de invoering van de nieuwe norm.
In de decemberuitgave van vorig jaar wijdde Lastechniek
meerdere artikelen aan de EN 1090. Er blijkt nog veel on-
duidelijkheid over deze certificering te zijn en veel bedrij-
ven nemen een afwachtende houding aan. Vanaf juli 2014
is het werken volgens de EN 1090 echter wettelijk ver-
plicht voor staalconstructiebedrijven. Het is dan ook aan
te raden niet langer te wachten met het ondernemen van
stappen. Hoewel de EN 1090-certificering niet gericht is
op de offshore, signaleert Tom Broeders een toenemende
vraag naar het werken volgens deze norm vanuit de Duitse
offshore-markt. “Duitse bedrijven zijn zeer actief in de off-
shore windenergiesector en verwacht wordt dat bedrijven
in andere landen snel zullen volgen.”
Kersten Europe over het belangvan EN 1090,
ook voor de offshore
‘Kwaliteit is de matewaarin je voldoet aan de
wensen van de klant. EN 1090 wordt geenwens, maar een eis!’
J-tube constructies

EN 1090 november 2013
30
Opkomst offshore windenergieDe laatste jaren heeft de offshore windenergiesector een
enorme groei doorgemaakt. Broeders: “Wij zijn ruim drie
jaar geleden een speciale Business Unit gestart: ‘Kersten
Europe Renewable Energy’. Deze richt zich exclusief op
de fabricage van gebogen en gelaste constructies voor de
offshore windenergiesector.” Productiemanager Rob
Voesten vult aan: “Offshore windmolens en energiestati-
ons worden constant blootgesteld aan extreme omstan-
digheden. Om hiertegen bestand te zijn is het noodzakelijk
dat onderdelen zijn samengesteld uit zware, dikwandige
materialen.”
Ondanks de recessie heeft Kersten Europe enorm geïn-
vesteerd in extra capaciteit in het machinepark. Zo is
vorig jaar één van de grootste profielbuigmachines van
Europa aangeschaft voor het koudbuigen van onder an-
dere buizen tot Ø 610 mm en HE-profielen tot 1000 mm.
Ook is er een zware pers ontwikkeld voor het zetten van
dikwandige conussen en schalen, de 2400T Power Press.
Om ook de uitslagen voor deze conussen en schalen te
snijden is geïnvesteerd in een nieuw plasma-/autogeen snij-
portaal met 3D-bevelkop voor het snijden van dikwandig
plaatstaal. “Nadat we deze geavanceerde machines had-
den geïnstalleerd kwamen de aanvragen bijna vanzelf bij
ons terecht. Het is een kleine markt, een echte niche, en
daarin kunnen niet veel partijen aan de strenge offshore-
eisen voldoen, of ze hebben onvoldoende capaciteit om de
zware materialen te bewerken”, aldus Broeders.
Gekwalificeerd laswerk“In de beginjaren voerden we regelmatig eenvoudige las-
werkzaamheden uit, maar naarmate het bedrijf zich ver-
der ontwikkelde als buigspecialist, raakte dit op de
achtergrond. De basiskennis is echter nooit verloren ge-
gaan”, vertelt productiemanager Rob Voesten. Vanuit de
apparatenbouw is weer meer vraag naar gebogen en com-
pleet gecertificeerde gelaste plaatwerkconstructies ont-
staan. Om hieraan tegemoet te komen heeft Kersten
Europe verder geïnvesteerd in de lastechnologie. Naast de
introductie van nieuwe processen werd het team van ge-
kwalificeerde lassers uitgebreid. Bestaande werknemers
werden intern opgeleid en gekwalificeerd in de lastech-
niek. Voesten: “Het voordeel van eigen mensen is dat de
betrokkenheid en betrouwbaarheid veel hoger is dan bij
het inzetten van tijdelijke krachten. Als een van onze las-
sers bijvoorbeeld twijfelt aan de werkmethode of de kwa-
liteit van de apparatuur, dan zal hij of zij in geen geval
overgaan tot lassen. En dat is waar we naar streven: geen
concessies aan de kwaliteit.”
Proces EN 1090-certificeringKersten Europe werd in 2011 tijdens een bijeenkomst van
de vereniging Bouwen met Staal voor het eerst gecon-
fronteerd met de nieuw in te voeren EN 1090-norm. Be-
drijfsleider Tom Broeders merkt op dat het bedrijf meteen
gekozen heeft voor een brede aanpak. “We zijn begonnen
met het verzamelen van standaard handboeken over het
invoeren van de EN 1090.
Aan de hand daarvan is
één blanco handboek sa-
mengesteld, wat als een
routekaart het invoerings-
proces heeft vereenvoudigd.
We hebben gekeken wat in
het bestaande systeem al
goed geregeld was en om-
schreven stond en wat er
nog moest worden aange-
pakt. Dit bleek een prima
werkmethode waarbij de
bestaande procedures en in-
structies konden worden
aangepast of aangevuld.
Het resultaat is een eendui-
dig effectief handboek dat
niet staat weg te stoffen in
de kast van een manager,
maar structuur en duide-
lijkheid geeft in de organi-
satie, een vereiste voor een
succesvolle implementatie.” Nederlands Instituut voor Lastechniek
Boerhaavelaan 40 - 2713 HX Zoetermeer
www.nil
is een onafhankelijke stichting die de belangen behartigt van Nederlandse
bedrijven, instellingen en personen, die werkzaam zijn op het gebied van het
verbinden van materialen.
In het NIL hebben fabrikanten, leveranciers, gebruikers en onderzoeks- en op-
leidingsinstellingen zich verenigd. Het NIL heeft zich tot doel gesteld om zich
als team verder te versterken om de toenemende vraag uit de marktsector
doeltreffend in te vullen. Het team bestaat momenteel uit achttien mede-
werkers.
Om de marktactiviteiten op dit gebied te continueren maar zeker ook uit te
breiden is het NIL op zoek naar een resultaatgericht
De stichtingNederlands Instituut voor Lastechniek (NIL)
Hoofd afdeling Opleidingen
NIL is Authorised National Body for the Netherlands
De functieAls hoofd van de afdeling bent u o.a. verantwoordelijk voor:
• De verdere ontwikkeling van het beleid op het gebied van (las-)opleidingen en ontwikkeling van examens en lesmateriaal.
• Leiding geven aan de afdeling Opleidingen (3 fte.) en de aansturing met de landelijke examinatoren voor het afnemen van examens.
• Het leiden van de examencommissies en bewaken van de inhoud en kwaliteit van de opleidingen en examens.
• Het onderhouden van contacten met scholen, opleidingsinstituten en bedrijven, om de juiste opleidingsbehoefte regelmatig te toetsen.
• Kwaliteit bewaken van de opleidingen en het lesmateriaal.• Aansturing van de examencommissies en het signaleren van ontwikkelingen in de
branche en op opleidingsgebied.• Een actieve rol in het managementteam.
Het profielOpleiding op hbo-niveau, aangevuld met circa 5 jaar relevante werkervaring op het gebied van middelbaar
en hoger technisch beroepsonderwijs. U heeft ervaring met het opstellen van beleid op het gebied van
technische opleidingen en lastechniek. U geeft op inspirerende wijze leiding aan de afdeling opleidingen
en weet draagkracht te realiseren binnen de organisatie. De functie vraagt van u als teamspeler om de
volgende kwaliteiten: doorzettingsvermogen, creativiteit, visie, ondernemingskracht, onderhandelings-
vaardigheden en samenwerking. Aantoonbare ervaring in de lastechniek op IWT/ IWE niveau is een pré.
Het NIL biedtEen uitdagende functie in een enthousiast en ervaren team, waarin er voor u voldoende nieuwe uitdagin-
gen zijn. Uw salaris is conform de zwaarte van de functie en met uitstekende secundaire arbeidsvoor-
waarden.
Belangstelling?U kunt uw schriftelijke sollicitatie vóór 1 december 2013 versturen naar het Nederlands Instituut voor
Lastechniek, t.a.v. de heer ing. H. Zandvliet, Postbus 190, 2700 AD Zoetermeer. Digitaal kunt u solliciteren
via het e-mailadres [email protected]. Voor meer informatie over het NIL, zie www.nil.nl.
Heeft u vragen over de vacature dan kunt u contact opnemen met de heer ing. H. Zandvliet (directeur)
via 088-4008560. Acquisitie n.a.v. deze advertentie wordt niet op prijs gesteld.
vacatureFoto onder: Europa's grootste profielbuigmachine met buis 610 mm

EN 1090
32
november 2013
productiemanager Voesten. “Het gehele proces van EN
1090-certificering heeft ons zeker een jaar gekost. Het zijn
juist de sleutelfiguren uit de organisatie die hierbij be-
trokken moeten zijn. Naast de eigen werkzaamheden is
dat soms lastig te combineren, daarom is een tijdige start
verstandig. De invoering moet gedragen worden door het
management en de kosten moeten gebudgetteerd worden.
Helaas is voor veel bedrijven de EN 1090 als een donkere
wolk die hen boven het hoofd hangt. Er zijn maar weinig
bedrijven die zeggen de EN 1090 een goed gereedschap te
vinden en die staan te trappelen om ermee aan de slag te
gaan.”
Broeders: “Je kunt natuurlijk met veel minder energie dat
certificaat aan de muur van de ontvangsthal krijgen en
jaarlijks met veel zweet de audit doorlopen. Wij denken
echter dat onze klanten dit niet zullen waarderen en dan
op zoek zullen gaan naar een betere partner. Kwaliteit is
de mate waarin je voldoet aan de wensen van de klant.
EN 1090 wordt geen wens, maar een eis! Pak je het op
een goede manier aan, dan kun je de kwaliteit in je orga-
nisatie naar een hoger niveau brengen en je onderschei-
den van collega-bedrijven.” Kersten Europe zit momenteel
in de afrondende fase van het EN 1090-project. “We zijn
er nog niet, maar de belangrijkste stappen zijn gezet.
Het Wanssumse bedrijf heeft veel aandacht gegeven aan
het trainen van de gehele organisatie. Rob Voesten:
“Zowel het management als de verkopers, calculators,
werkvoorbereiders en engineers hebben een uitgebreide
training gehad over materialenkennis, lastechniek, lason-
derzoek en normeringen. Dit vormt de basis voor de EN
1090-vervolgopleiding. Deze kennis is essentieel om klan-
ten goed te kunnen adviseren én om de EN 1090 goed te
kunnen interpreteren.” Deze training wordt binnenkort
ook gegeven aan de productiemedewerkers in een aange-
paste, meer praktijkgerichte vorm. “Het is belangrijk dat
een lasser begrijpt wat de effecten zijn van bijvoorbeeld
voorverwarmen of warmte-inbreng, in plaats van dat hij
iets doet omdat het op een WPS staat.”
De volgende stap was een EN 1090-vervolgopleiding.
Broeders merkt op dat daarvoor vele advies- en oplei-
dingsbureaus te vinden zijn, die zich echter vaak beperken
tot één vakgebied. “Bij ons bedrijf was er behoefte aan
een brede EN 1090-opleiding voor alle technieken die hier
worden toegepast. Denk aan buigtechniek, lastechniek,
snijden, boren, zagen, ponsen, zetten, coaten, enzovoort.
Dit kan alleen met een in-company-training. Bij de selec-
tie van opleidingsbedrijven is vooral gekeken naar de do-
centen en niet naar de naam van een opleidingsinstituut.
Het kennisniveau en inlevingsvermogen van de docent be-
paalt de kwaliteit van de training.” Ook de keuze van een
Nobo (notified body) voor de certificering is belangrijk,
volgens Broeders. “Er zijn weinig Nobo’s die alle certifi-
ceringen kunnen aanbieden (ISO 9001, DIN 18.800, ISO
3834 en EN 1090). Een audit is veel effectiever als dat
door één Nobo kan gebeuren. Er zijn grote verschillen op
prijs- en kennisniveau. Een goede Nobo geeft ook advies;
het zijn tenslotte ervaren mensen die in veel bedrijven zijn
geweest. De EN 1090-norm bevat nog onduidelijkheden
en onvolkomenheden, daarom is de hulp van de Nobo
zeer gewenst.”
Tijdige startHet goed invoeren van de EN 1090 kost behoorlijk wat
tijd en geld, is de ervaring van bedrijfsleider Broeders en
ER VALT NOG GENOEG TE LEREN
LASTECHNIEK VERBINDT ONS.Lastechniek/Engineering Materialen
Onderhoud & Inspectie
www.cvnt.nl
UITNODIGING INFORMATIEAVOND INTERNATIONAL WELDING ENGINEERWanneer:Waar:
‘Het resultaat is een handboek dat niet staatweg te stoffen in de kast
van een manager, maarstructuur en duidelijkheidgeeft in de organisatie.’

35
LASMALLENnovember 2013
e metaalsector is in Eindhoven en omge-
ving sterk vertegenwoordigd. Philips en
DAF zijn als opdrachtgever vanouds bekende onderne-
mingen. We vinden hier ook belangrijke spelers op hoog-
kwalitatief machinegebied en relatief grote aantallen
lasrobots. Het is dan ook niet zo vreemd om in deze om-
geving een bedrijf als TFT aan te treffen, een onderneming
in Asten die is gespecialiseerd in de ontwikkeling en ver-
vaardiging van klantspecifieke machines en gereedschap-
pen. Tot de kernactiviteiten behoren het vervaardigen van
maatwerkproducten voor het ondersteunen of uitvoeren
van assemblage, lektesten, verspanen en lassen. Het be-
drijf heeft klanten in branches als de automotive, de lucht-
vaart en consumentenproducten in heel het land en ook in
België. De klanten komen volgens directeur Jos van de Ven
vooral via recommandatie, dus via mond-tot-mondre-
clame.
Computergestuurde lasmallenNaast complexe en ook meer eenvoudige opspan- en las-
mallen maakt TFT montage-, verspanings- en lektestma-
chines en complete gerobotiseerde handlinglijnen.
Momenteel werkt TFT aan een aantal geavanceerde com-
putergestuurde lasmallen voor een geautomatiseerde pro-
ductielijn van beddenfabrikant Auping in Deventer.
TFT is in 1998 opgericht door de huidige eigenaars Huub
Gerardts en Jos van de Ven. Beiden hadden daarvoor
ruime ervaring in de machinebouw, bij respectievelijk
DAF en Philips. Zij zochten nieuwe uitdagingen om in een
eigen onderneming hun kennis en expertise toe te passen.
Oorspronkelijk was TFT gevestigd in Someren. Al na twee
jaar bleek het pand aldaar te klein en sindsdien is men ge-
huisvest op het industrieterrein Nobis in Asten. Naast de
engineering is hier de productiehal met daarin onder meer
een CNC-bewerkingscentrum. Er wordt op beperkte
schaal TIG- en MIG-gelast. Men beperkt zich bij voor-
keur tot engineering en assemblage. De aan Auping te le-
veren lasmallen worden hier ook gemonteerd.
door Maurice Mol
34
LASMALLEN
HET IN ASTEN GEVESTIGDE BEDRIJF TFT ONTWERPT EN MAAKT DE LASMALLEN VOOR EEN NIEUWE
GEROBOTISEERDE PRODUCTIELIJN VAN DE BEKENDE BEDDENFABRIKANT AUPING IN DEVENTER. HET
BLIJKT TE GAAN OM EEN HOOGWAARDIG TECHNISCH PRODUCT.
november 2013
Flexibele automatiseringDe industrie wenst flexibel en efficiënt te kunnen produ-
ceren, om te kunnen voldoen aan de veranderende wensen
van de consument. “Dat geldt ook voor Auping en ver-
klaart de vraag naar robotgestuurde mallen. De lasmallen
die wij maken werken samen met de besturing van de ro-
bots. De belangrijkste eisen voor de lasmallen van Auping
waren: het positioneren/opspannen van onderdelen, een
goede bereikbaarheid voor het lassen, een nauwkeurige
maatvoering van het gelaste product en een verstelmoge-
lijkheid vanwege de grote variaties aan producten. Denk
aan de vele variaties in breedtes en lengtes van bedframes,
maar ook de variaties in ophanging van motoren voor de
bedden”, legt Jos van de Ven uit.
’Een mal wordt nooit van de plank geleverd’TFT levert aan Auping computergestuurde lasmallen
Ook tijdens de montage controleert men de toegankelijkheid in de juiste positie van de lastoorts.
Kantelbare mallen dienen zowel licht als stijf te zijn enworden grotendeels uit aluminium vervaardigd;een detail van een lasmal toont de complexiteit.

Flexibele automatisering in de techniek gaat steeds verder.
De voordelen zijn constante kwaliteit, kostenbesparing en
betere arbeidsomstandigheden. Het maakt klantgestuurd
produceren mogelijk en daardoor is er minder kapitaal-
beslag in voorraden en materiaal.
Samenwerking onontbeerlijkVan de Ven: “Belangrijk in ons werk is dat het probleem
van de klant wordt begrepen. Ook Auping legde ons hun
wensen voor. De Panasonic robots worden geleverd door
Valk Welding, maar voor de lasmallen had TFT de voor-
keur, vanwege eerdere projecten. Een mal wordt nooit van
de plank geleverd, maar altijd in samenspraak met onze
klant geconstrueerd.” Er is veel overleg, ook tijdens het
ontwerpen. “Dat betekent dat hier drie partijen
bij betrokken waren: Auping, Valk Welding en
onze eigen engineeringsafdeling.” Bij het ontwerp
maakt TFT gebruik van 3D-tekeningen. Op de
computer wordt de werking van de mal gesimu-
leerd, waarbij de losse onderdelen in verschillende
kleuren zichtbaar worden gemaakt. Dat werkt
volgens Van de Ven ook prettig met laptops tij-
dens de montage. “Wij maken uiteraard niet alle
onderdelen zelf, maar uit opgedane ervaring be-
schikken we over betrouwbare toeleveranciers
met elk hun specialisme op bepaalde werkgebie-
den. Zij worden al in een vroeg stadium bij de
ontwerpfase betrokken, om de kostprijs en de
doorlooptijd te kunnen reduceren.” Er is weke-
lijks montageoverleg tussen de engineers en de
monteurs, waarbij kritisch wordt gekeken naar
het ontwerp van de engineer en waarbij pro-
bleempjes tijdig kunnen worden verholpen. “Dat
is het grote voordeel van engineering en realisatie
in een en hetzelfde bedrijf. Wij zorgen voor bege-
leiding van onze opdrachten van kop tot staart.”
Het succes van de lasmallenbouwer is te danken
aan de aanpak van zowel eenvoudige als com-
plexe vraagstukken en deze te vertalen naar functionele
oplossingen. Daarbij streeft men tijdens de ontwerpfase
naar een nauwe samenwerking met de opdrachtgever, die
in deze fase als geen ander een positieve bijdrage kan le-
veren aan een optimale invulling van de geplande be-
drijfsmechanisatie. Daarna wordt het pakket van eisen en
wensen vertaald naar bedrijfszekere machines en gereed-
schappen. “Het in eigen huis bedrijfsklaar maken van een
machine is een van de belangrijkste schakels van de reali-
satiefase, om garant te staan voor een functioneel eind-
product. In het geval van Auping worden de lasmallen na
de test in Asten bij Valk Welding klaargemaakt voor sa-
menwerking met de lasrobots.”
Tools for TechnologyDe afkorting TFT stond oorspronkelijk voor TechnicalFinishing Touch. Men hield zich in de begintijd vooralbezig met het oplossen van problemen en het aan-brengen van verbeteringen aan bestaande machinesen lasmallen. De activiteiten hebben zich inmiddelsontwikkeld tot het volledige traject van ontwerp en en-gineering tot en met de realisatiefase. De sloganTools for Technology als betekenis van TFT past hier-bij beter. Dat betekent ook een nieuw logo en eennieuwe website www.tft-bv.nl waaraan op dit momentgewerkt wordt.
TrotsJos van de Ven: “Wij zijn als relatief klein bedrijf met vijf-
tien vaste en een wisselend aantal ingehuurde medewer-
kers best trots dat we in staat zijn zulke gereedschappen
als complexe lasmallen te leveren. Maar dat komt ook
door de kennis die we hebben opgedaan op andere gebie-
den. Maar ook voor minder ingewikkeld opspangereed-
schap kan men bij ons terecht. Overigens zijn
geïnteresseerden in de techniek welkom bij ons om met
eigen ogen te zien wat wij op het gebied van hoogwaar-
dige speciaalmachines en gereedschappen kunnen beden-
ken en vervaardigen.”
36
LASMALLEN november 2013
Jos van de Ven

3938
IIW november 2013
et International Institute of Welding (IIW)
ziet een aantal belangrijke punten voor de
offshoresector waar de komende jaren verder aan gewerkt
zal worden. Het gaat hierbij uiteraard om ontwikkelingen
in las- en andere verbindingsprocessen, maar daarnaast de
noodzaak om gedurende de hele levensduur een veilig ge-
bruik van deze structuren te kunnen garanderen. Voor toe-
komstige toepassingen zullen dus ontwikkelingen nodig
zijn op het niveau van betere lasbaarheid, nieuwe hoge-
sterktematerialen, ingezet in complexe gelaste construc-
ties die de structurele integriteit gedurende de levensduur
garanderen, en dit alles onder extreme bedrijfstoestanden.
MaterialenMaterialen in de offshoretechnologie, vooral voor ‘sub-
sea’ toepassingen zijn vaak de meest innovatieve kwali-
teiten, aangezien niet alleen een hoge sterkte, maar ook
een duurzame weerstand tegen corrosie vereist is in de
vaak agressieve milieus. De laatste jaren zijn martensiti-
sche, duplex en hoog-stikstofhoudende austenitische cor-
rosievaste staalsoorten geïntroduceerd in de
offshore-industrie. Veel van deze stalen zijn later ook in
andere industriële sectoren toegepast.
Olie en gasDe offshore-industrie voor olie en gas verschuift steeds
meer naar dieper liggende locaties. Hierdoor ontstaan ver-
schillende technologische uitdagingen:
• De wanddikte van de pijpen moet vergroot worden om
weerstand te kunnen bieden aan hoge druk (‘hydrostatic
collapse’).
• De getransporteerde koolwaterstoffen staan onder ho-
gere druk en hebben een hogere temperatuur, vaak met
een hogere concentratie aan zure bestanddelen, waardoor
ze meer corrosief zijn.
Daarnaast kijken momenteel verschillende industriele sec-
International Institute of Welding; White Paper 2012:‘Improving Global Quality of Life Through OptimumUse and Innovation of Welding and Joining Techno-logies’, edited by Chris Smallbone & Mustafa Kocak.
toren naar de mogelijkheden om CO2 (onder hoge druk)
te vervoeren, eventueel in offshore pijpleidingen. Dit ver-
eist nieuwe technologieën, op basis van de bestaande pijp-
leidingmaterialen, lastechnieken en normen.
WindmolensVoor wat betreft offshore windmolens wordt er momen-
teel gewerkt aan efficiëntieverhoging, door het installeren
van hogere windmolens (100 - 160 meter). Maar om dit
te kunnen doen zijn er allereerst ontwikkelingen nodig om
de hele constructie goedkoper te kunnen maken, even-
tueel met andere funderingen voor de windmolens en een
verbetering in de corrosie- en vermoeiingsweerstand van
de lassen.
Nieuwe generaties van grote stalen windmolens zullen
niet alleen gemaakt worden op basis van een ander ont-
werp, maar ook gebruikmaken van andere fabricage- en
lastechnologieën, met name voor stalen met een vloeigrens
tot 500 MPa. Om deze windmolens veilig en efficiënt te
kunnen uitbaten, is het nodig om Structural Health Mo-
nitoring (SHM) toe te passen, gekoppeld aan bepaalde be-
oordelingsregels voor structural integrity.
ConclusieNieuwe materialen, gekoppeld aan meer complexe ont-
werpen en fabricageprocessen zullen de toekomst van de
offshoresector bepalen. Dit alles met het oog op een ge-
garandeerde lange levensduur en veiligheid. In de ko-
mende editie van Lastechniek, het themanummer
Offshore, komen al deze aspecten uitgebreid aan bod.
IIW White Paper 2012Ontwikkelingen in de offshoreDE KOMENDE EDITIE VAN LASTECHNIEK IS GEHEEL GEWIJD AAN HET THEMA OFFSHORE.
WAT ZEGGEN EXPERTS UIT DE HELE WERELD OVER DIT THEMA? HUN TOEKOMSTVISIE IS NEER-
GELEGD IN HET IIW-DOCUMENT ‘IMPROVING GLOBAL QUALITY OF LIFE THROUGH OPTIMUM USE AND
INNOVATION OF WELDING AND JOINING TECHNIQUES’.
Dit is een bewerking van een gedeelte uit de IIW White Paper 2012, door Fleur Maas
AN
DU
S G
RO
UP
SE
RV
ING
TH
E I
ND
US
TR
Y
HSM Offshore BV, een zelfstandig en internationaal opererende werkmaatschappij binnen Andus Group BV, is gespecialiseerd in het ontwerpen, vervaardigen en installeren van projecten voor de offshore olie- en gasindustrie. Daarnaast is HSM specialist op het gebied van transformatorplatforms voor de offshore windenergiemarkt. De grote, aansprekende projecten worden op het eigen terrein in Schiedam vervaardigd. Vanaf deze locatie in het Rotterdamse havengebied worden projecten over water naar de plaats van bestemming gebracht. Wij zijn op zoek naar kandidaten voor de functie van:
VOORMAN LASSENkwaliteitsbewust, nauwkeurig en oplossingsgericht
In deze functie geeft u leiding aan een team van circa vijftien lassers. U bent verantwoordelijk voor een adequate planning en organisatie van de werkzaamheden. Daarnaast draagt u zorg voor de registratie van lasnummers, bepaalt de lasvolgorde en ziet u toe op kwaliteit en werktempo.
Uw profiel?De geschikte kandidaat heeft een erkende kaderopleiding als IWT of IWS of studeert hiervoor. U bent bekend met/of beheerst meerdere lasprocessen, kunt goed tekeninglezen, bent bereid in wisseldiensten te werken en bij voor-keur in het bezit van een VCA-diploma. Een flexibele instelling is gewenst.
Wat biedt HSM Offshore?• Werken bij een gerenommeerd en internationaal opererend bedrijf• Een zelfstandige, verantwoordelijke functie met doorgroeimogelijkheden• Een prettige werksfeer met korte communicatielijnen• Goede salariëring en secundaire arbeidsvoorwaarden
Geïnteresseerd?Stuur uw cv plus motivatie z.s.m. naar HSM Offshore BV, t.a.v. de directie, Postbus 212, 3100 AE Schiedam of [email protected]. Voor meer informatie kunt u contact opnemen met mevr. Overvoorde, office manager, tel. 010 - 427 93 00 of kijk op www.hsm.nl.
www.binzel-benelux.com
T E C H N O L O G Y F O R T H E W E L D E R ’ S W O R L D
De nieuwe E3® wolfraamelektroden:
Een uitgekiende blend van oxidesgarandeert uitmuntende prestaties.
■ De beste ontstekings- en herontstekingseigenschappen■ Bruikbaar voor zowel DC als AC TIG-lassen■ Hoge belastbaarheid■ Geringe slijtage van de elektrodepunt
dé keuze voor de toekomst.
Specialist in Heat Treatment
www. [email protected] +31 (0) 187 - 49 69 40
Preheating and stress relief Induction and resistance Stationary furnaces Dry out and curing Rental and sales Mobile furnaces

COLUMNnovember 2013
Nee, ik ga me niet in de discussie mengen over ZwartePiet. Sint is een in Spanje verdwaalde Turkse bisschopen Piet is zwart omdat hij de pakjes bezorgt via deschoorsteen. Discussie gesloten. Mijn Nigeriaansebuurman speelt elk jaar zonder problemen voor ZwartePiet; het feit dat hij het Nederlands niet goed beheerstis mooi meegenomen. De hele discussie over ZwartePiet kun je het beste op humoristische wijze benade-ren. Zoek maar eens ‘zwarte piet’ op YouTube. Sint en Piet zijn beiden mannen, laat dat duidelijk zijn.Dat brengt mij op het eigenlijke onderwerp van dezecolumn. Zijn er nog wel typisch mannelijke of vrouwe-lijke beroepen? Moet een lasser bijvoorbeeld bij voor-keur een man zijn? Door meisjes en vrouwen lassen teleren boor je een enorm potentieel aan lassers aan.Mijn mannelijke collega is het daar niet mee eens. Hijvindt dat vrouwelijke lassers precies hetzelfde moetendoen als hun mannelijke collega’s. Dat wil zeggen zonu en dan ook sjouwen met ijzeren balken, pijpen enandere te lassen onderdelen. Natuurlijk mag je nietmeer dan 25 kg optillen van de Arbowet, maar in depraktijk pakt dat vaak anders uit. Dat weten we alle-maal. Dus is niet elke lasklus geschikt voor vrouwen.Je kunt je dus afvragen: wat zijn mannelijke en wat zijnvrouwelijke lasprocessen? Laat ik eens een voorschotnemen. Het TIG-lasproces bijvoorbeeld is voor mij eentypisch vrouwelijk proces. Goed hanteerbare en lichtetoorts, meestal lage stroomsterktes en een proces ge-schikt voor het leggen van de grondnaad in pijpen.
Vrouwen zijn de basis van ons bestaan en dat leggenvan de grondnaad past daar naadloos bij. Plasmalas-sen wordt al wat moeilijker. Het micro-plasmalassen zieik nog als vrouwelijk, maar het plasma keyhole lassenis voor mij toch een meer mannelijke bezigheid.MIG/MAG-lassen wordt zowel met lage als met helehoge stroomsterktes uitgevoerd en vooral dat laatstemaakt het proces mannelijk. Dus dames, de TIME-va-riant is voor jullie verboden. Het laserlassen wordt bijnaniet met de hand gedaan en dus zou ik dit proces alsonzijdig willen kenmerken. Dan blijven nog over hetonderpoederlassen en het lassen met beklede elek-trode. De eerste valt ook niet onder de handmatigeprocessen, maar door het geweld van dit proces is ditzonder twijfel een mannelijk proces. Nu nog het in deoffshore meest toegepaste proces, het lassen met be-klede elektrode. Voor mij is dat proces mannelijk. Hetheeft fallische kenmerken en is dus zonder twijfel man-nelijk. Het proces wordt vaak onder barre omstandig-heden toegepast en dat kunnen we onze vrouwelijkecollega’s niet aandoen. Dan blijven er nog heel veellasprocessen over. Aan u als lezer van deze column detaak voor verdere indeling. Graag start ik de discussie;wel staat voor mij de indeling van het stiftlasprocesvast.
Mannelijk of vrouwelijk
Welke opleiding heb je gevolgd?“Na de middelbare school heb ik de opleiding lasser/con-
structiebankwerker niveau 2 gevolgd. Daarna heb ik ‘con-
structie- en apparatenbouw’ op niveau 3 afgerond. Verder
heb ik de lasdiploma’s MIG/MAG niveau 2 en 3. Nu ben
ik bezig met de opleiding TIG-lassen niveau 1 en 2.“
Waarom heb je gekozen voor het lassersvak?“Ik ben van kleins af aan al geïnteresseerd in techniek en
altijd aan het knutselen. Tijdens mijn eerste vakantie-
baantje in een metaalbedrijf mocht ik af en toe een stukje
lassen en zo ben ik ermee in aanraking gekomen. Toen er
op school open avonden werden gehouden om een stu-
dierichting te bepalen was het voor mij vanzelfsprekend
om voor de metaal en voor het lassen te kiezen.”
Hoe kwam je bij Visser Techniek terecht?“Toen ik klaar was met mijn middelbare school heb ik bij
zeven bedrijven in de buurt gesolliciteerd omdat ik een
leerbedrijf zocht. Ik kreeg al snel drie positieve reacties,
waarvan Visser Techniek mijn voorkeur had. Ik ben op
gesprek gekomen en werk hier nog steeds met veel plezier.
Wat in dit bedrijf prettig is, is dat er veel collegialiteit
heerst. Als er bijvoorbeeld een klus af moet, dan werkt ie-
dereen eraan mee dat het ook af komt, zonder te zeuren.”
Zijn er projecten waar je met trots op terugkijkt?“Nou, dat is iets wat ik nog regelmatig terugzie omdat ik
er vaak langs kom. Het is een sierhek dat ik gemaakt heb
voor een particulier hier vlakbij. Maar er zijn meer mooie
projecten. We maken veel verschillende producten van
staal, aluminium en rvs, zoals trappen, grote hekwerken
en bouwconstructies.”
Wat maakt iemand een goede lasser?“Tja, je moet het in je vingers hebben, een goed inzicht is
belangrijk en natuurlijk heel veel oefenen. Maar het be-
gint met interesse. Verder is het belangrijk dat je een goede
leermeester hebt. Zelf kan ik altijd terecht bij mijn chef
werkplaats, Arie van Vuuren. Die man werkt al 32 jaar
voor dit bedrijf en heeft al zoveel ervaring; ik kan hem
RUBRIEK november 2013
alles vragen. Hij heeft mij ook geholpen met het maken
van het sierhek waar ik het over had.”
Wat doe je in je vrije tijd?“Al mijn hele leven, bijna vanaf dat ik kan lopen, hou ik
ervan om te gaan vissen. Of ik beroepsvisser had willen
worden? Nou nee, het verdient natuurlijk niet best. Maar
het is een leuke hobby.”
Hoe zie jij je toekomst?“Het liefst wil ik zo breed mogelijk inzetbaar zijn. Dat be-
tekent dat ik zoveel mogelijk materialen wil kunnen las-
sen. Tot nu toe heb ik vooral staal gelast. Nu ben ik dus
bezig met het TIG-lassen van roestvast staal en ik wil ook
aluminium leren lassen. Verder vind ik het moeilijk om in
de toekomst te kijken. Het gaat nu langzamerhand beter,
maar metaalbedrijven hebben het wel moeilijk gehad. Ge-
lukkig ben ik steeds aan het werk kunnen blijven.”
Naam: Martijn Verweij - Leeftijd: 22 jaarFunctie: Lasser en constructiebankwerker bij Visser Techniek te Zevenhuizen
door Margriet Wennekes, fotografie Bert de Jong
Lastechniek #12
Voor redactionele bijdragen en advertenties kunt u ons bellen071 589 56 44 of e-mailen: [email protected]
Speciale editie OFFSHOREverschijnt medio december
4140
Henkel Benelux Adhesive TechnologiesT +32 (0)2 421 25 59F +32 (0)2 421 25 99E [email protected]
Henkel is wereldmarktleider op het vlakvan oplossingen voor lijmen, afdichtenen oppervlaktebehandeling.
42
BRANCHESnovember 2013
43
InterlasTheemsweg 4 - 3197 KM RotterdamT 0181 29 57 50 - F 0181 21 81 24E [email protected]
Lincoln Electric Smitweld B.V.Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
Lincoln Electric Smitweld B.V.Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
ADVIES en CONSULTANCY
AFZUIGINSTALLATIES enLUCHTBEHANDELING
AUTOMATISCHE LASHELMEN
GEAUTOMATISEERD SNIJDEN
INDUSTRIËLE GASSEN
LASACCESSOIRES
LASAPPARATUUR ENANDERE TOEBEHOREN
ADK TechniekStaalindustrieweg 15Postbus 60 - 2950 AB AlblasserdamT 078 750 38 20 - F 078 750 38 21E [email protected]
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Valk Welding B.V.Staalindustrieweg 15Postbus 60 - 2950 AB AlblasserdamT 078 691 70 11 - F 078 691 95 15E [email protected]
Linde Gas Benelux B.V.Havenstraat 1 - 3115 HC SchiedamPostbus 78 - 3100 AB SchiedamT 010 246 14 70 - F 010 246 15 06E [email protected]
Linde Gas Benelux B.V.Havenstraat 1 - 3115 HC SchiedamPostbus 78 - 3100 AB SchiedamT 010 246 14 70 - F 010 246 15 06E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
AIB-Vinçotte Nederland B.V.Takkebijsters 8 - 4817 BL BredaPostbus 6869 - 4802 HW BredaT 076 571 22 88 - F 076 587 47 60E [email protected]
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Zekeringstraat 33 - 1014 BV AmsterdamT +31 (0)20 556 35 55E [email protected] 18 - 4824 GN BredaT +31 (0)76 5424 300E [email protected]
Locaties Benelux: Amsterdam, Antwerpen, Beek, Breda,Hengelo, Rotterdam, Veendam.
Exova B.V.Hofweg 5 - 3208 LE SpijkenisseT 0181 61 71 44E [email protected]. Nemostraat 12 - 7821 AC EmmenT 0591 61 85 55E [email protected]
CHEMISCHE METAAL-OPPERVLAKTEBEHANDELING
Henkel Benelux Adhesive TechnologiesT +32 (0)2 421 25 59F +32 (0)2 421 25 99E [email protected]
Henkel is wereldmarktleider op het vlakvan oplossingen voor lijmen, afdichtenen oppervlaktebehandeling.
Vecom Metal Treatment B.V.Mozartlaan 3 - 3144 NA MaassluisT 010 593 02 99 - F 010 593 02 23E [email protected]
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
Lincoln Electric Smitweld B.V.Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
Nederman/Lebon & GimbrairVoltaweg 32 - 3752 LP BunschotenPostbus 225 - 3750 GE BunschotenT 033 298 81 22 - F 033 298 80 24E [email protected]
ATTC B.V.Fornheselaan 2443734 GE Den DolderT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen, laser.Slijtdelen voor lasprocessen: MIG, TIG,OP. Las- en snijtoortsen
KEURINGEN
De Vlamboog B.V.Wijkermeerstraat - 2131 HB HoofddorpPostbus 298 - 2130 AG HoofddorpT 023 567 55 00 - F 023 563 74 91E [email protected]
WTT LasopleidingenTheemsweg 4 - 3197 KM RotterdamT 0181 29 57 50 - F 0181 21 81 24E [email protected]
HoofdkantoorDukdalf 11 - 9206 BE DrachtenPostbus 505 - 9200 AM DrachtenT 0512 52 40 08E [email protected]
Kwaliteitsmanagement |Lasconsultancy | Inspectie
Drachten | Zutphen | Rotterdam
BRANCHES november 2013
Lincoln Electric Smitweld B.V.Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
Lincoln Electric Smitweld B.V.Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
LASTOORTSEN
Valk Welding B.V.Staalindustrieweg 15Postbus 60 - 2950 AB AlblasserdamT 078 691 70 11 - F 078 691 95 15E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Air Liquide Welding Nederland B.V.Rudonk 6b - 4824 AJ BredaPostbus 6902 - 4802 HX BredaT 076 541 00 80 - F 076 541 58 96E [email protected]
ADK TechniekStaalindustrieweg 15Postbus 60 - 2950 AB AlblasserdamT 078 750 38 20 - F 078 750 38 21E [email protected]
ADK TechniekStaalindustrieweg 15Postbus 60 - 2950 AB AlblasserdamT 078 750 38 20 - F 078 750 38 21E [email protected]
LAS- EN SNIJTOORTSEN
LASTOEVOEGMATERIALEN
MANIPULATOREN ENMECHANISATIE
MECHANISATIE EN AUTOMATISERING
Valk Welding B.V.Staalindustrieweg 15Postbus 60 - 2950 AB AlblasserdamT 078 691 70 11 - F 078 691 95 15E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Dumeta import / export B.V.Marconistraat 26 - 7575 AR OldenzaalT 0541 53 33 69 - F 0541 53 33 71E [email protected]
ATTC B.V.Fornheselaan 2443734 GE Den DolderT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen, laser.Slijtdelen voor lasprocessen: MIG, TIG,OP. Las- en snijtoortsen
ATTC B.V.Fornheselaan 2443734 GE Den DolderT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen en laser.Slijtdelen voor lasprocessen: MIG, TIGen OP. Las- en snijtoortsen
Zekeringstraat 33 - 1014 BV AmsterdamT +31 (0)20 556 35 55E [email protected] 18 - 4824 GN BredaT +31 (0)76 5424 300E [email protected]
Locaties Benelux: Amsterdam, Antwerpen, Beek, Breda,Hengelo, Rotterdam, Veendam.
Exova B.V.Hofweg 5 - 3208 LE SpijkenisseT 0181 61 71 44E [email protected]. Nemostraat 12 - 7821 AC EmmenT 0591 61 85 55E [email protected]
Henkel Benelux Adhesive TechnologiesT +32 (0)2 421 25 59F +32 (0)2 421 25 99E [email protected]
Henkel is wereldmarktleider op het vlakvan oplossingen voor lijmen, afdichtenen oppervlaktebehandeling.
LIJMEN
Lorch Lastechniek B.V.Postbus 5 - 2200 AA NoordwijkT 071 362 56 27 - F 071 362 38 85E [email protected]
Magnatech International B.V.De Amer 24 - 8253 RC DrontenT 0321 38 66 77 - F 0321 31 41 65E [email protected]
LASKWALIFICATIES/CERTIFICERING
Valk Welding B.V.Staalindustrieweg 15Postbus 60 - 2950 AB AlblasserdamT 078 691 70 11 - F 078 691 95 15E [email protected]
InterlasTheemsweg 4 - 3197 KM RotterdamT 0181 29 57 50 - F 0181 21 81 24E [email protected]
InterlasTheemsweg 4 - 3197 KM RotterdamT 0181 29 57 50 - F 0181 21 81 24E [email protected]
WTT LasopleidingenTheemsweg 4 - 3197 KM RotterdamT 0181 29 57 50 - F 0181 21 81 24E [email protected]

Excellente oplossingen voor de olie- en gas-
industrie. Dat is waar Mokveld voor staat.
Wij ontwerpen en produceren geïntegreerde
afsluitersystemen. Zo helpen we onze opdracht-
gevers wereldwijd met het veilig, betrouwbaar en
duurzaam exploiteren van de olie- en gasreserves.
Met ruim 350 medewerkers, een hoofdkantoor
en fabriek in Gouda en vestigingen over de hele
wereld is Mokveld een gezond groeiend bedrijf.
Meewerkend voorman lasserijMokveld beschikt over een modern geoutilleerde lasserij waarbij gebruik gemaakt wordt van de volgende processen:
TIG, HW-TIG, MIG-MAG, BMBE. Met de Hot Wire TIG machine kan er geprogrammeerd laswerk worden verricht.
Naast het verrichten van laswerkzaamheden coördineer, volg en controleer je de werkzaamheden van onze gecertifi-
ceerde lassers zodanig dat zij hun werkzaamheden veilig, doelmatig en op vereist kwalitatief niveau kunnen verrichten.
Als voorman lasserij ben je verantwoordelijk voor
Correct uitvoeren van de voorbereidingen;
Correct laten uitvoeren van lasbewerkingen binnen de gestelde eisen;
Het op peil houden van de benodigde LMK’s in de verschillende materiaalgroepen (1, 3, 4, 7, 8, 10, 43, 44)
en het waarborgen van de geldigheid van de LK’s volgens de gestelde normen zoals EN-ISO en ASME;
Het maken van WPS-en m.b.v. het WP-select programma voor alle uit te voeren laswerkzaamheden;
Het offline programmeren van de Hot Wire TIG machine (Fronius FPA 9000);
Het bijhouden van statussen lasreparaties via het ‘Smile’ NCR-systeem, inclusief berekening van de laskosten;
Het bestellen van lastoevoegmaterialen en lasgassen;
Zorgdragen voor correcte bediening van de lasapparatuur, gereedschappen en hulpmiddelen;
Juist gebruik van hijswerktuigen en hijsmiddelen;
Werken volgens de veiligheidsvoorschriften.
Als kandidaat beschik je over
Een opleiding op minimaal MBO-niveau, het NIL-MLT diploma is een pré;
Aantoonbare kennis en vaardigheid van de diverse lastechnieken in de voorkomende materiaalgroepen;
Leidinggevende en communicatieve vaardigheden;
Aantoonbare ervaring met computers, Word, Excel.
Voor onze lasserij zijn wij op zoek naar een
Welke functie je ook kiest, steeds ontdek je: bij Mokveld sluit je elke dag goed af. Want wij bieden je uitdagend
werk in een gezonde internationale onderneming. Je kunt rekenen op een goed salaris met uitstekende arbeids-
voorwaarden en op prima opleidings- en ontwikkelingsmogelijkheden. Heb je het vereiste diploma, relevante
werkervaring en ben je nauwkeurig en zorgvuldig? Stuur dan je sollicitatie met cv naar: Mokveld Valves BV, t.a.v. de
heer Daan Knetsch, Postbus 227, 2800 AE Gouda. Mailen kan uiteraard ook: [email protected]. Bel voor meer
informatie met Ruud van der Helm (Hoofd productie) of Daan Knetsch (HR manager): (0182) 597 50 00.
Nijverheidsstraat 67 Gouda
Vind jouw uitdaging op www.wereldbaanbijmokveld.nl
44
ROBOTS EN ROBOTISERING
SNIJDEN
ATTC B.V.Fornheselaan 2443734 GE Den DolderT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen en laser.Slijtdelen voor lasprocessen: MIG, TIGen OP. Las- en snijtoortsen
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
VOORBEWERKINGSAPPARATUURVOOR PIJP EN PLAAT
WARMTEBEHANDELING
Delta Heat Services B.V.Scheelhoekweg 2 - 3251 LZ StellendamPostbus 52 - 3250 AB StellendamT 0187 49 69 40 - F 0187 49 68 40E [email protected]
• Elektrisch voorwarmen en gloeien• Inductie verwarmen• Stationaire gloeiovens• Mobiele gloeiovens• Uitdrogen beton / coatings• Verhuur / verkoop• Advisering
PLASMASNIJDEN
ATTC B.V.Fornheselaan 2443734 GE Den DolderT 030 225 95 00 - F 030 225 95 01E [email protected]
Slijtdelen voor snijprocessen: plasma,autogeen en laser.Slijtdelen voor lasprocessen: MIG, TIGen OP. Las- en snijtoortsen
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
ORBITAAL EN APPARATUUR
OPLEIDINGEN EN CURSUSSEN
De Groot Lasopleidingen B.V.Weidehek 24 - 4824 AS BredaT 076 541 07 20 - F 076 542 72 95E [email protected]
Lastechnische opleidingen, adviseringen certificering.
Hogeschool Utrecht, Centrum voor Natuur & Techniek en ROC Midden NederlandNIL erkende opleidingen voor alle niveau’s en processen. • International Welding Engineer (IWE/ LPI)
• International Welding Technologist (IWT/ MLT)
• Verkorte combinaties van IWT met Inspectie en
keuring mogelijk.
• Lastechnisch construeren, Workshop lasnormen,
Lasopleidingen MIG/MAG, BMBE, TIG, Autogeen,
Laskwalificalties/ certificeringen, SMLT
Ook cursussen op gebied van Materia-len, Procestechnologie, Onderhoud &Inspectie, Engineering, Bedrijfskunde(hbo, post-hbo en masterniveau).
Meer informatie CvNT Lenneke KokT 088 481 88 88E [email protected]
Meer informatie ROC Joost ZijderveldT 030 754 69 03E [email protected]
Lashuis HaprotechRooswijkweg 2001951 MD Velsen-NoordT 0251 26 29 00 - F 0251 26 29 09E [email protected]
Totaalpakket in lastechniek,opleidingen, training en consultancy
Exova B.V.Hofweg 5 - 3208 LE SpijkenisseT 0181 61 71 44E [email protected]. Nemostraat 12 - 7821 AC EmmenT 0591 61 85 55E [email protected]
ONDERZOEK
ONDERHOUD & NIEUWBOUWINSPECTIE
3P Project Services B.V.Nijverheidsweg 4 - 4854 MT BavelT 0161 43 85 00 - F 0161 43 85 01E [email protected]
Totaalproject in inspectie en lastechnischeondersteuning en projectmanagement
Magnatech International B.V.De Amer 24 - 8253 RC DrontenT 0321 38 66 77 - F 0321 31 41 65E [email protected]
Valk Welding B.V.Staalindustrieweg 15, Postbus 60 - 2950 AB AlblasserdamT 078 691 70 11 - F 078 691 95 15E [email protected]
Materiaal Metingen Testgroep B.V.MME GroupRietdekkerstraat 16 - RidderkerkPostbus 4222 - 2980 GE RidderkerkT 0180 48 28 28 - F 0180 46 22 40E [email protected]
Zekeringstraat 33 - 1014 BV AmsterdamT +31 (0)20 556 35 55E [email protected] 18 - 4824 GN BredaT +31 (0)76 5424 300E [email protected]
Locaties Benelux: Amsterdam, Antwerpen, Beek, Breda,Hengelo, Rotterdam, Veendam.
Exova B.V.Hofweg 5 - 3208 LE SpijkenisseT 0181 61 71 44E [email protected]. Nemostraat 12 - 7821 AC EmmenT 0591 61 85 55E [email protected]
NDO/DO ONDERZOEK
Lincoln Electric Smitweld B.V.Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
Lincoln Electric Smitweld B.V.Nieuwe Dukenburgseweg 206534 AD NijmegenPostbus 253 - 6500 AG NijmegenT 024 352 29 11 - F 024 352 22 02E [email protected]
Rolan Robotics B.V.De Corantijn 6 - 1689 AP ZwaagPostbus 135 - 1620 AC HoornT 0229 24 84 84 - F 0229 27 27 07E [email protected]
WTT LasopleidingenTheemsweg 4 - 3197 KM RotterdamT 0181 29 57 50 - F 0181 21 81 24E [email protected]
Hoofdkantoor Dukdalf 11 - 9206 BE Drachten Postbus 505 - 9200 AM Drachten T 0512 52 40 08E [email protected]
Kwaliteitsmanagement |Lasconsultancy | Inspectie
Drachten | Zutphen | Rotterdam
BRANCHES november 2013
