engenharia da qualidade
DESCRIPTION
engenharia da qualidadeTRANSCRIPT

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 1
Qualidade de um Produto◦ É a satisfação total do consumidor. É o grau com qual o
produto atende às necessidades, expectativas e conveniências do consumidor.
Conclusão:◦ Qualidade é a base de sustentação da sobrevivência da
empresa. A empresa precisa considerar o cliente como meta prioritária, já que sua satisfação vai depender a manutenção dos produtos no mercado.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 2

O que convém ao consumidor◦ Necessidades;◦ Expectativas;◦ Conveniências.
Exemplo: Retroprojetor◦ Consumo baixo de energia;◦ Lâmpada extremamente resistente;◦ Projeção de forma nítida;◦ Extrema facilidade de uso;◦ Excelente acabamento.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 3

Exemplo: Retroprojetor Conclusão:
◦ O retroprojetor atende as necessidades de uso do consumidor e suas expectativas devido a apresentação (acabamento) e índices surpreendentes de desempenho. Porém, não atende suas conveniências: É um equipamento pesado e difícil de transportar.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 4
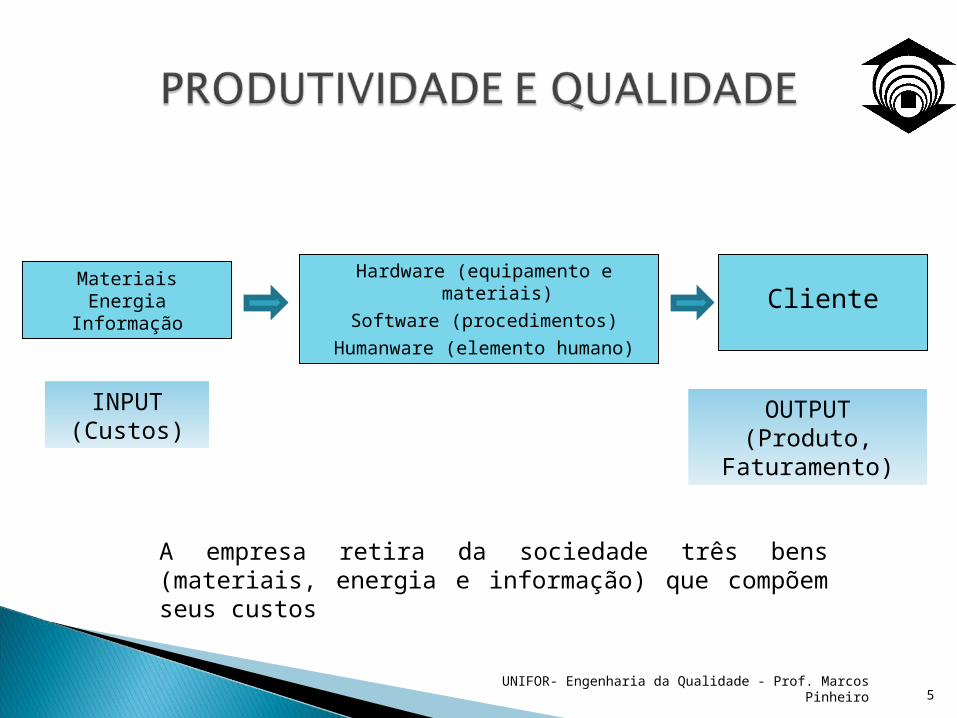
Hardware (equipamento e materiais)
Software (procedimentos)
Humanware (elemento humano)
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 5
MateriaisEnergia
InformaçãoCliente
INPUT(Custos)
OUTPUT(Produto,
Faturamento)
A empresa retira da sociedade três bens (materiais, energia e informação) que compõem seus custos

Custos◦ Representam os bens que a empresa retira da sociedade aos
quais agrega valor
◦ A empresa agrega valor a esse três bens para a mesma sociedade produzindo produtos que promovem seu faturamento
Produtividade = Output Input
◦ Output: O que a empresa produz;◦ Input: O que a empresa consome.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 6

Pela definição do slide anterior podemos afirmar:◦ Aumentar a produtividade é produzir cada vez mais com
cada vez menos (recursos).
Produtividade = Valor Produzido Valor Consumido
Produtividade = Faturamento Custos
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 7

Observe:◦ A melhoria da produtividade é conseguida através da redução de
custos e do aumento do faturamento através de maior qualidade. Se o cliente não quiser comprar o produto, a produtividade cairá.
Conclusão:◦ Tem que haver enobrecimento do produto através da qualidade.
Dessa forma temos:
◦ Produtividade = Qualidade
Custos
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 8

Como melhorar o Hardware?◦ Faze aporte de capital. Havendo capital, pode-se comprar
qualquer equipamento ou matéria-prima desejados e com isso melhorar a produtividade
Como melhorar o Software?◦ Só é possível melhorar os procedimentos (métodos) através das
pessoas (humanware).
Como melhorar o Humanware?◦ Fazer aporte de conhecimento. O conhecimento pode ser levado
as empresas de várias maneiras: Treinamento no trabalho; Contato com consultores; Assistência técnicas adquirida de outras empresas.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 9

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 10
Projeto Perfeito
Fabricação Perfeita
Segurança Perfeita
Assistência Perfeita
Entrega no Prazo Certo
Custo Acessível
• A garantia de sobrevivência decorre da competitividade; a competitividade decorre da produtividade; a produtividade decorre da qualidade.

Qualidade Defensiva◦ Procura apenas fazer com que os produtos satisfaçam às
especificações. Elimina-se os fatores que desagradam o consumidor através da realimentação das informações de mercado
Qualidade Ofensiva◦ Procura antecipar as necessidades dos clientes,
incorporando-as nas especificações. Exemplo: Um fabricante de presilha para cabelos de mulher fabricava cada vez mais e melhor procurando atender as reclamações de seus clientes. Incorporava as modificações propostas ao projeto de seu produto. Portanto, ele praticava qualidade defensiva. Outro industrial procurou saber qual era a verdadeira necessidade do consumidor e descobriu que as mulheres queriam apenas algo que prendesse os cabelos. Lançou no mercado o laquê e tomou toda a clientela do fabricante de presilha. Este praticou a qualidade ofensiva.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 11

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 12
Mercado Garantido
Empresa Consolidada
Empregos GarantidosMão-de-Obra Motivada
Produto de Qualidade

Qualidade de Projeto e de Conformação
◦ Processo – É um conjunto causas que provoca um ou mais efeitos. Exemplo: Uma fábrica de latas é um processo que tem uma série de causas que provoca o efeito principal – A LATA
◦ As causas são: As máquinas; As matérias-primas; Os equipamentos de medição; A mão-de-obra; O método de fabricação, etc;
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 13

Qualidade de Projeto
◦ É a análise que se faz do produto, em termos de qualidade, a partir da estruturação de seu projeto.
◦ Como é feito essa análise? Através da comparação de produtos que têm o mesmo uso
onde as diferenças surgem por alterações a nível de seus projetos.
EXEMPLO: Lâminas de barbear de dois diferentes fabricantes. Têm os mesmos propósitos funcionais. No entanto, diferem em virtude do aço usado, corte, resistência à corrosão, etc.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 14

Qualidade de Projeto (QP)
◦ A QP é agregada ao projeto antes mesmo que ele exista fisicamente. É FIXADA A PRIORI
◦ A QP define a faixa de mercado em que o produto vai atuar. O padrão de qualidade do produto define que tipo de consumidor se espera atingir
◦ Quando se agrega características positivas da qualidade ao produto a priori, geralmente, eleva-se os custos de produção. Exemplo: Um fabricante de automóvel utiliza um tecido melhor para as poltronas.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 15

Qualidade de Projeto (QP)
◦ Outro Exemplo: Um fabricante fabrica lâmpadas com vida útil de 900 a 1100 horas e decide fabricar com vida útil de 2000 a 2500 horas.
◦ Melhor QP implica custos mais elevados◦ IMPORTANTE: Junto com a fixação das especificações
de projeto deve ser feito um estudo da viabilidade de produção para evitar que o produto final seja diferente daquele que havia sido concebido inicialmente.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 16

Qualidade de Conformação
◦ Conceito: É a medida de fidelidade com que o produto fabricado atende às especificações do projeto.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 17

Qualidade de Conformação
◦ Na prática é impossível obter completa uniformização do processo produtivo, pois:◦ O desempenho dos equipamentos sofre variações ao longo do
tempo, o que torna seu funcionamento irregular (em muitos casos a irregularidade é imperceptível);
◦ Os materiais utilizados não são sempre homogêneos, portanto, têm características alteradas;
◦ A mão-de-obra sofre alterações nos seus padrões de desempenho (“stress”, fadiga, etc);
◦ Pequenas alterações no ambiente fabril podem afetar o desempenho de pessoas, de máquinas, ou de materiais (elevação no nível de ruído, presença de pó, elevação brusca de temperatura, etc).
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 18

Qualidade de Conformação
◦ Conclusão: A finalidade com que o produto atenda às especificações do projeto depende das alterações ocorridas ao longo do processo produtivo. Ou seja, a QC resulta das variações do processo produtivo.
◦ Exemplo: Atividade de uma Máquina de “Xerox”.◦ Teoricamente todas as cópias deveriam ser iguais. Se
existe diferenças, isto ocorre por variações no papel, tinta, operação... Ou seja, no processo produtivo.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 19

Qualidade de Conformação
◦ Importante: Melhor qualidade de conformação significa produto mais uniforme, diminuição da incidência de defeitos, refabricações e ajustes, resultando diminuição dos custos, ganho de produtividade e satisfação do consumidor.
QC Defeitos e Ajustes Custos Produtividade e Satisfação do Consumidor
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 20

Qualidade de Conformação
◦ Conclusão: “QP” assegura satisfazer as expectativas do consumidor. “QC” Assegura o produto sem defeitos.
◦ Como o produto é resultado do processo, o processo deve ser otimizado.
◦ Objetivos da otimização:◦ Evitar produtos com defeitos;◦ Eliminar desperdícios;◦ Eliminar retrabalho;◦ Reduzir custos;◦ Evitar horas extras.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 21

Qualidade de Conformação
◦ Conseqüências da otimização: ◦ 1) Melhoria do processo implica na melhoria do produto;◦ 2) Processo melhorado implica menor custo, menor preço
do produto, maior satisfação do consumidor (consumidor compra mais), maior lucro para empresa.
◦ Observações:◦ 1) Produto defeituoso, deve-se alterar o processo, assim
eliminando-se o defeito no produto. Se corrigirmos o defeito no produto, conviveremos com o defeito para sempre;
◦ 2) Deve-se controlar o processo afim de eliminar as variações que está afetando o produto final.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 22

Característico de Qualidade◦ Conceito: São itens (requisitos) que são imprescindíveis
para o funcionamento de um produto, permitindo-se, assim, sua adaptação ao uso. Exemplo: Peso, Volume, Tonalidade, Durabilidade, etc.
◦ A avaliação da qualidade de um produto é feita em termos da avaliação dos seus característicos da qualidade.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 23

Controle dos Característico de Qualidade◦ Por Variáveis – prevêem a execução de testes que
envolvem dimensões tais como: altura, comprimento, capacidade de o produto conduzir ou isolar correntes elétricas, medidas de propriedades químicas como Ph, medidas de propriedades físicas como flexão, etc. Observação: Este controle dos característicos por variáveis requer o uso de instrumentos para sua execução.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 24

Controle dos Característico de Qualidade◦ Por Atributos – É feita de forma qualitativa tais como
execução de testes com calibradores passa-não passa; testes de funcionamento de lâmpadas acende-não-acende; testes comparativos como maior ou menor. Observação: Este controle é feito muitas vezes com o uso dos sentidos, portanto, tem uma base subjetiva. Exemplo: Controle do sabor de bebidas-feito por degustadores; controle do teor de umidade do carvão-feito pelo manuseio do produto.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 25

Principais Diferenças◦ Controle Por Variáveis
◦ É mais demorado pois requer o uso de instrumentos de medidas que podem fornecer após várias horas, ou até dias;
◦ Informa a real intensidade de defeito; ◦ Exige maior investimento do que aquele feito por atributos em
termos de equipamentos e materiais.◦ Controle Por Atributos
◦ Limita-se a diagnosticar a presença ou ausência de defeitos;◦ Tende a utilizar muito mais amostras que o controle por variáveis,
para oferecer o mesmo padrão de confiabilidade e significância de seus resultados.
◦ NOTA: A seleção do tipo de controle a adotar depende do característico da qualidade.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 26

Perfil dos Inspetores◦ Controle Por Variáveis – Requer-se do inspetor,
competência técnica. Exige-se:◦ Atenção e cuidados na preparação das amostras;◦ Correta colocação nos equipamentos de medição; ◦ Avaliação dos Resultados.
◦ Controle Por Atributos – Requer-se do inspetor, experiência. Isto ocorre porque a base da decisão é subjetiva e só o tempo de contato e envolvimento com o produto a pessoa terá sensibilidade suficiente para separar o que é aceitável do que não é.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 27

Necessidade do Controle◦ Há variação inevitável em qualquer processo de
fabricação. Mesmo que não exista qualquer alteração no processo, há sempre um padrão de variação conhecido como variabilidade inerente ou variabilidade interna.
◦ Somada à variabilidade inerente, existe uma certa variabilidade no processo resultante das máquinas, matérias-primas, mão-de-obra, etc.
◦ Assim: Vp = Vi + Ve, onde:◦ Vp = variedade do processo;◦ Vi = variedade interna (inerente);◦ Ve = variedade externa.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 28
Diferença entre Inspeção e Controle de Qualidade◦ Inspeção: Histórico – No início do século, havia maior
procura do que oferta de produtos. Como conseqüência, o consumidor não podia ser muito exigente e o fornecedor não estava preocupado em atender sua satisfação.
◦ Ford dizia: “Minha empresa atende os clientes em qualquer cor de automóvel desde que seja preto ou branco”. Em suma: Se quiser leva, se não quiser, outro pega.
◦ Nessa época, o asseguramento (garantia) da qualidade era feito apenas por inspeção final, onde eram separados os produtos bons dos ruins.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 29

Conceito de Inspeção◦ Inspeção: São atividades relativas ao processo de medir
ou checar peças de um lote para verificar se, para um dado característico de qualidade, existe ou não atendimento a um padrão. Observação: A inspeção confronta os característicos de qualidade com seus respectivos padrões.
◦ Na inspeção:◦ Identifica-se a situação de cada característico da peça.
Separação das peças;◦ Correção dos defeitos nas peças defeituosas e liberação das
perfeitas para prosseguirem no seu fluxo normal;◦ Registra-se a informação.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 30

Conceito de Inspeção◦ A partir da Inspeção:
◦ Correção no processo produtivo de problemas que geram inadequações dos característicos de qualidade aos respectivos padrões;
◦ Prevenção da ocorrência de defeitos (atua preventivamente no processo).
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 31

Conceito de Controle de Qualidade◦ É um sistema que abrange todos os setores da fábrica
com o objetivo de melhorar a qualidade do produto final e manter essa melhoria, operando em níveis economicamente aceitáveis.
◦ Nota: O Controle de qualidade visa primordialmente a prevenção de defeitos
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 32

Observações:◦ A inspeção é uma atividade que faz parte do controle de
qualidade;◦ Quando entendida como um fim em si mesma, a inspeção é
um processo inútil e, portanto, dispensável;◦ Se a inspeção não for para acionar o processo de controle de
qualidade, torna-se de pouca valia;◦ A inspeção é um pré-requisito do processo de controle de
qualidade pois gera informações para o mesmo, alimentando-o, e fornece uma noção clara do reflexo das ações do próprio controle de qualidade realimentando-o.
◦ NOTA: Inspecionar o produto não o torna melhor ou pior, o que causa melhoria no produto ou no processo produtivo é o que for feito depois da inspeção, ou seja, a partir dela.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 33

Objetivos:◦ Provocar uma evolução nas atividades de controle, até
que atinja a garantia da qualidade.◦ Ação corretiva no produto Ação corretiva no
processo Ação preventiva e consistente dos defeitos Garantia da qualidade.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 34

Conceito:◦ É quando se consegue manter um sistema de produção
de produtos dentro de níveis de desempenho, confiabilidade e custos aceitáveis, satisfazendo totalmente seus fornecedores.
◦ NOTA: A Garantia da Qualidade deve ser dinâmica e flexível, para permitir sua rápida adaptação às necessidades do mercado e às contingências da concorrência.
◦ A Garantia da Qualidade volta-se para a segurança que o consumidor deve ter ao utilizar o produto; O Controle da Qualidade visa desenvolver atividades preventivas a nível de fábrica, fornecedores e produtos acabados.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 35
Conceito:◦ É o percentual máximo aceitável de peças defeituosas
em um lote ou em uma amostra do lote.◦ O percentual classifica o conjunto de peças examinadas:
◦ Se for superado – Lote ou amostra de má qualidade;◦ Se não for superado – Lote ou amostra de qualidade aceitável.
◦ A inspeção avalia o nível de qualidade de uma peça ou de um conjunto de peças, comparando com um padrão de qualidade.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 36

Usado para variáveis define-se três (3) tipos de padrões:◦ Um intervalo de medidas;◦ Um limite mínimo;◦ Um limite máximo
Usado para atributos, o padrão pode ser:◦ Um elemento-base para comparação - uma peça pintada.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 37

A fixação do padrão depende:◦ Do característico de qualidade (peso, volume, tonalidade) que
é o elemento da peça em que está agregado o padrão.◦ A natureza dos padrões estabelecidos determina a forma de
inspeção a ser processada. Exemplo: Processo Industrial – Inspeção de uma substância:◦ Padrão – Relativamente ácido; Avaliação – Pelo paladar;◦ Padrão – Ph = 6,2 ; Avaliação – Através de aparelho adequado.
◦ Observação: A inspeção avalia o nível de qualidade de vários aspectos: Medições, Ensaios, Exames Visuais, Provas de produtos pelos sentidos do paladar ou olfato, etc.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 38

Finalidade da Inspeção◦ Inspeção para Aceitação (IA):
◦ Feita em uma ou mais amostras do lote;◦ Determina se um lote deve ser liberado para uso ou deve ser
rejeitado.◦ Inspeção para Retificação (IR):
◦ Feita em uma ou mais amostras do lote;◦ As peças defeituosas detectadas são substituídas por peças
perfeitas, não há rejeição das peças.◦ Observação: A “IA” determina o nível de qualidade do
lote e, pára ai. A “IR”, além de determinar o nível de qualidade do lote, altera-o para melhor, pela substituição de peças defeituosas.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 39
Alcance da Inspeção◦ Inspeção Completa:
◦ Analisa todo o lote;◦ Mais segura;◦ Mais cara.
◦ Inspeção por Amostragem:◦ Analisa parte do lote;◦ Menor custo;◦ Segurança dos resultados requer cuidados e mais atenção.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 40

Execução da Inspeção◦ Inspeção Por Atributo:
◦ Verifica a ocorrência de defeito do característico qualitativamente. Exemplo:◦ Tonalidade;◦ Sabor de Alimentos;◦ Presença ou não de manchas, etc.
◦ Inspeção por Variáveis:◦ Verifica a ocorrência de defeito do característico
quantitativamente. Exemplo:◦ Temperatura;◦ Peso das peças;◦ Medidas de diâmetros, etc.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 41

Confiabilidade no processo de inspeção◦ Área de ação da inspeção:
◦ Deve alcançar todo o processo produtivo. Envolve todas as etapas do processo produtivo. POR QUE? ◦ Permite uma ação corretiva mais rápida. Evita o agravamento
dos defeitos detectados;◦ Fornece base para o controle preventivo.◦ NOTA: A definição de um posto de inspeção num posto
específico do processo depende da possibilidade de que nele se identifique a presença de causas que devem ser eliminadas ou minimizadas rapidamente, afim de evitar a má qualidade do produto. Deve-se por um posto de inspeção na etapa do processo que influencia a qualidade do produto final.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 42

Metodologia das inspeções◦ Escolha do tipo de inspeção a adotar;◦ Determinação dos equipamentos que serão usados, bem
como os recursos para realização de testes e ensaios;◦ Alocar os inspetores;◦ Apurar os custos da inspeção.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 43

Inviabilidade da inspeção completa◦ 1) Quantidade e variedade dos produtos que saem das
fabricas – Não é possível executar detalhada inspeção de todos;
◦ 2) Excesso de peças a inspecionar: Leva os inspetores a falhas causadas por tédio, cansaço, falta de atenção. Lotes inteiros poderão ficar retidos à espera da inspeção, formando indesejáveis estoques.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 44

Inspeção completa◦ Recomendações:
◦ Quando o lote das peças for formado por distintos fornecedores: * Nesse caso, ao se retirar uma amostra não há garantia que os resultados válidos para ela possam ser generalizados para o lote, porque as origens das peças são diversas;
◦ Quando o processo se encontra fora de controle: * Nesse caso, a causas influenciando os resultados, e, como não se sabe como se dá tal influência sobre o produto, não é possível obter amostras que represente o lote.
◦ Quando a itens no produto que exigem total segurança: Exemplo: Cabo de elevadores, pára-quedas.
◦ Quando a inspeção for simples e rápida. Exemplo: Teste acende/não acende de lâmpadas.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 45

Inspeção por amostragem◦ Recomendações:
◦ Ritmo intenso de produção;◦ Processo produtivo sob controle;◦ Completa previsibilidade dos efeitos das causas que atuam
no processo produtivo.◦ Princípios:
◦ Representatividade: Uma amostra completamente representativa do lote, ou seja, uma parcela na qual estão mantidas e caracterizadas as propriedades do lote.
◦ Procedimento:◦ Analisa-se uma amostra e tomam-se decisões que afetam
todo o lote.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 46

Inspeção por amostragem◦ Margem de Segurança (MS):
◦ Se a amostra é representativa, podemos calcular as probabilidades que permitem a MS da decisão tomada. ISTO É: Podemos definir o risco que a decisão tomada para a amostra não seja válida para o lote.
ASSIM: Aceita-se a amostra Rejeita-se o lote* Nesse caso, não é válido a rejeição do lote pois a amostra
deveria ter sido aceita.Aceita-se a amostra Aceita-se o lote** Nesse caso, não é válido a aceitação do lote pois a amostra
deveria ter sido rejeitada.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 47

Inspeção por amostragem◦ Definições:
◦ LOTE: É uma coleção de itens da qual se apanha uma amostra e na qual se faz uma inspeção para determinar sua aceitação;
◦ ITEM: É a menor unidade de produto em relação à qual será executada a inspeção.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 48

Inspeção por amostragem◦ Pré-requisitos para a inspeção por amostragem:
◦ 1) Formação dos Lotes:◦ Diretrizes para formação de um lote:
◦ Os itens devem ter igual origem;◦ Os itens devem sofrer o mesmo processo de produção;◦ Os itens devem ser estocados sob as mesmas condições.◦ Conclusão: Deve-se criar lote homogêneos sem os quais será
impossível obter amostras representativas.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 49

Inspeção por amostragem◦ Pré-requisitos para a inspeção por amostragem:
◦ 2) Adequação ao processo produtivo:◦ Diretrizes:
◦ As amostras devem ser feitas diretamente no processo, quando um tempo mínimo de funcionamento já transcorreu. É importante observar a formação de um agregado homogêneo de produção – máquina trabalhando com o mesmo material e acionada por um mesmo operador;
◦ A freqüência de retirada das amostras deve ser em intervalos regulares, mas não fixos nem rígidos. É função do característico e da probabilidade de ocorrência de defeitos.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 50

Inspeção por amostragem◦ Pré-requisitos para a inspeção por amostragem:
◦ 2) Adequação ao processo produtivo:◦ Diretrizes:
◦ A inspeção deve ser feita o mais próximo possível dos fatores que influenciam a qualidade do produto, ou seja, onde estão as causas dos defeitos;
◦ A inspeção deve ser feita nos pontos críticos do processo: Entrada de matérias-primas, antes de operações irreversíveis, antes de operações muito dispendiosas e no produto final.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 51

Inspeção por amostragem◦ Pré-requisitos para a inspeção por amostragem:
◦ 3) Formação das amostras:◦ Diretrizes:
◦ O processo de extração não deve apresentar tendenciosidades ou aspectos subjetivos;
◦ Cada peça deve ter igual chance de ser selecionada. Exemplo: Peças num “container” frio e comprido.
◦ TENDÊNCIA: O inspetor tenderá a retirar as peças que estiverem na parte superior do “container”;
◦ Observação: Um lote homogêneo não é garantia de que a amostra extraída será representativa. Tudo depende da forma como ocorre a extração da peça. Uma amostra maior que outra não é garantia automática de que seja mais representativa.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 52

Inspeção por amostragem◦ Pré-requisitos para a inspeção por amostragem:
◦ 4) Ação do controle:◦ Diretrizes:
◦ A inspeção por amostragem deve ter ação contínua sobre o processo produtivo afim de poder avaliá-lo corretamente. Não se trata de excessivos controles ao pé das máquinas;
◦ Todos os lotes devem ser avaliados para se ter uma visão precisa do processo produtivo.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 53

Amostragem para Inspeção por Atributos• Plano de Amostragem – Descrição dos procedimentos de
amostragem e regras para se tomar decisões a respeito de um certo lote.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 54

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
1) NÍVEL DE QUALIDADE: É o grau de qualidade observado no conjunto de peças em estudo.• OBS.: A qualidade de um determinado característico da peça é
medido segundo um dado referencial (padrão)• Medida do nível da qualidade – NQp = no de peças defeituosas x 100 no de peças do conjuntop = Percentual de peças defeituosasp – É definido para uma amostra. Portanto, deve-se estimar P = nível
de qualidade do lote de onde a amostra foi extraída.• A médio prazo, estima-se p = nível de qualidade do processo que
gera os lotes.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 55

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
• PLANO DE AMOSTRAGEM SATISFATÓRIO – É aquele em que p estima P com adequada margem de erro. Isto é, o nível de qualidade observado nas amostras aproxima-se do nível de qualidade do lote.
2) TAMANHO DA AMOSTRA: “n” quantidade de itens em uma amostra. “n” deve ter um tamanho suficiente para fornecer um valor representativo do característico de qualidade em estudo, ou seja, do lote.Nota 1 – Não há uma relação entre o tamanho do lote e o tamanho da
amostra. Utiliza-se lotes suficientemente grandes para não afetar a seleção das amostras;
Nota 2 – Garantida a aleatoriedade da extração das peças, sempre que uma amostra aumenta de tamanho, sua representatividade também cresce.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 56

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
3) NÚMERO DE ACEITAÇÃO: “a” número máximo de peças defeituosas admitidas em uma amostra de tamanho “n”, com
o fim de se aceitar o lote. Assim: 0 ≤ a< n
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 57

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
4) NÚMERO DE REJEIÇÃO: “r” número máximo de peças defeituosas admitidas em uma amostra de tamanho “n”, com o fim de se rejeitar o lote. Considerações: Se d ≤ a a amostra será aceita: nível de qualidade ⇨
satisfatório; Se d > a a amostra será rejeitada: nível de qualidade ⇨
insatisfatório; Se d ≥ r a amostra será rejeitada;⇨ Se d < r a amostra será aceita.⇨ Obs.: r = a + 1, pois “a” é o número de peças defeituosas.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 58

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
5) NÍVEL DE QUALIDADE ACEITÁVEL – NQA: É a percentagem máxima de peças defeituosas que, para fim de aceitação por amostragem, possa ser considerada como satisfatória para a média do processo.• Média do Processo – É a percentagem média de peças defeituosas
obtidas na inspeção original.NOTA: Recomenda-se que a média dos processos seja estimada com
base de resultados de não menos que 10 lotes.• Inspeção Original – É a primeira inspeção para um dado lote e que
se distingue de inspeção de produtos que tenham sido ressubmetidos após rejeições anteriores.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 59

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
5) NÍVEL DE QUALIDADE ACEITÁVEL – NQA NQA – Mede a qualidade média de um processo que produz
os lotes que estão sendo analisados através da inspeção de suas amostras.
Diferença entre a média do processo e nível de qualidade aceitável: MP – Reflete uma realidade do processo, ou seja, aquilo que o
processo apresenta efetivamente; NQA – É um valor imposto ao processo. É um fator externo ao
processo.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 60

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
5) NÍVEL DE QUALIDADE ACEITÁVEL – NQA OBS.1: “MP” pode ser usado estimativa de um “NQA” mais
adequado à realidade do processo; OBS.2: Quando um consumidor designa um valor específico de
“NQA”, ele indica ao produtor que seu plano de aceitação por amostragem aceitará a grande maioria dos lotes que o produtor submeter, desde que o nível médio da percentagem de peças defeituosas do processo desses lotes não seja maior que o valor designado para esse mesmo NQA.
CONCLUSÃO: O “NQA” é designado como percentagem de peças defeituosas que o consumidor indica que será aceito.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 61

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
6) FRAÇÃO DEFEITUOSA TOLERÁVEL– FDT - É o nível de qualidade mínimo a partir do qual o lote ou a amostra que o representa deva ser considerado de má qualidade. A “FDT” é um limite imposto a cada lote individualmente.
Exemplo: Necessidade de FDT. Supor 10 lotes cada um com 500 peças
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 62

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
Exemplo: Necessidade de FDT. Supor 10 lotes cada um com 500 peças.
Total de peças = 5000• Supor que foi encontrado 9 lotes com 5 peças defeituosas cada
um. Total de peças defeituosas = 45.• Supor que no último lote restante foi encontrado 55 peças
defeituosas. Total de peças defeituosas das 5000 peças = 45+55 = 100
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 63
Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
QUALIDADE MÉDIA DOS 10 LOTES: • 100 ÷ 5000 = 0,02 = 2% NQA DOS 9 LOTES: 45 ÷ 4500 = 0,01 = 1% NQA DE 1 LOTE: 55 ÷ 500 = 0,11 = 11%
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 64

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
CONCLUSÃO: Há a necessidade de que haja um controle individual de cada lote, de modo que não ocorra a aceitação de lotes de má qualidade em função de uma média aceitável do conjunto dos lotes, que no caso é de 2%. Observe que 11% é muito alto.
NOTA: NQA é uma medida de desempenho do processo.FDT é um parâmetro de segurança que visa impedir que os lotes ruins sejam aceitos em qualquer situação.
NQ ≤ NQA LOTE É BOM⇨NQ ≥ FDT LOTE É RUIM⇨
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 65

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
7) RISCOS – Determina a margem de confiabilidade que um processo de inspeção por amostragem possui.
Situações – Erros de Amostragem: (A) O lote é bom e a amostra foi rejeitada Rejeita-se um lote ⇨
bom.Conclusão: O produtor produziu um conjunto de peças boas, mas, por
erros de amostragem, teve seu lote rejeitado. TEM-SE ENTÃO:
• RISCO DO PRODUTOR – É a probabilidade de que um lote bom seja rejeitado.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 66

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
(B) O lote é ruim e a amostra foi aceita Liberação de um lote ⇨de má qualidade para utilização.Conclusão: Nesse caso, perde o consumidor do lote, visto que um lote
inaceitável foi considerado de boa qualidade – apto para utilização.TEM-SE ENTÃO:
• RISCO DO CONSUMIDOR – É a probabilidade de que um lote ruim seja aceito.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 67

Amostragem para Inspeção por Atributos• Elementos de um plano de amostragem:
CURVA CARCTERÍSTICA DE OPERAÇÃO - CCO
Ao definirmos os sete (7) elementos de um plano de amostragem, vemos que há necessidade de um modelo estatístico que os relacione.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 68
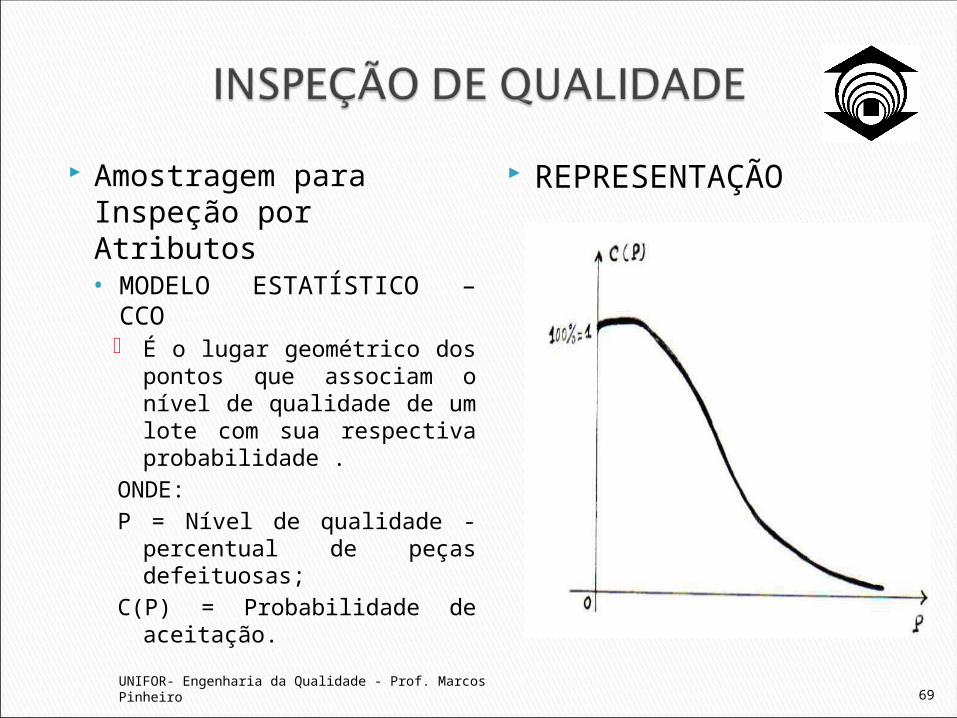
Amostragem para Inspeção por Atributos• MODELO ESTATÍSTICO –
CCO É o lugar geométrico dos
pontos que associam o nível de qualidade de um lote com sua respectiva probabilidade .
ONDE: P = Nível de qualidade -
percentual de peças defeituosas;
C(P) = Probabilidade de aceitação.
REPRESENTAÇÃO
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 69

Amostragem para Inspeção por Atributos• MODELO ESTATÍSTICO – CCO
• PROPÓSITOS DA CCO• 1) Ajudar na seleção de plano de amostragem para fornecer grau de
proteção adequado;• 2) Avaliar o nível de risco envolvido em um plano de amostragem-
risco de se aceitar um lote ruim e de se rejeitar um lote bom;• 3) Mostrar graficamente o desempenho de um plano de
amostragem.NOTA: A curva mostra, para cada valor percentual de peças
defeituosas possível de um dado lote submetido a inspeção, a probabilidade de que tal lote seja aceito.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 70

Amostragem para Inspeção por Atributos• MODELO ESTATÍSTICO – CCO
• A IDEALIZAÇÃO DA CCO PARTE DOS FATOS:• 1) Uma amostra será aceita se: 0 ≤ d ≤ a;• 2) Como se trata da inspeção por atributos, recomenda-se a
utilização de distribuições como a Poisson, a Binominal ou a Hipergeométrica, para determinar a probabilidade de que uma peça seja defeituosa;
• 3) Tendo-se a probabilidade de que uma peça seja defeituosa, determina-se a probabilidade de aceitação: F(a) =P(0 ≤ d ≤ a);
• 4) A probabilidade de rejeição é: F(a) =P(d > a);• 5) Se P (nível de qualidade) melhora, C(P) (probabilidade de
aceitação) melhora e r (rejeição) diminui. Por outro lado, se P (nível de qualidade) piora, C(P) (probabilidade de aceitação) piora e r (rejeição) aumenta.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 71
MODELO ESTATÍSTICO – CCO
• CONSTRUÇÃO DE UMA CCO:• Seja PL (50,1), ou seja, n = 50 e a = 1;
Sendo d = no de peças defeituosas. TEMOS:d ≤ a ou d ≤ 1 ⇨ aceita-se a amostra.ASSIM: Se houver 0 ou 1 peça defeituosa aceita-se a amostra,
portanto, o lote; Se houver 2 ou mais peças defeituosas rejeita-se a amostra,
portanto, o lote;
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 72

MODELO ESTATÍSTICO – CCO• CONSTRUÇÃO DE UMA CCO
• ROTEIRO:• 1) Usa-se a tabela das probabilidades acumuladas da
distribuição de Poisson, calculando o produto np = 50p, para diversos valores de p.
OBS.: P=nível de qualidade = Percentual de peças defeituosas 2) Como a = 1, seleciona-se a segunda coluna da tabela; 3) Determina-se C(P) = probabilidade de aceitação para os
diversos valores de P, atentando para o corpo da tabela.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 73
P 0,005 0,01 0,015 0,02 0,03 0,04 0,06 0,08 0,1
np 0,25 0,5 0,75 1,00 1,5 2,0 3,0 4,0 5,0
C(P)
0,974 0,91 0,827 0,736 0,558 0,406 0,199 0,092 0,04

MODELO ESTATÍSTICO – CCO
Cálculo dos pontos da CCO usando distribuição binomial.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 74

MODELO ESTATÍSTICO – CCO• Cálculo dos pontos da CCO usando distribuição binomial.
Para p = 0,005, temos:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 75

MODELO ESTATÍSTICO – CCO• Cálculo dos pontos da CCO usando distribuição binomial.
Para p = 0,04, temos:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 76

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DOS PONTOS:
O que significa na CCO o ponto (0,02;0,736) ?
(0,02;0,736) ( p;C(P) )⇛• Quando se aplica o plano de amostragem PL(50,1) a 100 lotes,
todos com 2% de peças defeituosas, ou seja, nível de qualidade 2%, 73,6% ( 74%) dos lotes serão aceitos ≅ e 26% serão rejeitados.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 77

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DOS PONTOS:
O que significa na CCO o ponto (FDT;β) ?Veja que FDT = P = NQ = percentual de peças defeituosas. β = probabilidade de aceitação = C(P). Nesse caso, o lote deve ser rejeitado pois FDT é o nível de qualidade
mínimo a partir do qual o lote deve ser considerado ruim, ou seja, má qualidade.
NQ ≥ FDT ⇛ O lote é ruimSe NQ = FDT o lote é ruim, portanto deve ser rejeitado.Associado ao ponto NQ = FDT existe a probabilidade de aceitação que é
β.Assim: C(P) = β, ou seja, C(P) = FDT = ββ = risco do consumidor = probabilidade de que um lote ruim seja aceito
produto pior ou igual que FDT.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 78

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DOS PONTOS:
O que significa na CCO o ponto (NQA; 1 - α) ?Nesse caso, o percentual de peças defeituosas, ou seja, o nível
de qualidade é igual ao nível de qualidade aceitável. Assim, o lote deve ser aceito. Pois, NQA é a probabilidade máxima de peças defeituosas que o consumidor indica que será aceito. Se NQ = P = NQA, o lote é aceito. Associado a esse ponto existe a probabilidade que é igual a 1 – α.
α = Risco do produtor = probabilidade de que um lote bom seja rejeitado. Ou seja, probabilidade que o produtor assume de ter um lote rejeitado, mesmo que a qualidade real do lote atenda ao nível de qualidade aceitável – NQA;
Logo: probabilidade de aceitação = C(P=NQA)= 1- α OBS.: 1 – α = Probabilidade que um lote bom seja aceito
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 79

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DOS PONTOS:
O que significa na CCO o ponto (NQA; 1 - α) ?• Nota 1: O produtor sempre quer saber como o plano de
amostragem o afeta quando ele mantém o padrão de qualidade em um nível especificado de acordo com o consumidor. Este nível especificado é o NQA.
• Nota 2: α e β são fixados. Na prática: α = 0,05 e β = 0,1.• Nota 3: Um bom produtor fornecendo lotes com NQA, enfrenta
um risco de rejeição com probabilidade de aceitação.• O ponto na CCO é: (NQA; 1 – α).• Nota 4: O consumidor pode especificar uma proporção
defeituosa, não aceitando lotes que tenham proporção defeituosa maior ou igual àquela que especificou.
• Nota 5: NQA e FDT são escolhidos em comum acordo entre produtor e consumidor.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 80

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 81

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DOS PONTOS:
Na figura anterior: α = 10% = 0,1 Logo: o ponto (NQA; 1 – α) = (2%=0,02;1-0,1) = (0,02;0,09) =
(2%;90%). (2%;90%) Significa que o plano de amostragem que a curva ⇛
representa aceitaria 90% dos lotes com exatamente 2% de produtos defeituosos que fossem submetidos a inspeção. Ou seja, um lote que tenha 2% de produtos defeituosos terá probabilidade de rejeição igual a 10%. Ou ainda, um em cada 10 lotes que tenha 2% de produtos defeituosos será rejeitado.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 82

MODELO ESTATÍSTICO – CCO• Planos de Amostragem e CCO
• Cada plano de amostragem PL(n,a) tem uma CCO associada- A CCO é um meio para se definir características reais de um determinado
plano de amostragem;- Fixados α, β, NQA e FDT, várias curvas podem ser construídas em
função de n e a, ou seja, diferentes pares PL(n,a);- Os planos de amostragem são desenvolvidos no sentido de fazer a CCO
passar pelos dois pontos (NQA, 1 – α) e (FDT, β);- A curva que mais se aproximar desses dois pontos é selecionada,
determinando-se assim, o melhor plano;- Ou, fixa n, a e (NQA, 1 – α) o outro ponto (FDT, β) será determinado
pela correspondente CCO;- Se fixarmos n, a e (FDT, β ) o outro ponto (NQA, 1 – α) será
determinado pela correspondente CCO;
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 83
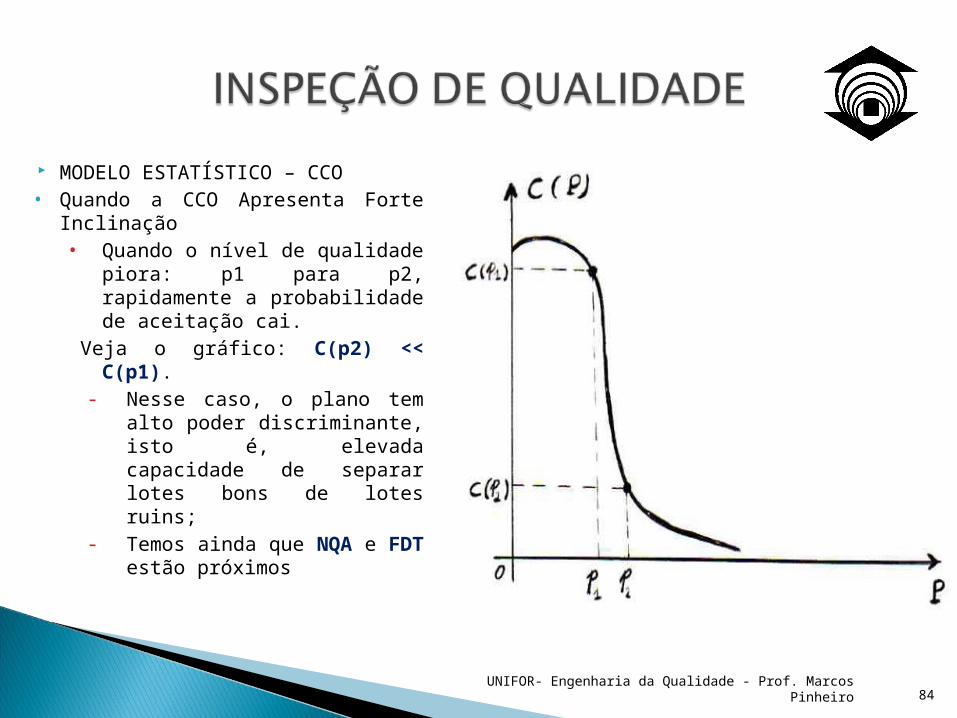
MODELO ESTATÍSTICO – CCO• Quando a CCO Apresenta Forte
Inclinação• Quando o nível de qualidade
piora: p1 para p2, rapidamente a probabilidade de aceitação cai.
Veja o gráfico: C(p2) << C(p1).- Nesse caso, o plano tem
alto poder discriminante, isto é, elevada capacidade de separar lotes bons de lotes ruins;
- Temos ainda que NQA e FDT estão próximos
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 84

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DAS CCO
• Construindo vários planos de amostragem, pode-se avaliar qual deles é o que mais se adapta a um processo específico. Basta examinar a estrutura da CCO construída.
• Considere os planos representado no gráfico ao lado
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 85

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DAS CCO
Se a amostra for sempre uma percentagem constante do lote os riscos serão constantes?
• A amostra é 10% do lote em cada um dos planos.• N = tamanho do lote.• O número de aceitação em cada um dos planos é a = 0.
- Se d = no de peças defeituosas, a amostra será aceita se:- d ≤ a d ≤ 0 d = 0. Ou seja, a amostra será aceita se ↦ ↦
não houver peças defeituosas.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 86

MODELO ESTATÍSTICO – CCO
• INTERPRETAÇÃO DAS CCO
• Para PL1 com p = 4%, a probabilidade de que o lote seja aceito é de 80%. Ou seja, C(p=4%) = 80%.
• Para PL2 com p = 4%, temos: C(p=4%) = 45%.• Conclusão: Os riscos não serão constantes se as amostras
forem sempre uma percentagem constante do lote.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 87

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DAS CCO• Risco do Produtor e Risco do
Consumidor X Tamanho do lote alterado
• Quando o tamanho do lote N for grande em relação ao tamanho da amostra n, ou seja, a fração de amostragem f = n/N ≤ 0,1 o tamanho do lote tem pouco efeito sobre a probabilidade de aceitação.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 88

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DAS CCO• Risco do Produtor e Risco do Consumidor X Tamanho da
amostra alterado• Altera-se o tamanho n da amostra mantendo-se o tamanho
N do lote e o número de aceitação a.• Conclusão: À medida que o tamanho da a amostra
aumenta, CCOs se tornam mais inclinadas, isto é, a probabilidade de aceitação C(P) se torna menor, Ou ainda, maior tamanho da amostra, maior o poder discriminante do plano.• Poder Discriminante: O poder discriminante de um plano de
amostragem é a sua capacidade de separar os lotes de boa qualidade dos de má qualidade.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 89
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 90
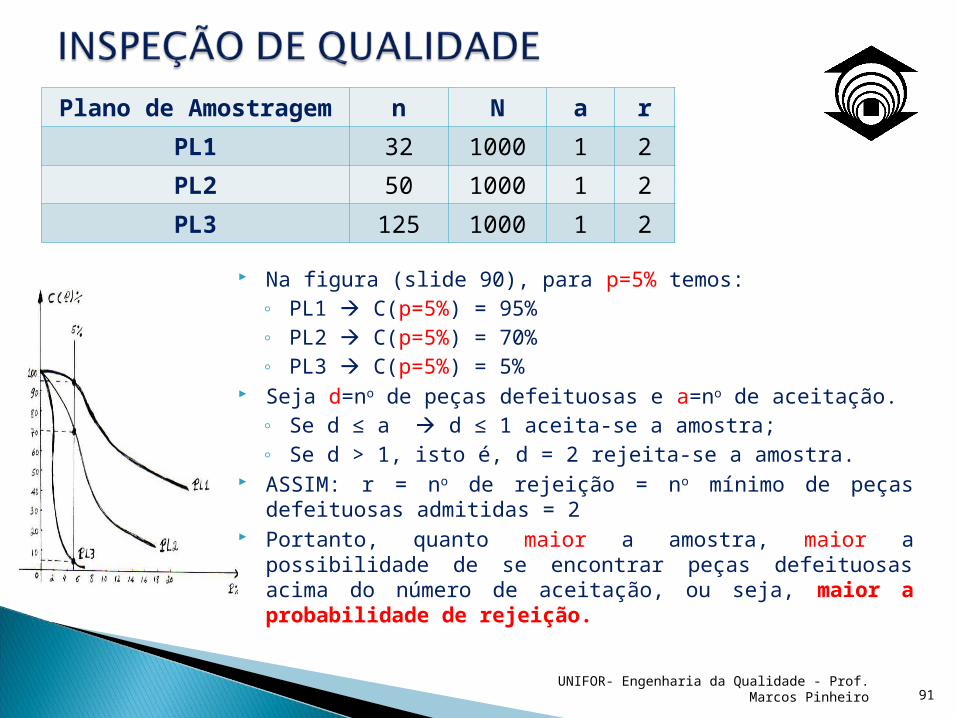
Plano de Amostragem n N a r
PL1 32 1000 1 2
PL2 50 1000 1 2
PL3 125 1000 1 2
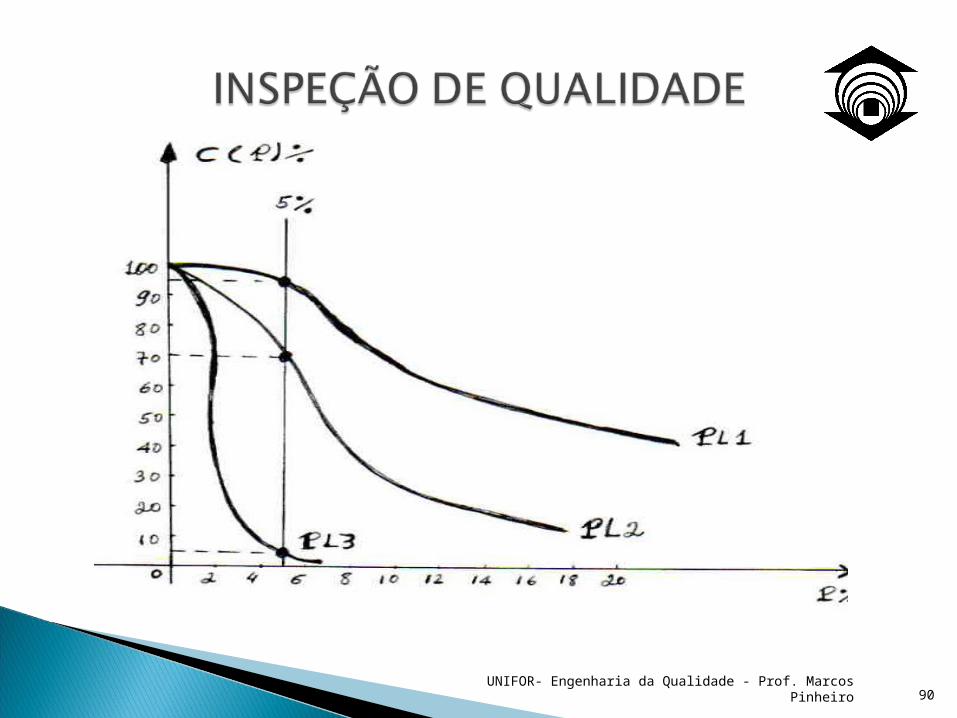
Na figura (slide 90), para p=5% temos:◦ PL1 C(p=5%) = 95%◦ PL2 C(p=5%) = 70%◦ PL3 C(p=5%) = 5%
Seja d=no de peças defeituosas e a=no de aceitação.◦ Se d ≤ a d ≤ 1 aceita-se a amostra;◦ Se d > 1, isto é, d = 2 rejeita-se a amostra.
ASSIM: r = no de rejeição = no mínimo de peças defeituosas admitidas = 2
Portanto, quanto maior a amostra, maior a possibilidade de se encontrar peças defeituosas acima do número de aceitação, ou seja, maior a probabilidade de rejeição.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 91

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DAS CCO• Risco do Produtor e Risco do Consumidor X No de
Aceitação Alterado• Altera-se o número de aceitação a mantendo-se o
tamanho N do lote e o tamanho da amostra n.• Conclusão: À medida que o número de aceitação
aumenta, as CCOs se tornam mais achatadas, isto é, a probabilidade de aceitação aumenta. Ou seja, quanto maior o número de aceitação , menor o poder discriminante do plano.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 92

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 93
P %

Plano de Amostragem
n N a r
PL3 80 1000 1 2
PL2 80 1000 2 3
PL1 80 1000 3 4 Seja d=no de peças defeituosas:
◦ d ≤ a ----- d ≤ 1 --- r = 2 ----- PL1◦ d ≤ a ----- d ≤ 2 --- r = 3 ----- PL2◦ d ≤ a ----- d ≤ 3 --- r = 4 ----- PL3
No gráfico anterior (slide 93), para p = 5% temos:◦ PL3 C(p=5%) = 10% (a=1)◦ PL2 C(p=5%) = 85% (a=2)◦ PL1 C(p=5%) = 97% (a=3)
Observe PL1 tem probabilidade de rejeição de 3% (100% - 97%). Probabilidade de rejeição é a probabilidade de encontrar peças
defeituosas acima do no de aceitação.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 94

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DAS CCO• Risco do Produtor e Risco do Consumidor X Tamanho da
Amostra e o No de Aceitação Alterados• Altera-se tanto o tamanho da amostra n como o número de
aceitação a, mantendo-se o tamanho N do lote.• Conclusão: A CCO começa a se aproximar da curva ideal.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 95

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 96

MODELO ESTATÍSTICO – CCO• INTERPRETAÇÃO DAS CCO• CCO IDEAL
• Tem-se a máxima declividade possível;• Todos os lotes com 3% ou menos de
produtos defeituosos têm probabilidade de aceitação igual a 100%;
• Todos os lotes com mais de 3% de produtos defeituosos têm probabilidade de aceitação zero;
• Não há chance de se errar uma decisão, pois, α = β = 0;
• Nota: A CCO ideal pode ser conseguida somente com a amostragem igual a 100%. Ou seja, tamanho da amostra igual ao tamanho do lote: n = N.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 97
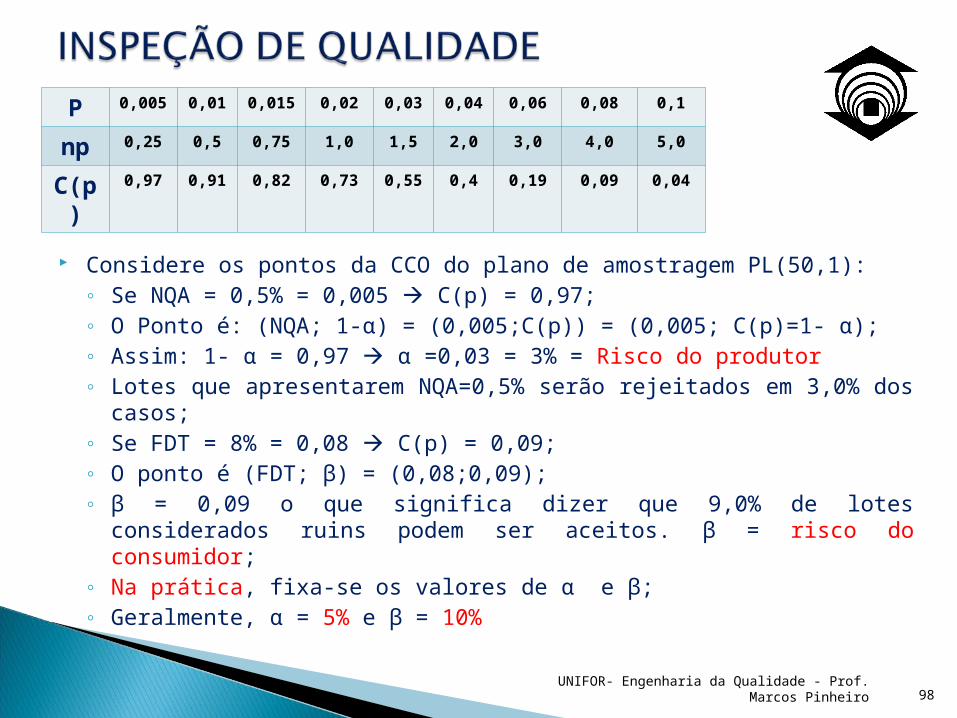
P 0,005 0,01 0,015 0,02 0,03 0,04 0,06 0,08 0,1
np 0,25 0,5 0,75 1,0 1,5 2,0 3,0 4,0 5,0
C(p) 0,97 0,91 0,82 0,73 0,55 0,4 0,19 0,09 0,04
Considere os pontos da CCO do plano de amostragem PL(50,1):◦ Se NQA = 0,5% = 0,005 C(p) = 0,97;◦ O Ponto é: (NQA; 1-α) = (0,005;C(p)) = (0,005; C(p)=1- α);◦ Assim: 1- α = 0,97 α =0,03 = 3% = Risco do produtor◦ Lotes que apresentarem NQA=0,5% serão rejeitados em 3,0% dos casos;◦ Se FDT = 8% = 0,08 C(p) = 0,09;◦ O ponto é (FDT; β) = (0,08;0,09);◦ β = 0,09 o que significa dizer que 9,0% de lotes considerados ruins podem
ser aceitos. β = risco do consumidor;◦ Na prática, fixa-se os valores de α e β;◦ Geralmente, α = 5% e β = 10%
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 98
Considerando o plano PL(50,1):◦ α = 4,9% = 0,049. Então; 1- α = 1 – 0,049 = 0,951
Indo à tabela de valores das probabilidades acumuladas de Poisson vem: np = 0,35;
Logo, 50p = 0,35 p = 0,007 = 0,7%. Assim: p = NQA = 0,7% Assim: 1- α = 0,97 α =0,03 = 3% = Risco do produtor
◦ Para β, selecionamos β = 9,2% = 0,092; Na mesma tabela, vem: np=4. Logo: 50p = 4 p = 0,08 = 8% Assim: FDT = 8%
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 99

Considerando o plano PL(130,2):◦ Determine NQA e FDT.
Na prática: α = 5% e β = 10%; Assim: 1- α = 1 – 5% = 1 – 0,05 = 0,95 = 95%; Na tabela de probabilidades acumuladas de Poisson temos para a=2 o
valor que mais se aproxima de 0,95 é 0,953 (95,3%); Os valores 0,959 (95,9%) e 0,945 (94,5%) são rejeitados, pois 95,3% é
mais próximo de 95%; LOGO: np= 0,8 130p = 0,8 P= 0,006 = 0,6% = NQA; Na mesma tabela, temos para a=2 o valor que mais se aproxima de
10% = 0,1 é 0,095% (9,5%); Os valores 0,109 (10,9%) e 0,082 (8,2%) são rejeitados, pois 9,5% é
mais próximo de 10%; Logo: np = 5,4 130p = 5,4 P=FDT=0,042=4,2% ASSIM: NQA=0,6% e FDT=4,2%
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 100
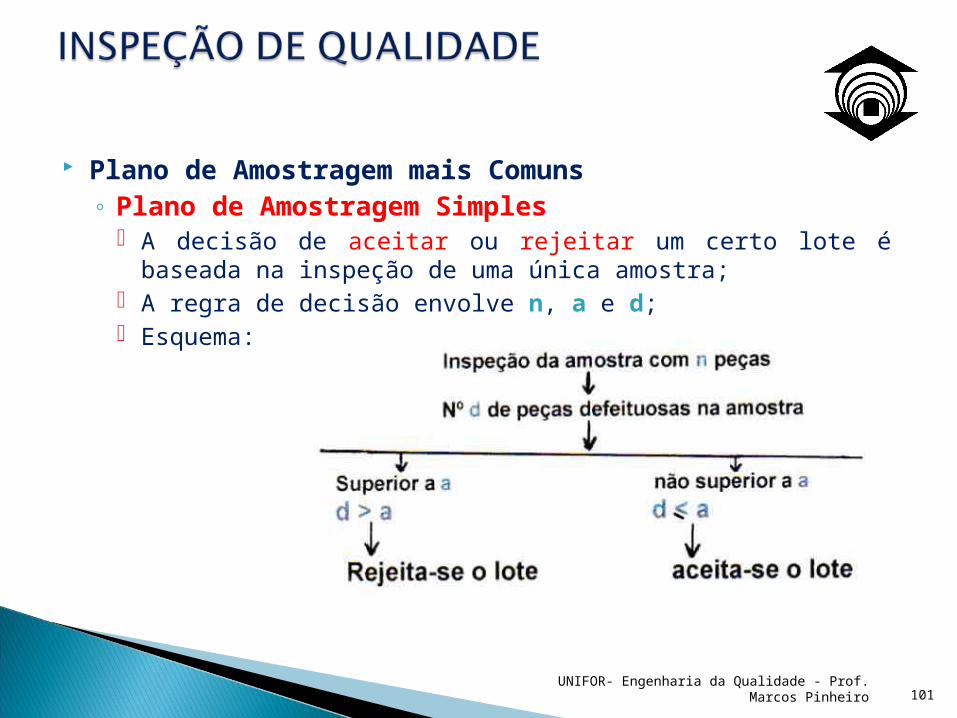
Plano de Amostragem mais Comuns◦ Plano de Amostragem Simples
A decisão de aceitar ou rejeitar um certo lote é baseada na inspeção de uma única amostra;
A regra de decisão envolve n, a e d; Esquema:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 101

Plano de Amostragem mais Comuns◦ Plano de Amostragem Simples
EXEMPLO:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 102

Plano de Amostragem mais Comuns◦ Plano de Amostragem Dupla
A regra de decisão exige evidência de duas amostras retiradas do lote. FASE 1:
Inspecionar a 1ª amostra de tamanho n1, verificando o no de peças defeituosas d1;
Se d1 ≤ a1, aceita-se o lote; Se d1 ≥ r1, rejeita-se o lote; Se a1 <d1<r1, vá para a fase 2.
FASE 2: Inspecionar a 2ª amostra de tamanho n2, verificando o no de peças
defeituosas d2; Se d1+ d2 ≤ a2, aceita-se o lote; Se d1 + d2 > a2, rejeita-se o lote. Portanto, temos os parâmetros; n1, a1, r1,d1; n2, a2, r2, d2.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 103

Plano de Amostragem mais Comuns◦ Plano de Amostragem Dupla
ESQUEMA:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 104

Plano de Amostragem mais Comuns◦ Plano de Amostragem Dupla
EXEMPLO: PL(80,3,7;80,8) n1=80, a1=3, r1=7
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 105

Plano de Amostragem mais Comuns◦ Plano de Amostragem Múltipla
Envolve um número finito de amostras, cada uma com determinado número de peças;
É uma ampliação da PL dupla;
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 106
Plano de Amostragem mais Comuns◦ Plano de Amostragem Múltipla
Regra de decisão: Extrai-se a 1ª amostra de n1 peças; inspeciona-se e verifica-se o número de
peças defeituosas d1; a1= no de aceitação para a 1ª amostra; r1 = no de rejeição para a 1ª amostra. Se d1 ≤ a1, aceita-se o lote; Se d1 ≥ r1, rejeita-se o lote; Se a1 < d < r1, deve-se continuar a amostragem; Extrai-se a 2ª amostra de n2 peças; inspeciona-se e verifica-se o número de
peças defeituosas d2; Se d1 + d2 ≤ a2, aceita-se o lote; Se d1 + d2 ≥ r2, rejeita-se o lote; Se a2 < (d1 + d2)< r2, continua-se a amostragem. O Processo continua desta forma até que se tome uma dada decisão.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 107
Plano de Amostragem mais Comuns◦ Plano de Amostragem Múltipla
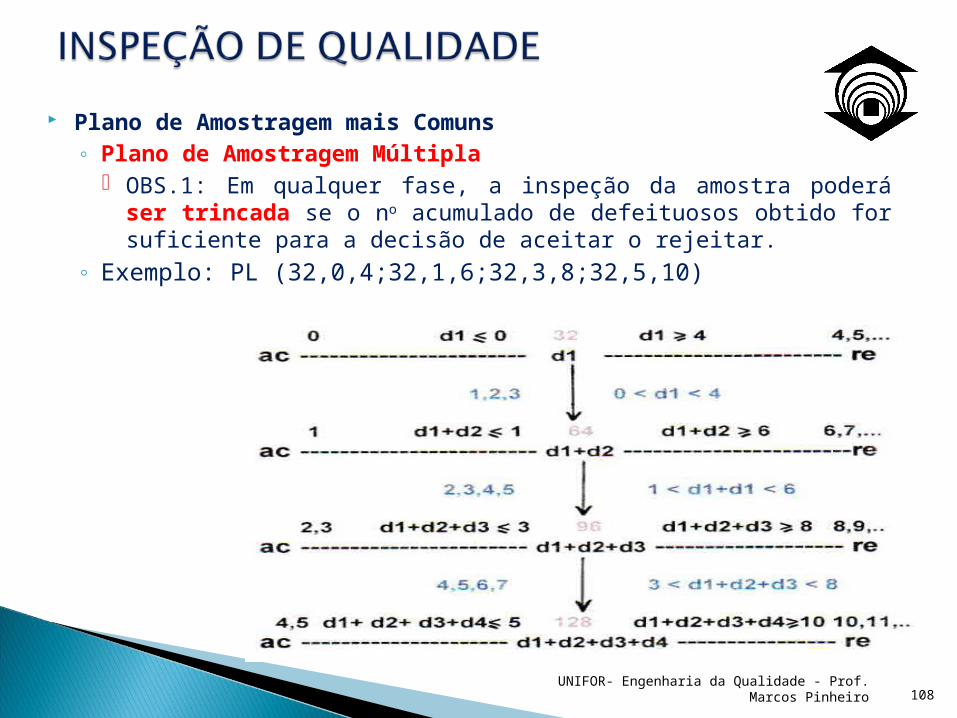
OBS.1: Em qualquer fase, a inspeção da amostra poderá ser trincada se o no acumulado de defeituosos obtido for suficiente para a decisão de aceitar o rejeitar.
◦ Exemplo: PL (32,0,4;32,1,6;32,3,8;32,5,10)
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 108

Plano de Amostragem mais Comuns◦ Plano de Amostragem Múltipla
OBS.2: A cada nova amostra, o tamanho da inspeção considera as amostras passadas, ou seja, n1; e sucessivamente, n1+n2; n1+n2+n3; (...);
OBS.3: O número de defeituosos é igualmente acumulado.◦ Algumas Considerações
PL Simples: Mais fácil de ser executado pelos inspetores; permite somente uma chance para aprovar lotes;
PL Dupla: Atenua defeitos da amostragem simples; menor no de peças inspecionadas por lotes que no plano simples;
PL Múltipla: Tem uma administração difícil; menor no de peças inspecionadas por lote que no PL dupla.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 109

Plano de Amostragem mais Comuns◦ Procedimentos para aceitabilidade de lotes – uso de tabelas
A aceitabilidade de um lote de peças submetidas a inspeção deve ser determinada com a ajuda de um dos planos associados com o NQA especificado;
Dependendo do tipo de plano de amostragem S, D ou M, o critério de aceitabilidade será determinado com a ajuda de tabelas.
◦ Exemplo: Amostragem Simples N=2500; NQA =2,5%; Nível de Inspeção – IV. Na tabela de letras de código, temos: K; Na tabela de planos NQA com amostragem simples, temos: n=125 e
a=7; ASSIM: Se existirem mais que 7 defeituosos, rejeita-se o lote
(d1>7)
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 110

Plano de Amostragem mais Comuns◦ Procedimentos para aceitabilidade de lotes – uso de tabelas◦ Exemplo: Amostragem Dupla N=300; NQA =4%; Nível de Inspeção – IV.
Na tabela de letras de código, temos: G; Na tabela de planos NQA com amostragem dupla, temos: n1=20; a1=1
e r1=4; Se d1 ≤ a1 d1 ≤ 1 aceita-se o lote; Se d1 ≥ r1 d1 ≥ 4 rejeita-se o lote; Se a1 < d1 < r1 1 < d1 < 4 seleciona-se outra amostra de
tamanho n=20; Então, o tamanho acumulado da amostra é 20+20=40; Na tabela de planos NQA com amostragem dupla, temos: a2=4; r2=5; Se d1 + d2 ≤ a2 d1+d2 ≤ 4 aceita-se o lote; Se d1 + d2 > a2 d1+d2 > 4 rejeita-se o lote.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 111

NÍVEL DE INSPEÇÃO◦ É usado para designar a quantidade de inspeção necessária.◦ Nível maior de Inspeção
Significa relativamente mais inspeção e conseqüentemente menor risco de se aceitar lotes com qualidade pior que o NQA especificado.
Quanto maior o nível de inspeção, maior a proteção contra aceitação de lotes com baixa qualidade, mas a um custo crescente.
Por esse motivo, é necessário estabelecer-se um compromisso entre amostra maior que fornece maior grau de confiabilidade, e amostra pequena, que reduz custos de inspeção.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 112

NÍVEL DE INSPEÇÃO◦ Inspeção níveis I e II – Aplicável na seleção de planos para inspeção de
amostras com tamanhos pequenos;◦ Inspeção nível IV – Adotada com mais freqüência. É compromisso
razoável entre maiores custos de inspeção e riscos envolvidos;◦ Inspeção nível V – Usada quando a aceitação de um item não-conforme
for de grande importância e/ou quando custos de inspeção forem relativamente baixos;
◦ Inspeção nível VI – Usada se a aceitação de um item não-conforme não for muito séria ou se o custo de inspeção for muito alto, e também para o caso de amostras menores.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 113

CUSTOS DA INSPEÇÃO◦ Na prática, do ponto de vista da inspeção, existem três alternativas que
podem ser adotadas quando do fornecimento de materiais entre o produtor e consumidor: 1) Nenhuma inspeção: todos os itens do lote são utilizados na produção,
sem qualquer tipo de inspeção. Conseqüência: os itens defeituosos, contidos nos lotes, serão utilizados nos
processos seguintes e provocarão alguma falha nesses processos. Item defeituoso é aquele que fará com que alguma falha ocorra nos
processos seguintes. Custo Total: resume-se ao custo da falha, uma vez que não há inspeção,
nem reparo de itens defeituosos. Assim: P = No de itens defeituosos ÷ N No de itens defeituosos = P.N F = Custo unitário da falha 1 item defeituoso F
P.N x x = P.N.F Logo, a equação do custo total é: CT = P.N.F
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 114

CUSTOS DA INSPEÇÃO 2) Inspeção 100%: o lote é totalmente inspecionado com o objetivo de
separar os itens defeituosos. Assim, espera-se que nenhum item com defeito seja utilizado nos processos seguintes. Observação: Os itens defeituosos detectados na inspeção são separados e reparados antes de seguirem para os processos seguintes.
Assim, o custo total limita-se aos custos de inspeção e de reparo dos itens defeituosos, já que não ocorrem falhas nos processos seguintes.
Seja I = Custo para inspeção de um item R = Custo para reparo de um itemReparo de 1 item RNo de itens defeituosos = NP x .: x=N.P.R Inspeção de 1 item 1 N x x= N.I Logo a equação do custo total é: CT=N.I + N.P.R
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 115

CUSTOS DA INSPEÇÃO 3) Inspeção por Amostragem: utiliza-se um plano de
amostragem em todos os lotes. Nesta situação, os lotes podem ser aceitos ou rejeitados.
Para um plano de amostragem simples uma amostra é inspecionada e é tomada uma decisão sobre o lote.
Observação: Para os lotes aceitos, uma fração defeituosa passará para os processos seguintes, provocando falhas. Para os lotes rejeitados, será feita inspeção 100% e os itens defeituosos reparados. Assim, o custo total compreende custo de inspeção e de falha.
Reparo de 1 item I n x x=n.I Custo de inspeção da n
amostraSupor PL(n,a) PL(4,1)Supor N=tamanho do lote=10Se d ≤ 1 d=0,1 aceita a amostra; aceita o loteSe d > 1 d=2,3,... rejeita a amostra; rejeita o lote
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 116

CUSTOS DA INSPEÇÃO◦ Supor d = 1 lote aceito◦ N – n peças participarão do processo.P = no. de defeituosos no. de defeituosos = p(N-n) N – nNo 1 item defeituoso FP(N-n) x . : x=p(N-n).FE(x) = p(x).x E(x)= pa.p(N-n).F
Onde: pa Probabilidade de aceitação;
E(x) custo de Falha das N – n peças que participarão do processo
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 117

CUSTOS DA INSPEÇÃO◦ Supor d = 2 lote rejeitado◦ Temos que inspecionar N – n peças. 1 item inspecionado I N – n x .: x=(N-n).I E(x) = p(x).x E(x)= (1-pa).(N-n).I custo de inspeção das N-n peças
quando o lote for rejeitado.◦ Os defeitos das N-n peças serão reparados:P = no. de defeituosos N – nNo. de defeituosos = p(N-n) 1 item reparado R P(N – n) x .: x=p(N-n).RE(x) = p(x).x E(x)= (1-pa).p(N-n).R custo de reparo das N-n peças.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 118

CUSTOS DA INSPEÇÃO◦ Quer na aceitação ou rejeição do lote temos o seguinte custo de reparo
da amostra:P = no. de itens defeituosos nNo. de itens defeituosos = npReparo de 1 item defeituoso R np x .: x = n.p.R – custo de reparo das peças
defeituosas das n amostras.
ASSIM:
Ct = nI+(N-n).(1-pa).I+npR+(N-n) (1-pa).pR+(N-n)pa.p.F
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 119

CUSTOS DA INSPEÇÃO◦ Exemplo: Um produto é fornecido em lotes de 1000 unidades. A história
recente deste fornecimento indica uma fração defeituosa em média de 1%. Um item defeituoso custa R$ 5,00 para ser reparado, porém, causará um prejuízo de R$ 80,00, se for utilizado nos processos seguintes. O custo de inspeção de cada item é de R$ 1,50. Determine o custo total para nenhuma inspeção e para 100% de inspeção.
Para nenhuma Inspeção: Ct=N.p.F = 1000 x 0,01 x 80 Ct = R$ 800,00
Para 100% de Inspeção: Ct = N.I+N.p.R = 1000 x 1,5 + 1000 x 0,01 x 5
Ct = R$ 1.550,0
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 120

AMOSTRAGEM PARA INSPEÇÃO POR VARIÁVEIS◦ Plano de amostragem simples:
A decisão de aceitar ou rejeitar a amostra não é devida a presença ou ausência de determinado defeito, mas a uma análise de uma medida associada a este defeito.
◦ PROCEDIMENTO:1) Toma-se uma amostra casual de tamanho n (n peças);2) Considera-se um característico de qualidade mensurável da peça;3) Mede-se, em cada peça, o característico em questão;4) Registram-se os valores medidos x1, x2, x3, ... , xn;5) Associa-se, aos valores medidos, determinado parâmetro estatístico;6) Compara-se o parâmetro estatístico com determinado padrão fixado
para o característico de qualidade;7) Aceita-se ou rejeita-se a amostra e conseqüentemente o lote em função
do resultado da comparação.- O parâmetro estatístico relativo aos dados computados em cada peça da
amostra, define o valor da intensidade do defeito.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 121

AMOSTRAGEM PARA INSPEÇÃO POR VARIÁVEIS
- O parâmetro estatístico relativo aos dados computados em cada peça da amostra, define o valor da intensidade do defeito.
- O padrão fixado para o característico de qualidade em questão permitirá avaliar se a intensidade do defeito é tolerável ou não.
- HIPÓTESES BÁSICAS:◦ Para estruturar um plano de amostragem simples por variáveis deve-
se considerar as seguintes hipóteses:1) O característico de qualidade mensurável da peça será avaliado
considerando-se um conjunto de medidas cujos valores individuais apresentam a distribuição normal.
NA PRÁTICA: A distribuição normal é assegurada quando os lotes são gerados por processos sob controle e quando há homogeneidade dos mesmos.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 122

AMOSTRAGEM PARA INSPEÇÃO POR VARIÁVEIS
2) Um produto será classificado como defeituoso ou perfeito (qualidade do produto individual) conforme se constatar que a medida do característico de qualidade atende ou não à especificação básica a ele relativa.
◦ Especificação Unilateral Superior:
x medida do característico de qualidade.U especificação unilateral superior.Se x ≤ U, o produto será perfeito.Se x >U, o produto será defeituoso.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 123

AMOSTRAGEM PARA INSPEÇÃO POR VARIÁVEIS
◦ Especificação Unilateral Inferior:
x medida do característico de qualidade.u especificação unilateral inferior.Se x ≥ u, o produto será perfeito.Se x < u, o produto será defeituoso.
◦ Especificação Bilateral:
x medida do característico de qualidade.Se u ≤ x ≤ U, o produto será perfeito.Se u > x ou x > U, o produto será defeituoso.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 124

Estruturação do Plano de Amostragem
◦ n Amostra◦ X1, x2, ..., xn medidas relativas ao característico de qualidade das n
peças que compõem a amostra.
- CÁLCULOS BÁSICOS:
1) Média aritmética das medidas:
2) Desvio Padrão:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 125

Estruturação do Plano de Amostragem
- CÁLCULOS BÁSICOS:
3) Fixa uma constante K (dependendo dos requisitos do plano de amostragem) e calcula-se um parâmetro Z tal como:
4) Regra de decisão:◦ Especificação Unilateral Superior:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 126

Estruturação do Plano de Amostragem
◦ Especificação Unilateral Inferior:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 127
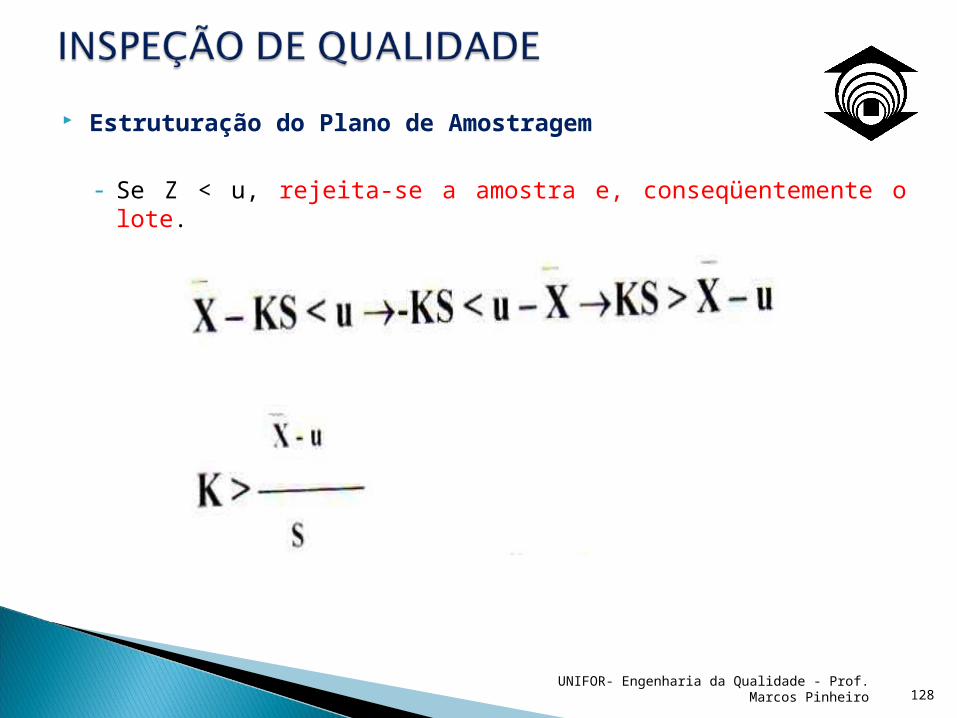
Estruturação do Plano de Amostragem
- Se Z < u, rejeita-se a amostra e, conseqüentemente o lote.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 128

Estruturação do Plano de Amostragem
Exemplo: Supor calculando
Se U = 32, então: Z = 25,5 + K.3,7◦ Aceita-se a amostra se: Z ≤ U 25,5 + 3,7K ≤ 32 K ≤ 1,76
Se u = 19, então: Z = 25,5 - K.3,7◦ Aceita-se a amostra se: Z ≥ U 25,5 - 3,7K ≥ 19 K ≤ 1,76.
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 129

Estruturação do Plano de Amostragem
◦ Especificação Bilateral:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 130

Estruturação do Plano de Amostragem
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 131

Estruturação do Plano de Amostragem
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 132

Estruturação do Plano de Amostragem
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 133

Estruturação do Plano de Amostragem
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 134

Estruturação do Plano de Amostragem
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 135

Para Especificação Bilateral temos:
UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 136

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 137

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 138

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 139

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 140

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 141

UNIFOR- Engenharia da Qualidade - Prof. Marcos Pinheiro 142