enres j^s-^tfc. -^
TRANSCRIPT

j ^S-^ t fC . - <~'C< f»
enresa Empresa Nacional de Residuos Radiactivos, S. A.
t*-> feEc.A - - <=>£- ^ «1^ .
CARACTERIZACIÓN Y VALIDACIÓN INDUSTRIAL
DE MATERIALES ARCILLOSOS COMO BARRERA DE INGENIERÍA
PUBLICACIÓN TÉCNICA NUM. 05/93

CARACTERIZACIÓN Y VALIDACIÓN INDUSTRIAL
DE MATERIALES ARCILLOSOS COMO BARRERA DE INGENIERÍA
P. Rivas M.V. Villar P.L. Martín
L. Pérez del Villar B. de la Cruz J.S. Cozar
Centro de Investigaciones Energéticas, Mediambientales y Tecnológicas CIEMAT
M. Dardaine A. Lajudie
Comisariado de la Energía Atómica (Francia) CEA

CARACTERIZACIÓN Y VALIDACIÓN INDUSTRIAL
DE MATERIALES ARCILLOSOS COMO BARRERA DE INGENIERÍA
Este trabajo ha sido realizado bajo contrato con ENRESA. Las conclusiones y puntos de vista expresados en él corresponden a sus
autores y pueden no coincidir necesariamente con ENRESA.

índice
ÍNDICE
/ «

índice
RESUMEN 1
INTRODUCCIÓN 5
I. CARACTERIZACIÓN MINERALÓGICA, FISICO-QUIMICA Y DE ALTERABILIDAD DE ARCILLAS CANDIDATAS CON MUESTRAS INDUSTRIALES 9
1.1. Resultados granulométricos, mineralógicos y geoquímicos 11
1.1.1. Muestra total 11
1.1.1.1. Granulometría 11
1.1.1.2. Composición mineralógica 11
1.1.1.3. Análisis térmico diferencial y termogravimétrico 12
1.1.1.4. Composición química y capacidad de cambio catiónico 12
1.1.2. Fracción < 2 jam 12
1.1.2.1. Composición mineralógica 13
1.1.2.2. Análisis térmico diferencial y termogravimétrico 13
1.1.2.3. Composición química, capacidad de cambio catiónico
y fórmula estructural 13
1.2. Alterabilidad de las arcillas 13
1.2.1. Montmorillonita de Serrata de Níjar 14
1.2.1.1. Experiencia primera 14
1.2.1.2. Experiencia segunda 14
1.2.1.3. Experiencia tercera 14
1.2.2. Muestra de Cerro del Monte: fracción < 2 j m 15
1.2.2.1. Experiencia primera 15
1.2.2.2. Experiencia segunda 15
1.3. Conclusiones 15
II. CARACTERIZACIÓN INDUSTRIAL DE ARCILLAS CANDIDATAS 17
11.1. Selección de una arcilla y su granulometría 19
II.1.1. Acondicionamiento del material 19
11.1.1.1. Materiales de base 19
11.1.1.2. Molturación 19
11.1.1.3. Control granulométrico 19
11.1.1.4. Humidificación 20

11.1.1.5. Homogeneizacion 20
11.1.2. Compactacion uniaxial en prensa hidráulica 21
11.1.2.1. Fase preliminar 21
11.1.2.2. Compactacion 21
11.1.2.2.1. Molde 21
11.1.2.2.2. Prensado 22
11.1.2.2.3. Piezas obtenidas 22
11.1.2.3. Resultados 22
11.1.2.3.1. Granulometría 22
11.1.2.3.2. Humedad 22
11.1.2.3.3. Presión de compactacion 23
11.1.2.3.4. Tipo de arcilla 23
11.1.2.4. Conclusiones 23
Selección de una mezcla arena/arcilla 23
11.2.1. Acondicionamiento del material 23
11.2.1.1. Materiales de base 24
11.2.1.2. Molturación 24
11.2.1.3. Control granulométrico 24
11.2.1.4. Control de humedad 25
11.2.1.5. Obtención de mezclas y homogeneizacion 25
11.2.2. Compactacion uniaxial en prensa hidráulica 25
11.2.2.1. Objetivos 25
11.2.2.2. Compactacion 25
11.2.2.2.1. Molde 25
11.2.2.2.2. Prensado 25
11.2.2.2.3. Piezas obtenidas 26
11.2.2.3. Resultados 26
11.2.2.3.1. Granulometría de la arcilla 26
11.2.2.3.2. Humedad de la arcilla 26
11.2.2.3.3. Presión de compactacion 26
11.2.2.3.4. Proporción de arena 26
11.2.3. Conclusiones 27

índice
III. ENSAYO DE VALIDACIÓN DE UNA BARRERA DE INGENIERÍA 29
111.1. Fase previa 31
111.1.1. Aprovisionamiento del material 31
111.1.1.1. Preparación de la arcilla 32
111.1.1.1.1. Control granulométrico 32
111.1.1.1.2. Control de humedad 32
111.1.1.2. Preparación de las mezclas con arena 32
111.1.1.2.1. Mezclado 33
111.1.1.2.2. Homogeneización 33
111.1.2. Determinación de la expansión de las piezas 33
111.1.2.1. Compactación uniaxial 33
111.1.2.1.1. Moldes 33
111.1.2.1.2. Prensado 34
111.1.2.1.3. Piezas 34
III.1.2.2. Expansión 35
111.1.3. Resultados 36
111.2. Procedimiento 36
111.2.1. Emplazamiento de la experiencia 36
111.2.2. Configuración eleg ida 36
111.2.2.1. Configuración del conjunto 37
111.2.2.2. Distribución del material de sellado 37
111.3. Perforación de los pozos 37
111.3.1. Infraestructura e ingeniería civil 38
111.3.2. Útiles de perforación 38
111.3.2.1. Coronas diamantadas 38
111.3.2.2. Máquina perforadora 38
Hl.3.2.3. Cojín de ruptura 38
III.3.2.4. Otros medios 39
111.3.3. Desarrollo de los trabajos 39
111.3.4. Características del pozo 39
111.3.4.1. Diámetro 39
111.3.4.2. Desviación 39
V

índice
111.4. Realización de la barrera 39
111.4.1. Consideraciones previas 39
111.4.1.1. Módulos de soporte 39
111.4.1.2. Piezas 40
111.4.2. Fabricación del utillaje 40
111.4.2.1. Módulos 40
111.4.2.1.1. Consideraciones previas 40
111.4.2.1.2. Dimensiones y realización 41
111.4.2.2. Moldes 41
111.4.2.2.1. Determinación de dimensiones 41
111.4.2.2.2. Elección de aceros 41
111.4.2.2.3. Características finales 42
111.4.2.3. Útiles de mecanizado 43
Hl.4.2.4. Ventosas 43
III.4.2.5. Soportes 44
111.4.3. Fabricación de piezas y ensamblado de módulos 44
111.4.3.1. Material 44
111.4.3.2. Moldes 44
IM.4.3.3. Prensado 45
Hl.4.3.4. Piezas 45
111.4.3.5. Mecanizado 46
111.4.3.6. Ensamblado 46
IM.4.3.7. Resultados 46
111.5. Validación de la instalación de la barrera 46
111.5.1. Fabricación del utillaje específico 47
111.5.1.1. Pinzas de manipulación 47
111.5.1.2. Simulacro del contenedor 47
111.5.2. Instalación de la barrera 47
111.5.2.1. Trabajos previos 47
111.5.2.2. Procedimiento 48
111.5.2.3. Ejecución y resultados 48
111.5.3. Conclusiones 49
VI

índice
111.6. Instalación por capa completa: I + D 49
BIBLIOGRAFÍA 51
TABLAS 55
FIGURAS 95
LAMINAS 185
ANEXOS 195
I. Aceros: Elección y tratamiento 197
II. Ventosas de manipulación 205
III. Pinzas de manutención 211
IV. Pinza monocapa 227
vil

Resumen
RESUMEN
k

Resumen
Las actividades realizadas se han centrado en los trabajos de caracterización preliminar de yacimientos de bentonitas de las zonas de Madrid y de Almería para seleccionar un material candidato para la construcción de la barrera en cada zona, los ensayos de estabilidad mineral de cada uno de estos materiales, los estudios de caracterización de tipo industrial sobre los mismos para la elección del material de la barrera a fabricar y los diferentes procesos en la construcción de ésta.
La barrera artificial de proximidad, constituida de material arcilloso, se coloca entre el contenedor y el medio granítico en forma de piezas altamente compactadas, agrupadas en módulos que facilitan su manipulación y su transporte. Esta demostración se ha realizado en cooperación con CEA en la mina de uranio de Fanay-Silord, Francia.
El objetivo principal del proyecto ha sido la realización de una prueba de factibilidad de una técnica de almacenamiento de residuos radioactivos no reprocesados. El diseño conceptual seleccionado prevé la utilización de contenedores de acero y de barreras artificiales de proximidad introducidos en pozos de almacenamiento individuales de 7.70 m de altura y 1.5 m de diámetro, excavados en formaciones graníticas.
En el proyecto han participado las organizaciones: • Consejo Superior de Investigaciones Científi
cas (CSIC), Estación experimental del Zaidín (Granada).
• Universidad Autónoma de Madrid (UAM), Departamento de Química Agrícola, Geología y Geoquímica.
• Centro de Investigaciones Energéticas, Medioambientales y Tecnológicas (CIEMAT).
• Commissariat á PEnergie Atomique (CEA, Francia).
El programa de investigación ha constado de las etapas siguientes:
• selección de una bentonita española como material constitutivo de una barrera de ingeniería.
• optimización de las técnicas de realización de bloques de material arcilloso altamente compactado.
• técnicas alternativas a los bloques compactados.
• estudio y fabricación de los medios de manipulación, transporte e instalación.
• fabricación de la barrera artificial de proximidad.
• perforación y caracterización de un pozo de almacenamiento en medio granítico.
• instalación de la barrera artificial de proximidad y de un contenedor ficticio.
Los trabajos de caracterización de las bentonitas desde el punto de visla de su génesis, mineralogía, geoquímica y estabilidad térmica han sido realizados por CSIC, en la zona de Almería, y UAM, para el área de Madrid y se han difundido como publicaciones técnicas de ÉNRESA (04/92 y 01/93).
Los trabajos de caracterización mecánica, hidráulica y termohidráulica, junto con los del desarrollo del proceso industrial de fabricación de la barrera y la validación "in situ" del concepto de puesta en obra, lo han sido por CEA y CIEMAT, siguiendo la tecnología francesa en este campo.
Este informe pretende recoger los extensos trabajos realizados durante el proyecto, ya publicados como informes parciales de cada uno de los participantes involucrados.
La lista completa de trabajos aportados es la siguiente:
• CSIC. UEI Físico-química y Geoquímica Mineral. Estación Experimental del Zaidín, Granada.
• LINARES, J. et al.(1990): Investigación de bentonitas como materiales de sellado (Área de Cabo de Gata, Almería). 240 pp.
• LINARES, J. et al.(1990): Estabilidad de las bentonitas del Cabo de Gata: Efectos de la temperatura y salinidad. 99 pp.
• UAM. Departamento de Química Agrícola, Geología y Geoquímica.
• LEGUEY, S. et al.(1990): Caracterización de las bentonitas de la Cuenca de Madrid: I. Inventario. 40 pp.
• LEGUEY, S. et al.(1990): Caracterización de las bentonitas de la Cuenca de Madrid: II. Caracterización mineralógica. 172 pp.
n LEGUEY, S. et al.(1990): Caracterización de las bentonitas de la Cuenca de Madrid: III. Ensayos de estabilidad. 216 pp.
a CUEVAS, J.(1992): Caracterización de es-mectitas magnésicas de la Cuenca de Madrid como materiales de sellado: Ensayos de caracterización hidrotermal. ENRESA publicación técnica 04192. Tesis Doctora/. 188 pp.
3

Resumen
CEA. Département de Recherche et Dévelo-ppement Déchets. Service dÉtude des Stocka-ges de Déchets.
D DARDAINE, M.(1989): Application de la methodologie francaise delude des barrieres ouvragées a un scenario de combustibles non retraités en roche dure. Lettre ¿execution n,Jl: phase I. RT.DRDD n'J 219. 70 pp.
CIEMAT. Instituto de Tecnología. DiWsión de Técnicas Geológicas.
• RIVAS, P. et al.(1991): Caracterización de materiales de relleno y sellado para almacenamiento de residuos radiactivos: bentonitas españolas, informe interno. 196 pp.
G PÉREZ del VILLAR, L.; de la CRUZ, B. & CÓZAR, J.S.0991): Estudio mineralógico, geoquímico y de alterabilidad de las arcillas de la Serrata de Níjar (Almería) y del Cerro del Monte (Toledo). Informe interno. 51 pp.
• CEA / CIEMAT a VILLAR, M.V. et DARDAINE, M.(1990):
Contribución a la selección de una arcilla española como material de relleno de un almacenamiento de combustible irradiado en roca dura: Resultados de la fase I. DRDDnl2244.5\ pp.
• MARTÍN, P.L. et DARDAINE, M.(1990): Resultados preliminares de compactación uniaxial industrial sobre dos arcillas españolas seleccionadas: MCA-C de la Cuenca de Madrid y S-2 de la zona de Almería. Resultados de la fase I. RT DSD n"-17. 57 pp.
• MARTÍN, P.L.; DARDAINE, M. et LA-JUDIE, A.(1990): Resultados de compactación uniaxial industrial sobre una ben-tonita española seleccionada: S-2 de la zona de Almería. Resultados de la fase I. RTDSD na 18. 53 pp.
El presente trabajo se centra en el conjunto de la etapa de desarrollo industrial, tanto en lo referente a la selección de los materiales arcillosos como a los procesos de fabricación e instalación involucrados.

Introducción
INTRODUCCIÓN
•/¿

Introducción
La selección de yacimientos realizada en el proyecto de caracterización de materiales de relleno y sellado para almacenamiento de residuos radiactivos ha permitido la elección de la bentonitíi de Serrata de Níjar (Almería) y la del Cerro del Águila (Toledo), para proseguir los trabajos de selección de la más idónea para la construcción de la barrera de ingeniería.
Se aportan los datos granulométricos, mineralógicos y geoquímicos de una muestra industrial de 1000 kg, representativa de cada uno de los yacimientos citados, para el conocimiento de la homogeneidad del yacimiento de la Serrata de Níjar y la comprobación de semejanzas entre los yacimientos de Ceno del Águila y del Cerro del Monte (sustituto del primero a causa del sistema de explotación que se lleva a cabo en los yacimientos arcillosos de la Cuenca de Madrid).
Se recogen los resultados finales de los ensayos de compactación uniaxial de tipo industrial y la validación de una barrera de ingeniería de proximidad (B.l.P.) realizados en colaboración con el centro francés de investigación C.E.A. (CEN-FAR) y las sociedades C.T.E., MECA-LIBOS y COGEMA-SOREIS.
Estos ensayos han permitido, en una primera etapa, seleccionar una de las dos arcillas preseleccionadas, la montmorillonita S-2, y, en una segunda etapa, determinar las características finales del proceso industrial a seguir.
Las pruebas de compactación se realizaron con arcilla S-2, en bruto y molturada, estabilizada mediante un proceso de extrusionado y secado en la factoría de Minas de Gador (sociedad que comercializa este material) de Almería, y con mezclas de esta arcilla con una arena francesa de tipo comercial, en dos proporciones en masa fijas, del 5 % y 10%.
La presión de compactación elegida para la fabricación de piezas es de unos 60 Mpa, limite obtenido por las dimensiones de las piezas y la fuerza total de la prensa utilizada. Para las condiciones descritas, la densidad seca de la arcilla en las piezas es de 1.80 g/cm3 con un contenido en agua inicial de la arcilla del orden del 15%. En el caso de las mezclas arena/arcilla los resultados son similares, con un ligero
aumento de la densidad seca de la arcilla en la mezcla, que se explica al considerar la arena como material no compresible e indeformable.
La última etapa del ensayo de validación de una barrera artificial de proximidad ha consistido en la fabricación propiamente dicha de la barrera, realizada en C.T.E., y su instalación en el sitio, facilitado por la sociedad COGEMA, de Fanay-Silord (próximo a Limoges, Haute-Vienne).
La fabricación ha constado de diferentes fases convergentes, más o menos simultáneas en el tiempo, que han comportado los trabajos de aprovisionamiento de material, estimación del posthinchamiento, definición del procedimiento a emplear, fabricación del utillaje específico de fabricación e instalación, fabricación de piezas y ensamblado, perforación de los pozos de almacenamiento, instalación de la B.l.P. y estudio de I+D de un utillaje para manipulación de tipo monocapa.
Se han obtenido interesantes informaciones en lo referente a la perforación de pozos de gran diámetro mediante técnicas no destructivas (corona diamantada), fundamentalmente en lo referente a los parámetros críticos de la perforación (existencia de vibraciones elásticas de los útiles).
Los resultados finales obtenidos sobre la barrera colocada cumplen los requisitos teóricos buscados para el almacenamiento, siendo la masa de arcilla instalada en el pozo de almacenamiento (diámetro medio 1.51 m, altura final de la barrera 6.11 m) de 15.282 Kg; lo que conduce a un valor de densidad final aparente de la arcilla, en las condiciones establecidas para la configuración española, de 1.81 g/cm3
que se reduce a una densidad final seca de la arcilla (valor teórico con una humedad del 13.5%) de 1.60 g/cm3.
El ensayo de validación de un procedimiento industrial de colocación de barrera de ingeniería de proximidad, para un almacenamiento subterráneo de combustibles irradiados no reprocesados en roca dura, ha permitido el desarrollo de dicho procedimiento, demostrando la viabilidad de la realización de dichas barreras con una bentonita española altamente compactada.
•A

I. Caracterización mineralógica, físico-química y de alterabilidad de arcillas candldatas con muestras industriales
I CARACTERIZACIÓN
MINERALÓGICA, FISICO-QUIMICA Y DE ALTERABILIDAD
DE ARCILLAS CANDIDATAS CON MUESTRAS INDUSTRIALES
lio

I. Caracterización mineralógica, físico-química y de alterabilidad de arcillas candidates con muestras industriales
La selección de yacimientos realizada en el proyecto de caracterización de materiales de relleno y sellado para almacenamiento de residuos radiactivos, permitió la elección de la bentonita de Serrata de Níjar (Almería) y la del Cerro del Águila (Toledo) para proseguir los trabajos de selección de la más idónea para la construcción de la barrera de ingeniería.
El sistema de explotación que se lleva a cabo en los yacimientos arcillosos de la Cuenca de Madrid no ha permitido obtener más muestras del yacimiento de Cerro del Águila, por lo que este se ha sustituido por el yacimiento de Cerro del Monte. Este último, de acuerdo con Leguey et al. (comunicación oral), posee características mineralógicas y geoquímicas semejantes a las del primero.
Se aportan aquí los datos granulométricos, mineralógicos y geoquímicos de una muestra de 1.000 kg, representativa de cada uno de los yacimientos citados. Asimismo, se aportan resultados de alterabilidad obtenidos sol re 'os dos tip->s de esmectitas estudiadas, tras tratamiento con disoluciones de KCI do diferentes concentmcion'-s, a intervalos de tiempo variables y a una temperatura constante de 175°C.
La justificación de este estudio se halla en el cotejo de datos entre los laboratorios involucrados (tras reunificación de criterios y métodos), en el conocimiento de la homogeneidad del yacimiento de la Serrata de Níjar y la comprobación de semejanzas entre los yacimientos de Cerro del Águila y del Cerro del Monte, y el estudio de alterabilidad de dichas esmectitas.
Los métodos de estudio empleados han sido esencialmente los mismos empleados anteriormente, aunque se han introducido una serie de modificaciones. En la Fig. 1 se representa el método de análisis gra-
nulométrico, en la Fig. 2 el diagrama de flujo para la preparación y estudio granulométrico y en la Fig. 3 el método para estudiar la alterabilidad de la fracción < 2¡im.
1.1 Resultados granulométricos, mineralógicos y geoquímicos
1.1.1 Muestra total
1.1.1.1 Granulometría
Al comparar los resultados con los obtenidos en trabajos anteriores (Pérez del Villar, I989a-b) se observa que:
• la proporción de fracción > 20 |im de la muestra de la Serrata de Níjar es notablemente superior a la de la muestra S-l (3.17%) y similar a la de la mues'ra S-2 (13.44%) del citado yacimiento.
• la proporción je fracción > 20 u.m de la muestra del Cerro del Monte es también notablemente superior a la de las muestras MCA-A, B y C (1.49%) del Cerro del Águila.
• la proporción de fracción < 2 Jim de las dos muestras estudiadas es muy inferior a la de la muestra S-l (80.4%), superior a la de la muestra S-2 (23.3%) y notablemente inferior a las de las muestras MCA-A, B y C (58.3%).
Para comprobar la proporción de minerales de la arcilla retenidos en la fracción > 20 jJ.m de ambas muestras, se han realizado los respectivos difracto-gramas de polvo (Fig. 4), estimando la composición semicuantitativa de la fracción y su aportación a la
Tabla 1
MINERALES
Filosilicatos
Cuarzo
Feldespato K
Plagioclasa
YACIMIENTO
LA SERRATA
>20u:m(16%)
62
11
-
27
Muestra total
10'
= 2
...
4
CERRO DEL MONTE
>20nm(12.5%)
4"
37
27
32
Muestra total
0.5
4.5
3.5
4
6% micas + 4% esmectitas micas + esmectitas + sepiolita
11

I. Caracterización mineralógica, físico-química y de alterabilidad de arcillas candidatas con muestras industriales
Tabla 2 i - m i _••_:..• ¡ . -aam LL 1 —-_—-_»
MINERALES %
Filosilicatos
Cuarzo
Feldespato K
i Plagioclasa i . —
LA SERRATA
92'
2.5
...
5.5
CERRO DEL MONTE
82"
6
4
8 i , 1
micas (biotita) + csmectitas micas + csmectitas + sepiolita
muestra total utilizando el método descrito posteriormente (Tabla 1).
Por otra parte, con objeto de conocer la disposición textural de los filosilicatos (micas y arcillas) en dichas fracciones, se han estudiado éstas con lupa binocular y SEM, observándose que:
• en la muestra de la Serrata de Níjar, la fracción > 20 |im está constituida por cristales de feldespatos, fragmentos redondeados de cuarzo volcánico, cristales idiomorfos de biotita y fragmentos de roca volcánica, parcialmente alterados.
• en la muestra de Cerro del Monte existen granos xenomorfos de cuarzo y feldespato, moscovita y agregados arcillosos.
• en la muestra de la Serrata de Níjar los fragmentos de roca son de naturaleza volcánica y están parcialmente alterados a minerales de la arcilla, del grupo de la esmectita; mientras en la muestra de Cerro del Monte los agregados son de naturaleza arcillosa y están constituidos por esmectitas o esmectitas y sepiolitas, a veces armados, que han resistido los procesos físico-químicos de desagregación (Fig. 5 y 6).
1.1.1.2 Composición mineralógica
La composición mineralógica semicuantitativa de las dos muestras, en la Tabla 2, se ha determinado por DRX, utilizando diagramas de polvo obtenidos sobre portamuestras planogiratorio (Fig. 7) y los poderes reflectantes determinados por Schultz (l 964) y Barahona(1974).
1.1.1.3 Análisis térmico diferencial y termogravimétrico
Los diagramas ATD y TG de las dos muestras estudiadas se muestran en la Fig. 8.
La muestra total del yacimiento de la Serrata de Níjar presenta un diagrama ATD (Fig. 8a) característico de las esmectitas dioctaédricas del tipo montmo-rillonita. Así, en el diagrama aparecen definidos cuatro efectos endotérmicos a 105, 170, 645 y 867°C debidos, los dos primeros, a la pérdida de humedad, el tercero, a la pérdida de los grupos OH' estructurales y el cuarto a cambios estructurales.
Los tres primeros efectos endotérmicos se corresponden con los cambios de pendiente de la gráfica de ATG (Fig. 8c) y. por lo tanto, con las pérdidas de peso de la muestra.
El diagrama ATD (Fig. 8b) de la muestra total del Cerro del Monte es coherente con una mezcla constituida por esmectita trioctaédrica y sepiolita. En el diagrama aparecen los efectos endotérmicos a 119 y 815°C comunes a ambos minerales y el exotérmico a 840°C debido a la transformación de la sepiolita en clinoensteatita.
Los dos efectos endotérmicos, debidos a la pérdida de humedad y de los grupos OH" estructurales de los filosilicatos citados, se corresponden con los cambios bruscos de pendiente de la gráfica de ATG (Fig. 8d).
En definitiva, el comportamiento térmico de las muestras aquí estudiadas es muy semejante al de las muestras S-l y S-2 y al de las muestras MCA-A, B y C estudiadas anteriormente (Pérez del Villar, 1989a-b).
1.1.1.4 Composición química y capacidad de cambio catiónico
En la Tabla I se recoge la composición química de las muestras. El análisis químico correspondiente a la de la Serrata de Níjar se asemeja al de las muestras S-l y S-2, mientras que el de la muestra del Cerro del Monte presenta una composición química intermedia entre la de las muestras MCA-A y MCA-B. Ambas
12

I. Caracterización mineralógica, físico-química y de alterabilidad de arcillas candidatas con muestras industriales
presentan contenidos bajos en aniones complejantcs (C,S,FyCT).
La capacidad de cambio catiónico de la muestra total y la composición química de la solución (NH.tNO.0 en equilibrio con la muestra, expresadas en meq/lOOg, están recogidas también en dicha tabla.
1.1.2 Fracción < 2 iim
1.1.2.1 Composición mineralógica
La composición mineralógica semicuantitativa de la fracción < 2 |im de ambas muestras (Tabla 3) se ha determinado por DRX (Fig. 9), utilizando el agregado orientado solvatado con elilenglicol (AO+EG) y los poderes reflectantes determinados por Barahona (l 974).
1.1.2.2 Análisis térmico diferencial y termogravimétrico
Los diagramas ATD y TG de las dos muestras estudiadas se muestran en la Fig. 10.
El comportamiento térmico de la fracción < 2 |im de la muestra del yacimiento de la Serrata de Mijar es el típico de las montmorillonítas "anormales", según Mackenzie (1970). Así, el diagrama ATD (Fig. 10a) presenta un efecto endotérmico a 127°C y una inflexión, también endotérmica, a 179°C. Este doble efecto endotérmico es debido a la pérdida de humedad, la cual está ligada a la montmorillonita con distintos grados de energía, según la naturaleza de los cationes de cambio. Esta pérdida se pone de manifiesto, en la gráfica ATG (Fig. 10c), por la pérdida del 10.8% del peso total. Las dos inflexiones endotérmicas a 470 y 625°C son debidas a la pérdida de los grupos OH' estructurales de la montmorillonita, y es la característica que utiliza Mackenzie (1970) para tipificarla de "anormal". Este fenómeno de deshidroxiliación va acompañado por una pérdida en peso en torno al 6%.
Por último, la gráfica termina con un efecto endotérmico a 870°C y una banda exotérmica con un má
ximo a 1000°C, aproximadamente. Ambos efectos son también característicos de las esmeclitas dioctaé-dricas y concretamente de la montmorillonita.
La fracción < 2 um de la muestra correspondiente al yacimiento del Cerro del Monte presenta un diagrama ATD (Fig. 10b) propio de una mezcla de es-mectita trioctaédrica y sepiolita. Los dos efectos endotérmicos a 123 y 824°C son comunes a ambos minerales y debidos a la perdida de humedad y de los grupos OH" estructurales, respectivamente. El efecto exotérmico a S36°C es característico de la transformación de la sepiolita en clinoenslatita. Los dos efectos endotérmicos se reflejan en los cambios bruscos de pendiente de la gráfica de ATG (Fig. 10d), debidos a pérdidas del 8.01 y 8.78% del peso de la muestra, respectivamente.
1.1.2.3 Composición química, capacidad de cambio catiónico y fórmula estructural
En la Tabla II se recoge la composición química de la fracción < 2 p:m, que refleja el carácter alumínico de la esmectita de Serrata de Níjar y el carácter magnésico de la arcilla del Cerro del Monte.
Así mismo se recoge la capacidad de cambio catiónico de la muestra total y la composición química de la solución (NH4NO3) en equilibrio con la muestra, expresadas en meq/100g.
El cálculo de la fórmula estructural se ha realizado solamente para la esmectita de Serrata de Níjar, ya que la fracción < 2 jam de la muestra del Cerro del Monte está constituida por una muestra polimineral (Tabla 4).
De acuerdo con estos datos, se puede decir que la esmectita representativa de este yacimiento es una próxima a la del tipo Wyoming (Schultz, 1969).
Respecto a la esmectita del Cerro del Monte se puede indicar que es trioctaédrica y magnésica, por lo que muy probablemente se trata de saponita.
Tabla 3
MINERALES %
Esmectita
Hita
Sepiolita
LA SERRATA
100
...
...
CERRO DEL MONTE
52
9
39
13

I. Caracterización mineralógica, físico-química y de alterabilidad de arcillas candidatas con muestras industriales
Tabla 4
FÓRMULA ESTRUCTURAL (O20{OH)4) DE LA MONTMORILLONITA DE SERRATA
TETRA
Si4+
7.97
Al3+
0.03
OCTA
Al3+
2.74
Fe3+
0.41
Fe?+
0.022
Mg2+
0.892
T ¡4+
0.018
INTER
Ca2+
0.14
Mg2+
0.146
Na+
0.07
K+
0.036
carga tetraécliica = -0.03 = 4.417ccarga octaédrica = -0.65carga interlaminar'- 0.678
1.2 Alterabilidad de las arcillas Se han realizado diferentes experiencias en función
de la constancia de los parámetro'; que intervienen en la reacción: temperatura, concentración molar de la solución de KC1 y tiempo de reacción. La temperatura ha sido constante en todos los ensayos (175°C), vanándose la concentración (0.1, 0.5 y 1.0 M) y el tiempo de reacción (30,60, 90 y 180 días).
1.2.1 Montmorillonita de Serrata de Níjar
Con esta muestra se han llevado a cabo tres tipos de experiencias: una primera a concentración 0.1 M de KC1 con tiempos de reacción de 30, 60 y 90 días; una segunda con concentraciones 0.1, 0.5 y 1.0 M durante 30 días; y, finalmente, una tercera con disoluciones 0.1,0.5 y 1.0 M durante 180 días.
1.2.1.1 Experiencia primera
De los resultados analíticos de las soluciones resultantes tras el tratamiento, representados en la Fig. 11, se deduce lo siguiente:
• sólo se ha inducido un cambio catiónico parcial en la montmorillonita.
• el único catión reemplazado totalmente por el K+ es el Na+, conseguido a los 30 días y posiblemente en un tiempo menor.
• los cationes Ca++ y Mg++ han sido sustituidos parcialmente por el K+, con unos valores máximos del 25 y del 15%, respectivamente.
• para el Ca++, la cantidad reemplazada por K+
aumenta súbitamente a partir de los 60 días, mientras que para el Mg++ lo hace lentamente a partir de los 30 días.
• además de los cationes de cambio, la sílice es el componente del sólido que pasa a la disolución en cantidades significativas, aumentando
linealmente hasta los 60 días y estabilizándose después. Esta sílice puede proceder de la existente en forma lábil en la muestra.
• se mantiene el orden en el poder de reemplazamiento entre los elementos alcalinos y alcalino-térreos:
Na+ < K+ < Ca""" < Mg++
De las variaciones en las características difractomé-tricas después de los tratamientos se deduce que:
• la entrada de K+ en las interláminas de montmorillonita se manifiesta por la disminución paulatina de su espaciado basal, que puede ser debido a la disminución del agua de hidra-tación a medida que se hace más potásica.
• el índice de cristalinidad de Biscaye (1965) aumenta ligeramente para la montmorillonita tratada, siendo constante para todos los tiempos de reacción.
• el índice de ilitización de Schultz (1978) disminuye para la montmorillonita tratada, siendo casi constante para todos los tiempos de reacción.
De las gráficas ATG y las derivadas correspondientes (Fig. 12) se deduce que el comportamiento térmico de la montmorillonita tratada es muy similar al de la natural.
1.2.1.2 Experiencia segunda
De los resultados analíticos de las soluciones resultantes tras el tratamiento, representados en la Fig. 13, se observa que:
• el cambio catiónico sigue su secuencia nor-mal:Na+ < K+ < Ca++ < Mg++
• la mayor parte del cambio catiónico (82.3%) se produce cuando la concentración de la disolución de KC1 es 0.5 M. La montmorillonita se satura en K+ con concentración 1.0 M.
14
I. Caracterización mineralógica, físico-química y de alterabilidad de arcillas candldatas con muestras industriales
• la sílice disuelta aumenta bruscamente en el paso de 0.1 a 0.5 M de KC1, disminuyendo ligeramente para 1.0 M. Esta sílice se supone procedente de la existente en forma lábil en la muestra.
De las variaciones en las características difractomé-tricas de la muestra, «alo parece tener significado la disminución del espaciado basal a medida que la montmorillonita se hace más potásica.
Los diagramas ATD y TG de la montmorillonita tratada con diferentes concentraciones de KC1 se representan en las Fig. 12a y 14. Se observa la desaparición del doble efecto endotérmico, por deshidrata-ción, cuando la muestra es tratada con soluciones 0.5 M. Esto confirma la conversión homoiónica, en este cuso potásica, de la montmorillonita.
1.2.1.3 Experiencia tercera
De los resultados analíticos de las soluciones resultantes tras el tratamiento, representados en la Fig. 15, se deduce que el cambio catiónico de la montmorillonita, a 175°C, no depende del tiempo de reacción, sino de la concentración de la solución de KC1.
De las variaciones en las características difractomé-tricas de la muestra, sólo parece tener significado, igual que en los casos anteriores, la disminución del espaciado basal a medida que la montmorillonita se hace más potásica.
Los diagramas ATD y TG de la montmorillonita tratada con diferentes concentraciones de KC1 presentados en la Fig. 16, permiten deducir un comportamiento semejante, con desaparición del doble efecto endotérmico, por deshidratación, cuando la muestra es tratada con soluciones 0.5 M.
1.2.2 Muestra de Cerro del Monte: fracción < 2 ¡am
Con esta muestra se han llevado a cabo dos experiencias donde la variable ha sido la concentración de la disolución (0.1, 0.5 y 1.0 M): una primera con tiempo de reacción de 30 días y una segunda similar durante 180 días.
1.2.2.1 Experiencia primera
Los datos analíticos de las soluciones resultantes tras el tratamiento, representados en la Fig. 17, permiten deducir que el cambio catiónico de esta muestra se produce de forma semejante al descrito para la montmorillonita de Serrata de Níjar.
La sílice disuelta, en mayor cantidad en esta muestra, sigue una trayectoria semejante en la experiencia con concentración 1.0 M. Así, aumenta bruscamente en el primer paso de 0.1 M de KC1, disminuyendo para 0.5 y 1.0 M. Esta sílice se supone procedente de la existente en forma lábil en la muestra.
De las variaciones en las características difractomé-tricas de la muestra, sólo parece tener significado, igual que en los casos anteriores, la disminución del espaciado basal a medida que la montmorillonita se hace más potásica. Los restantes valores obtenidos carecen de significado al solaparse, parcial o totalmente, la reflexión basal de la saponita con la correspondiente a los planos reticulares (110) de la sepioli-ta.
Los diagramas ATD y TG de la fracción < 2 Jim tratada con diferentes concentraciones de KC1 son presentados en las Fig. 18 y 19. Su comparación con los correspondientes a la fracción < 2 jam natural no permiten observar variaciones importantes en el comportamiento térmico. No obstante se aprecia la desaparición del doble efecto endotérmico, por deshidratación, cuando la muestra es tratada con soluciones 0.5 M.
1.2.2.2 Experiencia segunda
Los resultados químicos obtenidos presentan tal incoherencia que no permiten extraer conclusiones razonables sobre los mismos.
Respecto a las características difractométricas, al igual que en la experiencia anterior, es la disminución del espacio basal, a medida que se hace más potásica, la variación más significativa.
Los diagramas ATD y TG de la fracción < 2 [Am tratada con diferentes concentraciones de KCI son presentados en la Fig. 20. Son equivalentes a los de la experiencia previa.
1.3 Conclusiones
Según el método granulométrico empicado, las muestras estudiadas de los yacimientos de La Serrata de Níjar y del Cerro del Monte presentan una proporción relativamente baja de la fracción < 2 ¡.im. 38 y 36% respectivamente, y alta de la fracción > 20 ¡.mi, 16y 12.5% respectivamente.
Desde el punto de vista mineralógico, la muestra de La Serrata de Níjar está constituida aproximadamente por el 86% de esmectitas, 6% de micas (biotila), 3% de cuarzo y 5% de plagioclasa. La composición aproximada de la muestra de Cerro del Monte es: 82% de
15

I. Caracterización mineralógica, físico-química y de alterabilidad de arcillas candidatas con muestras industriales
filosilicatos (esmectitas, sepiolita y micas), 6% de cuarzo y 12% de feldespatos (Fd-K y plagioclasas). Esta composición es muy semejante a la de las muestras estudiadas de Cerro del Águila.
Desde el punto de vista químico, la muestra total de La Serrata de Níjar se caracteriza por ser alumínica, mientras que la muestra de Cerro del Monte es magnésica. Ambas presentan contenidos muy bajos en aniones complejantes (C, S, F" y O").
La fracción < 2¡im de la muestra de Serrata está constituida exclusivamente por una esmectita, cuyas características térmicas, químicas, de capacidad de cambio y estructurales permiten clasificarla como próxima al tipo Wyoming, según Schultz (1969).
La fracción < 2|j.m de la muestra de Cerro del Monte es una mezcla polimineral constituida por 52% de esmectita, 9% de ilita y 39% de sepiolita, aproximadamente. Las características térmicas y químicas de esta mezcla permiten establecer el carácter trioctaédrico y magnésico de esta esmectita, por lo que se trata probablemente de saponita.
Los resultados de alteración sobre la montmorillo-nita de La Serrata permiten establecer que, a 175°C y con soluciones de KC1, sólo se induce el cambio ca-tiónico transformándola en potásica. Dicho cambio sigue su secuencia normal (Na < Ca < Mg), depen
diendo casi exclusivamente de la concentración de las disoluciones y produciéndose la mayor parte para 0.5 M y de forma total para 1.0 M.
Paralelamente al cambio catiónico inducido en la montmorillonita, la muestra libera una proporción importante de sílice interpretada como procedente de la sílice lábil y coloidal presente en la fracción < 2 Jim. No se han establecido qué variables controlan su disolución.
El carácter homoiónico (potásico) de la montmorillonita de Serrata se manifiesta mediante DRX, por la disminución de su espaciado basal, y mediante ATD por la desaparición del segundo efecto endotérmico que, a 180°C y por deshidratación, presenta ésta en su estado natural.
Estas experiencias no parecen haber provocado un proceso de ilitización suficientemente importante para detectarlo mediante las técnicas analíticas utilizadas.
Los resultados de alteración sobre la fracción < 2 ¡xm de la muestra de Cerro del Monte parecen indicar que, a 175°C y con soluciones de KC1, el mineral más afectado de la mezcla es la esmectita, que pasa a ser potásica según un esquema semejante al de la montmorillonita de Serrata. Igualmente, la muestra libera cantidades importantes de sílice.
16

II. Caracterización industrial de arcillas candidatas
II CARACTERIZACIÓN INDUSTRIAL
DE ARCILLAS CANDIDATAS

II. Caracterización industrial de arcillas candidatas
Los ensayos de compactación uniaxial de tipo industrial se realizan en colaboración con la sociedad Constructions Thermiques Européennes (Montsem-ron-Libos, Francia). El prensado se efectúa en un molde metálico de doble efecto montado sobre una prensa hidráulica Laeis de 800 Tm, ya utilizado en ensayos franceses anteriores.
El cajón del molde permite la instalación de diferentes moldes para los diversos ensayos y la fabricación misma de las piezas, hasta unas dimensiones máximas de alrededor de 390 mm de largo, 320 mm de ancho y un espesor de 150 mm. Estas dimensiones se ven restringidas por la resistencia a la tracción del material que constituye el cajón.
Se han realizado diferentes series de ensayos que han permitido, en una primera etapa, seleccionar una de las dos arcillas preseleccionadas, la montmorillo-nita S-2, y, en una segunda etapa, determinar las características finales del proceso industrial a seguir.
La presión de compactación elegida para la fabricación de piezas es de unos 60 Mpa, límite obtenido por las dimensiones de las piezas y la fuerza total de la prensa. Para las condiciones descritas, la densidad seca de la arcilla en las piezas es de 1.80 g/cm3 con un contenido en agua inicial de la arcilla del orden del 15%. En el caso de las mezclas arena/arcilla los resultados son similares, con un ligero aumento de la densidad seca de la arcilla en la mezcla, que se explica al considerar la arena como material no compresible e indeformable.
11.1 Selección de una arcilla y su granulometría
Las primeras pruebas de realización industrial se han hecho en su mayor parte sobre la arcilla MCA-C, sobre varios lotes caracterizados por humedades comprendidas entre el 5 y el 15% y por distribuciones granulométricas diferentes.
No se han presentado mayores dificultades pero los valores de densidad seca correspondientes a la presión nominal industrial no son muy elevados. Están entre 1.54 y 1.67 g/cm3.
Por contra, las pocas pruebas sobre la arcilla S-2 dan valores comparables a la arcilla francesa Fo-Ca, alrededor de 1.80 g/cm3.
El proceso ha constado de diferentes fases detalladas a continuación.
11.1.1 Acondicionamiento del material
Las arcillas se han tratado a escala industrial en un proceso de molturación para obtener, al menos, cuatro espectros granulométricos diferentes y a escala semi-industrial para el control de la humedad.
11.1.1.1 Materiales de base
Las arcillas utilizadas son dos arcillas españolas, ya descritas y caracterizadas en anteriormente, entregadas en forma de granulados en las instalaciones de C.T.E.
El proceso de granulación previo , mediante extru-sionado y secado en horno (Fig. 21), por parte de la empresa TOLSA (Madrid), ha reducido su humedad hasta valores cercanos al 5%. Este valor es excesivamente reducido en relación con los valores habituales de estabilización en atmósfera controlada de ambas arcillas, situados en torno al 13%, entre el 11% y el 15%, y aunque no impide la posterior molturación del material, provoca gran cantidad de polvo que dificulta el control de las operaciones.
11.1.1.2 Molturación
Se ha utilizado un molino de dos muelas y pista perforada compuesta de ocho sectores de tamizado (Fig. 22), lo que permite el control de la granulóme-tría final.
Se han realizado, en total, cuatro molturaciones tipo, correspondientes a cuatro configuraciones diferentes de los tamices del molino utilizado, denominadas con las referencias B1. B2, B3 y B4; siendo B1 la configuración habitual de los ensayos franceses (Fig. 23). Los tamices empleados tienen como diámetros respectivos 4.5, 3.15, 2.0 y 1.5 mm.
11.1.1.3 Control granulométrico
Los resultados obtenidos para los primeros controles se muestran en la tabla III y en la Fig. 24, con las referencias Bl, B2, B3 y B4 según la configuración de molino empleada. Es de notar que en estos primeros controles no se utilizó el tamiz de 1.25 mm por lo que el valor correspondiente se ha calculado por diferencias.
Las referencias granulométricas de las tablas se obtienen, en conjunto, mediante la combinación del tipo de disposición del molino, la arcilla utilizada (MCA-C no presenta referencia mientras que S-2 se referencia por S) y, finalmente, la humedad aproximada (natural por HNT o NT, 10% por H10 y 15% por H15) o el número de bloque muestreado (en su caso).
19

II. Caracterización industrial de arcillas candidates
Del estudio del gráfico de porcentajes acumulados se observa, en general, una reparto poco homogéneo para los primeros materiales obtenidos. En el caso de B3, el material observado parecía indicar alguna alteración en el proceso de tamizado que llevó a la realización de un estudio exhaustivo de esta molturación resultando tres granulometrías diferentes (Fig. 25).
En conjunto se pueden caracterizar las diferentes molturaciones por medio de su intervalo granulomé-trico, definido como los diámetros de paso de tamiz que delimitan el 80% de la muestra en peso, entre el 10 y el 90%, y el diámetro de paso medio, definido como aquel que da el 50% de la muestra en peso.
Obtenemos así la Tabla 5 para MCA-C natural: Todos los controles sobre granulometrías están re
lacionados en las tablas III a V.
11.1.1.4 Humidificación
Para corregir, en lo posible, el bajo valor de humedad que presentaban las arcillas al comienzo del proceso, se procedió a la humidificación de las muestras tras la molturación.
El método utilizado ha sido la humidificación mediante adición de agua en un mezclador a palas, controlando la duración de la operación para evitar cambios granulométricos por fracturación del material durante el proceso.
Las muestras obtenidas se han introducido en sacas de plástico y se han dejado estabilizar en condiciones ambientales durante diez días, realizándose nuevos análisis granulométricos y de humedad que se presentan en la tabla IV.
Es de resaltar el hecho del aumento de la humedad en las muestras no humidificadas (un 40% de exceso sobre el valor inicial, como mínimo) y que hace pensar que el tratamiento térmico ha sido excesivo durante el proceso de secado.
Las granulometrías obtenidas presentan un suavizado en las discontinuidades obtenidas en el análisis
anterior sobre el material seco (Fig. 26, 27 y 28). También muestran un desplazamiento general hacia mayores diámetros medios de paso a medida que aumenta la humedad, con una separación de los valores de porcentajes acumulados en la parte más fina del espectro (Fig. 29 a 32).
Esto se debe, seguramente, a un proceso de agluti-namiento de las partículas arcillosas provocado por el agua añadida, que permite la aparición de tamaños intermedios en el espectro, en el primer caso, y a la influencia del molturado en la cantidad final de las partículas de pequeño tamaño que se aglutinan, en el segundo.
Del estudio gráfico de las curvas granulométricas se desprende una diferenciación entre dos grupos de molturaciones, con una aparición de porcentajes de tamaños intermedios mucho más acentuada en el caso de Bl y B2 (Fig. 29 y 30), desplazándose el diámetro de paso medio, en este caso, a valores en tomo a 1 y 2 mm, para las muestras humidificadas al 10 y al 15%, respectivamente.
Obtenemos así, para MCA-C con un 15% de humedad, los valores expresados en '^ Tabla 6:
11.1.1.5 Homogeneización
Esta diferenciación en grupos de los materiales hace pensar que los valores de humedad obtenidos mediante el tipo de humidificación empleada no son todo lo homogéneos que debieran y para evitar esta falta de homogeneidad de cada molturación (visto el caso de B3) se ha procedido a un proceso artesanal, a escala laboratorio, de cuarteos sucesivos, con vistas a evitar la posible sedimentación selectiva sufrida por el material antes de la compactación.
En cualquier caso se realizó un último control gra-nulométrico sobre muestras obtenidas del material prensado en algunas piezas (Fig. 33 a 35 y tabla V).
Tabla 5
MOLTURADO
B1
B2
B3
B4
INTERVALO GRANULOMETRICO
150 a 3000 Jim
200 a 3000 Jim
230 a 2500 Jim
80 a 1800 Jim
DIÁMETRO MEDIO
900 Jim
900 (im
750 Jim
800 Jim
20

II. Caracterización industrial de arcillas candidatas
Tabla 6
MOLTURADO
B1H15
B2H15
B3H15
B4H15
INTERVALO GRANULOMETRICO
500 a 3000 Jim
500a3100|.tm
120a2200|im
80 a 2000 um
DIÁMETRO MEDIO
1700 j.tm
2000 um
850 Jim
800 jim
11.1.2 Compactación uniaxial en prensa hidráulica
Se ha realizado en dos etapas: una primera fase a baja presión, para establecer el comportamiento de las arcillas empleadas en la prensa (capacidad inicial de compactación, aparición de adherencias sobre el molde, necesidad de calentamiento del molde, necesidad de sustancias que facilitan el desmoldado, etc.), y la compactación propiamente dicha.
11.1.2.1 Fase preliminar
Esta primera serie de ensayos a baja presión ha permitido conocer las granulometrías que mejor compactan para valores semejantes de presión y humedad; siendo las granulometrías Bl y B4 las que producen los mejores acabados superficiales en las piezas y la menor cantidad de fisuraciones horizontales, previsibles tras los ensayos de laboratorio, para los valores de humedad seleccionados.
Las molturaciones B2 y B3 presentan un mayor número de roturas, por falta de cohesión interna, al desmoldar la pieza si la humedad no es muy elevada y, aún en este caso, presentan un gran numero de pequeñas fisuras.
No se han observado adherencias del material compactado sobre los elementos de la prensa, por lo que no se ha considerado oportuna la utilización del sistema calefactor del molde en esta etapa a baja presión.
De todo ellose deriva la elección realizada del molturado B1 para el resto del material a ensayar, tanto para la arcilla MCA-C2 como para la S-2. Esta mol-turación Bl se diferencia de la B4 por tener un diámetro efectivo de corte con un valor de 4.5 mm en lugar de 3.15 mm, lo que facilita y acorta la realización de la misma.
11.1.2.2 Compactación
Una vez sentadas las bases de la compactación a efectuar se ha procedido a los primeros ensayos sistemáticos sobre ambos materiales. Estos se caracterizan por el tipo de molde utilizado, las presiones y el procedimiento de prensado, y las piezas obtenidas.
11.1.2.2.1 Molde
El molde montado sobre la prensa es el mismo de los primeros ensayos franceses de compactación y permite compactar piezas pseudo-paralelepipédicas de alrededor de 232 mm de longitud y 225 mm de anchura, con un cordón en su parte superior y una ranura en su parte inferior que facilitan su posterior acoplamiento.
Está provisto de un sistema calefactor que impide que el material se adhiera a la superficie metálica provocando la rotura de la pieza al desmoldarla. En nuestro caso esto se ha logrado mediante la utilización de productos lubricantes.
La arcilla es compactada mediante dos platos solidarios con los pistones de la prensa. Estos platos tienen dimensiones aproximadas de 223 mm por 230 mm, siendo ligeramente mayor el plato superior para corregir el aumento de superficie ocasionado por la forma troncopiramidal del molde y poder introducirse en su interior antes y durante la compactación, evitando la pérdida de material a compactar. Al mismo tiempo, las holguras entre los platos y el molde permiten la expulsión de la mayor parte del aire contenido en la arcilla en polvo.
Esta penetración obligada de los platos en el molde antes de la compactación es la razón por la que la altura efectiva del molde y, por tanto, el volumen inicial de arcilla a compactar es inferior al volumen teórico del molde dado por su altura total de 300 mm.
21

II. Caracterización industrial de arcillas candidatas
La carga del molde, en este estadio del proceso, se realiza manualmente, así como el primer asentamiento en el mismo.
11.1.2.2.2 Prensado
Para todas las piezas, y debido a la experiencia adquirida del caso francés, se ha mantenido la presión máxima durante un período de tres segundos en el proceso de prensado y se ha utilizado la velocidad de descenso de pistón de su ensayo, que permite, teóricamente, la desaireación del material a compactar.
Los valores de presión son aproximados debido a las condiciones del proceso industrial y a los continuos cambios de regulación del sistema oleohidráuli-co de la prensa. Hemos tomado como valores de referencia siempre los del manómetro de la prensa, que han sido multiplicados por un factor 5.117 para obtener la presión efectiva de compactación.
Este factor surge de la relación de secciones entre el pistón de la prensa y el pistón que actúa sobre el material. La sección media final de la pieza difiere ligeramente de este valor en función de la carga de arcilla y del montaje del molde, esto es, de la altura efectiva de funcionamiento.
Los valores de presión retenidos son tales que permiten la realización de la curva de compactación a través de las presiones que optimizan la geometría de las piezas del modelo español. Por motivos de seguridad, esto supone el 80% de la fuerza nominal de la prensa, esto es, 640 Tm repartidas sobre una superficie máxima de la pieza estimada en 104 cm, de donde resulta una presión efectiva aproximada de 640 kg/cm2.
11.1.2.2.3 Piezas obtenidas
La altura de la pieza varía, en función de la carga de arcilla en el molde y de la presión aplicada, entre 63 y 90mm. Las características dimensionales de todas las piezas prensadas y sus referencias se relacionan en las tablas VI a XI. Los exámenes visuales de las piezas sólo se han recogido en los casos más remarcables, como son las piezas con un acabado excepcional o una calidad de textura superficial muy elevada.
Se han añadido los valores de densidad aparente y de densidad seca de la arcilla obtenidos para las humedades dadas y se han mantenido las referencias utilizadas durante el proceso de prensado. Estos valores están calculados a partir de las dimensiones medidas sobre las piezas a pie de prensa y se han representado en las Fig. 36 a 42.
El error en su determinación viene dado por el error estimado en las medidas y éste, a su vez, tiene su término mayoritario en la altura de la pieza (dimensión menor de la misma y media de cuatro valores). Se ha estimado en 0.5 mm el error sistemático máximo en las medidas por lo que el error relativo máximo que se considera sobre los valores de densidad es la suma de los errores relativos sobre las dimensiones de las piezas y tiene un valor del 1.25%. Dado que los valores de humedad de las muestras presentan también una incertidumbre en torno al 1 %, se obtiene un valor promedio del 2.5%, que lleva a considerar una zona máxima de incertidumbre de 0.05 g/cm3 en torno a los valores de densidad obtenidos.
En todo los casos, se ha considerado, basado en el perfecto ajuste entre las piezas, que el volumen de la ranura y el cordón son equivalentes y quedan, por tanto, compensados para efectuar los cálculos de la densidad de las mismas.
11.1.2.3 Resultados
Del conjunto de ensayos realizados a diferentes presiones se extraen los resultados siguientes, con respecto a cada una de las variables que intervienen en el prensado.
11.1.2.3.1 Granulometría
Los valores máximos de densidad seca se obtienen con las granulometrías B1 y B4, aunque las diferencias entre granulometrías no son directamente comparables por presentar diferentes valores de humedad.
Los valores de MCA-C1 se reproducen para MCA-C2 en el molturado Bl pero con una menor dispersión (valores iguales para los pares de pruebas realizadas), posiblemente por un fenómeno de estabilización de la arcilla.
11.1.2.3.2 Humedad
Las roturas de cordón aparecen para las relaciones de presiones elevadas y humedades reducidas, apareciendo adherencias sobre el plato superior.
Para valores de humedad cercanos al 5% se produce la rotura del cordón o la fisuración de la pieza al salir del molde , por falta de cohesión, sea cual sea la modalidad de salida: automática, manual lenta, manual rápida o por intervalos. Los cordones y ranuras se fabrican sin rotura y con buena cohesión de piezas siempre que la humedad sea de un 15% o si es del
22

•
10% dependiendo del tipo de molturación y de arcilla.
Los valores más elevados de densidad, tanto aparente como seca, para cada tipo de arcilla se alcanzan con las muestras de humedad más elevada, dentro del margen de presiones a utilizar.
11.1.2.3.3 Presión de compactación
Para valores de presión y de humedad semejantes las densidades secas obtenidas son similares, Utilizando bajas presiones (inferiores a 60 Mpa) influye apreciablemente la humedad de la arcilla sobre el valor de la densidad aparente obtenida, pero las máximas desviaciones en los valores obtenidos son de un 4%.
Para valores más elevados de presión (aproximadamente 100 MPa) los valores de densidad seca más elevados corresponden a valores de humedad entre el 10% y el 15%, siendo la humedad óptima, en torno al 13%, para todos los molturados de la arcilla MCA-C, y del 15% para la arcilla S-2. Este contenido en agua evita la fisuración de la pieza y del cordón de acoplamiento, permitiendo alcanzar una densidad más elevada.
11.1.2.3.4 Tipo de arcilla
Los valores más elevados de densidad de la arcilla se obtienen, en el rango de valores de presión interesantes, con la arcilla S-2; apareciendo una diferencia mínima del 10%, a su favor, con respecto a los valores de MCA-C.
La curva de compactación de S-2 presenta una pendiente menor que la de MCA-C en torno al valor nominal de 60 MPa. Así, mientras esta arcilla no parece presentar un valor asintótico para la relación densidad/presión (obsérvese el valor de regulación de la presa a más de 110 MPa), este valor sí parece estar presente en el caso de S-2.
11.1.2.4 Conclusiones
Las granulometrías estándar consideradas como más apropiadas son las obtenidas de las molturacio-nes Bl y B4, siendo los resultados de la compactación producto de la elección de una relación presión/humedad adecuada, más que una selección de la gianulometría.
El molido Bl permite un tratamiento más rápido de la arcilla durante la molturación, así como una menor interacción entre la arcilla y la humedad ambiental durante el proceso, al disminuir la superficie de material expuesta a la atmósfera. Esto garantiza una
conservación de las propiedades físicas adquiridas durante su necesario tratamiento previo de extrusio-nado y secado. B4 presenta una mayor proporción de tamaños intermedios.
La presión efectiva mínima necesaria para obtener las densidades requeridas se estima del orden de 60 MPa, lo que deja un margen de seguridad para la utilización de los elementos ya existentes del ensayo francés. Más allá de los 70 MPa de presión el aumento de densidad obtenido por un incremento elevado de la presión no es satisfactorio.
De los ensayos realizados se desprende que parece ser S-2 la más apropiada para la realización de los bloques compactados, al presentar mejores valores de densidad seca en torno a la presión estimada, esto es, más elevados y menos dependientes de la presión.
De los trabajos ya realizados se obtiene para los valores de presión de hinchamiento requeridos, en torno a los 10 MPa, que S-2 presenta un valor de densidad seca de la arcilla de 1.73 g/cm3 frente a 1.70 g/cm3
para MCA-C. Este aumento de densidad inferior al 2% queda ampliamente compensado por el 10% mínimo de mejora en las densidades secas obtenidas para condiciones de compactación semejantes, lo que a su vez permite, al menos teóricamente, la existencia de un cierto espacio "vacío" entre los elementos de la barrera.
11.2 Selección de una mezcla arena/arcilla
Esta segunda serie de pruebas se ha realizado con la arcilla S-2 estabilizada en una humedad cercana al 15% y sobre varios lotes caracterizados por diferentes distribuciones granulométricas, bien puros bien mezclados al 10% o 20% con arena.
La compactación de los materiales es satisfactoria alcanzándose para la presión de 60 MPa una densidad seca de la arcilla mínima de 1.80 g/cm3, tanto en la arcilla pura como en las mezclas.
A continuación se detallan las diferentes fases del proceso.
11.2.1 Acondicionamiento del material
La arcilla se ha molturado indusrrialmente para obtener tres espectros granulométricos, dos seleccionados en las pruebas previas, B1 y B4, y otro con mayor proporción de tamaños finos e intermedios denominado B5.
El objetivo buscado es definir, si es posible, una granulometría que conduzca a un ensamblado óptimo
23

II. Caracterización industrial de arcillas candldatas
Tabla 7
r ' ' MOLTURADO
B1
B4
B5
INTERVALO GRANULOMETRICO
550 a 2800 Jim
200 a 2200 (im
80 a 1800 nm
DIÁMETRO MEDIO
1650 Jim
1000 Jim
650 Mm
entre las partículas de arcilla y los granos de arena, con vistas a mejorar las características térmicas e hidráulicas de los bloques. El ideal es la obtención de una matriz arcillosa que incluye y rodea completamente los granos de arena.
11.2.1.1 Materiales de base
La arcilla S-2 utilizada contiene aproximadamente un 90% de esmectita (montmorillonita) y ha sido entregada en forma de granulados en las instalaciones de C.T.E.
Este proceso de granulación previo, mediante ex-trusionado y secado en horno (Fig. 21), por parte de la empresa S.F.B. (Le Treport), ha estabilizado su humedad en valores cercanos al 15%. Este valor es considerado como el más adecuado para el proceso de compactado a realizar, según resultados anteriores. Los valores reales de humedad de las muestras extraídas antes de la molturación tienen un valor medio de 14.7%.
La arena utilizada como aditivo es una arena silícea redondeada, de origen continental, distribuida por la sociedad S.I.K.A. y denominada SIKA123. Es la utilizada en los ensayos de laboratorio en Madrid. Es una mezcla de tres arenas con diferentes espectros granulométricos, también comercializadas por S.I.K.A. Sus propiedades se muestran en la tabla XII.
11.2.1.2 Molturación
En la molturación de la arcilla se ha seguido el proceso ya descrito utilizando tres configuraciones diferentes de los tamices del molino, denominadas con las referencias Bl, B4 y B5; siendo Bl y B4 las configuraciones seleccionadas de los ensayos previos y B5 una nueva configuración a ensayar (Fig. 22 y 23).
11.2.1.3 Control granulométrico
Los resultados obtenidos para los controles sobre la arcilla se muestran en la tabla XIII y en la Fig. 43, con las referencias Bl, B4 y B5, según la configuración de molino empleada.
Del estudio de las curvas de porcentajes acumulados se extrae una separación clara entre los distintos molturados a lo largo de todo el espectro granulométrico.
Caracterizando las molturaciones según sus intervalos granulométricos, obtenemos los valores recogidos en la Tabla 7.
En la arena los intervalos granulométricos están definidos, para los diferentes componentes, por los valores expresados en la Tabla 8.
Las granulometrías de estas arenas se recogen en la tabla XIII y la Fig. 44, mientras que sus características fisicoquímicas se reseñan en la tabla XIV.
Tabla 8
REFERENCIA
SIKA16-14-1
SIKA 16-14-2
SIKA 16-14-3
SIKA 123
INTERVALO GRANULOMETRICO
500 a 1000 Mm
800 a 1600 Mm
1250 a 3150 Mm
700 a 2500 Mm
DIÁMETRO MEDIO
800 Mm
1200 Mm
2000 Mm
1200 Mm
24

II. Caracterización industrial de arcillas candidatas
11.2.1.4 Control de humedad
Las arcillas ya estabilizadas sufren una modificación de su humedad, generalmente un aumento de la misma, durante el proceso de molturado en función de los factores del tipo de granulometría obtenida: tiempo necesario para el molturado, tamaños de partículas, humedad del aire y otros factores ambientales.
Los valores de humedad obtenidos para cada mol-lurado que se muestran en la tabla XII, junto a las granulometrías, confirman los valores reseñados sobre los granulados industriales e indican que la estabilización previa de la arcilla es una condición indispensable para trabajar con un material de características homogéneas respecto a su contenido en agua.
11.2.1.5 Obtención de mezclas y homogenización
Se ha considerado el estudio de la arcilla pura y de mezclas con arena en proporciones del 10% y 20% en masa seca, que cubren sobradamente los valores a utilizar en la fabricación definitiva de los bloques compactados.
Las referencias utilizadas son: A para la arcilla pura, B para la mezcla al 10% y C para la mezcla al 20%.
La mezcla se ha realizado en un mezclador rotatorio provisto de dos palas y de una pequeña muela, por lo que el tiempo de la operación se ha reducido al mínimo imprescindible para evitar la modificación de las granulometrías. En un mezclador industrial de gran capacidad esta modificación no tiene lugar.
Se considera que en este proceso la arena no aporta agua a la mezcla en cantidad apreciable, vistas sus propiedades de recuperación de agua en atmósfera al 65% de humedad ambiente (con un valor de 0.02).
Para evitar la falta de homogeneidad de cada mol-turación y cada mezcla, conocida por la fase anterior, se ha procedido al mismo proceso de cuarteos para evitar la posible sedimentación selectiva sufrida por el material en el caso de la arcilla pura y la aparición de zonas de acumulación o pérdida de arena en las mezclas.
11.2.2 Compactación uniaxial en prensa hidráulica
Se ha realizado de la manera más sistemática posible, reglando la presión de compactación de la prensa
a un mismo valor para todas las mezclas, para permitir una mejor comparación de los resultados.
11.2.2.1 Objetivos
Se trata de optimizar las características de compactación de mezclas, tanto en lo referente a la presión de compactación ideal como a la mezcla tipo a emplear (valor de densidad de arcilla en la mezcla máximo).
Para cumplir el primer objetivo, se ha estudiado el intervalo de presiones desde los 30 a los 145 MPa, con medidas cada 10 MPa, aproximadamente, y, mientras ha sido posible, se han realizado dos com-pactaciones para verificar la reproductibilidad del proceso.
Respecto al segundo, el número total de mezclas estudiadas es de nueve, tres correspondientes a cada una de las tres granulometrías escogidas.
11.2.2.2 Compactación
Son las mismas características que las de ensayos precedentes.
11.2.2.2.1 Molde
Se trata del mismo molde de las pruebas previas pero que, por diferencias de montaje sobre la prensa, permite la compactación de piezas de alrededor de 230, l mm de longitud y 224,0 mm de anchura.
El proceso de compactación y el método empleado ha sido descrito anteriormente.
11.2.2.2.2 Prensado
En estos ensayos se ha reducido la velocidad de descenso del pistón para eliminar, en lo posible, la aparición de laminaciones en el material al permitir una mejor evacuación del aire y una posible evacuación superficial del agua.
Los valores de presión son también aproximados pero utilizándose dos manómetros sobre el circuito de presión, uno para presiones inferiores a 10 MPa y otro para presiones superiores. A pesar de presentar precisiones diferentes para su intervalo de medida, las medidas efectuadas por ambos en el intervalo común no presentan desviaciones significativas.
Los valores de presión elegidos permiten la realización de la curva de compactación desde valores de baja presión (30 MPa) hasta valores de alta presión (100 y 145 MPa), acompañados de un estudio regular (cada 10 MPa) entre los 30 y los 100 MPa y otro mucho más detallado (cada 5 MPa) entre los 40 y los 60
25

II. Caracterización Industrial de arcillas candidatas
MPa. En el caso del molturado B5 este estudio ha sido más reducido por falta física de material a compactar.
11.2.2.2.3 Piezas obtenidas
Para que la comparación de los valores obtenidos sea inmediata se ha procurado que la carga del molde sea constante en masa e igual a 7000 g, lo que da alturas de las piezas entre 67 y 62 mm. En algunos casos la falta de material ha obligado a reducir esta carga a 6000 grs por lo que la altura de la pieza se ve reducida en, aproximadamente, 10 mm.
En el caso de la arcilla pura se han realizado dos bloques para cada presión ensayada en el intervalo de bajas presiones (menores de 60 MPa) con el objeto de observar posibles desviaciones en el proceso de compactación.
Las características dimensionales de todas las piezas prensadas y sus referencias se relacionan en las tablas XV a XXIII.
Se han añadido los valores de densidad aparente, de densidad seca y de densidad de la arcilla en la mezcla obtenidos para las humedades de cada tipo de molturado. No se ha mantenido el orden de las referencias utilizadas durante el proceso de prensado, basadas en el número de la pieza, para obtener un orden ascendente en los valores de la presión de compactación.
Los valores de las densidades están calculados a partir de las dimensiones medidas sobre las piezas en laboratorio. Tras una comparación entre las obtenidas a pie de prensa y las efectuadas una semana después de su realización, no se aprecia una modificación significativa de estas dimensiones y las diferencias se pueden atribuir a los diferentes instrumentos de medida empleados.
El error en su determinación tiene el mismo origen que en la fase anterior, habiéndose estimado en 0.05 mm el error sistemático máximo en las medidas de laboratorio, por lo que el error relativo máximo que se considera tiene un valor del 0.12%. Como los valores de humedad de las muestras presentan una in-certidumbre en torno al 1%, se obtiene un valor total del 1.2%, lo que lleva a considerar una zona de incer-tidumbre máxima, en torno a cada valor, de 0.02 g/cm3.
Se mantiene las suposiciones hechas con anterioridad respecto al cálculo de volúmenes. Todos los valores de densidad seca de la arcilla en la mezcla se recogen en gráficas (Fig. 45 a 47).
11.2.2.3 Resultados
Del conjunto de las piezas realizadas se pueden extraer los resultados siguientes con respecto a cada una de la variables que intervienen en el proceso.
11.2.2.3.1 Granulometría de la arcilla
Los valores máximos de densidad de la arcilla en la mezcla se obtienen con la granulometría Bl, con una diferencia sobre B4 y B5 superior a la incertidumbre considerada para las densidades calculadas.Los valores para los molturados B4 y B5 son similares para presiones superiores a 50 MPa.
En todos los casos parece alcanzarse una estabilización en la relación presión-densidad en el intervalo entre los 80 y los 100 MPa, sobre curvas que no presentan grandes discontinuidades, siendo mucho más visible en el caso de los molturados Bl y B4.
11.2.2.3.2 Humedad de la arcilla
Todas las piezas se han fabricado sin roturas, sin laminaciones importantes y con buena cohesión de las piezas, incluso a bajas presiones, como era de esperar por la humedad elegida.
Dada la proximidad de los valores de humedad estudiados no se puede extraer una relación entre las mínimas variaciones de densidad y de humedad.
11.2.2.3.3 Presión de compactación
Para presiones superiores a 60 MPa, los valores obtenidos se corresponden con los del trabajo previo sobre esta arcilla; sin embargo, para presiones inferiores, los valores alcanzados con la arcilla estabilizada son netamente superiores en todos los molturados.
Se ha comprobado que la pérdida de masa de los bloques, tras un almacenamiento de más de 90 días sin condiciones especiales de conservación (protección con una lámina vinílica) e incluyendo su transporte por carretera, es inferior a 100 g. Si se considera que esta pérdida es atribuible en su totalidad a la pérdida de agua de las piezas, ésta no sobrepasa en el peor de los casos (molturados Bl y B5 con el 20% de arena) el 2% respecto al valor inicial de compactación.
11.2.2.3.4 Proporción de arena
En el caso del molturado Bl aparecen pequeñas discontinuidades para todas las proporciones de arena utilizadas. Esto puede asociarse a un exceso de espacio intergranular entre las partículas de arcilla o entre
26

II. Caracterización industrial de arcillas candidatas
éstas y los granos de arena, según el material empleado, que desaparece al aumentar la presión de com-pactación o la proporción de arena, al considerar este material casi incompresible (Fig. 45).
Para los molturados más finos, B4 y B5, la influencia de la proporción de arena en la mezcla se manifiesta por un desplazamiento de las curvas de com-pactación hacia valores menores de densidad de la arcilla en la mezcla. Este desplazamiento es, en todos los casos, inferior a 0.02 g/cm3 por cada 10% de incremento en aditivo sobre los valores de compacta-ción de la arcilla pura; esto es, está dentro del error de medida (Fig. 46 y 47).
Así mismo, para Bl, aparece un máximo de densidad de arcilla respecto a la presión con la adición de arena. Este máximo se desplaza hacia presiones más elevadas al aumentar la proporción de aditivo: desde aproximadamente una presión de 80 MPa para un 10% de arena hasta 100 MPa para un 20%.
Dada la calidad de las piezas obtenidas no se han recogido los exámenes visuales. Sólo se hace notar un aumento del vacío intergranular superficial a medida que aumenta el contenido en arena.
11.2.3 Conclusiones
El primer resultado a tener en cuenta es la necesidad de utilizar un material previamente estabilizado en valores de humedad adecuados y molturado sobre una granulometría determinada para conseguir piezas de características físicas semejantes, que garanticen, en lo posible, la homogeneidad de la barrera. El valor de humedad de la arcilla seleccionado es de, aproxi
madamente, un 13%, que aumenta ligeramente durante el molturado.
Durante los ensayos se ha demostrado que no existe una influencia determinante de la granulometría en la compactación, por lo que su optimización solo tiene sentido para presiones débiles, y que la densidad no aumenta de forma importante mientras se aumenta la presión por encima de cierto valor umbral. Esta presión umbral (60 MPa para la arcilla S-2 pura) constituye así mismo un valor seguro desde el punto de la resistencia mecánica del sistema de compactación.
Dada la presión de trabajo, se ha seguido el dictado de la experiencia industrial que prefiere una granulometría de tipo "grueso". Así, el molturado escogido entre los tres ensayados, en función de los valores obtenidos de densidad de la arcilla en la mezcla y del intervalo de presión necesario para su consecución, es Bl, el de granulometría más gruesa de todos los ensayados.
Se han confirmado los valores de densidad de las piezas obtenidas sobre S-2 anteriormente, incluso más precisos para bajas presiones, lo que reafirma la selección de esta arcilla.
Así mismo, los resultados conseguidos sobre las mezclas al 10% y al 20% de arena permiten esperar un comportamiento óptimo y simultáneo respecto a los valores de presión de hinchamiento (es necesaria una densidad de esta arcilla en la mezcla mínima de 1.73 g/cm3 para obtener 10 MPa) y de conductividad térmica (gracias a la elevada conductividad de la arena).
27

III. Ensayo de validación de una barrera de ingeniería
III ENSAYO DE VALIDACIÓN
DE UNA BARRERA DE INGENIERÍA
29 '$0

III. Ensayo de validación de una barrera de ingeniería
Este parte del informe recoge los resultados finales de los ensayos de compactación uniaxial de tipo industrial y la validación de una barrera de ingeniería de proximidad (B.I.P.), realizados en colaboración con el centro francés de investigación C.E.A. (CEN-FAR) y las sociedades C.T.E., MECA-LIBOS y CO-GEMA-SOREIS.
Los ensayos finales de compactación han sido realizados en la factoría de C.T.E., en Montsempron-Li-bos. sobre la arcilla española seleccionada como ma-terhl constituyente de barreras de ingeniería a partir de trabajos anteriores. Las pruebas de compactación se realizan con arcilla S-2, en bruto y molturada, estabilizada mediante un proceso de extrusionado y secado en la factoría de Minas de Gador (sociedad que comercializa este material) de Almería, y con mezclas de esta arcilla con una arena francesa de tipo comercial, en dos proporciones en masa fijas, del 5 % y 10%.
La última etapa del ensayo de validación de una barrera artificial de proximidad ha consistido en la fabricación propiamente dicha de la barrera, realizada en C.T.E., y su instalación en el sitio, facilitado por la sociedad COGEMA, de Fanay-Silord (próximo a Limoges, Haute-Vienne).
La fabricación ha constado de diferentes fases convergentes, más o menos simultáneas en el tiempo, que han comportado los siguientes trabajos:
• fase previa a la realización de la barrera de ingeniería de proximidad: D aprovisionamiento D estimación del posthinchamiento
• definición del procedimiento empleado: D emplazamiento D configuración del conjunto G método de fabricación • método de colocación
• fabricación del utillaje específico G módulos D moldes • ventosas D soportes de transporte
• fabricación de piezas y ensamblado de los módulos:
• realización de los pozos de almacenamiento: D infraestructura a ingeniería civil D perforación D medida de características
• colocación de la barrera: • fabricación del utillaje específico:
pinzas contenedor
D instalación • I+D de utillaje para manipulación de tipo mo-
nocapa. Los resultados finales obtenidos sobre la barrera
colocada cumplen los requisitos teóricos buscados para el almacenamiento, siendo la masa de arcilla instalada en el pozo de almacenamiento (diámetro medio 1.51 m, altura final de la barrera 6.11 m) de 15.282 Kg; lo que conduce a un valor de densidad final aparente de la arcilla, en las condiciones establecidas para la configuración española, de 1.81 g/cm3
que se reduce a una densidad final seca de la arcilla (valor teórico con una humedad del 13.5%) de 1.60 g/cm3.
III. 1 Fase previa Esta fase previa ha consistido en todos los trabajos
necesarios realizados en un primer momento para la obtención de los diferentes elementos constitutivos del proyecto, como son:
• aprovisionamiento y selección de los materiales a compactar, según los resultados de laboratorio.
• determinar el post-hinchamiento a escala real de los materiales seleccionados mediante la fabricación de piezas según el molde definitivo francés.
III.1.1 Aprovisionamiento del material
La arcilla S-2 recibida ha sufrido un tratamiento, similar a los ya descritos, en la factoría de origen (Minas de Gador, Almería), consistente en un extrusionado, secado posterior en horno y molturado grueso, para estabilizar su humedad en valores cercanos al 12%. Este valor es considerado como óptimo del material bruto, pues al efectuar el acondicionamiento posterior se elevará la humedad hasta valores cercanos al considerado óptimo.
El material a compactar en cada una de ellas es una mezcla de arcilla S-2 y arena SIKA 123. La granulo-metría de la arcilla empleada en las distintas pruebas es diferente, siendo la referencia A perteneciente a la arcilla tratada en origen y no molturada en fábrica, mientras que la referencia B es la misma arcilla molturada según la disposición de sectores B1 de ensayos anteriores.
31

III. Ensayo de validación de una barrera de ingeniería
Tabla 9
MOLTURADO
B1
B1MOL
GADOR
GADOR2
LIBOS
LIBOS2
INTERVALO GRANULOMETRICO
550 a 2800 |im
150a1450p:m
550 a 4900 \im
550 a 4900 (iim
350a4900|im
350 a 4900 (Xm
DIÁMETRO MEDIO
1650 urn
650 \im
2400 um
2400 um
2000 u.m
2000 \xm
Este material se ha acondicionado para su utilización en los ensayos previos siguiendo el proceso habitual.
111.1.1.1 Preparación de la arcilla
Se han molturado 300 kg de arcilla, siguiendo el proceso industrial ya conocido, para obtener el espectro granulométrico correspondiente a Bl, seleccionado anteriormente.
El objetivo buscado es comparar esta granulometría estándar con la granulometría bruta del tratamiento en origen, para observar si las diferencias durante la compactación, tanto en valores de densidad obtenidos como en comportamiento durante el proceso, hacen interesante el molturado tipo del material.
Los valores reales de humedad de las muestras extraídas a la recepción del material tienen un valor medio de 11.6% con una dispersión de 1.1, siendo su valor máximo de 14.0% y su mínimo de 9.7%, con 7 valores sobre 24 inferiores a 11%.
111.1.1.1.1 Control granulométrico
Se han realizado en total cuatro controles granulo-métricos: uno en origen sobre el material elaborado, dos sobre el mismo material recibido y un tercero sobre el material molturado; este último con vista a su comparación con la granulometría B1 ya establecida.
Los resultados obtenidos para los controles se muestran en la tabla XXIV y en la Fig. 48, con las referencias GADOR para la distribución ideal en origen, GADOR2 para el material elaborado en origen, LIBOS y LIBOS2 para el material elaborado recibido y Bl MOL para este material molturado. Se ha añadi
do la granulometría obtenida para B1 en ensayos previos.
Del estudio de las curvas de porcentajes acumulados se extrae una separación clara entre los materiales denominados brutos y los molturados (efecto del molido Bl) y una diferencia entre los diámetros medios de las granulometrías Bl. Caracterizando las molturaciones según sus intervalos granulometricos (80% de la masa total), obtenemos los valores siguientes expresados en la Tabla 9.
111.1.1.1.2 Control de humedad
Las arcillas ya estabilizadas sufren una modificación, generalmente un aumento de dichos valores, durante el proceso de molturado en función de diversos factores. Este incremento ha sido tenido en cuenta para la obtención de la humedad final considerada como óptima.
Los valores de humedad obtenidos para cada molturado se muestran en la tabla XXIV, junto a las granulometrías, confirmando de nuevo que la estabilización previa de la arcilla es una condición indispensable.
III.1.1.2 Preparación de las mezclas con arena
La arena utilizada como aditivo es la ya descrita anteriormente, distribuida por la sociedad francesa S.I.K.A. y denominada SIKA 123. Se ha considerado el estudio de la arcilla pura y de mezclas con arena en proporciones del 5% y 10% en masa seca, que cubren los valores a utilizar en la fabricación de los bloques.
32

III. Ensayo de validación de una barrera de ingeniería
111.1.1.2.1 Mezclado
La mezcla se ha realizado en el mezclador rotatorio usual, reduciendo al mínimo imprescindible el tiempo de la operación para evitar la modificación de las granulometrías.
Se han mezclado en total 6 lotes diferentes: dos mayores y cuatro más reducidos. Los dos lotes mayores destinados a las piezas de corona son:
• referencia A: mezcla de 250 kg de arcilla molida con 10% de arena SIKA 123 (en masa de arcilla seca)
• referencia B: mezcla de 250 kg de arcilla en bruto, no molida, con 10% de arena SIKA 123 (en masa de arcilla seca).
Los lotes menores tienen por referencias: • referencias 1 y 2: mezcla al 10% de arena
SIKA 123 con arcilla en bruto y molida, respectivamente
• referencias 3 y 4: mezcla al 5% de arena SIKA 123 con arcilla en bruto y molida, respectivamente
• referencias 5 y 6: arcilla pura en bruto y molida, respectivamente.
Se considera que en este proceso la arena no aporta agua a la mezcla en cantidad apreciable, vistas sus ínfimas propiedades de recuperación de agua, por lo que la humedad obtenida en las mezclas disminuye con el contenido en arena, mientras que la presencia de arcilla molida la aumenta.
111.1.1.2.2 Homogeneización
Se ha procedido a un proceso de cuarteos para evitar la posible diferenciación selectiva sufrida por el material en el caso de la arcilla pura y la aparición de zonas de acumulación o pérdida de arena en las mezclas.
111.1.2 Determinación de la expansión de las piezas
Para completar el estudio realizado en laboratorio sobre la expansión al salir del molde de las piezas compactadas, se ha emprendido la fabricación de piezas a escala real, según el diseño francés, para estudiar la variación del diámetro de las coronas así formadas durante un cierto tiempo (58 días). La mezcla elegida, aquella con un 10% de arena, es la que se había previsto utilizar posteriormente en la fabricación definitiva.
La evolución del diámetro se ha seguido tanto a través de la bisectriz de las piezas (referencia B)
como siguiendo las uniones entre éstas (referencia U). También, en la etapa final, se ha medido la evolución del perímetro de la corona. Se obtienen así siete medidas por cada corona formada, de las que cuatro dan información específica sobre la evolución radial de la misma.
111.1.2.1 Compactación uniaxial
Esta serie de pruebas y la fabricación posterior se han realizado en la prensa hidráulica Laeis de doble efecto y 800 Tm de fuerza total. Sus caracteríticas generales han sido ya recogidas.
Se ha realizado de la manera más estable posible, regulando la presión de compactación de la prensa a un mismo valor para todas las mezclas y para todas las piezas del mismo tipo, permitiendo una mejor comparación de los resultados.
111.1.2.1.1 Moldes
En el primer caso, se trata del mismo molde de la fabricación de las piezas de la barrera francesa. Su elección se ha basado en la necesidad de empleo de un material ya conocido y de un tamaño similar al que será el definitivo en el modelo español.
Es un molde de sección en forma de sector de corona circular, de tal forma que permite constituir una corona con seis piezas. Esto quiere decir que la cuerda sobre su parte interna tiene la dimensión de su radio y es el valor que nos ha permitido el cálculo de su sección medií riual a 916 cm2.
Sus dimensiones a diferentes niveles se recogen en la Fig. 49 y muestran el ligero aumento de sección en la parte superior, lo que permite y facilita la extracción de las piezas compactadas.
Presenta un cordón y una ranura que permiten un ensamblado más sencillo de los diferentes niveles de piezas (Fig. 50).
En el segundo caso, se trata de un molde casi cilindrico, ligeramente troncocónico (para facilitar la extracción), de 57 cm2 de sección media, que permite la fabricación de piezas destinadas a instalarse en la zona central de la barrera francesa. En nuestro caso, la utilización prevista era su mecanización para estudiar las propiedades físicas y mecánicas del material compactado de forma directa, sin extrapolación sobre el material de laboratorio.
Los moldes están provistos, como los utilizados anteriormente, de un sistema calefactor que impide las adherencias del material compactado sobre el molde.
33

III. Ensayo de validación de una barrera de ingeniería
Salvo en lo referentes a las dimensiones y la sección de los moldes, el proceso de compactación y el método empleado es idéntico al ya descrito.
111.1.2.1.2 Prensado
Para todas las piezas se ha mantenido la presión máxima durante un período de tres segundos en el proceso de prensado, manteniendo una velocidad reducida de descenso del pistón para permitir la evacuación del aire.
Los valores de presión son los del sistema de presión de la prensa multiplicados por los factores que surgen de la relación entre las secciones del pistón de la prensa y del pistón del molde, iguales a 2.884 en el primer caso y a 46.555 en el segundo. Para conseguir una mayor precisión, sobre todo con el último, se ha instalado un manómetro más sensible en la prensa. Las características finales del prensado se recogen en la Tabla 10.
La temperatura de los platos de la prensa y de los moldes se ha regulado a un valor cercano a los 1C0°C.
111.1.2.1.3 Piezas
Se ha procurado que la carga del molde sea constante en masa para las piezas de las coronas. La masa elegida ha sido de unos 25 kg, máximo a manipular manualmente.
Las características dimensionales de todas las piezas prensadas y sus referencias se relacionan en las tablas XXV y XXVI.
Se han añadido los valores de densidad aparente, de densidad seca y de densidad de la arcilla en la mezcla obtenidos para las humedades de cada tipo de mezcla. Los valores de las densidades están calculados a partir de las dimensiones medidas sobre las piezas a pie de prensa y de la sección media del molde utilizado.
El error en su determinación tiene el mismo origen que en los ensayos anteriores, habiéndose estimado
en 0.5 mm el error sistemático máximo en las medidas de espesor de la pieza y en 0.05 mm c ; las dimensiones de los moldes, por lo que el error relativo máximo que se considera sobre los valores de densidad es la suma de los errores relativos sobre las dimensiones de las piezas y tiene un valor inferior al 0.4% en las piezas de la corona y al 2.0% en las piezas cilindricas.
Dado que los valores de humedad de las muestras presentan una incertidumbre en torno al 1%. se obtiene unos valores totales de error que llevan a considerar una zona de incertidumbre máxima, en torno a cada valor, de 0.03 y 0.05 g/cm\ respectivamente. Estos valores son, en general, concordantes con las dispersiones observadas en los valores de densidad, salvo en el caso de la corona A que la presenta prácticamente nula.
Se supone que los volúmenes, tanto de la ranura como del cordón, quedan compensados al efectuar los cálculos de la densidad de las piezas.
Se han confirmado los valores de densidad de las piezas obtenidas anteriormente sobre mezclas de arena y arcilla S-2, consiguiéndose valores de densidad de la arcilla en la mezcla más elevados.
También se hace referencia en este apartado a las piezas cilindricas obtenidas con el segundo molde y a la influencia de la proporción de arena y del molturado de la arcilla. Los valores están recogidos en las tablas XXVII a XXXII.
La principal influencia se manifiesta en la dispersión de valores de densidad, que aumenta al moler la arcilla sea cual sea la proporción de arena. Aunque en las proporciones menores no es muy importante, para la mezcla al 10% llega a hacerse equivalente a la dispersión máxima aceptada para las medidas.
Es de notar que esta dispersión es mayor siempre en el caso de las mezclas con mayor contenido en arena (a igual tipo de molturado de la arcilla) y de las mezclas con arcilla molida (a igual proporción de arena). Como la influencia sobre la humedad final de estos parámetros es opuesta, se deduce que esta dis-
Tabla 10
TIPO
EST FRANCES
CILINDRICO
SECCIÓN (cm)
916
57
FACTOR
2.884
46.555
PRES. MANO (MPa)
21.0
1(1.3/1.1 •
PRES.EFEC (MPa)
60.6
53.6
* Presión inicial de la serie 1.3 MPa, luego se produce una calda de presión.
34

III. Ensayo de validación de una barrera de ingeniería
Tabla 11
REFERENCIA CORONA
A
B
0 MEDIDO
Exterior + cordón
Interior + cordón
Exterior
Interior
Perímetro
Exterior + cordón
Interior + cordón
Exterior
Interior
Perímetro
EXPANSION AL MONTAJE
1.2%
1.2%
0.8%
0.8%
0.9%
1.0%
1.2%
0.8%
0.7%
0.8%
EXPANSION +58 DÍAS
2.5%
2.5%
1.8% ¡
1.5%
1.8%
1.8%
1.8%
1.3%
1.3%
1.6%
den extraer los resultados que se expresan en la Tabla 11, con respecto a los diferentes diámetros.
Se observa que las medidas, que no incluyen el cordón de montaje, son similares a las obtenidas sobre el perímetro de las coronas. Por ello, se han considerado estas últimas como representativas del fenómeno a cuantificar. Calculando sus valores medios (dispersión entre paréntesis) se obtienen los expresados en la Tabla 12.
Considerando que en estos valores de expansión está incluida la disposición geométrica de las piezas que forman la corona y que ésta difiere en el número de piezas y, por tanto, en su importancia relativa en el modelo a realizar, se ha tomado el valor máximo calculado como representativo del posthinchamiento.
Este valor permitirá, en teoría, un almacenamiento sin problemas de los bloques ya compactados y ensamblados hasta su instalación en el pozo de almacenamiento. El valor considerado es del 2.5% en expansión radial, obtenido del valor de la corona A para el perímetro.
Se considera que la expansión en el sentido vertical del ensamblado de las piezas no es una dimensión crítica para la colocación de la barrera; siendo en todo caso inferior a la determinada durante los traba-
persión es fruto exclusivo de la granulometría obtenida en el conjunto; bien por una presencia de tamaños finos que proporciona la base para la aparición de una diferenciación durante el proceso de prensado en el material, bien porque la presencia de arena provoca el desarrollo de una distribución no homogénea de ésta en la matriz arcillosa.
La consecuencia inmediata es la consideración de una posible falta de homogeneidad en el material para el contenido en arena del 10%.
La densidad en la arcilla molida aumenta respecto a los valores de arcilla no molida, en función del contenido de arena de la mezcla, según los incrementos siguientes: 0,2% para la arcilla pura, 2.1% para la mezcla al 5% y 4.8% para la mezcla al 10% en los cilindros. En las coronas estas diferencias se reducen a 1.5% en la mezcla al 10% utilizada.
Este mínimo aumento en densidad, dentro del error de medida, no parece justificar el molturado completo del material por el tiempo y el coste adicional que supone.
111.1.2.2 Expansión
De las medidas realizadas sobre las dos coronas durante 58 días, recogidas en las tablas XXXIII a XXXVI y representadas en las Fig. 51 y 52, se pue-
35

III. Ensayo de validación de una barrera de Ingeniería
Tabla 12
REFERENCIA CORONA
A
i
B
0 MEDIDO
Tota! de valores
Perímetro
Total de valores
Perímetro
EXPANSION AL MONTAJE
1.0% (0.2)
2.0% (0.4)
0.9% (0.2)
1.6% (0.3)
EXPANSION +58 DÍAS
0.9% (0.1)
1.7% (0.2)
0.8% (0.1)
1.4% (0.2)
jos de laboratorio, al existir una carga sobre las piezas como resultado del ensamblado.
111.2.1 Emplazamiento de la experiencia
III.1.3 Resultados
El conjunto de ensayos ha permitido determinar las características finales de optimización del proceso industrial a lleva a cabo.
En primer lugar, la necesidad de utilizar un material previamente estabilizado en valores de humedad adecuados y molturado sobre una granulometría determinada (de tipo grueso) para conseguir piezas de características físicas parejas, que garanticen, en lo posible, la homogeneidad de la barrera. El valor de humedad seleccionado para la arcilla S-2 es de un 13%, aumentando ligeramente durante el acondicionamiento.
Por otra parte, la presión de compactación elegida para la fabricación de piezas es de unos 70 Mpa, limitada por las dimensiones de las piezas y la fuerza total de la prensa.
En las condiciones descritas, la densidad seca esperada en las piezas es de unos 1.80 g/cm3. En el caso de las mezclas los resultados son similares, con un ligero aumento de la densidad seca de la arcilla en la mezcla, explicado al considerar la arena como material indeformable.
III.2 Procedimiento
El procedimiento de validación queda definido por los parámetros del emplazamiento de la experiencia, la configuración elegida y la distribución del material en la misma, dependiente del sistema de realización de piezas y del método de instalación de la barrera de ingeniería.
El ensayo se realiza para un almacenamiento de combustible irradiado no reprocesado en roca dura (granito) por lo que se ha seleccionado como emplazamiento una mina perteneciente a la sociedad CO-GEMA en el sitio de Silord, situado al Norte de Limoges, en la comunidad de Razes. Este sitio ha sido utilizado anteriormente para otras experiencias de almacenamiento de combustible tratado por parte de CEA (Dardaine,1989; Fig. 53 y 54).
Parte de la mina ha sido especialmente acondicionada para el desarrollo de las operaciones; en particular, el acondicionamiento de un nicho perpendicular a la galería principal que permita la instalación de la maquinaria de perforación y de los útiles de colocación de la barrera.
III.2.2 Configuración elegida
La configuración del conjunto y la distribución del material a compactar en la misma son las bases para:
• determinar las dimensiones definitivas y la geometría de las piezas para optimizar la utilización de materiales ya existentes (p.e.: cajón de molde válido para varios moldes), con vistas a reducir costes.
• fabricar los módulos destinados a recibir las piezas para facilitar su transporte y manipulación, impidiendo daños diversos.
• realizar el utillaje necesario para la fase de realización de la barrera: fabricación de piezas (moldes), manipulación e instalación de las piezas en los módulos (ventosas) y el transporte de éstos (soportes).
36

III. Ensayo de validación de una barrera de ingeniería
Tabla 13
CONTENEDOR
Material
Peso máximo (contenedor y cubierta)
Dimensiones máximas: 0 interior 0 exterior altura espesor
Carga térmica máxima
acero inoxidable
40 Tm
0.52 m 0.80 m 4.70 m 0.14 m
1.5kW/contenedor
POZO DE ALMACENAMIENTO
Diámetro
Profundidad
Separación estimada entre pozos
1.5 m
7.7 m
8.0 m
• realizar los útiles para la fase de instalación de la barrera: manipulación de módulos (pinzas de manipulación) y simulacro del contenedor.
111.2.2.1 Configuración del conjunto
La geometría del conjunto viene prefijada por los límites impuestos por el pozo de almacenamiento y el contenedor de residuos. Las características consideradas son las que se recogen en la Tabla 13.
Las Fig. 55 y 56 muestran las características dimensionales en mm de ambos elementos del almacenamiento.
Es por tanto una configuración de tipo cilindrico con un diámetro extemo máximo de 1.5 m y un diámetro interno mínimo, donde se halla el contenedor, de 0.8 m. y una altura de 7.7 m, de los cuales 4.7 m estarán ocupados por el contenedor.
Para conservar la simetría, se hizo el estudio sobre un conjunto barrera artificial - contenedor con un espesor mínimo de material arcilloso, tanto por encima como por debajo del contenedor, superior al espesor radial de la barrera y determinado por el número de capas de material colocadas, lo que da una altura utilizada mínima del pozo de unos 6.0 m.
111.2.2.2 Distribución del material de sellado
Los ensayos realizados anteriormente mediante la técnica de bloques compactados en CEA sobre arcillas francesas y la verificación de la homogeneidad de las piezas obtenidas en los mismos por gamma-densitometría [xx], junto con la reproductibilidad de los valores de densidad en las piezas obtenidas a diferentes presiones e igualdad de condiciones con la arcilla S-2, permiten garantizar una continuidad de las propiedades de la barrera a nivel de bloques.
La distribución del material arcilloso es en forma de piezas altamente compactadas, por prensado industrial uniaxial, y la necesidad de cubrir diferentes secciones en las diferentes zonas del almacenamiento a sellar tiene por resultado realizar diferentes piezas, con sus moldes, ventosas, módulos y soportes de transporte. Estos constituyen el denominado utillaje de fabricación de la barrera.
Así mismo, facilitar la manipulación e instalación de los diferentes módulos da lugar a la fabricación del utillaje de manipulación de la barrera, constituido por las pinzas de manipulación.
111.3 Perforación de los pozos
Los trabajos han sido realizados por la sociedad SOREIS, que cuenta con experiencia en este tipo de
37

III. Ensayo de validación de una barrera de ingeniería
trabajos (perforación previa de un pozo de 1 m de diámetro mediante la técnica de corona diamantada, con extracción del testigo), en la mina del sitio de Si-lord, ya descrito.
Se trataba de la perforación mediante corona diamantada (con las consiguientes realizaciones a nivel técnico y de material de perforación) de dos pozos verticales de 8 m de profundidad, 1.5 m de diámetro y con estado superficial de paredes y verticalidad lo mejor posible, en terreno granítico. Para ello se debe cortar el granito y extraer los testigos obtenidos. Por razón del coste añadido a causa de los problemas encontrados, sólo se ha realizado uno de los pozos.
Los trabajos de perforación han conllevado una serie de labores de mejora de la infraestructura, de ingeniería civil y desarrollo de útiles de perforación específicos.
111.3.1 Infraestructura e ingeniería civil
Los trabajos de mejora del emplazamiento han llevado a la obtención de un nicho de aproximadamente 5.75 m de altura, 7.70 m de longitud y 4.00 m de anchura que permitiera la instalación de toda la maquinaria necesaria para el desarrollo de los trabajos (Fig. 57 y 58).
Se ha instalado un pórtico-grúa con capacidad de 20 Tm que se desplaza sobre el eje longitudinal del nicho yes controlado eléctricamente a distancia. Esto permite realizar las maniobras de extracción y reparación de las coronas de perforación y la manipulación de los diferentes elementos.
Se ha extendido una capa de cemento con soportes metálicos sobre los que se ha fijado la estructura de la perforadora, eliminando los electos vibratorios. También se ha vertido una capa de cemento perfectamente horizontal que permite a la corona diamantada, guiada mediante una virola en chapa, un ataque perfecto del terreno.
La iluminación, la ventilación y el suministro de aire comprimido y de agua son proporcionados por las instalaciones de la mina.
El conjunto de la instalación se puede apreciar en la lámina I.
111.3.2 Utiles de perforación
Se incluyen en este apartado todos los elementos que intervienen de forma directa en la tarea de perforación y, fundamentalmente, la corona diamantada desarrollada para la tarea.
Los diferentes aspectos de la perforación y de la extracción de testigos quedan registrados en las láminas II y III.
111.3.2.1 Coronas diamantadas
Se han utilizado dos coronas de perforación de 1.5 m de diámetro (Fig. 59), una de 1 m de longitud (para el inicio del pozo) y otra de 2.5 m (para la continuación del mismo).
Han sido fabricadas por la sociedad italiana COR-D1AM según especificaciones derivadas de trabajos previos. La dimensión de los segmentos diamantados se ha determinado por diversos parámetros: peso aplicable al útil, velocidad de rotación y circulación del fluido, siendo la velocidad de penetración función del número de segmentos.
Cada segmento está compuesto de una matriz que enroba polvo de diamante natural y tiene una ranura que permite fijarla sobre el borde de ataque de la corona. Se fijan mediante soldadura.
111.3.2.2 Máquina perforadora
Se trata de una BF 1500 DIAMANT BOART, con motor térmico que alimenta una central hidráulica, capaz de ejercer empuje o retener mediante dos cilindros, con una cabeza orientable de 600 mm de carrera, chasis retráctil deslizante sobre la estructura y capacidad máxima de maniobra de 13.7 Tm.
Es solidaria con una estructura inferior de 1.4 m de altura que permite la extracción de la corona e incluye una plancha de trabajo. Su emplazamiento final ha sido sobre el pozo más cercano a la galería principal (Fig. 60).
111.3.2.3 Cojín de ruptura
La necesidad de ruptura del testigo y la imposibilidad de utilizar medios convencionales para la misma, como la tracción (Puy Huarte, 1981), ha llevado al desarrollo de un cojin neumático de gran superficie y mínimo espesor que permite su introducción en la ranura dejada tras la extracción de la corona de perforación.
Su superficie cubre la mitad de la circunferencia del testigo y, al aplicar una presión neumática en su interior, rompe el testigo en su base por compresión y extensión en lados opuestos.
Sólo resta el anclaje del bloque y las extracción mediante el pórtico grúa (lámina III).
38

III. Ensayo de validación de una barrera de ingeniería
lü-3.2.4 Otros medios
La inyección de agua se ha garantizado mediante una bomba FLIGHT de baja presión y fuerte caudal, que permite la limpieza del pozo y la eliminación de los restos al tiempo que lubrifica y refrigera la corona.
Los aditivos de perforación son los productos GSP, GS 550 y GS 20, un polímero espesante y un refrigerante de alta presión respectivamente.
111.3.3 Desarrollo de los trabajos
Se ha dividido en dos partes, la instalación de los trabajos y la perforación propiamente dicha, siendo ésta última la que presenta anomalías, tanto respecto al comportamiento de las coronas de perforación como respecto a la ruptura y extracción de los testigos (hasta un 20% del tiempo total). Este último es consecuencia del estado Usurado del terreno.
El análisis de tiempo se presenta en las tablas XXXVII y XXXVIII, junto con la curva profundidad/tiempo real de perforación (Fig. 61, en m/h).
El tiempo real de perforación es de 67.75 horas, esto es, alrededor de 12 cm/hora (considerado un buen resultado dado el estado de fracturación del granito).
111.3.4 Características del pozo
Se han determinado las características físicas del pozo que pueden afectar a la instalación de la barrera: el diámetro y la desviación respecto a la vertical.
111.3.4.1 Diámetro
Se ha utilizado un calibrador de tres brazos cuyas características y registro gráfico se presentan en las Fig. 62 y 63. Los registros dan un diámetro medio de 151 cm.
111.3.4.2 Desviación
El principio de la medida es la determinación a lo largo de 8 generatrices del cilindro de un punto cada 50 cm respecto a la vertical que pasa por el eje del pozo en el nivel 0 (Fig. 64).
La medida se efectúa mediante una lente nadiral con ocular laser WILD ZNL y ocular WILD GL02. La precisión de la medida es de 2 mm respecto al eje del sondeo en el nivel inicial.
La desviación medida es de tipo lineal y con orientación regular del eje del pozo. Su valor es inferior al
0.2%. Sus registros, numérico y gráfico, se dan en la tabla XXXIX y la Fig. 65).
111.4. Realización de la barrera
La fabricación incluye el desarrollo de los útiles de ensamblaje (módulos de soporte, ventosas de manipulación y soportes de transporte) y los útiles de fabricación (moldes y material de mecanizado), además de la fabricación de la piezas y ensamblado de los módulos.
111.4.1 Consideraciones previas
111.4.1.1 Módulos de soporte
Las dimensiones de los módulos de soporte se han adaptado a los valores de manipulación "in situ" durante la instalación de la barrera para facilitarla. Se ha limitado el peso máximo por módulo a 2.5 Tm, aproximadamente, para facilitar las operaciones de manipulación y transporte.
Esto lleva a considerar la instalación de diferentes clases de módulos, en número total de siete, repartidos en la barrera según el esquema siguiente:
• 5 módulos estándar • 1 módulo inferior o de fondo de pozo • 1 módulo superior o de boca de pozo Tanto el módulo inferior como el superior son ma
cizos, esto es, el volumen total soportado por ambos está completamente lleno por piezas de arcilla compactada. El módulo estándar permite en su zona central la introducción del contenedor, por lo que solo tiene una corona cilindrica exterior formada por los bloques (corona estándar).
El módulo inferior descansa sobre un base plana en el fondo del pozo, mientras que los módulos estándar se sitúan sobre éste. Finalmente, tras la introducción del contenedor, se completa la barrera con la instalación del módulo superior.
La necesidad de encajar la base de cada uno de los módulos en la parte superior de los otros (salvo en el inferior), para garantizar la estabilidad del conjunto y la formación de un entubado que facilite la introducción del contenedor, hace necesario un diseño especial de esta corona inferior de los módulos que conduce a la fabricación de una nueva clase de pieza.
En los módulos no estándar, la zona circular central exige, a su vez, la fabricación de al menos dos piezas: una que constituye la zona exterior (denominada pieza interior) y otra central que completa la superfi-
39

III. Ensayo de validación de una barrera de ingeniería
cic. La fragilidad de las piezas compactadas cuando sus diedros forman ángulos agudos aconsejan la utilización de estas dos piezas.
La composición de cada uno de los módulos, en las diferentes coronas y zonas, es por tanto:
• MÓDULO ESTÁNDAR, formado por 1 corona inferior en la base que soporta 6 coronas estándar;
• MÓDULO INFERIOR, formado por 5 coronas estándar y 5 zonas centrales;
" MÓDULO SUPERIOR, formado por 1 corona inferior en la base que soporta 5 coronas estándar, y 5 zonas centrales.
III.4.1.2 Piezas
La optimización de los procesos de fabricación y mecanización de piezas de arcilla constitutivas de la barrera exige la determinación de un espesor de pieza, que se ha tomado igual a 130 mm. Este valor es el ideal en relación a las características del prensado, a las secciones estimadas de las piezas y a la masa máxima prevista por pieza (sobre 25 kg, que asegura su fácil manejo).
Aunque en principio parecen necesarios cuatro moldes para la obtención de las diferentes piezas, la posibilidad de mecanizarlas reduce el número de moldes a un mínimo imprescindible de dos. Esto se logra mediante la obtención de las piezas que forman la corona inferior a partir de las que forman la corona estándar (piezas estándar) y mediante el diseño hexagonal de la pieza central de la zona circular central, lo que permite su mecanización a partir de la pieza interior (dimensionada para facilitar la tarea) con un aprovechamiento máximo de las facetas moldeadas de la misma.
Resultan, por tanto, un total de cuatro tipos de piezas altamente compactadas, repartidas según las tres distribuciones superficiales siguientes:
• CORONA ESTÁNDAR: es la corona que rodea al contenedor lateralmente, compuesta de 12 piezas estándar;
• CORONA INFERIOR: es la corona que rodea al contenedor lateralmente permitiendo el acoplamiento entre módulos, compuesta de 12 piezas estándar mecanizadas;
• ZONA CENTRAL: es la zona que completa los módulos superior e inferior, formada por una zona exterior compuesta de 6 piezas interiores y 1 pieza hexagonal central mecanizada a partir de otra pieza interior.
111.4.2 Fabricación del utillaje
Consta de la fabricación de los módulos destinados a recibir las piezas para facilitar su transporte y manipulación, impidiendo daños diversos, y de la realización del utillaje necesario para la fase de fabricación de la barrera (moldes), para la manipulación e instalación de las piezas en los módulos (ventosas) y el transporte de éstos (soportes).
111.4.2.1 Módulos
La fabricación de los diferentes módulos ha sido realizada por la empresa MECA-LIBOS (Montsem-prom-Libos), encargada así mismo de la fabricación, instalación y puesta a punto de los moldes.
Se han tenido en cuenta toda una serie de imperativos en la concepción y en el desarrollo de los módulos, adaptando éstos a las necesidades, tanto de facilidad de instalación como de conservación de las propiedades de la barrera.
111.4.2.1.1 Consideraciones previas
De todo lo expuesto en las consideraciones previas sobre la configuración de los módulos y de las piezas que los forman, se extraen las siguientes características comunes a la fabricación de módulos:
• La base debe ser perfectamente plana en su parte inferior para permitir un apoyo perfecto con aumento de la estabilidad del conjunto (por un reparto homogéneo de la carga) y una disminución del vacío intermodular; al mismo tiempo, su descenso debe estar garantizado en cualquier condición, lo que lleva a considerar un diámetro exterior de 1.485 mm. Se utiliza chapa de 10 mm de espesor.
• Debido a la utilización de la ranura de acoplamiento de las piezas, la base debe estar dotada de los cordones necesarios para facilitar la operación de ensamblado.
• El entubado que permite el descenso del contenedor debe tener la holgura mínima que garantice la operación; así, vistas las características del contenedor, se ha tomado un diámetro interno de 810 mm.
• El entubado interno debe tener el menor contenido posible en material extraño al que constituye la barrera; de aquí la elección de una chapa de 4 mm de espesor, con perforaciones de 20 mm, que permite una resistencia suficiente con un volumen mínimo.
40

III. Ensayo de validación de una barrera de ingeniería
• El entubado individual de cada módulo debe permitir un montaje sencillo y seguro, con suficiente estabilidad mecánica, que facilite las operaciones de instalación. Para ello se ha previsto una prolongación del entubado en la parte superior de los módulos, que encaja en un ensanchamiento de la parte inferior del módulo a colocar encima. La prolongación y el ensanchamiento deben tener unas dimensiones tales que, por un lado, permitan un fácil acoplamiento longitudinal (holgura entre sus diámetros) y, por otro, dejen una zona de enganche a los diferentes tipos de pinzas de manutención a utilizar durante la instalación.
III.4.2.1.2 Dimensiones y realización
De lo anterior se han determinado las dimensiones del ensanchamiento inferior (altura mínima de 120 mm y diámetro interno de 829 mm) y del alargamiento superior (altura máxima de 70 mm y diámetro extemo de 818 mm).
Estas dimensiones garantizan en teoría una guía perfecta durante el montaje de la barrera y la existencia de un espacio libre de 50 mm para el enganche de las pinzas de manutención.
Las dimensiones finales de los diferentes tipos de módulos para las distribuciones de carga elegidas, con espesor de capa de 130 mm, se dan en las Fig. 66, 68 y 70.
También se presentan diferentes detalles particulares de cada uno de los módulos en las Fig. 67, 69 y 71, en especial el tipo de soldaduras efectuadas para garantizar la solidez del conjunto.
La masa final de los módulos es de 140 kg para los estándar, 178 kg para el superior y 175 kg para el inferior (tabla XL).
111.4.2.2 Moldes
La empresa MECA-LIBOS es también la encargada de la fabricación, instalación en prensa y puesta a punto de los moldes.
111.4.2.2.1 Determinación de dimensiones
Para el cálculo de las dimensiones de los moldes a fabricar se ha considerado que las cotas interiores no pueden sobrepasar, en ningún caso, las dimensiones prefijadas por los módulos de soporte, siendo estos valores un diámetro de 818 mm para la corona estándar (837 mm para la corona estándar mecanizada). Si se considera la holgura necesaria para el montaje, es
tos diámetros pasan a ser de 822 y 841 mm (con 4 mm de juego sobre el diámetro), respectivamente.
Así, para que el montaje inmediatamente posterior a la salida de la pieza del molde sea posible, es necesario que los diámetros interiores sean exactamente los fijados y, dado que la expansión se verá limitada hacia el interior por el soporte, se considera que ésta afectará en su totalidad al diámetro exterior.
Las características determinadas para los módulos nos permiten establecer unos diámetros máximos de 1.485 mm (para las coronas exteriores de la barrera) y de 802 mm (para la zona central). En este útimo caso se ha tenido en cuenta una holgura radial adicional (de 8 mm sobre el diámetro del módulo), para prevenir problemas de ensamblado al tratarse de un espacio limitado exteriormente por el entubado del módulo.
Para las piezas resultan las cotas que se recogen en la Tabla 14.
Estas dimensiones aplicadas a la geometría del pozo, supuesto de diámetro constante de 1.5 m, conducen a una estimación aproximada del índice de vacíos del 8.6% en la zona no ocupada por el contenedor y del 7.5 y 5.2% en la zona ocupada por el contenedor, mecanizada y no mecanizada, respectivamente. Aplicándola sobre el conjunto de la altura de la barrera en el pozo de almacenamiento, en sus diferentes zonas, se obtiene una estimación global máxima del índice de vacío del 6.2%. Este valor es compatible con las densidades finales de arcilla en la barrera que se esperan obtener, aún teniendo en cuenta la expansión de las piezas.
De los estudios de la evolución de la anchura de las coronas se obtiene el valor máximo de esta expansión del 2.5% que, aplicado a las piezas da los valores retenidos para los moldes (Tabla 15).
Las obtención general de las piezas, con las cotas iniciales y tras expansión, se muestra en la Fig. 72; también se muestran las cotas definitivas tras montaje de los moldes fabricados al efecto (Fig. 73 y 74) y la disposición teórica final de cada una de las distribuciones superficiales consideradas: corona estándar, corona mecanizada y zona central (Fig 75, 76 y 77).
111.4.2.2.2 Elección de aceros
Se han utilizado aceros de características similares a los ya probados en los ensayos franceses pero con un tratamiento específico para la obtención de propiedades idóneas.
En general, en vista del carácter especialmente abrasivo de la arcilla S-2 y de su empleo previsto en
41

III. Ensayo de validación de una barrera de ingeniería
Tabla 14
TIPO PIEZA
estándar
mecanizada
interior
j I hexágono l , _
0 EXTERNO (mm)
1485
1485
802
0 INTERNO (mm)
822
841
* 110
" 1 2 7
ESPESOR (mm)
314
305
mecanizado de una interior
SECCIÓN (cm2)
1001
980
772
419
* cota interna: radio de la circunferencia inscrita en el hexágono. ** cota interna: longitud del lado del hexágono (radio de la circunferencia circunscrita al mismo).
mezcla al 10% de arena, se ha primado la dureza superficial en las zonas expuestas al desgaste por rozamiento (blindajes laterales de los moldes y de los platos de la prensa).
La elección de los aceros utilizados se ha efectuado según la función a realizar. Se han escogido para las piezas con tratamientos superficiales el de referencia Z200 C13, mientras que para las piezas de soporte de los platos ha sido el de referencia 40 CMD8 +S y para las piezas de ajuste de los blindajes el XC 48 ó A 60 (siempre según la normativa francesa AFNOR).
Estos aceros, cuya composición se recoge en la Tabla 16, tienen las siguientes características:
• Z200 C13: se trata de un acero con fuerte aleación (alguno de los elementos supera el contenido del 5%) que presenta una fuerte resistencia al desgaste y elevada indeformabilidad. Se utiliza en piezas no sometidas a esfuerzos importantes en flexión.
• 40 CMD8 +S: es un acero con débil aleación (todos los elementos en proporción inferior al 5%) sometido a un pretratamiento en origen, su composición lo hace recomendable para la rea
lización de moldes sin necesidad de tratamiento térmico. La presencia de azufre facilita una mejora del mecanizado manteniendo una buena capacidad de temple.
• XC 48: es un acero sin aleación, especial para tratamiento térmico (temple al agua). Se utiliza en piezas de resistencia media con dureza elevada en superficie.
En anexo I se muestra una equivalencia de estos aceros con algunas de las normas existentes y características de algunos de ellos de similar composición, así como un recordatorio de los tratamientos térmicos utilizados para conferirles las características requeridas
111.4.2.2.3 Características finales
Los tratamientos térmicos específicos aplicados a las diferentes piezas del molde se recogen en la Tabla 17.
Con ellos se ha buscado la obtención de una dureza máxima sobre las superficies más expuestas a la abrasión por el material, sobre todo con la adición de
Tabla 15
TIPO MOLDE
estándar
interior
0 EXTERNO (mm)
1450
782
0 INTERNO (mm)
822
*127
ESPESOR (mm)
314
SECCIÓN (cm2)
934
731
: cota interna: radio de ¡a circunferencia circunscrita al hexágono.
42

II. Ensayo de validación de una barrera de ingeniería
Tabla 16
REFERENCIA AFNOR
Z200C13
40 CMD8 +S
XC48
valor medio
COMPOSICIÓN %
C
2.0
0.4
0.45 0.51 0.45
Si/*S
*S 0.O5
0.1 0.4 0.3
Cr
13.0
1.9
Mn
1.5
0.5 0.8 0.7
Mo
0.2
I
arena a la mezcla, como son las superficies laterales del molde.
Durante la fase de prensado de las piezas se han producido desprendimientos en la superficie de las placas superior e inferior que han llevado a la realización de un nuevo tratamiento térmico para eliminar estos defectos.
III.4.2.3 Út i les de mecanizado
El mecanizado de las piezas ha sido rutinario en el caso de las piezas estándar, realizado mediante un útil de tipo rotatorio (especie de fresadora) con la forma adecuada que avanza sobre la pieza fijada al soporte aumentando el diámetro interno hasta el valor requerido.
La mecanización se realiza en una sola dirección lo que produce un desprendimiento irregular y excesivo del material de la pieza al alcanzar el final de la misma. Está previsto que este mecanizado se realice en caso necesario desde ambas caras de la pieza para un acabado más preciso.
111.4.2.4 Ventosas
El objetivo de esta fabricación es la demostración de la viabilidad del sistema de manipulación individual de las piezas a la salida de la prensa y su ensamblado sobre el módulo respectivo mediante ventosas, lo que permite vislumbrar un sistema totalmente automatizado para el ensamblado completo de cada módulo. Se han fabricado dos ventosas, específicas para cada tipo de pieza, bien estándar bien interior.
Tabla 17
BLINDAJES LATERALES
BLINDAJE DE PLACAS
SOPORTE DE PLACAS
AJUSTE BLINDAJE
Z200C13
Z200 C13 (1)
Z200C13 (2)
40CMD8 +S
XC48
Temple aceite 960'C Revenido 180'C
Temple aceite 960°C Revenido 250°C
Temple aceite 960"C 3 revenidos 300°C
Tallado en la masa
No especificado
62-64
58-60
58
31-34
No especificado
* HRC: dureza Rockwell C.
43

III. Ensayo de validación de una barrera de ingeniería
Así mismo, esta fabricación sirve de partida para la fase posterior de desarrollo de un sistema de ventosas capaz de manipular una corona completa, en un solo bloque o formada por piezas, permitiendo su instalación directa en el pozo de almacenamiento.
La ventosa en sí consta de un mango de sujección, una placa soporte rígida (en material rectificado), un sistema neumático y una junta perfilada en material suave (de la marca SAPELEM) que garantiza el sellado sobre la superficie de la pieza durante la aspiración. Está dividida en dos cámaras individuales, comunicadas mediante un tubo soldado, que permiten la sujección uniforme de la pieza a pesar del cordón central. El croquis de la ventosa para las piezas interiores y su esquema neumático se muestra en anexo II, siendo la otra ventosa diferente solo en sus dimensiones.
111.4.2.5 Soportes
Con objeto de facilitar la tarea de acondicionamiento, tanto en su período de fabricación (ensamblado y manejo) como en la etapa de transporte (carga en la fábrica, transporte por carretera y descenso al emplazamiento de la prueba), y evitar daños a los módulos ya completos con su carga, se han realizado una serie de siete soportes planos, en madera, que permiten la manipulación mediante una carretilla elevadora, al tiempo que proporcionan un espacio de protección frente a choques.
Cinco de ellos presentan la particularidad de una perforación en su base del mismo diámetro que el diámetro interno de los módulos estándar, para permitir la introducción de la pinza de manipulación de estos módulos (Fig. 78, tabla XL).
111.4.3 Fabricación de piezas y ensamblado de módulos
La fabricación de las piezas y su ensamblado posterior sobre los módulos se han desarrollado en la sociedad C.T.E. (Libos).
111.4.3.1 Materia!
Una modificación de última hora se ha producido sobre el tipo de material a compactar en virtud de los valores obtenidos en laboratorio.
De las experiencias realizadas se deduce que el aumento en conductividad térmica obtenido por la inclusión en el material a compactar de la arena de cuarzo (arena SIKA 123 al 10%), no compensa la disminución observada en la conductividad hidráuli-
44
ca y, sobre todo, en la resistencia mecánica del material.
Esta última ha sido determinante en la decisión, debido a las características del contenedor propuesto, de compactar la arcilla S-2 pura, sin mezcla de arena, en las condiciones estándar de origen, sin molturar, con referencia granulométrica LIBOS o L1BOS2 (Fig. 48, tabla XXIV).
111.4.3.2 Moldes
Los moldes instalados para la realización de las piezas son los correspondientes a la fabricación del utillaje descrito anteriormente.
Durante el prensado se ha producido la rotura de una de las esquinas del plato superior de la prensa, correspondiente al molde estándar, al desprenderse un trozo del mismo. Es un posible indicio de un tratamiento térmico excesivo o incorrectamente hecho (demasiado rápido) del acero del plato, lo que ha llevado a unos valores de dureza (y fragilidad) muy elevados o a la existencia de zonas de debilidad mecánica en el material, respectivamente.
La corrección de este defecto consiste en un recocido del plato y posterior rectificado, pero la premura en realizar la fabricación, ha aconsejado el desbastado de esta parte de las piezas obtenidas mediante una fijadora, postponiendo la reforma del plato. El tratamiento térmico utilizado ha sido reseñado en el apartado referente a los moldes.
Otro problema observado en este molde ha sido la rotura inesperada del cordón superior en algunas piezas. Se atribuye a la existencia de tensiones acumuladas en los tornillos que sujetan el pistón superior, las que, liberadas repentinamente en el momento de la descompresión, producen un cizallamiento que fisura el cordón.
Un mejor alineamiento de los platos con los elementos del molde, junto con la utilización de un agente de desmoldeo, ha permitido eliminar la fisura-ción.
En cualquier caso, se ha elevado la temperatura de todos los elementos al máximo permitido por las tolerancias mecánicas entre los mismos y sus propiedades físicas (dilatación y resistencia), principalmente en el caso del pistón superior donde se encuentra el cordón. Estas temperaturas son 95 °C para el pistón superior, 80°C para el pistón inferior y 105 "C para el cuerpo del molde, reguladas mediante el sistema de control de la prensa, y superiores en unos 30 °C a las consideradas en principio para los pistones durante la fabricación.

111. Ensayo de validación de una barrera de ingeniería
Tabla 18
TIPO
ESTÁNDAR
INTERIOR
SECCIÓN (cm)
934
731
FACTOR
2.829
3.614
PRESMANO (MPa)
2.43
1.90
PRES EFEC (MPa)
68.7
68.7
111.4.3.3 Prensado
Para todas las diferentes piezas se ha mantenido la presión máxima durante un período de tres segundos en el proceso de prensado, manteniendo la misma velocidad de descenso del pistón de los últimos ensayos.
Los valores de presión son los del sistema de presión de la prensa multiplicados por los factores que surgen de la relación entre las secciones del pistón de la prensa y del pistón en los dos moldes utilizados, iguales a 2.829 y a 3.614 para las piezas estándar e interior, respectivamente. Para conseguir una medida más precisa se ha instalado un manómetro más sensible en la prensa, que ha permitido regular la presión de compactacion a un valor de 68.7 Mpa, adecuado al propósito perseguido.
En la Tabla 18 se muestran las características generales del prensado para las distintas piezas prensadas.
111.4.3.4 Piezas
La carga del molde ha sido realizada mediante un sistema de alimentación automático consistente en un cajón móvil, que aporta el material desde una tolva adyacente a la prensa, y una cortina que barre el molde en su parte superior, enrasando el material aportado al mismo. Esto conduce a una alimentación del tipo volumen constante. La masa media obtenida en el caso de las piezas estándar es de unos 25.5 kg, con variaciones debidas a la falta de homogeneidad del material, en esta ocasión con tratamiento exclusivamente industrial (sin cuarteos previos).
No se han realizado medidas individuales de las piezas, considerándose exclusivamente el conjunto de cada módulo tras el montaje de todas las piezas que lo forman. La razón de ello es la obtención de un valor medio de la masa final de material instalado en la barrera y la gran dificultad presentada para la regulación precisa de la altura de las piezas a obtener.
La altura o espesor de pieza prefijado de 130 mm ha sido muy difícil o imposible de mantener, debido a las variaciones en las características del material a
compactar. Esto ha llevado a la realización de series de piezas en las que se han conservado las características de regulación de la prensa en altura de carga del molde, obteniéndose piezas entre 125 y 135 mm de espesor. Posteriormente, mediante combinaciones entre capas de diferentes espesores, se han obtenido las alturas de material de barrera en el módulo deseadas (en el caso de los módulos estándar, cuatro de ellos tienen al montaje una altura de 910 mm y el quinto 906 mm).
La principa] dificultad viene de la falta de homogeneidad del material, a pesar de su estabilización previa y del ciclo industrial sufrido, o precisamente a causa de éste, que produce siempre una diferenciación granulométrica, lo que conduce a considerar la necesidad de un control ponderal (en masa) del material prensado. Este control permitiría garantizar un contenido en material mínimo, lo que para una presión dada y trabajando con materiales estabilizados conduce a un espesor de pieza prácticamente constante, condición imprescindible para la automatización del proceso.
La única variable a controlar que resta es la deriva en la presión de compactacion (generalmente una caída de esta presión), que se produce durante la producción de largas series al calentarse el fluido que transmite la presión a los pistones y producirse pequeñas fugas del mismo en las juntas de las partes móviles del sistema.
Se supone que los volúmenes, tanto de la ranura como del cordón, quedan compensados en el montaje de los módulos aunque no intervienen en el cálculo de la densidad final de la barrera.
La primera serie de piezas fabricadas ha sido la de menor número de piezas del mismo tipo a compactar, la de piezas interiores destinadas a la zona central (y por tanto a la mecanización para obtener los hexágonos centrales a partir de ellas). Su fabricación y posterior montaje en el interior de los módulos no ha presentado dificultades y ha permitido verificar el funcionamiento y las capacidades de la ventosa menor.
45

III. Ensayo de validación de una barrera de ingeniería
111.4.3.5 Mecanizado
El mecanizado de las piezas ha sido rutinario en el caso de las piezas estándar. Del valor previsto de diámetro interior a obtener en la pieza mecanizada, y a la vista del juego excesivo obtenido sobre las piezas de la zona central, se ha disminuido el valor del mismo hasta el mínimo imprescindible que garantice el montaje (en torno a los 837 mm de diámetro).
En el caso de las piezas hexagonales se ha presentado el problema de la selección del disco de corte, ensayándose varios hasta obtener un corte limpio mediante la utilización de un disco al carburo de tungsteno.
Así mismo, la necesidad de proporcionar una base perfectamente plana para posar los módulos posteriores en la formación de la barrera, conduce a la eliminación del cordón de ensamblado sobre la corona superior de todos los módulos. Esto no presenta grandes dificultades, pues el cordón salta con facilidad (es la zona más frágil de las piezas) y un ligero desbastado sirve para obtener un estado de superficie satisfactorio.
111.4.3.6 Ensamblado
El montaje final de la zona central ha dado como resultado la observación de un juego importante entre las diversas piezas, fundamentalmente entre éstas y el módulo (en ocasiones superior a 20 mm), pero que debiera ser colmado por la expansión prevista del 2.5%.
En cualquier caso, si en posteriores fabricaciones no fuera de preveer una larga etapa de almacenamiento antes de la instalación de la barrera (como ha sido este caso), es posible suponer un ajuste de las dimensiones de las piezas sobre las de los módulos tan preciso como se desee, con una reducción sustancial del juego entre las piezas y los módulos con el incremento en los valores de densidad del material instalado en la barrera que ello supondría.
El juego entre las piezas y el módulo respectivo no es constante e indica una ovalización del soporte proporcionado por el módulo, con una forma elíptica de diámetro mínimo observado de 800 mm y diámetro máximo de 820 mm. Dado que los controles de fabricación efectuados permiten garantizar las dimensiones de los módulos en origen, se supone que la deformación aparece durante la carga de las piezas sobre los mismos; para evitar la deformación se ha instalado en cada módulo un collarín plano móvil, de 100 mm de anchura, realizado en chapa de 2 mm de espesor, que mantenga la forma cilindrica del módulo.
Este aumenta ligeramente el vacío residual de la barrera.
El exceso de juego entre las piezas de la zona central hace recuperar la idea de fabricación de un molde específico para la pieza central hexagonal (lo que evitaría el mecanizado), pero siempre a condición de disponer de varias prensas y con la dificultad añadida de fabricaciones diferenciadas.
Respecto a esta pieza también ha surgido el problema de la coincidencia de los fragmentos de cordón de una pieza con la otra, al rotarse el eje de simetría de cada capa 30" para evitar la aparición de caminos preferenciales (fisuras de las juntas entre piezas alineadas). Si consideramos el ajuste optimizado entre piezas que se puede obtener en futuros ensayos y el perfecto ajuste entre cordón y ranura, este problema es anecdótico.
IIII.4.3.7 Resultados
Estos resultados han sido obtenidos a partir de mediciones realizadas al día siguiente del montaje de los módulos y presentadas en la tabla XL.
La masa total de arcilla sobre la barrera es de 15.282 kg.
Sobre los resultados obtenidos se ha seguido así mismo la evolución de las diferentes dimensiones de cada módulo, al cabo de un mes del montaje, según tres diámetros interiores (separados 60°) y tres perímetros a diferentes niveles de la carga (en la base del módulo, en medio y en la zona superior), dando los resultados de la tabla XLI.
De los valores se observa que la expansión radial (montaje incluido) de los valores de diámetros externos alcanza ya un valor medio del 1.2% con un diámetro medio de 1.467 mm (1.3% en el peor de los casos), mientras que la expansión vertical es, en las mismas condiciones y para el caso más desfavorable, del 0.5%.
111.5 Validación de ia instalación de la barrera
La prueba de validación de la colocación de una barrera artificial de proximidad se ha realizado en el sitio de Fanay-Silord, en la división minera COGE-MA de La Creuzille (Haute-Vienne, en las proximidades de Limoges); en el nicho especialmente preparado al efecto.
Ha supuesto el estudio y la fabricación de los medios específicos de manipulación e instalación, del contenedor simulado y de la colocación posterior.
46
III. Ensayo de validación de una barrera de Ingeniería
Para facilitar en lo posible la instalación de la barrera, se han puesto a punto unos raíles que se tienden sobre la boca del pozo prolongando otros existentes en la galería de acceso y que permiten desplazar hasta el punto de carga tanto los diferentes módulos a descender como los útiles de manutención y anteriormente de perforación.
Los módulos, ya ensamblados en fábrica, han sido transportados al lugar de los ensayos con varios días de antelación y almacenados en una galería adyacente al nicho, convenientemente protegidos y ordenados (ésto último con vista a reducir al mínimo el número de manipulaciones ajenas a la colocación en el pozo propiamente dicha).
Así mismo, se ha previsto la introducción de un contenedor simulado (mismo volumen y peso aproximado) para efectuar un control completo de la operación.
III.5.1 Fabricación del utillaje específico
En este apartado se describen los diferentes útiles fabricados, tanto para la manipulación de los módulos, ya cargados, durante la instalación en el pozo, como para simular las características físicas del contenedor de residuos radiactivos.
111.5.1.1 Pinzas de manipulación
Las principales necesidades de funcionamiento a cubrir por las pinzas de manipulación son:
• sistema simple, robusto y preciso • mantenimiento mínimo (utilización en ambien
te subterráneo)
• centrado de los módulos de carga en el pozo (para facilitar el montaje de la barrera)
• manipulación de dos tipos de módulos, con carga total (módulos inferior y superior) y con carga anular (módulo estándar).
Es esta última característica la que ha decidido la fabricación de dos tipos de pinzas, estándar y especial, ambas basadas en un sistema de pistones de doble efecto, solidarios con las piezas necesarias para el bloqueo y sujección del módulo.
La descripción de ambos útiles, así como su esquema neumático y la explicación de su funcionamiento se encuentran en anexo III.
111.5.1.2 Simulacro del contenedor
Dentro del proyecto realizado se encuadra la fabricación de un contenedor simulado que pemiita una validación del procedimiento completo de colocación de la barrera de ingeniería y del contenedor de residuos.
Dada la imposibilidad de realizar un contenedor con las características físicas del contenedor en estudio (con una masa final en torno a 40 Tm) se ha fabricado un simulacro que respete lo más precisamente posible las dimensiones del contenedor (cilindrico de 800 mm de diámetro y 4.700 mm de altura) pero con un peso total de solamente 215 kg.
De las dos posibilidades consideradas, fabricación en una sola pieza o fabricación en dos piezas con ensamblado posterior, se ha elegido la primera por considerarla más representativa de las condiciones finales de colocación en el pozo; a pesar de los problemas de manipulación asociados a las reducidas dimensiones en altura del nicho de emplazamiento del ensayo.
El contenedor simulado, fabricado en chapa de espesor 20/10, respeta las dimensiones dadas en longitud y diámetro con una tolerancia de +1 y -2 mm. En su parte superior un eje soldado de 0 20 mm permite la elevación y la manipulación del contenedor (Fig. 79).
III.5.2 Instalación de la barrera
Se ha realizado en el lugar previsto para los ensayos una vez finalizada la perforación del pozo y retirada la maquinaria utilizada para la misma.
El proceso general de instalación de la barrera en el pozo ha consistido en el desplazamiento de cada uno de los módulos hasta la vertical del pozo mediante una vagoneta sobre los raíles tendidos sobre el mismo, la captura de cada uno de los módulos (o el contenedor simulado en su caso) mediante la pinza específica a cada modelo (especial o estándar) sujeta a la grúa del pórtico, el descenso en el pozo y la colocación en la barrera mediante la liberación de la pinza.
La utilización de un punto fijo de referencia para el descenso evita excesivos balanceos de la carga.
111.5.2.1 Trabajos previos
El fabricante de las pinzas de manipulación de los módulos ha instalado un sistema de alimentación en presión consistente en un compresor, dos conductos flexibles de presión que se conectan a las pinzas tras pasar por la válvula de distribución y un sistema de
47

III. Ensayo de validación de una barrera de Ingeniería
recogida de los conductos que impide molestias durante las operaciones de ascenso y descenso de las pinzas.
Se ha limpiado completamente el pozo y la zona adyacente de la galería, tanto de restos de la perforación como de materiales sobrantes, para evitar toda intromisión en las labores a desarrollar.
Antes de la instalación de la barrera en su totalidad se ha procedido a una serie de ensayos de funcionamiento y de descenso de las pinzas, en vacío y a plena carga. Todos estos ensayos han sido totalmente satisfactorios, realizándose las sucesivas operaciones y el apilamiento de los módulos sin problema alguno.
111.5.2.2 Procedimiento
El conjunto de trabajos previamente realizados ha permitido depurar el procedimiento adoptado de colocación de la barrera completa. Este procedimiento consta de las siguientes etapas:
• instalación de la pinza especial • captura, descenso, centrado y liberación del
módulo inferior • instalación de la pinza estándar sin el sistema
inferior de centrado • captura, descenso, centrado y liberación del
primer módulo estándar (en este caso no hay sistema de centrado para poder apilarlo sobre el módulo inferior que es macizo)
• instalación del sistema de centrado de la pinza estándar
• captura, descenso, centrado y liberación de los restantes módulos estándar (el centrado se hace por gravedad)
• captura, descenso y liberación del contenedor simulado
• instalación de la pinza especial • captura, descenso, centrado y liberación del
módulo superior. Se han suprimido las etapas evidentes como son la
instalación y la retirada de los raíles, el desplazamiento de la vagoneta y el aprovisionamiento de los módulos sucesivos.
En todos los casos las pinzas de manipulación proporcionan la señalización visual necesaria para la realización de las operaciones (sobre todo en la fase inicial de instalación en profundidad).
Durante el apilamiento del primer módulo estándar sobre el inferior se ha podido verificar el funcionamiento del indicador de la pinza estándar, que ha señalado la operación defectuosa al quedar aprisionada
alguna de las mordazas de la pinza entre ambos módulos.
El indicador de la pinza especial está realizado con vistas a indicar la captura perfecta de los módulos respectivos en superficie; esto es, se trata de una pinza diseñada para el depósito de los módulos en el pozo, no para su recuperación posterior (aunque haya sido utilizada para ello), como es el caso de la pinza estándar. Esto ha hecho necesario el descenso de un operario en el pozo para guiar la introducción de los vastagos en las perforaciones de la chapa del módulo durante los ensayos previos al montaje completo.
111.5.2.3 Ejecución y resultados
Ha tenido lugar durante el mes de Octubre de 1.991.
Aunque en los ensayos previos todo ha transcurrido sin problemas, en la instalación final la única dificultad a señalar ha sido el centrado del primer módulo estándar sobre el módulo inferior.
Este centrado inicial se ha visto dificultado por las características físicas del pozo, que presenta una ligera inclinación; pero una vez realizado el primer paso, el resto de las operaciones se han desarrollado sin dificultad.
El apilamiento de los módulos se puede considerar como perfecto teniendo en cuenta el juego máximo posible entre la zona de enganche de los módulos (10 mm) y entre módulos y contenedor (5 mm). Prueba de ello es la ausencia de problemas remarcables durante el descenso del contenedor simulado, a pesar de la geometría cilindrica con aristas vivas utilizada en la construcción del mismo.
Si recordamos que el contenedor real posee una masa que hará menos importantes las oscilaciones en torno al punto de enganche, vemos que la disposición del entubado proporcionado por los módulos es adecuada a los propósitos del proyecto.
Finalmente, la colocación del módulo superior sobre el resto de la barrera, con el contenedor simulado en su interior, ha sido la conclusión de la experiencia de validación de una barrera de ingeniería de proximidad en medio granítico.
La altura total de la barrera instalada es de 611 cm en un pozo de 785 cm de profundidad, con una holgura en torno a los módulos superior a 30 mm sobre el radio en la parte superior de la barrera. El tiempo medio de colocación de cada módulo, una vez la pinza de manipulación instalada, ha sido de unos 10 minutos.
48

III. Ensayo de validación de una barrera de Ingeniería
El esquema de la instalación completa se aprecia en las Fig. 80 y 81.
La realización del proceso completo, con las operaciones accesorias necesarias, de colocación de la barrera ha llevado un tiempo total de 4 horas (tabla XXXVII).
111.5.3 Conclusiones Las conclusiones sobre la instalación de la barrera
de ingeniería se refieren fundamentalmente a dos de sus aspectos: el dimensionamiento de la barrera y las características del pozo.
Si bien la dimensión de la barrera ha sido calculada con vista a compensar un post-hinchamiento estimado del 2.5%, se ha comprobado que un acondicionamiento correcto di; los módulos ya ensamblados (protección con película vinílica y cartón) durante su almacenamiento (en medio ambiente industrial) y su transporte (por carretera) impide la absorción de humedad por parte del material y, por tanto, su expansión posterior.
Así, de las medidas efectuadas sobre los módulos en el momento de su colocación en boca de pozo, no muestran variaciones importantes sobre los valores obtenidos en el momento de su acondicionamiento final (un mes después de su fabricación y su ensamblado).
Por contra, sobre los tres módulos utilizados en las pruebas de definición del procedimiento de instalación se han observado señales de expansión, sobre todo a nivel de la corona superior, causada por la humedad ambiente de la mina y el agua que rezuma a través de las paredes del pozo en contacto con la arcilla.
Esto lleva a reconsiderar las dimensiones de los moldes en futuros ensayos, así como a la importancia de la holgura entre piezas y módulos de soporte y entre la base del módulo y el diámetro del pozo. Estos valores deberán revisarse a la baja.
Por otra parte se ha observado, fundamentalmente gracias al centrado por gravedad de los módulos (perfectamente apilados ya que el contenedor ha entrado sin problemas), que la característica crítica del pozo es su verticalidad.
La verticalidad del pozo afecta al conjunto a través de la imposibilidad de apilar correctamente unos módulos, diseñados para minimizar el vacío residual, si esta inclinación respecto a la vertical sobrepasa el 0.2%; esto suponiendo que la holgura considerada entre la base del módulo y el diámetro del pozo sea de 15 mm (para un diámetro de 1.500 mm que es el valor teórico previsto).
El valor máximo surge de la imposibilidad de desplazar los módulos más allá del contacto entre la base metálica y la pared de granito, considerando la mejor distribución posible para una inclinación lineal y constante en dirección.
En nuestro caso, la inclinación medida en el pozo presenta un valor superior, que ha sido contrarrestado por el hecho de que el diámetro es superior al previsto por los problemas de perforación y la necesidad de calibrados posteriores.
El valor de masa de arcilla (15.2S2 Kg) en el pozo de almacenamiento ( 0 medio 1.51 m, altura final de la barrera 6.11 m) conduce a un valor de densidad final aparente de la arcilla, para un contenedor sin vacío residual (volumen 2.362 m3) y teniendo en cuenta el volumen de los módulos (0.135 m3), de 1.81 g/cm3
que se reduce a una densidad final seca de la arcilla (valor teórico con una humedad del 13.5%) de 1.60 g/cm3, que satisface las necesidades requeridas (tabla XLII).
111.6 Instalación por capa completa: l + D
Entre los objetivos secundarios del proyecto se contempla la investigación y desarrollo de un sistema de manipulación del material arcilloso por capas completas, que evite los problemas derivados de la construcción y manejo de los módulos ya descritos.
Esto ha llevado al diseño y construcción del sistema neumático de manipulación presentado en el anexo IV.
El sistema es sencillo, robusto y fiable, como se demostró en las pruebas realizadas, siempre que el estado de la superficie de las piezas sea de gran calidad y permitiendo la conecta fijación de los sistemas de ventosa. Éstos permiten una sujección garantizada durante períodos de tiempo muy superiores al tiempo estimado de colocación de la capa.
Es la pinza destinada a la instalación de la barrera de ingeniería, mediante colocación sucesiva de capas de material arcilloso altamente compactado. Esto pretende soslayar los problemas derivados de la falta de verticalidad del pozo de almacenamiento, así como la manipulación de los módulos generados por el diseño anterior (con un elevado peso).
El mecanismo elegido consiste en la recogida del conjunto de las piezas que forman las diferentes capas, bien anulares bien circulares, la verificación de su emsamblado y su orientación, y su posterior colocación en el pozo.
49
6ó

Bibliografía
BIBLIOGRAFÍA
k

Bibliografía
Barahona, E.(1974): Arcillas de ladrillería de la provincia de Granada. Evolución de algunos ensayos de materias primas. Tesis Doctoral. Universidad de Granada.
Biscaye, P.E.(1965): Mineralogy and sedimentation of recent deep-sea clays in the Atlantic Ocean and adjacent seas and oceans. Geol. Soc. Am. Bull. 76, 803-832.
Dardaine, M.(1989): Application de la methodologie francaise dérude des barrieres ouvragées a un scenario de combustibles tton retraités en roche dure. Lettre dexecution n'-'l: phase I; Contrat CEA/ENRESA A2845; RT.DRDD nQ
219.70 pp. Lajudie, A.; Pías, F.; Landoas,0.; Atabek, R. &
Jorda,M. (Mayo, 1989):.Demosrration in situ de la mise en place d'una barriere ouvragée en milieu granitique. Note Thecnique S.E.S.D./ 89.15.
Lemasson, G. et Blain, L.; Matériaux de construction mécanique et électrique.; Collection Techno-logie et Université; Dunod; París, 1976.
Linares, J; Huertas, F.; Reyes, E.; Barahona, E.; Delgado, A. & Romero, E.: A preliminary study of some Spanish hydrothermal bentonites from Almería for repository barrier materials.
Mackenzie, R.C.(1970): Differential Thermal Analysis. Vol.1, Fundamentals Aspects. Acad. Press. London and New York. 775 pp.
Martin, P.L. et Dárdaine, M.(1990): Resultados preliminares de compactación uniaxial industrial sobre dos arcillas españolas seleccionadas: MCA-C de la Cuenca de Madrid y S-2 de la zona de Almería. Resultados de la fase I; Contrat CEA/ENRESA A2845; RT DSD n°-17; 57 pp.
Martín, P.L.; Dardaine, M. et Lajudie, A.(1990): Resultados de compactación uniaxial industrial sobre una bentonita española seleccionada: S-2 de la zona de Almería. Resultados de la fase I; Contrat CEA/ENRESA A2845; RTDSD n°-18; 53 pp.
Mingarro.E.; Rivas,P.; Pérez del VilIar,L.; Gómez,P; Turrero,MJ. & Campos,R. (1990): Caracterización de materiales de relleno y sellado para almacenamiento de residuos: bentonitas españ-olas.Informe técnico C.I.E.M.A.T.
Pérez del Villar, L.(1989a): Caracterización mineralógica y geoquímica de algunas muestras de bentonita procedentes de la provincia de Almería. Informe inédito. CIEMAT-ENRESA, 29 pp.
Pérez del Villar, L.( 1989b): Caracterización mineralógica y geoquímica de algunas muestras de bentonita procedentes de la Cuenca Terciaria de Madrid (Yuncos, provincia de Toledo). Informe inédito. CIEMAT-ENRESA, 35 pp.
Pérez, L.; de la Cruz, B. & Cózar, J.S.(1991): Estudio mineralógico, geoquímico y de alterabilidad de las arcillas de la Serrata de Níjar (Almería) y del Cerro del Monte (Toledo). Informe interno CIEMAT.5\ pp.
Pías F.; Colombo L.; Dufournet F.; Pincel B.; Atabek R. et Jorda M.(1989): Demostration in-situ de la mise en place d'une barriere ouvragée en milieu granitique; Contrat CCE FI 1W/0207; Note Technique SESD/89.39.
Pozo, M. Cuevas, J.; Moreno, A.; García, R. & Le-guey, S.: A preliminary study óf some Spanish sedimentary bentonites from the Madrid Basin for repository barrier materials.
Puy Huarte, J.; Procedimientos de sondeos: teoría, práctica y aplicaciones.; Publicaciones Científicas de la Junta de Energía Nuclear; Madrid, 1981.
Raynal, J & Lajudie, A. (1986): Etude de mise en place de barrieres ouvragées argileuses por damage. Note Thecnique S.E.S.D./ 86.49.
Rivas, P. et al.(1991): Caracterización de materiales de relleno y sellado para almacenamiento de residuos radiactivos: bentonitas españolas; CIEMAT, Dirección de Tecnología, División de Técnicas Geológicas. Informe interno. 196 pp.
Schultz, L.G.(1964): Quantitative interpretation of mineralogical composition from X-Ray and chemical data for the Pierre Shale. Geological Survey of U.S.A. Professional Paper 591-C, C1-C31.
Schultz, L.G.(1964): Lithium and Potassium absorption, deshidroxilation, temperature ans structural water content of aluminous smectites. Clays and Clay Miner. 17,115-149.
Schultz, L.G.(1978): Mixed-layer clay in the Pierre Shale and equivalent rocks. Northern Great Plains Region. U.S. Geol. Survey Professional Paper 1064-C.
Villar, M.V. et Dardaine, M.(1990): Contribución a la selección de una arcilla española como material de relleno de un almacenamiento de combustible irradiado en roca dura: Resultados de la fase I; Contrat CEA/ENRESA A2845; DRDDn3 244; 51 pp.
53

Tablas
TABLAS
k

Tablas
TABLA I
TABLA II
TABLA III
TABLA IV
TABLA V
TABLA VI
TABLA VII
TABLA VIII
TABLA IX
TABLA X
TABLA XI
TABLA XII
TABLA XIII
TABLA XIV
TABLA XV
TABLA XVI
TABLA XVII
TABLA XVIII
TABLA XIX
TABLA XX
TABLA XXI
TABLA XXII
TABLA XXIII
TABLA XXIV
TABLA XXV
TABLA XXVI
TABLA XXVII
TABLA XXVIII
TABLA XXIX
TABLA XXX
TABLA XXXI
TABLA XXXII
TABLA XXXIII
TABLA XXXIV
TABLA XXXV
COMPOSICIÓN QUÍMICA, CEC Y COMPOSICIÓN DE LA SOLUCIÓN DE CAMBIO EN EQUILIBRIO: MUESTRA TOTAL
COMPOSICIÓN QUÍMICA, CEC Y COMPOSICIÓN DE LA SOLUCIÓN DE CAMBIO EN EQUILIBRIO: FRACCIÓN <2\xm
GRANULOMETRIAS INICIALES: MCA-C
GRANULOMETRIAS TRAS ESTABILIZACIÓN: MCA-C
GRANULOMETRIAS SOBRE PIEZAS: MCA-C Y S-2
COMPACTACION UNIAXIAL: MCA-C: MOLTURADO Bl/I
COMPACTACION UNIAXIAL: MCA-C: MOLTURADO B2
COMPACTACION UNIAXIAL: MCA-C: MOLTURADO B3
COMPACTACION UNIAXIAL: MCA-C: MOLTURADO B4
COMPACTACION UNIAXIAL: MCA-C: MOLTURADO BI/2
COMPACTACION UNIAXIAL: S-2: MOLTURADO Bl
GRANULOMETRIAS INDUSTRIALES DE LA ARCILLA S-2
GRANULOMETRIAS DE LAS ARENAS SIKA
CARACTERÍSTICAS FISICO-QUIMICAS DE LAS ARENAS SIKA
COMPACTACION PIEZAS: S-2: MOLTURADO Bl: SIN MEZCLA
COMPACTACION PIEZAS: S-2: MOLTURADO Bl: ARENA 10%
COMPACTACION PIEZAS: S-2: MOLTURADO Bl: ARENA 20%
COMPACTACION PIEZAS: S-2: MOLTURADO B4: SIN MEZCLA
COMPACTACION PIEZAS: S-2: MOLTURADO B4: ARENA 10%
COMPACTACION PIEZAS: S-2: MOLTURADO B4: ARENA 20%
COMPACTACION PIEZAS: S-2: MOLTURADO BS: SIN MEZCLA
COMPACTACION PIEZAS: S-2: MOLTURADO BS: ARENA 10%
COMPACTACION PIEZAS: S-2: MOLTURADO BS: ARENA 20%
GRANULOMETRIAS INDUSTRIALES DE LA ARCILLA S-2
COMPACTACION PIEZAS: CORONA A: ARENA 10%
COMPACTACION PIEZAS: CORONA B: ARENA 10%
COMPACTACION PIEZAS: MOLTURADO GADOR: ARENA 10%
COMPACTACION PIEZAS: MOLTURADO B1: ARENA 10%
COMPACTACION PIEZAS: MOLTURADO GADOR: ARENA 5%
COMPACTACION PIEZAS: MOLTURADO Bl: ARENA 5%
COMPACTACION PIEZAS: MOLTURADO GADOR
COMPACTACION PIEZAS: MOLTURADO Bl
EXPANSION CORONA A: BISECTRIZ PIEZAS
EXPANSION CORONA A: UNION PIEZAS Y PERÍMETRO
EXPANSION CORONA B: BISECTRIZ PIEZAS
57

Tablas
TABLA XXXVI EXPANSION CORONA B; UNION PIEZAS Y PERÍMETRO
TABLA XXXVII ANÁLISIS DE TIEMPOS DE PERFORACION65
TABLA XXXVIII VALORES A VANCE/TIEMFO/PROFUNDIDAD
TABLA XXXIX MEDIDAS DE DESVIACIÓN DEL POZO
TABLA XL MASAS DE LOS MÓDULOS TRAS ENSAMBLAJE
TABLA XLI DIMENSIONES DE LOS MÓDULOS TRAS ENSAMBLAJE
58

Tablas
Composición química, capacidad de cambio catiónico y composición de la solución de cambio en equilibrio de la muestra total.
YACIMIENTOS
ÓXIDOS (%)
SÍO2 AI2O3 F2.O3 FeO MnO MgO CaO Na20 K2O T¡02
P2O5 H20*
CO2 org. CO2 ¡nor. S02(S=)
S02(S04=) F
F H O
E. TRAZAS (ppm)
Ba Be Co Cr Cu La Mo Ni Sr V W Y Zn Zr Rh U Th cr
C.E.C.
Ca++
Mg++
Na+
K+
(NH4N03) EQUILIBRIO
HC03" S04
=
Cl'
Ca++
M g + ; Na
K+
LA SERRATA
57.30 19.60 3.87 0.37
<0.03 4.73 2.86 1.87 1.43 0.33 0.08 5.73 0.62 0.08 0.02 0.02 0.16 -0.07
195 <5 5.3 15 <5 26 <5 20 210 17
<25 23 77 180 52
1.02 15.7 552
42.26 26.02 18.19 2.12
7.52 0.45 0.00 46.06 28.36 19.83 2.31
CERRO DEL MONTE |
58.49 9.29 2.54 0.44 0.03 16.46 l 1.03 1.12 I 1.90 0.42 0.06 7.30 0.31 0.07 0.01 0.01 0.21 -0.09
180 <5 13 30 <5 7
5.5 15 105 31
<25 17 59 163 103 10
10.7
20.07 33.07 2.07 0.98
9.94 0.49 0.03 23.80 39.22 2.45 1.16
TABLA I

Composición química, capacidad de cambio catiónico y composición de la solución de cambio en equilibrio de la fracción < 2um.
YACIMIENTOS
ÓXIDOS (%)
Si02
Si02L AI2O3 AI2O3L F2.O3 F2.03| FeO MnO MgO CaO Na2Ü K20 T¡02
P2O5 H20*
CO2 org. CO2 ¡nor.
SO2T
E. TRAZAS (ppm)
Ba Be Co Cr Cu La Mo Ni Sr V W Y Zn Zr Rh U Th
sor Cl"
N03 '
C.E.C.
Ca++
Mg++
Na+
K+
(NH4N03) EQUILIBRIO
HCO3' S04=
Mg Na K
LA SERRATA
58.78 0.88 17.33 0.84 4.03 0.25 0.20
<003 5.15 1.15 1.05 0.87 0.19 0.04 8.57 0.57 0.04 0.02
61 <5 <5 <5 8.7 9.6 <5 15 165 17
<25 14 110 167 ND ND ND
36.51 38.45 9.51 4.90
1.36 0.48 0.04
37.28 39.26 9.72 5.00
CERRO DEL MONTE
57.00 0.55 7.81 0.47 2.66 0.10 ! 0.43 !
<003 18.24 0.74 0.61 1.06 033 0.14 8.98 0.77 0.08
120 <5 14 22 14 <5 <5 11 99 33
<25 12 98 55 ND ND ND 66 333 33
14.74 40.46 0.06 1.44
13.19 0.50 0.05 18.31 50.26 0.08 1.79
TABLA II

Granulometrías iniciales de los molturados B1 A B4 de la arcilla MCA-C. Porcentaje acumulado en masa pasante por el tamiz del diámetro dado.
Valores de humedad natural: Variación del molturado B3.
REF.
B1NT
B2NT
B3NT1
B3NT2
B3NT3
B4HNT
HUMEDAD en%
5,4
6,9
5,4
5,4
5,4
10,2
<40 enu.
2,72
1,52
2,13
4,93
2,92
4,38
<80 enu.
6,43
5,10
3,88
14,15
6,40
10,28
<125 en u.
7,53
5,92
4,46
16,33
7,50
11,66
<200 enu.
13,19
10,67
8,06
31,03
13,50
18,08
<315 en u.
18,24
15,41
13,38
40,23
20,20
25,53
<500 enu.
24,49
22,11
20,58
48,58
29,08
35,33
<800 enu.
47,55
47,99
54,20
73,43
68,88
51,05
<1,25 en mm
73,50
<2,00 eumm
63,12
63,43
79,50
84,08
82,23
94,35
<2,50 en mm
80,84
79,77
87,90
90,38
90,05
99,85
<3,15 en mm
94,04
92,85
98,70
96,78
97,50
100,00
<4,00 en mm
99,02
97,77
99,50
98,98
98,80
100,00
<5,00 en mm
100,00
100,00:
100,00 ;:
100,00 ;
100,00
100,00
TABLA III

Granulometrias de los molturados B1 a B4 de la arcilla MCA-C, tras humidificación y estabilización. Porcentaje acumulado en masa pasante por el tamiz del diámetro dado.
Valores de humedad natural, AL 10% Y AL 15%.
REF.
• B1 HNT
! B1 H10
! B1 H15
B2 HNT
j B2H10
|B2H15
j B3 HNT
¡I B3 H15
B4 HNT
¡ B4 H15
HUMEDAD e n %
8,3
11,0
15,8
9,2
10,7
13,5
9,1
13,2
10,2
15,7
<40 en ( i
2,66
3,41
1,46
3,85
1,46
0,58
4,03
3,74
4,38
4,08
<80 enji
7,56
7,96
2,28
10,60
3,38
1,80
9,31
9,30
10,28
10,78
<125 enji
9,18
9,58
2,58
12,05
4,18
2,32
10,51
10,58
11,66
12,83
<200 enji
15,50
15,08
3,98
18,87
7,26
5,26
17,51
16,98
18,08
20,34
<315 enji
21,72
21,28
5,83
25,57
11,76
7,51
24,66
23,96
25,53
27,76
<500 enf.i
29,14
28,88
10,65
33,67
18,78
11,13
36,16
33,11
35,33
36,84
<800 en u.
38,92
39,60
20,85
44,22
30,58
17,55
52,86
47,43
51,05
50,42
<1,25 en mm
52,67
54,90
38,03
56,97
48,48
29,75
69,96
67,15
73,50
69,63
<2,00 en mm
67,67
69,90
57,33
69,07
65,38
48,15
81,54
84,11
94,35
90,13
<2,50 en mm
78,32
80,10
71,95
78,37
76,98
63,95
89,34
92,61
99,85
97,98
<3,15 en mm
94,52
94,80
92,50
93,57
93,76
90,43
98,12
99,05
100,00
99,20
<4,00 en mm
98,42
98,20
98,10
97,95
98,28
97,18
99,60
99,75
100,00
99,50
<5,00 i en mm i
100,00
100,00
100,00
100,00
100,00
100,00
100,00
100,00
100,00
100,00
TABLA IV

Granulometrias finales sobre piezas compactadas y comparación con estándar francés. Porcentaje acumulado en masa pasante por el tamiz del diámetro dado.
Molturados B1 y B4 de MCA-C y molturado B1 de S-2.
REF.
I B1 17
i B1 19 -i
: B121
I B1S1
I B1S3
i B43
I B4 5
i Estándar
HUMEDAD en%
16,7
12,3
7,7
15,0
7,5
15,7
11,1
10,0
<40 enu
2,55
2,10
2,32
2,39
3,35
4,08
3,54
4,71
<80 enu
4,19
4,28
6,12
4,64
7,17
10,78
11,54
6,01
<125 enu
4,69
4,98
7,17
5,44
8,29
12,83
13,44
6,61
<200 enu
7,59
7,78
11,27
8,42
12,69
20,34
23,34
11,43
<315 enu
11,33
11,58
15,87
11,44
17,01
27,76
32,55
19,98
<500 e n u
17,51
18,10
22,68
15,92
22,29
36,84
44,07
26,28
<800 enu
27,86
29,40
34,00
23,32
31,21
50,42
59,65
35,28
<1,25 en mm
44,74
46,90
50,00
36,64
45,81
69,63
78,20
46,88
<2,00 en mm
62,12
65,90
67,05
56,14
63,81
90,13
93,78
64,18
<2,50 en mm
75,12
78,10
78,47
71,35
77,31
97,98
98,60
89,70
<3,15 en mm
92,80
94,30
94,52
94,46
94,22
99,20
98,85
97,70
<4,00 en mm
97,12
97,80
98,30
97,38
98,40
99,50
98,90
99,60
<5,00 en mm
100,00
100,00
100,00
100,00
100,00
100,00
100,00
100,00
TABLA V

REF. PIEZA
:
B11
B12
B13
B14
B15
B16
B17
B18
B19
B110
B111
B112
B113
B114
B115
B116
B117
B118
B119
B120
B121
B122
OBSER P.F LI.
HUMEDAD
en%
15,80
15,80
11,00
11,00
8.30
8,30
15,50
15,50
10,90
10,90
14,60
14,60
10,20
10,20
15,90
10,20
16,70
16,70
12,30
12,30
7,70
7,70
Compactación uniaxial de la arcilla MCA-C,
PRESIÓN EFECTIVA
en bar
358
358
358
358
358
358
614
614
614
614
844
921
921
921
921
409
486
486
486
486
486
486
MASA
en g
7165
6740
7033
6975
6308
6272
6802
6900
6815
6780
6504
6860
6629
6782
6597
5425
6054
7280
7112
6858
6730
6733
VACIONES GENERALES: I.: Presión de Reglaje de la prensa : Laminado Intenso
ALTURA
en mm
80,00
75,00
85,00
84,50
78,00
78,00
69,50
70,50
74,50
74,50
64,80
68,00
69,50
71,00
65,80
63,50
63,50
76,50
80,00
77,00
80,00
80,00
LONGITUD
en mm
232,50
232,50
233,00
233,00
232,50
232,50
232,50
232,50
232,50
233,00
232,50
232,50
233,00
233,00
232,50
232,50
232,00
232,00
232,00
232,50
234,50
235,00
primer BIG-BAG, molturado B1.
ANCHURA
en mm
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
226,00
227,00
227,00
DENSIDAD APARENTE
en g/cm
1,708
1,714
1,575
1,571
1,543
1,534
1,867
1,867
1,745
1,732
1,914
1,924
1,815
1,818
1,912
1,630
1,822
1,819
1,699
1,695
1,580
1,578
DENSIDAD SECA
en g/cm
1,475
1,480
1,419
1,415
1,424
1,416
1,616
1,616
1,573
1,562
1,671
1,679
1,647
1,650
1,650
1,479
1,562
1,559
1,513
1,509
1,467
1,465
!!!!: Pieza aceptable R.E.: Rotura durante la extracción F.C.: Fisuración del Cordón
OBSERVACIONES GENERALES
P.R. I
i
III! i
R.E.
I
j LI. + F.C |
I
!
I
TABLA VI

Compactacíón uniaxial de la arcilla MCA-C, Primer BIG-BAG, molturado B2.
REF. | PIEZA
B21
| B22
B23
B24
| B2 5
B26
B27
| B28
I B29
¡ B210
B211
B212
B213
B214
| B215
B216
B217
B218
B219
HUMEDAD
en%
13,50
13,50
10,70
10,70
9,20
9,20
13,50
13,50
8,80
8,80
9,00
9,00
13,50
13,50
8,90
8,90
13,50
8,90
8,90
PRESIÓN EFECTIVA
en bar
358
358
358
358
358
358
614
614
614
614
614
614
921
921
921
921
486
486
486
MASA
eng
6854
6629
6741
6950
7010
6888
6533
6377
6460
6335
6924
6744
6751
6609
6386
6368
6182
6639
6214
ALTURA
en mm
79,50
77,00
84,50
87,00
86,50
85,30
69,30
67,50
74,00
72,00
78,00
76,00
68,50
68,00
69,50
69,00
67,50
78,50
73,50
LONGITUD
en mm
232,50
232,50
232,50
232,50
232,50
233,00
232,50
232,50
232,50
233,00
232,00
232,00
232,50
232,50
233,50
232,50
232,50
232,50
232,50
ANCHURA
en mm
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,50
226,00
226,00
225,50
225,50
225,50
DENSIDAD APARENTE
en g/cm
1,644
1,642
1,522
1,524
1,546
1,537
1,798
1,802
1,665
1,675
1,697
1,696
1,880
1,854
1,741
1,756
1,747
1,613
1,613
DENSIDAD SECA
en g/cm
1,449
1,447
1,375
1,376
1,415
1,407
1,584
1,588
1,530
1,539
1,557
1,556
1,656
1,633
1,599
1,613
1,539
1,481
1,481
OBSERVACIONES GENERALES
i
H.E. !
H.E.
H.M.
H.M.
H.E.
A.E. + L.L
A.E.+
OBSERVACIONES GENERALES: u u . Ulirriortr,A „ „ , „ , Uortin
H.E, Humedad Es«mada (no existe medida) .H;M" " " " ™ f d . í ' M e d l ° ! A.E.: Altura de la pieza Estimada (valor medio) L . L . Laminado Ligero j
TABLA Vil

oí
!
Compactación uniaxial de la arcilla MCA-C, Primer BIG-BAG, molturado B3.
¡ RÉF. I PIEZA
¡ B31
\ B3 2
B3 3
B34
i! B3 5
:| B3 6
1 B3 7
í B3 8
:! B3 9
; B310
\ B311
¡ B312
I B313
B314
¡ B315
B316
ij B317
í B318
í OBSER
¡ P.F
i u.
HUMEDAD
e n %
13,20
13,20
13,20
9,10
9,10
13,20
13,20
13,20
13,20
13,40
13,40
13,00
13,00
8,70
8,70
13,20
8,70
8,70
PRESIÓN EFECTIVA
en bar
256
358
358
358
358
358
768
716
614
614
614
921
921
921
921
486
486
486
VACIONES GENERALES:
t.: Presión de Reglaje de la prens : Laminado Intenso
MASA
eng
7791
7209
7100
6705
6728
7188
7267
7275
7027
7036
7142
7220
7159
6701
6795
6036
6784
6638
a
ALTURA
en mm
91,75
83,20
82,00
83,80
85,50
84,00
75,00
75,50
73,00
74,50
75,50
73,50
74,50
73,00
74,50
66,80
82,00
78,50
LONGITUD
en mm
232,50
232,50
232,50
232,50
232,50
232,50
232,50
232,50
231,30
232,00
232,00
232,50
232,50
232,50
232,50
232,50
232,50
232,50
ANCHURA
en mm
225,50
225,50
225,50
225,50
225,50
225,50
225,50
225,30
225,00
225,30
225,30
225,50
225,50
225,50
225,50
225,50
225,50
225,50
DENSIDAD APARENTE
en g/cm
1,620
1,653
1,651
1,526
1,501
1,632
1,848
1,840
1,850
1,807
1,810
1,874
1,833
1,751
1,740
1,723
1,578
1,613
DENSIDAD SECA
en g/cm
1,431
1,460
1,459
1,399
1,376
1,442
1,633
1,625
1,634
1,593
1,596
1,658
1,622
1,611
1,600 '
1,522
1,452
1,484
R.C.: Rotura Central F.C.: Fisuración del Cordón L.L.: Laminado Ligero
OBSERVACIONES GENERALES
P.R.
P.R.
P.R.
P.R.
L.L + F.C.
LL. + F.C.
L.I. + R.C.
Ll. + R.C.
TABLA VIII

Compactacion uniaxial de la arcilla MCA-C, primer BIG-BAG, molturado B4.
REF. PIEZA
B41
B42
B43
B44
B45
B4 6
B4 7
B48
B49
B410
B411
B412
B413
B414
B415
B416
H UM EDAD
e n %
11,40
11,40
15,70
15,70
11,10
11,10
15,70
11,40
15,70
15,70
11,10
11,10
15,70
15,70
11,10
11,10
PRESIÓN EFECTIVA
en bar
921
921
1126
921
921
921
358
358
486
486
486
' 486
665
665
665
665
MASA
eng
7310
7258
7308
7152
7028
7009
6392
6533
7526
7398
7350
7220
7570
7506
6984
7132
ALTURA
enmm
77,00
76,50
71,00
72,00
74,00
74,00
71,50
78,50
80,50
79,50.
84,50
82,50
75,00
74,50
76,00
77,50
LONGITUD
enmm
232,50
232,50
232,00
232,00
232,50
232,00
232,50
234,00
232,00
232,00
233,00
233,00
232,00
232,00
233,00
233,00
ANCHURA
enmm
225,50
225,50
226,00
226,00
226,00
226,00
225,50
227,00
225,50
225,50
225,50
226,00
225,50
225,50
226,00
226,50
DENSIDAD APARENTE
engícm
1,811
1,810
1,963
1,895
1,807
1,806
1,705
1,567
1,787
1,779
1,655
1,662
1,929
1,926
1,745
1,744
DENSIDAD SECA„
eng/cm
1,625
1,624
1,697
1,637
1,627
1,626
1,474
1,406
1,545
1,537
1,490
1,496
1,668
1,665
1,571
1,570
OBSERVACIONES GENERALES
P.R.
F.C.
F,C.
V.l.
F.E.
L.I.
III!
L.L.
F.C.
Ll.
OBSERVACIONES GENERALES: !!!!: Pieza excelente
P.R.: Presión de Reglaje de la prensa F.E.: Fuerte Expansión tras extracción V.I.: Vacíos ¡ntergranulares F.C.: Rsuración del Cordón L.I.: Laminado Intenso L.L.: Laminado Ligero
TABLA IX

Compactación uniaxial de la arcilla MCA-C, segundo BIG-BAG, molturado B1.
REF. PIEZA
B123
B124
B125
| B126
B127
B128
B129
B130
B131
B132
B133
B134
B135
B136
HUMEDAD
en%
17,00
17,00
12,20
12,20
7,00
7,00
17,00
17,00
12,20
12,20
7,00
15,00
7,00
12,20
PRESIÓN EFECTIVA
en bar
665
665
665
665
665
665
921
921
921
921
921
358
358
358
MASA
eng
7105
7221
6723
6603
6666
7006
7246
6494
6491
6286
6377
6732
4200
6221
ALTURA
en mm
71,50
72,00
72,00
71,00
75,50
80,00
73,00
65,00
67,00
65,00
70,50
74,00
59,50
78,00
LONGITUD
en mm
232,00
233,00
233,50
233,00
234,00
234,00
231,50
231,50
232,00
232,50
233,00
232,50
233,00
235,00
ANCHURA
en mm
225,00
225,50
226,00
225,50
226,50
226,50
225,00
225,00
226,00
226,00
225,00
225,75
225,50
227,50
DENSIDAD APARENTE
eng/cm
1,904
1,909
1,769
1,770
1,666
1,652
1,906
1,918
1,848
1,840
1,725
1,733
1,343
1,492
DENSIDAD SECA
en g/cm
1,627
1,631
1,577
1,578
1,557
1.544
1,629
1,639
1,647
1,640
1,613
1,507
1,256
1,330
OBSERVACIONES GENERALES
H.H. i
H.H. i
H.H.
H.H.
R.E. ¡
L.L |
H.H. |
H.H. ¡
H.H. ¡
H.H. |
H.M.+L.L+F.C. !
H.H.+S.C.+ lili
H.H.+T.G.+ S.C.
H.H.
OBSERVACIONES GENERALES: !!!!: Pieza excelente
T.G.: Textura Grosera R.E.: Rotura durante la Extracción H.H.: Humedad tras Humidificación F.C.: Rsuración del Cordón S.C.: Sin Cohesión L.L.: Laminado Ligero
TABLAX

Compactación uniaxial de la arcilla S-2, molturado B1.
: ^ REF. :: .'• PIEZA
B1S1
B1S2
B1S3
B1S4
B1S5
B1S6
B1S7
B1S8
B1S9
B1S10
B1S11
B1S12
B I S 13
H UM EDAD
e n %
15,00
15,00
11,75
11,75
15,00
15,00
11,75
11,75
11,75
15,00
11,75
11,75
11,75
PRESIÓN EFECTIVA
en bar
486
486
486
486
665
665
665
665
921
921
921
921
358
MASA
en g j
7876
7860
8114
7905
7555
7824
7739
7582
6015
7385
7716
7200
7470
ALTURA
en mm
74,00
75,00
81,00
79,50
70,75
72,50
74,75
73,50
66,50
67,00
72.00
67,50
78,50
LONGITUD
en mm
232,00
232,00
232,00
232,50
231,75
231,75
232,50
232,50
234,00
231,50
232,50
232,50
233,00
ANCHURA
en mm
225,00
225,00
225,00
225,50
224,75
224,75
225,50
225,50
227,50
225,50
226,50
226,00
226,50
DENSIDAD APARENTE
en g/cm3
2,039
2,008
1,919
1,897
2,050
2,072
1,975
1,968
1,699
2,111
2,035
2,030
1,803
DENSIDAD SECA
en g/cnr
1,773
1,746
1,717
1,697
1,783
1,802
1,767
OBSERVACIONES j GENERALES )
H.E. I
H.E. ¡
H.M.
H.M.
H.E. Í
H.E. \
H.M. [
1,761 H.M.
1,520
1,836
1,821
H.M. + F.E.
H.E. + ÜÜ í
H.M. + lili
1,817 í H.M. + llll
1,614 I H.M. + F.C.
OBSERVACIONES GENERALES: !!!!: Pieza excelente
H.E.: Humedad Estimada (no existe medida) F.E.: Fuerte Expansión tras extracción H.H.: Humedad tras Humidificatión F.C.: Rsuración del Cordón
TABLA XI

Granulometrías de los molturados de la arcilla S-2. Porcentaje acumulado en masa pasante por el tamiz del diámetro dado.
Molturados B1, B4 y B5 de S-2.
REF.
B1
B2
B3
HUMEDAD * en %,
15,3
15,9
15,2
<40 en [i
0,69
0,54
5,37
<80 enp.
1,24
3,40
9,67
<125 enj.i
1,63
5,88
13,97
<200 enu.
2,45
10,49
22,96
<315 en [i
4,44
16,55
32,06
<500 enu.
8,51
24,33
43,03
<800 enu.
18,47
38,18
54,00
<1,25 en mm
35,53
59,03
74,34
<2,00 en mm
57,67
84,66
92,14
<2,50 en mm
75,72
98,05
99,20
<3,15 en mm
96,41
100,00
99,94
<4,00 en mm
99,32
100,00
100,00
< 5,00 en mm
100,00 j
100,00 j
100,00 1
TABLA XII
Granulometrías de las arenas S.I.K.A. Porcentaje acumulado en masa pasante por el tamiz del diámetro dado.
REF.
16141
16142 .
16143
MEZCLA 123
<250 enu
0,30
<315 enu.
1,00
0,70
<500 enu
2,75
1,85
•
0,60
<630 enu
7,95
3,75
0,15
2,30
< 800 enu
15,50
'11.40
0,55
4,50
<1,00 en mm
50,20
24,60
1,30
16,10
<1,25 en mm
86,90
82,85
3,30
37,70
<1,60 en mm
99,45
96,25
22,10
54,50
<2,00 en mm
100,00
99,60
46,90
69,00
»>
100,00
85,40
79,20
<3,15 en mm
99,90
90,50
<4,00 en mm
100,00
100,00 1—- i
TABLA XIII

Características de las arenas S.I.K.A.
- -
PROPIEDADES FISICO-QUIMICAS
ANÁLISIS QUÍMICOS
INTERVALO GRANULOMETRICO
EN nm PARA EL 90% DE LA MASA
Densidad de grano (g/cm3)
Densidad aparente (g/cm3) sin asentamiento con asentamiento
pH:
Recuperación de agua al 65% de humedad ambiente
Punto de fusión ("C)
Color
Pérdida al fuego
Sílice total (SÍO2)
Alumina (AI2O3)
Oxido de titanio (TKte)
Oxido de hierro (Fe2Ü3)
Cal(CaO)
Magnesio (MgO)
Potasio (K2O)
Sosa (Na20)
SIKA1
2,65
1,40 1,55
7,5
0,02
1750
beige-rosa
0,13
99,03
0,32
0,06
0,13
0,18
0,08
0,02
0,05
500-1250
SIKA2
2,65
1,40 1,55
7,5
0,02
1750
beige-rosa
0,13
99,03
0,32
0,06
0,13
0,18
0,08
0,02
0,05
630-1600
SIKA3
2,65
1,50 1,55
7,5
0,02
1750
beige-rosa
0,13
99,03
0,32
0,06
0,13
0,18
0,08
0,02
0,05
1250-3150
SIKA4 |
2,65
1,50 1,55
7,5
0,02 |
1750 i¡
beige-rosa i:
0,13
99,03
0,32
0,06
0,13 i
0,18
0,08 s
0,02
0,05
630-3150
TABLA XIV

Características de las piezas y valores de densidad obtenidos con la arcilla S-2. Molturación B1: Arcilla pura.
REF. PIEZA
B1A300
B1A301
B1A308
B1A309
B1A316
B1A317
B1A324
B1A325
B1A332
B1A333
B1A340
B1A346
B1A352
B1A358
B1A364
B1A370
PRESIÓN EFECTIVA
en bar
297
297
389
389
450
450
512
512
548
548
600
700
793
895
1023
1458
MASA
eng
6999
6999
7000
6994
7000
6996
6996
7000
6992
6992
6985
6999
6995
6994
6993
6988
ALTURA
en mm
66,90
66,85
65,65
65,60
65,05
65,15
64,80
64,70
64,65
64,75
63,90
64,00
63,85
63,65
63,50
63,35
LONGITUD
en mm
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
ANCHURA
en mm
224,50
224,50
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
DENSIDAD APARENTE
en glcnr
2,022
2,023
2,065
2,065
2,084
2,080
2,091
2,095
2,095
2,091
2,117
2,118
2,122
2,128
2,133
2,136
DENSIDAD SECA
en g/cnr
1,754
1,755
1,791
1,791
1,807
1,804
1,814
1,817
1,817
1,814
1,636
1,837
1,840
1,846
1,850
1,853
DENSIDAD i ARCILLA ¡ en g/cm3
1,754
1,755
1,791
1,791
1,807
1,804
1,814
1,817
1,817
1,814
1,836
1,837
1,840
1,846
1,850
1,853
TABLA XV

Características de las piezas y valores de densidad obtenidos con la arcilla S-2. Molturacion B1: Mezcla al 10% en masa seca de arena.
IREF. PIEZA
B1B302
B1B310
B1B318
B1B326
B1B334
B1B341
B1 B 347
B1 B 353
B1B359
B1B365
B1B371
PRESIÓN EFECTIVA
en bar
297
389
450
512
548
600
700
793
895
1023
1458
MASA
eng
6994
6999
6996
7002
6990
5998
5998
6000
5994
5997
5995
ALTURA
en mm
65,90
64,75
64,10
63,80
63,60
53,95
54,20
53,85
54,00
53,80
54,70
LONGITUD
en mm
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
ANCHURA
en mm
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
DENSIDAD APARENTE
en g/cm
2,056
2,094
2,114
2,126
2,129
2,153
2,143
2,158
2,150
2,159
2,123
DENSIDAD SECA
en g/cm
1,807
1,841
1,858
1,869
1,871
1,892
1,884
1,897
1,890
1,898
1,866
DENSIDAD i ARCILLA j en g/cm3
1,745
1,780
1,798
1,809
1,812
1,834
1,825
1,839
1,831
1,840
1,807
TABLA XVI

Características de las piezas y valores de densidad obtenidos con la arcilla S-2. Molturación B1: Mezcla al 20% en masa seca de arena.
. REF. PIEZA
B1 C 303
B1C311
B1C319
B1C327
B1 C 335
B1 C 342
B1 C 348
B1C354
B1C360
B1C366
B1C372
PRESIÓN EFECTIVA
en bar
297
389
450
512
548
600
700
793
895
1023
1458
MASA
eng
7000
6999
6998
7002
6999
6996
6997
6997
6994
6997
6991
ALTURA
en mm
65,45
64,15
64,00
63,20
63,15
62,95
62,40
62,10
62,00
61,95
62,40
LONGITUD
en mm
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
ANCHURA
en mm
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
DENSIDAD APARENTE en g/cm
2,071
2,113
2,118
2,146
2,147
2,152
2,172
2,182
2,185
2,188
2,170
DENSIDAD SECA
en g/cm
1,845
1,883
1,887
1,912
1,913
1,917
1,935
1,944
1,947
1,949
1,933
DENSIDAD ARCILU eng/cm3
1,715
1,755
1,760
1,788
1,788 |
1,793 i
1,813 i
1,823
1,826 i
1,829 |
1,811 ¡
TABLA XVII

Características de las piezas y valores de densidad obtenidos con la arcilla S-2. Molturacion B4: Arcilla pura.
REF. PIEZA
B4A304
B4A305
B4A312
CÍA 313
B4A320
B4A321
B4A328
B4A329
B4A336
B4A337
B4A343
B4A349
B4A355
B4A361
B4A367
B4A373
PRESIÓN EFECTIVA
en bar
297
297
389
389
450
450
512
512
548
548
600
700
793
895
1023
1458
MASA
eng
6996
6996
6999
6995
7005
6988
7028
7002
6994
6994
6993
6987
6995
7000
6991
6992
ALTURA
en mm
66,40
66,50
65,50
65,50
65,05
65,00
65,00
64,95
64,60
64,60
64,45
64,20
64,10
63,95
64,00
63,70
LONGITUD
en mm
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
ANCHURA
en mm
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
DENSIDAD APARENTE
en g/cm3
DENSIDAD SECA
en g/cm
2,041 1,761
2,038 1,758
2,070 1,786
2,068 1,784
2,086 1,800
2,082 1,796
2,094 1,807
2,088 1,802
2,097 1,809
2,097 1,809
2,101 1,813
2,108 1,819
2,114 i 1,824
2,120 1,829
2,116 1,826
2,126 i 1,834
DENSIDAD ARCILLA en g/cm3
1,761 5
1,758
1,786 l
1,784 |l
1,800
1,796 I;
1,807 'i
1,802
1,809 ;•
1,809
1,813 í
1,819 i
1,824 ¡
1,829 í
1,826
1,834 í
en
TABLA XVIII

Características de las piezas y valores de densidad obtenidos con la arcilla S-2. Molturacion B4: Mezcla al 10% en masa seca de arena.
REF. PIEZA
B4 B 306
B4B314
B4B322
B4 B 330
B4B338
B4B344
B4B350
B4B356
B4 B 362
B4B368
B4B374
PRESIÓN EFECTIVA
en bar
297
389
450
512
548
600
700
793
895
1023
1458
MASA
eng
6994
7000
6993
7000
7000
6000
5999
5998
5999
5996
5994
ALTURA
en mm
65,50
64,50
64,10
63,85
63,70
54,60
54,45
54,20
54,20
54,10
54,00
LONGITUD
en mm
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
ANCHURA
en mm
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
DENSIDAD APARENTE
en glcttr
DENSIDAD SECA
en glcrrr
2,068 1,809
2,102 1,839
2,113 1,848
2,123 1,857
2,128 1,862
2,128 1,862
2,134 ¡ 1,867
2,143 1,875
2,144 1,876
2,147 1,878
2,150 1,881
DENSIDAD ARCILLA en g/cm3
1,748 !
1,778 i
1,788
1,797
1,802
1,802 ^
1,808 ¡
1,816 !
1,817
1,819
1,822
TABLA XIX

Características de las piezas y valores de densidad obtenidos con la arcilla S-2. Molturación B4: Mezcla al 20% en masa seca de arena.
REF. PIEZA
B4C307
B4C315
B4 C 323
B4 C 331
B4 C 339
B4C345
B4C351
B4C357
B4C363
B4C369
B4C375
PRESIÓN EFECTIVA
en bar
297
389
450
512
548
600
700
793
895
1023
1458
MASA
eng
7001
7000
7000
6402
6998
6997
6997
6995
6997
6993
6992
ALTURA
en mm
64,70
63,90
63,40
57,75
62,85
62,75
62,50
62,35
62,20
62,20
61,95
LONGITUD
en mm
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
230,50
ANCHURA
en mm
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
224,00
DENSIDAD APARENTE
en g/cm3
2,096
2,122
2,138
2,147
2,157
2,160
2,168
2,173
2,179
2,177
2,186
DENSIDAD SECA
en g/cnr
1,859
1,883
1,897
1,905
1,914
1,916
1,923
1,928
1,933
1,931
1,939
DENSIDAD ARCILLA en g/cm3
1,730
1,755
1,771
1,780
1,789
1,792
1,800
1,805
1,811
1,809
1,817
TABLA XX

Características de las piezas y valores de densidad obtenidos con la arcilla S-2. Molturacion B5: Arcilla pura.
REF. PIEZA
N
B5A400
| B5A403
B5A406 i
B5A409
B5A412
| B5A415
| B5A418
PRESIÓN EFECTIVA
en bar
302
409
506
600
706
895
1458
MASA
eng
6994
6979
6996
6938
6995
7000
6989
ALTURA
en mm
66,35
65,70
65,35
64,75
64,75
64,55
64,20
LONGITUD
en mm
230,50
230,50
230,50
230,50
230,50
230,50
230,50
ANCHURA
en mm
224,00
224,00
224,00
224,00
224,00
224,00
224,00
DENSIDAD APARENTE
en g/cm3
2,042
2,057
2,073
2,075
2,092
2,100
2,108
TABLA XXI
DENSIDAD SECA
en g/cm
1,773
1,786
1,799
1,801
1,816
1,823
1,830
DENSIDAD !j ARCILLA j en g/cm3 |
1,773 S
1,786 I
1,799 S
1,801 ¡I
1,816
1,823
1,830 j
Características de las piezas y valores de densidad obtenidos con la arcilla s-2. Molturacion B5: Mezcla al 10% en masa seca de arena.
REF. PIEZA
B5B401
B5B404
B5B407
B5B410
B5B413
B5B416
B5B419
PRESIÓN EFECTIVA
en bar
302
409
506
600
706
895
1458
MASA
eng
6978
7000
7000
7002
6997
6999
6990
ALTURA
en mm
65,40
64,75
64,50
64,15
63,80
63,70
63,30
LONGITUD
en mm
230,50
230,50
230,50
230,50
230,50
230,50
230,50
ANCHURA
en mm
224,00
224,00
224,00
224,00
224,00
224,00
224,00
DENSIDAD APARENTE en g/cm3
2,066
2,094
2.102
2.114
2,124
2,128
2,139
TABLA XXII
DENSIDAD SECA
en g/cm3
1,817
1,842
1,849
1,860
1,868
1,872
1,882
DENSIDAD ARCILLA en g/cm3
1,756
1,782 i
1,789 I
1,800 ¡
1,809 !¡
1,813 I
1,823

Características de las piezas y valores de densidad obtenidos con la arcilla S-2. Molturacion B5: Mezcla al 20% en masa seca de arena.
REF. PIEZA
B5C402
B5C405
B5C408
B5C411
B5C414
B5C417
B5C420
PRESIÓN EFECTIVA
en bar
302
409
506
600
706
895
1458
MASA
eng
7000
7001
7000
7001
6999
6997
6985
ALTURA
en mm
64,40
63,75
63,35
63,00
62,80
62,65
62,20
LONGITUD
en mm
230,50
230,50
230,50
230,50
230,50
230,50
230,50
ANCHURA
en mm
224,00
224,00
224,00
224,00
224,00
224,00
224,00
DENSIDAD APARENTE
en g/cm3
DENSIDAD SECA
en g/cm
2,105 ¡ 1,877
2,127 1.B96
2,140 1,908
2,152 i 1,919
2,159 i 1,925
2,163 ] 1,928
2,175 | 1,939
DENSIDAD ARCILLA en g/cm3
1,749
1,771
1,783
1,795
1,802
1,806
1,817
TABLA XXIII

Comparación de granulometrías de la arcilla S-2. Porcentaje acumulado en masa pasante por el tamiz del diámetro dado.
Molturados B1 y B1 MOL, referencias GADOR Y GADOR2, referencias LIBOS Y LIBOS1.
REF.
B1
B1MOL
GADOR
GADOR2
LIBOS
LIBOS2
HUMEDAD en%
15,3
12,44
12
12,6
11,2
11,6
<40 en ¡ i
0,69
3,53
0,25
0,40
<80 en|x
1,24
5,13
0,73
0,72
<125 en [L
1,63
7,72
2,00
1,30
1,11
2,32
<200 en¡¿
2,45
14,80
3,72
5,28
< 315 en JJ.
4,44
22,42
6,00
4,10
8,07
9,05
<500 enji
8,51
38,46
15,67
17,31
<800 enjx
18,47
60,34
18,00
16,60
27,51
28,18
<1,25 en mm
35,53
88,70
42,17
41,18
<2,00 en mm
57,67
95,81
40,00
45,30
50,35
50,01
<2,50 en mm
75,72
99,85
60,80
60,88
<3,15 en mm
96,41
99,94
65,28
64,66
<4,00 en mm
99,32
99,99
79,89
79,38
<5,00 en mm
100,00
100,00
100,00
93,00
100,00
100,00 ,
TABLA XXIV

Características de las piezas y valores de densidad obtenidos en la fabricación de coronas. Molde de los ensayos franceses.
Molturacion origen GADOR: W Mezcla = 11,3%: Mezcla 10% arena SIKA 123.
REF. PIEZA
CORONA
A1
A2
I A3
A4
A5
A6
PRESIÓN EFECTIVA
en bar
606
606
606
606
606
606
MASA
eng
25700
25700
25700
26050
26100
25900
ALTURA
en mm
134,5
134,5
134,5
136,5
136,5
135,5
SECCIÓN MOLDE en cm
915,7
915,7
915,7
915,7
915,7
915,7
VOLUMEN
en cm3
12315,5
12315,5
12315,5
12498,6
12498,6
12407,0
DENSIDAD APARENTE
eng/cm
2,087
2,087
2,087
2,084
2,088
2,088
DENSIDAD SECA
eng/cnr
1,875
1,875
1,875
1,873
1,876
1,876
DENSIDAD ARCILLA eng/cm3
1,822
1,822
1,822
1,819
1,823
1,822
TABLA XXV
Características de las piezas y valores de densidad obtenidos en la fabricación de coronas. Molde de los ensayos franceses.
Molturacion B 1 : W Mezcla = 11,4%: Mezcla 10% arena SIKA 123.
REF. PIEZA
CORONA
B1
B2
B3
B4
B5
B6
PRESIÓN EFECTIVA
en bar
606
606
606
606
606
606
MASA
eng
25600
25900
25700
26150
26000
25900
ALTURA
en mm
131,5
133,0
132,5
134,5
134,0
134,5
SECCIÓN MOLDE en cm
915,7
915,7
915,7
915,7
915,7
915,7
VOLUMEN
en cm3
12040,8
12178,1
12132,3
12315,5
12269,7
12315,5
DENSIDAD APARENTE
eng/cm3
2,126
2,127
2,118
2,123
2,119
2,103
•DENSIDAD SECA
eng/cnr
1,909
1,909
1,902
1,906
1,902
1,888
DENSIDAD ARCILLA en g/cm3
1,857
1,857
1,849
1,854
1,850 i
1,835
TABLA XXVI
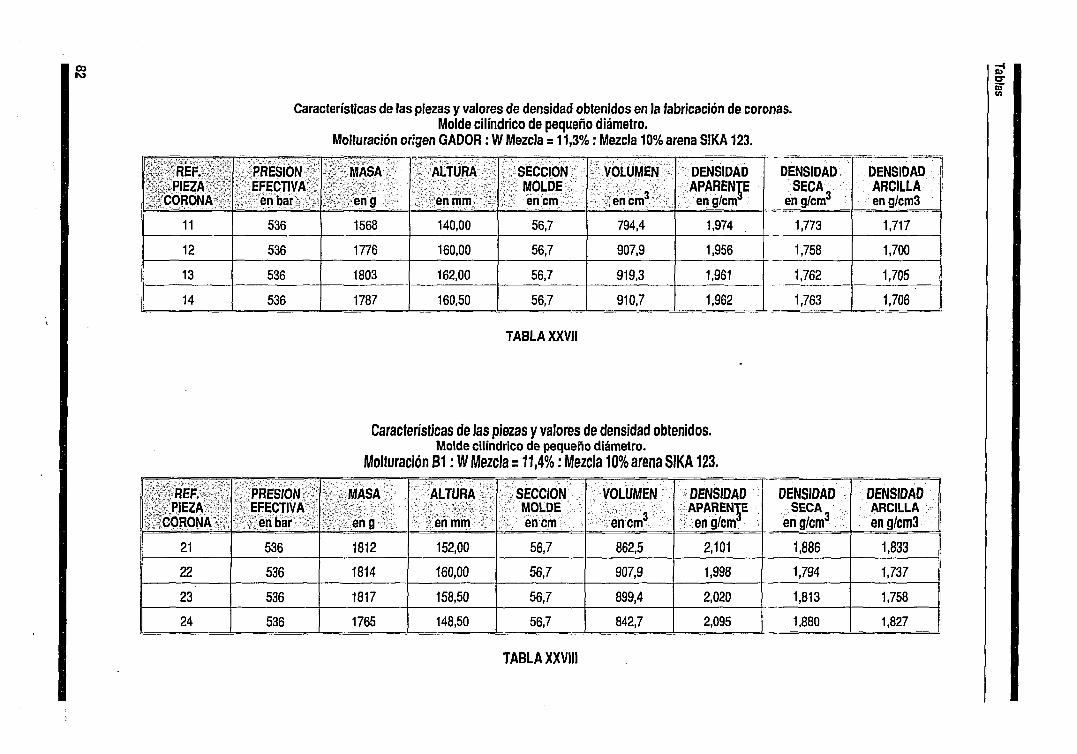
oo to
Características de las piezas y valores de densidad obtenidos en la fabricación de coronas. Molde cilindrico de pequeño diámetro.
Molturación origen GADOR: W Mezcla = 11,3%: Mezcla 10% arena SIKA 123.
'••' REF. • PIEZA
CORONA
11
12
13
14
PRESIÓN EFECTIVA
en bar
536
536
536
536
MASA
eñg
1568
1776
1803
1787
ALTURA
en mm
140,00
160,00
162,00
160,50
SECCIÓN MOLDE en cm
56,7
56,7
56,7
56,7
VOLUMEN
en cm3
794,4
907,9
919,3
910,7
DENSIDAD APARENTE
en g/crrr
1,974
1,956
1,961
1,962
DENSIDAD SECA,
eng/cnr
1,773
1,758
1,762
1,763
DENSIDAD ARCILLA eng/cm3
1,717
1,700
1,705
1,706
TABLA XXVII
Características de las piezas y valores de densidad obtenidos. Molde cilindrico de pequeño diámetro.
Molturación B 1 : W Mezcla = 11,4%: Mezcla 10% arena SIKA 123.
1 REF. PIEZA
CORONA
21
22
23
24
PRESIÓN EFECTIVA
en bar
536
536
536
536
MASA
eng
1812
1814
1817
1765
ALTURA
en mm
152,00
160,00
158,50
148,50
SECCIÓN MOLDE en cm
56,7
56,7
56,7
56,7
VOLUMEN
en cm3
862,5
907,9
899,4
842,7
DENSIDAD APARENTE
eng/cm3
2,101
1,998
2,020
2,095
DENSIDAD SECA,
en g/cnr
1,886
1,794
1,813
1,880
DENSIDAD ARCILLA en g/cm3
1,833
1,737
1,758
1,827
TABLA XXVIII

Características de las piezas y valores de densidad obtenidos. Molde cilindrico de pequeño diámetro.
Molturación origen GADOR: W Mezcla = 11,9%: Mezcla 5% arena SIKA 123.
REF. PIEZA
CORONA
31
32
33
34
PRESIÓN EFECTIVA
en bar
536
536
536
536
MASA
eng
1794
1740
1742
1748
ALTURA
en mm
159,50
155,50
155,00
156,50
SECCIÓN MOLDE en cm
56,7
56,7
56,7
56,7
VOLUMEN
en cm3
905,1
882,4
879,5
888,1
DENSIDAD APARENTE
eng/cm3
1,982
1,972
1,981
1,968
DENSIDAD SECA
en g/cnr
1,771
1,762
1,770
1,759
DENSIDAD ARCILLA en g/cm3
1,742
1,733
1.741
1,730
TABLA XXIX
Características de las piezas y valores de densidad obtenidos. Molde cilindrico de pequeño diámetro.
Molturación B 1 : W Mezcla = 11,5%: Mezcla 5% arena SIKA 123.
REF. PIEZA
CORONA
41
42
43
44
PRESIÓN EFECTIVA
en bar
536
536
536
536
MASA
eng
1875
1928
1925
1934
ALTURA
en mm
165,00
169,00
168,50
169,50
SECCIÓN MOLDE en cm
56,7
56,7
56,7
56,7
VOLUMEN
en cm3
936,3
959,0
956,2
961,8
DENSIDAD APARENTE
eng/cm
2,003
2,010
2,013
2,011
DENSIDAD SECA.
eng/crrr
1,796
1,803
1,806
1,803
DENSIDAD ARCILLA en g/cm3
1,768
1,775
1,777
1,775
TABLA XXX
Sí OO CO
tu (O

Características de las piezas y valores de densidad obtenidos. Molde cilindrico de pequeño diámetro.
Molturacion origen GADOR: W = 13,2%: Arcilla pura.
REF. PIEZA
CORONA
51
52
53
54
PRESIÓN EFECTIVA
en bar
536
536
536
536
MASA
eng
1699
1672
1676
1692
ALTURA
en mm
153,50
151,50
151,50
153,00
SECCIÓN MOLDE en cm
56,7
56,7
56,7
56,7
VOLUMEN
en cm3
871,0
859,7
859,7
868,2
DENSIDAD APARENTE eng/cm3
1,951
1,945
1,950
1,949
DENSIDAD SECA
en g/cm
1,723
1,718
1,722
1,722
DENSIDAD ARCILLA en g/cm3
1,723
1,718
1,722
1,722
TABLA XXXI
Características de las piezas y valores de densidad obtenidos. Molde cilindrico de pequeño diámetro.
Molturacion 8 1 : W = 13,5%: Arcilla pura.
REF. PIEZA
CORONA
61
62
63
64
PRESIÓN EFECTIVA
en bar
536
536
536
536
MASA
eng
1623
1630
1584
1613
ALTURA
en mm
146,50
146,50
142,50
145,00
SECCIÓN MOLDE en cm
56,7
56,7
56,7
56,7
VOLUMEN
en cm3
831,3.
831,3
808,6
822,8
DENSIDAD APARENTE
eng/cm3
1,952
1,961
1,959
1,960
DENSIDAD SECA
en g/cnr
\720
1,728
1,726
1,727
DENSIDAD ARCILLA en g/cm3
1,720
• 1,728
1,726
1,727
TABLA XXXII

Valores de los diámetros externo e interno según la bisectriz de las piezas (Ref. B). Valores medios de los diámetros y porcentaje de expansión del conjunto.
Corona A : Arcilla S-2 molida.
REFERENCIA 0
A1EB
A2EB
A3EB
VALOR MEDIO
EXPANSION
A1IB
A2IB
A3IB
VALOR MEDIO
EXPANSION
ODIAS
96.7
96.4
96.7
96.6
1.2%
46.8
46.4
46.7
46.6
1.2%
3 DÍAS
96.6
96.5
96.5
96.6
. 1.1%
46.6
46.6
46.6
46.6
1.1%
7 DÍAS
96.5
96.5
96.6
96.6
1.1%
46.6
46.6
46.6
46.6
11%
10 DÍAS
96.6
96.7
96.7
96.7
1.2%
46.7
46.6
46.7
46.7
1.2%
14 DÍAS
96.7
96.7
96.7
96.7
1.3%
46.6
46.6
46.7
46.6
1.2%
22 DÍAS
97.0
97.2
97.0
97.1
1.6%
46.8
46.9
46.9
46.9
1.7%
29 DÍAS
97.6
97.4
97.7
97.6
36 DÍAS
97.8
97.9
97.9
97.9
2.2% | 2.5%
46.9 47.0
47.0 47.0
58 DÍAS
98.0
98.0
97.8
98.0
2.5% j
47.1
47.0 í
47.1 | 47.2 47.2 j
47.0 47.1 | 47.1
2.0% 2.1% 2.2% f
La referencia B tiene en cuenta el aumento debido a la existencia del cordón.
TABLA XXXIII

00
Valores de los diámetros externo e interno según la unión entre las piezas (Ref. U). Valores medios de los diámetros y porcentaje de expansión del conjunto.
Corona A : Arcilla 5-2 molida: Diámetro a partir del perímetro.
i REFERENCIA 0 '
A1EU
A2EU
A3EU
VALOR MEDIO
EXPANSION
A1IU
A2IU
A3IU
VALOR MEDIO
EXPANSION
A PARTIR DEL PERÍMETRO
EXPANSION
VDIAS.
96.2
96.2
96.4
96.3
0.8%
46.5
46.4
46.5
46.5
1.0%
3 DÍAS
96.2
96.2
96.4
96.3
0.8%
46.5
46.4
46.5
46.5
1.0%
7 DÍAS
96.3
96.3
96.4
96.3
0.9%
46.5
46.4
46.5
46.5
1.1%
10 DÍAS. V
96.4
96.3
96.5
96.4
0.9%
46.5
46.4
46.5
46.5
1.3%
96.3
0.9%
14 DÍAS
96.4
96.3
96.4 •
96.4
0.9%
46.5
46.4
46.5
46.5
1.2%
96.4
0.9%
.22DIÁS I
96.5
96.5
96.9
96.6
1.28
46.5
46.5
46.8
46.6
1.5%
96.8
1.4%
29 DIÁS
96.8
96.7
97.1
96.9
1.4%
46.7
46.6
46.9
46.7
1.7%
97.0
1.6%
36 DÍAS
96.8
96.9
97.3
97.0
1.6%
46.9
46.6
47.0
46.8
1.8%
97.2
1.8%
58 DÍAS ,
97.0
97.2
97.5
97.2
1.8% Í
46.8 !
46.6 J
47.0 |
46.8 j
2.3%
97.2
i
1.8% j
TABLA XXXIV

Valores de los diámetros externo e interno según la bisectriz de las piezas (Ref. B). Valores medios de los diámetros y porcentaje de expansión del conjunto.
Corona B: Arcilla 5-2 de origen.
'*- REFERENCIAS :
B1EB
B2EB
B3EB
VALOR MEDIO
EXPANSION
i B1IB
i B2IB
i B3IB !
VALOR MEDIO
EXPANSION
:. ODIAS .
96.5
96.3
96.7
96.5
1.0%
46.6
46.7
46.7
46.7
1.2%
3 DÍAS
96.7
96.4
96.3
96.5
1.0%
46.8
46.6
46.4
46.6
1.1%
7 DI AS
96.7
96.4
96.3
96.5
1.0%
46.8
46.6
46.4
46.6
1.1%
10 DÍAS
96.8
96.5
96.3
96.5
1.0%
46.8
46.6
46.4
46.6
1.1%
14 DÍAS
96.8
96.6
96.3
96.6
1.1%
46.8
46.6
46.4
46.6
1.1%
22 DÍAS
97.0
96.8
96.3
96.7
1.3%
47.0
46.7
46.4
46.7
1.3%
29 DÍAS
97.5
97.1
96.7
97.1
1.7%
47.3
46.9
46.5
46.9
1.7%
36 DÍAS
97.6
97.3
96.7
97.2
1.8%
47.3
46.9
46.5
46.9
1.7%
58 DÍAS
97.7
97.4
96.7
97.3
1.8%
47.4
46.9
46.5
46.9
1.8% !
La referencia B tiene en cuenta el aumento debido a la existencia del cordón.
TABLA XXXV
OO

oo I
Valores de los diámetros externo e interno según la unión entre las piezas (Ref. U). Valores medios de los diámetros y porcentaje de expansión del conjunto.
Corona B: Arcilla 5-2 de origen: Diámetro a partir del perímetro.
| REFERENCIA 0
B1EU
B2EU
B3EU
VALOR MEDIO
EXPANSION
B1IU
B2IU
B3IU
VALOR MEDIO
EXPANSION
A PARTIR DEL PERÍMETRO
EXPANSION
ODIAS
96.4
96.2
96.2
96.3
0.8%
46.5
46.4
46.3
46.4
1.1%
3 DÍAS
96.4
96.2
96.2
96.3
0.8%
46.5
46.4
46.3
46.4
1.1%
7 DÍAS
96.5
96.3
96.0
96.3
0.8%
46.4
46.5
46.2
46.4
1.2%
10 DÍAS
96.3
96.4
96.1
96.3
0.8%
46.4
46.5
46.3
46.4
1.1%
96.3
0.8%
1¿ DÍAS
96.3
96.4
96.1
96.3
0.8%
46.5
46.5
46.3
46.4
1.1%
96.3
0.8%
22 DÍAS
96.3
96.7
96.0
96.3
0.9%
46.5
46.7
46.2
46.5
1.1%
96.5
1.1%
29 DÍAS
96.5
97.0
96.1
96.5
1.1%
46.7
46.9
46.2
46.6
1.3%
96.9
1.4%
36 DÍAS
96.6
97.2
96.1
96.6
1.2%
46.7
47.1
46.3
46.7
1.3%
96.9
1.5%
58 DÍAS ¡
96.7
97.3 |
96.1
96.7 \
1.3% ¡
46.7 |¡
47.1 ¡
46.3 i!
46.7 J
1.4%
97.0 i i
1.6% ||
TABLA XXXVI

Tablas
Installation materiel Carottage Manoeuvres car. Modification car. Changement carat. Mise en place vérin Rupture Ancrage carottes Alésage ou reforage Pannes Mise en route trajet
TOTAL
0,45 14,90 15,27 17,80 3,48 0,80 1,40
20,30 12,00
4,60 9,00
100
% % % % % % % % % % %
%
ESSAIMANUTENTION
DATE
14.10.91 15.10.91 16.10.91 17.10.91 18.10.91 21.10.91
TOTAUX
Insta!, maiériel (heures)
FORATION
Profondeur
da á Avanc. Carol modif. chang
ANALYSE DES TEMPS
Rupture carotts
vén'n rupt. ancr.
alésage ou
refora.
panne mat.
mise en
route
TOTAL HEURES
7,50 8,75 8,75 9,50 4,00 8,00
46,5
Tabla XXXVII
89

Tablas
AVANCE
0.00
0.30
0.20
0.20
0.30
0,27
0.35
0.23
0.03
0.03
0.30
0.11
0.10
0.58
001
0.15
0.05
0.07
0,01
0.22
0.37
0.32
0.15
0.45
0.15
0.30
0.10
0.33
0.04
0.02
0.02
0.16
0.03
0.35
0.24
0.01
0.02
0.03
0.25
0.05
0.30
0.12
0.61
TIEMPO ;
0.00
0,75
1.50
2.00
3.50
4.75
6.00
8.00
8.25
8.75
11.50
12.15
12.40
14.15
14.15
14.90
15.40
15.90
18.40
19.40
20.15
21.15
21.65
22.65
22.90
24.40
25.75
29.00
30.00
30.75
31.75
33.00
34.50
36.50
39.50
40.00
42.00
42.00
43.00
44.50
47.75
48.50
5250
PROF
0.00
0.30
0.50
0.70
1.00
1.27
1.62
1.85
1.88 "
1.91
2.21
2.32
2.42
3.00
3.01
3.16
3.21
3.28
3.29
3.51
3.88
4.20
4.35
4.B0
4.95
5.25
5.35
5.68
5.72
5.74
5.76
5.92
5.95
6.30
6.54
6.55
6.57
6.60
6.85
6.90
7.20
7.32
793
TABLA XXXVIII
90

RESULTATS DES MESURES DE DEVIATION DU SONDAGE "GROS DIAMETRE" DE SILORD
Distance en mm par rapport a I'axe vertical de reference
Profondeur
0
-0,5
-1
-1,5
-2
-2.5
-3
-3,5
-4
-4,5
-5
-5,5
-6
-6,5
-7
-7,5
Fond de trou
1
755
743
739
739
740
735
726
722
711
705
698
690
679
671
664
659
652
2
745
744
741
741
744
746
737
732
735
727
721
720
712
713
707
705
703
3
745
746
750
752
753
758
755
755
759
765
765
769
770
772
775
779
786
N 2 génératrice
4
757
753
760
764
760
771
776
781
787
795
804
814
822
826
830'
838
841
5
761
761
765
769
773
776
780
783
792
798
805
813
823
830
834
840
846
6
766
762
763
765
765
766
767
770
773
775
779
779
783
787
790
790
788
' 1
763
757
754
754
751
750
748
748
743
746
742
741
742
740
731
732
732
T
i
8 '
756
749
746
744
741
738
731
727
720
715
710
706
700
688
677
670
666
Tabla XXXIX
91

REF. MODULO
1
2
3
4
5
6
7
TIPO MODULO
INFERIOR
ESTÁNDAR
SUPERIOR
TOTAL BARRERA
MASA MODULO VACIO
(kg)
175
140
140
140
140
140
178
1053
MASA SOPORTE
(kg)
65
57
57
57
57
57
65
415
MASA MODULO CARGA+SOPORTE
(kg)
2415
2328
2327
2327
2317
2321
2715
16750
MASA ARCILLA
(kg)
2175
2131
2130
2130
2120
2124
2472
15282
TABLA XL

REF.
1
2
3
4
5
6
7
TIPO MODULO
INFERIOR
ESTÁNDAR
SUPERIOR
PERÍMETRO (mm)
1
4604
4604
4608
4605
4610
4606
4603
2
4605
4612
4610
4613
4616
4608
4609
3
4609
4615
4613
4616
4618
4610
4610
ALTURA (mm)
1
650
910
913
913
912
909
782
2
652
913
915
914
913
911
779
3
652
914
913
914
910
912
782
DIÁMETRO (mm)
1
792
832
831
834
830
833
796
2
794
833
833
835
836
833
799
3
793
831
833
838
835
832
798
* Diámetros medidos sobre la zona central.

Figuras
FIGURAS
k

Figuras
FIG. 1 ANÁLISIS GRANULOMETRICO: MÉTODO
FIG. 2 PREPARACIÓN Y ESTUDIO DE MUESTRAS: DIAGRAMA DE FLUJO
FIG. 3 ESTUDIO DE ALTERABILIDAD: FRACCIÓN < 2 um: DIAGRAMA DE FLUJO
FIG. 4 DIFRACTOGRAMAS DE POLVO: FRACCIÓN > 20 um
FIG. 5 IMÁGENES ELECTRÓNICAS: SERRA TA DE NI JAR
FIG. 6 IMÁGENES ELECTRÓNICAS: CERRO DEL MONTE
FIG. 7 DIFRACTOGRAMAS DE POLVO < 60 um: MUESTRA TOTAL
FIG. 8 DIAGRAMAS ATD Y TG: MUESTRA TOTAL
FIG. 9 DIFRACTOGRAMAS DEAO FRACCIÓN <2\imDE LAS MUESTRAS
FIG. 10 DIAGRAMAS ATDYTG FRACCIÓN <2\imDELAS MUESTRAS
FIG. 11 VARIACIÓN EN Si02 Y CATIONES vs TIEMPO DE REACCIÓN: SERRATA DE NIJAR. TRATAMIENTO (KCI O.I M; I75 'C)
FIG. 12 DIAGRAMAS ATD SEGÚN TIEMPO DE REACCIÓN (I.2Y3 MESES) SERRATA DE NIJAR: TRATAMIENTO (KCI O. IM; 175' C)
FIG. 13 VARIACIÓN EN SI02 Y CA TIONES vs CONCENTRACIÓN DE KCI: FRACCIÓN < 2 um: SERRATA DE NIJAR TRATAMIENTO (30 DÍAS; 175 'C)
FIG. 14 DIAGRAMAS ATDYTG FRACCIÓN < 2 um: SERRATA DE NIJAR: TRATAMIENTO (30 DÍAS; KCI 0.5 Y 1.0 M; 175 'C)
FIG. 15 VARIACIÓN EN Si02 Y CATIONES vs CONCENTRACIÓN DE KCI: FRACCIÓN < 2 um: SERRATA DE NIIAR TRATAMIENTO (180 DÍAS; 175 'C)
FIG. ló DIAGRAMAS ATD Y TG FRACCIÓN < 2 um: SERRATA DE NIIAR: TRATAMIENTO (30 DÍAS; KCI 0.1, 0.5 Y 1.0 M; 175 °C)
FIG. 17 VARIACIÓN EN Si02 Y CATIONES vs CONCENTRACIÓN DE KCI: FRACCIÓN <2um: CERRO DEL MONTE TRATAMIENTO (30 DÍAS; 175 'C)
FIG. 18 DIAGRAMAS ATDYTG FRACCIÓN < 2 um: CERRO DEL MONTE: TRATAMIENTO (30 DÍAS; KCI 0.1 Y 0.5 M; 175 'C)
FIG. 19 DIAGRAMAS ATD Y TG FRACCIÓN < 2 um: CERRO DEL MONTE TRATAMIENTO (30 DÍAS; KC11.0 M; l7soc)
FIG. 20 DIAGRAMAS ATD Y TG FRACCIÓN < 2 um: CERRO DEL MONTE TRA
TAMIENTO (180 DÍAS; KCI 0.1, 0.5 Y 1.0 M; 175 °C) '
FIG. 21 ESQUEMA DEL HORNO DE SECADO
FIG. 22 ESQUEMA DEL TRITURADOR DE MUELAS
FIG. 23 MOLTURACION DISTRIBUCIÓN DE SECTORES DE TAMIZADO
FIG. 24 MCA-C COMPARACIÓN MOLTURACIONES HUMEDAD NATURAL
FIG. 25 MCA-C COMPARACIÓN MOLTURACIONES B8
FIG. 26 MCA-C COMPARACIÓN MOLTURACIONESTRAS ESTABILIZACIÓN: HU
MEDAD NATURAL
FIG. 27 MCA-C: COMPARACIÓN MOLTURACIONES: W10%
FIG. 28 MCA-C: COMPARACIÓN MOLTURACIONES: W= 15
FIG. 29 MCA-C: MOL TURACION Bl: HUMEDAD VARIABLE
97

FIG. 30 MCA-C: MOLTURACION B2: HUMEDAD VARIABLE
FIG. 31 MCA-C: MOLTURACION B3: HUMEDAD VARIABLE
FIG. 32 MCA-C: MOLTURACION B4: HUMEDAD VARIABLE
FIG. 33 GRANULOMETRIAS SOBRE PIEZAS: MCA-C: MOLTURADO Bl
FIG. 34 GRANULOMETRIAS SOBRE PIEZAS: MCA-C: MOLTURADO B4
FIG. 35 GRANULOMETRIAS SOBRE PIEZAS: S-2: MOLTURADO Bl
FIG. 36 COMPACTACION INDUSTRIAL: MCA-C: MOLTURADO Bl: W< 13%
FIG. 37 COMPACTACION INDUSTRIAL: MCA-C: MOLTURADOBI: W>13%
FIG. 38 COMPACTACION INDUSTRIAL: MCA-C: MOLTURADO B2
FIG. 39 COMPACTACION INDUSTRIAL: MCA-C: MOLTURADO B3
FIG. 40 COMPACTACION INDUSTRIAL: MCA-C: MOLTURADO B4
FIG. 41 COMPACTACION INDUSTRIAL: MCA-C: MOLTURADO BI/2
FIG. 42 COMPACTACION INDUSTRIAL: S-2: MOLTURADO Bl
FIG. 43 COMPARACIÓN MOLTURACIONES S-2: Bl, B4 Y B5
FIG. 44 GRANULOMETRIAS DE LAS ARENAS SIKA
FIG. 45 COMPACTACION INDUSTRIAL: S-2: MOLTURADO Bl CON ARENA
FIG. 46 COMPACTACION INDUSTRIAL: S-2: MOLTURADO B4 CON ARENA
FIG. 47 COMPACTACION INDUSTRIAL: S-2: MOLTURADO B5 CON ARENA
FIG. 48 GRANULOMETRIAS INDUSTRIALES DE S-2
FIG. 49 DIMENSIONES DEL MOLDE DEL ENSA YO FRANCES
FIG. 50 ESQUEMA DEL ENSAMBLADO CORDON RANURA
FIG. 51 PORCENTAJE DE EXPANSION DE LA CORONA A
FIG. 52 PORCENTAJE DE EXPANSION DE LA CORONA B
FIG. 53 PLANO DE LA MINA DE FAN A Y- SILORD
FIG. 54 DETALLE DE LA GALERÍA Y EL NICHO DEL EMPLAZAMIENTO
FIG. 55 DISEÑO CONCEPTUAL DEL CONTENEDOR
FIG. 56 ESQUEMA DEL ALMACENAMIENTO VERTICAL
FIG. 57 IMPLANTACIÓN DE LOS SONDEOS: PLANTA
FIG. 58 IMPLANTACIÓN DE LOS SONDEOS: VISTA LATERAL
FIG. 59 PLANOS DE LAS CORONAS DIAMANTADAS DE PERFORACIÓN
FIG. 60 IMPLANTACIÓN DE MAQUINARIA: VISTA LATERAL
FIG. 61 CURVA PROFUNDIDAD vs TIEMPO REAL DE PERFORACIÓN (m/h)
FIG. 62 DESCRIPCIÓN DEL CALIBRADOR
FIG. 63 DIÁMETRO DEL POZO: REGISTRO GRÁFICO
FIG. 64 DESVIACIÓN DEL POZO: MÉTODO DE MEDIDA
FIG. 65 DESVIACIÓN DEL POZO: REGISTRO GRÁFICO

Figuras
FIG. 66 MODULO DE SOPORTE INFERIOR
FIG. 67 MODULO DE SOPORTE INFERIOR: DETALLE
FIG. 68 MODULO DE SOPORTE ESTÁNDAR
FIG. 69 MODULO DE SOPORTE ESTÁNDAR: DETALLE
FIG. 70 MODULO DE SOPORTE SUPERIOR
FIG. 71 MODULO DE SOPORTE SUPERIOR: DETALLE
FIG. 72 OBTENCIÓN DE PIEZAS: DIMENSIONES DE MOLDES
FIG. 73 DIMENSION MOLDE DE PIEZA ESTÁNDAR
FIG. 74 DIMENSION MOLDE DE PIEZA INTERIOR
FIG. 75 DISTRIBUCIÓN CORONA ESTÁNDAR
FIG. 76 DISTRIBUCIÓN CORONA MECANIZADA
FIG. 77 DISTRIBUCIÓN ZONA CENTRAL
FIG. 78 SOPORTES DE TRANSPORTE
FIG. 79 CONTENEDOR SIMULADO
FIG. 80 ESQUEMA DE LA BARRERA INSTALADA
FIG. 81 DETALLE ENSAMBLADO SUPERIOR DE LA BARRERA
FIG. All-I VENTOSA DE MANIPULACIÓN: ESQUEMA
FIG. AII-2 VENTOSA DE MANIPULACIÓN: ESQUEMA NEUMÁTICO
FIG. Alll-I PINZA ESTÁNDAR: ESQUEMA
FIG. AIII-2 PINZA ESTÁNDAR: CORTE C-C
FIG. AIII-3 PINZA ESTÁNDAR: CORTES AYB
FIG. AIII-4 PINZA ESTÁNDAR: DETALLE 10-11, CORTES BYD
FIG. AIII-5 PINZA ESTÁNDAR: CORTE A-A Y FUNCIONAMIENTO
FIG. AIII-6 PINZA ESTÁNDAR: MODOS FUNCIONAMIENTO:
ESQUEMA NEUMÁTICO
FIG. AIII-7 PINZA ESPECIAL: ESQUEMA
FIG. AIII-8 PINZA ESPECIAL: MODOS FUNCIONAMIENTO: ESQUEMA NEUMÁTICO
FIG. AIII-9 PINZA ESPECIAL: ESQUEMA NEUMÁTICO: MAL FUNCIONAMIENTO
FIG. AIV-I PINZA MONOCAPA: ESQUEMA NEUMÁTICO
FIG. AIV-2 PINZA MONOCAPA: DISTRIBUCIÓN DE VENTOSAS
FIG. AIV-3 PINZA MONOCAPA: PLAN DE FUNCIONAMIENTO
99
h

Figuras
CUARTEO
1
20 gr.
SECADO EN HORNO 60'C
10 gr.
' '
REPOSO-HUMECTACIÓN 48 h
' '
AGITACIÓN VOLTEO EN BOTELLA 48 h
' '
4 CICLOS: 5 min. ULTRASONIDOS CON AGITADOR DE VARILLA
' r
SEPARACIÓN DE FRACCIONES
(O mi Sol. dispersante/l. suspensión [35.7 gr. (NaP03}5 7.9 gr. Na2C03 /11 H2O]
x > 20 \xm (secado 60 'C 48 h) - > pesada - > % - > D.R.X. y S.E.M.
x > 20 um - > COLUTER COUNTER TAMIZ x = 20 um Mod. TA II
Figura 1 Método seguido para el análisis granulometrico.
101

«1000 KglMUESTRA
SECADO AIRE 60'C
MOLIENDA, x< 1.16 nm
1 e r CUARTE010 -15 Kg
MOLIENDA x < 63 (.im
D.R.X. POLVO
22 CUARTE0100 gr./MUESTRA
10 gr. 10 gr. 20 gr. 60 gr.
MOLIENDA x < 63 |im
A.T.D., A.T.G., A.Q. y C.C.C.
GRANULOMETRIA HÚMEDO
HUMECTACIÓN, AGITACIÓN,
SUSPENSION y DECANTACIÓN
EXTRACCIÓN x < 2 um
1 D.R.X. POLVO A.Q,E.G„
D.M.S.,300"y550'C A.T.D.,A.T.G.,A.Q.yC.C.C.
Figura 2 Diagrama de flujo para la preparación y el estudio mineralógico y geoquímico de las muestras.

FRACCIÓN x<nm CARACTERIZADA
3gr + 15ccKCIO,1M j
1' Experiencia
3gr + 15ccKCIO,1M
REACTOR-175'C
2< Experiencia
3gr + 15ccKCIO,1M 3gr+15ccKCIO,5M
i
3gr + 15ccKCIO,1M
REACTOR-175'C
3* Experiencia
3gr+15ccKCIO,1M 3gr+15ccKCIO,5M
REACTOR-175 "c
3gr+15ccKCIO,1M
30 días ! 60 días i I
90 días
A. QUÍMICO
30 días 180 días
LAVADO AGUA + FILTRADO
•
250 CC SOLUCIÓN SOLIDO
SECADO
D.RX (AD + N, + EG, + DMS, + 300 'C, + 550 "C, ATD y TG)
Figura 3 Diagrama de flujo seguido para el estudio de la alterabilidad de la fracción x< 2 um.

Figuras
CERRO DEL MONTE
i 30
WU^CAJ i
25 I
20 15 Z& 10 z°
"•"•>;— "•<-"- ' - '? r í T r ? . " - : * •.-":
104
Figura 4 Difractogramas de polvo de la fracción x > 20 |¿m.

Figuras
A)
B)
Grano de cuarzo volcánico con morfología típica y golpes de corrosión, rodeado por esmectitas procedentes de la alteración de la matriz vitrea o criptocristalina de la roca.
Detalle de la imagen anterior en el que se observa la superficie rugosa del grano de cuarzo, debida probablemente a procesos de disolución parcial.
l<0. ' Vi. I. * » V Vr- •
r¿rt-^>-yvr;
-*M£%/ C) y D) Imágenes semejantes a las anteriores en las que
las láminas de esmectita rodean a cristales ¡dio-morios de feldespato. Obsérvese en el detalle de la imagen D las láminas de esmectita adheridas a las caras del cristal de feldespato.
Figura 5 Imágenes electrónicas (electrones secundarios) de las superficies de algunos de los fragmentos de roca aislados
del material bentonítico del yacimiento de la Serrata de Níjar.
105

Figuras
E) Cristales de feldespato parcialmente alterados a esmectita.
I SERRft í» < 1 E -J
* * * & • •
Fj y GJ Detalles de la imagen anterior en los que se observa cómo se produce la alteración de los cristales de feldespato, así como la disposición de las laminillas de esmectita respecto a dichos cristales.
H) Fragmento de roca cuya superficie parece estar tapizada por un material coloidal, probablemente sílice. Obsérvense las grietas de retracción que presenta dicho material coloidal.
Figura 5 Imágenes electrónicas (electrones secundarios) de las superficies de algunos de los fragmentos de roca aislados
del material bentonítico del yacimiento de la Serrata de Nijar (Continuación).
106

Figuras
A) Aspecto de la superficie de uno de los agregados arcillosos.
B) y C) Dos detalles diferentes de la superficie de un canto arcilloso.
D) Detalle de C en el que se observa que las láminas de esmectita contienen, a modo de urdimbre, fibras de sepiolita (?).
Figura 6 Imágenes electrónicas (electrones secundarios excepto F) de las superficies de algunos agregados arcillosos
residuales después de haber desagregado la muestra del yacimiento del Cerro del Monte.
107

Figuras
E)
F)
G)
Otro aspeólo de la superficie de un agregado arcilloso, en la que la sepiolita (?) parece predominar sobre la esmectita, mostrando una textura estropajosa.
Superficie de un agregado arcilloso en la que aparece retenida una placa de mica.
Superficie de un agregado arcilloso de los que hemos calificado como "armado". Obsérvense las incrustaciones de fragmentos de cuarzo y feldespatos y el hábito hexagonal de la incrustación del detalle.
H) Detalle de la imagen anterior.
Figura 6 Imágenes electrónicas (electrones secundarios excepto F) de las superficies de algunos agregados arcillosos
residuales después de haber desagregado la muestra del yacimiento del Cerro del Monte (Continuación).
108

601 IÍJ
If S-" I 1 I
to CD
-21.3-3.15 A • — ZT.S-3.Í» Á
2r .S-3 .24 Á •— (T.J-3.2* I
20.«0-3.34*
• — 2S.0-J.4T A
24.3- 3 . 0 0 *
• 23 .6- 3 .78*
•— 2 2 - 4.03 A
>— tO .» -4 .24 A 20 .0 - 4 . 3 2 *
3 0 . 2 - 2.»S A
y— 2Í.0- 3,02 Á
21.3- 3.12 A t l - 3 . l l * .
-— zr .a-3 .20A
«— ee.e- S.SA A
t— 24 .4 - 3.14 *
r— 13.T-J.T8 Á 23.5- 3.T» Á
22.1- S.ltX
•— 21.S-4.O0»
I— tO. 9 - 4.24 Á
• — ( Í . 7 6 - 4.41A . _ J».»-4.40 A
O
t— • . • -10 .04 A *— S.t- 40.04 A
r— T.3- 12.0» A
> — 6 .< - «4.4T A i — i - «4.TI A
sejn6y

CO o a < CE
O
ARCILLA: LA SERRATA DE NIJAR WT: 12.30 mg SCAN RATE: 10.00 deg/min ATMOSPHERE: AIRE 40 cc/min
(MUESTRA TOTAL)
8
1,5
CO O a < tr o
8
ARCILLA: CERRO DEL MONTE (MUESTRA TOTAL) WT: 12.60 mg SCAN RATE: 10.00 deg/mln ATMOSPHERE: AIRE 40 cc/mln
40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C)
a
60 150 240 330 420 510 600 690 780 870 960
TEMPERATURA (C)
b
o CO LU a.
100
90
ARCILLA: LA SERRATA DE NIJAR (MUESTRA TOTAL) DERIVADA WT:10.6684 mg RATE: 10.00 deg/min
FROM: 31 TO: 949 WT % CHANGE: 14.88
A.T.G.
O CO UJ Q.
100
90
ARCILLA: CERRO DEL MONTE (MUESTRATOTAL) DERIVADA WT:12.1916 mg RATE: 10.00 deg/mln
FROM: 31 TO: 949 WT% CHANGE: 13.56
80
40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C)
C
80 40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C)
d
Figura 8 Diagramas ATD Y TG: Muestra total.

Figuras
LA SERRATA
AO +-550"
A O + 3 0 0 "
CERRO DEL MONTE
AO-t-DMS
AO + EG
A O - N
1 1
(O 28 5 Z° — I 1 1
ÍO 29 5 2 o
Figura 9 Difractogramas de AO: fracción < 2 \xm de las muestras.
111

CO o o < ce o
ARCILLA: LA SERRATA DE NIJAR (x<2mm) WT: 14.90 mg SCAN RATE: 10.00 deg/min ATMOSPHERE: AIRE 40 cc/min
1,5
60 150 240 330 420 510 600 690 780 870 960
TEMPERATURA (C)
a
100
ARCILLA: LA SERRATA DE NIJAR ----DERIVATIVE
WT: 14.1091 mg RATE: 10.00 deg/min
O w Hi
a. 90
FROM: 31 TO: 949 WT% CHANGE: 16.77
A.T.G.
80 40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C) C
w O a < en o
o a z UJ
ARCILLA: CERRO DEL MONTE (x<2mm) WT: 15.40 mg SCAN RATE: 10.00 deg/min ATMOSPHERE: AIRE 40 cc/min
70 160 250 340 430 520 610 700 790 880 970
TEMPERATURA (C)
b
o to UJ
a.
100
90
ARCILLA: CERRO DEL MONTE (MUESTRATOTAL) DERIVATIVE
WT:14.6506 mg RATE: 10.00 deg/min
FROM: 31 TO: 949 WT% CHANGE: 16.79
AXG.
80 40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C)
d
Figura 10 Diagramas ATD y TG Fracción < 2 ¡¿m de fas muestras.

800
700
600
500
400
300
200
100
O
Si02 (ppm) C.C.CT (meq/100g)
3 Meses
Na'(meq/100g)
3 Meses 3 Meses
14
12
10
Ca~(meq/100g) Mg**(meq/100g) 70
60
50
40
30
20
10
K*(meq/100g)
K* FIJADO POR LA MONTMORILLONITA
3 Meses 3 Meses 3 Meses
Figuran Variación en Si02 y cationes vs tiempo de reacción: Serrata de Níjar. Tratamiento (KCI O.l M; 175 'C).

100
MONTMORILLONITA WT: 16.8478 mg RATE: 10.00 deg/min • DERIVATIVE
FROM: 31 TO: 949 WT% CHANGE: 18.02
a (1 mes)
MONTMORILLONITA WT: 9.9S03 mg RATE: 10.00 deg/min
100 --DERIVATIVE
FROM: 31 TO: 949 WT% CHANGE: 19.02
b (2 meses)
O CO tu o. » ^ 90 \
\ / » /
o CO UJ a. 90
80 40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C)
80 40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C)
100
MONTMORILLONITA WT: 12.4820 mg RATE: 10.00 deg/min DERIVATIVE
FROM: 31 TO: 949 WT% CHANGE: 16.51
c (3 meses)
O tfí LLI O .
90 «
80 40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C)
Figura 12 Diagramas ATD según tiempo de reacción (1,2 Y 3 meses) Serrata de Níjar: Tratamiento (KCI 0.1M; 175' C).

a: a:
90
80
70
60 ci
8 50
S 40
É
30
20
10
0
C.C.C.T 15
10
Na*
0 0,1 0 0,1 0,5 1 M 0 0,1 0,5 1 M
- 20
40
30
- 20
10
0 0,1 1 M 0 0.1 0,5 1 M
180
160
140
120 ai
g 100
S 80 É
60
40
20
0
K* FIJADO
0 0,1 0,5 1 M
Figura 13 Variación en SI02 y cationes vs concentración de KCI: Fracción < 2 Lim: Serrata de Níjar: Tratamiento (30 días; 175 °C).
3

CO o o < CE O
ARCILLA: LA SERRATA DE NIJAÍJ x < 2 m m WT: 15.30 mg SCAN RATE: 10.00 deg/mln ATMOSPHERE: AIR 40 cc/mln
a (KCI 0.5 M)
60 240 420 600
TEMPERATURA (C)
780 960
co O O < tr. O
O z LU
1.5
ARCILLA: LA SERRATA DE NklAR WT: 11.80 mg SCANRATE¿ ATMOSPHERE: AIR 40 cc/mln
x<2mm
c(KCMM)
50 230 410 590 770
TEMPERATURA (C)
950
O co LU O.
100
ARCILLA: LA SERRATA DE NIJAR x < 2 m m - DERIVATIVE
WT: 18.8261 mg RATE: 10.00 deg/mln FROM: 31 TO: 949 W T % CHANGE: 13.08
90
O co LU Q.
100
A*> .CILLA: SERRATA DE NIJAR x < 2 mm • •-DERIVATIVE
WT: 21.6479 mg RATE: 10.00 deg/mln FROM: 31 TO: 949 WT% CHANGE: 11.18
90
80 40 220
b (KCI 0.5 M)
400 580 760
TEMPERATURA (C)
940 80
40 220
d (KC11 M)
400 580 760
TEMPERATURA (C)
940
Figura 14 Diagramas ATD y TG fracción < 2 ¡iin: Serrata de Níjar: Tratamiento no días; KCI 0.5 Y 1.0 M; 175 *C).

a: a:
1400
1200
1000
800
600
400
200
0
S¡02
T* C=175* C t= 180 días MOLARIDAD KCI
90
80
70
60
§ 50
iff 40 É
30
20
10
0
C.C.C.T
15
10
0 0,1 0,5 1 M O 0,1 0.5 1 M 0 0,1 0,5 1 M
40
30
n 20 111
É
10
0 0,1 0,5 1 M
smmmsmas
LU
É
40
30
20
10
0 0,1 0,5 1 M
05 o o ex LU •U
l
160
140
120
100
80
60
40
20
0
K* FIJADO Ji
/ /
/
0 0,1 0,5
Figura 15 Variación en Si02 y cationes vs concentración de KCI: Fracción < 2 \xm: Serrata de Níjar: Tratamiento (180; 175 'C).
1 M

Figuras
o a
ARCILLA: LA SERRATA DE NIJAR x < 2 m m WT: 19.60 mg SCAN RATE: 10.00 deg/mln ATMOSPHERE: AIR 40 cc/mln
U O)
ARCILLA WT: 20.8462 mg RATE: 10.00 deg/mln
P
a(KCI0,1M)
70 160 250 340 430 520 610 700 790 8B0 970
TEMPERATURA (C) DTA
100
90
80
- - DERIVADA
FROM: 32 TO: 949 WT% CHANGE: 17.3
b(KCI0,1M)
40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C) TG
o o
ARCILLA: LA SERRATA DE NIJAR x < 2 m m WT: 19.90 mg SCAN RATE: 10.00 deg/mln ATMOSPHERE: AIR 40 cc/mln
c(KCI0,5M)
ARCILLA WT: 20.5268 mg RATE: 10.00 deg/mln • DERIVADA
FROM: 32 TO: 949 WT% CHANGE: 11.31
d(KCI0,5M)
50 140 230 320 410 500 590 680 770 860 950
TEMPERATURA (C) DTA
40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C) TG
ARCILLA: LA SERRATA DE NIJAR x < 2 m m WT: 18.60 mg SCAN RATE: 10.00 deg/mln ATMOSPHERE: AIR 40 cc/mln
60
e (KC11 M)
150 240 330 420 510 600 690 780 870
TEMPERATURA (C)
960
DTA
ARCILLA WT: 20.5245 mg RATE: 10.00 deg/mln DERIVADA
90
80
FROM: 32 TO: 949 WT% CHANGE: 12.37
l (KCHM)
40 130 220 310 400 490 580 670 760 850
TEMPERATURA (C)
940
TG
Figura 16 Diagramas ATD y TG fracción < 2 ¡.im: Serrata de Níjar: Tratamiento (30 días; KCI 0.1,0.5 Y 1.0 M; 175 °C).
118

O 0,1
SiO,
T C=175 C t= 180 días MOLARIDAD KCI
0,5 1 M
60
50
40
^ 30
S
20
10
C.C.C.T
o o,i 0,5 1 M
0.08
0,07
0,06
¿, 0,05 O O ~ 0,04 cr
UJ
É 0,03
0,02
0,01
0 0 0,1 0,5 1 M
16
14
12
10
8
6
4
2
0 0 0,1 0,5 1 M
40
35
30
Ü 2 5
Oí o o ^ 20 cr UJ
E 15
10
5
0
m-E
q/10
0gr.
140
120
100
80
60
40
20
n
K' FIJADO
/
/ 4
i
0 0,1 0,5 1 M 0 0,1 0,5 i M
Figura 17 Variación en Si02 y cationes vs concentración de KCI: FRACCIÓN < 2 j.im: Cerro del Monte: Tratamiento (30 DÍAS; 175 'C).
(O c

1,5
ARCILLA: CERRO DEL MONTE x<2mm WT: 14.20 mg SCAN RATE: 10.00 deg/min ATMOSPHERE: AIR 40 cc/min
50 230
a (KCI 0.1 M)
410 590
TEMPERATURA (C)
770 950
03 O O < ce o
z w
1.5
ARCILLA: CERRO DEL MONTE x < 2 mm WT: 12.70 mg SCAN RATE: 10.00 deg/min ATMOSPHERE: AIR 40 cc/min
50
c (KCI 0.5 M)
230 410 590
TEMPERATURA (C)
770 950
100
ARCILLA: CERRO DEL MONTE x<2mm - - DERIVATIVE
WT: 13.7737 mg RATE: 10.00 deg/min FROM: 31 TO: 949 WT % CHANGE: 16.86
*«./
O 05 Lil a.
100
90
ARCILLA:CERRO DEL MONTE X<2mm DERIVATIVE
WT: 25.4730 mg RATE: 10.00 deg/min FROM: 31 TO: 949 WT% CHANGE: 15.04
S . '
80
b (KCI 0.1 M)
40 220 400 580 760
TEMPERATURA (C)
940
80 d (KCI 0.5 M)
40 220 400 580 760
TEMPERATURA (C)
940
i}g&£Z%j£^'^l&Z&~£7^^ 'J£*S^SíS*^*'->iStS7^^í.I??¿T^*..«iS
Figura 18 Diagramas ATD a TG fracción < 2 u.m: Cerro del Monte: Tratamiento {30 días; KCI 0.1 Y 0.5 M; I75 'C).

o Q
O o z
1,5
ARCILLA: LA SERRATA DE NIJAR x < 2 mm WT: 14.80 mg SCAN RATE: 10.00 deg/min ATMOSPHERE: AIR 40 cc/min
a (KCI 1 M)
50 140 230 320 410 500 590 680 770 860 950
TEMPERATURA (C)
O CO UJ Q_
100
o o 111
90
ARCILLA: CERRO DEL MONTE X < 2 mm WT: 12.8127 mg RATE: 10.00 deg/min
- - DERIVATIVE FROM: 31 TO:949 WT% CHANGE: 13.18
B(KCI1 M)
8 0 , . - ' • • •
40 130 220 310 400 490 580 670 760 860 940
TEMPERATURA (C)
Figura 19 Diagramas ATD y TG fracción< 2 |im: Cerro del Monte: Tratamiento (30 días; KC11.0 M; (175 'C).
121

Figuras
ARCILLA: CERRO DEL MONTE x < 2 mm WT:J5.00mg SCAN RATE: 10.00 deg/mln ATMOSPHERE: AIR 40 cc/min
a (KCI 0,1 M)
90 170 250 330 410 490 570 650 730 810 930
TEMPERATURA (C) DTA
100
ARCILLA WT: 25.6162 mg RATE: 10.00 deg/mln • DERIVADA
60
FROM: 32 TO: 949 WT% CHANGE: 16.39
b (KCI 0,1 M)
40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C) TG
ARCILLA: CERRO DEI. MONTE x < 2 mm WT: 18.40 mg SCAN RATE: 10.00 deg/mln ATMOSPHERE: AIR 40 ec/mln
c (KCI 0,5 M) 3
60 150 240 33D 420 510 600 690 780 870 960
TEMPERATURAS) DTA
ARCILLA WT: 19.8822 mg RATE: 10.00 deg/mln 100 " * V DERIVADA
FROM: 32 TO: 949 WT% CHANGE: 13.78
d (KCI 0,5 M)
) 40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA(C) TG
ARCILLA:CERRO DEL MONTE x < 2 m m WT: 18.60 mg SCAN RATE: 10.00 deg/mln ATMOSPHERE: AIR 40 cc/mln
ARCILLA WT: 19.7139 mg RATE: 10.00 deg/mln
e (KC11 M)
o ui Q.
DERIVADA
FROM: 32 TO: 949 WT% CHANGE: 14.15
• * . - '
\ . /
f (KCHM)
50 140 230 320 410 500 590 680 770 860 950
TEMPERATURA (C) DTA
40 130 220 310 400 490 580 670 760 850 940
TEMPERATURA (C) TG
Figura 20 DIAGRAMAS ATD Y TG fracción < 2 tim: Cerro del Monte: Tratamiento (180 DÍAS; KCI 0.1,0.5 Y 1.0 M; 175 °C).
122

HORNO DE BECADO DE LA ARCILLA
SALIDA DE HUMOS INCLINACIÓN SOBRE LA HORIZONTAL DE ALGUNOS GRADOS
ENTRADA DE ARCILI.
QUEMADOR
700°C
AIRE
SISTEMA HELICOIDAL PARA EL AVANCE DE LA ARCILLA
SALIDA DE ARCILLA
Figura 21 Esquema del horno de secado.

ALIMENTACIÓN v \ DE GRANULADOS X X
LOS GRANULADOS SON TRITURADOS
CiJ
ROTACIÓN DE LA TINA
REJILLA PERFORADA
ARCILLA EN FORMA DE POLVO
Figura 22 Esquema del triturador de muelas.

Figuras
Molturación B1 Molturación B2
Molturación B3 Molturación B4
A: sector de 4,50 mm de diámetro B: sector de 3,15 mm de diámetro C: sector de 2,00 mm de diámetro D: sector de 1,50 mm de diámetro
Molturación B5
Figura 23 Molturación, distribución de sectores de tamizado.
125

UJ
z < CO
o Q
O <
100
ARCILLA MCA-C / COMPARACIÓN DE MOLTURACIONES GRANULOMETRIAS INICIALES: W = 5,4% - 6,9%: B4 NT TRAS 10 DÍAS, W = 10,2%
80
60
40
20
10 100 1000
DIÁMETRO DE PASO DE LAS PARTÍCULAS (x 10E-06 m)
• B1 NT « B2 NT A B3 NT3 O B4 NT
10000
Figura 24 MCA-C Comparación molturaciones: Humedad natural.

Figuras
o o o o
CO • CO Z
O O < ce
ü o ü
I < ü
«* in ii
£ to Ul _l < o z CO < E m
< S
ü¡ E SE
co o ai o
o c ? 1 —
o
_x_ (O < _ l
TIC
U
ce
DÉ
LA
S
ü
2
co 1-z «
CM
1-
•
1-«¿
co m (A Q)
O co
LU
Q
§ O ^ ce
ai
< Q
io o OJ E
2 c= 3 O O) "o ü. co
co a. E o o o «i o
o o
o co o
CD
o •sf- o
C\l
3iNvsvd oa\nni/\inov%
127

co
LU
< CO
Í O Q
5 3 O <
c
100
ARCILLA MCA-C / COMPARACIÓN DE MOLTURACIONES GRANULOMETRIAS TRAS 10 DÍAS: W(B1) s 8,3% : W(B2) = 9,2% : W(B3) = 9,1% : W(B4) = 10,2%
80
60
40
20
10 100 1000 DIÁMETRO DE PASO DE LAS PARTÍCULAS (x 10E-06 m)
• B1 HNT O B2 HNT A B3 HNT • B4 HNT
10000
Í.ZJ:%\ •JEBESSEESSSSiaEESKWEii:.- /SSSEJB! ;aE2^if32,"!K£SS;i3íZS2S;-»SKSfe-iaS»-iSE3S5
Figura 26 MCA-C Comparación molturaciones tras estabilización: Humedad natural.

LU h-
< W < a. O Q
5 z> 2
ARCILLA MCA-C / COMPARACIÓN DE MOLTURACIONES GRANULOMETRIAS TRAS 10 DÍAS: W(B1) = 11,0% : W(B2) = 10,7% : W(B3) = 9 ,1% : W(B4) = 10,2%
100
80
60
40
20
10 100 1000
DIÁMETRO DE PASO DE LAS PARTÍCULAS (x 10E-06 m) 10000
B1 H10 * B2H10 B3HNT
\S3£a*22B£%BS3£8&3%^%Z SS«V:tf^S3S3SSSf?
B4HNT
Figura 27 MCA-C: Comparación molturaciones: W10%.

LU I -Z < CO
Í o Q
3 O <
ARCILLA MCA-C / COMPARACIÓN DE MOLTURACIONES GRANULOMETRIAS TRAS 10 DÍAS: W(B1) = 15,8% : W(B2) s 13,5% : W(B3) = 13,2% : W(B4) = 15,8%
100
80
60
40
20
10 100 1000 DIÁMETRO DE PASO DE LAS PARTÍCULAS (x 10E-06 m)
10000
B1 H15 * B2H15 A B3H15 • B4H15
Figura 28 MCA-C: Comparación molturaciones: W= 15.

HI
I -
< CO
£ o o
O <
ARCILLA MCA-C / COMPARACIÓN DE MOLTURACIONES GRANULOMETRIAS TRAS 10 DÍAS: W(B1 HNT) = 8,3% : W(B1 H10) = 11,0% : W(B1 H15) = 15,8%
100
80
60
40
20
10 100 1000
DIÁMETRO DE PASO DE LAS PARTÍCULAS (x 10E-06 m)
• B1 HNT « B1 H10 A B1 H15
10000
Figura 29 MCA-C: Molturación B1: Humedad variable.

Figuras
o o o o
o o o
CO o III o X
CO < _J
O
AR
T
LL. (1)
DÉ
LA
O co < LL LU U O cr i— ni 2 < Q
m I CM CD
4
o T—
X CM CQ
•
I CM CQ
•
>i
í
,! |! i ••)
. 1
. ü» Ja .2
var
edad
E 3
ura3
0 B
2:H
. O) C ..i U -
1
* !
!
•1
:«
rae
3 o 2
A-C
: o i :
giNvsvd oaxnniAinov %
"^.í¡^*ííi^K^ ,£En»!^2
132

100
ARCILLA MCA-C / COMPARACIÓN DE MOLTURACIONES GRANULOMETRIAS TRAS 10 DÍAS: W(B3 HNT) = 9 ,1% : W(B3 H15) = 13,2%
80
LU
<
í O Q
D O <
60
40
20
10 100 1000
DIÁMETRO DE PASO DE LAS PARTÍCULAS (x 10E-06 m)
• B3HNT A B3H15
10000
Figura 31 MCA-C: Molturación B3: Humedad variable. f

HI H Z <
o Q
3 O <
ARCILLA MCA-C / COMPARACIÓN DE MOLTURACIONES GRANULOMETRIAS TRAS 10 DÍAS: W(HNT) = 10,2% : W(B4 5) = 11,1% : W(B4 H15) = 15,7%
100
80
60
40
20
10 100 1000
DIÁMETRO DE PASO DE LAS PARTÍCULAS (x 10E-06 m)
10000
• B4HNT O B4 5 B4H15
Figura 32 MCA-C: Molturación B4: Humedad variable.

ARCILLA MCA-C / MOLTURACION B-1 GRANULOMETRIAS FINALES SOBRE PIEZAS
100 1000 10000
DIÁMETRO DE PASO DE LAS PARTÍCULAS (x 10E-06 m)
w = 7,7% * w = 12,3% A W = 16 ,7% « w = 10% : STANDAR
Figura 33 Granulometrías sobre piezas: MCA-C: Molturado B1.

ARCILLA MCA-C / MOLTURACION B-4 GRANULOMETRIAS FINALES SOBRE PIEZAS
100 1000 1 DIÁMETRO DE PASO DE LAS PARTÍCULAS (x 10E-06 m)
• w=11,1% Aw=15,7% • w= 10%: STANDAR
Figura 34 Granulometrías sobre piezas: MCA-C: Molturado B4.

¿81-
piü^aKSESSsssEaseasssB ®z^Bz^.a%T^-my*£z^í^^^z£32z^^ v r~rt
>1
% ACUMULADO PASANTE
l\3 O O o
00
o o o
Gra
3 1_ O
<T>
53" </> sobre piezas:
C/J to
o_
c 01 Q . O CD
'
#
' ,
Figur
CO o en •
'I ,;
¡.í
i
S n •vi 01 5?
•
ii 15%
• S n — o v? 0^ : S
TA
ND
AR
IAM
m H TI O D m T I A
SO
DE
r— >
T I > R
TIC
c r~ > <7> ">? 10E
-06m)
^ o o
o o o
O)""-
-n §¡
C/)3J o> « O mO T J 2 Roa y)
o o o o
SBjn6y

1,9
COMPACTACION INDUSTRIAL DE MCA-C MOLTURADO B1 / W < 13%
1,8
1,7
1,6
1,4
1,3
1,2
300 400 500 600 700 800 900 1000 1100 1200
PRESIÓN DE COMPACTACION (bar)
fr W=7,7% ¡§s W=8,3% • W=10,2% -k W=10,9% O W=11,0% 0 W=12,3%
Figura 36 Compactación industrial: MCA-C: Molturado B1: W< 13%.

COMPACTACION INDUSTRIAL DE MCA-C MOLTURADO B1 / W < 13%
1,9
1,8
1,7
1,6
1,5
1,4
1,3
1,2 300 400 500 600 700 800 900 1000 1100 1200
PRESIÓN DE COMPACTACION (bar)
^W=14 ,6% it W=15,5% $ : W=15,8% •$- W=15,9% 0 W=16,7%
Figura 37 Compaclación industrial: MCA-C: Molturado B1: W>13%.

5 ti *«^S*^S^¿^^25^^«!SSS£^Í4Í "•SÍSSSSÍKSS , ,
E o
LU Q
1,9
1,8
1,7
5 1,6
ü en <
§ 1,5 Q co
1,4
1,3
1,2 300
COMPACTACION INDUSTRIAL DE MCA-C MOLTURADO B2
*
400 500 600 700 800 900
PRESIÓN DE COMPACTACION (bar)
1000 1100 1200
W=8,8% ^ W=8,9% jfc W=9,0% ^ W=9,2% ^ W=10,7% ^ W=13,5%
5ESIS£EIi^»S=
Figura 38 Compactación industrial: MCA-C: Molturado B2.
3

a CO
1,9
1,8
1,7
COMPACTACION INDUSTRIAL DE MCA-C MOLTURADO B3
1
ILLA
ü ce <
<
NS
I
LII Q
1,6
1,5
1,4
i i
*
0 0
&
#
* *
1,3
1,2 300 400 500 600 700 800 900 1000 1100 1200
PRESIÓN DE COMPACTACION (bar)
£W=8,7% ^ W = 9 , 1 % ^W=13 ,0% ^ W=13,2% «$• W=13,4%
Figura 39 m
Compactación industrial: MCA-C: Molturado B3. |

COMPACTACIÓN INDUSTRIAL DE MCA-C MOLTURADO B4
tt
1,9
1,8
1,7
1,6
1,5
1,4
1,3
1,2 300 400 500 600 700 800 900 1000 1100 1200
PRESIÓN DE COMPACTACIÓN (bar)
<£fW=11,1% x^W=11,4% ^ W = 1 5 , 7 %
Figura 40 Compactación industrial: MCA-C: Molturado B4.

1,9
1,8
1,7
1,6
1,5
1,4
1,3
*
COMPACTACION INDUSTRIAL DE MCA-C MOLTURADO B1 / SEGUNDO BIG-BAG
I
1,2 300 400 500 600 700 800 900 1000 1100 1200
PRESIÓN DE COMPACTACION (bar)
jfc W=7,0% ir W=12,2% - ^ W=15,0% ^ W=17,0%
Figura 41 Compactación industrial: MCA-C: Molturado BI/2.

1,9
1,8
COMPACTACION INDUSTRIAL DE MCA-C MOLTURADO B1
CO
£ O)
_ J
O te < Q < D (O UJ Q
1.7
1,6
1,5
1,4
1.3
1.2 300 400 500 600 700 800 900
PRESIÓN DE COMPACTACION (bar)
^ t W=11,7% £ j W=15,0%
Figura 42 Compactación industrial: S-2: Molturado B1.

100
ARCILLA S-2 / COMPARACIÓN DE MOLTURACIONES GRANULOMETRIAS INICIALES : W(B1) = 15,3% : W(B4) = 15,9% : W(B5) = 15,2%
80
•i V
1 ti S1
a
i
i ,1
H a
f*
A ti >3
ti
% V!
SI It b
h 1 1 r i
¡
LU 1 -
-z. < CO < a. O Q
5 3 2 3 O < ^9
60
40
20
0 10
5SES2!K££SES!ESSSS-2a!ír
100 1000
DIÁMETRO MEDIO DE LAS PARTÍCULAS (x 10E-06 m)
B-1 B-4 A B-5
Figura 43 Comparación molturaciones S-2: B1, B4 Y B5.
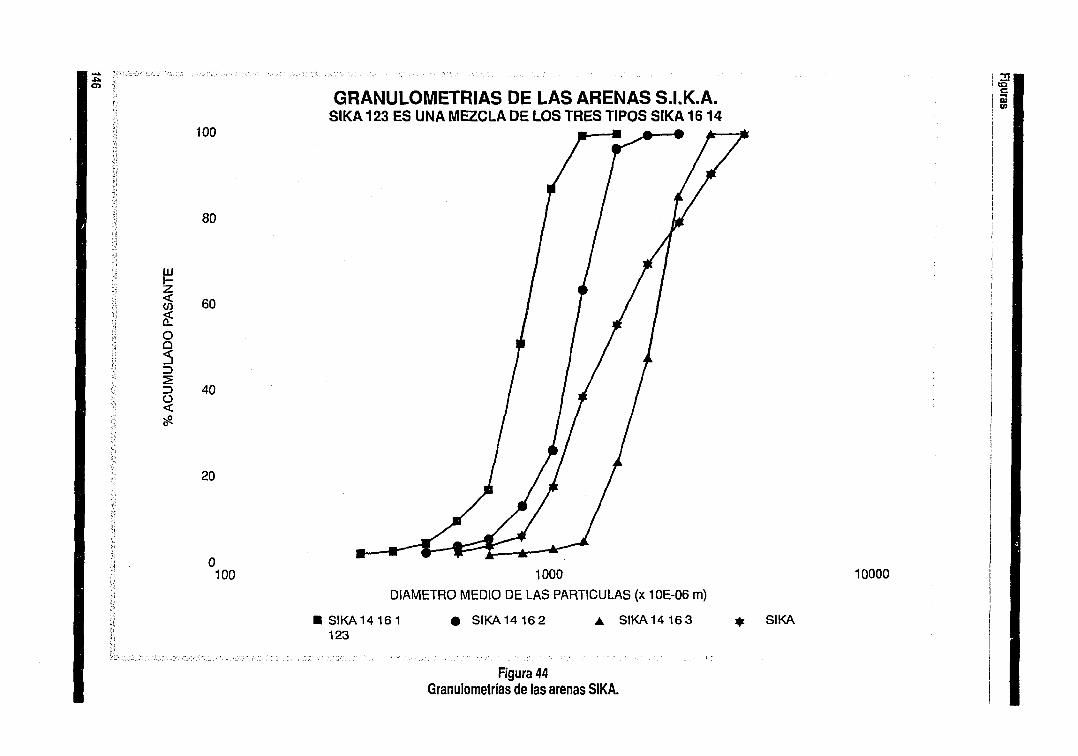
GRANULOMETRIAS DE LAS ARENAS S.I.K.A. SIKA 123 ES UNA MEZCLA DE LOS TRES TIPOS SIKA 1614
1000
DIÁMETRO MEDIO DE LAS PARTÍCULAS (x 10E-06 m)
• SIKA14161 • SIKA14162 • SIKA14163 * SIKA 123
Figura 44 Granulometrías de las arenas SIKA.

CURVAS DE COMPACTACIÓN INDUSTRIAL DE S-2 MOLTURADO B1 : DENSIDAD DE LA ARCILLA EN LA MEZCLA
1,9
1,65
1,6 200 400 600 800 1000 1200 1400 1600
PRESIÓN DE COMPACTACIÓN (bar)
• ARCILLA PURA:W=15,9% • 10% ARENA: W=14,4% A 20% ARENA: W=13,2%
Figura 45 Compactación industrial: S-2: Molturado B1 con arena.

1,9
CURVAS DE COMPACTACION INDUSTRIAL DE S-2 MOLTURADO B4 : DENSIDAD DE LA ARCILLA EN LA MEZCLA
1,85
1,7
1,65
1,6
200 400 600 800 1000 1200 1400 1600
PRESIÓN DE COMPACTACION (bar)
• ARCILLA PURA: W=15,3% • 10% ARENA: W=13,9% • 20%ARENA: W=12,7%
Figura 46 Compactación industrial: S-2: Molturado B4 con arena.

1,9
1,85
CURVAS DE COMPACTACION INDUSTRIAL DE S-2 MOLTURADO B5 : DENSIDAD DE LA ARCILLA EN LA MEZCLA
1,8
1,75
1,7
1,65
1,6 200 400 600 800 1000 1200
PRESIÓN DE COMPACTACION (bar)
1400 1600
ARCILLA PURA :W=15,2% • 10%ARENA: W=13,8% A 20% ARENA: W=12,7%
Figura 47 Compactacion industrial: S-2: Molturado B5 con arena.

T I
111
z <
o Q
O <
100
80
60
40
20
10
COMPARACIÓN MOLTURADOS ARCILLA S-2
• B-1
100 1000
DIÁMETRO MEDIO DE LAS PARTÍCULAS (x 10E-06 m)
O GADOR A GADOR 2 A LIBOS * LIBOS 2
10000
B-1 MOL
Figura 48 Granulometrías industriales DE S-2.

Figuras
C0TAA1:
COTA A2:
COTAB1:
COTA B2:
PLANO SUPERIOR PLANO MEDIO PLANO INFERIOR
PLANO SUPERIOR PLANO MEDIO PLANO INFERIOR
PLANO SUPERIOR PLANO MEDIO PLANO INFERIOR
PLANO SUPERIOR PLANO MEDIO PLANO INFERIOR
476,4 475,8 475,8
230.8 230,6 230,6
246,7 246,0 245,9
246,5 246,0 245.9
Figura 49 Dimensiones del molde del ensayo francés.
151

cardan piece A
garge piece A
cardan piece B
garge piece B
Figura 50 Esquema del ensamblado cordón ranura.

3% PORCENTAJE DE EXPANSION DE LA CORONA
2,5%
O CO 2
á ¡5
0,5%
luí • 00
0% 10
K B E
20
« Bi
30 40
DÍAS TRANSCURRIDOS A K UE
50
^ » Ul
Figura 51 Porcentaje de expansión de la corona A.
60
-k ,; p E R
70
21 C

PORCENTAJE DE EXPANSION DE LA CORONA B
3%
2,5%
2%
0,5%
0% 10
:;BE
20 30 40 50
DÍAS TRANSCURRIDOS
• v. Bl A -,; UE O -' Ul
60 70
PER
Figura 52 Porcentaje de expansión de la corona B.

Figuras
>» u a
M »
a
+» C 0! E 0) no u a ^m
c a 6
too t-u
rg
« a u a u 3
u
(O 60
3 O
>» L. 01
** ^ re «J
J. a
fl) C 0 N
¿S i . 0 2
«: O.Í1 a u 3 =
U.I
ce o _J CO
£ f?2
1 I
155

Figuras
T t T »ur>ice_ nív(ju=rUO
• | puits d'aerage h»37m
I I e lm
1 ' I ' I
1 — I l l
C
niveau 120 1.S0 T
puits d'essai h»3 im
« lm
niveau» 37?
COUPE A-A : CHAHTIER CEA
puits d'essai h « 7,70ni • s I.SOm
" ^
O puitt 4' i init
galirii nnrtau ¿30
• niveau I Í 120
puits possible h > 3lm • r 1,50 m
T
tí niveau 379
COUPE B-8 : CHAHTIER EHRESA
COGEMA CHANTIER SILORD PLAN DES TRAVAUX client : CEA
gilirtt nmiu 371
i J > puil
¥-
T puits Iprévus
puits possible
^ I
"&í -í> T
date 01/02/89
Figura 54 Detalle de la galería y el nicho del emplazamiento.
156

Figuras
PARTE SUPERIOR DEL CONTENEDOR \ ɣ
CUERPO DEL CONTENEDOR (ACERO INOXIDABLE).
*,.
I ALOJAMIENTO DE LOS ELEMENTOS O
DE COMBUSTIBLE UTILIZADO " 7
L
SANCHO
i«j. 520
800 140
O o
DISEÑO CONCEPTUAL DEL CONTENEDOR
Figura 55 Diseño conceptual del contenedor.
157

Figuras
4000
TÚNEL DE ALMACENAMIENTO
MATERIAL COMPACTADO MEZCLA DE ARENA Y BENTONITA
BLOQUES DE BENTONITA ALTAMENTE COMPACTADA
POZO DE ALMACENAMIENTO
158
Figura 56 Esquema del almacenamiento vertical.

S2
3
r
. ! - » .
3*3 *« - 3.25
aso . 3 . 6 0 -
Figura 57 Implantación de los sondeos: Planta. i

en o f
Figura 58 Implantación de los sondeos: Vista lateral.

Figuras
¡i a?
a
1 5 ;
E
!
I •
ia» IO
m
BH4Ü] y : J y i w f 'Q |—Tr t t r res r í l
oosr&>
£?!
c •g 'o ca o t= a> a. a> •a CO ca
• a ca
o> 1= 10 re 2 1 .OTO iE c/>
ca
s
I
161

O» 3 CO
01 in
Figura 60 Implantación de maquinaria: Vista lateral.

o < D a z u. o cc a.
20 30
TIEMPO DE PERFORACIÓN
40 50 60
CD CO
Figura 61 Curva profundidad vs tiempo real de perforación (m/h).
O)

Figuras
Caliper Tool The 1 -7/16 in. (36.5 mm) 3- arm Caliper is designed for independent opera
tion white the 2-1/8 in. (54 mm) 2-arm tool is designed to be run with the 2-1/8 in. (54 mm) compensated sonic tool.
The 1-7/16 in. (36.5) mm) tool includes sets of arms, which provide measurement ranges of up to 14 in. (35 cm) or up to 32 in. (80 cm), and a calibration board.
The 2-1/8 in. (54 mm) tool has a measurement range of up to 24 in. (60 cm) and requires a specialized caliper module for NIMS operation.
See Page 71 For Caliper Accessories
300 V. Power Supply
P r 0 b e
INIIVIO
Line Power
Rate Meter
Rate Meter
Specifications
Diameter (O.D.):
Part Number:
Length:
Weight:
Temperature Rating:
Pressure Rating:
Power Required: Electronics Motor
1-7/16 in. (36.5 mm)
06-9380-100
75 in. (190 cm)
18 lb. (8 kg)
257°F(125°C)
10,000 psi (680 atm)
50mA@50Vdc ±200mA@125Vdc
2-1/8 in. (54 mm)
06-9113-000
60 in. (150 cm)
45 lb. (20 kg)
257°F(125°C)
5,000 psi (340 atm)
50mA@50Vdc ±l75mA@125Vdc
* Diagram depicts the 1-7/16 in. (36.5 mm) tool.
164
Figura 62 Descripción del calibrador.

Figuras
COGEMA
Operateur...: LCR
X : 0
Y:0
Z:0
Inclín.:
Azimut: 0
Echelle: 1/50
I
Sondage: CEA/1_1
Prof, forée: 7.85 m
Mesure
DIAM
DIAM
Ter
1
1
Unite
cps
cps
Type:
U/cm
50
-50
Date
14/10/91
14/10/91
Offset
-17
35
Potsson
Non
Non
More points
1
1
Ord filtre
0
0
r
r 5
!
R= 750mm
i
r
•
r < ~
Figura 63 Diámetro del pozo: Registro gráfico.
165

DETERMINATION DE LA DEVIATION D'UN SONDAGE CAROTTE DE GROS DIAMETRE SUR LE SITE DE SILORS
I. PRINCIPE
Determination le long de 8 generatrices du cylindre d'un point tous les 0m50 par rapport á la verticale passant par l'axe du trou du niveau 0.
1,50 m
Axe du sondage
8m
1,50 m
0,5 m |
Niveau 0
Distances mesurées
d i par rapport á la ~>¡ verticale
passant par l'axe du sondage au niveau 0
Niveau 8
Vue en plan (Niveau 0) Vue en coupe
II. MATERIEL
Lunette nadirale avec oculaire laser WILD ZNL et oculaire WILD GL02.
III. PRECISION
Precision de la lunette: 1/30.000. Diamétre du point lumineux du GL02: 5 mm á 100 m. Precision des mesures ± 2 mm par rapport á la verticale au niveau 0, passant par l'axe du sondage.
Figura 64 Desviación del pozo: Método de medida.

Figuras
J
o a "> </> <D
O
167

Figuras
A.A
omiM i
íaia
¿,810
Omi«]
19X5
j» 4M
V
OaniMZ
Figura 66 Módulo de soporte inferior.
168

Figuras
DETALLE 1
9¿ +
w w//////////ás$$$$$$±
DETALLE 2 DETALLE 3
Pletina de ¿O x 15 adaptada según
& 1153.5 v ajustada oor soldadura
Pletina de ¿0 x 15 adaptada según
¡a 511 v ajustada oor soldadura
Figura 67 Módulo de soporte inferior: Detalle.
169

Figuras
Figura 68 Módulo de soporte estándar.
170

Figuras
DETALLE 1
o
co
>
^ &
/ 3 0° /
W////////M
«.s
6 3
s
co
DETALLE 2
Figura 69 Módulo de soporte estándar: detalle.
171

Figuras
a a $ s
a
,
DM»Jto1
-M "-v^4
l L r
> J ^ -H-r—
y i— _ ^ !
A.A «ata 1
• 810
*
0tnM3
511
«829
1 «837
1 ¿11515
1 «14SS
Pl W ' -1
/ /
O w * T I
! Q.
• "O m a.
s
• *
T I
if a
/
Mallas
• / • '
2 5 § §
Figura 70 Módulo de soporte superior.
172

DETALLE 1
Figuras
xW^WN
DETALLE 2 DETALLE 3
Figura 71 Módulo de soporte superior: Detalle.
173

DIMENSIONES DE LOS MOLDES
PIEZA ESTÁNDAR
0 INTERIOR = 840 0 EXTERIOR = 1^50
PIEZA INTERIOR
0 EXTERIOR = 782
PIEZA MECANIZADA
0 INTERIOR = 822 0 EXTERIOR = %50
PIEZA HEXAGONAL CENTRAL
MECANIZADA A PARTIR DE UNA PIEZA INTERIOR
LAS DIMENSIONES TIENEN EN CUENTA UNA EXPANSION DEL 2.57. SOBRE LOS DIÁMETROS EXTERIORES
Figura 72 Obtención de piezas: Dimensiones de moldes.

MOLDE PIEZA ESTÁNDAR
COTA A: PLANO SUPERIOR 375,26 PLA.NO MEDIO 375,26 PLANO INFERIOR 375,26
COTAB: PLANO SUPERIOR 212,73 PLANO MEDIO 212,73 PLANO INFERIOR 212,73
COTAC: PLANO SUPERIOR 314,25 PLANO MEDIO 314,00 PLANO INFERIOR 313,75
RADIO EXTERIOR: 725
Figura 73 Dimensión molde de pieza estándar.

*
MOLDE PIEZA INTERIOR
COTA A:
COTA B:
COTA C:
PLANO SUPERIOR PLANO MEDIO PLANO INFERIOR
PLANO SUPERIOR PLANO MEDIO PLANO INFERIOR
PLANO SUPERIOR PLANO MEDIO PLANO INFERIOR
RADIO EXTERIOR: 391
391.00 391,00 391.00
127.00 127.00 127,00
264,25 264.00 263.75
Figura 74 Dimensión molde de pieza interior.

Figuras
0 800.0 H
0 8210 *-l
0 1485.0 -
Figura 75 Distribución corona estándar.
177

Figuras
* 0 800,0 •
« 0 8U0 «
0 1485,0
Figura 76 Distribución corona mecanizada.

Figuras
•0 802.0
Figura 77 Distribución zona central.
179

JO ' 9 0 S3! •20 535 •20 SO
O o
o o ]
•S30 70 30
J- 22
¿22.
' — r — i SZTZL
7-
so.» 120 533 (20 835 120 SO
1930
180
Figura 78 Soportes de transporte.

Figuras
EJE OE ELEVACIÓN 0 20 SOLDADO
Z FONDOS MACIZOS ESPESOR 20/10
CILINDRO EN CHAPA W* ESPESOR 20/10
PESO TOTAL: 215 kg
Figura 79 Contenedor simulado.
181

CO
( I (
' I
rrn
11
AfTLUttENTQ IHf EftlOH
5 Cagu «Manor as 3 Capu Intafioraa
A v
7 CapU «lUlkMCI
7
v
Figura 80 Esquema de la barrera instalada.
5 DI
1-
' 1 ' i i i
/su •
/o w
1 1
'
i
1/
i
' í i r
to
V " V
7 ¿Hi AMLUCIO SUptfltOR
6(Jp* l ••lafwwat S capí* íniaitotai

o 822
o. 810 Juego de 2 mm sobre el radio
«802
Juego de 4 mm sobre el radio
a 837
o 841
Juego de 2 mm sobre el radio
Figura 81 Detalle ensamblado superior de la barrera.

Láminas
LAMINAS
k

Láminas
LAMINA I INSTALACIÓN DE MATERIAL
LAMINA II PERFORACIÓN
LAMINA III EXTRACCIÓN DE TESTIGO
LAMINA IV PINZA MONOCAPA: CAPTURA
LAMINA V PINZA MONOCAPA: DETALLE Y DEPOSITO
187 te

Láminas
INSTALLATION MATERIEL
Lámina I
189

Láminas
CAROTTAGE
190
Lámina II

Láminas
EXTRACTION CAROTTES
Lámina III
191

Láminas
I * M J K ) , . _
192
Lámina IV

>
í

Anexos
ANEXOS
k

Anexo I. Aceros: Elección y tratamiento
ANEXO I
ACEROS: ELECCIÓN Y TRATAMIENTO

Anexo I. Aceros: Elección y tratamiento
Tratamientos térmicos
Entre la variedad de tratamientos térmicos aplicables a los aceros utilizados se describen brevemente a continuación los diagramas generales de tratamiento térmico y los aplicados sobre el material de los moldes. Así mismo se detalla la descripción de las propiedades físicas de los aceros empleados, los tratamientos y las características resultantes para cada uno de los tipos.
a) Temple El temple es un tratamiento que confiere gran dure
za al acero, en función de los parámetros elegidos. Consiste en un enfriamiento brusco en medio líquido después de haber mantenido el material a una temperatura elevada (dicha de temple).
Requiere un calentamiento lento y homogéneo al objeto de evitar que la temperatura de las esquinas y cantos vivos se eleve con velocidad excesiva, ya que se podrían originar estalladuras y deformaciones anómalas.
El correcto calentamiento debe efectuarse al menos en dos etapas. La primera etapa consiste generalmente en un precalentamiento lento a 600 °C seguido de un mantenimiento a esta temperatura durante el tiempo justo para conseguir uniformidad de temperatura en toda la sección de la pieza. En la segunda etapa se efectúa un calentamiento rápido a la temperatura de temple, si es posible introduciendo las piezas en un segundo horno ya situado a esa temperatura.
El tiempo de permanencia a la temperatura de temple suele ser de 25 minutos para piezas de sección inferior a 25 mm. Cuando se trata de espesores mayores, este tiempo se aumenta de 10 a 20 minutos por cada 25 mm de espesor adicional.
Cada acero tiene un intervalo de temperaturas de temple recomendado. En general, las piezas más gruesas se templan en el límite superior de este intervalo, mientras que las delgadas se templan a temperaturas algo más bajas, n el límite inferior.
b) Revenido
Es un tratamiento asociado al temple consistente en recalentar el acero ya templado, enfriándolo lentamente para disminuir su fragilidad. Debe efectuarse inmediatamente después del temple, cuando las piezas aún conservan una temperatura aproximada de 50 •c.
Conviene tener presente que las piezas templadas están afectadas en la mayoría de los casos de una elevada fragilidad. Por esta razón el calentamiento a la temperatura de revenido debe conducirse siempre con mucha lentitud a velocidades no superiores a 50 °C/hora. En general la piezas deben permanecer a temperatura un mínimo de 40 minutos. En el caso de piezas de grandes dimensiones, se puede calcular el tiempo de permanencia a razón de una hora por cada 25 mm de espesor.
c) Rectificado
Este no es un tratamiento térmico pero constituye generalmente la fase final del mismo, ya que la mayoría de las piezas deben ser sometidas después del temple y del revenido, a un ajuste final de dimensiones.
El mecanizado de las piezas ha sido rutinario en el caso de las piezas estándar.
199

Anexo I. Aceros: Elección y tratamiento.
T^an -uUHitiuoon—— remo»
"-me. irroame
'«MPO. j/noiante
iiKs^í&ssasssK&sa1!^^ CTl^¡S^?s^^ S^^SSXSiSS^SlOl^
200

Anexo I. Aceros: Elección y tratamiento.
~'X'^-^^JSr»T^^>i7.™T^ÍA r í : í73i*^^^^-"™''"^£™'S'
9
Werkstoff Nr 1.2312 AFNOR
Analyse théorique %
40 CDM 8 + Soufre
C
0,40
Mn
1,5
Cr
1,9
AISI
Mo
0.20
P20 + Soufre
Soufre
0.050
Propriétés
Emplois
Propriétés physiques
Acier ayant una bonne trempabilité, à usinabilité améliorée. Son élaboration spéciale permet d'obtenir un bon poli (poli glace et poli spéculaire non garantis) Acier normalement livré à l'état prétraité pour une résistance d'envi 105-120 kg/mm2 (1 030 - 1 190 N/mm2). Garantie ä 100 kg/mm;
coeur. Apte à subir tout type de nitruration (HV > 800).
environ 2 a
Nous préconisons cette nuance pour la réalisation de moules matières plastiques et carcasses de moules pour matières plastiques et injection sous presión.
Les moules et carcasses fabriqués evac l'acier GLHA X ne nécessitent plus de traitement thermique, cette nuance étant toujours prête à l'emploi pour 105-120 kg/mm2 (1 030 -1 190 N/mm2).
Coefficient de dilatation linéaire
10-6xm 20-100 20-200 20-300 20-400 20-500 20-600 20-700 m x ' C 11,1 12,9
Conductibilité thermique
13,4 13,8
cmxsx 'C
14,2
' 20
14,6
350
14,9
700'C
Formage à chaud Formage "C
1 050 - 850
Refroidissement
Lent au four par exemple
Traitements thermiques Recuit d'adoucissement °C I Refroidissement I Dureté à l'état pré-traité
710-740 Au four 302-352 HB
Trempe à *C
840 - 870
Milieu de trempe
Huile à 80 "C ou bain chaud 180-220 °C
Dureté /resistence sous pleine trempe HRC
51
N/mm2
1730
0,345 0,335 0,320 I
Revenu °C HRC „ N/mm2
100 51
1730
200 50
1670
300 48
1570
400 46
1480
500 42
1330
600 36
1140
700 28
920
P
201

Anexo I. Aceros: Elección y tratamiento.
70
66
62
58
g54
§ so o S 46
42
38
34
30
" ^ ^ • ^ • ^
" ^ X v N
S X •T ~
S ~ ^
u \ •
E c
O O)
?I
: S CT ra
"» TI
II
a?
« 2
II
w
•0
>»9
<0.2 X
^
\ \ V
*
Y s\
V
/ ¿s /
100 200 300 400 500 600 700 800 100 10O U0 «flO V » WO TOO
1200
202

Anexo I. Aceros: Elección y tratamiento.
Werkstoff Nr AFNOR
1.1730 Acier á outils non allié - dureté 65/75 kg/mm2
Analyse chimique (Valeurs moyennes %)
Proprietés
C 0,45
Si 0,3
Acier trempant á
Mn 1,7
l'eau avec dureté élevée en surface
Emplois Plaques ou corps de moules, par exemple carcasses pour moules ma-tiéres plastiques ou de coulée sous pression. Outils á main ou outils agricoles de toutes sortes. L'acier est livré á l'état normalise pour une resistance d'environ 650-750 N/mr.
Formage a chaud Formage °C
1 050 - 800
Refroidissement
Lent au four par exemple
Traitements thermiques Recuit doux "C
680-710
Refroidissement
Au four
Dureté á l'état pré-traité
maxi190HB
Trempe
de'C
800 - 830
Milieu de trempe
eau
Dureté sous pleine trempe
•57
Revenu "C HRC
100 57
200 54
300 49
350 42
Courbe de revenu
/u
66
62
53
§ 5 4
« 5 0 •a
I46
42
38
34
tr\
\ 1 v \
\ 1
100 200 300 400 500 600 700 Temoérature de revenu en *C
800
203

Anexo I. Aceros: Elección y tratamiento.
Werkstoff Nr 1.2080 AFNOR
Analyse théorique %
Proprietés
Z200C13 AISLD3
C I Mn 0,40 I 1,5
Acier á outiis á 13 % de chrome, resistant á l'usure et d'une tenue á la coupe élévé
Emplois Outiis de découpage á rendement élévé pour épaisseurs á découper jusqu'a 4 mm. Outiis d'ebavurage ou de refendage jusqu'a 4 mm d'épaisseur. Outiis de coupe pour le papier et les matiéres plastiques, filiares et boule d'étirage, peignes á rouler les filets, cisailles droites et circulaires pour toles jusqu'a 2 mm d'épaisseur, outiis d'emboutissage, outiis pour le travail du bois, outiis á presser les matiéres abrasives comme, par exemple, la porcelain. Glissiéres et moules á matiéres plastiques. Acier tres hautement resistant á l'usure.
Formaqe á chaud Formage °C I Refroidissement 1050 - 850 I Lent au four par exemple
Proprietés physiques
AFNOR
Coefficient de dilatation linéaire
10^xm 20-100 20-200 20-300 20-400 20-500 20-600 20-700" 10,8 11,7 12,2 12,6 12,8 13,1 13,3
J 20 350 700 "C
m x ' C
Conductibilité thermique c m x s x ' C 0,167 0,205 0,242
Traitements thermiques Recuit d'adoucissement °C 800 - 840
Trempe á "C
930 - 960
950 - 980
Refroidissement Au four
Milieu de trempe
Huile á 80 °C, vide ou ou bain chaud 500-550°C Air (jusqu'a 30 mm dépaisseur)
Dureté á l'état recuit maxi 250 HB
Dureté HRC sous pleine trempe
64
Revenu 'C HRC
100 63
200 62
300 59
400 57
500 54
600 46
Courbe TRC refroidissement continu Courbe de revenu
1203 70
66
62
SS
E 5 4
«50 Sí "v 3 46
o
42
36
34
30
ZZTZZ
•v . .
_ % i : - N ^ ~ % i -N : : _ __ s_ :_ _ _ c
_ i _ : i
_ I
Z\Z Z\ZZZ\Z Z 3 100 200 200 ¿OO 500 500 TOO ;30J
Temoeraiure ae revenu en *C
S^&^ í2 i$§E§£«S3K2^ i 204

Anexo II. Ventosas de manipulación
ANEXO II
VENTOSAS DE MANIPULACIÓN
205
2oé

Anexo II. Ventosas de manipulación
Esquema neumático de la ventosa de manipulación
El diseño general de las ventosas de manipulación y el esquema neumático, para sus dos posiciones de funcionamiento, se muestran en las Fig. AII-1 y AII-2. Es de un tipo simple y consta ó:.:
• toma de presión
• válvula distribuidora 3/2 ref.03140302 (tres vías, dos posiciones), centrada en posición de reposo, de accionamiento manual con palanca que actúa como mando de control;
• bomba de vacío de múltiples etapas ref.M/58102/60 (válvula de estrangulación de estrechamiento constante), que efectúa la aspiración de la pieza;
• filtro con descarga de condensación de apertura manual ref.FI 1_800_V2RD, que elimina el material que pudiera obturar los tubos Venturi de la válvula de estrangulación; todo el material es de la marca MARTONAIR.
207

Anexo II. Ventosas de manipulación
^tKBKranBBNituMUHWBUWiiBnassBnaa«EaiMsEa^^
DISTRIBUIDOR 3 / 2
CONDUCTO DE COMUNICACIÓN
PLACA SOPORTE:
Figura AIM
208

3imssmmiívm®ss¡£¡¡%!immm^:ism-- m^sm^iMmm;Mg^M^¡:zzmu^müjSvi£^*^!ííJ-
a) EN REPOSO b) EN FUNCIONAMIENTO
ssx^saaxMJSseBsnasssii '-r¿-i3a3iX^-Mf^^sz^^]^^ís^sss3^ss^'vsB¿s¡3^^s
Figura AII-2 Ventosa de manipulación: Esquema neumático.

Anexo III. Pinzas de manutención
ANEXO III
PINZAS DE MANUTENCIÓN

Anexo II!. Pinzas de manutención
Pinza estándar
Es la pinza destinada a la instalación de los módulos estándar (tipo anular), efectuándose la sujccción de los mismos sobre el reborde interno en la zona inferior del módulo. Su esquema general y diferentes cortes delallados se presentan en las Fig. AIII-1 a AI11-4 (con la explicación de su despiece).
La pinza (Fig. AIII-1) consta de un soporte longitudinal (pieza 7) con un anillo de sujección (pieza 1) en su parte superior, un sistema superior de centrado para evitar las oscilaciones del conjunto pinza-módulo (piezas 2, 3, 4, 5 y 6) y el sistema de sujección del módulo, que incluye toda la parte neumática del conjunto, en su parte inferior.
Este sistema de sujección consta, en sí mismo, de otro sistema de centrado no fijo (piezas 10 y 11, corle B. Fig. AIII-4), que permite su eliminación en caso necesario y asegura el montaje perfecto de cada módulo sobre el módulo anterior, y el sistema neumático propiamente dicho, solidario con las piezas que bloquean el módulo (pieza 25, corte C-C, Fig. AIII-2).
La distancia entre los dos sistemas de centrado se ajusta previamente a las dimensiones del módulo estándar.
a) Esquema neumático
Se muestra en la Fig. AIII-S junto a la demostración de su modo de funcionamiento y consta de:
• toma de presión • válvula distribuidora 5/2 (cinco vías, dos posi
ciones) de accionamiento manual mediante palanca, imprescindible para el control de los pistones
• dos pistones de doble electo de 25 mm de carrera, situados simétricamente respecto al diámetro de la placa soporte (pieza 12), fijados mediante una sujección en su parte trasera (pieza 22)
• una válvula 2/2 (dos vías, dos posiciones) con accionamiento por rodillo y retorno por resorte,
para delectar el posicionamienlo correcto de las piezas de sujección
• un testigo visual accionado por presión de aire.
b) Funcionamiento
En reposo el diámetro del conjunto inferior es el de las piezas exteriores (0 805 mm). Cuando la presión llega a los pistones estos se desplazan a su posición inicial, esto es, recorrido nulo, introduciendo las mordazas en el cuerpo de la ventosa, por lo que el diámetro del sistema de sujección es el descrito, inferior al diámetro interior del módulo, lo que permite el descenso de la pinza a través del módulo hasta el ensanchamiento inferior.
La dimensión radial señalada sobre la Fig. III-2 con un valor de 414,5 mm corresponde al radio exterior de las piezas que constituyen las mordazas, necesario para que el apoyo proporcionado por éstas al módulo sea uniforme.
Una vez situada la pinza, cuando se pone en funcionamiento, la alimentación simultánea en presión llega a la parte opuesta de los pistones haciéndolos avanzar y, solidariamente con ellos, haciendo avanzar las mordazas. Este desplazamiento permite al mismo tiempo accionar mediante una placa la válvula con rodillo que actúa sobre el testigo de funcionamiento correcto.
Así aumenta el diámetro del sistema hasta un valor de 835 mm, que permite el enganche de la pinza, al ascender, sobre el reborde del ensanchamiento del módulo. En la Fig. AIII-S se observa la pinza en funcionamiento.
El desplazamiento de las placas que constituyen las mordazas (piezas 25) está asegurado mediante una guía y la existencia de luces (piezas 26 y 27) sobre cada una de las piezas que limitan su movimiento a 25 mm a cada lado. Esta placa, que asegura la sujección, está realizada en chapa de 15 mm de espesor, rectificada a dos caras, lo que da la holgura necesaria
213

Anexo III. Pinzas de manutención
(al menos 30 mm) para que al depositar el módulo, colocado en posición por el sistema de centrado inferior, c invertir el funcionamiento del sistema neumático, la pinza se libere fácilmente al introducirse de nuevo las mordazas en el cuerpo de la ventosa.
El testigo visual de funcionamiento, cuya conexión al sistema ha sido representada en la Fig. AIII-6, detecta el desplazamiento mínimo necesario para la su-jecciórt del módulo. Si por cualquier motivo este des
plazamiento de las mordazas no se produce o no alcanza el valor mínimo de seguridad considerado, el testigo indica el funcionamiento defectuoso a pesar de la presencia de presión en los pistones.
Una vez liberada la pinza el testigo vuelve a su posición de reposo, autorizando la elevación de la pinza vacía.
214

Anexo III. Pinzas de manutención
<t> 305
Figura AIII-1
215

CORTE C^C_
5*0
R 417.5 (ableito) < >,
.loohoo loojioo,
Figura AIII-2 Pinza estándar: Corte C-C.

CORTE A CORTE B
14 J» I A <*
TO 3
-~1
Figura AIII-3 Pinza estándar: Cortes A Y B. I

Anexo III. Pinzas de manutención
«115
V>> > f -* ' ->n> >'
6 805
4 agujeros de <j> 12,5 a 90" sobre «640
VISTA D
Figura AIII-4
218

Anexo III. Pinzas de manutención
PRESIÓN
TESTIGO DE FUNCIONAMIENTO
Figura AIII-5
219

X
o
CD
3
a) EN MODO LIBERACIÓN DE MODULO
St3w
<t J J [TESTIGO
©
b) EN MODO DE ENGANCHE DE MODULO
Figura Alll-6 Pinza estándar: Modos funcionamiento: Esquema neumático.

Anexo III. Pinzas de manutención
| REF.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
N2
1
1
4
2
2
'
2
2
10
2
2
2
8
2
2
2
2
1
1
2
DESIGNACIÓN
Anillo elevador M30
Placa superior 0 830
Tubo 015-21
Tuerca HM12
Tornillo HM12x30
Tubo 0 60-70x400
Tubo 0 50-60x1000
Tubo 0 60-70 x 40
Cubierta
Cono de centrdo 0 805-702 x 90
Cilindro 0 805x140
Placa soporte 0 805
Disco 0115-805
Tornillo HM30x80
Contera 0 60x80
Guía
Tornillo HM30x80
Pistón 0 25, carrera 50
Soporte cámara pistón
Soporte vastago pistón
Tornillo HM6x20
Placa móvil
Perno CHC M8x30
Tornillo HM12x45
Tornillo HM6x20
Tope del sensor
Soporte del tope
Perno CHC M6x15
MATERIAL ;
Chapa de 4 mm
Chapa de 2 mm
Chapa de 4 mm
Chapa de 4 mm
Chapa de 25 mm
Chapa de 5 mm
Chapa de 25 mm
Chapa de 3 mm
Chapa de 10 mm
Chapade15mm
Chapa de 3 mm
Chapa de 3 mm
OBSERVACIONES
Soldada sobre 6
i
Doblada y soldada
Rectificado 1 cara
Rectificado 2 caras

Anexo III. Pinzas de manutención
Pinza especial
Es la pinza destinada a la instalación de los módulos inferior y superior. Debido a las características especiales de los mismos, la sujección se efectúa en las perforaciones de la chapa de la zona superior del módulo.
Consta de un soporte longitudinal muy corto con un anillo de sujección fijo en su parte superior y el sistema neumático de sujección del módulo protegido por una cubierta (Fig. AIII-7).
a) Esquema neumático
Se muestra en funcionamiento normal, en sus dos variantes de liberación y de enganche de módulo (Fig. AIII-8) y en funcionamiento defectuoso (Fig. AI1I-9), y consta de:
• toma de presión • válvula distribuidora 5/2 (cinco vías, dos posi
ciones) de accionamiento manual mediante palanca, imprescindible para el control de los pistones
• cuatro pistones de doble efecto de 25 mm de carrera, JOUCOMATIC ref. 43500078, situados simétricamente respecto al eje longitudinal de la pinza
• cuatro microvalvulas 3/2 (tres vías, dos posiciones) de accionamiento por leva, JOUCOMATIC ref. 30800002, colocadas en serie para detectar el buen emplazamiento de los vastagos de sujección
• un testigo visual accionado por presión de aire.
b) Funcionamiento
Es análogo al de la pinza estándar, diferenciándose en el tipo de sujección proporcionada y en el centra
do de la pinza, realizado mediante la cubierta del sistema (con diámetro 805 mm).
Al alimentar la pinza en presión, el diámetro del sistema permanece en 805 mm, lo que permite la introducción de la pinza en la zona central superior del módulo.
Una vez posicionada la pinza se invierte la alimentación en presión, pasando ésta a la parte contraria de los pistones; éstos se desplazan y empujan solidariamente cuatro vastagos de diámetro 16 mm emplazados en las microvalvulas de seguridad (Fig. AI1I-7).
Los vastagos se introducen en ¿as perforaciones de la chapa del módulo (diámetro de 20 mm), lo que proporciona la sujección para la manipulación del módulo y su instalación. Al mismo tiempo, este desplazamiento de los vastagos permite el accionamiento de las microvalvulas de seguridad (recorrido mínimo necesario de 12 mm).
La función de las microvalvulas es garantizar la correcta introducción de los vastagos en las perforaciones de la chapa del módulo pues, accionadas en serie, permiten la visualización de la autorización para elevar el módulo mediante un testigo de presión. Si una cualquiera de las microvalvulas no es accionada por un mal funcionamiento del pistón o un mal posicio-namiento del vastago, la autorización no es dada (Fig. AIII-9).
Al depositar el módulo, se invierte la posición de la válvula de distribución, retirándose los vastagos al interior del cuerpo de la ventosa y liberando el módulo en su posición definitiva.
Una vez liberada la pinza el testigo vuelve a su posición de reposo, autorizando la elevación de la pinza vacía.
223

Anexo III. Pinzas de manutención
#16+
Figura AIII-7
224

Anexo III. Pinzas de manutención
ca o 2! L U ca L U x : V — 1 2 : <C LO Z L U
L U ca 0 a 0
2: 2 : U J
J 3
O 1
^ j
ca 0
2: L U ca 2 : 0 U J < : Ctí L U ca —J L U ca O ca CD
2: 2= LU
"7D
CO - t
< í? 5
d
tic
•en b 3 cu c es E cu
to:
Esq
i
c <2> E m r-0
0 1 0 ir
osf
un
E • F
m v-8. S S . t Q .
225

Anexo III. Pinzas de manutención
TESTIGO
Figura AIII-9

Anexo IV. Pinza monocapa
ANEXO IV
PINZA MONOCAPA
227 m

Anexo IV. Pinza monocapa
Pinza monocapa
La pinza (representada en la Fig. AIV-1) consta de un soporte circular con un anillo de sujección en su parte superior, un sistema superior de centrado (previsto para lograr el perfecto alineamiento de las piezas que forman las diferentes capas, pero no realizado en el proyecto) y el sistema de sujección individual de las piezas, que incluye toda la parte neumática del conjunto, en su parte inferior.
Este sistema de sujección consta de dos sistemas neumáticos independientes que permiten la recogida separada o conjunta de los grupos de piezas, bien de la zona interior bien de la zona anular. Estos sistemas neumáticos están formados por dos anillos de ventosas, situados a diferentes radios (Fig. AIV-2).
a) Esquema neumático
El esquema general se muestra en la Fig. AIV-1, constando para cada sistema neumático de:
• toma independiente de presión
• válvula distribuidora 5/2 (cinco vías, dos posiciones) de accionamiento manual mediante palanca, imprescindible para el control de los pistones
• sistema Venturi que proporciona la succión necesaria a las ventosas
• grupo de ventosas de 85 y/ó 60 mm de diámetro (según el sistema, Fig. AIV-2), distribuidos concéntricamente sobre diferentes radios (1320, 920, 660 y 360 mm), de forma que cuatro de ellas recogen cada una de las piezas.
Además, el sistema de la zona interior tiene una ventosa de 85 mm que recoge la pieza central de esta zona, habiendo resultado el punto más conflictivo en cuanto a la estabilidad del conjunto.
b) Funcionamiento
Cada una de las válvulas 5/2 activa la succión a través de uno de los conjunto de ventosas. Éstas, debidamente situadas sobre las piezas que conforman la capa de material arcilloso a colocar, recogen las mismas y el conjunto, piezas y pinza, mediante el anillo de manipulación es trasladado a su ubicación final (Fig. A1V-3).
Una vez allí, se invierte el proceso. Las tomas de presión se cierran, las ventosas pierden su función y el material queda depositado, estando la pinza disponible para el emplazamiento de la capa siguiente.
En el caso de las capas no anulares, con zona anular y zona interior, el proceso es similar pero con actuación de los dos sistemas neumáticos existentes; resultando en este caso preciso un correcto dimensio-namiento del suministro de presión del sistema global.
Se manifiesta de gran importancia la correcta orientación inicial de las piezas que forman las coronas completas, con un giro de 15° de los ejes de la zona interior respecto a los ejes de la zona anular (según Fig. AIV-2), para su perfecto acoplamiento con la distribución de ventosas de la pinza.
La existencia de una protección lateral de las piezas se manifiesta necesaria si pensamos en la introducción del conjunto en el pozo de almacenamiento y el posible contacto accidental con las paredes del mismo (donde la pérdida de una de las piezas supone la inmediata pérdida de succión y, por consiguiente, la caída del conjunto de piezas sujetas por el sistema neumático involucrado.
229

!
1
22 CORONA EXTERNA
Anillo de manutención
£25 ZONA CENTRAL
Figura AIV-1 Pinza monocapa: Esquema neumático.

Anexo IV. Pinza monocapa
1 Ventosa 0 85
12 Ventosas 0 60 sobre 0 360
12 Ventosas 0 85 sobre 0 660
24 Ventosas 0 85 sobre 0 970
24 Ventosas 0 85 sobre 0 1320
Figura AIV-2
231

POSICIÓN 3 Colocación en el pozo
POSICIÓN 2 Verificación del ensamblado
y de su orientación
POSICIÓN 1 Recogida de sus capas
sobre los soportes de transporte
Figura AIV-3 Pinza monocapa: Plan de funcionamiento.

Títulos publicados: 1991
01/ REVISION SOBRE LOS MODELOS NUMÉRICOS RELACIONADOS CON EL ALMACENAMIENTO DE RESIDUOS RADIACTIVOS.
02/ REVISION SOBRE LOS MODELOS NUMÉRICOS RELACIONADOS CON EL ALMACENAMIENTO DE RESIDUOS RADIACTIVOS. ANEX01. Gula de códigos aplicables.
03/ PRELIMINARY SOLUBILITY STUDIES OF URANIUM DIOXIDE UNDER THE CONDITIONS EXPECTED IN A SALINE REPOSITORY.
04/ GEOESTADISTICA PARA EL ANÁLISIS DE RIESGOS. Una introducción a la Geoestadistlca no parametria.
05/ SITUACIONES SINÓPTICAS Y CAMPOS DE VIENTOS ASOCIADOS EN "EL CABRIL".
06/ PARAMETERS, METHODOLOGIES AND PRIORITIES OF SITE SELECTION FOR RADIOACTIVE WASTE DISPOSAL IN ROCK SALT FORMATIONS.
1992 01/ STATE OF THE ART REPORT: DISPOSAL OF RADIACTIVE
WASTE IN DEEP ARGILLACEOUS FORMATIONS.
02/ ESTUDIO DE LA INFILTRACIÓN A TRAVÉS DE LA COBERTERA DE LA FUÁ.
03/ SPANISH PARTICIPATION IN THE INTERNATIONAL INTRAVAL PROJECT.
04/ CARACTERIZACIÓN DE ESMECTITAS MAGNÉSICAS DE LA CUENCA DE MADRID COMO MATERIALES DE SELLADO. Ensayos de alteración hidrotermal.
05/ SOLUBILITY STUDIES OF URANIUM DIOXIDE UNDER THE CONDITIONS EXPECTED IN A SALINE REPOSITORY. Phase II
06/ REVISION DE MÉTODOS GEOFÍSICOS APLICABLES AL ESTUDIO Y CARACTERIZACIÓN DE EMPLAZAMIENTOS PARA ALMACENAMIENTO DE RESIDUOS RADIACTIVOS DE ALTA ACTIVIDAD EN GRANITOS, SALES Y ARCILLAS.
07/ COEFICIENTES DE DISTRIBUCIÓN ENTRE RADIONUCLEIDOS.
08/ CONTRIBUTION BY CTN-UPM TO THE PSACOIN LEVELS EXERCISE.
09/
10/
11/
12/
DESARROLLO DE UN MODELO DE RESUSPENSION DE SUELOS CONTAMINADOS. APLICACIÓN AL AREA DE PALOMARES. ESTUDIO DEL CÓDIGO FFSM PARA CAMPO LEJANO. IMPLANTACIÓN EN VAX. LA EVALUACIÓN DE LA SEGURIDAD DE LOS SISTEMAS DE ALMACENAMIENTO DE RESIDUOS RADIACTIVOS. UTILIZACIÓN DE MÉTODOS PROBABILISTAS.
METODOLOGÍA CANADIENSE DE EVALUACIÓN DE LA SEGURIDAD DE LOS ALMACENAMIENTOS DE RESIDUOS RADIACTIVOS.
13/ DESCRIPCIÓN DE LA BASE DE DATOS WALKER.
1993
01/ INVESTIGACIÓN DE BENTONITAS COMO MATERIALES DE SELLADO PARA ALMACENAMIENTO DE RESIDUOS RADIACTIVOS DE ALTA ACTIVIDAD. ZONA DE CABO DE GATA, ALMERÍA.
02/ TEMPERATURA DISTRIBUTION IN A HYPOTHETICAL SPENT NUCLEAR FUEL REPOSITORY IN A SALT DOME.
03/ ANÁLISIS DEL CONTENIDO EN AGUA EN FORMACIONES SALINAS. Su aplicación al almacenamiento de residuos raciactivos
04/ SPANISH PARTICIPATION IN THE HAW PROJECT. Laboratory Investigations on Gamma Irradiation Effects in Rock Salt.
Edita:
enreia empresa nacional de residuos radiactivos, s. a. Diseño y coordinación editorial: TransEdit Fotomecánica: Sistemas Gráficos, S.A. Imprime: Artes Gráficas JESMA, S.A. D.L.:M-26382-1991

Empresa Nacional
de Residuos Radiactivos, S. A. Emilio Vargas. 7 Tete. 51952 55 • 5195263 Fax 519 52 68 M A Y O M 28043 MADRID , W I " ' W 0 0