laporan kerja praktek pt. pindad (persero) · pt. pindad persero mempunyai pekerja kurang lebih...
TRANSCRIPT

LAPORAN KERJA PRAKTEK
PT. PINDAD (PERSERO)
Oleh:
BARTOLOMEUS HARJUNA WIBAWA
NPM : 14 06 07774
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
2017

ii

iii

iv
SURAT KETERANGAN KERJA PRAKTEK (DARI PERUSAHAAN)
(Terlampir)
v
KATA PENGANTAR
Puji Syukur saya haturkan kepada Tuhan Yang Maha Esa karena dengan
rahmat dan bimbingan-Nya, dapat menyelesaikan Laporan Kerja Praktek tepat
pada waktunya di PT. Pindad (Persero).
Tujuan dari disusunnya Laporan Kerja Praktek ini adalah sebagai laporan
kegiatan yang telah dilakukan selama kerja praktek dan sebagai syarat untuk
menyelesaikannya Program Strata I Jurusan Teknik Industri, Fakultas Teknologi
Industri, Universitas Atma Jaya, Yogyakarta. Laporan kerja praktek ini disusun
berdasarkan kegiatan di Divisi Alat Berat yang dikunjungi selama kegiatan kerja
praktek. Pada laporan ini juga akan membahas tinjauan umum perusahaan,
tinjauan sistem perusahaan, serta tinjuan pekerjaan penulis.
Pada kesempatan ini, saya ingin mengucapkan terima kasih kepada
pihak-pihak yang telah membantu dan berpartisipasi dalam penyusunan laporan
Kerja Praktek selama satu bulan ini diantaranya:
1. Bapak Dedy Suryaman, S.T. selaku KASUBDEP Pengendalian Produksi dan
pembimbing lapangan yang telah banyak mengijinkan dan membantu selama
pelaksanaan kerja praktek.
2. Ibu Sri yang menerima penulis sehingga dapat melaksanakan kerja praktek di
Divisi Alat Berat PT. Pindad (Persero).
3. Bapak Siswo, Bapak Totong, dan Bapak Husein selaku koordinator lapangan
di Divisi Alat Berat khususnya pada proses produksi Excava 200.
4. Bapak Tonny Yuniarto, S.T., M.Eng. selaku dosen pembimbing kerja praktek
atas bimbingannya selama pelaksanaan dan penyusunan laporan kerja
praktek.
5. Saudara Reno Hartono dan Nikolaus Andhika yang dapat bekerja sama dan
saling membantu selama melaksanakan kerja praktek.
6. Teman-teman yang telah memberikan semangat selama pelaksanaan dan
penyusunan.
7. Semua karyawan PT. Pindad (Persero) yang telah membantu dan
membimbing selama pelaksanaan kerja praktek.
8. Serta semua pihak yang tidak dapat disebutkan satu persatu yang telah
membantu penulis dalam menyelesaikan laporan kerja praktek ini.
vi
Penulis menyadari penyusunan laporan ini masih jauh dari kata sempurna. Oleh
karena itu, penulis sangat mengharapkan kritik dan saran yang membangun dari
pembaca tak hanya itu penulis juga mengharapkan laporan ini dapat berguna
bagi penulis dan semua pihak yang terkait. Terima Kasih.
Bandung,1 Agustus 2017
Penulis

vii
DAFTAR ISI
HALAMAN JUDUL
HALAMAN PENGESAHAN ……………………………………………. ii
SURAT KETERANGAN KERJA PRAKTEK …………………………. iv
KATA PENGANTAR ……………………………………………………. v
DAFTAR ISI …………………………………………………………….. vii
DAFTAR TABEL ………………………………………………………... ix
DAFTAR GAMBAR …………………………………………………….. x
BAB 1 PENDAHULUAN
1.1. Latar Belakang …………………………….………………. 1
1.2. Tujuan …………………..………………………………….. 1
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek ……….. 2
BAB 2 TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan ……………………………. 3
2.1.1. Sejarah Perusahaan ……………………………………... 3
2.1.2. Profil Perusahaan …………………………………………. 4
2.2. Struktur organisasi PT. Pindad (Persero) ………………. 11
2.3. Manajemen Perusahaan …………………………………. 15
2.3.1. Visi dan Misi PT. Pindad (Persero) ……………………… 15
2.3.2. Ketenagakerjaan ………………………..………………… 15
2.3.3. Fasilitas Perusahaan ……………………………………… 15
2.3.4. Pemasaran ………………………………………………… 18
BAB 3 TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan ……………………………….. 20
3.2. Produk yang Dihasilkan …………………………………... 20
3.2.1. Produk ……………………………………………………… 20
3.3. Proses Produksi …………………………………………… 21

viii
3.4. Fasilitas Produksi …………………………………………. 24
3.4.1. Gudang …………………………………………………….. 24
3.4.2. Produksi (Perakitan) ……………………………............... 25
3.4.3. Fasilitas Produksi dan Material Handling ………………. 25
BAB 4 TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan …………….………………………….. 34
4.1.1. Nama Departemen Penempatan ………………………... 34
4.1.2. Rekan Kerja ………………………………………………... 34
4.1.3. Tugas yang Diberikan …………………………………….. 34
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan ….. 38
4.3. Metodologi Pelaksanaan Pekerjaan …………………….. 38
4.4. Hasil Pekerjaan ……………………………………………. 40
4.4.1. Permasalahan ……………………………………………... 40
4.4.2. Perbaikan dari Permasalahan …………………………… 43
BAB 5 PENUTUP
DAFTAR PUSTAKA
LAMPIRAN
ix
DAFTAR TABEL
Tabel 2.1 Jadwal PT. Pindad (Persero) …………………………….. 15
Tabel 4.1 Hasil Pengamatan ……………………………………….. 43
Tabel 4.2 Hasil Rata-rata Subgrup ………………………………….. 44
Tabel 4.3 Bantu Standar Deviasi……………………………….. 45
Tabel 4.4 Tingkat Kepercayaan………………………………… 46
Tabel 4.5 Score Faktor Penyesuaian…………………………... 47
Tabel 4.6 Score Faktor Kelonggaran…………………………... 48
x
DAFTAR GAMBAR
Gambar 2.1 Logo Perusahaan PT Pindad (Persero) ………………… 4
Gambar 2.2 Logo Perusahaan Bergambar Bintang ………………….. 4
Gambar 2.3 Logo Perusahaan Bergambar Roda Gigi diluar Bintang 4
Gambar 2.4 Logo Perusahaan Bergambar Anak Panah ……………. 5
Gambar 2.5 Logo dari Budaya Perusahaan …………………………... 5
Gambar 2.6 Penghargaan Proper Biru ………………………………… 6
Gambar 2.7 Penghargaan TOP IT ……………………………………... 7
Gambar 2.8 Penghargaan Industri Hijau ……………………………… 7
Gambar 2.9 Piagam Penghargaan LIPI ……………………………….. 8
Gambar 2.10 Penghargaan Zero Accident Nihil ……………………….. 8
Gambar 2.11 Penghargaan Website BUMN Terbaik 2014 …………… 9
Gambar 2.12 Penghargaan BUMN Peduli ……………………………… 9
Gambar 2.13 Penghargaan BUMN Marketing Award …………………. 10
Gambar 2.14 Struktur Organisasi PT. Pindad (Persero) ……………… 13
Gambar 2.15 Struktur Organisasi Divisi Alat Berat PT. Pindad
(Persero)
14
Gambar 3.1 Produk Excava 200 ……………………………………….. 20
Gambar 3.2 Proses Produksi Excava 200 ……………………………. 22
Gambar 3.2 Proses Produksi Excava 200 ……………………………. 23
Gambar 3.3 Gudang Bahan Baku dan Produk Jadi ………………….. 24
Gambar 3.4 Area Perakitan gedung 42F …………………………….... 25
Gambar 3.5 Forklift ………………………………………………………. 26
Gambar 3.6 Hand Pallet Jack …………………………………………... 26
Gambar 3.7 Pallet …………………………….………………………….. 27
Gambar 3.8 Skids …………………………….…………………………. 27
xi
Gambar 3.9 Container Box (Besi) ……………………………………… 28
Gambar 3.10 Container Box (Kayu) …………………………………….. 28
Gambar 3.11 Rack ………………………………………………………… 29
Gambar 3.12 Hand Truck ………………………………………………… 29
Gambar 3.13 Bridge Crane ………………………………………………. 30
Gambar 3.14 Truck Rel …………………………………………………… 30
Gambar 3.15 Jib Crane …………………………………………………… 31
Gambar 3.16 Tangga Lipat ………………………………………………. 31
Gambar 3.17 Lempengan Baja ………………………………………….. 32
Gambar 3.18 Alat Pengencang Baut ……………………………………. 32
Gambar 3.19 Scaffolding …………………………………………………. 33
Gambar 3.20 Tool Cart ……………………………………………………. 33
Gambar 4.1 Proses Produksi Excava 200 …………………………….. 36
Gambar 4.1 Proses Produksi Excava 200 …………………………….. 37
Gambar 4.2 Radiator Excavator ………………………………………... 41
Gambar 4.3 Counter Weight ……………………………………………. 42
Gambar 4.4 Engine Hood ……………………………………………….. 42
Ganbar 4.5 Grafik BKA dan BKB…………………………………. 46
1
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas
Atma Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk
melaksanakan kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY
memandang kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk
mengenali suasana di industri serta menumbuhkan, meningkatkan, dan
mengembangkan etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa
Teknik Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja
praktek mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang
dilakukan oleh mahasiswa adalah:
1. Mengenali ruang lingkup perusahaan
2. Mengikuti proses kerja di perusahaan secara kontinu
3. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan
4. Mengamati perilaku sistem
5. Menyusun laporan dalam bentuk tertulis
6. Melaksanakan ujian kerja praktek
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan kerja praktek ini adalah:
1. Melatih kedisiplinan.
2. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
3. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
4. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
5. Melengkapi teori yang diperoleh di perkuliahan denga praktek yang ada di
perusahaan.
6. Menambah wawasan mengenai sistem produksi dan sistem bisnis.

2
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja Praktek ini dilaksanakan terhitung mulai tanggal 3 Juli 2017
sampai dengan 11 Agustus 2017 di PT. Pindad (Persero) yang beralamat di
Jalan Gatot Subroto, No.517 Kebon Kangkung, Kiaracondong, Kota Bandung,
Jawa Barat, Indonesia. Dalam Kerja Praktek ini penulis ditempatkan pada
Divisi Alat Berat Departemen Produksi dan Gudang dengan pembimbing
lapangannya adalah Bapak Dedy.

3
BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
Pada subab ini akan menjelaskan bagaimana sejarah dari berdirinya
perusahaan PT . Pindad (Persero), struktur organisasi, manajemen perusahaan
serta sarana dan fasilitas yang ada di PT. Pindad (Persero).
2.1.1. Sejarah Perusahaan
PT. Pindad (Persero) adalah perusahaan industri manufaktur yang bergerak
pada pembuatan produk militer dan produk komersial lainya atau produk non
militer di Indonesia. PT. Pindad persero mempunyai pekerja kurang lebih sekitar
3000 karyawan serta luas pabrik sebesar yang terletak di Bandung 62 hektar.
Pada periode tahun 1808-1850 berdiri bengkel peralatan militer yang bernama
Artillere Constructie Winkle (ACW) dan Pyrotekniesche Werkplaats (PW) yang di
mana bengkel ACW bertugas untuk mengadakan persediaan dan pemeliharaan
alat-alat perkakas senjata dan memperbaiki senjata yang rusak. Sementara
bengkel PW difungsikan untuk membuat dan memperbaiki munisi atau
mengerjakan pekerjaan yang berhubungan dengan bahan peledak untuk
memenuhi kebutuhan angkatan laut Belanda pada saat jaman penjajahan
kolonial Belanda.
Pada periode tahun 1923-1932 bengkel-bengkel yang terpisah tersebut lalu di
jadikan satu dan ditempatkan di Bandung dengan nama dari pabrik tersebut
adalah Artilerie Inrichtingen (AI). Lalu pada tahun 1942, Belanda yang menjajah
Indonesia menyerah kepada Jepang sehingga pabrik AI tersebut pun jatuh ke
dalam penguasaan Jepang dan berganti nama menjadi Dai Ichi Kozo (DIK) dan
pada pada tahun 1947 berganti nama kemballi menjadi Leger Productie
Bedrijven (LPB).
Pada tanggal 29 april 1950 pemerintah Belanda menyerahkan LPB Republik
Indonesia Serikat dan berganti nama kembali menjadi Pabrik Senjata dan Mesiu
(PSM). Tahun 1958 PSM berganti nama kembali menjadi PINDAD dan pada
tahun 1983 staus PINDAD pun berubah menjadi BUMN. Pada tahun 1989 PT.
PINDAD (Persero) berada di bawah Badan Pengelola Industri Strategis (BPIS).
Tahun 1998 BPIS di bubarkan dan PT. PINDAD menjadi anak perusahaan dari
PT. Pakarya Industri (Persero), yang kemudian dibubarkan sehingga
berdasarkan peraturan pemerintah republik Indonesia Nomor: 52 tahun 2003,

4
PT. PINDAD (Persero) berada di bawah kewenangan Menteri Negara Badan
Usaha Milik Negara.
2.1.2. Profil Perusahaan
Di dalam subab Profil Perusahaan ini akan di jelaskan secara singkat mengenai
Arti dari Logo perusahaan PT. Pindad (Persero), kekhasan atau budaya
perusahaan, Tujuan dan Sasaran perusahaan, Pencapaian atau penghargaan
yang di miliki oleh perusahaan dan produk yang di hasilkan oleh perusahaan.
a. Logo perusahaan PT. Pindad (Persero)
Berikut ini adalah bentuk serta arti dari logo atau lambang perusahaan di PT. Pindad (Persero) yang dapat di lihat pada gambar 2.1, 2.2, 2.3 dan 2.4.
Gambar 2.1 Logo Perusahaan PT. Pindad (Persero)
Gambar 2.2 Logo perusahaan Bergambar Bintang
Lambang bintang melambangkan landasan Pancasila yang memiliki lima sila.
Gambar 2.3 Logo Perusahaan bergambar Roda Gigi di luar Bintang

5
Lambang roda gigi di luar bintang tersebut menunjukan kemampuan Pindad
dalam teknologi serta produksinya.
Gambar 2.4 Logo Perusahaan bergambar anak panah
Lambang anak panah yang menuju ke bagian roda gigi dan bintang tersebut
menunjukan gerak dan laju pengendalian yang serasi.
b. Tujuan dan sasaran perusahaan
Setiap perusahaan pasti mempunyai tujuan dan sasaran yang berbeda-beda
yang telah ditentukan oleh perusahaan tersebut. Berikut ini akan dijelaskan
tujuan dan sasaran dari PT. Pindad (Persero) yaitu sebagai berikut :
Tujuan Perusahaan: Mampu menyediakan kebutuhan alat utama sistem
persenjataan secara mandiri, untuk mendukung
penyelenggaraan pertahanan dan keamanan Negara
Republik Indonesia.
Sasaran Perusahaan: Meningkatkan potensi perusahaan untuk mendapatkan
peluang usaha yang menjamin masa depan
perusahaan melalui sinergi internal dan eksternal.
c. Budaya Perusahaan PT. Pindad (Persero)
PT. Pindad (Persero) mempunyai budaya perusahaan yang di mana setiap
karyawannya harus memegang teguh serta memahami budaya perusahaan
tersebut. Budaya perusahaan tersebut memiliki logo seperti pada gambar 2.5.
Gambar 2.5 Logo dari Budaya Perusahaan
i. JUJUR
- Jujur dalam sikap, kata, dan tindakan
- Bebas dari kepentingan

6
- Menjaga Intergritas di setiap aspek
ii. BELAJAR
- Belajar tanpa henti, mengajari tanpa henti
- Terus mengembangkan diri
- Melakukan perbaikan berkelanjutan
iii. UNGGUL
- Menjaga keunggulan mutu, harga dan waktu
- Berdaya saing tinggi
- Mampu menjadi pemain global
iv. SELAMAT
- Menjunjung tinggi aspek Keselamatan dan Kesehatan Kerja dan menjaga
Lingkungan hidup
- Menaati hukum dan perundang-undangan
- Menjalankan prinsip Good Corporate Governance (GCG)
d. Pencapaian dari PT. Pindad (Persero)
Terdapat banyak pencapaian atau penghargaan yang di berikan kepada PT.
Pindad (Persero) baik penghargaan dari pemerintah maupun dari lembaga
lainnya penghargaan atau capaian tersebut di jelaskan pada Gambar 2.6, 2.7,
2.8, 2.9, 2.10, 2.11, 2.12 dan Gambar 2.13
Pengharagaan proper biru 2015 dari kementrian lingkungan hidup dan kehutanan
untuk PT. Pindad (Persero)
Gambar 2.6 Penghargaan Proper Biru

7
Penghargaan TOP IT dan TELCO AWARD 2015 kategori TOP IT
IMPLEMENTATION OF DEFENCE INDUSTRY SECTOR 2015
Gambar 2.7 Penghargaan TOP IT
Penghargaan Industri Hijau 2015 dari kementrian perindustrian
Gambar 2.8 Penghargaan Industri Hijau

8
Penghargaan LIPI SBII AWARD 2015
Gambar 2.9 Piagam Penghargaan LIPI
Penghargaan kecelakaan kerja nihil dari kementerian tenaga kerja dan
transmigrasi Republik Indonesia untuk kantor Bandung
Gambar 2.10 Penghargaan Zero Accident Nihil

9
Penghargaan website BUMN terbaik 2014
Gambar 2.11 Penghargaan Website BUMN Terbaik
Penghargaan BUMN peduli
Gambar 2.12 Penghargaan BUMN Peduli
10
Penghargaan BUMN Marketing AWARD 2014
Gambar 2.13 Penghargaan BUMN Marketing Award
e. Produk yang di hasilkan PT. Pindad (Persero)
Produk utama yang di hasilkan PT. Pindad (Persero) adalah peralatan-
peralatan militer, yang artinya untuk mendukung pertahanan negara sekaligus
untuk dipasarkan di area global seperti senjata, amunisi, kendaraan khusus.
Selain membuat peralatan-peralatan militer atau alutista negara PT. Pindad
(Persero) juga membuat produk-produk non militer yang berkomersil seperti
excavator, generator, peralatan pertanian, peralatan kapal laut, alat
perkeretaapian serta jasa tempa cor dan perbaikan peralatan mesin.
Manufaktur
Proses manufaktur sendiri adalah proses yang di mana melibatkan mesin di
dalamnya yang pada umumnya merubah bentuk dari suatu produk tersebut dari
raw material ke bentuk produk yang diinginkan melalui proses pemesinan. Untuk
produk yang di hasilkan dalam proses manufaktur di PT. Pindad (Persero) seperti
Produk Senjata dan Munisi, Produk Kendaraan Khusus, Bahan Peledak Militer

11
dan Komersil, Produk Konversi Energi, Produk sarana dan prasarana
transportasi, produk mesin industri dan peralatan industri, produk optikal senjata.
Jasa
Selain menghasilkan produk dari proses manufaktur PT. Pindad (Persero) juga
bergerak pada bidang jasa. Jasa sendiri dalam bidang perindustrian secara
umum diartikan sebagai unit usaha yang menghasilkan produk yang intangibel
atau produk yang tidak berwujud yang bertujuan untuk memenuhi kebutuhan
para konsumennya dan mendapatkan profit atau keuntungan. Dalam bidang jasa
PT. Pindad (Persero) melayani jasa seperti Perekayasaan Sistem Industrial,
Pemeliharaan Produk atau peralatan Industri, Pengujian Mutu dan Kalibrasi,
Konstruksi dan Peledakan.
f. Kantor Pusat PT. Pindad (Persero)
Jl. Gatot Subroto, No 517 Bandung, Indonesia, 40284 Phone : +62227312073 Fax : +62227301222 Email : [email protected]
Website : www.pindad.com
2.2. Struktur Organisasi PT. Pindad (Persero)
Struktur organisasi merupakan sistem tugas, alur kerja, hubungan pelaporan dan
saluran komunikasi yang dikaitkan secara bersama dalam pekerjaan individual
maupun kelompok. Dengan adanya struktur organisasi maka akan memudahkan
pengaturan pelaksanaan kerja tiap individu karena berpatokan pada tugas,
wewenang, dan tanggung jawab masing-masing anggota. Struktur organisasi
merupakan suatu komponen atau elemen penting yang harus dimiliki oleh
perusahaan karena jika di dalam suatu industri tersebut tidak memiliki struktur
organisasi industri tersebut pasti tidak akan dapat menjalankan fungsi
sebagaimana mestinya.
Sesuai dengan surat keputusan direksi PT. Pindad (Persero) nomor
SKEP/2/P/BD/II/2017 tanggal 10 Februari 2017, struktur organisasi perusahaan
PT. Pindad (Persero) dapat dilihat pada gambar 2.14. Pada struktur organisasi
tersebut bahwa terdapat kotakan yang berisi dari direktur utama, direktur
keuangan & kinerja, direktur bisnis produk hankam, direktur bisnis produk
industrial dan direktur teknologi & supply. Hal tersebut menandakan bahwa
merekalah orang-orang yang mengisi dewan direksi di PT. Pindad, yang

12
berwenang penuh atas pengurusan yang terkait dengan kepentingan
perusahaan sesuai dengan tujuan perusahaan. Dan untuk jabatan selain di kotak
tersebut bertugas di bawah pengawasan dan perintah dewan direksi. Sedangkan
pada project management officers pada struktur tersebut bersifat ad hoc dalam
artian bahwa bertugas untuk salah satu tujuan tertentu saja yang bersifat
fleksibel tidak terikat.
Kemudian struktur organisasi pada gambar 2.15 adalah struktur organisasi pada
Divisi Alat Berat yang ada di PT. Pindad (Persero) sesuai dengan surat
keputusan direksi PT. Pindad (Persero) nomor SKEP/23/P/BD/II/2017 tanggal 17
Februari 2017. Dari struktur tersebut terlihat bahwa general manager Alat Berat
membawahi setidaknya tiga manager, yakni manager engineering, rendaprod &
gudang, umum dan ahli madya proyek. Tak hanya itu general manager alat berat
juga membawahi manager produksi satu hingga tiga yang bertugas khusus untuk
mengatasi permasalahan pada produksi. Maksud dari manager produksi 1, 2,
dan 3 ini adalah bahwa jabatan yang dimaksud terdiri dari tiga grup, yaitu grup-1,
grup-2, dan grup-3. Hal tersebut juga berlaku pada jabatan junior manager
produk alat berat yang memiliki tiga grup.
13
DIREKTUR UTAMA
DIREKTUR KEUANGAN & KINERJA
DIREKTUR BISNIS PRODUK HANKAM
DIREKTUR BISNIS PRODUK INDUSTRIAL
DIREKTUR TEKNOLOGI & SUPPLY
SEKRETARIS PERUSAHAAN
KEPALA SATUAN PENGAWASAN
INTERNAL
VICE PRESIDENT PENGAMANAN &
PENGELOLAAN ASET
VICE PRESIDENT PERENCANAAN &
KINERJA PERUSAHAAN
VICE PRESIDENT AKUNTANSI &
KEUANGAN
VICE PRESIDENT HUMAN CAPITAL &
PENGEMBANGAN ORGANISASI
VICE PRESIDENT SISTEM INFORMASI
MANAJEMEN
VICE PRESIDENT BISNIS HANKAM
VICE PRESIDENT BISNIS INDUSTRIAL
VICE PRESIDENT TEKNOLOGI &
PENGEMBANGAN
VICE PRESIDENT QUALITY ASSURANCE &
K3LH
VICE PRESIDENT SUPPLY CHAIN
GENERAL MANAGER SENJATA
GENERAL MANAGER MUNISI
GENERAL MANAGER KENDARAAN KHUSUS
GENERAL MANAGER ALAT BERAT
GENERAL MANAGER TEMPA COR & ALAT PERKERETAAPIAN
GENERAL MANAGER BAHAN PELEDAK
KOMERSIAL
PROJECT MANAGEMENT OFFICERS
AHLI UTAMA
STRUKTUR ORGANISASI PT. PINDAD (Persero)
Gambar 2.14 Struktur Organisasi PT. Pindad (Persero)
14
GENERAL MANAGER ALAT BERAT
MANAGER ENJINIRING
· ENJINIRING PRODUK ALAT BERAT
· ENJINIRING PRODUK APKL· ENJINIRING PRODUK ELEKTRIK· ENJINIRING PRODUK MESIN
KHUSUS & FTG· ENJINIRING SISTEM KONTROL· ENJINIRING PROSES· ENJINIRING REPAIR PRODUK
ELEKTRIK· PEMELIHARAAN MESIN· ADMINISTRASI TEKNIK
MANAGER RENDALPROD & GUDANG
JUNIOR MANAGER GUDANG MATERIAL PRODUKSI
· RENDALPROD ALAT BERAAT & MESIN KHUSUS
· RENDALPROD PRODUK APKL· RENDALPROD PRODUK
ELEKTRIK· ANALISIS & EVALUASI BIAYA· RENDAL PEMELIHARAAN &
PERMESINAN
MANAGER UMUM AHLI MADYA PROYEK
· ADMINISTRASI UMUM· ADMINISTRASI PERSONIL· K3LH· URUSAN DALAM
MANAGER PRODUKSI 2MANAGER PRODUKSI 1 MANAGER PRODUKSI 3
JUNIOR MANAGER FABRIKASI
JUNIOR MANAGER PERAKITAN APKL
JUNIOR MANAGER PERMESINAN 1, 2, 3
JUNIOR MANAGER PRODUK KHUSUS & FTG
JUNIOR MANAGER PRODUK ALAT BERAT 1, 2, 3
JUNIOR MANAGER MEKANIK
JUNIOR MANAGER ELEKTRIK
JUNIOR MANAGER FINISHING ELETRIK
JUNIOR MANAGER REPAIR
STRUKTUR ORGANISASI DIVISI ALAT BERAT PT. PINDAD (Persero)
Gambar 2.15 Struktur Organisasi Divisi Alat Berat PT. Pindad (Persero)

15
2.3. Manajemen perusahaan
2.3.1. Visi dan Misi PT. Pindad (Persero)
Visi Perusahaan :
Menjadi produsen peralatan pertahanan dan keamanan terkemuka di asia
pada tahun 2023, melalui upaya inovasi produk dan kemitraan strategik.
Misi Perusahaan :
Melaksanakan usaha terpadu di bidang peralatan pertahanan dan keamanan
serta peralatan industrial untuk mendukung pembangunan nasional dan
secara khusus untuk mendukung pertahanan dan keamanan negara.
2.3.2. Ketenagakerjaan
PT. Pindad (Persero) mempekerjakan setidaknya 3000 karyawan baik di sektor
perkantoran maupun operator yang bekerja di lantai produksinya. Dan adapun
jadwal atau jam kerja operator dan karyawan bekerja pada bagian produksi
excavator yang ditetapkan oleh PT. Pindad :
Tabel 2.1. Tabel Jadwal PT. Pindad (Persero)
No. Tenaga Kerja Senin-Jumat
Shift 1 Shift 2 Shift 3
1. Operator
Masuk 06.00 14.00 22.00
Istirahat 11.30-12.30 19.30-20.30 03.30-04.30
Pulang 14.00 22.00 06.00
2. Karyawan
Masuk 07.30 - -
Istirahat 11.30-12.30 - -
Pulang 16.30 - -
PT. Pindad menerapkan sistem lima hari kerja dengan ketentuan hari Senin-
Kamis masuk pukul 07.30-16.30 dengan jam istirahat pukul 11.30-12.30 dan
khusus untuk hari Jumat istirahat pukul 11.00-13.00. Namun dimungkinkan juga
untuk lembur pada hari Sabtu atau Minggu jika memang dibutuhkan untuk
memenuhi target produksi.
2.3.3. Fasilitas Perusahaan
Disetiap perusahaan tentunya ingin memiliki karyawan yang bekerja dengan baik
dan maksimal, oleh karena itu kesejahteraan karyawan juga perlu menjadi
perhatian khusus perusahaan. Tak terkecuali PT. Pindad (Persero) yang
senantiasa memperhatikan kesejahteraan karyawannya. Setelah seseorang di
terima menjadi karyawan di PT. Pindad (Persero) maka karyawan tersebut

16
berhak untuk menggunakan fasilitas-fasilitas yang telah di berikan dari pihak
perusahaan fasilitas tersebut meliputi :
1) Masjid dan Musholla
Terdapat dua masjid utama di PT. Pindad (Persero) yang digunakan untuk
beribadah para karyawanya tidak hanya masjid saja tempat-tempat ibadah
kecilpun di sediakan disetiap unitnya seperti musholla yang terdapat di dalam lini
produksi excavator sehingga para karyawan dapat menjalankan ibadahnya
sesuai jam-jam yang telah ditentukan. Masjid lebih digunakan untuk sholat Jumat
dan lain sebagainya para karyawan atau pekerja dari berbagai divisi cukup hanya
berjalan kaki saja untuk menuju ke masjid tersebut karena letaknya yang
strategis dan tidak terlalu jauh.
2) Kantin
PT. Pindad (Persero) mempunyai satu kantin utama yang cukup besar
merupakan fasilitas yang di berikan oleh perusahaan. Pada jam istirahat
karyawan dari berbagai divisi berkumpul di kantin ini untuk makan prasmanan
secara gratis. Selain itu karyawan juga akan mendapat susu segar setiap harinya
sebagai bagian dari menesejahterakan karyawan tersebut.
3) Koperasi
PT. Pindad (Persero) mempunyai satu koperasi yang menyediakan peralatan-
peralatan yang dibutuhkan oleh karyawan-karyawan PT. Pindad (Persero)
tersebut mulai dari alat tulis, seragam pegawai, seragam wearpack untuk
operator PT. Pindad (Persero) dan selain itu juga di dalam koperasi tersebut juga
menjual berbagai macam pernak pernik aksesoris seperti gantungan kunci
dengan logo PT. Pindad (Persero), stiker,topi dll yang biasanya di gunakan untuk
oleh-oleh.
4) Smoking Area dan Smoking Time
Di dalam lingkungan PT. Pindad (Persero) khususnya di area lini produksi dan di
dalam kantor dilarang keras untuk merokok. Smoking area yang di sediakan
terdapat di luar ruangan, jika karyawan ingin merokok maka harus keluar
ruangan terlebih dahulu. Dan juga terdapat area-area atau titik-titik tertentu yang
dilarang untuk merokok walaupun tempat tersebut sudah berada di luar ruangan
karena terdapat area-area seperti tempat penyimpanan bahan bakar yang
berada di luar ruangan, sehingga para karyawan tidak boleh merokok di dekat
area tersebut. Dan di perusahaan ini menerapkan bagi karyawannya smoking
time yakni pada jam-jam tertentu setiap harinya.

17
5) Komputer yang Telah Terintegrasi dengan Sistem
Di PT. Pindad (Persero) khususnya karyawan yang bekerja di dalam kantor telah
di sediakan komputer untuk mengerjakan tugas-tugas yang diberikan sehingga
para karyawan tidak perlu membawa peralatan seperti laptop dari rumah. Serta
pada divisi-divisi tertentu seperti divisi PPC setiap komputernya telah didukung
dengan sistem ERP atau SAP yang telah terintegrasi. Untuk mengakses sistem
tersebut hanya pegawai-pegawai tertentu saja yang diberikan akses karena
rahasia di dalam sistem ERP atau SAP tersebut sangat penting bagi perusahaan.
6) Fasilitas Komunikasi
Untuk beberapa divisi di dalam PT. Pindad (Persero) terdapat suatu pekerjaan
atau job desk yang mengharuskan karyawan-karyawan tersebut berhubunngan
antara divisi yang satu dengan divisi yang lainnya dan juga untuk berhubungan
dengan pihak luar seperti customer atau supplier. PT. Pindad (Persero) telah
memberikan fasilitas yaitu berupa telepon dan juga komputer yang tersabung ke
jaringan internet supaya memudahkan para pegawai untuk melakukan
komunikasi baik komunikasi antar divisi atau komunikasi dengan pihak luar.
7) Area Parkir
PT. Pindad (Persero) menyediakan area parkir yang luas untuk semua
karyawannya dan juga untuk para tamu. Area parkir tersebut juga dipisah untuk
area parkir mobil dan area parkir motor.
8) Safety tools
Di dalam Lingkungan kerja PT. Pindad (Persero) sangat mengutamakan
Keselamatan Kesehatan Kerja para karyawannya terutama di area lini produksi
dan permesinan. Baik pengunjung dan karyawan diwajibkan memakai helm
keselamatan pada saat memasuki area produksi dan juga diwajibkan untuk
berjalan di area yang telah di sediakan supaya mencegah hal-hal yang tidak
diinginkan terjadi. Dan juga para operator yang bekerja di bagian lantai produksi
juga diwajibkan untuk mengenakan peralatan safety seperti kaca mata pelindung,
helm keselamatan dan sarung tangan. Penerapan Keselamatan dan Kesehatan
Kerja di PT. Pindad tersebut telah memperoleh penghargaan zero accident.
9) Fasilitas Sepeda
Setiap divisi di dalam PT. Pindad (Persero) terdapat sepeda yang berfungsi
untuk alat transportasi pegawai yang akan menuju divisi satu ke divisi lainnya.
Karena jarak antar divisi di PT. Pindad (Persero) letaknya cukup berjauhan.
18
10) Truk Pemadam
Di dalam lingkungan PT. Pindad (Persero) terdapat truk pemadam kebakaran
yang siap siaga jika hal-hal yang tidak diinginkan terjadi di dalam lingkungan PT.
Pindad (Persero) tersebut.
11) Mobil Ambulance
Di dalam lingkungan PT. Pindad (Persero) juga terdapat mobil ambulance yang
jika hal- hal yang tidak diinginkan terjadi di dalam lingkungan PT. Pindad
(Persero) tersebut.
12) Bantuan Biaya Transportasi
Bantuan biaya transportasi ini adalah termasuk biaya transportasi karyawan yang
menuju ke PT. Pindad (Persero) yang sudah termasuk dalam gaji karyawan
tersebut.
13) Rumah Sakit Pindad
Fasilitas rumah sakit ini adalah sebagai bentuk dari kepedulian perusahaan
terhadap kesehatan semua karyawannya. Semua karyawan yang mengalami
cedera atau keluhan fisik akibat pekerjaannya dapat berobat di rumah sakit ini.
Biaya rumah sakit ditanggung oleh asuransi yang dimiliki oleh perusahaan.
14) Jaminan Kesehatan Melalui (BPJS)
Perusahaan memberikan jaminan kesehatan dengan mendaftarkan setiap
karyawan ke dalam program BPJS ketenagakerjaan dan BPJS kesehatan yang
meliputi kecelakaan kerja, jaminan di hari tua, biaya rumah sakit dan kematian.
15) Tunjangan Hari Raya
Menjelang hari raya Idul Fitri setiap setahun sekali perusahaan memberikan
tunjangan hari raya keagamaan sesuai dengan PerMen No.04/Men/1994 tentang
pemberian tunjangan hari raya.
16) Tunjangan Lembur
Tunjangan lembur diberikan pada para karyawan yang hanya melakukan lembur
yang nantinya akan digabung dengan pemberian gaji pada karyawan tersebut.
17) Tunjangan Keluarga
Tunjangan keluarga juga di berikan untuk para karyawan PT. Pindad (Persero)
berdasarkan dengan jumlah keluarga dalam satu kepala keluarga. Tunjangan ini
di berikan bersama dengan gaji karyawan.
2.3.4. Pemasaran
Pemasaran berbagai macam produk PT. Pindad (Persero) tidak hanya di dalam
negeri tetapi sudah mencapai pasar internasional. Karena PT. Pindad ingin

19
mewujudkan visinya yaitu menjadi produsen peralatan pertahanan dan
keamanan terkemuka di asia pada tahun 2023, melalui upaya inovasi produk dan
kemitraan strategi. Produk-produk PT. Pindad yang sudah dikenal oleh dunia
pada umumnya adalah produk-produk militernya seperti kendaraan tempur anoa
yang telah dipercaya dan digunakan oleh Perserikatan Bangsa-Bangsa (PBB).
Selain itu senjata-senjata seperti Senapan Serbu Pindad sudah dipasarkan ke
berbagai negara seperti Malysia, Brunei Darussalam, Uganda dan Timor Leste.
Dengan animo negara-negara yang membeli produk-produk PT. Pindad tentunya
bukan tidak mungkin bagi PT. Pindad untuk mencapai visinya tersebut, karena
dari tahun ke tahun produk PT. Pindad terus mengalami kenaikan penjualan
produk-produk militernya ke berbagai negara.
20
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan atau Unit Usaha atau Departemen
Di dalam Divisi Alat Berat terdapat beberapa proses bisnis yang dibagi secara
umum menjadi dua yaitu proses bisnis pemenuhan order pelanggan internal dan
proses bisnis pemenuhan order pelanggan eksernal. Selain itu juga terdapat
proses bisnis untuk supply dan pengadaan material dan proses bisnis produksi.
Proses bisnis yang ada terdapat pada bagian lampiran.
3.2. Produk yang Dihasilkan
Divisi Alat Berat pada PT. Pindad (Persero) memproduksi berbagai macam-
macam produk seperti alat berat excavator, mesin listrik, alat dan mesin
pertanian, peralatan kapal laut dan jasa permesinan. Berikut ini adalah
penjelasan dari produk-produk tersebut.
3.2.1. Produk
Produk yang di hasilkan PT. Pindad (Persero) pada umumnya terdiri dari dua
macam yaitu produk militer dan komersil. Pada kerja praktek kali ini penulis di
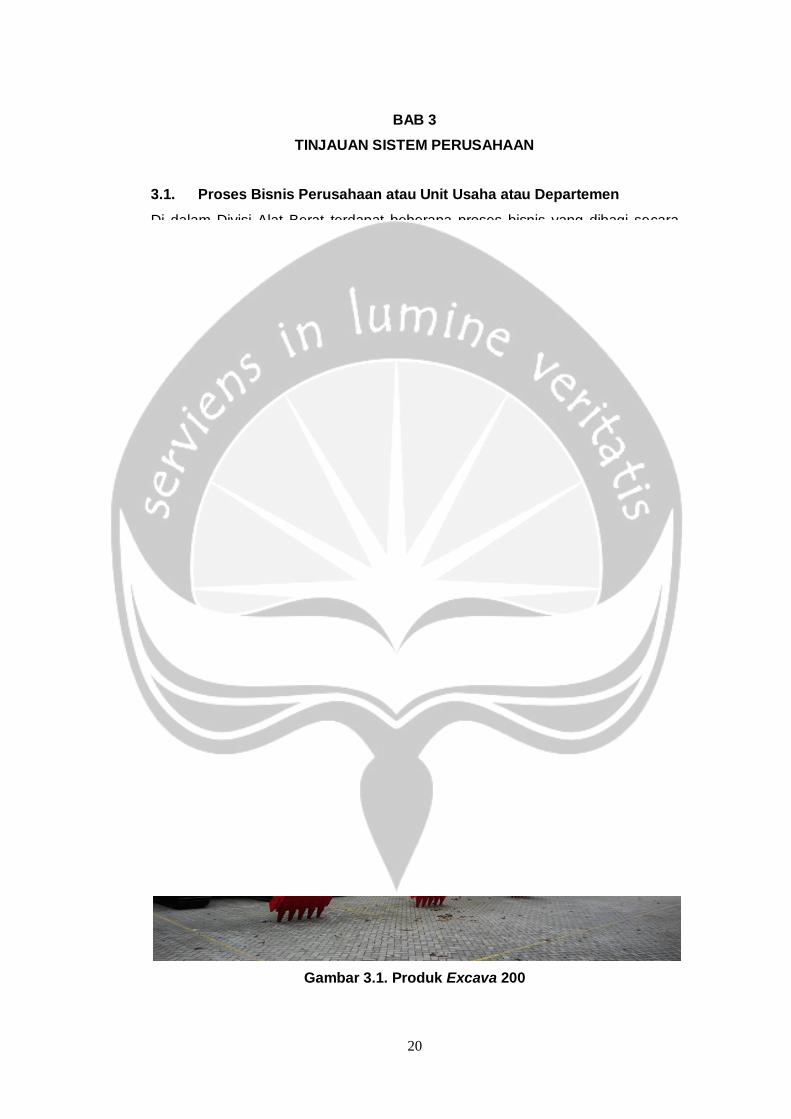
tempatkan di Divisi Alat Berat yang berfokus pada produksi excava 200. Produk
dari excava jenis 200 dapat di lihat pada Gambar 3.1. Penulis ditempatkan pada
bangunan pembuatan excavator gedung 42F perakitan dan gudang gedung 42A
dan 42B yang memuat bahan baku dan semifinishing excava 200.
Gambar 3.1. Produk Excava 200

21
Excavator didalam proyek-proyek pembangunan yang digalakkan dalam
pemerintahan sekarang ini dibawah kementrian PUPR (Pekerjaan Umum dan
Perumahan Rakyat) sangat dibutuhkan, sehingga PT. Pindad (Persero) melihat
kesempatan ini. Untuk merealisasikan kesempatan ini maka PT. Pindad
(Persero) melalui surat keputusan pemerintah mulai memproduksi excavator tipe
200 dengan spesifikasi tinggi 3,193 m, panjang 9,543 m, dan luas 2,985 m dan
berat 2.000 kg atau 2 ton. Excavator 200 produksi PT. Pindad dilengkapi dengan
bucket yang dapat mengangkat material-material untuk pekerjaan berat dengan
ukuran material dapat mencapai 0,86 m3. Untuk dapat mengatasi medan yang
berat yang akan dilalui oleh excava 200 ini dibekali dengan set track link dan belt
yang mumpuni. Kapasitas mesin yang diusung juga lebih tinggi daripada
excavator produk lainya dengan kapasitas tanki solar maksimalnya adalah 440
liter.
3.3. Proses Produksi
Sistem produksi yang diterapkan oleh Divisi Alat Berat pada lantai produksi
perakitan ini adalah flowshop, hal ini dikarenakan oleh kuantitas produk yang
dihasilkan lebih dari 100 unit sehingga masuk kedalam produksi massal, lalu
aliran proses produksi yang continuous dan repetitive. Karakteristik flowshop
lainnya yang muncul adalah pada setiap stasiun kerja dalam satu lantai produksi
melakukan proses produksi untuk satu produk yaitu merakit excava 200. Proses
produksi pada Divisi Alat Berat ini lebih pada aktivitas perakitan berbagai
komponen yang sudah tersedia di gudang lalu dikirimkan ke lantai produksi untuk
dirakit menjadi produk excava 200. Proses produksi excava 200 di PT. Pindad
(Persero) berada di gedung 42F dengan terbagi tiga zona. Tiga zona tersebut
yaitu zona A, zona B dan zona C. Berawal dari material yang disimpan di gedung
42A dan 42B material yang dibutuhkan untuk awal produksi excava 200 diambil
dan dipersiapkan di gedung 42F dimana lantai produksi dari excava 200. Berikut
adalah gambaran secara garis besar dari proses produksi untuk excava 200 di
PT. Pindad (Persero).

22
ZONA A-1
ZONA A-2
ZONA A-3
ZONA A-4
ZONA B-1
ZONA B-2
ZONA B-3
ZONA B-4
ZONA C-1
Persiapan komponen dan setting
Perakitan :- track roller- track guard
Perakitan :- travel motor- adjuster- packing & cover plate
BASE FRAME UPPER FRAME
Perakitan :- swing bearing
Persiapan komponen dan settingPerakitan :- rubber gromet- bushing swing boom & cylinder- o-ring- radial seal
Perakitan :- power train & control valve- engine- radiator- hydraulic pump- main control valve
Perakitan :- hydraulic line connection- MCV- manifold pilot- electric hardness- hose to selenoid
Perakitan :- lubricating line connection- hydraulic connection- dumper cabin
Perakitan :- tracklink- docking- cleaner plate- swing motor- hydraulic tank- fuel tank- support cover- floor cabin- pedal- wiring hardness- hydraulic connection- pengisian soalar- pengisian oli 1
PROSES PRODUKSI EXCAVA 200 PT. PINDAD (Persero)
Waktu (menit) = 15'
Waktu (menit) = 120'
Waktu (menit) = 120'
Waktu (menit) = 120' Waktu (menit) = 120'
Waktu (menit) = 45'
Waktu (menit) = 150'
Waktu (menit) = 270'
I-1 I-2
Pengecekan :- check list- pengencangan baut- visual
Pengecekan :- check list- pengencangan baut- visual
Waktu (menit) = 600'
I-4Pengecekan Sistem Integration Test :- travel motor- pengencangan baut
Waktu (menit) = 15'
Waktu (menit) = 5' Waktu (menit) = 5'
Gambar 3.2. Gambar Proses Produksi Excava 200

23
ZONA C-2
ZONA C-3
ZONA C-4
ZONA C-5
ZONA C-6
Perakitan :- boom- counter weight 3 ton- arm- bucket- hydroulic line connection- kursi- pengisian oli 2
Perakitan :- cover R, L & MID- tool box- cover radiator- plate tambahan- engine hood- cabin- cover bawah- cover plate- packing cover plate
Penggantian counter weight dengan 4,5 ton
Repainting :- prepare- painting- compound- pencucian
Pemasangan :- sticker- safety label- name plate
I-4Pengecekan Komponen & Final Test (QA)
Waktu (menit) = 180'
Waktu (menit) = 420'
Waktu (menit) = 60'
Waktu (menit) = 360'
Waktu (menit) = 120'
Waktu (menit) = 45'
Gambar 3.2. Proses Produksi excava 200

24
3.4. Fasilitas Produksi
Fasilitas produksi dari PT. Pindad (Persero) dan juga tata letak dari produksi
akan mempengaruhi semua aktivitas produksi dari penerimaan bahan baku,
penyimpanan bahan baku, produksi, akses material handling dan manusia,
hingga nanti pengiriman produk jadi yang akan dikirimkan ke konsumen. Yang
dilakukan oleh PT. Pindad (Persero) yaitu menentukan area produksi dan
pergudangan Divisi Alat Berat yang ditempatkan pada lokasi yang berdekatan
dengan pintu masuk/keluar. Keputusan yang diambil ini bertujuan untuk
mengefisienkan proses penerimaan bahan baku dan pengiriman produk yang
mempunyai ukuran besar baik dalam segi waktu maupun perhitungan ongkos
material handling dan juga ruang area penyimpanan dan produksi. PT. Pindad
juga menerapkan bahwa setiap divisi agar mandiri dalam proses produksinya
dengan menerapkan setiap divisi mempunyai gudang, fasilitas pengujian dan
material handling tersendiri. Fasilitas ini juga direncanakan dengan baik dan
dilaksanakan dengan baik pula dengan memperhatikan biaya produksi seminimal
mungkin dan produksi yang optimal. Berikut ini adalah fasilitas produksi di Divisi
Alat Berat :
3.4.1. Gudang
Pada bagian gudang di Divisi Alat Berat ini terdapat dua jenis gudang yaitu
gudang bahan baku yang menyimpan bahan baku dan bahan semifinishing yang
berbentuk bagunan terlatak di gedung 42A dan 42B serta gudang bahan jadi
yang terletak di area terbuka dekat dengan pintu masuk PT. Pindad (Persero).
Gambar 3.3. Gudang Bahan Baku (Kiri) dan Gudang Bahan Jadi (Kanan)

25
Dapat dilihat bahwa gudang bahan baku terletak di area indoor yang bertujuan
untuk melindungi material dari cuaca dan keadaan lingkungan luar yang dapat
mengurangi bahkan merusak kualitas material yang disimpan di gudang ini.
Didalam gudang ini juga terdapat kantor untuk pengawasan material yang
disimpan di gudang. Gudang ini terdapat 2 lantai, lantai pertama untuk
keseluruhan area digunakan untuk penyimpanan material berat sementara lantai
2 yang hanya terdiri di sebagian gedung untuk menyimpan material ringan
kelistrikan excavator. Untuk gudang bahan jadi diletakan pada area terbuka
karena belum ada gedung yang cocok untuk penyimpanan excavator ini yang
sebenarnya gudang ini belum ideal karena bisa saja cuaca dan iklim luar dapat
merusak produk excavator sebelum dikirim ke konsumen.
3.4.2. Produksi (Perakitan)
Gedung produksi perakitan excava 200 terdapat di gedung 42F. untuk produksi
excava 200 memang hanya dilakukan perakitan sampai finishing tidak total dari
permesinan pembuatan bahan baku, permesinan untuk produksi alat perkereta
apian dan perkapalan. Pada bagian departemen produksi perakitan produk
excavator ada beberapa alat atau fasilitas yang mendukung aktivitas perakitan
tersebut. Untuk area produksi dapat dilihat pada gambar 3.4.
Gambar 3.4. Area Perakitan Gedung 42F
3.4.3. Fasilitas Produksi dan Material Handling
Didalam produksi Excava 200, Pindad menyediakan fasilitas dan material
handling sebagai berikut :
a) Forklft
Forklift ini cenderung memiliki daya angkut lebih besar dan banyak digunakan
untuk pemindahan jarak lebih jauh seperti antar gudang dan antar lantai produksi
selain itu, forklift yang digunakan di divisi ini kapasitasnya berkisar antara 1 Ton-

26
5 Ton tergantung besar forklift dengan daya angkat masing-masing unitnya
mampu menjangkau hingga ketinggian 3 Meter hingga 6 Meter. Bentuk dari
forklift dapat dilihat pada Gambar 3.5.
Gambar 3.5. Forklift
b) Hand Pallet Jack
Hand pallet jack ini bisasanya digunakan sebagai alat yang digunakan untuk
mengangkat dan memindahakan barang secara manual oleh operator untuk
meringankan kerja operator. Bentuk dari manual pallet jack dapat dilihat pada
Gambar 3.6.
Gambar 3.6. Hand Pallet Jack
c) Pallet
Pallet ini berfungsi sebagai landasan untuk meletakkan barang agar dapat
memudahkan proses pengangkatan dan pemindahan barang oleh material
handling forklift dengan cara memasukan fork ke dalam sisi pallet. Di dalam
Divisi Alat Berat sekarang ini menggunakan hanya pallet kayu yang dapat didaur
ulang, dapat dilihat pada Gambar 3.7.

27
Gambar 3.7. Pallet
d) Skids
Skids ini digunakan sebagai alat untuk tumpuan mengangkat beban yang besar
dan tidak memungkinkan untuk menggunakan pallet yang prinsip kerjanya sama
dengan pallet. Bentuk dari Skids dapat di lihat pada Gambar 3.8.
Gambar 3.8. Skids
e) Container
Container ini digunakan untuk menyimpan item diskret yang dapat dikumpulkan
satu persatu serta untuk menyatukan dan melindungi item yang ada di dalamnya.
Ada dua macam box container yang digunakan di divisi alat berat yaitu yang
terbuat dari besi seperti yang di tunjukan pada Gambar 3.9. dan kayu yang di
tunjukan pada Gambar 3.10.
28
Gambar 3.9. Container Box (Besi)
Gambar 3.10. Container Box (Kayu)
f) Rack
Rack pada digunakan untuk mengefisiensikan tempat agar material yang
disimpan dapat lebih banyak karena disimpan vertikal tanpa merusak material
dibawahnya. Rak ini berguna untuk menyimpan material atau bahan baku yang
sangat bervariasi yang sudah dimasukkan ke dalam container box. Bentuk dari
rack dapat di lihat pada Gambar 3.11.

29
Gambar 3.11. Rack
g) Hand Truck
Hand Truck ini dengan enam roda penumpu pada bagian bawahnya akan
membuat alat ini flexible dan tahan beban lebih banyak yang dapat digunakan
untuk mengangkut dan meletakkan barang dengan kapasitas yang cukup banyak
serta memudahkan untuk proses pemindahan. Bentuk dari Hand Truck dapat
dilihat pada Gambar 3.12.
Gambar 3.12. Hand Truck
h) Bridge Crane
Bridge crane ini berfungsi sebagai alat untuk mengangkat dan memindahkan
komponen yang sangat berat seperti komponen excavator base frame, arm,
bucket, mesin excavator, dan lain-lain. Dengan kemampuan angkat dari 3 ton
sampai 5 ton, brige crane ini sangat cocok untuk mendukung proses perakitan
produk excavator dan dilengkapi remote untuk pengendalinya. Bentuk secara
umum brige crane pada divisi Alat Berat dapat di lihat pada Gambar 3.13.
30
Gambar 3.13. Bridge Crane
i) Truck Rel
Fungsi dari truck rel ini adalah digunakan untuk mengangkut dan memindahkan
komponen dalam dua arah yaitu gerak maju dan gerak mundur. Alat ini
digunakan untuk mengangkut dan memindahkan base frame dan upper frame
maka dari itu terdapat pada stasiun kerja A dan B. karena pada stasiun kerja A
untuk merakit base frame, sedangkan stasiun kerja B adalah merakit bagian
upper frame. Bentuk dari Truck Rel dapat di lihat pada Gambar 3.14.
Gambar 3.14. Truck Rel
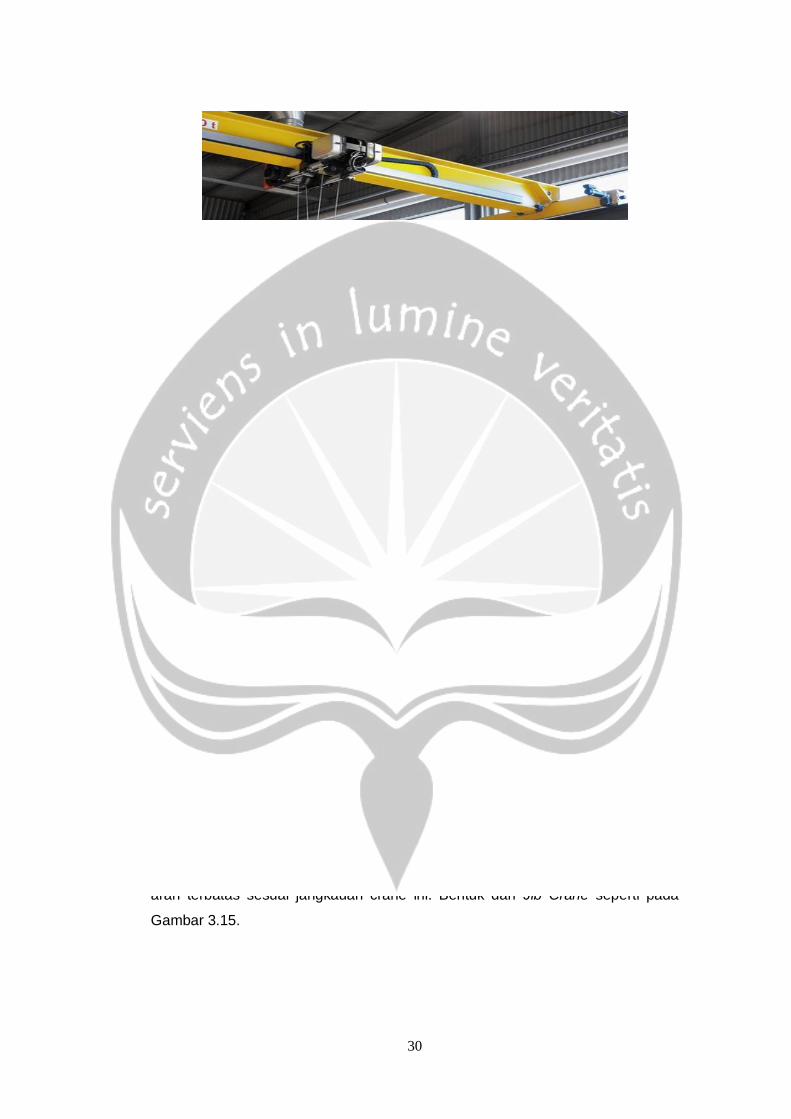
j) Jib Crane
Jib Crane tipe ini berfungsi sebagai alat untuk memposisikan benda kerja sesuai
pengangkatan yang diinginkan oleh operator pada suatu stasiun kerja dengan
arah terbatas sesuai jangkauan crane ini. Bentuk dari Jib Crane seperti pada
Gambar 3.15.

31
Gambar 3.15. Jib Crane
k) Tangga Lipat
Tangga lipat ini digunakan oleh operator untuk melakukan perakitan pada
excavator yang letaknya tinggi. Bentuk dari tangga lipat tersebut ditunjukan pada
Gambar 3.16.
Gambar 3.16. Tangga Lipat
l) Lempengan Baja
Lempengan baja ini berfungsi sebagai jalan yang akan dilalui oleh excavator,
sehingga jalan yang dilaluinya pada lantai produksi tidak rusak dan
mengakibatkan biaya yang tidak perlu. Bentuk Lempengan Baja di tunjukan pada
Gambar 3.17.

32
Gambar 3.17. Lempengan Baja
m) Alat Pengencang Baut
Alat ini berfungsi sebagai pengencang baut dengan tenaga hidrolik yang
bertujuan untuk memudahkan operator dalam mengencangkan baut yang
cenderung besar dan sulit kalau hanya dengan tenaga manusia. Bentuk Alat
Pengencang Baut di tunjukan pada Gambar 3.18.
Gambar 3.18. Alat Pengencang Baut
n) Scaffolding
Alat ini fungsinya hampir sama dengan tangga lipat, namun pada scaffolding ini
dapat juga digunakan sebagai penumpu beban yang lebih berat daripada tangga
lipat, seperti halnya menahan lengan excavator. Bentuk dari Scaffolding di
tunjukan pada Gambar 3.19.

33
.
Gambar 3.19. Scaffolding
o) Tool Cart
Tool cart berfungsi untuk tempat peralatan operator dalam memasang suatu part
tertentu agar mudah dijangkau oleh si operator. Alat ini dapat digeser sesuai
dengan tempat operator bekerja, karena tool cart ini mempunyai roda untuk
memudahkan operator dalam menggeser. Berikut adalah bentuk dari tool cart
yang digunakan pada gambar 3.20.
Gambar 3.20. Tool Cart

34
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
2.4. Lingkup Pekerjaan
Dalam pelaksanaan kerja paktek di PT. Pindad (Persero) dari tanggal 3 Juli 2017
hingga 11 Agustus 2017 penulis diberikan kesempatan untuk kerja praktek dan
dapat belajar langsung di perusahaan yang notabene Badan Usaha Milik Negara
(BUMN). Pada kesempatan ini penulis ditempatkan di Divisi Alat Berat (AB)
dibawah pengawasan Bapak Dedy selaku pembimbing lapangan selama kerja
praktek.
4.1.1. Nama Departemen Penempatan
Setelah mengetahui departemen-departemen yang ada di Divisi Alat Berat,
penulis ditempatkan pada bagian proses produksi Excava 200 khususnya bagian
assembly tepatnya di gedung 42F. Pada departemen ini memiliki tugas atau job
desk untuk memproduksi excava 200 mulai dari bahan material yang berada di
gedung 42A dan 42B hingga menjadi sebuah excava 200 yang siap untuk di
pasarkan. Kemudian pada departemen ini juga memindahkan excava 200 yang
sudah siap masuk ke bagian pengecatan yang letak gedungnya berada di
seberang 42E. Pada departemen produksi excava 200 ini menerima dokumen
produksi dari bagian rendalprod sebagai perintah untuk memproduksi excava
200 yang sebelumnya bagian engineering sudah membuatkan gambar
produksinya. Untuk lebih jelasnya lagi peta proses bisnis pada proses/fungsi
produksi terlampir.
4.1.2. Rekan Kerja
Selama melakukan kerja praktek penulis senantiasa dibimbing oleh tiga junior
manager produk alat berat yakni Bapak Siswo, Bapak Totong dan Bapak Husein.
Ketiga junior manager tersebut bertanggung jawab dalam proses produksi
sesuai dengan shift mereka masing-masing mulai dari satu sampai tiga. Shift
akan berganti secara berurutan setiap minggunya. Selain ketiga junior manager
tersebut penulis juga selalu dibantu dalam mencari informasi-informasi oleh
operator yang ada di lantai produksi excava 200.
4.1.3. Tugas yang Diberikan
Aktivitas yang dilakukan oleh penulis saat kerja praktek di departemen produksi
adalah mengamati dan mempelajari alur serta sistem kerja pada proses produksi

35
excava 200 dari awal proses hingga akhir dan siap untuk diperiksa di bagian
quality assurance oleh pihak luar. Penulis diberi kesempatan untuk dapat
mengenali alur atau proses produksi dan hubungan antara masing-masing zona
yang ada di departemen produksi excava 200 secara langsung.
Tugas yang diberikan selama kerja praktek adalah mengamati dan mempelajari
urutan atau alur produksi dari excava 200 apakah sudah sesuai dengan Lembar
Urutan Proses (LUP) yang diberikan oleh pihak engineer atau belum. Lalu
penulis diberi kesempatan untuk mengidentifiaksi faktor-faktor apa saja yang
membuat pengerjaan excava 200 di lantai produksi tidak sesuai dengan di
lembar urutan proses yang ada. Pada saat melakukan observasi penulis selalu
menggunakan lembar urutan proses yang telah diberikan bagian engineering
untuk mengamati proses atau part apa saja yang tidak sesuai dengan urutan
tersebut.
Dalam menjalankan bisnis sebuah perusahaan, apalagi perusahaan sebesar PT.
Pindad (Persero) yang sudah menembus pasar dunia tentunya melibatkan pihak
luar dalam proses bisnis maupun proses produksinya. Dan tidak sedikit terjadi
kesalahan-kesalahan atau permasalahan dengan pihak tersebut. Dalam hal ini
PT. Pindad (Persero) juga memiliki permasalahan dengan pihak luar dalam
proses produksinya yang membuat sedikit terganggu, terlebih kepada vendor
yang bersedia men-supply part-part untuk excava 200 terlambat dalam
mengirimkan pesanannya. Maka itu penulis dalam observasinya kali ini
mengasumsikan bahwa faktor dari keterlambatan part-part yang ada tidak
berpengaruh terhadap proses produksi. Berikut adalah proses produksi dari
produk excava 200 dari PT. Pindad (Persero).

36
ZONA A-1
ZONA A-2
ZONA A-3
ZONA A-4
ZONA B-1
ZONA B-2
ZONA B-3
ZONA B-4
ZONA C-1
Persiapan komponen dan setting
Perakitan :- track roller- track guard
Perakitan :- travel motor- adjuster- packing & cover plate
BASE FRAME UPPER FRAME
Perakitan :- swing bearing
Persiapan komponen dan settingPerakitan :- rubber gromet- bushing swing boom & cylinder- o-ring- radial seal
Perakitan :- power train & control valve- engine- radiator- hydraulic pump- main control valve
Perakitan :- hydraulic line connection- MCV- manifold pilot- electric hardness- hose to selenoid
Perakitan :- lubricating line connection- hydraulic connection- dumper cabin
Perakitan :- tracklink- docking- cleaner plate- swing motor- hydraulic tank- fuel tank- support cover- floor cabin- pedal- wiring hardness- hydraulic connection- pengisian soalar- pengisian oli 1
PROSES PRODUKSI EXCAVA 200 PT. PINDAD (Persero)
Waktu (menit) = 15'
Waktu (menit) = 120'
Waktu (menit) = 120'
Waktu (menit) = 120' Waktu (menit) = 120'
Waktu (menit) = 45'
Waktu (menit) = 150'
Waktu (menit) = 270'
I-1 I-2
Pengecekan :- check list- pengencangan baut- visual
Pengecekan :- check list- pengencangan baut- visual
Waktu (menit) = 600'
I-4Pengecekan Sistem Integration Test :- travel motor- pengencangan baut
Waktu (menit) = 15'
Waktu (menit) = 5' Waktu (menit) = 5'
Gambar 4.1. Gambar Proses Produksi Excava 200

37
ZONA C-2
ZONA C-3
ZONA C-4
ZONA C-5
ZONA C-6
Perakitan :- boom- counter weight 3 ton- arm- bucket- hydroulic line connection- kursi- pengisian oli 2
Perakitan :- cover R, L & MID- tool box- cover radiator- plate tambahan- engine hood- cabin- cover bawah- cover plate- packing cover plate
Penggantian counter weight dengan 4,5 ton
Repainting :- prepare- painting- compound- pencucian
Pemasangan :- sticker- safety label- name plate
I-4Pengecekan Komponen & Final Test (QA)
Waktu (menit) = 180'
Waktu (menit) = 420'
Waktu (menit) = 60'
Waktu (menit) = 360'
Waktu (menit) = 120'
Waktu (menit) = 45'
Gambar 4.1. Gambar Proses Produksi Excava 200

38
2.5. Tanggung Jawab dan Wewenang dalam Pekerjaan
Selama melaksanakan kerja praktek di PT. Pindad (Persero) penulis diberikan
tanggung jawab dan wewenang dalam melakukan observasi di lantai produksi
excava 200. Berikut adalah beberapa tanggung jawab dan wewenang yang
harus dipatuhi oleh penulis :
1. Penulis wajib mengenakan Almamater Universitas, tanda pengenal dari
PT. Pindad (Persero) dan mengenakan helm keselamatan yang
bertuliskan siswa di dalam wilayah PT. Pindad (Persero).
2. Penulis hanya diperbolehkan untuk mengambil data menyangkut dengan
tugas yang di berikan oleh pembimbing.
3. Penulis dilarang membawa flash disk dan laptop selama kerja praktek
beralangsung.
4. Penulis diperbolehkan mengambil gambar seperlunya sesuai dengan
yang dibutuhkan untuk penulisan laporan dan selama diperbolehkan oleh
bagian PROPAM.
5. Penulis diperbolehkan mewawancarai operator yang berada di lantai
produksi selama tidak mengganggu pekerjaannya.
6. Semua laporan dan tugas yang ditulis oleh si penulis harus diperiksa
terlebih dahulu oleh Lembaga Leadership Center (LLC) jika telah disetujui
oleh LLC maka laporan si penulis sudah dapat dipublikasikan.
7. Penulis juga diperbolehkan menggunakan fasilitas kantor sesuai dengan
kebutuhan dan pekerjaan yang diberikan oleh pembimbing lapangan
selama kerja praktek.
8. Penulis juga berkewajiban untuk menjaga nama baik perusahaan,
universitas dan pribadi semala kerja praktek berlangsung dengan
bertingkah laku yang sopan.
2.6. Metodologi Pelaksanaan Pekerjaan
Selama kerja praktek di PT. Pindad (Persero) penulis mendapat tugas yang
harus diselesaikan, dalam menyelesaikan suatu pekerjaan diperlukan perumusan
langkah-langkah pelaksanaan pekerjaan sehingga pekerjaan akan lebih mudah
ditangani dan cepat diselesaikan. Langkah-langkah tersebut berbeda sesuai
dengan jenis pekerjaan yang dikerjakan, penulis melakukan observasi terhadap
aktivitas produksi dengan cara :
i. Mengobservasi macam-macam operasi yang tidak sesuai dengan
urutan yang ada di lembar urutan proses.

39
ii. Menanyakan hal-hal dan faktor-faktor apa saja yang berkaitan dengan
perbedaan urutan proses produksi.
iii. Mengamati perilaku operator dalam melakukan tugasnya.
Metode yang digunakan penulis untuk membantu melaksanakan tugas yang
diberikan oleh pembimbing lapangan dan memperoleh informasi yang terkait
seputar topiknya adalah sebagai berikut :
a. Studi Literatur
Metode studi literatur adalah salah satu cara yang dipakai untuk menghimpun
data-data atau sumber-sumber yang berhubungan dengan topik yang
diangkat dalam suatu penelitian. Studi literatur bisa didapat dari berbagai
sumber, jurnal, buku dokumentasi, internet dan pustaka. Studi literatur
dilakukan untuk memperoleh informasi melalui dokumen-dokumen
perusahaan yang terkait dengan fungsi produksi excava 200. Studi literatur ini
wajib dilakukan sebelum melakukan observasi lebih dalam mengenai topik
yang telah diangkat, dengan tujuan agar lebih memahami dalam memecahkan
permasalahan. Pada metode ini penulis melibatkan pihak dari engineering
untuk mendapatkan informasi atau dokumen-dokumen yang berkaitan dengan
jalannya proses produksi.
b. Metode Observasi
Metode ini dilakukan melalui pengamatan secara langsung terhadap objek
maupun proses yang diamati seperti keseluruhan urutan proses produksi dari
persiapan material hingga menjadi produk jadi yang siap untuk diletakkan di
gudang penyimpanan barang jadi.
c. Metode Interview
Metode ini dilakukan melalui wawancara atau mengajukan pertanyaan secara
langsung kepada pihak yang ingin dimintai informasi, sepeti informasi urutan
proses produksi, sistem kerja operator (ketenagakerjaan), faktor-faktor
kendala produksi, kebiasaan-kebiasaan operator hingga informasi produk dan
bahan. Pihak-pihak yang sering menjadi nara sumber untuk sebuah informasi
tersebut yakni operator yang berada dilapangan dan junior manager yang
berapa pada saat itu juga.
d. Metode Komparatif
Menurut Nazir (2005: 58) penelitian komparatif adalah sejenis penelitian
deskriptif yang ingin mencari jawaban secara mendasar tentang sebab-akibat,

40
dengan menganalisis faktor-faktor penyebab terjadinya ataupun munculnya
suatu fenomena tertentu. Metode ini mengumpulkan fakta tentang faktor-
faktor yang menyebabkan perbedaan urutan proses produksi dari excava 200
untuk dibandingkan, selanjutnya ditetapkan bahwa sesuatu faktor yang
menyebabkan munculnya permasalahan terhadap objek yang diteliti.
e. Pengukuran Jam Henti dan Metode Tak Langsung (faktor kelonggaran)
Metode ini adalah salah satu cara untuk menentukan waktu baku yang
pengamatannya langsung dilakukan di tempat berlangsungnya suatu proses
produksi. Cara pengamatannya yaitu dengan mengamati saat mulainya
pekerjaan sampai berakhirnya pekerjaan. Selain itu penulis juga
menggunakan pengukuran waktu tak langsung yang biasanya digunakan
untuk prediksi waktu standar untuk suatu pekerjaan. Dengan faktor
kelonggaran yang berfungsi untuk kebutuhan pribadi khususnya operator,
menghilangkan rasa lelah dan habatan pekerjaan yang tidak bisa dihindarkan.
2.7. Hasil Pekerjaan
Berikut akan dijelaskan hasil pekerjaan terkait dengan tanggung jawab yang
telah dilakukan penulis selama melaksanakan kerja praktek. Tidak semua
kegiatan yang dilakukan penulis mempunyai output secara tertulis dengan hasil
dokumen atau laporan. Sebelumnya ada beberapa contoh perbaikan metode
kerja yaitu :
a) Menghilangkan operasi-operasi yang tidak perlu
b) Menggabungkan suatu operasi dengan operasi yang lain
c) Menemukan suatu urutan-urutan kerja yang lebih baik
d) Menentukan mesin yang lebih ekonomis
e) Menghilangkan waktu menunggu antara operasi
4.4.1. Permasalahan
Dari hasil selama penulis observasi langsung dan melakukan berbagai metode
yang sudah disebutkan di atas, penulis mendapati beberapa urutan proses
produk excava 200 yang tidak sesuai dengan lembar urutan proses yang telah
ada. Dalam observasinya ini penulis mendapatkan informasi-informasi yang
berpengaruh terhadap hambatan dan ketidaksesuaian urutan proses produksi.
Berikut adalah beberapa part atau proses yang tidak sesuai dengan lembar
urutan proses yang ada :
41
1. Radiator
Selama penulis mengamati dan mengobservasi ditemukan bahwa pemasangan
radiator tidak sesuai dengan urutan yang seharusnya. Pada lembar urutan
proses yang ada radiator semestinya dipasang pada zona B-2 bersamaan
dengan MCV, namun justru pada zona C-1. Dengan mewawancarai dan mencari
informasi, penulis menyimpulkan bahwa banyak operator yang sengaja memilih
memasang radiator pada zona C-1 karena keterbatasan tempat. Banyak operator
yang menginginkan bekerja dengan tempat yang luas dan mudah untuk
bergerak. Hal ini penulis amati dan teliti, ternyata untuk proses pemasangan
radiator akan lebih mudah pada zona C-1 karena pada zona B-2 hanya memiliki
sedikit ruang. Terlebih lagi, letak radiator yang berada di sisi kiri excava 200 yang
sedikit menyulitkan jika dipasangkan pada zona B-2.
Gambar 4.1. Radiator Excavator
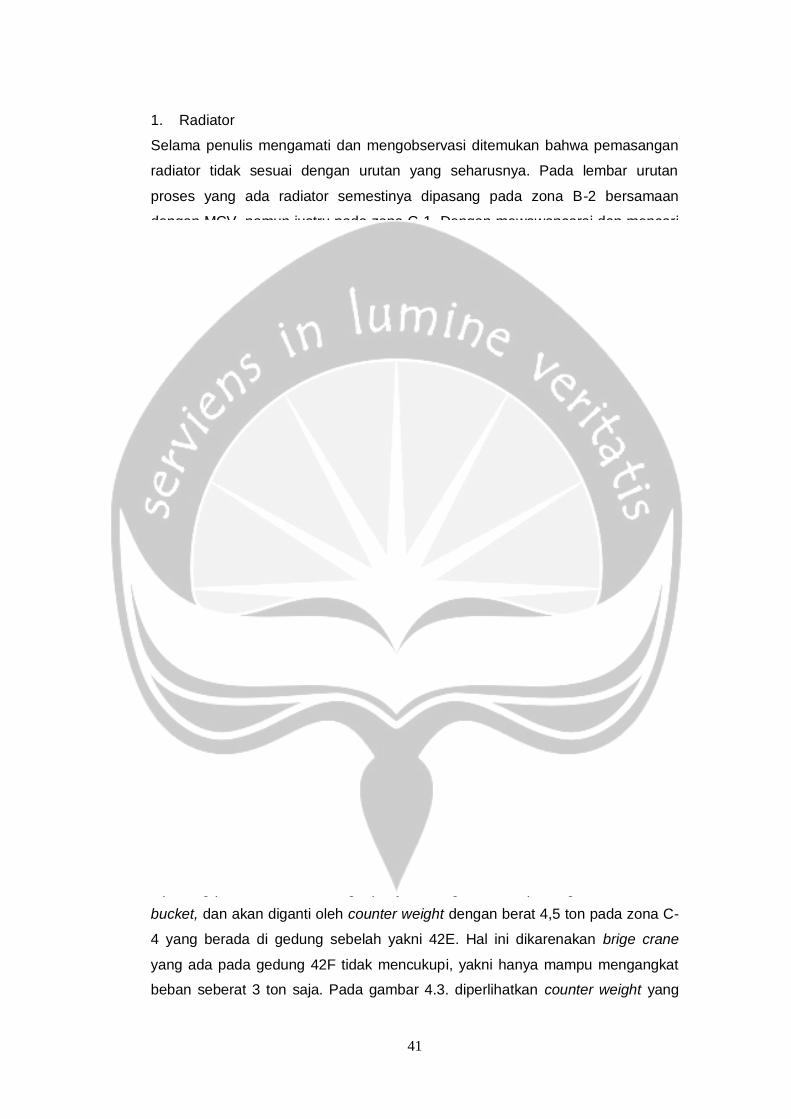
2. Counter Weight
Counter weight pada excavator ini berfungsi sebagai pelindung bagian belakang
excavator dari hantaman benda-benda saat digunakan. Selain itu counter weight
juga digunakan sebagai penyeimbang dan pemberat saat excavator berjalan
pada medan yang sulit. Counter weight yang digunakan pada proses ini ada dua,
yakni dengan berat 3 ton sebelum difabrikasi dan dicor oleh logam dan 4,5 ton
sesudah dicor dengan logam. Counter weight seberat 3 ton ini semestinya
dipasang pada zona C-2 sebagai penyeimbang setelah dipasang boom, arm dan
bucket, dan akan diganti oleh counter weight dengan berat 4,5 ton pada zona C-
4 yang berada di gedung sebelah yakni 42E. Hal ini dikarenakan brige crane
yang ada pada gedung 42F tidak mencukupi, yakni hanya mampu mengangkat
beban seberat 3 ton saja. Pada gambar 4.3. diperlihatkan counter weight yang

42
berada pada gedung 42E yang seharusnya sudah terpasang di excavator dari
gedung 42F.
Ganbar 4.3. Counter Weigth
3. Engine Hood
Pada zona C-3 ini seharusnya engine hood terpasang bersamaan cover-cover
untuk bagian dari excava 200. Namun selama penulis mengamati proses
produksi yang ada justru engine hood terpasang setelah selesai pada tahap
painting. Penulis mendapat informasi bahwa pemasangan engine hood setelah
proses painting ini dikarenakan akan menyebabkan engine hood terkena
semprotan cat. Hal ini karena letak engine hood yang berada di atas badan
excavator yang tentunya sangat rawan jika terkena cat. Di bawah ini adalah
gambar (Gambar 4.4.) dari engine hood untuk excavator.
Gambar 4.4. Engine Hood
4. Packing Cover Plate
Packing cover plate adalah bagian dari pelindung untuk bagian bawah excava
200 yang diproduksi PT. Pindad. Packing cover plate ini berada di bagian bawah
badan excavator yang berfungsi untuk melindungi dari benda-benda yang
terlindas oleh badan dari excavator. Packing cover plate ini pada lembar urutan
43
proses berada pada zona C-3, namun pada kenyataannya di lantai produksi
packing cover plate ini justru dipasang ketika C-6 yang berada di luar gedung
dengan alasan agar tidak terkena cat saat proses pengecatan dan pengerjaan
yang mudah, dan tidak berpengaruh banyak terhadap proses selanjutnya.
4.4.2. Perbaikan dari Permasalahan
Setelah mengidentifikasi permasalahan-permasalahan yang sudah dijelaskan
sebelumnya penulis memberikan saran perbaikan yang semoga ke depannya
dapat memperoleh proses kerja yang lebih baik. Ada beberapa tujuan agar
diperoleh proses kerja yang lebih baik yaitu :
a) Mempertimbangkan semua alternatif bahan yang digunakan, proses
penyelesaian sesuai dengan fungsi, reabilitas pelayanan dan waktunya.
b) Operasi : mempertimbangkan semua alternatif proses pengolahan
maupun metode. Perbaikan yang mungkin dilakukan dengan
menghilangkan, menggabungkan, menambah dan menyederhanakan
operasi.
c) Pemeriksaan : membandingkan dengan standar dengan teknik satu
persatu atau sampling.
d) Waktu : untuk mempersingkat waktu penyelesaian, dengan
mempertimbangkan semua alternatif metode maupun peralatan.
Untuk permasalahan yang ada pada lantai produksi excava 200 ini, penulis dapat
memberikan beberapa saran perbaikan yaitu :
1. Dengan pengukuran waktu sampling pekerjaan dan dari perhitungan faktor-
faktor analisis lainnya penulis mendapatkan :
Data yang diperoleh dari pengukuran waktu sampling pekerjaan yaitu :
Tabel 4.1. Tabel Hasil Pengamatan
No. Waktu Pengerjaan
1. 55 menit
2. 60 menit
3. 56 menit
4. 61 menit
5. 55 menit
6. 60 menit
7. 57 menit
8. 64 menit

44
9. 57 menit
10. 60 menit
a. Perhitungan Waktu Siklus
Data yang penulis peroleh dari pengamatan dan wawancara dengan
operator yang ada, maka dapat dihitung dengan waktu siklus dengan rumus
berikut ini :
𝑊𝑠 = 𝑥𝑖
𝑁
𝑥𝑖 ∶ 𝑤𝑎𝑘𝑡𝑢 𝑡𝑜𝑡𝑎𝑙 𝑠𝑢𝑏𝑔𝑟𝑜𝑢𝑝
𝑁 ∶ 𝑗𝑢𝑚𝑙𝑎 𝑝𝑒𝑛𝑔𝑎𝑚𝑎𝑡𝑎𝑛 𝑦𝑎𝑛𝑔 𝑑𝑖𝑙𝑎𝑘𝑢𝑘𝑎𝑛
𝑊𝑠 = 𝑥𝑖
𝑁=
585′
10= 58.5′
Dari hasil perhitungan waktu siklus di atas diperoleh waktu 60.5 menit untuk
perakitan satu buah radiator pada upper frame.
b. Menentukan Batas Kontrol Atas dan Batas Kontrol Bawah
Membuat jumlah subgroup dari data yang diperoleh menggunakan rumus :
1 + 3,3 𝐿𝑜𝑔 𝑛
𝑛 ∶ 𝑗𝑢𝑚𝑙𝑎 𝑝𝑒𝑛𝑔𝑎𝑚𝑎𝑡𝑎𝑛 𝑦𝑎𝑛𝑔 𝑑𝑖𝑙𝑎𝑘𝑢𝑘𝑎𝑛
1 + 3,3 𝐿𝑜𝑔 10 = 4.3 ≈ 4 subgrup
Tabel 4.2. Tabel Hasil Rata-rata Subgrup
Subgrup Waktu (menit) Rata-rata subgroup
1 55 60 56 57
2 61 55 60 58.6667
3 57 64 57 59.3333
4 60 60
Jumlah Rata-rata Subgrup ( 𝑋 ) 235
Menghitung rata-rata subgroup dengan rumus :
𝑋 = 𝑋
𝑘
𝑘 ∶ 𝑗𝑢𝑚𝑙𝑎 𝑠𝑢𝑏𝑔𝑟𝑜𝑢𝑝
𝑋 = 235
4= 58.75
45
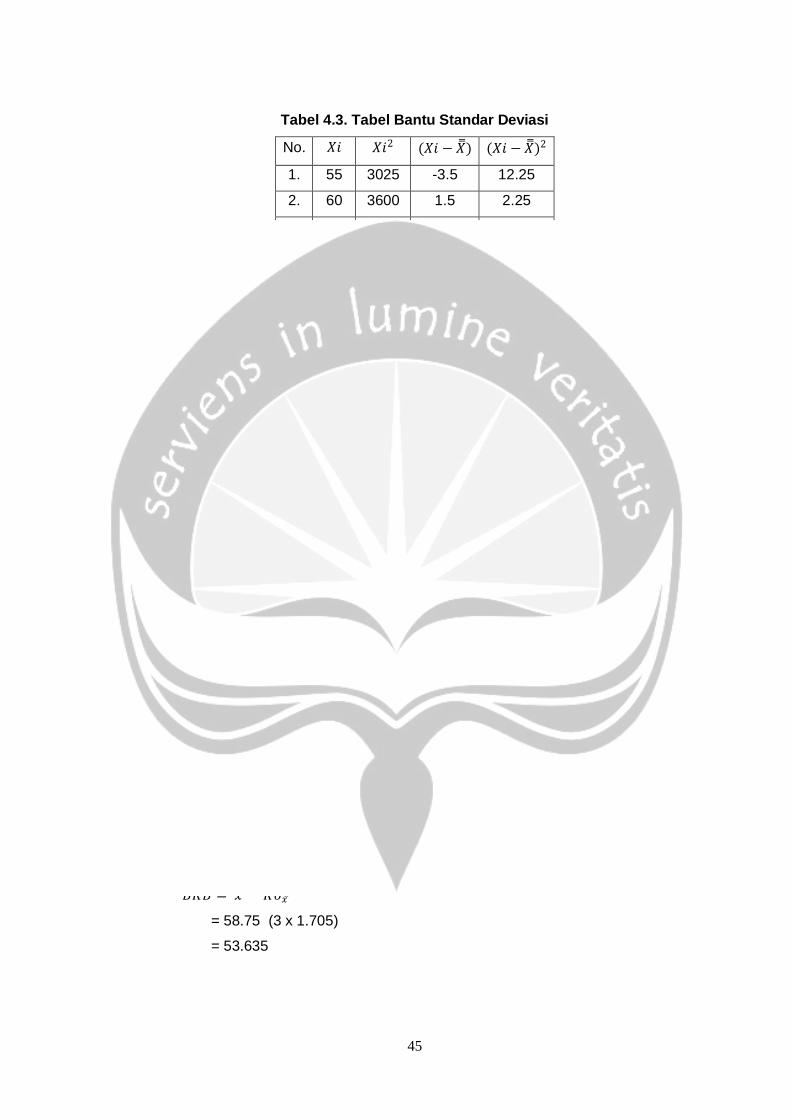
Tabel 4.3. Tabel Bantu Standar Deviasi
No. 𝑋𝑖 𝑋𝑖2 (𝑋𝑖 − 𝑋 ) (𝑋𝑖 − 𝑋 )2
1. 55 3025 -3.5 12.25
2. 60 3600 1.5 2.25
3. 56 3136 -2.5 6.25
4. 61 3721 2.5 6.25
5. 55 3025 -3.5 12.25
6. 60 3600 1.5 2.25
7. 57 3249 -1.5 2.25
8. 64 4096 5.5 30.25
9. 57 3249 -1.5 2.25
10. 60 3600 1.5 2.25
58.5 34301 78.5
Menghitung standar deviasi dengan rumus :
𝜎 = (𝑋𝑖 − 𝑋 )2
𝑁 − 1
𝑁 ∶ 𝑗𝑢𝑚𝑙𝑎 𝑝𝑒𝑛𝑔𝑎𝑚𝑎𝑡𝑎𝑛 𝑦𝑎𝑛𝑔 𝑑𝑖𝑙𝑎𝑘𝑢𝑘𝑎𝑛
σ = 78.5
(10 − 1)= 2.9533
Menghitung standar deviasi untuk ata-rata subgroup dengan rumus :
𝜎𝑋 =𝜎
𝑛
𝑛 ∶ 𝑗𝑢𝑚𝑙𝑎 𝑘𝑜𝑙𝑜𝑚 𝑠𝑢𝑏𝑔𝑟𝑜𝑢𝑝
𝜎𝑋 =2.9533
3= 1.705
Menentukan nilai batas kendali atas dan batas kendali bawah :
𝐵𝐾𝐴 = 𝑥 + 𝐾𝜎𝑥
= 58.75 + (3 x 1.705)
= 63.865
𝐵𝐾𝐵 = 𝑥 − 𝐾𝜎𝑥
= 58.75 (3 x 1.705)
= 53.635

46
Gambar 4.5. Grafik BKA dan BKB
c. Uji Kecukupan Data
Uji kecukupan data dilakukan dengan tujuan untuk mengetahui apakah data
sampel yang digunakan sudah cukup atau belum. Maka dalam pengujian ini
terdapat tingkat keyakinan dan ketelitian yang ada di dalam rumus
perhitungannya. Berikut adalah perhitungan uji kecukupan data yang
dilakukan :
𝑁′ =
𝑘
𝑠 𝑁. 𝑋𝑖2 − ( 𝑋𝑖)2
𝑋𝑖
2
𝑘 ∶ 𝑛𝑖𝑙𝑎𝑖 𝑡𝑖𝑛𝑔𝑘𝑎𝑡 𝑘𝑒𝑝𝑒𝑟𝑐𝑎𝑦𝑎𝑎𝑛
𝑠 ∶ 𝑛𝑖𝑙𝑎𝑖 𝑡𝑖𝑛𝑔𝑘𝑎𝑡 𝑘𝑒𝑡𝑒𝑙𝑖𝑡𝑖𝑎𝑛
𝑁 ∶ 𝑗𝑢𝑚𝑙𝑎 𝑝𝑒𝑛𝑔𝑎𝑚𝑎𝑡𝑎𝑛 𝑦𝑎𝑛𝑔 𝑑𝑖𝑙𝑎𝑘𝑢𝑘𝑎𝑛
Tabel 4.4 Tingkat Kepercayaan
Tingkat Kepercayaan Nilai K
1 − 𝛼 ≤ 68.27% 1
68.27% < 1 − 𝛼 ≤ 95.45% 2
95.45% < 1 − 𝛼 ≤ 99.73% 3
𝑁′ =
2
0,1 10. 34301 − (342225)
585
2
53.635 53.635 53.635 53.635
57 58.6667 59.3333 60
63.865 63.865 63.865 63.865
0
20
40
60
80
100
120
140
160
180
200
rata-rata subgrup 1
rata-rata subgrup 2
rata-rata subgrup 3
rata-rata subgrup 4
Grafik Batas Kendali Atas dan Bawah
BKA
Rata-rata Subgrup
BKB

47
𝑁′ = 0.9175
Dari hasil perhitungan uji kecukupan data maka deiperoleh nilai sebesar
0.9175, maka dapat disimpulkan N’<N maka dapat dinyatakan cukup.
d. Perhitungan Faktor Penyesuaian (Westinghouse)
Perhitungan dengan cara westinghouse ini adalah salah satu cara kerja
seorang operator dengan menentukan faktor penyesuaiannya pada faktor
keterampilan, usaha, kondisi kerja dan konsistensi. Berikut ini adalah hasil
dari pehitungan untuk faktor penyesuaian perbaikan perakitan radiator :
Tabel 4.5. Tabel Score Faktor Penyesuaian
Faktor Kelas Lambang Penyesuaian
Keterampilan Average D 0.00
Usaha Good C2 +0.02
Kondisi Kerja Good C +0.02
Konsistensi Average D 0.00
Maka penyesuaian adalah P = 1 + 0.04 = 1.04
Dari hasil perhitungan faktor penyesuaian dengan metode Westinghouse
maka diperoleh nilai P sebesar +1,04. Dari hasil tersebut nilai P>1 maka
pekerja bekerja terlalu cepat.
e. Perhitungan Waktu Normal
Pada perhitungan waktu normal ini menggunakan faktor penyesuaian. Faktor
penyesuaian ini maksudnya adalah jika pengukur berpendapat bahwa
operator bekerja dengan kecepatan yang tidak wajar. Maksud tidak wajar ini
bisa diartikan terlalu cepat atau sebaliknya terlalu lambat. Dengan tujuan
untuk mendapatkan waktu siklus rata-rata yang wajar. Berikut adalah rumus
yang digunakan untuk mengukur waktu normal :
𝑊𝑛 = 𝑊𝑠 . 𝑝
𝑊𝑠 ∶ 𝑤𝑎𝑘𝑡𝑢 𝑠𝑖𝑘𝑙𝑢𝑠
𝑝 ∶ 𝑓𝑎𝑘𝑡𝑜𝑟 𝑝𝑒𝑛𝑦𝑒𝑠𝑢𝑎𝑖𝑎𝑛
𝑝 ∶ 1 (jika pekerja bekerja dengan wajar)
𝑝 < 1 (jika pekerja bekerja terlalu lambat)
𝑝 > 1 (jika pekerja bekerja terlalu cepat)

48
𝑊𝑛 = 58.5′ × 1.04 = 60.84’
Dari hasil perhitungan waktu normal yang diperoleh maka pemasangan
radiator selama 60.84 menit.
f. Perhitungan Faktor Kelonggaran
Tabel 4.6. Tabel Score Faktor Kelonggaran
Faktor Kelonggaran (%)
Tenaga yang dikeluarkan (sangat
ringan) 6
Sikap kerja (duduk) 0.5
Gerakan kerja (normal) 0
Kelelahan mata (agak terputus-putus) 3
Keadaan suhu tempat kerja (normal) 0
Keadaan atmosfer (baik) 0
Keadaan lingkungan yang baik
(bersih, sehat, cerah) 0
Kebutuhan pribadi (pria) 1.25
Jumlah 10.75
𝑎 = 10.75% ≈ 0.1
𝑊𝑏 = 𝑊𝑛 × (1 + 𝑎)
𝑊𝑏 = 60.84 × (1 + 0.1)
𝑊𝑏 = 66.924
Dari hasil perhitungan diperoleh bahwa kelonggaran sebesar 10.75%. Nilai
ini berarti pemasangan radiator sangat baik dengan kondisi seperti di atas.
Dari hasil perhitungan yang sudah dilakukan maka disimpulkan bahwa
pengerjaan radiator pada zona C-1 yakni 66.924 menit lebih cepat
dibandingkan dengan pemasangan di zona B-2 yang menurut Lembar
Urutan Proses (LUP) dengan waktu 70 menit.
Saran perbaikan yang diusulkan oleh penulis terkait dengan perbedaan
urutan proses perakitan radiator yaitu memindahkan urutan proses radiator
dari zona B-2 ke zona C-1 dengan alasan kemudahan operator dalam
memasang radiator. Hal ini juga dibuktikan dengan nilai kelonggaran yang
kecil saat perakitan ada di zona C-1. Dengan pemindahan tersebut dirasa
dapat mempercepat proses produksi excava 200 dalam mengefisienkan

49
waktu proses dan dirasa operator memilki ruang yang cukup untuk
pemasangan radiator.
2. Saran yang coba penulis berikan yaitu menyederhanakan operasi
penggantian counter weight seberat 3 ton menjadi 4,5 ton pada zona C-4.
Dengan menyederhanakan operasi tersebut dirasa akan mempersingkat
waktu penyelesaian produk excava 200. Perbaikan yang disarankan oleh
penulis untuk penyederhanaan operasi untuk penggantian counter weight
pada zona C-4 maka pemasangan counter weight dengan berat 3 ton pada
zona C-2 langsung menggunakan counter weight seberat 4,5 ton. Dengan
adanya penyederhanaan operasi tersebut dirasa akan berpengaruh cukup
signifikan terhadap waktu proses produksi excava 200 sebesar 60 menit.
Semula waktu yang dibutuhkan untuk proses operasi pada zona C
dibutuhkan 1.740 menit, dengan adanya penyederhanaan operasi pada zona
C-4 maka waktu yang dibutuhkan untuk proses operasi pada zona C menjadi
1.680 menit. Dengan begitu proses produksi excava 200 akan lebih cepat
selesai dan memperlancar proses produksi.
Selain itu, ada juga saran perbaikan dari penulis untuk mengganti brige
crane yang ada pada gedung 42F dengan beban 5 ton agar pemasangan
counter weight dengan berat 4,5 ton dapat langsung pasangkan pada zona
C-2 yang letaknya berada di gedung 42F. Berikut adalah rincian proses
produksi untuk zona C sebelum perbaikan (kiri) dan sesudah perbaikan
(kanan).

50
ZONA C-1
ZONA C-2
ZONA C-3
ZONA C-5
ZONA C-6
Perakitan :- tracklink- docking- cleaner plate- swing motor- hydraulic tank- fuel tank- support cover- floor cabin- pedal- wiring hardness- hydraulic connection- pengisian soalar- pengisian oli 1
Perakitan :- boom- counter weight 4,5 ton- arm- bucket- hydroulic line connection- kursi- pengisian oli 2
Perakitan :- cover R, L & MID- tool box- cover radiator- plate tambahan- engine hood- cabin- cover bawah- cover plate- packing cover plate
Repainting :- prepare- painting- compound- pencucian
Pemasangan :- sticker- safety label- name plate
Waktu (menit) = 600'
I-4Pengecekan Komponen & Final Test (QA)
I-4Pengecekan Sistem Integration Test :- travel motor- pengencangan baut
Waktu (menit) = 15'
Waktu (menit) = 180'
Waktu (menit) = 420'
Waktu (menit) = 360'
Waktu (menit) = 120'
Waktu (menit) = 45'
Total Waktu (menit) = 1.740'
ZONA C-4 Penggantian counter weight dengan 4,5 ton
Waktu (menit) = 60'
Z O N A C - 1
Z O N A C - 2
Z O N A C - 3
Z O N A C - 4
Z O N A C - 5
P e r a k i t a n :- t r a c k l i n k- d o c k i n g- c l e a n e r p l a t e- s w i n g m o t o r- h y d r a u l i c t a n k- f u e l t a n k- s u p p o r t c o v e r- f l o o r c a b i n- p e d a l- w i r i n g h a r d n e s s- h y d r a u l i c c o n n e c t i o n- p e n g i s i a n s o a l a r- p e n g i s i a n o l i 1
P e r a k i t a n :- b o o m- c o u n t e r w e i g h t 4 , 5 t o n- a r m- b u c k e t- h y d r o u l i c l i n e c o n n e c t i o n- k u r s i- p e n g i s i a n o l i 2
P e r a k i t a n :- c o v e r R , L & M I D- t o o l b o x- c o v e r r a d i a t o r- p l a t e t a m b a h a n- e n g i n e h o o d- c a b i n- c o v e r b a w a h- c o v e r p l a t e- p a c k i n g c o v e r p l a t e
R e p a i n t i n g :- p r e p a r e- p a i n t i n g- c o m p o u n d- p e n c u c i a n
P e m a s a n g a n :- s t i c k e r- s a f e t y l a b e l- n a m e p l a t e
W a k t u ( m e n i t ) = 6 0 0 '
I - 4P e n g e c e k a n K o m p o n e n & F i n a l T e s t ( Q A )
I - 4P e n g e c e k a n S i s t e m I n t e g r a t i o n T e s t :- t r a v e l m o t o r- p e n g e n c a n g a n b a u t
W a k t u ( m e n i t ) = 1 5 '
W a k t u ( m e n i t ) = 1 8 0 '
W a k t u ( m e n i t ) = 4 2 0 '
W a k t u ( m e n i t ) = 3 6 0 '
W a k t u ( m e n i t ) = 1 2 0 '
W a k t u ( m e n i t ) = 4 5 '
T o t a l W a k t u ( m e n i t ) = 1 . 6 8 0 '

51
3. Untuk perbaikan mengenai permasalahan pada engine hood penulis
memberikan saran bahwa pemindahan pemasangan engine hood dari zona
C-3 ke zona C-5 dikarenakan meminimalisir kecacatan produk. Hal ini juga
berlaku untuk permasalahan keempat pada part packing cover plate yang
dengan tujuan untuk mengurangi risiko pada part tersebut untuk rusak
khususnya terkena cat dari proses pengecatan.
Selain usulan perbaikan di atas, penulis juga mengamati bahwa terjadi
pergantian shift yang kurang baik pada lantai produksi. Banyak operator yang
masih belum mengerti proses apa yang harus dikerjakan berikutnya setelah
pergantian shift, dan tidak jarang operator justru memperlambat proses produksi
untuk satu part excava 200. Maka penulis memberikan usulan perbaikan untuk
menerapkan moving ticket untuk setiap pergantian shift kepada operator. Moving
ticket ini berbentuk kartu yang berisikan pekerjaan apa yang telah diselesaikan
oleh operator di shift sebelumnya dan pekerjaan apa yang harus dikerjakan oleh
operator pada shift berikutnya. Dengan moving ticket ini dapat sedikit membantu
proses produksi excava 200 agar lebih lancar dan diharapkan proses produksi
dapat lebih cepat.
52
BAB 5
PENUTUP
Pada kerja praktek yang dilaksanakan di PT. Pindad (Persero) pada tanggal 3
Juli-11 Agustus 2017, mahasiswa diberi kesempatan untuk dapat melihat dan
mendalami secara langsung keseluruhan proses produksi yang ada di dalam
pabrik khususnya excava 200. Dari kerja praktek ini penulis diberi pengetahuan
baru pada proses pembuatan produk alat berat seperti excava 200. Dalam
proses pelaksanan kerja praktek, mahasiswa dibimbing oleh pembimbing
lapangan, Bapak Dedy Suryaman, S.T. selaku KASUBDEP Pengendalian
Produksi.
Pada kesempatan ini penulis ingin mengucapkan terima kasih kepada semua
pihak yang sudah membantu dari awal hingga akhir proses kerja praktek ini
berlangsung yaitu dimulai dari Dosen Pembimbing Tonny Yuniarto, S.T., M.Eng.
Pembimbing Lapangan Bapak Dedy Suryaman, S.T. serta rekan-rekan kerja
Bapak Siswo, Bapak Totong, Bapak Husein, dan para operator yang turut
membantu kelancaran penulis dalam pelaksanaan dan penyusunan laporan kerja
praktek ini.
Penulis mohon maaf apabila terdapat kesalahan ataupun pernyataan yang
kurang tepat dalam laporan ini. Harapan penulis agar kegiatan kerja praktek ini
dapat terus ditingkatkan dan semoga laporan ini dapat berguna di kemudian hari.
Terima kasih sekali lagi penulis ucapkan.
53
DAFTAR PUSTAKA
Program Studi Teknik Industri, FTI, UAJY, 2016, Buku Pedoman Pelaksanaan & Penulisan Laporan Kerja Praktek.
https://www.pindad.com/ diakses pada tanggal 28 Juli 2017
http://angga.staff.ipb.ac.id/files/2016/02/03-PPO.pdf diakses pada tanggal 30 Juli
2017
http://repository.upi.edu diakses pada tanggal 31 Juli 2017
54
LAMPIRAN
a. Tabel Faktor Penyesuaian (WESTINGHOUSE)

55
b. Tabel Faktor Kelonggaran
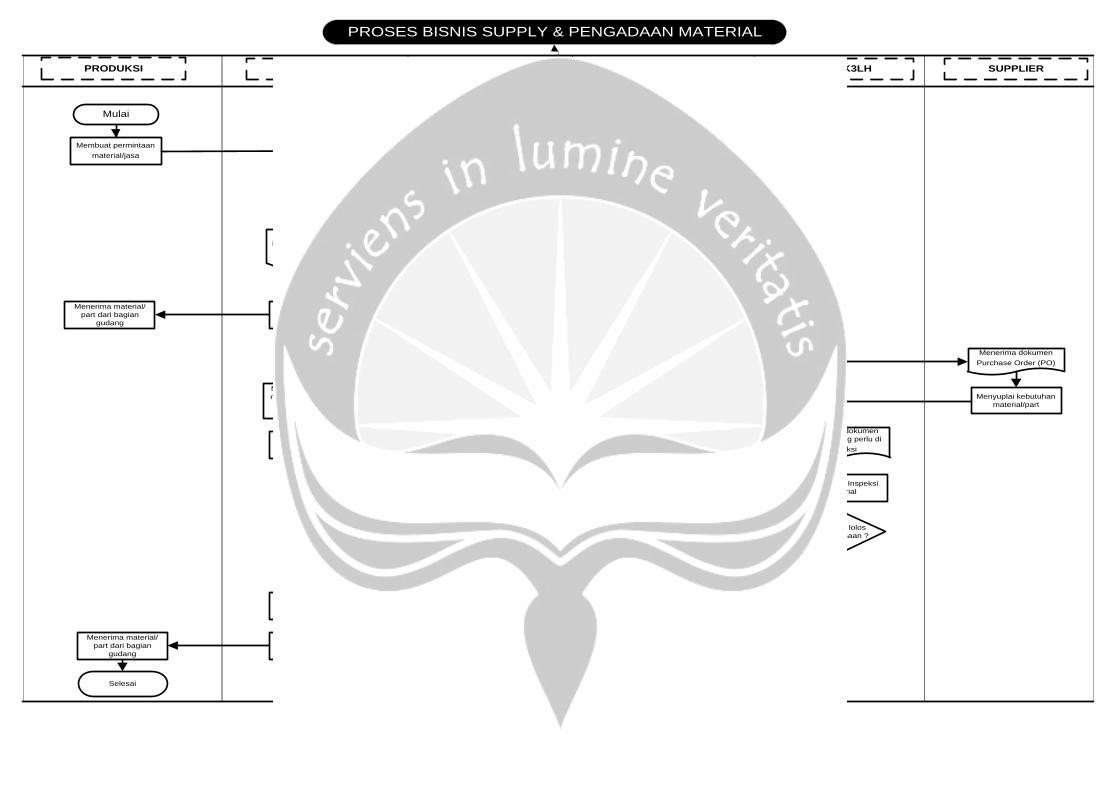
56
PROSES BISNIS SUPPLY & PENGADAAN MATERIAL
PRODUKSI GUDANG PPIC ISC QA & K3LH SUPPLIER
Membuat permintaan
material/jasa
Menerima permintaan
material/jasa dan
mengevaluasi
Melakukan
pengecekan
persediaan pada
sistem ERP
Persediaan yang
diminta ada atau tidak ?
Run MRP membuat
PR (Purchase
Request)
Menerima dokumen
permintaan pergeseran
material (GI)
Melakukan pengiriman
material/part ke bagian
produksi
Menerima material/
part dari bagian
gudang
Mulai
Tidak ada
Ada
Menerima dokumen
Purchase Request (PR)
Melakukan purchasing
sesuai PR
Menyuplai kebutuhan
material/part
Menerima dokumen
kedatangan material
Menerima dokumen
Purchase Order (PO)
Menerima fisik material,
membuat dan mencetak
dokumen penerimaan
(GR Slip)
Membuat dan
mencetak dokumen
penerimaan (GR Slip)
Membuat berita acara
penerimaan material
(BPAM)
Menerima dokumen
material yang perlu di
inspeksi
Melakukan Inspeksi
material
Material lolos
pemeriksaan ?
Membuat Return
delivery
Membuat permintaan
pergeseran/reservasi
material
Menerima dan menata
material yang telas
lolos pemeriksaan
Selesai
Melakukan pengiriman
material/part ke bagian
produksi
Menerima material/
part dari bagian
gudang
LHP Not Ok
LHP Ok

57
PROSES BISNIS PEMENUHAN ORDER INTERNAL
PELANGGAN
INTERNALRENDALPROD PRODUKSI ENGINEERING MANAJEMEN/BOD ISC
Mengirimkan PO
Mulai
QA
Menerima PO
Konfirmasi
kecukupan SDM
Membuat jadwal
produksi dan order
produksi
Meminta material
kepada gudang
Meminta kekuranan
material
Memenuhi permintaan
material & mengirim
surat jalan material
Menerima laporan
kebutuhan SDM
Menerima material
Meminta desin
produkMendesain produk
Mengirim desain
produk dan
material
Proses produksi
Inspeksi produk
Pemrosesan
kembaliLolos / Tidak ?Tidak lolos
Mengirim finish good ke
gudang produk jadi
Menyerahkan produk
ke divisi gudang
Menerima barang / produk hasil
pemrosesan Divisi Alat Berat
Selesai
Lolos

58
PROSES BISNIS PEMENUHAN ORDER EKSTERNAL
PELANGGAN
EKSTERNALMARKETING RENDALPROD PRODUKSI ENGINEERING
MANAJEMEN/
BOD
Mengirimkan
PO
Mulai
DIVISI HCPO
Membuat dokumen
persetujuan PO
Menerima
persetujuan PO
Membuat laporan
kebutuhan SDM
Menerima
material
Meminta
desin produk
Mendesain
produk
Mengirim desain
produk dan material
Proses
produksi
Inspeksi
produk
Pemrosesan
kembali
Lolos /
Tidak ?Tidak lolos
Mengirim finish
good ke gudang
produk jadi
Menyimpan ke gudang
produk jadiLolos
ISC QA
Memenuhi
kebutuhan SDM
Menyetujui PO
Menerima PO
Membuat laporan
kebutuhan SDM
(lembur/tidak)
Menerima laporan
kebutuhan SDM
Konfirmasi
kecukupan SDM
Membuat jadwal
produksi dan order
Meminta material
kepada gudang
Meminta
kekuranan material
Memenuhi permintaan
material & mengirim
surat jalan material
KEUANGAN
Mengirimkan
HPPOutbond delivery
Membuat dokumen
penagihanMenerima
penagihan
Menerima dokumen
penagihan
Menerima produk dan
melakukan pembayaran
Menerima
pembayaran
Selesai

59

60
61