mantenimiento en latinoamérica gestión integmantenimientoenlatinoamerica.com/pdf/ml volumen 2 nº...
TRANSCRIPT
Mantenimiento en Latinoamérica. Volumen 2 – N°5 1
Cuidado de Equipos Viejos
Evaluación de la Base de Datos de Mantenimiento
Mejorando el Desempeño en la Organización de Mantenimiento de una Planta de Alimentos
Plan para Mejorar la Confiabilidad de sus Instalaciones
La conservación industrial y su taxonomía.
Implementación de Confiabilidad Industrial en la Pequeña y Mediana Empresa
El Valor del Mantenimiento
Gestión Integ
La Revista para la Gestión Confiable de los Activos
Mantenimiento enLatinoamérica
Noviembre – Diciembre 2010 Volumen 2 – N° 6
El Entrenamiento como pilar de la operación y Mantenimiento en la industria

Mantenimiento en Latinoamérica. Volumen 2 – N°5 2
Contenido
3 Editorial
5 Cuidado de Equipos Viejos (Primera parte)
6 Evaluación de la Base de Datos de Mantenimiento
7 El Entrenamiento como Pilar de la Operación y Mantenimiento en La Industria (Final)
15 Tamaño Cuadrillas de Mantenimiento (Final)
17 Mejorando el Desempeño en la Organización de Mantenimiento de una Planta de Alimentos (Tercera parte)
19 Plan para Mejorar la Confiabilidad de sus Instalaciones
23 La conservación industrial y su taxonomía. (Primera parte)
25 TPM- Mantenimiento Preventivo con calidad y participación (Primera parte)
28 Implementación de Confiabilidad Industrial en la Pequeña y Mediana Empresa (Primera parte)
32 El Valor del Mantenimiento (Final)
Regístrese en
www.mantonline.com
Mantenimiento en Latinoamérica. Volumen 2 – N°6 3
Mantenimiento
en Latinoamérica
Volumen 2 – N° 6 EDITORIAL Y COLABORADORES
Germán Gómez Jorge Perez Gutiérrez
Fernando Pantoja Agreda Víctor D. Manríquez Rosales
Beatriz Janeth Galeano Upegui Antonio J. Álvarez Hernández
Enrique Dounce Villanueva Juan Carlos Orrego Barrera
Cesar Romero Belón Lourival Tavares
El contenido de la revista no refleja necesariamente la
posición del Editor. El responsable de los temas y conceptos emitidos en
cada artículo es la persona quien los emite.
VENTAS y SUSCRIPCIONES: [email protected]
Director General Juan Carlos Orrego
Editorial El mantenimiento existe desde la conformación formal de las empresas en la revolución industrial, cuando la idea era reparar la máquina ante la falla; a medida en que evolucionaron las necesidades de producción se han presentado cambios en las prioridades de mantenimiento buscando garantizar la confiabilidad y disponibilidad de los equipos. En el pasado los jefes de planta siempre se preocuparon por tener el mayor tiempo posible todas las máquinas en operación, así entonces, surgió la necesidad de enfocar el mantenimiento hacia otras filosofías para suplir esas necesidades. Frente a un mundo globalizado, todas las empresas, independiente del sector al que pertenezcan deben mejorar continuamente en función del incremento de la capacidad productiva teniendo en cuenta la calidad de los productos, el menor costo posible, el clima organizacional, los aspectos medio ambientales y de seguridad. Mantenimiento, es una de las áreas que más impacto genera alrededor de estos temas, por lo que se puede decir que se está gestando una cultura alrededor de este. Para desarrollar la cultura del mantenimiento es fundamental que interactúe la triada Estado- Empresa-Academia. El estado debe definir políticas que incentiven la transferencia tecnológica y la investigación, con el ánimo de generar conocimiento, metodologías propias o adaptar las existentes al lugar de aplicación; además, de brindar apoyo a las asociaciones que agrupan a los mantenedores. Las empresas deben incluir el área de mantenimiento en su plan estratégico de tal forma que puedan orientar todos los esfuerzos al cumplimiento de los objetivos trazados y aprovechar al máximo las ventajas que trae el desarrollo de este departamento; valorando e incentivando el recurso humano dedicado a esta labor. La academia, debe fomentar la investigación y los proyectos relacionados con esta área, motivar a los futuros profesionales a trabajar en ella instruyéndolos en las filosofías y metodologías que apoyan la reducción de costos, mejoran el ambiente laboral, buscan eliminar el desperdicio en los procesos productivos y se orientan a la confiabilidad y disponibilidad de los activos; es en ella donde se crea la verdadera cultura de mantenimiento y se irradia a la industria en su aplicación; adicionalmente, deben trabajar de la mano con las asociaciones para garantizar la actualización del conocimiento y la aplicabilidad del mismo en el medio de acuerdo a las necesidades de cada sector. Lograr que este tipo de motivaciones se den depende de todos los que estamos involucrados en el tema, por medio de manifestaciones que se pueden generar desde las asociaciones y medios de comunicación como este. Beatriz Janeth Galeano Upegui Ingeniera mecánica [email protected]

Mantenimiento en Latinoamérica. Volumen 2 – N°6 4
Cuidado de Equipos Viejos (Primera parte)
Por: Juan Carlos Orrego Barrera Ingeniero Mecánico Mcs(c) Gestión Energética Industrial [email protected]. Colombia
El paso de los años sobre los equipos es inevitable, la ilusión de tener equipos nuevos para las plantas, no dura toda la vida, al aumentar la producción y al utilizar inadecuadamente los equipos, el envejecimiento de los mismos se acelera y al final de poco tiempo, contamos en las empresas con lo que podríamos llamar, equipos viejos. De otro lado, la constante en países europeos y norteamericanos es renovar sus activos frecuentemente,
motivados por la dinámica de los mercados y los adelantos tecnológicos, activos que en muchas ocasiones terminan en empresas pequeñas y medianas de Latinoamérica por lo que el tratamiento que debe dársele es completamente distinto al de los equipos nuevos para que estos no se conviertan en piezas de museo. En primera instancia, estos equipos ya no cuentan con garantías dadas por el fabricante, garantías que son importantes durante la primera etapa de vida del activo, los equipos nuevos, cuentan con garantías de tres y hasta cinco años, vendedores formales de maquinaria de segunda entregan una garantía de hasta 3 meses o muchas veces cubriendo solamente el periodo de instalación. Difícilmente, para no decir que nunca, estos equipos cuentan con información histórica sobre las acciones realizadas durante su periodo de instalación, puesta en marcha u operación y en algunas ocasiones ni siquiera se cuenta con manuales, planos e información valiosa para los mantenedores.
El tratamiento de estos equipos es completamente diferente y debemos tener presentes una serie de aspectos antes de que cómo aquellas máquinas que nos sirvieron durante mucho tiempo se conviertan en piezas de museo. Durante el proceso de selección y compra El personal de mantenimiento deberá suministrar información sobre experiencias propias y apenas referentes a lo sucedido con equipos que realizan la misma función, el vendedor y la compañía, las lecciones aprendidas en compras anteriores, documentación requerida. Durante el transporte hasta las Instalaciones de la planta Proponer o verificar su embalaje, transporte y recepción, el manejo general, cargue y descargue. A la llegada Verificación de cómo llega el equipo, cantidad de elementos, estado de carcasa y pinturas, que evidencian problemas durante el transporte y que pueden ser causantes de fallas futuras, recolección y archivado de manuales, planos y catálogos, verificación de remisiones y facturas.

Mantenimiento en Latinoamérica. Volumen 2 – N°6 5

Mantenimiento en Latinoamérica. Volumen 2 – N°6 6
Evaluación de la Base de Datos de Mantenimiento
Por: Lourival Tavares Ingeniero Electricista Coordinador General de Postgrado Ingeniería de Mantenimiento Universidad Federal de Rio de Janeiro Consultor Internacional [email protected] Brasil
Trabajo presentado por Lourival Augusto Tavares - Congreso Uruguayo de Mantenimiento – URUMAN – 12 al 14 Oct. 2010
¿Cuál es la META del Mantenimiento el día de hoy?
¿Cómo se puede identificar un “Mantenimiento Clase Mundial”?
La respuesta a la primera pregunta es: “La GENERACIÓN DE ROI (Retorno sobre la inversión)” y como respuesta a la segunda: “El que genera el ROI”:
Veamos algunos ejemplos:
De las dos fábricas de IMPSA en Argentina, la mayor unidad productiva se llama “Nave I” debido a las sus características y dimensiones (225 metros de largo, 33 metros de ancho y 35 metros de altura). Incluye un moderno centro de mecánico fabricado por la Ingersoll Milling Machine Company, constituido por un torno vertical combinado con un pórtico móvil y una columna de torneado independiente, lo que permite la producción de piezas de turbinas y generadores de hasta 18 metros (59 pies) de diámetro, 6 metros (20 pies) de altura y 500 toneladas de peso.
En el sitio de UOL “Economía & Negocios” del 30 de agosto de 2010 se divulgó que “Industrias Argentinas Pescarmona - IMPSA” vendió generadores eólicos a empresas brasileñas por valor superior a USD 730.000.000,00.
Estos generadores son producidos justamente en el torno arriba indicado. Si consideramos que para fabricarlos se utilizará el torno por 6 meses con una carga mensual de 176 horas, el torno genera valor por USD 230.429,00 por hora. Esto significa que si la confiabilidad de este torno no es 100% o sea que se detiene durante el proceso la empresa tendría una pérdida directa de 3.840 dólares por minuto además de los gastos indirectos de pérdida de calidad, costo para reajustar la máquina, etc.
Otro ejemplo:
En el sur de Brasil una empresa de madera llamada Berneck con poco más de 50 años (1952) logró resultados espectaculares de eficiencia en uno de sus procesos por la implementación, hacía 3 años del PCM (Planificación y Control de Mantenimiento). El resultado está siendo tan evidente que esta empresa, desde el inicio del 2010, está extendiendo las actividades del PCM en sus otras áreas de proceso.
Para lograr estos resultados el Jefe del PCM, Felipe Hannemann, participó de cuatro cursos especializados en Gestión de Mantenimiento, empezando por aquél que trata de Bases de Datos e implementó todos los conceptos adquiridos con el auxilio de un equipo muy calificado, el apoyo de la jefatura general de mantenimiento y del gerente de la planta.
Recién el PCM esta extendiendo sus actividades con la introducción de la Ingeniería de Mantenimiento que ya está formada, en este momento, con un Ingeniero que empezó a contar con informes conseguidos a través de índices y consultas al historial para la generación de recomendaciones.
El trabajo desarrollado por el PCM incluye la organización de manuales, normas y procedimientos necesarios para operar y mantener toda la planta.
Para viabilizar la evaluación del Retorno Sobre la Inversión (ROI) por el mantenimiento es necesario que exista una efectiva gestión (toma de decisiones), hecha a partir de las recomendaciones del análisis de los informes (índices y consultas) adecuados a cada nivel, generados a partir de archivos consolidados tratados por un eficiente Sistema que procese datos completos y confiables de todas las intervenciones controladas.
Si la información no es COMPLETA y CONFIABLE no se lograrán archivos consolidados que, en consecuencia no irán generar los informes para ser analizados y de esta forma la gestión quedará restricta a la experiencia de los gerentes en los tres niveles: Estratégico, Táctico y Operacional.
Recomiendo que el análisis de los informes sea hecho a través de un órgano de asesoramiento, llamado “Ingeniería de Mantenimiento” que debe ser compuesto por personal con experiencia de planta, capacitación adecuada para interpretar los indicadores y espíritu pionero, o sea, buena intuición, coraje para enfrentar desafíos, persistencia y alineación a la misión y visión de la empresa. Además el personal de este órgano también debe estar calificado para investigaciones de causa raíz de fallas (sucesos) , con el auxilio de la base de datos para obtener la información específica de lo que desea analizar.
Mantenimiento en Latinoamérica. Volumen 2 – N°6 7
La calificación de este personal también debe involucrar estudios económicos, de eficiencia de máquinas y de productividad humana utilizando técnicas comprobadas y eficaces para estos tipos de evaluaciones. Sin embargo todo el proceso de análisis debe ser complementado con tormentas de ideas involucrando los niveles de supervisión de planta tanto de mantenimiento como operación, logística, calidad, seguridad y medio ambiente para, entonces, generar las recomendaciones que serían aplicadas gracias a su factibilidad por los gerentes, dando como resultado el ROI.
Como ya he indicado, para que la Ingeniería de Mantenimiento pueda desarrollar su trabajo de análisis es necesario que se cuente con una Base de Datos completa y confiable de todas las invenciones realizadas. Así, es recomendable que la empresa tenga un órgano que se encargue de este trabajo. Este órgano lo identifico como PCM - Planificación y Control de Mantenimiento que establece todos los estándares para garantizar uniformidad y consistencia de la información además de los procedimientos para las intervenciones programadas y no-programadas y, en conjunto con el área de TI, desarrolle (o adquiera y haga las adecuaciones necesarias) el Sistema para almacenar y tratar la información generada en campo.
Cuando sea posible, recomiendo que el PCM tenga un área de digitalización de OT’s para que no tengan que hacerlo los ejecutantes o supervisores además de garantizar la perfecta estandarización de la información, particularmente la relacionada con el código de ocurrencias.
Otra alternativa muy útil es la utilización de colectores de datos o palm-tops para generación y recolección de datos de las OT’s conforme se aplica en Berneck, la empresa que estoy utilizando en este trabajo como referencia.
Para garantizar la confiabilidad de estos datos, es fundamental que se trabaje bajo conceptos universales y estandardizados, bien difundidos y reconocidos por todos los involucrados. Dentro de este enfoque, recomiendo utilizar los conceptos presentados en la sección “definiciones” del sitio www.copiman.org. En esta sección del sitio encontrarán la terminología universal de mantenimiento además de las indicaciones de subdivisión de la importancia operacional de los equipos (clase o criticidad) y de las prioridades.
Además, de lo ya indicado, los datos deben ser codificados utilizando tablas que irán garantizar la estandarización de los registros.
Dentro de los códigos más utilizados se encuentra el que identifica la posición y función operacional del equipo (código de equipo también llamado “tag”) que comúnmente es formado por las tablas de “tipo de
equipo” y “sistema operacional” que pueden estar asociados a la “localización física del equipo en la planta”, la propia “planta”, la “clase” y algún otro registro considerado importante para la empresa como, por ejemplo las partes (o componentes) de los equipos.
Otro código muy utilizado es el que identifica un suceso formado por la “causa” que generó el suceso, el “efecto” que identifica como este suceso se expuso y la “acción” que identifica lo que se hizo para eliminar el suceso. Para que la tabla de “acción” no quede muy larga puede ser dividida en “acción - verbo” y “acción - complemento”.
Toda base de datos debe empezar por la identificación del ítem (equipo o activo) que llamo “catastro” donde se debe colocar la mayor cantidad de información de forma que no solo sea útil para mantenimiento sino también para operación, ingeniería, patrimonio o cualquier otra área de la empresa que necesite hacer consultas de este tipo de información.
Normalmente en un catastro se puede identificar un conjunto de datos que se aplican a cualquier tipo de equipo, que llamo de “datos generales” o “datos administrativos” y otro que depende del tipo de equipo que llamo “datos específicos” o “datos técnicos”. Además se puede distinguir los datos que son comunes para equipos iguales que llamo datos de “familia”, de los datos que pueden ser diferentes para equipos iguales. La asociación de los datos comunes a equipos iguales se hace a través de un “código de familia” que también sirve para asociar el sistema de mantenimiento con los sistemas de materiales y el archivo técnico.
Cuando se hace la asociación del “código de familia” con el archivo técnico se puede buscar los manuales, dibujos, fotos e videos directamente en el archivo técnico desde que estén digitalizados.
Dentro de los datos que son diferentes para equipos iguales, que llamo “datos exclusivos”, se encuentra el código de equipo, o código operacional, o “tag”, la fecha de inicio de operación y el costo de adquisición.
Al elaborar el catastro se debe buscar relacionar todos los repuestos específicos y no específicos con las familias de los equipos, particularmente los de “Clase A” (fundamentales al proceso) de tal forma que ayude a reducir pérdida de tiempo durante una intervención programada o no programada.
En la empresa que estamos utilizando como ejemplo, todos los equipos (ítems o activos) están identificados a través de su “tag” y su número individual que se puede leer utilizando una palm pues están identificados por un código “2D”. Cuando se empezó a codificar los equipos se aplicaron tarjetas con códigos de barras que lastimosamente no logró éxito debido a que al ensuciarse o dañarse generaba dificultades de lectura.
Mantenimiento en Latinoamérica. Volumen 2 – N°6 8

Mantenimiento en Latinoamérica. Volumen 2 – N°6 9
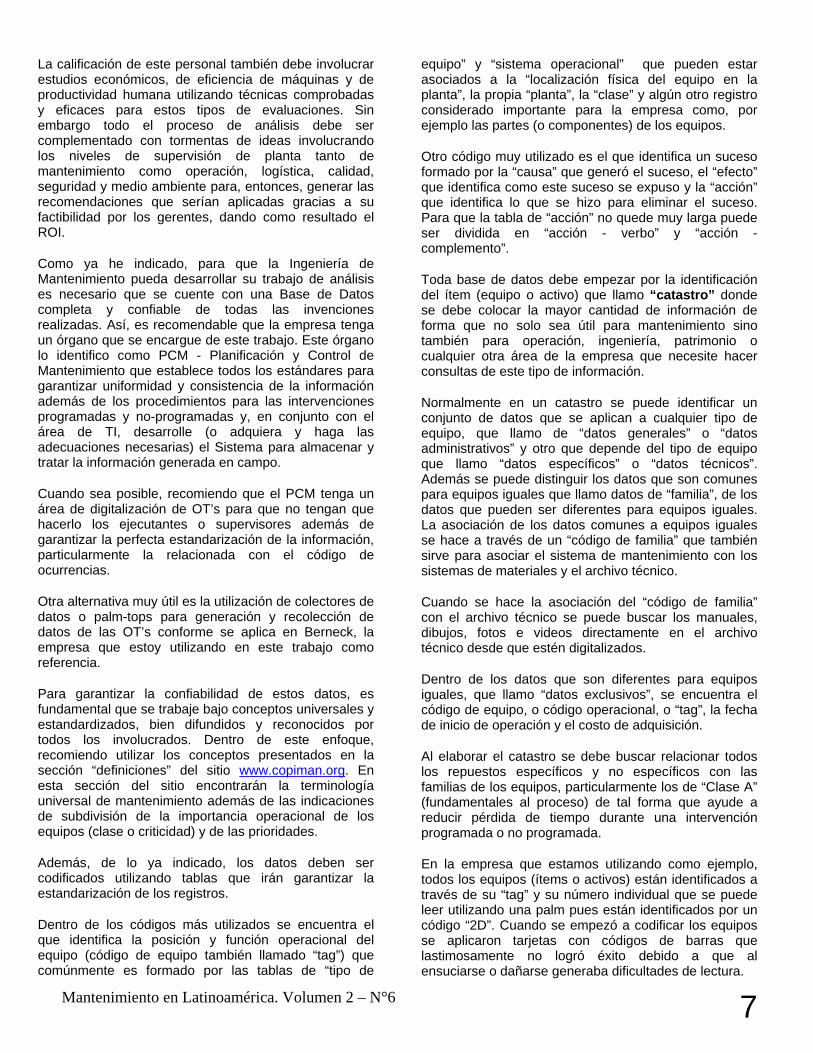
Los actuales códigos “2D” eliminaran este problema de daño.
La figura siguiente muestra una etiqueta colocada en un equipo con el código “2D” que identifica el mismo “tag” que aparece escrito en numeral. En este caso, por ser un equipo “Clase A” también aparecen en “2D” los códigos de los repuestos asociados a este equipo.
Entre más tablas se utilicen en un proceso de catastro menor es la posibilidad de error de digitalización además se logran estándares de registro y rapidez en el registro y búsqueda de información (filtro) en el proceso de análisis de historial de equipo (o activo).
Una vez identificados los equipos se puede pasar a segunda etapa del proceso de formación de base de datos que es la “planificación”, donde se va responder los 4W y el H: “Why” = ¿por qué? = ¿por qué intervenir?; “Where” = ¿en qué parte? = ¿en cual equipo o parte (componente) intervenir? “What” = ¿qué? = ¿qué tipo de intervención? “Who” = ¿quién? = ¿quién va intervenir? (¿cuál órgano o sector?) y el H
“How” = Cómo = ¿cómo se hará el servicio? = ¿cuáles recomendaciones de seguridad y cuales procedimientos?
Las recomendaciones de seguridad deben ser establecidas junto con el área de seguridad industrial y tienen como objetivo evitar que el mantenedor cometa actos inseguros o trabaje bajo condiciones inseguras para de esta forma eliminar los accidentes. Deben ser escritas de forma objetiva, por conjunto de funcionalidades de equipos, en pocas líneas ya que deberá ser registrada en la OT, y de fácil entendimiento. Obviamente estarán contenidas en esas recomendaciones los equipos de protección individual necesarios a cada tipo de servicio.
Las instrucciones de mantenimiento son formadas por un conjunto de tareas adecuadas a cada tipo de intervención, por cada tipo de equipo y por cada sector (órgano responsable por el mantenimiento) y son escritas a partir de experiencia propia, recomendaciones de los fabricantes y, eventualmente alguna bibliografía o archivo digital especializado. Al establecer las tareas se debe estimar el tiempo necesario para ejecútalas, llamado “tiempo patrón”, dato fundamental para el cálculo de backlog.
Algunas tareas de instrucción de mantenimiento pueden hacer referencia a registros de medición. Por lo tanto se debe proyectar un archivo para las distintas mediciones hechas por tipo de equipo de forma que puedan servir para evaluar las pérdidas de características operacionales del equipo (degeneración) y, a través del análisis predictivo determinar el momento más adecuado para corrección de las variables que queden fuera de los límites de funcionamiento adecuados.
Al identificar ¿cuándo será realizado el servicio? (la 5a W = “When”) la planificación se convierte en “programación”, que puede ser establecida por unidad de tiempo “calendario” (día, semana o mes), o “no-calendario” (horas de funcionamiento, kilómetros recorridos, número de operaciones o número de piezas fabricadas).
Obviamente que no todas actividades planificadas necesitan ser programadas. Se puede planificar una intervención y nunca ser realizada. Sin embargo es muy importante tener las cosas planificadas para que en caso de ser necesaria una intervención evitar paros largos, compras de repuestos de última hora, pago de horas extras, daños al medio ambiente y riesgo a la seguridad humana.
Las programaciones de mantenimiento pueden generar tres tipos de Ordenes de Trabajo:
OT de Ruta, para actividades de corto plazo y corta duración (diaria, semanal, quincenal, mensual, a cada 100 horas, a cada 200 horas y a cada 500 horas).
Mantenimiento en Latinoamérica. Volumen 2 – N°6 10
OT Sistemática (en vía de desaparición pues, deberá ser reemplazada por la OT basada en condición) para actividades de mediano plazo (trimestral, semestral, anual, a cada 1.000 horas; a cada 2.000 horas y a cada 5.000 horas) y
OT de Grandes Paros (o de Oportunidad) para actividades de largo plazo y larga duración (cada dos o tres años, cada 20.000 horas o cada 50.000 horas).
Las programaciones deben contener plazos para que, una vez generada la OT estas sean ejecutadas. Algunos llaman a estos plazos (y lo miden a través de indicador propio) de “adherencia” a la programación. Yo llamo a esto de plazo de conformidad. Son porcentuales sobre la programación para tolerancia o para suspensión de una OT. Normalmente los plazos de tolerancia están relacionados con la Clase del equipo y los plazos de suspensión están relacionados con la periodicidad de la intervención.
Por ejemplo si un equipo es Clase A, la tolerancia para ejecución del mantenimiento debería ser igual a su propia “fecha” programada, o sea, si la programación es por unidad calendario semana y si el mantenimiento está previsto para la semana 15 la tolerancia seria la misma semana 15 lo que significa que si el servicio no se ejecuta en esta semana la OT ya está “no-conforme”. Sin embargo si es un equipo Clase B se podría dar una tolerancia para la “fecha + 1” (o “fecha + 2”) que, en nuestro ejemplo significaría que el mantenimiento se podría realizar entre la semana 14 y 16. Si el equipo es Clase C se podría considerar como tolerancia la “fecha + 4” o sea, el servicio podría ser realizado entre la semana 11 y la semana 19.
En cuanto a una suspensión, seria aguardar, por ejemplo 50% del periodo para que la OT sea cancelada y debe generar un informe para el Gerente, pues no se espera que esto ocurra. La suspensión de una OT debe ocurrir para periodos superiores a un mes y antes de cancelar, el área debe recibir un aviso con anticipación, de que esto va ocurrir
Finalmente recomiendo que la planificación contenga todos los recursos humanos, de máquinas y herramientas, de lubricantes y de repuestos, que se presupuesta serán necesarios para realización del servicio. Esta previsión tiene dos objetivos: evitar interrupciones del trabajo (llamado “horas de espera” o “horas de demora”) y facilitar el establecimiento de los niveles de stock y de los plazos de compra o reposición de repuestos y lubricantes además que, si es necesario, facilitar la previsión de alquiler de máquinas o herramientas especiales para algunos servicios así como la subcontratación de mano de obra.
La planificación y la programación irán permitiendo la generación de las OT’s que, a su vez, al ser ejecutadas alimentarán la base de datos con la información
complementaria. A esta tercera etapa la llamo de “historial” o “recolección de datos”.
Para las actividades programadas (rutas y sistemáticas) normalmente la recolección de datos se resume en la indicación de que el servicio previsto se realizó conforme y, eventualmente, si se hizo algo que no estaba previsto.
Para las actividades no-programadas (reparación de defectos, predictiva y correctiva) se debe registrar la ocurrencia a través de sus tres elementos principales arriba indicados, o sea: la “causa”, el “efecto” y la “acción” (que puede ser compuesta por dos tablas - acción verbo y acción complemento).
Además se debe recolectar los datos relacionados con la cantidad de horas/hombre utilizados, material utilizado y medidas hechas.
En la empresa en la cual estoy utilizando como ejemplo, todo esto se hace utilizando una palm-top lo que brinda la facilidad de leer informaciones del equipo (y repuestos) con el código 2D.
Los resultados logrados por el PCM en Berneck han sido:
- Reducción en un 10% del tiempo de diligenciamiento en papel, lo que equivale, en el caso de lubricación, a bajar de TRES a UNO los lubricadores por el diligenciamiento para abrir y cerrar OT’s de Ruta.
- Reducción de impresión de más de 4.000 hojas de papel A4 por mes.
- Eliminación de extravíos de órdenes de trabajo pues estas no son impresas.
- Por ser en forma de check-list estas OT’s tardarían mucho más tiempo para ser bajadas. Más de 1600 horas por mes para apunte/cierre manual del servicio

Mantenimiento en Latinoamérica. Volumen 2 – N°6 11
-
-
-
-
¿Qué es SAPY? Escribanos a
[email protected] y obtenga un cupo en nuestro próximo
curso.

Mantenimiento en Latinoamérica. Volumen 2 – N°6 12
- realizado (esto representaría diez personas de más para este trabajo que hoy es hecho con tres personas)
- Identificación del equipo con código 2D, eliminando la digitación del TAG en la hoja de la inspección, lubricación o mantenimiento.
- Para equipos criticidad “A”, la identificación de los repuestos está en el mismo equipo bajo forma de placa con código 2D.
En Berneck el PCM logró mucho éxito en su trabajo frente al proceso de MDF (paneles de fibra de mediana densidad). En consecuencia la empresa determinó que se ampliase su acción al área de MDP (paneles de partículas de mediana densidad) a partir de enero de 2010. El resultado, como se muestra en la tabla y gráfica siguiente, es que en 9 meses Felipe y su equipo ya lograron un aumento de disponibilidad superior a 5% lo que significa una ganancia superior a USD 1.500.000,00
ESTO ES ROI
ESTO ES UN MANTENIMIENTO CLASE MUNDIAL
ESTO ES UNA EMPRESA CLASE MUNDIAL
Una forma de evaluar cómo está la Base de Datos en una empresa es hacer la consulta a los Supervisores de Operación y Mantenimiento a través de una encuesta donde se solicita a cada uno que califique de 0 al 100% cómo ve la aplicación y la utilización de cada uno de los datos existentes.
Durante el 6º Congreso Uruguayo de Mantenimiento se entregó a cada participante una encuesta con 40 tipos de registros que componen una Base de Datos.
Aunque la encuesta no fue respondida por todos los participantes del evento, se procesó aquellas la información utilizando la técnica de evaluación del Radar y Espiral mostrando un resultado muy parecido con las evaluaciones que hemos obtenido en algunas empresas.

Mantenimiento en Latinoamérica. Volumen 2 – N°6 13
El Entrenamiento como Pilar de la Operación y Mantenimiento en La Industria (Final)
Por Víctor D. Manríquez Rosales Ingeniero Mecánico M Sc Energías Renovables Diplomado en Gestión de la Calidad Diplomado en Formación Magisterial Consultor y expositor en Gestión del Mantenimiento [email protected]
Perú
El entrenamiento en clase fue dirigido a 40 miembros del personal técnico operador y de mantenimiento de COLP y comprendió lo siguiente:
• Desarrollo de una matriz de entrenamiento para COLP donde se muestra los cursos por puesto de trabajo.
• Desarrollo de 24 módulos de entrenamiento y planes de clase
• Entrenamiento en clase de duración de 4 semanas a tiempo completo por cada persona designada.
• Prueba de entrada y final por cada sesión de entrenamiento
En cumplimiento de OSHA29 C.F.R 1910.119, se acordó entre CB&I y PLNG una marca mínima de 80% en las preguntas de proceso y 90% en las preguntas de seguridad.
El contenido típico de cada módulo de entrenamiento estuvo compuesto de la siguiente manera:
• Objetivos Claves del entrenamiento • Vista 3D de la Planta de GNL de Melchorita
• Vista Horizontal de la Planta de GNL de Melchorita
• Vista 3D de la unidad • Resumen ejecutivo • Introducción • Vista general del proceso • Datos de diseño • Principios de proceso y operación • Ajuste de alarmas y enclavamientos • Fases Operativas • Consideraciones de peligro, seguridad, medio
ambiente y salud. • Apéndices: PFD1, P&ID2, MSDS3, Matriz Causa
y Efecto y documentos del proveedor
El entrenamiento en clase se realizó en dos etapas, cada una de ellas comprendió 24 unidades que se realizaron del 2 de abril al 11 de junio del 2009, representando cerca de 7500 horas-hombre de capacitación. Todas estas clases fueron registradas en vídeo.
El segundo tipo de entrenamiento que proporcionó CB&I al personal operativo de COLP; fue el entrenamiento a cargo de los proveedores de los equipos.
Los objetivos de este entrenamiento fueron lograr que los empleados de COLP entiendan completamente los equipos o sistemas suministrados por los proveedores, a fin de operarlos y mantenerlos de forma segura y eficiente dentro de la Planta.
Se completaron 5000 horas hombre de entrenamiento en clase por parte de instructores profesionales de los proveedores.
Este entrenamiento aseguró que el personal de COLP opere y mantenga los equipos durante su operación normal y también en situaciones anormales como pueden ser emergencias; identificando las fallas y corrigiéndolas eficazmente, haciendo el diagnóstico de las mismas.
Se desarrollaron un total de 49 cursos a cargo de proveedores, en el Centro de Instrucción de pampa Melchorita.
Se diseñaron dos tipos de cursos de proveedores:
• Cursos dictados por instructores profesionales (29) que incluyeron entrenamiento en clase y entrenamiento en el trabajo.
• Cursos desarrollados por los ingenieros de comisionado (20) los cuales incluyeron un breve entrenamiento en clase y principalmente entrenamiento en el trabajo.
1 PFD: Process Flow Diagram: Diagram de Flujo de Proceso 2 P&ID Process & Instrumentation Diagram: Diagrama de Proceso e Instrumentación 3 MSDS: Material Safety Data Sheet: Hoja de Datos de Seguridad del Material
Unidad No. Descripción Unidad ----- Visión General de la Planta Unidad 1000 Interfase aguas arriba e ingreso de gas Unidad 1100 Remoción de gas ácido Unidad 1300 Unidad de deshidratación Unidad 1400 Sistema de refrigeración de propano Unidad 1400 Sistema de refrigeración MR Unidad 1400 Intercambiador de calor criogénico principal Unidad 1500 Unidad de remoción de mercurio Unidad 3100 Almacenamiento de refrigerantes y purificación Unidad 3400 Almacenamiento de GNL Unidad 3400 Carga de GNL Unidad 4000 Sistema de generación de energía Unidad 4000 Sistema de distribución de energía Unidad 4100 Sistema de aceite caliente Unidad 5200 Unidad de gas combustible Unidad 5300 Unidad de Diesel & Gasolina Unidad 6100 Unidad de suministro de agua Unidad 6200 Unidad de Protección C/explosiones súbitas y drenaje de HC Unidad 6300 Unidad de agua de servicio Unidad 6400 Unidad de agua potable Unidad 6500 Unidad de desmineralización de agua Unidad 6600 Unidad de aire de instrumentación Unidad 6700 Unidad de nitrógeno Unidad 7600 Unidad de protección contra el fuego

Mantenimiento en Latinoamérica. Volumen 2 – N°6 14
Todos estos cursos fueron dictados en inglés. Como parte del contrato los proveedores debieron suministrar copias impresas y digitales en inglés y español del material de entrenamiento, el cual fue transferido por CB&I a COLP al término de las labores de entrenamiento.
Los cursos programados con instructores profesionales fueron los siguientes:
Para las clases de los cursos del ICSS4 basado en la Implementación del Sistema Delta V de Emerson, se habilitó un salón con 6 módulos de entrenamiento de esta compañía, dictándose un total de 11 cursos.
En un próximo artículo escribiremos sobre, el entrenamiento en el trabajo y el simulador de
operaciones.
4 ICSS: Integrated Control & Safety System: Sistema Integrado de Control y Seguridad
Curso Proveedor Compresores y secadores de aire Atlas Copco Unidad de Nitrógeno Air Liquide Operación de turbinas de gas GE LM-2500 Mantenimiento de turbinas de gas GE LM-2500 Sistemas de Control de turbinas de gas GE LM-2500
GE Energy
Sistema de gestión de potencia Rockwell Unidad de Remoción de gas ácido BASF Turbinas de gas de circuito de refrigeración Compresores Centrífugos Sistema Control sobretensiones VSDS Helper Motor Regulador de velocidad Speedtronic Mark VI
Nuovo Pignone, GE Oil & Gas
Intercambiador de calor criogénico principal, Air Products Medición de nivel de tanques de almacenamiento Enraf Bombas criogénicas, Nikkiso Pumps Compresor BOG Siemens AG Sistema de monitoreo de equipos Bentley Nevada, GE Infra Sistema Integrado de Control y Seguridad Emerson
Cursos 100% Virtuales
Material para descarga Chat Foros Videoconferencias Videos Plantillas aplicables Compañeros de toda Latinoamérica www.mantonline.com

Mantenimiento en Latinoamérica. Volumen 2 – N°6 15
Tamaño Cuadrillas de Mantenimiento (Final) Por: César Romero Belón Ingeniero Mecánico Msc Administración de Empresas Consultor: Gestión de mantenimiento equipos. [email protected] Perú
FUNDAMENTO: • La tasa de arribos de equipos con falla λ, sigue una
distribución de Poisson. • La tasa de servicio de la cuadrilla es:
μ = n x μ’. • El costo por unidad de tiempo de la cuadrilla Cm es
función de la tasa de servicio μ . • El objetivo es seleccionar un μ óptimo para
minimizar el costo global Cg, cuya expresión es la siguiente [1]: Cg = Cfc + Cfr + Cm Donde: Cfc: Costo de falla debido a espera en cola Cfc = Cf x ρ x λ / (μ – λ) Cfr: Costo de falla debido a demora en reparación. Cfr = Cf x λ / μ ρ: Fracción de tiempo en que la cuadrilla esta ocupada. ρ = λ/μ
• El costo de la cuadrilla por semana es el siguiente: Cm = 7/30 x (3 x n x 2207.44 + 7364.88) US$/sem
• Cuadrilla de trabajadores integrada por n servidores mas 1 planeador y un administrador.
Haciendo cálculos para varios servidores n; tenemos los siguientes valores que se presenta en el cuadro 1, donde el valor óptimo de μ, que es también de n, corresponde al menor valor del costo global:
RESULTADOS:
El resultado óptimo es el siguiente:
• El tamaño de cuadrilla es con 4 servidores (8 técnicos). • La tasa de servicio es 20 serv/sem • El costo global es 10440.51 US$/sem • La fracción de tiempo en que la cuadrilla esta ocupada
es ρ = 61%. • Como en la unidad minera hay un sistema de 14 días de
trabajo por 7 de descanso, se debe tener 8 técnicos trabajando y 4 de permiso, dando un total de 12. Además es necesario contar para las labores de supervisión y administración 1 supervisor o residente y un administrador, lo que daría en total 14 personas. CONCLUSIONES:
• Los costos de falla por demora en la cola son mayores que los costos por demora en el servicio de reparación, esto se revierte a partir de tener 5 servidores, pero con la observación de que el costo global no es el mínimo. Para este caso la fracción de tiempo en que la cuadrilla está ocupada es 48.8%.
• La tasa μ’ = 5, de cada servidor, se ha considerado igual para todos los servidores y que puede llegar a ser mayor que 5, debido a que los técnicos son especializados, lo que podría resultar en tener un menor número de servidores.
• El servicio de mantenimiento de scoops ha sido tercerizado actualmente y los datos sobre los que se ha trabajado corresponden al año 0, tiempo en el cual se tenía un servicio propio de mantenimiento, como consecuencia de ello se tiene un mejor servicio que además es especializado, lo que repercutirá positivamente en todos los indicadores de producción, de costos y de mantenimiento.
BIBIOGRAFIA [1] El Arte de Mantener, Rodrigo Pascual, Depto Ing. Mecánica U. Chile, agosto 2004.

Mantenimiento en Latinoamérica. Volumen 2 – N°6 16

Mantenimiento en Latinoamérica. Volumen 2 – N°6 17
Mejorando el Desempeño en la Organización de Mantenimiento de una Planta de Alimentos (Tercera parte)
Por: Jorge Perez Gutierrez Magíster en Gestión de Activos y Mantenimiento [email protected] Chile
La primera etapa de éste proceso de Diagnóstico incluye la planificación detallada de las actividades, identificación de responsables y presentación del proyecto a la organización. El enfoque está basado en desarrollar las siguientes actividades que se consideran claves para lograr el objetivo del diagnóstico: Paso 1 - Auto Evaluación: En éste primer paso, se busca conocer la percepción que tiene la propia organización acerca del proceso de mantenimiento. Paso 2 - Recolección de datos de mantenimiento y análisis: Recolecta aquellos datos del proceso de mantenimiento considerados como relevantes para el análisis. Paso 3 - Visitas y entrevistas en terreno con la organización de mantenimiento, sus clientes y proveedores y las áreas de soporte al proceso. Paso 4 - Talleres de trabajo de levantamiento de procesos: Para identificar los principales procesos y sus etapas primarias Para la organización de Mantenimiento, los procesos claves levantados en este paso se aprecian en la figura 5. Paso 5 - Desarrollo del informe con conclusiones y recomendaciones El Mapa Estratégico. Se plantea una modificación en la forma como se presenta el mapa estratégico del área de Mantenimiento bajo análisis, en donde alcanzar el éxito financiero, no es su objetivo primordial, sino que más bien la satisfacción del cliente interno pasa a ocupar la categoría más alta de las perspectivas.
Figura 5 Procesos de Mantenimiento (Fuente Propia)
Figura 6 Mapa Estratégico (Fuente propia)

Mantenimiento en Latinoamérica. Volumen 2 – N°6 18
Por ser Mantenimiento un Área que está inserta dentro de una Organización que es la Empresa, ha sido tomada como una unidad que no persigue fines de lucro o en otras palabras, su fin no es obtener una rentabilidad producto de su función o salida general del proceso de mantenimiento, sino que más bien, y como lo declara su misión, persigue satisfacer plenamente las necesidades y expectativas de nuestros clientes internos. En otras palabras, en el área de mantenimiento, los objetivos financieros dentro de la perspectiva presupuestaria, no son los indicadores que revelan si mantenimiento cumple o no con su misión. La misión de mantenimiento, se describe y mide en el nivel más alto del Balanced Scorecard. Luego se ha considerado que los costos asociados a mantenimiento son importantes, pero forman parte de las perspectivas internas del Área. La máxima autoridad de mantenimiento , (como lo serían los accionistas en el BSC con perspectivas tradicionales), lo que persigue es entregar a producción que es su cliente interno directo y su razón de ser, un buen servicio de mantenimiento, alta disponibilidad de las instalaciones y alta confiabilidad en ellas, entendiéndose que de ésta manera mantenimiento está contribuyendo a los objetivos que persigue por ejemplo la Gerencia de Operaciones en cuanto a poder producir mucho más y en definitiva contribuir a que el negocio sea más rentable. La literatura consultada (3), indica que las cuatro perspectivas planteadas por Kaplan y Norton, son las básicas, y que deberían considerarse en todo BSC, pero su ordenamiento va a depender en definitiva de lo que cada organización persiga. Por lo general, las organizaciones que no persiguen fines de lucro, presentan variaciones al momento de definir y categorizar las perspectivas. Entonces, para el área de mantenimiento bajo estudio, el mapa estratégico presentado más arriba se puede interpretar de la siguiente forma: En la perspectiva de la Fuerza de Mantenimiento los objetivos definidos describen las habilidades, la estructura, los recursos y coordinación necesaria de modo que los procesos de mantenimiento sean eficientes. Desde éste nivel se sostiene la continuidad lógica del mapa estratégico a través de los distintos objetivos que permiten mantener el rumbo hacia la visión de mantenimiento en particular y la visión de la empresa en general. Esta perspectiva es la base en donde el cumplimiento de las estrategias y objetivos a éste nivel, darán como resultado el desarrollo de nuevas estrategias que permitirán: • Incorporar Mantenimiento Predictivo • Optimizar tiempos de intervención • Incorporar Mantenimiento autónomo • Desarrollar un plan de control de mantenimiento
El objetivo de la Perspectiva Presupuestaria que guarda relación con la minimización de los costos de mantenimiento, tendrá sentido si se maneja una estrategia de mantenimiento predictivo junto a un plan de control de mantenimiento muy bien estructurado.
Por último, en el nivel superior del mapa estratégico, en la Perspectiva del Cliente Interno, se ofrecerá a éste un servicio de calidad como resultado de una alta disponibilidad y confiabilidad de los activos de la Planta los cuales serán fruto de la aplicación de estrategias de mantenimiento predictivo, mantenimiento autónomo, controlando los tiempos de intervención, desarrollando un plan de control de mantenimiento y revisando los costos globales de mantenimiento de manera de contrastar con el presupuesto y tomar acción sobre las desviaciones.
Ejecución Estratégica - Estrategias y Políticas Con la información obtenida del diagnóstico de la situación actual más los objetivos y metas es posible definir las estrategias que soportarán el plan y las políticas que le darán solidez a éstas estrategias. Las estrategias de mantenimiento forman parte de los medios a través de los cuales se lograrán los objetivos y las metas. Una estrategia de mantenimiento bien formulada ayuda a poner en orden y asignar con base tanto en los atributos como en las deficiencias los recursos internos de la organización con el propósito de lograr una situación viable y original que permita anticipar o minimizar el impacto de los cambios del entorno inmediato. Para la selección de los indicadores más apropiados de la organización de mantenimiento se debe tener en cuenta lo siguiente: • El número de indicadores no debe ser elevado, porque ello provoca la desviación del mensaje que comunica el BSC y como resultado, los esfuerzos se dispersan intentando perseguir demasiados objetivos al mismo tiempo. • El proceso de selección de indicadores parte de los objetivos que se especifican en las perspectivas del BSC, es decir, no hay que elegir entre aquellos indicadores disponibles, sino que hay que hacer el esfuerzo de diseñar indicadores que reflejen realmente las realidades de mantenimiento. • Los indicadores deben ser cuantificables y objetivos.
Mantenimiento en Latinoamérica. Volumen 2 – N°6 19
Plan para Mejorar la Confiabilidad de sus Instalaciones 6 Principios que Conducen hacia la Mejora del desempeño de sus Activos (Tercera Parte)
Por: Antonio J. Alvarez Hernández MSc in Reliability Enginnering Meridium, Inc. [email protected]. USA
3.- Desarrollar las estrategias de administración de activos Una vez que se determine la criticidad de los activos, es decir, cuales activos tienen una criticidad alta, media y baja, se debe responder a la siguiente interrogante: ¿Qué estrategias se deben implementar para administrar cada grupo? Básicamente es en esta etapa donde se define el ¿Qué hacer?, ¿A qué? , ¿Cuándo? y ¿Cómo? En esta etapa se considera lo siguiente: • ¿Cómo administrará cada segmento de criticidad? • ¿Qué tácticas utilizará en cada uno?
o Mantenimiento Centrado en Confiabilidad o Análisis de Modos y Efectos de Fallas o Monitoreo continúo o Optimización del Mantenimiento Predictivo o Mantenimiento con base en condiciones o Inspección Basada en Riesgo o ¿Operar hasta la falla? o Etc.
• Depende del contexto de operación y las metas de confiabilidad o No hay una fórmula mágica
• Enfóquese en el equipo más crítico • Empiece con una estrategia de mejora • Determine cómo sería el éxito antes de comenzar
o ¿Qué retorno está esperando? o ¿Cómo lo va a medir? o ¿Sus procesos de trabajo están establecidos
para poder capturar los datos correctos? • Gane experiencia y éxitos • Trasládese hacia la siguiente estrategia • Tenga paciencia, con algunas excepciones, los
resultados no son rápidos. • Es la fase donde se invierte mayor esfuerzo, tiempo y
dinero. • Constituye la “Materia gris” del proceso.
En esta fase se aplican las diversas metodologías de Confiabilidad y técnicas de mantenimiento. La efectividad de esta etapa será tremendamente influenciada por la efectividad de la ejecución de las tareas (en alcance, frecuencia y procedimiento). 4.- Capturar los datos de desempeño de los activos Es en esta fase donde se definen las estrategias para una adecuada gerencia del dato. ¿Qué datos necesitaremos para poder medir la efectividad de mis estrategias de mantenimiento? ¿Cómo se alimentan estos datos de los eventos de mantenimiento? ¿Cómo están organizados los activos en una facilidad o corporación? (Taxonomia). ¿Cuáles son los eventos valiosos? • Los Eventos que son valiosos incluyen : • Eventos de mantenimiento (costo de partes y mano
de obra) o Pérdidas de producción o Pérdidas por calidad o Pérdidas por desperdicio
Algunas sugerencias: • Si no existe un proceso de recopilación de datos de
mantenimiento formal, cree uno. • Empiece a analizar los datos en el equipo crítico, aún
cuándo se sospeche de la integridad. • Comunique los resultados y el caso para mejorar la
confiabilidad. • Si usted nunca empieza a analizar sus datos, sus
técnicos nunca verán el valor de recopilarlos. • Reúna fuentes múltiples de datos del evento, si es
posible en Excel, para capturar de forma más precisa el costo de la poca confiabilidad. o Mantenimiento o Pérdida de producción, Etc.
• Otra vez, analice sus datos de falla en el equipo crítico
• Códigos de Falla • Cree los suyos propios
o ISO 14224 o API 689 o Otros
• Cree, revise, actualice flujos de trabajo y procesos de negocios ejecutables
• Integre de los datos del evento en un solo sistema • Los datos del evento actualizan los KPI’s • Los KPI’s alertan a la persona indicada Ejemplo de un caso real y el beneficio de tener un sistema de información de APM: “El Sistema de Administración de Confiabilidad y Mantenimiento es un programa completo diseñado por ExxonMobil para lograr de forma segura una confiabilidad más alta de la confiabilidad y disponibilidad de la planta a un costo bajo y de clase mundial. El programa requiere el desarrollo de estrategias de mantenimiento específicas para cada pieza importante
Mantenimiento en Latinoamérica. Volumen 2 – N°6 20
del equipo en cada una de las refinerías. El sistema se enfoca en las mejoras continuas y utiliza un análisis detallado de las fallas del equipo que rastrea más de 400 mil tipos de equipo. Desde su introducción en 1994, el sistema ha reducido sus costos de mantenimiento en aproximadamente 30 por ciento, al mismo tiempo que ha mejorado la disponibilidad mecánica en aproximadamente un 2 por ciento.” Fuente: ExxonMobil Corporation Downstream 2001 Informe Anual, Página 67 (Emphasis Meridium’s)
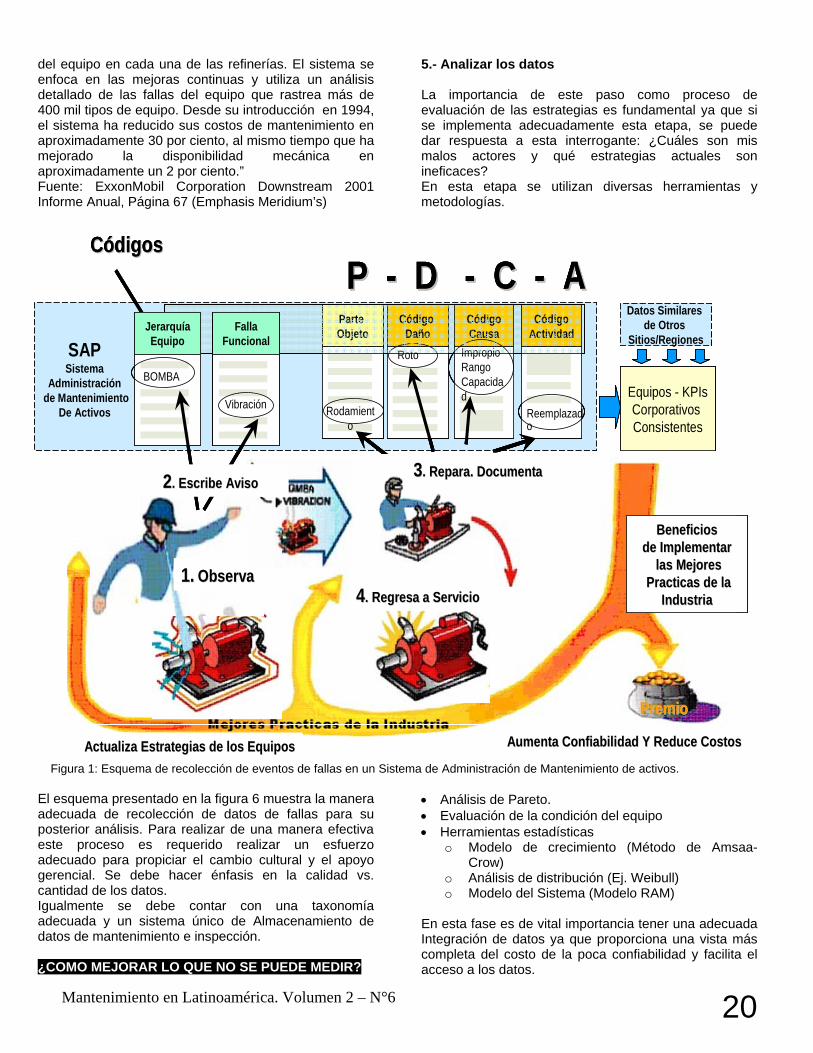
El esquema presentado en la figura 6 muestra la manera adecuada de recolección de datos de fallas para su posterior análisis. Para realizar de una manera efectiva este proceso es requerido realizar un esfuerzo adecuado para propiciar el cambio cultural y el apoyo gerencial. Se debe hacer énfasis en la calidad vs. cantidad de los datos. Igualmente se debe contar con una taxonomía adecuada y un sistema único de Almacenamiento de datos de mantenimiento e inspección. ¿COMO MEJORAR LO QUE NO SE PUEDE MEDIR?
5.- Analizar los datos La importancia de este paso como proceso de evaluación de las estrategias es fundamental ya que si se implementa adecuadamente esta etapa, se puede dar respuesta a esta interrogante: ¿Cuáles son mis malos actores y qué estrategias actuales son ineficaces? En esta etapa se utilizan diversas herramientas y metodologías.
• Análisis de Pareto. • Evaluación de la condición del equipo • Herramientas estadísticas
o Modelo de crecimiento (Método de Amsaa-Crow)
o Análisis de distribución (Ej. Weibull) o Modelo del Sistema (Modelo RAM)
En esta fase es de vital importancia tener una adecuada Integración de datos ya que proporciona una vista más completa del costo de la poca confiabilidad y facilita el acceso a los datos.
Aumenta Confiabilidad Y Reduce CostosAumenta Confiabilidad Y Reduce CostosActualiza Estrategias de los EquiposActualiza Estrategias de los Equipos
Beneficios Beneficios de Implementarde Implementar
las Mejoreslas MejoresPracticas de la Practicas de la
IndustriaIndustria
22. Escribe Aviso. Escribe Aviso
SAPSistema
Administraciónde Mantenimiento
De Activos
Datos Similares de Otros
Sitios/Regiones
Equipos - KPIsCorporativos Consistentes
1.1. ObservaObserva
PremioPremio
44. Regresa a Servicio. Regresa a Servicio
CCóódigosdigos
Parte Objeto
Rodamiento
Código Daño
Roto
CódigoCausa
ImpropioRangoCapacidad
CódigoActividad
Reemplazado
33. Repara. Documenta. Repara. Documenta
P P -- D D -- C C -- AAJerarquíaEquipo
BOMBA
FallaFuncional
Vibración
22. Escribe Aviso. Escribe Aviso
Aumenta Confiabilidad Y Reduce CostosAumenta Confiabilidad Y Reduce CostosActualiza Estrategias de los EquiposActualiza Estrategias de los Equipos
Beneficios Beneficios de Implementarde Implementar
las Mejoreslas MejoresPracticas de la Practicas de la
IndustriaIndustria
Aumenta Confiabilidad Y Reduce CostosAumenta Confiabilidad Y Reduce CostosActualiza Estrategias de los EquiposActualiza Estrategias de los Equipos Aumenta Confiabilidad Y Reduce CostosAumenta Confiabilidad Y Reduce CostosActualiza Estrategias de los EquiposActualiza Estrategias de los Equipos Aumenta Confiabilidad Y Reduce CostosAumenta Confiabilidad Y Reduce CostosActualiza Estrategias de los EquiposActualiza Estrategias de los Equipos
Beneficios Beneficios de Implementarde Implementar
las Mejoreslas MejoresPracticas de la Practicas de la
IndustriaIndustria
22. Escribe Aviso. Escribe Aviso
SAPSistema
Administraciónde Mantenimiento
De Activos
Datos Similares de Otros
Sitios/Regiones
Equipos - KPIsCorporativos Consistentes
Datos Similares de Otros
Sitios/Regiones
Equipos - KPIsCorporativos Consistentes
1.1. ObservaObserva1.1. ObservaObserva
PremioPremio
44. Regresa a Servicio. Regresa a Servicio44. Regresa a Servicio. Regresa a Servicio
CCóódigosdigos
Parte Objeto
Rodamiento
Código Daño
Roto
CódigoCausa
ImpropioRangoCapacidad
CódigoActividad
Reemplazado
33. Repara. Documenta. Repara. Documenta
P P -- D D -- C C -- AACCóódigosdigos
Parte Objeto
Rodamiento
Código Daño
Roto
CódigoCausa
ImpropioRangoCapacidad
CódigoActividad
Reemplazado
33. Repara. Documenta. Repara. Documenta
P P -- D D -- C C -- AAParte Objeto
Rodamiento
Código Daño
Roto
CódigoCausa
ImpropioRangoCapacidad
CódigoActividad
Reemplazado
33. Repara. Documenta. Repara. Documenta
Parte Objeto
Rodamiento
Parte Objeto
Rodamiento
Código Daño
Roto
Código Daño
Roto
CódigoCausa
ImpropioRangoCapacidad
CódigoCausa
ImpropioRangoCapacidad
CódigoActividad
Reemplazado
CódigoActividad
Reemplazado
33. Repara. Documenta. Repara. Documenta33. Repara. Documenta. Repara. Documenta
P P -- D D -- C C -- AAJerarquíaEquipo
BOMBA
FallaFuncional
Vibración
22. Escribe Aviso. Escribe Aviso
JerarquíaEquipo
BOMBA
FallaFuncional
Vibración
JerarquíaEquipo
BOMBA
JerarquíaEquipo
BOMBA
FallaFuncional
Vibración
FallaFuncional
Vibración
22. Escribe Aviso. Escribe Aviso
Figura 1: Esquema de recolección de eventos de fallas en un Sistema de Administración de Mantenimiento de activos.

Mantenimiento en Latinoamérica. Volumen 2 – N°6 21
Mantenimiento en Latinoamérica. Volumen 2 – N°6 22
Si además de esto se cuenta con: • Herramientas estadísticas Avanzadas • Automatización del análisis • Flujos de trabajo y procesos de negocios ejecutables Se tiene garantizado un proceso de análisis de datos eficiente y completo. Esta fase es justificada por el hecho de que: • 80% del presupuesto de mantenimiento se gasta en
incrementos de $5,000 o menos • La mayoría de las fallas son de naturaleza repetitiva • La mayoría de los modos de fallas son comunes
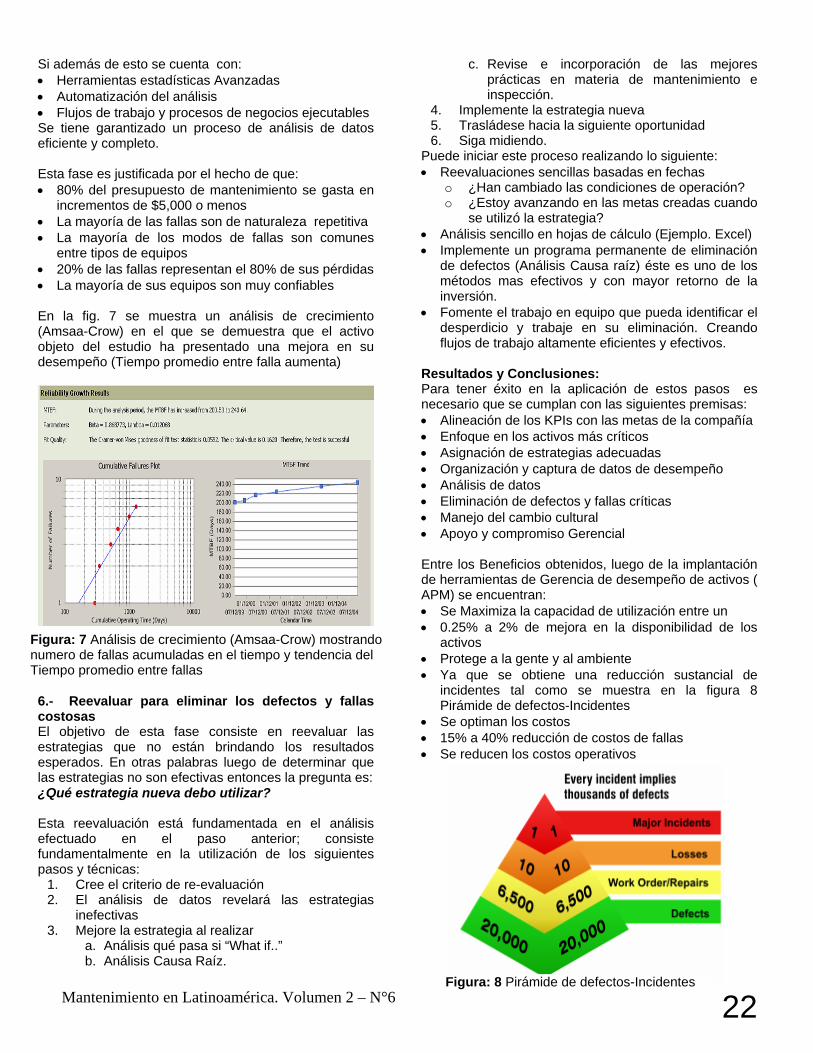
entre tipos de equipos • 20% de las fallas representan el 80% de sus pérdidas • La mayoría de sus equipos son muy confiables En la fig. 7 se muestra un análisis de crecimiento (Amsaa-Crow) en el que se demuestra que el activo objeto del estudio ha presentado una mejora en su desempeño (Tiempo promedio entre falla aumenta)
6.- Reevaluar para eliminar los defectos y fallas costosas El objetivo de esta fase consiste en reevaluar las estrategias que no están brindando los resultados esperados. En otras palabras luego de determinar que las estrategias no son efectivas entonces la pregunta es: ¿Qué estrategia nueva debo utilizar? Esta reevaluación está fundamentada en el análisis efectuado en el paso anterior; consiste fundamentalmente en la utilización de los siguientes pasos y técnicas:
1. Cree el criterio de re-evaluación 2. El análisis de datos revelará las estrategias
inefectivas 3. Mejore la estrategia al realizar
a. Análisis qué pasa si “What if..” b. Análisis Causa Raíz.
c. Revise e incorporación de las mejores prácticas en materia de mantenimiento e inspección.
4. Implemente la estrategia nueva 5. Trasládese hacia la siguiente oportunidad 6. Siga midiendo.
Puede iniciar este proceso realizando lo siguiente: • Reevaluaciones sencillas basadas en fechas
o ¿Han cambiado las condiciones de operación? o ¿Estoy avanzando en las metas creadas cuando
se utilizó la estrategia? • Análisis sencillo en hojas de cálculo (Ejemplo. Excel) • Implemente un programa permanente de eliminación
de defectos (Análisis Causa raíz) éste es uno de los métodos mas efectivos y con mayor retorno de la inversión.
• Fomente el trabajo en equipo que pueda identificar el desperdicio y trabaje en su eliminación. Creando flujos de trabajo altamente eficientes y efectivos.
Resultados y Conclusiones: Para tener éxito en la aplicación de estos pasos es necesario que se cumplan con las siguientes premisas: • Alineación de los KPIs con las metas de la compañía • Enfoque en los activos más críticos • Asignación de estrategias adecuadas • Organización y captura de datos de desempeño • Análisis de datos • Eliminación de defectos y fallas críticas • Manejo del cambio cultural • Apoyo y compromiso Gerencial Entre los Beneficios obtenidos, luego de la implantación de herramientas de Gerencia de desempeño de activos ( APM) se encuentran: • Se Maximiza la capacidad de utilización entre un • 0.25% a 2% de mejora en la disponibilidad de los
activos • Protege a la gente y al ambiente • Ya que se obtiene una reducción sustancial de
incidentes tal como se muestra en la figura 8 Pirámide de defectos-Incidentes
• Se optiman los costos • 15% a 40% reducción de costos de fallas • Se reducen los costos operativos
Figura: 7 Análisis de crecimiento (Amsaa-Crow) mostrando numero de fallas acumuladas en el tiempo y tendencia del Tiempo promedio entre fallas
Figura: 8 Pirámide de defectos-Incidentes

Mantenimiento en Latinoamérica. Volumen 2 – N°6 23
La conservación industrial y su taxonomía. (Primera parte)
Por: Ing. Enrique Dounce Villanueva. Consultor Independiente. [email protected] Méjico. Publicación original en la revista española “MANTENIMIENTO”
Mi primer contacto desde el punto de vista científico con los aspectos de Mantenimiento Industrial fue durante la Conferencia de Mantenimiento que del 4 al 15 de Junio de 1962 se desarrolló en Estocolmo Suecia y tuve la oportunidad de ser invitado por L.M. Ericsson, fabricante y proveedor de equipo telefónico. Dicho evento despertó en mí un gran interés por el Mantenimiento Industrial, especialmente enfocado a las comunicaciones. Desde entonces a través de mí trabajo en Teléfonos de México, S. A. y posteriormente como Consultor e Instructor de ésta rama en la Industria, he seguido de cerca su evolución y llegado a la siguiente conclusión: Al Mantenimiento Industrial ancestralmente se le ha estimado como una labor de tercera que puede ser hecha por personas usualmente sin preparación y lo más trágico es que aún las escuelas técnicas, las universidades y los institutos tecnológicos del país también consideran que los estudios de mantenimiento industrial deben suministrarse como materia opcional. Con este enfoque el sólo pensar en mantenimiento nos lleva a minimizar su importancia y considerarlo en general como un tema trivial. Sin embargo ésta labor se ha desarrollado tanto que su comprensión abarca todos los ámbitos de la industria y está exigiendo que se le vea en forma holística funcionando cómo lo hace nuestro sistema solar para conservar la vida en la tierra, obligándonos a tener conocimientos de Ecología y de la aplicación de la Teoría de los Sistemas.
TEORÍA GENERAL DE LOS SISTEMAS. (TGS)
A través de esta teoría nos es fácil deducir que para prolongar la vida de un Sistema Ecológico éste se debe preservar y mantener. En la práctica un Sistema Ecológico y un Sistema Manufacturero poseen bases similares por lo cual, éste debe preservarse y mantenerse para que sea efectivo.
La TGS a proporcionado la base a los estudios de muchos científicos para crear la actual “Teoría de los Sistemas” (TS), la cual está siendo constantemente perfeccionada y tiene como objetivo encontrar en las acciones humanas, estructuras similares a las
contenidas en nuestro universo que puedan aplicarse en forma práctica a nuestra realidad. La Figura 1 muestra algunos sistemas.
solar compresor engranes Hombre máquina Poleas
SISTEMAS
Figura 3 Sistemas en general.
Recordemos las siguientes definiciones:
Sistema: es un conjunto de materiales estructurados por elementos o partes que durante su funcionamiento se relacionan entre sí ordenadamente, contribuyendo a la obtención de un determinado objetivo. Se consideran dos tipos de sistemas; abierto y cerrado
Sistema abierto. Es un sistema que efectúa simbiosis con el medio ambiente que lo rodea, del cual se sirve y al cual ayuda.
Ambiente
Ambiente
ProcesoEntrada SalidaDe otros sistemas
A otros sistemas
Figura 4 Sistema abierto.
Sistema cerrado. Es un sistema que no tiene intercambio con el medio ambiente; es hermético a cualquier influencia ambiental.
VAC AMP
TEMP HYGR
K/cm2 PH
Figura 5 Ejemplos de sistemas cerrados.
Sistema completo. Es aquel que lo integra un sistema abierto y los sistemas cerrados necesarios para que el primero puede funcionar.

Mantenimiento en Latinoamérica. Volumen 2 – N°6 24
CALIDADESPERA
DAFallas Catastróficas
(Pérdida de vidas humanas)
Fallas
(Pérdidas econ
ómicas)
Fallas
(Pérdidas econ
ómicas)
Fallas Catastróficas(Pérdida de vidas humanas)
FUERZA RESULTANTE
GRAVEDAD 2
:
: ::::
RESULTANTE
GRAVEDAD 1
RESULTANTE
GRAVEDAD 0
RESULTANTE
GRAVEDAD 1
FUERZA RESULTANTE
GRAVEDAD 2
Línea de equilibrioEntropía vs Homeostasis
Ambiente
Salida FEEDBACKAMP
Sistema Cerrado
Entrada PROCESO
Sistema Abierto
Es importante ahondar en éste último para comprenderlo mejor.
Figura 6 Un Sistema Completo.
Atributos del sistema completo. En los sistemas industriales producidos por el hombre se ve claramente aplicada la tercera Ley de Newton pues en su interior existen dos fuerzas opuestas, la acción (Entropía) y la segunda la reacción (Homeostasis).
Entropía o desorden. Es la tendencia de los sistemas a consumir más energía de la que necesitan.
Homeostasis. Es la tendencia de los sistemas a mantener las características básicas que le dieron durante su diseño.
Estos atributos interaccionan durante el tiempo de operación del sistema. Actualmente es posible calcular desde su diseño el grado de variabilidad que tendrá un producto durante su ciclo de vida. La figura 5 nos muestra hipotéticamente los eventos originados por la Entropía y la Homeostasis durante el ciclo de vida de un sistema industrial al suponer que se le hizo trabajar el tiempo que fue necesario hasta su destrucción.
Las máquinas y productos industriales generalmente pasan la mayor parte de su tiempo de vida en forma inactiva, pero son observados cuidadosamente durante su tiempo activo que es el momento en donde
nace el sistema para atender una necesidad.
Figura 7 El funcionamiento en los Sistemas completos. Hagamos un análisis de la figura 5. Para obtener la calidad esperada es importante dentro de lo posible mantener al sistema en la línea de equilibrio de la entropía y homeóstasis sin que salga del área de gravedad 0, ya que de lo contrario se producirá la falla del sistema completo debido a los errores humanos y a los defectos de la materia que trabajan a favor de la entropía.
La falla puede ocasionar pérdidas económicas exclusivamente y se le califica con gravedad 1, pero si ocasiona pérdida de vidas humanas se le califica con gravedad 2 y se le llama falla catastrófica.
Todo sistema a través del tiempo debido a la acción de la entropía que es la mayor de las dos fuerzas antes mencionadas tiende a morir sobre todo sí no se le proporciona ayuda externa inteligente (Retroalimentación), Preservando su materia y Manteniendo la calidad de su producto.
Retroalimentación o Feedback. Su función es evaluar continuamente al sistema abierto e informar del grado de desorden (entropía) en que este se encuentre lo que permite aplicar las acciones necesarias para restablecer su equilibrio. Por medio de la instalación de sistemas cerrados adecuados, (voltímetros, termómetros, frecuencímetros, etcétera) el sistema abierto nos avisa de la presencia o no del desorden existente en él. Podemos considerar que los sistemas cerrados son los medios de comunicación entre el humano y el sistema abierto lo que hace posible el feedback necesario para que las personas adecuadas procedan a su atención.
Los conocimientos actuales de mantenimiento aunque son muy importantes se potenciarán con la creación de una conciencia mundial de que estamos
equivocados llamando Mantenimiento Industrial a lo que es en realidad la Conservación Industrial, y esto en la actualidad es un verdadero reto que necesita mentes científicamente preparadas en la materia.
Mantenimiento en Latinoamérica. Volumen 2 – N°6 25
TPM- Mantenimiento Preventivo con calidad y participación (Primera parte)
Por: Germán Gómez Consultor Principal de Operaciones y Mantenimiento Mincom. [email protected] Colombia
El mantenimiento productivo total (TPM) reúne la práctica estadounidense de mantenimiento preventivo con los conceptos japoneses de control de la calidad total y la participación de todos los empleados. Tiene los siguientes objetivos:
• Desarrollar al máximo la eficacia del equipo • Establecer las actividades de mantenimiento
preventivo durante toda la vida del equipo • Lograr la participación de todos los
departamentos en una labor conjunta • Obtener el aporte de cada uno de los
empleados, desde el gerente hasta el obrero
• Promoverse a través de actividades de pequeños grupos como el operador de mantenimiento.
El TPM enfatiza la condición del equipo de producción de una planta. La condición incluye cuán bien se puede lograr la productividad del trabajador, control de costos, inventarios correctos de productos, seguridad y salud, producción del equipo y calidad. A su vez, estos factores causan un impacto en la rentabilidad. Y, en una época de equipo más sofisticado, se utilizará la automatización. Garantizará que las tolerancias, velocidades, presiones y temperaturas requeridas en el proceso de producción se cumplan en forma precisa.
De este modo, la expectativa de producción automatizada puede reducir la necesidad de mano de obra. Sin embargo, la ejecución del mantenimiento todavía requerirá mano de obra. Pero, la cantidad e intensidad de su uso se pueden reducir al mínimo con mejores prácticas de mantenimiento. Por ello, el TPM enfatiza el mantenimiento preventivo para mejorar la eficacia del equipo y trata de lograr la participación de todos los empleados en la labor.
Asimismo, el TPM tiene como objetivo lograr cero desperfectos y cero defectos. A medida que se reduce los defectos, se incrementará la disponibilidad del equipo mientras se reduce los costos, el inventario de
productos se reduce al mínimo y se incrementa la productividad.
La implementación del TPM requiere varios años. Durante las fases iniciales, se debe restablecer el equipo a una condición de funcionamiento segura y efectiva y reponer, en las prácticas de mantenimiento apropiadas, al personal que recibió educación. Entonces, a medida que se acumulan los beneficios del TPM, los costos iniciales del restablecimiento de equipos y educación del personal tienen una mejor productividad. Finalmente, los costos de inversión inicial son desplazados por las utilidades que se derivan de una mejor condición del equipo y una operación más eficiente. El TPM se denomina comúnmente como "PM rentable".
Desarrollo del TPM - El deseo de escapar del gasto excesivo de costos por reparación y tiempo improductivo del mantenimiento por desperfectos constituye la primera etapa de desarrollo del TPM. A su vez, la búsqueda de una mejor manera conduce a la etapa dos, implementación del mantenimiento preventivo básico —amplio servicio periódico y revisión general de equipos. El mantenimiento productivo o la combinación de un buen diseño inicial de equipos (bajo mantenimiento), la aplicación de técnicas para mejorar la seguridad funcional, como monitoreo de las condiciones y el continuo énfasis en las sólidas prácticas de mantenimiento constituyen la tercera etapa. Pero, en la cuarta etapa, el mantenimiento preventivo y el mantenimiento productivo se reúnen gracias a la participación de todos los empleados. El TPM consolida las lecciones de mantenimiento preventivo y mantenimiento productivo. Luego, compromete a toda la población de la planta a prestar apoyo continuo a través de la educación. De este modo, el TPM se ha convertido en mantenimiento productivo que involucra la participación total. 2. TPM = Mantenimiento Preventivo + Mantenimiento Productivo + Mantenimiento Autónomo, donde:
El mantenimiento preventivo es el uso de inspecciones, pruebas y monitoreo para evitar averías prematuras, más lubricación, limpieza, ajuste, calibración y cambio de componentes menores para ampliar la vida del equipo, todo lo cual se aplica durante el ciclo de vida del equipo. El mantenimiento productivo incluye el diseño del equipo para reducir al mínimo el mantenimiento, énfasis en el mantenimiento preventivo, recambio de los componentes principales y revisiones generales combinadas con técnicas de reparación y modificaciones al equipo para evitar desperfectos innecesarios y facilitar el mantenimiento.
El mantenimiento autónomo es el único aspecto del TPM. Comprende el pequeño grupo de actividades

Mantenimiento en Latinoamérica. Volumen 2 – N°6 26
como limpieza, ajuste, calibración, lubricación y reparaciones menores que realizan los operadores. Incorpora una dimensión de motivación que se crea cuando los operadores contribuyen de forma más directa con el mantenimiento.
El TPM tiene como objetivo desarrollar al máximo la eficacia de los equipos; establecer un sistema de PM para la vida del equipo, involucrar a todos los empleados y promoverse a través de la motivación que proporcionan las actividades de pequeño grupo como operador de mantenimiento. El uso de la palabra "total" en Mantenimiento Productivo Total sugiere tres significados:
1. Eficiencia económica "total" en cada una de las fases de la operación.
2. Programas de mantenimiento "total" para garantizar el evitar el mantenimiento, un mejor mantenimiento y un estado de mantenimiento mejorado "Total" porque todos participan
Eficacia del Equipo - La eficacia del equipo significa una mejora para llevar al máximo la producción y reducir al mínimo los insumos. La producción incluye productividad, calidad, costo, entrega del producto, seguridad, salud, ambiente y moral. El insumo es dinero, fuerza de trabajo, maquinaria y materiales. La automatización origina el cambio de trabajadores por máquinas, lo cual sugiere que la producción se ve afectada más por la condición de los equipos que por el esfuerzo de los trabajadores. Por lo tanto, el TPM trata de lograr la eficacia completa de los equipos, reduciendo al mínimo las "seis grandes pérdidas":
• Avería del equipo • Tiempo perdido para el montaje y ajustes • Equipo inactivo y menor cantidad de paradas • Velocidad reducida del equipo • Defectos en el proceso • Rendimiento reducido del equipo
Al determinar la eficacia del equipo, también se debe aplicar las seis pérdidas para garantizar que se logra la real eficacia del equipo. Tomar en cuenta la Tabla I
En esta ilustración, los cálculos superan la creencia que sólo se considera el tiempo improductivo por avería del equipo, montaje y ajuste. Si ese fuera el caso, la disponibilidad (tiempo programado, menos tiempo improductivo) se encontraría en un respetable 87%. Sin embargo, una vez que se consideran las pérdidas de velocidad, la utilización real es sólo 50%. Entonces, considerando las pérdidas debido a defectos en el proceso y producción reducida, la utilización real del equipo es un 42.60% menor. De este modo, los
gerentes que están satisfechos con sólo los datos sobre disponibilidad se engañan a sí mismos. Al no perseguir las cuatro pérdidas restantes (tiempo muerto y paradas menores, velocidad reducida, defectos en el proceso y producción reducida), la utilización actual es errónea. Lo que es más importante, la utilización "real" correcta no se identifica ni se toma ninguna medida para mejorarla.
TPM y Averías del Equipo - La curva de avería tradicional que reconoce averías en el arranque seguidas por un periodo de riesgo de avería y que culmina en un periodo de avería por desgaste, sugiere que el PM solo no eliminará los desperfectos.
Tabla 1
Por consiguiente, el TPM sugiere "contramedidas" para reducir al mínimo las averías. Esencialmente, un número significativo de averías se puede reducir al mínimo a través del mantenimiento - diseño libre del equipo. Pero, esa condición se aleja de la realidad a pesar de las ganancias que se obtiene en construir una mayor funcionalidad en el equipo de producción moderno. La realidad es que la mayoría de equipos en operación en la actualidad, no se encuentra en perfectas condiciones. Por ello, el primer paso de las contramedidas para reducir al mínimo las averías debe ser eliminar las averías del equipo actualmente en operación con sólidas prácticas de mantenimiento. Entonces, tomando como base la experiencia obtenida, las lecciones pueden utilizarse para mejorar el diseño del equipo y acercarlo en forma gradual a un menor requerimiento de mantenimiento, teniendo en mente un diseño futuro "libre de mantenimiento".

Mantenimiento en Latinoamérica. Volumen 2 – N°6 27

Mantenimiento en Latinoamérica. Volumen 2 – N°6 28
Implementación de Confiabilidad Industrial en la Pequeña y Mediana Empresa (Primera parte)
Por: José G. Aranguren Ingeniero Metalúrgico Esp.en Evaluación de Materiales e Inspección de Equipos (TP) Diplomado en Confiabilidad Integral de Activos y Proceso Integrity Assessment Services [email protected] Venezuela Javier E. Bravo Ingeniero Mecánico Especialista en Ingeniería de Confiabilidad de los Procesos Industriales MSc Gerencia de Proyectos Industriales Integrity Assessment Services [email protected] Jean M. Fuenmayor Ingeniero Mecánico Ingeniero Industrial Integrity Assessment Services [email protected] Venezuela Robinson J. Medina Ingeniero Mecánico Esp.en Evaluación de Materiales e Inspección de Equipos Diplomado en Confiabilidad Integral MSc en Ingeniería de Confiabilidad y Riesgo Integrity Assessment Services [email protected] Venezuela
Este trabajo describe las fases que conforman la Metodología de Confiabilidad Industrial como principal medio catalizador para el mejoramiento de la productividad de la pequeña y mediana empresa (PYME). La Metodología de Confiabilidad Industrial es un enfoque sistemático de implantación de mejores prácticas y políticas asociadas principalmente a las áreas de Mantenimiento y Producción, aportando adicionalmente estrategias para los sectores de Recursos Humanos, Calidad y Seguridad, el cual va dirigido a conservar el sistema de producción y
servicios, permitiendo el funcionamiento de las empresas con el mejor nivel de disponibilidad y mantenibilidad, reduciendo la frecuencia y gravedad de las fallas, aplicando las normas de higiene y seguridad del trabajo, minimizan la degradación del ambiente y por último optimizando los costos operacionales; lo cual permite generar los productos con la mayor calidad al menor costo posible y resguardando los niveles de seguridad e higiene industrial. El presente trabajo contempla la experiencia de aplicación del enfoque de Confiabilidad Industrial en el sector industrial, donde los resultados demuestran el incremento de la productividad, así como las mejoras en la calidad del producto, así como también mejoras en los aspectos de seguridad y ambiente. Los resultados de esta aplicación de Confiabilidad Industrial permitieron la alineación y posterior certificación de la empresa con los requerimientos de las Normativas ISO 9001 y 14001. La dinámica de los negocios, exige cada vez más a las industrias producir al más bajo costo, con la más alta calidad y un mayor nivel de confiabilidad (disponibilidad y mantenibilidad de sus equipos), para poder cumplir con los exigentes requerimientos de orden técnico, económico o legal y permanecer eficientemente de forma competitiva en el mercado. En estos tiempos de crisis económica mundial, muchos equipos de gerentes deben tomar decisiones importantes para la supervivencia de una empresa, la gran mayoría escoge el camino de trasladar costos al consumidor perdiendo competitividad en el mercado o peor aún sacrificar personal , salir de la gente es sacrificar los únicos activos pensantes que pueden y están preparados para sacar la empresa de la crisis, la mejor respuesta a la crisis económica que vivimos debe ser eliminar los desperdicios de los procesos e inculcar la necesidad en todo el personal de aportar valor a su trabajo cada día. Es aquí donde radica la importancia del mantenimiento industrial, el cual, se ha convertido en el medio más firme para conseguir el máximo nivel de efectividad y aporte de valor en una organización con la finalidad de asegurar el funcionamiento del sistema productivo y de servicios, con la mayor calidad, el menor impacto al medio ambiente y mayor seguridad para el personal al menor costo posible. Como una forma para afrontar estas situaciones, se ha desarrollado un enfoque sistemático de implantación denominado Confiabilidad Industrial, dirigido a conservar el sistema de producción y servicios, permitiendo el funcionamiento de las empresas con el mejor nivel de disponibilidad y mantenibilidad posible, reducir la frecuencia y gravedad de las fallas, aplicar normas de higiene y seguridad del trabajo, minimizar la degradación del ambiente y por último reducir los costos operacionales; lo cual permitirá generar los productos con la mayor calidad al menor costo y

Mantenimiento en Latinoamérica. Volumen 2 – N°6 29
resguardando los niveles de seguridad e higiene industrial. El presente trabajo resume la experiencia en la implementación del enfoque de Confiabilidad Industrial en el sector industrial, donde los resultados demuestran el incremento de la productividad, así como las mejoras en la calidad del producto, seguridad y ambiente de trabajo, alineándose la empresa con los requerimientos de las Normativas ISO 9001 y 14001. El enfoque de Confiabilidad Industrial fue implementado mediante la aplicación de prácticas de mantenimiento clase mundial basadas en Ing. de Confiabilidad y Riesgos, de una manera efectiva demostrada por el incremento de productividad en el marco más adecuado de calidad y seguridad empresarial.
Situación General de la Pequeña y Mediana Empresa (PYME) En la actualidad el sector industrial a nivel mundial enfrenta un panorama de incertidumbre económico muy fuerte, todos los días se puede observar noticias sobre cierre de empresas reconocidas por su trayectoria a nivel mundial, así como cifras de desempleo que aumentan cada día más. Existen algunas características comunes en las PYME´s en Latinoamérica, a continuación se mencionan algunos ejemplos:
• Normalmente los equipos de producción presentan altos niveles de fallas repetitivas que impactan tanto a la capacidad de producción de la planta como al ambiente.
• Escases de un plan de mantenimiento preventivo.
• No existe o está desactualizada la base de datos de los equipos de la planta.
• Responsabilidades solapadas entre producción y mantenimiento, que promueve actividades de mantenimiento necesarias que no son ejecutadas.
• Avanzado nivel de deterioro en los sistemas eléctricos e instrumentos.
• Falta de controles para la generación de órdenes de trabajo.
• No se dispone o se encuentra sin uso un sistema informático para registrar la gestión de mantenimiento.
• Alto nivel de actividades fuera de programas debido a fallas, por lo que hay un alto porcentaje del tiempo del personal de dedicado a mantenimiento correctivo
• Carencia de un plan de capacitación del personal de mantenimiento.
• Existen mermas importantes en la producción que genera pérdidas de oportunidades de venta de productos por indisponibilidad del aparato productivo.
Confiabilidad Industrial Es un enfoque técnico que agrupa varias metodologías de confiabilidad y prácticas de mantenimiento clase mundial, que aplicadas en forma sistemática se complementan y sirven como medio de solución a una situación en particular que se encuentre afectando a una empresa del sector industrial y donde se persigue como meta principal el incremento de producción, mejorando los aspectos de la calidad del producto bajo el resguardo del medio ambiente y manteniendo el talento humano involucrado en todas las etapas del proceso de aplicación de metodologías, con el fin de que su motivación promueva los mejores resultados.
Convocatoria para Séptima cohorte 2011 Informes: Tulio Héctor Quintero Natalia Sierra [email protected] [email protected] Teléfono: 219 55 58 219-5547
Mantenimiento en Latinoamérica. Volumen 2 – N°6 30
Literatura Recomendada
Pedro Silva
Pedro Albarracín Aguilón
Lourival Augusto Tavares
Enrique Dounce Villanueva

Mantenimiento en Latinoamérica. Volumen 2 – N°6 31
Nos leen en todo el mundo Haga parte de esta gran familia
Inscríbase
Paute Publique
39622 descargas, más de 8100 personas inscriptas en nuestra base de datos. Mantenimiento en Latinoamérica, la revista de la comunidad de mantenedores de habla
hispana.

Mantenimiento en Latinoamérica. Volumen 2 – N°6 32
El Valor del Mantenimiento (Final)
Por: Fernando Pantoja A. Ingeniero Mecánico. Especialista en gestión energética industrial. Asesor en modelos de MCM. [email protected] Colombia
Los valores de la ética cívica Pensemos entonces como aplicaría en el contexto industrial el Mantenimiento según los valores de la ética cívica; si partimos de un grafico interno organizacional.
Esquema símil del anterior
Si nos preguntamos qué condiciones podrían hacer viable una situación social de convivencia pacífica y de cooperación leal y perdurable en una sociedad formada por grupos ideológicos heterogéneos y en gran medida rivales, la respuesta es que tal convivencia sólo es posible si todos los grupos aceptan de buen grado ciertos valores y principios. Llamemos a esta primera condición el principio de respeto cívico. Si no hay un compromiso serio con este principio, es imposible que los grupos rivales lleguen a tener un mínimo de confianza en los otros. Porque sabrán que, a la menor oportunidad, cualquiera de los otros tratará de eliminar a los demás, y de ese modo la convivencia fracasaría. Una segunda condición sería el establecimiento de un marco de libertades cívicas para todos; esto exige que el marco de libertades cívicas esté debidamente ajustado y que existan reglas vinculantes y autoridades encargadas de hacer que las reglas se cumplan. Una tercera condición es cierto grado de igualdad cívica; se trata de hacer posible que todas las personas y grupos puedan gozar de las libertades básicas. Para
ello es preciso, la igualdad ante la ley, para que nadie pueda abusar impunemente de su libertad, se necesita una cierta igualdad de oportunidades, para garantizar que cualquier persona pueda tener la posibilidad de realizar los proyectos y alcanzar los puestos que su capacidad y su esfuerzo le permitan. Si la igualdad de oportunidades no se toma suficientemente en serio, el resultado será que muchos ciudadanos se sentirán marginados y excluidos. En cuarto lugar. La solidaridad, va más allá de la cooperación, La actitud solidaria es ayuda gratis, sin esperar nada a cambio. Ha de ser universalista, esto es, abierta a todos sin discriminaciones. Pues de lo contrario se convierte en corporativismo excluyente. La solidaridad cívica universalista se muestra necesaria para que la igualdad, la libertad responsable y el respeto se puedan realizar. En quinto y último lugar, la convivencia pacífica entre los grupos diferentes exige diálogo cívico, exige el compromiso de resolver los conflictos a través del diálogo y puesto que los conflictos de intereses y los malentendidos son inevitables en la vida cotidiana, el diálogo se convierte en el instrumento idóneo para llevar a cabo el proceso de restauración de la convivencia pacífica. Estos valores básicos forman en conjunto una idea del valor justicia; la justicia social como el valor resultante del compromiso con esos otros valores más básicos, de manera que la sociedad será más o menos justa en la medida en que no descuide ninguno de tales valores sino que los refuerce en la práctica cotidiana. Si miramos las deficiones anteriores y lo relacionamos con nuestro quehacer diario en el contexto industrial, que es una situación similar a las manifestaciones de la sociedad; podríamos encontrar la respuesta muchos de los inconvenientes que afectan la eficiencia del mantenimiento y por ende de los demás actores involucrados. Los valores predominantes deben ser claros y compartidos por todos los miembros del grupo y además deben reflejarse en el trabajo diario sin ningún tipo de exigencias permitiendo un optimo desempeño en todas las actividades. Cuando empleamos transparentemente estos conceptos vemos un resultado similar; la armonía en lo cotidiano es placentera y el rendimiento en eficiencia, eficacia y calidad; es el resultado de un arduo trabajo en valores. Al interior del mantenimiento existen grupos predominantes Mecánicos, Eléctricos, Electrónicos, Sistemas etc.; en los cuales se presentan similares valores pero a su vez existen valores propios de cada uno. Es importante decir que este es solo una de las posiciones a cerca de valores y que el tema nos permitirá un estudio más a fondo; pero si iniciamos y nos identificamos con las transformaciones nos estamos vinculando al tema del cambio y transformaciones que por motivos naturales el hombre y la sociedad deben vivir.
Mantenimiento en Latinoamérica. Volumen 2 – N°6 33
www.consultoresenred.ning.com, red de consultores en gestión de mantenimiento y ciencias afines.
Encuentre en Internet
www.clubdemantenimiento.com.ar/, asociación de mantenedores en Argentina, cursos, talleres, seminarios.
www.mantonline.com , especialistas en gestión de mantenimiento, plantación, estrategia, capacitación.
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400 suscriptores
www.sunegocio.com
Invierta en publicidad económica y efectiva
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400 suscriptores
www.sunegocio.com
Invierta en publicidad económica y
efectiva
Paute con Nosotros
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400
www.ingenierosdelubricacion.com , especialistas en lubricación, certificacion en normas, seminarios y cursos.
www.confiabilidad.net , portal con toda la información actualizada para los profesionales del mantenimiento.
www.faismon.com.co, fabricaciones especiales, mantenimiento, alquiler de grúas e ingeniería en general.
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400
www.mantenimientoenlatinoamerica.com , La revista del mantenimiento de toda Latinoamérica
Permita que esta idea sea entregada
físicamente a mas de 7400 suscriptores en
Latinoamérica
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400
Paute con Nosotros

Mantenimiento en Latinoamérica. Volumen 2 – N°6 34
Mantenimiento en Latinoamérica
La Revista para la Gestión Confiable de los Activos Nombre:____________________________________________________________________________________ Título:_____________________________________________________________________________________ Compañía:__________________________________________________________________________________ Dirección:__________________________________________________________________________________ Ciudad: ______________________Estado(Departamento):________________________País:______________________ Código Postal: _______________________ Teléfono: ____________________________________ Fax: _______________________________ e-mail corporativo: _________________________ e-mail personal: ___________________________
Si, Deseo recibir la Revista Mantenimiento en Latinoamérica GRATIS Firma: _____________________________________________________________________________ Fecha: _____________________________________________________________________________ Por favor encierre en un círculo sus temas de interés: 1. Gerencia del Mantenimiento 2. Costos del Mantenimiento 3. Lubricación 4. Vibraciones 5. Ultrasonido 6. Confiabilidad 7. Termografía 8. Balanceo 9. Otros. Cuales: _____________________________________________________________________ ___________________________________________________________________________________ ___________________________________________________________________________________ Firme esta página y envíela a: [email protected]
Convocatoria de Artículos
Mantenimiento en Latinoamérica. Volumen 2 – N°6 35
Mantenimiento en Latinoamérica La Revista para la Gestión Confiable de los Activos
Responsables con el compromiso de convertirse en un espacio vital para que la comunidad de mantenedores de Latinoamérica, que reflexionen y generen nuevo conocimiento en la disciplina, se permite comunicar que su proceso de convocatoria de artículos para su número ordinario bimensual se encuentra abierto. La revista se constituye en un importante medio para la socialización y visibilidad de aportes que nuestras comunidades de mantenedores vienen desarrollando, en especial, aquellos relacionados con la administración del mantenimiento y la aplicación de labores tendientes a mejorar la confiabilidad de los activos físicos. Así mismo, son bienvenidos aquellos textos de orden interdisciplinario que aborden problemas de la realidad industrial Latinoamericana. Plazo de entrega: La convocatoria y recepción de artículos es permanente aquellos que se envíen antes del 15 de los meses de Febrero, Abril, Junio, Agosto, Octubre, Diciembre de cada año, serán considerados para el numero siguiente. Sin embargo pueden ser considerados en el Volumen 3, Número 1 de la revista, aquellos que lleguen hasta el 15 de Diciembre de 2010. Política editorial: Quince días después de la fecha de recepción de las colaboraciones el Comité editorial notificará a sus autores si cumplen los requerimientos de calidad editorial y pertinencia temática por lo cual serán publicados. Pautas editoriales:
1. Presentación del texto: enviar archivo electrónico en formato Word 2007, letra Arial, tamaño 10, a espacio sencillo, hoja tamaño carta con una extensión máxima de 15 hojas.
2. Contenido del texto: una portada que contenga: título del artículo y nombre del autor (o autores, sin son varios), títulos académicos o cargos que indiquen su autoridad en la materia.
Adicionalmente, se debe incluir:
o Fotografía del autor en formato JPG. o Las direcciones electrónicas y país de Origen. o Las citas bibliográficas, deben de ser escritas preferiblemente en forma manual y no con la función del Word. o Referencias: Bibliografía y/o Cibergrafía. o Ilustraciones, gráficos y fotografías: Deben ser originales, para mayor calidad al imprimir. Y de ser tomadas de
otro autor citando su fuente y en lo posible adjuntar su permiso de utilización y deben ser en formato JPG. PARA TENER EN CUENTA:
o Ni la Revista, ni el Comité Editorial se comprometen con los juicios emitidos por los autores de los textos. Cada escritor asume la responsabilidad frente a sus puntos de vista y opiniones.
o Es tarea del Comité Editorial revisar cada texto y si es el caso, sugerir modificaciones. Igualmente puede devolver aquellos que no se ajusten a las condiciones exigidas.
o No tienen que ser artículos de carácter “científico” la revista es de todos los mantenedores y quienes apoyen o interactúen con ellos.
o Dirección de envío: Los artículos deben ser remitidos al editor de la revista a los siguientes correos electrónicos en los plazos indicados anteriormente: [email protected]
¡Esperamos sus trabajos!
Mantenimiento en Latinoamérica. Volumen 2 – N°6 36
SEA EL CREADOR DE LA PROXIMA PORTADA