mechanische stoffvereinigung - teaching.eduhi.at · apa-stoffvereinigung.doc seite 2 von 21...
TRANSCRIPT

• _______________________________________________________________________________________________
MECHANISCHE STOFFVEREINIGUNG

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 1 von 21
1 EINLEITUNG Das Ziel ist die gleichmäßige Vereinigung verschiedener Stoffe un-ter Einwirkung mechanischer Kräfte oder Kraftfelder. Prinzipiell besteht die Möglichkeit der Vereinigung aller Aggre-gatszustände untereinander. fest-fest: Mischen, Kneten, Kompaktieren, Sintern,
Pressen, Granulieren fest-flüssig: Rühren, Suspendieren fest-gasförmig: pneumat. Fördern, Fließbett, Wirbelschicht flüssig-flüssig: Emulgieren, Rühren flüssig-gasförmig: Rühren, Sprühen, Begasen gasförmig-gasfg.: Mischen Begriffe: Die disperse Phase wird im Dispersionsmittel (Phase im Überschuss) verteilt. echte Lösung: Teilchengröße unter 10-8 m (0,01 µm) kolloide Lösung: 1 µm > dp >0,01 µm Suspension: dp > 1 µm Emulsion: Nicht mischbare Flüssigkeiten, die so fein verteilt sind, dass sie sich nicht entmischen. Die entstehenden Produkte können selbst Endprodukt sein oder Aus-gangsprodukte für weitere chemische Reaktionen. Aufgaben: a) gleichmäßige Verteilung (homogenisieren) b) Erhöhung der Reaktionsgeschwindigkeit c) vollständige chemische Umsetzung d) chemische Wirkung verschiedener Stoffe gleichzeitig zur Anwendung bringen e) besserer Wärmeübegang oder Wärmetransport
2 KNETEN Kneten ist ein Mischverfahren, bei dem das zu verarbeitende hoch-viskose, plastische oder pastöse Mischgut hohen Scherkräften und Stauchungen unterworfen wird. Keine Mischung durch Turbulenz!Kneten vereinigt feste, flüssige und plastische Stoffe durch kräf-tig wirkende Knetwerkzeuge (=hoher Energieverbrauch). Dadurch ent-steht eine große Wärmeentwicklung die meistens durch Kühlung abge-führt werden muss.(Doppelmantel, Kanäle, Rippen). Die Knetorgane müssen, um enge Scherspalte zu erreichen, den größten Teil des Mischraumes ausfüllen. Durch Temperaturregelung wird die Viskosi-tät beeinflusst, so dass eventuell ein besseres Haften des Gutes an der Wand erreicht wird (Erhöhung der Scherbeanspruchung). Das

APA-Stoffvereinigung.doc Seite 2 von 21
Anhaften darf aber nicht dauerhaft sein, daher müssen Schaber die anhaftende Schicht auch wieder entfernen. Zur besseren Reinigung sind die Kneter meist einfach und weitge-hend zerlegbar. Anwendung: Thermoplastschnecken Pasten plastische Substanzen teigige und breiige Stoffe zB.: Kaolin, Bitumen, Brotteig, Russ-Öl-Paste, Zahnpaste, Gummi Einteilung: Schaufelkneter Schneckenkneter diskontinuierlich kontinuierlich
2.1 Schaufelkneter Im allgemeinen rotieren 2 Knetschaufeln (oder Nocken) gegenläufig, mit unterschiedlicher Drehzahl, in einem Trog. a) Doppelmuldenkneter
_______________________________________________________________________________________________
Das Mischgut besitzt eine freie und unbelastete Oberfläche Oft ist n > n (1,4 bis 2 fach) 1 2Teilweise ist der Abstand so eng, dass ein Werkzeug das an-dere abschert. P bis 400 kW b) Innenmischer Besonders große Scherkräfte, weil das Mischgut durch einen Stempel in den Mischraum gepresst wird. c) Planetenkneter 2 Bewegungen sind überlagert: Drehung um die eigene Achse und Drehung um die Mischraumachse.
FG
Heiz- oder Kühlmantel
feststehende Welle
angetriebene Hohlwelle
Schaber Knet (Misch)- Werkzeug (läuft um)
n2
n1
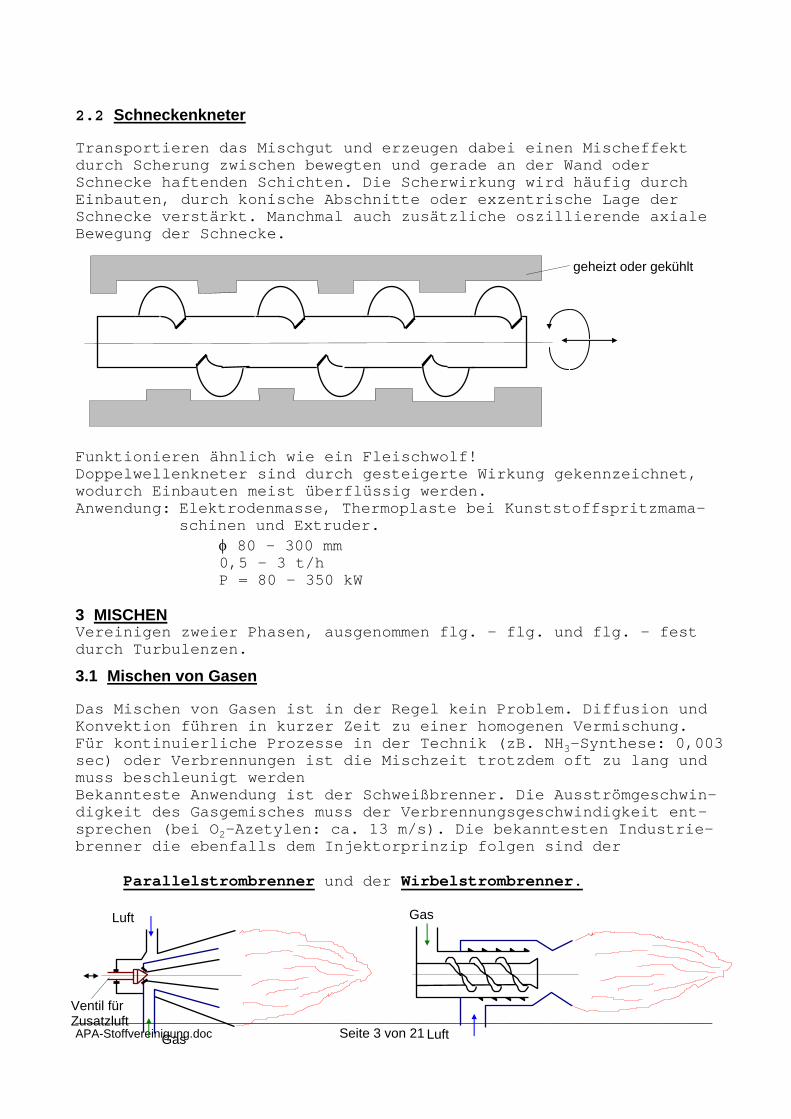
2.2 Schneckenkneter Transportieren das Mischgut und erzeugen dabei einen Mischeffekt durch Scherung zwischen bewegten und gerade an der Wand oder Schnecke haftenden Schichten. Die Scherwirkung wird häufig durch Einbauten, durch konische Abschnitte oder exzentrische Lage der Schnecke verstärkt. Manchmal auch zusätzliche oszillierende axiale Bewegung der Schnecke.
geheizt oder gekühlt
Funktionieren ähnlich wie ein Fleischwolf! Doppelwellenkneter sind durch gesteigerte Wirkung gekennzeichnet, wodurch Einbauten meist überflüssig werden. Anwendung: Elektrodenmasse, Thermoplaste bei Kunststoffspritzmama-
schinen und Extruder. φ 80 - 300 mm 0,5 - 3 t/h P = 80 - 350 kW
3 MISCHEN Vereinigen zweier Phasen, ausgenommen flg. - flg. und flg. - fest durch Turbulenzen.
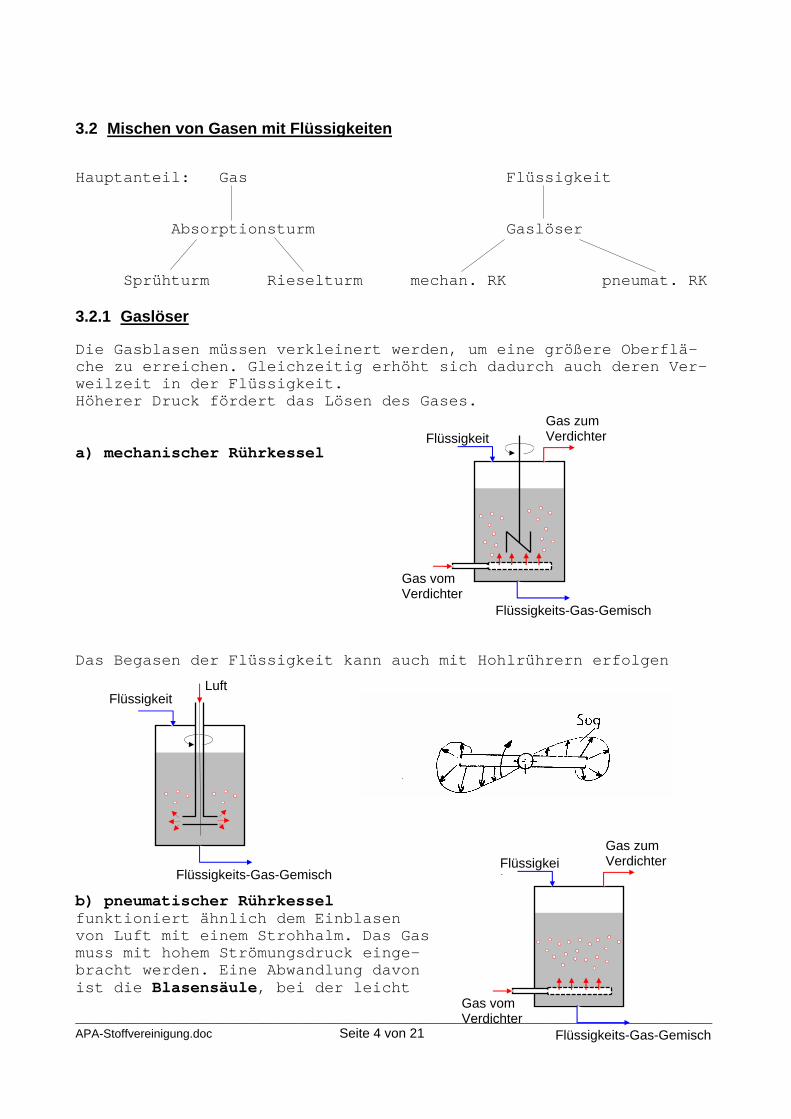
3.1 Mischen von Gasen Das Mischen von Gasen ist in der Regel kein Problem. Diffusion und Konvektion führen in kurzer Zeit zu einer homogenen Vermischung. Für kontinuierliche Prozesse in der Technik (zB. NH3-Synthese: 0,003 sec) oder Verbrennungen ist die Mischzeit trotzdem oft zu lang und muss beschleunigt werden Bekannteste Anwendung ist der Schweißbrenner. Die Ausströmgeschwin-digkeit des Gasgemisches muss der Verbrennungsgeschwindigkeit ent-sprechen (bei O2-Azetylen: ca. 13 m/s). Die bekanntesten Industrie- brenner die ebenfalls dem Injektorprinzip folgen sind der Parallelstrombrenner und der Wirbelstrombrenner.
_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 3 von 21
Luft
Gas
Ventil für Zusatzluft
Gas
Luft
_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 4 von 21
3.2 Mischen von Gasen mit Flüssigkeiten Hauptanteil: Gas Flüssigkeit
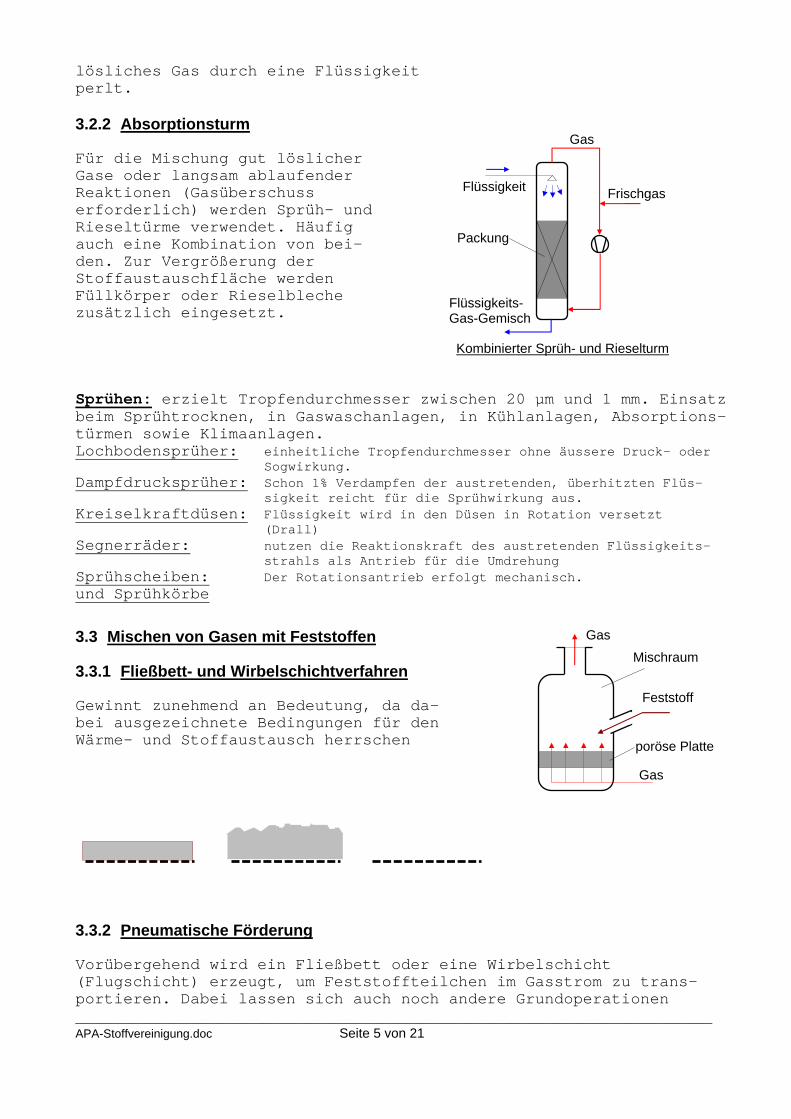
Absorptionsturm Gaslöser Sprühturm Rieselturm mechan. RK pneumat. RK 3.2.1 Gaslöser Die Gasblasen müssen verkleinert werden, um eine größere Oberflä-che zu erreichen. Gleichzeitig erhöht sich dadurch auch deren Ver-weilzeit in der Flüssigkeit. Höherer Druck fördert das Lösen des Gases.
Flüssigkeit Gas zum Verdichter
Flüssigkeits-Gas-Gemisch
Gas vom Verdichter
a) mechanischer Rührkessel Das Begasen der Flüssigkeit kann auch mit Hohlrührern erfolgen
Flüssigkeit Luft
Gas vom Verdichter
Flüssigkeits-Gas-Gemisch
Gas zum Verdichter Flüssigkei
t
Flüssigkeits-Gas-Gemisch b) pneumatischer Rührkessel funktioniert ähnlich dem Einblasen von Luft mit einem Strohhalm. Das Gas muss mit hohem Strömungsdruck einge-bracht werden. Eine Abwandlung davon ist die Blasensäule, bei der leicht
_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 5 von 21
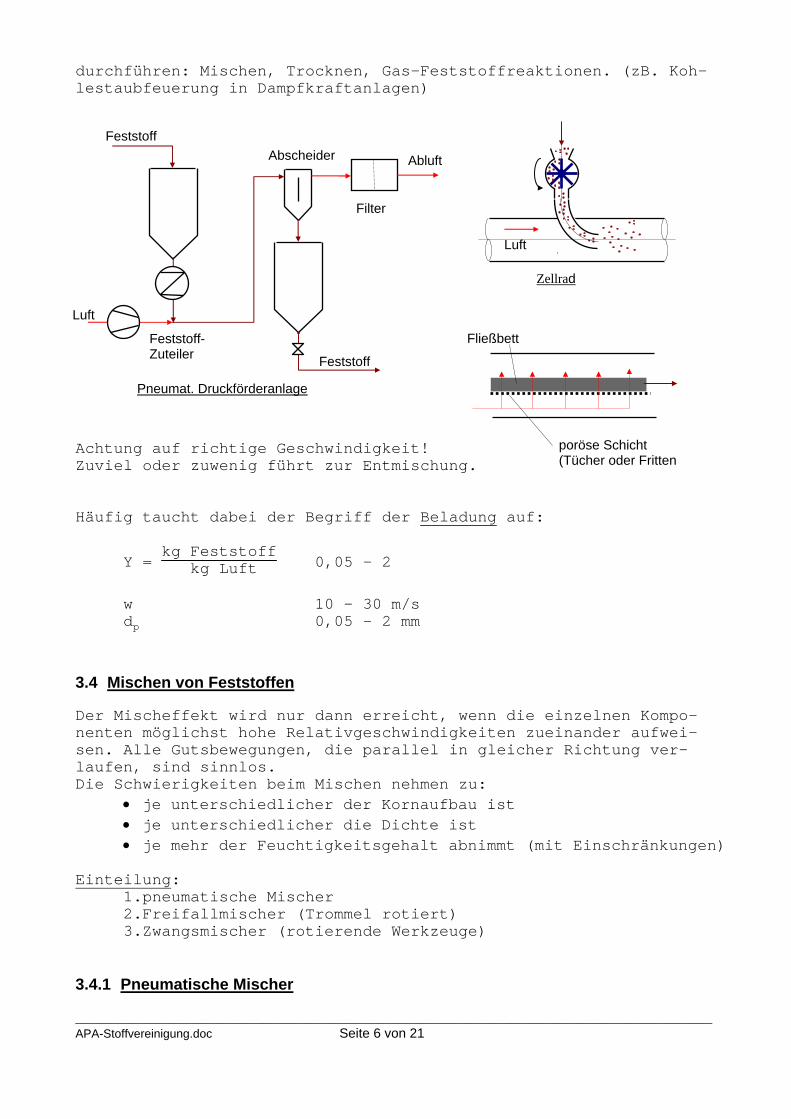
lösliches Gas durch eine Flüssigkeit perlt. 3.2.2 Absorptionsturm Gas Für die Mischung gut löslicher Gase oder langsam ablaufender Reaktionen (Gasüberschuss erforderlich) werden Sprüh- und Rieseltürme verwendet. Häufig auch eine Kombination von bei-den. Zur Vergrößerung der Stoffaustauschfläche werden Füllkörper oder Rieselbleche zusätzlich eingesetzt.
Flüssigkeit Frischgas
Flüssigkeits-Gas-Gemisch
Packung
Kombinierter Sprüh- und Rieselturm Sprühen: erzielt Tropfendurchmesser zwischen 20 µm und 1 mm. Einsatz beim Sprühtrocknen, in Gaswaschanlagen, in Kühlanlagen, Absorptions- türmen sowie Klimaanlagen. Lochbodensprüher: einheitliche Tropfendurchmesser ohne äussere Druck- oder
Sogwirkung. Dampfdrucksprüher: Schon 1% Verdampfen der austretenden, überhitzten Flüs-
sigkeit reicht für die Sprühwirkung aus. Kreiselkraftdüsen: Flüssigkeit wird in den Düsen in Rotation versetzt
(Drall) Segnerräder: nutzen die Reaktionskraft des austretenden Flüssigkeits-
strahls als Antrieb für die Umdrehung Sprühscheiben: Der Rotationsantrieb erfolgt mechanisch. und Sprühkörbe
3.3 Mischen von Gasen mit Feststoffen Mischraum
poröse Platte
Feststoff
Gas
Gas
3.3.1 Fließbett- und Wirbelschichtverfahren Gewinnt zunehmend an Bedeutung, da da-bei ausgezeichnete Bedingungen für den Wärme- und Stoffaustausch herrschen 3.3.2 Pneumatische Förderung Vorübergehend wird ein Fließbett oder eine Wirbelschicht (Flugschicht) erzeugt, um Feststoffteilchen im Gasstrom zu trans-portieren. Dabei lassen sich auch noch andere Grundoperationen
_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 6 von 21
durchführen: Mischen, Trocknen, Gas-Feststoffreaktionen. (zB. Koh-lestaubfeuerung in Dampfkraftanlagen)
Luft
Feststoff
Feststoff-Zuteiler
Abscheider
Filter
Abluft
Feststoff
Luft
Zellrad
Fließbett
Pneumat. Druckförderanlage
poröse Schicht (Tücher oder Fritten
Achtung auf richtige Geschwindigkeit! Zuviel oder zuwenig führt zur Entmischung. Häufig taucht dabei der Begriff der Beladung auf:
Y = kg Feststoff kg Luft 0,05 - 2
w 10 - 30 m/s dp 0,05 - 2 mm
3.4 Mischen von Feststoffen Der Mischeffekt wird nur dann erreicht, wenn die einzelnen Kompo-nenten möglichst hohe Relativgeschwindigkeiten zueinander aufwei-sen. Alle Gutsbewegungen, die parallel in gleicher Richtung ver-laufen, sind sinnlos. Die Schwierigkeiten beim Mischen nehmen zu:
• je unterschiedlicher der Kornaufbau ist • je unterschiedlicher die Dichte ist • je mehr der Feuchtigkeitsgehalt abnimmt (mit Einschränkungen)
Einteilung:
1.pneumatische Mischer 2.Freifallmischer (Trommel rotiert) 3.Zwangsmischer (rotierende Werkzeuge)
3.4.1 Pneumatische Mischer

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 7 von 21
Besonders für trockene Stäube. Bildung einer Wirbelschicht durch Belüften des gesamten Querschnittes (V bis 400 m3). 3.4.2 Freifallmischer a) Trommelmischer Auch mit Einbauten (verkürzen die Mischzeit wesentlich) Trommeleinbauten b) Konusmischer typischer Vertreter ist die Beton-mischmaschine. Die Trommel ist kippbar und somit entleerbar (teilweise auch mit Retourlauf). c) kontinuierlicher Trommelmischer
Zahnrad für Trommelantrieb
Austragsschnecke
Stützrolle
Trommelantriebe: a) Reibung b) Zahnrad
(für lange schwere Trommeln) 3.4.3 Zwangsmischer a) Schneckenmischer b) Schaufelmischer
_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 8 von 21
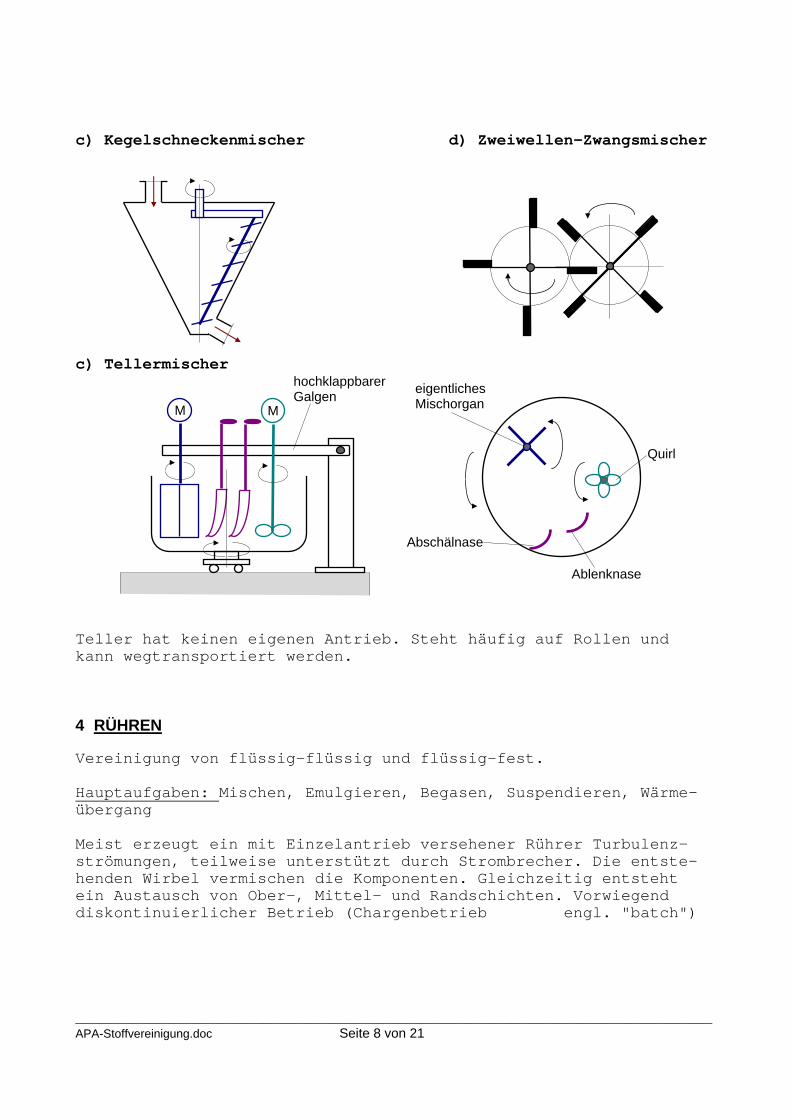
c) Kegelschneckenmischer d) Zweiwellen-Zwangsmischer c) Tellermischer eigentliches
Mischorgan
Abschälnase
Ablenknase
hochklappbarerGalgen
M M Quirl Teller hat keinen eigenen Antrieb. Steht häufig auf Rollen und kann wegtransportiert werden.
4 RÜHREN Vereinigung von flüssig-flüssig und flüssig-fest. Hauptaufgaben: Mischen, Emulgieren, Begasen, Suspendieren, Wärme-übergang Meist erzeugt ein mit Einzelantrieb versehener Rührer Turbulenz-strömungen, teilweise unterstützt durch Strombrecher. Die entste-henden Wirbel vermischen die Komponenten. Gleichzeitig entsteht ein Austausch von Ober-, Mittel- und Randschichten. Vorwiegend diskontinuierlicher Betrieb (Chargenbetrieb engl. "batch")

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 9 von 21
Laterne (= Lagerung + Dichtung)
Analysestutzen
Heizdampf (Kühlwasserablauf)
Kondensat (Kühlwasser läuft von unten zu)
Entleerungsstutzen
Pratze (Auflager)
Motor mit Getriebe u/o Riementrieb
Zulaufstutzen
Mannloch: Reinigungs- und Montageöffnung (nicht eingezeichnet)
Strombrecher
Heizmantel
Prallblech
4.1 Einteilung a) nach der Strömungsart: axial tangential radial Mischen, Umwälzen Mischen, Wärmeübertragung b) nach der Drehzahl: langsam laufend schnell laufend für zähe Medien für dünnflüssige Medien
4.2 Apparativer Aufbau 4.2.1 Wärmeübergang

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 10 von 21
Zum Heizen wird meist leicht überhitzter Sattdampf verwendet, da hier der Wärmeübergang besonders groß ist, und damit die Heizfläche klein gehalten werden kann. Normal verwendet man Niederdruckdampf mit 2 - 3 bar (VT: Druck ist noch ausreichend für den Transport über mittlere Entfernungen, und keine dickwandigen Rohrleitungen sind erforderlich). Für besondere Heizzwecke muss Mittel- oder Hochdruckdampf eingesetzt werden. Die Heizdampftemperatur sollte etwa 20 - 40 °C über der höchsten Gutstemperatur liegen. Das bedingt einen Mindestdruck von 10 bar.(NT: dickwandige Rohre und Gefäße ⎯⎯→ schlechterer Wärmedurchgang) Zum Kühlen verwendet man meist Kühlwasser mit Temperaturen > 15 °C. Werden tiefere Temperaturen verlangt, so muss mit Solelösungen ge-kühlt werden. a) Heizmantel (siehe oberes Bild) b) Rohrschlangen aussen innen volle Rohre Halbschalen
Abriebfang 4.2.2 Abdichtung Stopfbuchse verbraucht viel Energie (manchmal bis zu 50 %). Nur mehr bei hohen Drücken (>50 bar) verwendet. Auf-grund der hohen Reibung entsteht große Wärme, die durch Kühlwasser abgeführt werden muss. Bei heiklen Produkten An-bringung eines Abriebfanges. Gleitringdichtungen arbeiten fast rei-bungsfrei. 4.2.3 Gefäßboden Hängt weitgehend vom Innendruck ab, und ob das Rührgefäß am Boden aufsitzt, abgestützt wird oder in das Untergeschoß hineinhängt. Große Rührkessel hängen meist in das Untergeschoß.

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 11 von 21
Flachboden Klöpperboden Kegelboden Kugelboden VT: NT: Pratzen Meist 4 Stück, bei leichten Behältern manchmal auch nur 2 Stück. Bei dünn-wandigen Gefäßen müssen Verstärkungen eingebaut werden (Gefahr des Ausbeu-lens)
Füße Bestehen aus Rundstahl oder aus Profi-len. Werden meist an die Wand oder un-ter den Boden geschweißt. Bei dünnen Blechen ist ebenfalls wieder eine Ver-stärkung notwendig. Abschluss nach unten ist ein Flansch, der mit dem Boden verschraubt wird.(Ankerschrauben)
4.3 Rührer Werkstoffe: a) Stahl b) emaillierter Stahl (für Säuren und Laugen). Bei Schlag besteht die Gefahr des Abspringens des Emails, ebenso bei Temperaturschock. c) emaillierter Grauguss (Email haftet besser) d) Hartporzellan (für aggressive und heiße Medien) e) Kunststoff und Kunststoffüberzug mech. Beanspruchung: a) auf Biegung und Torsion (Vergleichsspg.) b) auf max. Verdrehung c) Biege- und Torsionsschwingungen d) Lagerung Trombenbildung: Durch den Rührer baut sich eine Trombe auf. Die Oberfläche einer Flüssigkeit steht immer normal auf die resultie-rende Oberflächenkraft.

_______________________________________________________________________________________________Seite 12 von 21
APA-Stoffvereinigung.doc
Rührerarten, Kennwerte und Einsatzgebiete Ankerrührer Rührer mit der Innenkontur des
Behälters. Enger Spalt zwischen Rührer und Wand Gute Wärmeübertragung d/D = 0,9 bis 0,95 v = 0,5 bis 5 m/s Mischen mit Heizen bzw. Kühlen
Scheibenrührer Rührer mit starker radialer Ab-strömung und Umwälzwirkung.
d/D = 0,2 bis 0,35 v = 3 bis 6 m/s Mischen, Suspendieren, Bega-sen
Gitterrührer Sonderform des Ankerührers mit Gittern. Verbesserte Rührwir-kung im Behälterinnenraum.
d/D = O,9 bis 0,95 v = 0,5 bis 8 m/s Mischen mit Heizen bzw. Kühlen
Schrägblattrührer Rührer mit radialer und axialer Abströmung, starke Umwälzwir-kung
d/D = 0,2 bis 0.5 v = 3 bis 10 m/s Mischen, Suspendieren. Homo-genisieren
Kreuzbalkenrührer Einfacher Rührer mit gerin-
ger bis mittlerer Rührleistung.
d/D = O,6 bis O,8 v = bis 8 m/s Mischen
Propellerrührer Schnellaufender Rührer mit starker axialer Abströmung und starker Umwälzwirkung
d/D = 0,1 bis 0,5 v = 2 bis 15 m/s Homogenisieren, Suspendieren
Gegenstromrührer Energiesparender Rührer
mit guter axialer und radialer Rührwirkung.
MIG Mehrstufen-Impuls-Gegenstrom d/D = 0,5 bis 0,7 v = 1,5 bis 8m/s Mischen mit Heizen/Kühlen Suspendieren, Homogenisieren
Zahnscheibenrührer Schnellaufender Rührer mit überwiegend axialer Abströ-mung
d/D = 0,2 bis 0,5 v = 10 bis 30 m/s Homogenisieren, Begasen, Suspendieren
Impellerrührer Rührer mit drei rückwärts gebo-
genen Schaufeln für Flüssigkei-ten mit mittlerer Viskosität
d/D = 0,4 bis 0,7 v = 4 bis 12 m/s Mischen, Suspendieren
Wendelrührer Langsam rotierender Rührer für hochviskose Flüssigkeiten, gute axiale Umwälzung
d/D = 0,9 bis 0,95 v = 0,5 bis 1 m/s Mischen hochviskoser Medien
Blattrührer Rührer mit einfachen oder ge-
kreuzten Blechblättern für Flüs-sigkeiten mit niedriger Viskosität
D/d = 1,5 bis 3
Balkenrührer Rührer mit einfachen oder ge-kreuzten niedrigen dickeren Blechblättern für Flüssigkeiten mit mittlerer Viskosität

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 13 von 21
v = 0,5 bis 3 m/s Mischen, Suspendieren
D/d = 1,2 bis 3 v = 1 bis 4 m/s Mischen, Suspendieren
Erläuterungen: D = Behälterdurchmesser, d = Rührerdurchmesser, v = Rührerumfangsgeschwindigkeit Der Trend geht zu schnellaufenden Rührern (n = 200 bis 2000/min), die große Füssigkeitsmengen pro Zeiteinheit erfassen Die Rotation der Flüssigkeit bedingt keine gute Rührwirkung. Um die Rührwirkung zu verbessern und Trombenbildung zu verhindern, werden vielfach Strombrecher eingebaut.
b/D = 1/10 4 bis 6 Stück NT: -höherer Energieaufwand
b
-höherer Materialaufwand -Verkrustungsgefahr -erschwerte Reinigung -schwierige Anbringung bei emailierten Behältern
MIG
Um Trombenbildung zu vermeiden kann der Rührer auch aussermittig oder schräg angebracht werden. Die seitliche Anbringung erfordert eine sehr gute Abdichtung, und wird meist nur zum Umwälzen verwendet.
4.4 Berechnung 4.4.1 Heizen und Kühlen a) Aufheizen mit kondensierendem Sattdampf

_______________________________________________________________________________________________Seite 14 von 21
In der Zeit dt aufgenommene Wärmemenge: dQ = (mst.cst + mf.cf).dT Wärmekapazität des Rührbehälters mit Inhalt: C [kJ/K]
C = ∑(mi.ci) dQ = C.dT
Durchgehende Wärmemenge durch eine Wand: Q. = k.A.∆T = dQdt
Q. = k.A.∆T.dt = C.dT ∆T = Ts - T
C.dT
T - T = k.A.dt Integrieren von 1 auf 2 s
(Heizbeginn bis Heizende)
ln TS - T1TS - T2
= k.AC t t2 - t1 = t
Aufheizzeit t = C
k.A ln TS - T1TS - T2
da sich cf und cst kaum mit der Temperatur ändern gilt: Q = C.∆T12 t [sec] Aufheizzeit A [m²] Heizfläche ∆T12 = T2 - T1 b) Kühlen mit Kühlwasser
Wenn die Differenz zwischen Kühl-wassereintritts- und Kühlwasseraus-trittstemperatur gering ist, kann mit einer Mitteltemperatur Tm ge-rechnet werden.
Tm = T´ + T´´
2
t = C
k.A ln T1 - TmT2 - Tm
c) Aufheizen mit Heißdampf
Bei geringen Temperaturdiffe-renzen erfolgt die Rechnung analog:
APA-Stoffvereinigung.doc
t = C
k.A ln Tm - T1Tm - T2

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 15 von 21
Ist die Temperaturerhöhung be-trächtlich, so erfolgt die Rechnung nach Ma 1 bis Ma 6 Dabei ist für die Rechnung des Wärmeüberganges rührerseitig die modifizierte Reynoldszahl ReM zu verwenden (mit dem Behälter� D in der Nusseltzahl)
4.4.2 Leistungsberechnung Erfolgt mit Hilfe dimensionsloser Kennzahlen, die aus Modellversu-chen ermittelt werden
ReM = n.d²ν P = Ne.ρ.d5.n3
Ne Newtonzahl ReM modifizierte Reynoldszahl n [U/s] Drehzahl d [m] Rührerφ ν [m²/s] kinem. Zähigkeit P [W] theoretisch erforderliche Antriebsleistung ρ [kg/m3] Dichte der Flüssigkeit (Suspension) Man errechnet ReM und liest dann aus dem beigelegten Diagramm Ne ab (beim gewählten Rührertyp). Zum errechneten Wert kommen dann noch Wirkungsgrad- und Reibungsverluste dazu. Auch die Anfahrleistung sollte berücksichtigt werden. 4.4.3 Rührzeit Die Rührzeit ist abhängig von -Drehzahl -Auflösungszeit -Reaktionszeit -Behältervolumen Die Umwälzzeit muss auf jeden Fall kleiner als die notwendige Auf-heiz- oder Abkühlzeit sein.

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 16 von 21
Das Fördervolumen des Rührers ist proportional n und d3
V. = f.n.d3 f Faktor, abhängig vom Medium und
Rührertyp
t = V
V. Umwälzzeit
Beispiel Rührkessel (φD 1,2 m, s= 5 mm) mit 1,8 m³ Wasser gefüllt, soll von 20° auf 80°C aufgeheizt werden. Als Heizmedium dient Satt-dampf mit 1,5 bar (αa = 2000 W/m2.K) Scheibenrührer (φd 0,4 m und Höhe h = 40 mm), Drehzahl 120/min Rührkesselwand: λSt = 50 W/m.K cp,St = 0,47 kJ/kg.K s = 5 mm Verwende Wärmeatlas [Ma 1 - 6] und Stoffwerte des Wassers ges.: a) Aufheizzeit b) benötigte Wärmemenge c) Dampfverbrauch (kg/h) d) NW des Dampfzulaufrohres (wd = 30 m/s) e) Leistung des Rührers (η = 0,8), wobei für Reibung und
Sicherheit ein Zuschlag von 50% zu nehmen ist f) Umwälzzeit (f = 0,6)
αiαa
Q
φD
H
φd h
Es gibt drei Möglichkeiten zum Ermit-teln von α: a) α einmal bei 20° und einmal bei 80°
und dann den Mittelwert α- bilden
b) aus den Mittelwerten der Stoffwerte
jeweils bei 20° und bei 80°C c) man bildet α bei der mittleren Tem-
peratur (hier 50°C) und den dazuge-hörigen Stoffwerten
Wir rechnen in diesem Beispiel mit den Mittelwerten der Stoffwerte (b)!
Stoffwerte: (aus Tabellen)
T λ Pr η ν ρ cp
[°C] [W/m.K] [-] [kg/m.s] [m²/s] [kg/m³] [kJ/kg.K]
Wasser 20°C 0,604 6,94 10-3 10-6 998,3 4,182

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 17 von 21
80°C 0,670 2,20 3,51.10-4 3,61.10-7 971 4,196
Dampf 1,5 bar
111°C 12,42.10-6 0,5974
Verdampfungswärme bei 50° für Wasser: r = 2382,6 kJ/kg
5 KOMPAKTIEREN Wird dann verwendet, wenn sich feinkörnige, pulvrige Feststoffe und Gemenge für ein weiteres Verarbeiten oder als Endprodukt nicht verwenden lassen.
5.1 Agglomerieren (Granulieren) Zusammenballen zu unregelmäßigen Formen und Stücken a) Pelletieren Erzeugen von Kugeln (Pellets) mit einem Durchmesser von 0,5 - 20 mm Das Pulver wird benetzt und gleichzeitig gerollt. Verwendet werden Pelletierteller und -Trommeln Anwendung für: Baustoffe (zB. Leca), Katalysatoren, Düngemittel, Zement, Erz ....etc. Anschließend wird meist noch gebrannt um die Festigkeit zu erhöhen. b) Sintern Erhitzen feinkörniger, schmelzbarer Stoffe bis nahe an den Schmelzpunkt. Die Moleküle an der Oberfläche treten in Wechsel-wirkung und backen zusammen. (Genaue Temperaturkontrolle erforder-lich) Apparate: Drehrohrofen, Sinterpfanne, Sinterbänder (vorwiegend für Erze und die Glas und Keramikindustrie)
5.2 Formgeben Umformen zu einer bestimmten, vorgegebenen Form a) Pressen Brikettieren, Tablettieren und Strangpressen mittels Extruder-schnecken (Kunststoffe) und Kolbenpressen (z.B.: für Profile). b) Pulvermetallurgie Zuerst Formgeben mittels Pressen zu einer kreideähnlichen Sub-stanz, und anschließendem Sintern. Manchmal ist nach dem Sintern ein Nachpressen (Kalibrieren) .bzw. ein Nachsintern erforderlich um die Genauigkeit zu steigern (bis auf 0,01 mm).

_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 18 von 21
Anwendung: Sintermetalle, Keramik (Fritten, Raumfahrt), Hochvakuum-technik (Reinstmetalle), Verbindung hochschmelzender Metalle (W, Ta, Ni), Metall-Nichtmetall-Verbindungen (zB. Cu-Graphit, Hartmetalle). Anwendung erst ab einer gewissen Stückzahl!
_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 19 von 21
6 KONTROLLFRAGEN GRUNDLAGEN 1 Was ist das Ziel der mechanischen Stoffvereinigung? 2 Wie nennt man die Vereinigung flüssig-flüssig ? / 3 Was ist ein Dispersionsmittel ? Was ist die disperse Phase ? 4 Was ist eine echte Lösung ? Was ist eine kolloide Lösung ? 5 Was ist eine Suspension ? Was ist eine Emulsion ? 6 Zweck der mechan. Stoffvereinigung : KNETEN 1 Was ist Kneten? 2 Anwendung des Knetens : 3 Einteilung der Kneter (Stammbaum) 4 Skizze und Beschreibung der einzelnen Kneter 5 Nachteilig beim Kneten wirken sich der hohe .................
und die entstehende .................. aus. 6 Die Scherwirkung beim Kneten wird häufig durch ........ ver-
stärkt. MISCHEN 1 ............... und ................. helfen beim Mischen
zweier Gase. 2 Problem der Mischzeit in der Technik ? 3 Nennen Sie Gasmischer : 4 Skizze und Beschreibung der einzelnen Brenner : 5 Einteilung des Mischens von Gasen mit Flüssigkeiten :
(Stammbaum) 6 Skizze und Beschreibung eines Gaslösers : 7 Skizze und Beschreibung eines pneumat. Rührkessels : 8 Warum müssen Gasblasen beim Mischen verkleinert werden ? 9 Detailskizze eines Hohlrührers + Einbau im Behälter, wenn das
Gas aus diesem angesaugt werden soll : 10 Welche Faktoren sind neben den Rührwerksdaten für die Berech-
nung eines Hohlrührers wichtig : 11 Skizze und Beschreibung eines Absorptionsturms : 12 Welche Verfahren werden zum Mischen von Gasen mit Feststoffen
angewandt? Weiterer Vorteil dieser Verfahren ? 13 Skizze und Beschreibung einer pneumat. Druckförderanlage und
Detailskizze der Zudosieranlage 14 Pneumat. Fördern: Angaben über Beladung, Geschwindigkeit und
Teilchengröße. 15 Wovon hängt der Druckverlust einer pneumat. Förderanlage ab :
(detailliertere Angaben) 16 Die Schwierigkeiten beim Feststoffmischen nehmen zu, je ...... 17 Einteilung der Feststoffmischer : 18 Wofür werden pneumat. Mischer besonders verwendet ? 19 Einteilung der Freifallmischer : 20 Skizze und Beschreibung der einzelnen Mischer:
_______________________________________________________________________________________________APA-Stoffvereinigung.doc Seite 20 von 21
RÜHREN 1 Welche Strömungsarten erzeugen die einzelnen Rührer 2 Skizze eines Abriebfangs : 3 Skizze und Beschreibung der einzelnen Rührertypen 4 Welche Hauptaufgaben hat ein Rührer ? 5 Wie werden die Rührer eingeteilt ? (Stammbaum) 6 Skizze eines Heizmantels: 7 Skizze eines Rührkessels und mögliche Führung der Rohrschlangen 8 Wie können Rohrschlangen an der Rührkesselwand angeschweißt wer-
den? (Vor- und Nachteile)? 9 Skizze eines Rührkessels samt Detail für Abdichtung der Welle : 10 Skizze der Gefäßbodenformen : 11 Woraus werden Rührer hergestellt ? 12 Wodurch kann Trombenbildung verhindert werden ? 13 Nachteil der Strombrecher: (4 Angaben) 14 Verhältnis der Breite der Strombrecher zum Kesseldurchmesser ? 15 Mit welchem Rührertyp kann gleichzeitig auch begast werden? 16 Wie können Rührer in Behältern angebracht werden (Skizze dazu): 17 Formel für die Rührerleistung: (Dimensionen angeben!) 18 Formel für die Reynoldszahl beim Rührer (Dimensionen angeben!) 19 Formel für das Fördervolumen beim Rührer: (Dimensionen angeben!) 20 Wie groß muss die Drehzahl beim Rührer mindestens sein? 21 Skizze eines Diagramms Rührzeit-Drehzahl : 22 Wovon hängt die Rührzeit hauptsächlich ab ? DOSIEREN UND KOMPAKTIEREN 1 Was ist Dosieren? 2 Nennen Sie kontinuierliche Dosierer : 3 Skizze und Beschreibung der einzelnen Dosierer samt Regelung 4 Nennen Sie diskont. Massendosierer : 5 Wann wird Kompaktieren angewandt ? 6 Was ist Agglomerieren ? 7 Was ist Pelletieren ? 8 Skizze und Beschreibung eines Pelletiertellers. Für welche
Stoffe 9 Was ist Sintern ? 10 Apparate für das Sintern : 11 Einteilung des Pressens : 12 Anwendung der Pulvermetallurgie 13 Was ist Granulieren ?