metrología dimensional i · de medidas y unidades; la humanidad comenzó a necesitar mejores...
TRANSCRIPT

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 1
Metrología Dimensional I
CONTENIDO
INTRODUCCIÓN .................................................................................................................................. 2
1. Breve Historia de la Metrología ....................................................................................................... 3
1.1 Evolución de la Medición de Longitud........................................................................................ 4
1.2 Clasificación de la Metrología .................................................................................................... 6
1.3 Campos de aplicación de la metrología dimensional industrial................................................... 8
1.4 Conceptos Básicos de Metrología .............................................................................................. 9
1.5 Diseminación de la Exactitud y Trazabilidad ............................................................................. 15
2. Errores de Medición ..................................................................................................................... 16
2.1 Principales causas de los errores en la medición ..................................................................... 17
2.2 Tipos de Errores ...................................................................................................................... 18
2.2.1 Errores Humanos .............................................................................................................. 18
2.2.2 Errores Debidos a las Condiciones Ambientales ............................................................... 22
2.2.3 Errores por el instrumento o equipo de medición ............................................................. 23
3. Instrumentos Básicos para Medir Longitud .................................................................................... 24
3.1 Calibradores ............................................................................................................................ 24
3.2 Micrómetros ........................................................................................................................... 28
3.3 Indicadores ............................................................................................................................. 29
3.4 Bloques patrón ....................................................................................................................... 31
4. Particularidades de la Calibración ................................................................................................. 36
4.1 Conceptos ............................................................................................................................... 36
4.2 Requisitos indispensables para la calibración .......................................................................... 37
4.3 Determinación de los periodos recomendables para la calibración ......................................... 38
4.4 Registro de las calibraciones .................................................................................................... 42
5. Calibración de Instrumentos Dimensional ................................................................................. 42
6. Bibliografía ................................................................................................................................ 42
Tema 1. Breve Historia de la Metrología................................................. ¡Error! Marcador no definido.
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 2
Metrología Dimensional I
INTRODUCCIÓN
La percepción inicial de la metrología deriva de su etimología del griego metros medida y logos tratados, concepto que debe ser casi tan antiguo como el ser humano: “tengo nada”, “tengo mucho” expresiones que reflejan una comparación muy primitiva pero que perdura en la raza humana bajo muchos aspectos, al punto que actualmente podemos decir que la metrología es la ciencia de las mediciones y que medir es comparar con algo (unidad) que se toma como base de comparación. Los primeros acontecimientos que registra la historia acerca de la medición de longitud, son aquellos que se refieren a medidas antropomórficas, esto es, se utilizaba la medida de la longitud de cualquier parte del cuerpo humano para tener idea aproximada de las dimensiones de los objetos. De aquella época viene la noción de dígito que se refiere al ancho del dedo medio de la mano, otro ejemplo es la pulgada cuya principal característica es ser el grosor del dedo pulgar. En la actualidad nuestra civilización está basada ampliamente en el uso de la maquinaria y la tecnología en general, la metrología dimensional tiene un amplio campo de aplicación dentro de la industria, En la práctica, lo que realmente medimos es la distancia o separación entre dos puntos. Se estima que un 80% de las mediciones hechas en la industria tienen que ver con desplazamiento y por lo tanto con longitud. El metrólogo (cualquiera que realice actividades de metrología es metrólogo), recaba datos que obtuvo por medio de observación de los eventos que está analizando, estos datos son procesados y al final toma decisiones que ayudan a obtener productos con calidad. Por lo anterior se vuelve indispensable que el metrógolo tenga la certeza de que los datos que recabó son confiables, esto lo puede lograr teniendo los instrumentos adecuados, condiciones ambientales controladas, métodos de medición establecidos y sobre todo que el factor humano tenga la capacitación suficiente sobre temas de metrología. El presente curso forma parte de capacitación técnica especializada del CRODE CELAYE, pretende ser una ayuda para el personal que están involucrados dentro de la metrología dimensional, el curso consta de cinco capítulos, en el primero se abordan temas que llevan al participante a conocer la evolución y los conceptos básicos de la metrología dimensional lo que le permitirá obtener un mejor aprovechamiento del curso. En el capítulo 2 los temas van enfocados a conocer los diferentes tipos de errores y la manera de minimizarlos. En el capítulo 3 lo que buscamos es que el metrólogo conozca y utilice de manera correcta los instrumentos básicos de metrología dimensional para lograr una medición de calidad. En el capítulo 4, se describen el preámbulo para realizar las calibraciones así como los tiempos recomendados entre calibraciones. Por último en el capitulo cinco se describen los procedimientos de calibración de los instrumentos básicos de metrología dimensional. El objetivo general de este curso es saber manipular e interpretar los resultados de los instrumentos de medición tales como, bloques patrón, calibradores, indicadores y micrómetros, para realizar mediciones y/o calibraciones, así como considerar los errores del instrumento y las condiciones ambientales como variables de influencia que afectan el resultado de medición.
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 3
Metrología Dimensional I
1. Breve Historia de la Metrología
Los primeros hombres sin duda dedicaban la mayor parte de su tiempo a luchar por su supervivencia. Sin embargo, no paso mucho tiempo para que las sociedades primitivas necesitaran “medidas rudimentarias” para muchas actividades comunes como: construir viviendas de un tamaño y forma apropiados, ropa, el trueque de alimentos o materias primas. Los pesos y las medidas estaban entre las herramientas más tempranas inventadas por el hombre. El hombre empezó a tener en su propio cuerpo y en sus alrededores naturales, las primeras referencias de medida, algunos expedientes babilónicos, de Egipto y la Biblia señalan que la longitud fue medida con el antebrazo, la mano o el dedo, así como las unidades de tiempo se basaban en los periodos del sol y la luna. Cuando era necesario comparar las capacidades o pesos se contaba con recipientes los cuales eran llenados con semillas. Un ejemplo es el quilate. El término proviene de la antigua palabra griega Keration, que significa algarrobo, porque las semillas de ese fruto eran utilizadas en la antigüedad para pesar joyas y gemas debido a la uniformidad del peso entre semillas. Cuando los árabes adoptaron esta unidad de masa el nombre se deformo a quirat y los españoles al adoptarla la deformaron a quilate. Actualmente un quilate equivale a la quinta parte de un gramo, esto es 200 miligramos. Con los primeros sistemas de medida surgieron una gran cantidad de problemas, el solo hecho de asociar a los objetos físicos con los números constituyó establecer los primeros pasos hacia las matemáticas, una vez que el paso de asociar números a los objetos físicos se haya hecho, llega a ser posible comparar los objetos contra los números asociados, lo cual conduce al desarrollo de métodos de trabajo con números. En el año 400 A.C. Atenas tenía un gran centro comercial, en esa época y en esa zona se establecieron por ley “referencias” de medida que las hicieron obligatorias para la comercialización, si se encontraba una medida la cual no estaba conforme a la referencia establecida, se confiscaba y se destruía (actualmente a esto se le conoce como metrología legal). En esas épocas cada pueblo tenía sus propias medidas de longitud, por lo que los valores de las medidas locales no podían compararse con los de otros pueblos. Cuando la tecnología comenzó a desarrollarse y el comercio entre los diferentes países floreció, se hizo necesario unificar los sistemas de medidas y unidades; la humanidad comenzó a necesitar mejores formas de medición y patrones de medida más confiables. Los científicos de esas épocas empezaban a preguntarse ¿Cómo idear un sistema de medidas universal? ¿Qué hacía falta definir? por ejemplo, una unidad de distancia que no dependiera de cosas tan variable y fortuitas como el tamaño del pulgar del que mide, o del pie del rey en turno. Es en el año de 1790 fue cuando la Asamblea Nacional Francesa encargó a la Academia de ciencias diseñar un sistema de unidades simple, “deduce un estándar invariable para todas las medidas y todos los pesos”. El proceso culminó en la proclamación el 22 de junio de 1979 del sistema métrico con la entrega a los Archivos de la República de los patrones del metro y el kilogramo, confeccionado en aleación de platino, presenciados por funcionarios del gobierno francés y de varios países invitados y muchos de los más renombrados sabios de la época. El sistema métrico decimal entro en vigor durante la Revolución Francesa. Su nombre viene de lo que fue su unidad base: el metro, en francés mètre derivado a su vez del griego metron que significa medida, y del uso del sistema decimal para establecer múltiplos y submúltiplos.
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 4
Metrología Dimensional I
Los metrólogos siguen muy activos y son importantes los cambios y mejoras que se dan en todos los aspectos relacionados con mediciones. La creciente colaboración entre metrólogos de diversos países está, por su parte, ayudando a crear enfoques y formas de trabajo aceptados a nivel internacional. Los métodos uniformes de medición se han establecido para que todos podamos trabajar sobre la base de una misma magnitud o unidad conocida y asegurar que los resultados de toda calibración, verificación y ensayo, en cualquier laboratorio o empresa, garantice la compatibilidad y la calidad. En la actualidad, en consonancia con el enfoque global, cada vez son más los países que están adoptando por ley el Sistema Internacional de Unidades (SI), basado en el sistema métrico decimal, con la consiguiente adopción de los patrones y técnicas de medición correspondientes. Cuarenta y ocho naciones han suscrito el Tratado de la Convención del Metro, en el que se adoptó el Sistema Internacional de Unidades (SI). La convención otorga autoridad a la conferencié Générale des Poids et Mesures (CGPM; Conferencia General de Pesas y Medidas) al Comité International des Poids et Masures (CIPM; Comité Internacional de Pesas y Medidas), y al Bureau International des Poids et Mesures (BIPM; Oficina Internacional de Pesas y Medidas), para actuar a nivel internacional en materia de metrología. La CGPM está constituida por representantes de los países miembros y se reúne cada año en parís Francia; en ella se discuten y examinan los acuerdos que aseguran el mejoramiento y diseminación del Sistema Internacional de Unidades; se validan los avances y los resultados de las nuevas determinaciones metrológicas fundamentales y las diversas resoluciones científicas de carácter internacional y se adoptan las decisiones relativas a la organización y desarrollo del BIPM. Para asegurar la unificación mundial de las mediciones físicas, el BIPM:
Establece los patrones fundamentales y las escalas de las principales magnitudes físicas.
Efectúa y coordina las determinaciones relativas a las constantes físicas.
Conserva los prototipos internacionales.
Coordina las comparaciones de patrones mantenidos en los laboratorios nacionales de
metrología.
Asegura la coordinación de las técnicas relacionadas con las mediciones.
La vida ha demostrado que cualquier intercambio económico requiere de producciones o servicios con calidad confiable es decir se necesita respaldo metrológico reconocido para que cualquier producto y/o servicio sea aceptado, para lograr esto se necesita de servicios metrológicos especializados, que cuenten con sistema de calidad que demuestren la competencia técnica de los laboratorios de calibración.
1.1 Evolución de la Medición de Longitud
La medición de longitud o determinación de una distancia, se utiliza en mediciones dimensionales tales como: áreas, volúmenes, capacidades, rapidez, velocidad y redondez. La longitud esta incluso presente en la definición de las unidades llamadas no dimensionales como son el radián y estereorradián para medir ángulos. En general podríamos decir que es de uso en toda determinación de la forma de un objeto. Muchos campos de la actividad humana requieren mediciones dimensionales: los catastros que determinan la propiedad y uso de la tierra, la construcción y mantenimiento de caminos, carreteras, calles y avenidas, la construcción de viviendas, la industria manufacturera de todo tipo, las máquinas herramientas y muchos otros aspectos comerciales. Quizás donde se ve más aplicación de buenas mediciones de longitud es en la industria manufacturera, la industria del vestido, de muebles,

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 5
Metrología Dimensional I
automotriz, aparatos electrodomésticos, de instrumentos científicos y médicos, de equipo electrónico y muchas otras. Intuitivamente todos conocemos lo que es longitud, la práctica, lo que realmente medimos es la distancia o separación entre dos punto. Se estima que un 80% de las mediciones hechas en la industria tienen que ver con desplazamiento y por lo tanto con longitud. Historia de la unidad de medida de longitud Originalmente el metro se definió como la diez-millonésima parte de la longitud de un cuadrante del meridiano terrestre e inicialmente se determinó midiendo un arco del meridiano entre Dunkerque en Francia y Barcelona en España, ciudades ambas a nivel del mar; sobre esta base se construyo en 1799 el llamado Mètre des Archives, primera materialización del metro. Posteriormente al establecimiento del “Tratado del Metro” en 1875, una copia de este prototipo se construyo en 1889 como el metro prototipo internacional. Este metro prototipo (una barra de iridio – platino) que aún se conserva en Paris, se consideraba estable y preciso, al igual que sus copias y se utilizo hasta 1960, fecha en la cual fue remplazado por una definición basada en la longitud de onda de cierta línea espectral naranja de la luz emitida por el isótopo 86 de krypton. En la 17ª conferencia General de Pesas y Medidas de 1983 se modifico a la definición actual, la cual está relacionada con la velocidad de la luz en el vacío (299 792 458 metros por segundo). Breve cronología en el desarrollo de la definición del metro 1664.- Huygens intenta utilizar el periodo de una oscilación el cual Galileo había descubierto era constante, como el patrón de longitud. Sin embargo luego se dio cuenta que este periodo era afectado por la masa de la cuerda, la posición del centro de la masa de la esfera, el aire arrastrado y el desgaste de la cuerda. Estos movimientos atenuaban el movimiento del vaivén del péndulo y en consecuencia este sistema no pudo llevarse a la práctica. 1670.- El escolástico Francés Mouton propuso usar la diezmillonésima parte del cuadrante terrestre como el patrón de longitud. 1791.- Un comité designado por el gobierno francés determino que la nueva unidad de longitud, que era la diezmillonésima parte del cuadrante terrestre que va por el polo norte a la línea del Ecuador se llamara metro. No obstante tuvieron que pasar 120 años desde la propuesta original hasta su introducción oficial. 1799.- Fue elaborada una barra de platino de 1 metro de longitud y su sección transversal era de 25,3 mm por 4 mm. Sobre esta barra se grabó la leyenda metro de archivo. 1876.- Empezó a fabricarse y reproducirse el prototipo del metro para las naciones que firmaron el Tratado Internacional de Pesas y Medidas, con sede en Sèvre Francia. Estos prototipos se componían de 90% de platino y 10% de iridio. Estos prototipos eran 1020 mm de largo con forma de X en su sección transversal con distancia entre líneas de 1 mm. 1889.- Se designa al prototipo No. 6 como el prototipo internacional del metro por ser el más semejante al metro de archivo.
La unidad de longitud es el metro (símbolo m) que se define como la longitud de la trayectoria recorrida por la luz en el vacío durante un intervalo de tiempo de 1/299 792 458 de segundo

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 6
Metrología Dimensional I
1927.- En la séptima Conferencia Internacional de Pesas y Medidas se define al metro como: la
longitud de onda de la luz roja del cadmio (Cd) equivalente a 0,64384696 m a una temperatura de 15ºC y una presión atmosférica de 760 mm de Hg. 1957.- Se propone adoptar la longitud de onda en el vacío de la luz emitida por la transición entre dos niveles de energía del Kr. 1960.- Se acepta y aprueba la propuesta y se decide definir el metro como: un metro es igual a 1 650 763,73 veces la longitud de onda de una luz emitida por la transición entre los niveles de energía del Kr. Esta debe ser medida en el vacío en cumplimiento a la decisión de la Conferencia Internacional de Pesas y Medidas. 1983.- Se define al metro, en la Conferencia General de Pesas y Medidas como: la longitud de la trayectoria recorrida por la luz en el vacío, durante un lapso de 1/299 972 458 de segundo.
1.2 Clasificación de la Metrología
La metrología es la ciencia de las mediciones y es la base para el desarrollo científico y tecnológico de cualquier civilización, cada descubrimiento en la ciencia genera una nueva forma de ver las cosa esto nos lleva a que el campo de la metrología siempre este en expansión. El nivel de la ciencia metrológica de un país es la prueba más verídica de su desarrollo tecnológico. La tecnología de la producción actual no podría ser creada sin la metrología. Para lograr eso se requiere de un sistema que incluye a las normas metrológicas reconocidas internacionalmente, así como los instrumentos de medición que permitan mantener la exactitud de estas reglas. La metrología de acuerdo a su función se clasifica en:
Metrología Legal
Es la encargada de las unidades, instrumentos y métodos de medición relacionados con los requisitos técnicos y legales, que tienen por objeto asegurar mediciones exactas, que garanticen la transparencia y equidad en las transacciones comerciales y asegurar la integridad física del consumidor de bienes y servicios. En México, la entidad responsable de la actividad de Metrología Legal es la Secretaría de Económica, a través de la Dirección General de Normas. Así mismo la Procuraduría Federal del Consumidor (PROFECO), entidad gubernamental que entre sus funciones está la de atender la problemática en cuanto a instrumentos de medición utilizados en las transacciones comerciales.
Figura 1. Patrón Nacional del Metro.

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 7
Metrología Dimensional I
Metrología Científica
Es la encargada de desarrollar las unidades del Sistema Internacional de Unidades de Medida y del mantenimiento de estás, además, de mantener los patrones nacionales, su trazabilidad y transferencia, a fin de garantizar el mínimo error en la evaluación de instrumentos; también se enfoca al desarrollo de nuevos patrones y tecnologías. En México la entidad responsable de la actividad de metrología científica es el Centro Nacional de Metrología (CENAM). En el ámbito internacional la metrología científica es regida por el Buró Internacional de Pesas y Medidas (BIPM)
Metrología Industrial
Es la encargada de garantizar la confiabilidad de los instrumentos de medición que se utilizan en los procesos industriales y en el aseguramiento de la calidad en la producción de bienes y servicios.
En México la metrología Industrial la aplica la industria, el comercio y la comunidad. La metrología industrial se divide para su aplicación, de acuerdo al tipo de técnica de medición teniendo de esta manera, entre otras las siguientes: Metrología Geométrica (dimensional)
Metrología eléctrica
Metrología térmica

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 8
Metrología Dimensional I
Metrología química
Metrología fotométrica
Metrología de presión
Metrología acústica
Metrología de tiempo y frecuencia.
La metrología geométrica generalmente estudia los procesos para determinar magnitudes lineales y angulares así como la evaluación de características como redondez, paralelismo, concentricidad y coaxialidad.
1.3 Campos de aplicación de la metrología dimensional industrial
El campo de la metrología dimensional es muy amplio, sin embargo podemos clasificarla en cuatro grupos dentro de los cuales se encuentran los diferentes tipos de mediciones que se realizan, tabla 1.
Campo de aplicación de la metrología Dimensional
Longitudes Exteriores Interiores Profundidades
Ángulos
Cualesquiera
Superficie
Acabado superficial
Formas y posiciones
Formas por elementos aislados
Rectitud Planitud Circularidad Forma de una línea Forma de una superficie
Orientación por elementos asociados
Paralelismo Perpendicularidad Inclinación
Posición por elementos asociados
Localización de un elemento Concentricidad Coaxialidad
Medición de parámetros
La inspección de una pieza cae dentro de la metrología geométrica que comúnmente se denomina dimensional y tiene como objetivo determinar si cualquier pieza cumple con las especificaciones establecidas para la misma, según se indique. Tolerancias geométricas, es el término general aplicado a la categoría de tolerancias utilizadas para controlar formas, perfiles, orientación, localización y cabeceo. Los instrumentos de medición geométrica pueden clasificarse según el tipo de medición que se realicen, esto es en instrumentos de medición directa e instrumentos de medición indirecta.
Tabla 1. Campo de aplicación de la metrología
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 9
Metrología Dimensional I
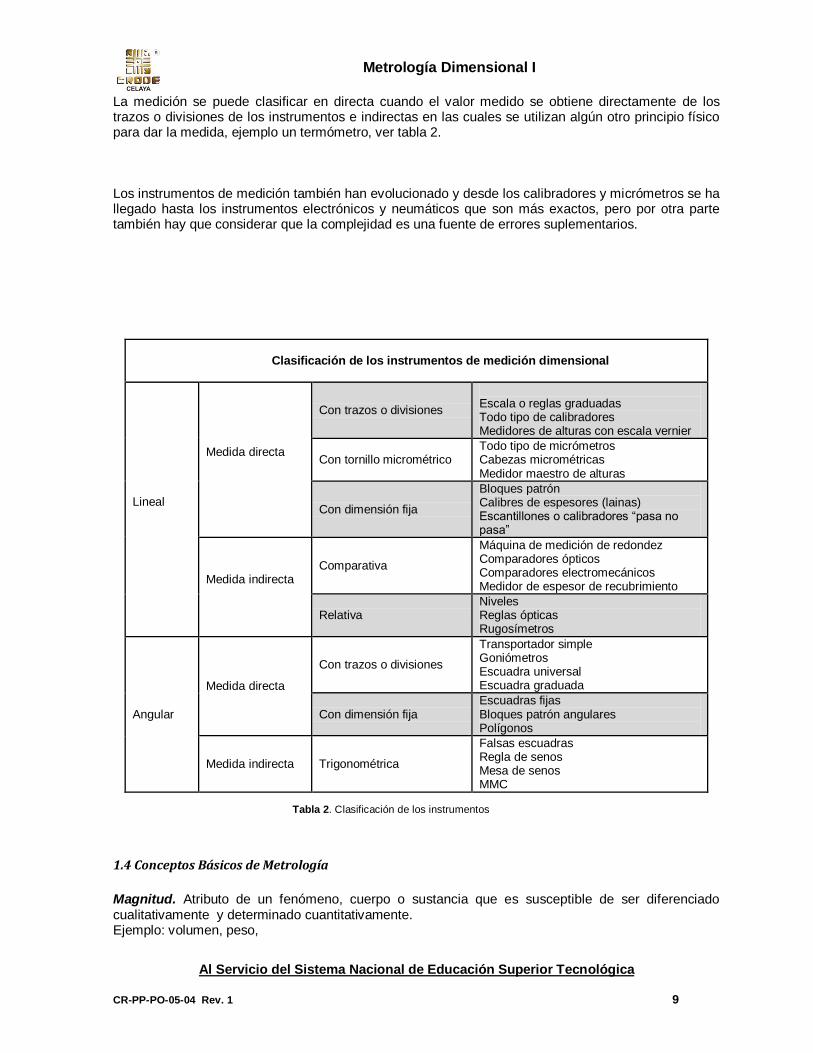
La medición se puede clasificar en directa cuando el valor medido se obtiene directamente de los trazos o divisiones de los instrumentos e indirectas en las cuales se utilizan algún otro principio físico para dar la medida, ejemplo un termómetro, ver tabla 2. Los instrumentos de medición también han evolucionado y desde los calibradores y micrómetros se ha llegado hasta los instrumentos electrónicos y neumáticos que son más exactos, pero por otra parte también hay que considerar que la complejidad es una fuente de errores suplementarios.
Clasificación de los instrumentos de medición dimensional
Lineal
Medida directa
Con trazos o divisiones
Escala o reglas graduadas Todo tipo de calibradores Medidores de alturas con escala vernier
Con tornillo micrométrico
Todo tipo de micrómetros Cabezas micrométricas Medidor maestro de alturas
Con dimensión fija
Bloques patrón Calibres de espesores (lainas) Escantillones o calibradores “pasa no pasa”
Medida indirecta Comparativa
Máquina de medición de redondez Comparadores ópticos Comparadores electromecánicos Medidor de espesor de recubrimiento
Relativa Niveles Reglas ópticas Rugosímetros
Angular
Medida directa
Con trazos o divisiones
Transportador simple Goniómetros Escuadra universal Escuadra graduada
Con dimensión fija Escuadras fijas Bloques patrón angulares Polígonos
Medida indirecta Trigonométrica
Falsas escuadras Regla de senos Mesa de senos MMC
1.4 Conceptos Básicos de Metrología
Magnitud. Atributo de un fenómeno, cuerpo o sustancia que es susceptible de ser diferenciado cualitativamente y determinado cuantitativamente. Ejemplo: volumen, peso,
Tabla 2. Clasificación de los instrumentos

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 10
Metrología Dimensional I
Magnitud base. Magnitud de un sistema de magnitudes que se acepta por convención como funcionalmente independientes unas de otras Ejemplo: longitud, tiempo, masa, temperatura, etc. Magnitud derivada. Magnitud de un sistema de magnitudes definida en función de las magnitudes de base. Ejemplo: Velocidad = longitud o distancia /tiempo; Fuerza = masa por aceleración Valor (de una magnitud). Expresiones cuantitativas de una magnitud particular, expresada generalmente en la forma de una unidad de medida multiplicada por un número. Ejemplo: - Masa de un cuerpo 0,152 Kg ó 152 g; - Cantidad de sustancia de una muestra de agua (H2O) 0,012 mol ó 12mmol. Valor verdadero (de una magnitud). Valor compatible con la definición de una magnitud particular dada. Ejemplos: - Es el valor que se obtendría por una medición perfecta. - Los valores verdaderos son por naturaleza indeterminados. Valor convencionalmente verdadero (de una magnitud). Valor atribuido a una magnitud particular y aceptada, algunas veces por convicción, como un valor que tiene una incertidumbre apropiada para un propósito dado. Ejemplo: - En un lugar determinado, el valor asignado a la magnitud realizada por un patrón de referencia
puede tomarse como un valor convencionalmente verdadero. -
Medición. Conjunto de operaciones que tienen por objeto determinar el valor de una magnitud.
Principio de medición. Base científica de una medición Ejemplo: - El efecto termoeléctrico aplicado a la medición de temperatura. - El efecto Doppler aplicado a la medición de la velocidad.
Método de medición. Secuencia lógica de las operaciones, descritas de manera genérica, utilizada en la ejecución de las mediciones.
Ejemplo: - Método de sustitución. Este método utiliza un equipo auxiliar, llamado comparador o de
transferencia, con el que se mide inicialmente al mensurando y luego un valor de referencia. Este método también es conocido como método de medición por transferencia.
Ejemplo: a) Medición de la masa de una muestra o producto con pesas a través de una balanza analítica.
- Medición directa: En este método se obtiene un valor en unidades del mensurando, mediante un
instrumento, cadena o sistema de medición, digital o analógico, en forma de: indicador, registrador, totalizador ó integrador. El sensor del instrumento es colocado directamente en contacto con el fenómeno que se mide.
Ejemplos: a) Medición de volumen y densidad en base al principio de Arquímedes. b) Medición de presión, en un manómetro secundario con indicación digital o analógica.
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 11
Metrología Dimensional I
- Método diferencial. La medición es la diferencia entre un valor conocido (referencia) y un valor desconocido. Este método es más exacto y proporciona mejor resolución que el obtenido en la medición directa. Ejemplos: a) El valor de la fuente bajo prueba Vtest va ser igual a la suma algebraica del valor de referencia +10 V y la Indicación del vóltmetro (Vtest = 10,000 0 V + 26,3 mV = 10,026 3 V). b) Calibración de bloques patrón mediante un comparador de bloques patrón.
- Método nulo o de cero. Este método utiliza un detector de nulos o equilibrio (comparador), el cual permite comprobar la igualdad (diferencia cero) entre el mensurando y un valor de referencia (patrón).
Procedimiento (de medición). Conjunto de operaciones, descritas específicamente, para realizar mediciones particulares de acuerdo a un método dado.
Mensurando. Magnitud particular sujeta a medición.
Ejemplo: longitud de un bloque patrón.
Magnitud de influencia. Magnitud que no es el mensurando pero que afecta al resultado de la medición.
Ejemplo: - La temperatura de un micrómetro cuando se trata de una medida de la longitud. Se entiende que la definición de magnitud de influencia incluye valores asociados con patrones de medición, materiales de referencia y datos de referencia los cuales pueden depender el resultado de una medición, incluye, también fenómenos tales como fluctuaciones a corto plazo en instituciones de medición, y magnitudes como temperatura ambiente, presión barométrica y humedad. Resultado de una medición. Valor atribuido a un mensurando y obtenido por medición. Resultado no corregido. Resultado de una medición antes de la corrección del error sistemático. Resultado corregido. Resultado de una medición después de la corrección del error sistemático. Exactitud de medición. Proximidad de concordancia entre el resultado de una medición y un valor verdadero del mensurando. Múltiplo de una unidad. Unidad de medida obtenida multiplicando una unidad de medida dada por un número entero mayor que uno. Ejemplos.
El kilómetro es un múltiplo decimal del metro.
La hora es un múltiplo no decimal del segundo. Submúltiplo de una unidad Unidad de medida obtenida dividiendo una unidad de medida dada por un número entero mayor que uno Ejemplos.
El milímetro es un submúltiplo decimal del metro.
Para el ángulo plano, el segundo es un submúltiplo no decimal del minuto.

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 12
Metrología Dimensional I
Nombre Símbolo Valor
yotta Y 1024 = 1 000 000 000 000 000 000 000 000
zetta Z 1021 = 1 000 000 000 000 000 000 000
exa E 1018 = 1 000 000 000 000 000 000
peta P 1015 = 1 000 000 000 000 000
tera T 1012 = 1 000 000 000 000
giga G 109 = 1 000 000 000
mega M 106 = 1 000 000
kilo k 103 = 1 000
hecto h 102 = 100
deca da 101 = 10
deci d 10-1 = 0,1
centi c 10-2 = 0,01
mili m 10-3 = 0,001
micro µ 10-6 = 0,000 001
nano n 10-9 = 0,000 000 001
pico p 10-12 = 0,000 000 000 001
femto f 10-15 = 0,000 000 000 000 001
atto a 10-18 = 0,000 000 000 000 000 001
zepto z 10-21 = 0,000 000 000 000 000 000 001
yocto y 10-24 = 0,000 000 000 000 000 000 000 001
Repetibilidad (de resultados de medición) Proximidad de la concordancia entre los resultados de las mediciones sucesivas del mismo mensurando, con las mediciones realizadas con la aplicación de la totalidad de las siguientes condiciones: - El mismo procedimiento de medición. - El mismo observador. - El mismo instrumento de medición utilizado en las mismas condiciones. - El mismo lugar. - La repetición dentro de un período corto de tiempo. La repetibilidad se puede expresar cuantitativamente con la ayuda de las características de la dispersión de resultados. Reproducibilidad (de los resultados de medición). Proximidad de concordancia entre los resultados de las mediciones del mismo mensurando, con las mediciones realizadas haciendo variar las condiciones de medición. Condiciones que se hacen variar pueden ser: - El principio de medición. - El método de medición. - El observador. - El instrumento de medición. - El patrón de referencia. - El lugar. - Las condiciones de uso. - El tiempo.
Incertidumbre de la medición. Parámetro asociado al resultado de una medición, que caracteriza la dispersión de los valores que podrían razonablemente, ser atribuidos al mensurando. El parámetro puede ser, por ejemplo, una desviación estándar (o un múltiplo de ésta), o la mitad de un intervalo de nivel de confianza determinado.
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 13
Metrología Dimensional I
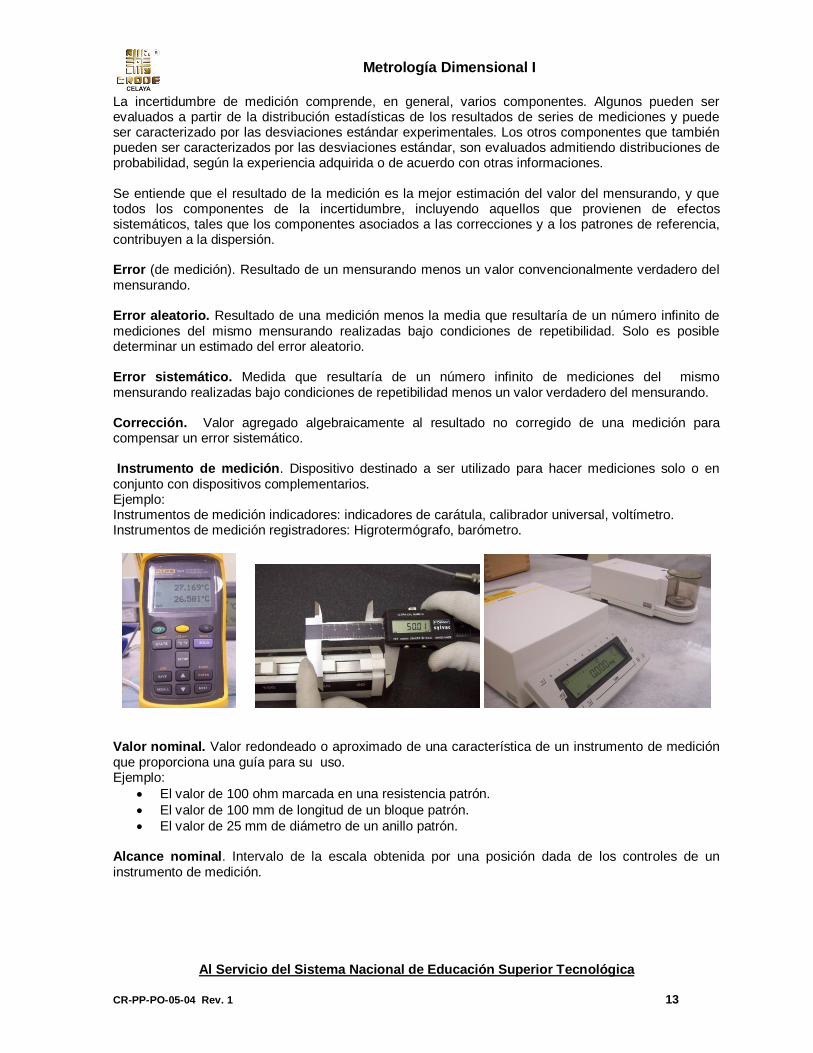
La incertidumbre de medición comprende, en general, varios componentes. Algunos pueden ser evaluados a partir de la distribución estadísticas de los resultados de series de mediciones y puede ser caracterizado por las desviaciones estándar experimentales. Los otros componentes que también pueden ser caracterizados por las desviaciones estándar, son evaluados admitiendo distribuciones de probabilidad, según la experiencia adquirida o de acuerdo con otras informaciones. Se entiende que el resultado de la medición es la mejor estimación del valor del mensurando, y que todos los componentes de la incertidumbre, incluyendo aquellos que provienen de efectos sistemáticos, tales que los componentes asociados a las correcciones y a los patrones de referencia, contribuyen a la dispersión. Error (de medición). Resultado de un mensurando menos un valor convencionalmente verdadero del mensurando. Error aleatorio. Resultado de una medición menos la media que resultaría de un número infinito de mediciones del mismo mensurando realizadas bajo condiciones de repetibilidad. Solo es posible determinar un estimado del error aleatorio. Error sistemático. Medida que resultaría de un número infinito de mediciones del mismo mensurando realizadas bajo condiciones de repetibilidad menos un valor verdadero del mensurando. Corrección. Valor agregado algebraicamente al resultado no corregido de una medición para compensar un error sistemático. Instrumento de medición. Dispositivo destinado a ser utilizado para hacer mediciones solo o en conjunto con dispositivos complementarios. Ejemplo: Instrumentos de medición indicadores: indicadores de carátula, calibrador universal, voltímetro. Instrumentos de medición registradores: Higrotermógrafo, barómetro.
Valor nominal. Valor redondeado o aproximado de una característica de un instrumento de medición que proporciona una guía para su uso. Ejemplo:
El valor de 100 ohm marcada en una resistencia patrón.
El valor de 100 mm de longitud de un bloque patrón.
El valor de 25 mm de diámetro de un anillo patrón. Alcance nominal. Intervalo de la escala obtenida por una posición dada de los controles de un instrumento de medición.

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 14
Metrología Dimensional I
Intervalo de medición. Modulo de la diferencia entre los dos límites de un alcance nominal.
Ejemplo: para el alcance de -10 a 10m, el intervalo de medición es de 20m.
Valor de una división de la escala. Diferencia entre los valores correspondientes a dos marcas sucesivas de la escala. Resolución. La diferencia más pequeña entre las indicaciones de un dispositivo indicador que pueda ser distinguido significativamente
Resolución efectiva: Lo que puede ver el ojo humano.
¿Alcance nominal? ¿Intervalo de medición? ¿Valor de una división de la escala? ¿Resolución?
Estabilidad. Amplitud de un instrumento de medición para mantener constante en el tiempo, sus características metrológicas. Deriva. Variación lenta de una característica metrológica de un instrumento de medición. Histéresis. Propiedad de un instrumento donde la respuesta a una señal de entrada depende de la secuencia de las señales de entrada (o los valores de las magnitudes de influencia) precedentes.
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 15
Metrología Dimensional I
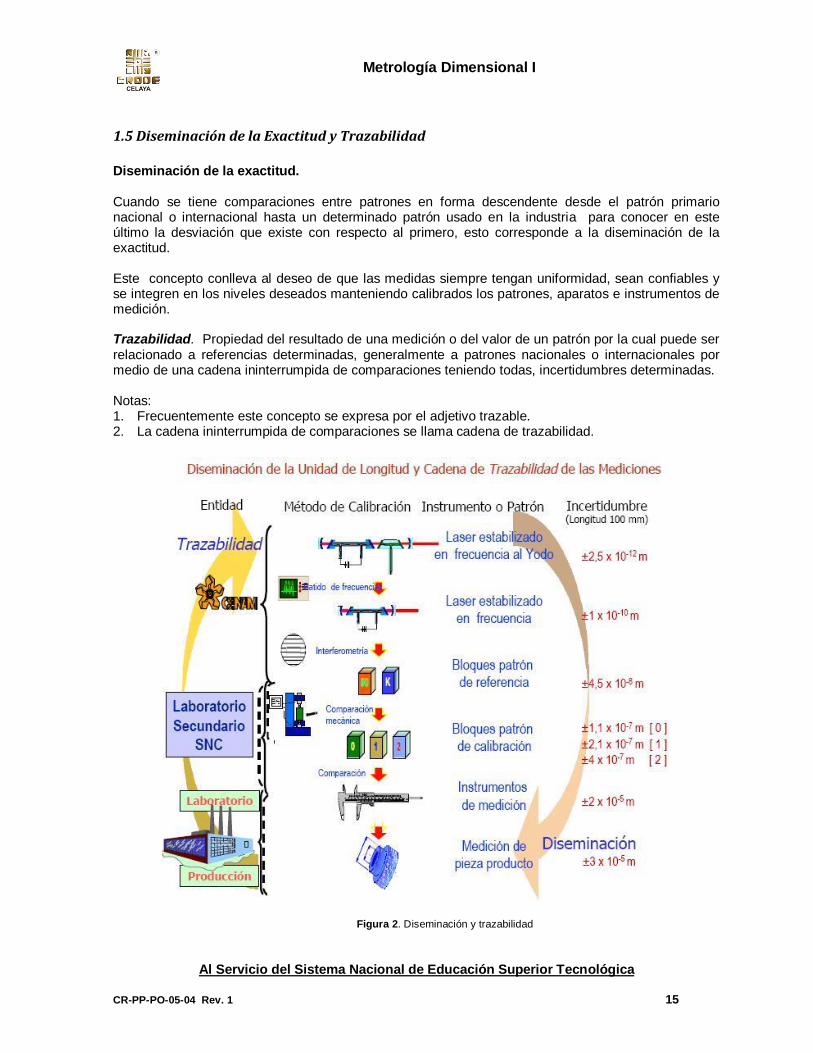
1.5 Diseminación de la Exactitud y Trazabilidad
Diseminación de la exactitud. Cuando se tiene comparaciones entre patrones en forma descendente desde el patrón primario nacional o internacional hasta un determinado patrón usado en la industria para conocer en este último la desviación que existe con respecto al primero, esto corresponde a la diseminación de la exactitud. Este concepto conlleva al deseo de que las medidas siempre tengan uniformidad, sean confiables y se integren en los niveles deseados manteniendo calibrados los patrones, aparatos e instrumentos de medición. Trazabilidad. Propiedad del resultado de una medición o del valor de un patrón por la cual puede ser relacionado a referencias determinadas, generalmente a patrones nacionales o internacionales por medio de una cadena ininterrumpida de comparaciones teniendo todas, incertidumbres determinadas. Notas: 1. Frecuentemente este concepto se expresa por el adjetivo trazable. 2. La cadena ininterrumpida de comparaciones se llama cadena de trazabilidad.
Figura 2. Diseminación y trazabilidad
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 16
Metrología Dimensional I
Nombre del documento: Carta de trazabilidad bloques patrón
Código: SNEST/CR-UM-PC-PG-01-06
Revisión : 2
Referencia a la Norma: NMX-EC-17025-IMNC-2006, 5.6.2.1.1
Página 1 de 1
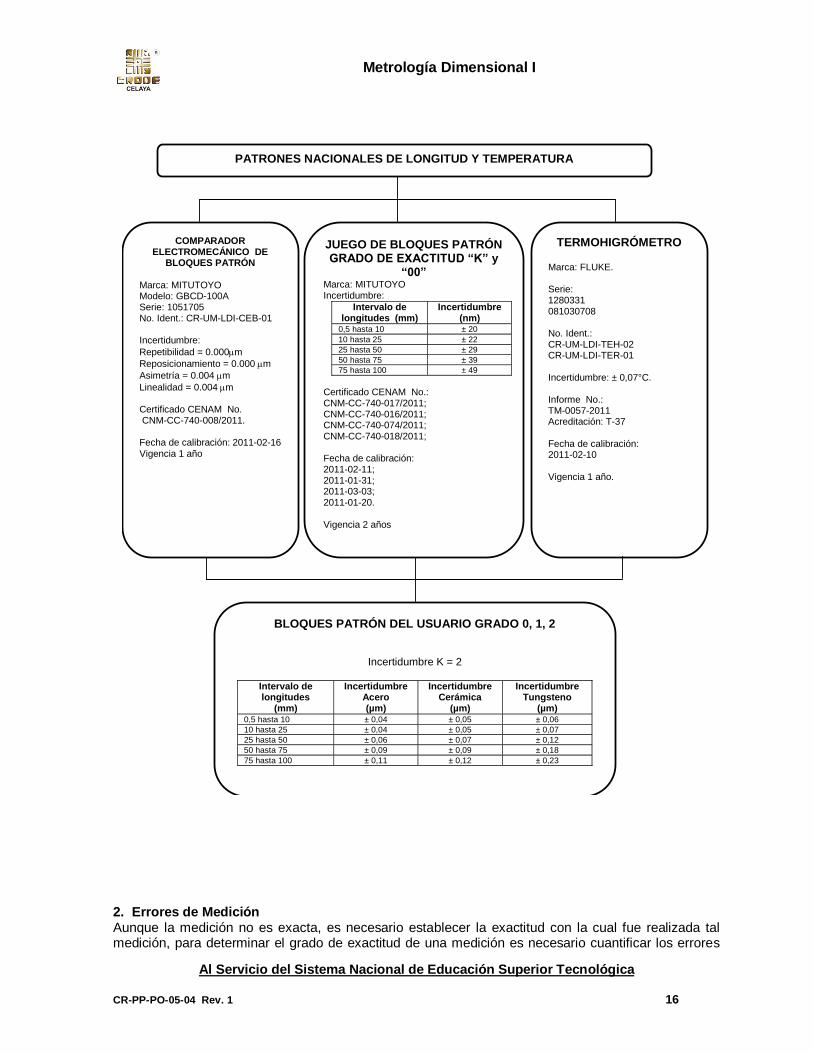
JUEGO DE BLOQUES PATRÓN GRADO DE EXACTITUD “K” y
“00” Marca: MITUTOYO Incertidumbre:
Intervalo de longitudes (mm)
Incertidumbre (nm)
0,5 hasta 10 ± 20
10 hasta 25 ± 22
25 hasta 50 ± 29
50 hasta 75 ± 39
75 hasta 100 ± 49
Certificado CENAM No.: CNM-CC-740-017/2011; CNM-CC-740-016/2011; CNM-CC-740-074/2011; CNM-CC-740-018/2011; Fecha de calibración: 2011-02-11; 2011-01-31; 2011-03-03; 2011-01-20. Vigencia 2 años
COMPARADOR ELECTROMECÁNICO DE
BLOQUES PATRÓN Marca: MITUTOYO Modelo: GBCD-100A Serie: 1051705 No. Ident.: CR-UM-LDI-CEB-01 Incertidumbre:
Repetibilidad = 0.000m
Reposicionamiento = 0.000 m
Asimetría = 0.004 m
Linealidad = 0.004 m Certificado CENAM No. CNM-CC-740-008/2011. Fecha de calibración: 2011-02-16 Vigencia 1 año
BLOQUES PATRÓN DEL USUARIO GRADO 0, 1, 2
Incertidumbre K = 2
Intervalo de longitudes
(mm)
Incertidumbre Acero (µm)
Incertidumbre Cerámica
(µm)
Incertidumbre Tungsteno
(µm) 0,5 hasta 10 ± 0,04 ± 0,05 ± 0,06
10 hasta 25 ± 0,04 ± 0,05 ± 0,07
25 hasta 50 ± 0,06 ± 0,07 ± 0,12
50 hasta 75 ± 0,09 ± 0,09 ± 0,18
75 hasta 100 ± 0,11 ± 0,12 ± 0,23
PATRONES NACIONALES DE LONGITUD Y TEMPERATURA
TERMOHIGRÓMETRO Marca: FLUKE. Serie: 1280331 081030708 No. Ident.: CR-UM-LDI-TEH-02 CR-UM-LDI-TER-01 Incertidumbre: ± 0,07°C. Informe No.: TM-0057-2011 Acreditación: T-37 Fecha de calibración: 2011-02-10 Vigencia 1 año.
2. Errores de Medición Aunque la medición no es exacta, es necesario establecer la exactitud con la cual fue realizada tal medición, para determinar el grado de exactitud de una medición es necesario cuantificar los errores
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 17
Metrología Dimensional I
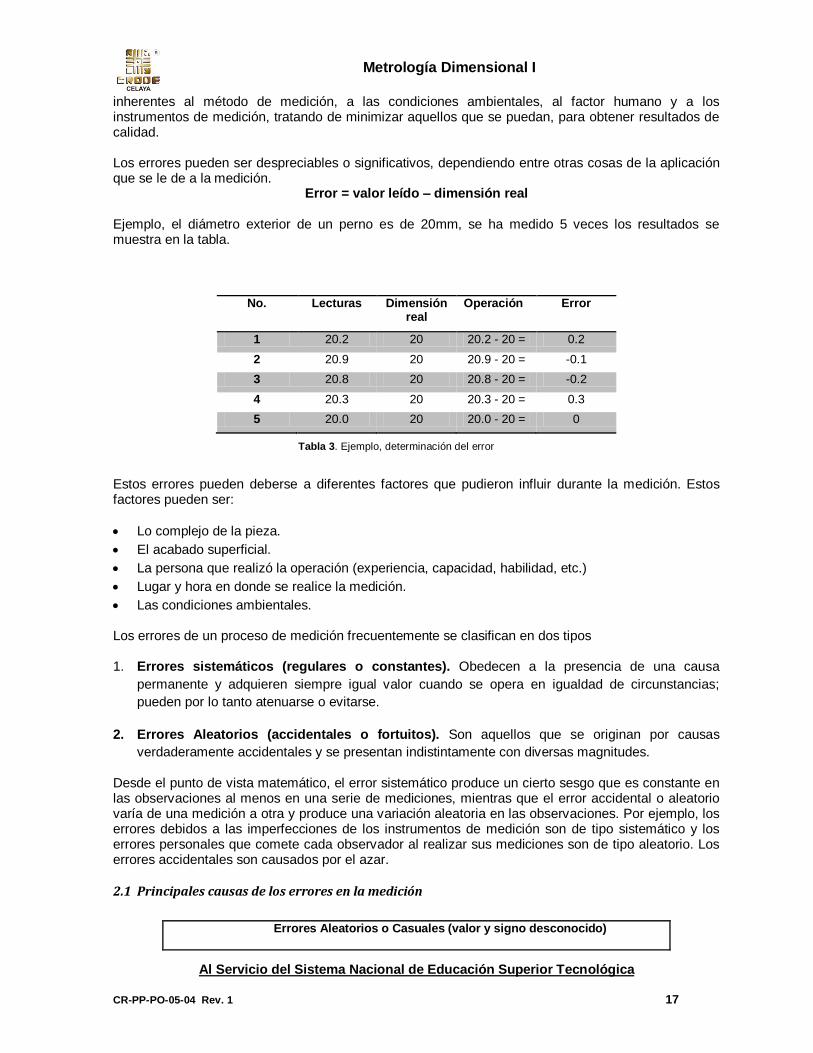
inherentes al método de medición, a las condiciones ambientales, al factor humano y a los instrumentos de medición, tratando de minimizar aquellos que se puedan, para obtener resultados de calidad. Los errores pueden ser despreciables o significativos, dependiendo entre otras cosas de la aplicación que se le de a la medición.
Error = valor leído – dimensión real
Ejemplo, el diámetro exterior de un perno es de 20mm, se ha medido 5 veces los resultados se muestra en la tabla. Estos errores pueden deberse a diferentes factores que pudieron influir durante la medición. Estos factores pueden ser:
Lo complejo de la pieza.
El acabado superficial.
La persona que realizó la operación (experiencia, capacidad, habilidad, etc.)
Lugar y hora en donde se realice la medición.
Las condiciones ambientales.
Los errores de un proceso de medición frecuentemente se clasifican en dos tipos 1. Errores sistemáticos (regulares o constantes). Obedecen a la presencia de una causa
permanente y adquieren siempre igual valor cuando se opera en igualdad de circunstancias;
pueden por lo tanto atenuarse o evitarse.
2. Errores Aleatorios (accidentales o fortuitos). Son aquellos que se originan por causas
verdaderamente accidentales y se presentan indistintamente con diversas magnitudes.
Desde el punto de vista matemático, el error sistemático produce un cierto sesgo que es constante en las observaciones al menos en una serie de mediciones, mientras que el error accidental o aleatorio varía de una medición a otra y produce una variación aleatoria en las observaciones. Por ejemplo, los errores debidos a las imperfecciones de los instrumentos de medición son de tipo sistemático y los errores personales que comete cada observador al realizar sus mediciones son de tipo aleatorio. Los errores accidentales son causados por el azar.
2.1 Principales causas de los errores en la medición
No. Lecturas Dimensión real
Operación Error
1 20.2 20 20.2 - 20 = 0.2
2 20.9 20 20.9 - 20 = -0.1
3 20.8 20 20.8 - 20 = -0.2
4 20.3 20 20.3 - 20 = 0.3
5 20.0 20 20.0 - 20 = 0
Errores Aleatorios o Casuales (valor y signo desconocido)
Tabla 3. Ejemplo, determinación del error

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 18
Metrología Dimensional I
Generalmente los errores en que se incurren al realizar cualquier medición pueden clasificarse en dos tipos: aquellos que pueden ser eliminados o minimizarse realizando el trabajo con cuidado y detalle, y aquellos inherentes al proceso de medición. Ver tablas 4 y 5.
2.2 Tipos de Errores
Atendiendo al origen donde se produce el error, puede hacerse una clasificación general de estos, en errores causados por el operador o el método de medición (errores humanos), errores causados por el instrumento de medición y errores causados por el medio ambiente donde se hace la medición.
2.2.1 Errores Humanos Los errores humanos son de gran repercusión en el resultado y tienen dos causas fundamentales: 2.2.1.1 Los errores de lectura.- Debido básicamente a la falta de concentración del operario.
2.2.1.2 Errores aritméticos.- Que se ocasionan cuando realizamos operaciones aritméticas para
obtener el resultado final, por ejemplo un calibrador con vernier, micrómetro, etc.
Para eliminar este tipo de error se recomienda realizar la medición o las operaciones aritméticas por lo menos tres veces para verificar que los resultados coincidan. 2.2.1.3 Error por el uso de instrumentos no calibrados.- Instrumentos no calibrados o cuya fecha
de calibración está vencida, así como instrumentos sospechosos de presentar alguna anormalidad en
su funcionamiento no deben utilizarse para realizar mediciones hasta que no sean calibrados y
autorizados para su uso.
Operador
Aparato
Medio Ambiente
Agudeza visual
Juego Humedad
Salud
Inercia Variaciones
Serenidad
Defectos de fabricación (no controlables)
Polvo
Presión variable Fallas inesperadas en la operación
Variaciones de temperatura (no controlables)
Aproximaciones
Errores Sistemáticos o Constantes (valor y signo conocido)
Aparato Medio Ambiente
Defecto de construcción
Variaciones de temperatura (controlada)
Desajuste de datos Deformación mecánica
(controlable)
Calibración
Tabla 5. Causas de errores sistemáticos
Tabla 4. Causas de errores aleatorios

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 19
Metrología Dimensional I
2.2.1.4 Error por instrumento inadecuado.- Antes de realizar cualquier medición, es necesario
determinar cuál es el instrumento o equipo de medición más adecuado para esa aplicación en
particular; además de la fuerza de medición deben tenerse presente otros factores como:
Calidad de pieza a medir
Tipo de medición (externa, interna, altura, profundidad, etc.)
Tamaño de la pieza
Exactitud deseada. Cuando se miden las dimensiones de una pieza de trabajo la exactitud de la medida depende del instrumento de medición elegido, por ejemplo, si se ha de medir el diámetro exterior de un producto de hierro fundido, un calibrador vernier sería suficiente; sin embargo, si se va a medir un perno patrón, aunque tenga el mismo diámetro del ejemplo anterior ni un micrómetro de exteriores tendría la exactitud suficiente para este tipo de aplicaciones, por tanto, debe usarse un equipo de mayor exactitud cómo puede ser una maquina unidimensional Se recomienda que la resolución del instrumento respecto a la tolerancia de la característica a medir sea de 10 a 1 para un caso ideal y de 5 a 1 en el peor de los casos. Si no es así la tolerancia se combina con el error de medición y por lo tanto un elemento bueno puede diagnosticarse como defectuoso y viceversa. Por ejemplo: Si queremos medir una característica con una tolerancia de ± 0.1 mm la resolución del instrumento utilizado debe ser 0.01 mm. 2.2.1.5 Error por método de sujeción del instrumento.- El método de sujeción del instrumento puede ser causa de error como lo muestra la figura 3, donde un indicador de carátula está sujeto a una distancia muy grande del soporte y al hacer la medición la fuerza ejercida provoca una desviación del brazo. La mayor parte del error se debe a la deflexión del brazo no del soporte y para minimizarlo se debe colocar siempre el eje de medición lo más cerca posible al eje del soporte. 2.2.1.6 Error por la fuerza ejercida al efectuar mediciones.- La fuerza ejercida al efectuar una
medición puede provocar deformaciones en la pieza a medir, en el instrumento o en ambos, por lo que
se recomienda tener presente este concepto para hacer una buena elección del instrumento de
medición cuando se va a realizar una medición. Por ejemplo, en vez de utilizar un micrómetro con
trinquete o tambor de fricción puede requerirse una de baja fuerza de medición.
Errores de alineación
2.2.1.7 Error de coseno.- Este error lo provoca la colocación incorrecta de las caras de medición del instrumento con respecto a la pieza a medir. En general, casi todos los errores de posicionamiento se
Soporte
Brazo
Figura 3. Error de sujeción

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 20
Metrología Dimensional I
reducen a la colocación de la escala de medición inclinada respecto a la dirección real de la pieza, por lo que son función del coseno del ángulo de inclinación y se le conoce como errores de coseno. En muchos casos, el ángulo es tan pequeño que el error resulta despreciable, pero puede ser significativo al crecer la longitud que se mide, y complicarse si intervienen también las características del instrumento de medida. Figura 5.
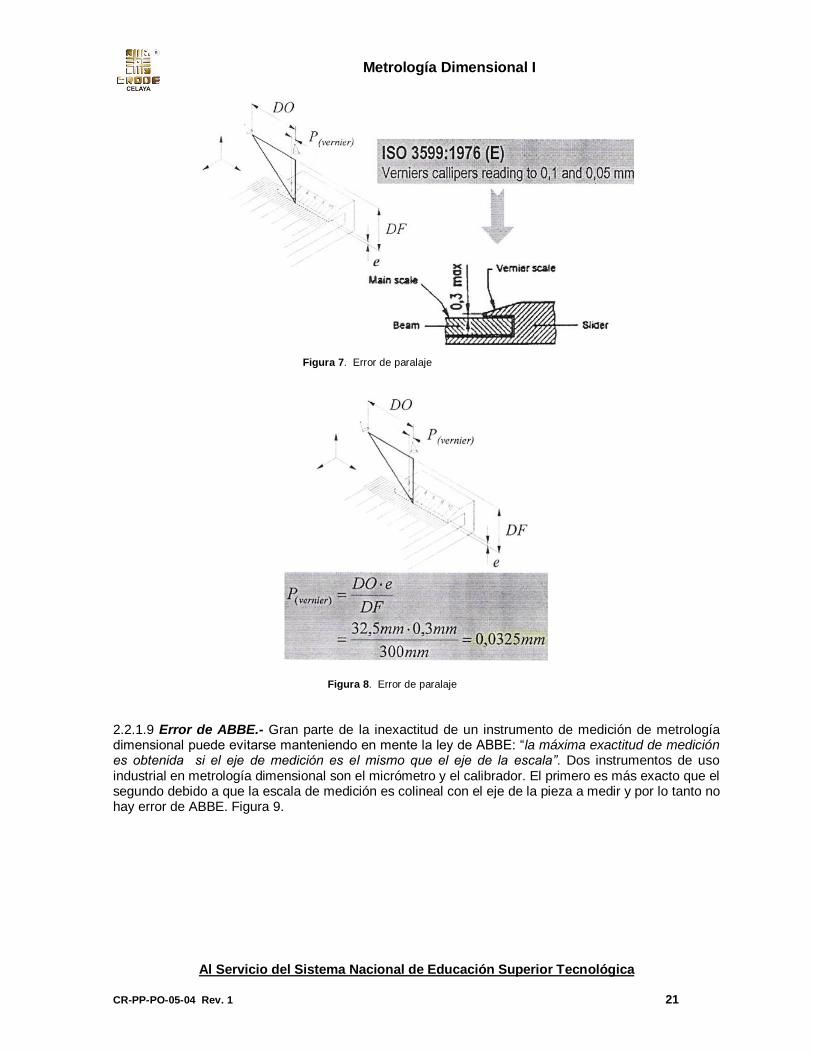
2.2.1.8 Error de paralaje.- En los instrumentos analógicos, los datos de una escala graduada. La evaluación del valor depende de la apreciación, interpolación, coincidencia, etcétera del metrólogo. Si además las dos escalas o elementos que componen el sistema de medición están situadas en diferentes planos, aparece el error de paralaje, es decir cuando la visión del metrólogo no es perpendicular a estos planos. Figura 6.
Para disminuir el error de paralaje en los instrumentos de carátula de alta exactitud, se suele colocar un espejo en el plano de la escala fija, y al hacer la lectura se debe tener la precaución de que coincida la aguja móvil con su imagen sobre el espejo. Como el error aumenta proporcionalmente con la separación de las escalas o aguja indicadora y escala, otra forma de reducir este error es disminuyendo lo más posible dicha distancia.
Figura 5. Error de coseno
Figura 6. Error de paralaje
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 21
Metrología Dimensional I
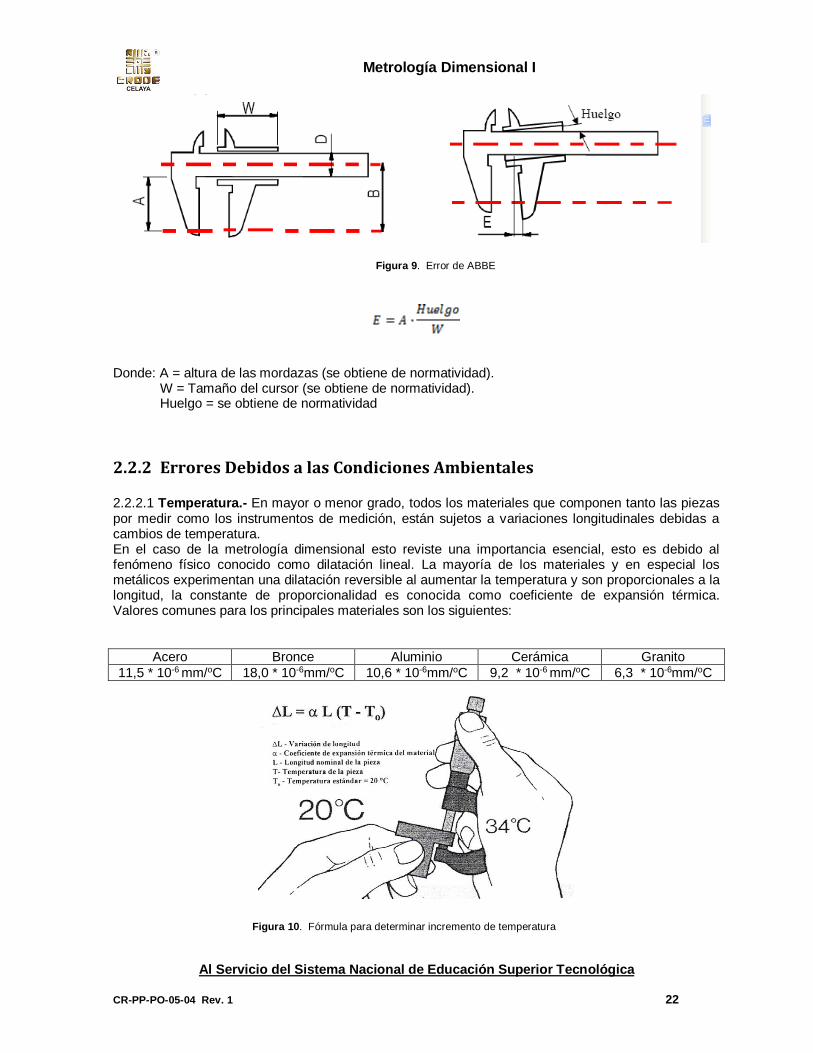
2.2.1.9 Error de ABBE.- Gran parte de la inexactitud de un instrumento de medición de metrología dimensional puede evitarse manteniendo en mente la ley de ABBE: “la máxima exactitud de medición es obtenida si el eje de medición es el mismo que el eje de la escala”. Dos instrumentos de uso industrial en metrología dimensional son el micrómetro y el calibrador. El primero es más exacto que el segundo debido a que la escala de medición es colineal con el eje de la pieza a medir y por lo tanto no hay error de ABBE. Figura 9.
Figura 7. Error de paralaje
Figura 8. Error de paralaje
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 22
Metrología Dimensional I
Donde: A = altura de las mordazas (se obtiene de normatividad). W = Tamaño del cursor (se obtiene de normatividad). Huelgo = se obtiene de normatividad
2.2.2 Errores Debidos a las Condiciones Ambientales 2.2.2.1 Temperatura.- En mayor o menor grado, todos los materiales que componen tanto las piezas por medir como los instrumentos de medición, están sujetos a variaciones longitudinales debidas a cambios de temperatura. En el caso de la metrología dimensional esto reviste una importancia esencial, esto es debido al fenómeno físico conocido como dilatación lineal. La mayoría de los materiales y en especial los metálicos experimentan una dilatación reversible al aumentar la temperatura y son proporcionales a la longitud, la constante de proporcionalidad es conocida como coeficiente de expansión térmica. Valores comunes para los principales materiales son los siguientes:
Acero Bronce Aluminio Cerámica Granito
11,5 * 10-6 mm/oC 18,0 * 10-6mm/oC 10,6 * 10-6mm/oC 9,2 * 10-6 mm/oC 6,3 * 10-6mm/oC
Figura 9. Error de ABBE
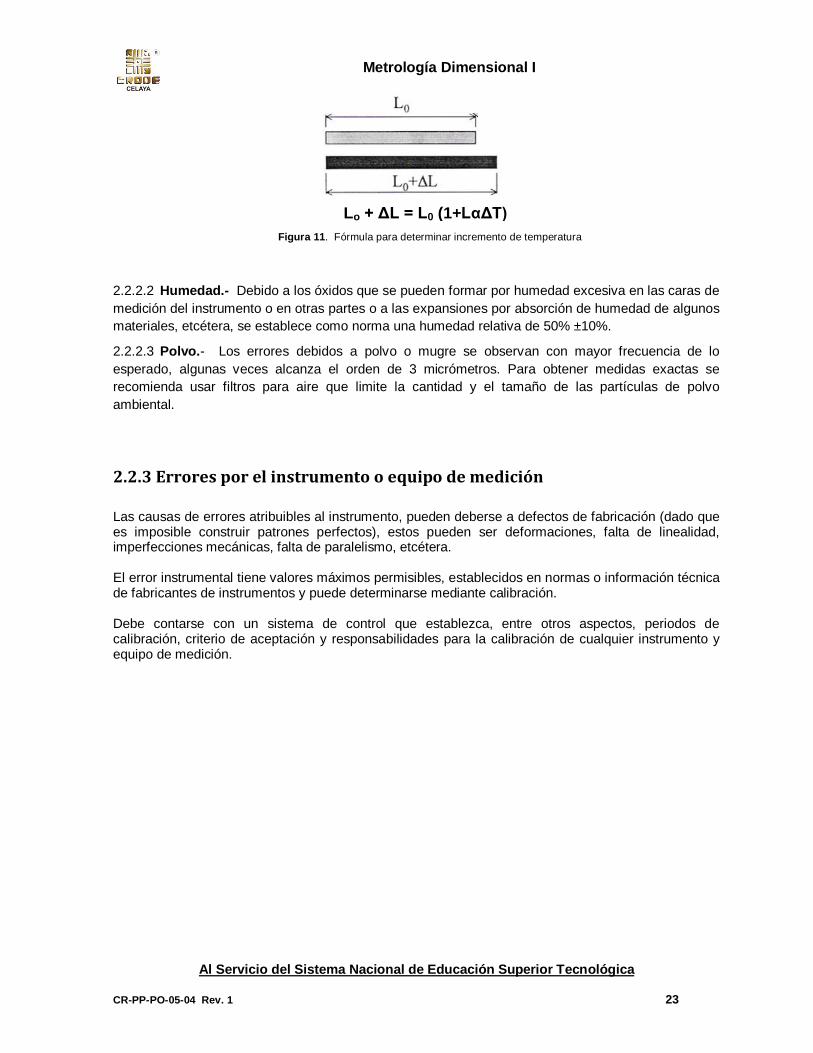
Figura 10. Fórmula para determinar incremento de temperatura
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 23
Metrología Dimensional I
2.2.2.2 Humedad.- Debido a los óxidos que se pueden formar por humedad excesiva en las caras de
medición del instrumento o en otras partes o a las expansiones por absorción de humedad de algunos
materiales, etcétera, se establece como norma una humedad relativa de 50% ±10%.
2.2.2.3 Polvo.- Los errores debidos a polvo o mugre se observan con mayor frecuencia de lo
esperado, algunas veces alcanza el orden de 3 micrómetros. Para obtener medidas exactas se
recomienda usar filtros para aire que limite la cantidad y el tamaño de las partículas de polvo
ambiental.
2.2.3 Errores por el instrumento o equipo de medición
Las causas de errores atribuibles al instrumento, pueden deberse a defectos de fabricación (dado que es imposible construir patrones perfectos), estos pueden ser deformaciones, falta de linealidad, imperfecciones mecánicas, falta de paralelismo, etcétera. El error instrumental tiene valores máximos permisibles, establecidos en normas o información técnica de fabricantes de instrumentos y puede determinarse mediante calibración. Debe contarse con un sistema de control que establezca, entre otros aspectos, periodos de calibración, criterio de aceptación y responsabilidades para la calibración de cualquier instrumento y equipo de medición.
Figura 11. Fórmula para determinar incremento de temperatura
Lo + ΔL = L0 (1+LαΔT)
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 24
Metrología Dimensional I
3. Instrumentos Básicos para Medir Longitud
3.1 Calibradores
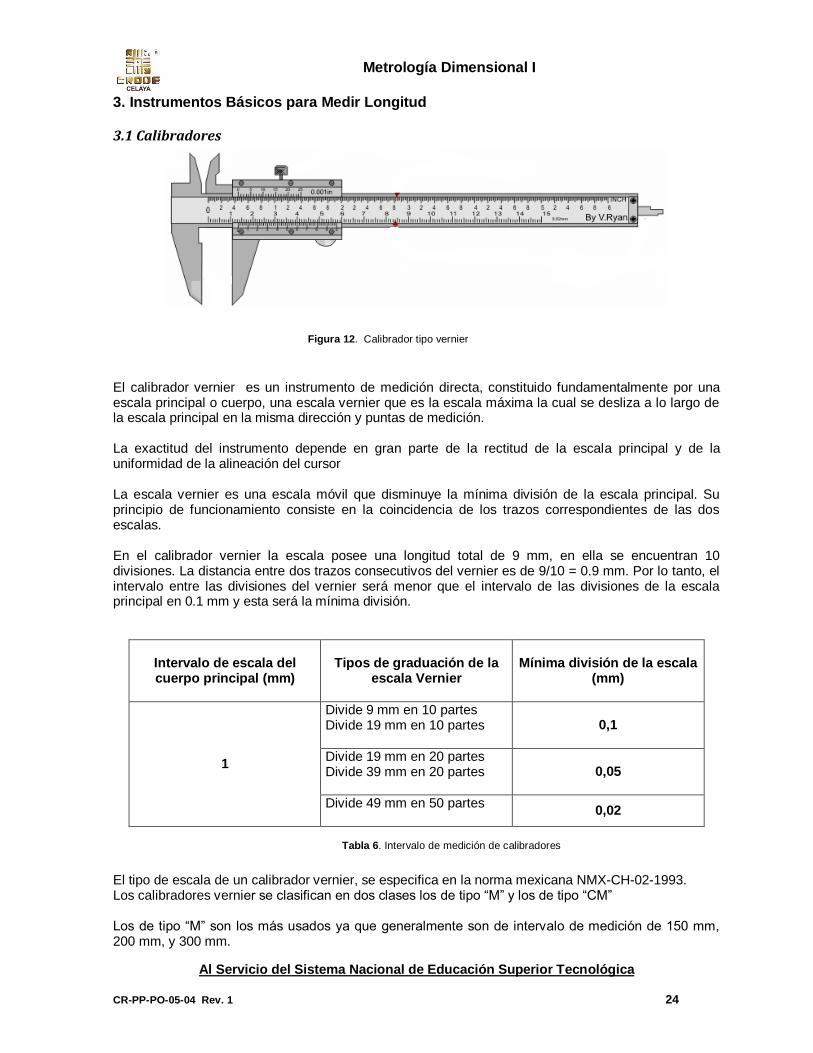
El calibrador vernier es un instrumento de medición directa, constituido fundamentalmente por una escala principal o cuerpo, una escala vernier que es la escala máxima la cual se desliza a lo largo de la escala principal en la misma dirección y puntas de medición. La exactitud del instrumento depende en gran parte de la rectitud de la escala principal y de la uniformidad de la alineación del cursor La escala vernier es una escala móvil que disminuye la mínima división de la escala principal. Su principio de funcionamiento consiste en la coincidencia de los trazos correspondientes de las dos escalas. En el calibrador vernier la escala posee una longitud total de 9 mm, en ella se encuentran 10 divisiones. La distancia entre dos trazos consecutivos del vernier es de 9/10 = 0.9 mm. Por lo tanto, el intervalo entre las divisiones del vernier será menor que el intervalo de las divisiones de la escala principal en 0.1 mm y esta será la mínima división.
Intervalo de escala del cuerpo principal (mm)
Tipos de graduación de la escala Vernier
Mínima división de la escala (mm)
1
Divide 9 mm en 10 partes Divide 19 mm en 10 partes
0,1
Divide 19 mm en 20 partes Divide 39 mm en 20 partes
0,05
Divide 49 mm en 50 partes
0,02
El tipo de escala de un calibrador vernier, se especifica en la norma mexicana NMX-CH-02-1993. Los calibradores vernier se clasifican en dos clases los de tipo “M” y los de tipo “CM” Los de tipo “M” son los más usados ya que generalmente son de intervalo de medición de 150 mm, 200 mm, y 300 mm.
Tabla 6. Intervalo de medición de calibradores
Figura 12. Calibrador tipo vernier

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 25
Metrología Dimensional I
Existen diversos tipos de calibradores, sin embargo los más comunes son el tipo M estándar, otro tipo es el calibrador de carátula cuyo mecanismo está basado en una cremallera y un piñón, lo cual facilita la lectura, sin embargo esta característica requiere que se ponga de mayor atención en su manejo ya que se puede desajustar la aguja por falta de presión entre el piñón y la cremallera o debido al polvo o rebabas que harán que el piñón salte dientes de la cremallera con el consecuente desplazamiento de la aguja. Otro tipo es el calibrador electrodigital cuyo funcionamiento está basado en un sistema de detección de desplazamiento tipo capacitancia.
Los de tipo “MC” están diseñados en forma tal que las puntas de medición de exteriores pueden utilizarse en la medición de interiores. Generalmente cuentan con un dispositivo de ajuste fino del curso. A diferencia del calibrador tipo M las puntas no están achaflanadas, por lo que tiene una mayor resistencia al desgaste y a daños.
Figura 13. Calibrador tipo “M”
Figura 14. Calibrador tipo “CM”
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 26
Metrología Dimensional I
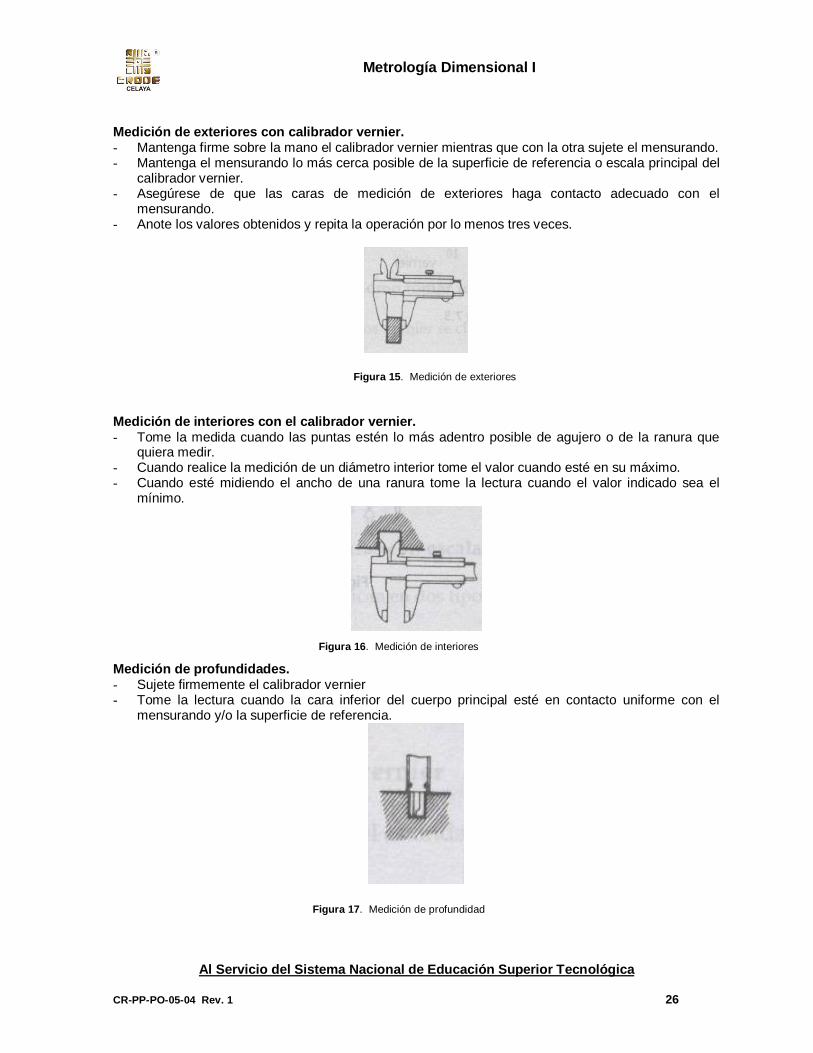
Medición de exteriores con calibrador vernier. - Mantenga firme sobre la mano el calibrador vernier mientras que con la otra sujete el mensurando. - Mantenga el mensurando lo más cerca posible de la superficie de referencia o escala principal del
calibrador vernier. - Asegúrese de que las caras de medición de exteriores haga contacto adecuado con el
mensurando. - Anote los valores obtenidos y repita la operación por lo menos tres veces.
Medición de interiores con el calibrador vernier. - Tome la medida cuando las puntas estén lo más adentro posible de agujero o de la ranura que
quiera medir. - Cuando realice la medición de un diámetro interior tome el valor cuando esté en su máximo. - Cuando esté midiendo el ancho de una ranura tome la lectura cuando el valor indicado sea el
mínimo.
Medición de profundidades. - Sujete firmemente el calibrador vernier - Tome la lectura cuando la cara inferior del cuerpo principal esté en contacto uniforme con el
mensurando y/o la superficie de referencia.
Figura 16. Medición de interiores
Figura 17. Medición de profundidad
Figura 15. Medición de exteriores

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 27
Metrología Dimensional I
Medición de peldaño. - Tome la medida cuando el peldaño este en contacto adecuado con la pieza por medir. -
3.1.1 Mantenimiento de Calibradores Con el objeto de obtener el mejor rendimiento de estos instrumentos y asegurar su uso económico es esencial realizar un efectivo control de mantenimiento. Almacenamiento El lugar no debe estar expuesto al polvo, alta humedad o fluctuaciones extremas de temperatura. Cuando almacene calibradores de gran tamaño que no sean utilizados con frecuencia, aplique
líquido antioxidante al curso y caras de medición; procure dejar éstas algo separadas. Al menos una vez al mes verifique el movimiento del cursor. Evite la entrada de vapores de productos químicos. Coloque los calibradores de modo que el brazo principal no se flexione y el vernier no resulte
dañado. Mantenga un registro de los calibradores que salgan del almacén hacia el área productiva. Designe a un apersona encargada de los calibradores. Inspección periódica Debe realizarse una inspección de una a dos veces por año esto dependerá la frecuencia de uso. Cuidados al medir con calibrador vernier: 1) No lo utilice para marcar o hacer ralladuras. 2) Limpie la escala completa antes de utilizarlo, así como las caras de medición 3) Coloque la pieza a medir lo más cerca posible a la superficie de referencia. 4) Al medir diámetros internos, lea en la escala el valor máximo. 5) No aplique demasiada fuerza al medir, simplemente debe hacer contacto con las caras. 6) Después de utilizarlo, limpie y lubrique las guías del instrumento. 7) Considere al medir la transparencia térmica de las manos del usuario al calibrador vernier. 8) Revise que el cursor se mueva suavemente, no debe sentirse flojo o con huelgo. 9) Después de usarlo, limpie las manchas y huellas digitales del calibrador con un trapo suave y
seco. Errores de medición con calibradores 1. Errores inherentes a la construcción con calibradores
Error de ABBE.
Desgaste de las puntas de medición.
Errores en las mediciones de diámetros interiores.
Figura 18. Medición de peldaño

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 28
Metrología Dimensional I
2. Lectura del vernier y paralaje
Error de graduación un componente del error instrumental.
Habilidad del ojo para reconocer el alineamiento de dos graduaciones.
Error de paralaje.
3. Error por expansión térmica. 4. Fuerza de medición.
3.2 Micrómetros
El micrómetro es un instrumento que mide el desplazamiento del husillo cuando esté es movido mediante el giro de un tornillo (tambor). El desplazamiento lineal del husillo es amplificado por la rotación del tornillo y el diámetro del tambor; las graduaciones alrededor de la circunferencia del tambor permiten leer un cambio pequeño en la posición del husillo. El micrómetro de exteriores consta de un arco, husillo, tope fijo (yunque), tope móvil (husillo), cilindros exteriores e interiores, tambor, trinquete (matraca) y freno (mecanismo de fricción). Figura 19
Los más comunes y de mayor uso son fabricados en intervalos que van de 0 a 25 mm, 25 a 50 mm, 50 a 75 mm, 75 a 100 mm, generalmente viene acompañados con una barra de acero circular de verificación, una llave de ajuste y estuche de protección.
Equipo de calibración: los micrómetros son calibrados con bloques patrón de grado de exactitud “1” ó “2” (conforme a la Norma Mexicana NMX-CH-86), planos y paralelas ópticas, lámpara de luz monocromática, guantes de algodón, juego de accesorios y productos de limpieza.
Figura 19. Micrómetro
Figura 20. Componentes del micrómetro

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 29
Metrología Dimensional I
Debido a su amplia utilización en la planta productiva, los micrómetros deben ser calibrados en períodos cortos de tiempo. Recomendaciones para el uso de micrómetro: 1. Seleccione el micrómetro que mejor se acerque a la aplicación, intervalo y exactitud requerida. 2. No gire el micrómetro violentamente, no lo deje caer y evite golpes fuertes. 3. Limpie el husillo y las caras de medición, use papel o tela libre de pelusas. 4. Cuando monte el micrómetro sobre un soporte, asegúrese de que el cuerpo del micrómetro este
sujeto al centro y que la sujeción no haya sido muy fuerte. 5. Permita la estabilización térmica del instrumento y del mensurando ya que un cambio de 10ºC en
una longitud de 100mm de acero, la pieza cambiara su longitud en 0,012mm. 6. Limpie las puntas con un pedacito de papel. 7. Utilice el trinquete para no forzar el tornillo. 8. Limpie las caras de medición después de ser usado. 9. Lubrique las caras con aceite limpio, no las deje completamente cerradas deje un espació entre
las caras para evitar oxidación.
3.3 Indicadores
Los indicadores (también llamados comparadores de carátula o palpadores), son instrumentos ampliamente utilizados en la industria para realizar mediciones dimensionales. Su principio de funcionamiento es mecánico ya que, un pequeño desplazamiento del husillo (palpador) es amplificado mediante un tren de engranes para mover en forma angular una aguja indicadora sobre la carátula del dispositivo. Es un instrumento fácil de leer y adaptable a varias aplicaciones, existen indicadores con
resolución de milímetros y hasta menores a 1 m y la fuerza de palpación varía según su exactitud de 8 a 0.5 N. Son de amplificación mecánica o amplificación electrónica, requieren de soporte, soporte rígido y planos de referencia confiable (planitud conocida). Figura 22
Figura 21. Recomendación de uso

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 30
Metrología Dimensional I
Norma ISO-R-433 y JIS B 7503 referente a indicadores los clasifica de la siguiente manera. I. Indicadores tipo vástago.
Tipo 1 Intervalo máximo de medición: 5mm y 10mm Mínima división de la escala. 0,01mm Fuerza de medición: 1,5 N máxima Tipo 2 Intervalo máximo de medición: 1mm, 2mm y 5mm Mínima división de la escala: 0,002mm y 0,001mm Fuerza de medición: 1,5 N máxima
II. Indicadores tipo palanca. Tipo de cambio por palanca Intervalo máximo de medición: 0,5mm, 0,8mm y 1mm Mínima división de la escala. 0,01mm Fuerza de medición: 0,5 N máxima Tipo de cambio automático Intervalo máximo de medición: 0,2mm y 0,28mm Mínima división de la escala: 0,002mm Fuerza de medición: 0,5 N máxima
Figura 22. Partes de un indicador
Figura 23. Indicadores de carátula
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 31
Metrología Dimensional I
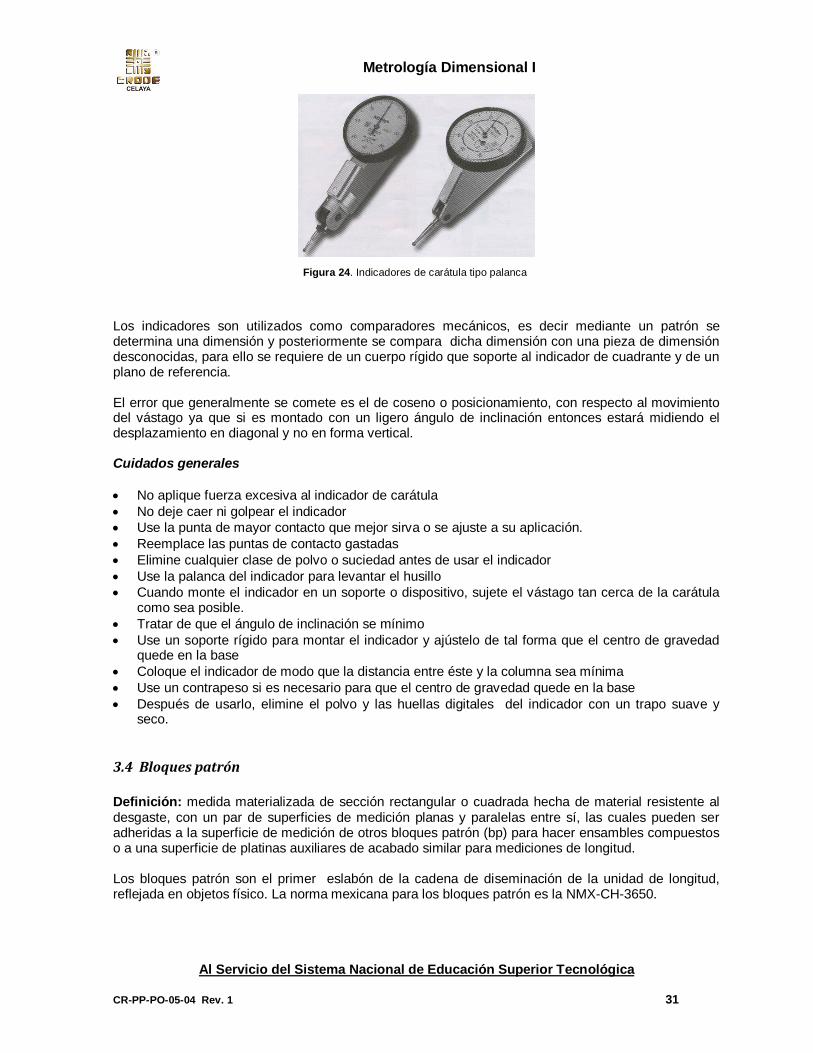
Los indicadores son utilizados como comparadores mecánicos, es decir mediante un patrón se determina una dimensión y posteriormente se compara dicha dimensión con una pieza de dimensión desconocidas, para ello se requiere de un cuerpo rígido que soporte al indicador de cuadrante y de un plano de referencia. El error que generalmente se comete es el de coseno o posicionamiento, con respecto al movimiento del vástago ya que si es montado con un ligero ángulo de inclinación entonces estará midiendo el desplazamiento en diagonal y no en forma vertical. Cuidados generales
No aplique fuerza excesiva al indicador de carátula
No deje caer ni golpear el indicador
Use la punta de mayor contacto que mejor sirva o se ajuste a su aplicación.
Reemplace las puntas de contacto gastadas
Elimine cualquier clase de polvo o suciedad antes de usar el indicador
Use la palanca del indicador para levantar el husillo
Cuando monte el indicador en un soporte o dispositivo, sujete el vástago tan cerca de la carátula como sea posible.
Tratar de que el ángulo de inclinación se mínimo
Use un soporte rígido para montar el indicador y ajústelo de tal forma que el centro de gravedad quede en la base
Coloque el indicador de modo que la distancia entre éste y la columna sea mínima
Use un contrapeso si es necesario para que el centro de gravedad quede en la base
Después de usarlo, elimine el polvo y las huellas digitales del indicador con un trapo suave y seco.
3.4 Bloques patrón
Definición: medida materializada de sección rectangular o cuadrada hecha de material resistente al desgaste, con un par de superficies de medición planas y paralelas entre sí, las cuales pueden ser adheridas a la superficie de medición de otros bloques patrón (bp) para hacer ensambles compuestos o a una superficie de platinas auxiliares de acabado similar para mediciones de longitud. Los bloques patrón son el primer eslabón de la cadena de diseminación de la unidad de longitud, reflejada en objetos físico. La norma mexicana para los bloques patrón es la NMX-CH-3650.
Figura 24. Indicadores de carátula tipo palanca

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 32
Metrología Dimensional I
La nomenclatura de las superficies de los bp se clasifica en superficie de medición derecha e izquierda y caras laterales. Cada bloque patrón deberá estar marcado permanentemente con su longitud nominal y deberá ser permanente e individualmente identificable.
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 33
Metrología Dimensional I
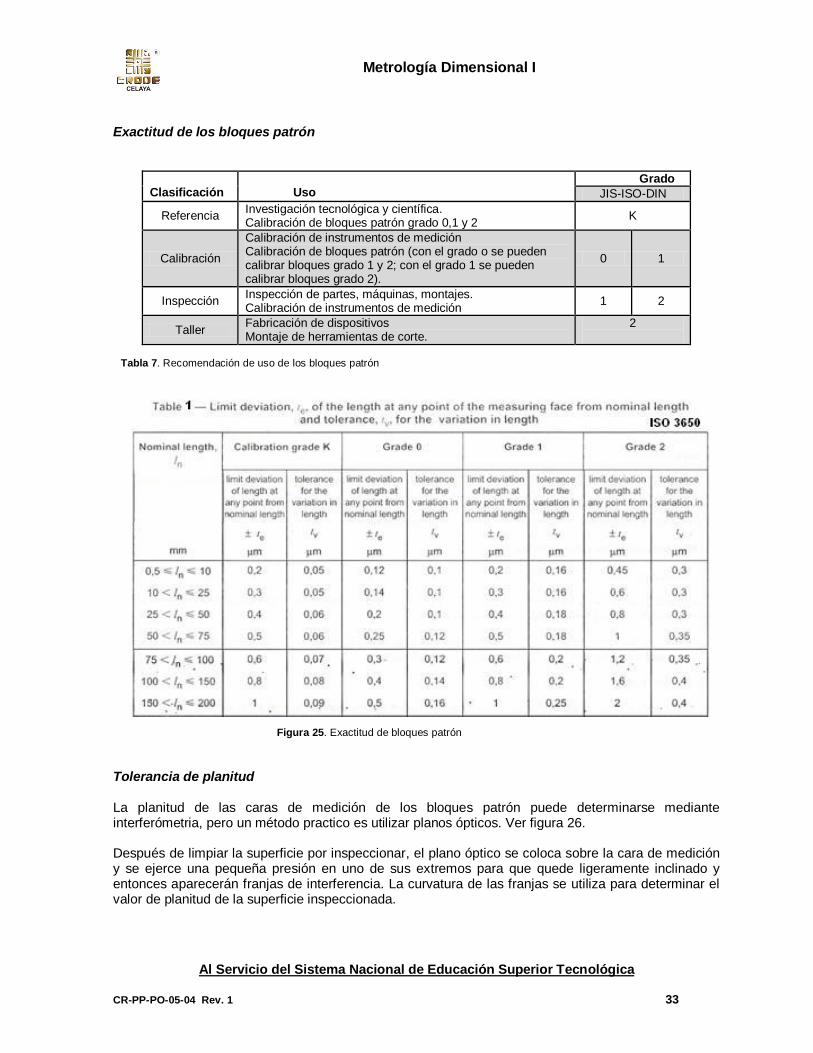
Exactitud de los bloques patrón
Clasificación
Uso
Grado
JIS-ISO-DIN
Referencia Investigación tecnológica y científica. Calibración de bloques patrón grado 0,1 y 2
K
Calibración
Calibración de instrumentos de medición Calibración de bloques patrón (con el grado o se pueden calibrar bloques grado 1 y 2; con el grado 1 se pueden calibrar bloques grado 2).
0 1
Inspección Inspección de partes, máquinas, montajes. Calibración de instrumentos de medición
1 2
Taller Fabricación de dispositivos Montaje de herramientas de corte.
2
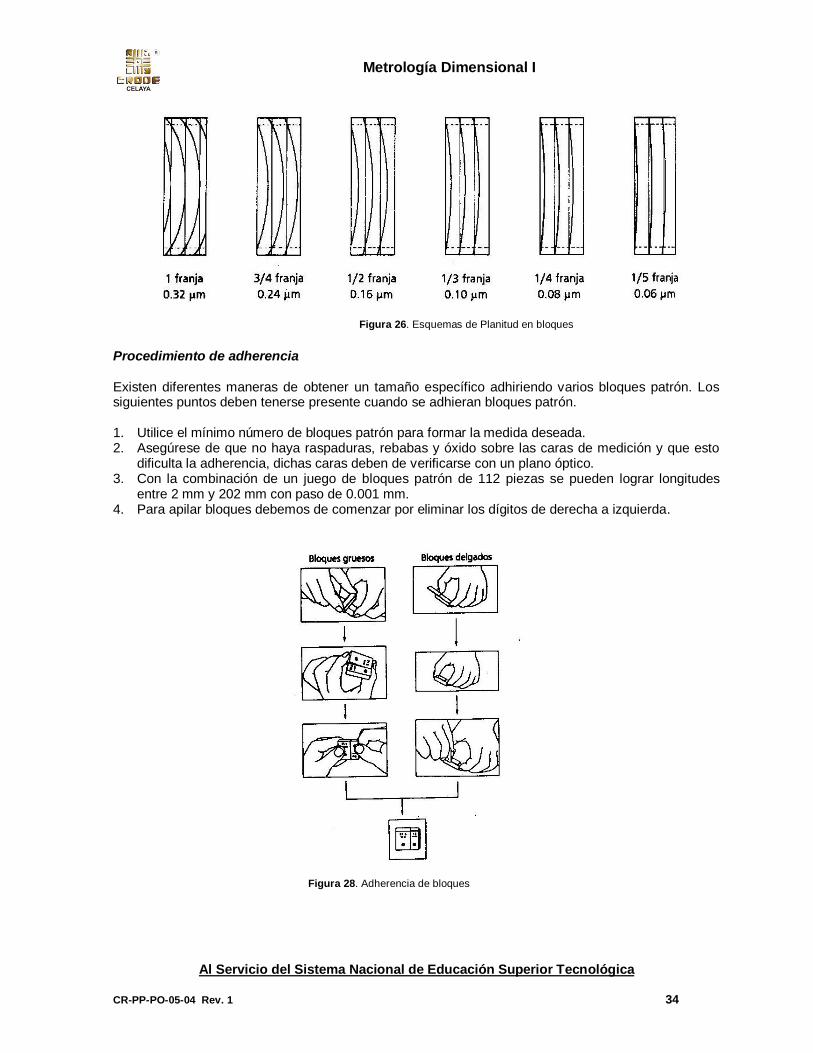
Tolerancia de planitud La planitud de las caras de medición de los bloques patrón puede determinarse mediante interferómetria, pero un método practico es utilizar planos ópticos. Ver figura 26. Después de limpiar la superficie por inspeccionar, el plano óptico se coloca sobre la cara de medición y se ejerce una pequeña presión en uno de sus extremos para que quede ligeramente inclinado y entonces aparecerán franjas de interferencia. La curvatura de las franjas se utiliza para determinar el valor de planitud de la superficie inspeccionada.
Tabla 7. Recomendación de uso de los bloques patrón
Figura 25. Exactitud de bloques patrón
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 34
Metrología Dimensional I
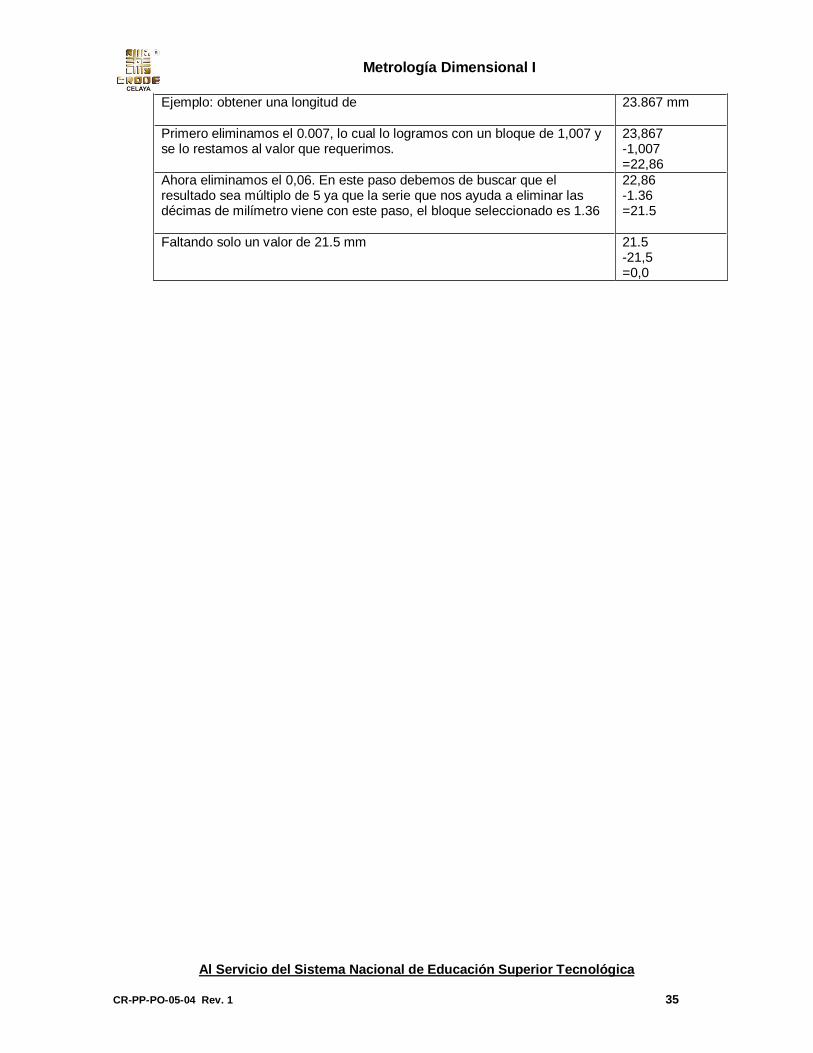
Procedimiento de adherencia Existen diferentes maneras de obtener un tamaño específico adhiriendo varios bloques patrón. Los siguientes puntos deben tenerse presente cuando se adhieran bloques patrón. 1. Utilice el mínimo número de bloques patrón para formar la medida deseada. 2. Asegúrese de que no haya raspaduras, rebabas y óxido sobre las caras de medición y que esto
dificulta la adherencia, dichas caras deben de verificarse con un plano óptico. 3. Con la combinación de un juego de bloques patrón de 112 piezas se pueden lograr longitudes
entre 2 mm y 202 mm con paso de 0.001 mm. 4. Para apilar bloques debemos de comenzar por eliminar los dígitos de derecha a izquierda.
Figura 26. Esquemas de Planitud en bloques
Figura 28. Adherencia de bloques
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 35
Metrología Dimensional I
Ejemplo: obtener una longitud de
23.867 mm
Primero eliminamos el 0.007, lo cual lo logramos con un bloque de 1,007 y se lo restamos al valor que requerimos.
23,867 -1,007 =22,86
Ahora eliminamos el 0,06. En este paso debemos de buscar que el resultado sea múltiplo de 5 ya que la serie que nos ayuda a eliminar las décimas de milímetro viene con este paso, el bloque seleccionado es 1.36
22,86 -1.36 =21.5
Faltando solo un valor de 21.5 mm 21.5 -21,5 =0,0

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 36
Metrología Dimensional I
4. Particularidades de la Calibración
4.1 Conceptos
Calibración.- Conjunto de operaciones que establecen en condiciones especificadas, la relación entre los valores de las magnitudes indicadas por un instrumento de medición o sistema de medición o los valores representados por una medida materializada o un material de referencia y los valores correspondientes de la magnitud realizada por los patrones. Nota:
El resultado de una calibración permite atribuir a las indicaciones los valores correspondientes al mensurando o determinar las correcciones para aplicarlas a las indicaciones.
Una calibración puede también determinar otras propiedades metrologícas tales como los efectos de magnitudes de influencia.
El resultado de una calibración puede ser entregado en un documento, algunas veces llamado certificado de calibración o informe de calibración.
La calibración consiste en comparar un instrumento de medición o un patrón de trabajo, bajo condiciones especificas, contra un patrón de referencia, indicando cuáles son sus diferencias por medio de los resultados. Esto permite estimar los errores de indicación del instrumento de medición, del patrón o la asignación de valores a los trazos sobre escalas arbitrarias en instrumentos o el valor a medidas materializadas, etcétera. Todo instrumento de medición y patrón de medida debe calibrarse antes de ser puesto en servicio. Dependiendo del instrumento o patrón de que se trate, la calibración debe efectuarse en el lugar de origen o después de haberse instalado en el laboratorio. Si el equipo puede ser trasportado sin que su exactitud se ponga en riesgo, es razonable aceptar que las calibraciones se efectúen en el sitio de origen por un laboratorio de metrología acreditado o reconocido oficialmente y con trazabilidad a patrones primarios nacionales. Patrón.- Medida materializada, instrumento de medición, material de referencia o sistema de medición, destinado a definir, realizar, conservar o reproducir una unidad o uno o varios valores de una magnitud para servir de referencia. Patrón internacional.- Patrón reconocido por un acuerdo internacional para servir internacionalmente como base para la asignación de valores a los otros patrones de la magnitud de interés. Patrón nacional.- Patrón reconocido por una decisión nacional en un país, para servir como base en la asignación de valores a otros patrones de la magnitud de interés. Patrón primario.- Patrón que es designado o ampliamente reconocido, que presenta las más altas cualidades y cuyo valor es establecido sin referirse a otros patrones de la misma magnitud. Nota: El concepto de patrón primario es válido tanto para las magnitudes de base como para las magnitudes derivadas. Patrón secundario.- Patrón cuyo valor es establecido para comparación con un patrón primario de la misma magnitud. Patrón de referencia.- Patrón, en general, de la más alta calidad metrológica disponible en un lugar dado o en una organización dada de donde derivan las mediciones que ahí son realizadas.

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 37
Metrología Dimensional I
Patrón de trabajo.- Patrón utilizado comúnmente para calibrar o controlar medidas materializadas, de los instrumentos de medición o de los materiales de referencia. Nota:
Un patrón de trabajo, habitualmente se calibra con respecto a un patrón de referencia.
Un patrón de trabajo utilizado comúnmente para asegurar que las mediciones se llevan a cabo correctamente es llamado patrón de control.
Patrón de transferencia.- Patrón utilizado como intermediario para comparar patrones. Patrón viajero.- Patrón, algunas veces de construcción especial destinado a ser transportado a diferentes lugares
4.2 Requisitos indispensables para la calibración
Contar con un espacio apropiado que cumpla con las siguientes condiciones ambientales que influyen en las mediciones en términos de exactitud y confiabilidad en la medición.
Temperatura.- para obtener un mejor resultado se debe ambientar el laboratorio y los instrumentos a calibrar a la temperatura de 20 ºC ± 1 ºC.
Humedad relativa.- Se debe mantener a 50% ± 10 % ya que la humedad excesiva puede oxidar superficies importantes de los aparatos, instrumentos o patrones.
Polvo.- Tamaño de las partículas de polvo deberá estar entre 1,0 m y 50 m.
Iluminación.- Se recomienda tener una intensidad de 1 000 lux a la altura del banco o superficie de lectura, las lámparas deben estar distribuidas para evitar sombras en el momento de realizar las mediciones, mejorando directamente las condiciones de trabajo personal.
Vibraciones.- Las tolerancias permisibles dependen del tipo y diseño de los instrumentos de medición instalados, así como de la naturaleza y exactitud de la propia medición que se lleva a cabo en el laboratorio (primario o secundario). Las frecuencias de máxima amplitud no deben ser mayores de 2Hz, percepción sensorial de 2Hz es aproximadamente (2,8 X 2,54 X 10-2 X 10) mm = 0,07 mm de desplazamiento pico a pico. No sobrepasando en ningún caso de 0,18 mm de desplazamiento.
Electricidad y campos magnéticos.- no existen requerimientos especiales, sólo para instrumentos de medición electrónicos debidamente protegidos de las perturbaciones eléctricas por medio de accesorios especiales, evitando el desajuste de estos aparatos al momento de realizar las mediciones.
Tensión.- Es necesario que los instrumentos de mediciones eléctricas, el máximo cambio de voltaje en promedio sea menor a 1%, considerando que los transistores se mantengan al mínimo y trabajen con un factor de potencia del 95 %, con carga para que no baje su eficiencia en el momento de realizar mediciones.
Nota: Podrán ser autorizadas condiciones ambientales diferentes a las recomendadas siempre y cuando se demuestre que éstas no afectan las mediciones o que el fabricante original del equipo de calibración así lo recomiende. El laboratorio debe contar con los aparatos, patrones e instrumentos de medición necesarios para llevar a cabo las calibraciones o mediciones, además deberán estar calibrados ya sea por laboratorios
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 38
Metrología Dimensional I
acreditados o por laboratorios primarios nacionales o extranjeros, para que así se pueda garantizar fácilmente su trazabilidad. Tener métodos de medición y/o calibración por escrito que sean adecuados a las características de los aparatos, instrumentos de medición y patrones con que cuenta el laboratorio. En caso de no ser así, se deben presentar evidencias objetivas de están plenamente documentados y validados, o sea, que son reproducibles y repetibles con sus respectivos análisis estadísticos.
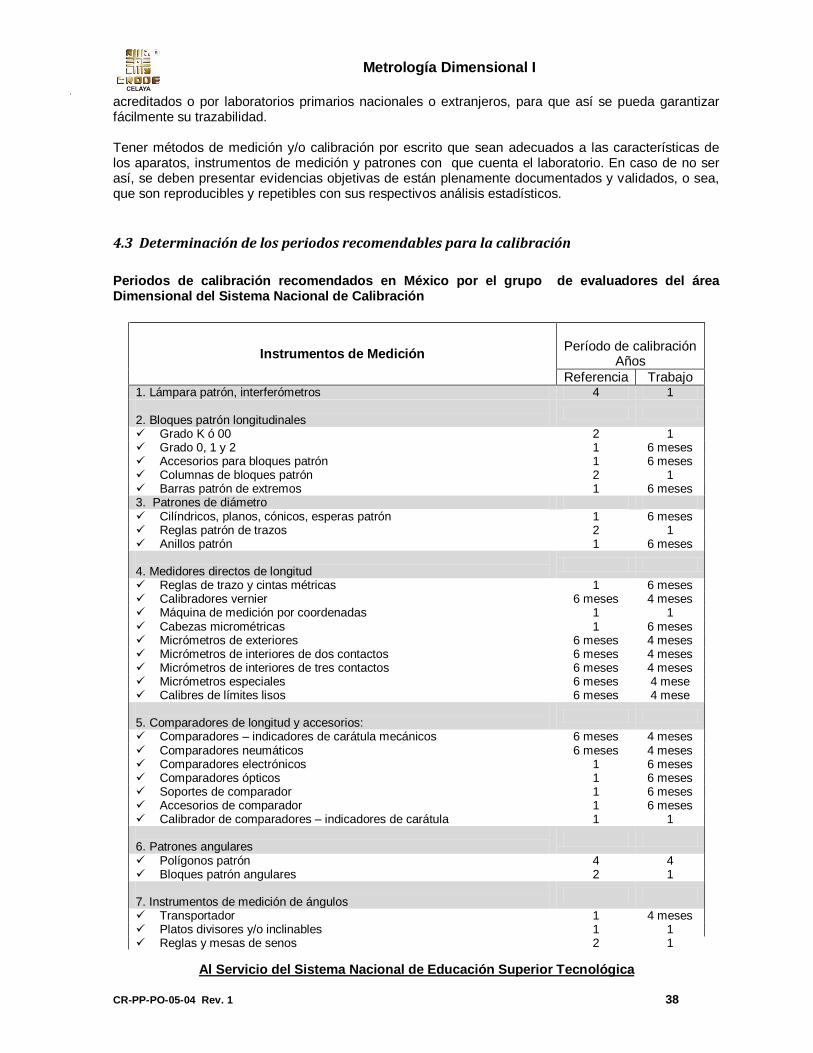
4.3 Determinación de los periodos recomendables para la calibración
Periodos de calibración recomendados en México por el grupo de evaluadores del área Dimensional del Sistema Nacional de Calibración
Instrumentos de Medición
Período de calibración
Años
Referencia Trabajo 1. Lámpara patrón, interferómetros 4 1 2. Bloques patrón longitudinales
Grado K ó 00 2 1 Grado 0, 1 y 2 1 6 meses Accesorios para bloques patrón 1 6 meses Columnas de bloques patrón 2 1 Barras patrón de extremos 1 6 meses 3. Patrones de diámetro Cilíndricos, planos, cónicos, esperas patrón 1 6 meses Reglas patrón de trazos 2 1 Anillos patrón 1 6 meses 4. Medidores directos de longitud
Reglas de trazo y cintas métricas 1 6 meses Calibradores vernier 6 meses 4 meses Máquina de medición por coordenadas 1 1 Cabezas micrométricas 1 6 meses Micrómetros de exteriores 6 meses 4 meses Micrómetros de interiores de dos contactos 6 meses 4 meses Micrómetros de interiores de tres contactos 6 meses 4 meses Micrómetros especiales 6 meses 4 mese Calibres de límites lisos 6 meses 4 mese 5. Comparadores de longitud y accesorios:
Comparadores – indicadores de carátula mecánicos 6 meses 4 meses Comparadores neumáticos 6 meses 4 meses Comparadores electrónicos 1 6 meses Comparadores ópticos 1 6 meses Soportes de comparador 1 6 meses Accesorios de comparador 1 6 meses Calibrador de comparadores – indicadores de carátula 1 1 6. Patrones angulares
Polígonos patrón 4 4 Bloques patrón angulares 2 1 7. Instrumentos de medición de ángulos
Transportador 1 4 meses Platos divisores y/o inclinables 1 1 Reglas y mesas de senos 2 1
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 39
Metrología Dimensional I
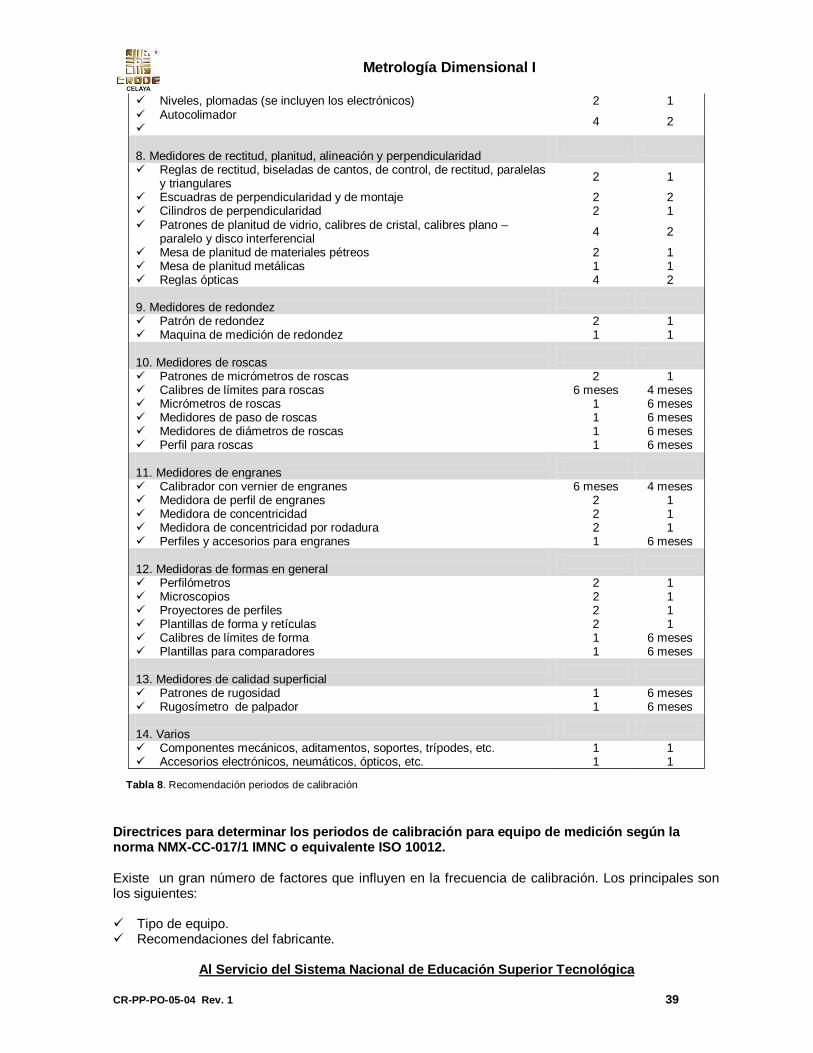
Niveles, plomadas (se incluyen los electrónicos) 2 1 Autocolimador
4 2
8. Medidores de rectitud, planitud, alineación y perpendicularidad
Reglas de rectitud, biseladas de cantos, de control, de rectitud, paralelas y triangulares
2 1
Escuadras de perpendicularidad y de montaje 2 2 Cilindros de perpendicularidad 2 1 Patrones de planitud de vidrio, calibres de cristal, calibres plano –
paralelo y disco interferencial 4 2
Mesa de planitud de materiales pétreos 2 1 Mesa de planitud metálicas 1 1 Reglas ópticas 4 2 9. Medidores de redondez
Patrón de redondez 2 1 Maquina de medición de redondez 1 1 10. Medidores de roscas
Patrones de micrómetros de roscas 2 1 Calibres de límites para roscas 6 meses 4 meses Micrómetros de roscas 1 6 meses Medidores de paso de roscas 1 6 meses Medidores de diámetros de roscas 1 6 meses Perfil para roscas 1 6 meses 11. Medidores de engranes
Calibrador con vernier de engranes 6 meses 4 meses Medidora de perfil de engranes 2 1 Medidora de concentricidad 2 1 Medidora de concentricidad por rodadura 2 1 Perfiles y accesorios para engranes 1 6 meses 12. Medidoras de formas en general
Perfilómetros 2 1 Microscopios 2 1 Proyectores de perfiles 2 1 Plantillas de forma y retículas 2 1 Calibres de límites de forma 1 6 meses Plantillas para comparadores 1 6 meses 13. Medidores de calidad superficial
Patrones de rugosidad 1 6 meses Rugosímetro de palpador 1 6 meses 14. Varios
Componentes mecánicos, aditamentos, soportes, trípodes, etc. 1 1 Accesorios electrónicos, neumáticos, ópticos, etc. 1 1
Directrices para determinar los periodos de calibración para equipo de medición según la norma NMX-CC-017/1 IMNC o equivalente ISO 10012. Existe un gran número de factores que influyen en la frecuencia de calibración. Los principales son los siguientes: Tipo de equipo. Recomendaciones del fabricante.
Tabla 8. Recomendación periodos de calibración
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 40
Metrología Dimensional I
Tendencia de los datos obtenidos de los registros de calibración previos. Registros históricos del mantenimiento y servicio. Frecuencia y la severidad del uso. Tendencia al desgaste y deriva. La frecuencia de revisión cruzada contra otro equipo de medición, particularmente de patrones. Frecuencia y formalidad de las verificaciones intermedias. Condiciones ambientales. Exactitud de la medición requerida. La gravedad de las consecuencias por tomar como correcto un valor de medición incorrecto,
debido a fallas en el equipo de medición. Costo de la calibración. Es obvio que en vista de todos estos factores, no puede elaborarse una lista de intervalos de calibración que pudiera ser aplicada universalmente. Es más útil presentar directrices de cómo los periodos de calibración pueden establecerse y entonces revisarlos una vez que la calibración se ejecute de manera rutinaria. Existen dos criterios básicos y opuestos que requieren analizarse al decidir los períodos de calibración para cada elemento del equipo de medición los cuales son: Es conveniente que el riesgo de que un equipo esté fuera de especificación cuando lo están
usando sea el mínimo. Es conveniente mantener al mínimo el costo de las calibraciones. Por lo tanto, los métodos que se presentan para la selección inicial de los periodos de calibración y para el reajuste de éstos están basados en la experiencia. Selección inicial de los periodos de calibración.- La base para la determinación inicial del periodo de calibración es invariable la llamada intuición ingenieril. Alguien con experiencia en mediciones en general o en particular del equipo de medición a ser calibrado y de preferencia con conocimientos de los periodos empleados por otros laboratorios, hace una estimación para cada elemento del equipo o grupo de elementos, del periodo de tiempo que probablemente permanezca dentro de la tolerancia de calibración. Los factores a considerar son:
Las recomendaciones del fabricante del equipo.
Las recomendaciones de expertos.
La influencia del ambiente.
La exactitud de la medición requerida. Métodos de revisión de los periodos de calibración.- Existen varios métodos para revisar los periodos de calibración, los cuales se definen por:
Los equipos son tratados de manera individual o por grupo.
Los no cumplen con sus especificaciones debido a la deriva o por su uso. Método 1: Ajuste automático o de escalera.- Los resultados de la calibración se comparan con los las tolerancias del instrumento, si los resultados se encuentran dentro de los límites el periodo de calibración se alarga pero si los resultados se encuentran muy próximos a estos límites el periodo de calibración se reduce. Esta respuesta “escalonada” puede producir un rápido ajuste de los intervalos y es llevado a cabo fácilmente sin esfuerzo administrativo.
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 41
Metrología Dimensional I
Método 2: Carta de control.- Se eligen los mismos puntos a calibrar en cada calibración y se grafican los resultados contra el tiempo. De esta grafica se calcula la dispersión y la deriva, ya sea la deriva media sobre un periodo de calibración o en el caso de equipo muy estable, la deriva sobre varios periodos. Método 3: Instrumentos similares.- Los elementos del equipo de medición se agrupan inicialmente en base a la marca, su confiabilidad y su estabilidad esperada, se asigna al grupo un periodo de calibración inicialmente sobre la base de la intuición ingenieril. En cada grupo, al término de la calibración se determina la cantidad de equipos que se detectaron con errores excesivos o en estado de no conformidad y se expresa en porcentaje referido a la cantidad total de instrumentos de ese grupo. Si el porcentaje de equipos no conforme es excesivamente alta, es conveniente que el lapso de calibración se reduzca. Si un subgrupo particular de equipos (de un tipo o fabricación particular) no se comporta como el resto de los del grupo, este subgrupo debe ser cambiado a otro con un periodo de calibración diferente. Es conveniente que el periodo durante el cual se evalúa el desempeño sea el más corto posible y compatible con la obtención de una cantidad estadísticamente significativa de equipos calibrados para un determinado grupo. Si la proporción de elementos no conformes en determinado grupo resulta muy baja, puede ser económica justificable incrementar el lapso de calibración. Método 4: Tiempo “en horas de operación”.- Esta es una variación de los métodos anteriores. El método básico permanece intacto pero el lapso de calibración se expresa en horas de uso en lugar de meses calendario o tiempo transcurrido. El elemento del equipo se puede acondicionar con un indicador de tiempo transcurrido y se vuelve a calibrar cuando el indicador alcanza un valor especificado. La ventaja teórica importante de este método es que el número de calibraciones realizadas y por lo tanto el costo de las calibraciones varían en proporción directa con el tiempo de operación del equipo. Además, hay una verificación automática de la utilización del equipo. Desventajas practicas:
Conviene que el método no sea usado cuando se tenga conocimiento que el equipo deriva o se deteriora en almacenamiento o cuando es manipulado o cuando ha estado sujeto a cierto número de ciclos cortos de encendido y apagado; en cualquier caso es conveniente tener un respaldo de tiempo calendario.
El costo inicial de la compra e instalación de medidores de tiempo es alto y puesto que los usuarios pueden interferirlos, se requiere de una supervisión que incrementa los costos.
Es más difícil lograr un flujo de trabajo continuo con este método que con los otros que se han mencionado, ya que el laboratorio desconoce la fecha de la próxima calibración.
Método 5: Prueba en servicio o prueba de la “caja negra”.- Este método es complementario a la calibración completa. Puede proporcionar información parcial útil sobre las características del equipo de medición entre calibraciones completas y puede dar una guía sobre que tan apropiado es el programa de calibración. Es particularmente aplicable a instrumentos y tableros de prueba complejos. Los parámetros críticos se inspeccionan frecuentemente (una o más veces al día) con equipo de calibración portátil o preferentemente con una caja negra fabricada específicamente para inspeccionar los parámetros
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 42
Metrología Dimensional I
seleccionados. Si se encuentra que el equipo no está conforme al revisarse con la caja negra, se envía a calibración completa. Aunque teóricamente el método tiene una alta confiabilidad, es ligeramente ambiguo pues el equipo podría estar fallando en algún parámetro que la caja negra no esté midiendo. Adicionalmente, las características de la caja negra pueden no ser constantes y es necesario también confirmarla regularmente.
4.4 Registro de las calibraciones
Es recomendable contar con registros y sistemas de control interno para mantener evidencias de toda información que involucre al laboratorio. Registro general de entradas y salidas de equipo en el laboratorio.- Estos registros especifican las condiciones en que entran o salen los patrones, aparatos o instrumentos de medición del laboratorio. Registro de equipo.- Todo equipo de medición debe contar con un registro que asegure su identificación única, la cual contenga las características técnicas principales del equipo y la descripción de las condiciones en que se encuentra, incluyendo la existencia de anomalías o condiciones especiales. Este registro va enfocado a asegurar la confiabilidad del patrón, el aparato o el instrumento de medición. Registro del trabajo efectuado.- Todo servicio realizado por el laboratorio contará con un registro o número de control con el fin de ser identificado fácilmente para cualquier aclaración o duda. Registro del método de medición.- Todo procedimiento de medición o calibración existente en un laboratorio deberá contar con un número o clave de control, así como estar documentado por escrito con los requisitos necesarios para que cumpla como método aprobado, basado ya sea en normas nacionales o internacionales vigentes.
5. Calibración de Instrumentos Dimensional Para la calibración calibradores, Calibración de indicadores, calibración de micrómetros, calibración de calibradores, remítase al manual de prácticas.
6. Bibliografía González, Carlos. Zeleny, Ramón. “Metrología”, D.F, México: Mc Graw Hill, 2001
González, Carlos. Zeleny, Ramón. “Metrología Dimensional”, D.F, México: Mc Graw Hill, 1999.
CENAM. Apuntes “General de Metrología Dimensional”. Querétaro. Qro: 2003.
CIDESI. Apuntes “calibración de Instrumentos de Dimensional”. Querétaro, Qro.:2006
NMX-EC-3650-IMNC: 2004 “Especificaciones geométricas de producto (EGP) – Patrones de longitud – Bloques patrón”.
NMX-CH-002-IMNC-2004 “Instrumentos de medición dimensional – Calibradores tipo vernier y medidores de profundidades – Diseño y requisitos”.

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 43
Metrología Dimensional I
Este manual es susceptible de enriquecerse. Son de gran valor las aportaciones que para ello se hagan. Documento de trabajo desarrollado en: El Centro Regional de Optimización y Desarrollo de Equipo de Celaya. Diego Guzmán #901, Frac. Zona de Oro I Celaya, Gto C.P 38020 Tercera versión Celaya, Gto. Fecha: Junio 2013. Realización: M.I Miguel Angel Silva García
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 44
Metrología Dimensional I
BIBLIOGRAFÍA Para presentar la bibliografía considere los siguientes aspectos: Apellido paterno del autor con mayúsculas y seguido de coma, apellido materno y nombres con mayúsculas y minúsculas, título de la obra subrayado, con mayúsculas y minúsculas, editorial, país y año, separados por una coma, con mayúsculas y minúsculas. En orden alfabético.
Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 45
Metrología Dimensional I

Al Servicio del Sistema Nacional de Educación Superior Tecnológica
CR-PP-PO-05-04 Rev. 1 46
Metrología Dimensional I