mobil kırıcılar
TRANSCRIPT



ÖNSÖZ
Bina Yıkımı,Yöntemleri ve Makina İle Yıkımın Ayrıntıları
Kentsel Dönüşüm Sürecinde Mobil Kırıcılar
Kontrollü Yıkım
Shuttle Buggy/Malzeme Kaldırma ve Aktarma Makinaları
Makina Kırılması Sigortası ve Operatör
Toplumumuzda Güvenlik Kültürü
Hidrolik Sistemlerde Kirlilik Olayı, Kirlenme Tipleri, Kirlenme Neden-leri ve Korunma Yolları
Ön Düzen Ayarları
Kentsel Dönüşüm ve Yıkım
Ana Sanayinin Gözünden İş ve İnşaat Makinaları Sektörü
İleri Yağlamanın Yakıt Tasarrufuna Etkisi
Nostalji: “Yakıtın Soğukta Akış Performansı”
Üç Boyutlu Yazıcı Teknolojisi
Etkinlikler ve Haberler
Basında İMMB
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERGİSİ
İş Makinaları Mühendisleri Birliği Derneği yayın organıdır.Üç ayda bir yayınlanır.
ISSN 1306-6943
2013 Şubat Sayı: 41
İMMB Adına Sahibi
Duran KARAÇAY
Sorumlu Yazı İşleri Müdürü
Bayramali KÖSA
Yayın Komisyonu
Duran KARAÇAY Mustafa SİLPAĞARBayramali KÖSAMurtaza BURGAZHalil OLKANHalide RASİMEngin Murat BAHARFaik SOYLUTurgay KARGINTuğba DEMİRBAĞGülderen ÖÇMEN
Yazışma Adresi
Uzayçağı Caddesi No: 62/7 Ostim / ANKARATel: 0.312 385 78 94 • Faks: 0.312 385 78 95
www.ismakinaları.org.tre-posta: [email protected]: [email protected] e-posta üyelik adresi:[email protected]
Tasarım ve Baskı
Bizim Grup BasımeviMithatpaşa Cad. 62/11 Kızılay / ANKARATel: 0.312 418 18 03 - 0.312 418 18 63 - 0.312 418 10 89Faks: 0.312 418 10 69e-posta: [email protected] - [email protected]
Grafik Tasarım
Hasan ERKAN
Yayının Türü: YerelBasım Tarihi: 27 Şubat 2013
Bu dergi üyelerine ilgili kurum ve kuruluşlaraücretsiz olarak dağıtılır.Yayınlanan yazılardaki sorumluluk yazarlarına, ilanlardaki sorumluluk ilan veren kurum ve kişilere aittir.Yayınlanan yazılara ücret ödenmez.Yayınlanmayan yazılar geri iade edilmez.
4
6
18
22
34
24
36
40
58
72
68
64
Reklam İndeksi
76
8895
80
2013 İŞ MAK. KONGRESİ 70 ALPEM (Arka Kapak İçi Karşısı)ANADOLU ELEKTRİK 57ANADOLU FLYTGT 17ANİŞMAK (Önsöz Karşısı)ARUSDER 74ASC TÜRK MAK. (Arka Kapak)BONGFIGLIOLI 15BP CASTROL 47DAS OTOMOTİV 9ECE 38ECE 39ESSA GRUP MAKİNA 33GÜRİŞ 49HAKMAK 63HİDROMEK (İçindekiler Karşısı)İMER L&T 27İMMB EĞİTİM İLANI 86İMMB HİDROLİK 79IRENEC 87KASTAŞ 11KOMATEK FUARI 71KOZMAKSAN 75MAPA PETROL (Arka Kapak İçi)NORMED 29ÖZBEKOĞLU 43ÖZÇELİKLER 53ÖZKARDİŞLİ 51PETLAS 21Pİ MAKİNA 45PİMMAKSAN 13PMS 37PURADYN 31SANDVİK (Ön Kapak İçi Karşısı)SANKO MAK.(Ön Kapak İçi)SEMIX 35TETA 55WIN FUARI 66YIKIM KONGRESİ 67


İMMB Nedir?İMMB; İş makinaları konusunda uzmanlaşmış makina
mühendisleri tarafıdan 1998 yılı Ağustos ayında kuruldu.
Farklı sektörlerden (inşaat firmaları, maden firmala-rı, iş makinası üreticileri, iş makinası temsilcileri ve ser-visler) gelen profesyonellerin ortak amaçla toplandı-ğı bir dernektir.
İMMB’nin Amacı Nedir?İMMB’nin amacı; çoğunluğu ithal ürünler olan iş ma-
kinalarının tanınmasını, ulusal servetimiz olan bu üretim makinalarının iyi işletilmesini ve ekonomik ömürlerinin ve-rimli bir şekilde sürdürülmesini sağlamaktır.
Amacımız; verimliliği sağlayacak bilgi kaynaklarına en kısa sürede ulaşmak, bu kaynaklara ihtiyaç duyacak nitelikli insan potansiyelinin güç birliğini oluşturmaktır. Bu bilgilerin teknik alt kadrolara ulaştırılmasıyla da en yaygın şekilde paylaşımını sağlamaktır.
İMMB; Üyelerine her yıl düzenli seminerler ver-mek suretiyle, üyelerinin bilgi düzeyinin yükseltilmesi-ni sağlamaktadır. Bu seminerler aynı zamanda sektör-deki insanların bir araya gelerek tanışmalarını sağla-maktadır ki bu da gelişimi ivmelendirmektedir.
İMMB’nin internet ortamındaki grup mailinde üye-ler ihtiyaçlarını gruba duyurmak suretiyle yardımlaş-mayı sürdürmektedir.
Derneğin her üç ayda yayınladığı İMMB dergisi il-gili kurumlar, şirketler ve bireylere ücretsiz olarak gön-derilmektedir.
ÖnsözÖnsöz Duran KARAÇAY
İMMB Yönetim Kurulu Başkanı
Değerli Okurlar;
Geçen yılın değerlendirmelerinin bitirildiği, belirlenen 2013 yılı hedeflerine ulaşmak için he-yecanla çalışmaların başladığı bir zaman diliminde bizde İMMB olarak, sizlere dergimizin 41. sayısını ulaştırmış olmanın heyecanını yaşıyoruz.
Bu dergimizde ülkemizde yeni büyük bir proje olan kentsel dönüşüm projeleri hakkında yazı-lar bulacaksınız. Daima ısrarla söylediğimiz konu ülkemizde alt yapı eksikliğinin olduğu ve hal-kımızın yaşadığı bina stokunun %60’a yakınının plan ve projelere aykırı yapıların oluşturduğu gerçeğinin farkına varılmasıydı.
Kentsel dönüşüm projelerinden beklediğimiz, bütün bu aykırılıkların giderildiği, daha sağlıklı ve çevreci, günümüz şartlarına uygun yaşam mekanlarının oluşmasıdır.
Yapıların ve alt yapıların uzun süreli kullanıma elverişli olan yapılar yapılması ile birlikte, yıkılan yapılarda maksimum seviyede geri kazanım yöntemleri kullanılması kentsel dönüşüm projelerin-deki kazanımları maksimize edecektir.
Bu projelere iş makinası yönünden bakıldığında farklı özel amaçlı makinalara ihtiyaçlar olacaktır. Makine satı-cıları ve imalatçıları bu makinaları tedarik etmek için ça-lışacaklar, sektörde bu makinaları kullanacak personel ihtiyacı artacaktır.
Geçen yıl ülkemizde iş makinaları pazarı yüzde 13 büyüme ile kapandı. Bu yıl da toplamda sektörün büyü-me kaydedeceğini düşünüyoruz. Bazı makine cinslerin-de pazar daralması olabilir. Büyümenin kompakt ürün-lerde daha fazla olacağı görülüyor. İş makinası sektörü sürekli dünyadaki ekonomik dalgalanmalardan etkilenen bir sektör, bu nedenle, kesin bir büyüme rakamı vermek zor, ülkemiz için yüzde 10 civarında bir büyüme tahmin ediyoruz.
Sektörün en önemli sıkıntısı olan eğitimli personel sıkıntısı bu yılda yaşanacak sıkıntıların başında olacak. Bu nedenle İMMB olarak eğitimlere daha yoğun olarak devam edeceğiz.
Saygılarımla


İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
6
Bina Yıkımı, Yöntemleri ve
Makine İle Yıkımın Ayrıntıları
Gökhan BÜYÜKKANTARCIOĞLU / İstanbul Bölge Mak. Sat. Müd. Yrd. / Enka Pazarlama İhr. İth. A.Ş.
Kentsel dönüşüm kavramını özellikle ilgili yasa meclisten geçeli çok sık duyar olduk. Özellikle deprem afeti riski
taşıyan kentlerimizde sağlam ve güvenli olmayan binaların yıkılarak yenilerinin yapılması düşüncesi, beraberinde bina yıkım işlerine olan ilgiyi de arttırdı. Binaların nasıl yıkılacağı, buna nasıl karar verileceği, hangi yöntemlerin kullanılacağı
bu alanda çalışmak isteyen firmaların ortak problemleri oldu. Bu yazıda bu konuları tartışırken Türkiye’deki mevcut uygulamalar arasında en popüler olanı ekskavatör ile yıkım
hakkında da bilgi vermeye çalışacağız.
Öncelikle yıkım işinin sadece yıkım anı olmadığı, öncesi ve sonrası bir takım adımlar içerdiği unutulmamalı. Doğru bir yıkımın evreleri şu şekilde olacaktır:
A. Yıkım Öncesi Hazırlık EvresiYıkım işlemini yapacak olan firma öncelikle yıkımı nasıl
yapacağını belirler ve bunun projelendirir. Yıkım işinin nasıl yapılacağı kararı verilirken bir çok etken göz önünde bulu-nudurulur. Yıkım işi yapacak bir firmanın bu yıkımı nasıl ve hangi yöntemle yapacağını belirlerken göz önünde bulun-durması gereken etkenler şunlar olacaktır:
• Güvenlik: Güvenli olmayan bir yıkımın; doğuracağı kötü sonuçlar göz önünde bulundurulduğunda, başarılı ol-ması düşünülemeyecektir. Bu nedenle yıkımdan önce yıkımı yapılacak binada ve çevresinde bir takım güven-lik önlemleri alınır. Binanın doğalgaz, elektrik, su ve ka-nalizasyon bağlantıları kesilir. Binada patlayıcı özellikte olabilecek mutfak tüpü vb. maddeler uzaklaştırılır. Yıkım
öncesi güvenlik önlemleri alındıktan sonra, yapıla-cak yıkımın hangi yöntem ile yapılması durumunda güvenli olabileceği tartışılır. Hemen yanında yerle-şimin olduğu bir projede patlayıcı kullanılarak yıkım yapılması güvenli olmayacaktır. Meyilli bir arazide, alt kirişlerin kesilerek binanın devrilmesi düşüncesi uygun olmayacaktır. Eğer yıkım iş makineleri ile yapı-lacaksa bina çevresinde güvenlik iskelesi kurulması gerekecektir. Bu gibi güvenlik unsurları yıkım öncesi devrede göz önünde bulundurulur ve gerekli düzen-lemeler yapılır.
• Zaman: Yıkımın ne kadar sürede yapılması gerektiği, yöntemi belirlerken bir diğer etkendir. Özellikle şehir içi yıkımlarda genelde patlatcılar ile yıkım yapılamaz ve yı-kılacak bina işlek bir caddenin üzerinde olabilir. İş ma-kineleri ile yıkım yapılmasını gerektirecek bu durumda, uzun erişimli yıkım makinesinin kullanılması gerekiyorsa, geniş çalışma alanı gerektiren bu makineler için bu so-kaktaki trafiğin kapatılması gerekecektir. Belediyenin ve-

7
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
receği trafik kesme süresi müseadesi dahilinde yapıla-cak yıkımda kullanılacak olan makinenin bu süre içinde yıkımı tamamlayabilecek kapasitede olması beklenir.
• Maliyet: Uygulanacak yıkım yönteminin belirlenmesin-de oluşacak maliyet önemli bir unsurdur. Genelde çev-resel güvenlik endişelerinin yaşanmadığı, uzun zaman alacak, büyük çaplı yıkım projelerinde (stat, gökdelen, baştan sona bir sitenin yıkılması vb.) patlayıcılar ile yı-kım, birim maliyetler göz önüne alındığında iyi sonuç ve-recekken, çevrede güvenlik sakıncalarının da bulundu-ğu, nispeten küçük yıkımlarda patlayıcılar ile yıkım birim maliyetlerde kötü sonuç verecektir. Maliyet konusunda düşünülecek bir diğer konu da yıkımda açığa çıkacak bir takım değerli madenlerin geri dönüşümüne karar ve-rilecek yöntemin ne kadar izin vereceğidir. Bazı binalar-da bolca bulunan iletişim kabloları ve içerdikleri değerli madenler, binanın itiva ettiği demir, binanın bir bölümün-de bulunabilecek tarihi eser vb. durumlarda seçici ve ayıklayıcı yıkım yapılabilecek yöntemler seçilir.
B. Yıkım Evresi
Gerekli yıkım öncesi önlemler ve hazırlıklar tamamlan-dıktan sonra uygun yıkım yöntemi seçilir ve yıkım işlemi başlatılır. Seçilebilecek yıkım yöntemleri şunlardır:
• Patlayıcılar yardımı ile yıkım: Yapının taşıyıcı kirişle-rinin patlayıcılar yardımı ile kesilerek yapının olduğu yere yığılması yöntemidir.
• Ekskavatör ile yıkım: Farklı boyut ve yetenekte eks-kavatörlerin kullanılması ile yapılan yıkımdır.
• Yıkım güllesi (vinci) ile yıkım: Bir vince bağlı sallama gülle ile yapılan yıkımdır.
Türkiye’deki yıkım işlerinde en çok kullanılan yöntem ol-ması nedeni ile, bu yazıda ekskavatör ile yıkım konusunu ayrıntıları ile inceleyeceğiz.
Ekskavatör ile yıkımın bu kadar çok tercih edilmesinde-ki nedenlerin şunlar olduğunu söyleyebiliriz:
8
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
• Türkiye’de yıkımı yapılan binaların genelde şehir içinde olmaları ve çevrelerinde ev, işyeri vb. diğer bi-nalar bulunduğu için patlayıcıların güvenli olmaması, gülle uygulaması için yeterli alan bulunmaması.
• Genelde komple saha yıkımları yerine tek tek binala-rın yıkılması
• Gülle ile yıkıma göre daha kısa sürede yıkımların ya-pılabilmesi
• Seçici-ayırıcı yıkım yapılabilmesi
• Ekskavatör kullanımının zaten yaygın olması ve kolay bulunabilirliği
• Birçok projede daha diğer yöntemlere nazaran daha az maliyetli oluşu.
Yıkım işlerinde değişik tipte ekskavatörler kullanılır. Bu ekskavatör tiplerini şöyle sıralayabiliriz:
• Uzun erişimli yıkım ekskavatörleri: Genellikle bom ucuna takılan hidrolik makas ataşmanı ile birlikte kul-lanılan, yıkım işleri için dizayn edilmiş uzun bir ataş-mana (kol) sahip olan özel maksatlı ekskavatörler.
• Mini ekskavatörler: Dar alanlarda çalışabilen küçük boyutlu ve genelde bom ucuna takılan hidrolik kırıcı ya da kapma ataşmanı ile çalışan ekskavatörler
• Konvansiyonel ekskavatörler: Hafriyat işlerinde de
kullanılan, kova ya da hidrolik kırıcı ile çalıştırılan, ül-kemizde genelde 20-30 ton çalışma ağırlığı aralığın-da seçilen genel maksatlı ekskavatörler.
Bu ekskavatör tiplerinden birisi projenin özelliğine göre seçilebilir ya da bir kaç tip aynı projede kullanılabilir.
Ekskavatör ile yıkım yapılırken başlıca iki farklı yöntem izlenir bunlar:
1. Makinenin bina üstüne çıkarılması ve buradan başlayarak kat kat aşağı doğru yıkım
2. Makinenin bina dışından yeryüzü seviyesinde kul-lanılarak yıkımın yapılması.
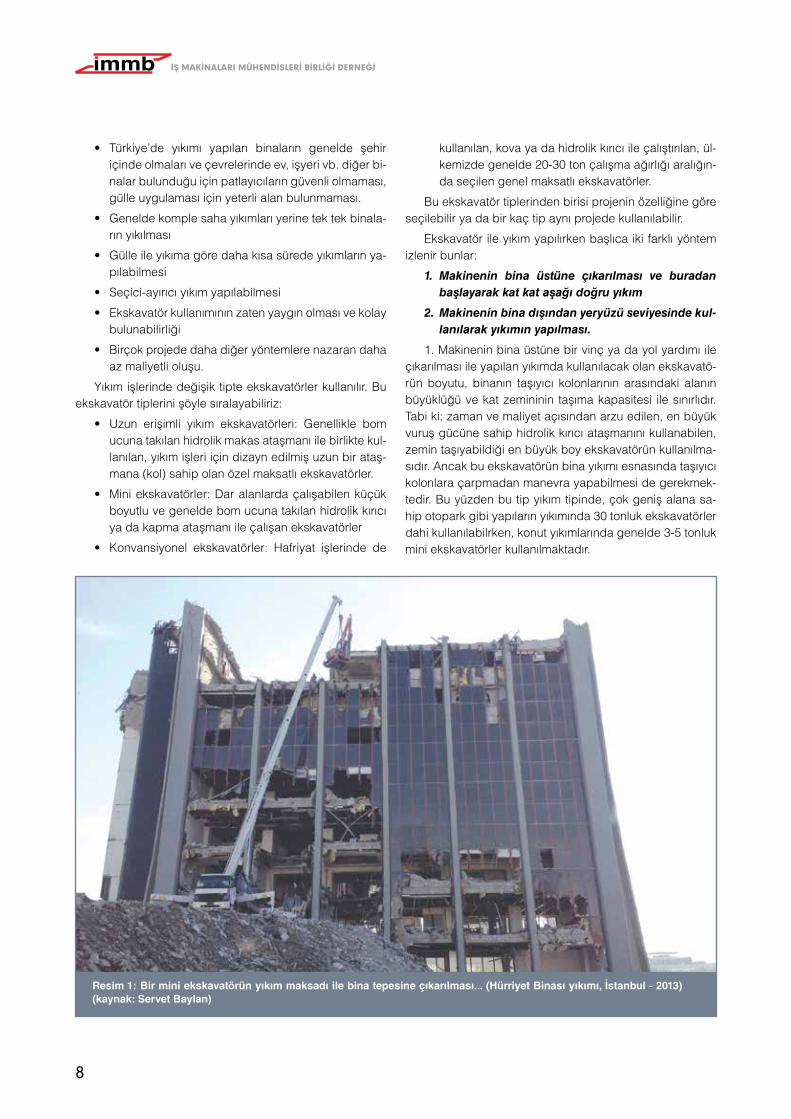
1. Makinenin bina üstüne bir vinç ya da yol yardımı ile çıkarılması ile yapılan yıkımda kullanılacak olan ekskavatö-rün boyutu, binanın taşıyıcı kolonlarının arasındaki alanın büyüklüğü ve kat zemininin taşıma kapasitesi ile sınırlıdır. Tabi ki; zaman ve maliyet açısından arzu edilen, en büyük vuruş gücüne sahip hidrolik kırıcı ataşmanını kullanabilen, zemin taşıyabildiği en büyük boy ekskavatörün kullanılma-sıdır. Ancak bu ekskavatörün bina yıkımı esnasında taşıyıcı kolonlara çarpmadan manevra yapabilmesi de gerekmek-tedir. Bu yüzden bu tip yıkım tipinde, çok geniş alana sa-hip otopark gibi yapıların yıkımında 30 tonluk ekskavatörler dahi kullanılabilrken, konut yıkımlarında genelde 3-5 tonluk mini ekskavatörler kullanılmaktadır.
Resim 1: Bir mini ekskavatörün yıkım maksadı ile bina tepesine çıkarılması... (Hürriyet Binası yıkımı, İstanbul - 2013) (kaynak: Servet Baylan)

10
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
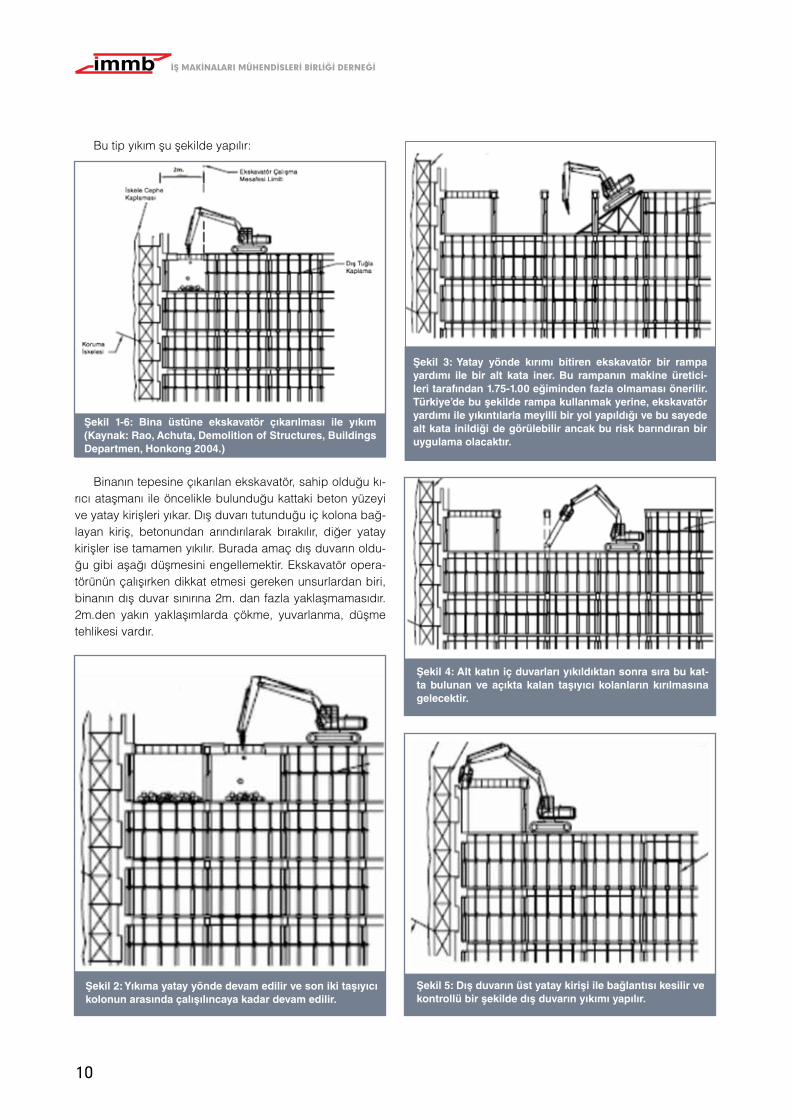
Bu tip yıkım şu şekilde yapılır:
Binanın tepesine çıkarılan ekskavatör, sahip olduğu kı-rıcı ataşmanı ile öncelikle bulunduğu kattaki beton yüzeyi ve yatay kirişleri yıkar. Dış duvarı tutunduğu iç kolona bağ-layan kiriş, betonundan arındırılarak bırakılır, diğer yatay kirişler ise tamamen yıkılır. Burada amaç dış duvarın oldu-ğu gibi aşağı düşmesini engellemektir. Ekskavatör opera-törünün çalışırken dikkat etmesi gereken unsurlardan biri, binanın dış duvar sınırına 2m. dan fazla yaklaşmamasıdır. 2m.den yakın yaklaşımlarda çökme, yuvarlanma, düşme tehlikesi vardır.
Şekil 1-6: Bina üstüne ekskavatör çıkarılması ile yıkım (Kaynak: Rao, Achuta, Demolition of Structures, Buildings Departmen, Honkong 2004.)
Şekil 2: Yıkıma yatay yönde devam edilir ve son iki taşıyıcı kolonun arasında çalışılıncaya kadar devam edilir.
Şekil 3: Yatay yönde kırımı bitiren ekskavatör bir rampa yardımı ile bir alt kata iner. Bu rampanın makine üretici-leri tarafından 1.75-1.00 eğiminden fazla olmaması önerilir. Türkiye’de bu şekilde rampa kullanmak yerine, ekskavatör yardımı ile yıkıntılarla meyilli bir yol yapıldığı ve bu sayede alt kata inildiği de görülebilir ancak bu risk barındıran bir uygulama olacaktır.
Şekil 4: Alt katın iç duvarları yıkıldıktan sonra sıra bu kat-ta bulunan ve açıkta kalan taşıyıcı kolanların kırılmasına gelecektir.
Şekil 5: Dış duvarın üst yatay kirişi ile bağlantısı kesilir ve kontrollü bir şekilde dış duvarın yıkımı yapılır.


12
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Bina üzerine ekskavatör çıkarılarak yapılan bu uygu-lamada, her zaman başlanılan büyüklükteki ekskavatör ile iş bitirilemeyebilir. Aşağı katlara inildikçe daralabilecek çalışma alanında daha küçük boylu ekskavatörlere geçiş yapılabilir.
Genel konut tipi binaların yıkımında, sıklıkla ekskavatör boyu olarak 3 ve 5 tonluk mini ekskavatörler seçilir. Konut-larda odaların küçük oluşu, taşıyıcı kolonlar arasında ma-nevra yapılabilecek alanın dar oluşu bu yöntemle yıkımda mini ekskavatörlere duyulan ihtiyacı arttırır. Bir yıkım pro-jesinde 3 ve 5 tonluk mini ekskavatörlerin her iki boyunun da sığabileceğini hesaplayan yıkımcı firma, binanın daya-nıksız olduğunu göz önüne alarak, kırım gücünün yetebile-ceğini düşünerek maliyet endişesi ile daha küçük 3 tonluk ekskavatörünü tercih edebilir. Ya da çok sağlam olduğu düşünülen bir binada tam tersi yapılabilir.
Bu tür yıkımda operatör binanın içinde olduğu ve bina iç yapısını kolayca gözlemleyebildiği için, seçici-ayıklayıcı yıkım yapabilir. Geri dönüşüm yapıldığında değerli olabile-cek iç ahşap kaplamalarını, elektronik kabloları, fayanslar, dolaplar vb parçaları ayıklayarak belli bir yerde biriktirerek yıkım işini yapabilir.
2. Makinenin bina üstüne çıkarılmadan bina dışından yıkım yapılması ise diğer bir makineli yıkım uygulamasıdır. Bu uygulama, daha sık yapıldığı şekli ile yurkarıdan aşağı yıkım yöntemi ile yapılabildiği gibi, çok küçük yapılarda ta-şıyıcı kolonun en alttan kesilmesi ile de yapılabilir.
Yapılacak yukarıdan aşağı yıkım yönteminde yeryüzün-de bulunan makinenin bina tepesine ulaşabiliyor olması beklenir. Bunun için bu yöntemde kullanılan ekskavatörler bina üstüne çıkarılarak yıkım yapan ekskavatörlere göre boyut olarak çok daha büyük, bom (kol) erişim kabiliyeti olarak çok daha üstündürler.
Kullanılan uzun erişimli bu özel yapım ekskavatörde şu özelliklerin olması beklenir:
• Yükseğe erişimi sağlayacak uzun ancak dengeyi bozmayacak özel yapım bom ataşmanı,
• Düşen parçalardan kaçmayı mümkün kılacak, ön ataşman kullanılırken kesintisiz ve anında yürüyüş hareketi yapabilecek hidrolik sistem tasarımı,
• Operatörün yukarıda çalıştığı noktayı görebilmesini mümkün kılacak yukarı yönde kayma hareketi ya-pabilen ve aynı zamanda kazalarda operatörün can güvenliğini koruyabilecek sağlamlıkta kabin,
• Operatörün çevresi ve eğer varsa bina içindeki per-sonel ile iletişimini sağlayacak megafon sistemi,
• Operatörün makine arkasını görebileceği arka görüş kamera sistemi,
• Denge unsurunu sağlayacak ek arka ağırlıklar.
Bu tip yıkım, bina üstvüne çıkılarak yapılan yıkıma göre kullanılabilen kesici-parçalayıcı ataşmanların daha büyük oluşuna paralel olarak daha seri olacaktır. Ancak, çalışa-cak bu uzun erişimli özel ekskavatörler için bina dışında çalışma alanı gerektirmektedir. Bu uzun erişimli ekskava-törler üreticiler tarafından genelde 16m. ile 40m. dikey eri-şim aralığında üretilir. Erişim arttıkça ana makinenin boyu denge ve güç unsurları gereği büyüyecektir. Türkiye’de bu tip uygulamalarda en çok 50 ton çalışma ağırlığında ve 21m. erişime sahip ekskavatör modelleri kullanılmaktadır. Standart kat yüksekliğinin 3m. olduğu göz önüne alındığın-da, 21m. erişime sahip bir ekskavatörün 7 katlı bir binayı yukardan başlayarak yıkabileceği düşünülebilir. Uygulama şu şekilde yapılır.
Şekil 6: Dış duvar yıkıldıktan sonra bu katta kalan son ta-şıyıcı kolon da yıkılır ve yıkım en baştaki adımdan başla-narak devam eder.
Şekil 7: Uzun erişimli ekskavatör ile bina yıkılması (Kaynak a.g.e. Rao)


14
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Ekskavatörün bina ile olan yatay mesafesinin, yukarıda yıkım yaptığı anlarda düşen parçalardan zarar görmemesi için en az yıkımı yapılan noktanın yüksekliğinin yarısı kadar olması gerekir. Ekskavatör üreticileri bom yapılarını bu ge-rekliliği düşünerek dizayn ederler. Ancak operatörün yanlış kullanımdan kaçınması gerekmektedir. Makinenin erişimini aşan yükseklikteki binalarda ara katlardan yıkıma başlamak yanlıştır, olduğu gibi binanın üst tarafının yan tarafa yıkıl-ması ile sonuçlanır. Türkiye’de bazı uygulamalarda makine erişimi yeterli olmadığında bina kenarına yıkıntı ya da haf-riyat ile tepecik oluşturulduğu, uzun erişimli ekskavatörün bu tepeciğe çıkarılarak mevcut erişiminin yettiği için daha yüksek bir kattan yıkımın yapılmaya çalışıldığı bazı şantiye ziyaretlerinde görülmüştür. Ancak bu yanlış bir uygulama-dır. Yıkım işinde çalışacak uzun erişimli ekskavatörün ön-celikle dengesi çok iyi olmalıdır ve bastığı zemin sağlam ve düz olmalıdır. Yığın yapılarak oluşturulan tepeciklerde ça-lışıldığında bu yığın kayabilir, ya da üstünde çalışılan yapı ağırlık nedeni ile çökebilir. Bu tarz bir kazada makinenin uzun bomunun çevre yapılara ve insanlara zarar verme-si çok olasıdır. Bu gibi makine erişiminin yeterli olmadığı durumlarda yapılması doğru olan, erişimin yetmediği kat-ların yine mini ekskavatörlerle yukardan başlanarak erişim mesafesine kadar yıkılmasıdır. Bu tip mini ekskavatör-uzun erişimli ekskavatör birlikte kullanım uygulamaları oldukça yaygındır.
Bu uygulamada öncelikle dış tuğla örgü parçalanır. Bu işlem daha önce içeriden insan işgücü ile yapılabildiği gibi mevcut uzun erişimli makineye riper (tırnak) ya da çok kü-çük kova takılarak da yapılabilir.
Dışarıdan yapılan yıkımda ilk önce taşıyıcı kolonların arasındaki tuğla (ya da beton) duvar yıkılır. Dış duvarlar yine en sona bırakılır.
Daha sonra bina en üstten başlanarak yatay erişimin izin verdiği derinlikte dikey yönde yapılır.
Bu yıkım işleminde kiriş ve kolonların yıkılmasında eks-kavatörde hidrolik makas ataşmanı kullanılır. Bu ataşman
Şekil 8: Tuğla (ya da beton) duvarın yıkılması ve kalan kolonlar (Kaynak: a.g.e Rao)
Resim 2: Bina kolon arası tuğla örgünün uzun erişimli ekskavatör ve ucunda takılı küçük kova ile parçalanması... (Esenler Havaalanı Mahallesi Kentsel Dönüşüm Projesi, İstanbul- 2013)
Resim 3: Bina dış duvarının tuğla örgüden arındırılmış hali... (Kalamış İlköğretim Okulu Yıkımı, İstanbul-2012)
Resim 4: Uzun erişimli ekskavatör ile bina yıkımı-dikey yıkım... (Avcılar bina yıkımı, İstanbul-2010) Kaynak: Akkaya Yıkım


16
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
hidrolik gücü kullanarak çene biçimindeki yapısı arasına sıkıştırdığı kolonların beton yapılarını parçalar ya da için-deki demir örgüyü keser. Bunun için bu hidrolik makas ataşmanları parçalayıcı ve kesici olarak iki farklı şekilde satılır. Doğru bir yıkım işi yapmak isteyen yıkım firması, bu ataşmanları makine parkında barındırmalıdır. Bu ataş-manların değiştirilmesi manuel yöntemlerle zaman alaca-ğı için çabuk değiştirme aparatı (quick coupler) önerilir. Son dönemde parçalıyıcı ve kırıcı özelliğini birlikte sunan kombi ataşmanlar da üreticiler tarafından sunulmaktadır. Yıkım yüksekliğinin azalması ile ataşman değişikliği yapıl-ması yerine parçalama işi bir başka ekskavatör (genellikle konvansiyonel erişimli ekskavatör) ile de yapılabilir. Uzun erişimli yıkım esnasında hızlı yıkım yapıldığı ve bu sırada ciddi miktarda çevrede toz kaldırdığı için yıkım yapılan böl-ge yıkım esnasında sulanır.
Uzun erişimli ekskavatörlerin kullanılmadığı ancak özel-likle tek ya da az katlı (çok katlı binalarda bu uygulama teh-likelidir) binaların dışından yapılan yıkım şekli ise ekskava-törle ona takılı çelik halat yardımı ile alt taşıyırıcı kolonların kırılması ve duvarın devirilmesidir.
Kolonların taşıyıcı gücü hesaplanır ve hangi aralıklarla devirme yapılacağı belirlenir. Bundan sonra bu aralıktaki taşıyıcı kolonlar zayıflatılır ve duvardaki demir bağlantılar kesilir. En sonunda ekskavatöre bağlı çelik bir halat ile bu parça çekilerek devirilir.
Ekskavatör ile yıkım, sağladığı avantajlar nedeni ile çok tercih edilen, bununla beraber uygulamasının doğru yapıl-ması gereken, yurdumuzda en çok tercih edileceği bekle-nen yıkım metodudur.
C. Yıkım Sonrası EvreBu evrede artık yıkım tamamlanmıştır ancak yıkımdan
arta kalan moloz ve diğer artıkların ele alınması gerek-mektedir. Bu aşamada yıkıntılar arasında şayet daha önce seçili yıkım yapılamamışsa değerli olabilecek bakır-altın-gümüş gibi değerli madenler bunlara ek olarak molozların arasında kalan bina demirleri vb. ayrıştırılır.
Kelleher Çevre firmasının (ABD) 2011 yılında yaptığı ça-lışmaya göre yıkılan binalardan çıkan materyaller, ağırlıkları bazında yoğunlukları orantılandığında aşağıdaki gibidir:
Özellikle demirin yıkıntıların arasından ayrıştırılması için molozları parçalayıcı bir makine kullanılmalıdır. Bu iş için tercih edilen makine, mobil konkasördür. Mobil konka-sörlere atılan moloz, ufak parçalara parçalandıktan sonra içindeki demir çıkış bantında bulunan mıknatıs yardımı ile ayrılır. Bu sayede bu demir geri dönüştürülür ve bu gelir ile yıkım maliyeti düşürülür.
Gerekli ayrıştırmalar yapıldıktan sonra kalan molozun alandan nakli, hafriyat ekskavatörleri ile yapılır.
Yıkım, günümüzde kentsel dönüşüm projelerinin gün-demi meşgul etmesi ile önemini arttırmış bir iş kolu. Bu nedenle yıkımın doğru yapılması ve yıkım yollarının araş-tırılması son derece önemli bir gerekliliktir. Bu yazının yı-kım konusunda genel bir bilgi vermekle birlikte, ekskavatör ile yıkım konusunda bir takım soruları da yanıtlayabildiğini umarız...
Şekil 9: Ekskavatöre bağlı çelik halat ile duvar yıkımı
Grafik 1: Konut yıkımlarında açığa çıkan yıkıntılar(kaynak: http://www.cwrtexas.com/recycling_info)
Resim 5: Yıkım sahasında mobil konkasör uygulaması


İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Kentsel DönüşümSürecindeMobil KırıcılarMurat Görsen ÜSTE / Satış Destek Mühendisi / ASC Türk Mak. Ticaret A.Ş
Türkiyede kentsel dönüşüm kapsamında yaklaşık 7 milyon konut yıkılarak, yerlerine depreme dayanıklı yeni nesil binalar yapılacak. Yıkılan binalardan arda kalan inşaat atıklarının tekrar değerlendirilmesi ve ekonomiye geri kazandırılması da işte bu süreç içerisinde çok önemli bir yer alıyor. Bu atıkların ekonomik değerlerinin oldukça yüksek, olması dolayısı ile, doğru şekilde geri dönüştürüldükleri zaman ortaya çıkan değerlerin, kentsel dönüşüm için harcanacak paraların ve kaynakların geri kazanımı konusunda önemli bir katkı sağladığı açıkça görülmektedir.
18

19
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Geri dönüşüm işinin doğru şekilde yapılması elbette doğru ekipman kullanımı ile gerçekleştirilebilir. Şehir içi yı-kımlarda en önemli parametre mobilite olduğu için, Mobil Kırıcılar ve Mobil Elekler bu sektörde en çok tercih edlen makine sınıfını oluşturmaktadır.
Mobil kırıcı tesislerin bazı avantajlarıSabit kırıcı tesisler elektrikle çalışıyor ve belirli bir lokas-
yonda sabit olarak kuruluyor. Bu da yıkımı yapılan binadan arta kalan malzemelerin bu tesislere nakliyesinin yapılması, kırılması ve ardından tekrar son kulanıcıya nakliye edilmesi demektir. Yakıt ve diğer nakliye masraflarını düşündüğü-müzde geri dönüşüm için uygun olmadıklarını rahatlıkla söyleyebiliriz. Ayrıca şehir içlerinde bu tesislerin kurulabil-mesi için yeterli alan bulunmamaktadır. Bu tür tesislerin ku-rulabilmesi için öncelikle ÇED raporu alınması da gerekiyor.
Mobil tesisler ise (kırıcılar ve elekler) istenilen lokasyon-da 30 dk içinde kırıma ve elemeye hazır hale getirilebiliyor. En büyük avantajlarından bir tanesi, makinanın olduğu yer-de bulunan geri dönüşüm malzemesinin, dönüştürülerek son kullanıcıya direkt gönderilmesi. Hem zaman hem de nakliye masraflarından direkt tasarruf etmenizi sağlıyorlar. Yasal olarak da iş makinesi sınıfına girdikleri için herhangi-bir ek rapora (ÇED vb.) ihtiyaç duymuyorlar.
Mobil kırıcı ve eleklerin seçiminde ve satın alınmasın-daki en önemli kriter ihtiyaca uygun makine tespitidir. Kırıla-cak malzemenin cinsi, saatlik üretim kapasitesi, nihai ürün

20
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
olarak hangi boyutlarda malzeme istendiği gibi bilgiler göz önünde bulundurularak makine seçimi yapılmalıdır. Ope-rasyonun özelliğine göre Çeneli Mobil Kırıcı, Konik Mobil Kırıcı veya Darbeli Mobil Kırıcı seçilebilir.
Mobil kırıcının kırma kapasitesi ve özelliği yeterli ise ve nihai ürün olarak karışık malzeme isteniyorsa, sadece Mo-bil Kırıcı alınarak işletmeye verilebilir. Ancak, nihai ürün ola-rak çeşitli boyutlarda malzeme isteniyor ise Mobil Kırıcıdan çıkan ürünün mutlak suretle ayrıştırılması gerekir. Burda da Mobil Elekler devreye girer. Nihai ürünler istenilen boyutlar-da ayrıştırılır, depolanır yada son kullanıcıya sevk edilebilir.
Mobil Kırıcı ve Elekler mobilite özelliğine sahip oldukları için makine boyutlarına bağlı olarak, istenilen alana kolay-ca kurulup işletmeye alınabilirler.
İşletme esnasında dikkat edilecek bazı detaylar ise şu şekilde özetlenebilir:
1. Kaliteli agrega (nihai ürün) için mutlaka ön eleğe sa-hip bir kırıcı kullanılmalıdır. Ön elek yıkıntı atığı içinde bulunan toprağı eler ve nihai ürünün kalitesini artırır. Çıkan agreganın ürün olarak kullanılabilmesi için uy-gun eleme alanına sahip ürün eleği ile elenmesi ge-reklidir. Böylece ürün gerekli olan ayrıma sahip olur.
2. Çevresel etkileri en az indirgemek için Kırıcının Ça-lışma Gürültü seviyesi Deklarasyonu olmalıdır.
Kırma işlemi yapılırken çıkan tozlara karşı Toz indir-geme sistemine sahip olmalıdır.
3. Kırıcı yıkıntı içindeki metal parçaları ayırmak için mut-laka manyetik bir banta sahip olmalıdır.
4. İşletme maliyetlerini azaltmak için, kırılacak malze-meye uygun kırıcı üniteye sahip olan mobil kırıcılar seçilmelidir.
5. Operatörler ürün ile ilgili yeterli eğitimi almış olmalıdır.6. Makinelerin bakımları gerekli periyotlarda uygun bir
şekilde yapılmalıdır.


İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Patlatmalı yıkım tekniği ülkemiz kaynaklarının etkin ve hızlı kullanımını sağlayacak çağdaş bir yaklaşımdır. Dep-rem sonrası kullanılamayacak durumda yüzlerce hatta bin-lerce bina ortaya çıktığı düşünüldüğünde, bunların ortadan kaldırılması için en uygun yöntem patlayıcı kullanmaktır. Patlayıcı yardımıyla yıkımlar hızlı bir şekilde yapılıp şehir-lerin yeniden yapılandırılması hız kazanacağı açıktır. pat-latmalı yapı yıkımının disiplinler arası bir iş olduğu ve bu işin yapılmasında; yapı statiği, inşaat, çevre, kazı, delme, patlayıcı madde, makine, güvenlik vb. konularda uzman kişilerden oluşan ekipler tarafından ortak ve kusursuz he-saplamalar sonucu başarıya ulaşabilmektedir.
Bir yapının patlatılarak yıkılması çalışmasında her aşa-manın uygun yöntem ve sırada yürütülmesi gerekmektedir. Bu işlemler yıkım öncesi ve sonrasında titizlikle uygulan-malıdır. Ancak bu şekilde yapılan planlamalar ile yapının istenilen şekilde yıkılarak, patlatmanın çevreye olan zararlı etkilerden, mal ve can kayıplarından korunmak mümkün olacaktır. Bu yüzden yapı patlatmalarının planlanmasında uygun patlatma tasarımının yapılmasına yönelik olarak sür-dürülen çalışmalar yanında patlatma kaynaklı muhtemel çevresel etkileri en aza indirecek önlemlerin alınması içinde çalışmalar yürütülmesi mecburiyet hatta bir zorunluluktur. Patlatmalı yıkım çalışmaları sırasında ortaya çıkan çevresel etkilerin en önemlileri ve alınması gereken önlemler kısaca;
KontrollüUğur TUTAR / Genel Müdür Yardımcısı / Ege Nitro
Ülkemizde kentsel dönüşüm programında gündeme gelen patlatmalı
bina yıkımları yıkım süreci; teknik, ekonomik ölçüleri içinde işçi sağlığı ve iş güvenliği, çevre ile olan ilişkisi,
mühendislik ilkeleri ile bilimsel hesap gerektiren ileri düzey mühendislik
gerektiren bir iştir.
Yıkım
22

23
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
1. Patlamanın etkisi ile ortaya çıkan değişik ebattaki yapı parçalarının neden olacağı etkiler: Patlayıcılar-la yapı yıkımında, oluşan gerek görüntü ve gürültü kirliliğini önlemek gerekse patlatma anında oluşan tozun, hava şokunun ve fırlayan parçaların önlen-mesi için yapının patlayıcı ile şarj edilen bölümleri üzerine ve çevresine koruyucu malzemeler yerleşti-rilir. Bu amaçla yıkılacak yapı da delik delme işleri ile patlayıcı yerleştirme işleri sırasında çalışılan mekân dış çevreden izole edilir. Bu izolasyon işlemi özel tel çitler ve jeoteksil kullanılarak yapılmalıdır.
2. Patlayıcı maddelerin neden olduğu hava şoku ve gürültü etkisi; Patlamanın etkisiyle oluşacak hava şokunun, yakın yapılardaki camların kırılmasına se-bep olma ihtimalinden dolayı çevre sakinleri, patla-ma ve etkileri hususunda uyarılır, ve alınması gerekli tedbirler açıklanır. Bu amaçla bina yıkımları için özel olarak dizayn edilen gecikmeli kapsül kullanımı hava şokunu %70 oranında azalmasını sağlamaktadır. Bu nedenle yer üstü madencilik ve taş ocağı işletmeci-liğinde kullanılmak üzere üretilen ürünler asla kulla-nılmamalıdır.
3. Yıkım esnasında oluşan tozlar; Patlatmalı yıkım es-nasında oluşan tozu kısmen de olsa azaltmak için patlatmadan önce yapı çevresi ve yapının düşürüle-ceği alan bol su ile ıslatılır, yıkım sonrası için basınçlı su atabilen seyyar veya sabit sulama sistemleri hazır durumda bekletilir. Binanın üst katlarına özel dizayn edilmiş su balonları kullanılır.
4. Patlayıcı maddeler ve binanın yıkılması esnasında oluşan titreşimler; Yapının çökmesi anında oluşabile-cek olan vibrasyonun olası etkileri sebebiyle, patla-tılacak yapının yakınlarından geçen doğalgaz hatları geçici süreliğine kapatılır. Yıkılan yapının düşürüle-ceği bölgeye kum veya toprak gibi şoku önleyebi-lecek malzemeler yığılarak, oluşabilecek vibrasyon mümkün olan en az seviyeye çekilir. Yıkım şantiyesi-
ne yakın yapılar arasında güvensiz hale gelen yapı veya hasarlı yapı mevcut ise; bu yapılara girilmeme-si ve yaklaşılmaması için tedbirler alınır.
5. Toplumsal bilgilendirme ve risk yönetiminde çevre-sel işbirliği; Planlanan patlatma zamanı çevre sa-kinlerine bildirilir. Patlatmalı yıkım faaliyeti yapılacak mahal ve çevresinde, halkın korku, kaygı ve panik yaşamasına engel olmak için mahalli idareler vası-tasıyla gerekli bilgilendirme toplantıları, duyuru ve uyarıların koordinasyonu yapılmalıdır.
6. Kullanılacak olan patlayıcı maddelerin güvenliği; Şarj işlemlerinde kullanılacak olan patlayıcı madde-ler ile kullanıcıların fiziksel güvenliklerinin alınması ve yıkım tamamlanıncaya kadar devamlılığının sağlan-ması gerekmektedir. Bu amaçla yerel ve özel güven-liklerin koordinasyonu ve gerekli önlemlerin alınması gerekmektedir. Genel olarak patlayıcı maddeler ile kontrollü bina yıkımları çevresel olarak özel bir merak uyandırmaktadır. Bu nedenle yukarıda bahsedilen özel önlemlerin yanısıra yapının yıkılması esnasında, izleyecek olan kalabalığın güvenli bir mesafede ol-maları sağlanmalı yakın çevredeki insan ve araç tra-fiği makul bir süre zarfında durdurulmalıdır. çağdaş kentlerde, standardı yüksek bir yaşam sürmek her kentlinin hakkıdır. plansız ve sağlıksız yerleşme ne-deniyle hizmetlerin güçlükle götürülebildiği, kentsel donatıların yetersiz kaldığı veya olmadığı yerleşim birimlerinde kentsel sorunların hızlı bir şekilde gide-rilmesi için patlayıcı maddeler ile kontrollü yıkım için gerekli yasal düzenlemelerin bir an önce yapılması ülkemiz yararına olacaktır. Unutmayalım ki zaman deprem sonrası yaraları sarma zamanı değil önce-sinde gerekli önlemleri alma zamanıdır. Saygılarımla;

İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Shuttle Buggy
Pick-up machine olarak literatüre giren ve bizim asfalt kaldırma veya mal-zeme kaldırma olarak tanımlayacağımız makinalar; figure malzeme yığını gibi yola dökülmüş sıcak karışım asfaltı yerden fini-şer haznesine aktaran makinalardır. Mal-zeme kaldırma makinası ve finişer alttaki resimde görüleceği gibi tandem (katar) olarak çalışırlar. Asfalt serimin de sürekli-lik olması ve ağır yüklü damperli kamyonu
itekleme gereği olmaması, serim kalitesi-ni arttırmaktadır. Bu uygulamada asfaltın önce yere serilmesi sonra finişere akta-rılmasında ısı kayıpları gözlendi. Bu da olumsuz yanı idi.
Daha sonraları damperli kamyondan doğrudan BSK’yı finişere aktaran pick-up makinaları gerçekleştirildi. Bu makinalar-da sıcaklık dengesinde daha olumlu ge-lişme gözlendi.
Asfalt uygulama makinalarının Türkiye’de en az bilinenleri
ve uygulamada görülmeyeni olan
malzeme kaldırma (Pick-up ) machines
ve Malzeme Aktarma (Material Transfer Vehicles
MTV )makinalarıdır. Bu makinaların
uygulama alanları, kullanım özellikleri ve
getirdiği faydalarını yakından tanıyalım.
Malzeme Kaldırma ve Aktarma MakinalarıDerleyen: Mustafa SİLPAĞAR / Makina Yüksek Mühendisi / LİMAK İnş. San. ve Tic. Aş.
24

25
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Sıcak karışım asfaltın yola serilmesinde ise özel dam-perli kamyonlar kullanılmaktadır. Damper kasasının altında bulunan helezon sistemi damper içindeki asfaltı karıştıra-rak yola serer. Bu uygulamada asfaltın önce yere serilmesi sonra finişere aktarılmasında ısı kayıpları gözlendi.
Lastikli asfalt finişerlerinin ABD’de kullanımı paletli fini-şerlerden fazladır. Lastikli makinaların manevra kabiliyeti-nin ve serimin hızlı olması tercih edilmesine vesile olmuştur. Lastikli finişerlerin sıkıştırma özellikleri, paletli finişerlerden az olması ise dezavantajı olmuştur. Yere dökülen asfal-
tın kaldırma makinaları ile finişere aktarılması uygulaması damperli kamyonların ve asfalt plentinin kesintisiz çalışma-sını ve ekonomiklik sağlaması sebebi ile bu sistem uzun süre devam etmiştir. Asfalt serimi ve yolda meydana gelen arızaların analizi neticesinde Malzeme Aktarma Makinala-rının (MTV Material Transfer Vehicle) imal edilmesi fikri or-taya çıkmıştır. Roadtech firmasınca üretilen Shuttle Buggy türünün ilk örneği olması sebebi ile Malzeme Aktarma/ Besleme Makinalarının ismi gibi olmuştur. Süreç içinde Te-rex , Wirtgen firmalarınca üretimine başlanması ile dünya-da bilinirliği ve tanınması fazlalaşmıştır.

26
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Malzeme Aktarma Makinaları katar (tandem) veya pa-relel (ofset) çalışma imkanı verir. Böylelikle aynı anda iki serim doğrultusu takip edilir.
İlk yapılan makinalarda kamyondan aktarılan BSK hele-zonlarla merkeze aktarılıp, bir kamyon boşaltma konveyörü ile simetrik olmayan döküm ağzından finişer besleme kon-veyörüne aktarılıyordu.
Kullanılan konveyör sistemi finişerler de kullanılan ve asfaltçılar tarafından gelberi olarak adlandırılan çelik aşın-
ma lamaları ile teşkil olunan zincir sistemidir. Konveyörün alt yüzeylerinde malzeme çelik aşınma plakaları üzerinden nakil edilmektedir. Bu makine ile arzu edilen tane ve sıcak-lık dengesi sağlanamayınca bugün Shuttle Buggy olarak adlandırılan Malzeme Aktarma Makinası geliştirildi.
Malzeme Aktarma Makinasının yapısını Shuttle Buggy örneği üzerinden inceleyecek olursak; Damperli kamyonun malzeme boşalttığı 8 tonluk giriş haznesi ve bu haznede bulunan helezon tipi karıştırıcı, sonrasında bir kamyon bo-şaltma konveyörü ( çelik lamalardan teşkil edilmiş zincir tahrikli) BSK (Bitümlü Sıcak Karışım- Sıcak karışım Asfalt) 25 tonluk karışım haznesine taşır. Karışım haznesinin al-tında bulunan 3 değişik adımlı (hatveli) helezon tekrar bir karıştırmayı temin eder ve yine çelik lamalı bir ara transfer konveyör ile asfalt finişeri yükleme konveyörüne gönderilir. (Alttaki resimde ara transfer konveyörü belirgin gösteril-memiştir. Diğer ticari markalarda aktarma konveyörlerinde özel techiz edilmiş band sistemleri kullanılmaktadır. Sıcak asfaltın bu bantlara yapışmaması içinde bantlar ısıtılmak-tadırlar.


28
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Karıştırma haznesinde bulunan 3 farklı hatveli (adım) (triple pitch auger) karıştırma helezonu, haznenin her bir tarafından malzemeyi sağ ve sol taraftan merkeze doğru aktarır. Bu esnada farklı tanecik yapı ve sıcaklığındaki mal-zemenin tam karışımı sağlanmış olur.
Kısaca fiziksel yapısını tanıdığımız Malzeme Aktarma Makinalarının temin ettiği asfalt kaplamadaki faydaları ve bunların oluşum mekanizmalarını irdeleyelim. Bitümlü Sı-cak Karışım; bilindiği gibi belli tane büyüklüğündeki kırılmış taşların belli oranlarda karışımlarının bitümle kaplanıp yola serilmesi ve sıkıştırılması ile oluşmaktadır. Başarılı bir BSK uygulamasında serilen malzemenin her yerinde aynı oran-da tanecik ve ısı dağılımı gerekmektedir. Asfalt plentinden çıkan BSK nın sıcaklığı 160-170 C (Polimer modifiye Bitüm kullanılmasında ise 180 C) civarında dır. Bu malzemenin sıkıştırılması esnasında ise sıcaklığın 110 C nin altına düş-memesi gerekir. Bu sıcaklığın altında BSK yı sıkıştırmaya teşebbüs edersek yol kaplamasında çatlamalar meydana gelir. BSK nın serim kalitesini etkileyen iki etmen; segra-gasyon ( malzeme tanecik ayrışması) ve termal ( BSK nın sıcaklığındaki) dengesizlik dir. Bu iki unsura dikkat edil-memesi halinde yapılan asfalt kaplamanın ömrü azalırken, uzun vadede bakım ve onarım maliyeti artacaktır.
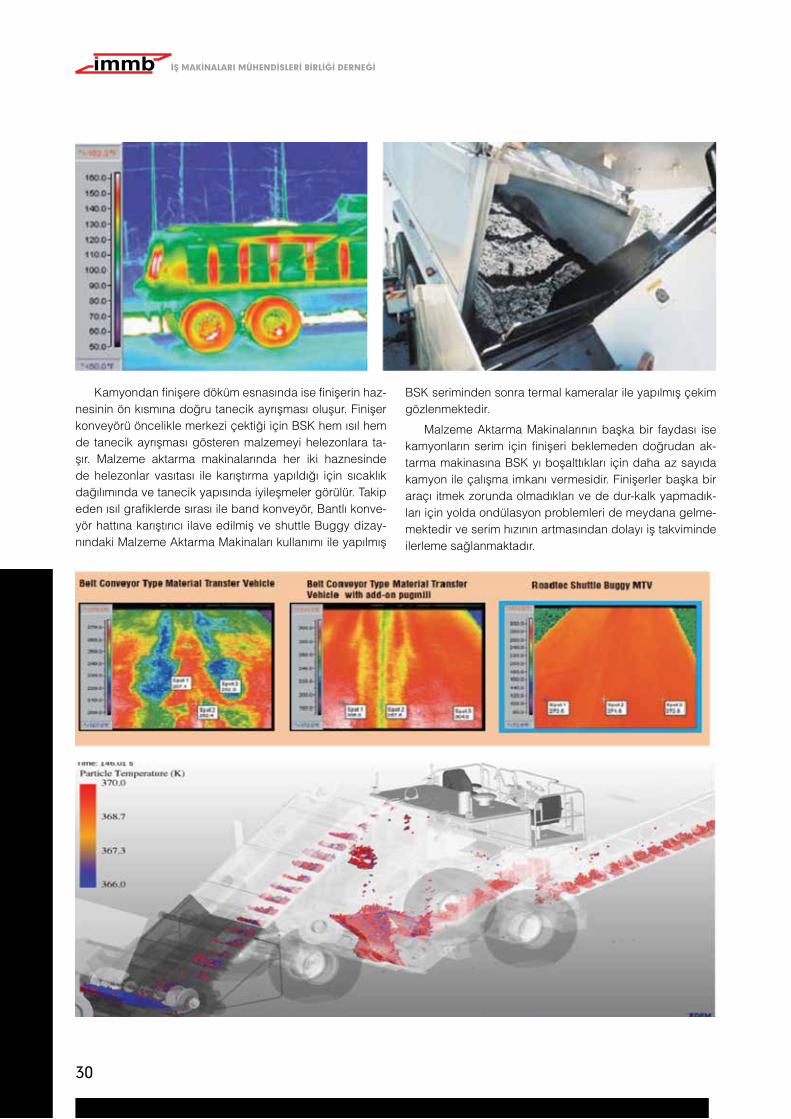
Üstteki resimde klasik kamyon-finişer sistemi ile yapı-lan bir BSK uygulamasından sonra termal kameralar ile yapılan sıcaklık tespiti gösterilmektedir. Serim esnasında oluşan bu ısı farklılıkları neticesinde termal çatlaklar oluşur. Malzeme tanecik dağılımındaki ayrışmalar (segregasyon) silindirle sıkıştırmanın ideal şekilde yapılmasına mani olur. Asfaltın bünyesinde kalan hava boşluklarıda ilerde çatla-ma oluşumlarına yol açar. Tanecik dağılımı (gradasyon) ve termal dengesizlikliklerin oluşumu Asfalt plentinde başlar. Mikserden çıkan BSK stok silosuna veya kamyona boşaltı-lırken yer çekimi etkisi ile tanecik ayrışmasına uğrar.
Daha sonrasında veya kamyon kasasında dış ortamla temas halinde bulunan yüzeyler iç kısımlara nazaran daha kolay ısı kaybederler. Kamyon seyir halinde iken üst kısım-da rüzgar tesiri ile soğuma daha hızlı olur bazen de ka-buklaşma meydana gelir. Kamyon kasası ile temasta olan kısımlar nispeten yavaş soğur, ortada kalan malzeme ise en az soğumaya uğrar. Silodan kamyona dolum esnasında iri tanecikler kenarlara yayılır.

30
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Kamyondan finişere döküm esnasında ise finişerin haz-nesinin ön kısmına doğru tanecik ayrışması oluşur. Finişer konveyörü öncelikle merkezi çektiği için BSK hem ısıl hem de tanecik ayrışması gösteren malzemeyi helezonlara ta-şır. Malzeme aktarma makinalarında her iki haznesinde de helezonlar vasıtası ile karıştırma yapıldığı için sıcaklık dağılımında ve tanecik yapısında iyileşmeler görülür. Takip eden ısıl grafiklerde sırası ile band konveyör, Bantlı konve-yör hattına karıştırıcı ilave edilmiş ve shuttle Buggy dizay-nındaki Malzeme Aktarma Makinaları kullanımı ile yapılmış
BSK seriminden sonra termal kameralar ile yapılmış çekim gözlenmektedir.
Malzeme Aktarma Makinalarının başka bir faydası ise kamyonların serim için finişeri beklemeden doğrudan ak-tarma makinasına BSK yı boşalttıkları için daha az sayıda kamyon ile çalışma imkanı vermesidir. Finişerler başka bir araçı itmek zorunda olmadıkları ve de dur-kalk yapmadık-ları için yolda ondülasyon problemleri de meydana gelme-mektedir ve serim hızının artmasından dolayı iş takviminde ilerleme sağlanmaktadır.


32
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Malzeme Aktarma Makinaları ile farklı uygulamalarda faydalanma imkanı vardır. İki yol arasında Jersey bariyerle yol bölmesi yapılmış ise bariyerler arasını peyzaj için top-rak doldurma, yol kenarında hendek doldurma veya kaldı-rım asfaltlamasında çalışacak mini finişerlerin beslenmesi-ni sağlamak.
Yine bu makinaya windrow head denilen yola figüre gibi serilmiş BSK yı yükleyecek ataşman takılabilir.
Yüksek gerilim hatlarının altında, tünel veya üst geçit altlarında veya döner kavşak uygulamalarında finişerlere manevra serbestisi sağlamada yararlı olurlar. Finişer yük-leme bandı sağ ve sol tarafa 55 derecelik bir yükleme alanı taramasına müsaade eder. Kazınmış yolda asfalt seriminde kamyonların asfalt yapıştırıcısı (emülsiyon) üstünde gitme-mesini, hizalama teli (string line) hattına müdahil olmamayı sağlar.
Kaynaklar.
Roadtech (Astec) / Essa Cedarapids (Terex)Vögele (Wirtgen) internet siteleri
Örnek Kamyon Döngüsü HesaplamalarıStandart serim Malzeme Aktarma
Makinası ileTesiste gecikme 0 dk 0 dkAsfalt tesisinde yükleme süresi 1 dk 1 dk..Kantar fişi ve numune alma süresi 5 dk 5 dkSerim yerine ulaşım süresi 20 dk. 20 dk.Serim yerinde bekleme 15 dk. 0 dk .Kamyon değişimi 2 dk. 0 dk.Damper boşaltma 3 dk. 2 dk.Asfalt tesisine dönüş 20 dk. 20 dk. Toplam beher kamyon döngüsü 66 dakika 48 dakikaKamyon başına maliyet döngüsü 66,00 $ 48,00 $Ton başına maliyet (20 ton yükleme) 3,30 $ 2,40 $ YükleKamyon sefer sayısı gün 9 12 Günlük gerekli toplam sefer sayısı 120 120Gerekli günlük kamyon sayısı 14 10


İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
34
Makina Kırılması Sigortası ve
Operatör
Ancak ister sigorta kapsamında düşünülsün ister dışın-da özellikle hareketli iş makinaları; yükleyici, ekskavatör, dozer, greyder vb. makinalar için önemli olan bir başka faktör ise operatördür. Operatörün niteliği makina açısın-dan, belgelendirilmesi ise sigorta açısından önemlidir. Sigorta açısından operatör hataları teminat altındadır an-cak sigorta şirketleri düzenledikleri makina kırılması poli-çelerinde, operatörlerin Milli Eğitim Bakanlığınca operatör belgesi vermeye yetkili kuruluşlar tarafından düzenlenen kurslar neticesinde verilen operatör belgesini teminatın geçerli olması için ön koşul olarak belirtmektedir. Bununla ilgili hasarın teminat dışında kaldığı durumlar yaşanmakta-dır. Sigorta Tahkim Komisyonu'na ulaşan bir hasarda, ma-kinanın operatör belgesine sahip olmayan biri tarafından kullanılması neticesinde oluşan hasarın sigorta şirke-tince karşılanmadığı anlaşılmaktadır. Poliçede buna dair bir koşul belirtilmiş ise sigortalının yapacağı çok fazla bir şey yoktur. Elbette herhangi bir belge değil yetkili kuruluş-lardan alınmış, kullandığı makinayla ilgili bir belgeye sahip olması gere-kir operatörün.
Başka bir husus ise, bir açıdan sigortayı da ilgilen-dirmektedir, operatör niteliğidir. Bir makinayı kullanabil-mek her durumda yeterli değildir. Yine Sigorta Tahkim Komisyonu'na ulaşan bir uyuşmazlıkta operatör taş oca-ğında çalışmakta olan bir makinayı kullanmaktadır. Yemek molası sırasında makinayı tehlikeli bir biçimde park eder ve makinanın üzerine düşen kayalar makinanın önemli öl-çüde hasar görmesine neden olur. Şantiyelerde, makina parklarında, araçların, makinaların park edilmesi hususu da önem taşımaktadır. Burada yine operatöre çok fazla gö-rev düşmektedir. Yine yaşanan bir olayda; sürmekte olan bir hes inşaatında gelişi güzel şantiye sahasına bırakılan araçların bulunduğu zemindeki toprak, derivasyon tünelin-den çıkan suyu yönlendiren setin yıkılması sonucu sularla birlikte kaymaya başlamış, o karışıklıkta araçlar kımıldatıla-madığı için çoğu sele kapılarak kullanılamaz hale gelmiştir. Yine poliçelerde inşaat sahası, şantiye sahasında araçla-rın, malzemelerin nasıl bulundurulacağın kurallara tabi ol-duğu, buna uyulmamasının hasarın teminat dışı kalmasıyla sonuçlanacağı belirtilmektedir.
Operatörlük belgesi veren kuruluşlardaki eğitimin ka-litesi bu açıdan belirleyicidir. Niteliksiz operatörlerin yol açtığı hasarlar sigorta poliçelerinde ödenecek primlerin ciddi biçimde artmasına yol açmaktadır. Makina parkla-rında bulunan makinaları amacının dışında kullanan, zor-layan şirketler de yine hem makinaların ekonomik ömrünü
kısaltmakta hem de sigorta primlerinin kar-şılanamayacak biçimde artmasına
neden olmaktadır.
Makinaların ekonomik ömrünü belirleyen etmenlerin başında
bakımdan sonra sigorta teminatı altına almak gelmektedir. Makina
Kırılması Sigortası özellikle hareketli iş makinaları için düzenlenen "geniş
kasko klozu" da düşünüldüğünde oldukça geniş bir teminat sunmaktadır.
Hakan BULUT / Sigorta Eksperi / Kuzgun Ekspertiz


36
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Toplumumuzda Güvenlik Kültürü
Yasaların uygulamasında görülen aksaklıkların sosyal taraflarca tartışılarak, yasaların yeniden yapılandırılması, uygulanma zorluklarını ortadan kaldırmakta ve uyumluluğu sağlamaktadır. Ülkemizde de 2003 yılından beri izlenen yoğun çalışmalarla, işçilerin çalışma hayatları düzeltilmeye çalışılmıştır. 6331 sayılı iş sağlığı ve güvenliği kanunu ile tüm çalışanların çalışma ortamları düzenlenmesi hedefle-nerek kanun ve yönetmelikler çıkartılarak toplumumuzda güvenlik kültürü oluşturulmaya çalışılmaktadır.
Toplumumuzda çalışma hayatının düzenlenmesi 1865 yılında Ereğli kömür havzasında çalışan işçilere yöne-lik “Dilaver Paşa Nizamnamesi”, Cumhuriyet döneminde 1921 yılında 151 sayılı “Ereğli havzai Fahmiye Maden Ame-liyesi Hukukuna Yönelik Kanun” ile başlamış günümüze kadar birçok mevzuat değişiklikleriyle gelmiştir. Toplumu-muzda kurallar koymakla bir yere varamayacağımız ger-çeğiyle yüz yüzeyiz. Konu ile ilgili bilgi ve deneyim sahibi olsak da kurallara uyma noktasında eksiklerimiz olduğu gerçeğini kabul etmemiz gerekmektedir. Maalesef mevzu-at uygulamalarında işveren yasaya zorunluluktan uymaya çalışmakta, çalışanlar ise bana bir şey olmaz mantığıyla hareket ederek uyum sağlanmaya çalışmaktadır. SGK is-tatistiklerine göre 2010 yılında meydana gelen 62.903 iş kazası sonucu 1.444 kişi hayatını kay-betmiştir. Avrupa’da iş kazalarında bi-rinci sırada gelmekteyiz, kaybettiğimiz değerleri düşündükçe üzülüyoruz fakat çabuk unutuyoruz. Toplum olarak ku-rallara uyma noktasında çok yolumuz olduğu gerçeğiyle karşı karşıyız. Dostlar alışverişte görsün mantığını bırakmamız gerekmektedir.
Toplumumuzda; Güvenlik kültürü-nün oluşması için tüm tarafların kendi-sine çeki düzen vermesi gerekmektedir. Basit fakat acı bir örneği yorumsuz ola-rak resimde görmekteyiz.
• İşveren; iş sağlığı ve güvenliğinin ne olduğunu, işletmesine neler kazandıracağını öğrenmeli, ka-nun, yönetmelik ve kuralları zorunluluktan ziyade, uygulamanın gerekli olduğuna inanarak hayata geçirmeli, eğitim, önleme, denetleme faaliyetlerini artırmalı, çalışanlar kabulleninceye kadar gayret etmeli, işyerine iş sağlığı ve güvenliğini kurallarını oturtmalıdır.
• Çalışanlar; iş sağlığı ve güvenliğini kurallarını be-nimsemeli, eğitimlerde aldıkları bilgileri iş yaşamın-da uygulamalı, kurallara iş-veren talimatını yerine getirmekten ziyade, kendi sağlığı ve güvenliği için olduğunu bilmeli ve kurallara uyduğu sürece sağlıklı kalacağını inanmalıdır.
• Devlet; iş sağlığı ve güvenliği yasa ve kurallarını denetleme göreviyle birlikte, uygulamalı eğitimlerle işveren ve çalışanlara anlatmalı, iyi işletmeleri des-teklemeli ve bu işletmelerin kendilerini diğer işletme-lere anlatmasını sağlamalı, geleceğin çalışanlarına ilköğretimden itibaren ulaşmalıdır.
İş sağlığı ve güvenliği kuralları, insanlarımız tarafından benimsenmeli, davranışlarımızla bütünleşmeli, toplumu-muzda kültür halini almalıdır.
Halil OLKAN / Makine Yüksek Mühendisi
Dünyada ve ülkemizde iş sağlığı ve güvenliği konularında gelişmeler yaşanmaktadır. Sanayinin yoğun olduğu ülkelerde, iş sağlığı ve güvenliği, yalnızca çalışma ortamıyla sınırlı olmayıp, yaşam, dinlenme, eğitim, hastane gibi toplumun tüm kesimine yayılmış durumda ve yaşam alanlarının her yerinde etkisini hissettirmektedir.




40
Hidrolik Sistemlerde Kirlilik OlayıKirlenme TipleriKirlenme Nedenleri ve
Korunma YollarıYrd.Doç.Dr. H. Sevil ERGÜR - Cenk ÖZKURT / Eskişehir Osmangazi Üniversitesi
1. Sıvı Kirliliği Nedir?Kirlilik, bazik sıvı ve katkı maddeleri dışında, sıvıya
karışan her türlü katı, sıvı ve gaz halindeki maddelerin ka-tılması olarak tanımlanabilir. Şekil 1' de verildiği gibi kirlilik, katı maddeler şeklinde oluşabileceği gibi, köpürme ile sı-vıya hapsedilen gaz, sıvıya karışan su gibi sıvı maddeler ve yumuşak yapıda malzemelerle de oluşabilir [1].
Hidrolik sıvıların temel görevleri sırasıyla; enerji transferi, hareketli
parçaları sıvılaştırma, ısı transferi ve hareketli parçalar arasında sızdırmazlık sağlama şeklinde özetlenebilir. Bunların herhangi birisinin sağlanmaması, üretim
hattının durmasına ve sonuçta üretim kayıplarına neden olur. Tıkanma, sıvının
kimyasal özelliklerinin bozulması, parçaların aşınması ve korozyona
uğraması, katkıların özelliğini kaybetmesi ve viskozite özelliğinin bozulması gibi
olumsuz reaksiyonlar, hidrolik sıvının sıralanan görevleri istendiği ölçüde
yerine getirmemesinin en önemli sebeplerindendir. Bu olumsuzlar sıvı
kirlenmesi olayını başlatır. İçerisinde kirli sıvı dolaşan bir hidrolik sistem, ideal
performansa ulaşamaz.
Şekil 1. Kirlilik tipleri [2]
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
41
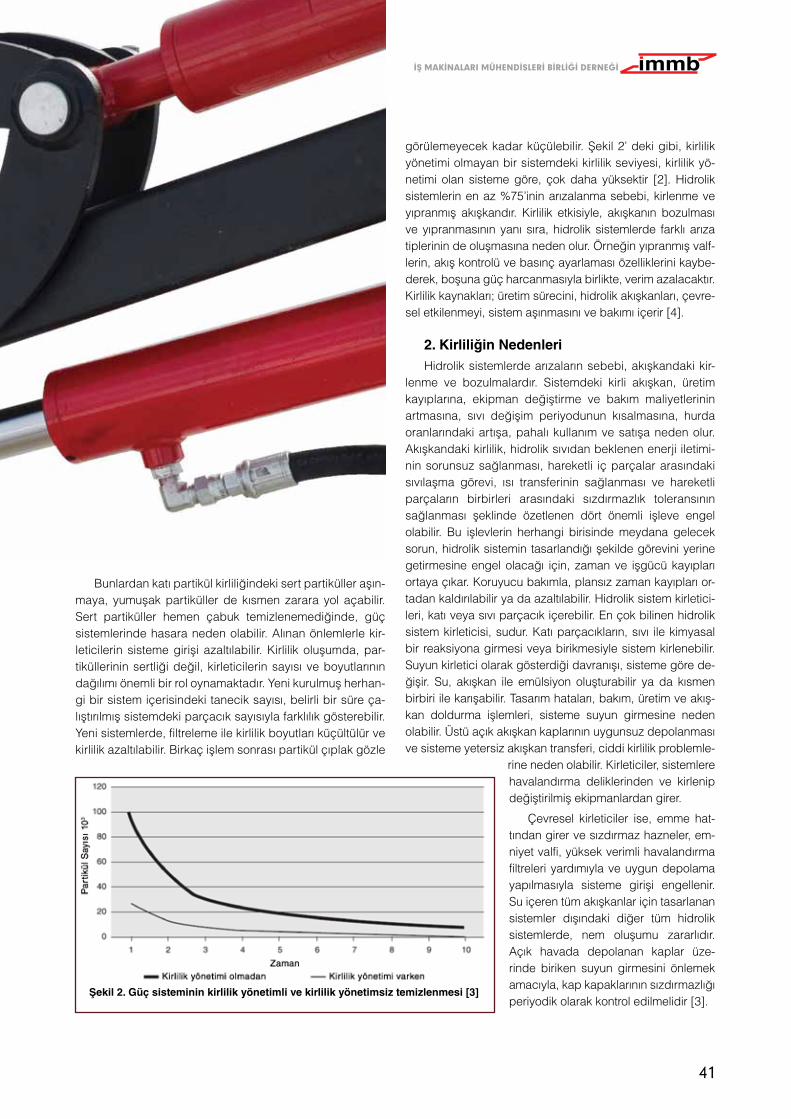
Bunlardan katı partikül kirliliğindeki sert partiküller aşın-maya, yumuşak partiküller de kısmen zarara yol açabilir. Sert partiküller hemen çabuk temizlenemediğinde, güç sistemlerinde hasara neden olabilir. Alınan önlemlerle kir-leticilerin sisteme girişi azaltılabilir. Kirlilik oluşumda, par-tiküllerinin sertliği değil, kirleticilerin sayısı ve boyutlarının dağılımı önemli bir rol oynamaktadır. Yeni kurulmuş herhan-gi bir sistem içerisindeki tanecik sayısı, belirli bir süre ça-lıştırılmış sistemdeki parçacık sayısıyla farklılık gösterebilir. Yeni sistemlerde, filtreleme ile kirlilik boyutları küçültülür ve kirlilik azaltılabilir. Birkaç işlem sonrası partikül çıplak gözle
görülemeyecek kadar küçülebilir. Şekil 2’ deki gibi, kirlilik yönetimi olmayan bir sistemdeki kirlilik seviyesi, kirlilik yö-netimi olan sisteme göre, çok daha yüksektir [2]. Hidrolik sistemlerin en az %75’inin arızalanma sebebi, kirlenme ve yıpranmış akışkandır. Kirlilik etkisiyle, akışkanın bozulması ve yıpranmasının yanı sıra, hidrolik sistemlerde farklı arıza tiplerinin de oluşmasına neden olur. Örneğin yıpranmış valf-lerin, akış kontrolü ve basınç ayarlaması özelliklerini kaybe-derek, boşuna güç harcanmasıyla birlikte, verim azalacaktır. Kirlilik kaynakları; üretim sürecini, hidrolik akışkanları, çevre-sel etkilenmeyi, sistem aşınmasını ve bakımı içerir [4].
2. Kirliliğin NedenleriHidrolik sistemlerde arızaların sebebi, akışkandaki kir-
lenme ve bozulmalardır. Sistemdeki kirli akışkan, üretim kayıplarına, ekipman değiştirme ve bakım maliyetlerinin artmasına, sıvı değişim periyodunun kısalmasına, hurda oranlarındaki artışa, pahalı kullanım ve satışa neden olur. Akışkandaki kirlilik, hidrolik sıvıdan beklenen enerji iletimi-nin sorunsuz sağlanması, hareketli iç parçalar arasındaki sıvılaşma görevi, ısı transferinin sağlanması ve hareketli parçaların birbirleri arasındaki sızdırmazlık toleransının sağlanması şeklinde özetlenen dört önemli işleve engel olabilir. Bu işlevlerin herhangi birisinde meydana gelecek sorun, hidrolik sistemin tasarlandığı şekilde görevini yerine getirmesine engel olacağı için, zaman ve işgücü kayıpları ortaya çıkar. Koruyucu bakımla, plansız zaman kayıpları or-tadan kaldırılabilir ya da azaltılabilir. Hidrolik sistem kirletici-leri, katı veya sıvı parçacık içerebilir. En çok bilinen hidrolik sistem kirleticisi, sudur. Katı parçacıkların, sıvı ile kimyasal bir reaksiyona girmesi veya birikmesiyle sistem kirlenebilir. Suyun kirletici olarak gösterdiği davranışı, sisteme göre de-ğişir. Su, akışkan ile emülsiyon oluşturabilir ya da kısmen birbiri ile karışabilir. Tasarım hataları, bakım, üretim ve akış-kan doldurma işlemleri, sisteme suyun girmesine neden olabilir. Üstü açık akışkan kaplarının uygunsuz depolanması ve sisteme yetersiz akışkan transferi, ciddi kirlilik problemle-
rine neden olabilir. Kirleticiler, sistemlere havalandırma deliklerinden ve kirlenip değiştirilmiş ekipmanlardan girer.
Çevresel kirleticiler ise, emme hat-tından girer ve sızdırmaz hazneler, em-niyet valfi, yüksek verimli havalandırma filtreleri yardımıyla ve uygun depolama yapılmasıyla sisteme girişi engellenir. Su içeren tüm akışkanlar için tasarlanan sistemler dışındaki diğer tüm hidrolik sistemlerde, nem oluşumu zararlıdır. Açık havada depolanan kaplar üze-rinde biriken suyun girmesini önlemek amacıyla, kap kapaklarının sızdırmazlığı periyodik olarak kontrol edilmelidir [3].
Şekil 2. Güç sisteminin kirlilik yönetimli ve kirlilik yönetimsiz temizlenmesi [3]

42
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Hidrolik sıvılardaki kirlilik, farklı şekillerde görülür. Kirleti-ciler, hareketli yüzeylerin aşınmasına, dolayısıyla sistemlerin %70’inde arızalara sebep olur. Toz, kum, kir, pas, elyaf, elas-tomer, boya talaşı şeklindeki partikül kirliliğinin oluşmasına neden olan etkenler arasında, metal aşınması, silikon ve aşırı katkı maddesi kullanımı (aluminyum, krom bakır, demir, kurşun, kalay, silikon, sodyum, çinko, baryum, fosfor), su, sızdırmazlık malzemesi (macun, bant), çamur, oksidasyon ve diğer korozyon ürünleri, asitler ve diğer kimyasallar, biyo-lojik çevre ve mikroplar vardır [6]. Partikül boyutları genellikle mikrometre skalası ile ölçülür. İnsan gözünün görme sınırı yaklaşık olarak 40 mikron civarındadır. Hidrolik sistemlerde ve sıvılaştırma sistemlerinde arızalara sebep olan partikül büyüklüğü 40 mikrondan daha küçüktür. Dolayısıyla, bu par-tiküllerin çıplak gözle görülmeleri mümkün değildir [5].
Kirlilik olayı, tıkanmalara, elemanların aşınmasına, suyun ve nemin etkisiyle meydana gelen oksidasyona (oksitlen-me−paslanma), kimyasal bileşik oluşumuna, katkı maddele-rinin bozulması ile biyolojik bozulmaya neden olabilir. Hidro-lik sıvıların, hareketli parçalar arasında sıvı filmi oluşturması ve bunu koruması gerekir. Oluşacak sıvı filminin, parçacıklar arasındaki boşlukları tam olarak doldurması istenir. Sıvı fil-minin kalınlığı azalınca, sistemin ömrü de azalır. Sıvı filminin kalınlığı, akışkanın viskozitesine, uygulanan kuvvete ve hare-ketli iki yüzey arasındaki hıza bağlıdır. Bazı elemanların taşı-dığı yüklerin artmasıyla, sıvı filminin incelerek (1 mikrondan daha küçük) kopması sonucunda sürtünme meydana gelir.
3. Kirlilik Tipleri ve Kaynakları Hidrolik sistemlerde serbest veya çözünmüş halde
bulunan ve yoğun parçacık kirlenmesine eşdeğer olduğu bilinen suyun, çalışma ortamından uzaklaştırılması gerekir. Bazı özel akışkanlar için, suya doyma noktaları tanımlan-mıştır. Hidrolik sıvıların suya doyma noktası ise, 300 ppm (her bir milyon başına düşen parçacık miktarı) (%0.03) seviyesindedir. Bu noktadan sonra, hidrolik sıvı içerisin-de daha fazla suyu tutamaz ve su serbest hale geçerek hidrolik sıvının rengini bulandırır. Sıvının çalışma sıcaklığı arttığında, su tutma kabiliyeti de artacağından, suyun et-kisiyle sistem sıcaklığı daha fazla artacaktır [5]. Su, temas ettiği yüzeyleri paslandırır ve korozyona uğratır. Buz kris-talleri oluştuğunda, katı partiküllerin aşındırma hızı artarak, çok daha hızlı çamurlaşma ile valfler kilitlenebilir, filtre ömrü azalır, rulman ve kaymalı yatak ömrü azalır ve viskozite düşer. Su miktarı ppm veya %v/v (hacmin yüzdesi) olarak ifade edilir. Su özellikle, kaymalı yataklarda çok daha ciddi bir tehlike yaratır. Sıvı filminin yırtılması sonucunda metal metale temas başlar ve aşınma hızlanır [7].
Sıvılarda kirlilik ifadesi, endüstriyel kullanımda çoğu kez hatalı yorumlanmaktadır. Rengi koyulaşmış sıvılara kirli denilebildiği gibi, bazen başparmakla işaret parmağı ara-sına alınan bir miktar sıvıda hissedilebilen parçacıklar kir-
lilik ölçütü olarak kabul edilmektedir. Her ikisi de doğru bir yaklaşım olmakla birlikte, çoğu kez yanıltıcı olabilmektedir. Kirletici partikül büyüklüğünün, sıvı filminin kalınlığı kadar olduğu düşünüldüğünde bu değer 10 μ mertebesindedir. Kirliliğin genellikle 0.5 m∼100 μm arasındaki partiküllerde oluştuğu kabul edilir. Ancak, genel uygulamalarda 2∼50 μm arasındaki değerler tercih edilmektedir. Bu değer ara-lığının dışında çalışıldığında, makine elemanlarının dola-yısıyla, makinenin ömrü azalabilir, beklenmeyen ve isten-meyen duruşlara neden olabilir, ayrıca oluşacak kaçaklar, sızıntılara neden olabilir [7].
4. Kirlilik Neden Ölçülmelidir?Kirliliğin ölçülme nedenleri beş ayrı madde halinde
özetlenebilir.
1. Makine ömrünü uzatmak ve makine arızalarını azaltmak
Makine ömrü ile sıvı kirliliği arasında çok yakın bir ilişki vardır.
2. Filtre sisteminin verimli çalışıp çalışmadığını kont-rol etmek
Makine imalatında filtrasyon sistemlerinin tasarımı genellikle yetersizdir. Bu nedenle, temizlik seviyesi-ne göre, makine tasarımı yapılamamaktadır.
3. Filtre sisteminde arıza olup olmadığını kontrol etmek
Filtre sistemlerinin çoğunda filtre değişimi, belirlen-miş kullanım sürelerine göre yapılmaktadır. Daha iyi filtre sistemlerinde ise, diferansiyel basınç aktarıcıları (transducer) kullanılmaktadır.
4. Arızaları gelişme safhasındayken yakalamak
Sıvının bozulması, rulman arızası, dişli kutusu arızası, pompa arızası, korozyon, piston ve silindir arızaları, motor arızaları sıvıyı kirlendirir.
5. Filtre değişimine karar vermek
Şekil 3' de gösterildiği gibi, filtre kirlilik indikatörleri, basınç farklılığına bağlı olarak çalışır. Ancak, yapılması gereken şey, filtrenin kirlendiğinde değiştirilmesidir. Kirlilik
Şekil 3. Kirliliğin basınç artışı ile değişimi [8]


44
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
seviyesinin ölçülmesi buna yardımcı olur [1]. Eğer, birbirle-rine karşı çalışan iki yüzey arasındaki “film” tabakası bozul-mazsa, “teorik olarak” bu iki yüzeyin hiç aşınmaya maruz kalmaması mümkündür. Yüzeylerde aşınma, yağ filminin “yırtılması” sonucunda oluşur. Film yırtılınca, metal yüzeyler birbirlerini işlemekte ve aşınma ile birlikte arızalar oluşmak-tadır. Yanlış akışkanların kullanılması ve sıvı varillerinin kir-lenmiş çevrelerde depolanması, önlenebilen kirlilik neden-leridir. Taşımada pis veya kirli kap kullanımı ya da yanlış bir filtre kullanılması da kirliliğe neden olabilir. Kullanılmamış sıvılar, 40 μm çapa kadar kirletici partikül barındırabildik-lerinden dolayı, sistem içerisine taşınmadan filtrelenmesi gerekir. Sonuç olarak, operatörün kavrayış eksikliği ve kir-liliği çevreleyen konularda eğitim eksikliği, kirleticinin giriş olasılığını arttırır [11]. Partikül kirleticilerinin boyut aralığı ve yoğunluğu Tablo 1’ de verilmiştir.
5. Partikül Kirlilik StandartlarıKirliliği tanımlamak için NAS ve ISO4406 standartları
kullanılır. NAS standardı kirlilik seviyesini 1∼12 arasındaki rakamlarla, ISO4406 standardı ise, 1∼30 arasındaki rakam-larla ifade eder. ISO çok hassas bir standarttır. Ancak, NAS daha eski bir sistem olduğu için birçok sanayi kolunda kul-lanılmaya devam edilmektedir. Kirlilik sayımında kullanılan ISO4406 standardını ifade eden R “Ranj Sayısı” 1−30 ara-sında değişir. Ranj sayısı ile 100 ml sıvı numunesinde bu-lunan partikül sayısı arasında yaklaşık 2R şeklinde bir ilişki vardır. Tablo 2' de verilen ISO4406 standardı >5 μm ve >15 μm partiküllerin 1 ml’deki miktarını ifade edecek şekilde ya-zılan iki rakamla, örneğin 19/14 olarak ifade edilirdi. Ancak, yenilenen standartta > 2 μm, > 5μm ve > 15 μm şeklinde ifade edilen, örneğin 21/19/14 gibi, üç R kodu ile tanımlan-mıştır. Bu tanımlamaya göre, sıvının 1 ml’ sinde 2 μm parti-küllerden 10.000−20.000, 5μm partiküllerden 2.500–5.000 ve 15 μm partiküllerden ise 80–160 adet bulunmaktadır.
1964’de kullanıma açılmış, ISO standardından daha kaba bir ölçeğe sahip olan NAS1638 standardı, ISO ile tam örtüşmez. Bu nedenle, NAS 1638 standardında tek rakam-la ifade edilen bir aralık ISO standardında iki ayrı rakamla
ifade edilebilir. Ayrıca, NAS belirli bir boyut için, ISO ise yukarıda görüldüğü gibi iki boyut, yenilenmiş halinde ise, üç ayrı boyuta ait parçacık adedinin tanımlanmasıyla daha sağlıklı bir ölçüt vermektedir.
NAS standardı için örnek değerler Tablo 3’ de verilmiş-tir. Sıvıda kirliliği anlamanın objektif olmayan bir diğer yolu da, filtre testidir. Bu testte, belirli mikrondaki kâğıt bir filtre-den belirli miktarda sıvı geçirilir ve filtrenin renk değişimi izlenir. Bu yöntem, partikül sayımı kadar olmamakla birlikte, kirliliğin mertebesi açısından bir fikir verebilir [7].
Tablo 1. Hidrolik sistemlerde karakteristik partikül dağılımları [8]
Partikül Boyut Aralığı Partikül sayısı/lt (Endüstriyel sistemler)
<5 İhmal edilebilir
5−15 2000.000
15−25 300.000
25−50 100.000
50−100 5000
>100 500
Ağırlık olarak karşılıkları 100 mg/l
Tablo 2. ISO4406 Ranj Sayısı ve 1 ml için partikül sayıları [7]Ranj SayısıR
1 ml sıvı numunesinde bulunan partikül sayısıAlt Limit Üst Limit
24 80.000 160.00023 40.000 80.00022 20.000 40.00021 10.000 20.00020 5.000 10.00019 2.500 5.00018 1.300 2.50017 640 1.30016 320 64015 160 32014 80 16013 40 8012 20 4011 10 2010 5 109 2.5 58 1.3 2.57 0.64 1.36 0.32 0.64
Tablo 3. NAS1638 kirlilik kodu ve ISO4406 standardının karşılaştırması [7]NAS1638 > 5μm > 15 μm ISO4406− 640.000 80.000 26/23− 320.000 80.000 25/23− 80.000 10.000 23/2012 20.000 2.500 21/18− 10.000 2.500 20/1811 10.000 1.300 20/17− 10.000 640 20/1610 5.000 640 19/169 2.500 320 18/158 1.300 160 17/147 640 80 16/136 320 40 15/12− 160 40 14/125 160 20 14/114 80 10 13/103 40 5 12/9


46
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
6. Temizlik StandartlarıTüm problemleri belirleyerek, düzeltmek için kirlilik re-
ferans cetveli kullanılmalıdır. Partikül sayımı, temizlik stan-dartlarında uygulanan en yaygın metottur. Çok hassas olarak imal edilmiş optik ekipmanlar yardımıyla, değişik hacimler içerisindeki partiküllerin sayısı tespit edilerek, belirlenmiş bir hacim miktarındaki partiküller, büyüklükle-rine göre sınıflandırılmaktadır. ISO4406 temizlik seviyesi standartları, endüstride yaygın olarak kabul görmektedir. Şekil 4' de gösterildiği üzere, farklı değer aralıklarında, ge-niş bir kullanım alanına sahip olan standartların genellikle 1 mililitre veya 100 mililitrelik bir hacim içerisindeki 2, 5 ve 15 mikrondan daha büyük partiküllerin, 2+ ve 5+ mikron ölçüsündeki partikül sayısı, referans noktası olarak kulla-nılmaktadır. 15+ mikrondan büyük partiküllerin sayısı ise, bileşenler üzerindeki yıkıcı etkinin oluşma başlangıcını be-lirlemektedir.
Akışkan temizlik seviyesinin belirlenmesi, kirlilik kontrol ölçümleri için esastır. ISO kodlama sisteminde partikül bo-yutunun artması ile kodlama indeks seviyesi artmaz. Tablo 4’ de standardın nasıl tanımlandığı açıklanmıştır. ISO4406 tablosu, kirlilik seviyesinin net ve kolay anlaşılmasını sağ-lamak amacıyla düzenlenmiştir. Her bir sınıf numarası bir önceki sınıfın iki katını oluşturur [5]. Tüm makine ve hidrolik ekipman imalatçıları, ekipmanlarını optimum standart per-formansını sağlamak için, öncelikle ISO temizlik seviyesi standartlarını belirtmelidirler.
6.1 Sıvı Kirliliğinin Ölçüsü Nedir?
ISO Standartları arasında yayınlanmış ISO4406 stan-dardı yardımıyla, kirlilik ölçüsünü belirlemek mümkündür. Bu standartta sıvı içindeki partikül sayısının tanımlanma-sı için bir kod geliştirilmiştir. Bu koda göre, a/b şeklinde “taksim (/)” işaretiyle ayrılan iki rakam kullanılmaktadır. Bu tanımda “a” sıvı numunesinin 1 ml (mililitre)’sinde bulu-nan 5 mm veya daha büyük parçaların sayısını tanımla-yan bir rakam, “b” ise, yine sıvı numunesinin bir ml’ sinde bulunan 15 mm veya daha büyük partiküllerin sayısını tanımlayan bir rakamdır. ISO kirlilik standardında, 20/16 şeklinde ifade edilen koddaki rakamlardan, burada kulla-nılan sıvının bir mililitresindeki 5 mm çaplı partikül sayısı-nın 5.000−10.000; 15 mm çapındaki partikül sayısının ise, 320−640 arasında olduğu anlaşılmaktadır. ISO standart-ları bazı durumlarda, sadece 10 mm’ lik parçacık sayısını, bazen de 2 mm, 5 mm ve 15 mm çapındaki parçacıkların sayısını a/b/c şeklinde vermektedir. En son verilen kod-lama, sanayide kabul görmemiştir. Genellikle tercih edilen ifade, a/b şeklinde olandır [9]
7. Filtre Elemanı Tipleri − Malzemeleri ve Per-formansları
Filtre elemanının yapıldığı malzeme; kirliliği tutan asıl kısımdır. Filtre elemanı genellikle, akışkanın içerisinden geçmesini sağlayan, tabaka halinde ve geniş yüzeyli bü-külmüş bir yapı şeklinde imal edilir. Bu imalat şekli, kirlilik tutma kapasitesini artırırken, basınç farkını düşürür. Bazı uygulamalarda filtre elemanı, mutlak performans şartla-rını sağlayabilmek için çok katmanlı ve ağ örgülü olarak yapılır [5].
7.1. Yüzeysel Filtre Elemanı
Yüzeysel filtre elemanlarında sıvı akışı, akış hattına pa-raleldir. Kirleticiler, filtre elemanının akış yüzeyinde yakala-nır. Yüzeysel filtre elemanları, genellikle dalgalı tip örgüden yapılırlar. İmalat işleminin başlangıcında, örgülü tel çok hassas olarak kontrol edilir ve yüzeysel elemanda gözenek boyutlarının birbirine denk olması gerekir. Özel test şartla-rında, küresel sert partiküller, birbiriyle uyumlu boyutlardaki gözeneklerden geçirilip test edilirler [5].
Tablo 4. Filtre elemanlarının belirli kriterlere göre karşılaştırılması [10]
Filtre Elemanlarının Genel Karşılaştırılması
Eleman Malzemesi Yakalama Verimi Kir Tutma Kapasitesi Basınç Düşümü Sistemdeki Ömrü İlk Kurulum Maliyeti
Fiberglass Yüksek Yüksek Orta Yüksek Yüksek Değil
Selüloz (Kâğıt) Orta Orta Yüksek Orta Düşük
Tel Eleman Düşük Düşük Düşük Orta Yüksek
Şekil 4. ISO kodlama sistemi sayısını referans alan değer aralığı


48
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
7.2. Derinlemesine Çalışan Filtre Elemanı
Derinlemesine çalışan filtre elemanlarında akışkan, filt-re elemanının yapısına göre, eleman içerisinde endirekt olarak hareket edecektir. Filtre elemanın içerisinde, bir labirent oluşturularak, partiküllere tuzak kurulmuştur. Bu özelliğe sahip olan filtre elemanları derinlemesine incelen-diğinde, değişik boyutlarda gözenekli bir yapıda olduğu görülür. Bu boyutsal farklılık referans alınarak yapılan dağı-lımda, filtre elemanının küçük boyutlu partikülleri yakalama kapasitesi çok yüksektir. Tablo 4' de filtrasyon elemanları-nın doğası ve filtre elemanlarında yüklenen kirliliğe göre elde edilen boyutlar karşılaştırılmıştır. Filtre elemanı, genel-likle fiber eleman olması nedeniyle, küçük boyutlu milyon-larca gözenekten oluşmaktadır.
7.3. Multipass Testi
Filtrasyon endüstrisinde, filtre elemanının performansı-nı değerlendirebilmek için ISO4572 “Multipass Test Prose-dürü” kullanılmaktadır. Bu şartname, ANSI ve NFPA tara-fından da onaylanmıştır. Multipass testi sırasında akışkan, tüm şartları incelenen ve tam olarak kontrol edilen bir devre içerisinden geçirilmektedir. Test elemanı üzerindeki basınç düşümü sürekli olarak kaydedilmekte ve temiz akışkana belirli miktarda “kirlilik” enjekte edilmektedir. Test elemanın girişi ve çıkışı üzerine yerleştirilen bir lazer partikül sayıcı sensör yardımıyla kirlilik seviyesi, on−line olarak ölçülmek-tedir. Bu ölçümler sonucunda, filtre elemanın doğal perfor-mansını belirleyen birkaç partikül tipine ait boyutlar dikkate alınarak, “Beta Oranı“ elde edilir.
Multipass testi sonucunda, elemanın performans ka-rakteristiğine ilişkin üç önemli sonuç elde edilir [5]. Bunlar,
elemanın kir tutma kapasitesi, test edilen filtre elema-nındaki basınç düşümü, ayrıştırma veya filtrasyon
verimi olarak tanımlanan “Beta oranı” şeklin-de ifade edilir.
7.4. Beta Oranı
Filtre elemanının parçacık yakalama veriminin bir öl-çüsü olan beta oranı (filtrasyon oranı), performans oranı olarak da tanımlanır. Şekil 5' deki multipass testinden elde edilmiş sonuçlara göre, beta oranının nasıl hesaplandığına ait bir örnekleme aşağıda verilmiştir. Test filtresinin giriş bö-lümünde (filtreden önce) 10 mikron ve daha büyük boyutta 50.000 adet partikül sayılmış olsun. Aynı şekilde, filtre ele-manın çıkışında, benzer boyuttaki parçacıklardan, 10.000 adet sayılmış olsun. Giren ve çıkan eleman sayısı oranlan-dığında, beta oranı 5 olarak bulunur. Ancak beta oranının 5 olarak xesaplanması, tanımlamanın tam olarak yapıldığı anlamına gelmemektedir. Tam olarak tanımlamanın yapıla-bilmesi için, öncelikle filtre elemanının partikül yakalama verimi tespit edilmelidir. Bu verim, basit bir formül yardımıy-la yüzdelik olarak hesaplanabilir.
“x” özel partikül boyutu olmak üzere,
B10 = 50.000 / 10.000 = 5
Bx =Giren Partükül Sayısı
ÇIkan Partükül Sayısı
( )Verimx 1- x1001βeta
=
Verimx = %80
( )Verimx 1- x10015
=
Bu örneklemede görüldüğü gibi, test edilen filtre ele-manında 10 mikron ve daha üzeri boyutta partiküller % 80 verimle uzaklaştırılmıştır. Her 5 partikülden 4 adedi filtre elemanı tarafından yakalanmıştır. Filtre elemanı seçim kriteri, filtre elemanının partikülü ya-kalama verimi olarak tanımlanan beta oranıdır.
Şekil 5. Multipass testi çalışma düzeneği


50
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
7.5 Filtre Elemanı Ömrü
Filtre elemanının kirlilik ile yüklenmesi, zamanla basınç farkının artması şeklinde kendisini gösterir. Başlangıçta kir-lilik yüklenmesi (basınç farkı) yavaş olarak ilerlerken, filtre elemanı maksimum ömüre yaklaştıkça, ilerleme çok hızlı bir şekilde artmaktadır [5]. Hidrolik sıvılardaki kirliliği engelle-menin en iyi yolu, kirliliğin sistemdeki hassas bileşenlere ulaşmadan önce, aynı hat üzerine partikülleri yakalamak amacıyla filtre sistemleri yerleştirmektir. Filtreler, akışı en-gellediğinden dolayı, hidrolik devre veriminin düşmesine neden olur. Tasarımı veya boyutlandırılması doğru yapılma-yan filtreler, basınç kayıplarının artmasına, hidrolik sistem verimliliğinin önemli ölçüde azalmasına, dolayısıyla artan enerji tüketimi ve ısı yönetimi sorunlarına sebep olur. Bunun yanı sıra, zayıf filtre seçimi, sistemin performansını azaltır, işlem hızını düşürür ve ürün kalitesini etkiler. Filtreler, peri-yodik olarak temizlenmeli ve verimli işlem ekipmanlarının garanti altına alınması için, belirli aralıklarda değiştirilmeli-dir. Filtreleme paketleri, gerekli müdahale frekansını karşı-layacak şekilde ve maliyeti, filtre bakımını engellemeyecek şekilde boyutlandırılmalıdır [12].
7.8 Filtre Elemanı Ömür Profili
Her bir filtre elemanının, kirlilik yüklenmesine bağlı bir basınç değişim karakteristiği vardır. Bu ilişki, “filtre elemanı ömür profili” olarak tanımlanabilir. Gerçek ömür profili, siste-min işletme şartlarından doğrudan etkilenmektedir. Sistem debisinde ve akışkan viskozitesinde meydana gelen deği-şimler, temiz eleman üzerinden geçen akışkanın oluşturduğu basınç farkı ve gerçek ömür profili üzerindeki etkileri, detaylı olarak tanımlanmıştır. Filtre elemanı ömür profilinin, sistemin gerçek çalışma şartlarında değerlendirilmesi oldukça zor-dur. Sistemin boşta çalışma süresi, ağır bir iş çevrimi altın-da çalışması ve değişen kirli çevre şartları, elemanın ömür profilini etkileyecektir. Ayrıca, bazı hassas ekipmanlarda, eleman üzerinden akışkan geçerken oluşan basınç kayıpları kaydedilmektedir. Bu tip hassas cihazların bulunmadığı ça-lışma şartlarında, makine imalatçıları ve kullanıcılar, basit bir şekilde tasarlanan filtre gövdesi ve basınç farkı indikatörün-den sinyal aldıkları zaman, filtre elemanını değiştirmelidirler.
Multipass test bilgileri, kirlilik yüklenme ile basınç artı-şı arasındaki bağıntının geliştirilmesinde ve filtre elemanı ömür profilinin tanımlanmasında oldukça faydalı olmuştur. Ömür profili karşılaştırmasının sağlıklı bir şekilde yapılabil-mesi için, işletme şartlarının birebir aynı ve filtre elemanı boyutlarının benzer olması gerekmektedir. Birbirinden farklı ömür profillerine sahip olan filtre elemanları; selüloz ele-man, tek katlı fiberglas eleman ve çok katlı fiberglas eleman olmak üzere, farklı malzemelerden üretilmektedir. Üç farklı elemanın ömür grafiği verilen Şekil 6’ da, çok katlı fiberglas elemanın kirlilik tutma miktarı, dolayısıyla ömür veriminin, diğerlerine göre çok daha iyi olduğu görülmektedir [5].
8. Filtre Gövdesi Seçimi Ve Filtre TasarımıFiltre elemanı gövdesi, filtre elemanını içerisinde tutan ka-
bın adıdır. Genellikle, iki veya daha fazla montaj elemanından oluşur. Filtre gövdesi seçiminde, öncelikli olarak dikkate alın-ması gereken noktalar; bağlantı metotları, giriş−çıkış bağlantı seçenekleri, kirlilik göstergesi ve çalışma basıncı aralığıdır [5].
8.1 Bypass Valfi
Şekil 7'de gösterilen, filtre elemanı aşırı derecede kirlen-diği zaman, elemanın çökmesini ve patlamasını önlemek amacıyla, by−pass valfi kullanılmaktadır. Filtre elemanın-daki kirlilik yoğunlaşmaya başladıkça, eleman içerisinde-ki basınç farkı artar. Filtre elemanı üzerindeki basınç, filt-re malzemesinin zedelenme basıncından daha düşük bir değere ulaştığı zaman, by−pass valfi açılır. Bazı bypass valfleri “by−pass−tank” şeklinde seçmeli olarak tasarlana-bilir. Bu tip tasarımlar, by−pass debisinin filtre edilmeden, üçüncü bir bağlantı noktasından tank dönüşüne izin verir.
Şekil 6. Farklı tip filtre elemanlarının kirlilik tutma miktarlarının karşılaştırılması [9]
Şekil 7. Elemanın kirlenmesi durumunda, by−pass valfli ve valfsiz filtrenin çalışması


52
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Diğer filtrelerde “no by−pass” veya “bloke” by−pass valfi seçeneği bulunmaktadır. Eğer filtre üzerinde bypass valfi yok ise; özellikle bazı özel basınç filtrelerinde yüksek çökme direncine sahip elemanlara ihtiyaç duyulur. By−pass hattı olmadan filtre elemanı kullanıldığında, elemanın basınç farkı oranının, sistemin maksimum çalışma basın-cına yakın olduğundan emin olunmalıdır. Ffiltre elemanının daha uzun ömürlü olmasını sağlamak amacıyla, bazı ima-latçı firmalar tarafından, by−pass valfinin açılma basıncı oldukça yüksek seçilebilir. Pompada oluşması muhtemel kavitasyon riskini ortadan kaldırmak için, emiş filtrelerindeki by−pass valfinin açılma değeri 0.14bar veya 0.2 bar aralı-ğına ayarlanır [5,13].
8.2 Eleman Durum Göstergesi
Eleman durum göstergesi, filtre elemanının temizlen-me veya değiştirilme zamanını belirler. Filtre elemanının by−pass valfi açıldığında, durum göstergesi genellikle ka-librasyon oluştuğunun belirtisini verir. Gösterge, mekanik olarak by−pass valfine veya bağımsız olarak basınç farkı ölçüm cihazına bağlı olabilir. Ayrıca, bu durum göstergesi, by−pass valfini çalıştıran basınçtan %5−%25 daha düşük bir değerde uyarı verir.
8.3 Filtre Gövdesi ve Elemanının Boyutlandırılması
Filtre elemanı gövdesinin temiz eleman içerisine yer-leştirildiğinde oluşturacağı basınç farkı ile by−pass val-finin açma basıncı arasındaki oran en az 2:1 olmalıdır. Eleman ömrünün uzun olması için tercih edilen oran ise, 3:1 veya daha fazla seçilebilir. Akışkan viskozitesinin bilin-mesi, oluşan basınç farkının tespit edilmesinde önemli bir etkendir. Ayrıca filtre üzerinden geçecek olan maksimum debinin (ortalama veya pompa debisi değil) doğru he-saplanması gerekmektedir. Aksi takdirde, aşırı miktardaki debi, by−pass valfinde dalgalanma yaparak, valfin erken açılmasına neden olabilir. Bu durum özellikle, dönüş hattı filtrelerinde daha önemlidir. Sistemin pompa debisi yerine, toplam olarak silindirlerden dönen sıvının debisi hesaba katılmalıdır. Bütün filtrelerde by−pass−valfinin montajı, filt-re elemanı içerisindeki maksimum basınç düşümü sınırına göre yapılır. Filtre elemanı, kirlilik ile bloke olduğu zaman, filtre üzerindeki basınç farkı by−pass valfinin ayarlandığı değere ulaşıncaya kadar artar. Bu noktadan sonra, filtre elemanı içerisinden geçen akışkan, by−pass valfi üze-rinden akışına devam eder. Standart filtre elemanlarında, by−pass valfi açma basıncı 1.7 bar ile 6.9 bar arasında-dır. Başlangıçta, temiz filtre elemanı içerisinden akışkan geçerken meydana gelen basınç farkı ile by−pass valfi ayar basıncı arasındaki ilişki mutlaka dikkate alınmalıdır. Çünkü, temiz eleman ile by−pass valfi akış sınırı birbiriyle doğru orantılıdır [5,12].


54
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
8.4. Filtre Tasarımı
Filtre sistemine ilişkin birçok görüşe göre; filtre tasa-rımı, filtredeki basınç düşüşünü etkiler. Bunun en önemli sebebi, filtre materyalinin kendisidir. Filtre malzemesi cam elyafından yapılır ve cam elyafı geniş bir aralıkta değişik derecelerde bulunur. Küçük partikül yakalayanlar büyük dereceli olup, açık (geniş) yapılara göre, akışı daha fazla engeller. Sistemdeki genel basınç düşümü; uygun mal-zeme alanı, kullanılan malzeme tipi ve derecesine göre belirlenir. Farklı filtre malzemeleri, farklı kir tutma kapasi-telerine sahiptir.
8.5 Filtre Seçiminde Önemli Noktalar
İmalat veya inşaat uygulamalarında, hidrolik sıvı filtras-yon çözümü gerekir. Genel filtre yerleştirme maliyeti; satın alma ve orijinal sistem gönderme maliyeti ve filtre elamanla-rının yenilenmesini içerir. Filtre değişimindeki artık sıvı mali-yeti ile teçhizatın sistemdeki kayıplara göre çalıştırılması du-rumunda ortaya çıkan maliyetler, artırılmış enerji maliyetlerini içerir. Bu özelliklerden bazıları filtre ömrünü önemli ölçüde değiştirebilir. Su kirliliğinin önemli olduğu yerde, sönümleme elemanları kullanılabilir. Nem çekici malzeme içeren bu bi-rimler sıvıya karışmış suyu yakalarlar. Sıvı içerisinde tama-men çözünmüş su ise, sadece ayrı vakum dehidrasyon sis-temi ile ortadan kaldırılır. Şartname kararları, yaşam döngüsü maliyetleri üzerinde önemli bir etkiye sahiptir [12,13].
9. Filtre Tipleri Ve Yerleşimi
9.1. Emme Filtresi
Şekil 8a' daki emme filtreleri, pompanın kirli akışkan-la temasını engellemede yardımcı olur. Pompa girişinden önce kullanılırlar. Bazı uygulamalarda, süzgeç olarak akış-kanın içerisine daldırılmış şekilde, bazen de dışarıdan (harici olarak) pompa girişine bağlanırlar. Bu filtreler, kaba olarak işlenmiş elemanlar olup, pompanın kavitasyon limit-lerini zorlamaktadırlar. Bu nedenle, bazı pompa imalatçıları
emme filtresi kullanımını kesinlikle tavsiye etmezler. Emme filtresi kullanımında, imalatçı firmalara danışmakta fayda vardır. Emme süzgeçleri, genellikle 60 mesh = 238 mikron, 100 mesh = 149 mikron, 200 mesh = 74 mikron şeklinde tanımlanırlar. Modern filtrasyonda, emme filtresi ve süzgeç kullanımı çok fazla tercih edilmemektedir [5].
9.2. Basınç Filtresi
Basınç filtreleri (Şekil 8a), pompa çıkışından sonra kul-lanılırlar. Basınç hattı üzerinde belirlenmiş debi ve basınç oranlarına göre sistemi kontrol etmek amacıyla tasarlanmış-lardır. Pompadan sonra yerleştirilen basınç filtresi, pompa-nın oluşturacağı kirliliğe karşı sistemin bütününü korur [5,7].
9.3. Dönüş Filtresi
Hidrolik sistemde, pompayı korumak için, dönüş filtresi kullanmak en iyi çözüm yoludur.
Bütün sistemlerde dönüş filtresi (Şekil 8b), akışkanın tanka dönmeden önce karşılaştığı son elemandır. Bu ne-denle dönüş filtresi, çalışan sistem elemanlarındaki aşınmış partiküllerin ve yıpranmış sızdırmazlık elemanlarından ge-len parçaların tanka dönmeden yakalanmasını sağlar.
9.4. Off−Line Filtrasyon
Şekil 9’ da gösterilen off−line filtrasyon sistemi, kapalı devrede yapılan sirkülasyon veya yardımcı filtrasyon diye adlandırılır. Filtrasyonda, ana makinenin hidrolik sistemden tamamen bağımsız çalışması söz konusudur. Off−line filt-releme sisteminde pompa, filtre, elektrik motoru ve sisteme uygun bağlantı elemanları mevcuttur. Sistemden ayrı ola-rak yerleştirilen tüm bu ekipmanlar, soğutucu ilavesi yapı-larak da kullanılmaktadır.
Şekil 8b. Dönüş hattı filtresi seçimi örneklemesi
Şekil 8a. Emme ve basınç hattı filtresi


56
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Off−line (Hat dışı) filtrasyonda, pompa debisi; ana sıvı tankındaki debinin en az % 15−20’si değerinde olmalıdır. Sistemin temizlik seviyesi ise, sistem filtresinin üzerinden geçen akışkanın miktarı ile orantılıdır [5].
8. SonuçlarHidrolik ve pnömatik sistemlerde partikül kirliliği sistem
performansı için çok önemlidir. Sanayide hidrolik ve pnö-matik sistemlerdeki katı partikül, su ve hava kirliliğinin ne-den olduğu kayıplar ve hasarlar büyük maliyetlere neden olmaktadır. Kirlilik çeşitlerinin önüne geçmek için yapılacak işlemler ve alınması gereken önlemler dikkatle ele alınma-lıdır. Hidrolik sıvıların temizliğinde, ülkemizde daha yaygın olarak kullanılmakta olan ISO4406 standardının referans alınması yararlı olacaktır. Hidrolik kumandalı sistemlerde sorunsuz çalışma ortamının sağlanması için, filtrasyonun önemi kullanıcılara detaylı bir şekilde anlatılmalıdır.
Kaynaklar
[1] Özkürkçü, Y., Kurt, R. ve Çağlayan, İ.H “Hidrolik ve Sıvılama Sıvılarında Kirliliğin Önemi”, I. Ulusal Hid-rolik Pnömatik Kongresi ve Sergisi, 1999.
[2] HYDAC Service GmbH, Postfach 1251, D-66273 Sulzbach / Saar, Germany
[3] http://www.machinerylubrication.com/Read/957/hydraulic-fluids-contamination
[4] Serdaroğlu, A., “Hidrolik Sistemlerde Filtrasyon”, I. Ulusal Hidrolik-Pnömatik Sergisi, 1999.
[5] Emanet, S., “Hidrolik Sistemlerde Filtrasyon ve Filtre Elemanının Özellikleri”, II. Ulusal Hidrolik Pnömatik Kongresi ve Sergisi, 2001.
[6] http://www.donaldson.com/en/engine/shop-talk/072972.pdf
[7] Çağlayan, İ.H., “Hidrolik Sıvıların İki Büyük Düşma-nı: Kirlilik ve Su” , II. Ulusal Hidrolik Pnömatik Kong-resi ve Sergisi, 2001.
[8] Dransfield, P., “Contamination in Hydraulic Systems” , Melbourne, Australia, 1971.
[9] LLOYD, P.J., AKERS, R.J., Scarlett, B., Stenhou-se, J.I.T. and Ward, A.S. “Particle Contamination in Hydraulic Systems” , AFFDL-TR-71-73, England, 1971.
[10] http://www.vatsfilters.com/
[11] http://www.brammer.co.uk/
[12] Filtration and Separation Elsevier Ltd, Kidlington, Oxford OX5 1AS, UK May/June 2010.
[13] Özkurt, C., “Hidrolik ve Pnömatik Sistemlerde Parti-kül Kirliliği ve Korunma Yolları” Eskişehir Osmangazi Üniversitesi Mühendislik Mimarlık Fakültesi, Bitirme Ödevi, Fen Bilimleri Enstitüsü, 2012, Eskişehir.
Tablo 5. Filtrelerin kullanım yerlerine göre karşılaştırılması [5]
Filtre Elemanları Avantajları Dezavantajları
Emiş Filtresi •Pompanın korunması için gereklidir. •Bakımı kolay bir ekipmandır.
•Düşük basınçta büyük boyutlu seçilmelidir.•Maliyeti yüksektir. •Aşınmış parçalara karşı koruyamaz. •Değişken debiler için uygun değildir.
Basınç Filtresi •Ekipmanların korunmasını sağlar. •Temizliğe katkıda bulunur. •Verimli ve iyi filtrasyon yapılabilir.
•Sistem basıncını karşılayabilecek kapasitede ve pahalı bir ekipmandır. •Gelen kiri yakalayamaz.
Dönüş Filtresi •Silindir ve ekipmanlardan gelen kirle-rin tanka dönmesini engeller. •Maliyeti düşüktür.
• Aşınmış parçalara karşı koruyamaz. •Dalgalanma performansını etkiler. •İşletme maliyeti yüksektir.
Off−line (Hat Dışı) Filtrasyon •Sürekli servise izin verir. •Soğutucu sistem ile çalışabilir.
•Kurulum maliyeti yüksektir. •Ek bir alana ihtiyaç vardır.
Şekil 9. Off−line filtrasyon sistemi


58
Taşıtın süspansiyon ve direksiyon sistemi ile doğrudan ilişkili olan ön düzen elemanları aşağıda görülmektedir.
İdeal bir ön düzen geometrisine sahip taşıt için aşağıdaki özellikleri sağlanmaktadır:
• Emniyetli, düzgün bir hareket ve manevra kabiliyeti,
• Daha iyi bir yol tutuşu,
• Direksiyon kolaylığı: Direksiyon hakimiyeti, kararlılığı, virajdan sonra direksiyonun yerine hemen geri gelme-si (toplaması),
• Lastik ve ön düzen bağlantılarındaki aşınmaların en aza indirilmesi,
• Yakıt tasarrufu sağlar.
Orhan GEREDELİOĞLU / Makine Yüksek Mühendisi
Ön düzen geometrisi, ön tekerleklerin, süspansiyon ve direksiyon parçalarının birbiriyle yolla ve sürüş yönüyle olan açısal ilişkileri olarak tanımlanır. Bu parçaların gövde veya şasiye birleştirilmelerinden sonra geometrik açı ve boyutlarının ayarlanması da ön düzen ayarı olarak tanımlanır.
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
ÖnDüzenAyarları

59
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
İdeal bir ön düzen geometrisine sahip araç ile yola çı-kıldığı zaman şekilde görüldüğü gibi yol tutuş, viraj emniye-ti, savrulmama, istikametinde sürüş ve sürüş kolaylığı gibi özelliklerin azami ölçülere ulaşılması sağlanır.
Ön düzen açı ve boyutlarının ayarları süspansiyon sis-temine, tekerlek tahrik sistemine ve direksiyon sistemine
göre değişir. Bu ayarlar sürüş performansını, direksiyon ka-rarlılığını ve parçalarının dayanıklılığını artırmak için yapılır.
Tekerlek, süspansiyon ve direksiyon sisteminin zorla-malara maruz kalması nedeniyle (örneğin kaldırım taşına çarpması) tekerleklerin açıları değişebilir ve bu suretle taşı-tın hareket şartları ve tekerleğin aşınma durumu kuvvetli şe-kilde etkilenebilir. Ön düzen açıları, servislerdeki ön düzen cihazları ile yapılan ölçümlerde saptanır. Bu ayarsızlıklar;
• Öne kapanıklık veya açıklık (toe-ın veya toe-out açıları)
• İçe veya dışa yatıklık (camber açısı)
• Aks ayarsızlığı (caster açısı)
• Eğri veya sarkık akslar
• Römork tekerlekler
• Fren sistemindeki bozukluklar
• Eğri şasiler
• Aşınmış veya bozuk tekerlek bilyaları
• Balans bozukluklarının lastik ömrüne etkisi
Toe-In Toe-Out Sonuç

60
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Öne Kapanıklık veya Açıklık (Toe-In Veya Toe-Out Açıları)
Aynı aks üzerindeki tekerlekler, normalden daha fazla öne kapanık veya açık olursa lastikler düzensiz ve çabuk aşınırlar. Öne Kapanıklık veya açıklık açılarının şematik gö-rünüşü şekilde görülmektedir.
Ön lastiklerin iç ve dış kenarlarında ki anormal aşıntılar lastiklerde içe dönüklük (toe-in) veya dışa dönüklük (toe-out) değerlerinin standart değerler dışında olmasından kaynaklanmaktadır. Bu tür arızalar şekilde görülmektedir.
Ön lastiklerin içe dönüklük veya dışa dönüklük değer-lerini araç imalatçısının tavsiyelerine göre ayarlatmak sureti ile yukarıda sözü edilen anormal aşıntılar önlenebilir.
İçe veya Dışa Yatıklık (Camber Açısı)
Aynı aks üzerindeki tekerlekler, normalden daha fazla içe veya dışa yatık olursa lastik tabanlarının iç veya dış ke-narları düzensiz ve çabuk aşınırlar. Bu tür ayarlar şematik olarak şekilde görülmektedir.
Ön lastiklerin içe veya dışa yatıklık değerinin standart değerler dışında olması durumunda lastiklerin şekilde gö-rüldüğü gibi omuzlardan aşındığı görülür.
Aks Ayarsızlığı (Caster Açısı)
Araçlar fabrikada monte edilirken, daha kolay sürüş te-min etmek için, aksın ağırlık merkezi tekerleğin yere temas noktası ile ileri veya geriye doğru bir açı yapacak şekilde ayarlanır. Buna aks ayarı veya (Carter) ayarı diyebiliriz. Bu ayar normalden küçük olursa, tekerlek sağa sola sal-lanarak lastik dış çevresi bazı noktalarda mevzi aşınmalar gösterir. Bu açının normalden büyük veya her iki tekerlekte eşit olamayışı da lastiğin çabuk ve düzensiz aşınmasına neden olabilir. Bu tür ayar şematik olarak yandaki şekilde görülmektedir.
Eğri veya Sarkık Akslar:Fazla yükleme sebebi ile aks ortası yere doğru sarkar
ve dingil uçları yukarı doğru kalkar. Bu durum yükün lastik-lere, homojen şekilde dağılmamasına yol açar. İç taraftaki lastikler yükün fazlasını taşıyarak çabuk ve düzensiz aşınır-lar. Aşınma şekli, içe yatıklık ayarsızlığına benzer. Eğri ve sarkık akslar, aynı zamanda iç taraftaki lastiklerde aşırı yük ve yetersiz hava basıncı şartlarını doğurduğu için lastiğin gövdesinde de arızalara sebep olurlar. Bu arıza şematik olarak şekilde görülmektedir.
Pozitif Negatif Sonuç

61
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Römork TekerleklerRömork tekerleği dediğimiz motor gücüne bağlı olan
ya da olmayan birden fazla dingili olan arka tekerleklerdir. Bu tekerlekler virajlarda dönüşe uygun olarak hareket ede-meyeceği için lastikler şekilde görüldüğü gibi yola eksenel olmayan yönde sürtünerek çabuk ve düzensiz aşınmalara sebep olurlar.
Fren Sistemindeki BozukluklarYuvarlaklığını kaybetmiş fren kampanalarda balata las-
tiği homojen olarak frenleyemeyeceği için lastik sırtı üzerin-de birçok aşınmış nokta meydana getirir.
Aşınmış veya Bozuk Tekerlek BilyalarıEğri jantlar, gevşek bijon somunu ve U saplamaları, te-
kerleğin balansı bozuk ve dengesiz dönmesine neden olur. Bu arıza nedeni ile lastik sırtında düzensiz aşınmalar oluşur.
Lastiklerde Balans BozukluklarTekerlek grubu lastik, jant, kampana ve fren sistemin-
den oluşur. Bu gruptaki çok sayıda eleman dönerek ve eş olarak çalışır. Bu nedenle bütün parçaların ağırlıklarının eşit ve dengeli dağılması mümkün değildir. Buda çeşitli titre-şimlere yol açar. Balans işlemi bu titreşimleri mümkün oldu-ğunca azaltmaya yarar. Bunu sağlamanın yolu da şekilde görüldüğü gibi ağırlık birikimi olan bölge karşısına gelecek şekilde janta karşı ağırlık çakmaktır.
Bir aksın üzerinde dönmekte olan parçaların hepsinin veya bir kısmının balansız olması tekerleğin vuruntulu veya yalpalı çalışmasına sebep olur. Aynı aks üzerinde birleşmiş olan lastiklerden her hangi birinin sırtında 28 gramlık bir balans bozukluğu saatte 90 km hızı aşan süratlerde aracın balyoz darbelerini andıran vuruşlarla seyir etmesi netice-sini doğuracaktır. Balans bozukluğunun iki temel belirtisi vardır.

62
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Lastiklerde Statik Balans Bozukluğu: Statik balans bozukluğu; Duran bir lastiğin çevresinde
ağırlık bakımından bir dengesizlik olması demektir. Tekerle-ğin daha ağır kısmı daima en aşağıda bulunmak eğiliminde olduğundan, aracın titreşimine sebep olur.
Statik balans bozukluğunun belirtisi olan "vuruntu" ge-nellikle yüksek sürat yapılırken ortaya çıkar ve direksiyonda aracın hızı ile birlikte artan titreşimler şeklinde kendini gös-terir. Bu çeşit titreşim aracın oynak parçalarına tesir eder ve seyir esnasında vuruntu yapar.
Lastiklerde Dinamik Balans BozukluğuDinamik balans bozukluğu; Dönmekte olan bir teker-
leğin balanssızlığı veya bir tekerleğin her iki yarısının aksi
istikametlerde, değişik yörüngeler çizerek hareket etmesi halidir. Tekerlek her yarım turda bir içeri bir dışarı doğru dönmek eğilimindedir.
Dinamik balans bozukluğunun belirtisi olan "yalpala-ma" genellikle ön tekerleklerin yanlara doğru çabuk hare-keti şeklinde ortaya çıkar. Bu genellikle aracın ön kısmının sağa, sola titreşim yapmasına yol açar. Bunun neticesinde lastiğe ve araca zarar veren yalpalama meydana gelir.
Yukarıda belirtilen iki tip bozukluktan (ayarsızlıktan) biri-nin ortaya çıkması durumunda, bu ayarsızlık balans ölçme cihazları ile kolayca giderilebilir.
İdeal bir ayarlama için Sabit Balans ile yapılan ayarla-madan sonra mutlaka finish balans (seyyar balans aleti) ile de balans tamamlanmalıdır.


İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
64
Kentsel Dönüşüm ve Yıkım Duran KARAÇAY / Makina İkmal Müdürü / GÜRİŞ İNŞ. VE MÜH. AŞ
Malzeme diyorum çünkü yıkım sonrası çıkacakları atık olarak değerlendirmek doğru bir kavram değildir. Yıkım sonrası çıkacak malzemeler geri dönüşüm yapılacak mal-zemeler olarak ve bir değer olarak görülürse Kentsel Dönü-şüm projeleri ekonomik olarak başarıya ulaşacaktır. Yoksa sadece binaların yıkımı değil ekonominin de yıkımı olacak projeler olur. Bu nedenle uygulamada ihtiyaç olan bazı özet temel bilgileri ve önerileri sektör tarafları ile paylaşmak is-tiyorum.
1. Hafriyat toprağı ve yıkıntı atık yönetmeliği uygulama-ya başlanmalıdır.
Burada prensip depolama olmamalıdır. Yönetmelik Geri Dönüşüm Uygulama prensipleri için yaptırımlar getirmelidir.
Yıkım sektörü yeniden yapılandırılmalıdır. Yıkım müteah-hitlik yetki belgesi oluşturulmalı konusunda yetkin firmalara verilmelidir.
2. Yıkımın mutlaka bir projesi, planı olmalı ve aşağıdaki konuları içermelidir.
• Bilinen yıkım teknikleri:
Kontrollü patlatma
Uzun erişimli ekskavatör
Kat eksiltme
Çekme halatlı
Silindirleme
• Yıkımdan çıkacak malzemelerin yönetim planı ol-malıdır.
Zararlı materyallerin (boya, asbest vb kimyasallar) nasıl bertaraf edileceği belirlenmelidir.
Elle sökülecek malzemeler dolab, kapı, vb. öncelikle sökülmelidir.
Önce seçici malzemeler ayrıştırmalıdır. Bunlar demir, ahşap, plastik vb malzemeler direk çeşitlerine uygun geri kazanım tesislerine gönderilmelidir
Beton, taş, tuğla, cam malzemelerin geri kazanımı yı-kımın yapıldığı bölge yakınında yapılmalıdır. Taşıma mali-yetinden kaçınılmalıdır. Kırma eleme sonucu elde edilecek malzemeler geri dönüşümde kullanılacağı alana göre ay-rıştırılarak karo, parke, bordür, yol temel dolgu, grobeton, kablo kanalı vb için gömlek, bisiklet yolu, geçirimsizlik (cam kırıkları) malzemeleri için ikincil hammadde olarak yı-kılan binaların yerine yapılacak yapılaşma da kullanılabilir.
Yıkımın çevreye vereceği zararları (toz, gürültü vb) mini-mum seviyeye indirme çalışmaları yapılmalıdır
• Yıkımda çalışan her kademedeki personel bir plan dahilinde eğitilmelidir.
• Çevrede yaşayanlar için bilgilendirme toplantıları yapılmalıdır.
• Kalite Güvence sistemi oluşturulmalıdır.
3. Geri dönüşümden elde edilerek yeni kullanım için üretilecek yukarıda örnekleri verilen malzemelerin standartları oluşturulmalı ve bu standartlara göre ARGE çalışmaları yapılmalıdır.
Ülkemizde 2012 yılı sonunda başlayan ve 30 yıllık bir süre devam etmesi planlanan kentsel dönüşüm projelerinde yıkılacak binalardan tahmini 500 milyon m3 malzeme çıkması beklenmektedir.

65
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
4. Geri kazanım tesisleri kurulmalıdır.
5. Eğitim:
• Üniversitelerde mühendislerin aldığı eğitimlerin ağırlığı yapımla ilgilidir. Bu projeler başlamadan yıkım konuları ilgili mühendislik disiplinlerine uygula-malı dersler olarak girmeliydi. En kısa zamanda bu programlar yapılmalıdır. Mevcut mühendisler için de mesleki eğitimler ve seminerler açılmalıdır.
• Mesleki eğitim kurumları (meslek yük-sek okulları, meslek liseleri, meslek eğitim merkezleri vb.) yıkım konusun-da eğitim vermelidir.
• Yıkımda çalışan her kademedeki per-sonel ve çevrede yaşayanlar bir plan dahilinde eğitilmelidir.
6. Teşvikler: Yıkım konusu önemli olup geri dönüşüm için teşvikler mutlaka olmalıdır.
• Piyasa da geri dönüşümden elde edilen yapı ela-manlarının kullanımına fırsat yaratıcı teşvikler
• Ekonomik sürdürülebilirlik destekleri,
• Cezalar (geri kazanım uygulamayanlara ceza uy-gulamak)
• Ruhsat, harç ve vergi teşvikleri
• Makine ekipman teşvikleri
• Vb. teşvikler
7. Yıkım ve geri kazanımda kullanılacak makine ve ekipmanlar yapılacak işlere göre araştırılmalı yerli imalatçılar konu ve kapasitelerine göre yönlendiril-melidir.



İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
68
İş ve İnşaat Makineleri Sektörü ve Geleceğine
Global Bakış Raşit ÖZGÜL / İş Geliştirme Müdürü / SANKO MAKİNA
İş ve inşaat makineleri bir ülkenin alt ve üst yapısının imarında kullanılarak o ülkenin ekonomik ve sosyal geliş-mesine çok önemli katkılar sağlayan makinelerdir. Dolayı-sıyla bir ülkenin ekonomik ve sosyal yönden kalkınmışlığı ve kalkınma hızı, yıl içerisinde satılan iş ve inşaat makineleri sayısı ve niteliği ile doğru orantılıdır.
Tamamen yatırımlara yönelik faaliyet gösteren iş ve inşa-at makineleri sektörü; bayındırlık, inşaat, alt yapı, üst yapı, maden sektörü, sanayi ve endüstriyel tüm yatırımların ger-çekleştiği kamu ve özel sektörlere hizmet veren sektör, üst-lendiği sorumluluk itibari ile çok önemli bir konuma sahiptir.
Ülkemizdeki iş ve inşaat makineleri sektörünün ihtiyacının;
% 60’ı distribütör,
% 40’ı imalatçı firmalar tarafından karşılanmaktadır.
İş Makinası pazarında Ülkemiz; • Avrupa’nın En büyük 4. İş Makinaları Pazarı,
• Dünyanın En Büyük 11. İş Makinaları Pazarı,
• İş Makinaları İmalat Sanayinde Avrupa’nın 9.büyük ülkesi,
• Türkiye İş Makinaları pazarı Çin’den ve Hindistan’dan sonra son 8 yıldır en hızlı büyüme oranına sahip Ülke,
• 7 yaş sınırında 61.000 adet Ağır iş makinası kullanıl-makta,
• Ülkemizde 2011yılında 11.250 adet makine satılmış-ken, 2014 yılında bu rakamın 16.000 adet’e ulaşaca-ğı değerlendirilmektedir.
Kentsel Dönüşüm• 33 ilde başlatıldı,
• 7 milyona yakın bina yıkılacak,
• 30 yıllık bir süreç,
• 400 milyar usd’lik yatırım,
• Yeni makina ve ataşmanlar tasarlandı,
• Doğru makina kullanımı ile % 30’ a varan tasarruf sağlanacak,
• Yıllık 4.000 den fazla iş makinası bu süreçte kullanılacak,
• Sektöre büyüme etkisi yaklaşık % 20 olacağı tahmin edilmekte,
• Nitelikli eleman ihtiyacı %50 artacak,
• Sektörde 12.000 nitelikli elemana ihtiyaç duyulacak,
• Kullanılacak makinanın işe uygunluğu,
• Kullanılacak makinaların ilgili regulasyonlara ve yö-netmeliklere uygun olması,
• Mümkün olan en son teknolojinin kullanılması,
• Sektöre daha nitelikli ve yetkin insan kaynağının ka-zandırılması hususları önem arz etmektedir
Ana Sanayinin Gözünden

69
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Ülkemizdeki (2011 Yılı) İş Makinaları Ürün Grup Dağılım Oranları
Yıllara Göre iş Makinaları Satış Adetleri
Ülkemizde Paletli Ekskavatör Durumu
Ülkemizde Lastik Tekerlekli Yükleyici Durumu
Ülkemizdeki Mini İş Makinaları Durumu
Ülkemizdeki Lastikli Ekskavatör Durumu
Ülkemizde Bekoloder Durumu
Yıllara göre İş Makinaları Satış adetleri ve Ülkemizdeki İş Makinalarına ait özet bilgiler:



Yakıt nereye gider?Yakıt bireysel araç sahibi/operatörleri ve filolar için başlıca
işletim masrafı kalemlerinden biridir. Yakıttan üretilen enerjinin yaklaşık yarısı ısı şeklinde kaybedilir; bir diğer yüzde 15'i ise sürtünme şeklinde kaybedildiğinden enerji miktarının yalnızca yüzde 35 kadarı taşımada kullanılabilir. Sürtünmenin tamamen ortadan kaldırılması mümkün olmamakla birlikte, sürtünmeyi azaltmanın ve yakıt ekonomisini arttırmanın yöntemleri vardır. Bir motor içinde iki tür sürtünme gerçekleşir: Viskoz sürtünme ve temastan kaynaklanan sürtünme. Viskoz sürtünme yağın kı-vamıyla ilişkilidir ve yağ içinde pompalayan ve hareket eden motor parçalarıyla ilişkilidir. Temastan kaynaklanan sürtünme metalin metalle olan temasının sonucudur ve yetersiz yağla-madan kaynaklanabilir. Yüksek derecede sürtünme motorda aşınmaya ve yakıt ekonomisinde düşüşe yol açabilir.
Çeviren: Fikret AKBABA / Endüstriyel Ürünler Müdürü/ Mapa Petrol Ürünleri Tic. ve San.A.Ş.
Tony Weatherill, Ticari Araç Yağları (CVL) Avrupa, Afrika & Orta Doğu, ExxonMobil Yağlar ve Özel ürünler
Yakıt Tasarrufuna etkisiİleri Yağlamanın
Yakıt fiyatlarının giderek artması ve yükselen işletim maliyetlerinin
karları azaltması nedeniyle, inşaat ve madencilik sektöründeki firmaların
çoğu için iş ortamı zorludur. Bu makalenin amacı, tam sentetik ağır
hizmet dizel yağlarının yakıt tasarrufuna etkileri konusunda bilgi sağlamaktır.
72

73
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Sürtünme yakıt ekonomisini nasıl etkiler?Sürtünme her zaman mevcuttur. Ancak sürtünmenin
yakıt ekonomisi ve motor aşınmasına daha büyük etki yap-tığı zamanlar vardır. Düşük sıcaklıkta işletim bu zamanlar-dan biridir. Soğuk motor çalıştırması ve dur-kalk sürüş sı-rasında yağ en koyu kıvamında olur. Bu yüksek derecede viskoz sürtünmeye yol açabilir ve bunun sonucunda yakıt ekonomisini düşürebilir.
Sürtünmenin yakıt ekonomisi üzerindeki etkisinin büyük olduğu bir diğer durum da motor bileşenlerinin birbirlerine sürtündüğü durumdur. Bu, yağın pompalanamayacak ka-dar koyu kıvamlı olması durumunda motorun çalıştırılması sırasında veya yağın motor bileşenlerini birbirinden ayrı tut-mak için yeterince koyu kıvamlı olmadığı durumlarda yük-sek sıcaklıklarda gerçekleşebilir.
Şekil B’de yağ viskozitesi ile sürtünme arasındaki ilişki gösterilmektedir. Şekil temas ile viskoz sürtünmeyi denge-leyerek toplam motor sürtünmesini asgariye indiren bir op-timal viskozite olduğunu gösterir.
Viskozite kontrol edilebilir mi?Yapılması gereken, istenen kıvamı geniş bir sıcaklık
aralığında ve yağ değişimi aralığının tamamında koruyacak bir yağ formüle etmektir.
Çok sayıda farklı viskozite sınıfı mevcuttur ve optimal sınıf spesifik motor ve işletim koşullarına göre farklılık gös-terir. Ancak, geniş bir sıcaklık aralığında optimal viskoziteyi koruyabilen bir yağın seçilmesinde yüksek viskozite en-deksi (VI) kilit bir parametredir.
VI, viskozitenin sıcaklıkla birlikte nasıl değişim gösterdi-ğini ölçer. Sıcaklık değiştiğinde, yüksek VI’ya sahip bir ya-ğın viskozitesi, düşük VI'ya sahip bir yağınki kadar değişim göstermez. Bu düşük sıcaklıklarda yağın kıvamının daha az olması ve dolayısıyla düşük VI'lı bir yağa kıyasla daha iyi yakıt ekonomisi sağlaması anlamına gelir. Yüksek sıcak-lıklarda yağ daha kıvamlı olur ve düşük VI'lı yağa kıyasla daha yüksek tabaka kalınlığı sağlar. Bu motoru korumayı sürdürürken daha düşük viskoziteli bir yağ kullanılmasına ve dolayısıyla yakıt ekonomisinin arttırılmasına olanak verir.
Şekil C’de bir multigrade (yüksek VI’lı) ile monograde (düşük VI'lı) yağ için viskozitenin sıcaklıkla bağlı olarak na-sıl değiştiği kıyaslanmıştır.
Ne kadar tasarruf yapılabilir?Sürtünmeyi asgariye indirir ve yakıt tüketimini azaltır.
Düşük sıcaklıklarda ve dur-kalk işletimde yüzde 5'e ka-dar yakıt tasarrufu potansiyeli vardır. Düşük “W” sınıflı bir multigrade yağ tasarrufun artmasını sağlayabilir. Örneğin 15W-XX yerine 5W-XX'in kullanılması olası yakıt tasarrufu-nun yakalanma olasılığını arttırır. Normal işletimde, motor ısındıktan sonra yüzde 2'ye kadar yakıt tasarrufu potansiyeli mevcuttur. Düşük bir yüksek sıcaklık viskozite sınıfına sahip bir multigrade yağ tasarrufun artmasını sağlayabilir. Örneğin XW-40 yerine XW-30'un kullanılması olası yakıt tasarrufunun yakalanma olasılığını arttırır. Buna ek olarak, bu iki yakıt ta-sarrufu modu bir SAE 5W-30 kullanılarak birleştirilebilir ve bu yolla daha da yüksek potansiyel faydalar elde edilebilir.
Ayrıca, viskozite yağ bozulması ve kontaminasyonu nedeniyle zaman içinde artabilir. Kurum parçacıkları, kon-tamine ediciler ve yağ bozunması yan ürünleri yağın koyu-laşmasına yol açabilir. Bu yakıt ekonomisini azaltabilir ve aşınma korumasını riske atabilir. Bir yağ termal, oksitlenme ve kurumdan kaynaklanan koyulaşmaya karşı direnmek üzere özel olarak tasarlanmış olmalıdır.
Bir yağ özgün viskozitesini koruyabilirse, yağ değiştir-me aralığı içinde yüzde 5'e varan yakıt tasarrufu potansiyeli mevcuttur. Viskozitenin korunması, tüm işletim koşullarında rol oynadığından toplam yakıt tasarrufu üzerinde en büyük etkiyi doğurabilir.
Yakıt ekonomisi başlıca hususlardan biri olmakla birlik-te, uzun vadede mükemmel motor koruması sağlayabile-cek bir yağın seçilmesi de önemlidir.
Şekil A: Yakıt Enerji Dağılımı
Şekil B: Yağ Sürtünme Eğrisi
Şekil C: Multigrade motor yağlarında sıcaklık aralığında daha az viskozite değişimi görülür



İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
76
2005 yılı Şubat Sayısı dergimizin "Yakıtın Soğukta Akış Performansı" başlıklı makalesi.

77
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ

78
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ


80
Hayal Et, Tasarla, Çiz, Yazdır, Keşfet ve Kullan
Üç BoyutluYazıcı Teknolojisi
Özlem Kılıç EKİCİ / Dr., Bilimsel Programlar Başuzmanı / TÜBİTAK Bilim ve Teknik Dergisi Sayı 541
Katkılı üretim, hızlı prototipleme ya da üç boyutlu yazıcı teknolojisi, birçok farklı malzemeyi ve teknolojiyi kullanarak üç boyutlu modeli katmanlara ayırıyor ve bu katmanları adım adım aşağıdan yukarıya doğru üst üste yığarak ta-sarlanan modeli somut, elle tutulabilen bir ürün olarak orta-ya çıkarıyor. Yani siz bir aleti, oyuncağı ya da herhangi bir nesneyi bilgisayar ortamında dijital olarak tasarladıysanız, ürününüzün örneğini 3D yazıcı sayesinde dakikalar içinde somut olarak elinize alabiliyorsunuz. Henüz hiç bir üretim
yöntemi ile üretilmesi mümkün olmayan parça geometrileri yani farklı şekillerde ürünler elde edilebiliyor. Nano ölçekli yani bir kum tanesinden bile küçük, minicik nesneler en ince ayrıntısına kadar üç boyutlu olarak basılabiliyor. Bilgi-sayarda çizilen model ile yazıcıdan çıkan model birbirinin tamamen aynı oluyor.
Üç boyutlu çıktıyı alabilmek için öncelikle bir üç boyutlu bilgisayar çizimine ihtiyacınız var. Daha sonra internetten açık kaynak olarak da indirilebilen 3D yazıcı programları
Uçak, otomobil, yedek parça, ayakkabı, bisiklet,
oyuncak, robot, heykel, takı, aksesuar, saksı, el aletleri,
müzik aletleri, sandalye, koltuk, bardak, çatal, kaşık,
tıbbi malzeme, kimyasal madde, ilaç, takma diş,
tıbbi protez hatta silah gibi aklınıza gelebilecek her
türden, çeşit çeşit ürüne ek olarak, çok yakın gelecekte
insan vücuduna nakledilmek üzere tasarlanan yapay
organlar bile üretebilecek üç boyutlu (3D) yazıcıların
marifetlerini ele almak istedik bu ay.

İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
81
kullanmanız gerekiyor. Bu yazılımlar üç boyutlu modeli di-limlere ayırarak 2 boyutlu katmanları oluşturuyor. Üç eksen-li ve bilgisayar kontrollü bir makine vasıtası ile katmanlar sırayla üretiliyor. Baskı için 100’den fazla malzeme (metal, plastik, polimer, reçine, seramik, alçı ve hatta deney aşa-masındaki çalışmalara göre insan dokusu) katı, sıvı veya toz halinde kullanılabiliyor. Malzeme yerleştirilip yazdır tu-şuna basıldığında, lazer ünitesi yaratmak istediğiniz ürünü aşağıdan yukarıya doğru tabaka tabaka işleyerek, istediği-niz ürünü kısa sürede hazır hale getiriyor.
Özel olarak hazırlanmış malzeme, örneğin sıvı reçine, istenilen noktalara odaklanmış lazer ışınıyla sertleştirilerek şekillendiriliyor. Lazerin 500 nanometre büyüklüğündeki odak noktası hareketli aynalarla kontrol ediliyor ve sade-ce odağın merkezindeki reçine katılaşmış polimere dö-nüşüyor. Lazer odağının hassas kontrolü sayesinde kum tanesinden bile küçük cisimler yapılabiliyor. Üç boyutlu yazıcıların basım hızı saniyede birkaç milimetreden birkaç metreye kadar değişebiliyor.
Üç boyutlu yazıcılarda kullanılan tekniğin geleneksel üretimde kullanılan işleme ya da biçimlendirme tekniklerin-den hayli farklı olduğunu görüyoruz. Malzemenin delme ya da kesme gibi işlemler sonucunda çıkarılıp uzaklaştırılması esasına dayanan geleneksel talaş kaldırma tekniğinin tersi-ne, üç boyutlu yazıcı ile gerçekleştirilen üretimin, malzeme eklemeye yönelik bir teknoloji olduğu anlaşılıyor. Gelenek-sel üretim teknolojisiyle bir ürün elde edebilmek için ürü-nün bilgisayarda hazırlanmış çizimine, destekleyici üretim ekipmanlarına (kalıp, takım, fikstür vb.), çeşitli imalat maki-nelerine ve ham maddeye ihtiyaç duyuluyor. Hayli pratik ve verimli olan 3D yazıcı teknolojisinde ise bilgisayar çizimi, malzeme yığma özelliğine sahip üç boyutlu yazıcı ve ham madde dışında başka donanıma ihtiyaç duyulmuyor. Farklı birçok malzeme kullanılabiliyor. Ayrıca ham madde gerek-siniminin ve fire miktarının kullanılan diğer klasik yöntemle-re göre hayli az olduğu biliniyor. 3D modelleme ile esnek ve maliyet açısından etkin bir üretim sağlanıyor.
Kullanılan Yöntemler ve MalzemelerGünümüz 3 boyutlu yazıcı teknolojisi, lazer sinterleme,
bileşimli yığma ve polimer kürleme gibi birçok farklı tekni-ği kapsıyor. Lazer sinterleme, bileşimli yığma ve polimer kürleme. Bu teknoloji, ürünlerin, modellerin, kalıpların ya da aletlerin doğrudan elektronik verilerden hızlı, esnek ve maliyet açısından etkin biçimde üretilmesine imkân veriyor.
Üretim teknolojisine devrim yaratacak nitelikte değişiklikler ve yenilikler getiren
üç boyutlu yazıcılar insanoğlunun hayal gücünü zorluyor. Yaratıcı fikirler
ve tasarımlar gerçek modellere, son ürünlere, parçalara ve prototiplere hızlı bir şekilde dönüşüveriyor. Kullanılmaya başlandığı ilk günden itibaren aklınıza
gelebilecek her türlü ürünün yanı sıra çok özel ve ilginç ürünler de
ortaya çıkaran bu yeni nesil teknoloji, geleceğimizi inanılmaz biçimlerde
şekillendireceğe benziyor. Bu teknoloji sadece tasarımcılara ve mühendislere
değil, isteyen herkese keşfetme ve yenilik yapma fırsatı sunuyor.

82
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Farklı bir tasarıma sahip olsa da temelde en çok kullanı-lan cihazlar, bileşimli yığma tekniği ile çalışan cihazlar. Bu teknikte bilgisayarda 3 boyutlu modeli hazırlanmış cisim, 2 boyutlu katmanlar halinde yığılarak 3 boyutlu ürün elde ediliyor. Bu işlemi gerçekleştirebilmek için üç eksenli bir CNC makineye (en basit ifadeyle, mekanik işleme gerek-tiren bir çalışmayı –delme, kazma, boyama vs- bilgisayar-dan gelen komutlara göre otomatik olarak yapan makine), kontrol kartına, kontrol kartı ve CNC ile iletişimde olabile-cek bir yazılıma ve malzeme yığma özelliğine sahip bir yazıcıya sahip olmamız yeterli. Yazılım programı STL (Stan-dard Template Library) formatındaki modelleri matematik-sel olarak katmanlara ayırır ve bu katmanları üst üste inşa etmek üzere 3 eksenli CNC kontrollü bir cihaza gönderir. Genellikle termoplastik malzemeler kullanılır. Termoplas-tik malzemeler defalarca eritilebildikleri, belirli bir sıcaklık aralığında sıvılaşabildikleri için bu teknolojiye hayli uygun malzemelerdir. Termoplastik malzemenin düzgün bir şekil-
de yığılabilmesi için, erime sıcaklığına ısıtılmış bir nozülden yani püskürtme memesinden dışarıya bırakılması gerekir. Bu nozül bilgisayar tarafından kontrol edilerek bilgisayar çizimindeki parçanın geometrisinin aynısını oluşturacak şekilde hareket ettirilir. Termoplastik malzemenin yığılması ile beraber, parça 2 boyutlu katmanlar halinde tablaya yı-ğılır ve sonuçta üç boyutlu ürün ortaya çıkar.
Bazı katkılı üretim teknikleri parçaları katman katman inşa ederken iki farklı malzeme kullanır. Bunlardan biri üç boyutlu nesneyi oluşturacak olan ana malzeme, diğeri ise destek malzemesidir. Eğer tasarlanan
ürünün fazla girintili çıkıntılı detayları varsa bu destek mal-zemeler kullanılabilir. Daha sonra bunlar ısı ya da çözücü bir sıvı ile üründen uzaklaştırılır.
Kullanılan teknikler arasındaki en belirgin fark katman-ların nasıl yığıldığıdır. Bazıları malzemeyi eritip yumuşata-rak katmanları oluşturur, diğerleri ise sıvı haldeki malze-meleri doğrudan yığar ve yığma işleminin hemen ardından malzeme sertleştirilerek ürüne son hali verilir.
3D yazıcı teknolojisi özellikle son 10 yılda hayli hızlı bir gelişme göstererek yaygın bir şekilde kullanılmaya başlan-dı. Çok çeşitli malzeme katı, sıvı veya toz halinde kullanı-lıyor.

83
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Kullanım Alanları Günümüzde üç boyutlu yazıcı teknolojisi mücevher, ak-
sesuar, ayakkabı tasarımında, endüstriyel ve mimari tasa-rımlarda, inşaat mühendisliğinde, yapı işlerinde, otomotiv sanayisinde, hava-uzay, dişçilik ve tıp sektöründe, eğitim-de, coğrafi bilgi sistemlerinde ve farklı alanlardaki bilimsel çalışmalarda birçok ülkede yaygın olarak kullanılıyor. Bir süredir sanayi sektöründe kullanılan bu yazıcıların küçük ve geliştirilmiş masa üstü modelleri, yakın gelecekte evleri-
mize de girecek. Üç boyutlu yazıcılar evlerimize girdiğinde, ihtiyaç duyduğumuz ürünü kendi başımıza üretebileceğiz. Bunu iki şekilde yapacağız: Ya üreteceğimiz ürünün planını bilgisayarımıza indireceğiz ya da bilgisayarda ürünü kendi-miz çizeceğiz. Daha sonra yazdır tuşuna basıp, ürünü kul-lanmaya başlayacağız. Elimizdeki bir ürünü çoğaltmamız da mümkün olabilecek. Planını üç boyutlu tarayıcılarla bil-gisayara aktaracağımız bir ürünü, istediğimiz sayıda basıp çoğaltabileceğiz. Bu yazıcılarda renkli veya tek renk basım yapılabiliyor. Ürün planları ve renkler üzerinde oynayarak, tasarlanan ürünleri kişiselleştirebileceğiz. Örneğin sipariş üzerine tasarlanmış robotlar, oyuncaklar ya da aksesuarlar çok farklı şekil ve renklerde üretilebilecek. Daha yaratıcı, yenilikçi ve ilginç sanatsal tasarım eserleri sergilenebile-cek.
Otomobil, uçak gibi ürünlerin dış gövdeleri ve büyük parçaları, fabrikalardaki büyük yazıcılarla bugünkünden çok daha hızlı üretilebilecek. Örneğin Boeing bazı uçak parçalarını, Audi’yse bazı otomobil parçalarını şimdiden bu şekilde üretmeye başlamış bile. Bazı klasik otomobillerin piyasada zor bulunan yedek parçaları da hâlihazırda 3D yazıcılar ile üretiliyor. Xerox firması 3D yazıcı teknolojisinde
3D Katkılı Üretim Yöntemleri Kullanılan Malzemeler
Seçici lazer sinterleme Termoplastik, metal ve seramik tozlar
Doğrudan metalle lazer sinterleme Her türlü metal alaşım
Bileşimli yığma tekniği Termoplastik, maksimum erime yeteneği olan metaller
Stereolitografi 3 boyutlu tasarım yazılımlarında oluşturulan sayısal modeli, fiziksel modele çevirmek için kullanılır)
Fotopolimerler
Dijital ışık işleme Sıvı reçine
Bileşimli telleri birleştirme polimer kürleme) Polilaktik asit (PLA) ve akrilononitril bütadiyen stiren (ABS) gibi polimerler
Eritme ve püskürtme tekniği Metal ve plastik tel
Tabakalı üretim Kâğıt, folyo, plastik film
Elektron demeti ile eritme Titanyum alaşımları
Seçici ısı sinterleme Termoplastik tozları
Alçı-inkjet esaslı teknik toz zemine mürekkep püskürtme) Alçı, renkli alçı

84
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
büyük bir atılım gerçekleştirerek, plastikten bile daha düşük sıcaklıkta eriyebilen özel bir gümüş mürekkep malzemesi geliştirdiğini duyurdu. Bu sayede yazıcılardan, yenilenebi-lir enerji teknolojisinde kullanılabilecek ürünlerin kolayca alınabileceğini belirtiyorlar. Nasıl mı? Bilindiği gibi gümüş yalıtkanlarda, yarı iletkenlerde, iletkenlerde, indüktörlerde ve çeşitli devrelerde kullanılan anahtar elementlerden biri. Gümüş malzemeyi kâğıttan bile ince filmlerin, kumaşların veya plastiklerin üzerine basarak ince şerit halinde güneş gözeleri, fotovoltaik hücreler, farklı koşullara uyarlanabilen alıcılar ve çok çeşitli elektrik devreleri üretmek mümkün olacak.
3D yazıcıların tıp sektöründe, biyolojik dokuların ve yapay organ üretiminde hücrelerin tutunabileceği ka-lıpların hazırlanmasında, kimyasal bileşik veya ilaç üreti-minde, biyokimyada çok farklı fonksiyonlara sahip protein moleküllerinin tasarlanmasında, nanoteknolojide ve biyomedikal sektöründe ise parça üretimin-de rahatlıkla kullanılabileceği düşünülüyor. ABD’li bir araştırmacı geçtiğimiz yıl içinde bir hastadan alınan dokuları işleyerek, altı saat içerisinde 3D yazıcıdan böbrek çıkar-mayı başarmış. Belçika’da yapılan bir araştırmada ise iki ayrı hastaya 3D yazıcıda üretilen yüz ve çene takılmış. Tabii bu tıbbi araştırmala-rın hepsi deneme aşamasında. 3D teknolojisinde yaşanan müthiş hızlı gelişmeler, çok yakın gelecekte bir-çok bilimsel gelişmeyi de beraberin-de getireceğe benziyor.
Evimizdeki Kimya Laboratuvarları 3D yazıcılar sadece parça ya da malzeme üretmek-
le kalmayıp bilimsel çalışmanın bizzat kendisine de dâhil olacak. Bu teknoloji sayesinde laboratuvar ekipmanları, aletler, moleküler modeller, kimyasal ilaç bileşikleri basıla-bilecek. İngiltere’deki Glaskow Üniversitesi’nden bir grup araştırmacı dijital mavi kopya ve 2000 dolarlık üç boyutlu yazıcı kullanarak öncelikle inorganik ve organik tepkime-lerin gerçekleştiği tepkime odalarını, sonrasında ise aktif maddeyi yani hedeflenen kimyasal bileşiği üretmeyi başar-dı. Dijital mavi kopya yani kimyasal maddenin detaylı tarifini
içeren dijital plan, aslında internetten herkesin kolayca indirip üç boyutlu yazıcısına yükleyebileceği özel bir yazılım. Bir kimyasal ürünü elde etmek için program-
lanmış olan bu özel yazılımın içeriğinde gerekli tüm donanımın ve aletlerin (tepkime odalarının) ölçüleri ve boyutları, ayrıca içeriği oluşturan kimyasal malzeme-
ler ve kimyasal tepkimelerin formülleri de kayıtlı. Çok yakın gelecekte, araştırmacıla-rın tasarladığı çevrimiçi internet sitesinden
üretmek istediğiniz ilacın, örneğin bir baş ağrısı ilacının ya da deterjan,
sabun, el kremi gibi herhangi bir kimyasal ürünün tarifini içeren yazılımı indirip gerekli kimyasal-ları içeren mürekkep kartuşunu da sipariş edebileceksiniz. Yani üç boyutlu yazıcısı ve internet
bağlantısı olan herkes evinde bir kimya laboratuvarı kurabilecek.

85
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Ekonomik ve Sosyal Boyutu Üç boyutlu yazıcıların sanayi, ofis ya da ev tipi olmak
üzere farklı büyüklükte modelleri var, ancak büyüklüğe ve modele bağlı olarak makinelerin fiyatı da artıyor. Kullandık-ları malzemelere ve teknolojilerine göre fiyatları 500 dolarla birkaç milyon dolar arasında değişiyor. Örneğin termoplas-tik malzeme kullanan, “kendin yap” tipi bir üç boyutlu ya-zıcının fiyatı 500 dolar iken, lazer kullanan ve çeşitli alaşım tozları ile metal ürünler üretebilen bir yazıcı 1 milyon dolara satılıyor. Tahminlere göre şu anki piyasa değeri 1,3 milyar dolar olan üç boyutlu yazıcı sektörü, 2020 yılına gelindiğin-de 5,2 milyar dolarlık bir değere ulaşacak.
Gelecek 10 yıl içinde ev tipi üç boyutlu yazıcı fiyatlarının hayli hesaplı hale gelmesi bekleniyor. Yani isteyen herkesin bir ya da birkaç 3D yazıcısı olabilecek. Sonrasında ne mi olacak? Hayal gücünün ve yaratıcılığın sınırı yok! Dileyen herkes hayal ettiği her şeyi çizip tasarlayacak, yazdıracak, isterse satacak, isterse sergileyecek, isterse sadece kendisi kullanacak. Peki, bu durum üretim tüketim ilişkilerini ve dün-yanın sosyo-ekonomik düzeninini nasıl etkileyecek? Önce-likle tüketiciler de üretici haline gelecek. Herkes kendisi için, ihtiyaç duyduğu sayıda ve zamanda üretebilecek. İşçi ve aracı masrafları ortadan kalkacağı için, ürünlerin maliyeti de azalacak. Bu durum, küçük ölçekte üretim yapan firmaların güç kaybetmesine, büyük ölçekte üretim yapan firmaların-sa -ev ortamındaki yazıcılar o ölçekte üretim yapamayacağı
için- güçlerini artırmasına neden olacak. Bu süreçte kârını artıracak bir başka sektörse, yazıcıların kullanacağı baskı malzemelerini ve yazılım programlarını satan firmalar olacak.
Üç boyutlu üretimin tüketim malları sektöründeki başlı-ca kullanım alanlarından belki de en önemlisi hızlı prototip ve model üretimi. Modeller ve prototipler, şirketlerin ürünle-rini piyasaya daha çabuk çıkarmasına yardımcı olacak, bu da daha yavaş hareket edenlere göre rekabet avantajıyla kâr sağlayabilecekleri anlamına geliyor.
Peki ya üç boyutlu yazıcılar ile kanunsuz ilaç, silah ya da patlayıcı madde üretilmesi ihtimaline karşı nasıl bir kont-rol mekanizması ya da ne tür düzenlemeler getirilecek? Maalesef şimdilik kimse bu sorunun cevabını kesin olarak bilmiyor. Uzmanlar, bu tür tehlikeli ürünlerin 3D yazıcı tek-nolojisi ile elde edilmesini önlemenin en iyi yolunun, ön-celikle yazıcıların ve yazılım programlarının düzenlenmesi olduğunu düşünüyor. Bu yolla birtakım sınırların ve kısıtla-maların getirileceği tahmin ediliyor.
Düşünsenize! 3D yazıcı alanında önümüzdeki 20 ya da 50 yıl içinde kim bilir ne tür bilimsel ve teknolojik geliş-meler olacak. Hiç şüphesiz 3D yazıcı teknolojisi üretimi ve piyasayı bir hayli etkileyecek. Umarız bu teknoloji gelecek-te birçok şeyi hep olumlu yönde değiştirir ve hayatımıza çok faydalı yenilikler kazandırır. Bekleyip göreceğiz, zaman bize hepsini gösterecek.
Kaynaklarhttp://www.3dprinter.net/http://www.3byazici.com/http://www.makerbot.com/http://www.wired.com/design/2012/09/howmakerbots-replicator2-willlaunch-era-of-desktopmanufacturing/http://en.wikipedia.org/wiki/3D_printinghttp://www.the-scientist.com/?articles.view/articleNo/32285/
title/3-D%20Printinghttp://www.wired.com/design/2012/09/formlabscreates-a-
low-cost-lightbased-3-d-printer/?utm_source=googleplus&utm_medium=socialmedia&utm_campaign=googleplusclickthruhttp://www.guardian.co.uk/commentisfree/2012/oct/16/get-ready-for-3d-printing
http://www.youtube.com/watch?v=8_vloWVgf0ohttp://www.youtube.com/watch?v=FdTmh5j6SPM&list=UUgKadKkzK-
Ea_YnogNKtOlA&index=2&feature=plcphttp://www.youtube.com/watch?v=CP1oBwccARY&feature=fvwrel



88
“İş Makinaları Mühendisleri Birliği (İMMB) Bilgi Paylaşımı İçin Değişik Seminer Organizasyonları İle Üyelerini ve Sektör Temsilcilerini Biraraya Getirmeye Devam Ediyor”
Etkinliklerimiz ve Haberler
Aralık 2012 Etkinliği: Man Otomotiv Semineri2012 Yılındaki son etkinliğimizi 18 ARALIK 2012 Salı günü Atlı Spor Kulübü’nde, MAN OTOMOTİV TİC. LTD. ŞTİ. İle
birlikte gerçekleştirdik.
Seminer MAN OTOMOTİV TİC. LTD. ŞTİ Genel Mdr. Yrd. Doğucan SUYANI ve Grup Müdürü Birhan FURTUNA tarafından sunuldu.
Man Otomotiv’in tarihçesi’nin anlatılması ile başlayan seminer “MAN Kamyon İnşaat Serisi Tanıtımı,Yeni Efficientline Çekici Serisi Tanıtımı ve Hydrodrive Çekiş Sistemi Tanıtımı” ile devam etti.
Çankaya Üniversitesi Rektörü Sayın Prof. Dr. Ziya Burhanettin GÜVENÇ ‘in katılımıyla onurlandırdığı seminer, çok geniş bir davetli kitlesi tarafından ilgiyle izlendi. Seminer sonrasındaki akşam yemeğinde üyelerimiz, MAN OTOMOTİV Yönetim Kurulu Başkanı Sayın Fethi GENÇ’in ev sahipliğinde MAN firmasının konuğu oldular.

89
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ

90
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
90
İş Makinaları Mühendisleri Birliği Derneği’nin Geleneksel Yılbaşı Kokteyli, 29 Aralık 2012 Tarihinde Derneğin Ostim’de-ki Merkezinde yapıldı.
Çankaya Üniversitesi Rektörü Sayın Prof. Dr. Ziya Burhanettin GÜVENÇ’in katılımıyla onurlandırdığı kokteyl, Yönetim Kurulu Başkanımız Duran KARAÇAY’ın 2012 yılında iş makinaları sektörüne yönelik yapılan eğitim faaliyetleri hakkındaki bilgilendirme konuşmasıyla başladı.
Dernek üyeleri ve sektör ilgililerinin hazır bulunduğu kokteylde yeni yıla yeni bir çalışma heyecanı ile başlama dilekleri paylaşıldı.
İMMB Yılbaşı Kokteyli

91
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Ankara 2. Sanayi Fuarı, 20-24 Kasım 2012 tarihleri arasında, Ataturk Kül-tür Merkezi’nde Forum Fuarcılık ve Geliştirme A.Ş. ve Ankara Sanayi Odası işbirliği ile düzenlendi.
Ankara Genc İşadamları Derneği’nin (ANGİAD) sponsoru olduğu AN-SAF’12, makine sanayi başta olmak üzere, otomasyon, hidrolik pnömatik, de-polama, istifleme, ısıtma ve soğutma sistemleri, elektrik panoları, inşaat ve iş makineleri üreten firma, kurum ve kuruluşlarını bir araya getirdi.
Derneğimiz, “ANSAF’12”, ANKARA 2. Sanayi Fuarı’nda A42-A standında yer aldı. Standımızı ziyaret ederek bizleri onurlandıran tüm üyelerimize ve sek-tör ilgililerimize teşekkür ederiz.
Ankara 2. Sanayi Fuarı’na Katıldık SEKTÖRDEN HABERLER
İş Makinaları Pazarında Rekor Satış
Türkiye İş Makinaları Distribütörleri ve İma-latçıları Birliği (İMDER) Yönetim Kurulu Başkanı Cüneyt Divriş, “2009’dan 2010’a geçişte yüzde 100, 2010’dan 2011’e geçişte ise yine yüzde 40 civarında bir büyüme yaşandığını hatırla-tarak; 2012’de yeni bir rekor kıran iş makinası sektörünün, 12 bin 750 adetlik satış rakamına ulaştığını vurguladı.
2011’e göre yüzde 13’lük bir büyüme gerçekleştiren sektör’ün, kentsel dönüşüm, 3. havalimanı ve belediye seçimleri ile birlikte 2013’ü yüzde 10’luk bir büyüme ile kapatmayı hedeflediğini belirtti.
Sektörde yaşanan büyümede leasing KDV’lerine getirilen teşvikin önemli rolü olduğu-na dikkat çeken Cüneyt DİVRİŞ; yeni yılda bü-yümenin en önemli sektörlerinden birinin inşaat olacağını kaydetti.
Bauma Fuarı 15-21 Nisan 2013
İMDER-Türkiye İş Makinaları Distribütör-leri ve İmalatçıları Birliği olarak destek verilen Bauma Fuarı 15-21 Nisan 2013 tarihlerinde Münih’te organize edilecektir. Fuar 3 yılda bir yapılmaktadır.
• Bauma 2013 fuarı 570.000 m2 sergileme alanın da gerçekleşecektir.
• Bauma 2010 fuarına Türkiye’den 88 (+2 alt katılımcı firma ile 90 firma) firma katılmıştır.
• Bauma 2013 fuarına Türkiye’den 125 firma katılacaktır.
• Fuara Türkiye’den 3000’e yakın ziyaretçi bekleniyor.
• Fuarın toplam ziyaretçi sayısının 500.000 ol-ması beklenmektedir.
• Genel katılımcı firma sayısının 3300’ü aşma-sı bekleniyor.
• Bauma’nın tüm detaylı konu başlıkları ve ba-sın bültenleri için aşağıdaki linkten yararla-nabilirsiniz.
http://www.bauma.de/en/fuer_die_presse/presseinformationen/pressemitteilungen.php
• Bauma fuarının tüm rakamsal detay bilgileri-ne aşağıda ki linkten ulaşabilirsiniz.
http://www.auma.de/_pages/MesseDetailLis-te.aspx?id=110311&sprache=e
Etkinliklerinizi Derneğimizle paylaşarak dergi-mizin “Sektör Haberleri”nde yer alabilirsiniz.

92
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
2013 Yılının ilk etkinliğini 29 OCAK 2013 Salı günü Atlı Spor Kulübü’nde, TEMSA GLOBAL firması İle birlikte ger-çekleştirdik.
Çankaya Üniversitesi Rektörü Sayın Prof.Dr. Ziya Burhanettin GÜVENÇ’in katılımıyla onurlandırdığı seminer, TEMSA GOLBAL firmasının Genel Müdür Yardımcısı Taner KÖSELER’in firmalarını tanıtan konuşmasıyla başladı.
“Hibrit Ekskavatörler” konulu seminer Temsa Global ve Komatsu Eğitimcileri Sertaç VAROL ve Ceyhan SAVUT tara-fından sunuldu.
Oldukça yoğun bir katılımla ilgiyle izlenen seminer sonrasındaki akşam yemeğinde, üyelerimiz ve sektör ilgililerimiz TEMSA GLOBAL firması’ nın konuğu oldular.
Ocak 2013 Etkinliği: Temsa Global Komatsu İşmakinaları “Hibrit Ekskavatör” Semineri

93
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ

94
İŞ MAKİNALARI MÜHENDİSLERİ BİRLİĞİ DERNEĞİ
Eğitimlerimiz
01-15/12/2012 Forklift Operatörlüğü Kursu
19-02/02/2013 Bekoloder Operatörlüğü Kursu
15-29/12/2012 Forklift Operatörlüğü Kursu
02-16/02/2013 Forklift Operatörlüğü Kursu

95
Basında İMMBPlatin Dergisi Yıl:15, Şubat 2013


