nf f 00-037
TRANSCRIPT

\
.. le- r- rvrv "' ..... ...."NORMA FRANCESA .... f VV-U-:J/ '-., ~ .,.......,+'('.- :;-..-.,..." ~~-"- ~~ .......... ~.,{-,~-.... "'"-Jr-:l J •• ~lll ••• ~ t ........ ""\
¡
Material terroviario en genera!
Toierancias de piezas metálicas
Diferencias admisibles para cotas sin indicación de tolerancias - Sobreespesor de mecanizado
Norma francesa homo'ogada ;J8r dcc¡~¡óí"i d2l D¡¡¿.ct01 Gell~1 di ue AFNOR p-I ?O rl~ 2g0St'J de 1993 para ~üi1¡í efecto el 20 Ut septiembre ae 1 ~8j.
Reemplaza la norma del mismo índice homologada en septienlbre de 1984.
correspondencia En la fecha de publicación del presente documento, no existe proyecto de norma o norma europea o internacional que trate del mismo tema. Está en buena armonía en lo que se refiere a las diferencias admisibles de las piezas moldeadas con la norma experimental A 00-51 O Y la norma internacional ISO 8062.
análisis
descriptores
El presente documento sirve de guia al dibujante en lo que se refiere a las
tolerancias corrientes que puede imponer, según el modo de obtención, para la acotación de las piezas metálicas.
Thésaurus internationaJ Technique: ~v1ateriaJ de ferrocarriies, pieza fundida, pieza forjada, pieza troquelada, pieza estampada, tolerancia de dimensión, sobreespesor de mecanizado, cota sin indicación de tolerancia, diferencia dimensional, metal.
modificaciones Con relación a la edición de septiembre 1984, teniendo en cuenta la aparición de la norma experimental A 00-510 Y la revisión de la norma NF E 02-350.
correcciones
edttado perla Oñcina de Norma/1zad6n de Oiemns de Fer (SNCF). i s rue Traversisre 75571 PARIS r:FnFl( " I~I !'~ 4(\'9'~ O~
ul'rurricio por la 5.'lc.,.: 'f la ASOClaClOn fraricesQ de oormanz acoo (atnofl. tour surooe 92049 Pans I.a detense CEDEX 7 tel: (1) 4291 5565

- 2
La presente norma torrnn porte de un ccniuntc d8 dos normas ¡errÜVldf Id~ relativas a ta toieranoa de las Qi~:,~~ m~t~!:."~~·
NF F 00 ~037 Material ferroviario en general - Tolerancias de las P1P78S metálicas - Dife¡encias admisibles para cotas sin indicación de tolerancias - SobrAASr0S0r de larmnaco.
NF F 00-038 Material ferroviario en general - Tolerancia de las piezas metálicas - Grado de rrp.r.i~ir)n
~~~¡¡:G.D:G 6ij iUII\:¡Ü" ue iu~ pr()cp.sos de raOrlCaCIOn - ~obreespescí de mecanizado.
IJn rlihr¡jn 0'? tjef~r.!c~6~ !:l~, s:~ ~i"nb¡gQéda.d, tuJu~ iu::> reuuisnos que aeoe sansracer una pieza en el estado de acabado presente. Estos reouisitos resultan del análisis funcional de la pieza y se especifican indicando en el dibuJo de definición o en los documentos anexos referenciados. las condiciones de calidad de la aleación a utilizar v las orescrinr.innp~ rlp fllrm~c. rj~ ~~~0~~:~~:: ~. ::: :~~::':.:, ~(; 0U.,JCI :;\J;e.
Las dimensiones resultan del análisis funciona' y en general, constituyen limites máximos o mínimos que se traducen, en e! dibuje, mediante la il iscripcion de cotas runcronales dadas por una tolerancia. Por consiguiente, las dimensiones ce una pieza que resultan de este análisis deberían ir afectadas todas ellas de las más amplias tolerancias posibles, manteniéndose compatibles con la función enfocada.
Los requisitos funcionales que hay que satisfacer se refieren a:
- dimensiones afectadas por un ensam blado (las condiciones de aptitud vienen generalmente determinadas por los valores límites de un juego que hay que respetar, tomando el término juego en su sentido más amplio, es decir, juego, juego incierto o apriete);
- dimensiones no afectadas por un ensamblado (condiciones de resistencia, de espacio ocupado, de masa, de estética, etc.)
Si en el primer caso, las exigencias funcionales Imponen tolerancias relativamente apretadas, en el segundo caso, se pueden satisfacer mediante tolerancias amplias. fáciles de respetar con los medios corrientes de producción. Además. en este segundo caso, y en el de las cotas no funcionales, las cotas correspondientes del dibujo de definición de la pieza, pueden no venir afectadas directamente por tolerancias especiales, quedando entonces las diferencias con respecto a la cota especificada. inherentes al proceso de fabricación utilizado, limitadas por el respeto a las tolerancias generales que correspondan a una fabricación corriente que no necesite precauciones especiales siempre onerosas.
Por lo tanto, la presente norma tiene como finalidad fijar las tolerancias generaJes que hay que respetar para las dimensiones de las piezas cuando las cotas correspondientes del dibujo de definición no vienen dadas por una tolerancia.
Sin embargo, si se debe prever un mayor grado de oreosion, éste debe ser determinado según las prescripciones de la norma NF F 00-038 que especifica los grados de precisión realizables en función de los procesos de fabricación .
En lo que se f8íi8r 8 a ias diferencias admisibles de las piezas fundidas, la presente norma esta basada en la norma expenmentat A 00-5 i O.
- que reemplaza los fascículos de documentación A 31-011 Y A 32-01?' - que es equivalente a la norma internacional ISO 8062 en la cual se basa la ficha ule 800-52; - que especifica los sobreespesores de mecanizado de las piezas fundidas en función de los procesos
de moldeado y de las a.leaciones.
Las dimensiones se expresan en mm.

- 3
Sumario
[') .. -.t-. __ . '-~'-:j''-- .
ti.o ~ r.! t.- ~.--~ :.~ .. - - í- - . --- :-::."- ~ .- .. 3
2 Modalidad de aplicación 4
3 Referencias normativas 4
4 Definiciones .
5 Principio de inscripción de tolerancias de las piezas en deshecho 5
6 Tolerancias de las piezas fundidas - Sobreespesor de laminado 6 6.1 Tolerancias de las piezas fundidas .. , . 6 6.2 Sobreespesor de mecanizado _ n
v
7 Tolerancias de las piezas forjadas por estampado, de acere e forjadas por troquelado, en metales V aJeaciones no ferro~:l~
~ r> IV
7.1 Piezas forjadas mediante estampado en acero .. . . ir'\ IV
7.2 ~Iezas torjadas mediante troquelado en metales y aleaciones no ferrosas .. , .. 10
8 Tolerancias de las piezas de chapa . . . . . . . . . . . . . . . . 11 8.1 Piezas embutidas o repujadas, en acero y en metales y aleaciones no ferrosas . 11 8.2 Piezas estampadas . 11 8.3 Piezas plegadas . 12
9 Tolerancias de las piezas soldadas, cortadas mediante oxicorte . 13 9.1 Piezas soldadas de acero y de aluminio y de aleaciones de aluminio , . 13 9.2 Piezas cortadas mediante oxicorte . . 14
10 Tolerancias de las piezas mecanizadas . 16 10.1 Cotas lineales , , . 17 10.2 Cotas angulares , . 17 10.3 Redondeados y gargantas de ernpalme . 18 10.4 Punzonado y taladrado de orificios para elementos de fijación 18
Campo de aplicación
La presente norma fija, para las necesidades normales de la construcción del material ferroviario, en función de los medios de producción utilizados en la industria, unas tolerancias generales que corresponden a una fabricación corriente realizables sin ninguna precaución en especial. para la obtención de la calidad de las piezas metálicas.
Además cuando es necesario un mecanizado, indica los sobreespesores de mecanizado que hay que prever.
La presente norma se aplica a las:
- piezas tundidas, forjadas mediante estampado o troquelado, soldadas, cortadas mediante oxicorte, así como para las piezas de chapa; ~n I~s dimensiones limitadas par:
- dos superficies brutas o regularizadas 11:
- una superficie bruta o regularizada y una superficie mecanizada o un eje, - dos ejes;
En el caso de piezas fundidas, uno de los límites también puede venir representado mediante un plano o un eje de referencia que corresponda al inicio de mecanizado o de trazado.
Una superficie regularizada es una cuperticie brine en la coet les ¡nayores lrreguiane1aaes han suto enmmeaes, por ejemplo mediante un ligero esmerüeao.

- 4
- piezas rnecaruzadas r.nn dimenS;0~es !in:itadas por:
- dos ejes; - dimensiones y posiciones de los orificios taladrados IJ QunZQr.:1~r.~ ~:l;:l 0!0~~nt."'.~ ~.=. !:;~~'_:'~'~:.
2 Modalidad de aplicación
La presente norma se aplica a todos los materiales ferroviarios. Las toterancias que defino ~e aplican a las dimensiones de las p:CZ~3 cuyas cotas c..ÜI18::>~Uf idienies no han sido aaaas por una tolerancia en el dibujo, cuando la presente norma viene especificada en el dibujo de definición o en cualquier otro doc umento anexo al pedido. Estas t()lpr~n('i8.S 0e!:e!"2.!es prcsc~t~~ ~:!::~;"'~~;~~ :::';~l'::'~;·;'=~~. 3;~ ~ ~:~:0:..!.~~~, ~~~;~~~ 3Cit Ílci:c5éi,iéi5
orrerencias no simétricas, se pueden utilizar las tolerancias de la presente norma, pero las diferencias deben ir indicadas en el dibujo, después de las cotas.
La presente norma. debe S8í soquída por:
- El diseñador de la pieza que puede: - u~lerrJ)jrJéir íos limites estrictamente necesarios para las cotas funcionales y ver si éstas son
compatibles con las tolerancias generales. Si es así. la cota corrAsponrlipnfe no viene dada por una tolerancia. ~I no, la cota deberá ir completada con las indicaciones de tolerancias.
- paía las cotas IIU Iuncionaies, aplicar las torerancias generales sin otro investigación:
- el fabricantes de la pieza que debe respetar, para las cotas no dadas por una tolerancia, las tolerancias generales fijadas por la presente norma cuando está referenciada en el dibujo de definición, o en cualquier otro documento anexo al pedido;
- el controlador de fabricación que puede verificar, cuando se aplica la presente norma, si las dimensiones de la pieza se inscriben dentro del abanico fijado por la norma cuando las tolerancias no han sido indicadas detrás de las cotas correspondientes del dibujo.
Para la aplicación de la presente norma, las medidas se efectúan, en principio, a la temperatura ambiente.
En caso de objeción, y si las condiciones climáticas son excepcionales, se deberá efectuar una contramedida, estando la pieza a una temperatura homogénea comprendida entre 10ºC y 25ºC.
3 Referencias
3.1 Referencias normativas
Esta norma francesa conlleva por referencia fechada o no fechada disposiciones de otras publicaciones. Estas referencias normativas se citan en Jos lugares apropiados en el texto y las publicaciones van enumeradas a continuación. Para las referencias fechadas las enmiendas o revisiones posteriores de cualquiera de estas publicaciones sólo se aplican a esta norma francesa si han sido incorporadas mediante enmienda o revisión. Para las referencias no fechadas, se aplica la última edición de la publicación a la que se hace referencia.
A 00510 Productos de fundición - Tolerancias dimensionales de las piezas fundidas res demecanizado (EOV ISO 8062).
- Sobreespeso
NF A 87-000 Corte térmico - Clasificación de los estados de superficie obtenidos mediante oxicorte.
NF E 02-350 Tolerancias ºenArrllp~ - T()I~r8,,~j~.S
por tolerancias individuales. para d¡!Tle~s¡c:icS !:nc~k:;3 y ailgülai65 no afectadas
NF E 82-002 Tolerancias dimensionales de las piezas estampadas de acero y ejecutadas en caliente, bien en martillo pilón o en prensas verticales, bien en máquinas horizontales de forjar.
NF E 82-102 Piezas forjadas mediante troquelado en aluminio y aleaciones de aluminio dimensionales.
- Tolerancias
NF E 82-201 Piezas obtenidas mediante troquelado en cobre y aleaciones de cobre - Tolerancias dimensiones V geométricas.
NF F 00-038 Material ferroviario en general - Folerancias de las piezas metá.licas - Grado de precisión realizable en función rlp los procesos de tabricacíón Sobreespesoi de rnecanizado.
ISO 8062 Piezas fundidas - Sistema de toierancias dimensionales.
3.2 Otras referencias además de las normativas

-1
5
-5
UIC¿) 800-51 Diterencias 8dmisib!es para cotas s¡~ :...cicac.cn de tolerancias ~I) las construcciones soleadas.
el, J\ J-a")/ IJii~"''-ln{~I~C" ':]r1rnlC"lhlnf"'l ~ .... ~::'.~~;.: :~~~ ~~.~~.:.:~:~ •• ~0 ~0~t;, o. t,- ..;~i"=, }j~tf d. t¿~ Pl~¿d~ tuuc.cas en rtC8fO
y en funcncion.
üiC:', oüü-OO unerencias aorrusiotes en cotas sin indicación de tolerancias en las construcciones soldadas en los elementos de construcción de aluminio.
Dcf:¡¡iciones
En el marco de la presente norma se denomina:
- Tolerancia. . Diferencia entre las dimensiones máxima y mínima adrn.siores. La tolerancia es LAn absoluto;
valor
- Diferencia: Diferencia algebraica entre nominal cnrrpspond!ente.
la dimensión máxima o mínima admisible y la dimensión
Principio de inscripción de las tolerancias de las piezas con deshecho
Las tolerancias de la presente norma se aplican a las dimensiones de las partes de piezas de deshecho (piezas fundidas, piezas torjadas... ) conforme a las reglas que siguen:
- el deshecho está acotado:
Figura 1
Las tolerancias se aplican a las dimensiones A y 8 (pudiendo ser calculado el valor de una de éstas, si llega el caso, según el deshecho indicado en el dibujo);
- el deshecho se íepresenta pero no se acota;
Figura 2
Las tolerancias se aplican a la dimensión (A) tomada en el lugar mismo al que se lleva la acotación,
¡union lnternetionete de Chemins de fer - 14 rue Jean Rey - 75015 PARlS

- 6
,A. ~
~/\ ~ ~ aW}»b _~/~21ZWJALWJ;;:~--<, .«: \~Oeshecho que se puede realizar en la pieza
salvo indicacid n en contra
Figura 3
Las tolerancias se aplican a ia dimensión (A) tomada fuera del deshecho
6 Tolerancias de las piezas fundidas - Sobreespe sor de mecanizado
6.1 Tolerancias de las piezas fundidas
Las tolerancias aplicadas a las dimensiones de una pieza pueden influir en el método de moldeado a utilizar. Es por lo que se recomienda, aJ establecer el dibujo de definición de la pieza asociar al fundidor para establecer:
- el trazado propuesto y la precisión exigida:
- las exigencias de mecanizado;
- el método de moldeado;
- el número de piezas a realizar;
- el utillaje necesario;
- todas exigencias especiales, por ejemplo sistema de referencias;
La precisión de un proceso de rnoldeado depende de numerosos factores que comprenden.
- la complejidad del trazado;
- el tipo de utillaje;
- los metales y aleaciones utilizados;
- el estado de los utillajes;
- los métodos de trabajo de la fundición.
Los cuadros 2 y 3 dan las tolerancias que se pueden alcanzas con los procesos de moldeado.
6.1.1 Sistema de tolerancias dimensionales
Para las necesidades de la presente norma, se retiene e! sistema de tolerancias dimensionales de la norma experimental A 00-510. Este es idéntico al recogido en la norma ISO 8062 Y en la ficha UIC 800-52.
El cuadro 1 da las tolerancias (ver el artículo 4) en función de la clase de tolerancia (CT) retenida y de la cota nominal de !a pieza bruta.
Es idéntico al cuadro 1 de la norma ISO 8062 Y de la ficha UIC 800-52.

- 7
Cuadre 1 Toiera nc ia aenarai ce las mezas tun c. oas" .
~cii. d chi Llu l ui t2' d flG i d S, J H las O tA7 a s. Illonlna... l . I "' - --- - - - - - - - - - - - - - - - - - - - - - - - - -- ---,¡• Cola nnmirla( l Toleranc ias generales de !as piezas Iundidas"
I
- i--"I !
10
2.v0
2 20
2.40
2.60
2,80
.,"" c IJ
'1 r. r. >J,uv
I tlU I 0,34 I 0,50 I 0,70 I 1,00 I 1,40 I 2,00 I 2,80 I 4.00
de a Calidad de tolerancias de las piezas fundidas CT31
(exclu) (ínc lu) ¡ .. 2 4) 3 " 5 6 7 8 9
10 ¡ 0. le o.es o.ce 1 8.S2 8 , ¡ ~ i ~,:)C 1 t.so 1
10 16 I 0,20 0,28 0,38 !0.54 0.78 1.10 1.60
16 25 i 0,22 0,30 0,42 0.58 0,82 1,20 1,70
"" 4U : 0.24 0,32 0.46 I 0.64 0,90 I 1,30 1,80 I I I
40 63 0,26 0,36 0.50 0.70 1,00 1,40 2.00
1:1 1 1'\('1 ~ ~ ~ --- .- -- - --, -- ... .......... .... ......... ... . ....u V . I U 1, IV I , O V e ,e \)
100 160 0.30 0,44 0.6 2 o.se ! ,20 ~ .3C " ~"'- ......v
..
_ - ~-- , -_ . _--_ . _-.
tI 1 ~ 13 14 15 16
" ¡i 2.Gu " .2C
! 3 00 " 40 " ! 3,20 4,60 8,006.00 10,00 12,00
" " " " " "
I 3,60 I 500 I 7,00 I 9,00 I 11,00 I 14.00 !I
4.00
'+ , ... u
r- ~".J, v v
5,60 8.00 10.00 12,00
I O , UU 14,UU "'.VV I I ! .UU
~ " " tV,VV iz. oc is.oc ' , VV
16,00
HI,OO
20,00
I 5,60 I 8.00 I 11,00 I 14.00 I 18 00 12200 I I
250 400
.'
0,40 0,56 0,78 1,10 1.60 2,20 3,20 4,40 6,20 9,00 12,00 16. 00 20,00 25,00
400 630 0,64 0,90 1,20 1.80 2,60 3,60 5,00 7,00 10,00 14,00 18,00 22,00 28,00
630 1000 1.00 1,40 2,00 2,80 4,00 6,00 8,00 11.00 16,00 20,00 25,00 32,00
1000 1600 1,60 2,20 3,20 4,60 7,00 9.00 13.00 18,00 23,00 29,0 0 37,00
1600 2500 2,60 3.80 5.40 8,00 10,00 15,00 21,00 26.00 33.00 42,00
2500 4000 4,40 6,20 9,00 12,00 17,00 24,00 30,00 38,00 49,00
4000 6300 7,00 10,00 14,00 20,00 28,00 35,00 44,00 56,00
6300 10000 11,00 16,00 23,00 32,00 40,00 50,00 64,00
1) Las cotas nominales dadas por la presente norma son las de la pieza bruta antes del mecanizado. Por consiguiente, incluyen los sobreespesores de mecanizado necesarios (ver párrafo 6.2)
2) Ver artículo 2. 3) Para los espesores de pared de las calidades CT 3 a CT 15, es aplicable el grado de calidad inmediatamente
superior. 4) No se ha dado ningún valor para las calidades CT 1 y CT 2; éstas quedan reservadas para valores más
apretados que podrían volver ser a tomados posteriormente. 5) Para estas dimensiones, estas calidades de tolerancias no son aplicables, se deberán indicar tolerancias
especiales.
6.1.2 Piezas moldeadas brutas producidas en pequeñas y med ianas series o en unidades
Las tolerancias del cuadro 2 se aplican, en general, a todas las dimensiones de piezas moldeadas a mano y en arena, con utillajes de tipo comente y fabricados en medias y pequeñas series o en unidade~ .
Las piezas deben ser de forma relativamentesimple, sin presentar contrastes de dimensiones importantes, ni necesitar IIn troquelaco complejo.
Las clases de tolerancias del cuadro 2 resultan de la explotación del cuadro A2 de la norma experimental A 00-510 Y de los cuadros 4 de la norma ISO 806 2 Y de la ficha UIC 800- 52.

- 8
Gallead de tolerancia CT 't
Fundición gris Fundición de gr~f¡to Aíeaciones de cobre
15 15 15 15 15 13
esferoidal
1) Los valores que figuran en este cuadro se aplican generalmente a las dimensiones nominales ~, 'r""\I""\~;,",,","'.~"""" ,-. """L ..JUf-J(.,¡ H..N c;.;, a ~..J "JlIJ.
Para las cimcncicnes intenores. se retienen tes S/YU¡t:Hlit3~ cetideoes de ioierencies.
- cota nominal .s 10 mm. : tres grados de cetiaeo Inferiores - cui« nomuuu > 1U mm. y ~ 7b' mm. : dos grados de calidad inferiores: - cota nominal < !§ mm. y 5.. 25 mm. : un arado de calidad inferior.
e • .., U. t.~ Piezas tundidas brutas producidas en grandes series
Las clases de tolerancias del cuadro 3 se aplican en general a todas las dimensiones de piezas fundidas, con utillajes especiales, que por el hecho de su precio sólo se pueden adaptar a la fabricación de piezas en grandes series.
Las clases de tolerancias del cuadro 3 resultan de la explotación del cuadro A 1 de la norma experimental A 00-510 Y de los cuadros 3 de la norma ISO 8062 Y de la ficha urc 800-52.
Cuadro 3
le::.
6\,.,\AdUU UdJU
presión
Clase de tolerancia Cí Método
de Acero Fundición Fundición Fundición Aíeaciones Aleac:ones Aleaciones AleaCiones Aleacionesfundición
gris de grafito rnaleabte de cobre de zinc de metales a base de a base de esferoidal ligeros níquel cobalto
M~deado en arena y mol 13 13 13 13 12 11 deado mano
Moldeado en arena. moldeaco má 10 10 10 10 10 9 quina y moldeado en caparazón
Moldeado metálico permanente 9 9 9 9 9 8 (en coquilla y cotado a baja presión)
,.. . -
motdeado a 6 ti 6 6 6 6 6 cera perdida
6.2 Sobreespesor de mecanizado
Las partes de piezas que deban ser mecanizadas reciben un excedente de metal llamado "sobrsespesor de mecanizado". Este excedente tiene por objeto, en el caso más desfavorable de diferencia dimensional, asegurar una profundidad de pasada suficiente para el trabajo de la herramienta.
El valor mínimo de este excedente depende en especial:
- del proceso de obtención de la pieza bruta;
- de la forma de la pieza, .en una cierta medida;
- de la naturaleza del metal;

- 9
- d~1 rror.eso de r:1'3car.!zadc.
- la profundidad de pasada mínima
- el valor absoluto de la diferencia correspondiente al proceso de obtención de la pieza bruta. En Al caso de diferencias no simétricas, nay que considerar la diferencia correspondiente al minimo de material.
6.2.1 Sistema de sobreespesor de mecanizado
r-ara las necesidades de la presente norma se retiene ei sistema de sobreespesor de mecanizado de la norma experimental A 00-510.
Ei cuadro 4 da los valores de los sobreespesores de mecauizado en función áe ia ciase de sobreespesor de mecanizado (MA) retenida y de la cota de la mayor dimensión total de la pieza acabada en mm.
:,; ;~~lIl;lJU di lJUdUrU ¿ de la norma experimental A 00-510.
Cuadro 4
i¡ Cota de la mayor L- Sobreesoesor de mecanizado dimensión :¡
Clase de sobreespesor de mecanizado MA
de (excluido)
a (incluido)
MA (A) 2)
MA (B)
MA (C)
MA (O)
MA (E)
MA (F)
MA (G)
MA (H)
MA (J)
MA (K)
- 100 0,3 0,4 0,5 0,7 1,0 1.4 2.0 2,8 4,0 100 160 0,4 0,5 0,8 1, 1 1,5 2,2 3,0 4,0 6,0 160 250 0,5 0,7 1,0 1,4 2,0 2,8 4.0 5,5 8,0
250 400 0,7 0,9 1.3 1,8 2,5 3,5 5,0 7,0 10,0 400 630 0,8 1,1 1,5 2,2 3,0 4,0 6,0 9,0 12,0 630 1000 0,9 1,2 1,8 2.5 3,5 5,0 7,0 10,0 14,0 1000 1600 1,0 1.4 2.0 2,8 4,0 5.5 8,0 11,0 16,0
1600 2500 1,1 1,6 2.2 3.2 4.5 6,0 9.0 13,0 18,0 2500 4000 1,3 1,8 2,5 3.5 5,0 7,0 10,0 14,0 20,0 4000 6300 1,4 2,0 2,8 4,0 5,5 8,0 11.0 16,0 22,0
6300 10000 1.5 2,2 3,0 4.5 6,0 9,0 12,0 17,0 24,0
1) La mayor dimensión total de la pieza acabada en mm. 2) Los valores de sobreespesor de mecanizado MA no vienen dados para la clase MA (A),' quedan
reservados para valores de sobreespesores más bajos que pueden ser exigidos en el futuro.
6.2.2 Sobreespesores de mecanizado
El cuadro 5 da las clases de sobreespesor de mecanizado en función del rnotooo rle moldeado y de la aleación fundida. Las clases rlA sobree5pesor de ~ec8.:;:Z8.d8 de! cuadre 5 í2Sü:téií, dt; la eA PIÜidLiú. I dei cuadro 8 i dé ia norma experimentar A 00-510.

- 10
r-, ¡...:arir,", .... ~ ........~<...¡'...... i v..,..,..
f-~--- ~
~¡d:>t: ÚC: :)CJoree:ipesor ae mecanrzaec MA' ¡MétOdO
ut: Acero Fundición Fundición Fundición Aleaciones Aleacionesfundlclón
glis de grafito maleable de cobre de zinc esferoidal
Motdeaao en arena y mol K H H H H deado mano
t
Aleaciones Aíeacrories Aieaciones 1 de metales a base de
ligeros n1quet ac~~t~e !
H
H G G G G G
Moldeado metálico permanente F F F F F F (en coquilla y t:'oIado a b3j3 presión)
1) Este cuadro puede ser utilizado también para procesos y aleaciones no dados en el cuadro, previo acuerdo entre el diente y el fundidor
Colado bajo ü Li u presión
moldeado a E E E E E E E cera perdida
7 Tolerancias de las piezas forjadas mediante estampado, en acero o forjadas por troquelado, en metales y aleaciones no ferrosas.
Las tolerancias que se pueden obtener en estas piezas dependen de numerosos factores:
- masa de la pieza;
- forma del plano de junta;
- forma de la pieza;
- naturaleza del metal;
etc.
7.1 Piezas forjadas mediante estampado en acero
Para las piezas cuya masa no exceda de 250 kg o cuya mayor dimensión no exceda de 2.500 mrn., las diferencias adrnisibles para cotas sin indicación de tolerancias, deben venir determinadas conforme a las indicaciones de los cuadros 1 y 3 de la norma NF E 82-002.
Para las piezas más pesadas o más ampliamente dimensionadas, las tolerancias reducidas aceptables deben venir determinadas de acuerdo con el forjador.
7.2. r¡~Za5 :üljddcí~ f'-'~uiélnie iroqueiaáo en metales y ateacrones no ferrosos.
7.2.1 Piezas forjadas mediante troquelado en aluminio y aleaciones de aturninio.
Para las piezas cuya masa no excede de 250 Kg o cuya mayor dimensión no exceda de 2.500 mm., las diferencias admisibles para cotas sin indicación de tolerancias deben venir daterrnlnadas conforme a las indicaciones de íos cuadros 1 y 3 de la norma NF E 82-102.
Para las piezas más pesadas o más ampliamente dimensionadas. las tolerancias reducidas aceptables deben ir determinadas de acuerdo con el forjador.
7.2.2 Piezas troqueladas en cobre y aleaciones de cobre
Para las piezas cuya superficie, tal y como se define en la norma NF E 82-201. no exceda de 800 cm", las diferencias adrnisibles. según la calidad retenida para la fabricación de la pieza. para cotas sin indicación de tolerancias, deben venir deterrnmadas conforme a las indicaciones de la norma NF E 82-201.

- 11 - N~ ~ 00-03'7
7.2..3. iJiezas rortacas por estampación, en otros metales y aleaciones no férricas
1 ~ ,. _
~~:::..:...:..
Cuadro 6
Cota nominal Diferencia ..~11¡'
ne (excluido' a (incluido) 11n 11
11 ~ ~CC 0,5
100 ?SO 0.8 11It= I 250 630
11II I ~u I 1000 ;."'-.U , 1 " 11
!
8 - Tolerancias de las piezas de chaoa
Sin documentos normativos de referencia. utilizar los cuadros 7, R, q 1n y 11 siglJ¡e~tes:
8.1.- Piezas embutidas o repujadas, de acero y de metaies y aieaciones no rérncas.
Cuadro 7
Cota nominal Diferencia ~
de (excluido) a (incluido)
:5 25 0,5
25 100 0,6
100 250 0,8
250 400 1,5
400 630 2,5
630 1000 3
1000 1800 5
8.2.- Piezas recortadas
Cuadro 8
Cota nominal
-------"-
de (excluido) ,
a (incluido)
.s 100
Diferencia ~
0,5 ---~~-
1I 100
~ ..
250
400
630
11 1000
8.3.- Piezas plegadas
8.3.1. - Cotas lineales
250
400
630
1000
1800 5
Cuadro 9
r------+-------+----J 2
3
o
. ----~
Cota nominal Diferencia ~
de (excluido) I a (incluido) Pieza formada I Pieza de revolución

11
- 12
I~ s 30 0,5 IJ 11 ·"--,1 U ¡¡ i.....------U¡
i,~11 80 500 ji
~uu 2500 2,5 2
9.2.2. - Cotas anguiares
Espesor de la chapa D¡feiE~ncia ~
de (excluido\
')Qs 1
f------~------+----~2,5
Radios de plegado
Cuadro 11
Diferencia :t de
s 1,6 0,50
1,6 4 0,75
4 20 1,50
> 20 2;50
- 13 - NF F 00 037
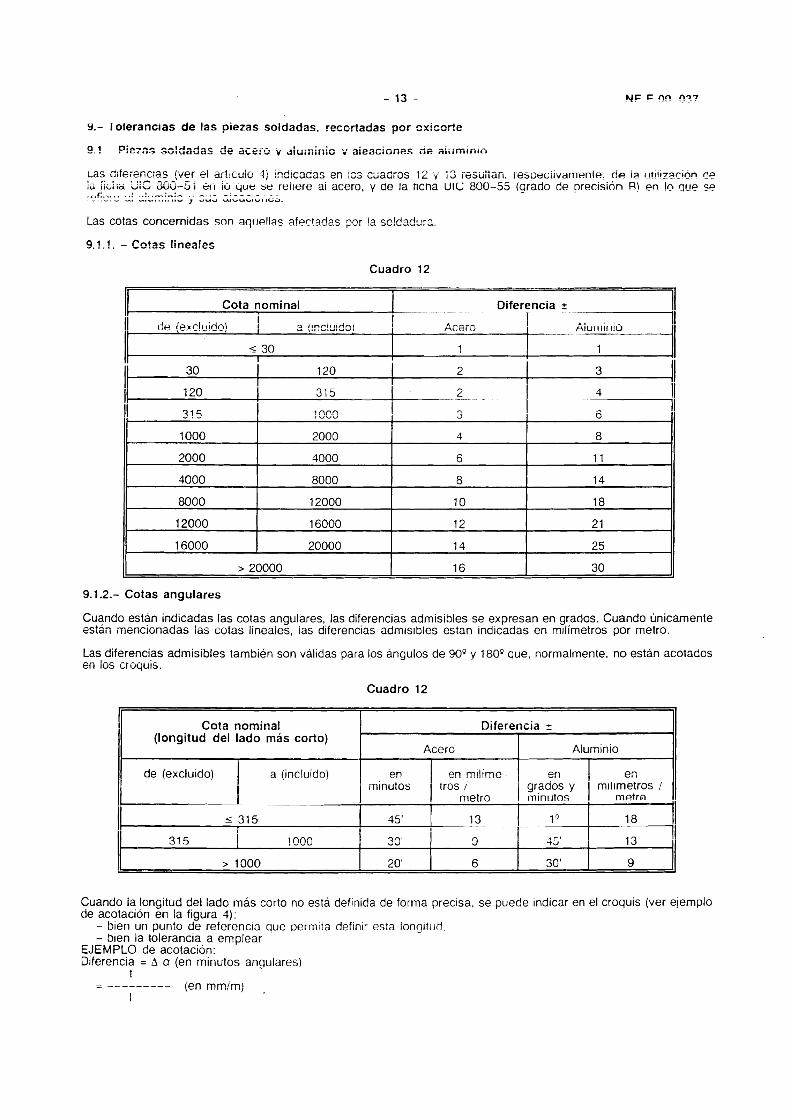
~.- r oterancias de las piezas soldadas. recortadas por oxicorte
9.1. Piezas soldadas de acero v aluminio w aleaciones Of; aiurniruo
i.as dIferenCias (ver el articulo 4) indicadas en los cuacros 12 v 13 resunan. resuectivamenta. Of? i8 IJtii¡:z~ciór! de l~ [id la ~¡~ &?q-5 ¡ 8fl lo, que ~ reuere ai acero, y de la nena UIC 800-55 (grado de precisión 8) en lo que se .i .f.• '.r •• • • • • • • • • ~.~.~ ., ~ •• - _. - - _. - - -
. '- .. _. - -- ~ ........ ~ •• 1,...., J w'-A"-' \.A.IvU""'.VIIC;;';;;'.
Las cotas concernidas son aquellas afectadas por la soldadura.
9.1.1. - Cotas lineales
Cuadro 12
120 315 2 4-t-----------+----------~--------.----.--
._ 6_ 1000 J 6
1000 2000 4 8
2000 4000 6 11
4000 8000 8 14
8000 12000 10 18
12000 16000 12 21
16000 20000 14 25
> 20000 16 30
9.1.2.- Cotas angulares
Cuando están indicadas las cotas angulares, las diferencias admisibles se expresan en grados. Cuando únicamente están mencionadas las colas lineales, las diferencias admisibles estan indicadas en milímetros por metro.
Las diferencias admisibles también son válidas para los ángulos de 90º y 180º que, normalmente. no están acotados en los croquis.
Cuadro 12
~ 315 45' 13 lº 18I I -Ir--------i-----;¡
315 1000 9 i
Cota nominal Diferencia ~
(longitud del lado más corto) AluminioAcero
de (excluido) a (incluido) en en milíme-
I I en
I en
metro minutos iros / grados y murrnetros I
minutos mRtr6)
II--......-----+-----+---~ 13I I I 9> 1000 I 20' I 6 I 3D'
Cuando la longitud del lado más corto no está definida de forma precisa, se puede indicar en el croquis (ver ejemplo de acotación en la figura 4):
- bien un punto de referencia que ocrrnita definir esta tonqitud - bien la tolerancia a emplear
EJEMPLO de acotación: Diferencia = ~ a (en minutos anculares)
t --------- (en mm/m)
- 14- NF F OO-tJ37
r"""\ .1. __ 1 r • __ • ~. •••• ;'1 t I t ). , _, 1 '\ 11' \ f' ", ... ::::..,.....,,, ... ,,;"' ... _........ ;..-- .,...'....... -~-• ~. ~"""-J ~""'"' 5'-"'\..". \..,.,1 I"-"U I ljllt\1 "t"""": 1t""":1t""":1t""":111.1r'l
rlYUI d "i
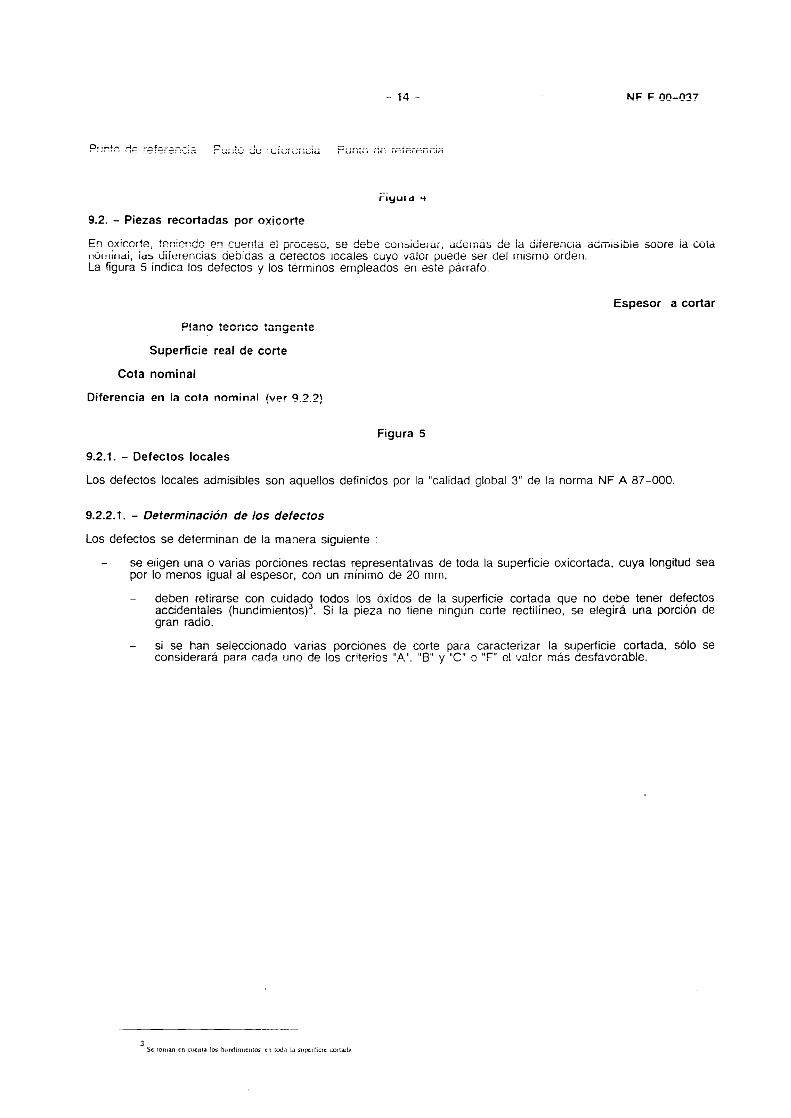
9.2. - Piezas recortadas por oxicorte
En oxicorte, tpnicndo en cuenta el proceso, se debe consider ar I además de la oiíerencia admisible sobre la cota IIÜlllillc1i, id~ diferencias debidas a oerectos locales cuyo valor puede ser del mismo orden. La figura 5 indica los defectos y los términos empleados en este párrafo.
Espesor a cortar
Superficie real de corte
Cota nominal
Diferencia en la cota nominal (ver 9.2.2)
Figura 5
9.2.1. - Defectos locales
Los defectos locales admisibles son aquellos definidos por la "calidac global 311 de la norma NF A 87-000.
9.2.2.1. - Determinación de Jos defectos
Los defectos se determinan de la manera siguiente :
se eligen una o varias porciones rectas representativas de toda la superficie oxicortada, cuya longitud sea por lo menos igual al espesor, con un mínimo de 20 mm,
deben retirarse con cuidado todos los óxidos de la superficie cortada que no debe tener defectos accidentales (hunoimientos) '. Si la pieza no tiene ningun corte rectílineo. se elegirá una porción de gran radio,
si se han seleccionado varias porciones de corte para caracterizar la superficie cortada, sólo se considerará par;=¡ cada uno de los criterios 11 ,A, 11 , "BII Y He" o UF" el valor más desfavorable.
3 Se. loman en cuenta los hundinue ntos en toda la superficie cortada

- 15 ~ NF ~ 00-037
~.L.l.-¿. - uettructon de los defectos
cc.ectcs Jé u'r;ulldr1lJ - l.lli~rl.) .~ I/'n'~ ~. flñllr-:ll ¡,.,.\.
es !a dIferencia máxima entre ia superñcíe rea: de corte de la muestr a Ieslioo v pi ri;:tno t;:¡nqente que forma cún Id superhcre superior de la pieza el anouio de corte pedido "o".
r •• ,." :,..J,..,,~ __:. __~_ ".--"1" .
. _~....,. i ...... ~....... ""."""IV '-'. es el valor máximo de la profundidad de las estrías transversales exarmnadas, medido por convenio, a medida altura de la cara cortada, perpendicularmente al plano de corte, en toda la lonoituo de la muestra testigo. ~
fusión de arista - criterio "C" 'J IIF" 8S id dimensión que caracteriza la terma del borde superior del corte (arista aguda o redondeada, arista degradada formando saliente)
C:~~~8~:~ IIC:U . p~~ ~~:'"":\/~;-::l-r. ;:~~: _1- ~~:~_Y~~:::'_' fJ~ :~ ~::::~~:~:0~~ ~ ('..'~:"" f;g~~~ ~;.
o,..,. .. ,..,. .... ~. ,~~:- es el va,ül 111d-xill JU de id cimensión "f" (ver figura 1),IVI '",VII'ICllIU.
Figura 7
Cuadro 14
Criterio A B e F
Espesor de la pieza
5se~20 1 0,5 0,5 1
20 < e s 40 1,4 0,6 0,6 1,2
40 < e ~ 60 1,8 0,8 0.8 1,4
60 < e ;;; 100 2.2 1 1 1,6
- hundimientos: Los hundimientos son muescas de longitud, profundidad y forma irregulares en la superficie de corte; intervienen por su cantidad y dimensiones.
_ Cantidad 4
Está tolerado: - 2 hundimientos si la longitud oxicortada : L ~ 2 m - hundimientos si la longitud oxicortada : '> 2 m. "L II
Esta cantidad se redondea al número entero superior. - Dimensiones:
- los hundimientos se caracterizan por su profundidad "p" y por su anchura 'TI, En el conjunto de la pieza, se toma en cuenta el valor más elevado de "p" y de "¡U.
Cuadro 15
Criterio Hundimiento I
Espesor de la pieza e p máximo I máximo
5 $ e $ 20 1,5 7,5
I11------+-----¿u < e ~ 4U 2 10
40 < e ~ 60 2.4 1211r---------+----+l' 60 « e s 100 ') Q 14.....,v
Estos valores son diferentes 4 tos de. la norma :"F :\ S7-000 que presenta 11114 M1Jt>i~I((l.llt ~r., Lb IOIJ¡1.illlllcs comprendidas C11\IC I ~ 2 nletlo,; Sr: modificaran
después tle. rc.etíficación de la norma

- 16
. . ... en ia cera norruna:
Las diferencias (ver ::lr1íCLÜO 4; indicadas en ei cuadro i 6 r8suHafl de la uiiii7t=lción dp i8 firh;:¡ UI e 80n-~~ (Gr~~0 de pr€:cisiúfl 8).
Cuadro 16
JI 11 Ic:,ia
Cota nominal '1100l' "---11 de (excluido) ;4 ¡inr-it lifin I (\,+"' ... "' .... ,..;..... 11
11 ( """"'" \11&"'-'."""".'-"' ....... , UIICICtl\..,ICl
') t:35 315 1,5 ""','"'II ji 315 1000 2.5 3,5
11 11
'000 2000 3 4 111I
JI'J c::.11 2000 4000 4,GI
U,V 11
En el caso de cortes rectilíneos paralelos, realizados simultáneamente, se admitirá, en lugar del cuadro que precede, una diferencia sobre rectitud y paralelismo de ± 2.
10.- Tolerancias de las piezas mecanizadas
Las diferencias de los cuadros son conformes a las de la norma NF E 02-350. salvo para los redondeados y las ranuras de acoplamiento, para los que no existen documentos de referencia en la fecha en que se publica la presente norma.

- 17 - NF F 00-037
10.1.- Cotas lineales
- t~u~uru ti
irr --I 1I
üiferencia ~ 11 . .. t - ii
,""vid jiviiu.lc.i.
Clase de tolerancia
de (excluido) I a (incluido) ~v1edia fm) t¡ Aproximada (e) I1i, ¡ !
('\ 1 nr")0.5 1) I 3 v, ' '-',L..
3 6 0,1 0.3
6 30 0.2 0,5
I I11
I I11 30 I¿U U,~ I U,ti
120 315 0,5 1,2
I~1~ I 1f'VV'\ ("\0 1II 1000 2000 1,2 3,0 1I
20úO 4UUU ¿,U 4.U 11 I I 11
para las dimensiones nominales inferiores o iguales a 0,5 mm, la diferencia debe ti urar a continuación de la dimensión nominal
El croquis o los documentos de referencia, deben indicar la clase de tolerancia elegida. Sin esta indicación, se tomará en consideración la clase de tolerancia "aproximada".
10.2.- Cotas angulares
Cuando están indicadas las cotas angulares, las diferencias admis.bles están expresadas en grados. Cuando únicamente están mencionadas las cotas lineales, las diferencias admisibles están expresadas en milímetros por metro. Las diferencias admisibles también acotados en los croquis.
son variables para los ángulos de 90º y 180º que, normalmente, no están
Cuadro 18
Diferencia ~Cota nominal (longitud del lado más corto)
Clase de tolerancia
Aproximada (e)Media (m)
en milímede en milíme en grados ya (incluido) en grados y (excluido) tras ,1tras ,1
metrometro en minutos en minutos
27,0~ 10 18,0 1º 30' 1º
18.01º10 50 30' 9.0
I ~()' Qn')()' hr\'lO 1?r\
1I 120 400 101 3,0 15' 4:5 11
-------+------+---~---+---~~~II
11 > 400 O,S: i.s io 3,0
Cuando la longitud del lado más corto no está definida de modo preciso. se puede indicar en el croquis: - bien ün pünto de referencia que pennita definir esta IOr Igilud. - bien la tolerancia a utilizar.
El croquis y los documentos de tolerancia deben precisar la clase de tolerancia clcqida. Sin esta indicación, se tomará en consideración la clase de tolerancia Ilaproxinlada".
11.3.- Redondeados y ranuras de acoplamiento
Cuadro 19

I..~~ ~ ~.-. ~~.-.-:'- 18 - ! .. , , VV-V..J(
para las dimensiones nominales inferiores o iouetes a 0.5 mm. la diferenr.iA rlphp (,;":".:;:.1," :1 ccrn.nucc.on
ti
11
=n 11 U H
" -il
r1,0
2,0
0,4
-J _ ... _ I _
;"A'i... V....;¡L.~.¡l.,..,~
-1 f'\ I,V
0,5
Mecra (m)
0,2
Diferencia ::t
t
-+-~~-------.....,...--------I
__ j ~_ Aproximada (r.)
I
3
6
Cota nomio.:il
3
eJe ia JÍiIlt;II~¡Ú(J flUfninéú
El croquis O los documentos de reterencia deban ¡ndicrif lB c·¡aSf? d~ tolerancia tomara en consideración la clase de tolerancia "aproximada".
11.4.- Punzonado o perforación de los orificios para los elementos de fijación
Sin documentos normativos de referencia, utilizar los valores siguientes'
Cuadro 20
Posición de los orificios
Punzonados ± ,
Mecanizados :t 0,5 con respecto a una cara mecanizada o a un eje ± 1 con respecto a una cara bruta
± 0,5
H 13
:!: 0,5 con respecto a una cara mecanizada o a un eje ± 1 con respecto a una cara bruta
Diámetro de los orificios
Punzonados
Mecanizados
Profundidad de perforación
Mecanizados
Los orificios brutos de fundición dependen, por su posición y diámetro, de las tolerancias de fundición indicadas en el artículo 6.
Además, se deberá indicar en el croquis el modo de obtención del orificio: mecanizado o punzonado.