「幾何公差」...
TRANSCRIPT


「幾何公差」
サンプルページ
この本の定価・判型などは,以下の URL からご覧いただけます.
http://www.morikita.co.jp/books/mid/061431
※このサンプルページの内容は,初版 1刷発行時のものです.
仮扉(四).indd 2 2015/03/27 10:42:19

i
はじめに
最近の日本の製造業を取り巻く環境は非常に厳しくなってきている.かつて日本のものづくりを支えてきたのは,高品質かつ低コストという強い競争力であった.それがいまや,コスト面から部品製造がどんどん海外へシフトし,日本の競争力が低下しつつある. 一方,高品質を支えてきたのは,長年培ってきた公差のノウハウである.しかし,設計への要求事項が多くなりながらも開発期間は短期化し,また,設計業務が細分化していることも,公差の検討を難しくしている. 日本の企業がグローバルなものづくりを実現していくには,どこの国で部品をつくっても,どこの国で組み立てても,最終的に同じ品質の製品が完成できるようにしなければならない.そのためには,いまの時代に合った質の高い公差設計力を再構築するとともに,図面表記においても,グローバル化に対応できる幾何公差を設計者自身が正しく理解し,記述していくことが求められている.
では,現状において,日本の設計現場における幾何公差の実態はどうだろうか? 図 1に示すのは 2009年に公的な学会で実施したアンケート結果で,2000人の若手技術者を対象としたものである.「幾何公差を知っているか」という問いに対しては,「名前だけ知っている」を含めても認知度は 40%しかなく,かなり低いと言わざるを得ない.
図 1 規格認知度
一方,2013年末までに当社(プラーナー)が担当したセミナーなどへの参加企業を対象に実施したアンケート結果を図 2に紹介する.参加企業の内訳は図 3のとおりであり,大企業では自動車,家電・電子機器が上位を占め,中小企業は電子機器,産業機器,自動車部品,金型関連などである.
はじめに(四).indd 1 2015/03/27 10:40:56

ii はじめに
図 2 幾何公差の認知度 図 3 調査 198 社内訳
図 2はセミナー参加者へのアンケート結果であるので,単純に 2009年との比較はできないかもしれないが,幾何公差の認知度は進んでいると言える. また,幾何公差の業務への適用については,図 4のとおりの結果であった(2013
年末までの結果).この結果からも,2009年に比べるとはるかに設計業務に幾何公差が取り入れられていることがわかり,この傾向はこれからどんどん加速していくことが考えられる.
図 4 業務への適用状況
一方,公的精密測定機関に持ち込まれる測定依頼は,図 5のような状況である.図のように,2009年から急激に幾何公差関連の問い合わせが増えており,製造現場での現状を知ることができる.
図 5 測定依頼数
はじめに(四).indd 2 2015/03/27 10:40:56

はじめに iii
設計図面は設計者と製造者の契約書ともいわれている.設計図面に設計者の意図を表現し,製造者はこの意図に基づいて製造するという考えである.しかし,いままでの寸法公差だけで図面を描いた場合には設計者の意図が十分伝えきれず,設計者の意図どおりに製造されない(1.2.2項で説明)という現実もある. 寸法公差はいままで何十年も使われてきたよい製図法であるが,幾何公差は設計者の意図を正確に伝えるための製図法として開発されており,寸法公差と併用するのがよいとされている. また,幾何公差は世界共通語(2.1.5項で説明)であり,今後グローバルでは「幾何公差を使っていなければ正確な図面としては認められない」という動きもある. 現在,幾何公差が使われ始めているが,懸念されるのは,表記ミスや矛盾,ほかの幾何公差のほうがよい図面が多く流動していることである. 本書では正しい幾何公差をわかりやすく解説する.加えて,幾何公差で設計者の意図を表現するには製造視点,測定視点が欠かせないと思っているため,測定方法も紹介している.幾何公差は設計者の意図を正確に製造側に伝える手段として非常に有効であり,ひいては製品の高品質,低コスト化の一助になることを理解していただければ幸いである. 最後に,本書執筆にあたり参考とさせていただいた文献の著書の方々や,写真などのご提供をいただいた各機関および企業の皆様に深く謝意を表するとともに,出版にあたってご高配を賜った森北出版の関係者の皆様に御礼申し上げる.
2015年 1月著 者
はじめに(四).indd 3 2015/03/27 10:40:56

iv
目 次
第 0章 公差設計と幾何公差 ………………………………………………………… 1
0.1 公差と公差設計 2
0.2 公差設計の重要性 3
0.3 公差設計と幾何公差 3
0.4 幾何公差の経済的メリット 4
第 1章 幾何公差に対する誤解と必要性 …………………………………………… 7
1.1 幾何公差に対する誤解 8
1.2 幾何公差導入の必要性 9
1.2.1 公差設計と幾何公差(GD & T) 10
1.2.2 図面のあいまいさの排除 12
1.2.3 測定不確かさの推定 14
1.2.4 経済的効果,品質向上 15
1.2.5 グローバルスタンダード 16
理解度チェック 19
第 2章 幾何公差の特徴 …………………………………………………………… 21
2.1 寸法公差と幾何公差の違い 22
2.1.1 寸法に対してねらう機能 22
2.1.2 測定方法 23
2.1.3 公差域(規格の幅):製造のばらつき規制方法 25
2.1.4 データムの存在 27
2.1.5 国際的工業規格との関係 27
2.2 公差における基本原則 29
2.2.1 独立の原則 29
2.2.2 包絡の条件 30
2.1.3 テーラーの原理 31
2.3 幾何公差の用語 32
2.4 幾何公差の種類 33
理解度チェック 34
目次(四).indd 4 2015/03/27 10:49:21

目 次 v
第 3章 データム …………………………………………………………………… 35
3.1 データムの定義 36
3.1.1 データム形体 36
3.1.2 実用データム形体 36
3.1.3 データム 37
3.2 データムの設定方法 37
3.2.1 データム点の設定 37
3.2.2 データム軸直線の設定 39
3.2.3 データム平面の設定 40
3.2.4 平面と平面に直角な穴軸直線のデータム設定 40
3.2.5 共通データム 42
3.2.6 データムターゲット 43
3.2.7 補助投影図でのデータム設定 45
3.3 3平面データム系の構築 47
3.3.1 3 平面で確立する場合 47
3.3.2 一つの平面と二つの軸直線で確立する場合 48
3.3.3 一つの平面と軸直線,中心平面で確立する場合 49
3.4 データムの優先順位 50
3.4.1 データム平面 Bのほうがデータム平面 Cよりも優先順位が高い場合 50
3.4.2 データム平面 Bのほうがデータム平面 Cよりも優先順位が低い場合 51
3.4.3 軸部品のつば部と軸直線に関するデータムの優先関係 52
3.4.4 軸受部品のつば部と軸直線に関するデータムの優先関係 53
理解度チェック 55
第 4章 データム,幾何公差の図示方法,公差域 ……………………………… 57
4.1 データム,幾何公差の図示方法 58
4.2 幾何公差の公差域 63
理解度チェック 65
第 5章 形状公差 …………………………………………………………………… 67
5.1 形状公差 68
5.1.1 真直度(Straightness) 68
真直度の測定方法 70
5.1.2 平面度(Flatness) 75
目次(四).indd 5 2015/03/27 10:49:21
vi
平面度の測定方法 78
5.1.3 真円度(Roundness) 79
5.1.4 円筒度(Cylindricity) 81
真円度と円筒度の測定方法 82
5.1.5 線の輪郭度(Profile of a line) 85
5.1.6 面の輪郭度(Profile of a surface) 86
線の輪郭度と面の輪郭度の測定方法 88
理解度チェック 92
第 6章 姿勢公差と振れ公差 ……………………………………………………… 93
6.1 姿勢公差 94
6.1.1 平行度(Parallelism) 94
平行度の測定方法 99
6.1.2 直角度(Perpendicularity) 100
直角度の測定方法 105
6.1.3 傾斜度(Angularity) 107
傾斜度の測定方法 110
6.2 振れ公差 112
6.2.1 円周振れ(Circular run-out) 112
6.2.2 全振れ(Total run-out) 115
円周振れ,全振れの測定方法 116
理解度チェック 118
第 7章 位置公差 …………………………………………………………………… 119
7.1 真位置度理論 120
7.2 位置公差 121
7.2.1 位置度(Position) 121
位置度の測定方法 128
7.2.2 同心度(Concentricity),同軸度(Coaxiality) 130
同心度,同軸度の測定方法 131
7.2.3 対称度(Symmetry) 132
対称度の測定方法 134
7.2.4 線の輪郭度(Profile of a line) 135
グループデータムを適用した測定方法 137
目次(四).indd 6 2015/03/27 10:49:21
vii
7.2.5 面の輪郭度(Profile of a surface) 139
理解度チェック 141
第 8章 普通公差,最大実体公差方式 …………………………………………… 143
8.1 普通公差 144
8.1.1 寸法公差の普通公差(General dimensional tolerance) 144
8.1.2 幾何公差の普通公差(General geometrical tolerance) 145
8.2 最大実体公差方式 147
8.2.1 概要 147
8.2.2 最大実体公差方式の用語解説 148
8.2.3 最大実体公差方式の考え方 150
8.2.4 最大実体公差方式のメリット 153
8.2.5 その他の最大実体公差方式 157
8.2.6 最大実体公差方式が適用できる幾何公差 165
理解度チェック 165
第 9章 新しい計測技術と幾何公差の今後 ……………………………………… 167
9.1 幾何公差の普及を抑制している要因 168
9.2 新しい計測技術 168
9.3 幾何公差の今後 171
理解度チェックの解答…………………………………………………………………… 172
さくいん…………………………………………………………………………………… 173
目次(四).indd 7 2015/03/27 10:49:21


1
第 0章 公差設計と幾何公差
最近の設計者は多忙を極めている.製品の仕様に環境問題や安全性の確保などが加わり,製造現場や計測部門との調整時間が取れず,そして,設計業務の細分化により,組立品の仕様にまで関わりにくくなっている.そのためか,ものづくりに不可欠な公差が危機に直面している. ここで,ものづくりの基本となる公差についていま一度学び直してみよう.
――――――――――――――――――――――――――――――――――――――
0.1 公差と公差設計 2
0.2 公差設計の重要性 3
0.3 公差設計と幾何公差 3
0.4 幾何公差の経済的メリット 4
第0章(四).indd 1 2015/03/27 10:43:38
2 第 0章 公差設計と幾何公差
0.1 公差と公差設計
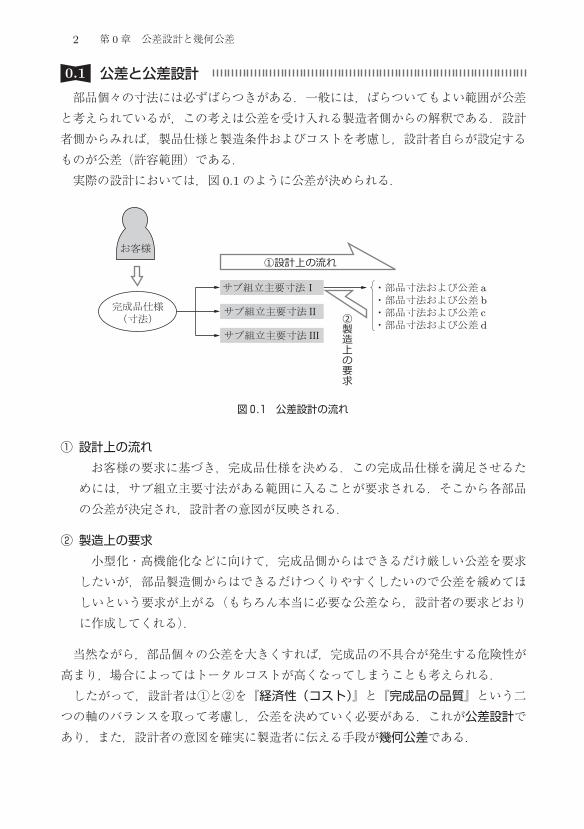
部品個々の寸法には必ずばらつきがある.一般には,ばらついてもよい範囲が公差と考えられているが,この考えは公差を受け入れる製造者側からの解釈である.設計者側からみれば,製品仕様と製造条件およびコストを考慮し,設計者自らが設定するものが公差(許容範囲)である. 実際の設計においては,図 0.1のように公差が決められる.
図 0.1 公差設計の流れ
① 設計上の流れ お客様の要求に基づき,完成品仕様を決める.この完成品仕様を満足させるためには,サブ組立主要寸法がある範囲に入ることが要求される.そこから各部品の公差が決定され,設計者の意図が反映される.
② 製造上の要求 小型化・高機能化などに向けて,完成品側からはできるだけ厳しい公差を要求したいが,部品製造側からはできるだけつくりやすくしたいので公差を緩めてほしいという要求が上がる(もちろん本当に必要な公差なら,設計者の要求どおりに作成してくれる).
当然ながら,部品個々の公差を大きくすれば,完成品の不具合が発生する危険性が高まり,場合によってはトータルコストが高くなってしまうことも考えられる. したがって,設計者は①と②を『経済性(コスト)』と『完成品の品質』という二つの軸のバランスを取って考慮し,公差を決めていく必要がある.これが公差設計であり,また,設計者の意図を確実に製造者に伝える手段が幾何公差である.
第0章(四).indd 2 2015/03/27 10:43:38

0.3 公差設計と幾何公差 3
0.2 公差設計の重要性
現在の設計者を取り巻く環境は日々変化するとともに,設計者は多岐にわたる仕事をこなすことを要求されている.製品設計を例に取ると,初期の製品仕様~図面作成,解析・試作・生産工程検討といった主体業務から,特許検討・標準化・資料整理といった付帯業務まで幅広い業務をこなさなければならない. そうした環境下において,設計者は実際に,寸法公差・幾何公差ともに,公差(幾何公差では公差値)をどのように設定しているのだろうか? 従来の類似部品の図面から引用しただけだったり,KKD(勘と経験と度胸)で決めているようなことになっていないだろうか? 設定した公差の値によって,製品コストや性能・品質が大きな影響を受けることを理解しているだろうか? このため,公差設計に関する技術力を高めることが,ひいては製造業の競争力の向上に繋がるといっても過言ではない.
0.3 公差設計と幾何公差
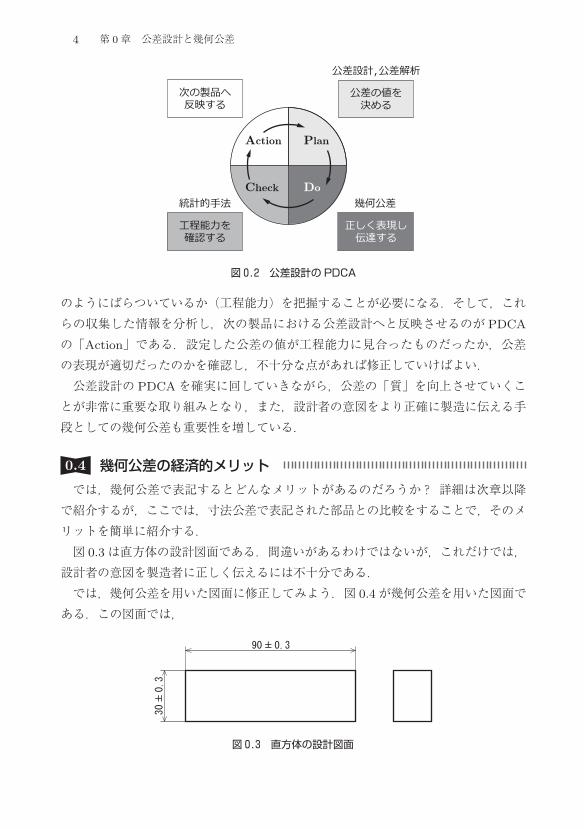
工作機械の性能がどんなに高まっても,同じ条件のもとで加工した部品の寸法や形状には微小な誤差があり,ばらつきが発生する.たとえば,合成樹脂の射出成型品をつくる場合,成形機を同じ条件で動かし続けても,気温や湿度といった環境の変化や,金型の摩耗などによって成形品は影響を受ける.組立てにおいても,人手かどうかに関わらず,組み付けの誤差は生じる. もちろん,この誤差を小さくするように設計・製造の両面から取り組むが,それでもゼロにはならない.基本的に,この誤差は組立品の目標とする寸法などを中心にばらつく.このばらつきの許容範囲を,製品の仕様やコストなどを総合的に考えて決めるのが公差設計である. 公差設計で中心となるのは,この「公差の値を決めること」ではあるが,ここで終わっては公差設計の実力は向上しない.公差を設計図面に表記し,製造して部品・製品ができ上がったら,設定した公差の値が適切かどうか評価し,次の製品へとフィードバックする仕組みが必要となり,これが『公差設計の PDCA』となる(図 0.2). 品質やコストなどを総合的にバランスよく考えて公差の値を決める公差計算は,PDCAの「Plan」に相当する.この設計者の意図を,後工程に正確に伝えなければならない.この設計意図の伝達手段である図面に,公差の情報を正確に表現することが PDCAの「Do」となる.ここで幾何公差を適用するのであるが,とくに最近は,より正確な設計意図の伝達が可能な幾何公差の重要性が増してきている. 次に,設計意図に沿って加工され,組み立てられた製品の状態を確認するのがPDCAの「Check」になる.ここでは必要十分なデータを採取し,そのデータがど
第0章(四).indd 3 2015/03/27 10:43:38
4 第 0章 公差設計と幾何公差
のようにばらついているか(工程能力)を把握することが必要になる.そして,これらの収集した情報を分析し,次の製品における公差設計へと反映させるのが PDCA
の「Action」である.設定した公差の値が工程能力に見合ったものだったか,公差の表現が適切だったのかを確認し,不十分な点があれば修正していけばよい. 公差設計の PDCAを確実に回していきながら,公差の「質」を向上させていくことが非常に重要な取り組みとなり,また,設計者の意図をより正確に製造に伝える手段としての幾何公差も重要性を増している.
0.4 幾何公差の経済的メリット
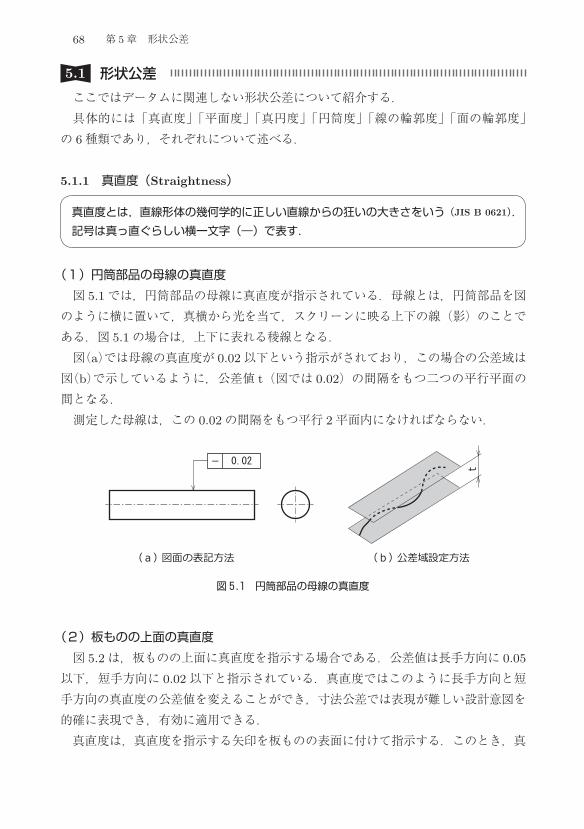
では,幾何公差で表記するとどんなメリットがあるのだろうか? 詳細は次章以降で紹介するが,ここでは,寸法公差で表記された部品との比較をすることで,そのメリットを簡単に紹介する. 図 0.3は直方体の設計図面である.間違いがあるわけではないが,これだけでは,設計者の意図を製造者に正しく伝えるには不十分である. では,幾何公差を用いた図面に修正してみよう.図 0.4が幾何公差を用いた図面である.この図面では,
図 0.3 直方体の設計図面
図 0.2 公差設計のPDCA
第0章(四).indd 4 2015/03/27 10:43:38

67
第 5章 形状公差
第 4章までは,公差設計と幾何公差の関係および幾何公差導入の必要性,データムの重要性について紹介してきた.第 5章からは,実際の幾何公差の図面指示の仕方,公差域の設定方法,そして測定方法について紹介する. 最初はデータムに関連しない単独形体である形状公差を紹介する.形状公差の一つである真直度は,一見簡単そうではあるが,奥が深いので要注意である.
――――――――――――――――――――――――――――――――――――――
5.1 形状公差 68
5.1.1 真直度(Straightness) 68
真直度の測定方法 70
5.1.2 平面度(Flatness) 75
平面度の測定方法 78
5.1.3 真円度(Roundness) 79
5.1.4 円筒度(Cylindricity) 81
真円度と円筒度の測定方法 82
5.1.5 線の輪郭度(Profile of a line) 85
5.1.6 面の輪郭度(Profile of a surface) 86
線の輪郭度と面の輪郭度の測定方法 88
理解度チェック 92
第5章(四).indd 67 2015/03/27 12:44:47
68 第 5章 形状公差
5.1 形状公差
ここではデータムに関連しない形状公差について紹介する. 具体的には「真直度」「平面度」「真円度」「円筒度」「線の輪郭度」「面の輪郭度」の 6種類であり,それぞれについて述べる.
5.1.1 真直度(Straightness)
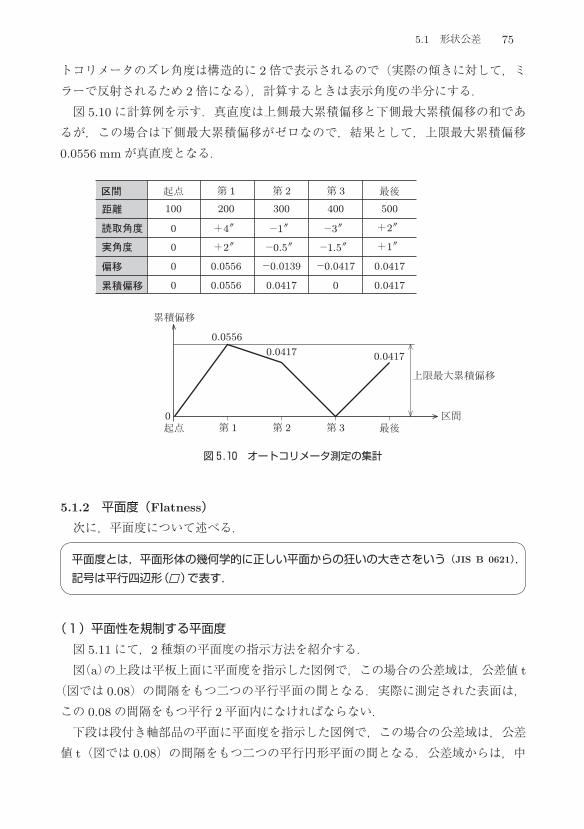
真直度とは,直線形体の幾何学的に正しい直線からの狂いの大きさをいう(JIS B 0621).記号は真っ直ぐらしい横一文字(―)で表す.
(1) 円筒部品の母線の真直度 図 5.1では,円筒部品の母線に真直度が指示されている.母線とは,円筒部品を図のように横に置いて,真横から光を当て,スクリーンに映る上下の線(影)のことである.図 5.1の場合は,上下に表れる稜線となる. 図(a)では母線の真直度が 0.02以下という指示がされており,この場合の公差域は図(b)で示しているように,公差値 t(図では 0.02)の間隔をもつ二つの平行平面の間となる. 測定した母線は,この 0.02の間隔をもつ平行 2平面内になければならない.
図 5.1 円筒部品の母線の真直度
(2) 板ものの上面の真直度 図 5.2は,板ものの上面に真直度を指示する場合である.公差値は長手方向に 0.05
以下,短手方向に 0.02以下と指示されている.真直度ではこのように長手方向と短手方向の真直度の公差値を変えることができ,寸法公差では表現が難しい設計意図を的確に表現でき,有効に適用できる. 真直度は,真直度を指示する矢印を板ものの表面に付けて指示する.このとき,真
第5章(四).indd 68 2015/03/27 12:44:48

5.1 形状公差 69
直度の規制方向は指示する表面の方向となる.公差域は,投影面に平行な面において公差値 t(図例では長手方向 0.05,短手方向 0.02)の間隔をもつ平行な 2本の直線の間となる.測定した線は,この 0.05または 0.02の間隔をもつ平行 2直線内になければならない.
(3) 穴の軸線の真直度 上記の 2例は母線および陵辺の真直度であるが,次に紹介するのは,軸線の真直度である.板ものに穴をあけ,その穴の軸線の真直度を規制しようとしているのが図 5.3
である.
図 5.3 板ものにあけた穴の直角 2方向の軸線の真直度
図(a)では,板ものに穴があいており,その穴の軸線について直角 2方向の真直度を規制している.この図では X軸方向が t1(0.06),Y軸方向が t2(0.03)の公差値となっており,測定した軸線は,右に示す直方体の領域内になければならない.
(4) 円筒部品の軸線の方向を定めない真直度 図 5.4は,円筒部品における軸線の方向を定めない真直度を規制する場合である.図 5.1と似ているが,違いは母線の真直度と,軸線の真直度の違いである.図 5.1では真直度を指示する矢印が母線に付いているが,この図 5.4では,軸の直径を示す寸法線に対向して付いているので,軸線の真直度を規制することになる.
図 5.2 板ものの上面の真直度
第5章(四).indd 69 2015/03/27 12:44:48

70 第 5章 形状公差
なお,前述の図 5.3では直角 2方向という規制ができたが,円筒部品は回転するので,直角 2方向の規制ということはできない.可能な規制としては,方向を定めない円筒公差域となる. 図 5.4(a)での真直度公差値はφ0.05となっている.測定した軸線は,図(b)の公差域のように,公差値φt(φ0.05)の円筒領域内になければならない.
図 5.4 円筒軸線の方向を定めない真直度
真直度の測定方法 ここからは真直度の測定方法について紹介する. 測定機には,手軽に使えるマイクロメータやダイヤルゲージから,真円度測定機,3次元測定機など数多くの測定機が存在する.本書では幾何公差の全 16種類を紹介していくが,全部の幾何公差に対応できる測定機は,現在の測定設備としては 3次元測定機だけである.しかし,各幾何公差には 3次元測定機がなくても測定できる方法がある.そこで,各幾何公差に対して測定可能な測定機と,その測定方法を紹介していく. それではまず,真直度の測定方法について紹介する.
① 汎用測定機で測定する方法 板ものの上面の真直度をハイトゲージやダイヤルゲージで測定する方法である.図5.5に測定機と測定方法を示す.図(a),(b)はダイヤルゲージとハイトゲージの写真,図(c)は測定方法とその測定結果をグラフ化したものである. 真直度というのは真っ直ぐ具合であるから,うねりや段差が対象となり,傾きは対象外である.この傾きの要素を真直度測定のデータから排除するため,測定の最初に,測定する箇所の左右両端の高さ合わせを行う.その際,市販されているマイクロジャッキ(高さを微調整できる超小型ジャッキ)を使用し,左右の高さ合わせを行ってから,数箇所の高さを測定していく.
第5章(四).indd 70 2015/03/27 12:44:48

5.1 形状公差 71
図 5.5 真直度の測定方法(写真提供 株式会社ミツトヨ)
図(c)の下は測定した結果をグラフ化したものであり,このグラフ内の最大値と最小値の差(ΔH)が真直度となる. 真直度を測定する場合のように測定値が数 10 µmの範囲の場合,ここで使用しているハイトゲージ,ダイヤルゲージの精度は 3 µm以内となる.参考として,一般的なハイトゲージで 100 mm程度の段差を測定する場合は,30 µm程度の精度となる.
② 直定規で測定する方法 次に,製造現場などで簡単に測定できる方法を紹介する.
図 5.6 直定規で測定する真直度
* わかりやすくするため,ダイヤルゲージはアナログ(針式)の写真を掲載しているが,現在ではデジタル表示が主流となっている.
第5章(四).indd 71 2015/03/27 12:44:48

72 第 5章 形状公差
図 5.6(b)は,図(a)のような板ものの真直度を測定する場合である.測定するワークを台の上に置き,測定する場所に市販の直定規を当てて,その隙間を測定する.その隙間に,図(c)に示した市販のすきまゲージのブレードを差し込んで測定する.例として,0.05のブレードがガタなく入れば,真直度は 0.05ということができる. 熟練者になると,10 µm以内の誤差で測定できるようであるが,ガタは手の感触によるところもあり,人によって測定値にはばらつきがあるといえるだろう.
③ 3次元測定機で測定する方法(a) 3次元測定機の構造 次は,3次元測定機による測定方法を紹介する.3次元測定機は幾何公差全種類の測定ができるので,ここではまず,3次元測定機の構造を簡単に紹介する. 図 5.7(a)が 3次元測定機の写真で,測定台の定盤の大きさが 1.3 m四方程度の,門型の一般的な接触式 3次元測定機である. 3次元測定機の心臓部は,中央にある測定端子を装着するセンサー部である.図(b)にその構造概略図を示す.上の半円部がセンサーで,そこから測定端子であるプローブにシャンクで繋がっており,このプローブは赤いルビーでつくられている. 3次元測定機は X,Y,Zの直交座標系を基本に作動し,また,測定センサー部も直交座標系で作動する.センサー部が直接装着されているのが Z軸方向(図(a)では上下方向)で,門型の門の部分が Y軸方向である.測定するオペレーターは Y軸の
図 5.7 3 次元測定機で測定する真直度(写真提供 株式会社ミツトヨ)
第5章(四).indd 72 2015/03/27 12:44:48

5.1 形状公差 73
矢印の手前方向に位置するので,オペレーターから見て,Y軸は遠近方向になる.門の梁部分に位置するのが X軸方向である. 定盤と門型の摺動部分にはエアーコンプレッサーが使われ,浮動させることで,移動のための抵抗を低減させている.X,Y,Z各軸には高分解能のセンサーを配して,高精度測定を実現している.左側の PCは,測定するプログラムの指令や,測定結果の解析などに使用する. 図(b)に示すように,接触式 3次元測定機のプローブの測定物に対する接触方法は2種類ある.測定物に端子をそのつど当てていく方法をポイント測定とよび,測定端子を測定物に当てたらそのまま移動して連続測定する方法をスキャニング測定とよんでいる.現場で多く使用されている 3次元測定機の精度は,ポイント測定で 1~ 3 µm,スキャニング測定で 3~ 7 µm程度である. 最近の 3次元測定機は自動測定ができるので,プログラムを作成・登録して測定物をセットし,簡単にデータムセットさえすれば,後は自動測定が可能である. ここでは 3次元測定機のなかで多く使われているタイプで紹介したが,接触式でも高額なタイプもあり,精度も 1桁上がるものもあるし,使用目的によってはレーザー光や可視光を使用した非接触式 3次元測定機なども使われている.いずれの測定機も幾何公差への対応はされているが,高額なこともあり,測定する製品・部品や生産規模,使用方法などから測定機を選択すべきであり,各企業で導入する場合は十分な検討が必要である.また,オペレーターの養成・育成も大変重要となってくる.(b) 3次元測定機での測定方法 3次元測定機での真直度の測定方法を紹介する.図 5.7(b)の下図のように,ワークの上面をポイント測定,スキャニング測定のどちらかで測定すると,真直度を表示させることができる.(c) 最小二乗法 真直度を求める場合,最小二乗法というロジックを使用する.この最小二乗法は 3
次元測定機以外の多くの測定機にも使われ,また,真直度を含むほかの幾何公差の測定結果の検証に多く使われるロジックなので,簡単に紹介する. 図 5.8(a)のように,3次元測定機で 5箇所厚みを測定する要領で測定すると,図(b)のような測定結果が求められる.ここでは各測定ポイントを P1~ P5とし,それぞれが X,Z座標をもっている. この 5点に対し,各点からできるだけ近い距離の直線を引く.この直線に対し,各5箇所の点からの距離を図のようにδ1~δ5とする.つまり,δ1~δ5の二乗和が最小となる線を求めることが最小二乗法の意味であり,式で表すと, S=δ1
2+δ22+δ3
2+δ42+δ5
2
第5章(四).indd 73 2015/03/27 12:44:48

74 第 5章 形状公差
の最小値を求めることになる.実際の計算は 2次方程式によって行うが,計算の詳細はここでは省く.計算によって得られた直線は線形方程式(この場合は 1次方程式)で表され,真直度はこの直線との距離で求めることができる. 得られた 1次方程式の直線から上方の点で,直線からもっとも遠い点への距離(この図ではδ2)と,同じく下方の点で直線からもっとも遠い点への距離(この図ではδ3)の和が真直度となり,3次元測定機では,測定結果をもとに付属の PCで自動計算する.
④ オートコリメータによる測定方法 真直度の測定方法の最後に,大型部品(大型工作機のテーブル・車輌のシャーシなど)の真直度を測定する方法を紹介する. 図 5.9は,オートコリメータを使用して真直度を測定する方法である.オートコリメータとは,図のような形状の光学式測定機で,光源から出た光は平行光に変換され,対物レンズから出射される.この光を被測定物の上面にセットしたミラーに当て,返ってくる光とのズレを角度秒の精度で測定する. 測定時はミラーをオートコリメータから一番遠い場所にセットし,接眼レンズ内でゼロに合わせる.以降,たとえば 100 mmずつ前進させ,接眼レンズで角度のズレを記録していき,これを右端まで続け,表計算ソフトなどで計算する.このとき,オー
図 5.8 最小二乗法説明図
図 5.9 オートコリメーターを使用した真直度測定
第5章(四).indd 74 2015/03/27 12:44:48
5.1 形状公差 75
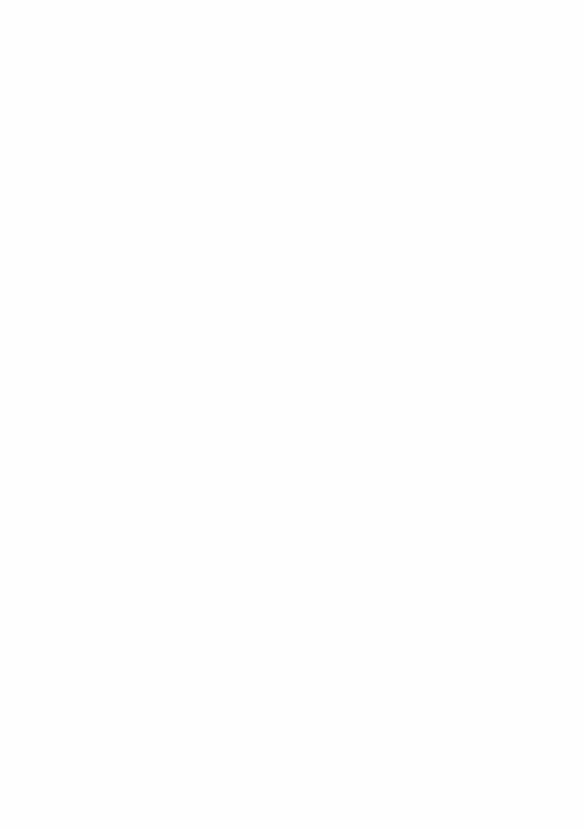
トコリメータのズレ角度は構造的に 2倍で表示されるので(実際の傾きに対して,ミラーで反射されるため 2倍になる),計算するときは表示角度の半分にする. 図 5.10に計算例を示す.真直度は上側最大累積偏移と下側最大累積偏移の和であるが,この場合は下側最大累積偏移がゼロなので,結果として,上限最大累積偏移0.0556 mmが真直度となる.
図 5.10 オートコリメータ測定の集計
5.1.2 平面度(Flatness) 次に,平面度について述べる.
平面度とは,平面形体の幾何学的に正しい平面からの狂いの大きさをいう(JIS B 0621).記号は平行四辺形( )で表す.
(1) 平面性を規制する平面度 図 5.11にて,2種類の平面度の指示方法を紹介する. 図(a)の上段は平板上面に平面度を指示した図例で,この場合の公差域は,公差値 t
(図では 0.08)の間隔をもつ二つの平行平面の間となる.実際に測定された表面は,この 0.08の間隔をもつ平行 2平面内になければならない. 下段は段付き軸部品の平面に平面度を指示した図例で,この場合の公差域は,公差値 t(図では 0.08)の間隔をもつ二つの平行円形平面の間となる.公差域からは,中
第5章(四).indd 75 2015/03/27 12:44:48

173
さ く い ん
■ 英 数ACS 131
ANSI 27
ASME 10,27
CAE 17
CAM 17
CMM 168
CZ 61
GD & T 9,10,171
GPS 9
ISO 9
LD 63
LE 96
MD 62
NC 77
Not Concave 77
Peak 90
P/V値 90
TC213 9
Valley 90
Vブロック 83
XYインジケータ 90
X線 CT方式 168
2D-CAD 17
2点測定 23
3D-CAD 10,17
3D単独図 17,171
3D単独図スタンダード 17
3次元測定機 24,50,70,168
3次元モデル 17
3平面データム系 47
■ あ 行穴径ゲージ 31
位置公差 33
位置度 33,121
インジケータ 129
円周振れ 33,112
円筒公差域 124
円筒度 33,82
オートコリメータ 74
■ か 行外接円 29
回転ヘッド 100,134
角度定盤 111
ガタ 150
完全形状の包絡面 30
関連形体 33
幾何公差 2
幾何公差の普通公差 145
基準寸法 22
機能ゲージ 147,155
共通公差域 61,88
共通データム 42
共通データム軸直線 42
共通データム中心平面 42
共通データム平面 42
空間補正 138
グループデータム 11,136
傾斜度 33,107
形状公差 33
形状測定機 24
形状データ 91
形体 32
けがき 15
ゲージ規格 156
検具 169
光学方式 168
公差記入枠 11,32
公差設計 2,3
公差値 32,64,108
公差付き形体 147
公差等級 145
工程能力 4
コレットチャック 117
索引(四).indd 173 2015/03/27 10:42:49

174 さくいん
■ さ 行最小外接円 38
最小外接円筒 39
最小外接球 37
最小許容寸法 22
最小二乗寸法 9,73
最小二乗法 9,73
最小実体状態 148
最小実体寸法 148
サイズ寸法 158
最大許容寸法 22
最大実体公差方式 28,147
最大実体実効状態 149
最大実体実効寸法 149
最大実体状態 148
最大実体寸法 148
最大内接円 38
最大内接円筒 39
作動域 90
軸直線 39
軸方向 114,116
姿勢公差 33
実用データム形体 36
シャンク 72
十字プローブ 100,134
真位置 120
真位置度理論 32,120
真円度 14,29,33,79
真円度測定機 24,84
真直度 28,29,33,68
スウィング 134
すきまゲージ 72,88
スキャニング測定 73
スクリーン 128
スタイラス 84,90
寸法公差 4
寸法公差の普通公差 144
栓ゲージ 156
センサー部 135
全周規制 62
全周指示 86
センター穴 117
線の要素 96
線の輪郭度 33,85,135
全振れ 33,115
測定顕微鏡 24,50
測定不確かさ 9,14
■ た 行第 1次データム 40
第 2次データム 40
対称度 33,132
対物レンズ 89,129
ダイヤルゲージ 24,71
単独形体 33
断面解析 169
中心軸 158
中心面 158
直角度 33,101
直交座標系 32
データム 11,32,36
データム形体 36
データム三角記号 38
データム軸直線 39
データムターゲット 43,48
データム点 37
テーパ 79,115
テーラーの原理 28
点群出力 170
テンプレート 88
投影機 24,89
透過 90
同軸・同心度 33
同軸度 131
同心度 131
独立の原則 28
トラック穴 135
トレースシート 89,129
■ な 行内接円 29
ノギス 14,23,24
■ は 行ハイトゲージ 16,24,71
索引(四).indd 174 2015/03/27 10:42:49

175
派生形体 40
ハーフミラー 129
はめあい 147,150
バルーン 44
半径方向 112,115
反射 90
非接触 3次元測定機器 168
ピッチ 150
標準偏差σ 90
ピンゲージ 36,111
複合位置度 127
複合測定機器 168
振れ公差 33
プロッター 89
プローブ 72
平行性 14
平行度 33,94
平面度 5,33,75
ベストフィット 91,169
ベビーコレットチャック 117
偏差量 129
ポイント測定 73
包絡線 85
包絡の条件 28,32
包絡面 87
補助データム系 45
ボス 43
母線 68
■ ま 行マイクロジャッキ 70
マイクロメータ 23,24
マンドレル 36,111
三つ爪チャック 117
無偏心チャック 117
面測定 170
面の輪郭度 33,86,139
■ ら 行両センター 117
理論的に正確な寸法 32,120
リングゲージ 31,156
索引(四).indd 175 2015/03/27 10:42:49

著 者 略 歴高戸 雄二(たかど・ゆうじ)株式会社プラーナー シニアコンサルタントセイコーエプソン株式会社にて,時計生産技術部,品質保証部,回路基盤実装技術開発部,プロジェクター光学技術開発部を経て,2008年,株式会社プラーナー入社.生産技術として,切削,プレス,研磨,研削,サブアッセンブル,プラスチックモールドなどを担当.そのためのツールや金型設計も担当し,幅広い経験と知識をもつ.現在は幾何公差の基礎(製造・計測側での視点)の講師として,公共機関をはじめ,複数企業にてセミナーを実施.(著書)幾何公差の基礎 知らなきゃ困る幾何公差(入門編) 幾何公差はこう使う(活用編) グローバルものづくりのための幾何公差講座
名取 久仁春(なとり・くにはる)株式会社プラーナー シニアコンサルタントセイコーエプソン株式会社にて,時計のムーブメント設計を皮切りに 3D⊖CADの導入など,開発設計における広い視野での知識と経験をもつ.その経験を軸に,2011年より株式会社プラーナー シニアコンサルタントとして,数多くの企業にて公差設計,幾何公差の教育および実践指導を行う.とくに,設計者としての幾何公差教育に定評がある.
木下 悟志(きのした・さとし)電子機器,光学機器の研究開発から設計,生産技術まで幅広く経験し,とくに計測評価,物性分析技術に豊富な経験をもつ.近年は非接触 3次元計測の活用研究に取り組んでいる.
株式会社プラーナー
奥付(四).indd 176 2015/03/27 10:41:55
編集担当 藤原祐介(森北出版) 編集責任 富井 晃(森北出版) 組 版 dignet 印 刷 丸井工文社 製 本 同
編 者 株式会社プラーナー発 行 者 森北博巳発 行 所 森北出版株式会社
東京都千代田区富士見 1⊖4⊖11(〒102⊖0071)電話 03⊖3265⊖8341/ FAX 03⊖3264⊖8709
http://www.morikita.co.jp/
日本書籍出版協会・自然科学書協会・工学書協会 会員 <(社)出版者著作権管理機構 委託出版物>
幾何公差―設計に活かす「加工」「計測」の視点― © 株式会社プラーナー 2015
2015年 4月 22日 第 1版第 1刷発行 【本書の無断転載を禁ず】
Printed in Japan/ISBN978⊖4⊖627⊖61431⊖4
落丁・乱丁本はお取替えいたします.
奥付(四).indd 177 2015/03/27 10:41:55