phẦn vi hÀn hỒ quang nÓng chẢy trong mÔi …metect.com.vn/fileupload/documents/6. han...
TRANSCRIPT

PPHHẦẦNN VVII
HÀN HỒ QUANG NÓNG CHẢY TRONG MÔI TRƯỜNG KHÍ BẢO VỆ
1 GIỚI THIỆU
1.1 THỰC CHẤT VÀ ĐẶC ĐIỂM
Phương pháp hồ quang nóng chảy trong môi trường khí bảo vệ được đưa vào sử dụng từ năm 1948, mặc dù nguyên lý của các phát kiến của chúng được tìm ra từ những năm 1920. Từ đó đến nay phương pháp này có nhiều cải tiến, một trong những cải tiến quan trọng là dùng khí CO2 để bảo vệ vùng hàn khi hàn thép thường. Và có tên tiếng Anh là GMAW (Gas Metal Arc Welding). Khí bảo vệ có thể là khí trơ không tác dụng với kim loại lỏng khi hàn hoặc là các loại khí hoạt tính có tác dụng chiếm chỗ đẩy không khí ra khỏi vùng hàn và hạn chế tác dụng xấu của nó. Hàn hồ quang bằng điện cực nóng chảy trong môi trường khí trơ (Ar, He,…) gọi là phương pháp hàn MIG (Metal Inert Gas), thường được sử dụng để hàn kim loại màu và hợp kim. Hàn hồ quang bằng điện cực nóng chảy trong môi trường khí hoạt tính (CO2, CO2 + O2,…) gọi là phương pháp hàn MAG (Metal Active Gas), thường được sử dụng rộng rãi để hàn kim loại thép carbon và thép hợp kim thấp trong công nghiệp.
1.2 ỨNG DỤNG CỦA PHƯƠNG PHÁP HÀN GMAW
Phương pháp hàn GMAW chiếm được một vị trí rất quan trọng trong nền công nghiệp hiện đại, nó không những có thể hàn các loại thép kết cấu thông thường, mà còn hàn các loại thép không rỉ, thép chịu nhiệt, thép bền nóng, hợp kim đặc biệt, nhôm, đồng, mangan và các hợp kim của chúng…. Phương pháp hàn GMAW dễ sử dụng và mang tính hiệu quả kinh tế cao trong sản xuất công nghiệp
1.3 ƯU ĐIỂM CỦA PHƯƠNG PHÁP HÀN GMAW
Hàn GMAW có thể được thực hiện bán tự động hoặc tự động, ngày nay chúng được sử dụng rộng rãi cho các công việc hàn nhờ các ưu điểm:
Năng suất cao Giá thành thấp
Phương pháp hàn bán tự động – VTH/Apave 1
Năng lượng hàn ít, ít biến dạng nhiệt Hàn được hầu hết các kim loại Dễ tự động hoá.
1.4 NHƯỢC ĐIỂM CỦA PHƯƠNG PHÁP HÀN GMAW
Thiết bị hàn GMAW được chế tạo tinh vi phức tạp rất đắt tiền do đó cần phải có sự giữ gìn và bảo dưỡng.
Nếu khí gas không đảm bảo độ tinh khiết, mối hàn sẽ bị lẫn xỉ và rỗ khí, chất lượng mối hàn không tốt.
Trong quá trình hàn cần có sự che chắn đảm bảo cho khu vực hàn không bị gió lùa hoặc thổi tạt
Khó khăn hơn khi phải làm việc ở những vị trí trên cao 2 NGUYÊN TẮC CƠ BẢN
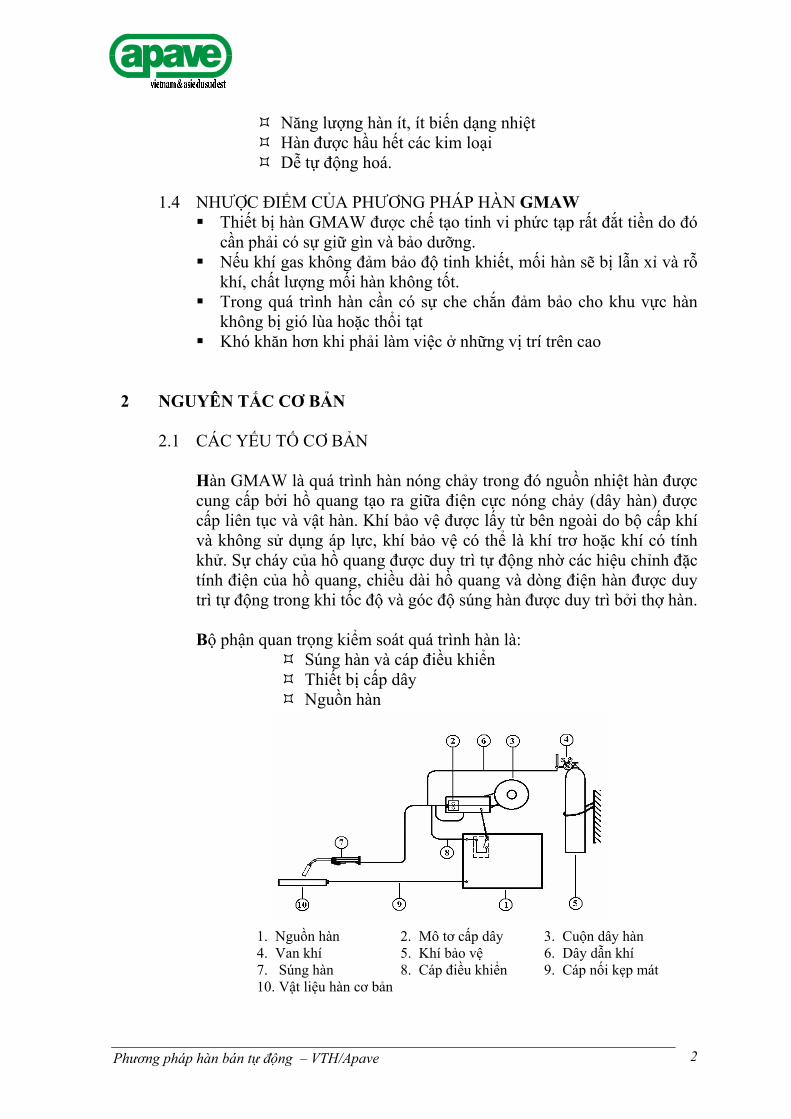
2.1 CÁC YẾU TỐ CƠ BẢN Hàn GMAW là quá trình hàn nóng chảy trong đó nguồn nhiệt hàn được cung cấp bởi hồ quang tạo ra giữa điện cực nóng chảy (dây hàn) được cấp liên tục và vật hàn. Khí bảo vệ được lấy từ bên ngoài do bộ cấp khí và không sử dụng áp lực, khí bảo vệ có thể là khí trơ hoặc khí có tính khử. Sự cháy của hồ quang được duy trì tự động nhờ các hiệu chỉnh đặc tính điện của hồ quang, chiều dài hồ quang và dòng điện hàn được duy trì tự động trong khi tốc độ và góc độ súng hàn được duy trì bởi thợ hàn.
Bộ phận quan trọng kiểm soát quá trình hàn là:
Súng hàn và cáp điều khiển Thiết bị cấp dây Nguồn hàn
1. Nguồn hàn 2. Mô tơ cấp dây 3. Cuộn dây hàn 4. Van khí 5. Khí bảo vệ 6. Dây dẫn khí 7. Súng hàn 8. Cáp điều khiển 9. Cáp nối kẹp mát 10. Vật liệu hàn cơ bản
Phương pháp hàn bán tự động – VTH/Apave 2

Hình 1. Thiết bị phương pháp hàn GMAW cơ bản
2.2 CÁC ĐẶC TÍNH Đặc tính tốt nhất của phương pháp hàn GMAW được mô tả bởi 4 kiểu chuyển dịch cơ bản.
Chuyển dịch phun Chuyển dịch cầu Chuyển dịch ngắn mạch Chuyển dịch xung
Chuyển dịch phun và chuyển dịch cầu là đặc trưng của quá trình hàn với năng lượng hàn tương đối cao. Chuyển dịch phun có được, khi dùng dây hàn có đường kính tương đối nhỏ, cả hai chuyển dịch cầu và chuyển dịch phun chỉ giới hạn áp dụng khi hàn ở vị trí phẳng hoặc ngang và với bề dày kim loại lớn hơn 3mm (1/8in)
Chuyển dịch xung đặc trưng bởi năng lượng hàn tương đối thấp.
Chuyển dịch ngắn mạch có năng lượng hàn thấp nhất thích hợp cho những ứng dụng trên kim loại có bề dày nhỏ hơn 3mm (1/8 in).
Các nhân tố xác định loại chuyển dịch.
Mật độ dòng điện Kích thước dây điện cực hàn Dòng điện Loại khí bảo vệ Điện áp hồ quang
2.3 CHUYỂN DỊCH DẠNG PHUN (SPRAY TRANSFER)
Chỉ xảy ra khi khí bảo vệ có hơn 80% Argon. Trong kiểu chuyển dịch này các giọt kim loại có kích cỡ bằng hoặc nhỏ hơn đường kính dây điện cực. Các giọt kim loại được định hướng theo trục hồ quang, hồ quang cháy êm và ổn định, kết quả là hàn ít văng toé hơn, bề mặt mối hàn mịn.
Năng lượng hồ quang dạng Plasma trải đều trong vùng không gian hình côn giúp cho biên đường hàn trở nên sạch sẽ, xong cũng dễ gây ra các khuyết tật do thiếu chảy trên đường biên hàn. Độ ngấu trong kiểu chuyển dịch này sâu hơn với khi hàn bằng que, song lại thấp hơn chuyển dịch cầu có năng lượng hàn cao hơn.
Phương pháp hàn bán tự động – VTH/Apave 3
Kiểu chuyển dịch phun được hình thành ở mức dòng điện nhỏ nhất cho từng loại đường kính dây hàn (mật độ dòng). Ở mức dòng này thông thường được giới hạn “ mức chuyển tiếp dòng”. Mối hàn định rõ sự chuyển tiếp dòng chỉ khi cùng với khí bảo vệ trên 80% là Argon. Ở mức dòng thấp hơn sự chuyển tiếp dòng thì kích thước các hạt kim loại tăng lên [có đường kính lớn hơn đường kính điện cực]. Đặc tính hồ quang hầu hết thay đổi trong giới hạn làm việc này.
KHÍ BẢO VỆ
∗ Có thể hỗn hợp như sau: 95% Ar, 5% ô xy 98% Ar, 2% ô xy 99% Ar, 1% ô xy Argon có tính chất khí trơ.
Không kết hợp với vật liệu. Ngăn chặn các khí tích cực khác tiếp cận mối hàn Giới hạn kích thước giọt kim loại.
Oxy. Mở rộng độ ngấu. Cải tiến đường hàn. Giảm khả năng cháy chân.
∗ Dòng lớn hơn và dây hàn lớn hơn ∗ Quá trình hàn bằng và ngang
Với dây hàn đường kính nhỏ có thể sử dụng ở mọi tư thế
2.4 CHUYỂN DỊCH CẦU (GLOBULAR TRANSFER) Với khí bảo vệ có CO2 hoặc helium
Trong kiểu chuyển dịch này kim loại chuyển dịch từ điện cực sang vũng hàn dưới dạng các giọt cầu có kích cỡ không đều và định hướng ngẫu nhiên, kết quả là lượng văng toé tăng lên đáng kể. Khi hàn với khí CO2 thì có thể giảm sự văng toé bằng cách hiệu chỉnh thông số hàn sao cho đầu dây hàn nhúng chìm vào trong vũng hàn và hồ quang cháy trong lỗ hổng nằm trong vũng hàn.
Khí dùng khí trộn có nhiều Helium, mối hàn trở nên rộng cùng với chiều sâu ngấu chảy giống như Argon, nhưng tiết diện tròn trịa hơn.
Đặc trưng của hồ quang này là đường hàn mấp mô hơn so với các loại chuyển dịch khác, bởi vì hồ quang nhúng chìm vào bể hàn, hiệu quả làm sạch biên mối hàn kém.
Phương pháp hàn bán tự động – VTH/Apave 4

∗ Giọt kim loại có kích thước bằng 1.5 đến 2 lần đường kính điện cực hàn
Thường sử dụng khí bảo vệ là khí CO2. ∗ Tạo độ ngấu rộng và sâu. ∗ Nếu thêm Argon nó sẽ cải thiện sự ổn định hồ quang.
Chỉ giới hạn cho các tư thế hàn bằng và hàn ngang
2.5 CHUYỂN DỊCH NGẮN MẠCH Trong kiểu chuyển dịch ngắn mạch, năng lượng có trị số thấp, tất cả kim loại chuyển dịch xảy ra khi dây hàn tiếp xúc vào vũng nóng chảy của vật hàn. Trong kiểu chuyển dịch kim loại này, đặc tính nguồn hàn điều khiển mối quan hệ giữa sự thiết lập gián đoạn của hồ quang và ngắn mạch của dây hàn tới vât hàn. Từ đó nhiệt lượng thấp, độ ngấu của mối hàn rất nông và cần phải chú ý khi thực hiện cùng với kỹ thuật đảm bảo tốt đối với chi tiết dày. Tuy nhiên, đặc tính cho phép hàn ở mọi vị trí. Chuyển dịch ngắn mạch có đặc thù thích ứng khi hàn với các chi tiết mỏng.
Ứng dụng hàn:
Thép các bon vừa và thấp. Thép hợp kim thấp có sức bền cao. Một vài loại thép không rỉ
Que hàn được đưa liên tục chạm vào kim loại cơ bản, tạo ra ngắn mạch. Điều đó làm cho dây hàn bị nổ, tạo ra hồ quang mới. Dù vậy, vì dây hàn được cấp có điện áp cao, dây hàn lại tiếp tục chạm vào kim loại cơ bản và chu trình lặp lại. Chu trình lặp lại quá nhanh để có thể nhận thấy bằng mắt thường.
Thông thường sử dụng khí bảo vệ là 100% khí CO2
Có thể trộn thêm khí Argon Có thể trộn 75% Argon và 25% CO2 Nó sẽ tạo ra hồ quang ổn định hơn
Hàn ngắn mạch sử dụng que hàn có đường kính nhỏ hơn và vì vậy dòng điện và điện áp cũng thấp hơn. Có thể sử dụng ở tất cả các tư thế hàn.
Phương pháp hàn bán tự động – VTH/Apave 5

2.6 CÁC MỨC BIẾN ĐỔI Trong tổng cộng 3 phương pháp cơ bản của chuyển dịch kim loại biểu thị đặc điểm của phương pháp hàn GMAW, còn có những biến đổi khác quan trọng.
CHUYỂN DỊCH DÒNG XUNG ∗ Chuyển dịch dòng xung là phương pháp hàn GMAW có thể
áp dụng ở mọi tư thế hàn với mức năng lượng lớn hơn so với chuyển dịch ngắn mạch. Trong thay đổi này, nguồn hàn cung cấp hai mức dòng: Mức không thay đổi (giá trị nền) có cường độ thấp đến mức không gây ra bất kỳ chuyển động kim loại nào; và dòng (đỉnh xung), ở khoảng trên dòng giá trị nền điều chỉnh được các khoảng . Sự kết hợp của kết quả hai dòng hồ quang đều đặn (dòng nền) cùng với điều khiển chuyển dịch của kim loại mối hàn trong dạng phun tạo ra chuyển dịch xung (dòng xung đỉnh).
∗ Kỹ thuật thao tác tốt rất quan trọng mục đích tránh các hiện tượng thiếu chảy khi hàn các vật dày, nhưng cũng ít nghiêm trọng hơn khi hàn với chế độ chuyển dịch ngắn mạch.
3 TRANG THIẾT BỊ
Phương pháp hàn GMAW có thể được thực hiện tự động hoặc bán tự động, trang thiết bị cơ bản đối với bất kỳ hệ thống hàn GMAW nào cũng bao gồm như sau: ∗ Súng hàn ∗ Mô tơ cấp dây và các thiết bị kết hợp hoặc các bánh xe cuộn ∗ Bộ điều khiển ∗ Nguồn hàn ∗ Van giảm áp và chỉnh lưu lượng khí ∗ Các trang thiết bị cho dây điện cực ∗ Cáp điện và các đường dẫn khí bảo vệ
THIẾT BỊ HÀN BÁN TỰ ĐỘNG
3.1 SÚNG HÀN VÀ CÁC TRANG THIẾT BỊ
Súng hàn (hình 2) dùng để cung cấp dây hàn và khí bảo vệ vào trong vùng mối hàn và truyền nguồn điện tới dây hàn.
Các loại súng hàn khác nhau được thiết kế nhằm cung cấp hiệu quả tối đa cho công việc hàn. Chúng bao gồm súng hàn công suất cao, loại năng suất cao, loại nhẹ dùng để hàn mọi vị trí, loại thiết kế đặc biệt cho các mối hàn đặc biệt.
Phương pháp hàn bán tự động – VTH/Apave 6

Có loại được làm nguội bằng nước, loại làm nguội bằng gió, loại mỏ thẳng, loại mỏ cong. Loại súng làm mát bằng khí được giới hạn sử dụng tới 600 A cùng với chu kỳ ngắn lại. Khi hàn trên các dây truyền công nghệ thường được sử dụng súng hàn làm mát bằng nước.
Súng hàn hồ quang bao gồm các chi tiết sau: ∗ Contact tip (đầu tiếp xúc) ∗ Ống phun khí ∗ Ống dẫn dây điện cực ∗ Ống dẫn khí bảo vệ ∗ Ống dẫn nước làm nguội (đối với loại súng làm nguội bằng nước) ∗ Dây dẫn điện hàn ∗ Công tắc điều khiển.
Hướng hàn
1. 2. 3. 4. 5. 6. 7. 8. 9.
Hình 2. Kiểu súng hàn bán tự động dùng k
3.2 MÔTƠ CẤP DÂY
Thường là loại có tốc độ không đổi điều chỉnh vôđộ không đổi được trang bị mạch điện tử để điều kquang, tự động điều chỉnh khi có sự thay đổi đichỉnh khi xảy ra hiện tượng kẹt dây. Kết quả là hổn định hơn, hạn chế đáng kể lượng văng toé.
Bộ cấp dây có trang bị hệ thống hãm tự động chthời mỗi khi nhả công tắc điều khiển.
Phương pháp hàn bán tự động – VTH/Apave
Ống phun khí Dây cáp hàn Dây cáp điều khiển Dây dẫn khí bảo vệ Dây hàn Vật liệu hàn cơ bản Kim loại hàn đông đặc Hồ quang Khí bảo vệ
hí làm mát.
cấp. Bộ cấp dây tốc hiển quá trình mồi hồ ện áp nguồn, tự hiệu ồ quang mồi và cháy
o phép dừng dây tức
7

3.3 BỘ ĐIỀU KHIỂN TỪ XA
Bộ điều khiển hàn và mô tơ cấp dây có giá trị hoạt động bán tự động trong cùng một hệ thống liền khối với nhau, nó có chức năng điều khiển tốc độ cấp dây. Tốc độ cấp dây được xác lập theo khoảng giá trị dòng hàn. Khí bảo vệ, nước làm mát, và dòng điện hàn,…thường được gắn với nguồn cung cấp thông qua bộ điều khiển. Lưu lượng khí bảo vệ và nước được hiệu chỉnh đồng bộ với việc khởi động và dừng hàn nhờ các van điện từ
3.4 NGUỒN HÀN
Trong phương pháp hàn GMAW thường được sử dụng với nguồn hàn DC phân cực dương (DCEP). Nguồn hàn AC không thích hợp vì hồ quang bị tắt trong từng nửa chu kỳ và sự chỉnh lưu chu kỳ phân cực nguội làm cho hồ quang không ổn định.
Đối với phương pháp hàn (GMAW) thì bộ nguồn thường có đặc tính ngoài là CV, ưu điểm chính của thiết bị hàn kiểu CV là điện áp hồ quang không đổi trong suốt quá trình hàn, dòng hàn sẽ tự động tăng hoặc giảm khi chiều dài hồ quang thay đổi, từ đó làm tăng hoặc giảm tốc độ chảy của dây hàn nhờ đó mà điện áp hồ quang được duy trì không đổi. Như vậy hàn phương pháp hàn (GMAW) điều chỉnh dòng điện hàn thông qua tốc độ cấp dây.
4 CÁC YÊU CẦU VÀ ỨNG DỤNG
Trong hàn GMAW, được định nghĩa, sự liên kết của các kim loại là kết quả của của nhiệt nung nóng cùng với hồ quang đã được thiết lập giữa sự duy trì, sự cháy của dây kim loại điền đầy và vật hàn. Khí bảo vệ và dây hàn nóng chảy là hai yếu tố cần thiết của phương pháp này.
4.1 KHÍ BẢO VỆ
∗ Nhiệm vụ chính của khí bảo vệ trong hàn GMAW là tạo ra khí quyển có tính trơ hoặc khử để ngăn chặn các khí có hại từ không khí thâm nhập vào trong vũng hàn khi hàn.
∗ Đồng thời khí bảo vệ còn đảm nhận các công việc sau: Mồi hồ quang dễ dàng và hồ quang cháy ổn định Tác động đến các kiểu chuyển dịch trong hồ quang hàn Ảnh hưởng đến độ ngấu và tiết diện ngang của mối hàn
Phương pháp hàn bán tự động – VTH/Apave 8
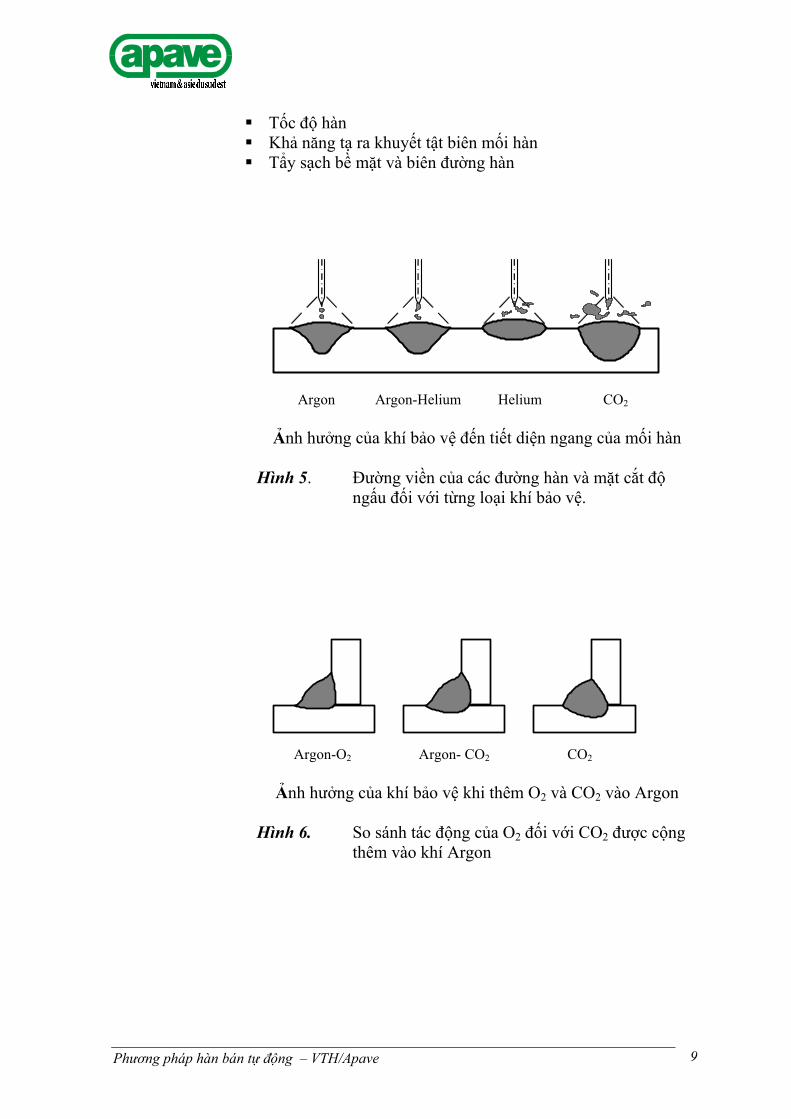
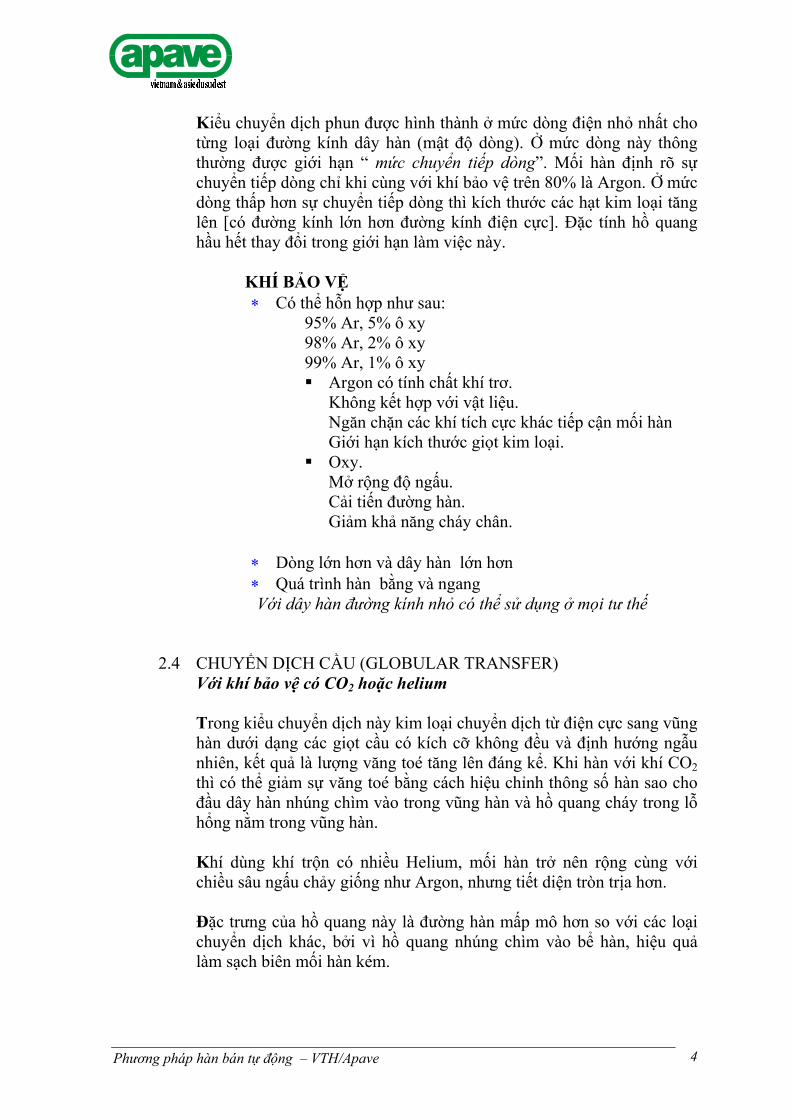
Tốc độ hàn Khả năng tạ ra khuyết tật biên mối hàn Tẩy sạch bề mặt và biên đường hàn
Argon Argon-Helium Helium CO2
Ảnh hưởng của khí bảo vệ đến tiết diện ngang của mối hàn
Hình 5. Đường viền của các đường hàn và mặt cắt độ
ngấu đối với từng loại khí bảo vệ.
Argon-O2 Argon- CO2 CO2
Ảnh hưởng của khí bảo vệ khi thêm O2 và CO2 vào Argon
Hình 6. So sánh tác động của O2 đối với CO2 được cộng
thêm vào khí Argon
Phương pháp hàn bán tự động – VTH/Apave 9

Bảng 2. Khí bảo vệ và hỗn hợp khí dùng cho phương pháp hàn GMAW
Khí bảo vệ Tác động hoá học Phạm vi ứng dụng
Argon Khí trơ Gần như tất cả kim loại trừ thép
Helium Khí trơ Nhôm, mangan, và hợp kim đồng vì có nhiệt lượng lớn và mức độ rỗ khí nhỏ
Ar + 20-80% He Khí trơ Nhôm, mangan, và hợp kim đồng vì có nhiệt lượng lớn và mức độ rỗ khí nhỏ (ảnh hưởng của hồ quang tốt hơn Helium 100%)
Nitrogen Cung cấp nhiệt lượng lớn trên đồng (Châu âu )
Ar + 20-30% N2 Cung cấp nhiệt lượng lớn trên đồng (ảnh hưởng của hồ quang tốt hơn N2100%)
Ar + 1-2% O2 Oxy hoá mức độ nhỏ
Thép trắng và thép hợp kim, một vài tính khử đối với hợp kim đồng
Ar + 3-5% O2 Oxy hóa Thép carbon và một vài loại thép hợp kim thấp
CO2 Oxy hóa Thép carbon và một vài loại thép hợp kim thấp
Ar + 20-50% CO2 Oxy hóa Các loại thép có tính chất khác nhau, chủ yếu là kiểu chuyển dịch ngắn
Ar + 10% CO2 + 5% O2
Oxy hóa Các loại thép có tính chất khác nhau (Châu âu)
CO2 + 20% O2 Oxy hóa Các loại thép có tính chất khác nhau (Nhật)
90% He + 7.5% Ar + 2.5% CO2
Oxy hoá mức độ nhỏ
Các loại thép trắng có tính chống ăn mòn cao, dùng cho kiểu chuyển dịch ngắn mạch
60 - 70% He + 25 - 35% Ar + 4 - 5% CO2
Oxy hóa Thép hợp kim thấp có tính dẻo, dùng cho kiểu chuyển dịch ngắn mạch
Phương pháp hàn bán tự động – VTH/Apave 10
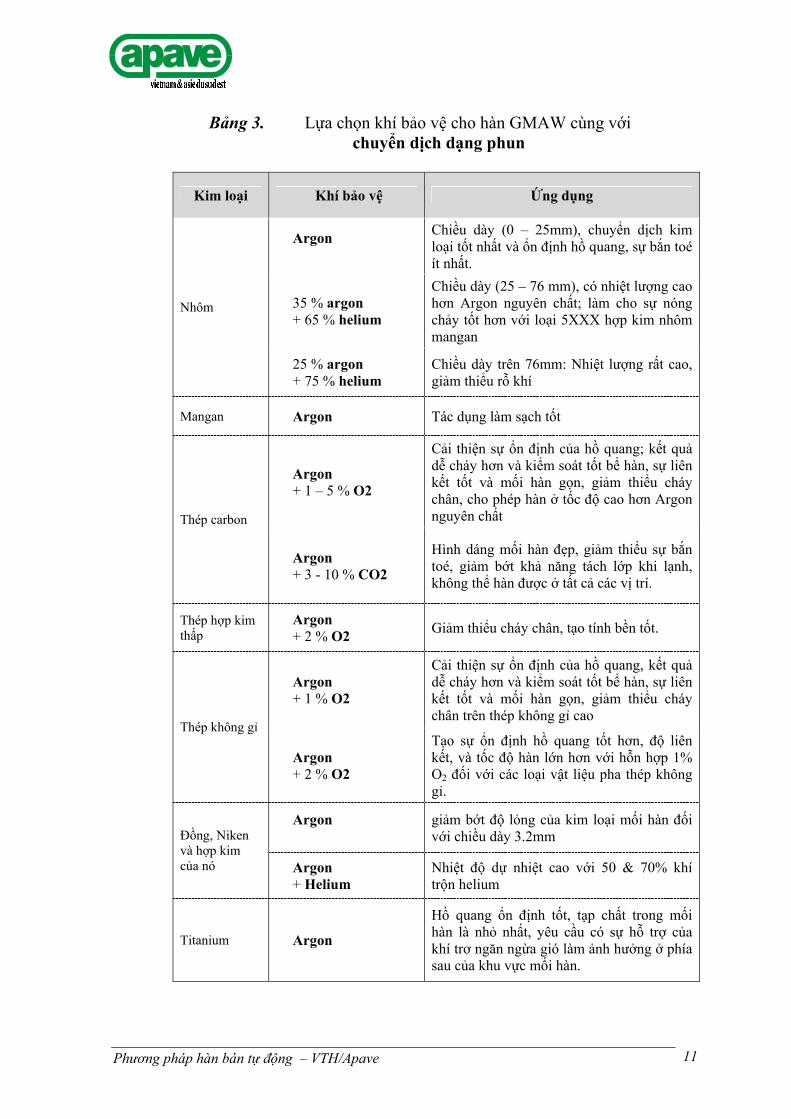
Bảng 3. Lựa chọn khí bảo vệ cho hàn GMAW cùng với chuyển dịch dạng phun
Kim loại Khí bảo vệ Ứng dụng
Argon
Chiều dày (0 – 25mm), chuyển dịch kim loại tốt nhất và ổn định hồ quang, sự bắn toé ít nhất.
35 % argon + 65 % helium
Chiều dày (25 – 76 mm), có nhiệt lượng cao hơn Argon nguyên chất; làm cho sự nóng chảy tốt hơn với loại 5XXX hợp kim nhôm mangan
Nhôm
25 % argon + 75 % helium
Chiều dày trên 76mm: Nhiệt lượng rất cao, giảm thiểu rỗ khí
Mangan Argon Tác dụng làm sạch tốt
Argon + 1 – 5 % O2
Cải thiện sự ổn định của hồ quang; kết quả dễ cháy hơn và kiểm soát tốt bể hàn, sự liên kết tốt và mối hàn gọn, giảm thiểu cháy chân, cho phép hàn ở tốc độ cao hơn Argon nguyên chất Thép carbon
Argon + 3 - 10 % CO2
Hình dáng mối hàn đẹp, giảm thiểu sự bắn toé, giảm bớt khả năng tách lớp khi lạnh, không thể hàn được ở tất cả các vị trí.
Thép hợp kim thấp
Argon + 2 % O2 Giảm thiểu cháy chân, tạo tính bền tốt.
Argon + 1 % O2
Cải thiện sự ổn định của hồ quang, kết quả dễ cháy hơn và kiểm soát tốt bể hàn, sự liên kết tốt và mối hàn gọn, giảm thiểu cháy chân trên thép không gỉ cao
Thép không gỉ
Argon + 2 % O2
Tạo sự ổn định hồ quang tốt hơn, độ liên kết, và tốc độ hàn lớn hơn với hỗn hợp 1% O2 đối với các loại vật liệu pha thép không gỉ.
Argon
giảm bớt độ lỏng của kim loại mối hàn đối với chiều dày 3.2mm Đồng, Niken
và hợp kim của nó Argon
+ Helium Nhiệt độ dự nhiệt cao với 50 & 70% khí trộn helium
Titanium Argon
Hồ quang ổn định tốt, tạp chất trong mối hàn là nhỏ nhất, yêu cầu có sự hỗ trợ của khí trơ ngăn ngừa gió làm ảnh hưởng ở phía sau của khu vực mối hàn.
Phương pháp hàn bán tự động – VTH/Apave 11
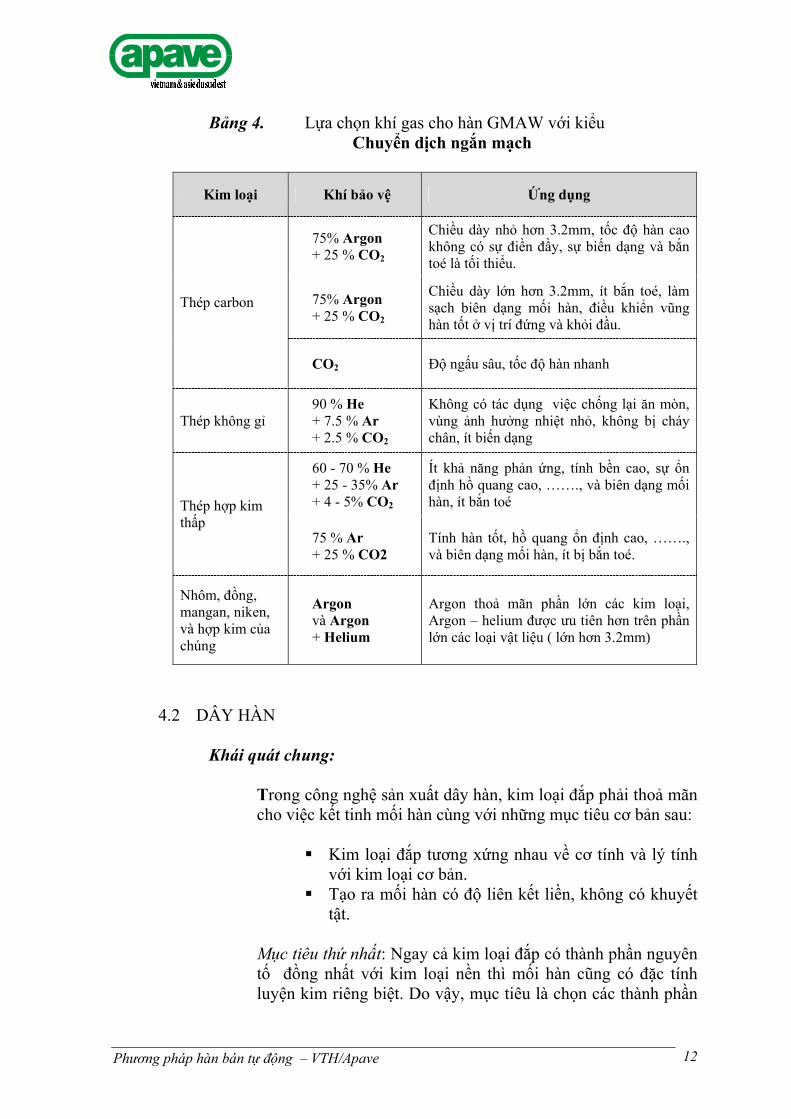
Bảng 4. Lựa chọn khí gas cho hàn GMAW với kiểu Chuyển dịch ngắn mạch
Kim loại Khí bảo vệ Ứng dụng
75% Argon + 25 % CO2
Chiều dày nhỏ hơn 3.2mm, tốc độ hàn cao không có sự điền đầy, sự biến dạng và bắn toé là tối thiểu.
75% Argon + 25 % CO2
Chiều dày lớn hơn 3.2mm, ít bắn toé, làm sạch biên dạng mối hàn, điều khiển vũng hàn tốt ở vị trí đứng và khỏi đầu.
Thép carbon
CO2 Độ ngấu sâu, tốc độ hàn nhanh
Thép không gỉ 90 % He + 7.5 % Ar + 2.5 % CO2
Không có tác dụng việc chống lại ăn mòn, vùng ảnh hưởng nhiệt nhỏ, không bị cháy chân, ít biến dạng
60 - 70 % He + 25 - 35% Ar + 4 - 5% CO2
Ít khả năng phản ứng, tính bền cao, sự ổn định hồ quang cao, ……., và biên dạng mối hàn, ít bắn toé Thép hợp kim
thấp 75 % Ar + 25 % CO2
Tính hàn tốt, hồ quang ổn định cao, ……., và biên dạng mối hàn, ít bị bắn toé.
Nhôm, đồng, mangan, niken, và hợp kim của chúng
Argon và Argon + Helium
Argon thoả mãn phần lớn các kim loại, Argon – helium được ưu tiên hơn trên phần lớn các loại vật liệu ( lớn hơn 3.2mm)
4.2 DÂY HÀN
Khái quát chung: Trong công nghệ sản xuất dây hàn, kim loại đắp phải thoả mãn cho việc kết tinh mối hàn cùng với những mục tiêu cơ bản sau:
Kim loại đắp tương xứng nhau về cơ tính và lý tính
với kim loại cơ bản. Tạo ra mối hàn có độ liên kết liền, không có khuyết
tật.
Mục tiêu thứ nhất: Ngay cả kim loại đắp có thành phần nguyên tố đồng nhất với kim loại nền thì mối hàn cũng có đặc tính luyện kim riêng biệt. Do vậy, mục tiêu là chọn các thành phần
Phương pháp hàn bán tự động – VTH/Apave 12

hợp kim của kim loại đắp sao cho chúng có cơ tính bằng hoặc tốt hơn kim loại hàn. Mục tiêu thứ hai: đạt được, thông thường, thông qua dùng điện cực kim loại điền đầy được sản xuất đưa thêm vào các thành phần để không tạo ra khuyết tật.
Bảng 5. Giới thiệu các loại dây hàn cho hàn phương pháp hàn GMAW
Giới thiệu dây hàn Đường kính dây hàn Loại kim
loại cơ bản Loại vật liệu Phân loại dây hàn
Phân loại dây hàn
AWS in mm
Giới hàn dòng
điện (A)
Nhôm và hợp kim
của nhôm
1100 3003, 3004 5052, 5454 5083, 5086, 5456 6061, 6063
ER1100 hoặc ER4043 ER1100 hoặc ER5356 ER5554, ER5554 hoặc ER5183 ER5556 hoặc ER5356 ER4043 hoặc ER5356
A5.10
0.030 3/64 1/16 3/32 1/8
0.8 1.2 1.6 2.4 3.2
50-175 90-250 160-350 225-400 350-475
Hợp kim mangan
AZ10A AZ31B, AZ61A, AZ80A ZE10A ZK21A AZ63A, AZ81A, AZ91C AZ92A, AM100A HK31A, HM21A HM31A LA141A
ERAZ61A, ERAZ92A ERAZ61A, ERAZ92A ERAZ61A, ERAZ92A ERAZ61A, ERAZ92A ERAZ92A ERAZ92A ERAZ33A ERAZ33A
A5.19
0.040 3/64 1/16 3/32 1/8
1.0 1.2 1.6 2.4 3.2
150-3002
160-3202
210-4002
320-5102
400-6002
Đồng và hợp kim đồng
Đồng thiếc Silic Đồng khử oxyt Hợp kim Cu-Ni Đồng thiếc nhôm Đồng thiếc phốt pho
ERCuSi-A ERCu ERCuNi ERCuAl-A1, A2 or A3 ERCuSn-A
A5.7
0.035 0.045 1/16 3/32
0.9 1.2 1.6 2.4
150-300 200-400 250-450 350-550
Niken và hợp kim Niken
Monel3 Hợp kim 400 Inconel3 Hợp kim 600
ERNiCu-7 ERNiCrFe-5
A5.14
0.020 0.030 0.035 0.045 1/16
0.5 0.8 0.9 1.2 1.6
- -
100-160 150-260 100-400
Phương pháp hàn bán tự động – VTH/Apave 13

Giới thiệu dây hàn Đường kính dây hàn Loại kim
loại cơ bản Loại vật liệu Phân loại dây hàn
Phân loại dây hàn
AWS in mm
Giới hàn dòng
điện (A)
Titan và hợp kim
Titan
Nguyên chất Ti - 0.15 Pd Ti - 5Al - 2.5Sn
Dùng kim loại điền đầy 1 hoặc 2 cấp độ thấp ERTi-0.2Pd ERTi-5Al-2.5Sn hoặc nguyên chất
A5.16
0.030 0.035 0.045
0.8 0.9 1.2
- - -
Thép không gỉ
Austenitic
Loại 201 Loại 301, 302 304 & 308 Loại 304L Loại 310 Loại 316 Loại 321 Loại 347
ER308 ER308 ER308L ER310 ER316 ER321 ER347
A5.9
0.020 0.025 0.030 0.035 0.045 1/16 5/64 3/32 7/64 1/8
0.5 0.6 0.8 0.9 1.2 1.6 2.0 2.4 2.8 3.2
- -
75-150 10-160 140-310 280-450
- - - -
Thép
Thép carbon thường
ER70S-3 hoặc ER70S-1 ER70S-2, ER70S-4 ER70S-5, ER70S-6
A5.18
0.020 0.025 0.030 0.035 0.045 0.052 1/16 5/64 3/32 1/8
0.5 0.6 0.8 0.9 1.2 1.3 1.6 2.0 2.4 3.2
- -
40-220 60-280 125-380 260-460 275-450
- - -
Thép
Thép carbon sức bền cao và một vài loại thép hợp kim thấp
ER80S-D2 ER80S-Ni1 ER100S-G A5.28
0.035 0.045 1/16 5/64 3/32 1/8 5/32
0.9 1.2 1.6 2.0 2.4 3.2 4.0
60-280 125-380 275-450
- - - -
2 Chuyển dịch kiểu phun 3 Thương hiệu quốc tế
Phương pháp hàn bán tự động – VTH/Apave 14

ĐIỀU KIỆN THAO TÁC
Sau khi lựa chọn các thông số công nghệ cơ bản, các thông số hàn như sau:
Tốc độ đắp - Tốc độ di chuyển Tốc độ cấp dây (dòng điện hàn) Điện áp hàn Độ nhú điện cực
Giới hạn đắp Là lượng kim loại thực sự đắp vào mối hàn trong một đơn vị thời gian. (kg/giờ). Cần cân bằng tốc độ đắp và tốc độ hàn vì nếu cân bằng tốt sẽ giúp cho tốc độ đắp đạt được giá trị tối ưu. Các yếu tố sau đây sẽ ảnh hưởng đến sự cân bằng giữa tốc độ hàn và tốc độ cấp dây:
Kích thước mối hàn Kiểu mối hàn Số lượng lớp hàn Sức khoẻ của thợ hàn
Dòng điện hàn và tốc độ cấp dây Sau khi xác định tốc độ đắp tối ưu, bước kế tiếp là xác định tốc độ cấp dây và độ nhú điện cực, và dòng điện hàn đạt được liên quan đến giới hạn đắp. Trong thực hành, tốc độ lắng đọng là thông số quan trọng nhất, sự duy trì và phát triển bởi thông số của tốc độ cấp dây đúng hơn là giá trị dòng hàn.
Điện áp hàn
Điện áp hàn ( có liên quan tới độ chính xác của chiều dài hồ quang ), cần thiết lập và duy trì sự ổn định của hồ quang cùng với lựa chọn tốc độ cấp dây hoặc mức dòng điện hàn để có sự bắn toé là nhỏ nhất.
Phương pháp hàn bán tự động – VTH/Apave 15

Phương pháp hàn bán tự động – VTH/Apave
Độ nhú điện cực
Hình 7. Độ nhú điện cực hàn
Các thông số cơ bản khi hàn với dây hàn có điện trở lớn phụ thuộc rõ ràng vào độ nhú điện cực, sự thay đổi độ nhú điện cực sẽ làm thay đổi sự cân bằng điện trên hồ quang hàn. Khi tăng độ nhú, dây hàn bị đốt nóng do điện trở sẽ làm thay đổi tốc độ chảy của dây hàn ở trị số dòng điện đã được xác lập. Sự cân bằng giữa tốc độ chảy và tốc độ cấp dây bị thay đổi sẽ làm thay đổi điều kiện hàn. Giữ độ nhú không đổi cũng như góc độ điện cực không đổi là một trong các kỹ năng của hàn GMAW.
Kho¶ng c¸ch tõmiÖng vßi phunkhÝ tíi vËt hµn
§é nhó ®iÖn cùc
ChiÒu dµi hå quang
Kho¶ng c¸ch tõ ®ÇutiÕp xóc tíi vËt hµn
§Çu tiÕp xóc
èng phun khÝ
16

Phương pháp hàn bán tự động – VTH/Apave 17
Ký hiệu dây hàn theo tiêu chuẩn AWS
Ví dụ. Thành phần hoá học của một số loại dây hàn
Thành phần hoá học (%) Phân loại
C Mn Si P S Ni Cr Mo V Ti Zr Al
Khí Gas
Dòng điện và
phân cực
ER70S-2 ≤ 0.07 0.90-1.40 0.40-0.70 ≤ 0.025 ≤0.035 … … … … 0.05-0.15 0.02-0.12 0.05-0.15 CO2 (3) DC (+)
ER70S-3 0.06-0.15 0.90-1.40 0.40-0.70 ≤ 0.025 ≤0.035 … … … … … … … CO2 (3) DC (+) Dây hàn đặc
ER70S-6 0.07-0.15 1.40-1.85 0.80 -1.15 ≤0.025 ≤0.035 … … … … … … 0.50-0.90 CO2 (3) DC (+)
E70T-1 … ≤1.75 ≤0.90 ≤0.04 ≤0.03 ≤0.50 ≤0.20 ≤0.30 ≤0.08 … … … CO2 DC (+)
E71T-1 … ≤1.75 ≤0.90 ≤0.04 ≤0.03 ≤0.50 ≤0.20 ≤0.30 ≤0.08 … …. … CO2 DC (+)
E60T-7 … ≤1.75 ≤0.90 ≤0.04 ≤0.03 ≤0.50 ≤0.20 ≤0.30 ≤0.08 … … ≤1.8 Không DC (-)
Dây hàn lõi
thuốc E60T-8 … ≤1.75 ≤0.90 ≤0.04 ≤0.03 ≤0.50 ≤0.20 ≤0.30 ≤0.08 … … ≤1.8 Không DC (-)
E 7 0 T- X
Độ bền kéo nhỏ n(Ksi) x 10
hất
Ký hiệu điện chàn hoặc que hàn
ực
phụ
Thành phần hoá học và khí bảo vệ
Vị trí hàn
Dây lõi thuốcThành phần hoá học và khí bảo vệ
ER 70 S- X
Ký hiệu điện chàn hoặc que hàn
ực
phụ Dây đặc
Độ bền kéo nhỏ n(Ksi)
hất
5 QUY TRÌNH HÀN THÉP CARBON
Những giới thiệu về hàn.
Hàn hồ quang trong môi trường khí CO2 (GMAW)
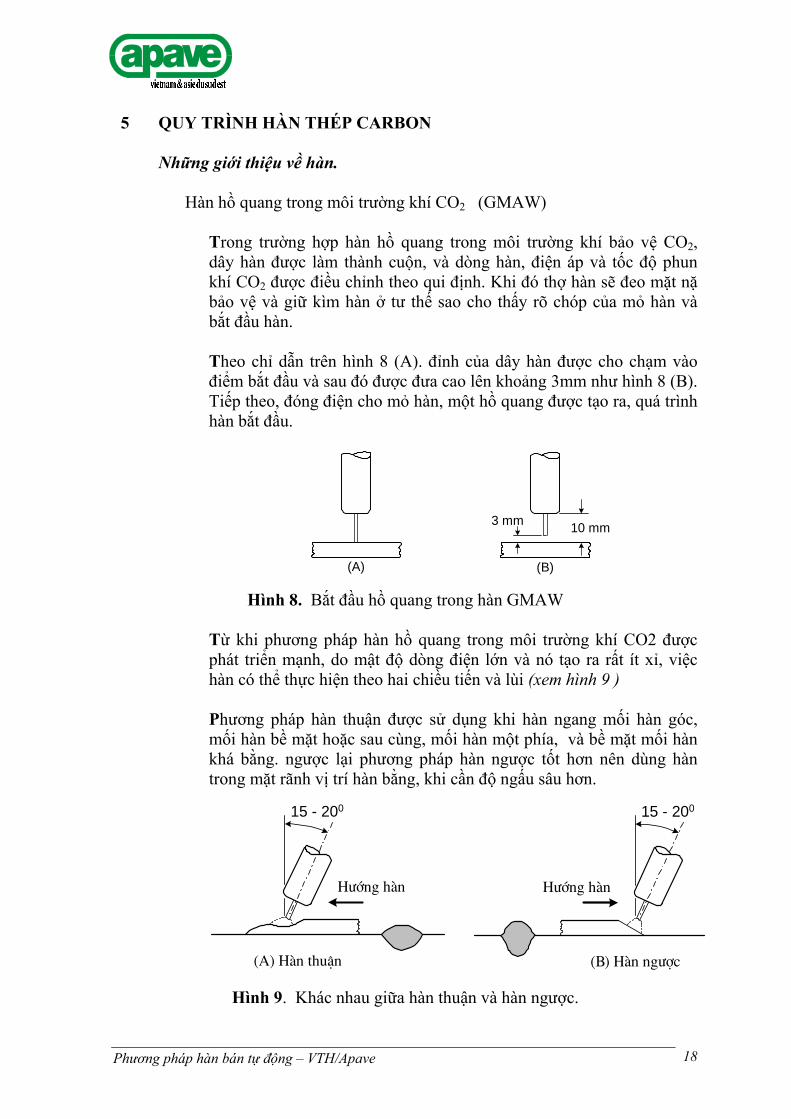
Trong trường hợp hàn hồ quang trong môi trường khí bảo vệ CO2, dây hàn được làm thành cuộn, và dòng hàn, điện áp và tốc độ phun khí CO2 được điều chỉnh theo qui định. Khi đó thợ hàn sẽ đeo mặt nặ bảo vệ và giữ kìm hàn ở tư thế sao cho thấy rõ chóp của mỏ hàn và bắt đầu hàn. Theo chỉ dẫn trên hình 8 (A). đỉnh của dây hàn được cho chạm vào điểm bắt đầu và sau đó được đưa cao lên khoảng 3mm như hình 8 (B). Tiếp theo, đóng điện cho mỏ hàn, một hồ quang được tạo ra, quá trình hàn bắt đầu.
(A) (B)
3 mm 10 mm
Hình 8. Bắt đầu hồ quang trong hàn GMAW
Từ khi phương pháp hàn hồ quang trong môi trường khí CO2 được phát triển mạnh, do mật độ dòng điện lớn và nó tạo ra rất ít xỉ, việc hàn có thể thực hiện theo hai chiều tiến và lùi (xem hình 9 ) Phương pháp hàn thuận được sử dụng khi hàn ngang mối hàn góc, mối hàn bề mặt hoặc sau cùng, mối hàn một phía, và bề mặt mối hàn khá bằng. ngược lại phương pháp hàn ngược tốt hơn nên dùng hàn trong mặt rãnh vị trí hàn bằng, khi cần độ ngấu sâu hơn.
15 - 200
H−íng hµn
(A) Hµn thuËn
15 - 200
H−íng hµn
(B) Hµn ng−îc
Hình 9. Khác nhau giữa hàn thuận và hàn ngược.
Phương pháp hàn bán tự động – VTH/Apave 18
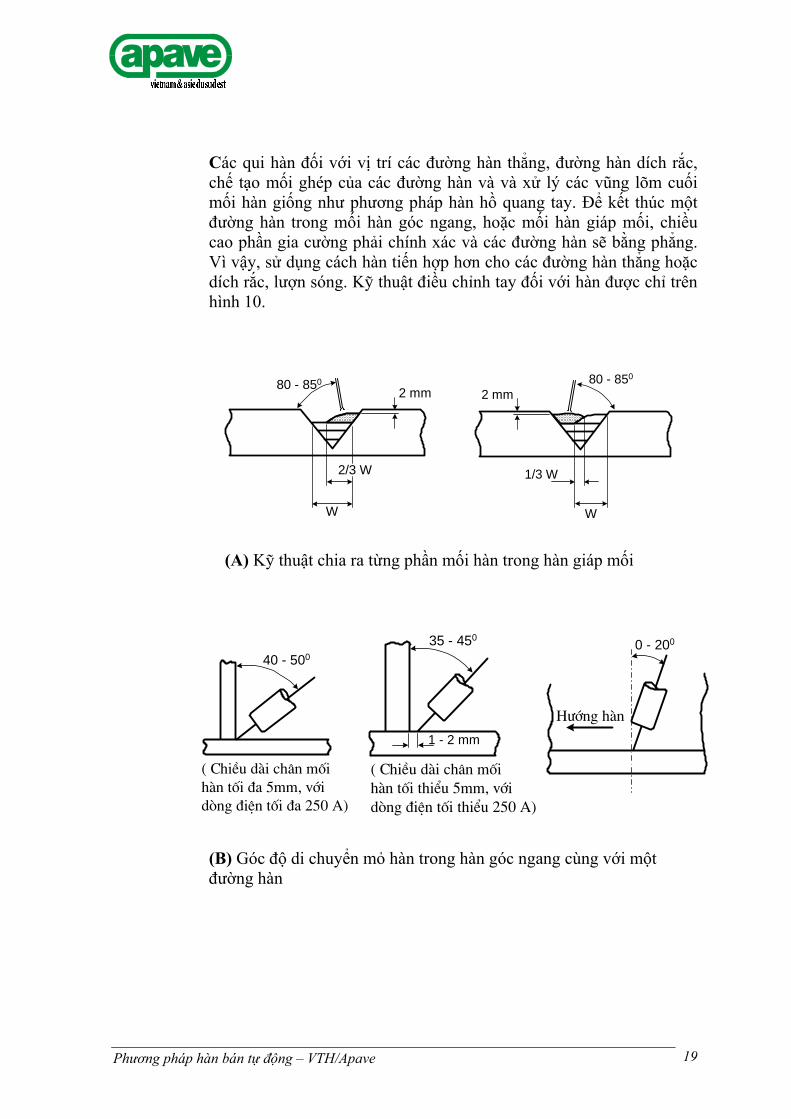
Các qui hàn đối với vị trí các đường hàn thẳng, đường hàn dích rắc, chế tạo mối ghép của các đường hàn và và xử lý các vũng lõm cuối mối hàn giống như phương pháp hàn hồ quang tay. Để kết thúc một đường hàn trong mối hàn góc ngang, hoặc mối hàn giáp mối, chiều cao phần gia cường phải chính xác và các đường hàn sẽ bằng phẳng. Vì vậy, sử dụng cách hàn tiến hợp hơn cho các đường hàn thẳng hoặc dích rắc, lượn sóng. Kỹ thuật điều chỉnh tay đối với hàn được chỉ trên hình 10.
W
2/3 W
2 mm80 - 850
W
1/3 W
80 - 850
2 mm
(A) Kỹ thuật chia ra từng phần mối hàn trong hàn giáp mối
40 - 500
( ChiÒu dµi ch©n mèihµn tèi ®a 5mm, víidßng ®iÖn tèi ®a 250 A)
35 - 450
1 - 2 mm
( ChiÒu dµi ch©n mèihµn tèi thiÓu 5mm, víidßng ®iÖn tèi thiÓu 250 A)
0 - 200
H−íng hµn
(B) Góc độ di chuyển mỏ hàn trong hàn góc ngang cùng với một đường hàn
Phương pháp hàn bán tự động – VTH/Apave 19
20 - 300
2 - 3 mm
45 - 500
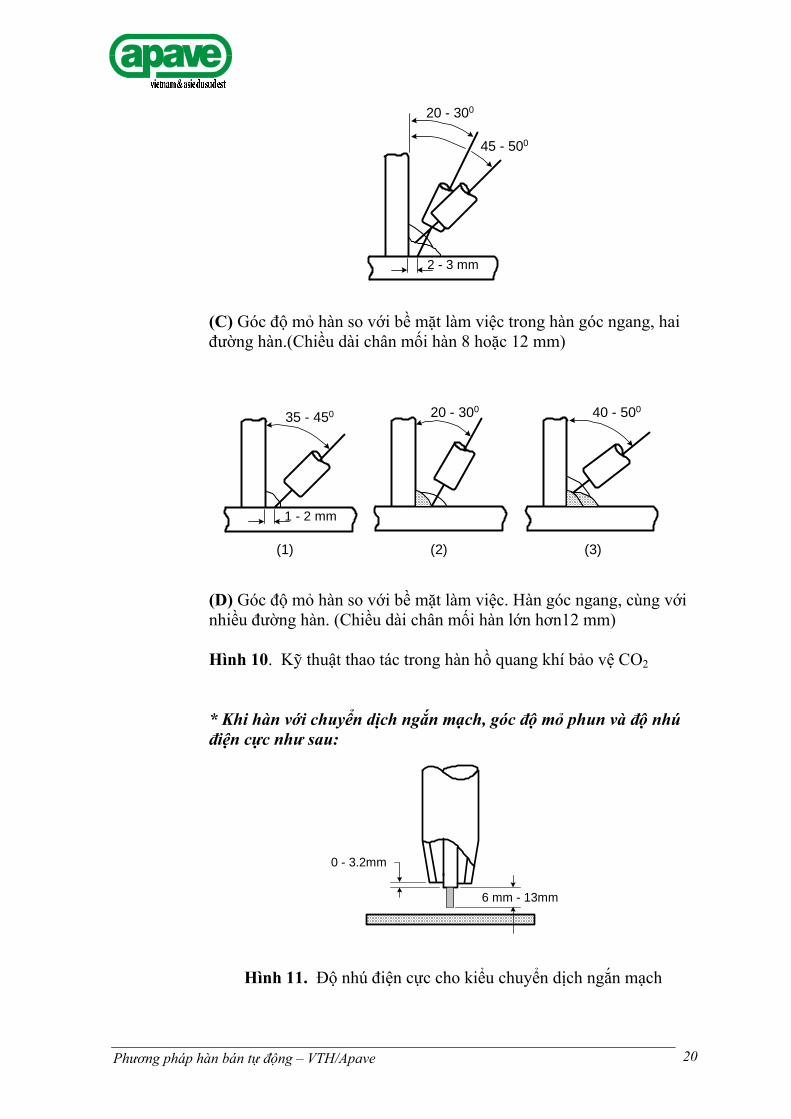
(C) Góc độ mỏ hàn so với bề mặt làm việc trong hàn góc ngang, hai đường hàn.(Chiều dài chân mối hàn 8 hoặc 12 mm)
35 - 450
1 - 2 mm
(1)
20 - 300
(2)
40 - 500
(3)
(D) Góc độ mỏ hàn so với bề mặt làm việc. Hàn góc ngang, cùng với nhiều đường hàn. (Chiều dài chân mối hàn lớn hơn12 mm)
Hình 10. Kỹ thuật thao tác trong hàn hồ quang khí bảo vệ CO2
* Khi hàn với chuyển dịch ngắn mạch, góc độ mỏ phun và độ nhú điện cực như sau:
6 mm - 13mm
0 - 3.2mm
Hình 11. Độ nhú điện cực cho kiểu chuyển dịch ngắn mạch
Phương pháp hàn bán tự động – VTH/Apave 20

150- 200
H−íng hµn
Hµn ngang
150- 200
H−í
ng h
µn
Hµn ®øng tõtrªn xuèng
00- 50
H−í
ng h
µn
Hµn ®øng tõd−íi lªn
Hình 12. Góc độ khi hàn với chuyển dịch ngắn mạch
* Khi hàn với dạng chuyển dịch phun góc độ mỏ và độ nhú điện cực như sau:
19 mm - 25mm3.2 mm
Hình 13. Độ nhú điện cực cho kiểu chuyển dịch phun
50- 100
H−íng hµn
Hình 14. Góc độ khi hàn với chuyển dịch ngắn mạch
chú ý khi hàn
Dùng kỹ thuật kéo hoặc đẩy với góc độ được xác định
Phương pháp hàn bán tự động – VTH/Apave 21

Tốc độ cấp dây và dòng hàn
Lượng kim loại đắp được tính bằng kg/giờ có liên quan trực tiếp đến tốc độ cấp dây tính bằng m/phút. Kích thước chính xác của mối hàn có thể xác định thông qua tốc độ cấp dây. Các giá trị tốc độ cấp dây và dòng hàn là giá trị gắn bó với độ nhú điện cực.
Điện áp hồ quang
Điện áp hồ quang là điện áp đo được giữa nguồn cấp cho bộ cấp dây và chi tiết hàn, điện áp chỉ được xác lập khi bắt đầu hàn.
Phương pháp hàn bán tự động – VTH/Apave 22

Bảng 6. Quy trình đối với thép Carbon và thép hợp kim thấp - Chuyển dịch ngắn mạch, hàn các góc ngang hoặc đấu mí vị trí bằng - Khí bảo vệ CO2
R = 0 - 1/6" (0 - 1.6 mm)
Chiều dày vật liệu (mm) 0.6 0.9 1.5 2.0 2.5 3 5 6
Kích thước dây hàn (mm) 0.6 0.8 0.8 0.9 0.8 0.9 0.8 0.9 0.8 0.9 0.8 0.9 1.2 1.2 1.2
Tốc độ cấp dây (m/min) 2.5 1.9 3.2 2.5 4.4 3.8 5.7 4.4 7.0 5.7 7.6 6.4 3.2 3.8 5.0
Dòng điện (A) 35 35 55 80 80 120 100 130 115 160 130 175 145 165 200
Tốc độ hàn (mm/min) 250 250 350 330 330 500 450 450 500 500 430 500 450 380 330
Điện áp* DCEP - (V) 17 17 18 18 19 19 20 20 21 21 22 22 18-
20 19-21 20-22
Lưu lượng khí (L/min) 12-17
Độ nhú điện cực (mm) 6-12
* Giảm 2 volt khi hàn với hỗn hợp khí Ar/CO2 Bảng 7. Quy trình đối với thép Carbon và thép hợp kim thấp - Chuyển dịch ngắn mạch, hàn các góc đứng từ trên xuống hoặc đấu mí vuông - Khí bảo vệ CO2
R
R = 0 - 1/6" (0 - 1.6 mm)
Chiều dày vật liệu (mm) 0.6 1.2 2.0 3 5 6
Kích thước dây hàn (mm) 0.6 0.8 0.8 0.9 0.8 0.9 0.8 0.9 1.2 1.2 1.2
Tốc độ cấp dây (cm/min) 250 190 320 250 570 440 760 640 320 380 500
Dòng điện (A) 35 35 70 100 100 130 130 175 145 165 200
Tốc độ hàn (mm/min) 250 250 350 480 500 500 500 500 500 430 430
Điện áp*DCEP - (V) 17 17 18 18 20 20 22 22 19 20 21
Lưu lượng khí (L/min) 12-17
Độ nhú điện cực (mm) 6-12
* Giảm 2 volt khi hàn với khí trộn Ar/CO2
Phương pháp hàn bán tự động – VTH/Apave 23

Bảng 8. Quy trình đối với thép Carbon và thép hợp kim thấp - Chuyển dịch ngắn mạch, hàn các góc đứng từ dưới lên - Khí bảo vệ 75%Ar/25%CO2 Kỹ thuật: Di chuyển kiểu V hoặc tam giác
Chiều dày vật liệu (mm) 8 10
Kích thước mối hàn (mm) 6 8
Đường kính dây hàn (mm) 0.9 1.2 0.9 1.2
Tốc độ cấp dây (m/min) 570 380 640 380
Dòng điện (A) 160 165 175 165
Tốc độ hàn (mm/min) 130-150 100-130 100-110 100-110
Điện áp DCEP - (V) 18 19 20 19
Lưu lượng khí (L/min) 12-17
Độ nhú điện cực (mm) 6-12
Bảng 9. Quy trình đối với thép Carbon và thép hợp kim thấp - Chuyển dịch phun, hàn các góc bằng và ngang - Khí bảo vệ 90% Ar/10% CO2 Kỹ thuật: Di chuyển kiểu hàn đẩy
Chiều dày vật liệu (mm) 5 6 8 10 12
Kích thước mối hàn (mm) 4 5 6 8 10
Kích thước dây hàn (mm) 0.9 0.9 1.2 0.9 1.2 1.4 1.6 0.9b 1.2 1.6 1.4 1.6
Tốc độ cấp dây (m/min) 9.5a 10a 8.9 12.7 9.5 8 6 15 12 6 12 6
Dòng điện (A) 195 200 285 230 300 320 350 275 335 350 430 350
Tốc độ hàn (mm/min) 600 480 630 350 450 450 480 250 330 300 330 230
Điện áp DCEP - (V) 23 24 27 29 28 29 27 30 30 27 32 27
Lưu lượng khí (L/min) 17-21
Giới hạn đắp kg/h 2.7 2.9 3.2 3.6 4.5 5.2 5.4 4.4 5.7 5.4 7.8 5.4
Độ nhú điện cực (mm) 19-25
a Không thực đúng với kiểu chuyển dịch phun b Chỉ áp dụng cho vị trí hàn bằng
Phương pháp hàn bán tự động – VTH/Apave 24

Bảng 10. Quy trình đối với thép Carbon và thép hợp kim thấp - Chuyển dịch ngắn mạch, hàn giáp mí bằng - Khí bảo vệ 90%Ar/10%CO2 Kỹ thuật: Sử dụng góc độ đẩy
Đường kính dây hàn (mm) 0.9 1.2 1.4 1.6
Tốc độ cấp dây (m/min) 12.7-15.2 9.5-12.7 7.6-12.3 5.3-7.4
Dòng điện (A) 2.3-275 300-340 300-430 325-430
Điện áp DCEP - (V) 29-30 29-30 30-32 25-28
Tốc độ hàn (mm/min) 250-380 300-450 350-600 350-580
Lưu lượng khí (L/min) 19-21
Giới hạn đắp kg/h 3.6-4.4 4.5-6.0 4.8-7.8 4.8-6.7
Độ nhú điện cực (mm) 19-25
Bảng 11. Quy trình đối với thép Carbon và thép hợp kim thấp - Chuyển dịch phun xung, hàn các mối bằng hoặc ngang
Độ nhú điện cực: 19-25 mm Lưu lượng khí: 17-19 L/min Sử dụng góc hàn đẩy
Chiều dày vật liệu (mm) 6 8 10
Kích thước mối hàn (mm) 5 6 8
Đường kính dây hàn (mm) 1.2
Tốc độ cấp dây (m/min) 7.6 8.3 9.5
Ar + 5% CO2 23-24 24-25 27-28
Ar + 10% CO2 24.5-25.5 25.5-26.5 28-29 Điện áp DCEP
Ar + 20-25% CO2 28-29 28.5-30 30-31
Tốc độ hàn (mm/min) 330-360 350-380 250-280
Giới hạn đắp kg/h 3.6 4 4.5
12
450
1/4"(6.4mm)
1/2" (12mm)
T/2
Thæihå quang
600
1/2 - 1"(12 - 25 mm)
600
600
Thæihå quang
4.8 - 6.4 mm 3/4" (19 mm)
45 - 500
450
Phương pháp hàn bán tự động – VTH/Apave 25

Phương pháp hàn bán tự động – VTH/Apave 26
Bảng 12. Quy trình đối với thép Carbon và thép hợp kim thấp - Chuyển dịch phun xung, hàn các mối góc từ dưới lên
Độ nhú điện cực: 13-19 mm Lưu lượng khí: 17-19 L/min Sử dụng góc hàn đẩy
Chiều dày vật liệu (mm) 10 ≥ 12
Kích thước mối hàn (mm) 8 2 lớp và nhiều hơn
Đường kính dây hàn (mm) 1.2 1.2
Tốc độ cấp dây (m/min) 3.2 3.3-3.7
Ar + 5% CO2 17-18 18.5-19.5
Ar + 10% CO2 19-20 20-21 Điện áp DCEP
Ar + 20-25% CO2 21-22 21-23
Giới hạn đắp kg/h 1.5 1.6-1.8
§−êng hµnthø nhÊt
§−êng hµnthø hai

Bảng 13. HIỆU CHỈNH CÁC THÔNG SỐ HÀN
Tham sô
Hiệu chỉnh
Điện áp Dòng hàn* Tốc độ hàn Góc hàn Độ nhú điện cực Cỡ dây Khí bảo vệ
Ngấu sâu hơn 1 Tăng 3 Hàn thuận
Max. 2502 Giảm 5 Nhỏ hơn 4 Khí CO2
Ngấu nông hơn 1 Giảm 3 Hàn ngược 2 Tăng 5 Lớn hơn 4 Ar-CO2
Rộng hơn 1 Tăng 2 Giảm 3 Tănga
Hẹp hơn 1 Giảm 2 Tăng 3 Giảma
Cao và hẹp hơn 1 Giảm 2 Hàn thuận 3 Tăng
Chiều cao và bề rộng mối hàn
Phẳng và rộng hơn 1 Tăng 3 Hàn ngược
hoặc 9003 Giảm
Tăng năng suất đắp 1 Tăng 2 Tănga 3 Nhỏ hơn
Giảm năng suất đắp 1 Giảm 2 Giảma 3 Lớn hơn
1, 2, 3, 4, 5 Thứ tự ưu tiên khi hiệu chỉnh ( vai trò quan trọng của tham số) * Chỉnh thông qua tốc độ cấp dây a Hiệu chỉnh đồng bộ với tốc độ cấp dây để đảm bảo dòng hàn
Phương pháp hàn bán tự động – VTH/Apave 27