proyecto diseño parte ii
DESCRIPTION
diseñoTRANSCRIPT
1. INTRODUCCIÓN
A lo largo de la historia la humanidad, se ha visto en la necesitada de cultivar,
producir y procesar sus propios alimentos para su consumo. La importancia de
este requerimiento radica en la necesidad de la sociedad de poseer un completo
abastecimiento de alimentos y en los beneficios que le producen, a los pequeños
productores, los ingresos provenientes de la creación y distribución de alimentos
comercialmente.
La actividad basada en el molido de maíz, es una de las formas básicas de
procesar este alimento en todo el mundo, ya que, si bien es un proceso de origen
netamente americano, se utiliza actualmente en todo el mundo para procesar este
cultivo. Al elevar la disponibilidad de niacina en el maíz, es de suma importancia
en poblaciones que consumen maíz como cereal principal o exclusivo, y que
consecuentemente están en riesgo de padecer pelagra por la deficiencia de
niacina, sin el complemento de otras fuentes que sean ricas en vitamina B.
Los cambios químicos durante el proceso de elaboración dan la maleabilidad a la
masa y a las tortillas. El proceso de molido de maíz disminuye ligeramente el
contenido de vitaminas presentes, el almidón y la solubilidad de la proteína del
maíz pero aumenta la biodisponibilidad de aminoácidos, el contenido de fosforo y
calcio, d fibra soluble y almidón resistente, el contenido de acido fitico disminuye
también, mejorando con ello la absorción de minerales
4
2. OBJETIVOS
2.1. Objetivo General
Diseñar un sistema de transmisión para el accionamiento de un molino de
maíz
2.2
.
Objetivos específicos
1) Describir el funcionamiento de un molino de maíz y de su sistema de
transmisión
2) Seleccionar el material que posea las mejores condiciones para el
óptimo desempeño del sistema
3) Elaborar la ingeniería de detalles, incluyendo cálculos de diseño para
el sistema de transmisión del molino
5
3. MARCO REFENCIAL
3.1. Antecedentes
Pedrique A. (2009) Rediseñó el sistema de obtención de molienda, debido a
dificultades en todo el diseño. El estudio se concentró en evaluar la ubicación
actual del molino, determinar la cantidad y ubicación de las vías de transporte
de materia prima para así determinar las dificultades que presenta el sistema
de molienda. Como conclusión de este trabajo se planteó una opción que
permite reducir la cantidad de equipos en el proceso.
Sánchez A. (2007) Estudió la evaluación de una unidad complementaria de
clasificación de partículas en una línea de producción, para obtener un
producto final con un tamaño de partícula menor que la alimentación y una
mayor área superficial. Se utilizó un equipo de difracción láser que analiza la
distribución granulométrica del material alimentado y de los productos,
evaluando dichos resultados por la curva de selectividad o de Tromp. Los
resultados obtenidos demuestran que el micro clasificador complementario
permite obtener un producto más fino y de mayor área superficial, destinado a
suplir a la industria de fabricación de papel.
Avendaño J. (2006) Realizó un estudio acerca del efecto que tiene la
temperatura y la velocidad en el acondicionador sobre el grado de
gelatinización de los almidone de un determinado alimento, para esto fue
necesario entre otras cosas estudiar la distribución del tamaño de partículas de
los productos molidos. En este trabajo se concluyó que a medida que
aumentaba la temperatura disminuía el grado de gelatinización del alimento a
estudio, mientras que a velocidades altas fueron promovidos por un mezclado
más eficiente los altos niveles de gelatinización
6
Malavé D y Fernández W. (2005) Elaboraron harina de batata; utilizando los
procesos de secado, molienda, tamizado y su efecto sobre las propiedades
fisicoquímicas y funcionales de harina de diversas variedades de batata a partir
de la pulpa del tubérculo, la cual es muy común en toda Venezuela. Con los
resultados obtenidos se pudo conocer el tamaño de la partícula siendo su
promedio descrito por 60 µm; luego se reveló que posee un alto contenido de
azúcares reductores, carbohidratos y absorción de agua definida; además tiene
un contenido de solubilidad acuosa y de absorción de grasa, lo que permiten
que estas harinas sean fácil de amasar; también presentó una proporción
importante de ceniza, humedad y acidez.
El comportamiento arrojado puede considerarlas como posibles sustituto de la
harina de trigo. Las investigaciones descritas anteriormente tienen relación con
el presente trabajo por el hecho de que todas estudian desde distintos puntos
de vista la operación de molienda aun y cuando en algunos casos se trata de
molinos diferentes y que pulverizan distintos tipos de materiales. En tres de los
casos la finalidad fue obtener una distribución de partículas específica y en el
otro fue para rediseñar el sistema.
3.2 Bases Teóricas
3.2.1 Diseño
El diseño se define como el proceso previo de configuración mental, "pre-
figuración", en la búsqueda de una solución en cualquier campo. Utilizado
habitualmente en el contexto de la industria, ingeniería, arquitectura,
comunicación y otras disciplinas creativas [1]
3.2.2 Molino de Maíz
El término molino, se refiere a la pulverización o a la desintegración del
material sólido. La molienda es una operación unitaria que, a pesar de implicar
sólo una transformación física de la materia sin alterar su naturaleza es de
suma importancia en diversos procesos industriales, ya que el tamaño de
7

partículas representa en forma indirecta áreas, que a su vez afectan las magnitudes
de los fenómenos de transferencia entre otras cosas.
La molienda es una operación unitaria que reduce el volumen promedio de las
partículas de una muestra sólida. La reducción de lleva acabo dividiendo o fraccionando la
muestra por medios mecánicos hasta el tamaño deseado. Los métodos de reducción más
empleados en las máquinas de molienda son compresión, impacto, frotamiento de
cizalla u cortado. [2]
3.2.3 Partes del Molino
Tanque. En él se vierte el agua para ayude a moler el maíz.
Charola. En ella se deposita el maíz ya preparado para ser molido.
Motor. Por medio de él se le coloca una polea en la que se produce el giro
para que este sea aplicado en gusano y las piedras que al momento girar
muelen.
Tolva alimentadora. Es donde se lleva el proceso de molienda del maíz a
través de un gusano y un par de piedras para que se obtenga la masa.
Piedra. Pasa por un juego de piedras para que en ella continúe el proceso
de molienda.
Tolva inferior y superior. Ella sale expulsado el maíz ya convertido en masa.
[3]
3.2.4 Correa de Transmisión
Se conoce como correa de transmisión a un tipo de transmisión
mecánica basado en la unión de dos o más ruedas, sujetas a un movimiento
de rotación, por medio de una cinta o correa continua, la cual abraza a las
ruedas ejerciendo fuerza de fricción suministrándoles energía desde la rueda
motriz.
8

Es importante destacar que las correas de trasmisión basan su funcionamiento
fundamentalmente en las fuerzas de fricción, esto las diferencia de otros
medios de flexibles de transmisión mecánica, como lo son las cadenas de
transmisión y las correas dentadas las cuales se basan en la interferencia
mecánica entre los distintos elementos de la transmisión.
Las correas de transmisión son generalmente hechas de goma, y se pueden
clasificar en dos tipos: planas y trapezoidales. [4]
3.2.5 Correa Trapezoidal
Las correas trapezoidales o correas en "V" trabajan a partir del contacto que
se establece entre los flancos laterales de la correa y las paredes del canal de
la polea. Según las normas ISO las correas trapezoidales se dividen en dos
grandes grupos: las correas de secciones con los perfiles clásicos Z, A, B, C,
D y E, y las correas estrechas de secciones SPZ, SPA, SPB Y SPC.
Las correas trapezoidales o en "V" trabajan en condiciones óptimas cuando lo
hacen a velocidades lineales dentro del rango de los 20-22 m/s. Las correas
en "V" no deben trabajar a velocidades superiores de los 30 m/s, dado que la
elevada fuerza centrífuga que se genera terminaría sacando la correa de la
ranura de la polea. Por otro lado, si funcionasen a velocidades más baja
también necesitarían un proceso de equilibrado estático para conseguir un
trabajo más óptimo. [5]
3.2.6 Eje
Un eje es un elemento constructivo destinado a guiar el movimiento de
rotación a una pieza o de un conjunto de piezas, como una rueda o
un engranaje. Un eje se aloja por un diámetro exterior al diámetro interior de
un agujero, como el de cojinete o un cubo, con el cual tiene un determinado
tipo de ajuste. En algunos casos el eje es fijo —no gira— y un sistema
de rodamientos o de bujes insertas en el centro de la pieza permite que ésta
9
gire alrededor del eje. En otros casos, la rueda gira solidariamente al eje y el
sistema de guiado se encuentra en la superficie que soporta el eje. [6]
3.2.7 Poleas
Una polea es una máquina simple, un dispositivo mecánico de tracción, que
sirve para transmitir una fuerza. Además, formando conjuntos —aparejos
o polipastos— sirve para reducir la magnitud de la fuerza necesaria para
mover un peso.
Según la definición de Hatón de la Goupillière, «la polea es el punto de apoyo
de una cuerda que moviéndose se arrolla sobre ella sin dar una vuelta
completa»1 actuando en uno de sus extremos la resistencia y en otro la
potencia.
3.2.8 Sistema de Transmisión
El sistema de transmisión es el conjunto de elementos que tiene la misión de
hacer llegar el giro del motor hasta las ruedas motrices.
Con este sistema también se consigue variar la relación de transmisión entre
el cigüeñal y las ruedas. Esta relación se varía en función de las
circunstancias del momento (carga transportada y el trazado de la calzada).
Según como intervenga la relación de transmisión, el eje de salida de la caja
de velocidades (eje secundario), puede girar a las mismas revoluciones, a más
o a menos que el cigüeñal.
El cigüeñal es una de las partes básicas del motor de un coche. A través de él
se puede convertir el movimiento lineal de los émbolos en uno rotativo, lo que
supone algo muy importante para desarrollar la tracción final a base de
ruedas, además de recibir todos los impulsos irregulares que proporcionan los
pistones, para después convertirlos en un giro que ya es regular y equilibrado,
unificando toda la energía mecánica que se acumulan en cada una de las
combustiones.
10

Si el árbol de transmisión gira más despacio que el cigüeñal, diremos que se
ha producido una desmultiplicación o reducción y en caso contrario una
multiplicación o super-marcha. [7]
3.2.9 Tipos de Transmisión
-Motor delantero y tracción
Sus ruedas delanteras son motrices y directrices y no posee árbol de
transmisión. Este sistema es muy empleado en turismos de pequeña y
mediana potencia.
-Motor delantero y propulsión
Las ruedas motrices son las traseras, y dispone de árbol de transmisión. Su
disposición es algo más compleja, utilizándose en camiones y turismos de
grandes potencias.
- Motor trasero y propulsión
Sus ruedas motrices son las traseras y tampoco posee árbol de transmisión.
Este sistema apenas se emplea en la actualidad por problemas de
refrigeración del motor
-Propulsión doble
Utilizado en camiones de gran tonelaje, donde la mayor parte del peso está
soportado por las ruedas traseras y mejor repartidas. Este sistema consiste en
colocar dos puentes traseros y motrices evitando así colocar un solo grupo
cónico de grandes dimensiones. De esta manera el esfuerzo a transmitir por
cada grupo cónico se reduce a la mitad, reduciéndose las dimensiones sobre
todo las del par- cónico.
11
-Transmisión total
Los dos ejes del vehículo son motrices. Los dos puentes o ejes motrices llevan
un diferencial cada uno. Con esta transmisión pueden, a voluntad del
conductor, enviar el movimiento a los dos puentes o solamente al trasero. Este
sistema se monta frecuentemente en vehículos todo terreno y en camiones de
grandes tonelajes sobre todo los que se dedican a la construcción y obras
públicas. [7]
12

4. MEMORIA DESCRIPTIVA
El proyecto contempla un mecanismo para la industria alimenticia, orientado a
pequeños productores agrícolas, encargados de la producción de alimentos
elaborados a partir del cultivo de maíz.
El funcionamiento de los molinos es muy sencillo: Llenar la cavidad superior del
molino con el grano deseado. Colocar un recipiente para recoger la harina.
Encender el molino presionando el interruptor. Asegurarse de que la harina sale
libremente, de que tiene espacio suficiente en el recipiente y no se obstruye su
salida. Si llenamos el molino con granos muy duros o grandes y lo encendemos
con un grano de molienda muy fino puede no empezar a moler. En ese caso
habría que ajustar la rueda a una molienda más gruesa y una vez que está en
funcionamiento ajustarla nuevamente a una molienda fina.
Para el funcionamiento y accionamiento del molino de maíz en cuestión, nos
basaremos en un estudio exhaustivo de los diferentes parámetros a tal diseño, si
bien es necesario tener ciertos conocimientos de la materia diseño de maquinas;
nos enfocaremos en la transmisión que cumplirá el modelo para su accionamiento.
Primeramente se acudió a la escogencia del motor adecuado para éste, siendo de
5HP y 3600rpm cabe destacar que es un seimens; capaz de hacer girar el eje;
seguido el estudio de bandas y poleas necesarias para llegar a un número
especifico necesario de correas. Se estudia el eje gracias a los cálculos previos de
las diferentes fuerzas (tensoras y flojas) presentes durante el funcionamiento.
Como muestra mediante la esquematización del eje de transmisión se llego a la
conclusión de utilizar como fuerza variable 20kg fuerza tal necesaria para el
rompimiento del maíz poniendo el contra la fuerza total resultante.
13
5. CÁLCULOS DE DISEÑO
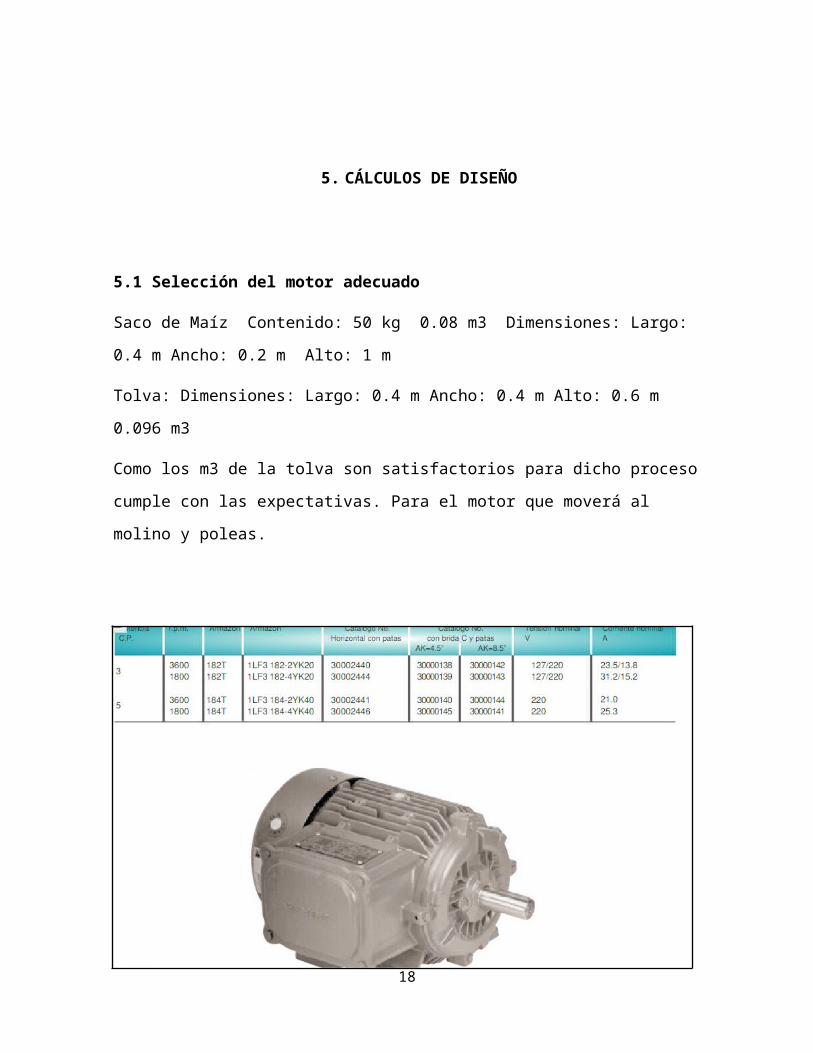
5.1 Selección del motor adecuado
Saco de Maíz Contenido: 50 kg 0.08 m3 Dimensiones: Largo: 0.4 m Ancho: 0.2
m Alto: 1 m
Tolva: Dimensiones: Largo: 0.4 m Ancho: 0.4 m Alto: 0.6 m 0.096 m3
Como los m3 de la tolva son satisfactorios para dicho proceso cumple con las
expectativas. Para el motor que moverá al molino y poleas.
Motor Elegido: Motor Saimens 5hp-3600rpm
14
5.2 Selección de bandas y poleas
Cuando se transmite potencia por un sistema de banda y poleas, la fricción
provoca que la banda se adhiera a la polea impulsora, y a su vez, se incrementa
su tensión en un lado, al que se denomina “lado tensionado del impulsor”. La
fuerza de tracción que se genera en la banda ejerce una fuerza tangencial sobre la
polea acanalada que es impulsada, por consecuencia, se aplica un torque al eje
que es impulsado.
Para la selección de la banda se debe aplicar un factor de servicio que se muestra
en la FIGURA 1, donde el factor de servicio es: 1.6. Y la potencia de proyecto es:
POTENCIA proyecto=POTENCIAentrada∗nsf
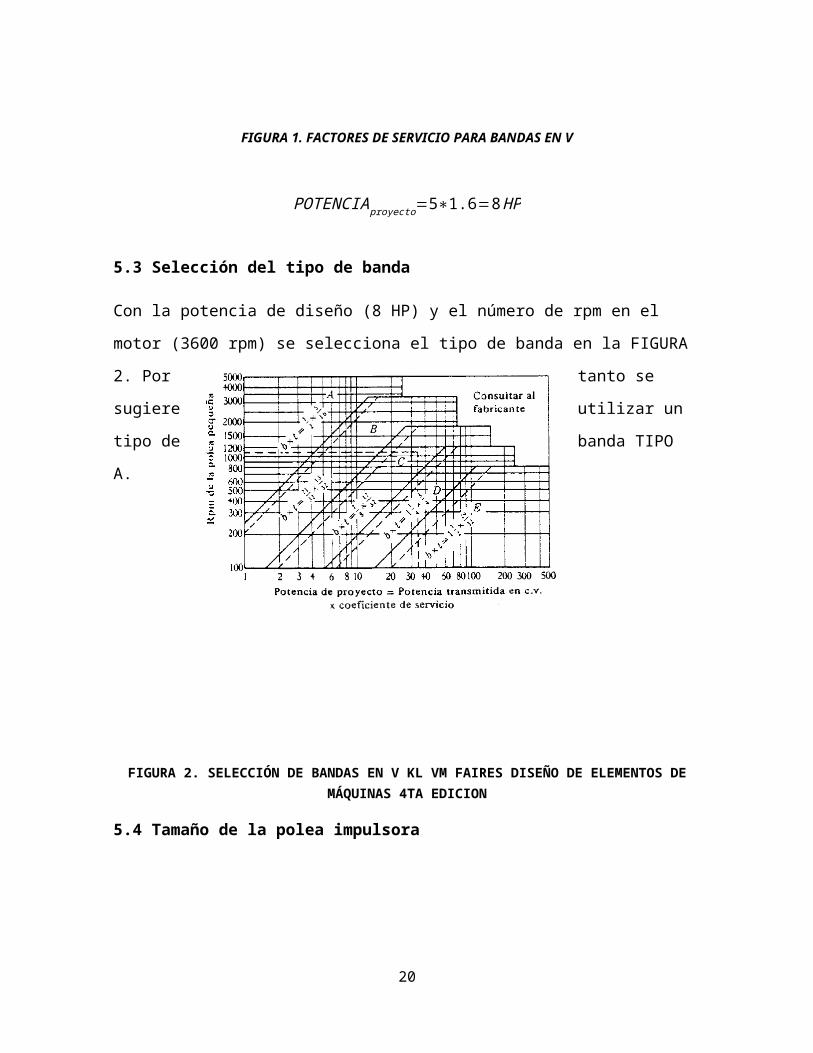
FIGURA 1. FACTORES DE SERVICIO PARA BANDAS EN V
POTENCIA proyecto=5∗1.6=8HP
5.3 Selección del tipo de banda
Con la potencia de diseño (8 HP) y el número de rpm en el motor (3600 rpm) se
selecciona el tipo de banda en la FIGURA 2. Por tanto se sugiere utilizar un tipo de
banda TIPO A.
15
FIGURA 2. SELECCIÓN DE BANDAS EN V KL VM FAIRES DISEÑO DE ELEMENTOS DE MÁQUINAS 4TA EDICION
5.4 Tamaño de la polea impulsora
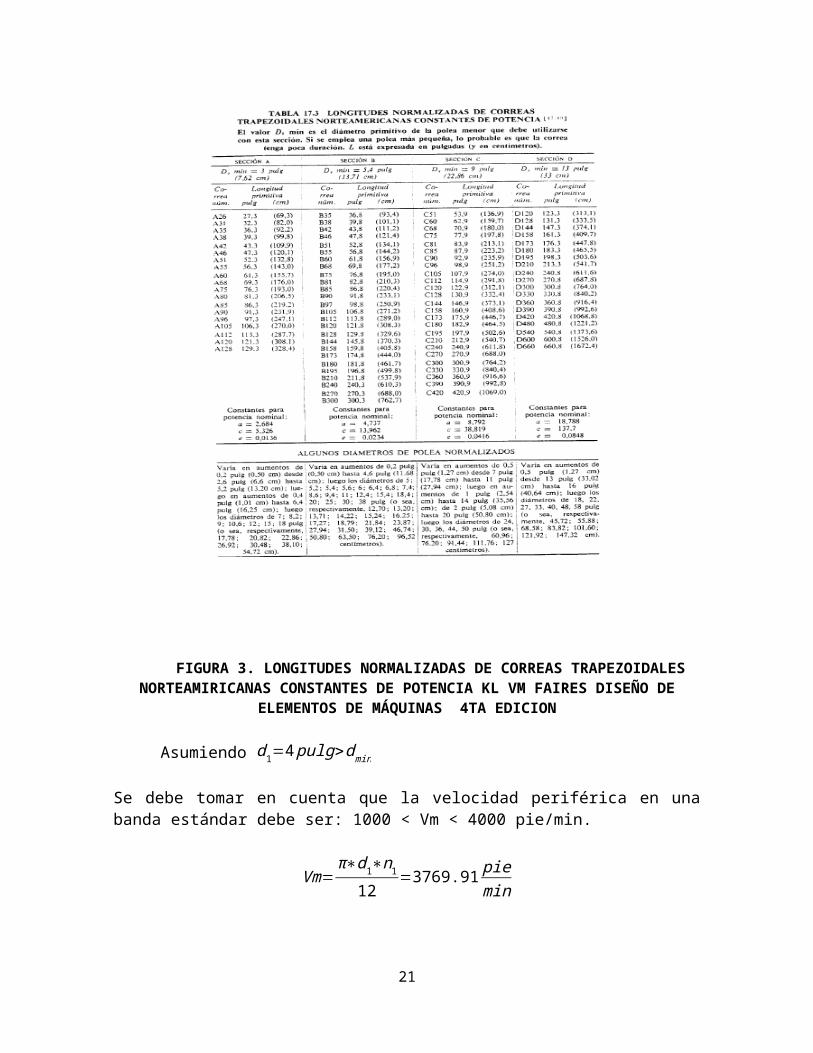
FIGURA 3. LONGITUDES NORMALIZADAS DE CORREAS TRAPEZOIDALES NORTEAMIRICANAS CONSTANTES DE POTENCIA KL VM FAIRES DISEÑO DE
ELEMENTOS DE MÁQUINAS 4TA EDICION
Asumiendo d1=4 pulg>dmin
16
Se debe tomar en cuenta que la velocidad periférica en una banda estándar debe ser: 1000 < Vm < 4000 pie/min.
Vm=π∗d1∗n112
=3769.91 piemin
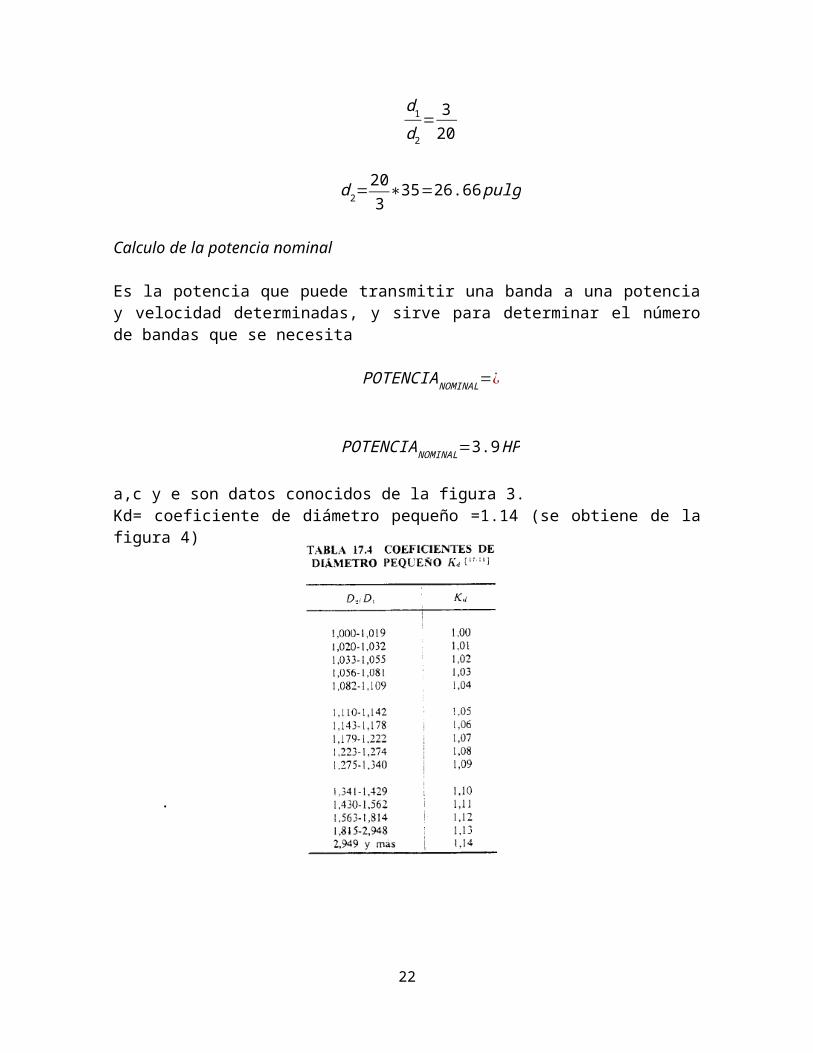
d1d2
= 320
d2=203
∗35=26.66 pulg
Calculo de la potencia nominal
Es la potencia que puede transmitir una banda a una potencia y velocidad determinadas, y sirve para determinar el número de bandas que se necesita
POTENCIANOMINAL=¿
POTENCIANOMINAL=3.9HP
a,c y e son datos conocidos de la figura 3.Kd= coeficiente de diámetro pequeño =1.14 (se obtiene de la figura 4)
.
FIGURA 4. COEFICIENTE DE DIAMETRO PEQUEÑO Kd KL VM FAIRES DISEÑO DE ELEMENTOS DE MÁQUINAS 4TA EDICION
17
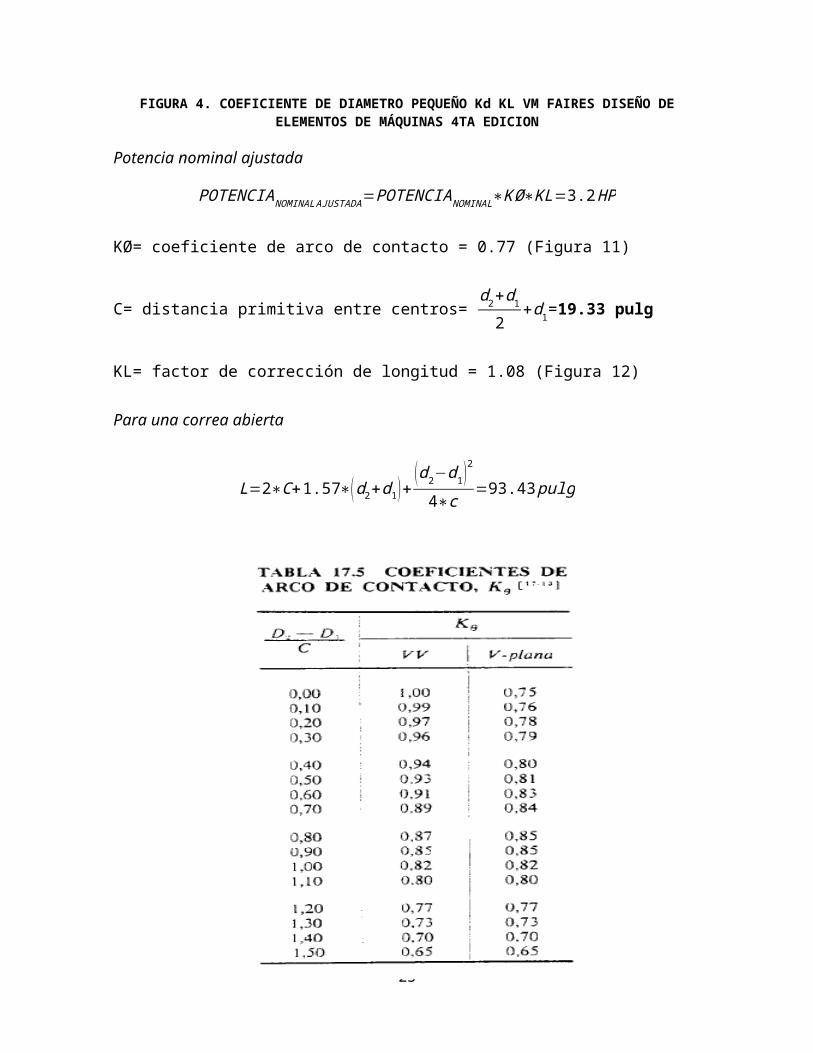
Potencia nominal ajustada
POTENCIANOMINAL AJUSTADA=POTENCIANOMINAL∗K Ø∗KL=3.2HP
KØ= coeficiente de arco de contacto = 0.77 (Figura 11)
C= distancia primitiva entre centros= d2+d12
+d1=19.33 pulg
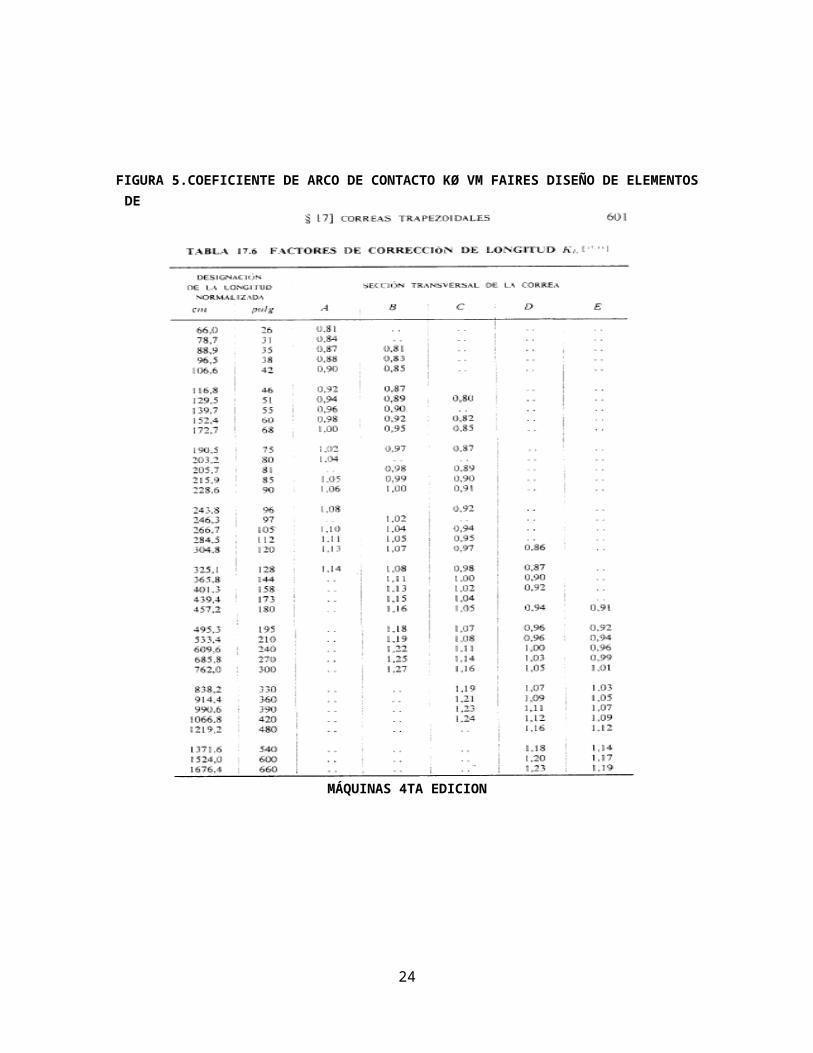
KL= factor de corrección de longitud = 1.08 (Figura 12)
Para una correa abierta
L=2∗C+1.57∗(d2+d1)+(d2−d1 )2
4∗c=93.43 pulg
FIGURA 5.COEFICIENTE DE ARCO DE CONTACTO KØ VM FAIRES DISEÑO DE ELEMENTOS DE
MÁQUINAS 4TA EDICION
18
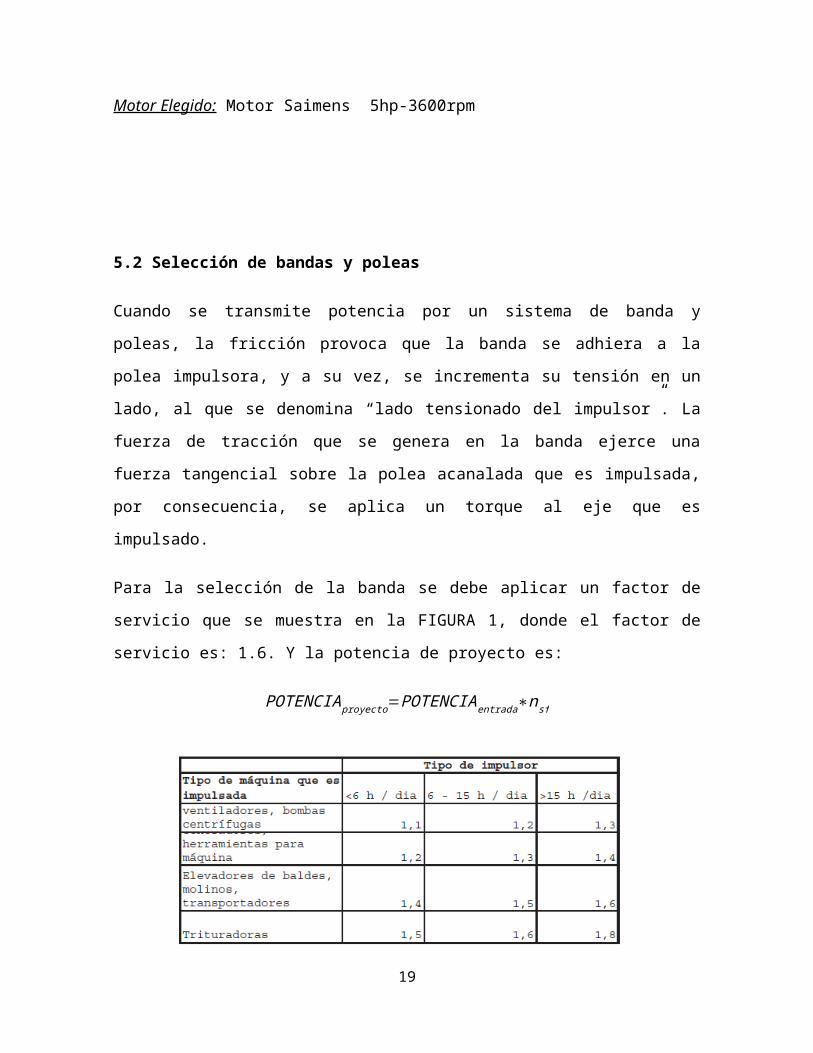
FIGURA 6. FACTOR DE CORRECCION DE LONGITUD KL VM FAIRES DISEÑO DE ELEMENTOS DE MÁQUINAS 4TA EDICION
5.5 Calculo del número de correas
NUMERO DECORREAS=POTENCIAPROYECTO
POTENCIANOMINAL AJUSTADA=2.5≌3
Se utilizaran tres correas sección A, tipo A96 L=97.3 pulg
19
AJUSTANDO C
C=b+√b2−32(d2−d1)²
16=21.6 pulg
b=4∗l−6.28(d2+d1)
b= 196.65
5.6. Estudios del Eje
Sabiendo que el motor empleado transmite una potencia de 5HP y hace girar a la
polea menor a 3600rpm:
T=PotenciaN
T=Fuerza∗Radio
Potencia=5 HP∗745,7W1HP
=3728,5W
N=3600
revmin
∗2πrad
1 rev∗1min
60 seg=376,99
rads
T=3728,5376,99
=9,89
N∗m∗1kg9,81N
∗100 cm
1m
T=100,82Kg∗cm
Para la polea menor, de un radio de 5,08 cm, la fuerza resultante de tensión
creada por las correas es de:
Fr=Tr=100,825,08
=19,85Kg
Esta fuerza es, entonces, reflejada en la polea mayor, de un radio de 33,86cm;
con la misma magnitud y en sentido contrario. Con base en esto, se puede estimar
el torque ejercido por la polea sobre el eje, pues:
20
T=Fr∗r=19,85∗33,86=672,121Kg∗cm
Las correas usadas ejercen tensión sobre las poleas. Un lado de las correas que
abrazan a las poleas, se encontrará tenso, mientras que el lado opuesto se
encontrará relativamente flojo. Ambas fuerzas son ejercidas en la misma dirección,
y su resultante, es decir, la suma de ambas, se verá reflejada en el diagrama de
fuerzas del eje de transmisión. A continuación se muestra como se estimó la
magnitud de cada fuerza de tensión:
Ftenso=41250∗Potencia (CV )
1,01(D 2−D 1C )∗Vm
Ftenso= 41250∗5,05
1,01( 0,3386−0,05080,49 )∗3769,91
Ftenso=93,15
lb∗4,448N1 lb
∗1Kg
9,81N=42,24Kg
Fflojo=33000∗(1,25−D2−D1
C)∗Potencia (CV )
1,01(D 2−D 1C )∗Vm
Fflojo=33000∗(1,25−0,3386−0,0508
0,49)∗5,05
1,01( 0,3386−0,05080,49 )∗3769,91
Fflojo=49,38
lb∗4,448N1 lb
∗1Kg
9,81N=22,39Kg
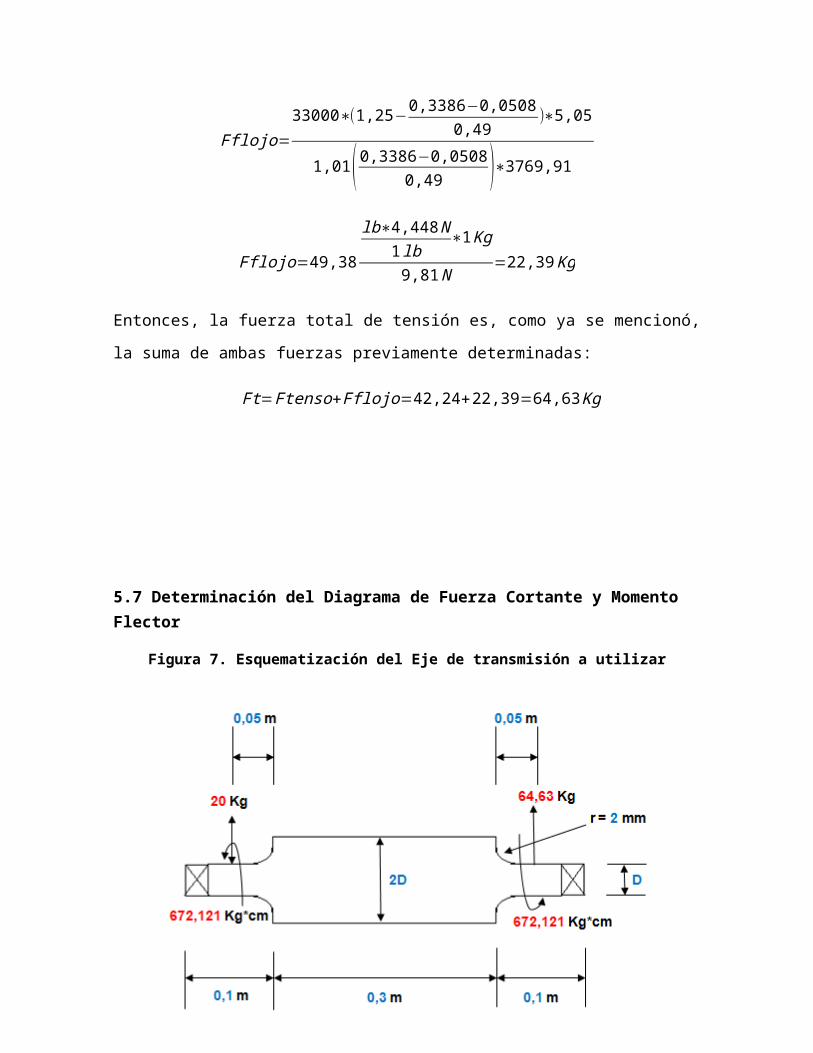
Entonces, la fuerza total de tensión es, como ya se mencionó, la suma de ambas
fuerzas previamente determinadas:
Ft=Ftenso+Fflojo=42,24+22,39=64,63Kg
21
5.7 Determinación del Diagrama de Fuerza Cortante y Momento Flector
Figura 7. Esquematización del Eje de transmisión a utilizar
Sabiendo que se empleará un eje de acero AISI C1035 l (Su=5976Kg
cm2; Sy=3867
Kg
cm2) presentando un laminado simple, y un factor de seguridad (N)=2, se
procedió a estimar el diámetro necesario
Sn=0,5∗Su∗Kc∗Kt∗Ks
Haciendo uso de la tabla 9.1 y las fig. 9.1 y 9.2, fue posible conocer los valores de
todas las variables necesarias aquí y en los pasos que a continuación se
mostrarán, y, por lo tanto, la determinación del valor de Sn:
22
Sn=0,5∗5976∗0,6∗0,85∗0,9=1371,49 Kgcm2
Claramente, se puede observar la presencia de cuatro puntos críticos: los dos
cambios bruscos de diámetro y los dos puntos donde se ven aplicados los
esfuerzos de torsión. Para cada punto crítico, estudiados de izquierda a derecha,
se determinó un momento mínimo y uno máximo, así como un momento medio y
uno alternante. Cabe destacar que se llamó Momento máximo a la mayor
magnitud del momento flector para un determinado punto de estudio, así como se
llamó Momento mínimo a la menor magnitud del mismo. Por su parte, para
determinar los momentos medios y alternantes se emplearon las siguientes
ecuaciones:
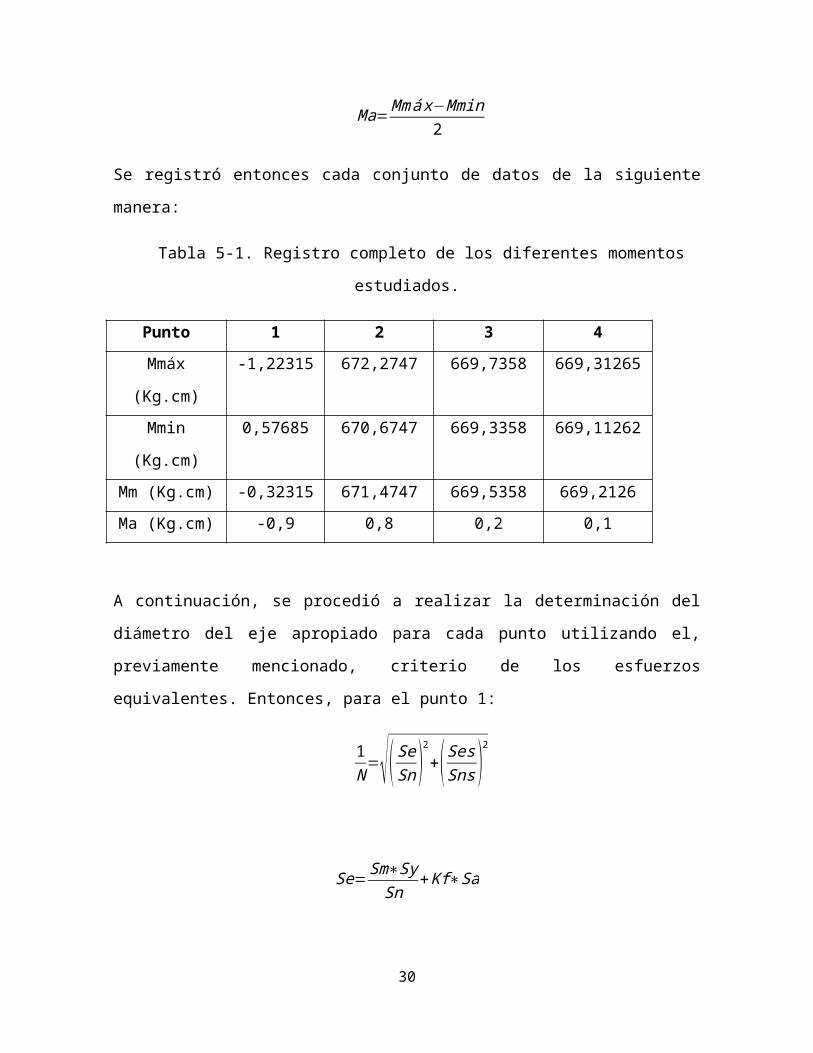
Mm=Mmá x+Mmin2
Ma=Mmá x−Mmin2
Se registró entonces cada conjunto de datos de la siguiente manera:
Tabla 5-1. Registro completo de los diferentes momentos estudiados.
Punto 1 2 3 4
Mmáx (Kg.cm) -1,22315 672,2747 669,7358 669,31265
Mmin (Kg.cm) 0,57685 670,6747 669,3358 669,11262
Mm (Kg.cm) -0,32315 671,4747 669,5358 669,2126
Ma (Kg.cm) -0,9 0,8 0,2 0,1
A continuación, se procedió a realizar la determinación del diámetro del eje
apropiado para cada punto utilizando el, previamente mencionado, criterio de los
esfuerzos equivalentes. Entonces, para el punto 1:
1N
=√( SeSn )2
+( SesSns )2
23
Se= Sm∗SySn
+Kf∗Sa
Donde:
Sm=32Mmπ∗D3
Sm=32∗(−0,32315)
π∗D 3 =−3,1897D3
Sa=32Maπ∗D3
Sa=32∗(−0,9)π∗D3
=−9,17D3
Kf=1+q (1−kt )
Kf=1+q (1−1 )=1
Se=
−3,1897D3
∗3867
1371,49+ 1∗−9,17
D 3
Se=−18,16D3
Sns=0,6Sn=0,6∗1371,49=822,894 kg
cm2
Sys=0,6Sy=0,6∗3867=2320,2 kgc m2
24
Ses=Sms∗SysSns
+Kf∗Sas
Donde:
Sms=16Tmπ∗D3
Sms=16∗( 672,121
2)
π∗D 3 =1711,54
D3
Sas= 16Ta
π∗D 3
Sa=16∗( 672,121
2)
π∗D3=1711,54
D 3
Ses=
1711,54
D3∗2320,2
929,34+ 1∗1711,54
D3
Ses=5984,59D3
Finalmente:
12=√( −18,16
D3
1371,49)2
+( 5984,59D3
822.894)2
D 1=2,44 cm
El mismo procedimiento fue repetido para punto crítico a estudiar, y se completó la
siguiente tabla de resultados:
Tabla 5-2. Registro completo de los diferentes diámetros del eje obtenidos
mediante el criterio de los esfuerzos equivalentes.
25
Punto Diámetro (cm)
1 2,44
2 3,16
3 3.16
4 -3,16
Se eligió, entonces, el mayor diámetro obtenido, pues sería este el único capaz de
soportar todas las cargas ejercidas a lo largo del eje sin presentar fallas
prematuras.
D=3,16 cm
26
6. ESTUDIO COMPUTARIZADO
Figura 8. Diseño del Sistema de Transmisión del Molino de Maíz
27
7. CONCLUSIONES
7.1 Se adquirió conocimientos referentes a un molino de maíz y su
funcionamiento
7.2 Se diseñó un sistema de Molino de maíz y se calculó todos sus
componentes
7.3 Al comparar los resultados obtenidos (D= 3.16). Se comprobó que este
diámetro que el eje es capaz de soportar.
7.4 Se asumió que el material idóneo para el diseño del eje del molino es el
Acero AISI C1035.
7.5 El tipo de correa arrojado mediante el estudio fue de A96 L=97.3 pulg
28

8. BIBLIOGRAFIA
1. “Diseño”. Disponible en: http://es.wikipedia.org/wiki/Dise%C3%B1o
2. “Molino de maíz”. Disponible en:
http://www.academia.edu/6546874/
LABORATORIO_DE_MOLIENDA_Y_TAMIZADO
3. “Partes del molino”. Disponible en:
http://es.wikipedia.org/wiki/Molino_de_Nixtamal
4. “Correa de Transmisión”. Disponible en:
http://es.wikipedia.org/wiki/Correa_de_transmisi%C3%B3n
5. “Correa trapezoidal”. Disponible en:
http://ingemecanica.com/tutorialsemanal/tutorialn121.html#seccion21
6. “Eje”. Disponible en: http://es.wikipedia.org/wiki/Eje_(mec%C3%A1nica)
7. “Sistema de Ejes”. Disponible en:
http://mecanicayautomocion.blogspot.com/2009/03/el-sistema-de-
transmision.html
29
9. ANEXOS
Tabla 9-1. Propiedades de algunos tipos de acero.
30
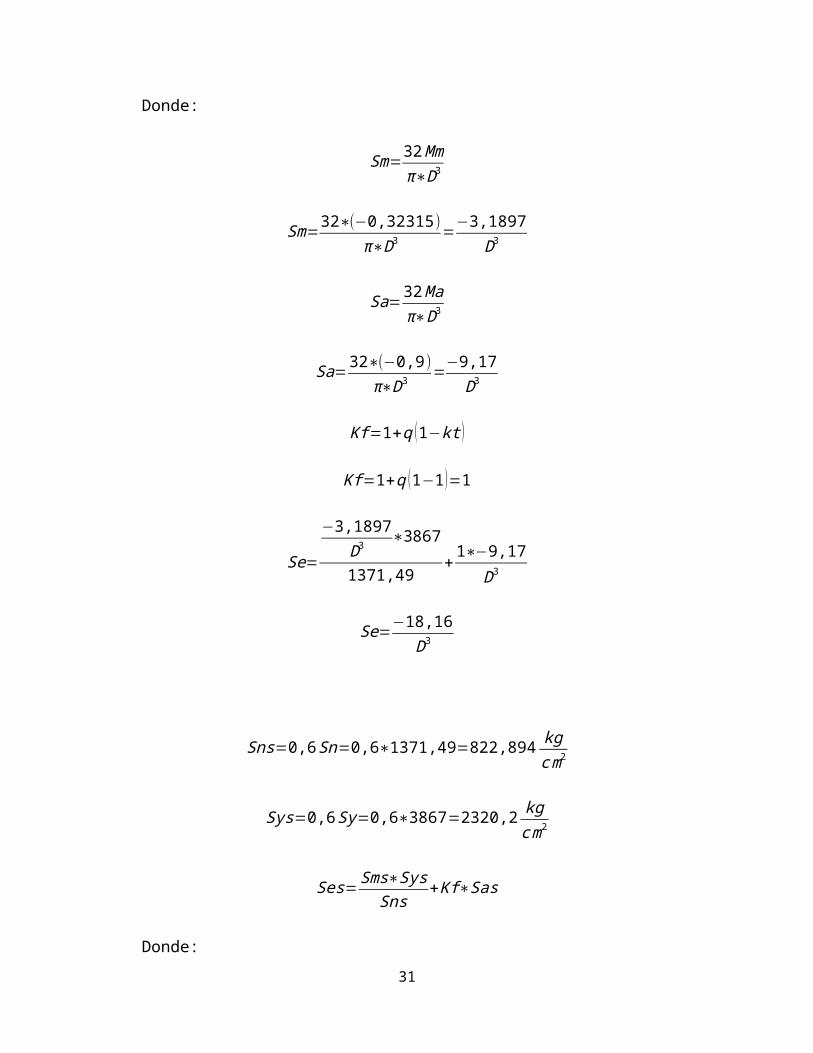
Figura 9-1. Parámetros de corrección de los concentradores de esfuerzo.
Figura 9-2. Coeficientes de Concentración equivalentes.
31
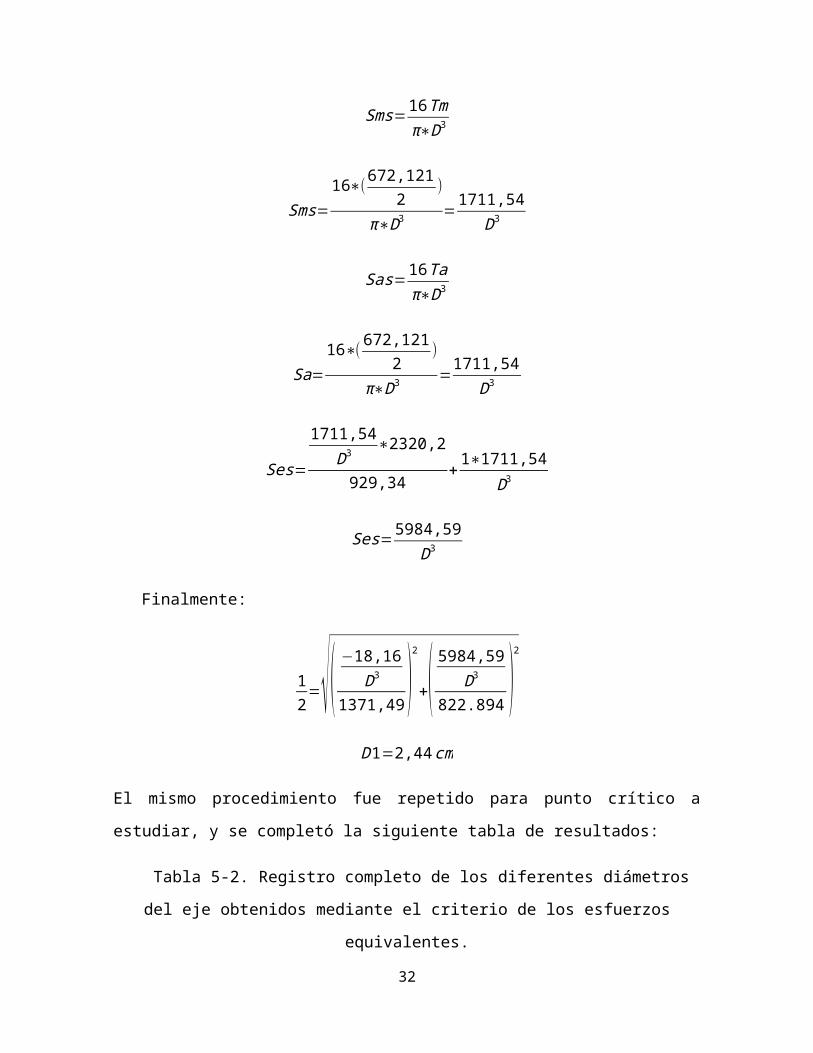
Figura 9-3. Selección del motor en el catálogo Seimens Motores
monofásicos TCCVE
32