strunguri fanuc
DESCRIPTION
Strunguri FanucTRANSCRIPT
UCUPRINS
CAPITOLUL 1 NOŢIUNI DE BAZĂ ALE OPERĂRII MAŞINILOR UNELTE CU COMANDĂ NUMERICĂ DE TIP STRUNGURI 2
CAPITOLUL 2 CONSOLA ECHIPAMENTULUI FANUC 21 - MAŞINA EMCO TURN 55 6
CAPITOLUL 3 MODURILE DE LUCRU ALE ECHIPAMENTULUI FANUC 7
CAPITOLUL 4 COMENZI MODALE UZUALE 16
CAPITOLUL 5 PROGRAMAREA SCULELOR, TURAŢIEI ŞI A AVANSULUI DE LUCRU 19
CAPITOLUL 6 COMENZI AUXILIARE ALE ECHIPAMENTULUI FANUC T 21
CAPITOLUL 7 PROGRAMAREA DEPLASĂRILOR SCULEI AŞCHIETOARE. 22
CAPITOLUL 8 EXERCIŢIU PRACTIC 39

Capitolul 1 Noţiuni de bază ale operării maşinilor unelte cu comandă numerică de tip strunguri
A. Elementele constructive ale ansamblului maşină unealtă – echipament CNC
1. Punctul de zero al maşinii – M
Direcţiile de deplasare ale maşinii unelte cu comandă numerică sunt asociate cu axele sistemului de coordonate geometrice XYZ după cum urmează : - axa X – corespunde avansului longitudinal - axa Z – axa de lucru a sculei aşchietoare Originea sistemului de coordonate al maşinii unelte cu comandă numerică poartă denumirea de zero maşină. Definiţie :
Punctul de zero maşină M este un punct fix, stabilit de către producătorul maşinii unelte cu comandă numerică, şi reprezintă originea sistemului de coordonate global XZ al maşinii unelte.
Sistemul de coorodonate cu originea în M este numit pentru echipamentele FANUC - MACHINE (Machine coordinate system – sistemul de coordonate al maşinii).
Fiecare maşină cu comandă numerică are un plan de lucru implicit. În cazul strungurilor, planul de lucru implicit de prelucrare al piesei este planul XZ.
Starea maşinii unelte cu comandă numerică este stabilită din parametrii maşinii şi respectiv prin comenzile modale active.
Comenzi noi G17 – stabileşte planul de lucru XY, respectiv direcţia sculei Z G18 – stabileşte planul de lucru XZ, respectiv direcţia sculei Y G19 – stabileşte planul de lucru YZ, respectiv direcţia sculei X
Fig. 1

În cazul strungurilor punctul de zero al maşinii se află în centrul suprafeţei frontale a flanşei universalului.
Fig. 2
2. Scula zero – N
O caracteristică definitorie a maşinii unelte cu comandă numerică este aceea că echipamentul numeric cunoaşte în orice moment poziţia elementului mobil al maşinii faţă de punctul M, element care materializează deplasările pe cele două axe ale sistemului de coordonate.Acest lucru ne indică, de fapt, că pe elementul mobil al maşinii unelte este definit un punct fix, a cărui poziţie o controlează echipamentul numeric, element ce poartă denumirea de sculă de bază a maşinii sau scula de lungime zero.
În cazul strungurilor, vârful sculei zero notat cu N este situat pe suprafaţa frontală a turelei sau a portcuţitului. Definiţie :
Scula zero N este un punct fix, stabilit de către producătorul maşinii unelte cu comandă numerică, şi este situat în centrul suprafeţei frontale a axului principal. Reprezintă baza de măsură a lungimii de compensare a sculelor aşchietoare pe direcţiile de lucru ale sculei X şi Z.

3. Punctul de referinţă - R
O altă diferenţă constructivă între maşinile unelte cu comandă numerică (MU+CN) şi maşinile unelte (MU) clasice este aceea că în cazul primelor este necesară o sincronizare continuă între maşina unealtă şi echipamentul NC. La majoritatea maşinilor unelte cu comandă numerică, la întreruperea tensiunii de alimentare, se întrerupe legătura dintre sistemul de deplasări al maşinii unelte şi echipamentul numeric, respectiv echipamentul numeric nu mai recunoaşte la realimentarea cu tensiunii a maşinii, poziţia corectă a sculei zero N faţă de zero maşină M. Ca urmare, este necesară declanşarea unei proceduri de resincronizare prin trimiterea punctului N într-un punct de coordonate fix al maşinii în care echipamentul numeric să se resincronizeze cu sistemul de deplasări al maşinii unelte. Acest punct fix constructiv al maşinii poartă denumirea de punct de referinţă şi este notat cu R. În cazul strungurilor, punctul de referinţă se află în punctul situat pe capetele de cursă ale maşinii. Definiţie : Punctul de referinţă este un punct fix, stabilit de către producătorul maşinii unelte, care reprezintă poziţia în care se resincronizează echipamentul numeric cu sistemul de deplasări al maşinii unelte.
B. Elemetele de lucru ale ansamblului piesă – sculă aşchietoare
1. Originea de lucru - W
În conformitate cu desenul de execuţie al reperului ce trebuie supus prelucrării se identifică pe piesă punctul de intersecţie al bazelor de cotare, numit si punctul cu cotele zero, punct care se numeşte şi origine de lucru şi se notează cu W.
În cazul pieselor de revoluţie prelucrate pe strunguri, punctul de zero se află în centrul suprafeţei frontale a piesei finite.
Având în vedere că lungime piesei de prelucrare poate fi diferită , atunci , pentru ca maşina unealtă să cunoască poziţia de prelucrare a piesei, trebuie să determinăm
coordonatele punctului W faţă de punctul M . Aceste coordonate vor fi memorate în comenzile modale care stabilesc poziţia originii de lucru ÎN SPAŢIUL DE LUCRU AL MAŞINII, respectiv comenzile din grupul G54-G59. Pentru a înţelege ce înseamnă determinarea coordonatelor punctului W, trebuie să ne imaginăm următorul exerciţiu : să presupunem că avem un reper deja prelucrat Imaginaţi-vă că suprapuneţi centrul suprafeţei frontale a piesei peste zero maşină şi că începeţi să deplasaţi piesa către poziţia de lucru. Va trebui, deci, să deplasaţi piesa agăţată de W din M în poziţia de lucru cu o valoare pe direcţia Z (pe direcţia X nu trebuie să deplasăm piesa). Aceste valori de deplasare care trebuie memorate într-una din comenzile din grupul G54-G59, poartă denumirea de OFFSETS, iar originea de lucru va purta denumirea de WORK OFFSET.
W este originea sistemului de coordonate absolut al piesei, sistem de coordonate ce se deplasează în spaţiul de lucru al maşinii prin comenzile G54-G59, iar deplasările în acest sistem de coordonate se realizează sub comanda modală G90.

Comenzi noi : G54-G59 – stabilesc un sistem de coordonate local, respectiv poziţia originii de lucru
W în spaţiul de lucru al maşinii Sistemul de coordonate cu originea în W se numeşte sistemul de coordonate de lucru WCS (Work Coordinate System). G90 – stabileşte sistemul de deplasări absolute
2. Lungimile de compensare ale sculei – Lx şi Lz
Sculele de translaţie sunt caracterizate, din punct de vederea geometric, prin lungime de compensare măsurată pe cele două direcţii de lucru şi rază la vârf.
Vârful sculei aşchietoare care poartă denumire de punct teoretic al sculei şi se
notează cu P. Definiţie Lungimile de compensare ale sculei aşchietoare reprezintă distanţele măsurate, pe
direcţiile axelor de lucru a sculei X şi Z, între punctul P şi punctul N. Această valori mai poartă şi denumirea de deplasări de lucru ale sculei sau
OFFSET-uri de sculă. Imaginaţi-vă că suprapunem scula aşchietoare cu vârful acesteia P peste punctul N,
după care deplasăm scula aşchietoare şi o montăm în poziţia de lucru. Distanţele de deplasare ale punctului P din N în poziţia de lucru reprezintă lungimile de compensare ale sculei.

Capitolul 2 Consola echipamentului Fanuc 21 - maşina EMCO Turn 55
Consola oricărui echipament numeric se împarte în 3 zone : Zona 1 – zona de afişare (include ecranul şi tastele funcţionale sau tastele rapide) Zona 2 – zona tastelor alfanumerice – tastatura MDI Zona 3 – panoul de operare al maşinii În cazul consolei maşinii EMCO Turn 55, cele trei zone sunt evidenţiate în fig. 5
1
2
3

Capitolul 3 Modurile de lucru ale echipamentului Fanuc
3.1. Zona de lucru POSITION
Se afişează prin apăsarea butonului
- ecranul ABS – prin apăsarea succesivă a butonului sau selectarea tastei rapide ABS – afişează valorile coordonatelor în sistemul sculă-piesă
- ecranul REL prin apăsarea succesivă a butonului sau selectarea tastei rapide REL – afişează valorile coordonatelor în sistemul relativ al sculei aşchietoare

- ecranul ALL prin apăsarea succesivă a butonului sau selectarea tastei rapide ALL – afişează valorile coordonatelor în cele trei sisteme de coordonate ale maşinii unelte cu comandă numerică : ABSOLUTE – sistemul sculă-piesă, RELATIVE – sistemul relativ al sculei, MACHINE – sistemul de coordonate al maşinii sculă de bază-zero maşină

3.1.1. Modul de lucru REF
Se comută selectorul modurilor de lucru existent pe panoul de operare în poziţia ZRN
În partea de jos a ecranului de lucru va apărea denumirea modului de lucru activ - ZRN
Se selectează prin apăsarea butonului aflat pe panoul de operare Echipamentul numeric va comanda deplasarea maşinii pe direcţiile pozitive X+ şi Z+
Sincronizarea maşinii pe fiecare axă de lucru este finalizată în momentul în care scula de bază N se va suprapune peste punctul de referinţă R 3.1.2. Modul JOG

Se comută selectorul modurilor de lucru existent pe panoul de operare în poziţia JOG
În partea de jos a ecranului de lucru va apărea denumirea modului de lucru activ - JOG Activează modul de lucru manual ce permite poziţionarea elementelor maşinii prin deplasare pe axele de lucru. Deplasarea maşinii se realizează pe direcţiile de avans longitudinal şi transversal se
realizează prin apăsarea tastelor de direcţie Z+/Z-, respectiv X+/X- corespunzătoare direcţiei de deplasare dorită.
La apăsarea doar a unei taste de direcţie maşina se deplasează în direcţia programată cu o valoare a vitezei de avans stabilită de producătorul maşinii.
La apăsarea simultană a unei taste de direcţie şi a tastei Rapid (butonul aflat în centrul grupului de butoane) maşina se deplasează în direcţia programată cu o valoare a vitezei de avans de poziţionare rapidă stabilită de către producătorul maşinii.
Modificarea valorilor vitezei de avans prestabilite se poate face numai din parametrii maşinii sau cu ajutorul butonului de modificare procentuală a avansului existent pe panoul de operare.

3.2. Zona de lucru MENU OFSET
Se afişează prin apăsarea butonului 3.2.1. Ecranul GEOM – se selectează prin intermediul tastei rapide GEOM şi conţine
tabelul pentru geometriile de sculă
Coloana X – lungimea de compensare a sculei pe direcţia X Coloana Z – lungimea de compensare a sculei pe direcţia Z Coloana R – raza la vârf a tăişului Coloana T – tipul cuţitului conform diagramei de mai jos
3.2.2. Ecranul WEAR – se selectează prin intermediul tastei rapide WEAR şi conţine tabelul pentru corecţiile geometriilor de sculă

Coloana X – valoarea de corecţie pentru lungimea de compensare a sculei pe direcţia X Coloana Z – valoarea de corecţie pentru lungimea de compensare a sculei pe direcţia Z Coloana R – valoarea de corecţie pentru raza la vârf a tăişului 3.2.3. Ecranul WORK SHIFT – se selectează prin intermediul tastei rapide W.SHFT şi conţine poziţia de lucru a piesei
3.3. Zona de lucru PROGRAM
Se afişează prin apăsarea butonului

3.3.1. Modul MDI
Se comută selectorul modului de lucru pe poziţia MDI , se apasă butonul şi se selectează tasta rapidă MDI
Activează modul de operare MDI(Manual Data Input) ce reprezintă modul de lucru semiautomat. Este modul de programare auxiliar ce permite introducerea de fraze de program astfel încât să fie permisă realizarea următoarelor operaţii : - prelucrări tehnologice - verificarea fixării piesei - verificarea rigidităţii ansamblului piesă-sculă - verificarea/ajustarea regimurilor de aşchiere - deplasări de poziţionare/verificare a originii de lucru, compensării sculelor
3.3.2. Modul EDIT

Se comută selectorul modului de lucru pe poziţia EDIT , se apasă butonul şi se selectează tasta rapidă PRGRM Va fi afişată fereastra de editare a programului curent.
Prin selectarea tastei rapide LIB se va vizualiza lista de programe
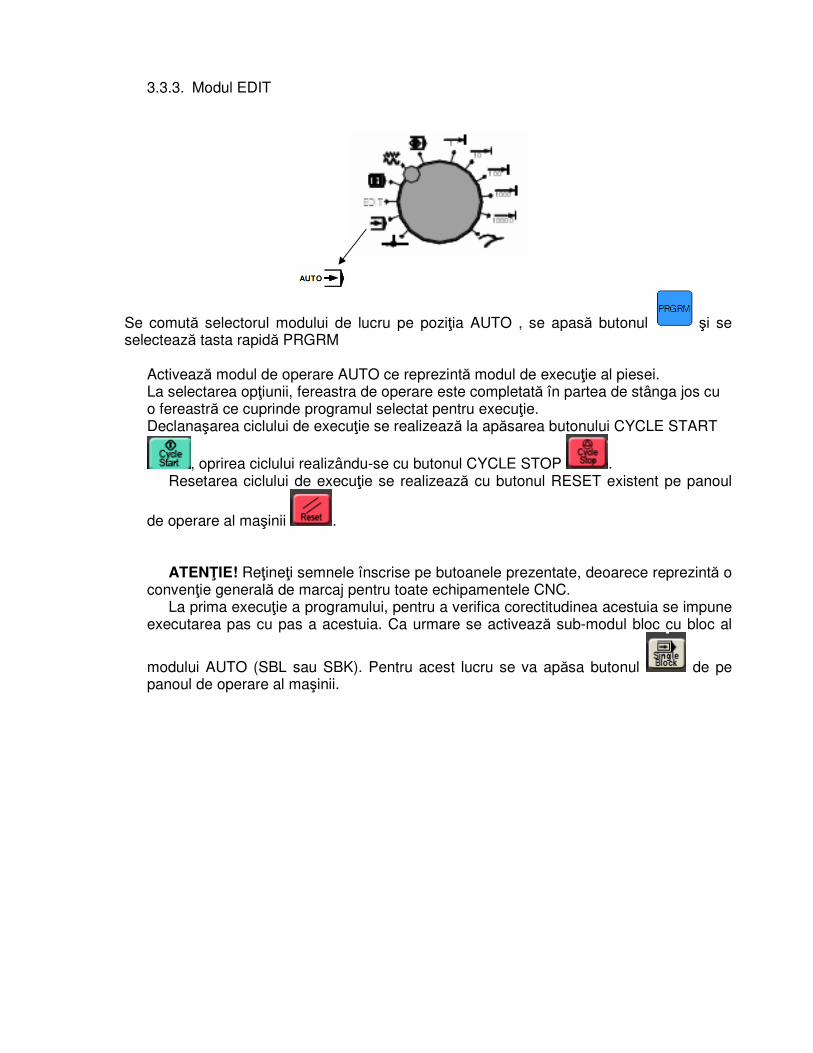
3.3.3. Modul EDIT
Se comută selectorul modului de lucru pe poziţia AUTO , se apasă butonul şi se selectează tasta rapidă PRGRM
Activează modul de operare AUTO ce reprezintă modul de execuţie al piesei. La selectarea opţiunii, fereastra de operare este completată în partea de stânga jos cu o fereastră ce cuprinde programul selectat pentru execuţie. Declanaşarea ciclului de execuţie se realizează la apăsarea butonului CYCLE START
, oprirea ciclului realizându-se cu butonul CYCLE STOP . Resetarea ciclului de execuţie se realizează cu butonul RESET existent pe panoul
de operare al maşinii . ATENŢIE! Reţineţi semnele înscrise pe butoanele prezentate, deoarece reprezintă o convenţie generală de marcaj pentru toate echipamentele CNC. La prima execuţie a programului, pentru a verifica corectitudinea acestuia se impune executarea pas cu pas a acestuia. Ca urmare se activează sub-modul bloc cu bloc al
modului AUTO (SBL sau SBK). Pentru acest lucru se va apăsa butonul de pe panoul de operare al maşinii.

Capitolul 4 Comenzi modale uzuale
4.1. Stabilirea planului de lucru
Pentru definirea planului de lucru se utilizează trei comenzi : G17 – stabileşte ca plan de lucru planul XY G18 – stabileşte ca plan de lucru planul XZ G19 – stabileşte ca plan de lucru planul YZ
De fapt, prin specificarea prin comanda potrivită a planului de lucru îi transmitem echipamentului NC care este direcţia de deplasare a sculei, astfel încât acesta să ştie pe ce direcţie să compenseze lungimea sculei.
Comanda modală G18 este implicită pentru strunguri. 4.2. Stabilirea sistemului de deplasări
În sistemul de coordonate de lucru cu originea în W numit şi sistemul de coordonate al piesei WCS (Work Coordinate System) numit şi sistem absolut, echipamentul numeric afişează întotdeauna poziţia vârfului teoretic al sculei faţă de originea sistemului de coordonate.
Deplasarea sculei aşchietoare în sistemul de coordonate absolut se realizează prin programarea coordonatelor x şi z considerate coordonate absolute.
Ca urmare, o programare de deplasare a sculei dintr-o poziţie existentă oarecare în acelaşi punct va face ca scula aşchietoare să se deplaseze întotdeauna în acest punct
Pentru a programa deplasarea sculei cu o valoare măsurată faţă de poziţia curentă a
sculei, va trebui să programăm deplasări incrementale prin coordonatele u şi w care
stabilesc o poziţia măsurată faţă de vârful teoretic al sculei P, deci punctul P este originea unui sistem de coordonate în care se programează deplasarea sculei faţă de poziţia curentă. Acest sistem de coordonate poartă denumirea de sistem de coordonate relativ sau incremental.
Programarea în coordonate absolute sau relative se face în funcţie de modul de reprezentare a cotelor în desenul de execuţie.

Exemplu : Piesa din imaginea de mai jos poate fi cotată în două moduri - situaţia 1
În această situaţie, deplasările sculei aşchietoare cu vârful în P vor fi programate în
sistemul absolut .. X30 Z1 .. X30 Z-20 .. X50 Z-20 …X50 Z-50 …X60 Z-50 …X60 Z-90 Figura de mai sus ne arată că o programare în sistemul absolut înseamnă o poziţionare a sculei în acelaşi punct indiferent de poziţia în care se află. - situaţia 2 –
Pentru a prelucra prima gaura va trebui să programăm deplasarea sculei ca la situaţia 1 G90 .. X30 Z1 .. X30 W-20 .. X50 .. W-30 …X60 …W-40
4.3. Stabilirea sistemului de măsură al deplasărilor Sistemul de măsură al deplasărilor, implicit pentru maşinile cu comandă numeric, este
sistemul metric, respectiv deplasările comandate sunt considerate ca fiind valori în mm. Comanda modală care stabileşte această stare a maşinii este comand G21.
Comanda modală G21 este implicită pentru strungurile cu comandă numerică . Alternanţa de la sistemul metric implicit, la sistemul în inch, se realizează cu comanda
modală alternativă G20.
Capitolul 5 Programarea sculelor, turaţiei şi a avansului de lucru
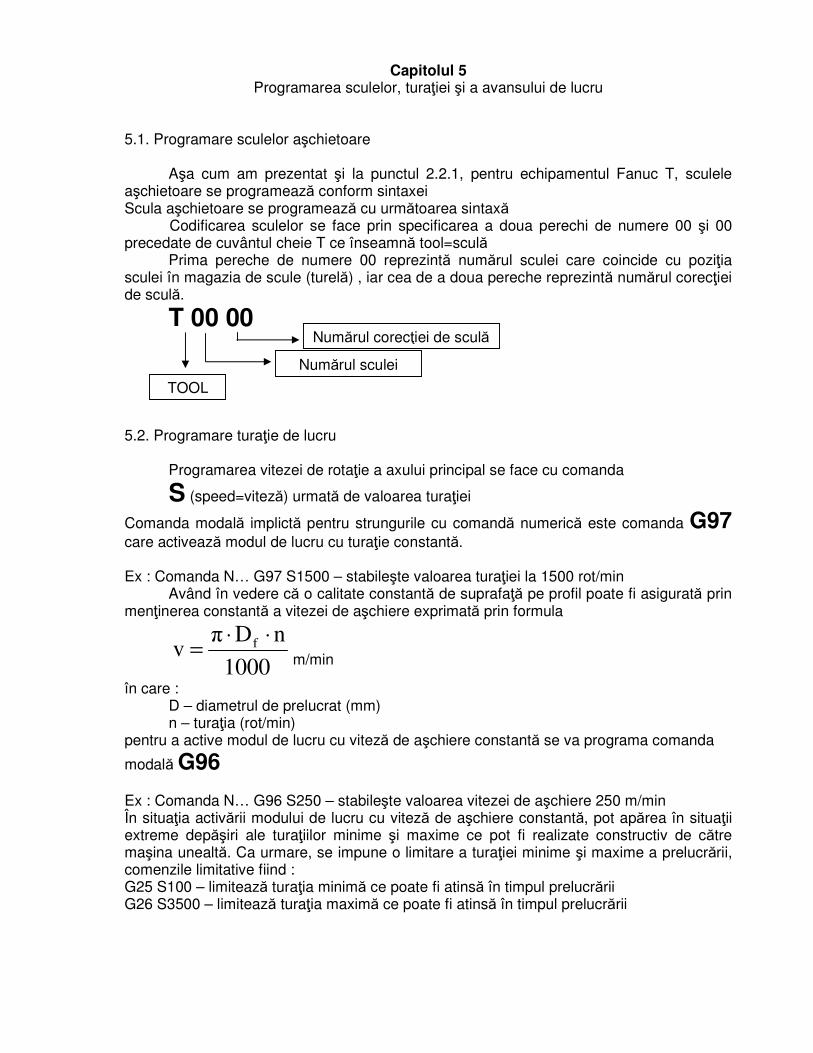
5.1. Programare sculelor aşchietoare Aşa cum am prezentat şi la punctul 2.2.1, pentru echipamentul Fanuc T, sculele aşchietoare se programează conform sintaxei Scula aşchietoare se programează cu următoarea sintaxă
Codificarea sculelor se face prin specificarea a doua perechi de numere 00 şi 00 precedate de cuvântul cheie T ce înseamnă tool=sculă Prima pereche de numere 00 reprezintă numărul sculei care coincide cu poziţia sculei în magazia de scule (turelă) , iar cea de a doua pereche reprezintă numărul corecţiei de sculă.
T 00 00
5.2. Programare turaţie de lucru Programarea vitezei de rotaţie a axului principal se face cu comanda
S (speed=viteză) urmată de valoarea turaţiei
Comanda modală implictă pentru strungurile cu comandă numerică este comanda G97 care activează modul de lucru cu turaţie constantă. Ex : Comanda N… G97 S1500 – stabileşte valoarea turaţiei la 1500 rot/min Având în vedere că o calitate constantă de suprafaţă pe profil poate fi asigurată prin menţinerea constantă a vitezei de aşchiere exprimată prin formula
1000
nDπv
f⋅⋅
= m/min
în care : D – diametrul de prelucrat (mm) n – turaţia (rot/min)
pentru a active modul de lucru cu viteză de aşchiere constantă se va programa comanda
modală G96 Ex : Comanda N… G96 S250 – stabileşte valoarea vitezei de aşchiere 250 m/min În situaţia activării modului de lucru cu viteză de aşchiere constantă, pot apărea în situaţii extreme depăşiri ale turaţiilor minime şi maxime ce pot fi realizate constructiv de către maşina unealtă. Ca urmare, se impune o limitare a turaţiei minime şi maxime a prelucrării, comenzile limitative fiind : G25 S100 – limitează turaţia minimă ce poate fi atinsă în timpul prelucrării G26 S3500 – limitează turaţia maximă ce poate fi atinsă în timpul prelucrării
TOOL
Numărul sculei
Numărul corecţiei de sculă

5.3. Programare avansului de lucru
Avansul de lucru , respectiv viteza de deplasare a punctului P de-a-lungul profilului programat se programează cu comanda
F (FEED – avans) urmată de valoarea acestuia care poate fi exprimată în mm/rot sau rev/rot sau
mm/min sau inch/min.
Pentru exprimarea avansului în mm/rot sau rev/rot se programează comanda G99 Ex. : N…. G99 N… F…
Pentru exprimarea avansului în mm/min sau inch/min se programează comanda
G98 Ex. : N…. G98 N… F…
Formula de calcul care stabileşte relaţia între avansul între mm/min şi mm/rot este următoarea
Szf z ⋅⋅=F mm/min În care
F – avansul în mm/min
fz – avansul în mm/rot/dinte = 1 pentru cuţitele de strung S – turaţia programată (rot/min)
z – numărul de dinţi ai sculei Comanda modală G99 este implicită pentru strungurile cu comandă numerică cu
echipament Fanuc-T, adică avansul se programează implicit în mm/rot .

Capitolul 6 Comenzi auxiliare ale echipamentului Fanuc T
Comanda auxiliară
Descrierea comezii
M00 Stop program - Se utilizează pentru întreruperea obligatorie a procesului de prelucrare în vederea efectuării de către operator a unor operaţiuni obligatorii interfaze : evacuarea şpanului de tip panglică, repoziţionarea sistemelor de fixare a semifabricatelor, verificarea dimensiunilor obţinute, respectiv a stării semifabricatelor ş.a. La programarea acestei comenzi, maşina unealtă îşi întrerupe procesul de prelucrare necondiţionat, reţine ultimele stări ale maşinii programate (comenzile modale, regimurile de aşchiere, comenzile auxiliare curente ş.a.m.d.), urmând ca reluarea procesului de prelucrare să se realizeze prin apăsarea butonului CYCLE START
M01 Stop opţional program (Optional Stop – OSP) Se utilizează pentru întreruperea opţională a procesului de prelucrare în vederea efectuării de către operator a unor operaţiuni interfaze : evacuarea şpanului de tip panglică, repoziţionarea sistemelor de fixare a semifabricatelor, verificarea dimensiunilor obţinute, respectiv a stării semifabricatelor ş.a. , dar numai atunci când operatorul decide oprirea maşinii. La programarea acestei comenzi, maşina unealtă îşi întrerupe procesul de
prelucrare condiţionat, numai dacă a fost apăsat butonul , reţine ultimele stări ale maşinii programate (comenzile modale, regimurile de aşchiere, comenzile auxiliare curente ş.a.m.d.), urmând ca reluarea procesului de prelucrare să se realizeze prin apăsarea butonului CYCLE START
M02 Sfârşit de program M03 Porneşte mişcarea de rotaţiei a axului principal cu ultima turaţie programată
pentru prelucrarea cu scule pe dreapta M04 Porneşte mişcarea de rotaţiei a axului principal cu ultima turaţie programată
pentru prelucrarea cu scule pe stânga M05 Opreşte mişcarea de rotaţie a axului principal, pornită anterior prin M03 sau
M04 M08 Porneşte pompa pentru lichidul de răcire – sistemul de răcire 1 prin exteriorul
sculei aşchietoare M09 Opreşte sistemul de răcire al sculei pornit cu M08 M98 Apelează un subprogram M99 Sfârşit de subprogram M30 Sfârşit de program
Notă : Comenzile auxiliare prezentate în tabelul de mai sus sunt valabile pentru toate maşinile unelte, indiferent de producătorul acestora, deoarece sunt incluse în echipamentul CNC. Celelalte comenzi auxiliare necesare procesului de preluacrare (blocarea axului principal, pornirea/oprirea sistemului de evacuare a aşchiilor, pornirea/oprirea sistemului de lichid pentru spălarea şpanului, indexarea/blocarea/deblocarea platoului rotativ, indexarea masei paletabile ş.a.) aparţin maşinii unelte şi pot fi diferite pentru aceleaşi operaţiuni de la un producător la altul. Deci lista de comenzi auxiliare uzuale se completează din manualul maşinii unelte.
Capitolul 7
Programarea deplasărilor sculei aşchietoare. Programarea prelucrarii filetelor
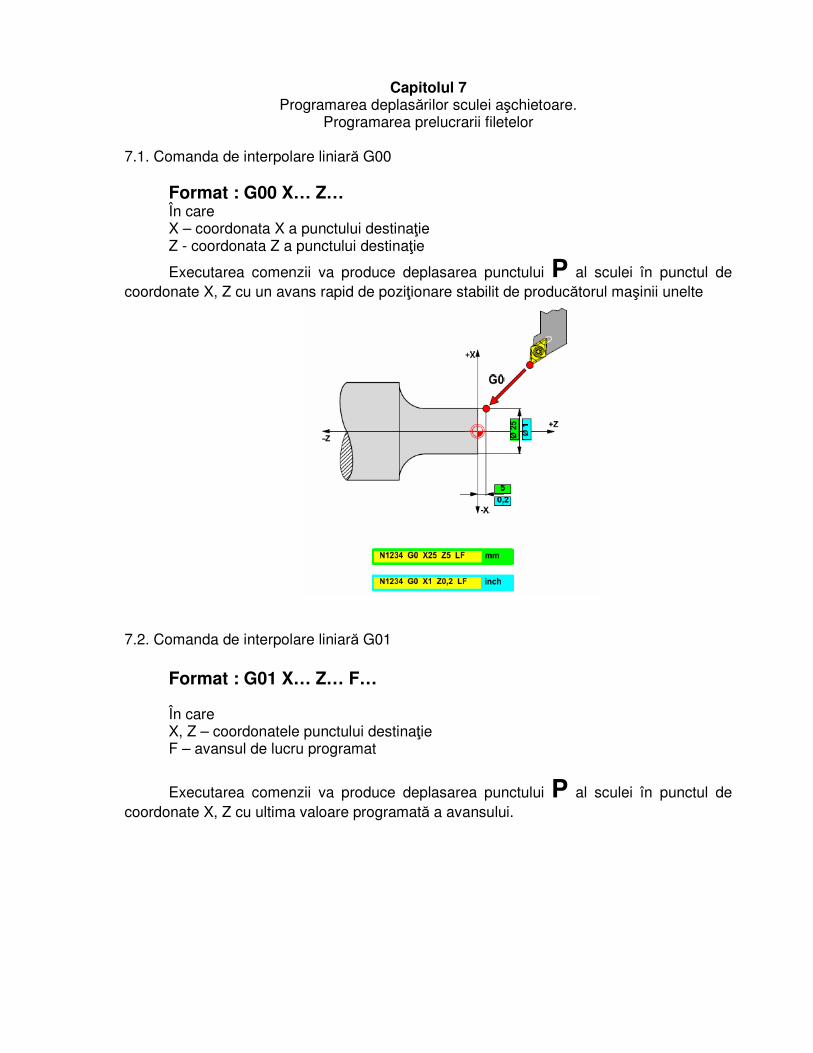
7.1. Comanda de interpolare liniară G00
Format : G00 X… Z… În care X – coordonata X a punctului destinaţie Z - coordonata Z a punctului destinaţie
Executarea comenzii va produce deplasarea punctului P al sculei în punctul de coordonate X, Z cu un avans rapid de poziţionare stabilit de producătorul maşinii unelte
7.2. Comanda de interpolare liniară G01
Format : G01 X… Z… F… În care X, Z – coordonatele punctului destinaţie F – avansul de lucru programat
Executarea comenzii va produce deplasarea punctului P al sculei în punctul de coordonate X, Z cu ultima valoare programată a avansului.

Pentru executarea comenzii G01 este necesară îndeplinirea următoarelor două condiţii :
- să fie programată o turaţie cu comanda S şi să se confirme pornirea mişcării de rotaţie prin programarea comenzilor auxiliare M3/M4
- să fie programată o valoare a avansului de lucru cu comanda F 7.3. Programarea directă a teşiturilor C şi racordărilor R
... N 95 G01 X26 Y53 N100 G01 X26 Y27 R6 N105 G01 Y27 C3 N110 G01 X86 Y0 ....
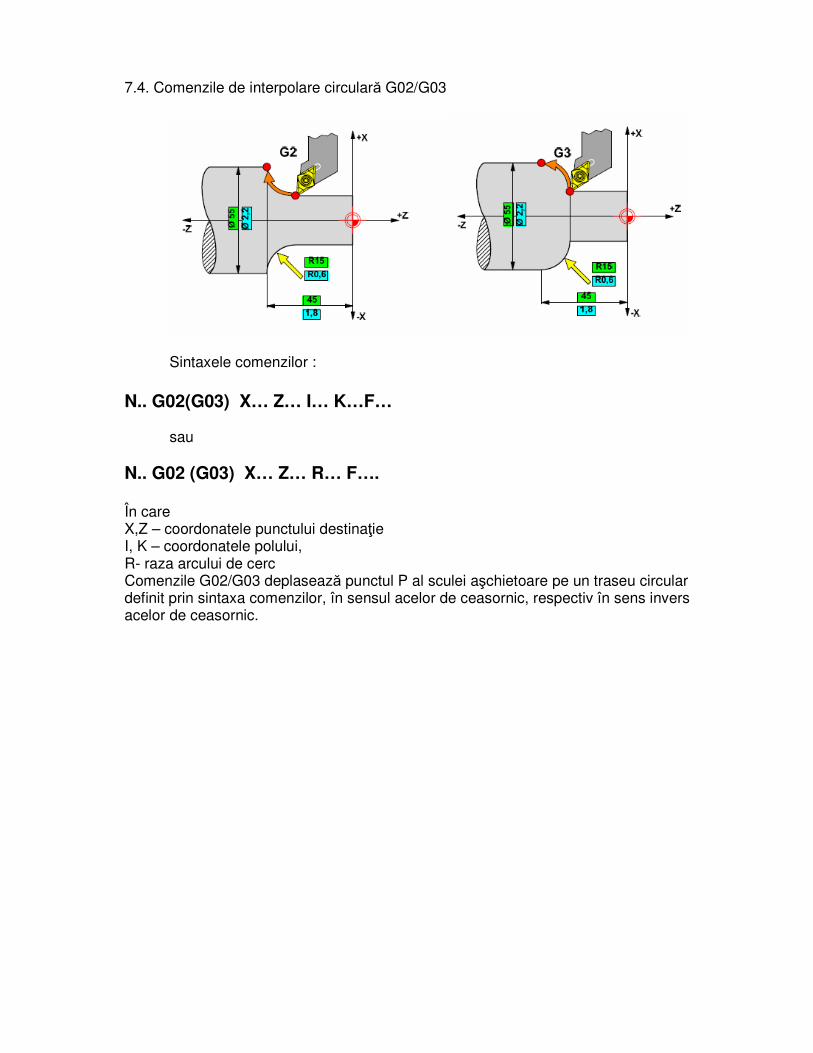
7.4. Comenzile de interpolare circulară G02/G03
Sintaxele comenzilor :
N.. G02(G03) X… Z… I… K…F… sau
N.. G02 (G03) X… Z… R… F….
În care X,Z – coordonatele punctului destinaţie I, K – coordonatele polului, R- raza arcului de cerc Comenzile G02/G03 deplasează punctul P al sculei aşchietoare pe un traseu circular definit prin sintaxa comenzilor, în sensul acelor de ceasornic, respectiv în sens invers acelor de ceasornic.

7.5. Comenzile de filetare cu pas constant G33
N… G33… X… Z… F… În care X,Z – punctul de sfârşit al filetului F – pasul filetulu
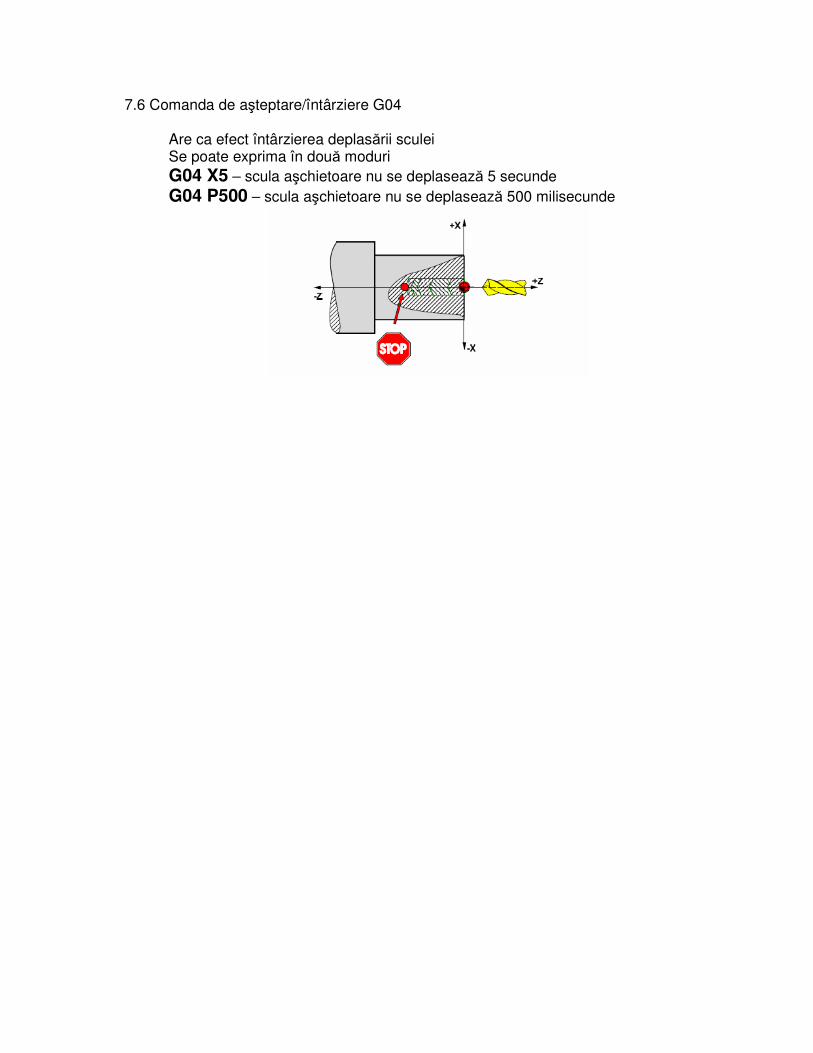
7.6 Comanda de aşteptare/întârziere G04
Are ca efect întârzierea deplasării sculei Se poate exprima în două moduri G04 X5 – scula aşchietoare nu se deplasează 5 secunde G04 P500 – scula aşchietoare nu se deplasează 500 milisecunde
7.7 Programarea ciclurilor de strunjire
7.7.1. Ciclul de strunjire longitudinală G90
Format : N… G90 X(U)… Z(W)… F – prelucrări drepte N… G90 X(U)… Z(W)… R… F… - prelucrări conice unde : X(U)… Z(W)– coordonate absolute (incrementale) ale punctului K R [mm] – valoarea incrementală a conului în direcţia axei x (+/-)
Ex :
N110 G90 U-4 W-66 F0.18
N115 U-8
N120 U-12
N125 U-16
N130 G00…
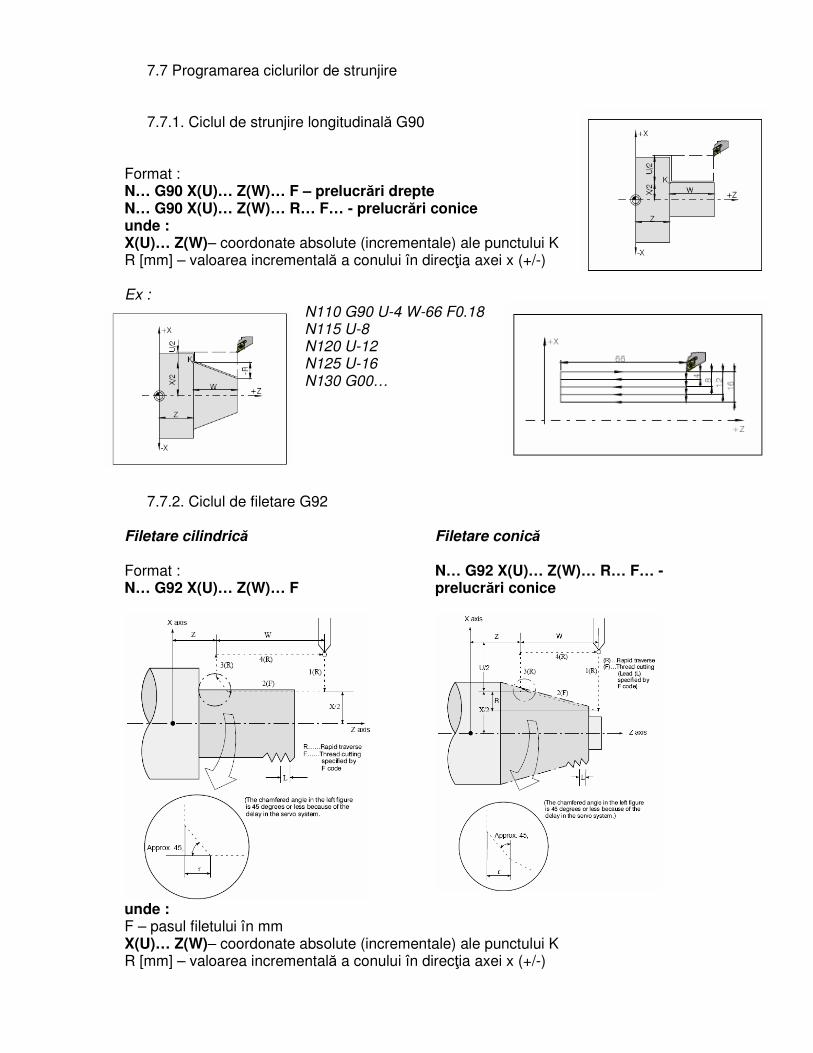
7.7.2. Ciclul de filetare G92
Filetare cilindrică Format : N… G92 X(U)… Z(W)… F
Filetare conică N… G92 X(U)… Z(W)… R… F… - prelucrări conice
unde : F – pasul filetului în mm X(U)… Z(W)– coordonate absolute (incrementale) ale punctului K R [mm] – valoarea incrementală a conului în direcţia axei x (+/-)

7.7.3. Ciclul de prelucrare suprafeţe G94
Suprafeţe cilindrice Format : N… G94 X(U)… Z(W)… F
Suprafeţe conice N… G94 X(U)… Z(W)… R… F… -
unde : X(U)… Z(W)– coordonate absolute (incrementale) ale punctului K R [mm] – valoarea incrementală a conului în direcţia axei x (+/-)
7.7.4. Returnarea punctului de referinţă G28 Format : N… G28 X(U)… Z(W)… Comanda G28 este utilizată pentru a apropia punctul de referinţă printr-un punct intermediar X(U)… Z(W), întâi executându-se deplasarea în punctul X(U)… Z(W) şi apoi în punctul de referinţă. Ambele deplasări se realizează cu G00 . Punctul de zero stabilit cu G50 este deselectat.
7.7.5. Ciclul de prelucrare profile longitudinale G71 Format : G71 U (∆d) R (e) ; G71 P (ns) Q (nf) U (∆u) W (∆w) F (f ) S (s ) T (t)
În care U(∆d) - adâncimea de prelucrare la o trecere, se introduce fără semn R(e) – distanţa pentru mişcarea de retragere măsurată faţă de cursa de aşchiere P – numărul primului bloc pentru profilul de prelucrat Q – numărul ultimului bloc pentru profilul de prelucrat

U (∆u) – adaosul de prelucrare rămas pe profil pentru operaţia de finisare W (∆w) – adaosul de prelucrare frontal ce va rămâne pentru operaţia de finisare F - avansul de prelucrare S – turaţia de lucru T – scula aşchietoare
Schema ciclului ne arată că acesta va prelucra suprafaţa programată cu adaosul de prelucrare pe trecere ∆d şi va rămâne un adaos de prelucrare pentru finisare ∆w pe suprafaţa frontală şi ∆u/2 pe profil.
7.7.6. Ciclul de prelucrare profile frontale G72
Format : G72 W (∆d) R (e) ; G72 P (ns) Q (nf) U (∆u) W (∆w) F (f ) S (s ) T (t) Are aceeaşi funcţionalitate cu ciclul G71, cu diferenţa că deplasările vor fi paralele cu axa X Observaţii :
1. Următoarele patru profile sunt posibile, toate fiind paralele cu axa Z, situaţii în care ∆u şi ∆w au următoarele semne

7.7.7. Ciclul de profilare repetată G73
Format : G73 U (∆i) W(∆k) R (d) ; G73 P (ns) Q (nf) U (∆u) W (∆w) F (f ) S (s ) T (t) În care U(∆i) – distanţa şi direcţia profilului final pe axa X W(∆k) – distanţa şi direcţia profilului final pe axa Z R(d) – numărul de repetiţii P – numărul primului bloc pentru profilul de prelucrat Q – numărul ultimului bloc pentru profilul
de prelucrat U (∆u) – distanţa şi direcţia adaosului de finisare pe direcţia X W (∆w) – distanţa şi direcţia adaosului de finisare pe direcţia Z F - avansul de prelucrare S – turaţia de lucru T – scula aşchietoare
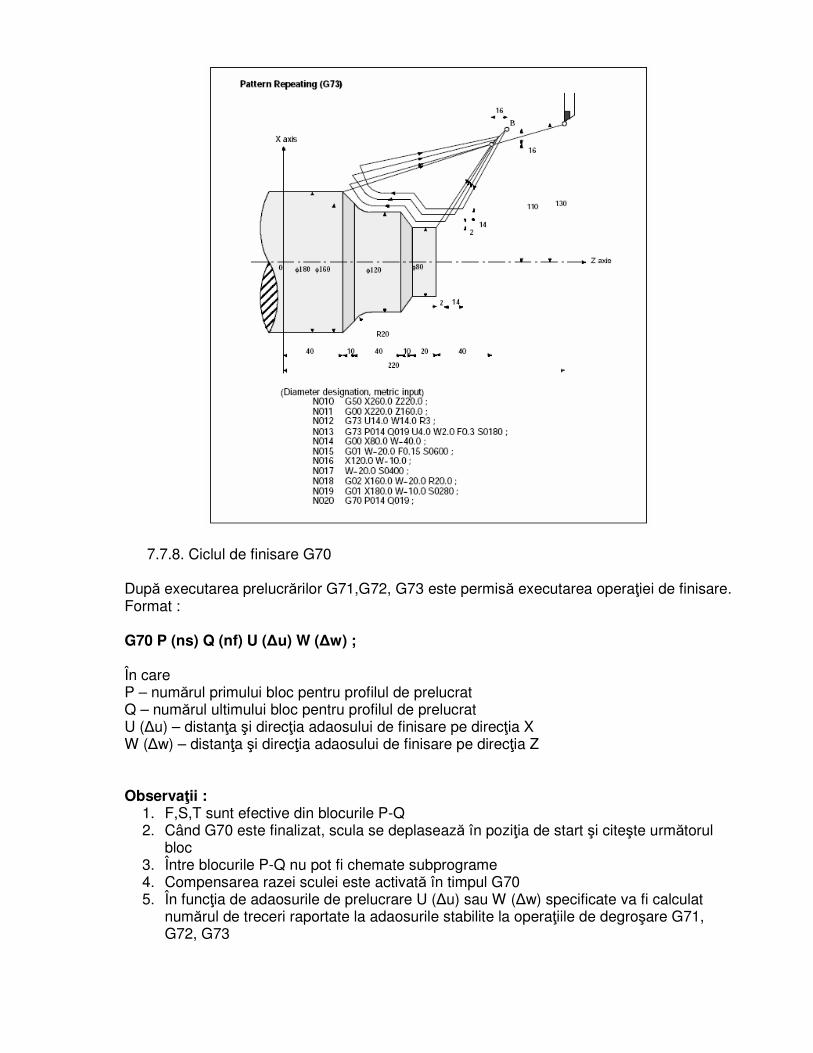
7.7.8. Ciclul de finisare G70
După executarea prelucrărilor G71,G72, G73 este permisă executarea operaţiei de finisare. Format : G70 P (ns) Q (nf) U (∆u) W (∆w) ; În care P – numărul primului bloc pentru profilul de prelucrat Q – numărul ultimului bloc pentru profilul de prelucrat U (∆u) – distanţa şi direcţia adaosului de finisare pe direcţia X W (∆w) – distanţa şi direcţia adaosului de finisare pe direcţia Z Observaţii :
1. F,S,T sunt efective din blocurile P-Q 2. Când G70 este finalizat, scula se deplasează în poziţia de start şi citeşte următorul
bloc 3. Între blocurile P-Q nu pot fi chemate subprograme 4. Compensarea razei sculei este activată în timpul G70 5. În funcţia de adaosurile de prelucrare U (∆u) sau W (∆w) specificate va fi calculat
numărul de treceri raportate la adaosurile stabilite la operaţiile de degroşare G71, G72, G73
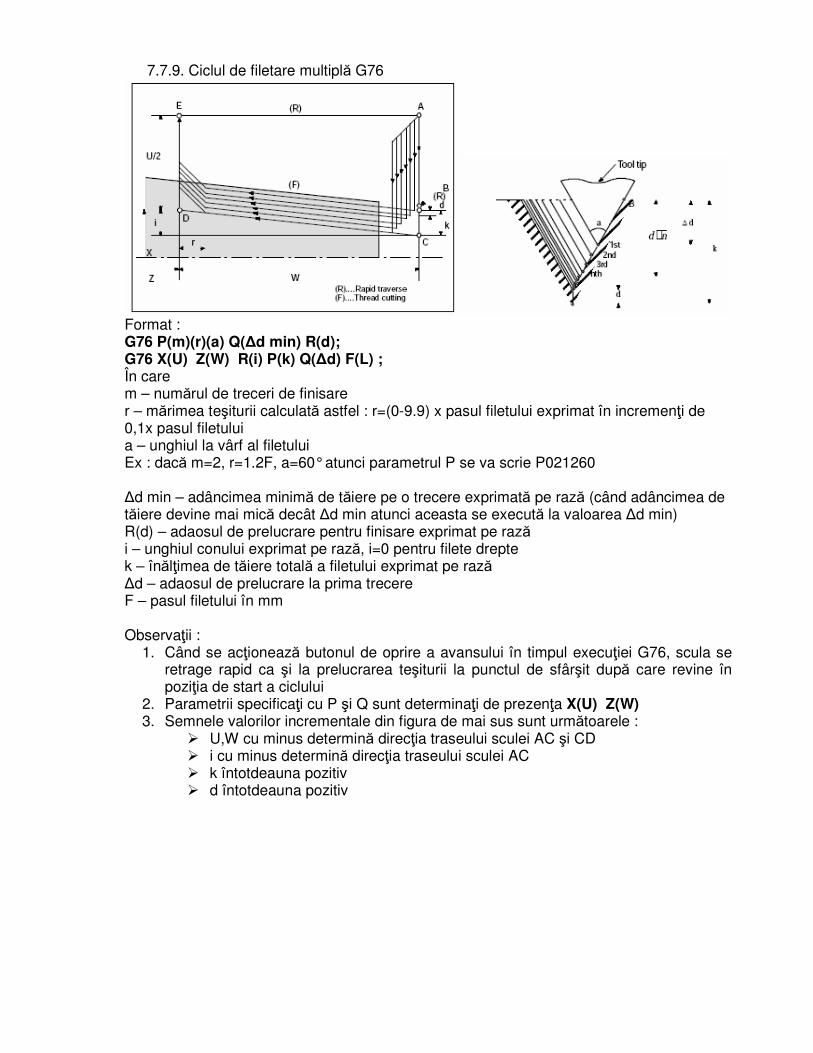
7.7.9. Ciclul de filetare multiplă G76
Format : G76 P(m)(r)(a) Q(∆d min) R(d); G76 X(U) Z(W) R(i) P(k) Q(∆d) F(L) ; În care m – numărul de treceri de finisare r – mărimea teşiturii calculată astfel : r=(0-9.9) x pasul filetului exprimat în incremenţi de 0,1x pasul filetului a – unghiul la vârf al filetului Ex : dacă m=2, r=1.2F, a=60° atunci parametrul P se va scrie P021260 ∆d min – adâncimea minimă de tăiere pe o trecere exprimată pe rază (când adâncimea de tăiere devine mai mică decât ∆d min atunci aceasta se execută la valoarea ∆d min) R(d) – adaosul de prelucrare pentru finisare exprimat pe rază i – unghiul conului exprimat pe rază, i=0 pentru filete drepte k – înălţimea de tăiere totală a filetului exprimat pe rază ∆d – adaosul de prelucrare la prima trecere F – pasul filetului în mm Observaţii :
1. Când se acţionează butonul de oprire a avansului în timpul execuţiei G76, scula se retrage rapid ca şi la prelucrarea teşiturii la punctul de sfârşit după care revine în poziţia de start a ciclului
2. Parametrii specificaţi cu P şi Q sunt determinaţi de prezenţa X(U) Z(W) 3. Semnele valorilor incrementale din figura de mai sus sunt următoarele :
� U,W cu minus determină direcţia traseului sculei AC şi CD � i cu minus determină direcţia traseului sculei AC � k întotdeauna pozitiv � d întotdeauna pozitiv

Observaţii generale privind funcţionarea ciclurilor repetitive G70-G76
1. În blocurile în care ciclurile repetitive sunt comandate, adresele P, Q, X, Z, U, W, şi R trebuie să fie specificate corect în fiecare bloc
2. Pentru ciclurile G71-G73, în primul bloc al profilului P, comenzile G00 sau G01 trebuie să fie specificate
3. Ciclurile G70, G71, G72, sau G73 nu pot fi comandate în modul MDI 4. În blocurile cuprinse între P şi Q şi care sunt comandate de ciclurile G70, G71, G72,
sau G73 nu se pot utiliza comenzile � M98 sau M99 � G04 � Comenzile din grupa 01 cu excepţia G00,G01,G02,G03
(G32,G71,G72,G73,G74,G90,G92,G94) � Comenzile G din grupa 06 (G20,G21)
5. Când ciclurile G70, G71, G72, sau G73 sunt executate, secvenţele de numere specificate cu adresele P sau Q nu trebuie repetate în program
6. Nu programaţi aşa încât deplasarea finală a formei de finisare dintre blocurile P şi Q prelucrate cu ciclurile G70, G71, G72, sau G73 să fie racordare sau teşitură – alarma 69 va fi generată;
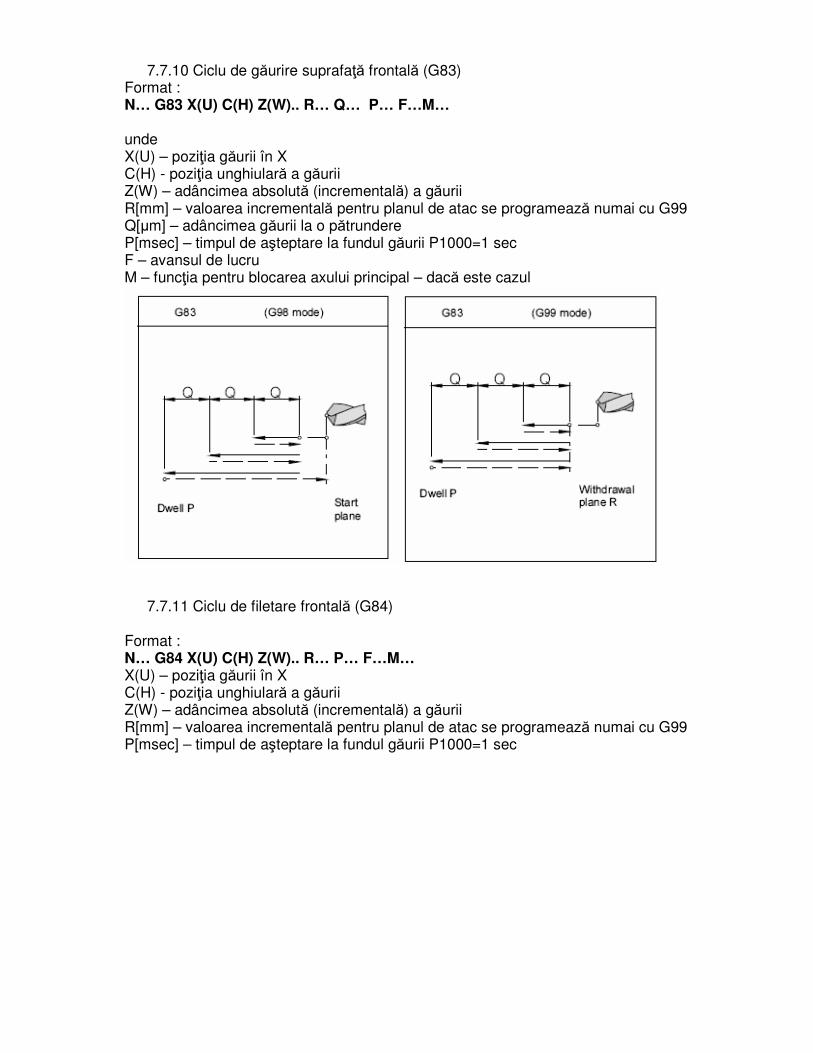
7.7.10 Ciclu de găurire suprafaţă frontală (G83) Format : N… G83 X(U) C(H) Z(W).. R… Q… P… F…M… unde X(U) – poziţia găurii în X C(H) - poziţia unghiulară a găurii Z(W) – adâncimea absolută (incrementală) a găurii R[mm] – valoarea incrementală pentru planul de atac se programează numai cu G99 Q[µm] – adâncimea găurii la o pătrundere P[msec] – timpul de aşteptare la fundul găurii P1000=1 sec F – avansul de lucru M – funcţia pentru blocarea axului principal – dacă este cazul
7.7.11 Ciclu de filetare frontală (G84) Format : N… G84 X(U) C(H) Z(W).. R… P… F…M… X(U) – poziţia găurii în X C(H) - poziţia unghiulară a găurii Z(W) – adâncimea absolută (incrementală) a găurii R[mm] – valoarea incrementală pentru planul de atac se programează numai cu G99 P[msec] – timpul de aşteptare la fundul găurii P1000=1 sec

F – avansul de lucru M – funcţia pentru blocarea axului principal – dacă este cazul
7.7.12 Ciclu de alezare frontală (G85)
Format : N… G85 X(U) C(H) Z(W).. R… P… F…M… X(U) – poziţia găurii în X C(H) - poziţia unghiulară a găurii Z(W) – adâncimea absolută (incrementală) a găurii R[mm] – valoarea incrementală pentru planul de atac se programează numai cu G99 P[msec] – timpul de aşteptare la fundul găurii P1000=1 sec F – avansul de lucru M – funcţia pentru blocarea axului principal – dacă este cazul
Notă : mişcarea de retragere se va executa cu un avans dublu cu avansul de pătrundere

7.8. Subprograme
Dacă un program conţine o secţiune care se repetă în mod frecvent, atunci aceasta poate fi stocată în memorie sub forma unui subprogram. Un subprogram poate fi chemat din programul principal. De asemenea, un subprogram poate chema un alt subprogram, nivelele de subordonare fiind de maxim 4. Sintaxa unui subprogram : O…..; numărul subprogramului Block1; Block2; …. Blockn; M99; sfârşit subprogram; Chemarea unui subprogram într-un alt program (principal sau subprogram) se realizează cu comanda M98 P OOO OOOO
Ex :
NUMĂRUL DE REPETIŢII ALE SUBPROGRAMULUI
NUMĂRUL SUBPROGRAMULUI
PROGRAMUL PRINCIPAL
N0010; N0020; N0030 M98 P21010; N0040; N0050 M98 P1010; N0060; …… M30
SUBPROGRAMUL O1010; N1020; N1030; N1040; N1050; N1060; M99;
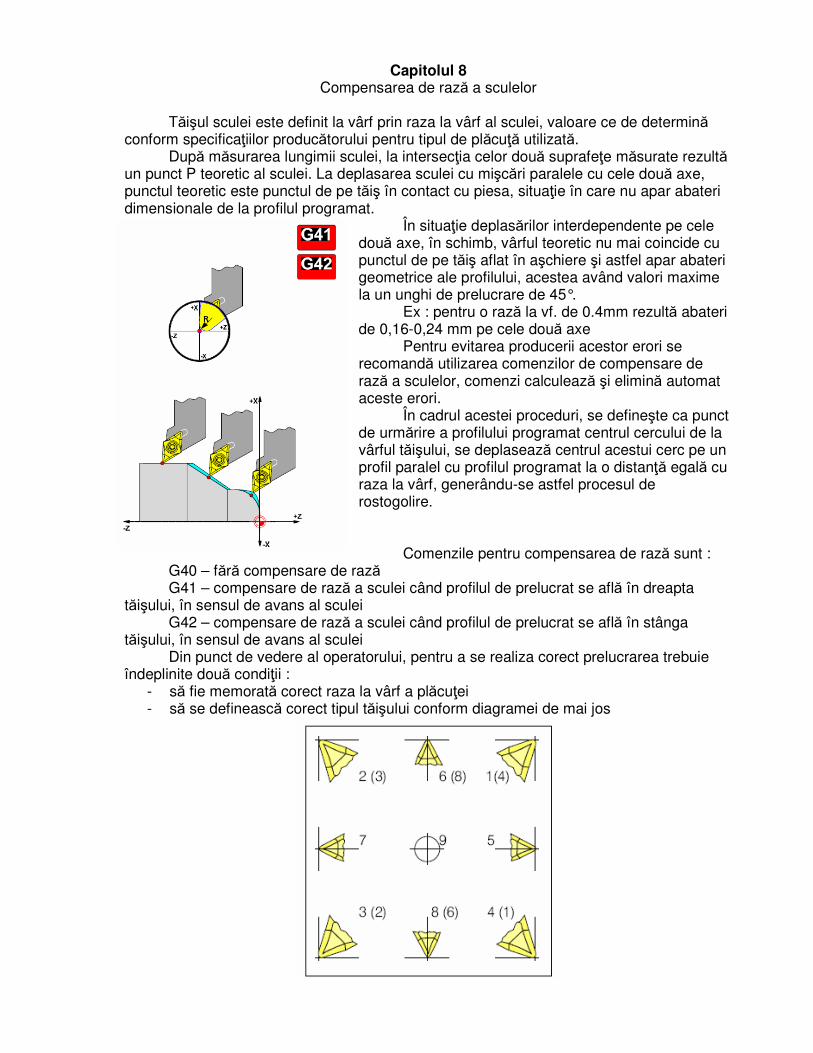
Capitolul 8 Compensarea de rază a sculelor
Tăişul sculei este definit la vârf prin raza la vârf al sculei, valoare ce de determină
conform specificaţiilor producătorului pentru tipul de plăcuţă utilizată. După măsurarea lungimii sculei, la intersecţia celor două suprafeţe măsurate rezultă
un punct P teoretic al sculei. La deplasarea sculei cu mişcări paralele cu cele două axe, punctul teoretic este punctul de pe tăiş în contact cu piesa, situaţie în care nu apar abateri dimensionale de la profilul programat.
În situaţie deplasărilor interdependente pe cele două axe, în schimb, vârful teoretic nu mai coincide cu punctul de pe tăiş aflat în aşchiere şi astfel apar abateri geometrice ale profilului, acestea având valori maxime la un unghi de prelucrare de 45°.
Ex : pentru o rază la vf. de 0.4mm rezultă abateri de 0,16-0,24 mm pe cele două axe
Pentru evitarea producerii acestor erori se recomandă utilizarea comenzilor de compensare de rază a sculelor, comenzi calculează şi elimină automat aceste erori.
În cadrul acestei proceduri, se defineşte ca punct de urmărire a profilului programat centrul cercului de la vârful tăişului, se deplasează centrul acestui cerc pe un profil paralel cu profilul programat la o distanţă egală cu raza la vârf, generându-se astfel procesul de rostogolire.
Comenzile pentru compensarea de rază sunt :
G40 – fără compensare de rază G41 – compensare de rază a sculei când profilul de prelucrat se află în dreapta
tăişului, în sensul de avans al sculei G42 – compensare de rază a sculei când profilul de prelucrat se află în stânga
tăişului, în sensul de avans al sculei Din punct de vedere al operatorului, pentru a se realiza corect prelucrarea trebuie
îndeplinite două condiţii : - să fie memorată corect raza la vârf a plăcuţei - să se definească corect tipul tăişului conform diagramei de mai jos


Capitolul 8
Exerciţiu practic Reglarea centrului de prelucrare cu echipament Fanuc-T
Întocmirea programului de execuţie pentru reperul de mai jos
Să se prelucreze piesa din desenul alăturat cunoscând ca date de intrare următoarele elemente :
Semifabricatul :
• dimensiunile : semifabricat rotund bară Ø64 • material : OL37
Scule aşchietoare : • T0101 = cutit de strunjire exterioară cu următoarele caracterisitici dimensionale şi
tehnologice o Unghiul de atac principal : 93º o Unghiul la vârf al plăcuţei : 80º o Raza la vârf a plăcuţei : 1,2 mm o Adaosul de prelucrare : ap=1-5 mm o Viteza de aşchiere recomandată : 345 m/min o Avansul pe dinte recomandat : 0,3 mm/rot/dinte
• T0202 = cutit de strunjire exterioară cu următoarele caracterisitici dimensionale şi
tehnologice o Unghiul de atac principal : 93º o Unghiul la vârf al plăcuţei : 55º o Raza la vârf a plăcuţei : 0,8 mm o Adaosul de prelucrare : ap=0,5-3 mm o Viteza de aşchiere recomandată : 425 m/min o Avansul pe dinte recomandat : 0,15 mm/rot/dinte
• T0303 = cuţit de filetare exterioară cu următoarele caracterisitici dimensionale şi
tehnologice o Unghiul filetului : 60º o Pas maxim de prelucrat : 2mm o Viteza de aşchiere recomandată : 100 m/min

• T0404 = cuţit de canelare exterioară o Lăţimea plăcuţei : 4mm o Raza pe colţ a plăcuţei : 0,2mm o Viteza de aşchiere recomandată : 270 m/min o Avansul pe dinte recomandat : 0,1 mm/rot/dinte
8.1. Măsurarea originii de lucru
Metoda de măsurare a primei origini de lucru cu scula zero
1. Se selectează modul MDI prin poziţionarea selectorului modurilor de lucru existent pe
panoul de operare al maşinii unelte pe poziţia
2. Se scrie setul de instrucţiuni T0101 S1500
şi se apasă butonul CYCLE START În acest moment, centrul de prelucrare va indexa magazia de scule şi va aduce în poziţie scula T0101 3. Se trece în modul JOG prin prin poziţionarea selectorului modurilor de lucru existent pe
panoul de operare al maşinii unelte pe poziţia 4. Se porneşte mişcarea de rotaţie a piesei pentru scule pe dreapta şi prin deplasarea manuală a sculei 1 se prelucrează o suprafaţă frontală dreaptă a semifabricatului 5. Se măsoară semifabricatul pentru a determina adaosul de prelucrare rămas pe suprafaţa frontală = 0,5mm 6. Se selectează modul MDI prin poziţionarea selectorului modurilor de lucru existent pe
panoul de operare al maşinii unelte pe poziţia
7. Se scrie setul de instrucţiuni T0400
şi se apasă butonul CYCLE START În acest moment, centrul de prelucrare va roti turela în poziţia 04 8. Se trece în modul JOG prin poziţionarea selectorului modurilor de lucru existent pe
panoul de operare al maşinii unelte pe poziţia 9.Se deplasează portcuţitul, şi cu ajutorul unei foiţe de hărtie, se atinge cu suprafaţa acesteia suprafaţa frontală a piesei.
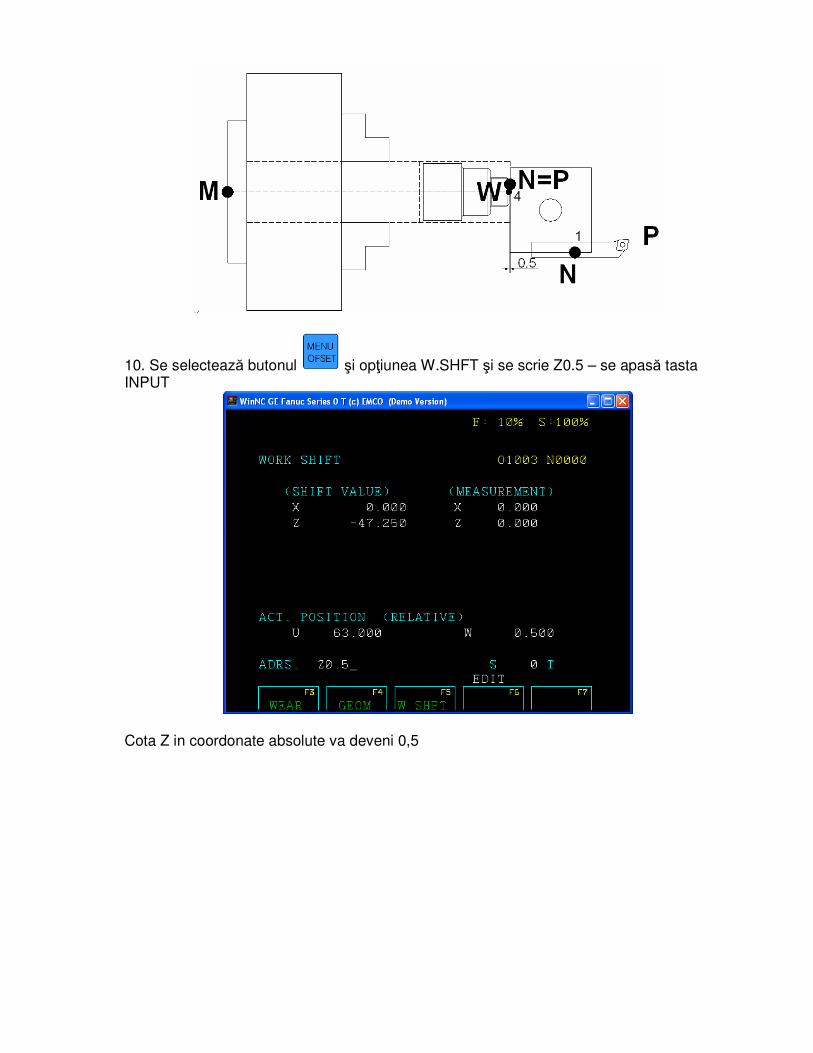
10. Se selectează butonul şi opţiunea W.SHFT şi se scrie Z0.5 – se apasă tasta INPUT
Cota Z in coordonate absolute va deveni 0,5

8.2. Măsurarea lungimii de compensare a sculelor
Metoda de determinare a lungimii sculelor aşchietoare prin atingerea de piesă 1. Se selectează modul MDI prin poziţionarea selectorului modurilor de lucru existent pe
panoul de operare al maşinii unelte pe poziţia
2. Se scrie setul de instrucţiuni T0101 S1500
şi se apasă butonul CYCLE START În acest moment, centrul de prelucrare va indexa magazia de scule şi va aduce în poziţie scula T0101 3. Se trece în modul JOG prin prin poziţionarea selectorului modurilor de lucru existent pe
panoul de operare al maşinii unelte pe poziţia 4. Se porneşte mişcarea de rotaţie a piesei pentru scule pe dreapta şi prin deplasarea manuală a sculei 1 şi se atinge suprafaţa frontală dreaptă a semifabricatului Atenţie! Nu se prelucrează din nou baza de măsură

5. Se selectează butonul şi opţiunea GEOM, se deplasează cursorul pe rândul 1 şi se scrie Z0.5 se apasă tasta rapidă MEASURE
6.Se poziţionează scula aşchietoare aşa încât să poată fi prelucrată o suprafaţă cilindrică; după prelucrare se retrage scula aşchietoare doar pe direcţia Z şi se opreşte mişcarea de
rotaţie a piesei prin apăsare butonului existent pe panoul de operare al maşinii. Se măsoară cu şublerul diametrul prelucrat – 59,12
7. Se selectează butonul şi opţiunea GEOM, se deplasează cursorul pe rândul 1 şi se scrie X59.12 se apasă tasta rapidă MEASURE

8.3. Banda de start a programului
Se apasă butonul , se poziţionează selectorul modului de lucru pe poziţia EDIT şi se selectează tasta rapidă LIB

Se scrie numele programului O1004 şi se apasă orice tasta de direcţie de pe tastatura MDI. Se va crea noul program şi se va deschide fereastra de editare a acestuia.
Se va scrie banda de start a programului
8.4. Strunjirea frontală şi cilindrică exterioară de degroşare 8.4.1. Strunjirea frontală

8.4.2. Strunjirea cilindrică exterioară Se stabileşte ap=2mm Se va aplica metoda de prelucrare cu tăieri drepte longitudinale şi protejarea profilului – liniile marcate cu roşu şi prelucrarea de degroşare finală pe contur – linia albastră



8.5. Strunjirea cilindrică exterioară de finisare
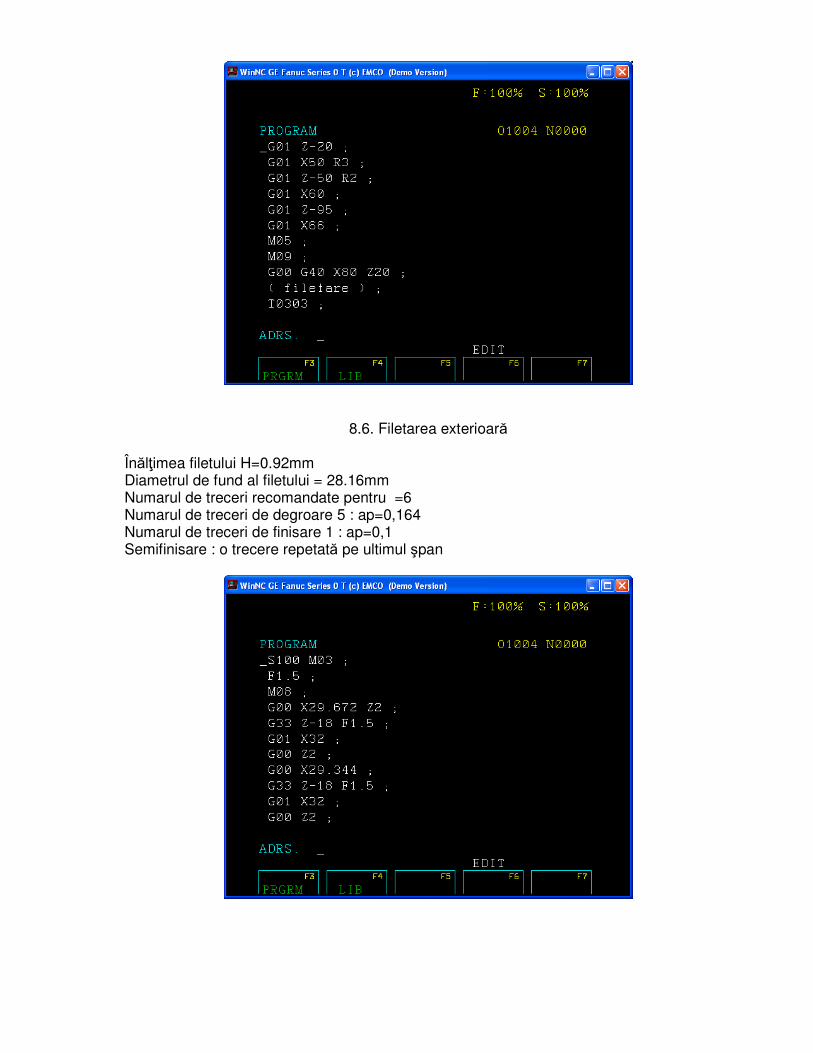
8.6. Filetarea exterioară
Înălţimea filetului H=0.92mm Diametrul de fund al filetului = 28.16mm Numarul de treceri recomandate pentru =6 Numarul de treceri de degroare 5 : ap=0,164 Numarul de treceri de finisare 1 : ap=0,1 Semifinisare : o trecere repetată pe ultimul şpan

8.7. Debitarea
