tcc -luciana_dias_de_moura
TRANSCRIPT

UNIVERSIDADE ESTADUAL DE GOIÁS UNIDADE UNIVERSITÁRIA DE CIÊNCIAS EXATAS E TECNOLÓGICAS
ENGENHARIA AGRÍCOLA
CARACTERÍSTICAS FÍSICAS E MECÂ ICAS DE COMPÓSITOS DE GESSO COM A I CORPORAÇÃO DE DIFERE TES TEORES DE FIBRAS
DE BAMBU
Luciana Dias de Moura
ANÁPOLIS-GO
2011

LUCIANA DIAS DE MOURA
CARACTERÍSTICAS FÍSICAS E MECÂ ICAS DE COMPÓSITOS DE GESSO COM A I CORPORAÇÃO DE DIFERE TES TEORES DE FIBRA DE
BAMBU
ANÁPOLIS-GO 2011
Monografia apresentada à Universidade Estadual de Goiás – UnUCET, para obtenção do título de Bacharel em Engenharia Agrícola. Área de Concentração: Materiais de Construção. Orientador: Prof. DSc. José Dafico Alves.

LUCIANA DIAS DE MOURA
CARACTERÍSTICAS FÍSICAS E MECÂ ICAS DE COMPÓSITOS DE GESSO COM A I CORPORAÇÃO DE DIFERE TES TEORES DE FIBRA DE
BAMBU
Aprovada em: _____ / _____ /______
Banca Examinadora
_______________________________________________ Profa. DSc. José Dafico Alves
Universidade Estadual de Goiás - UnUCET
_______________________________________________ Janaína Borges de Azevedo França
Universidade Estadual de Goiás – UnUCET
_______________________________________________ Profa. DSc. Roberta Passini
Universidade Estadual de Goiás - UnUCET
Monografia apresentada à Universidade Estadual de Goiás – UnUCET, para obtenção do título de Bacharel em Engenharia Agrícola. Área de Concentração: Materiais de Construção

iii
A Deus, razão do meu existir, que me
proporcionou forças para esta jornada.
iv
AGRADECIME TOS
À Deus, fonte de graça e sabedoria, que me iluminou e guiou durante esta
caminhada, colocando em meu caminho pessoas maravilhosas que me ajudaram na realização
desta conquista.
Ao meu marido, exemplo de companheirismo, que sempre esteve ao meu lado não só
nos momentos felizes, mas também nos momentos de angústias e dificuldades, me dando
apoio, carinho e forças para prosseguir, não me deixando desistir jamais, enfrentando comigo
todos os obstáculos impostos pela vida e fazendo com que eu alcança-se o sucesso. Se hoje
cheguei a este patamar, devo muito a ele, e como forma de retribuição, deixo aqui o meu
MUITO OBRIGADA.
À minha filha, razão do meu existir, todo o meu amor, carinho e dedicação. Esta
vitória é especialmente dedicada a ela, onde, se hoje cheguei até aqui, concluindo um curso
superior, é pensando em lhe proporcionar um belo futuro.
À minha mãe, pelo apoio e confiança em mim depositados, proporcionando-me a
oportunidade de concluir um curso de graduação.
Á minha avó, pela ajuda com os cuidados à minha filha, me fazendo poder estar
presente na faculdade. Sem ela, com certeza não teria chegado até aqui.
Ao amigo Eduardo Alves, que sempre me ajudou durante esta caminhada, mesmo
com as dificuldades impostas encontradas pelo caminho, sempre esteve disposto a me ajudar,
dando conselhos ou fazendo críticas, vistas por mim como críticas construtivas, me auxiliando
em toda a caminhada, devo muito a você meu amigo.
À amiga do peito Jordana, mesmo com seu jeito meio esquecida, se fez uma pessoa
muito presente, me ajudando a vencer mais um obstáculo da minha vida.
À todos os meus familiares e amigos que de alguma forma contribuíram para esta
vitória.
Ao professor DSc. José Dafico Alves e a professora DSc. Roberta Passini, pela
orientação e co-orientação a mim concedidas durante o desenvolvimento desta pesquisa.
À mestranda Janaína Borges de Azevedo França pela paciência e participação
compondo a banca examinadora deste trabalho.
Enfim, agradeço de coração a todos que direta ou indiretamente fizeram parte da
minha vida nesta longa caminhada. Que fizeram destes cinco anos uma importantíssima
conquista em minha vida.

v
SUMÁRIO
1. I TRODUÇÃO .................................................................................................................. 10
2. REVISÃO BIBLIOGRÁFICA .......................................................................................... 12
2.1 – GIPSITA ...................................................................................................................... 12
2.2 – GESSO ......................................................................................................................... 17
2.2.1 – O gesso como material de construção ................................................................... 18
2.2.2 - Os resíduos do gesso e suas possibilidades de reciclagem .................................... 19
2.3 – FIBRAS VEGETAIS ................................................................................................... 21
2.4 – FIBRAS DE BAMBU ................................................................................................. 24
3. MATERIAL E MÉTODOS ............................................................................................... 27
3.1 – FIBRAS DE BAMBU ................................................................................................. 27
3.2 – GESSO ......................................................................................................................... 27
3.3 – COMPÓSITOS DE GESSO ........................................................................................ 28
3.4 – CORPOS-DE-PROVA ................................................................................................ 30
3.5 – ENSAIOS DE COMPRESSÃO AXIAL ..................................................................... 32
3.7 – ENSAIOS DE FLEXÃO ............................................................................................. 33
3.8 – ANÁLISE ESTATÍSTICA .......................................................................................... 34
4 – RESULTADOS E DISCUSSÃO ..................................................................................... 35
4.1 – GESSO ......................................................................................................................... 35
4.2 – RESISTÊNCIAS À COMPRESSÃO AXIAL ............................................................. 35
4.3 – RESISTÊNCIAS À TRAÇÃO POR COMPRESSÃO DIAMETRAL ....................... 36
4.4 – RESISTÊNCIAS À FLEXÃO ..................................................................................... 36
5 – CO CLUSÕES ................................................................................................................. 39
6 – CO SIDERAÇÕES FI AIS ........................................................................................... 40
7 – REFERÊ CIAS BIBLIOGRÁFICAS ........................................................................... 41

vi
LISTA DE FIGURAS
FIGURA 1 - Mineral denominado de gipsita. .......................................................................... 12 FIGURA 2 - (A) vista geral do processo de mineração; (B) detalhe da mineração a céu aberto. .................................................................................................................................................. 15 FIGURA 3 - (A) Forno de marmita horizontal utilizado na fabricação do gesso beta; (B) Instalações utilizadas na fabricação do gesso alfa. ................................................................... 16 FIGURA 4 - Variação da fração volumétrica das fibras na espessura do ................................ 25 FIGURA 5 - (A) Fibras de bambu; (B) Fibras sendo hidratadas com água. ............................ 27 FIGURA 6 - (A) Recipiente confeccionado de cano de PVC e colado sobre uma peça cerâmica; (B) Sistema montado para a medição da massa unitária; (C) Recipiente com o gesso sendo pesado. ............................................................................................................................ 28 FIGURA 7 - (A) Preparação da pasta de gesso sendo misturada manualmente; (B) Corpos-de-prova montados; (C) Corpos-de-prova secando à temperatura ambiente................................. 30 FIGURA 8 - (A) Preparação dos moldes para a confecção dos corpos-de-prova; (B) Confecção dos corpos-de-prova; (C) Corpos-de-prova secando à temperatura ambiente. ...... 31 FIGURA 9 - (A) Estufa utilizada para a secagem dos corpos-de-prova; (B) Disposição dos corpos-de-prova dentro da estufa para a secagem. ................................................................... 31 FIGURA 10 - (A) Prensa hidráulica utilizada para os ensaios de resistência; (B) Painel de controle da prensa. .................................................................................................................... 32 FIGURA 11 - (A) Corpo-de-prova posicionado para o ensaio; (B) Corpo-de-prova após ensaio; (C) Corpo-de-prova rompido (testemunha).................................................................. 32 FIGURA 12 - (A) Corpo-de-prova posicionado na prensa após ter recebido a carga de ruptura; (B) Corpo-de-prova após rompimento (testemunha)................................................................ 33 FIGURA 13 - (A) Placa antes de ser rompida; (B) Placa preparada para o ensaio de resistência à flexão; (C) Placa após ruptura (0,5% de fibra de bambu). .................................................... 34 FIGURA 14 - (A) Corpo-de-prova após ensaio de resistência à compressão axial com 0% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à compressão axial com 0,5% de fibra de bambu. .................................................................................................................... 36

vii
FIGURA 15 - (A) Corpo-de-prova após ensaio de resistência à tração por compressão diametral com 0% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à tração por compressão diametral com 0,5% de fibra de bambu. ......................................................... 36 FIGURA 16 - (A) Corpo-de-prova após ensaio de resistência à flexão com 0% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à flexão com 0,5% de fibra de bambu. .................................................................................................................................................. 37 FIGURA 17 - (A) Corpo-de-prova após ensaio de resistência à flexão com 1% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à flexão com 1,5% de fibra de bambu. .................................................................................................................................................. 37 FIGURA 18 - (A) Corpo-de-prova após ensaio de resistência à flexão com 2% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à flexão com 2,5% de fibra de bambu. .................................................................................................................................................. 37 FIGURA 19 - Comportamento das resistências dos compósitos em função dos diferentes teores de fibra de bambu. .......................................................................................................... 38

viii
LISTA DE TABELAS
TABELA 1 - Composição química da gipsita. ......................................................................... 13 TABELA 2 - Propriedades físicas da gipsita. .......................................................................... 14 TABELA 3 - Energia necessária na fabricação de materiais de construção. ........................... 17 TABELA 4 - Especificações químicas para uso de gesso na construção civil. ....................... 18 TABELA 5 - Exigências às propriedades físicas e mecânicas do gesso para uso em construção. ................................................................................................................................ 18 TABELA 6 - Exigências às propriedades granulométricas do gesso para uso em construção. 19 TABELA 7 - Características físicas e mecânicas de fibras vegetais, amianto e prolipropileno. .................................................................................................................................................. 23 TABELA 8 - Características físicas e mecânicas de algumas fibras nacionais........................ 26 TABELA 9 - Comparação das médias das resistências pelo teste de Tukey. .......................... 35

ix
RESUMO
Em todo o mundo tem sido crescente a preocupação em se desenvolver materiais de
construção que sejam produzidos de forma sustentável e que não agridam o meio ambiente,
podendo se tornar uma alternativa na substituição dos materiais convencionais. O Brasil
possui uma imensa capacidade de produção de fibras vegetais, que podem ser utilizadas
incorporadas ao cimento, gesso e outros materiais de construção com a finalidade de aumentar
a resistência à flexão, utilizando um produto que em geral não possui valor comercial. Nesse
contexto, diversas pesquisas têm sido realizadas com a finalidade de avaliar a incorporação de
diferentes tipos e quantidades de fibras de origem vegetal na confecção de materiais de
construção. Sendo assim, este trabalho teve como objetivo avaliar as características físicas e
mecânicas de compósitos de gesso com a incorporação de cinco diferentes teores de fibras de
bambu, sendo: 0% (testemunha), 0,5%, 1%, 2% e 2,5% de fibras adicionadas em volume à
pasta de gesso. O experimento foi conduzido na Universidade Estadual de Goiás (UnUCET),
nos laboratórios de materiais de construção e resistência dos materiais. Foram utilizados na
confecção dos corpos de prova gesso de construção do tipo pega rápida, e fibras de bambu
obtidas como resíduo em uma agroindústria de processamento de bambu. Os corpos de prova
foram montados em formas cilíndricas de 10 cm de comprimento por 5 cm de diâmetro, sendo
confeccionados seis corpos de prova para cada teor de fibra celulósica adicionada ao gesso. O
delineamento experimental utilizado foi inteiramente casualizado, sendo os tratamentos
avaliados por meio de análise de variância, e teste de Tukey, a 5% de probabilidade para
comparação de médias, utilizando o programa SisVar 5.1.
Palavras-chave: Compósitos de gesso, fibras de bambu, sustentabilidade
10
1. I TRODUÇÃO A utilização do gesso como material construtivo não é uma descoberta tão recente. A
história mostra que o gesso é um dos mais antigos materiais de construção fabricados pelo
homem, como a cal e a terra cota. De acordo com Le Plâtre (1982 apud MUNHOZ, 2008), em
ruínas na Síria e na Turquia foi verificado o emprego do gesso por volta do 8° milênio a.C.. Já
na África, foi descoberto que os bárbaros construíram barragens e canais com um gesso de
altíssima resistência, os quais garantiram, por muitos séculos, a irrigação das palmeiras de
Mozabe, e que também utilizaram o gesso junto aos blocos de terra para erguer suas
habitações.
Devido ao baixo custo e praticidade, o gesso tem sido uma das alternativas mais
usadas na construção civil em termos mundiais. O uso como revestimento interno vem
crescendo rapidamente por proporcionar um acabamento fino quando bem aplicado, podendo
ser aplicado diretamente sobre o substrato quando do uso de blocos, dispensando o
revestimento de argamassa, diminuindo custo e agilizando o processo (HARADA e
PIMENTEL, 2009).
A utilização do gesso na construção civil é regulada pela norma NBR – 13207:
Gesso para Construção Civil, de outubro de 2004. Para a aplicação dessa norma é necessário
consultar:
• NBR 12127 – Gesso para Construção – Determinação das Propriedades
Físicas do Pó – Método de Ensaio;
• NBR 12128 – Gesso para Construção – Determinação das Propriedades
Físicas da Pasta – Método de Ensaio;
• NBR 12129 – Gesso para Construção – Determinação das Propriedades
Físicas da Pasta – Método de Ensaio;
• NBR 13207 – Gesso para Construção – Especificações;
• NBR 14715 – Chapas de Gesso Acartonado: Requisitos;
• NBR 14717 – Chapas de Gesso Acartonado – Determinação das
Características Físicas;
Diversas pesquisas têm sido realizadas objetivando estudar a aplicação de matrizes a
base de cimento reforçada com fibras naturais na produção de telhas, blocos e diversos tipos
de revestimentos na construção civil, tornando-se uma boa opção para redução de custos dos
materiais de construção empregados na habitação (JUNIOR, 2000; SILVA, 2002).

11
Desde os tempos remotos as civilizações já utilizavam materiais ditos
ambientalmente corretos em suas construções, como fibras de coco, cascas de arroz, madeira,
palha de trigo e etc., porém, mais tarde com a civilização esses materiais foram sendo
substituídos por materiais ditos convencionais e de processo de produção centralizado
(GHAVAMI e MARINHO, 2005).
Com o processo de industrialização, passou-se a produzir materiais como cimento e
aço, que além de não serem produtos sustentáveis, agridem o meio ambiente e a saúde da
população. Atualmente no setor de construção civil, existe uma grande tendência de se utilizar
materiais alternativos que não agridam o meio ambiente, que possuam uma produção
sustentável, e que sejam de baixo custo de produção, possibilitando boa qualidade e alta
durabilidade da construção (TEIXEIRA, 2006).
Em países industrializados, o amianto tem sido banido da construção civil, por ser
tóxico, altamente cancerígeno e pelo gasto excessivo de energia no processamento,
favorecendo o uso de fibras naturais na confecção de materiais que antes utilizavam o amianto
como matéria prima. As fibras naturais quando tratadas evitam a absorção de água e o ataque
de fungos e insetos, apresentando ótimos resultados a um custo bem menor, o que favorece a
indústria brasileira, já que o Brasil é um país rico em recursos naturais, e possui grande
capacidade de se desenvolver na produção dessas fibras (PICANÇO e GHAVAMI, 2008).
O objetivo geral deste trabalho foi colaborar para o desenvolvimento sustentável da
inovação tecnológica na construção civil, visando à utilização de materiais ecologicamente
corretos no setor construtivo em substituição aos materiais convencionais, proporcionando
uma redução na quantidade de resíduos descartados de forma incorreta e agregando valor a
produtos que antes não possuíam valor comercial.
Os objetivos específicos foram:
• Determinar a resistência à compressão axial do compósito de gesso com
diferentes teores de fibras de bambu;
• Determinar a resistência à tração por compressão diametral do compósito de
gesso com diferentes teores de fibras de bambu;
• Determinar a resistência à flexão do compósito de gesso com diferentes
teores de fibras de bambu;
• Determinar o melhor teor de fibras de bambu adicionadas ao gesso de acordo
com as características exigidas pela norma regulamentadora.

12
2. REVISÃO BIBLIOGRÁFICA
2.1 – GIPSITA
A gipsita, conforme ilustrado na figura 1, é um material abundante em todo o
planeta. Dados mostram que sua extração mundial é em torno de 97 milhões de toneladas por
ano (ANTUNES, 1999 citado por MUNHOZ, 2008).
FIGURA 1 - Mineral denominado de gipsita. Fonte: Munhoz (2008).
O gipso é a matéria-prima do “gesso natural” de construção. Ele se encontra na
natureza em terrenos sedimentares, depósitos evaporíticos originados de antigos oceanos, sob
a forma de Anidrite (anidrita) (CaSO4) ou Pedra de Gesso (gipsita) (CaSO4.2H2O), sendo
constituído, principalmente, do mineral gipsita e que pode conter anidrita de fórmula CaSO4 e
minerais acessórios como calcita, dolomita, cloreto de sódio (MUNHOZ, 2008).
As jazidas costumam apresentar camadas intercaladas de argilas, carbonatos, sílex e
minerais evaporíticos tais como, halita e anidrita. Devido à instabilidade da gipsita e da
anidrita, as espécies inicialmente formadas podem sofrer transformações em sua composição
e textura quando submetidas a diferentes condições de pressão e temperatura. A gipsita
acumulada na superfície terrestre pode desidratar a determinada profundidade e transformar-
se em anidrita. Por sua vez, a ocorrência de fenômenos geológicos, como movimento
tectônico ou erosão, pode levar o depósito de anidrita a situar-se mais próximo à superfície,
onde pode experimentar uma re-hidratação em contato com águas meteóricas e voltar à forma
de gipsita, denominada secundária, com formas cristalinas distintas da anidrita e da gipsita
original (CALVO, 2002 citado por BALTAR et al., 2005).

13
Segundo (BALTAR et al., 2005), a gipsita, um mineral abundante na natureza, é um
sulfato de cálcio di-hidratado (CaSO4.2H2O).
Por se tratar de um mineral muito pouco resistente, apresentando uma grande
facilidade de desidratação e rehidratação, sob a ação do calor (em torno de 160°C), origina-se
um semi-hidrato conhecido comercialmente como gesso (CaSO4.1/2H2O). Portanto ao
mineral em seu estado natural a denominação reconhecidamente mais apropriada é gipsita,
enquanto que para o produto calcinado é gesso (LYRA SOBRINHO et al., 2001).
Atualmente, os maiores produtores mundiais de gipsita são: Estados Unidos da
América (17%), Irã (10%), Canadá (8%), México (7%) e a Espanha (6,8%). O Brasil possui a
maior reserva mundial, mas só representa 1,4% da produção mundial (Lyra Sobrinho et al,
2004 citado por BALTAR et al., 2005).
O Estado de Pernambuco é responsável por 95% da produção brasileira, possuindo
reservas abundantes de gipsita na região do Sertão do Araripe, envolvendo os Municípios de
Araripina, Bodocó, Ipubi, Ouricuri e Trindade. As jazidas do Araripe são consideradas as de
minério de melhor qualidade no mundo e apresentam excelentes condições de mineração
(relação estéril/minério e geomorfologia da jazida) (BALTAR et al., 2005).
A Tabela 1 apresenta a composição química da gipsita, minério do qual se origina o
gesso, sendo originária na região de Araripina/PE (OLIVEIRA (2000) citado por MUNHOZ
(2008)).
TABELA 1 - Composição química da gipsita. Determinação Teor (%) Determinação Teor (%)
CaSO4.2H2O 88,90 MgCO3 0,42
CaSO4 7,12 MgO 0,16
CaSO3 1,54 SiO2+Fe2O3+Al2O3 0,84
Fonte: Oliveira (2000).
A Tabela 2 apresenta as propriedades físicas do mineral gipsita (DANA, 1976 citado
por BALTAR et al., 2005).

14
TABELA 2 - Propriedades físicas da gipsita. Propriedade física Característica
Cor Variável, podendo ser incolor, branca, cinza
e outras (dependendo das impurezas)
Brilho Vítreo, nacarado ou sedoso
Dureza (Escala de Mohs) 2
Densidade 2,3
Hábito Prismático
Clivagem Em quatro direções
Morfologia e tamanho dos cristais Varia de acordo com as condições e
ambientes de formação
Fonte: Dana (1976).
Conforme informações do Sindusgesso (2011) (Sindicato das Indústrias de Extração
e Beneficiamento de Gipsita, Calcáreos, Derivados de Gesso e de Minerais Não-Metálicos do
Estado de Pernambuco), o Pólo Gesseiro de Pernambuco é formado por 39 minas em
atividade, 139 unidades industriais de calcinação e 726 indústrias de pré-moldado,
proporcionando cerca de 13.200 empregos diretos e cerca de 66 mil indiretos. A produção do
Pólo Gesseiro, em 2008, foi de 5,5 milhões de toneladas, sendo que 61% é destinado a
fabricação de blocos e placas, 35% para revestimento, 3% para moldes cerâmicos e 1% para
outros usos.
O minério gipsífero do Pólo Gesseiro do Araripe classifica-se, a grosso modo, como
de excelente qualidade industrial, em face de uma consistente concentração de sulfatos, da
ordem de 90 a 95%, enquanto as impurezas de origem terrígena se apresentam em
quantidades desprezíveis, raras vezes ultrapassando a 0,5% da rocha total. Embora nesse
minério a gipsita seja predominante, também se fazem presentes quantidades subordinadas de
anidrita, em geral de 4 a 7% mas podendo, às vezes, chegar até 14% (MENOR (1995) citado
por LYRA SOBRINHO et al., (2001)).
A anidrita, tem pouco valor econômico, enquanto a gipsita apresenta uma grande
diversidade de opções de aproveitamento industrial, podendo ser utilizada na forma natural ou
calcinada (KEBEL (1994) citado por MUNHOZ, (2008)).
De acordo com Munhoz et al. (2008), sob a forma natural é utilizada pelos setores
cimenteiro e agrícola. Na indústria cimenteira, cerca de 4% a 5% de gipsita é adicionada ao
clínquer durante o processo de moagem para retardar o tempo de pega do cimento. Na

15
agricultura, a gipsita pode atuar como agente corretivo de solos ácidos, fertilizante em
culturas específicas como amendoim, batata, legumes e algodão, e como condicionador de
solos, aumentando a permeabilidade, aeração, drenagem, penetração e retenção da água.
No uso agrícola, a gipsita (CaSO4. 2H2O) pode ser substituída pelo calcário
(Ca.CO3), nas camadas superficiais (até 20 cm) do solo. Nas camadas mais profundas (20 a 40
cm) é necessário o uso da gipsita, devido à sua maior solubilidade se comparada ao calcário
(BALTAR et al., 2005).
Sob a forma beneficiada, denominada gesso, é utilizada predominantemente pela
indústria da construção civil na forma de pré-moldados, em revestimento de paredes e como
elemento de decoração arquitetônica e, subordinadamente, pelos setores ceramista,
odontológico, médico e de adereços (joalheria) (LYRA SOBRINHO et al., 2001).
Segundo Baltar et al. (2005), o beneficiamento da gipsita, em geral, resume-se a uma
seleção manual, seguida de britagem, moagem e peneiramento. É comum o uso de britadores
de mandíbula e moinhos de martelo. Em alguns casos, a britagem é realizada em dois
estágios, em circuito fechado com peneiras vibratórias a seco. O produto resultante das
operações de cominuição deve apresentar uma distribuição granulométrica uniforme, a fim de
evitar uma desidratação desigual para as partículas de gipsita.
(A) (B)
FIGURA 2 - (A) Vista geral do processo de mineração; (B) Detalhe da mineração a céu aberto. Fonte: Sindusgesso (2006).
A calcinação (processo térmico pelo qual a gipsita é desidratada) pode ocorrer em
fornos sob pressão atmosférica ou em autoclaves, obtendo-se os tipos conhecidos como gesso
β e gesso α, respectivamente, ambos com uma ampla variedade de aplicações industriais. O
preço de hemidrato α é cerca de 6 vezes maior do que o do hemidrato β (BALTAR et al.,
2005).

16
FIGURA 3 - (A) Forno de marmita horizontal utilizado na fabricação do gesso beta; (B) Instalações utilizadas na fabricação do gesso alfa. Fonte: Baltar, Bastos e Luz (2004), Sindusgesso (2006).
As denominações, alfa α e beta β, representam apenas uma nomenclatura comercial
utilizada pelo fornecedor dos materiais para esta pesquisa, não implicando em diferença na
estrutura química dos mesmos (MUNHOZ, 2008).
O processo para produção de gesso β consiste, essencialmente, nas etapas de catação
manual, britagem, moagem e calcinação em fornos sob pressão atmosférica. Esses fornos
operam a uma temperatura entre 125 e 160 ºC. Nessas condições, a água de cristalização é
liberada, rapidamente, formando cristais mal formados e porosos, resultando em um produto
que se caracteriza pela forma irregular e natureza esponjosa dos seus cristais (BALTAR et al.,
2005).
Conforme o mesmo autor o gesso α é obtido quando a calcinação é realizada em
equipamentos fechados a uma pressão maior que a atmosférica (autoclave). Nessas condições,
a modificação da estrutura cristalina do gesso resulta em um produto mais homogêneo e
menos poroso. Como conseqüência, após a mistura com água, obtém-se um produto mais
duro, com maior resistência mecânica e menor consistência possibilitando a trabalhabilidade
da mistura com uma menor relação água/gesso.
Sabendo que os hemidratos alfa α requerem menos água de amassamento que os
hemidratos beta β, para se obter uma mesma consistência, e, além disso, como a resistência
mecânica do gesso é inversamente proporcional à relação água/gesso e, também, à
porosidade, as pastas produzidas com o hemidrato α são mais resistentes que as produzidas
com o hemidrato β ( ANTUNES (1999) citado por MUNHOZ (2008)).
De acordo com Magalhães (2009), a quantidade de energia para a calcinação do
gesso é pequena se comparado com a energia necessária para a fabricação do cimento, que
necessita de temperaturas acima de 1.400°C.
17
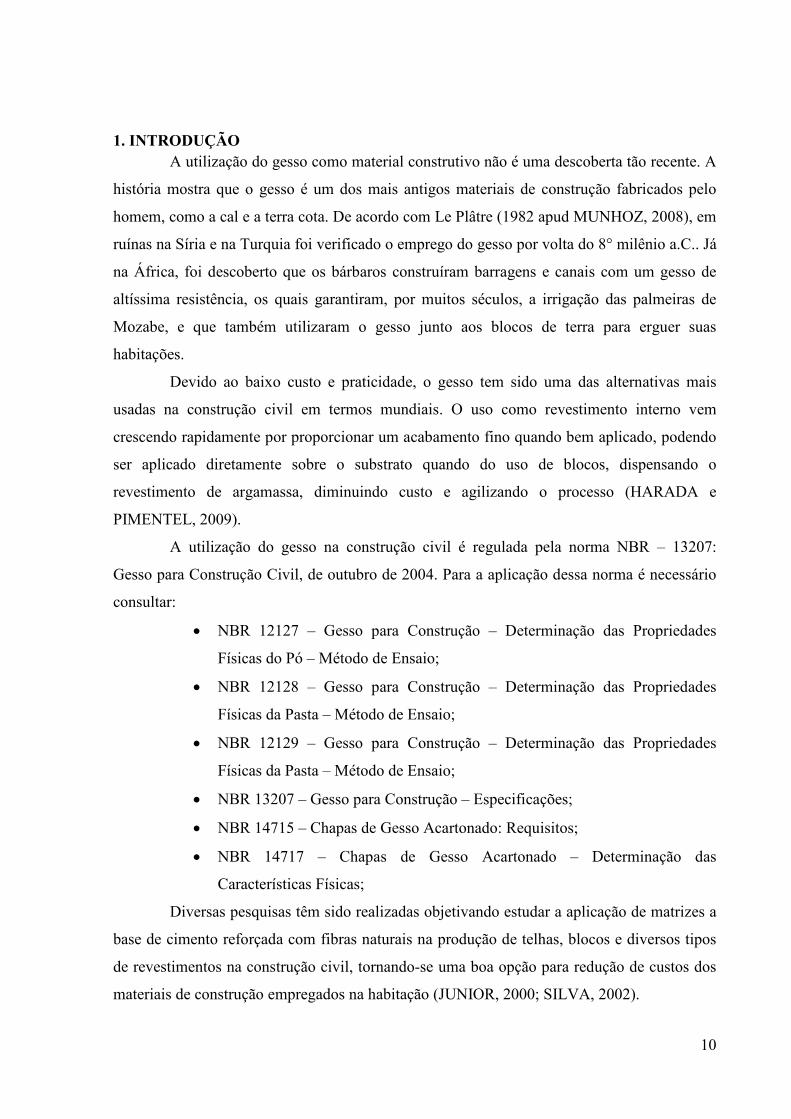
CaSO4.2H2O + energia CaSO4.1/2H2O + 1/2H2O Equação (1) Gipsita (diidrato) + calor gesso (hemidrato) + água
Conforme o mesmo autor o endurecimento do gesso se faz com adição de água e em
poucos minutos, onde esse processo envolve a dissolução do gesso em água, seguida de
precipitação na forma de diidrato, liberando calor.
CaSO4.1/2H2O + 1/2H2O CaSO4.2H2O + Calor Equação (2) gesso (hemidrato) + água Gipsita (diidrato) + calor
TABELA 3 - Energia necessária na fabricação de materiais de construção. PRODUTO ENERGIA NECESSÁRIA (KWH/TON)
Aço 13.400
Alumínio 84.800
Cimento 2.400
Azulejo cerâmico 1.760
Vidro plano 12.000
Gesso 1.200
Fonte: Manual (2001).
O diidrato, produto do gesso, não pode ser aplicado em áreas molháveis, porque ele é
mais solúvel que os produtos resultantes da cal e do cimento, possui ainda uma
incompatibilidade do sulfato aos metais ferrosos, impedindo o reforço deste com esses metais
(AGOPYAN (1989) citado por MAGALHÃES (2009)).
2.2 – GESSO
A história mostra que o gesso é um dos mais antigos materiais de construção
fabricados pelo homem, onde é obtido pelo aquecimento da pedra gipsita, transformando-se
em um pó, que em contato com a água forma a pasta de gesso (MAGALHÃES, 2009).
O primeiro estudo científico sobre os fenômenos que servem de base à preparação do
gesso foi apresentado por Lavoisier em 1768. Pouco tempo depois, Le Chatelier e Van Hoff
dão uma explicação científica para a desidratação, iniciando-se um estudo ininterrupto sobre
esse material (FIANO e PIMENTEL, 2009).
De acordo com Munhoz (2008), em função da evolução industrial a partir do século
XX, ocorreu uma melhoria na fabricação do gesso, pois os equipamentos utilizados para sua

18
fabricação deixaram de ter um conceito rudimentar e passaram a agregar uma maior
tecnologia, onde facilitou suas formas de emprego pelo homem.
2.2.1 – O gesso como material de construção
Na construção civil, o emprego do gesso divide-se em dois grupos básicos: para
fundição e para revestimento. O gesso para revestimento é empregado para revestir paredes e
tetos de ambientes internos e secos. Gesso para fundição, é o material empregado na
fabricação de pré-moldados como peças para decoração, placas para forro, blocos de gesso
reforçados ou não com fibras e chapas de gesso acartonado (drywall), utilizados para fazer
paredes divisórias e forro (JOHN (2000) citado por MUNHOZ (2008)).
Conforme Baltar et al. (2005), a norma NBR – 13207: Gesso para Construção Civil,
de outubro de 2004 define gesso para construção como: “Material moído em forma de pó,
obtido da calcinação da gipsita, constituído predominantemente de sulfato de cálcio, podendo
conter aditivos controladores de tempo de pega”. A Tabela 4 apresenta as exigências da NBR
– 13207, com relação às propriedades químicas do gesso para uso em construção. As Tabelas
5 e 6 apresentam as especificações relacionadas às propriedades físicas e mecânicas.
TABELA 4 - Especificações químicas para uso de gesso na construção civil. Determinações Limites (%)
Água livre 1,3 (máx)
Água de cristalização
Óxido de cálcio (CaO)
4,2 – 6,2
39,0 (mín)
Anidrido sulfúrico (SO3) 53,0 (mín)
Fonte: ABNT – NBR 13207, 1994.
TABELA 5 - Exigências às propriedades físicas e mecânicas do gesso para uso em construção.
Determinações físicas e mecânicas Norma Limite
Resistência à compressão (MPa) NBR – 12129 > 8,40
Dureza (MN/m2) NBR – 12129 > 30
Massa Unitária (Kg/m2) NBR – 12127 > 700
Fonte: ABNT – NBR 13207, 1994.

19
TABELA 6 - Exigências às propriedades granulométricas do gesso para uso em construção.
Classificação do gesso Tempo de pega (mínimo)
(NBR – 12129)
Módulo de finura
(NBR - 12127)
Início Fim
Gesso fino para revestimento > 10 > 45 < 1,10
Gesso grosso para revestimento > 10 > 45 > 1,10
Gesso fino para fundição 4 – 10 20 – 45 < 1,10
Gesso grosso para fundição 4 – 10 20 – 45 > 1,10
Fonte: ABNT – NBR 13207, 1994.
Com o emprego de aditivos são elaborados tipos especiais de gesso com
propriedades físicas e químicas preestabelecidas, como por exemplo, a redução ou dilatação
do tempo de “pega”, e a impermeabilização (LYRA SOBRINHO et al., 2001).
Quando o gesso é misturado com quantidade suficiente de água, ele forma uma pasta
homogênea, consistente e trabalhável. Em poucos minutos, apresenta uma perda de
consistência, ganhando viscosidade, porém, com o endurecimento, a pasta passa a ter mais
resistência. Esse ganho de viscosidade (tempo de pega inicial) e o endurecimento, que vem
acompanhado do aumento da resistência do material (tempo de pega final), são fenômenos
que podem ser explicados pelo mecanismo de hidratação do gesso (HINCAPIE &
CINCOTTO (1997) citado por MUNHOZ (2008)).
Segundo Magalhães (2009), devido à rápida pega do gesso, normalmente adiciona-se
mais quantidade de água ao gesso para um maior tempo de utilização.
2.2.2 - Os resíduos do gesso e suas possibilidades de reciclagem
Segundo Munhoz (2008), a geração de resíduos é inevitável por diversas razões.
Primeiramente porque a vida útil de um produto é sempre limitada, transformando-se depois
em resíduo. Outro fator é a variabilidade dos processos e matérias-primas, que faz com que
alguns produtos sejam produzidos em não-conformidade com o especificado ou que
apresentem deficiência em suas propriedades físicas, químicas e mecânicas, que restringem o
seu uso ou seu desempenho e acabem se tornando resíduos.
De acordo com Harada e Pimentel (2009), são geradas 12.000 toneladas por ano de
resíduos de gesso na Grande São Paulo, resultando num custo para as prefeituras de R$ 2,5
milhões/ano.

20
O gesso é um material tóxico que libera íons Ca2+ e SO42- que alteram a alcalinidade
do solo e contaminam lençóis freáticos (FIANO e PIMENTEL, 2009).
A redução deste desperdício deve ser prioridade da indústria, pois o custo do material
perdido somado ao da gestão dos resíduos pode afetar a competitividade da solução (JOHN e
CINCOTTO, 2003).
Dados sobre a perda típica de materiais na construção civil, medida pelo projeto
(FINEP HABITARE citado por PIMENTEL e HARADA, 2009), estimou que o desperdício
de gesso na construção civil é de 45%, enquanto os fabricantes do gesso em pó estimam
perdas em torno de 30% da massa de gesso.
De acordo com a Resolução CONAMA N° 307, de 5 de Julho de 2002, nos diz que
Resíduos da Construção Civil são:
“Os provenientes de construções, reformas, reparos e demolições de obras de
construção civil, e os resultantes da preparação e da escavação de terrenos, tais como: tijolos,
blocos cerâmicos, concreto em geral, solos, rochas, metais, resinas, colas, tintas, madeiras e
compensados, forros, argamassa, gesso, telhas, pavimento asfáltico, vidros, plásticos,
tubulações, fiação elétrica etc., comumente chamados de entulhos de obras, caliça ou
metralha” (CONAMA, 2002).
Conforme Munhoz (2008), a ABNT-NBR 15112 (2004) classifica os resíduos da
construção civil em quatro classes. Dentre elas, se destaca a CLASSE C, onde se encontram
os resíduos para os quais não foram desenvolvidas tecnologias ou aplicações economicamente
viáveis que permitam a sua reciclagem e recuperação, tais como os produtos oriundos do
gesso.
Segundo John e Cincotto (2003), o gesso em contato com umidade e condições
anaeróbicas, com baixo pH, e sob ação de bactérias redutoras de sulfatos, condições presentes
em muitos aterros sanitários e lixões, pode formar gás sulfídrico (H2S), que possui odor
característico de ovo podre, tóxico e inflamável.
O desenvolvimento de técnicas de reciclagem que combinem desempenho técnico
com proteção ao meio ambiente é tarefa complexa e multidisciplinar. Do ponto de vista da
engenharia, ela exige a integração de conceitos como análise do ciclo de vida, estudo da
durabilidade em longo prazo, análise de risco de contaminação ambiental por ensaios de
lixiviação e aplicação de ciências a materiais novos e de grande complexidade (JOHN (2000)
citado por MUNHOZ (2008)).

21
John (2000) citado por Munhoz (2008) cita que “do ponto de vista da construção
civil, a reciclagem ou o uso de resíduos vai resultar no oferecimento de uma maior quantidade
de produtos alternativos para uma mesma função e, possivelmente, de soluções mais
adequadas para situações específicas, com ganhos de eficiência geral do processo”. Completa
afirmando que a reciclagem dos resíduos de construção e demolição é um desafio importante
a ser enfrentado.
O processo de reciclagem é mais complexo que o de produção a partir de matéria
virgem, e consome mais energia e requer mais mão-de-obra. A necessidade de sistemas
complexos de coleta e diferentes processamentos visando a remoção de contaminantes não
estão presentes quando se usa matéria prima natural. O consumo de mão-de-obra e o
investimento em equipamentos certamente tornam o processamento industrial da reciclagem
do gesso mais caro que o processamento da matéria prima natural (JOHN e CINCOTTO,
2003).
2.3 – FIBRAS VEGETAIS
O estudo sistemático das fibras vegetais teve início na década de 70, na Inglaterra.
No Brasil o estudo se iniciou no ano de 1980, por meio das pesquisas desenvolvidas pelo
Centro de Pesquisa e Desenvolvimento (Ceped), em Camaçari na Bahia (SILVA, 2002).
É antiga a utilização de materiais fibrosos para componentes construtivos, porém seu
emprego em escala industrial ocorreu no início do século XX, com o amianto, uma fibra
mineral (MAGALHÃES, 2009).
A finalidade do reforço de um material com fibras (compósitos) é “melhorar as
resistências à tração e flexão de uma matriz frágil e aumentar sua resistência ao impacto” e “a
maior utilidade das fibras de reforço em matrizes frágeis, como pastas de gesso ou cimento,
argamassas e concretos, é o comportamento do compósito depois da fratura ter-se iniciado. A
ductibilidade pós-fratura que as fibras conferem ao material é o fator que destaca o
comportamento deste material compósito em relação aos outro” (AGOPYAN (1988), p.37
citado por MAGALHÃES, (2009)).
A partir do conhecimento que o material cimento-amianto trouxe riscos à saúde, a
engenharia voltou a preocupar-se em estudar e desenvolver novos componentes para a sua
substituição. Os compósitos de argamassa reforçados com fibras naturais surgem, então, como
um desafio e, ao mesmo tempo, como solução, para se combinar materiais de construção não
convencionais com as técnicas de construção tradicionais (VENTURA et al., 2006).
22
De acordo com Cook apud Savastano Junior (1986) citado por Magalhães (2009), as
fibras vegetais podem ser subdividas em quatro grupos: fibras provenientes da folha (fibra de
sisal), do talo (juta e rami), do lenho (bambu e cana-de-açúcar) e fibras superficiais (camada
protetora de caules, folhas, frutos e sementes, como as fibras do coco e do algodão, principais
fibras de semente, e as fibras de piaçava, protetora das folhas).
As características dessas fibras e o comportamento nos compósitos são fatores
importantes para a melhoria do desempenho desses componentes, onde as principais
características macroscópicas das fibras vegetais estão apresentadas na tabela 7, relacionadas
no comportamento de compósitos, segundo Griffin apud Savastano Junior et al. (1997) citado
por Magalhães (2009), são:
• Dimensões – a relação entre comprimento e diâmetro das fibras influencia na
transferência de esforços para a matriz, chamado de índice de enfeltramento.
Quanto maior esse índice, maior a aderência entre fibra e matriz. Este índice
indica também que as fibras de coco são fibras curtas, enquanto que as fibras
de sisal e bambu são fibras longas;
• Volume de vazios e absorção de água – interferem negativamente na relação
água/aglomerante da matriz, pois ocorre grande absorção de água nos
primeiros instantes, entumecimento e posterior retração;
• Resistência à tração – semelhante, em média, à das fibras de propileno;
• Módulo de elasticidade – as fibras vegetais possuem baixo módulo de
elasticidade, o que contribui para trabalharem no estágio pós-fissurado com
grande absorção de energia e resistência a esforços dinâmicos.

23
TABELA 7 - Características físicas e mecânicas de fibras vegetais, amianto e prolipropileno.
Propriedades Massa espec. real (Kg/m3)
Absorção Max. (%)
Alongam. na ruptura
(%)
Resistência à tração (MPa)
Mód. de elast. (GPa)
Índice Enfel-tra-
mento
Coco 1.177 93,8 23,9 a 51,4 95 a 118 2,8 35,0
Sisal 1.370 110,0 4,9 a 5,4 347 a 378 15,2 152,6
Celulose papel
1.200 a 1.500 400 Nd 300 a 500 10 a 40 Nd
Bambu 1.158 145 3,2 73 a 505 5,1 a 24,6 170,5
Piaçava 1.054 34,4 a 108 6 143 5,6 Nd
Amianto Crisotila
2.200 a 2.600 ---- 2 560 a 750 164 Nd
Polipropileno comum
913 ---- 22,3 a 26,0 250 2,0 Nd
Nd – Não disponível. Fonte: CEPED (1982) citado por Magalhães (2009).
As fibras naturais têm seu uso motivado por serem renováveis, biodegradáveis, pela
sua disponibilidade a baixo custo, muitas vezes como resíduos, possibilitando a produção de
compósitos também viáveis economicamente, e existem em abundância. Outras vantagens tais
como ductilidade e baixo peso específico podem ser citadas para os compósitos com fibras
vegetais (MOTTA et al., 2007).
A fibra vegetal possui algumas desvantagens, como baixo módulo de elasticidade,
alta absorção de água, se não for tratada pode sofrer ataques de fungos e insetos, alem de
apresentar grande variabilidade em suas propriedades para uma mesma espécie de fibra
vegetal (PICANÇO e GHAVAMI, 2008).
Ainda segundo os mesmos autores, até então, nunca houve um engajamento mais
intenso em termos de questões ambientais como existe agora. Com a chegada do novo
milênio, o homem passou a refletir mais a fundo sobre sua existência e sobre a importância da
preservação de sua espécie e do meio onde vive. Nos países industrializados, há uma maior
mobilização em torno dessas questões. No Brasil, as iniciativas são poucas, mas ao menos
existem e tendem a globalização, que ajuda a difundir essa idéia de ciências alternativas, o
Brasil é um país muito rico em recursos naturais, o que pode ser um fator fundamental para o
desenvolvimento de projetos com a utilização de materiais não-convencionais.

24
O desenvolvimento de materiais compósitos utilizando fibras vegetais como reforço
é crescente e vêm conquistando novos segmentos de mercado, pois as fibras vegetais
apresentam baixo custo, biodegradabilidade, menor densidade e boas propriedades mecânicas,
físicas e térmicas adequadas às aplicações industriais (GUIMARÃES JUNIOR et al., 2010).
2.4 – FIBRAS DE BAMBU
Desde os tempos pré-históricos, o bambu é utilizado pelo homem como alimento, em
vestes, em instrumentos musicais e em armas, na construção, no transporte de materiais e na
fabricação de papel, em móveis e em objetos domésticos (MAGALHÃES, 2009).
Bambu é o nome que se dá às plantas da subfamília Bambusoideae, da família das
gramíneas (Poaceae ou Gramineae). Essa sub-família se subdivide em duas tribos, a
Bambuseae (os bambus chamados de lenhosos) e a Olyrae (os bambus chamados herbáceos)
(TIRELLI, 2007).
O bambu é um material vegetal de propriedades mecânicas que possibilitam grande
potencial de exploração para a engenharia. Lima e Dias (2001) citado por Barra et al. 2007,
nos diz que “a planta apresenta longos colmos, ocos no interior, os quais são fechados a
intervalos mais ou menos regulares, por um diafragma nas regiões dos nós; suas paredes têm
excelente resistência à tração e à compressão, comparáveis às mais nobres madeiras
ressaltando-se, ainda, seu baixo peso específico, da ordem de 8,5 kN m-3”.
O ciclo de vida de algumas espécies, está estimado, entre 100 a 120 anos. São
conhecidos de 60 a 90 gêneros e de 1.100 a 1.500 espécies de bambu (MAGALHÃES, 2009).
Do ponto de vista anatômico, o bambu é, de modo geral, constituído por 40 % de
fibras, 50% de células parenquimosas e 10% de vasos; assim, a estrutura dos bambus pode
ser encarada como sendo um material compósito constituído, a grosso modo, de fibras longas
e alinhadas de celulose imersas em uma matriz de lignina. As fibras se concentram mais à
medida em que se consideram pontos na espessura cada vez mais próximos da casca, de
forma que o material possa resistir às cargas de vento, que são as solicitações mais constantes
durante a vida do material na natureza (GHAVAMI e MARINHO, 2005). A Figura 4 mostra a
variação da fração volumétrica das fibras na espessura do colmo do bambu Guadua
Angustifolia em estudo na PUC-Rio.

25
FIGURA 4 - Variação da fração volumétrica das fibras na espessura do colmo do bambu Guadua Angustifolia.
Fonte: Ghavami e Marinho (2005).
O bambu é uma gramínea contemplada como agente de alta capacidade na redução
de dióxido de carbono na atmosfera, sendo o maior consumidor de gás carbônico do reino
vegetal. Através da fotossíntese, retira o gás carbônico, incorporando-o aos seus compostos, e
libera oxigênio para a atmosfera, contribuindo para o seqüestro do dióxido de carbono
(TEIXEIRA, 2006).
O bambu é um material eco sustentável, ou seja, ecologicamente correto, pois possui
facilidade de cultivo, manejo e produção de insumos e possibilita a diminuição considerável
com gastos de energia. Além disso, possibilita, em áreas degradadas, a recuperação de solos,
contenção da erosão e aumento da umidade relativa do ar onde for plantado, dando suporte ao
crescimento das espécies nativas (TIRELLI, 2007).
O bambu, na forma de fibras, pode ser combinado com outros materiais
convencionais como solo-cimento, argamassa armada, concreto e gesso, substituindo
parcialmente ou totalmente os agregados minerais (MAGALHÃES, 2009).
Segundo Beraldo (1997) citado por Magalhães (2009), os compósitos de fibras do
bambu, apresentam boas características físico-mecânicas, produzem um produto leve,
resistente a impactos, com bom isolamento térmico, além de ser uma matéria-prima
disponível e renovável.
Algumas características físicas e mecânicas de fibras nacionais são apresentadas na
Tabela 8. A fibra de vidro foi acrescentada para efeito comparativo às fibras vegetais,

26
comprovando os baixos valores do módulo de elasticidade das mesmas (SAVASTANO
JUNIOR, 1986).
TABELA 8 - Características físicas e mecânicas de algumas fibras nacionais.
Fibra
*Módulo de
elasticidade
(103 MPa)
*Resistência
à tração
(MPa)
Elongação
Máxima
(%)
**Relação
l/d
Coco (Cocos nucifera L) 2,8 180 29,2 35,00
Sisal (Agave sisalana) 15,2 458 4,3 152,60
Bambu (Bambusa vulgaris) 28,8 575 3,2 170,50
Piaçava (Attalea funifera) 5,6 143 5,99 -
Bagaço de cana-de-açúcar
(Saccaharum officinarum L) 5 181 5,11 66,10
Vidro 55,6 1328 3,77 -
*Obtidos segundo ASTM D 3379-75. **Relação comprimento/diâmetro. Fonte: Savastano Júnior, 1986.
Existem alguns métodos para o desfibramento em materiais fibrosos diversos. De
acordo com Carvalho (2007), fibras no colmo, curtas: como no Bambu - a separação das
fibras é realizada em três etapas:
a) Corte dos cavacos: após a colheita, os colmos são medidos e dimensionados
quanto ao comprimento e ao diâmetro basal. Na amostragem de cada colmo, consideram-se as
regiões da base, do meio e da ponta;
b) Laminação: a partir de cada região, retiram-se três entrenós consecutivos,
laminando suas paredes manualmente no sentido longitudinal, com auxílio de uma faca de uso
doméstico;
c) Desfibramento: é feito em um liquidificador comum de copo invertido, com tempo
de desfibramento de 30 segundos e relação entre massa de cavacos e quantidade de água, de
1:33, conforme procedimento desenvolvido por Azzini (1984) citado por Carvalho (2007).

27
3. MATERIAL E MÉTODOS
O experimento foi realizado nos laboratórios de Concreto, Materiais de Construção,
Resistência dos Materiais e de Secagem e Armazenamento de Produtos Vegetais, situados na
Unidade Universitária de Ciências Exatas e Tecnológicas (UnUCET) da Universidade
Estadual de Goiás (UEG), localizada em Anápolis – GO.
3.1 – FIBRAS DE BAMBU
Foram utilizadas fibras de bambu obtidas em uma agroindústria de processamento de
bambu, situada em Senador Canedo, no estado de Goiás.
Antes de serem incorporadas ao gesso, as fibras foram hidratadas com água por 15
minutos para uma melhor homogeneidade. Foram utilizados teores de 0% (testemunha), 0,5%,
1%, 1,5%, 2% e 2,5% de fibras adicionadas em volume à pasta de gesso.
A Figura 5 mostra as fibras de bambu utilizadas no experimento e as fibras sendo
umidificadas com água.
(A) (B)
FIGURA 5 - (A) Fibras de bambu; (B) Fibras sendo hidratadas com água.
3.2 – GESSO
Utilizou-se gesso tipo β de fundição (tipo A), de pega rápida, adquirido em loja de
materiais de construção em sacos a granel de 50 Kg.
Todo o experimento foi desenvolvido conforme as normas da ABNT (Associação
Brasileira de Normas Técnicas). De acordo com a NBR 12127/91 – Gesso para Construção –
Determinação das Propriedades Físicas do pó e NBR 13207 – Gesso para Construção Civil –
Especificações, inicialmente verificou-se a massa de gesso unitária.
Utilizou-se para a medição da massa unitária um recipiente com capacidade de 1000
cm3, no qual foi confeccionado com cano de PVC, peneira de 2,0 mm, suporte para funil e um
funil cônico.

28
Colocou-se o recipiente na base do suporte para o funil, em seguida colocou-se o
funil no suporte a uma distância de 10 cm da superfície do recipiente, sobre ele posicionou-se
a peneira. Após este processo adicionou-se o gesso na peneira em pequenas quantidades por
vez, e com a ajuda de uma espátula peneirou-se o mesmo até o completo preenchimento do
recipiente. Retirou-se o excesso de gesso de forma que não o compactasse e pesou-se o
recipiente. Em seguida pesou-se o recipiente vazio e descontou-se este peso.
Repetiu-se este processo por três vezes e então se calculou a média entre esses
valores.
Obteve-se a massa unitária através das equações 3 e 4.
� = ��� − �� Equação (3)
�� = � 1000 Equação (4)
Onde:
M = Massa do gesso, g;
Mrg = Massa do recipiente com gesso, g;
Mr = Massa do recipiente, g;
Mu = Massa unitária do gesso, Kg/m3;
V = Volume do recipiente, cm3.
A Figura 6 mostra o recipiente confeccionado, o sistema montado e o recipiente com
o gesso sendo pesado.
(A) (B) (C)
FIGURA 6 - (A) Recipiente confeccionado de cano de PVC e colado sobre uma peça cerâmica; (B) Sistema montado para a medição da massa unitária; (C) Recipiente com o gesso sendo pesado.
3.3 – COMPÓSITOS DE GESSO
Para o cálculo da massa unitária da pasta de gesso, preparou-se uma pasta de igual
traço à utilizada para moldar os corpos-de-prova onde se adotou uma relação de 1:0,45 de
gesso/água, com uma proporção de 1% em relação ao gesso de Superplastificante Glenium
51. Utilizou-se o mesmo recipiente e o procedimento para o cálculo segue igual ao da massa
unitária do gesso.
29
Após este cálculo, foram preparados os compósitos de gesso onde a matriz do
compósito é a pasta de gesso e a fibra de bambu o reforço.
Calculou-se a quantidade de material que seriam gastos para montar 8 corpos-de-
prova cilíndricos para que estes fossem confeccionados juntos visando evitar o desperdício do
material e possibilitando uma melhor homogeneização da pasta de gesso. Para a confecção
das placas moldou-se um corpo-de-prova por vez.
Primeiramente a fibra foi despejada na água e permaneceu nesta por 15 minutos para
uma melhor hidratação facilitando a homogeneização no momento da mistura, depois
adicionou-se o Glenium na água com a fibra e despejou-se essa mistura no gesso. Com a
ajuda de uma espátula misturou-se bem tentando homogeneizar o melhor possível.
De posse da massa unitária da pasta de gesso calculou-se a quantidade de gesso
necessária para a mistura e por consequência a quantidade de água e Glenium. Para o cálculo
da quantidade de fibra necessária utilizou-se o valor da massa específica da fibra do bambu
conforme citado por MAGALHÃES (2009) (Tabela 7, página 23).
A seguir serão mostradas as fórmulas utilizadas para os cálculos.
�� ����� � ����� = �� ����� (�/���)
!"�ç$ Equação (5)
�� ����� (�) = �� ����� � ����� % &�'�(� (�()) Equação (6)
�� á��+ (�) = , -. % �� ����� (�) Equação (7)
�� -'�/0�( (�) = - -. % �� ����� (�) Equação (8)
�� 102�+ (�) = % ���� 102�+ % (+��+ ��4�5í105+ 102�+ 2+(2� � ��()�
% &�'�(� (�()) Equação (9)
Onde:
Qtd = Quantidade;
, -. = relação água/gesso;
- -. = relação Glenium/gesso.
Os traços utilizados foram:

30
Gesso (g/dm3) : 0% Fibra de Bambu : 45% , -. : 1% - -.
Gesso (g/dm3) : 0,5% Fibra de Bambu : 45% , -. : 1% - -.
Gesso (g/dm3) : 1,0% Fibra de Bambu : 45% , -. : 1% - -.
Gesso (g/dm3) : 1,5% Fibra de Bambu : 45% , -. : 1% - -.
Gesso (g/dm3) : 2,0% Fibra de Bambu : 45% , -. : 1% - -.
Gesso (g/dm3) : 2,5% Fibra de Bambu : 45% , -. : 1% - -.
3.4 – CORPOS-DE-PROVA
Os corpos-de-prova para os testes de compressão axial e de tração por compressão
diametral foram montados em formas cilíndricas de 10 cm de comprimento por 5 cm de
diâmetro, sendo confeccionados quatro corpos-de-prova para cada teor de fibra celulósica
adicionada ao gesso.
Pincelaram-se as formas internamente com óleo de motor para ajudar na desforma
dos corpos-de-prova. Os moldes foram confeccionados e desenformados no dia seguinte
permanecendo secando por seis dias em temperatura ambiente. No sétimo dia foram levados à
estufa (Figura 9) a 40°C por 24 horas e rompidos logo após. A temperatura foi adotada
segundo a NBR 12129 – Gesso para Construção – Determinação das propriedades mecânicas.
A Figura 7 mostra o processo de confecção dos corpos-de-prova.
(A) (B) (C)
FIGURA 7 - (A) Preparação da pasta de gesso sendo misturada manualmente; (B) Corpos-de-prova montados; (C) Corpos-de-prova secando à temperatura ambiente.
Os corpos-de-prova para ensaio à flexão foram confeccionados com as dimensões
(300 mm x 400 mm x 15 mm) delimitadas por ripas de madeira colocadas por cima de um
plástico e sobre uma superfície plana, sendo as áreas de contato com o gesso revestidas com
fita adesiva de empacotamento para facilitar na desforma dos compósitos. Tais dimensões
foram definidas a partir da NBR 14717/01 – Chapas de Gesso Acartonado – Determinação
das Características Físicas. Para cada teor de fibra foram moldados quatro corpos-de-prova.
A Figura 8 mostra o processo de confecção dos corpos-de-prova.

31
(A) (B) (C)
FIGURA 8 - (A) Preparação dos moldes para a confecção dos corpos-de-prova; (B) Confecção dos corpos-de-prova; (C) Corpos-de-prova secando à temperatura ambiente.
O processo de fabricação da pasta de gesso para a montagem dos corpos-de-prova
retangulares procedeu-se da mesma forma que os corpos-de-prova cilíndricos
Os corpos-de-prova foram desenformados no dia seguinte à fabricação e foram
colocados sobre um plástico onde permaneceram secando por seis dias em temperatura
ambiente, sendo estes virados todos os dias para uma secagem homogênea. No sétimo dia
foram levados para a estufa (Figura 9) a 40°C por 24 horas e rompidos logo após. A
temperatura foi adotada segundo a NBR 12129 – Gesso para Construção – Determinação das
propriedades mecânicas.
(A) (B)
FIGURA 9 - (A) Estufa utilizada para a secagem dos corpos-de-prova; (B) Disposição dos corpos-de-prova dentro da estufa para a secagem.
A Figura 10 ilustra a prensa utilizada para os ensaios de resistência.

32
(A) (B)
FIGURA 10 - (A) Prensa hidráulica utilizada para os ensaios de resistência; (B) Painel de controle da prensa.
3.5 – ENSAIOS DE COMPRESSÃO AXIAL
Para o ensaio de compressão axial, colocou-se os corpos-de-prova sobre um suporte
cilíndrico metálico presente na prensa de 10 cm de diâmetro e 7 cm de altura de forma que
uma carga progressiva foi sendo aplicada sobre o corpo-de-prova. Para a análise da
compressão axial os corpos-de-prova foram posicionados verticalmente até o momento da sua
ruptura, onde os valores da carga de ruptura obtidos foram dados em Kgf. Com isso pode-se
calcular a resistência à compressão conforme a equação 10.
15 = 78 = 7
9 : ;< Equação (10)
Onde:
fc = Resistência à Compressão, Mpa;
P = Carga de ruptura, N;
S = Área da seção de aplicação da carga, mm²;
R = Raio da seção de aplicação da carga, mm.
A Figura 11 mostra o ensaio de resistência à compressão axial.
(A) (B) (C)
FIGURA 11 - (A) Corpo-de-prova posicionado para o ensaio; (B) Corpo-de-prova após ensaio; (C) Corpo-de-prova rompido (testemunha).

33
3.6 – ENSAIOS DE TRAÇÃO POR COMPRESSÃO DIAMETRAL
Para o ensaio de tração por compressão diametral colocou-se os corpos-de-prova
acomodados em pedaços de papelão sobre a prensa, aplicou-se a carga gradativamente até a
ruptura do corpo-de-prova, onde o valor da carga foi dado em Kgf. Obteve-se o valor da carga
e calculou-se a resistência à tração através da equação 11.
1� = = : 79 : > : ? Equação (11)
Onde:
ft = Resistência por compressão diametral, Mpa;
P = Carga de ruptura, N;
D = Diâmetro da seção transversal de aplicação da carga, mm;
L = Comprimento da seção de aplicação da carga, mm.
A Figura 12 mostra o ensaio de resistência à tração por compressão diametral.
(A) (B)
FIGURA 12 - (A) Corpo-de-prova posicionado na prensa após ter recebido a carga de ruptura; (B) Corpo-de-prova após rompimento (testemunha).
3.7 – ENSAIOS DE FLEXÃO
Para o ensaio de flexão colocou-se os corpos-de-prova sobre 2 ripas distantes de 24
cm uma da outra e aplicou-se uma carga gradativa sobre um pedaço de madeira até a ruptura,
sendo que obteve-se esta carga em Kgf. Com o valor da carga de ruptura calculou-se a
resistência à flexão de acordo com a equação 12.
1@ = ) : 7 : A= : B : C< Equação (12)
Onde:
ff = Resistência à flexão, Mpa;
P = Carga de ruptura, N;
l = Espaçamento entre apoios, mm;

34
b = Base do corpo-de-prova, mm;
h = Altura do corpo-de-prova, mm.
A Figura 13 mostra o ensaio de resistência à flexão.
(A) (B) (C)
FIGURA 13 - (A) Placa antes de ser rompida; (B) Placa preparada para o ensaio de resistência à flexão; (C) Placa após ruptura (0,5% de fibra de bambu).
3.8 – ANÁLISE ESTATÍSTICA
Com os ensaios de resistência à compressão axial, resistência à tração por
compressão diametral e resistência à flexão, obteve-se os valores das cargas aplicadas e
obteve-se a média aritmética entre eles.
O delineamento experimental foi inteiramente casualizado com quatro repetições e
seis teores de fibra de bambu (0%, 0,5%, 1,0%, 1,5%, 2,0%, 2,5%) onde se utilizou para a
análise dos resultados o programa SisVar 5.1 através de análise de variância, sendo as médias
comparadas pelo teste de Tukey, a 5% de significância. Quando significativos os resultados,
aplicou-se a análise de regressão, em relação aos níveis de inclusão da fibra de bambu.

35
4 – RESULTADOS E DISCUSSÃO
4.1 – GESSO
De acordo com a norma NBR 12127/91 – Gesso para Construção – Determinação
das Propriedades Físicas do pó, nos diz que a massa unitária do gesso tem que ser acima de
700 Kg/m³. Calculou-se a massa unitária do gesso em três repetições, depois se calculou a
média entre os valores obtendo uma massa unitária de 734,23 Kg/m³. Portanto o gesso
utilizado nessa pesquisa atende às especificações da norma.
Para o preparo dos compósitos de gesso calculou-se a massa unitária da pasta de
gesso que foi de 1713,9 Kg/m³.
De posse deste valor calculou-se a quantidade de material necessário para a
moldagem dos corpos-de-prova.
As cargas de ruptura dos corpos-de-prova foram obtidos em Kgf, valores estes
convertidos para Newton para o cálculo das resistências. Calculou-se então as resistências
obtendo os valores em MPa e fez-se as médias das quatro repetições de cada resistência.
De posse das médias das resistências à compressão axial, à tração por compressão
diametral e à flexão, jogou-se estes valores no programa SisVar e aplicou-se o teste de Tukey
a 5% de significância obtendo os dados cujo é mostrado pela tabela 9.
TABELA 9 - Médias das resistências axial, diametral e flexão para os diferentes teores de fibras de bambu.
Teor de Fibras (%)
Resistência
(MPa) 0 0,5 1,0 1,5 2,0 2,5 C.V Prob. F
Axial 10,1a 10,41a 3,97b 3,84b 3,20b 4,49b 20,66 0,001
Diametral 1,69a 1,70a 1,66ª 0,84b 0,83b 0,81b 20,10 0,001
Flexão 5,75a 4,00a 3,00a 6,00a 4,25a 5,50a 28,07 0,001
Letras diferentes nas linhas diferem estatisticamente pelo teste de Tukey, a 5% de significância.
4.2 – RESISTÊNCIAS À COMPRESSÃO AXIAL
A norma NBR 13207/94 – Gesso para Construção Civil – Especificações, estabelece
que a resistência à compressão axial deve ser acima de 8,4 MPa. Conforme a tabela 9 nota-se
que os tratamentos que se enquadram nesta exigência são a testemunha e o compósito com
0,5% de fibra de bambu.

36
A Figura 14 mostra o estado dos corpos-de-prova após o ensaio de resistência à
compressão axial.
(A) (B)
FIGURA 14 - (A) Corpo-de-prova após ensaio de resistência à compressão axial com 0% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à compressão axial com 0,5% de fibra de bambu.
4.3 – RESISTÊNCIAS À TRAÇÃO POR COMPRESSÃO DIAMETRAL
Conforme COUTINHO (2006), a resistência à tração é cerca de três a quatro vezes
menores que a resistência à compressão, fato este comprovado pela Tabela 9.
A Figura 15 mostra o estado dos corpos-de-prova após o ensaio de resistência à
tração por compressão diametral.
(A) (B)
FIGURA 15 - (A) Corpo-de-prova após ensaio de resistência à tração por compressão diametral com 0% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à tração por compressão diametral com 0,5% de fibra de bambu.
4.4 – RESISTÊNCIAS À FLEXÃO
A norma NBR 14715/01 – Chapas de Gesso Acartonado – Requisitos, estabelece que
a resistência mínima de ruptura na flexão no sentido transversal, para chapas com 15mm de
espessura, deve ser de 250 N. De acordo com os dados obtidos, nenhum valor foi inferior a
250 N, o menor valor foi para o compósito de 1% de fibra de bambu, 284,5 N.

37
As Figuras 16, 17 e 18 mostram o estado dos corpos-de-prova após o ensaio de
resistência à flexão.
(A) (B)
FIGURA 16 - (A) Corpo-de-prova após ensaio de resistência à flexão com 0% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à flexão com 0,5% de fibra de bambu.
(A) (B)
FIGURA 17 - (A) Corpo-de-prova após ensaio de resistência à flexão com 1% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à flexão com 1,5% de fibra de bambu.
(A) (B)
FIGURA 18 - (A) Corpo-de-prova após ensaio de resistência à flexão com 2% de fibra de bambu; (B) Corpo-de-prova após ensaio de resistência à flexão com 2,5% de fibra de bambu.
A Figura 19 mostra o comportamento das resistências dos compósitos em função dos
diferentes teores de fibra de bambu adicionados.

38
FIGURA 19 - Comportamento das resistências dos compósitos em função dos diferentes teores de fibra de bambu.
Nota-se pelo gráfico, que o comportamento das resistências quanto à compressão axial e tração por compressão diametral foram semelhantes.
0
2
4
6
8
10
12
0 0,5 1 1,5 2 2,5
Re
sis
tên
cia
MP
a
Teor de Fibras de Bambu %
axial
diametral
flexao

39
5 – CO CLUSÕES
Os compósitos com 0,5% de fibra de bambu tiveram melhores resultados na
resistência a compressão axial e na resistência à tração por compressão diametral, pois esta
quantidade de fibras elevou a resistência da testemunha (sem adição de fibras). As placas
tiveram melhores resultados com 1,5% de fibra de bambu incorporada nos compósitos.
Analisando os resultados das resistências à compressão axial, tração por compressão
diametral e flexão, nota-se que os corpos-de-prova sem adição de fibras de bambu, ao se
romperem, separam e esfarelam com mais facilidade do que os que possuem adição de fibras,
pois estes, ao se romperem, possuem maior trabalhabilidade no estado pós fissura. Este fato é
de grande importância porque pode proporcionar uma maior segurança ao utilizar o gesso na
construção, em placas de rebaixamento de tetos ou blocos de paredes divisórias, evitando um
possível acidente.

40
6 – CO SIDERAÇÕES FI AIS
As fibras de bambu são uma boa opção para os compósitos de gesso, porque
proporcionam maior trabalhabilidade e são de baixo custo, contribuindo para o
desenvolvimento sustentável da inovação tecnológica na construção.
No ensaio de resistência à flexão, um dos motivos para a explicação da divergência
nos resultados, é que, a disposição dos corpos-de-prova dentro da estufa não foi a melhor. O
ar de secagem da estufa sai pela parte inferior da mesma, possivelmente os corpos-de-prova
que estavam na parte superior da estufa não foram totalmente secos após as 24 horas.
41
7 – REFERÊ CIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). Gesso para construção: determinação das propriedades físicas do pó: método de ensaio. NBR 12127. Rio de Janeiro, 1991a.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). Gesso para construção: determinação das propriedades físicas do pó: método de ensaio. NBR 12128. Rio de Janeiro, 1991b.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). Gesso para construção: determinação das propriedades físicas do pó: método de ensaio. NBR 12129. Rio de Janeiro, 1991c.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). Gesso para construção civil: especificações. NBR 13207. Rio de Janeiro, 1994.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). Chapas de Gesso Acartonado: Requisitos. NBR 14715. Rio de Janeiro, 2001a.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). Chapas de Gesso Acartonado – Determinação das Características Físicas. NBR 14717. Rio de Janeiro, 2001b.
BALTAR, C. A. M.; BASTOS, F. F.; LUZ, A. B.; Rochas & Minerais Industriais: Gipsita. Capítulo 21. Rio de Janeiro: Centro de Tecnologia Mineral – Ministério da Ciência e Tecnologia, 2005. p.449-470.
CARVALHO, L. C. Produção de fibras de bambu para a fabricação de compósita poliuretana de mamona. Departamento de Engenharia Civil, 2007. 7p.
CONAMA – Conselho Nacional do Meio Ambiente – Resolução CO AMA ° 307, de 5 de Julho de 2002. Estabelece diretrizes, critérios e procedimentos para a gestão dos resíduos da construção civil.
COUTINHO, J. S. Materiais de construção 2 - 1ª parte – Ligantes e caldas 2002. Atualizada em 2006, Faculdade de Engenharia, Universidade do Porto – Departamento de Engenharia Civil. Disponível em: <http://paginas.fe.up.pt/~jcouti/ligantes2006.pdf>. Acesso em: 11 de jun. 2011.
FIANO, M. B. S.; PIMENTEL, L. L.; Estudo da viabilidade do reaproveitamento do gesso – queima rápida. Encontro de Iniciação Científica da PUC, 14 – Campinas, Anais 2009. 4p.
GHAVAMI, K.; MARINHO, A. B.; Propriedades físicas e mecânicas do colmo inteiro do bambu da espécie Guadua angustifólia. Revista Brasileira de Engenharia Agrícola e Ambiental, v.9, n.1, p.107-114, 2005.
GUIMARÃES JUNIOR, M.; NOVACK, K. M.; BOTARO, V. R. Caracterização anatômica da fibra de bambu (bambusa vulgaris) visando sua utilização em compósitos poliméricos. Revista Iberoamericana de Polímeros. 15p, 2010.
HARADA, E.; PIMENTEL, L. L. Estudo da viabilidade do reaproveitamento de gesso – queima lenta. Encontro de Iniciação Científica da PUC, 14 – Campinas, Anais 2009. 4p.

42
JOHN, V. M.; CINCOTTO, M. A. Alternativas de gestão dos resíduos de gesso. Universidade de São Paulo Escola Politécnica. Departamento de Engenharia de Construção Civil – PCC. 9p, 2003.
JUNIOR, H. S.; PIMENTEL, L. L. Viabilidade do aproveitamento de resíduos de fibras vegetais para fins de obtenção de material de construção. Revista Brasileira de Engenharia Agrícola e Ambiental, Paraíba, v.4, n.1, p.103-110, Campina Grande, 2000.
MAGALHÃES, A. C. T. V. – Estudo de fibras vegetais, mucilagem de cacto e gesso em componentes construtivos. 2009. 142p. Dissertação (Mestrado em Arquitetura e Urbanismo, Área de Tecnologia). Universidade de Brasília.
MOTTA, L. A. C.; AGOPYAN, V.; JOHN, V. M. Caracterização de fibras curtas empregadas na construção civil. Boletim Técnico da Escola Politécnica da USP - Departamento de Engenharia de Construção Civil. São Paulo. 16p, 2007.
MUNHOZ, F. C. – Utilização do gesso para fabricação de artefatos alternativos no contexto de produção mais limpa. 2008. 164p. Dissertação (Mestrado para Engenharia Civil) Universidade Estadual Paulista. Faculdade de Engenharia. Bauru. São Paulo.
PICANÇO, S. M.; GHAVAMI, K. Comportamento à compressão de argamassas reforçadas com fibra vegetal da Amazônia. REM: R. Esc. Minas, Ouro Preto, março, v.61, n.1, p.13-18, 2008.
SAVASTANO JÚNIOR, H. Fibras vegetais para a construção civil – Fibra de coco. (Boletim técnico 04/86). São Paulo. Escola Politécnica da Universidade de São Paulo, Departamento de Engenharia de Construção Civil, 1986. 19p.
SILVA, A. C. Estudo da durabilidade de compósitos reforçados com fibras de celulose. 2002. 128p. Dissertação (Mestrado em Engenharia Civil) – Escola Politécnica da Universidade de São Paulo, Departamento de Engenharia de Construção Civil, São Paulo.
SINDUSGESSO. Sindicato da Indústria do Gesso do Estado de Pernambuco. Pólo Gesseiro. 2011. Disponível em < http://www.sindusgesso.org.br/polo_gesseiro.asp > Acesso em: 12 Abr. 2011.
SOBRINHO, A. C. P. L.; AMARAL, A. J. R.; DANTAS, J. O. C.; DANTAS, J. R. A.; Gipsita. Balanço Mineral Brasileiro, 2001. 23p.
TEIXEIRA, A. A. Painéis de bambu para habitações econômicas: Avaliação do desempenho de painéis revestidos com argamassa. 2006. 204p. Dissertação (Mestrado em Arquitetura e Urbanismo). Universidade de Brasília – UNB.
TIRELLI, Z. P. Avaliação do desempenho do bambu na construção utilizando revisão bibliográfica. 10p, 2007.
VENTURA, O. S. P.; PASSOS, O. S.; LOBO, J. B. A.; FUJIYAMA, R. T. Caracterização mecânica em flexão de compósito de argamassa de cimento reforçada por fibras naturais. Congresso Brasileiro de Engenharia e Ciência dos Materiais. Foz do Iguaçu, PR. Anais. 2006. 9p.